Изготовление сварных балок
Сварная балка
Возможно изготовление под заказ сварных балок для строительных металлоконструкций тех размеров, выпуск которых был прекращен на НТМК достаточно давно. К указанным балкам относятся балки размеров от 40Б1 до 100Б4, от 40Ш1 до 100Ш4 и 40К1-40К5
Изготавливаемая сварная балка представляет собой сварную конструкцию из стальных листов с механическими параметрами не хуже, чем у горячекатаной по ГОСТ 26020-83 или по СТО АСЧМ 20-93. Мы гарантируем расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная балка выпускается высотой (Н) от 200 до 2500 мм, толщина листа (t,s) от 8 до 40 мм
Сварные балки изготавливаются длиной от 3 до 12 м. Допускается изготовление балок длиной до 14.5 м.
Расчетный вес указывается с точностью +/- 3 %. Окончательный вес определяется по факту изготовления.
- При изготовлении сварной балки используется лист длинной 12 метров.
- Осуществляется УЗК (Ультра звуковой контроль) стыковочных и T-образного швов
- Производится грунтовая окраска.
- Сварная балка изготавливается по индивидуальным чертежам заказчика или взамен аналогичной горячекатаной длиной до 14,5 м.
- На складе постоянно имеется в наличии сварная балка размерами 60ш — 100ш и 70б-100б.
При изготовлении сварной балки используется лист марки стали
- 3СП,ПС
- 3СП5
- 09Г2С
- 09Г2С-12
Сварная балка изготавливается аналогично размерам гостов
- ГОСТ 26020-83
- ГОСТ 8239-105
- ГОСТ 23118-99
- СТО АСЧМ 20-9
- ГОСТ 23118-99 — х
Перечень типо-размеров изготавливаемой сварной балки
- Балка сварная 10Б1
- Балка сварная 12Б1, 12Б2
- Балка сварная 14Б1, 14Б2
- Балка сварная 16Б1, 16Б2
- Балка сварная 18Б1, 18Б2
- Балка сварная 20K1, 20K2, 20Б1, 20Ш1
- Балка сварная 23K1, 23K2, 23Б1, 23Ш1
- Балка сварная 24ДБ1
- Балка сварная 25K1, 25K2, 25K3, 25Б1, 25Б2, 25Ш1
- Балка сварная 26K1, 26K2, 26K3, 26Б1, 26Б2, 26Ш1, 26Ш2
- Балка сварная 27ДБ1
- Балка сварная 30K1, 30K2, 30К3, 30К4, 30Б1, 30Б2, 30ДШ1, 30Ш1, 30Ш2, 30Ш3
- Балка сварная 35Б1, 35Б2, 35ДБ1, 35К1, 35К2, 35K3, 35Ш1, 35Ш2, 35Ш3
- Балка сварная 36ДБ1
- Балка сварная 40Б1, 40Б2, 40ДБ1, 40ДШ1, 40К1, 40К2, 40K3, 40К4, 40К5, 40Ш1, 40Ш2, 40Ш3
- Балка сварная 45Б1, 45Б2, 45ДБ1, 45ДБ2, 45Ш1
- Балка сварная 50Б1, 50Б2, 50Б3, 50ДШ1, 50Ш1, 50Ш2, 50Ш3, 50Ш4
- Балка сварная 55Б1, 55Б2
- Балка сварная 60Б1, 60Б2, 60Ш1, 60Ш2, 60ШЗ, 60Ш4
- Балка сварная 70Б1, 70Б2, 70БС, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 70Ш5
- Балка сварная 80Б1, 80Б2, 80Ш1, 80Ш2
- Балка сварная 90Б1, 90Б2, 90Ш1, 90Ш2
- Балка сварная 100Б1, 100Б2, 100Б3, 100Б4, 100Ш1, 100Ш2, 100Ш3, 100Ш4
Типы сварных балков
- Сварная балка с уклоном внутренних граней — без буквы;
- Сварная балка для подвесных путей с уклоном внутренних граней — М;
- Сварная балка с параллельными гранями полок узкополочная — У;
- Сварная балка с параллельными гранями полок колонная — К;
- Сварная балка с параллельными гранями полок широкополочная — Ш;
- Сварная балка с параллельными гранями полок нормальная — Б;
- Сварная балка с параллельными гранями полок среднеполочная — Д;
- Сварная балка для армирования шахтных стволов с уклоном внутренних граней не более 16% — С
Технические требования для изготовления сварных балок
- Балки стальные сварные двутавровые, изготавливаются в соответствии с требованиями настоящей технологической инструкции, ГОСТ 23118, ТИ№1-2008 (балки сварные двутаврового сечения), по рабочим чертежам КМД, утвержденными в установленном порядке.

- Балки изготавливаются из листового горячекатаного проката из углеродистых и низколегированных сталей по ГОСТ 27772, ГОСТ 19281.
Сборка производится только из выправленных листов, очищенных от заусениц, загрязнений, ржавчины, влаги, грата.
Марка, категория качества, класс прочности стали оговариваются в заказе и указывается в чертежах КМД. - Предельные отклонения по толщине стенки балки и полок балки соответствуют предельным отклонениям по толщине исходной заготовки шириной свыше 1500 до 2000 мм точности прокатки Б по ГОСТ 19903.
- Неперпендикулярность торцов балки не должна выводить ее длину за предельные отклонения. В качестве длины сварной балки принимается максимальная длина условно собранной сварной балки с торцами, перпендикулярными продольной оси.
- По требованию заказчика производится резка торцов. Предельные отклонения косины реза соответствуют значению, указанному в таблице предельных отклонений сварной балки.
- Предельные отклонения размеров, геометрической формы сварной балки и сварных швов не превышают значения приведенные в таблице предельных отклонений сварной балки;
- Кромки поясов балок после машинной кислородной резки не должны иметь неровностей, превышающих 0,3 мм.
- Материалы для сварки ( сварочная проволока, электроды, флюс, углекислый газ и/или газовые смеси) применяться в соответствии со СНиП II-23 и обеспечивают значения временного сопротивления металла шва не ниже чем у основного металла.
- Тавровые (поясные) и стыковые (стыки листов полок и стенок) швы выполняются механизированной сваркой (автоматической под флюсом и /или полуавтоматической в среде защитного газа) с плавным переходом швов к основному металлу.
По требованию заказчика тавровые (поясные) швы выполняются с полным проваром. - Стыки листов полок и стенок балок выполняются встык без накладок с применением двухсторонней сварки. При этом, стыки листов полок относительно стыка стенки балки, находиться на расстоянии не менее 100 мм по обе стороны от стыка стенки.
Допускается односторонняя сварка при условии подварки корня шва. - Все сварные швы являются непрерывными.
- Поверхность стыкованных швов листов поясов в местах сопряжения со стенкой зачищается заподлицо с основным металлом. По требованию заказчика допускается снятие усиления стыкового шва листов поясов и стенки балки с двух сторон
- При выполнении стыковых швов обеспечивается полный провар. Временное сопротивление наплавленного металла равно временному сопротивлению основного металла.
- Сварные швы соответствуют II категории и среднему уровню качества в соответствии с ГОСТ 23118. Другие категории и уровни качества сварных швов могут оговариваться при заказе.
- Допускаются следующие дефекты в поясных швах: Виды испытаний, объем контроля сварных соединений выбираются в зависимости от установленного уровня качества в соответствии с ГОСТ 23118.
- Непровары в корне шва в соединениях, доступных сварке с двух сторон, глубиной до 5% от толщины металла, но не более 50 мм при расстоянии между концами не менее 400 мм, (возможность установления более льготных требований может быть согласована с проектной организацией в зависимости от условий эксплуатации).
- Поры. Шлаковые включения. Допускаются скопления и цепочки дефектов на отдельных участках шва суммарной площадью не более 5% площади продольного сечения шва на участке длиной не более 50 мм, при этом расстояние между ближайшими концами цепочки должно быть не менее 400 мм.
- Допускаются единичные дефекты диаметром не более 2 мм в количестве не более шести на участке длиной не менее 400 мм при расстоянии между ними не менее 10 мм.
- Подрезы. Несплавления по кромкам не допускаются.
- Межваликовые впадины в многопроходных швах. Допускаются глубиной не более 1 мм.
- Трещины. Не допускаются трещины любой ориентации и длины.
- Временное сопротивление разрыву сварного соединения не должно быть ниже временного сопротивления металла сварной балки.
- Швы сварных соединений и конструкции по окончании сварки очищаются от шлака, брызг и натеков металла.
- Приваренные сборочные приспособления и выводные планки удаляются без применения ударных воздействий и повреждения основного металла, а места их приварки зачищаются до основного металла с удалением всех дефектов.
- Около шва сварного соединения ставится номер или знак сварщика, выполнившего этот шов. Номер или знак проставляется на расстоянии не менее 40 мм от границы шва, если нет других указаний в чертежах КМД. При сварке сборочной единицы одним сварщиком ставится знак сварщика рядом с маркировкой.
- Допускается производить ремонт сварных соединений, при этом исправленные участки швов подвергаются повторному контролю.
- На поверхности балки не должно быть трещин, расслоений, плен, закатов, рванин, раскатанных загрязнений.
- Допускается наличие местных вмятин по толщине и ширине проката на глубину, не превышающую удвоенной величины минусового допуска проката, но не более 1 мм по толщине и 3 мм по габаритам сечения.
- Разрешается удалять дефекты наружной поверхности пологой зачисткой или сплошной шлифовкой, при этом толщина стенки и/или полки после зачистки не выходит за минимальные допустимые значения.
- По требованию заказчика производится противокоррозионная защита балок.
- Система защиты, марка материала, количество слоев, толщина каждого слоя, общая толщина покрытия согласовывается с потребителем.
- Покрытие не имеет пропусков, пузырей, трещин, сколов, кратеров и других дефектов, влияющих на защитные свойства, а по внешнему виду соответствует требованиям ГОСТ 9. 301.
Требования к сырью и материалам для производства сварных балок
- Балки стальные сварные двутавровые изготавливаются из горячекатаного проката, поставляемого в листах по ГОСТ 19903-74, из стали:
- углеродистой общего назначения и низколегированной — по ГОСТ 27772-88;
- углеродистой обыкновенного качества — по ГОСТ 14637-89;
- низколегированной — по ГОСТ 19281-89.
Марка, категория качества, класс прочности стали указываются в заказе.
| Наименование стали | Марки по действующим стандартам | |
| Ммарка стали | Обозначение стандарта | |
| С235 | Ст3кп2 | ГОСТ 380-88 |
| С245 | Ст3пс5 | ГОСТ 380-88 |
| Ст3сп5 | ГОСТ 380-88 | |
| С255 | Ст3Гпс, Ст3Гсп | ГОСТ 380-88 |
| С275 | Ст3пс | ГОСТ 380-88 |
| С285 | Ст3сп, Ст3Гпс | ГОСТ 380-88 |
| С345 | 09Г2С | ГОСТ 19281-89 |
- Сварочные материалы, применяемые для изготовления сварных двутавровых балок:
- Сварочная проволока Св08ГА; Св-10НМА, СВ08Г2С по ГОСТ 2246-70; S2, S2Мо, L61 по EN-756 для автоматической сварки под флюсом.
- Сварочный флюс АН-348-А по ГОСТ 9087, ОР-139, ОР-181, ОР-10U по EN-760.
- Сварочная проволока Св08Г2С по ГОСТ 2246-70, G3Si1 по EN-440 для п/автоматической сварки в защитной смеси газов 80%Ar +20 %СО2 по ГОСТ 10157-79.
- Электроды типа Э46 марки МР-3, АНО-4 по ГОСТ 9466-75
Сортамент сварных балок
Поперечное сечение балки должно соответствовать указанному на рисунке.
Н — высота балки; h — высота стенки балки; s — толщина стенки; t — толщина полки; В — ширина полки
Размеры сварных балок, площадь поперечного сечения, масса 1 метра балки и геометрические значения для осей приведены в таблице
Сварные балки в соответствии с заказом изготавливают длиной от 3 до 12 м. По требованию потребителя допускается поставка балок до 14.5 м.
| № п/п | Аналог прокатной балки | Размеры | Площадь поперечного сечения,см2 | Масаа 1 м,кг | Справочные значения для осей | Примечание ( аналог сечения по документу) | |||||||||
| Н | h | S | t | В | X — Х | Y — Y | |||||||||
мм. | Iх,см4 | Wх,см3 | iх,см | Iy,см4 | Wy,см3 | iy,см | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 1 | 40Б1 | 396 | 372 | 8 | 12 | 200 | 77,76 | 61,61 | 21132,403 | 1067,293 | 16,485 | 1061,587 | 160,159 | 4,538 | СТО АСЧМ20-93 |
| 2 | 40Б2 | 400 | 372 | 8 | 14 | 200 | 85,76 | 67,89 | 24300,51 | 1215,025 | 16,833 | 1868,254 | 186,825 | 4,667 | СТО АСЧМ20-93 |
| 3 | 45Б1 | 446 | 422 | 8 | 12 | 200 | 81,76 | 64,75 | 27618,577 | 1238,501 | 18,379 | 1601,801 | 160,18 | 4,426 | СТО АСЧМ20-93 |
| 4 | 45Б2 | 450 | 422 | 10 | 14 | 200 | 98,2 | 77,66 | 32885,207 | 1461,565 | 18,3 | 1870,183 | 187,018 | 4,364 | СТО АСЧМ20-93 |
| 5 | 50Б1 | 492 | 468 | 10 | 12 | 200 | 94,8 | 74,99 | 36195,696 | 1471,37 | 19,54 | 1603,9 | 160,39 | 4,113 | СТО АСЧМ20-93 |
| 6 | 50Б2 | 496 | 468 | 10 | 14 | 200 | 102,8 | 81,26 | 41076,443 | 1656,308 | 19,989 | 1870,567 | 187,057 | 4,266 | СТО АСЧМ20-93 |
| 7 | 50Б3 | 500 | 468 | 10 | 16 | 200 | 110,8 | 87,54 | 46036,549 | 1841,462 | 20,384 | 2137,233 | 213,723 | 4,392 | СТО АСЧМ20-93 |
| 8 | 55Б1 | 543 | 515 | 10 | 14 | 200 | 113,1 | 89,35 | 54488,148 | 2006,93 | 21,949 | 2488,825 | 226,257 | 4,691 | СТО АСЧМ20-93 |
| 9 | 55Б2 | 547 | 515 | 10 | 16 | 200 | 121,9 | 91,23 | 61022,728 | 2231,178 | 22,374 | 2843,758 | 258,523 | 4,83 | СТО АСЧМ20-93 |
| 10 | 60Б1 | 596 | 564 | 10 | 16 | 200 | 120,4 | 95,08 | 68788,165 | 2308,328 | 23,903 | 2138,033 | 213,803 | 4,214 | СТО АСЧМ20-93 |
| 11 | 60Б2 | 600 | 564 | 12 | 18 | 200 | 139,68 | 110,65 | 78930,374 | 2631,012 | 23,771 | 2408,122 | 240,812 | 4,152 | СТО АСЧМ20-93 |
| 12 | 70БС | 693 | 661 | 12 | 16 | 230 | 152,92 | 120,61 | 113228,715 | 3267,784 | 27,211 | 3254,052 | 282,961 | 4,613 | СТО АСЧМ20-93 |
| 13 | 70Б1 | 691 | 659 | 12 | 16 | 260 | 162,28 | 127,96 | 123406,867 | 3571,834 | 27,576 | 4696,423 | 361,263 | 5,38 | СТО АСЧМ20-93 |
| 14 | 70Б2 | 697 | 657 | 14 | 20 | 260 | 195,98 | 154,85 | 152286,103 | 4396,759 | 27,876 | 5873,69 | 451,822 | 5,475 | СТО АСЧМ20-93 |
| 15 | 80Б1 | 791 | 755 | 14 | 18 | 280 | 206,5 | 163,11 | 200814,226 | 5077,477 | 31,184 | 6602,864 | 471,633 | 5,655 | ГОСТ 26020-93 |
| 16 | 80Б2 | 798 | 758 | 14 | 20 | 280 | 218,12 | 172,23 | 220327,463 | 5521,992 | 31,782 | 7334,666 | 523,905 | 5,799 | ГОСТ 26020-93 |
| 17 | 90Б1 | 893 | 853 | 16 | 20 | 300 | 256,48 | 202,34 | 311432,097 | 6974,963 | 34,846 | 9029,116 | 601,941 | 5,933 | ГОСТ 26020-93 |
| 18 | 90Б2 | 900 | 856 | 16 | 22 | 300 | 268,96 | 212,14 | 338074,562 | 7512,768 | 35,454 | 9929,218 | 661,948 | 6,076 | ГОСТ 26020-93 |
| 19 | 100Б1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 230,35 | 442767,975 | 8944,808 | 38,929 | 12047,223 | 752,951 | 6,421 | ГОСТ 26020-93 |
| 20 | 100Б2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 260,56 | 506570,642 | 10151,716 | 39,142 | 13699,406 | 856,213 | 6,437 | ГОСТ 26020-93 |
| 21 | 100Б3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 285,39 | 584369,06 | 11617,675 | 40,163 | 16429,976 | 1026,873 | 6,734 | ГОСТ 26020-93 |
| 22 | 100Б4 | 1013 | 949 | 20 | 32 | 320 | 394,6 | 310,77 | 635348,653 | 12543,902 | 40,126 | 17539,533 | 1096,221 | 6,667 | ГОСТ 26020-93 |
| 23 | 40Ш1 | 383 | 355 | 10 | 14 | 300 | 119,5 | 94,37 | 32335,77 | 1688,552 | 16,45 | 6302,958 | 420,197 | 7,623 | СТО АСЧМ20-93 |
| 24 | 40Ш2 | 390 | 358 | 10 | 16 | 300 | 131,8 | 104,03 | 37414,279 | 1918,681 | 16,848 | 7202,983 | 480,199 | 7,393 | СТО АСЧМ20-93 |
| 25 | 45Ш1 | 440 | 404 | 12 | 18 | 300 | 159,48 | 123,84 | 54705,766 | 2486,626 | 18,698 | 8105,818 | 540,388 | 7,197 | СТО АСЧМ20-93 |
| 26 | 50Ш1 | 482 | 450 | 12 | 16 | 300 | 150,0 | 118,32 | 61250,42 | 2541,511 | 20,207 | 7206,48 | 480,432 | 6,931 | СТО АСЧМ20-93 |
| 27 | 50Ш2 | 487 | 451 | 16 | 18 | 300 | 180,16 | 142,43 | 71649,81 | 2942,497 | 19,942 | 8115,394 | 541,026 | 6,712 | СТО АСЧМ20-93 |
| 28 | 50Ш3 | 493 | 453 | 16 | 20 | 300 | 192,48 | 152,10 | 79553,324 | 3227,315 | 20,33 | 9015,462 | 601,031 | 6,844 | СТО АСЧМ20-93 |
| 29 | 50Ш4 | 499 | 449 | 18 | 25 | 300 | 230,82 | 182,20 | 97909,452 | 3924,227 | 20,596 | 11271,821 | 751,455 | 6,988 | СТО АСЧМ20-93 |
| 30 | 60Ш1 | 582 | 546 | 12 | 18 | 300 | 173,52 | 137,22 | 102192,214 | 3511,76 | 24,268 | 8107,862 | 540,524 | 6,836 | СТО АСЧМ20-93 |
| 31 | 60Ш2 | 589 | 549 | 16 | 20 | 300 | 207,84 | 164,16 | 119230,853 | 4048,586 | 23,951 | 9018,739 | 601,249 | 6,587 | СТО АСЧМ20-93 |
| 32 | 60Ш3 | 597 | 547 | 18 | 25 | 300 | 248,46 | 196,05 | 147322,223 | 4935,418 | 24,35 | 11276,584 | 751,772 | 6,737 | СТО АСЧМ20-93 |
| 33 | 60Ш4 | 605 | 545 | 20 | 30 | 300 | 289,0 | 227,87 | 175896,021 | 5814,744 | 24,671 | 13536,333 | 902,422 | 6,844 | СТО АСЧМ20-93 |
| 34 | 70Ш1 | 692 | 652 | 14 | 20 | 300 | 211,28 | 166,86 | 167851,444 | 4851,198 | 28,186 | 9014,909 | 600,994 | 6,532 | СТО АСЧМ20-93 |
| 35 | 70Ш2 | 698 | 648 | 16 | 25 | 300 | 253,68 | 200,14 | 206206,206 | 5908,487 | 28,511 | 11272,118 | 751,475 | 6,666 | СТО АСЧМ20-93 |
| 36 | 70Ш3 | 707 | 647 | 18 | 28 | 300 | 284,46 | 224,31 | 232098,263 | 6603,08 | 28,564 | 12631,444 | 842,096 | 6,664 | СТО АСЧМ20-93 |
| 37 | 70Ш4 | 715 | 651 | 20 | 32 | 300 | 322,2 | 253,93 | 270060,968 | 7554,153 | 28,951 | 14443,4 | 962,893 | 6,695 | СТО АСЧМ20-93 |
| 38 | 70Ш5 | 725 | 653 | 25 | 36 | 300 | 379,25 | 299,28 | 314592,011 | 8678,4 | 28,801 | 16285,026 | 1085,668 | 6,553 | СТО АСЧМ20-93 |
| 39 | 80Ш1 | 782 | 746 | 14 | 18 | 300 | 212,44 | 167,77 | 206062,523 | 5270,141 | 31,144 | 8117,059 | 541,137 | 6,181 | СТО АСЧМ20-93 |
| 40 | 80Ш2 | 792 | 748 | 14 | 22 | 300 | 236,72 | 186,83 | 244536,289 | 6175,159 | 32,141 | 9917,104 | 661,14 | 6,473 | СТО АСЧМ20-93 |
| 41 | 90Ш1 | 881 | 841 | 16 | 20 | 300 | 254,56 | 200,83 | 301746,076 | 6850,081 | 34,429 | 9028,706 | 601,914 | 5,955 | СТО АСЧМ20-93 |
| 42 | 90Ш2 | 890 | 840 | 16 | 25 | 300 | 284,4 | 224,26 | 359689,7 | 8028,915 | 35,563 | 11278,672 | 751,911 | 6,297 | СТО АСЧМ20-93 |
| 43 | 100Ш1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 230,35 | 442767,975 | 8944,808 | 38,929 | 12047,223 | 752,951 | 6,421 | СТО АСЧМ20-93 |
| 44 | 100Ш2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 260,56 | 506570,642 | 10151,716 | 39,142 | 13699,406 | 856,213 | 6,437 | СТО АСЧМ20-93 |
| 45 | 100Ш3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 285,96 | 584369,06 | 11617,675 | 40,163 | 16429,976 | 1026,873 | 6,734 | СТО АСЧМ20-93 |
| 46 | 100Ш4 | 1013 | 949 | 20 | 32 | 320 | 394,6 | 311,33 | 635348,653 | 12543,902 | 40,126 | 17539,533 | 1096,221 | 6,667 | СТО АСЧМ20-93 |
| 47 | 40К1 | 394 | 358 | 12 | 18 | 398 | 186,24 | 147,20 | 55267,84 | 2805,474 | 17,227 | 18918,593 | 950,683 | 10,097 | СТО АСЧМ20-93 |
| 48 | 40К2 | 400 | 356 | 14 | 22 | 400 | 225,84 | 178,29 | 68203,715 | 3410,186 | 17,378 | 23474,807 | 1173,74 | 10,195 | СТО АСЧМ20-93 |
| 49 | 40К3 | 406 | 356 | 16 | 25 | 403 | 258,46 | 203,90 | 79245,537 | 3903,721 | 17,51 | 27283,329 | 1354,011 | 10,274 | СТО АСЧМ20-93 |
| 50 | 40К4 | 414 | 354 | 18 | 30 | 405 | 306,72 | 242,35 | 96416,05 | 4657,78 | 17,73 | 33232,267 | 1641,1 | 10,409 | СТО АСЧМ20-93 |
| 51 | 40К5 | 429 | 357 | 25 | 36 | 400 | 377,25 | 297,71 | 120993,339 | 5640,715 | 17,909 | 38446,484 | 1922,324 | 10,095 | СТО АСЧМ20-93 |
Примечания:
- Площадь поперечного сечения и масса 1 м сварной балки вычислены по номинальным размерам с учетом массы наплавленного металла тавровых (поясных) сварных швов; плотность стали принята равной 7,85 г/см3,. Увеличение массы 1 м балки за счет массы наплавленного металла стыковых сварных швов полок и стенки оговариваются чертежами КМД и согласовываются с заказчиком.
- Сечения сварных балок даны без учета сохранения площади поперечных сечений аналогов прокатных балок.
- В таблице использованы следующие обозначения
I — момент инерции;
W — максимальный момент сопротивления;
i — радиус инерции. - Минимальное значение катета приведено ниже. Расчетное значение должно быть назначено главным конструктором, или оговорено заказчиком.
Кf = 6 мм для балок: 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 70БС, 70Б1, 40Ш1, 40Ш2, 50Ш1;
Кf = 8 мм для балок: 60Б2, 70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3, 100Б4, 45Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 40К1, 40К2, 40К3;
Кf = 10 мм для балок: 70Ш5, 100Ш3, 100Ш4, 40К4, 40К5.
Кf — катет сварного шва.
 Увеличение массы 1 м балки за счет массы наплавленного металла стыковых сварных швов полок и стенки оговариваются чертежами КМД и согласовываются с заказчиком.
Увеличение массы 1 м балки за счет массы наплавленного металла стыковых сварных швов полок и стенки оговариваются чертежами КМД и согласовываются с заказчиком.
Методы контроля и средства измерений качества сварных балок
- Контроль отклонения формы и линейных размеров сечения сварной балки проводятся универсальными методами контроля и средствами измерений в соответствии с СП 53-101 и ГОСТ 23118. Проверка размеров проводится на расстоянии не менее 500 мм от торца балки. Высота балки измеряется по оси Y-Y.
- Контроль качества швов сварных соединений и размеров их сечений производятся в соответствии с ГОСТ 23118.
- Проверка комплектности производится сличением подготовленной к отправке партии сварных балок с нарядом — заказом.
- Марка, химический состав и механические свойства материала балки удостоверяются документом о качестве предприятия — поставщика листового проката.
Маркировка, транспортирование и хранение сварных балок
- Маркировка наносится на каждую сварную балку. Маркировка содержит:Маркировку наносят с обеих сторон стенки сварной балки на расстоянии не менее 500 мм от торца.
- номер заказа;
- номер чертежа КМД, по которому изготовлена балка;
- условное обозначение балок по чертежу КМД с указанием порядкового номера изготовления.
Пример маркировки:
308-9- 50Б3св-5,где 308 — номер заказа;
9 — номер чертежа;
50Б3св- условное обозначение;
5 — порядковый номер изготовления.
- На полках и на стенке выбивается марка стали на расстоянии не менее 80 мм от края указанных деталей.
- Маркировку наносят несмываемой краской.
- Транспортирование сварных балок допускается любым видом транспорта при условии защиты от механических повреждений.
- Погрузку, транспортирование, выгрузку и хранение балок необходимо производить соблюдая меры, исключающие возможность их повреждения.
Не допускается выгружать балки сбрасыванием, а также перемещать их волоком. - Условия транспортирования и хранения балок устанавливаются зависимости от климатических факторов внешней среды по ГОСТ 15150 и оговариваются в заказе.
- Балки хранятся на специально оборудованных складах рассортированными по сечению и маркам стали.
При хранении балки сварные опираются на деревянные подкладки и прокладки. Толщина деревянных подкладок не менее 100 мм. - При хранении сварных балок обеспечивается устойчивое положение балок, исключающее соприкосновение их с грунтом, а также предусмотренные меры против скапливания атмосферной влаги на балках или внутри них.
- Схемы складирования сварных балок исключают деформации балок и обеспечивать безопасность их расстроповки и строповки.
- Сварные балки храниться в штабелях высотой не более чем 2,3 м.
Гарантии изготовителя
- Гарантируется соответствие сварных балок требованиям настоящей технологической инструкции при соблюдении потребителем условий транспортирования и хранения.
- Гарантийный срок хранения сварных балок — 24 месяца с момента отгрузки с завода — изготовителя при соблюдении условий транспортировки и хранения.

цена за тонну в компании Каскад
Преимущества работы с нашей компанией
Этапы сотрудничества с нами
2
Договор
Заключается договор на строительство здания и выставляется счет
3
Изготовление
Мы изготавливаем металлоконструкции в указанный в договоре срок
4
Доставка
Все расходы по транспортировки материалов берем на себя. Осуществляем доставку по Москве и Московской области
2
Договор
Заключается договор на строительство здания и выставляется счет
3
Изготовление
Мы изготавливаем металлоконструкции в указанный в договоре срок
4
Доставка
Все расходы по транспортировки материалов берем на себя. Осуществляем доставку по Москве и Московской области
Различные конструкции из металла востребованы среди строителей и организаторов масштабных проектов. Все они имеют конструктивные особенности, а также некоторые технологические нюансы при изготовлении. Одним из видов строительных металлоконструкций, использующихся в строительстве промышленных и гражданских объектов, являются двутавровые сварные балки. Щелковский Завод Металлоконструкций ООО «Каскад», готов помочь Вам в размещении заказа на изготовление сварных балок по ГОСТ 26020-83, СТО АСЧМ 20-93, а также по индивидуальным чертежам заказчика.
Преимущества сварных балок
Сварная балка, в отличие от горячекатаной, – это конструкция, выполненная из стальных листов при помощи сварки. Она может использоваться в изготовлении каркасов жилых и коммерческих зданий, сельскохозяйственных и спортивных объектов. Сварка двутавровых балок позволяет добиться высокой прочности изделий. Преимущества сварных балок заключаются в следующем:
- общая масса конструкций, изготовленных из двутавровых балок данного типа, на 10 % ниже, чем при использовании горячекатаных;
- благодаря низкой металлоемкости балок, изготовленных путем сварки, достигается высокая экономическая эффективность;
- возможность сварки балки нужной длины обеспечивает отсутствие отходов.

Стоит учитывать, что иногда получить нужный результат без использования сложной высокотехнологичной техники и специального оборудования просто невозможно. ООО «Каскад» готово взяться за изготовление сварных балок, ведь у нас есть все для этого.
Сфера использования сварных двутавровых балок
Изделия, изготовленные методом сварки, интересны тем, что их можно гибко конфигурировать между собой по размеру, весу и толщине. Любая конструкция из металла требует мастерского подхода к делу, а также соответствующих по качеству материалов и хорошего оборудования. Все потому, что именно на них ложится основная нагрузка при построении массивных конструкций. Сварные балки могут применяться в создании:
- мостов,
- ангаров,
- путепроводов,
- сложных промышленных объектов и др.
Как происходит изготовление сварных балок
Изделия изготавливаются по чертежу. При сварке двутавровых балок Листовой металл разрезается на полосы нужной длины и ширины, благодаря термической резке с ЧПУ. Данный способ резки позволяет раскроить листовой прокат с минимальными отклонениями от проектных размеров. Для выполнения полного провара шва между полкой и стенкой на больших толщинах металла с кромок свариваемых деталей снимается фаска. При сборке двутавровой балки особое внимание должно уделяться симметрии расположения полки и стенки относительно друг друга. Для достижения максимальной точности сборка должна производиться на заранее подготовленных стапелях, в жестком кондукторе. Использование автоматизированных станков для сборки двутавровых балок позволяет существенно сократить время на производство и себестоимость самого изделия.
Почему стоит работать именно с нами
ООО «Каскад» профессионально занимается разработкой и изготовлением конструкций из металла. Мы на рынке не первый год, и существует несколько весомых причин, почему стоит выбирать именно нас:
- мы готовы рассмотреть каждое предложение, учитывая индивидуальные нужды заказчика, на основе чего предложить справедливую цену за нашу работу;
- из цикла производства и реализации исключен элемент посредничества, все изделия продаются напрямую, что существенно снижает их стоимость;
- мы привыкли работать быстро и с максимальной отдачей. Все сроки будут строго соблюдены.
 Все сроки будут строго соблюдены.
Все сроки будут строго соблюдены.Для того чтобы сделать заказ на изготовление сварных двутавровых балок нужной конфигурации, свяжитесь со специалистами нашей компании по контактному телефону. Мы ответим на все вопросы и обсудим детали перед заключением договора.
Также мы предлагаем другие услуги
Как изготовить балки в заводских условиях
Балки покрытия и перекрытия
Стоимость изготовления металлоконструкций балок покрытия и перекрытия можно узнать из прайс-листа
СКАЧАТЬ Прайс-лист на строительные металлоконструкции
или присылайте ваши чертежи стадии КМ на почту [email protected]
Описание процесса:Изготовление балок начинается с разработки КМД
Чертеж КМД на балку
Балки обычно изготавливаются из горячекатанных двутавров или из двутавров изготовленных на участке сварной балки
Полученная по чертежам отправочная марка нормируется по времени в соответствии с технологией производства
Нормирование сборки строительных металлоконструкций
Весь металл поступает на заготовительный участок :
Листы для СВАРНОЙ БАЛКИ и двутавр для горячекатанной
Участок сварной балки
Заготовки
После прохождения заготовительных этапов детали поступают на сборочный стапель
Затем проверяются геометрические размеры и швы обвариваются
Участок сварки балок и колонн
Балка из двутавраЗатем балки поступают на участок дробеструйной очистки
Сварная балка после дробеструйной очистки
Далее изделие поступает в зону окраски и отгрузки
Балка покрытия поступила в малярный цех
Сварная балка для Развлекательного комплекса, г.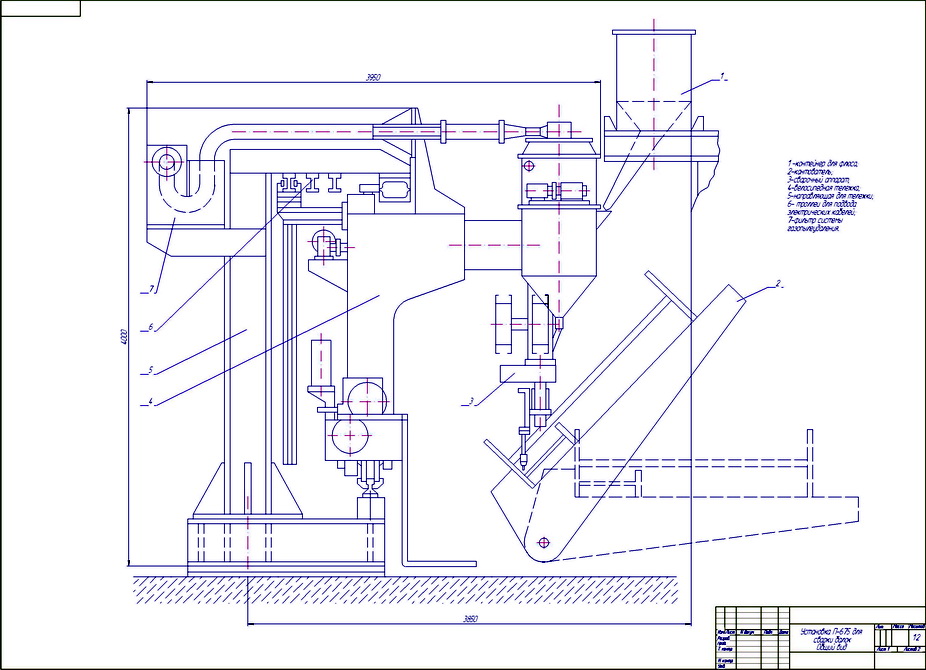 СамараБалки сохнут на стапелях. АКЗ грунт-эмаль Акрус-Эпокс С
СамараБалки сохнут на стапелях. АКЗ грунт-эмаль Акрус-Эпокс С+ полиуретановая эмаль Акрус-Полиур (200 мкм). Здание СЭБ КС Портовая Балки на стапелях
Балки окрашенные Грунтом ГФ-021 Hempel 40 мкм
Балки перекрытия с упаковкой и маркировкойСварные балки готовы к отгрузке. Объект Коровники в Мордовию Балки перекрытия ТРК Парк Хаус г. КазаньСтоимость изготовления металлоконструкций балок покрытия и перекрытия можно узнать из прайс-листа
СКАЧАТЬ Прайс-лист на строительные металлоконструкции
Смотреть другие группы конструкций
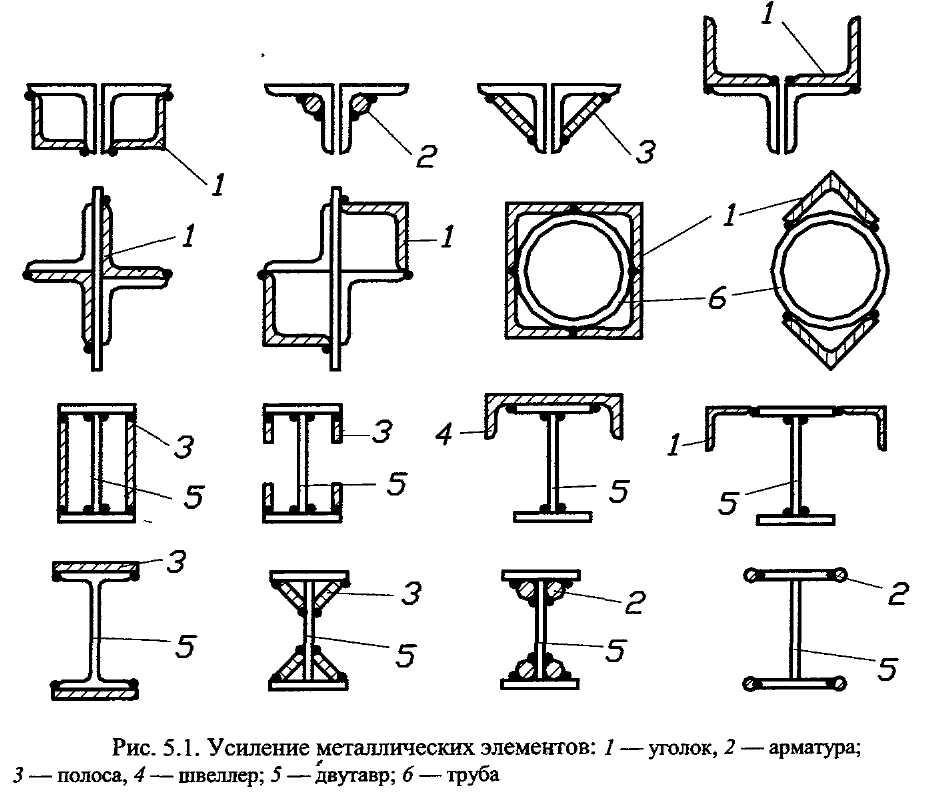
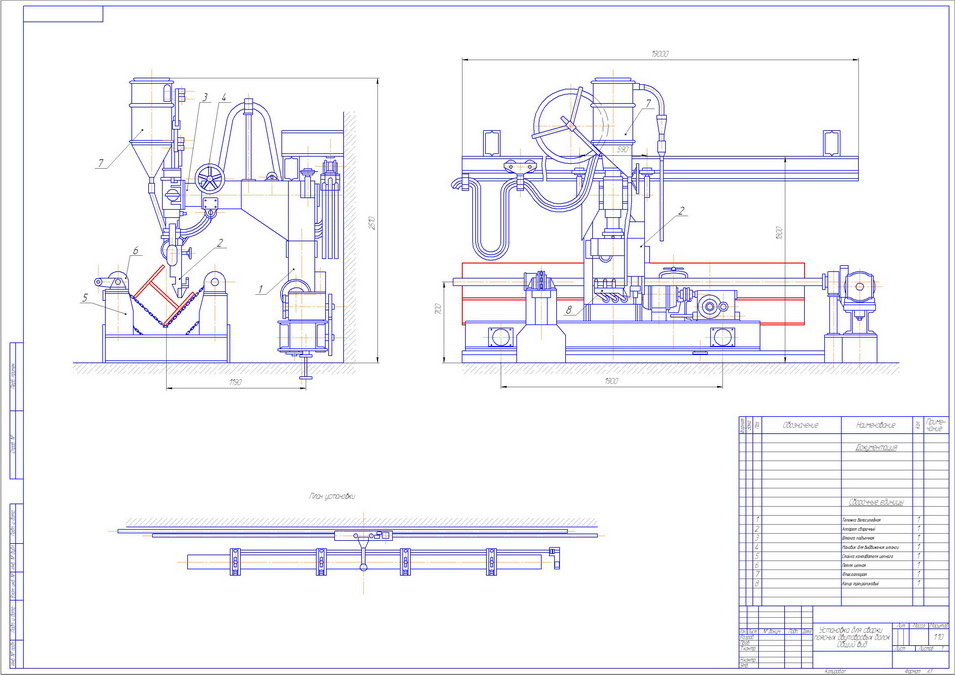
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Сварочные экраны и защитные шторки — в наличии на складе! Наиболее широкое применение имеют двутавровые балки с поясными швами, соединяющими стенку с полками. Обычно такие балки собирают из трех листовых элементов. При сборке нужно обеспечить симметрию и взаимную перпендикулярность полок и стенки (рис. 14.1), прижатие их друг к другу и последующее закрепление прихватками. Для этой цели используют сборочные кондукторы (рис. 14.2) с соответствующим расположением баз и прижимов по всей длине балки. На установках с самоходным порталом (рис. 14.3) зажатие и прихватку осуществляют последовательно от сечения к сечению. Для этого портал 1 подводят к месту начала сборки (обычно это середина балки) и включают вертикальные 2 и горизонтальные 3 пневмоприжимы. Они прижимают стенку балки 4 к стеллажу, а пояса 5 — к стенке. В собранном сечении ставят прихватки. Затем прижимы выключают, портал перемещают вдоль балки на шаг прихватки и операция повторяется. Вертикальные прижимы 2 позволяют собирать балки значительной высоты Н, не опасаясь потери устойчивости стенки от усилии горизонтальных прижимов. При изготовлении двутавровых балок поясные швы обычно сваривают автоматами под слоем флюса. Приемы и последовательность наложения швов могут быть различными. Наклоненным электродом (рис. 14.4,а,б) одновременно сваривают два шва, однако может возникнуть подрез стенки или полки. Выполнение швов «в лодочку» (рис. 14.4,в) обеспечивает более благоприятные условия их формирования и проплавления, зато приходится поворачивать изделие после сварки каждого шва. Для поворота используют позиционеры-кантователи. В центровом кантователе (рис. 14.5,а) предварительно собранная на прихватках балка 2 закрепляется зажимами в задней 1 и передней 3 бабках и с помощью червячном передачи 4 устанавливается в требуемое положение. Подвижная задняя опора позволяет сваривать в таком кантователе балки различной длины. Цепной кантователь (рис. 14.5,б) состоит из нескольких фасонных рам 5, на которых смонтировано по две звездочки (холостая 1 и ведущая 4) и блоку 6. Свариваемую балку 3 кладут на провисающую цепь 2. Вращением ведущих звездочек балка поворачивается в требуемое положение. Следует иметь в виду, что такой кантователь не обеспечивает жесткого положения свариваемой конструкции, поэтому сварку целесообразно производить сварочной головкой, перемещающейся непосредственно по балке. В некоторых случаях применяют кантователи на кольцах (рис. 14.5,в). Собранная балка укладывается на нижнюю часть кольца 1, откидная часть 2 замыкается с помощью болтов 3, и балка закрепляется системой зажимов 4. При раздельной сборке и сварке двутавра в универсальных приспособлениях доля ручного труда на вспомогательных и транспортных операциях (установка элементов, их закрепление, прихватка, освобождение от закрепления, извлечение из сборочного приспособления, перенос в сварочное приспособление, закрепление и поворот в удобное для сварки положение, снятие готового изделия оказывается значительной. Примером поточной линии первого типа может служить линия по производству сварных двутавровых балок на заводе им. Бабушкина в Днепропетровске. На рис. 14.6 показано расположение участков обработки стенок и полок, где римскими цифрами обозначены позиции выполнения отдельных операций. На рольганг участка заготовки стенок листы подают мостовым краном. Если стенку двутавра приходится собирать из двух листов по длине, то на позиции I стыкуемые кромки проходят обрезку. Для этого оператор, управляя приводом рольганга, располагает листы 1 и 2 по обе стороны от упора 3, выдвигаемого над поверхностью рольганга снизу пневмо-цилиндром (рис. 14.7,а). Затем шлеперное устройство 4 сдвигает оба листа до упоров 5; упор 3 убирается ниже поверхности рольганга н самоходная тележка с двумя резаками, перемещаясь по направляющим 6, одновременно обрезает кромки листов 1 и 2. На позиции II (см. рис. 14.6) рольгангом листы устанавливают стыкуемыми кромками по оси флюсовой подушки, зажимают и сваривают автоматом под флюсом. На позицию III сваренную заготовку 1 подают рольгангом до упора 2 (рис. 14.7,б) и резаком по направляющей 3 обрезают по размеру L. На позиции IV (см. рис. 14.6) заготовку стенки кантователем передают на параллельный рольганг с поворотом на 180°, где на позиции V укладывают стыковой шов с другой стороны, а на позиции VI осуществляют правку волнистости в многовалковой правильной машине. На позиции VII ножницы с двумя парами дисковых ножей обрезают продольные кромки по размеру высоты стенки. Для полок используют стальные полосы, продольные кромки которых обработки не требуют. Полосы, имеющие длину, равную длине свариваемой балки, укладывают краном на рольганг IX и подают в много. валковую правильную машину X для правки волнистости и саблевидности. Затем на рольганге XI средняя часть полосы защищается под сварку и готовые полки в горизонтальном положении с помощью магнитных захватов, подвешенных к траверсе крана, подают в питатель сборочного стана XII. На сборочном участке последовательно расположены питатель и сборочный стан. Питатель принимает элементы в горизонтальном положении (рис. 14.8,а), поворачивает полки на 90° и подает все три элемента в сборочный стан. Опорными базами питателя служат ролики. Поворотом роликов 2 (рис. 14.8,б) полки переводятся в проектное положение с опорой их кромок на ролики 3. Выдача всех трех элементов из питателя осуществляется приводом опорных роликов 1 и 3. Общая компоновка узлов питателя показана на рис. 14.9. Два жестких суппорта 4 несут правую и левую группы опорных и приводных роликов. Их перемещением по направляющим 2 станины 1 (сближение или раздвижка) осуществляют наладку питателя по высоте собираемой балки. Перемещение суппортов производится оператором с пульта управления включением электродвигателя 5, который приводит в движение ходовые винты 3. Схема привода опорных роликов предусматривает возможность настройки питателя на заданную ширину полки. В сборочном стане элементы балки принимаются системой роликов, расположенных, как в питателе (рис. 14.10,а). Движение осуществляется вращением первой пары прижимных роликов 2. Положение элементов при сборке задается системой опорных баз и прижимов. При опускании роликов 1 (рис. 14.10,б) стенка балки 6 ложится на магнитный стол 4, притяжение которого фиксирует ее положение и устраняет волнистость. Подъемники 5 приподнимают полки над роликами 3, располагая их симметрично относительно стенки. Сборка завершается зажатием элементов по всей длине гидроцилиндрами прижимных роликов 2 и постановкой прихваток. После выключения магнитного стола и отхода прижимных роликов 2 ролики 1 приподнимают балку и она выдается из стана включением нажатия и вращения крайней пары роликов 2 {рис. 14.10,в). Из сборочного стана двутавр поступает на рольганг сварочного участка, где к нему приваривают выводные планки в виде тавриков. Так как в этой поточной линии поясные швы выполняют в положении «в лодочку» и первый из них укладывают со стороны, где нет прихваток, то на сварочном участке балку приходится последовательно устанавливать в положения, показанные римскими цифрами на рис. 14.11. Кантователь 11 (рис. 14.12) перекладывает балку с рольганга 10 на рольганг 2 с поворотом на 180°, подавая ее к сварочной установке 1, а затем к сварочной установке 9 до упора 8. Затем швелерным устройством 3 без кантовки балку передают на рольганг 4, откуда кантователем 5 с поворотом на 180° возвращают на рольганг 2 к сварочной установке 7 с последующей подачей к установке 6. После сварочного участка балка попадает на участок отделки, где последовательно проходит через две машины для правки грибовидности полок (рис. 14.13) и через два торцефрезерных станка. В рассмотренной поточной линии во время транспортирования заготовок технологические операции не производятся. Примером установки, где транспортирование осуществляется непрерывно и совмещается во времени с выполнением сборочно-сварочной операции, может служить станок СТС-138 для сборки и сварки тавровых балок (рис. Американской фирмой «АМФ—Термантул» выпущены агрегаты для производства сварных двутавров из рулонного проката или обычных полос и листов. Заготовки для стенки и полос двутавра из рулонной стали подают к сварочному агрегату из трех разматывателей. Гибочное устройство обеспечивает подачу полок в зону сварки под углом 4—7° к кромкам стенки (рис. 14.15). Скользящие контакты 1 и 2 подводят ток к одной из полок и отводят от другой — сварочный ток протекает по поверхности стыкуемых элементов и через место их контактов под обжимаемыми роликами. При приварке полки к кромке стенки (рис. 14.16,а) сварное соединение приобретает неблагоприятную форму. Холодная деформация кромки стенки для увеличения ее толщины с зачисткой соединения после сварки в горячем состоянии позволяет обеспечить плавный переход от стенки к полке (рис. 14.16,б). В соответствии с этим в рассматриваемом агрегате кромки перед сваркой с полками проходят предварительную осадку. Жесткие заготовки полок значительной толщины подают не из рулонов, а поштучно из питателей. Эти заготовки проходят сварочную установку, плотно прижатые торцами друг к другу. Принципиальным отличием отечественной технологии производства сварных двутавров является применение высокочастотного индукционного нагрева свариваемых кромок без скользящих контактов. Полки фиксируют относительно стенки за выступ тавра (рис. 14.16,в), а не за наружные кромки. Такая технология отработана на опытно-промышленной установке ВНИИМетмаша и ИЭС им. Е. О. Патона, и для ее реализации строится цех производства сварных двутавров. Балки коробчатого сечения сложнее в изготовлении, чем двутавровые. Однако они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовыхэлементов. Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 14.17,а) и прихватывают боковые стенки. Затем собранный П-образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 14.17,б). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут наклоненным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы. При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии Узловского машиностроительного завода (рис. 14.19). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и приводят автоматическую сварку под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3, 5 представляют собой систему козелков, размещенных параллельно друг другу на расстоянии 1,5—2 м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». Сборка балки завершается на стенде 2, куда без кантовки передается мостовым крапом собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок соковых стенок, полученные во время приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, выгибают балку до полной выборки строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют прихватками. После освобождения балки строительный подъем восстанавливается. Далее балку передают на стенд 1 для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсам перемещаются два сварочных автомата 15. выполняющие под флюсом одновременно два поясных шва. Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают, головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После кантовки балки таким же образом выполняют вторую пару швов. Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов. Схема сборочного кондуктора показана на рис. 14.20. На раме1с помощью ходовых винтов 2 передвигаются упоры 3 пневмоприжимами 4. Ход прижима 4 обеспечивает закрепление стенки 5 высотой 450—800 мм. Нижний лист 6 коробчатого элемента имеет равномерно расположенные вдоль продольной оси овальные отверстия, позволяющие производить окраску внутренней поверхности, использовать подставку 7 для фиксации листов. Последовательность операций показана на рис. 14.21. После установки нижнего (рис. 14,21,а) и двух боковых листов через отверстие в нижнем листе выдвигают подставку и поворачивают ее на 90° (рис. 14.21,б). Подставка имеет разжимные кулачки, с помощью которых боковые листы прижимают к опорным стойкам, фиксируя заданный габаритный размер. Лапы кондуктора прижимают боковые листы к основанию. Затем трактором наклоненными электродами выполняют первую пару внутренних швов, причем по мере движения трактора выдвижные подставки автоматически убираются в корпус приспособления (рис. 14.21,в). После этого упоры с прижимами раздвигают, подставки поднимают на уровень нижней кромки второго горизонтального листа, раздвигая для удобства сборки верхние кромки вертикальных листов (рис. 14.21,г). Устанавливают верхний лист (рис. 14.21,д), возвращают упорные стойки с прижимами и двухдуговым трактором заваривают наружную пару швов (рис. 14.21,е). Сварку остальных швов выполняют вне кондуктора двухдуговым трактором (рис. 14.21,ж,з). Стан для сварки балок ESAB. Beam weldingВидео: ESAB.ru |
 Если балка имеет весьма большую высоту, например элементы мостовых пролетных строений, ее стенку изготовляют из нескольких продольных листов. Для сборки таких балок также может использоваться установка со сборочным порталом, но с большим числом вертикальных прижимов.
Если балка имеет весьма большую высоту, например элементы мостовых пролетных строений, ее стенку изготовляют из нескольких продольных листов. Для сборки таких балок также может использоваться установка со сборочным порталом, но с большим числом вертикальных прижимов. Использование поточных линий, оснащенных специализированным оборудованием и транспортирующими устройствами, существенно сокращает эти потери. Поточные линии сварки балок таврового или двутаврового сечения могут оснащаться либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса, либо автоматизированными установками непрерывного действия.
Использование поточных линий, оснащенных специализированным оборудованием и транспортирующими устройствами, существенно сокращает эти потери. Поточные линии сварки балок таврового или двутаврового сечения могут оснащаться либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса, либо автоматизированными установками непрерывного действия. Подъемные столы 5 (рис. 14.7,в) с поперечным перемещением от ходовых винтов 6 приподнимают заготовку стенка над роликами рольганга 1, ориентируют ее и устанавливают по оси симметрии ножниц. Прямолинейность обрезаемых кромок обеспечивается тем, что задний конец заготовки захватывается пневмозажимом 2, скользящим по направляющей 3. Такой же пневмо-зажим 4 захватывает передний конец стенки на выходе из ножниц. Затем на позиции VIII (см. рис. 14.6) обрезанные кромки проходят очистку под сварку вращающимися щетками н готовая стенка рольгангом подается на позицию XII в питатель сборочного участка.
Подъемные столы 5 (рис. 14.7,в) с поперечным перемещением от ходовых винтов 6 приподнимают заготовку стенка над роликами рольганга 1, ориентируют ее и устанавливают по оси симметрии ножниц. Прямолинейность обрезаемых кромок обеспечивается тем, что задний конец заготовки захватывается пневмозажимом 2, скользящим по направляющей 3. Такой же пневмо-зажим 4 захватывает передний конец стенки на выходе из ножниц. Затем на позиции VIII (см. рис. 14.6) обрезанные кромки проходят очистку под сварку вращающимися щетками н готовая стенка рольгангом подается на позицию XII в питатель сборочного участка.
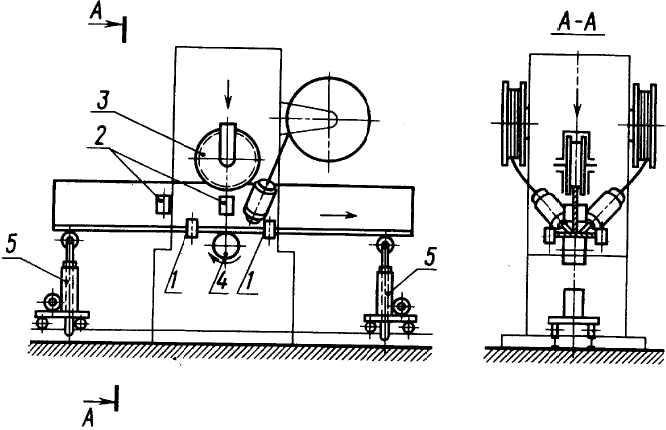
 14.14). Взаимное центрирование заготовок, их перемещение и автоматическая сварка под флюсом обоих швов осуществляются одновременно. Устройство для прижатия стенки тавра к поясу состоит из пневматического цилиндра и нажимного ролика 3. Центрирование элементов тавра производится четырьмя парами роликов; из них две пары 1 направляют пояс вдоль оси станины, а две другие пары 2 удерживают стенку вертикально и обеспечивают ее установку на средину пояса. Движение свариваемого элемента осуществляется приводным опорным роликом 4. Для плавного изменения скорости применен вариатор. Концы балки поддерживаются роликами опорных тележек 5.Для высокопроизводительного изготовления сварных балок в непрерывных автоматических линиях большое значение приобретает применение сварки токами высокой частоты, обеспечивающей скорость сварки 10— 60 м/мин, т. е. на порядок выше, чем при сварке под слоем флюса.
14.14). Взаимное центрирование заготовок, их перемещение и автоматическая сварка под флюсом обоих швов осуществляются одновременно. Устройство для прижатия стенки тавра к поясу состоит из пневматического цилиндра и нажимного ролика 3. Центрирование элементов тавра производится четырьмя парами роликов; из них две пары 1 направляют пояс вдоль оси станины, а две другие пары 2 удерживают стенку вертикально и обеспечивают ее установку на средину пояса. Движение свариваемого элемента осуществляется приводным опорным роликом 4. Для плавного изменения скорости применен вариатор. Концы балки поддерживаются роликами опорных тележек 5.Для высокопроизводительного изготовления сварных балок в непрерывных автоматических линиях большое значение приобретает применение сварки токами высокой частоты, обеспечивающей скорость сварки 10— 60 м/мин, т. е. на порядок выше, чем при сварке под слоем флюса. Разрезку непрерывной стенки выполняют в местах расположения непроваренных стыков полок.
Разрезку непрерывной стенки выполняют в местах расположения непроваренных стыков полок. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 14.17,б), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении. Целесообразно выполнять тавровое соединение в вертикальном положении сразу после сборки (рис. 14.18,а). Это исключает операцию кантовки балки и позволяет выполнять одновременно два угловых шва наклоненным электродом или автоматической сваркой в среде СО2. Предложение заменить угловые швы (рис. 14.18,а) пробочными проплавными соединениями (рис. 14.18,б) с отбортовкой кромок диафрагм не нашло применения в производстве.
Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 14.17,б), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении. Целесообразно выполнять тавровое соединение в вертикальном положении сразу после сборки (рис. 14.18,а). Это исключает операцию кантовки балки и позволяет выполнять одновременно два угловых шва наклоненным электродом или автоматической сваркой в среде СО2. Предложение заменить угловые швы (рис. 14.18,а) пробочными проплавными соединениями (рис. 14.18,б) с отбортовкой кромок диафрагм не нашло применения в производстве. «Гребенку» переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется боковыми стенками, что необходимо иметь в виду при проектировании их раскроя. Сборка осуществляется с помощью портальной самоходной установки 4. Для сварки диафрагмы со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде CO2.
«Гребенку» переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется боковыми стенками, что необходимо иметь в виду при проектировании их раскроя. Сборка осуществляется с помощью портальной самоходной установки 4. Для сварки диафрагмы со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде CO2. В отличие от балок у них нет диафрагм, поэтому в серийном производстве используют специальные сборочные кондукторы, фиксирующие детали по наружному контуру. Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости угловых швов наклоненными электродами. Для этого используют двухдуговые тракторы типа ТС-2ДУ.
В отличие от балок у них нет диафрагм, поэтому в серийном производстве используют специальные сборочные кондукторы, фиксирующие детали по наружному контуру. Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости угловых швов наклоненными электродами. Для этого используют двухдуговые тракторы типа ТС-2ДУ.Чертежи арматуры железобетонных конструкций
При составлении чертежей необходимо соблюдать установленные условные обозначения различных материалов, деталей, видов соединений.
В табл. 3 даются условные изображения прокатных профилей, применяющихся в качестве арматурных стержней, а в табл. 4 и 5 — условные изображения арматуры гладкой и периодического профиля.
Арматуру обычно показывают на рабочих чертежах железобетонных конструкций, руководствуясь которыми производят следующие операции:
а) заготовку (резку, гнутье, сварку) отдельных стержней, сеток и каркасов;
б) установку сеток или каркасов в формы на предприятиях, производящих железобетонные детали;
в) установку отдельных стержней, сеток или каркасов на месте работ в подготовленную опалубку при возведении монолитных железобетонных конструкций на строительной площадке.
Поэтому на рабочих чертежах железобетонных конструкций показывают планы фундаментов (если они запроектированы из железобетона), планы перекрытий (с показанием на них взаимного расположения балок, колонн и плиты) и, кроме того, отдельные конструктивные элементы из железобетона.
Примечание. Обозначения даны в соответствии с инструкцией по применению горячекатанной арматуры периодического профиля в железобетонных конструкциях (И 103—52).
Все одинаковые элементы обозначаются на планах одинаковыми буквами или цифрами. На рабочих чертежах железобетонных конструкций также должны быть показаны детали каждого конструктивного элемента с так называемой выноской арматуры, т. е. с изображением каждого отдельного стержня, входящего в состав арматуры элемента, с указанием его формы, длины, диаметра, номера и количества одинаковых стержней, которые нужно изготовить.
Рис. 7. Рабочий чертеж железобетонного монолитного ребристого перекрытия, армированного одиночными стержнями гладкой арматуры круглого сечения
На рис. 7 показан рабочий чертеж монолитного ребристого перекрытия, состоящий из чертежей армирования плиты, второстепенной балки и колонны, спецификации и выборки арматуры. Здесь же приведен подсчет расхода материалов на все перекрытие.
Как видно из рисунков, для получения полного представления об армировании конструкции на чертежах дается ее продольный и поперечный разрез. Поперечных разрезов (сечений) может быть несколько, в зависимости от изменения расположения стержней по длине; каждый из разрезов обозначается цифрой или буквами. Каждый стержень на чертежах обозначается цифрой, стоящей в кружке. Помимо сечений и выноски, номер стержня проставляется также в спецификации, т. е. в таблице, в которой указывается диаметр, полная длина и вес одного стержня и всех стержней данного номера, необходимых для армирования какого-либо конструктивного элемента.
На чертеже балки видно, что рабочую и распределительную арматуру вычерчивают в одну линию толщиной в три раза большей, чем контуры балки. Хомуты вычерчивают линиями в два раза меньшей толщины, чем линии обводки арматуры. Порядковые номера стержней обводят кружками. На выносных линиях кроме номера стержня, проставляют количество и диаметр стержней.
Перед цифровым обозначением величины диаметра стержня обычной круглой арматуры ставят условный знак о при применении горячекатаной арматуры периодического профиля ставят аналогичный условный знак, но пересеченный не одной, а двумя параллельными линиями.
В спецификации указываются форма стержня и длина отдельных его участков. Стержни или хомуты одинакового диаметра и формы обозначаются одним номером.
Сварные металлоконструкции | ООО «Стиллер»
Современное строительство не мыслит своего существования без металлоконструкц Прежде чем металлоконструкц
Прежде чем металлоконструкц
Для проведения монтажа металлоконструкий, особенно таких важных, как стропильные балки, необходимо произвести правильный их расчёт. Производится расчёт балок на действие нагрузки, как от собственного веса, так и сосредоточенной силы панелей, фонарей, грузоподъёмного и другого подвесного транспорта. Считается, что если таких сил более четырёх, то нагрузка является распределённой равномерно. При производстве расчётов приходится учитывать класс используемых материалов, в том числе арматуры и бетона, размеры поперечного сечения, степень натяжения и другие показатели, на основе которых выбирается лучший вариант балки, составляется пакет документов, необходимых для изготовления и монтажа балок. При этом обязательно уделяется внимание будущему креплению к верхней части балок панелей перекрытия. Для этого верхние полки балок должны иметь закладные детали с шагом от 1,5 до 3 метров. Традиционно это металлические пластины стандартного размера 20 на 30 см и толщиной 10 мм. Опоры балок также комплектуются закладными пластинами для последующей их приварки к колоннам и подстропильным балкам.
Для установки стропильных балок, особенно при строительстве одноэтажных зданий, где ширина пролётов не превышает 18 метров, а шаг колонн составляет 12 мм, используются подстропильные балки, расчёт и монтаж которых также требует достаточного внимания. О важности этого элемента металлоконструкц
Для изготовления межэтажных и других перекрытий могут использоваться различные материалы, но большим спросом пользуются металлические конструкции, в частности балки перекрытия изготавливаются из сварного двутавра. Металлическими балками можно покрыть пролёты, имеющие большую нагрузку, к тому же такие балки устойчивы к различным механическим и химическим воздействиям и удовлетворяют всем требованиям пожарной безопасности, чему при проектировании уделяется большое внимание. Однако ещё на начальных стадиях работ стоит уделить внимание защите конструкции от коррозии, особенно если конструкцию предполагается эксплуатировать в сложных условиях под воздействием агрессивных сред. Для обеспечения защиты от вредного воздействия при производстве балок необходимо позаботиться о наличии защитного слоя.
Конструкция металлических балок перекрытия отличается от каркасных конструкций, так как её концы не фиксируется, в связи с чем, в её конструкции предусмотрены шарнирные опоры. Основным показателем для проведения правильного расчёта балок являются, как и при расчёте других металлоконструкц
На подкрановые ветви стальных колонн устанавливаются подкрановые балки. Крепление происходит болтами или на сварке. Подъём подкрановой балки процесс непростой. Поэтому конструкторы учитывают этот факт, и проектируют приспособления для временного закрепления балки. Для правильной установки и для упрощения подъёма подкрановых балок в их конструкции предусмотрены специальные оттяжки, при помощи которых во время подъёма можно регулировать положение балки и обеспечить её точную посадку на опоры консоли колонны. Проектная документация включает в себя рекомендации относительно строповки изделия, вид которой зависит от длины балки. В тех случаях, если балка имеет большую длину, используются траверсы и захваты, которые способны удержать балку вертикально. В более простых случаях используется двухветвевая строповка.
Конечная установка подкрановых балок производится по осевым рискам на колоннах и балках, что очень важно учесть в процессе проектирования. Для временного раскрепления предусмотрено использование анкерных болтов или других приспособлений. Только после того, как балки выверены геодезическим инструментом, происходит сварка крепёжных деталей балок к колоннам посредством закладных деталей. Очень важно при составлении пакета документов учесть вид кранового оборудования. В зависимости от веса конструкции и конструктивных особенностей самого помещения, в рабочих чертежах может быть предусмотрена возможность монтажа гусеничным, автомобильным и даже железнодорожным краном.
Сварные и перфорированные балки, фермы, колонны
Сварные двутавровые балки являются очень прочным и надежным элементом несущих конструкций и применяются в современных зданиях и сооружениях промышленного, социального и сельскохозяйственного назначения. Популярность двутавровых балок объясняется тем, что при всей своей простоте строения и изготовления, они обладают высокой несущей способностью и способны выдерживать довольно значительные нагрузки.
Сварные двутавровые балки изготавливаются в цехе, техническая оснащенность которого находится на высоком уровне. Производственные мощности позволяют изготовить до 2 000 тонн сварных балок в месяц.
Широкий ассортимент продукции в сравнении с прокатной балкой: марка стали ст.3сп/пс, ст.09Г2С-12, 10 ХСНД, 390, 690. Длина в размер от 3 до 18 метров. Уникальные балки со стенкой переменного сечения. Ультразвуковой контроль качества сварных швов. Мы принимаем заказы на изготовление сварных балок разного типа: по чертежу заказчика, в соответствии с размерами, принятыми для катаных балок по ГОСТ или ТУ, а также балочных изделий нестандартного исполнения. Понятие сварная балка включает широкий ассортимент изделий, произведенных по разным технологиям изготовления.
Составные сварные двутавры с параллельными или наклонными гранями полок используют в конструкциях зданий, мостах, эстакадах, гидротехнических сооружениях. В строительных конструкциях балки присутствуют в составе балочных клеток, предназначенных для восприятия нагрузок и передачи их на колонны и стены. В усложненных балочных клетках составные балки являются главными, а прокатные двутавровые балки используют в качестве вспомогательных балок и балок настила. Составные балки ориентированы вдоль пролета и в балочной клетке располагаются с определенным шагом между колоннами в перпендикулярном направлении.
Вы можете заказать изготовление сварной балки или купить готовую прокатную продукцию следующих конструкций:
• составные балки, сваренные из листовой стали, полосового проката, уголков, тавровых профилей;
• легкие балки с гибкой стенкой;
• балки с гофрированной стенкой;
• перфорированные балки, сваренные из разрезанной определенным образом вдоль двутавровой балки;
• бистальные балки из марок стали разной прочности, в которых сталь повышенной прочности используется в напряженных участках поясов двутавра, а сталь более низкой прочности — в участках, испытывающих нормальные напряжения.
Балки с гибкой стенкой выполняются с утонченной (по сравнению со стандартной) стенкой и ребрами жестокости, расположенными на определенном расстоянии, устанавливаемом по расчету. Работа таких балок напоминает работу раскосной фермы, в которой растянутые участки стенки двутавра играют роль растянутых раскосов, а сжатые стойки выполняют роль ребер жесткости, поэтому балка может нести заявленную нагрузку, а ее использование в строительных конструкциях позволяет добиться снижения расхода металла.
Балки с гофрированной стенкой обладают уменьшенной металлоемкостью по сравнению с обычными балками, хорошей местной устойчивостью и крутильной жестокостью. Облегченные и легкие гофробалки являются двутавром, стенки которого изготовлены из профилированного листового материала (с трапециевидными, прямоугольными, волнистыми, треугольными гофрами), соединенного путем автоматизированной сварки непрерывным равнопрочным сварным швом с поясами из полосовой стали. Гофробалки широко применяются в мостостроении, строительстве производственных и жилых зданий, ангаров, складов, хорошо работают на изгиб и используются как балки перекрытий, покрытий, ригели рам, а также в качестве элементов колонн, стоек рам, работающих под воздействием нормальных сил. rMtl # H \ { ‘? DVxwӫ «V lejǨm [к * ߗ BMX4K \ đ aMv & O \ N5_> 0Tkn! Nq) | 2O`ΝW 花?, #} & dd>] V +: JIf-, gx, Ppno.qS # UDB2TT`Wȟ vCFp1 (SͫpD5VU _ ?; ABCUl;, / 6 ߾] (lJ ⡙ s_dK = DIF4 @ / `xS o7’jpBCPCbw [! ($ y \ Dmf6g EAZ; Dkd + Yt {K: M * ‘旼 tT L &
Кажется, мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.АВТОР}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Проверка вашего продвижения Стальная модель
У моего учителя столярного дела была поговорка, которая сохранилась у меня со школы: «дважды отмерь, один отрежь». Всякий раз, когда я пытаюсь сделать проект своими руками, я всегда вспоминаю эту поговорку, и у меня есть поговорка для специалистов по работе с Advance Steel: «Проверяйте партии, один раз прогоняйте свои чертежи», не так быстро, но не менее важно.
Сколько раз вы запускали чертежи, чтобы обнаружить, что пластина не была приварена к сборке, элементы неправильно сварены вместе, отверстия за пределами объекта или, что еще хуже, стальные конструкции были отправлены на площадку, и произошло столкновение, которое не было выбрано вверх.
В Advance Steel есть множество инструментов проверки, которые можно использовать для устранения этих ошибок до того, как вы запустите чертежи или стальные конструкции попадут на место, и я дал краткий обзор каждого из инструментов ниже, недавно я провел веб-семинар который рассмотрел все различные методы проверки, запись этого вебинара можно найти здесь — Проверка вашей модели Advance Steel для устранения ошибок чертежа.
Проверка на коллизию — проверяет, сталкиваются ли два элемента физически, также включает зазоры для инструментов вокруг головок болтов и гаек, а также проверяет, достаточно ли места для установки болтов.Рекомендуется использовать 2D-каркас при проверке коллизий, поскольку система будет отображать коллизию красным цветом.
Техническая проверка стальных конструкций — этот инструмент используется реже, но может устранить множество ошибок, которые останутся незамеченными, пока вы не редактируете чертежи. Эта проверка выделяет конструктивные факторы, такие как болты, расположенные слишком близко к краю материала и т. Д. Я использовал ее, чтобы выделить любые отверстия, которые находятся за пределами объекта, или сварные швы, которые соединяются только с одним элементом.
Проверка модели — проверяет элементы модели, которые не имеют смысла для Advance Steel. Типичным примером является балка с отрицательной длиной, потому что обработка концов, такая как Shorten, длиннее самой балки.
Отметьте незакрепленные детали — этим будет отмечен любой незакрепленный элемент, то есть любой элемент, который не приварен или не прикручен к другому элементу.
Четкая маркировка и отображение объектов, подключенных в магазине — у вас может быть сценарий, в котором у вас есть заглушка с концевой пластиной, приваренной к главной балке, и если вы забыли приварить заглушку к главной балке, отметьте Проверка незакрепленных деталей не выделит заглушку, так как торцевая пластина, приваренная к заглушке, прикрепляет ее.Четкая маркировка и отображение объектов, подключенных в магазине, позволяет пользователю выбрать любой объект в модели, и он будет отмечать все, что прикреплено.
Информация о центре тяжести и общем весе — Вы можете использовать сварную сборку и вам необходимо знать центр тяжести, или у вас могут быть ограничения по весу из-за ограничений ручного управления. COG будет отображаться как точка AutoCAD в модели, вы должны сначала использовать команду «Очистить маркировку и отобразить объекты, подключенные в магазине», затем выбрать отмеченные объекты, прежде чем нажимать кнопку «Информация о центре тяжести и общем весе».
Информация о весе сборки — Это дает только информацию о массе сборки, вам не нужно ничего выделять или отмечать, просто нажмите кнопку и выберите любую часть сборки.
Средство четкой маркировки и отображения для подключения — мы все были в ситуации, когда мы открывали сборочный чертеж, и он показывает элементы, которые не должны быть соединены и нигде рядом друг с другом в модели. Этот инструмент выделит все сварные швы или заводские болты, соединяющие элементы.
Откройте для себя Graitec PowerPack для Advance Steel, который содержит ряд мощных оригинальных функций для структурных рабочих процессов. Если у вас есть вопросы, отправьте нам запрос прямо сейчас:
# TITLE # || КОБЕЛКО — КОБЕ СТАЛЬ, ООО. —
Справочные материалы по сварке
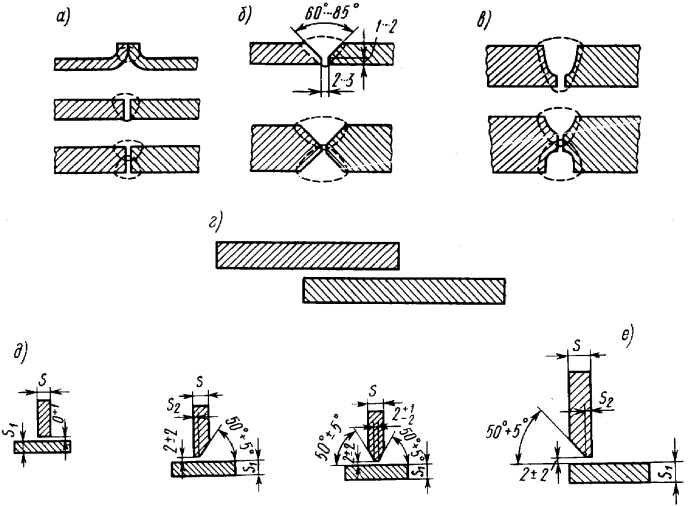
1-3. Виды сварочного обозначения
(1) Для сварных швов на противоположной или противоположной стороне стрелки
(2) Для сварных швов со стороны стрелки или ближней стороны
1-3-2.Примеры обозначений сварки
| Приварной профиль | Фактическое значение сварного шва Обозначение сварки |
|---|---|
| Сварка на месте Сторона стрелки или ближняя сторона | |
| Противоположная сторона или другая сторона стрелки | |
| Сторона стрелки или ближняя сторона | |
| Противоположная сторона или другая сторона стрелки | |
| Обе стороны | |
| Для корневого зазора 2 мм | |
| Для корневого зазора 2 мм | |
| Сварные швы с канавкой 16 мм глубиной , углом канавки 60 °, корневым зазором 2 мм и толщиной листа 19 мм | |
| Сварные швы со стальной основой: толщиной листа 12 мм, угол канавки 45 °, 4.Корневой зазор 8 − мм , обработанный для чистовой обработки поверхности | |
| Сварной шов с частичным проплавлением: толщина листа 12 мм, глубина канавки 5 мм, угол канавки 60 °, корневой зазор 0 мм | |
| Глубина канавки: 16 мм на со стороны стрелки и 9 мм на с противоположной стороны; Угол паза : 60 ° со стороны стрелки, 90 ° с противоположной стороны; Зазор между зубьями: 3 мм | |
| С обеих сторон: глубина канавки 25 мм , угол канавки 25 ° , радиус основания 6 мм, корневой зазор 0 мм | |
| Тройник со стальной основой: Угол паза 45 °, 6.Корневой зазор 4 мм | |
| Глубина канавки: 16 мм на со стороны стрелки, 9 мм на с противоположной стороны; Угол паза : 45 ° на стороне стрелки , 45 ° на противоположной стороне ; Корневой зазор: 2 мм | |
| Угловые швы с разной длиной плеча с обеих сторон | |
| Угловые швы с полкой 6 мм Длина с обеих сторон | |
| Параллельные швы: 50 − мм длина сварного шва, 3 сварных шва, шаг 150 − мм |
В начало страницы
балок из нержавеющей стали на заказ для моста Story в Брисбене
Специальные полированные балки со смещением от центра 316L
Завершение строительства, объявленное на 2013 год, дважды откладывалось.Эти задержки были вызваны несколькими факторами; например, вопросы наследия, касающиеся эстетики самого длинного консольного моста в Австралии, а также улучшения конструкции сетки для лучшего обзора.
Montanstahl участвовал в проекте по производству и поставке опор из нержавеющей стали. На начальном этапе они были спроектированы как полые секции с переменным сечением по длине опоры. Следующая доработка касалась балки с конической высотой (некоторые прототипы которой были изготовлены и отправлены в Австралию для оценки).
Балка со смещенной стенкой и постоянным поперечным сечением является окончательным выбором (80x80x6x6 мм). Было две разные длины подачи: 3,4 м и 4,5 м. Выбранный материал — нержавеющая сталь 316L. Поверхность должна быть отполирована до шероховатости макс. Ra 0,7 мкм для облегчения процесса электрополировки. Этот процесс улучшает дополнительную коррозионную стойкость материала.
Решение: Технология малой ударной лазерной сварки
Характеристики, необходимые для этих балок, подтолкнули нас к выбору технологии лазерной сварки с низким уровнем воздействия.В этой специальной технологии лазерной сварки используется специальный лазер, который обеспечивает пониженное тепловложение с небольшой деформацией и минимальным разбрызгиванием сварного шва.
Оба аспекта очень важны, поскольку перед лазерной сваркой пластины необходимо отполировать. Это позволяет значительно сэкономить и улучшить качество полировки по сравнению с последующей полировкой готовой секции.
Любая деформация прутка, приводящая к дополнительным процессам правки, может повлиять на поверхность, что неблагоприятно.
Кроме того, уменьшение разбрызгивания благодаря лазеру Low Impact очень важно, чтобы не повредить драгоценную поверхность, которая была образована ранее.
Кроме того, общие допуски на размеры довольно требовательны, так как зажим для фиксации затора будет подключен, и штанга должна точно соответствовать, если штанга будет слишком маленькой или слишком большой, она не будет соответствовать.
Своевременная доставка является обязательной
Из-за всех предыдущих задержек график был очень плотным.Однако оптимизированное и правильно организованное производство с определением списков приоритетов необходимой длины обеспечило бесперебойную работу всего производства.
Заказчик запросил выполнение следующих шагов на каждой единственной изготовленной опоре: осмотр
, измерение размеров с соответствующим протоколом, упаковка в воздушные подушки и, наконец, хранение в специальных деревянных ящиках.
Некоторые контейнеры покинули склад даже раньше согласованного графика.
Последний шаг в Австралии
Однажды в Австралии каждый столб был обработан для установки соединения фиксации сетки.Полюс был изогнут роликами до расчетного радиуса и, наконец, электрополирован, чтобы повысить коррозионно-стойкие свойства и, как следствие, увеличить срок службы.
Инсталляция никак не повлияла на эстетику стального консольного моста, внесенного в список культурного наследия, но предотвратит прыгающие смерти.
Новый подход к оптимизации ультразвукового контроля аустенитных сварных швов
Новый подход к оптимизации ультразвукового контроля аустенитных сварных швов1 — ВВЕДЕНИЕ
- На сегодняшний день ультразвуковой контроль аустенитных сплавов является предметом большой
количество публикаций, описывающих довольно разные техники, но, к сожалению,
часто замечал, что результаты, полученные от фактического применения данной техники, были
не всегда так хорошо, как в упомянутых публикациях.Вот почему
проблемы, связанные с выбором адекватной техники проверки для данного
Конфигурация материала / сборки / искомого дефекта и его реальная эффективность пока не решены.
Наконец, нет никаких сомнений в том, что в атомной отрасли был достигнут определенный прогресс, но перехода в другие промышленные сегменты (например, в нефтехимическую промышленность) не произошло.
- Боковые просверленные отверстия параллельно оси сварного шва (диаметр = 3 мм)
- Пазы (глубина: от 1 мм до 3 мм)
- Выбор зондов, наиболее подходящих для базы данных из более чем 40 зондов, экспериментированных с эталонными блоками.
- Определение с помощью нового метода частоты, используемой для получения наилучшего отношения сигнал / шум.
- Проведение луча через зону сварки с использованием сфокусированных зондов вместо электродинамические зонды.
| Рис. 1. Чертеж образца толщиной 20 мм. |
В рамках проекта, спонсируемого группой (10 партнеров — французские, немецкие и канадские) под руководством INSTITUT DE SOUDURE в сотрудничестве с IZFP — Sarbrücken, были изучены современные методы испытаний аустенитных сварных швов, чтобы определить влияние основного материала и типа процесса сварки на характеристики ультразвукового контроля. .
Для выполнения этой программы образцы из 316L, инконеля и дуплексной стали сваривали несколькими способами. В каждом образце были обработаны искусственные эталонные дефекты:
Было проведено сравнение нескольких методов: ручные ультразвуковые методы, фазированные решетки, Применяются EMAT, TOFD и различная обработка сигналов.Для обычного ультразвукового контроля было изучено влияние рабочих параметров: частоты, типа датчиков, распространение через зоны сварки.
Цель этой конференции — объяснить, как подготовить традиционный ультразвуковой контроль с учетом этих результатов:
- Цель базы данных — помочь оператору ультразвуковой диагностики выбрать лучший датчик для ручного тестирования в заданной конфигурации. Для этого на образцах были выполнены некоторые измерения с помощью набора зондов.
- низкий и высокий ультразвуковой тракт в аустенитной стали, обеспечивающий наилучшие результаты
- низкий и высокий ультразвуковой путь в зоне сварки, для которых датчик подходит спектакль
- разрыв разницы в усилении Gd с датчиком WSY
- отношение сигнал / шум
- резерв усиления
- характеристики зонда.
- A: KRAUTKRAMER MSWQC SW
- B: KRAUTKRAMER MSWQC LW
- C: ПО KRAUTKRAMER MWB
- D: KRAUTKRAMER WSY LW
- E: Двухэлементный SW KRAUTKRAMER VS
- F1: Двойной элемент KARL DEUTSCH ASF55 SW
- F2: Двойной элемент KARL DEUTSCH ASF30 LW
- G1: Двойной элемент CHEN & LEHMANN R150 LW
- G2: CHEN & LEHMANN R100 / R75 LW
- H: SIEMENS SEL4 70 ° LW
- I: Двухэлементный композитный элемент KRAUTKRAMER 3XW LW
- J: KRAUTKRAMER прототип №1 композитный двойной элемент LW
- K: KRAUTKRAMER VSY OL
- угол преломления 45 °
- глубина испытания менее 15 мм
- Сварка стали 316L вручную
- отношение сигнал / шум больше 18 дБ.
Для каждого образца, представленного на рисунке 1, и для каждого зонда были измерены следующие параметры:
Список основных зондов, протестированных для разработки базы данных, приводится здесь после:
База данных хранит все полученные результаты. Эту базу данных следует использовать осторожно, потому что она не объединяет чувства оператора.
В таблице ниже приведен пример значений, полученных из базы данных с критериями:
| Зонды | Волны | Част.(МГц) | Углы (°) | Глубина (мм) | Сталь | Сварочный процесс | Усиление (дБ) | Затухание (дБ) | Сигнал / шум (дБ) |
| B | л | 7,5 | 45 | 5 | 316L | 111 | 40 | -8 | 22 |
| С | т | 4 | 45 | 5 | 316L | 111 | 26 | -8 | 30 |
| D | л | 2 | 45 | 5 | 316L | 111 | 46 | -10 | 24 |
| D | л | 2 | 45 | 10 | 316L | 111 | 46 | -8 | 24 |
| Я | л | 2,25 | 45 | 10 | 316L | 111 | 42 | -8 | 28 |
| К | л | 2 | 45 | 5 | 316L | 111 | 38 | -4 | 22 |
| К | л | 2 | 45 | 10 | 316L | 111 | 32 | -4 | 24 |
| Таблица 1: | |||||||||
В этом случае можно выбрать два датчика: KRAUTKRAMER MWB SW 4 МГц (C) и композитный сдвоенный элемент KRAUTKRAMER 3XW LW (I).
Для каждого образца из результатов, хранящихся в базе данных, можно выбрать датчики, которые лучше всего подходят для испытаний аустенитной стали. Однако выбор должен быть ограничен обратной связью контроллера.
После этих измерений было обнаружено, что поперечные волны, генерируемые композитными зондами, могут быть хорошим компромиссом при испытании нескольких типов аустенитных сварных швов.
- Другим важным шагом для оптимизации ультразвукового контроля аустенитных сварных швов является выбор частоты датчика.Для этого полезно знать затухание в зависимости от частоты, когда ультразвуковой луч проходит через основной металл или зону сварки.
- Пакетный режим
- Число чередований n a : 5a Время между двумя пакетами: от 200 мкс до 1 мс
- Напряжение: максимальное
- Тип волны: синусоидальная.
Для проведения частотного анализа была разработана специальная процедура измерения. развитый. Принцип этого анализа — измерение ультразвукового сигнала. амплитуда, передаваемая при отражении от задней стенки образца материала на заданной частоте, как показано на рисунке 2.
| Рис. 2: Конфигурация, используемая для частотного анализа |
Генератор настроен следующим образом:
Измерение передаваемого сигнала производится осциллографом или по пиковым значениям. амплитудный детектор осциллографа, если он есть. В этом случае длина окна измерения будет равна длине пакета.
Эталонная передаточная функция между 1 МГц и 11 МГц определяется на диске из нитрида кремния. Такая же функция измеряется на тестируемом материале. Затухание в материале в зависимости от частоты получается путем вычисления отношения между этими двумя функциями.
На рис. 3 в качестве примера приведены кривые, полученные на образце 316L с продольными волнами под углом 45 °.
| Рис. 3. Кривые, полученные при продольных волнах под углом 45 ° на образце 316L |
Мы видим, что затухание не изменяется равномерно с частотой. Минимумы соблюдены. Положение частоты и амплитуда этих минимумов зависит от состава стали, процесса сварки и особенно от положения вдоль сварного шва.Вариации амплитуды менее важны для минимумов в низкочастотной зоне (около 2 МГц).
Использование пробников с рабочими частотами около минимумов затухания, наблюдаемых в высокочастотной зоне, затруднительно. На самом деле, максимальное затухание может быть очень важным.
Для поперечных волн увеличение затухания в зависимости от частоты происходит более регулярно, чем для волн сжатия, но это очень важно. Это не слишком зависит от положения вдоль сварного шва.Чтобы использовать этот тип волны, рекомендуется работать на как можно более низкой частоте.
- Чтобы получить большую уверенность в ультразвуковом контроле аустенитного шва, мы должны знать, какой будет форма ультразвукового луча, когда он пройдет через зону сварки. Для выполнения соответствующего рисования луча классической техникой является работа в режиме передачи с электродинамическим зондом в качестве приемника. Но этот метод относительно сложен и требует специального электронного инструмента.
Другой способ — использовать ультразвуковой датчик, пьезоэлектрический или ЭМАП, в качестве приемника. После сравнения двух методов мы выбрали зонд со сфокусированным лучом, такой как приемник, для рисования луча. Фактически, этот метод предлагает более высокое разрешение, чем технология EMAT, и, кроме того, уровень феррита в стали не влияет на него. В отличие от EMAT, невозможно разделить вклад поперечных волн в вклад продольных волн. Но в контексте этой программы два лепестка хранятся для двух разных пространственных положений и могут быть легко разделены.
Сварочный колпачок мешает прохождению через расплавленный металл, но большая часть луча еще может быть видна, и в целом интересные параметры были измерены.
Принцип этого анализа заключается в измерении амплитуды ультразвукового сигнала, передаваемого исследуемым зондом и проходящего через блок или образец, изготовленный из указанного материала. Этот анализ может быть выполнен при прохождении луча через основной металл или через зону сварки (рис. 4).
| Рис. 4. Конфигурация, использованная для чертежа балки |
Первым шагом процедуры является исследование максимума амплитуды путем перемещения датчика-приемника в плане сканирования (точка выхода ультразвукового луча и точка фокусировки датчика-приемника сливаются). Коэффициент усиления канала приемника регулируется для получения амплитуды 90% от полного экрана.
Исходная точка области сканирования фиксируется в координатах X и Y по отношению к этой позиции, например -30 мм по направлениям X и Y.Окна сбора данных настроены для выполнения измерения амплитуды сигнала в течение полного цикла.
Пример на рисунке 5 получен сварным швом. Также дается определение различных углов, измеренных при сканировании. В этом случае пучок продольных волн не сильно нарушается. Пример на рисунке 6 показывает случай сильно возмущенного луча.
| Рис 5: Чертеж области сварного шва с пояснением балки | Рис. 6: Пример с сильно нарушенным лучом |
- Методы и инструменты, представленные в этой статье, могут помочь контроллеру подготовить испытание аустенитного сварного шва.Лучшим подходом должно быть:
- Выполнение частотного анализа для оптимизации компромиссного разрешения / затухания,
- Если инструменты существуют, выберите в базе данных датчик, дающий наилучшие результаты,
- Проведение балки через репрезентативный сварной образец, чтобы получить представление о искажение луча.
Во всех случаях оператор ультразвуковой диагностики не должен упускать из виду, что испытание сварных швов с аустенитной структурой уже требует особого подхода, а результат, полученный на образце, следует использовать с осторожностью.
Деформация сварного шва
Начало сварщиков и даже те, которые более испытывали общ борьбу с проблемой сварного шва (искажения, коробления плиты основания, вызванного тепла из сварочной дуги). Деформация доставляет проблемы по ряду причин, но одна из наиболее важных — это возможное создание сварного шва, который не является конструктивно прочным. Эта статья поможет определить, что такое деформация сварного шва, а затем даст практическое представление о причинах деформации, эффектах усадки в различных типах сварных сборок и о том, как ее контролировать, и, наконец, рассмотрит методы борьбы с деформацией. Что такое сварная деформация?
Деформация сварного шва возникает в результате расширения и сжатия металла шва и прилегающего основного металла во время цикла нагрева и охлаждения процесса сварки. Выполнение всей сварки на одной стороне детали вызовет гораздо большую деформацию, чем при чередовании сварных швов с одной стороны на другую. Во время этого цикла нагрева и охлаждения многие факторы влияют на усадку металла и приводят к деформации, например, физические и механические свойства, которые изменяются при воздействии тепла.Например, по мере увеличения температуры области сварного шва предел текучести, эластичность и теплопроводность стального листа уменьшаются, а тепловое расширение и удельная теплоемкость увеличиваются (рис. 3-1). Эти изменения, в свою очередь, влияют на тепловой поток и равномерность распределения тепла.
Рис. 3-1. Изменения свойств стали с повышением температуры усложняют анализ того, что происходит во время цикла сварки, и, таким образом, понимание факторов, способствующих деформации сварного шва. |
Причины деформации
Чтобы понять, как и почему возникает деформация во время нагрева и охлаждения металла, рассмотрим стальной стержень, показанный на рис. 3-2. Поскольку стержень нагревается равномерно, он расширяется во всех направлениях, как показано на рис. 3-2 (a). Когда металл остывает до комнатной температуры, он равномерно сжимается до своих первоначальных размеров.
Рис. 3-2 Если стальной пруток равномерно нагревается, когда он не закреплен, как в (a), он будет расширяться во всех направлениях и вернется к своим исходным размерам при охлаждении.Если его удерживать, как в (б), при нагревании, он может расширяться только в вертикальном направлении — становиться толще. При охлаждении деформированный стержень сжимается равномерно, как показано на (c), и, таким образом, деформируется постоянно. Это упрощенное объяснение основной причины деформации сварочных узлов. |
Но если стальной стержень удерживается — как в тисках — во время нагрева, как показано на рис. 3-2 (b), боковое расширение не может произойти. Но поскольку во время нагрева должно происходить объемное расширение, стержень расширяется в вертикальном направлении (по толщине) и становится толще.Когда деформированный стержень возвращается к комнатной температуре, он все равно будет сжиматься равномерно во всех направлениях, как показано на рис. 3-2 (c). Планка стала короче, но толще. Он был постоянно деформирован или искажен. (Для упрощения на рисунках показано, что это искажение проявляется только в толщине. Но на самом деле, длина изменяется аналогичным образом.)
В сварном шве эти же силы расширения и сжатия действуют на металл шва и основной металл. По мере того, как металл шва затвердевает и плавится с основным металлом, он максимально расширяется.При охлаждении он пытается сжаться до объема, который он обычно занимал бы при более низкой температуре, но этому препятствует соседний основной металл. Из-за этого внутри сварного шва и прилегающего основного металла возникают напряжения. В этот момент сварной шов растягивается (или деформируется) и истончается, таким образом подстраиваясь под требования к объему при более низкой температуре. Но только те напряжения, которые превышают предел текучести металла шва, снимаются этим деформированием. К тому времени, когда сварной шов достигнет комнатной температуры (при условии полного удержания основного металла, так что он не может двигаться), сварной шов будет содержать заблокированные растягивающие напряжения, примерно равные пределу текучести металла.Если ограничители (зажимы, удерживающие заготовку, или противодействующая сила усадки) снимаются, остаточные напряжения частично снимаются, поскольку они заставляют основной металл перемещаться, таким образом искажая сварную конструкцию.
Контроль усадки — что можно сделать для минимизации деформации
Чтобы предотвратить или минимизировать деформацию сварного шва, как при проектировании, так и во время сварки должны использоваться методы, позволяющие преодолеть влияние цикла нагрева и охлаждения. Усадку нельзя предотвратить, но можно контролировать.Для минимизации деформации, вызванной усадкой, можно использовать несколько способов:
1. Не допускать переваривания
Чем больше металла помещено в соединение, тем больше силы усадки. Правильный выбор размера сварного шва в соответствии с требованиями соединения не только сводит к минимуму деформацию, но также экономит металл и время сварного шва. Количество сварочного металла в угловом шве можно минимизировать за счет использования плоского или слегка выпуклого валика, а в стыковом соединении — за счет надлежащей подготовки кромок и подгонки. Избыток металла сварного шва в сильно выпуклом валике не увеличивает допустимую прочность при работе с кодом, но увеличивает силы усадки.
При сварке толстого листа (толщиной более 1 дюйма) снятие фаски или даже двойное снятие фаски может сэкономить значительное количество металла шва, что автоматически приводит к гораздо меньшим искажениям.
В общем, если деформация не является проблемой, выберите наиболее экономичный стык. Если деформация представляет собой проблему, выберите либо соединение, в котором сварочные напряжения уравновешивают друг друга, либо соединение, требующее наименьшего количества сварочного металла.
2. Используйте прерывистую сварку
Другой способ минимизировать металл сварного шва — использовать прерывистые, а не непрерывные сварные швы, где это возможно, как показано на рис.3-7 (в). Например, для прикрепления ребер жесткости к пластине прерывистые сварные швы могут уменьшить наплавленный металл на 75 процентов, но при этом обеспечить необходимую прочность.
Рис. 3-7 Искажения можно предотвратить или свести к минимуму с помощью методов, которые устраняют — или конструктивно используют — эффекты цикла нагрева и охлаждения. |
3. Используйте как можно меньше сварочных проходов
Меньше проходов с большими электродами, рис.3-7 (d), предпочтительнее большего количества проходов с небольшими электродами, когда поперечная деформация может быть проблемой. Усадка, вызываемая каждым проходом, имеет тенденцию к накоплению, тем самым увеличивая общую усадку при использовании большого количества проходов.
4. Поместите сварные швы рядом с нейтральной осью.
Деформация сведена к минимуму за счет обеспечения меньшего рычага усадочных сил, вынуждающего пластины смещаться. Рисунок 3-7 (e) иллюстрирует это. Как конструкция сварного изделия, так и последовательность сварки могут быть эффективно использованы для контроля деформации.
Рис. 3-7 Искажения можно предотвратить или свести к минимуму с помощью методов, которые устраняют — или конструктивно используют — эффекты цикла нагрева и охлаждения. |
5. Уравновешивайте сварные швы вокруг нейтральной оси
Эта практика, показанная на рис. 3-7 (f), компенсирует одну силу усадки с другой, чтобы эффективно минимизировать деформацию сварного изделия. Здесь также важны конструкция сборки и правильная последовательность сварки.
6. Используйте сварку с обратным шагом
В технике с обратным шагом общая последовательность сварки может быть, скажем, слева направо, но каждый сегмент валика наносится справа налево, как показано на рис. 3-7 (g). При размещении каждого сегмента борта нагретые края расширяются, что временно разделяет пластины в точке B. Но по мере того, как тепло перемещается через пластину к точке C, расширение вдоль внешних кромок CD снова сближает пластины. Это разделение наиболее заметно при укладке первой бусины.С последовательными валиками пластины расширяются все меньше и меньше из-за ограничений предыдущих сварных швов. Обратный шаг может быть эффективным не во всех случаях, и его нельзя экономично использовать при автоматической сварке.
Рис. 3-7 Искажения можно предотвратить или свести к минимуму с помощью методов, которые устраняют — или конструктивно используют — эффекты цикла нагрева и охлаждения. |
7. Предвидеть силы усадки
Предварительная настройка деталей (на первый взгляд, я думал, что это относится к потолочному или вертикальному положению сварки, что не так) до того, как сварка может заставить усадку выполнить конструктивную работу .Несколько сборок, предварительно настроенных таким образом, показаны на рис. 3-7 (h). Требуемая величина предварительной усадки для выравнивания пластин может быть определена с помощью нескольких пробных сварных швов.
Предварительный изгиб, предварительная установка или предварительное сжатие свариваемых деталей, рис. 3-7 (i), является простым примером использования противодействующих механических сил для противодействия деформации из-за сварки. Верхняя часть сварной канавки, которая будет содержать основную часть сварочного металла, удлиняется при предварительной установке пластин. Таким образом, готовый сварной шов немного длиннее, чем если бы он был выполнен на плоской пластине.Когда зажимы отпускаются после сварки, пластины возвращаются к плоской форме, позволяя сварному шву снимать свои продольные усадочные напряжения за счет укорачивания до прямой линии. Эти два действия совпадают, и сварные пластины приобретают желаемую плоскостность.
Другой распространенной практикой для уравновешивания сил усадки является расположение идентичных сварных деталей вплотную друг к другу (рис. 3-7 (j)), плотно прижимая их друг к другу. Сварные швы на обоих узлах завершены, и им дают остыть перед отпусканием зажимов.Предварительную гибку можно комбинировать с этим методом, вставляя клинья в подходящие места между деталями перед зажимом.
В тяжелых сварных конструкциях, в частности, жесткость элементов и их расположение относительно друг друга могут обеспечивать необходимые уравновешивающие силы. Если эти естественные уравновешивающие силы отсутствуют, необходимо использовать другие средства для противодействия силам усадки в металле сварного шва. Это может быть достигнуто путем уравновешивания одной силы усадки с другой или путем создания противодействующей силы посредством крепления.Противодействующими силами могут быть: другие силы усадки; сдерживающие силы, создаваемые зажимами, зажимными приспособлениями или приспособлениями; сдерживающие силы, возникающие из-за расположения элементов в сборке; или сила прогиба элемента под действием силы тяжести.
8. Планирование последовательности сварки
Хорошо спланированная последовательность сварки включает размещение сварочного металла в разных точках сборки так, чтобы при усадке конструкции в одном месте она противодействовала усилиям усадки уже сделанных сварных швов.Примером этого является сварка поочередно с обеих сторон нейтральной оси при выполнении полного шва с проплавлением и канавкой в стыковом соединении, как показано на рис. 3-7 (k). Другой пример, угловой сварной шов, состоит из прерывистых сварных швов в соответствии с последовательностями, показанными на рис. 3-7 (l). В этих примерах усадка в сварном шве № 1 уравновешивается усадкой в сварном шве № 2.
Рис. 3-7 Искажения можно предотвратить или свести к минимуму с помощью методов, которые устраняют — или конструктивно используют — эффекты цикла нагрева и охлаждения. |
Зажимы, зажимные приспособления и приспособления, которые фиксируют детали в желаемом положении и удерживают их до завершения сварки, вероятно, являются наиболее широко используемыми средствами контроля деформации в небольших сборках или компонентах. Ранее в этом разделе упоминалось, что сдерживающая сила, создаваемая зажимами, увеличивает внутренние напряжения в сварной конструкции до тех пор, пока не будет достигнут предел текучести металла сварного шва. Для типичных сварных швов на низкоуглеродистой пластине этот уровень напряжения составляет примерно 45 000 фунтов на квадратный дюйм.Можно ожидать, что это напряжение вызовет значительное движение или деформацию после снятия сварной детали с зажимного приспособления или зажимов. Однако этого не происходит, поскольку деформация (сжатие единицы) от этого напряжения очень мала по сравнению с величиной движения, которое могло бы возникнуть, если бы во время сварки не использовалось ограничение.
9. Устранение усилий усадки после сварки.
Упрочнение — это один из способов противодействовать силам усадки сварного валика при его охлаждении. По сути, наклепание валика растягивает его и делает его тоньше, тем самым снимая (за счет пластической деформации) напряжения, вызванные сжатием при охлаждении металла.Но использовать этот метод нужно с осторожностью. Например, корневой валик никогда не следует задирать из-за опасности скрыть трещину или вызвать ее. Как правило, наклеп не допускается на последнем проходе из-за возможности перекрытия трещины и затруднения контроля, а также из-за нежелательного эффекта наклепа. Таким образом, полезность этого метода ограничена, даже несмотря на то, что были случаи, когда межпроходное упрочнение оказывалось единственным решением проблемы деформации или растрескивания.Прежде чем использовать упрочнение в работе, необходимо получить инженерное разрешение.
Другой метод устранения сил усадки — это снятие термического напряжения — контролируемый нагрев сварного соединения до повышенной температуры с последующим контролируемым охлаждением. Иногда два идентичных сварных изделия зажимают вплотную друг к другу, сваривают, а затем снимают напряжение, удерживая их в этом прямом состоянии. Таким образом сводятся к минимуму остаточные напряжения, которые могут деформировать сварные детали.
10.Минимизация времени сварки
Поскольку во время сварки происходят сложные циклы нагрева и охлаждения, а также время, необходимое для передачи тепла, фактор времени влияет на искажение. В общем, желательно закончить сварку быстро, прежде чем большой объем окружающего металла нагреется и расширится. Таким образом, используемый процесс сварки, тип и размер электрода, сварочный ток и скорость перемещения влияют на степень усадки и деформации сварного изделия. Использование механизированного сварочного оборудования сокращает время сварки и количество металла, подверженного нагреву и, как следствие, деформации.Например, для нанесения сварного шва заданного размера на толстую пластину с помощью процесса, работающего при 175 А, 25 В и 3 дюйм / мин, требуется 87 500 джоулей энергии на погонный дюйм сварного шва (также известное как подвод тепла). Для сварного шва примерно такого же размера, полученного с помощью процесса, работающего при 310 А, 35 В и 8 дюйм / мин, требуется 81400 джоулей на погонный дюйм. Сварной шов, выполненный с более высоким тепловложением, обычно приводит к большей деформации. (примечание: я не хочу использовать слова «чрезмерно» и «больше, чем необходимо», потому что размер сварного шва, по сути, зависит от подводимого тепла.Как правило, размер углового сварного шва (в дюймах) равен квадратному корню из количества подводимой теплоты (кДж / дюйм), деленному на 500. Таким образом, эти два сварных шва, скорее всего, имеют разные размеры.
Другие методы контроля искажений
Приспособление с водяным охлаждением
Были разработаны различные методы контроля деформации на определенных сварных деталях. Например, при сварке листового металла приспособление с водяным охлаждением (рис. 3-33) полезно для отвода тепла от свариваемых компонентов.Медные трубки припаиваются или припаиваются к медным удерживающим зажимам, а вода циркулирует по трубам во время сварки. Сдерживание зажимов также помогает минимизировать искажения.
Рис. 3-33 Приспособление с водяным охлаждением для быстрого отвода тепла при сварке мета-листа. |
Strongback
«Strongback» — еще один полезный метод контроля деформации при стыковой сварке листов, как показано на рис.3-34 (а). Зажимы привариваются к краю одной пластины, а под зажимы вбиваются клинья для выравнивания кромок и удержания их во время сварки.
Рис. 3-34 Различные приспособления для защиты от деформации при стыковой сварке. |
Термическое снятие напряжения
За исключением особых ситуаций, снятие напряжения путем нагрева не используется для исправления деформации. Однако бывают случаи, когда снятие напряжения необходимо, чтобы предотвратить дальнейшую деформацию до того, как сварка будет завершена.
Резюме: Контрольный список для минимизации искажений
Следуйте этому контрольному списку, чтобы минимизировать искажения при проектировании и изготовлении сварных конструкций:
Не допускайте чрезмерной сварки.
Control fitup
Используйте прерывистые сварные швы, где это возможно и в соответствии с требованиями проекта.
Используйте наименьший размер полки, допустимый при угловой сварке.
Для швов с разделкой кромок используйте соединения, которые минимизируют объем металла шва. Рассмотрите двусторонние соединения вместо односторонних.
Приваривайте попеременно с обеих сторон соединения, если это возможно, с помощью многопроходных сварных швов.
Используйте минимальное количество сварочных проходов.Обычно это означает высокую производительность наплавки и более высокую скорость перемещения.
Используйте сварочные позиционеры для достижения максимального количества сварки в плоском положении. Плоское положение позволяет использовать электроды большого диаметра и сварочные процедуры с высокой скоростью наплавки
Уравновесить сварные швы вокруг нейтральной оси элемента
Распределить сварочное тепло как можно более равномерно с помощью запланированной последовательности сварки и позиционирования сварного шва.