Журнал СВАРОЧНОЕ ПРОИЗВОДСТВО. ВАК и РИНЦ
Подробная информация о научном журнале «СВАРОЧНОЕ ПРОИЗВОДСТВО»: официальный сайт, ISSN, индексация в ВАК и РИНЦ. Данные могут быть неактуальными.
| Название | СВАРОЧНОЕ ПРОИЗВОДСТВО |
| Издательство | Общество с ограниченной ответственностью Издательский центр Технология машиностроения |
| Др. названия | — |
| Основание | 1930 |
| Языки | — |
| Рецензии | да |
| Вид рецензий | — |
| Перевод | Переводная версия: Welding International Welding Production (English translation of Sverochnoe Proizvodstvo) |
| Сокращение | — |
| Страна | Россия |
| Город | Москва |
| ISSN | 0491-6441 |
| Онлайн ISSN | — |
| Сайт | http://www. ic-tm.ru/info/svarochnoe_proizvodstvo_ ic-tm.ru/info/svarochnoe_proizvodstvo_ |
| — | |
| Англ. ISSN | — |
| Англ. название | — |
| Web of Science | нет |
| Scopus | нет |
| РИНЦ | да |
| ВАК | включен |
| Базы данных | — |
| Реферативный | нет |
| Мультидисцип. | нет |
| Рубрики и коды 81.35.00 Сварка | |
| Описание В научно-техническом и производственном издании, не имеющем аналогов в России, публикуются материалы о новейших достижениях в области сварки, наплавки, пайки, термической резки, напыления, металлизации.  Значительное место отводится исследованиям металлургических процессов, проблемам прочности и надежности сварных конструкций. Значительное место отводится исследованиям металлургических процессов, проблемам прочности и надежности сварных конструкций. | |
Другие журналы
Сварочное Производство (Welding International)
В научно-техническом и производственном издании, не имеющем аналогов в России, публикуются материалы о новейших достижениях в области сварки, наплавки, пайки, термической резки, напыления, металлизации. Значительное место отводится исследованиям металлургических процессов, проблемам прочности и надежности сварных конструкций. Особое внимание уделяется новым технологиям в области сварки, вопросам экономики и организации производства.
ТЕМАТИЧЕСКИЕ РАЗДЕЛЫ
-
Научно — технический
-
Производственный
-
Экономика и организация производства
-
Стандартизация и сертификация
-
Экология, охрана труда
-
Образование и подготовка кадров
-
Шаг в будущее (работы студентов и аспирантов)
-
Сварка за рубежом
-
Информация (обзоры выставок, конференций, семинаров)
Журнал входит в перечень утвержденных ВАК РФ изданий для публикации трудов соискателей ученых степеней.
Регионы распространения: Россия, страны СНГ, страны дальнего зарубежья (на английском языке).
Журнал переводится на английский язык в Великобритании издательством «Taylor & Francis» и распространяется более чем в 30 странах дальнего зарубежья.
Периодичность издания журнала – двенадцать номеров в год.
Объем – 60 страниц.
Журнал распространяется только по подписке.
| Тип публикации | Авторы | Заглавие | Издание, год, номер, страницы |
|---|---|---|---|
| Материал конференции |
Korolev S. A. МГТУ
Galinovsky A. L. МГТУ Belozor V.  E. МГТУ E. МГТУ
|
Development of welding technology for responsible products made of aluminium alloys based on computer modeling of weldability indicators |
AIP Conference Proceedings
2021 .- Vol. 2318 .- Art.no 150012 |
| Статья в журнале |
Королев Сергей Анатольевич МГТУ
Зимаков Артем Евгеньевич |
Компьютерное моделирование тепловых процессов при дуговой сварке толстостенных конструкций из алюминиевых сплавов |
Известия высших учебных заведений. Машиностроение
2020
. |
| Статья в журнале |
Королев Сергей Анатольевич МГТУ
Зимаков Артем Евгеньевич МГТУ |
Математическое моделирование распределения высокотемпературных деформаций металла сварного шва, находящегося в твердо-жидком состоянии, в зависимости от схемы кристаллизации |
Сварка и диагностика
2020 .- № 1 .- С. 30 — 33 |
| Статья в журнале |
Королев Сергей Анатольевич МГТУ
Богданов Александр Владимирович МГТУ Шмелев С.  А. МГТУ А. МГТУ
Бирюков В. П. |
Получение композитных структур при упрочнении колесной стали линейным профилем излучения иттербиевого волоконного лазера | Наукоемкие технологии в машиностроении 2020 .- № 5(107) .- С. 42 — 48 DOI: 10.30987/2223-4608-2020-5-42-48 |
| Статья в журнале |
Макаров Эдуард Леонидович МГТУ
Королев Сергей Анатольевич МГТУ Розанов Дмитрий Сергеевич МГТУ |
Оперативная оценка механических свойств сварных соединений низколегированных сталей по значениям твердости с учетом содержания углерода и серы |
Сварка и диагностика
2020
. |
| Статья в журнале |
Волков Станислав Степанович МГТУ
Королев Сергей Анатольевич МГТУ Розанов Дмитрий Сергеевич МГТУ |
Влияние технологических параметров на прочность изделий из АБС-пластика при ультразвуковой сварке |
Известия высших учебных заведений. Машиностроение
2019
.-
№ 5
.-
С.
17 — 26
http://izvuzmash.ru/catal…l/weld_rel/1653.html DOI: 10. 18698/0536-1044-2019-5-17-26 18698/0536-1044-2019-5-17-26
|
| Статья в журнале |
Волков Станислав Степанович Розанов Дмитрий Сергеевич МГТУ Королев Сергей Анатольевич МГТУ |
Обработка сварных соединений ультразвуковыми колебаниями |
Вестник машиностроения
2019 .- № 3 .- С. 68 — 70 |
| Статья в журнале |
Волков Станислав Степанович МГТУ
Королев Сергей Анатольевич МГТУ Розанов Дмитрий Сергеевич МГТУ |
Разработка конструкций волноводных систем для ультразвуковой сварки изделий из пластмасс |
Сварочное производство
2019
. |
| Статья в журнале |
Волков Станислав Степанович МГТУ
Королев Сергей Анатольевич МГТУ Шестель Л. А. |
Разработка технологии и оборудования для ультразвуковой контурной сварки изделий из полиэтилена | Известия высших учебных заведений. Машиностроение 2019 .- № 3 .- С. 21 — 30 http://izvuzmash.ru/catal…l/weld_rel/1639.html DOI: 10.18698/0536-1044-2019-3-21-30 |
| Статья в журнале |
Титов Д. Ю МГТУ Ю МГТУ
Королев Сергей Анатольевич МГТУ |
Разработка технологии сварки трака гусеничной машины на основе компьютерного моделирования напряженно-деформированного состояния | Машиностроение и компьютерные технологии 2018 .- № 6 https://www.technomagelpu…ur/article/view/1400 DOI: https://doi.org/10.24108/0618.0001400 |
| Статья в журнале |
Волков Станислав Степанович МГТУ
Королев Сергей Анатольевич МГТУ Розанов Дмитрий Сергеевич МГТУ |
Особенности теплообразования при ультразвуковой сварке жестких пластмасс |
Известия высших учебных заведений. Машиностроение
2017
.-
№ 4
.-
С.
27 — 34
http://izvuzmash.ru/catal…nes/hidden/1413.html DOI: 10.18698/0536-1044-2017-4-27-34 Машиностроение
2017
.-
№ 4
.-
С.
27 — 34
http://izvuzmash.ru/catal…nes/hidden/1413.html DOI: 10.18698/0536-1044-2017-4-27-34
|
| Статья в журнале |
Ефименко Л. А.
Капустин О. Е. Вышемирский Д. Е. Макаров Эдуард Леонидович МГТУ Королев Сергей Анатольевич МГТУ Розанов Дмитрий Сергеевич МГТУ |
Исследование влияния углеродного эквивалента на склонность высокопрочных сталей к образованию холодных трещин при сварке |
Сварка и диагностика
2016
. |
| Статья в журнале |
Гладков Эдуард Александрович МГТУ
Бабкин А. С. Коробейников С. Н. Шолохов М. А Королев Сергей Анатольевич МГТУ |
Сварка в защитных газах с колебаниями электрода. Тепловая задача |
Сварочное производство
2015 .- № 7 .- С. 3 — 8 |
| Статья в журнале |
Куркин Алексей Сергеевич МГТУ
Королев Сергей Анатольевич МГТУ Пономарев Павел Александрович МГТУ Скобелев Михаил Михайлович МГТУ |
Влияние зазора между трубой и сварной муфтой на циклическую прочность кольцевого шва |
Сварка и диагностика
2015
. |
| Статья в журнале |
Куркин Алексей Сергеевич МГТУ
Королев Сергей Анатольевич МГТУ Пономарев Павел Александрович МГТУ |
Повышение ресурса сварных муфт на основе компьютерного моделирования | Наука и образование: научное издание МГТУ им. Н.Э. Баумана 2015 .- № 12 http://technomag.bmstu.ru/doc/828471.html DOI: 10.7463/1215.0828471 |
| Статья в журнале |
Макаров Эдуард Леонидович МГТУ
Бровко Виктор Васильевич МГТУ Розанов Дмитрий Сергеевич МГТУ Королев Сергей Анатольевич МГТУ |
Сопротивляемость сварных соединений магистральных трубопроводов образованию холодных трещин |
Журнал нефтегазового строительства
2015
. |
| Статья в журнале |
Куркин Алексей Сергеевич МГТУ
Королев Сергей Анатольевич МГТУ Пономарев П. А. МГТУ |
Анализ причин ограниченного ресурса конструкций для ремонта нефтепровода |
Сварка и диагностика
2014 .- № 5 .- С. 58 — 61 |
| Статья в журнале |
Королев Сергей Анатольевич МГТУ
Пономарев П.  А. МГТУ А. МГТУ
|
Существующие ремонтные конструкции для магистральных нефтепроводов высокого давления | Инженерный вестник 2013 .- № 11 http://engbul.bmstu.ru/doc/640787.html |
| Статья в журнале |
Куркин Алексей Сергеевич МГТУ
Королев Сергей Анатольевич МГТУ Пономарев Павел Александрович МГТУ |
Обоснование исключения послесварочной термической обработки кольцевых стыков магистральных газопроводов с толщиной стенки свыше 30 мм из стали к65 |
Наука и образование: научное издание МГТУ им. Н.Э. Баумана
2013
.-
№ 5
http://technomag.edu.ru/doc/552162.html DOI: 10.7463/0513.0552162 Н.Э. Баумана
2013
.-
№ 5
http://technomag.edu.ru/doc/552162.html DOI: 10.7463/0513.0552162
|
| Статья в журнале |
Куркин Алексей Сергеевич МГТУ
Королев Сергей Анатольевич МГТУ Пономарев П. А. МГТУ |
Обоснование исключения послесварочной термической обработки кольцевых стыков магистральных газопроводов с толщиной стенки свыше 30мм из стали К65 |
Наука и образование: научное издание МГТУ им. Н.Э. Баумана
2013
.-
№ 5
.-
С.
21 — 24
http://technomag. bmstu.ru/doc/552162.html DOI: 10.7463/0513.0552162 bmstu.ru/doc/552162.html DOI: 10.7463/0513.0552162
|
 -
№ 2
.-
С.
33 — 36
-
№ 2
.-
С.
33 — 36
 -
№ 4
.-
С.
46 — 51
-
№ 4
.-
С.
46 — 51
 -
№ 1
.-
С.
27 — 30
-
№ 1
.-
С.
27 — 30
 -
№ 5
.-
С.
56 — 60
-
№ 5
.-
С.
56 — 60
 -
№ 3
.-
С.
28 — 30
-
№ 3
.-
С.
28 — 30
WELDEX / Россварка 18.10.2011 — 21.10.2011 в выставочном центре «Сокольники»
- Организаторы:
- Компания «Элсвар», ООО «МВК»
- Место проведения:
- Россия, Москва, МПЦ «Сокольники», павильоны: 4, 4.1
- Дата проведения:
- Официальный сайт:
- www.weldex.
 ru
ru - Официальная поддержка:
- Министерство промышленности и торговли РФ, Московская межотраслевая ассоциация главных сварщиков, Российское научно-техническое сварочное общество
 ru
ruО проекте:
«WELDEX/Россварка — 2011» — 11-я Международная специализированная выставка сварочных материалов, оборудования и технологий
При содействии:
- EWA ( European Welding Association)
Под патронатом:
- Торгово-промышленной палаты РФ
- правительства Москвы
- Московской торгово-промышленной палаты
Генеральный информационный спонсор:
- Журнал «Сварочное производство»
Цели выставки:
- продемонстрировать достижения производства в отрасли;
- способствовать расширению международного научно-технического сотрудничества и долгосрочных коммерческих связей;
- способствовать развитию кооперационных связей производителей продукции со своими поставщиками и потребителями;
- продемонстрировать новейшие достижения науки и содействовать их внедрению в производство.

Основные особенности выставки:
- актуальность тематики, обусловленная потребностью в замене устаревшей сварочной техники и внедрении новейших сварочных технологий промышленными предприятиями России;
- узкая специализация выставки, создающая наилучшие условия работы как для участников, так и для посетителей выставки.
Тематические разделы выставки:
- Дуговая и аргонная сварка металла: ручная механизированная, автоматическая роботизированная. Вибродуговая наплавка деталей, восстановление наплавкой. Оборудование и технологии дуговой и аргонной сварки металла, вибродуговой наплавки.
- Газовая, плазменная, газопламенная обработка металла: газопламенная сварка, наплавка деталей, термическая газовая и плазменная резка. Газосварочное оборудование, аппараты, станки и технологии газопламенной, газовой, плазменной сварки и наплавки металла. Оборудование, станки, машины и технологии для термической газовой и плазменной резки металла.
- Лазерная сварка, резка, наплавка металлов: ручная, механизированная, роботизированная. Оборудование, станки и технологии для лазерной сварки, наплавки и резки лазером.
- Контактная сварка. Оборудование и технологии для контактной сварки.
- Оборудование и технологии для сварки пластмасс.
- Оборудование и технологии производства сварочных материалов.
- Пайка металлов: газовая, лазерная. Оборудование (аппараты, агрегаты) и технологии для газовой, лазерной пайки металлов (стали, алюминия и других).
- Клепка металла и других материалов. Оборудование, технологии и материалы для создания неразъемных соединений методом клепки металла и других материалов.
- Склеивание. Специализированное оборудование, технологии и материалы для создания неразъемных соединений методом склеивания.
- Ковка металла. Оборудование, технологии и материалы для создания неразъемных соединений методом кузнечной сварки/ковки металла.
- Специализированное оборудование, технологии и материалы для сооружения трубопроводов транспортировки нефти, газа, воды, тепла, кислот, щелочей, промышленных и бытовых стоков.
- Специализированное оборудование, технологии и материалы для сварки тканей человека и животных.
- Специализированное оборудование, технологии и материалы для сварки оптических волокон.
- Специализированное оборудование, технологии и материалы для сварки под водой.
- Специализированное оборудование, технологии и материалы для сварки в космосе.
- Оборудование для термической обработки (сварки, резки, пайки, наплавки) материалов и сварочных конструкций.
- Материалы для сварки, резки, наплавки, напыления, пайки стали, алюминия и других металлов: припои, электроды, проволока, сварочные газы и т. д.
- Средства и методы защиты от вредных производственных факторов: системы вентиляции, рабочая одежда сварщика, сварочные маски «хамелеон», респираторы и т. д.
- Инструменты и приспособления для сварки.
- Электронная элементарная база и комплектующие для производства сварочного и газосварочного оборудования.
- Методы обучения и повышения квалификации сварочного персонала.
- Научные разработки в области сварки.
- Реновация сварочного оборудования.
- Салон подержанного и восстановленного сварочного оборудования.
- Контроль качества сварных соединений, основных и сварочных материалов:
- неразрушающий контроль;
- средства для механических испытаний сварных швов;
- системы регистрации и обработки параметров сварки;
- лабораторное оборудование.


 д.
д.Впервые в рамках выставки будет представлена экспозиция «Сварка в искусстве».
В рамках выставки пройдет заседание «Клуба деловых встреч» (конференция-презентация) выездной сессии Московской межотраслевой ассоциации главных сварщиков (ММАГС) с участием главных сварщиков крупнейших предприятий Москвы, Московской области, других регионов России и участников выставки.
На заседание «Клуба деловых встреч» приглашаются участники выставки с краткими докладами-презентациями.
К участию в выставке приглашаются:
- предприятия-производители и торговые организации по производству и продаже сварочного и газосварочного оборудования, станков для лазерной и термической резки металлов, сварочных материалов, сварочных инструментов и аксессуаров, комплектующих элементов и узлов, вспомогательного оборудования для сварочных производств;
- производители и продавцы средств защиты от вредных производственных факторов, сварочных масок, рабочей одежды для сварщиков;
- отраслевые институты и университеты, ведущие научные разработки в области сварочных и родственных сварке технологий;
- учебные центры и другие учебные организации, проводящие подготовку кадров для сварочных производств;
- промышленные и коммерческие организации, осуществляющие выполнение сварочных работ, ремонт сварочной техники и пр.

Внимание!
В рамках выставки пройдут конкурсы:
- «Мисс Сварка Мира — Iskra 2011»
Цель конкурса — выявление и поощрение выдающихся представительниц из областей, связанных со сваркой (учебные и научные организации, промышленное производство, строительство, коммунальное хозяйство и т. д.), гармонично сочетающих в себе высокие профессиональные знания и навыки с личным физическим совершенством и человеческим обаянием. - «Лучший сварщик — Мистер Луч 2011»
Цель конкурса — повышение престижа рабочей профессии сварщика, выявление и поощрение специалистов-сварщиков, обладающих выдающимися профессиональными знаниями и навыками. - «Лучший инженер-сварщик — Мистер Ум 2011»
Цель конкурса — выявление и поощрение лучших научных и инженерно-технических специалистов, работающих в области сварки. К участию в конкурсе приглашаются представители НИИ, КБ, вузов, технические работники предприятий и фирм, работающих в области сварки.

Международный форум WELDEX-2011 — верный путь продвижения продукции, технологий и услуг на обширный рынок России! Приглашаем вас принять участие в выставках Международного форума WELDEX-2011!
Оргкомитет выставки:
Адрес: 129164, Москва, Зубарев пер., д. 15, стр. 1, вход с торца здания
Тел.: 8 (495) 935-81-00
Факс: 8 (495) 935-81-01
E-mail: [email protected], [email protected], [email protected]
Директор выставки WELDEX-2011:
Наталья Сергеевна Медведева
ПТПА успешно прошел инспекционный аудит сварочного производства
ПТПА успешно прошел инспекционный аудит сварочного производства…
На предприятии ПТПА успешно прошел инспекционный аудит сварочного производства. Проверку соответствия требованиям ПАО «Газпром» провели специалисты ООО «Газпром ВНИИГАЗ» и ООО «Газпром Газнадзор».
В частности, были проверены База комплектации (Склад сварочных материалов), Служба качества (Отдел входного контроля, Лаборатория сварки, лаборатория разрушающих методов контроля, и лаборатория неразрушающих методов контроля (РГК, УЗК, ЦДС), отдел управления планами качества), а также сварочные участки Службы директора по производству.
Особое внимание было уделено технологии сварки, сварочному оборудованию и соответствию персонала установленным ПАО Газпром требованиям. Подобные аудиты проводятся один раз в пять лет. По результатам инспекции завод получил высокую оценку уровня организации сварочного производства и взаимодействия служб между собой.
Кроме того, специалисты «Газпром» выдали замечания и рекомендации по дальнейшему улучшению процесса. В течение октября на ПТПА данные требования будут внедрены. Прохождение инспекции даст возможность продолжать отгрузку трубопроводной арматуры ПТПА для объектов ПАО «Газпром», в конструкции которой используется сварка и наплавка.
Интервью с руководителем отдела маркетинга АО «ПТПА» Татьяной Красильниковой в рамках ПМГФ-2019:
Справка:
АО «Пензтяжпромарматура» – одно из крупнейших промышленных предприятий арматурной отрасли России. ПТПА работает на рынке с 1951 года и занимается изготовлением и поставкой трубопроводной арматуры для ответственных объектов атомной и тепловой энергетики, газовой, нефтяной, металлургической, химической и других отраслей промышленности.
Принимая во внимание растущие потребности клиентов, ПТПА готов браться за разработку оборудования по требованиям заказчика. Возможна различная комплектация трубопроводной арматуры (приводными устройствами, удлинительными колонками, демпфирующими устройствами), изготовление арматуры с любым исполнением по присоединению к трубопроводу «под трубу» заказчика, покрытие полимерным антикоррозийным покрытием и покраска продукции в любой цвет.
По материалам АО «ПТПА»
Инновационные технологии сварочного производства для работы в Арктике — Нефтесервис
До конца 19 века все способы получения неразъемных соединений металлов сводились к кузнечному и литейному видам производства. Данные производства были весьма ограничены технологически, соединения, полученные таким образом не обладали требуемыми конструкционными свойствами. Сварные соединения, как правило, заменялись болтовыми или заклепочными.
Открытие электричества произвело революцию во многих отраслях промышленности. В 1802 году российский ученый Василий Владимирович Петров смог получить электрическую дугу между двумя угольными электродами и предложил использовать полученную технологию для мгновенного расплавления металлов с последующим их соединением. Это и было истоком той сварочной технологии, которая существует сегодня. Однако в то время к такой идее отнеслись скептически, и она была забыта до конца столетия.
Лишь спустя 80 лет русский инженер Николай Николаевич Бенардос актуализировал разработки Петрова и всерьез взялся за развитие способа электрической дуговой сварки, ставшего прародителем современной сварочной технологии. В 1882 году он получил первое сварное соединение с помощью электрической дуги.
В 1888 году другой выдающийся русский инженер, Николай Гаврилович Славянов, модернизировал способ сварки Бенардоса, взяв вместо угольного плавящийся металлический электрод. Также Славянов первым начал применять флюс для защиты сварочной ванны и улучшения характеристик сварочного шва. В таком виде принципиально сварочное производство электрической дуговой сваркой не изменилось до сих пор.
Модернизировалась сварка главным образом в применении других, более качественных сварочных материалов, в теоретических расчетах сварочных режимов, изменении оснастки и конструкций сварочных агрегатов. Нельзя не отметить достижения советского академика Евгения Оскаровича Патона, который сначала создал лабораторию, а затем первый в мире институт электросварки, из стен которого вышли новые способы сварки – порошковыми материалами, плазменная, контактная, электрошлаковая, сварка под водой, в космосе и многие другие.
По поводу подводной сварки стоит сказать, что это тоже целиком разработка советских ученых. По итогам разработок академика Константин Константиновича Хренова (в частности, метод «мокрой сварки», специальные электроды для сварки под водой) в 1936 году метод подводной сварки был успешно применен на практике в первый раз в мировой истории.
Вместе с этим появлялись новые виды сварки – газовая, плазменная, лазерная, электрошлаковая, контактная, электронно-лучевая, диффузионная, высокочастотная и другие. В целом отечественная наука внесла значительный вклад в теорию и практику сварки, что подробно изложено в работах [3, 4, 5].
Очередную промышленную революцию, последствия которой не могли не отразиться на сварочном производстве, произвело изобретение микропроцессоров и развитие электроники. Благодаря новым технологиям удалось значительно расширить возможности сварочного производства. Подверглись модернизации процессы самого возбуждения и поддержания горения дуги, увеличился спектр и точность регулировки сварочных режимов. Также благодаря развитию автоматизации появились сварочные комплексы и сварочные автоматизированные линии, оснащенные роботизированными сварочными установками.
Также благодаря развитию автоматизации появились сварочные комплексы и сварочные автоматизированные линии, оснащенные роботизированными сварочными установками.
Среди специалистов в области материаловедения, особенно в тяжелых отраслях промышленности, есть четкое понимание, что в обозримом будущем металлы по-прежнему будут играть значительную роль для производства машин, оборудования, конструкционных материалов. В то же время технологии Четвертой промышленной революции, такие как композитные материалы, наноматериалы, 3D-печать, а также их различные сочетания (в том числе при снижении себестоимости), будут представлять определенный вызов для специалистов уже в ближайшее время.
С учетом специфики нефтегазовых проектов, а также намеченного тренда на развитие проектов в Арктическом регионе и Восточной Сибири, важным «заказчиком» развития требований к оборудованию и материалам являются суровые климатические условия. Для сохранения своей конструкционной надежности материалы должны быть хладостойкого исполнения, обладающими коррозионной устойчивостью и способностью сопротивляться циклическим нагрузкам при отрицательных температурах и многократных переходах через температурный «ноль» [6].
Помимо материалов, особые требования предъявляются к сварным соединениям и сварочным работам. При сварке в условиях отрицательных температур, характерных для Крайнего Севера, изменяются условия горения сварочной дуги, увеличивается скорость остывания сварочной ванны, в ней значительно замедляются диффузионные процессы.
Отрицательные температуры также негативно влияют на прочность сварного соединения. Увеличение скорости остывания зоны термического влияния приводит к образованию закалочных структур и повышению критической температуры хрупкости материала в этой зоне.
В целом для развития инновационных технологий сварочного производства необходима комплексная взвешенная политика, которая была бы направлена на решение следующих задач:
-
разработка и применение нового поколения сварочных технологий;
-
разработка и внедрение новых методов диагностики сварных соединений;
-
разработка и применение новых источников питания;
-
разработка и внедрение средств цифровизации и роботизации в области сварки.

Авторы отмечают следующие, на их взгляд, особо заметные направления развития в рассматриваемой области с учетом происходящих изменений, вызванных Четвертой промышленной революцией.
Одним из конструкционных материалов могут являться аустенитно-ферритные (дуплексные) стали. В результате того, что структура такой стали состоит из двух фаз, они обладают высокой прочностью и коррозионной стойкостью. На данный момент основной объем таких сталей импортируются, однако потребность в таких материалах может быть повышена при освоении подводных месторождений нефти и газа.
Дуплексные стали характеризуются высоким сопротивлением разрушению и теряют способность сопротивляться разрушению при более низких температурах, нежели стали с однофазной структурой. Обладают хорошей свариваемостью и способностью к механической обработке.
При этом стоимость таких сталей ниже, чем, например, у легированных сталей аустенитного класса, ввиду высокой стоимости самих легирующих элементов. При этом дуплексные стали нечувствительны к коррозионному растрескиванию под напряжением.
При этом дуплексные стали нечувствительны к коррозионному растрескиванию под напряжением.
Все большее внимание завоевывают другие конструкционные материалы – полимеры, композиты. Обладая рядом преимуществ (так, некоторые типы композитов – волокнистые, слоистые, упрочненные – могут заменить сварочные технологии), новые композитные материалы на основе полимеров или в сочетании с металлами или биметаллами потенциально могут обладать куда более существенными прочностными и качественными характеристиками. При этом также будет происходить расширение производства высокопрочных и легированных сталей, соответствующих требованиям по улучшению свариваемости и прочностным механическим свойствам.
В качестве инновационных материалов рассматриваются различные би- и триметаллы, наноструктурированные стали и сплавы, сочетание (построение композиций) металлов и неметаллов. Зачастую такие композиции, оснащенные современными средствами автоматизации и интегрированные с цифровыми моделями на жизненном цикле всей конструкции, называют «интеллектуальными вставками» или «интеллектуальными материалами». Данное направление обладает существенным потенциалом развития, особенно в области синтезирования указанных выше материалов для получения образцов с заданными свойствами, превышающих аналогичные материалы, изготовленные традиционными способами. Так, принято считать, что, несмотря на пока относительно высокую стоимость, замена традиционных сталей или алюминиевых сплавов на инновационные композитные может дать увеличение предела прочности на 50–100 % при сокращении массы конструкции до 50 %.
Данное направление обладает существенным потенциалом развития, особенно в области синтезирования указанных выше материалов для получения образцов с заданными свойствами, превышающих аналогичные материалы, изготовленные традиционными способами. Так, принято считать, что, несмотря на пока относительно высокую стоимость, замена традиционных сталей или алюминиевых сплавов на инновационные композитные может дать увеличение предела прочности на 50–100 % при сокращении массы конструкции до 50 %.
Читать полностью
Париж — Москва | Журнал Кузов
На страницах нашего журнала не раз уделяли внимание техническим аспектам сварочных операций на примере продукции GYS. Так как процесс сварки весьма индивидуален и непрост, мы продолжим цикл статей о сварочном оборудовании и в 2010 году; за основу, как и раньше, будут браться принципы работы аппаратов торговой марки GYS. Почему? На этот вопрос мы постараемся ответить прямо сейчас, поближе познакомившись с историей становления и развития компании и продукции GYS в мире и в России.
Одной из самых сильных сторон компании GYS является ее направленность на использование новых идей и технологий, что поддерживается стратегией компании, направленной на максимальное использование собственных ресурсов.
Бруно Буиг (Bruno Bouygues), управляющий компанией GYS вместе со своим отцом Николя Буиг (Nicolas Bouygues), объясняет: «Ключевые операции производства объединены под одной крышей для сокращения времени на подготовку и производство, а также сокращения расходов. Цена со временем становится все более весомым аргументом. Наша технология, качество и цена обеспечивают сильное и очень привлекательное предложение. Наши изделия ненамного дороже китайских, но при этом мы предлагаем большее».
«Когда мы приобрели GYS двенадцать лет назад, компания насчитывала чуть больше 40 человек, фабрика имела устаревшее производство, на развитие которого многие годы совершенно не выделялись деньги. Сегодня в компании насчитывается более 400 работников из четырех стран, и в 2008 году мы изготовили более четверти миллиона машин.
Будучи семейным предприятием, компания GYS преследовала не только кратковременные цели, а это означало, что у компании был стимул к дальнейшему росту. Поиск новых путей в производстве, создании новых продуктов и стимулирование работников, внедрение инновационных идей в создание изделий, производство и маркетинг — те ценности, которые имели действительное значение для нас», — говорит Бруно.
Когда двенадцать лет назад Николя Буиг принял производство, он методически подошел к решению о перестройке основных принципов компании. Вначале GYS сфокусировался на создании нового поколения электросварочных машин, затем перешел к выпуску зарядных устройств и изготовлению оборудования для кузовных мастерских.
В 1999 г. компания GYS начала заниматься продажей аппаратов контактной сварки, которые в то время еще не были продукцией GYS на все 100%. Коммерческий отдел состоял из двух демонстраторов, которые продавали аппараты по всей Франции. В этом же году сварочное оборудование для кузовного ремонта было выделено в отдельное направление. Отсюда и начинаются шаги по GYSсификации всей Франции в индустрии кузовного ремонта.
Отсюда и начинаются шаги по GYSсификации всей Франции в индустрии кузовного ремонта.
В 2001 г. демонстраторов стало уже четверо, и дистрибьюторы все больше и больше ценили продукцию GYS. Возрастающие объемы продаж побудили руководство принять решение о производстве без субподряда всех сварочных аппаратов и аппаратов для выправления стали.
В 2003 г. на выставке «Equip’Auto» GYS представил свой первый инвертер с охлаждением воздухом и выпустил на рынок новинку — Duomig Auto, которая теперь является «классической».
В 2007 г. продвижением ассортимента продукции для кузовного ремонта занимались уже 10 демонстраторов во Франции и 2 в Германии. Этот ассортимент, безусловно, является наиболее полным в мире кузовного ремонта, и инверторы GYS представляют собой эталон.
Сейчас, когда GYS представляет сильную конкуренцию в каждой из упомянутых областей, компания направила все свои силы на то, чтобы в течение последующих трех лет стать полным поставщиком промышленного сварочного оборудования Tier 1.
Многие улучшения продукта являются прямым следствием изучения мнения дистрибьюторов со всего света. Имея всего 30 человек в исследовательском отделе, 8 — в отделе разработки и 4 — в отделе контроля качества, GYS может легко мобилизовать свою команду для внедрения в жизнь новых идей.
Несмотря на обеспечение ежедневного выпуска в 1000 приборов, на производстве отсутствуют помещения для приема бракованной продукции, поскольку каждая стадия производства проходит жесткий режим тестирования. Двигаясь вдоль производственной линии GYS, понимаешь, что каждая деталь производства тщательно выверена с подробными чертежами и схемами производства.
Осенью 2005 г. специалисты компании «Европроект» на выставке «Equip’Auto 2005» в Париже обратили свое внимание на продукцию компании GYS, а именно — на ее кузовное направление. И уже с начала зимы 2006 г. сварочное направление продукции GYS было представлено в полном объеме в России. Привлекательность марки GYS для дистрибьюторов во всем мире и в России, в частности, заключается в комплексности подхода и гибкости реагирования на изменения рынка.
Перенимая положительный опыт работы компании GYS, специалисты компании «Европроект» запустили проект «GYSмобиль» — мобильный демонстрационный центр. Ведь невозможно сделать выводы о качестве и работоспособности оборудования, не попробовав его в деле. Демонстрационный автомобиль готов приехать к вам, чтобы предоставить возможность самостоятельно испытать на деле инверторную контактную сварку серии BP, убедиться в надежности сварных точек, сразу протестировав их. Особое удовольствие профессионал сможет получить от сварки полуавтоматом DUOGYS AUTO, имеющим функцию синергетической настройки и несколько приводных механизмов. Простота перехода от операции сварки стали к сварке-пайке или сварке алюминия, как и качество сварных швов убеждают самых строгих скептиков.
Демонстрационный автомобиль готов приехать к вам, чтобы предоставить возможность самостоятельно испытать на деле инверторную контактную сварку серии BP, убедиться в надежности сварных точек, сразу протестировав их. Особое удовольствие профессионал сможет получить от сварки полуавтоматом DUOGYS AUTO, имеющим функцию синергетической настройки и несколько приводных механизмов. Простота перехода от операции сварки стали к сварке-пайке или сварке алюминия, как и качество сварных швов убеждают самых строгих скептиков.
Популярность и признание марки GYS в кузовном ремонте растет с каждым днем. И для обеспечения гарантийной поддержки была создана Сертифицированная сервисная служба. Ее специалисты прошли обучение на базе производителя. Для оперативности реагирования был создан склад запчастей.
Сегодня компания GYS в России — это:
■ Склад готовой продукции в Москве и еще 17 городах регионального значения на территории России.
■ Полностью русскоязычный сайт www. gys-auto.ru, позволяющий более подробно познакомиться со всем спектром и техническими характеристиками аппаратов.
gys-auto.ru, позволяющий более подробно познакомиться со всем спектром и техническими характеристиками аппаратов.
■ Дипломированные специалисты, готовые помочь правильно оснастить пост сварочных работ в автосервисе.
■ Два GYSмобиля: в Москве (с зоной охвата Центральной России) и в Уфе (с зоной охвата Уральского региона).
■ Сертифицированная служба технической поддержки со складом запчастей и полноценным укомплектованным штатом.
Несмотря на то что на территории России продукция GYS для кузовного ремонта присутствует с 2006 г., потенциал развития этого мощного бренда все еще очень высок. Во многом благодаря тому, что философия и ценности, которых придерживается производитель GYS, создавая очередной аппарат, очень близки и понятны российским мастерам кузовных работ. Специалисты компании «Европроект» — эксклюзивного поставщика продукции GYS на территории РФ — предсказывают возрастающий интерес к представляемой гамме сварочных аппаратов, и они уверены, что уже в ближайшем будущем достоинства сварочного оборудования для кузовных работ марки GYS сможет оценить большинство любителей и профессионалов.
Контрольно-пропускной пункт Мониторинг производства
, Брюс Чантри
Менеджер по портфелю оборудования
The Lincoln Electric Company
| В условиях конкурентной глобальной экономики эффективность цехов безраздельно господствует, особенно когда речь идет об общей эффективности оборудования. Помня об этом, хорошо работающие производственные цеха стали проявлять все большую бдительность в отношении удержания затрат под контролем, стремясь достичь более высокого уровня производительности и качества во всех аспектах производственного цикла.Сварочные работы не исключение. Любое улучшение сварочного процесса требует умения оценивать и измерять успехи. В этой посткризисной производственной среде люди хотят повысить производительность без увеличения затрат. И хотя некоторые обращаются к таким инструментам, как автоматизация и другие методы, оптимизирующие сам процесс, простые инструменты, позволяющие оценивать и анализировать производительность и пропускную способность, могут иметь огромное влияние на чистую прибыль компании. Фактически, сварочная промышленность имеет доступ к инструментам мониторинга, которые позволяют любому сетевому источнику сварочного тока передавать свои собственные данные о характеристиках сварки.Эти системы могут отслеживать показатели и предоставлять анализ вплоть до уровня одного сварного шва, выполненного конкретным оператором на конкретном сварочном аппарате в течение определенной смены, чтобы установить контрольные показатели производительности, поддержку, возможность устранения неполадок и многое другое. |

| Примерно за последнее десятилетие эти решения развивались, чтобы помочь фабричным цехам и производителям разрабатывать индивидуальные решения для отслеживания, основанные на их потребностях и основных технологиях, таким образом, чтобы обеспечить подробное представление о среде сварочного производства. В то время как самые ранние версии этих программ, представленные в конце 1990-х годов, работали на ПК, подключенных к определенным источникам питания, и не имели возможности удаленного отслеживания, некоторые из сегодняшних систем вышли за рамки ограничивающей среды рабочего стола и автоматически перемещают данные в компьютер. Эволюция мониторинга |
 облако’. Это делает концепцию круглосуточного мониторинга производства из любой точки земного шара практически на любом устройстве, будь то ноутбук, смартфон, iPad® или другой планшет, функциональной реальностью.
облако’. Это делает концепцию круглосуточного мониторинга производства из любой точки земного шара практически на любом устройстве, будь то ноутбук, смартфон, iPad® или другой планшет, функциональной реальностью. Мониторинг производства позволяет пользователям на любом уровне организации просматривать актуальную информацию о каждом сварщике в реальном времени и анализировать производительность на высоком уровне детализации.Эти системы также помогают организациям отслеживать действия по профилактическому обслуживанию и проблемы, связанные со сваркой, на любой станции производственной линии, позволяя инженерам предотвращать проблемы до того, как они возникнут.
Раньше такие системы требовали локальной установки утилиты сбора данных на нескольких настольных компьютерах, которые должны были быть связаны со сварочными аппаратами на предприятии. Затем персоналу пришлось изучить новое программное обеспечение, чтобы все работало.Это программное обеспечение также регулярно приходилось обслуживать и обновлять на каждом конкретном настольном компьютере, подключенном к сварочному аппарату. Система была ограничивающей, и данные можно было отслеживать только в каждом конкретном месте. Мониторинг общей картины был практически невозможен. Например, здесь, в Lincoln Electric, у нас есть производственное предприятие в Кливленде. У нас также есть один в Рино, штат Невада. Исторически сложилось так, что если бы мы установили систему мониторинга производства в Кливленде, нам также пришлось бы установить систему в Рино.И, как правило, те из нас, кто в Кливленде, смогут видеть здесь только данные наших сварщиков, в то время как те из нас, кто находится в Рино, могут видеть только данные своих сварщиков. |
 Информация будет работать только на индивидуальном сервере в каждом конкретном месте. Это ограничивало руководителей высшего звена, ищущих всеобъемлющего операционного обзора.
Информация будет работать только на индивидуальном сервере в каждом конкретном месте. Это ограничивало руководителей высшего звена, ищущих всеобъемлющего операционного обзора.Обновления этих программ с годами расширили возможности, и к 2008 году они позволили использовать один компьютер, а не один.несколько рабочих станций, которые служат в качестве сервера сбора данных, к которому пользователи могут получить доступ из любого места с помощью веб-браузера через VPN (виртуальную частную сеть) или интрасеть. Это обеспечивало гибкость внутри организации, поскольку для запуска программного обеспечения не требовалось несколько компьютеров. Это также позволило пользователям, которые хотели контролировать производительность в дороге в любом из офисов компании, просто войти в VPN компании с любого компьютера и собрать необходимую информацию. В то время как решения по производственному мониторингу изначально были разработаны, чтобы сосредоточиться исключительно на производственных показателях, потребности пользователей в сохранении записей и другой поддержке оценки качества росли и начали расширять функциональность этих систем. Сами технологии мониторинга продолжили развиваться, чтобы сосредоточить внимание на показателях качества. Отслеживание качества теперь является отличительной чертой любой хорошей системы производственного контроля. Новые инструменты могут надежно оценивать сварные швы, созданные на каждой станции, и, хотя они не предназначены для замены реальных методов контроля качества, обеспечивают эталонный тест, который отражает высокую вероятность того, что деталь будет исправной или нет. |

Но это не единственное заметное развитие этих систем за последние пять лет.По мере того, как более крупные компании, располагающие объектами в нескольких местах, внедряли технологии, а широко распространенные средства мобильной связи росли, пользователи начали требовать чего-то еще более удобного для пользователя, позволяющего им получать доступ к данным не только локально, но и глобально, на лету с дороги или в офисе. фабрика на сварочной станции с любого устройства, не полагаясь на собственные компьютерные серверы компании и доступ к внутренней сети.
Облачный производственный мониторинг обеспечивает огромное преимущество по сравнению с предыдущей платформой VPN, особенно для компаний с несколькими местоположениями, поскольку обеспечивает простой способ сбора данных из этих местоположений в легко доступную центральную базу данных, к которой можно получить доступ из любого места. Мобильные приложения для портативных устройств еще больше упрощают сбор и просмотр информации. Эти специализированные приложения, которые работают в облаке, предоставляют только ту информацию, которую пользователи хотят видеть у них под рукой.Хотя маловероятно, что пользователи захотят попытаться создать подробный отчет на iPhone®, вполне вероятно, что линейный менеджер может захотеть просмотреть выходные данные конкретной машины для устранения проблем, находясь в магазине на рабочей станции или в нерабочее время, когда он офф сайт. Через мобильное приложение он может получать необходимую информацию, не привязываясь к рабочему столу. Мониторинг из облака также избавляет от необходимости инвестировать в ИТ-персонал и оборудование, поскольку локальные серверы больше не нужны.Установка программного обеспечения на месте не требуется. Обслуживание и обновления программного обеспечения выполняются автоматически на облачном сервере. Теперь для изготовителя это проблемы прошлого. |

Просто подключите сварочный аппарат через Ethernet и войдите в систему с уникальным логином и надежным паролем. После настройки пользователи могут просто войти в систему и начать отслеживать данные о производительности любого сварочного аппарата в системе, каждый из которых идентифицируется по уникальному серийному номеру.По сути, это подключи и работай. Все, что вам нужно, это подключение к Интернету.
| В режиме онлайн источник сварочного тока инициирует обмен данными с сервером, периодически отправляя пакеты данных в облачную базу данных. Благодаря отслеживанию серийных номеров всех сварщиков на предприятии или даже в разных местах компании можно учитывать в облаке. И все это безопасно с помощью шифрования, аутентификации пользователя и других функций безопасности. Данные, нацеленные на пользователя После входа в систему пользователи могут настраивать интерфейс системы в соответствии со своими требованиями, отражая систему в планировке цеха в одном или нескольких местах.Эти системы также могут обеспечивать различные уровни доступа на основе ролей и распространения данных для любого уровня пользователя. Например, высшее руководство может захотеть иметь только «обзор с высоты 50 000 футов» для целей использования активов, в то время как руководители производства и супервайзеры могут более внимательно сосредоточиться на таких вещах, как статистика смен, ежедневная производственная статистика и другие показатели для анализа и быстрого принятие решения. Решения для мониторинга производства могут помочь руководству производственного уровня в стратегическом выявлении таких проблем, как постоянные узкие места, и помочь им использовать эту информацию для разработки долгосрочных решений с производственной точки зрения. |
 Так же, как вы входите в свой банковский счет, PayPal® или учетную запись кредитной карты на ПК или мобильном устройстве, вы можете использовать защищенное имя пользователя и пароль для доступа к соответствующим данным в любое время дня.
Так же, как вы входите в свой банковский счет, PayPal® или учетную запись кредитной карты на ПК или мобильном устройстве, вы можете использовать защищенное имя пользователя и пароль для доступа к соответствующим данным в любое время дня.
На уровне инженера-сварщика и руководителя проверяемые данные обычно касаются качества сварки. Мониторинг производства может помочь персоналу на этих должностях отслеживать день, время, тип и использование проволоки, количество использованного металла сварного шва, скорость подачи проволоки и скорость наплавки — это лишь некоторые параметры. Короче говоря, он может предоставить всю информацию о сварном шве, которая может понадобиться любой производственной роли. И он фиксирует его для каждого сварного шва на каждой машине, подключенной к системе. Система может отслеживать использование и замену расходных материалов для сварочной проволоки. Для каждого сварщика можно настроить тип расходных материалов и размер упаковки, чтобы можно было измерить уровень потребляемой проволоки в цифровом виде. Затем система мониторинга уведомит назначенное лицо или отдельных лиц по электронной почте о низком уровне проводов. Даже те, кто занимается сваркой в полевых условиях, теперь имеют возможность подробного отслеживания благодаря облаку. В прошлом подключить сеть к линии сварщиков на строительной площадке или на проекте трубопровода на Аляске было не так просто.С облачными вычислениями все, что вам нужно, — это доступ к Интернету через недорогие и легкодоступные мобильные устройства доступа, такие как MiFi® или другие. |

Рабочая лошадка для составления отчетов для мобильного мира Новейшие решения предлагают отчеты о прослеживаемости, что является ключевым аспектом для тех производителей, которые, в свою очередь, должны вести записи для проверки клиентов на сертификаты сварочных материалов, вести записи для инициатив по обеспечению качества и других аналогичных действий. Приложение для мобильных устройств Настольное приложение для ПК |
 Можно отслеживать до трех определяемых пользователем полей — идентификатор оператора, идентификатор детали и расходные материалы — вкратце, кто выполнил сварку, на какой детали и с какой расходной катушкой или упаковкой сварочной проволоки — все это можно легко просмотреть на мобильном телефоне устройства или загружены для сохранения записей.
Можно отслеживать до трех определяемых пользователем полей — идентификатор оператора, идентификатор детали и расходные материалы — вкратце, кто выполнил сварку, на какой детали и с какой расходной катушкой или упаковкой сварочной проволоки — все это можно легко просмотреть на мобильном телефоне устройства или загружены для сохранения записей. Независимо от того, каким образом цех решит использовать сегодняшние облачные системы мониторинга сварочного производства, это необходимый инструмент отслеживания и отчетности для сегодняшней конкурентоспособной экономичной производственной среды. |
 От помощи в отслеживании поточного производства и минимизации перемещения материалов до проверки оборудования или производительности оператора, эти решения для мониторинга вышли за рамки базового отслеживания производства и показателей и превратились в детальную аналитику и индивидуальную информацию для всех уровней организации. Расположенная в центре надежная база данных помогает поддерживать постоянное хранение записей за счет сбора соответствующих данных контрольного журнала.
От помощи в отслеживании поточного производства и минимизации перемещения материалов до проверки оборудования или производительности оператора, эти решения для мониторинга вышли за рамки базового отслеживания производства и показателей и превратились в детальную аналитику и индивидуальную информацию для всех уровней организации. Расположенная в центре надежная база данных помогает поддерживать постоянное хранение записей за счет сбора соответствующих данных контрольного журнала. Облачный мониторинг производства позволяет цехам контролировать сварочные операции и оборудование с критическими предупреждениями, визуализацией производства в реальном времени и прогнозным анализом с безопасным глобальным обзором с любого или всех объектов — без вложений в дорогостоящее и сложное ИТ-оборудование или служба поддержки. |
 В конце концов, данные, собранные этими системами, помогут в ISO компании, Six Sigma, статистическом управлении процессами (SPC), обеспечении качества затрат (QCD), общей эффективности (OEE) и усилиях по бережливому производству — из главного офиса или из дорога, 24 часа в сутки, семь дней в неделю, 365 дней в году.
В конце концов, данные, собранные этими системами, помогут в ISO компании, Six Sigma, статистическом управлении процессами (SPC), обеспечении качества затрат (QCD), общей эффективности (OEE) и усилиях по бережливому производству — из главного офиса или из дорога, 24 часа в сутки, семь дней в неделю, 365 дней в году.Fluor Weld-Console Программное обеспечение для отслеживания и проверки сварки
Weld-Console — это программное обеспечение второго поколения, разработанное совместно с LUCY Industrial Management Solutions, которое предоставляет проектам важные данные, помогающие контролировать затраты на сварку и неразрушающую оценку (NDE), а также расписание. Программа представляет собой интеллектуальную базу данных, которая выполняет проверку поступающих данных о сварных швах на соответствие требованиям проекта, включая квалификационные параметры сварщика, установленную спецификацию материала и марку по сравнению с заданными.
Weld-Console собирает информацию в режиме реального времени в качестве рутинного отслеживания сварных швов. Базовые данные сварных швов (номера и детали сварных швов) создаются в расчетной модели (PDS / SP3D), а затем импортируются в Weld-Console. Программа оценивает каждый сварной шов по заранее определенным критериям для точного выполнения неразрушающего контроля и других требований проекта. Он автоматически выбирает сварные швы для различных неразрушающих испытаний и PWHT в соответствии со спецификациями и требованиями Кодекса, включая отдельные партии сварщиков для управления случайной рентгенографией и прогрессивным обследованием в соответствии с ASME B31.3.
Консоль Weld-Console может создавать отчеты о выборе неразрушающего контроля, которые бригады используют для завершения работы. Weld-Console используется для управления зазором пакетов для гидроиспытаний, показывая, что системы трубопроводов завершены и очищены от любых невыполненных неразрушающих испытаний, ремонтов или недопустимых материалов. Weld-Console также предоставляет простую в использовании систему прослеживаемости и восстановления записей от бумажных копий до компонентов, которые они представляют.
Weld-Console также предоставляет простую в использовании систему прослеживаемости и восстановления записей от бумажных копий до компонентов, которые они представляют.
Помимо обеспечения беспрецедентной прослеживаемости сварочных работ, Weld-Console может также выполнять действия по управлению фланцами, например, требуемые ASME PCC-1.Болтовые соединения идентифицируются и отслеживаются по важным параметрам, таким как размер, номинал фланца, тип прокладки, информация о болтах / шпильках и требования к крутящему моменту или натяжению. Затем эту информацию можно использовать для планирования и выполнения работы. Болтовые соединения также включены в зазоры пакета гидроиспытаний, чтобы гарантировать, что механические соединения выполнены с той же степенью уверенности, что и сварные соединения.
Эти усилия поддерживаются возможностями настройки и создания отчетов Weld-Console.Понимая, что каждый проект уникален, Weld-Console обладает широкими возможностями настройки, позволяя легко реагировать на стандартные нормы проектирования и нестандартные требования. Чтобы гарантировать, что нужная информация доставляется нужному персоналу, Weld-Console может похвастаться постоянно растущей библиотекой стандартных отчетов, а также функциями для проектирования и создания новых отчетов на уровне проекта. Затем отчеты могут быть созданы по мере необходимости или запланированы для доставки на адрес электронной почты или в папку через регулярные промежутки времени в различных стандартных электронных форматах.
Чтобы гарантировать, что нужная информация доставляется нужному персоналу, Weld-Console может похвастаться постоянно растущей библиотекой стандартных отчетов, а также функциями для проектирования и создания новых отчетов на уровне проекта. Затем отчеты могут быть созданы по мере необходимости или запланированы для доставки на адрес электронной почты или в папку через регулярные промежутки времени в различных стандартных электронных форматах.
— заполнение онлайн, для печати, заполняемый, пустой
Комментарии и помощь по шаблону журнала сварщиков
Видеоинструкция и помощь по заполнению и заполнению бланка журнала сварочных работ
Инструкции и справка по бортовому журналу сварщиков форма
Привет, Джоди Харт, советы и хитрости по сварке, успокаивают многие технические трудности на этой неделе, поэтому я еще не выпустил сварочное видео, но я скоро вернусь к работе, и поэтому на этой неделе я подумал, что отвечу на комментарий, который пришел в видео на прошлой неделе вопрос звучит примерно так: эй, как насчет того, чтобы провести небольшую сессию вопросов и ответов о своем сварочном опыте, поскольку у вас сейчас 240 тысяч подписчиков в интересах предоставления здесь ценности и хорошего контента Я хочу поговорить о своей карьере только в том смысле, в котором она связана о том, как это поможет молодому человеку, начинающему учиться сварщику, потому что совет кого-то, кто уже был там, Кент может очень помочь, так что здесь все идет хорошо Я начал в колледже не для меня Я был немного слишком незрелым в 18 Я не видел никакого прогресса, я чувствовал себя потерянным, и я хотел сделать что-то еще, что-то своими руками, поэтому я хотел хорошо разбираться в автомеханике, эта программа была заполнена, а сварка не была такой, как я полностью погрузился в сварку на случай nt, но мне понравилось в первый день Мне понравилось Я мог видеть Я вижу свет в конце туннеля Я вижу прогресс от первого часа ко второму часу уже вижу прогресс уже слышу, как ребята говорят о том, чтобы выйти и получить Я работал сварщиком труб и зарабатывал отличные деньги, поэтому я пошел в сварочную школу еще до того, как окончил сварочную школу, моя первая сварочная работа была во время зимних каникул, и инструкторы там посоветовали мне пойти и получить некоторый опыт, который у нас был о том, что у нас было около пяти -недельный перерыв, зимний перерыв, и там была местная потогонная мастерская, это именно то, что они наняли сварщиков, и они сказали, не говорите им, что вы будете там всего на пять недель, не беспокойтесь в любом случае переживу большинство людей, что я обнаружил, так что сидя на ведре по десять часов в день, сжигая стержни большого диаметра 316 диаметром 1018, это была работа, хорошие впечатления, не такие уж и приятные, почти нулевая вентиляция в этом месте, так что я рад, что я ушел через пять недель вернулся в школу а потом продолжил и взял трубу за пояс, и продолжал, и сваривал трубу около тринадцати лет, и все это было отличной работой несколько ядерных, бумажных фабрик, других электростанций. больной раком, и она хотела сразу же вернуться домой. Я накачался наркотиками из-за этой работы, это просто строительный язык, потому что я уволился, и я начал подбрасывать щупальца для другой работы и в процессе, поэтому я вернулся в школу, которую я что я думал, что закончил, чтобы получить свой диплом, чтобы все это было в моем резюме, и все пришло к выводу, что у меня еще не было диплома, но я его получил я получил своих уток подряд Я выполнил все требования , и они сказали, что вам следует проверить в Дельте, мы только что отправили парня в Дельту. Я не знал, что Дельта наняла сварщиков. Я даже не знал, что у них есть база техобслуживания в Атланте, но они это сделали. Я получил работу, а затем Я стал инструктором по сварке и парнем, аттестовавшим сварщиков…
больной раком, и она хотела сразу же вернуться домой. Я накачался наркотиками из-за этой работы, это просто строительный язык, потому что я уволился, и я начал подбрасывать щупальца для другой работы и в процессе, поэтому я вернулся в школу, которую я что я думал, что закончил, чтобы получить свой диплом, чтобы все это было в моем резюме, и все пришло к выводу, что у меня еще не было диплома, но я его получил я получил своих уток подряд Я выполнил все требования , и они сказали, что вам следует проверить в Дельте, мы только что отправили парня в Дельту. Я не знал, что Дельта наняла сварщиков. Я даже не знал, что у них есть база техобслуживания в Атланте, но они это сделали. Я получил работу, а затем Я стал инструктором по сварке и парнем, аттестовавшим сварщиков…
Процедура сварки — TWI
Для конкретного применения основным способом обеспечения надлежащего качества сварки является определение процедуры и уровня квалификации сварщика. Здесь альтернативные пути утверждения процедуры сварки описаны вместе с требованиями к утверждению сварщика или оператора сварки.
Путь к утверждению технологии сварки
Ключевым документом является Спецификация процедуры сварки (WPS), в которой подробно описаны параметры сварки, которые должны использоваться для обеспечения того, чтобы сварное соединение достигло заданных уровней качества и механических свойств.
WPS поддерживается рядом документов (например, запись о том, как был сделан сварной шов, неразрушающий контроль, результаты механических испытаний), которые вместе составляют запись об утверждении сварки, называемую WPAR (BS EN ISO 15614) или PQR (ASME).
Как в европейских стандартах, так и в стандартах ASME указан ряд «существенных переменных», которые в случае изменения могут повлиять либо на качество сварного шва, либо на механические свойства. Следовательно, изменение любого из основных элементов приведет к аннулированию процедуры сварки и потребует проведения нового аттестационного испытания. Существенные переменные подробно описаны в соответствующей спецификации, но включают тип материала, процесс сварки, диапазон толщины, а иногда и положение сварки.
Существенные переменные подробно описаны в соответствующей спецификации, но включают тип материала, процесс сварки, диапазон толщины, а иногда и положение сварки.
Маршрут создания WPS в соответствии с BS EN ISO 15614 и обязанности производителя и экзаменатора / экзаменационного органа показаны на рисунке 1.
Наиболее распространенный метод получения одобрения — это проведение аттестационного испытания, как описано в BS EN ISO 15614-1 (стали) и 15614-2 (алюминий и его сплавы). Производитель первоначально составляет предварительную процедуру сварки (pWPS), которая используется одним из компетентных сварщиков производителя, чтобы доказать, что он способен производить сварное соединение с заданными уровнями качества и механических свойств.Запись об утверждении процедуры сварки (WPAR) является записью этого сварного шва. Если WPAR одобрен экзаменатором, он используется для завершения одного или нескольких WPS, которые являются основой рабочих инструкций, передаваемых сварщику.
Примечательно, что сварщик, проводящий удовлетворительное испытание для утверждения процедуры сварки, имеет соответствующий диапазон допуска, указанный в соответствующем стандарте (BS EN ISO 9606, ASME IX или AWS D1.1).
Возможны также следующие варианты утверждения процедуры:
- Испытание процедуры сварки (BS EN ISO 15614)
- Утвержденные сварочные материалы (BS EN ISO 15610)
- Предыдущий опыт сварки (BS EN ISO 15611)
- Стандартная процедура сварки (BS EN ISO 15612)
- Предварительные сварочные испытания (BS EN ISO 15613)
Стандартное испытание процедуры (как указано в BS EN ISO 15614) не всегда необходимо проводить для получения одобрения.Но альтернативные методы имеют определенные пределы применения, например, в отношении сварочных процессов, материалов и расходных материалов, как указано в соответствующем прикладном стандарте или договорном соглашении.
Утверждение метода испытаний процедуры сварки часто является обязательным требованием стандарта по применению. В противном случае договаривающиеся стороны могут договориться об использовании одного из альтернативных методов. Например, спецификация процедуры сварки может быть утверждена в соответствии с требованиями стандарта BS EN ISO 15611 (предыдущий опыт) при условии, что производитель может доказать с помощью соответствующей документации, что тип соединения ранее был сварен удовлетворительно.
В противном случае договаривающиеся стороны могут договориться об использовании одного из альтернативных методов. Например, спецификация процедуры сварки может быть утверждена в соответствии с требованиями стандарта BS EN ISO 15611 (предыдущий опыт) при условии, что производитель может доказать с помощью соответствующей документации, что тип соединения ранее был сварен удовлетворительно.
Американский стандарт ASME IX требует испытания процедуры сварки (PQR), но AWS D1.1 позволяет использовать процедуры предварительной квалификации в пределах, указанных в спецификации.
Сертификат сварщика
Аттестационное испытание сварщика проводится для демонстрации того, что сварщик обладает необходимыми навыками для получения удовлетворительного сварного шва в условиях, используемых при производстве, как подробно описано в утвержденных WPS или Рабочих инструкциях. Как правило, испытательный образец проверяет сварщика не только на условия, использованные при испытании, но и на все соединения, которые считаются более простыми для сварки.
Поскольку аттестационные испытания сварщика проводятся на контрольном образце, который является репрезентативным для свариваемого соединения, он не зависит от типа конструкции. В ходе аттестационного испытания должны быть указаны точные условия, называемые «существенными переменными», например, тип материала, процесс сварки, тип соединения, размеры и положение сварки. Степень утверждения не обязательно ограничивается условиями, используемыми для испытания, но распространяется на группу аналогичных материалов или ряд ситуаций, которые считаются более легкими для сварки.
Важно отметить, что в настоящее время выпущен ряд поправок и исправлений, которые влияют на диапазон допуска (см. Список соответствующих стандартов).
В соответствии с BS EN ISO 9606 сертификат об утверждении испытаний выдается под исключительную ответственность экзаменатора / экзаменационного органа. Свидетельство об утверждении сварщика остается в силе в соответствии с требованиями стандарта на применение. В BS EN ISO 9606 это может подтверждаться каждые шесть месяцев работодателем / координатором сварки / экспертом или проверяющим органом на срок до трех лет, в зависимости от выбранного маршрута (см. Следующий абзац), при условии, что сварщик успешно выполнил сварку в пределах диапазон квалификации его / ее аттестата.
В BS EN ISO 9606 это может подтверждаться каждые шесть месяцев работодателем / координатором сварки / экспертом или проверяющим органом на срок до трех лет, в зависимости от выбранного маршрута (см. Следующий абзац), при условии, что сварщик успешно выполнил сварку в пределах диапазон квалификации его / ее аттестата.
Переаттестация квалификации сварщика может быть проведена по одному из этих трех маршрутов:
а) Сварщик должен проходить повторные испытания каждые 3 года.
b) Каждые 2 года два сварных шва, выполненных в течение последних 6 месяцев срока действия, должны проверяться радиографическим или ультразвуковым контролем или разрушающим контролем и должны регистрироваться.
c) Квалификация сварщика для любого сертификата является действительной, пока она подтверждена, как описано выше, и при соблюдении всех следующих условий:
- Сварщик работает на того же производителя, на которого он или она имеет квалификацию и который отвечает за производство продукта;
- Программа качества производителя проверена в соответствии с ISO 3834-2 или ISO 3834-3;
- Изготовитель документально подтвердил, что сварщик выполнил сварные швы приемлемого качества в соответствии со стандартами применения; проверенные сварные швы должны подтверждать следующие условия: положение (а) сварки, тип сварного шва (FW, BW), подложка из материала (mb) или отсутствие подложки из материала (nb).
Американские стандарты имеют аналогичные требования, хотя степень утверждения параметров сварки отличается от BS EN ISO 9606. Начиная с версии ASME IX 2015 г., появилось новое необязательное приложение под названием: «НЕОБЯЗАТЕЛЬНОЕ ПРИЛОЖЕНИЕ L. ISO 9606-1: 2012 И ISO 14732-2013 »описывает условия, при которых организация, которая тестирует сварщиков или операторов сварки в соответствии с указанными выше стандартами ISO, также удостоверяет, что эти сварщики и операторы сварки соответствуют требованиям Раздела IX.
Допуск сварщика
Если это требуется контрактом или прикладным стандартом, сварщики, ответственные за установку и / или настройку полностью механизированного и автоматического оборудования, должны быть одобрены, но персонал, работающий с оборудованием, не нуждается в одобрении. При разъяснении термина «оператор сварки» персонал, использующий оборудование (погрузка и разгрузка роботизированного оборудования или работающий на аппарате контактной сварки), не требует утверждения.
Как указано в BS EN ISO 14732, «Сварочный персонал — Квалификационные испытания сварщиков и сварщиков для механизированной и автоматической сварки металлических материалов» может основываться на:
a) аттестация, основанная на испытании процедуры сварки в соответствии с соответствующей частью ISO 15614;
b) аттестация на основе предпроизводственных сварочных испытаний в соответствии с ISO 15613;
c) аттестация на основе испытательного образца в соответствии с соответствующей частью ISO 9606;
d) аттестация, основанная на производственном испытании или испытании на производственном образце.Следует отметить, что методы должны быть дополнены функциональными испытаниями, соответствующими сварочному агрегату. Тем не менее, рекомендуется, но не обязательно, проверка знаний в области сварочной техники, эквивалентная «Рабочим знаниям сварщиков» в стандарте BS EN ISO 9606.
Повторная валидация утверждения оператора сварки в целом соответствует требованиям BS EN ISO 9606, за исключением того, что маршрут (a) требует повторного тестирования каждые шесть лет, а маршрут (b) требует повторной валидации на основе доказательств каждые три года.
Для работы в соответствии с ASME IX операторы как механизированного, так и автоматического сварочного оборудования требуют утверждения. Существенные переменные отличаются от тех, которые одобрены сварщиком. Из издания ASME IX 2015 года новое необязательное приложение под названием: «НЕОБЯЗАТЕЛЬНОЕ ПРИЛОЖЕНИЕ L СВАРОЧНЫЕ И СВАРОЧНЫЕ ОПЕРАТОРЫ, КВАЛИФИЦИРОВАННЫЕ ПО ИСО 9606-1: 2012 И ИСО 14732-2013», описывает условия, при которых организация, проводящая тестирование сварщиков или операторов сварки, в соответствии с указанными выше стандартами ISO, чтобы также подтвердить, что эти сварщики и операторы сварки соответствуют требованиям Раздела IX.
Соответствующие стандарты
BS EN ISO 15614
Технические требования и квалификация процедур сварки металлических материалов — Испытание процедуры сварки. Часть 1 Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов.
- Часть 2: Дуговая сварка алюминия и его сплавов
- Часть 3. Сварка плавлением и давлением нелегированных и низколегированных чугунов
- Часть 4: Чистовая сварка алюминиевых отливок
- Часть 5. Дуговая сварка титана, циркония и их сплавов
- Часть 6. Дуговая и газовая сварка меди и ее сплавов
- Часть 7. Наплавка
- Часть 8: Сварка труб к стыкам трубной плиты
- Часть 9: Подводная гипербарическая мокрая сварка
- Часть 10: Гипербарическая сухая сварка
- Часть 11: Электронно-лазерная сварка
- Часть 12: Точечная, шовная и выступающая сварка
- Часть 13: Стыковая сварка сопротивлением и оплавление
 Сварка плавлением и давлением нелегированных и низколегированных чугунов
Сварка плавлением и давлением нелегированных и низколегированных чугунов BS EN ISO 9606-1: 2013
Квалификационные испытания сварщиков — сварка плавлением.Часть 1: Стали
BS EN ISO 9606-2: 2004
Квалификационные испытания сварщиков — сварка плавлением. Часть 2: Алюминий и алюминиевые сплавы
BS EN ISO 15612: 2004
Технические требования и квалификация процедур сварки металлических материалов — Аттестация путем принятия стандартной процедуры сварки.
BS EN ISO 15610: 2003
Технические требования и аттестация процедур сварки металлических материалов — Аттестация на основе испытанных сварочных материалов.
BS EN ISO 15611: 2003
Технические требования и квалификация процедур сварки металлических материалов — квалификация, основанная на предыдущем опыте сварки.
BS EN ISO 14732: 2013
Сварочный персонал — Квалификационные испытания сварщиков и наладчиков сварки для механизированной и автоматической сварки металлических материалов
Билл Лукас подготовил информацию для этой статьи в сотрудничестве с Оливером Смитом, Джоном Уэстоном и Джином Мэтерсом.
Для получения дополнительной информации о WPS см. Процедуры сварки
.Для получения дополнительной информации и / или технических вопросов, пожалуйста, свяжитесь с нами.
Спецификация процедуры сварки (WPS), Протокол аттестации процедуры сварки (WPQR), Аттестация качества сварки (WPQ)
Введение
Применяется сварная конструкция, требования к качеству при проектировании, производстве и использовании. Поэтому клиенты в нефтегазовой и химической промышленности заявляют об утвержденных процедурах сварки. Сварка требует навыков. Для определения того, «как сваривать», помимо множества других факторов, необходимы знания о свариваемых материалах и процессе сварки. Из-за огромного количества задействованных переменных знания инженера-сварщика и навыки сварщика должны быть подтверждены серией тестов.
Поэтому клиенты в нефтегазовой и химической промышленности заявляют об утвержденных процедурах сварки. Сварка требует навыков. Для определения того, «как сваривать», помимо множества других факторов, необходимы знания о свариваемых материалах и процессе сварки. Из-за огромного количества задействованных переменных знания инженера-сварщика и навыки сварщика должны быть подтверждены серией тестов.
Эта информация задокументирована в Разделе IX Кодекса ASME по котлам и сосудам под давлением (BPVC), на..
- Спецификация процедуры сварки (WPS)
- Протокол аттестации процедуры сварки (WPQR)
- Квалификация качества сварки (WPQ)
Технические условия на процедуру сварки
Спецификация процедуры сварки является обязательным документом для всех кодов сварки. Ваш клиент прямо или косвенно указывает, к какому коду должна соответствовать ваша компания. На WPS указаны все параметры, необходимые для выполнения сварочной операции.
Короче говоря, WPS — это рецепт вашей сварочной операции. Он описывает используемый процесс или процессы сварки, используемые основные материалы, конструкцию и геометрию соединения, газы и расход, положение сварки и включает все условия и параметры процесса. У каждого кода есть рекомендуемый формат.
Протокол аттестации процедуры сварки
Протокол аттестации процедуры сварки — это документ, который квалифицирует Спецификацию процедуры сварки. Чтобы квалифицировать ваш WPS, приваривается аттестационная пластина процедуры в соответствии с требованиями норм.Фактические параметры испытаний записываются во время сварки, чтобы гарантировать соблюдение WPS. Как правило, любая сопроводительная документация, такая как спецификации материалов, характеристики электродов и защитного газа, включается в состав WPQR. Также регистрируются все необходимые испытания, как неразрушающие, так и разрушающие. Эти тесты обычно включают рентгеновское обследование, ультразвуковое обследование, испытание на растяжение, испытание на изгиб и, при необходимости, испытание на удар.
WPQR объединяет всю информацию WPS и добавляет результаты испытаний, чтобы предоставить полный документ, удостоверяющий спецификации сварки.Этот документ также требуется для всех норм, если вы не соответствуете требованиям Американского общества сварки (AWS). При определенных условиях WPS можно считать прошедшим предварительную квалификацию, в которых WPQR не требуется.
Квалификация сварщика
Этот документ требуется по всем нормам для всех сварщиков. В нем подробно излагается и обобщается следующая информация. Указывает на WPS, на который ссылаются во время квалификационного испытания. Идентифицирует сварщика по имени и / или номеру часов. Перечисляет основные параметры, которые были во время этого испытания. Сообщает результаты требуемых квалификационных испытаний. в большинстве кодексов существует ограничение по времени, связанное с квалификационным тестом сварщика.
Однако Американское сварочное общество предоставляет неограниченный квалификационный период при соблюдении определенных условий. Как и в случае с WPS и WPQR, каждый код имеет рекомендуемый формат.
Как и в случае с WPS и WPQR, каждый код имеет рекомендуемый формат.
Сварочное оборудование | Сварочные материалы | Сварочные аппараты | Машины плазменной резки | Подержанные плазменные резаки | Сварочные маски | Сварочные аппараты MIG TIG
Сварочные материалы, Сварочное оборудование, Сварочные аппараты
ШЛЕМЫ
Сварочный шлем Miller Digital Elite с автоматическим затемнением
Сварочный шлем Miller Digital Elite из серии Miller Classic имеет четыре датчика дуги и четыре режима работы: режим сварки, режим шлифования, режим резки и X-режим.Сварщикам нравится этот шлем за его удобную посадку и прозрачность линз с надежным автоматическим затемнением, предотвращающим вспышку. Рейтинг шлема 5 ампер TIG обеспечивает огнестойкость и высокую чувствительность, а также трехлетнюю гарантию.
Дополнительные аксессуары: перчатка J Tillman Grain / Split из воловьей кожи для сварки MIG (668), куртка WeldX 2471 (630)
Выучить большеШлем Miller Digital Infinity Series
Сварочный шлем Miller Digital Infinity Series с автоматическим затемнением имеет самую большую зону обзора среди всех автоматических затемняющих шлемов на рынке. С четырьмя датчиками дуги и четырьмя режимами работы (сварка, шлифовка, резка и X-режим) неудивительно, что сварщики, которые давно работают, любят этот шлем. Шлем Miller Digital Infinity Series также усовершенствован технологией линз ClearLight ™ для более точных цветов и более четких деталей.
С четырьмя датчиками дуги и четырьмя режимами работы (сварка, шлифовка, резка и X-режим) неудивительно, что сварщики, которые давно работают, любят этот шлем. Шлем Miller Digital Infinity Series также усовершенствован технологией линз ClearLight ™ для более точных цветов и более четких деталей.
Miller Classic Series, VSi ™
Эту каску сварщика хотят получить за отличное качество и доступную цену.Этот шлем входит в серию Miller Classic, легкий и просторный для комфорта, поэтому внутри него можно носить даже очки по рецепту. Шлифовальный щиток обеспечивает полный обзор на 180 ° во время шлифования. Затемняющий шлем полностью регулируется в зависимости от уровня затемнения, времени затемнения и продолжительности действия затенения.
Выучить большеMiller Digital Performance Сварочный шлем — Custom
Этот модернизированный шлем из серии Miller Classic имеет три режима работы: сварка, шлифовка и резка с номиналом 5 ампер для сварки TIG, поэтому вы можете работать с самыми деликатными материалами. Легкий и компактный шлем содержит две литиевые батареи с солнечной батареей на 3000 часов автономной работы. Три датчика дуги и контроль задержки с технологией ClearLight Lens Technology позволяют работать с высокой точностью до тех пор, пока работа не будет выполнена.
Легкий и компактный шлем содержит две литиевые батареи с солнечной батареей на 3000 часов автономной работы. Три датчика дуги и контроль задержки с технологией ClearLight Lens Technology позволяют работать с высокой точностью до тех пор, пока работа не будет выполнена.
Сварочная маска 3M ™ Speedglas ™
Этот модернизированный шлем из серии Miller Classic имеет три режима работы: сварка, шлифовка и резка с номиналом 5 ампер для сварки TIG, поэтому вы можете работать с самыми деликатными материалами.Легкий и компактный шлем содержит две литиевые батареи с солнечной батареей на 3000 часов автономной работы. Три датчика дуги и контроль задержки с технологией ClearLight Lens Technology позволяют работать с высокой точностью до тех пор, пока работа не будет выполнена.
Выучить большеШлем Miller Digital Infinity Series — звезды и полосы
Сварщики по всей Америке высоко оценили этот патриотический сварочный шлем с автоматическим затемнением. Его площадь обзора 13,4 кв. Дюйма является самой большой в отрасли и обеспечивает максимальную видимость. В сочетании с технологией линз ClearLight ™ этот шлем обеспечивает лучшую защиту зрения, обеспечивая четкий обзор сварочной ванны. Каска имеет четыре режима работы: сварка, резка, шлифовка и X-режим.
Его площадь обзора 13,4 кв. Дюйма является самой большой в отрасли и обеспечивает максимальную видимость. В сочетании с технологией линз ClearLight ™ этот шлем обеспечивает лучшую защиту зрения, обеспечивая четкий обзор сварочной ванны. Каска имеет четыре режима работы: сварка, резка, шлифовка и X-режим.
Miller Digital Elite Сварочная маска с автоматическим затемнением «Звезды и полосы»
Сваривайте стильно с этим патриотическим самозатемняющимся сварочным шлемом.Этот модернизированный шлем из серии Digital Elite от Miller, рассчитанный на ток 5 ампер и ниже, содержит больше настроек для удобной посадки. Автоматическая регулировка мощности приводит к потемнению линз при зажигании дуги, предотвращая вспышку света. Две литиевые батареи с солнечной батареей обеспечивают непрерывную защиту при сварке до 3000 часов.
Выучить большеШлем Miller Digital Infinity Series с автоматическим затемнением — Императорский 280053
Этот сварочный шлем с автоматическим затемнением украшен элегантным логотипом Miller, который придает новый, свежий вид. Являясь частью серии Digital Infinity, в этом шлеме используется технология линз ClearLight ™, позволяющая четко видеть сварочную ванну с более точными цветами и более четкими деталями. В этом головном уборе поколения 3.5 используется удобная подушка, которая обеспечивает возможность регулировки, настройки и улучшенную поддержку.
Являясь частью серии Digital Infinity, в этом шлеме используется технология линз ClearLight ™, позволяющая четко видеть сварочную ванну с более точными цветами и более четкими деталями. В этом головном уборе поколения 3.5 используется удобная подушка, которая обеспечивает возможность регулировки, настройки и улучшенную поддержку.
Сварочная маска Miller Classic Series — Metalworks
Существует ли недорогой сварочный шлем с автозатемнением и потрясающим металлическим графическим дизайном? Полностью! У нас есть такие же сварочные шлемы из серии Miller Classic.Этот шлем с двумя независимыми датчиками дуги и сменным аккумулятором / солнечной батареей отлично подходит для легких условий эксплуатации.
Выучить большеПЛАЗМЕННЫЕ РЕЗКИ
Hypertherm Powermax 45 XP
Эта портативная плазменная система отлично подходит для резки металла толщиной 5/8 дюйма, строжки и маркировки. Благодаря технологии SmartSense ™ Powermax45 XP от Hypertherm автоматически изменяет давление воздуха, позволяя вам продолжать работу.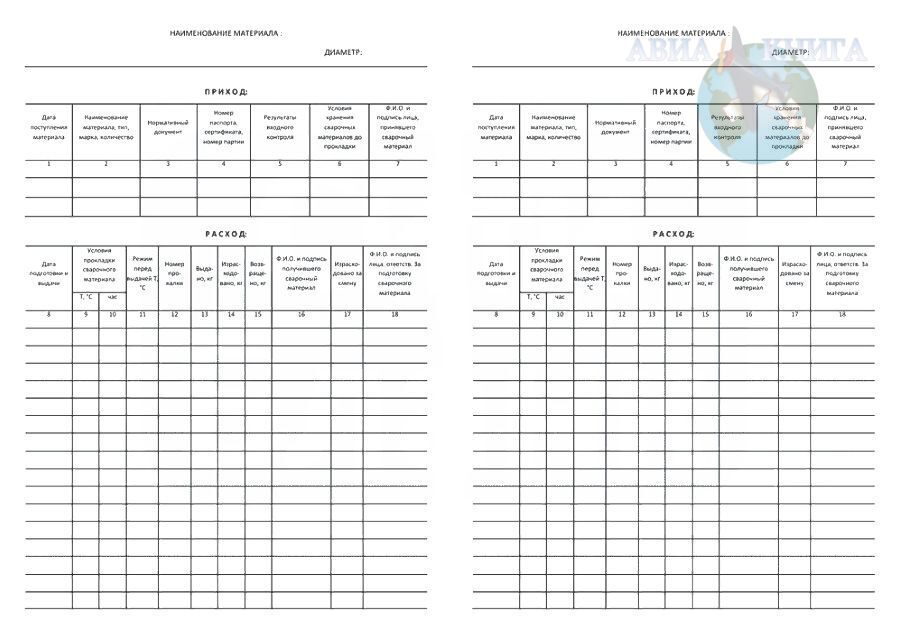 Простые в использовании резаки для плазменной резки ударопрочные, термостойкие и способны работать в сложных условиях.
Простые в использовании резаки для плазменной резки ударопрочные, термостойкие и способны работать в сложных условиях.
Hypertherm Powermax 30 Air 120–240 В CSA с наклейкой Building America
Эта система плазменной резки американского производства со встроенным воздушным компрессором выполняет точную резку всего за несколько минут. Благодаря функции непрерывной вспомогательной дуги вы можете продолжать резать металлическую решетку или ржавый металл без перезапуска.В сочетании с ручным резаком AIR T30 вы можете использовать этот профессиональный плазменный резак в любом месте, даже в жарких и влажных условиях. Лучшая часть? В комплекте Powermax 30 Air есть все необходимое для начала работы.
Выучить большеПлазменная система Hypertherm Powermax 30 XP
Hypertherm Powermax30 XP отличается конструктивными возможностями «два в одном», которые позволяют с легкостью резать толстые (до 16 мм) и тонкие металлы.Этот портативный плазменный резак превосходит кислородный резак по мощности и скорости на 50%. Система включает 15-дюймовый ручной резак Duramax LT со стандартными расходными материалами, обеспечивающими отличную эргономику и устойчивость к нагреву и ударам.
Система включает 15-дюймовый ручной резак Duramax LT со стандартными расходными материалами, обеспечивающими отличную эргономику и устойчивость к нагреву и ударам.
Ручная система Hypertherm Powermax 45 XP с CPC — 20 футов
Этот плазменный резак может быть небольшим, но он все равно режет металл толщиной 5/8 дюйма. С интерфейсом ЧПУ и технологией Smart Sense выполнение точных резов стало проще — даже начинающие операторы могут счесть ее простой в использовании.Используйте Powermax от Hypertherm, чтобы завершить работы по дуговой сварке быстрее, имея в полтора раза большую скорость резки, чем кислородное топливо. Имея так много возможностей, вы удивитесь, почему вы не получили Hypertherm Powermax 45 XP раньше.
Выучить большеФОНАРЬ Miller SPECTRUM 625 X-TREME 12FT XT40, X-CASE
Spectrum 625 X-TREME Miller дает вам одновременно мощность и портативность. Плазменный резак на 40 А подходит для 5/8 дюйма.мягкая сталь со скоростью 15 дюймов в минуту. В сочетании с эргономичным резаком XT40 для снижения утомляемости вы можете комфортно работать в течение длительного времени. Auto-Refire ™ позволяет выполнять сварку без перерывов — при работе с толстым металлом не требуется повторного запуска вручную.
В сочетании с эргономичным резаком XT40 для снижения утомляемости вы можете комфортно работать в течение длительного времени. Auto-Refire ™ позволяет выполнять сварку без перерывов — при работе с толстым металлом не требуется повторного запуска вручную.
Механическая система Hypertherm Powermax 45 XP Резаки CPC 180M и 75H 25 футов
Сварщики настолько любят наш самый продаваемый Hypertherm Powermax 45 XP, что мы не можем не добавить к нему еще большего.Эта плазменная система имеет порт CPC и 5-позиционную карту делителя напряжения с возможностью выбора для упрощения интеграции станка с ЧПУ. В комплект также входит соединение резака Fast-Connect с резаком 180M и 75H для быстрой замены. Все они того же размера, что и Hypertherm Powermax 45 XP.
Выучить большеThermal Dynamics Cutmaster A120 1-1735-1
Этот аппарат плазменной резки выполняет плазменную резку в течение всего дня с высочайшей точностью.С электродным механизмом SureLok наконечник будет идеально выровнен для получения четко определенной дуги. Это отличное решение для экономичной, гибкой и надежной плазменной резки. При использовании Cutmaster качество резки может достигать 120 ампер.
Это отличное решение для экономичной, гибкой и надежной плазменной резки. При использовании Cutmaster качество резки может достигать 120 ампер.
Hypertherm Powermax 45 XP Machine System CPC 25 ‘Выводы
Новый улучшенный Powermax 45 XP обладает всеми вашими любимыми функциями и даже больше.Этот плазменный резак поставляется с 11 вариантами резаков и 7 стилями расходных деталей с выключателем для быстрой замены расходных деталей. Powermax 45 XP также оснащен газом F5 для более быстрой резки нержавеющей стали. Система плазменной резки оснащена портом CPC для интеграции станка с ЧПУ.
Дополнительные аксессуары: Комплект основных портативных расходных материалов Powermax XP
Выучить большеРучная система Hypertherm Powermax 45 XP без CPC — выводы 50 футов
Сварщики во всем мире согласны с тем, что Hypertherm Powermax 45 был лучшим в линейке.Затем Hypertherm ударил по XP и превзошел все ожидания. Hypertherm Powermax 45 XP оправдывает свое название благодаря большей мощности, большей режущей способности и безумному количеству резаков и расходных материалов. Этот плазменный резак оснащен запатентованной технологией перетаскивания для упрощения использования, что делает его идеальным для профессионалов и любителей.
Этот плазменный резак оснащен запатентованной технологией перетаскивания для упрощения использования, что делает его идеальным для профессионалов и любителей.
СВАРОЧНЫЕ МАШИНЫ
Millermatic 211 Auto-Set MIG Welder + перчатки БЕСПЛАТНО
Самый универсальный сварочный аппарат MIG для однофазной сварки Miller только что был модернизирован.Этот сварочный аппарат теперь вдвое меньше, чем раньше, и на 3 дюйма короче для большей портативности. Новый сварочный аппарат Millermatic 211 Auto-Set MIG даже обнаруживает Miller Spoolmate 100 или Spoolmate 150 и регулирует настройки для получения оптимальных сварных швов. Технология Miller Fan-on-Demand обеспечивает большую эффективность и меньшее проникновение грязи. Поставляется с БЕСПЛАТНЫМ шлемом и перчатками.
Выучить большеMiller Multimatic 220 переменного / постоянного тока
Этот компактный сварочный аппарат — мечта любителей и небольших магазинов.Multimatic 220 Miller справляется практически со всеми процессами, от сварки TIG до порошковой порошковой наплавки, и дает превосходное качество дуги при напряжении 120 и 240 вольт. Multimatic 220 поставляется с двумя регуляторами расхода, газовыми шлангами и комплектом принадлежностей для горелки AK2C TIG.
Multimatic 220 поставляется с двумя регуляторами расхода, газовыми шлангами и комплектом принадлежностей для горелки AK2C TIG.
Миллер Multimatic 215 MIG / Stick
Компактный портативный сварочный аппарат Multimatic 215 Миллера при весе 38 фунтов отлично подходит для использования в легкой промышленности.Однако не стоит недооценивать его мощность — машина сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма за один проход. Он также оснащен технологией Smooth-Start ™ для запуска сварки MIG без разбрызгивания. Благодаря интуитивно понятному цветному ЖК-интерфейсу и энергоэффективной системе охлаждения этот сварочный аппарат заслуживает всех похвал, которые он получает от сотен сварщиков.
Выучить большеMillermatic 252 Сварщик проволоки 208/230 В + бесплатный шлем
Новый улучшенный сварочный аппарат Millermatic 252 имеет самую высокую мощность в своем классе — 250 А при 26 В постоянного тока.Не вдавайтесь в подробности — Millermatic 252 заботится об обнаружении напряжения, скорости подачи проволоки и активном таймере пистолета с системой автоматического определения пистолета. Этот сварочный аппарат также оснащен запатентованной нижней стойкой для цилиндров EZX-Change. Пока расходных материалов есть в наличии, получите бесплатно автозатемняющийся шлем Miller Classic Series при покупке 252.
Этот сварочный аппарат также оснащен запатентованной нижней стойкой для цилиндров EZX-Change. Пока расходных материалов есть в наличии, получите бесплатно автозатемняющийся шлем Miller Classic Series при покупке 252.
Millermatic 211 Auto-Set / Маленькая тележка 110/220 Volt MIG Welder
Miller обновляет свою сварочную продукцию, чтобы вы могли заниматься сваркой, зная, что вы работаете с лучшими.Модернизированный Millermatic 211 снова отличается большей мощностью и универсальностью. Он имеет расширенную автоматическую настройку для пяти различных комбинаций проволоки и газа, автоматическое обнаружение шпульного пистолета для Miller Spoolmate 100 или Spoolmate 150 и измененный угловой привод подачи проволоки. Транспортировка сварочного аппарата к вашему рабочему месту тоже не составит труда; он имеет конструкцию с тройной ручкой и на 50% меньше веса.
Выучить большеВиктор Подмастерье Эдж 2.0 Plus Приспособление для сварки и резки
Одежда Journeyman Edge 2.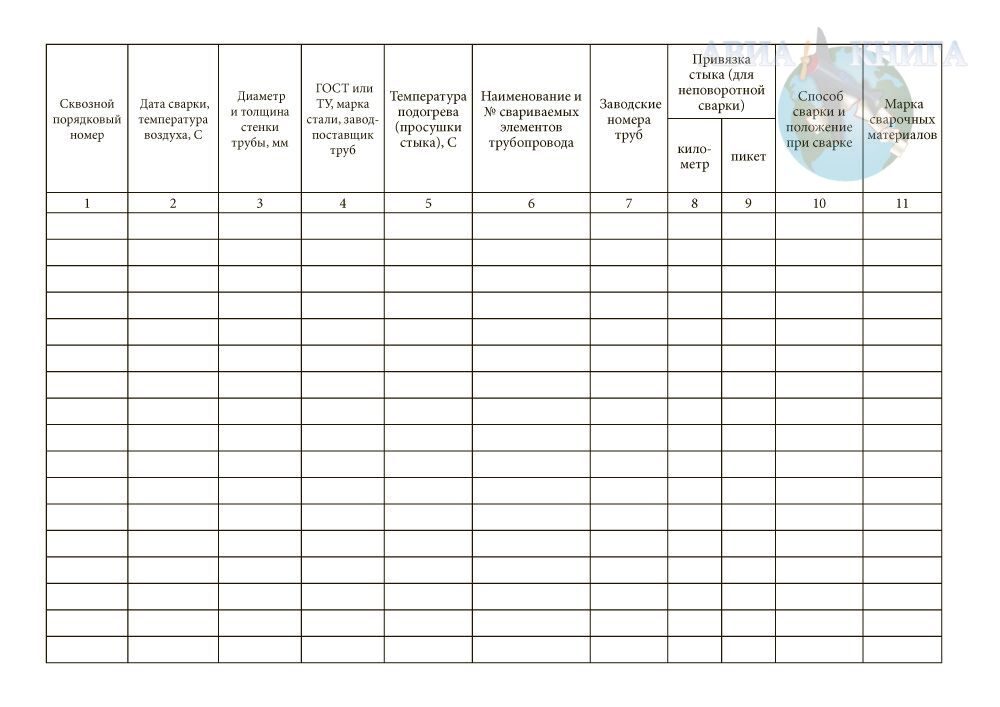 0 содержит все необходимое для начала сварки и резки. В комплект для сварки и резки входят два регулятора EDGE 2.0, защитные очки 5, нагревательная форсунка 8 MFA (до 117 600 БТЕ / час) и несколько других насадок, насадок и насадок. Отрежьте до ¾ дюйма с помощью прилагаемого режущего наконечника. Все это аккуратно упаковано в 21 фунт.
0 содержит все необходимое для начала сварки и резки. В комплект для сварки и резки входят два регулятора EDGE 2.0, защитные очки 5, нагревательная форсунка 8 MFA (до 117 600 БТЕ / час) и несколько других насадок, насадок и насадок. Отрежьте до ¾ дюйма с помощью прилагаемого режущего наконечника. Все это аккуратно упаковано в 21 фунт.
Костюм Victor Medium Duty Performer Outfit CGA 510
В этом профессиональном оборудовании есть все необходимое для ацетиленовой сварки по разумной цене.Регуляторы серии Edge включены для облегчения идентификации газа и длительного контроля. В комплект также входят ручка горелки 100FC со встроенными пламегасителями и обратными клапанами, 5 солнцезащитных очков и различные расходные материалы. Этот комплект подойдет вам, будь то нагрев, сварка или резка.
Выучить большеMillermatic 255 Сварочный аппарат MIG / Pulsed MIG с ходовой частью EZ-Latch
Радуйтесь, пользователи легкой промышленности и промышленного производства! Миллер разработал Millermatic 255 для трех вещей, которые вам нужны в работе: простоты использования, эффективности и производительности. Этот небольшой и универсальный сварочный аппарат со съемной тележкой позволяет легко перемещать рабочее место. Большой цветной ЖК-экран в сочетании с Miller’s Auto-Set ™ Elite упрощает настройку параметров и позволяет настраивать индивидуальные параметры.
Этот небольшой и универсальный сварочный аппарат со съемной тележкой позволяет легко перемещать рабочее место. Большой цветной ЖК-экран в сочетании с Miller’s Auto-Set ™ Elite упрощает настройку параметров и позволяет настраивать индивидуальные параметры.
ESAB 186 Сварочный аппарат постоянного и переменного тока
Это один из самых популярных сварочных аппаратов с новейшей инверторной технологией TIG переменного / постоянного тока. ESAB Fabricator 186A — это инверторный сварочный аппарат TIG с переменным / постоянным током с высокой производительностью, высоким рабочим циклом, регулируемой частотой волны переменного тока по очень доступной цене.Он поставляется с простой в использовании таблицей настроек и встроенными элементами управления. Обладая тремя технологическими возможностями, эта машина обладает необходимой мощностью.
Выучить большеГАЗЫ
Мы поставляем высококачественные марки промышленных и медицинских газов, сварочного оборудования и расходных материалов, которые полюбились сварщикам в южном Висконсине и северном Иллинойсе с 1938 года.
Мы поставляем как чистые газы, так и смешанные газы, а также системы распределения, системы смешения и телеметрический мониторинг резервуаров.
Мы предлагаем доставку в тот же день по адресу:
Welders Supply также продает и сдает в аренду бензобаки и баллоны и обеспечивает обменные заправки для многих сообществ, включая Racine WI , Kenosha WI , West Bend WI , DeKalb IL и Waukegan IL .
Мы понимаем сварщиков, потому что мы сварщики. Вот почему мы поставляем продукцию высочайшего качества и предлагаем надежное обслуживание клиентов. Независимо от того, в какой отрасли вы работаете или в какой отрасли вы работаете, вы можете рассчитывать на Welders Supply, который поможет вам выполнить свою работу правильно.
Welders Supply Company для новых и бывших в употреблении сварочных аппаратов, плазменных резаков и оборудования для обеспечения безопасности сварки онлайн.
 Звоните 1-844-682-0205.
Звоните 1-844-682-0205.Мы зарегистрированы в CCR как CAGE CODE: 0FG64
Мы рады принять участие в тендере на любые предложения военных и государственных органов по закупке сварочных аппаратов, плазменных резаков, комплектов горелок и автоматических затемняющих шлемов.
Военный
Welders Supply Company — опытный поставщик для вооруженных сил США.
Welders Supply Company — опытный поставщик для вооруженных сил США.
Правительство
Мы снабжаем муниципалитеты и государственные учреждения инструментами, необходимыми для выполнения реальной работы.
Мы снабжаем муниципалитеты и государственные учреждения инструментами, необходимыми для выполнения реальной работы.
Образование
* Позвоните, чтобы узнать цены
Позвоните, чтобы узнать цены, если вы покупаете для квалифицированного учебного заведения.Miller, Hypertherm и Victor (Thermal Dynamics, Tweco, Thermal Arc, ESAB) предлагают очень хорошие скидки.
Позвоните, чтобы узнать цены, если вы покупаете для квалифицированного учебного заведения. Miller, Hypertherm и Victor (Thermal Dynamics, Tweco, Thermal Arc, ESAB) предлагают очень хорошие скидки.
Ваш гараж
- Начинающие
- Специалисты
- Разнорабочие
Малые предприятия и такие люди, как вы, составляют основу компании по поставке сварочных аппаратов.
Малые предприятия и такие люди, как вы, составляют основу компании по поставке сварочных аппаратов.
В течение 60 дней после покупки выбранных систем ( POWERMAX 30 , POWERMAX 45 , POWERMAX 65 , POWERMAX 85 , POWERMAX 105 ) квалифицированный студент или выпускник может отправить заполненную форму REBATE FORM вместе с системным счетом и подтверждением посещения или окончания обучения непосредственно в Hypertherm.
Сумма скидки (предоставляется в виде карт VISA на 100 долларов США) зависит от системы:
ВАУ! Идти в школу действительно стоит!
Miller Сварочные материалы:
Производителей сварочного оборудования:
Welders Supply Company для новых и бывших в употреблении сварочных аппаратов, плазменных резаков и оборудования для обеспечения безопасности сварки онлайн.
 Звоните 1-844-682-0205.
Звоните 1-844-682-0205.ОСОБЕННОСТИ СВАРКИ
Miller объявляет о новой игре Engine Drive Game Changer!
Сварщик Bobcat 260 стал лучше, чем 250!
УЛУЧШЕНО! Технология дистанционного пуска / остановаСократите простои и время, потраченное на неудобства.Ходьба к машине и обратно, чтобы включать и выключать ее между задачами, больше не проблема с Bobcat 260. 260 позволяет запускать и останавливать машину с помощью беспроводной сети, как и большинство новых автомобилей. Это сэкономит ваше время, топливо и расходы на техническое обслуживание, снизив при этом шум на стройплощадке.
УЛУЧШЕНО! eChoke Technology Технология eChoke Bobcat 260 обеспечивает более стабильный запуск в холодную погоду. Ручная установка воздушной заслонки на карбюраторных машинах больше не является проблемой.Благодаря eChoke на Bobcat 260 холодный запуск выполняется быстро, без помощи рук и упрощается. Сварщик 260 автоматически настроит топливно-воздушную смесь, чтобы вы могли не снимать перчатки.
Благодаря интуитивно понятному дизайну, ежедневное обслуживание нашего нового сварочного аппарата / генераторов Bobcat стало быстрее и проще. Дисплеи технического обслуживания на передней панели автоматически сообщают вам, когда ваше оборудование нуждается в обслуживании.
А обслуживание простое:
- Проверка уровня масла может выполняться сверху за переднюю панель
- Панели без инструментов для быстрого доступа
- Односторонняя заливка топлива и слив масла / фильтр
Опция электронного впрыска топлива (EFI)
Газовые двигателиEFI оптимизируют соотношение воздух / топливо для всех оборотов двигателя и нагрузок двигателя, что приводит к более низким эксплуатационным расходам, меньшим выбросам, более длительному времени работы и лучшей производительности по сравнению с моделями с карбюраторами.Двигатель EFI имеет на 27% лучшую экономию топлива, что для многих пользователей означает экономию топлива до 1000 долларов в год!
- Увеличить время работы на 27%
- Быстро
- Без штуцера
- Легкий старт в любом климате
- Надежная работа даже при нечастом использовании
- Меньшая склонность к ухудшению качества топлива
- Больше мощности генератора (12000 Вт мощности генератора!)
Экологичность с пониженным уровнем выбросов
На 27% меньше CO и на 33% меньше HC + NOx. Пришло время перейти на BOBCAT 250! У Welders Supply САМЫЕ ЛУЧШИЕ ЦЕНЫ НА сварочное оборудование Miller, а также бесплатная доставка в пределах континентальной части США для всех заказов на сумму более 300 долларов. И кто не хочет сэкономить немного такой зелени?
Пришло время перейти на BOBCAT 250! У Welders Supply САМЫЕ ЛУЧШИЕ ЦЕНЫ НА сварочное оборудование Miller, а также бесплатная доставка в пределах континентальной части США для всех заказов на сумму более 300 долларов. И кто не хочет сэкономить немного такой зелени?
Вопросы? Свяжитесь с компанией Wisconsin Welders Supply Company по телефону (844) 682-0205
.HMD904 с прожектором на поворотном основании
Модернизированная модель Hougen HMD904 с шарнирным основанием — это большая (размер 1-1 / 2 x 2 дюйма) магнитная дрель, обладающая мощным ударом, но при этом компактная, легкая и универсальная.
Работайте при слабом освещении или без света с НОВЫМ пилотным светом. Увеличьте мощность на 30% благодаря НОВОМ двухступенчатому магниту. Повысьте точность с помощью НОВОЙ оправки Slot Drive. Корпус все НОВЫЙ и прочный. Запатентованное поворотное основание является точным, легко блокируется и разблокируется и отлично подходит для горизонтальных, надземных и тесных участков, а также для выхода через другой кусок стали.
Принадлежности для Hougen HMD904 включают комплект резака 1 дюйм , комплект резака 2 дюйма , смазочно-охлаждающую жидкость Rotafoam и комплект Rotacut .
ArcStation WorkBench
Хватит довольствоваться шаткими старыми скамьями и всем, что вы можете собрать вместе. Вам понадобится ArcStation Workbench 30FX .
Это первый переносной верстак, специально разработанный для металлообработки и сварки. Благодаря уникальной складной конструкции и встроенным колесам его легко брать на работу или перемещаться по магазину. В сложенном виде легко хранится в вашем гараже.
Ищете выгодное предложение на Miller ArcStation 30FX? Не ищите ничего, кроме Welders Supply.
Робот для сварки катушек | ABICOR BINZEL
Когда вы видите такое решение, как робот для совместной сварки катушек, наверняка возникают вопросы. Некоторые простые, некоторые более сложные. Основываясь на ваших отзывах, мы собрали 23 наиболее часто задаваемых вопроса о совместном роботе для сварки катушек, чтобы ответить вам.
1. Каковы основные особенности робота для совместной сварки катушек?
Используя лазерный сканер, точечный лазер и системы управления с обратной связью, SWR автоматически поддерживает расстояние от резака до трубы равным нулю.С точностью до 1 мм и помогает оператору отслеживать шов, поэтому основное внимание уделяется сварному шву. В зависимости от комплектации, дугового света и брызг может потребоваться дополнительное вмешательство оператора для отслеживания шва и контроля высоты.
Как совместный сварочный робот, SWR соответствует всем требованиям безопасности ISO 15066; следовательно, он не требует ограждения или ячейки безопасности. Младший сварщик может стоять рядом с роботом и при необходимости вносить изменения во время сварки.
Среди промышленных роботов для сварки катушек SWR имеет самое большое соотношение досягаемости и занимаемой площади.При занимаемой площади 16 кв. Футов SWR имеет радиус действия 15 футов, что позволяет выполнять сварные швы в трубных модулях и катушках до 30 футов включительно.
Разработанный для полуавтоматической сварки валков 1G, SWR значительно улучшает эргономику сварки труб за счет того, что робот берет на себя тяжелый подъем при последовательном движении плетения.
SWR обеспечивает повторяемость и надежность; Программа регистрации NovData ™ собирает все доступные данные для каждого прохода сварки для будущего анализа и отчетности.
SWR оснащен системой технического зрения, которая может отображать сварной шов оператору по мере его выполнения и записывать видео по каждому сварному шву для анализа и будущих улучшений производства.
2. Трубы какого размера можно сваривать с помощью SWR?
Базовая модель SWR может сваривать трубы от 2 до 60 дюймов с соответствующими позиционерами.
3. Какие процессы сварки может поддерживать робот для сварки катушек?
КСВ одиночного резака от корня до контура использует GMAW или MCAW.
Двойной резак SWR использует GMAW или MCAW для корневого канала и MCAW или FCAW для заполнения и закрытия.
SWR использует измененную форму волны короткого замыкания в корне, то есть STT, RMD или LSC.
TIG в настоящее время не предлагается с SWR.
Свяжитесь с нашим отделом продаж, если вы хотите узнать больше о вашем конкретном процессе.
4. Какие материалы можно сваривать с помощью SWR?
SWR может сваривать углеродистые и низколегированные стали, а также нержавеющие и никелевые сплавы.На данный момент функции отслеживания шва и контроля высоты доступны только для углеродистой стали. Заказчики должны разработать рецептуру никелевых сплавов.
5. Сварочный робот приваривает корень трубы к колпачку автоматически?
Да, SWR имеет возможность переключаться между режимами сварки без отключения дуги.
Стандартный процесс КСВ — GMAW с одножильным проводом. Сплошная проволока имеет умеренное содержание кремнезема (не тяжелый шлак). Этот кремнезем сгорает от дуги, когда дуга проходит над ним.Операторы могут видеть это на протяжении всего процесса сварки с помощью системы технического зрения.
6. Могу ли я использовать имеющийся у меня позиционер?
SWR можно легко интегрировать для работы с различными позиционерами, включая Team Industries, LJ, Profax и Preston Eastin. Наша команда может проверить, можем ли мы интегрироваться с вашим конкретным позиционером, брендом, маркой и моделью.
Робот имеет возможность интегрировать от 2 до 5 позиционеров в макете, определяемом вами. На рисунке слева показаны некоторые возможности с 2, 3, 4 и 5 позиционерами.
Встроенные позиционеры, которые не используются для сварки с SWR, можно катать с помощью ножных педалей и использовать для подготовки труб, прихватывания и шлифования.
7. Какие источники питания можно использовать с роботом для сварки катушек? Могу ли я использовать существующий источник питания?
Варианты источников питания: Lincoln PowerWave® R450, Miller Auto-Continuum ™ 500 и Fronius TPS 400i LSC Advanced. Все агрегаты снабжены источником питания.
Нет, мы рекомендуем приобрести один из упомянутых выше источников питания для использования с КСВ.
8. Какой размер корневого зазора используется при сварке и каковы допуски?
Труба / компоненты подходят к стандартному корневому отверстию (зазору) 3/32 дюйма (2,4 мм) с допуском ± 1/32 дюйма.
9. Как SWR справляется с Hi-Lo на трубах?
Операторы SWR обучены визуально сканировать трубу перед началом сварки для оценки верхнего и нижнего зазора, корневого зазора и проверки прихваток. Если значение Hi-Lo превышает значение, указанное в документе о требованиях к SWR-фаске, трубу необходимо переоборудовать.Если Hi-Lo находится в допустимых пределах, оператор может включить функции задержки переплетения резака. Во время корневого прохода оператор может обратиться к Hi-Lo, используя асимметричную задержку и корневое сохранение, чтобы сварить корневой канал. Во время проходов заполнения и крышки оператор использует функцию задержки для управления Hi-Lo. В этом сценарии лазерное отслеживание шва и контроль высоты должны быть отключены для всех проходов, чтобы оператор мог лучше контролировать положение резака.
В этом сценарии лазерное отслеживание шва и контроль высоты должны быть отключены для всех проходов, чтобы оператор мог лучше контролировать положение резака.
10.Как SWR справляется с фитингом к трубным соединениям, когда толщина на двух сторонах разная?
Подобно Hi-Lo, операторы КСВ учитывают этот сценарий, активируя функцию задержки на более толстой стороне стыка перед началом сварки. Если внутренние диаметры двух сторон не совпадают, операторы должны отшлифовать внутреннюю поверхность, чтобы пальцы совпадали, как при ручной / полуавтоматической сварке. (Фитинги предварительно нагреваются перед сваркой).
11.Подпадает ли SWR под роботизированную сварку с точки зрения технологии сварки?
В соответствии с отраслевыми стандартами SWR подпадает под механизированную сварку, поскольку оператор взаимодействует с машиной и на лету выполняет регулировку.
12. Какая площадь пола требуется для КСВ?
Занимая площадь 4 х 4 фута, КСВ занимает наименьшее место в отрасли, где мы обычно видим что-либо размером от 7 футов на 30 футов. Таким образом, он не уничтожает производственные площади и не мешает производственному процессу.
Таким образом, он не уничтожает производственные площади и не мешает производственному процессу.
13. Какую производительность и производительность я могу ожидать от использования SWR?
Это зависит от текущего процесса сварки. Один SWR с оператором может производить такую же мощность, как 4 сварщика, использующие SMAW, и 2-3 сварщика, использующие ручную сварку GMAW.
14. Почему производительность повышается с SWR?
За счет исключения ручного управления горелкой механизированное переплетение снимает усталость сварщиков, поэтому они могут рассчитывать на более высокую скорость наплавки, более высокую производительность, более высокую скорость движения и возможность выполнять предварительно запрограммированные сварные швы.
15. Какова рентабельность инвестиций в блок SWR?
С помощью всего лишь нескольких деталей о вашей деятельности мы рассчитаем вашу рентабельность инвестиций. Обычно наши клиенты видят окупаемость инвестиций в 6-18 месяцев.
16. Как SWR вписывается в производственный поток?
SWR разработан для установки в цехах изготовления труб, поскольку высота не мешает работе мостовых кранов. Кроме того, SWR можно легко припарковать подальше, чтобы пропускать трафик в магазинах.
17. Сколько времени нужно для установки и ввода в эксплуатацию SWR
Предполагая интеграцию с двумя новыми позиционерами (из утвержденного списка), потребуется два дня для установки SWR и только один день для его ввода в эксплуатацию.
18. Сколько времени нужно на обучение оператора и какой уровень квалификации он должен иметь?
Обучение оператора работе и техническому обслуживанию занимает 3-5 дней. Операторам необходимо знать основы сварки труб.Как правило, мы рекомендуем обучать 3-5 операторов как минимум с одним подмастерьем сварщика труб.
19. По каким требованиям Кодекса спецификации процедуры сварки (WPS) могут быть аттестованы с помощью SWR?
SWR прошел квалификацию нескольких WPS в соответствии с требованиями раздела IX ASME, включая испытание на удар по Шарпи с полным механическим испытанием (испытания на изгиб и растяжение) и дополнительное испытание на твердость. При необходимости WPS может быть разработан для других кодов.
При необходимости WPS может быть разработан для других кодов.
20.Какие требования к качеству сварки могут быть соблюдены при производственной сварке SWR?
SWR обеспечивает неизменно высокое качество сварных швов во время производства, характеризуется низкой скоростью ремонта при неразрушающем контроле с помощью радиографических и ультразвуковых исследований в соответствии с типичными требованиями ASME B31.1 и B31.3.
21. Нужно ли мне создавать новую процедуру сварки при покупке SWR? Могут ли клиенты использовать PQR Novarc как есть?
Кодекс ASME IX совершенно ясно указывает на то, что каждая организация должна разработать и квалифицировать свои собственные WPS / PQR и сварщиков.Novarc может помочь клиентам в этих действиях и использовать свои квалифицированные WPS / PQR для справки / базового уровня. Однако клиенты не могут использовать WPS Novarc как есть для своих производственных целей, поскольку это было бы несоблюдением нормативных требований.
22. Как я могу контролировать производство?
SWR поставляется с программным обеспечением для мониторинга производства NovData ™, которое составляет ежедневные отчеты. Ежедневный отчет включает: время изготовления, время сварки, диаметр трубы и многое другое. Он также создает файл журнала с отметками времени, в котором указаны напряжение, ток, WFS, скорость перемещения и все другие соответствующие параметры сварки и движения для каждого сварного шва.
SWR также оснащен камерой, встроенной в роботизированный манипулятор. Благодаря этой функции операторы получают четкое изображение изнутри канавки на ЧМИ, как продвигается каждый сварной шов в режиме реального времени. Система технического зрения Novarc записывает все видео для дальнейшего анализа.
23. Какой защитный газ требуется?
Сварочная защита зависит от процесса сварки и присадочного металла. Наша техническая команда может помочь вам с конкретными сварочными операциями. Для труб из углеродистой стали рекомендуются следующие газы:
Для труб из углеродистой стали рекомендуются следующие газы:
- Сплошная проволока: 85% аргона 15% Co2 или 90% аргона 10% CO2
- Металлический сердечник: 90% аргона 10% CO2 или 98% аргона 2% CO2
- Сердечник из флюса: 75% аргона 25% или 100% C02
24.Каковы требования к мощности и воздуху для КСВ?
Для SWR требуется трехфазное питание и сжатый воздух не менее 85 фунтов на кв. Дюйм. Электропитание может быть любым из стандартных напряжений от 208 В до 600 В.
25. Как робот соединяется с ротатором?
Мы заменяем существующий двигатель позиционера / вращателя серводвигателем, чтобы КСВ мог управлять им.
26. Как работает система безопасности?
SWR имеет встроенную систему контроля скорости и крутящего момента, которая гарантирует, что скорость и силы всегда находятся в пределах требуемых уровней.
27. Какой объем обслуживания требуется для КСВ?
SWR спроектирован как надежная машина. В результате требуется лишь минимальное обслуживание. Обучение обслуживанию включено в обучение роботов. Обслуживание аналогично стандартному сварочному аппарату.
В результате требуется лишь минимальное обслуживание. Обучение обслуживанию включено в обучение роботов. Обслуживание аналогично стандартному сварочному аппарату.
28. Можно ли перемещать SWR по магазину?
SWR необходимо закрепить на бетонной плите минимум 6 футов. Однако вы можете перемещать его между ранее установленными базовыми точками с помощью мостовых кранов.
29. Насколько плотно рычаг SWR может прилегать к красной мачте для сварки?
Примерно 48 дюймов для сварки.
30. Нужен ли к водоохладителю поток воды? Если нет, как часто его нужно пополнять?
Нет, это система с замкнутым контуром, поэтому, если нет утечки, нет необходимости в доливке.
31. Если мы хотим добавить двойной фонарик к нашему захватывающему КСВ, какие изменения нужно будет внести в систему?
К машине потребуется добавить несколько деталей, включая комплект для повышения давления, основной вкладыш, дополнительные кабели и механизм подачи проволоки.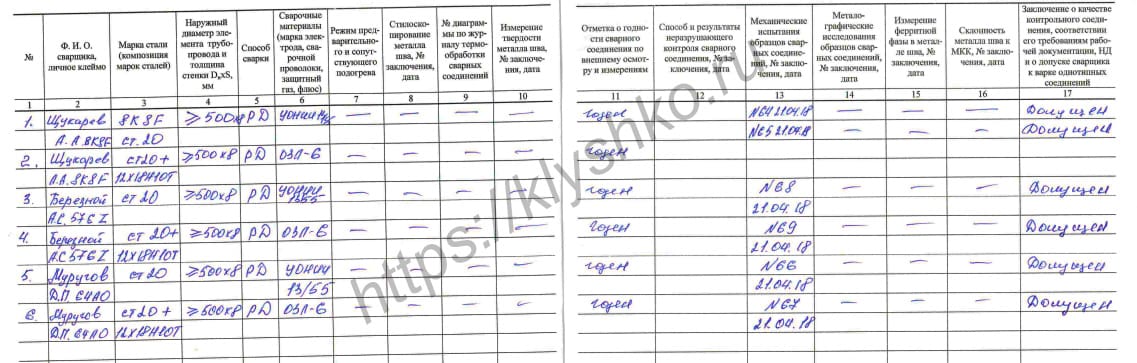 В мачту и рычаги манипулятора необходимо добавить резьбовые отверстия и кронштейны для поддержки этих вещей. На выполнение всего, включая тестирование, уйдет максимум 3 дня.
В мачту и рычаги манипулятора необходимо добавить резьбовые отверстия и кронштейны для поддержки этих вещей. На выполнение всего, включая тестирование, уйдет максимум 3 дня.
32. Какой размер подвесной ширмы?
Подвесной экран 6.5 «.
33. Можно ли использовать SWR вне трубного цеха?
SWR разработан для использования внутри помещений. Его можно использовать в поле или на рабочем дворе, если он защищен от непогоды и при температуре от 5 до 50 градусов Цельсия.
34. Можно ли копировать данные из одного КСВ в другой?
Да, вы можете легко скопировать данные из SWR в другой, используя USB.
35. Насколько велик КСВ?
Приблизительно 3500 фунтов
36. Каковы требования к фаске труб?
См. Документ о требованиях к скосу.
37. Идет ли сварка с КСВ вертикально вверх или вертикально вниз?
SWR специально разработан для сварки валков 1G в соответствии с QW-122. 1. Это означает, что сварка идет не вертикально вверх или вниз. Мы видели, как некоторые клиенты описывают это как «особое положение» в соответствии с QW-133.1
1. Это означает, что сварка идет не вертикально вверх или вниз. Мы видели, как некоторые клиенты описывают это как «особое положение» в соответствии с QW-133.1
Любые технические требования конечного пользователя в отношении вертикальной сварки вверх или вниз не применимы к сварке роликами. Назначение и применение такого пункта относятся только к сварке в нерабочем положении. Например, испытательное положение 5G или 6G, где труба неподвижна, а сварочная дуга должна вручную (или через орбитальный блок) перемещаться от 6 до 12 часов (вертикально вверх) или от 12 до 60 часов (вертикально вниз). .При вертикальной сварке вверх или вниз часто используются разные методы сварки (схемы плетения), разные классификации электродов, диаметры электродов, разные тепловложения и т. Д. Следовательно, некоторые конечные пользователи предъявляют особые требования к любому изменению с вертикального вверх на вниз. (и наоборот).
.