Схема самодельного сварочного полуавтомата. | Самодельные сварочные аппараты, полуавтоматы, схемы
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
В результате такой работы сварочного полуавтомата шов получается качественный.
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:1. Ручной режим.Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5. 1 включает ток сварки.
1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность — это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1…3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1. ..10 сек).
..10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) — 5..10А, остальные реле (К2, К4, К5) — 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:
Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это.
Внешний вид полуавтомата:
Компоновка, вид сверху:
Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:
Протяжный механизм:
Плата управления сварочным полуавтоматом:
Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)
Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Печатная плата412
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Самодельные сварочные полуавтоматы
Самодельный инверторный сварочный аппарат — незаменимая вещь в загашнике каждого хорошего хозяина, к тому же отличная альтернатива готовому приобретению аналогичного действия. Сделать отличный сварочный аппарат собственными руками возможно, однако для осуществления этой цели понадобится располагать некоторыми знаниями и умениями. Желание своими руками произвести сварочный инвертор присуще, пожалуй, каждому настоящему хозяину своего дома, кто знает, что такое микросхема, транзисторы и конденсаторы, и желающему сэкономить семейный бюджет, сделать что-либо своими руками. В связи с этим описанный выше вопрос является актуальным каждый раз, когда требуется вмешательство сварочного тока. На производство устройства для сварки своими руками понадобится время несколько дней , так что, если Вы желаете изготовить самодельный сварочный аппарат, от Вас потребуется максимальная сосредоточенность на работе, терпение и выдержка, возможно некоторые элементы транзисторы, конденсаторы. Желая сделать своими усилиями Сварочный полуавтомат , необходимо определиться с некоторыми вопросами относительно его комплектации, особенностей устройства.
В связи с этим описанный выше вопрос является актуальным каждый раз, когда требуется вмешательство сварочного тока. На производство устройства для сварки своими руками понадобится время несколько дней , так что, если Вы желаете изготовить самодельный сварочный аппарат, от Вас потребуется максимальная сосредоточенность на работе, терпение и выдержка, возможно некоторые элементы транзисторы, конденсаторы. Желая сделать своими усилиями Сварочный полуавтомат , необходимо определиться с некоторыми вопросами относительно его комплектации, особенностей устройства.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Самодельный сварочный полуавтомат
- Простой и надежный сварочный полуавтомат
- Самодельный инверторный сварочный полуавтомат
- Аппарат для сварки металлов: особенности собственноручного производства
- Как сделать сварочный полуавтомат из инверторной сварки своими руками
- Устройство и схема самодельного сварочного полуавтомата
- Сварочный полуавтомат своими руками
- Как сделать сварочный полуавтомат своими руками
- Самодельный сварочный полуавтомат 2 в 1
- Выбор сварочного полуавтомата
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Бюджетные сварочные полуавтоматы#4 подключение тиристора и конденсаторов
 youtube.com/embed/W48VECexors» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/W48VECexors» frameborder=»0″ allowfullscreen=»»/>Самодельный сварочный полуавтомат
Обычная 6 окт. Обычная 5 окт. Днепр, Ленинский Сегодня Запорожье, Днепровский 9 сент. Хотите продавать быстрее? Узнать как. Харьков, Червонозаводской Сегодня Харьков, Холодногорский Сегодня Алексеевка Сегодня Запорожье, Александровский Сегодня Одесса, Малиновский Вчера Киверцы Вчера Славянск Вчера Возрождения Вчера Донецк, Ленинский Вчера Новояворовск Вчера Киев, Днепровский Вчера Киев, Дарницкий Вчера Запорожье, Вознесеновский 6 окт.
Днепр, Индустриальный 6 окт. Харьков, Фрунзенский 6 окт. Возрождения 6 окт. Смела 6 окт. Хуст 5 окт. Харьков, Киевский 5 окт. Давыдовка 5 окт. Верхнеднепровск 5 окт. Циркуны 5 окт. Каменское 5 окт. Харьков, Московский 5 окт. Полтава 5 окт. Днепр, Индустриальный 4 окт. Алексеевка 4 окт. Ямница 3 окт. Белая Церковь 3 окт. Черкассы 3 окт. Результаты поиска были добавлены в Избранные. Объявление было добавлено в Избранные.
Нет, спасибо. Сохранить в Избранные. Этот сайт использует cookies. Вы можете изменить настройки cookies в своём браузере. Узнать больше. Вы можете изменить рекламные настройки для партнеров OLX тут. Входя в раздел Мой профиль, вы принимаете Условия использования сайта.
Все объявления Бизнес и услуги Оборудование для бизнеса — сварочный полуавтомат. Топ-объявления Посмотреть все. Обычные объявления Найдено объявлений. Найдено объявлений Хотите продавать быстрее? Сварочный полуавтомат. Сохраните результаты этого поиска Сохранить результаты поиска Просмотреть все сохраненные.
Результаты этого поиска сохранены Удалить результаты из избранных Просмотреть все сохраненные. Недавно просмотренные Избранные объявления 0 Избранные результаты поиска 0. Простите, но данное объявление больше не доступно Однако вы можете найти похожие объявления в этой категории.
Результаты поиска были добавлены в Избранные Объявление было добавлено в Избранные Войдите, чтобы сохранить Наблюдаемые в своей учетной записи Войти или Создать учетную запись.
Авторизуйтесь в свою учётную запись OLX! Быстрее получайте ответы на объявления Получите доступ к истории всех ответов Пользуйтесь всеми функциями вашей учётной записи. Войти Регистрация Вход с Facebook или. Не можете войти? Я подтверждаю своё совершеннолетие и ответственность за размещение объявления. Обычные объявления Найдено объявлений Найдено объявлений Хотите продавать быстрее?
Простой и надежный сварочный полуавтомат
Конечно, существует несколько типов сварочных аппаратов разного рода, доступных для частных автовладельцев, например — ацетилено-кислородная сварка или сварка в среде углекислого газа. Но по сравнению с ацетилено-кислородной сваркой полуавтоматическая сварка в среде углекислого газа имеет существенные преимущества :. С одной стороны углекислый газ защищает расплавленный металл от воздействия кислорода и азота воздуха, с другой стороны — он разлагается на окись углерода угарный газ и кислород, который окисляет металл. Практические числовые данные, которые должны достаточно точно выдерживаться особенно это касается напряжений во избежание плохого качества сварки, приведены в таб.
Практические числовые данные, которые должны достаточно точно выдерживаться особенно это касается напряжений во избежание плохого качества сварки, приведены в таб.
Блог пользователя RuBIOS на DRIVE2. Нашел немного времени пофоткать аппарат изнутри. Выкладываю потроха) Вот и схема, максимально.
Самодельный инверторный сварочный полуавтомат
Полуавтоматом называется сварочное оборудование, предназначенное для сварки металлических изделий. Стоимость таких приборов довольно высокая, поэтому у многих потребителей возникает необходимость соорудить сварочный полуавтомат своими руками. Чтобы обеспечить работу этих характеристик, потребуется источник питания с вольтмерными параметрами, а сама длина дуги определяется величиной напряжения. Что касается скорости подачи проволоки, то она зависит от величины сварочного тока. Чтобы переделать инвертор и получить самодельный сварочный полуавтоматический аппарат в домашних условиях, надо использовать следующие устройства:. Чтобы самостоятельно собрать ручной полуавтомат, надо правильно подготовить трансформаторное устройство. Посредством этого агрегата выполняется подача проволоки. В результате того, что трансформаторный узел выходит из строя чаще других устройств, при подготовке плана правильно делаются расчеты.
Посредством этого агрегата выполняется подача проволоки. В результате того, что трансформаторный узел выходит из строя чаще других устройств, при подготовке плана правильно делаются расчеты.
Аппарат для сварки металлов: особенности собственноручного производства
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима больше времени , и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Как сделать сварочный полуавтомат из инверторной сварки своими руками
Сварочный полуавтомат своими руками собрать из инвертора не слишком просто, так как данная задача потребует определенных знаний в области электроники, умения спаивать между собой различные элементы. Нужно обязательно быть хорошо осведомленным в плане ключевых принципов работы оборудования, позволяющего проводить сварочные работы в полуавтоматическом режиме. Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки. Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов. Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным.
Нужно обязательно быть хорошо осведомленным в плане ключевых принципов работы оборудования, позволяющего проводить сварочные работы в полуавтоматическом режиме. Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки. Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов. Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным.
Устройство и схема самодельного сварочного полуавтомата
Время чтения: 9 минут. Современный полуавтомат — это универсальный помощник и в быту, и в гараже, и на производстве.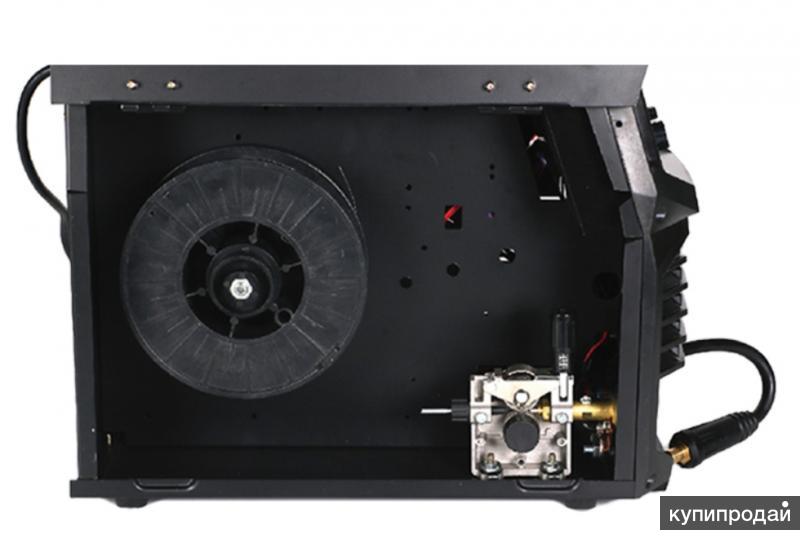 С помощью полуавтомата можно сварить любые металлы, в том числе разнородные. Но, не смотря на то, что полуавтоматы прочно вошли в нашу жизнь, появились они не так уж давно. В 20 веке их роль выполняли трансформаторы, они были мощными, но при этом громоздкими и тяжелыми.
С помощью полуавтомата можно сварить любые металлы, в том числе разнородные. Но, не смотря на то, что полуавтоматы прочно вошли в нашу жизнь, появились они не так уж давно. В 20 веке их роль выполняли трансформаторы, они были мощными, но при этом громоздкими и тяжелыми.
Блог пользователя RuBIOS на DRIVE2. Нашел немного времени пофоткать аппарат изнутри. Выкладываю потроха) Вот и схема, максимально.
Сварочный полуавтомат своими руками
Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора.
Как сделать сварочный полуавтомат своими руками
ВИДЕО ПО ТЕМЕ: Самодельный сварочный полуавтомат .
Монофонический дверной звонок на МК — ATmega8. Прошивки eeprom телевизоров ACER. Поделюсь с пользователями данного сайта секретом, как сделать простой и надежный сварочный полуавтомат. Аппарат заслужил наивысшую оценку, поэтому не пожелеете если соберете такой и себе.
Аппарат заслужил наивысшую оценку, поэтому не пожелеете если соберете такой и себе.
Switch to English регистрация. Телефон или email.
Самодельный сварочный полуавтомат 2 в 1
Стоимость агрегатов для полуавтоматической сварки в настоящее время немаленькая. Не всякий частный мастер, владелец автомобиля либо частного дома сможет позволить себе его приобрести. Но большинству домашних умельцев под силу собрать такой сварочный полуавтомат своими руками из вполне доступных и сравнительно недорогих комплектующих. При соблюдении нижеследующих рекомендаций можно добиться отличного результата — собрать самодельный сварочный, подходящий практически для всех бытовых нужд. Сегодня в интернете имеется несколько вариаций схем сварочного полуавтомата, отличающихся незначительно.
Выбор сварочного полуавтомата
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами. Прекрасно обхожусь без него, никаких дуг после остановки подачи нет! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил!
Сварочный полуавтомат Svapka.
 Ru Vol 2.0 (Свапка.Ру)
Ru Vol 2.0 (Свапка.Ру)Алюминиевые электролитические конденсаторы в сварочных инверторах
Основные компонентные составляющие сварочных инверторов – это полупроводниковые компоненты, понижающий трансформатор и конденсаторы. Сегодня качество полупроводниковых компонентов столь высоко, что при правильной их эксплуатации проблем не возникает. Ввиду того, что устройство работает на высоких частотах и достаточно больших токах, особое внимание следует уделить стабильности работы аппарата – от нее напрямую зависит качество производимых сварочных работ. Наиболее критичными компонентами в данном контексте являются электролитические конденсаторы, от качества которых сильно зависит надежность аппарата и уровень вносимых в электрическую сеть помех.
Наиболее распространенными являются алюминиевые электролитические конденсаторы. Они лучше всего подходят для использования в первичном источнике сетевого ИП. Электролитические конденсаторы имеют высокую емкость, большое номинальное напряжение, малые габариты, и способны работать на звуковых частотах. Такие характеристики относятся к несомненным достоинствам алюминиевых электролитов.
Такие характеристики относятся к несомненным достоинствам алюминиевых электролитов.
Все алюминиевые электролитические конденсаторы представляют собой последовательно наложенные слои алюминиевой фольги (анод конденсатора), бумажной прокладки, еще одного слоя алюминиевой фольги (катод конденсатора) и еще одного слоя бумаги. Все это сворачивается в рулон и помещается в герметичный контейнер. От анодного и катодного слоев выводятся проводники для включения в цепь. Также алюминиевые слои дополнительно протравливают с целью увеличения площади их поверхности и, соответственно, емкости конденсатора. При этом емкость высоковольтных конденсаторов возрастает примерно в 20 раз, а низковольтных – в 100. Помимо этого вся данная конструкция обрабатывается химическими веществами для достижения требуемых параметров.
Электролитические конденсаторы имеют достаточно непростую структуру, что обуславливает сложность их изготовления и эксплуатации. Характеристики конденсаторов могут сильно меняться при разных режимах работы и климатических условиях эксплуатации. С ростом частоты и температуры снижается емкость конденсатора и ЭПС. При снижении температуры емкость также падает, а ЭПС может возрастать до 100 раз, что, в свою очередь, снижает предельно допустимый ток пульсаций конденсатора. Надежность импульсных и входных сетевых фильтрующих конденсаторов, в первую очередь, зависит от их предельно допустимого тока пульсаций. Протекающие токи пульсаций способны разогревать конденсатор, что служит причиной его раннего выхода из строя.
С ростом частоты и температуры снижается емкость конденсатора и ЭПС. При снижении температуры емкость также падает, а ЭПС может возрастать до 100 раз, что, в свою очередь, снижает предельно допустимый ток пульсаций конденсатора. Надежность импульсных и входных сетевых фильтрующих конденсаторов, в первую очередь, зависит от их предельно допустимого тока пульсаций. Протекающие токи пульсаций способны разогревать конденсатор, что служит причиной его раннего выхода из строя.
В инверторах основные назначения электролитических конденсаторов – повышение напряжения во входном выпрямителе и сглаживание возможных пульсаций.
Значительные проблемы в работе инверторов создают большие токи через транзисторы, высокие требования к форме управляющих импульсов, что подразумевает использование мощных драйверов для управления силовыми ключами, высокие требования к монтажу силовых цепей, большие импульсные токи. Все это в значительной степени зависит от добротности конденсаторов входного фильтра, поэтому для инверторных сварочных аппаратов нужно особо тщательно подбирать параметры электролитических конденсаторов. Таким образом, в предварительном блоке выпрямления сварочного инвертора наиболее критичным элементом является фильтрующий электролитический конденсатор, установленный после диодного моста. Рекомендовано устанавливать конденсатор в непосредственной близости к IGBT и диодам, что позволяет устранить влияние индуктивности проводов, соединяющих устройство с источником питания, на работу инвертора. Также установка конденсаторов рядом с потребителями уменьшает внутреннее сопротивление переменному току источника питания, что предотвращает возбуждение усилительных каскадов.
Таким образом, в предварительном блоке выпрямления сварочного инвертора наиболее критичным элементом является фильтрующий электролитический конденсатор, установленный после диодного моста. Рекомендовано устанавливать конденсатор в непосредственной близости к IGBT и диодам, что позволяет устранить влияние индуктивности проводов, соединяющих устройство с источником питания, на работу инвертора. Также установка конденсаторов рядом с потребителями уменьшает внутреннее сопротивление переменному току источника питания, что предотвращает возбуждение усилительных каскадов.
Обычно фильтрующий конденсатор в двухполупериодных преобразователях выбирают таким, чтобы пульсации выпрямленного напряжения не превышали 5…10 В. Следует также учитывать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220 В пульсирующего напряжения, то на конденсаторах будет уже 310 В постоянного напряжения. Обычно же рабочее напряжение в сети ограничивается отметкой в 250 В, следовательно, на выходе фильтра напряжение будет 350 В. В редких случаях сетевое напряжение может подниматься еще выше, поэтому конденсаторы следует выбирать на рабочее напряжение не менее 400 В. Конденсаторы могут иметь дополнительный нагрев благодаря большим рабочим токам. Рекомендованный верхний диапазон температур – не менее 85…105°C. Входные конденсаторы для сглаживания пульсаций выпрямленного напряжения выбирают емкостью 470…2500 мкФ в зависимости от мощности аппарата. При неизменяемом зазоре в резонансном дросселе увеличение емкости входного конденсатора пропорционально увеличивает мощность, отдаваемую в дугу.
В редких случаях сетевое напряжение может подниматься еще выше, поэтому конденсаторы следует выбирать на рабочее напряжение не менее 400 В. Конденсаторы могут иметь дополнительный нагрев благодаря большим рабочим токам. Рекомендованный верхний диапазон температур – не менее 85…105°C. Входные конденсаторы для сглаживания пульсаций выпрямленного напряжения выбирают емкостью 470…2500 мкФ в зависимости от мощности аппарата. При неизменяемом зазоре в резонансном дросселе увеличение емкости входного конденсатора пропорционально увеличивает мощность, отдаваемую в дугу.
В продаже есть емкости, к примеру, на 1500 и 2200 мкФ, но, как правило, вместо одного используют батарею конденсаторов – несколько компонентов одинаковой емкости, включенных параллельно. Благодаря параллельному включению уменьшаются внутренние сопротивление и индуктивность, что улучшает фильтрацию напряжения. Также в начале заряда через конденсаторы протекает очень большой зарядный ток, близкий к току короткого замыкания. Параллельное включение позволяет уменьшить ток, протекающий через каждый конденсатор в отдельности, что увеличивает срок эксплуатации.
Параллельное включение позволяет уменьшить ток, протекающий через каждый конденсатор в отдельности, что увеличивает срок эксплуатации.
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.


Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Как самому сделать сварочный полуавтомат
Содержание
- Полуавтомат сварочный своими руками: схема
- Как инвертор переделать в полуавтомат
- Переделываем инверторный трансформатор
- Использование
- Контроль правильности работы
- Когда используется полуавтомат сварочный
- Инструкция по сбору самодельного сварочного полуавтомата из инвертора (схема, чертежи, этапы)
- Как устроен полуавтомат?
- Особенности рабочего процесса
- Самодельный полуавтомат
- Как сделать полуавтомат для сварки?
- Принцип работы сварочного полуавтомата
- Особенности изготовления сварочного полуавтомата
- Ремонт или доработка устройства скорости подачи электродной проволоки
- Самодельный полуавтомат для сварки
- Общие сведения
- Из сварочного трансформатора
- Из инвертора для ручной сварки
- Сварочный полуавтомат 30А — 160А своими руками
- ↑ Внешний вид сварочного полуавтомата
- ↑ Схема и детали сварочника
- ↑ Мотаем сварочный трансформатор
- ↑ Будем мотать дроссель
- ↑ Корпус и механика
Полуавтомат сварочный своими руками: схема
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.
Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Инструкция по сбору самодельного сварочного полуавтомата из инвертора (схема, чертежи, этапы)
С опытом многие профессионалы приходят к выводу, что сварочный полуавтомат это намного больше, чем инструмент. Это универсальный помощник в бытовой сварке как на дачном участке, так и при ремонте автомобиля.
Он не ограничивает вас в выборе материала для сварки и пригодится не только мастеру, но и новичку.
Массовое производство полуавтоматов началось всего несколько лет назад. Сварщики старой школы раньше соединяли конструкции огромными трансформаторами.
Но технологический прогресс двигается вперед и позволил создать переносной и легкий полуавтомат. Появившись на рынке, он быстро показал миру свои преимущества и отправил старые модели на покой.
Сегодня им доступны самые разные виды сварки: ручная дуговая сварка покрытыми (штучными) электродами (MMA), дуговая сварка плавящимся металлическим электродом в газовой среде (MAG/MIG), а также ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (TIG).
Этого удалось достичь потому что внутри аппарата находится обычный инвертор. Из этого следует, что рабочий полуавтомат можно сделать в домашних условиях, взяв за основу инвертор. В концу этой статьи вы получите все необходимые советы и знания для этого.
Как устроен полуавтомат?
Перед началом работы с любой техникой первым делом нужно ознакомиться с его конструкцией.
В каждом полуавтомате находятся два блока: силовой и подающий.
Силовой блок представлен инвертором, который подает ток. Подающий блок — это отдельное устройство, который подключают для подачи проволоки. Моток проволоки закрепляют в подающем блоке, а конец выходит возле сопла горелки.
Но для наших целей он не очень нужен. Подачу проволоки можно делать самостоятельно, однако это замедлит рабочий процесс и будет крайне неудобно.
Мы описали вам главные элементы аппарата, но этого недостаточно. Вам также понадобится заказать специальные детали, нужные для определенного типа инвертора, а также комплектующие (горелка, рукав, сопло и т. д.).
д.).
Особенности рабочего процесса
Освоить работу с полуавтоматической сваркой не так сложно, как может показаться. После прочтения этой статьи с ней справиться даже неопытный сварщик.
Начнем с того, как устроена горелка. Горелка состоит из двух механизмов которые одновременно обеспечивают подачу защитного газа и проволоки.
Первую можно регулировать самостоятельно, однако вторая осуществляется в полуавтоматическом режиме (так и появилось соответствующее название). Из-за этого у сварщика задействована в работе только та рука, которая удерживает горелку.
Вернемся к подаче защитного газа в сварочную точку. Смесь газов окружает конец проволоки и верхний слой материала, и в этой среде возникает электроразряд, который плавит заготовку с проволокой.
Размягченный металл перемешивается с проволокой, и после этого можно делать сварочный шов.
Во время сварки вы не сможете обойтись без проволоки. Газ тоже необходим, поскольку он предотвращает попадание в ванну кислорода.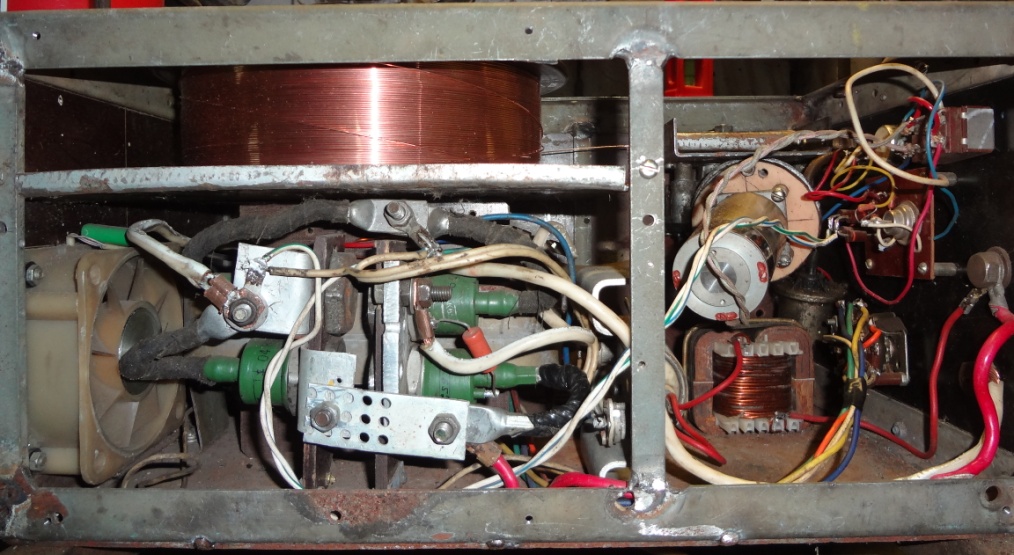 Но даже при отсутствии газа вы можете использовать специальной порошковой проволокой.
Но даже при отсутствии газа вы можете использовать специальной порошковой проволокой.
Самодельный полуавтомат
Есть разные подходы к созданию самодельного сварочного полуавтомата из инвертора, но мы остановимся на самых практичных и интересных.
Следуя этим инструкциям любой новичок с начальными познаниями электротехники сможет сделать это у себя дома.
Сконструировать полуавтоматическое сварочное устройство можно и дома, используя подручный инвертор. Без него обойтись невозможно.
Подойдет инвертор средней мощности для MMA сварки. Важно, чтобы он был в рабочем состоянии и мог выполнять простые операции.
Далее нужно поменять вольт-амперные показатели (ВАХ) для работы в полуавтоматическом режиме. Тут пригодиться ШИМ-контроллер. Отметим, что этот подход самый трудный и справиться смогут только опытные сварщики.
Необходимо сделать дроссель из дневной лампы, и переключить напряжение на обратную связь. В видеоролике, представленном ниже, вы можете узнать все подробности и схемы этого метода.
Этот способ сбора самодельного сварочного полуавтомата очень простой и его может освоить практически каждый человек, который имел дело с инверторной сваркой. Некоторые модели инверторов можно переключать в режим с жестким изменением ВАХ.
Если у вас есть под рукой такой аппарат, то вы с легкостью можете сделать из него полуавтомат. Останется лишь заказать внешний подающий блок.
Важно иметь под рукой соответствующие провода. Нужно лишь подключить подающий блок к инвертору и вы готовы варить. В этом случае подающий блок выступает в роли дополнения. В видеоролике ниже демонстрируются особенности такого способа.
Последний метод сбора самодельного сварочного полуавтомата покажется не таким простым, ведь тут вам пригодятся определенные знания и умения. Как и в предыдущем случае, вам так же понадобится инвертор-донор.
Любым аппаратом обойтись не получится, потому что необходима именно сборка ZX-7 с шунтом на выходе. Отсутствие форсажа дуги и горячего старта будет только на пользу.
Не забывайте про вольт-амперные характеристики, их тоже нужно изменить. Далее настройте нарастание тока. В зависимости от сборки инвертора, дальнейшие шаги могут отличаться в разных источниках.
Рекомендуем вам прочитать больше информации на специальных форумах. В видеоролике ниже вы можете взглянуть на работу самодельного полуавтомата.
Это вся информация, необходимая вам для того, чтобы из инвертора сделать самодельный сварочный полуавтомат. Этот инструмент пригодится вам в тех случаях, когда под рукой не будет заводской модели.
Переделав его, вы не только сэкономите деньги, но также получите новые умения в электротехнике. Такой полуавтомат не требует тщательного ухода и его можно хранить хоть в подвале, хоть в гараже.
К тому же, починка инструмента не займет у вас много времени и сил, поскольку вы прекрасно понимаете, из каких деталей он состоит.
Важно помнить, что самодельный аппарат не станет вашим идеальным помощником. Не рекомендуется использовать его длительное время.
Не рекомендуется использовать его длительное время.
Во многих нюансах и характеристиках он будет сильно уступать заводским моделям, и вы пойдете на риск, если будете перестраивать его в полевых условиях. Для серьезных сварочных работ будет лучше приобрести инструмент в магазине.
В этой статье мы не смогли осветить все нюансы самостоятельной сборки полуавтомата. Но этой информации вам будет вполне достаточно. Собрать дома его возможно, но процесс этот довольно трудный и не самый выгодный.
Самодельное оборудования практически всегда будет работать хуже заводского. Учитывайте это перед тем, как решитесь на такой шаг. Желаем удачи в работе!
Как сделать полуавтомат для сварки?
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
 youtube.com/embed/rww1e4WKpxg?feature=oembed»>
youtube.com/embed/rww1e4WKpxg?feature=oembed»> Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Самодельный полуавтомат для сварки
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.
Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Катушки соединяются последовательно.
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
Сварочный полуавтомат 30А — 160А своими руками
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов.![]() Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Самодельные сварочные аппараты полуавтоматы схемы
Главная » Разное » Самодельные сварочные аппараты полуавтоматы схемы
Сварочный полуавтомат 30А — 160А своими руками » Журнал практической электроники Датагор (Datagor Practical Electronics Magazine)
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
▼ Файловый сервис недоступен. Зарегистрируйтесь или авторизуйтесь на сайте.
Зарегистрируйтесь или авторизуйтесь на сайте.
▼ Файловый сервис недоступен. Зарегистрируйтесь или авторизуйтесь на сайте.
Камрад, рассмотри датагорские рекомендации
Андрей (bedjamen)
Вологда
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
Мои поделки за последние несколько лет:
https://yadi.sk/d/4_KITmRVcARCX
Цепь мини-сварочного аппарата
для малых сварочных работ
Цепь небольшого бестрансформаторного сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода. В следующей статье это объясняется более подробно. Идея была предложена г-ном Тун.
В одном из моих предыдущих постов мы наткнулись на полноценную схему сварочного инвертора SMPS на 100 А для работы с соединениями и металлами достаточно больших размеров.
Концепция дизайна
Эта схема, основанная на SMPS и требующая высоких характеристик мощности, является сложной и может оказаться недоступной для начинающих любителей.
По просьбе г-на Тана схема самодельного сварочного аппарата небольшого размера — это то, на что будет обращать внимание большинство начинающих энтузиастов и инженеров-механиков для решения своих периодических работ по сварке металла на рабочем месте.
Сварочный мини-аппарат без сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей диаграмме:
Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую экстремальные конденсаторы с точки зрения их номиналов. .
Работа схемы
На входной стороне мы видим внушительный конденсатор 500 мкФ / 400 В, в то время как на выходной стороне также можно увидеть конденсатор аналогичного номинала, расположенный для усиления тока.
Самым основным параметром сварочной системы является высокий ток, так что в месте короткого замыкания на рассматриваемом металлическом соединении может образоваться чрезвычайно высокая температура.
Эта генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо его версии SMPS, о которой мы говорили в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, в то время как схема SMPS слишком сложна для новичков, единственный альтернативный способ достижения сильноточной сварки за счет относительно простой конструкции, возможно, заключается в использовании сильноточного емкостного источника питания, как показано выше.
Можно ожидать, что конденсатор 500 мкФ / 400 В будет генерировать всплески тока до 36 ампер при 220 В, и, усиленный дополнительным конденсатором выходного фильтра, этот ток может вызвать серьезные сварочные работы.
Вы можете проверить вышеупомянутые характеристики с помощью следующих двух программ-калькуляторов:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочную работу через короткие разрывы, а не за счет непрерывной дуги , что может быть опасно и в любом случае не рекомендуется для сварочных работ.
Входной конденсатор 500 мкФ / 400 В выглядит массивным, и он может быть недоступен на рынке, поэтому его можно построить, используя 500 номеров конденсаторов PPC 1 мкФ / 400 В, подключенных параллельно, это может занять некоторое место, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Этот конденсатор предпочтительно должен быть неполярным, однако, поскольку диод расположен последовательно, это означает, что конденсатор с электролитом также может без проблем служить этой цели.
Второй конденсатор на выходе точно может быть электролитическим.
Для увеличения тока значения пределов могут быть увеличены до более высоких пределов, это единственный параметр, на котором нужно сосредоточиться.
ВНИМАНИЕ: Схема мини-сварочного аппарата, описанная выше, не изолирована от сети и может убить человека в течение нескольких секунд, поэтому рекомендуется проявлять особую осторожность при работе с этим оборудованием при включенном питании.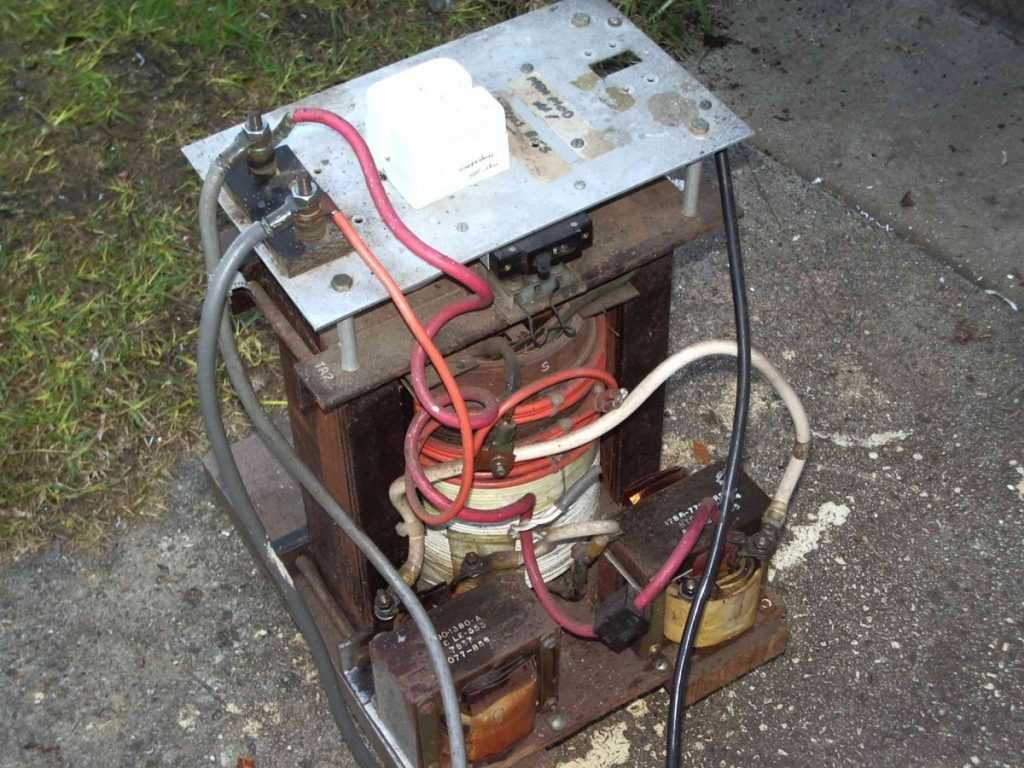
О Swagatam
Я инженер-электроник (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете взаимодействовать с ними через комментарии, я буду очень рад помочь!
.Полуавтоматический сварочный аппарат
для 3D-панелей
Панели
Fence 3D созданы на основе сварных сеток и ребер жесткости. Фактически, производственный процесс состоит из производства 4 проволочных сеток диаметром 5 мм, стадии гибки для повышения прочности и жесткости готового изделия, а также гальванизации или проектирования порошкового покрытия. «Росстройтех» разработал готовый комплект оборудования «Забор» под ключ для малого бизнеса.
«Забор» под ключ состоит из высокопроизводительных автоматических или полуавтоматических сварочных аппаратов и встроенного (или отдельного) гидравлического формирователя ребер. Сварная сетка размещается в гидравлических V-образных ребрах для увеличения прочности участков сварной сетки. Количество ребер зависит от высоты забора. Готовая секция забора готова к порошковой полимерной окраске. Он основан на электростатической адгезии частиц порошковой краски к поверхности и дальнейшей полимеризации порошкового покрытия в сушильной печи. Наконец, панели с покрытием устанавливаются между двумя стойками прямоугольного профиля с помощью специальных зажимов (промежуточных, угловых и начальных / конечных зажимов).
Сварная сетка размещается в гидравлических V-образных ребрах для увеличения прочности участков сварной сетки. Количество ребер зависит от высоты забора. Готовая секция забора готова к порошковой полимерной окраске. Он основан на электростатической адгезии частиц порошковой краски к поверхности и дальнейшей полимеризации порошкового покрытия в сушильной печи. Наконец, панели с покрытием устанавливаются между двумя стойками прямоугольного профиля с помощью специальных зажимов (промежуточных, угловых и начальных / конечных зажимов).
«Росстройтех» разработал уникальную конструкцию аппаратов для многоточечной сварки сетки, не уступающую по техническим характеристикам ведущим производителям, таким как Clifford, Schnell, AWM.Электронное управление включает компоненты Delta Electronics®, Finder®. Пневматика и мотор-редукторы производятся соответственно компаниями Camozzi® и Tramec®. Полимерный столик включает в себя следующее оборудование: сушильную печь, камеру напыления, транспортную систему, оборудование для напыления.
Процесс сварки сетчатых панелей
Оператор устанавливает желаемые технические параметры с панели управления и выполняет общие настройки машины перед сваркой. Для полуавтомата требуется прямая и поперечно нарезанная проволока.Используя правочно-отрезной агрегат, оператор заранее подготавливает прутки подходящего размера. Строки загружаются вручную через устройство подачи строки. Поперечины загружаются в бункер. Питатель автоматически сбрасывает поперечины из бункера в зону сварки. Сварка мест пересечений выполняется одновременно.
Линия полимерного порошка включает в себя: сушильную печь, камеру напыления, транспортную систему, оборудование для напыления.
Печь полимеризации, размеры 6200x2900x1600 мм, мощность 110 кВт
Камера напыления, размеры 3500x2700x900 мм, мощность 12 кВт
Транспортная система, 10 направляющих.
Распылительное оборудование.
Базовый комплект оборудования:
Сварочный полуавтомат WP-2500;
Система охлаждения сварочного агрегата МСО-200;
Станки правильные и отрезные СТУ-70 / 3-6, в том числе прутковый стол и рулоны;
Гибочный станок;
Линия порошкового полимера;
Руководство пользователя и техническая документация производителя.
Упаковка и транспортировка
Контейнер 20 дюймов, поддон, дерево, картон, полиэтилен.
Наши услуги
Проверка и запуск.Послепродажное обслуживание по скайпу, электронной почте, телефону 24/7.
Информация о компании
Компания «Росстройтех» — эксперт в области контактной сварки и ведущий российский производитель оборудования для производства сборных железобетонных изделий, машин для сварки сетки, автоматических и ручных машин для многоточечной сварки и высокотехнологичного оборудования для обработка проволоки.
.
Полуавтоматические сварочные аппараты MIG
полуавтоматические сварочные аппараты mig
TopSun Автоматический аппарат для сварки продольных швов
(Машина для сварки резервуаров)
TopSun Автоматические устройства для сварки продольных швов предназначены для всех прямолинейных сварок Приложения. Одна сварочная горелка перемещается вдоль шва, обеспечивая непрерывную сварку с отличной точностью и качеством. Когда такая машина для продольной сварки используется для сварки резервуаров, они широко используются в производстве резервуаров для солнечного водонагревателя, резервуаров для эмалированного топлива, баллонов для сжиженного нефтяного газа, сварных изолированных баллонов большой емкости, резервуаров для хранения, газовых станций СПГ и так далее. Полностью адаптирован к требованиям заказчика. | |
Производительность аппарата для сварки продольных швов | Автоматический аппарат для сварки продольных швов TopSun предназначен для стыковой сварки.Эти сварочные аппараты могут включать:
Характеристики сварочного аппарата TopSun Tank
Автоматическое или ручное изменение размера |
Применения | Автоматическая машина для продольной сварки TopSun для небольших, средних и крупных операций прямой сварки. Сварные швы обычно выходят за пределы резервуаров. Резервуары включают:
|
Диапазон обрабатываемой детали | Толщина обрабатываемой детали: 0,3-10 мм Диаметр. |
Материал заготовки | Сварщик продольных швов TopSun может сваривать следующие материалы:
|
Компоненты оборудования, разработанные на заказ | Для любых сварочных аппаратов, которые мы производим и устанавливаем, мы можем включить необходимую систему управления.Мы программируем и подключаем электрические элементы управления, такие как:
Мы используем преимущественно Allen-Bradley ПЛК с сенсорным экраном или панельным дисплеем, но мы будем использовать средства управления любой марки или типа, указанные нашими клиентами. |
Инженерные услуги | Благодаря нашему опыту производства и экспорта оборудования для сварки продольных швов, наша команда инженеров может разработать оборудование на заказ. Мы можем связать наше оборудование с действующей сборочной линией или оборудованием или поставить всю сборочную линию. Мы также предоставляем подробные технические чертежи, руководство пользователя, рабочие процедуры и руководство по техническому обслуживанию на протяжении всего процесса проектирования, изготовления и монтажа. |
| 000 000 000 000 000 9000 | Аппарат для сварки продольных швов TIG Аппарат для сварки продольных швов MAG MIG Сварочный аппарат для продольных швов Аппарат для сварки продольных швов с увеличением высоты — Аппарат для сварки резервуаров Диаметррезервуара: 3000 мм Сварочный аппарат продольного шва рабочий |
Продольный сварочный шов 9000 Сварочный аппарат для качественной сварки Оболочка резервуара только что закончена Сварка TIG Плазменный аппарат для сварки продольных швов 900 |
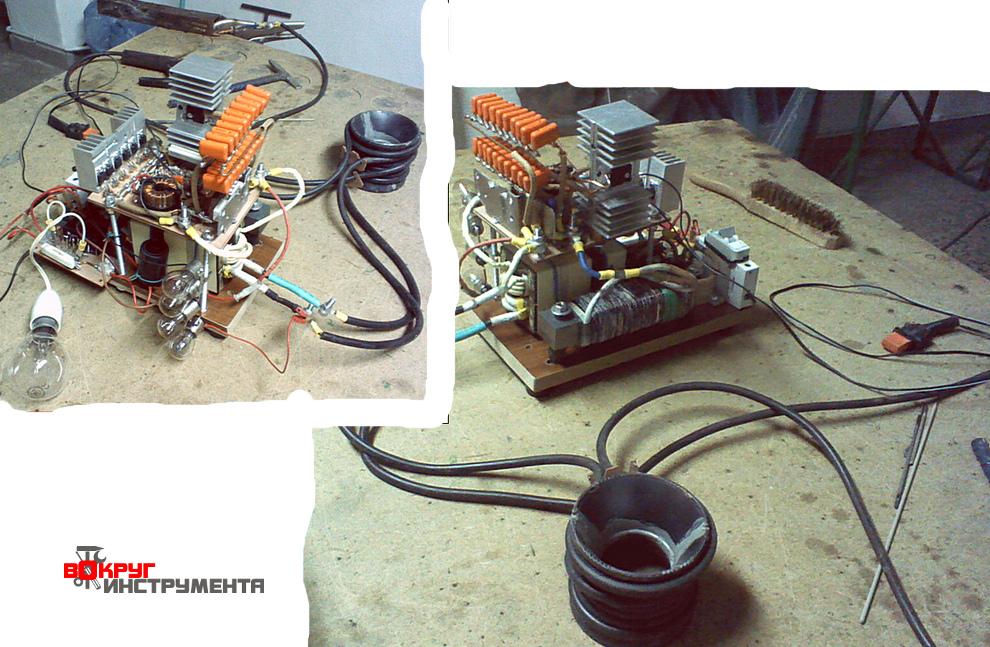 Они широко используются для сварки цилиндров, корпусов резервуаров, труб, плоских листов и открытых ящиков.
Они широко используются для сварки цилиндров, корпусов резервуаров, труб, плоских листов и открытых ящиков.
 заготовки: 200 мм-2500 мм
заготовки: 200 мм-2500 мм .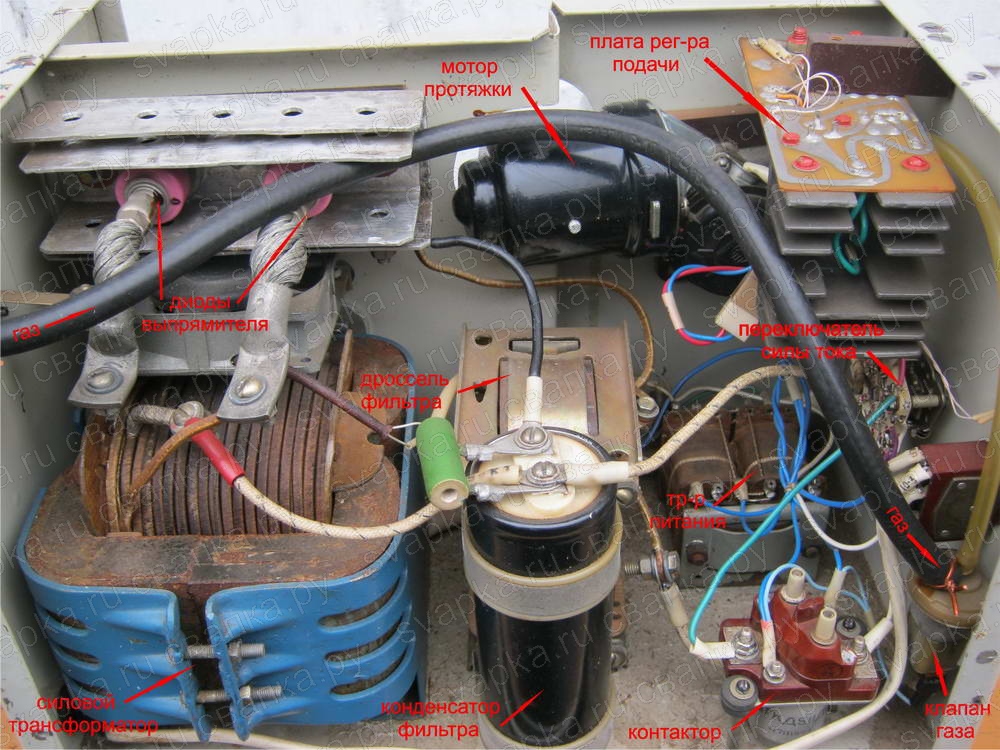
5.4V 400F Конденсаторный точечный сварочный аппарат DIY Светодиодный портативный точечный сварочный аппарат Набор полуавтоматических сварочных инструментов 0,25 мм 18650 Аккумулятор
Описание продукта
Примечание:
1. Пожалуйста, не меняйте настройки проводки произвольно. Если для питания используется литиевая батарея, зарядный MOS может быть поврежден. Кроме того, продавец не несет ответственности за неисправности, вызванные модификацией.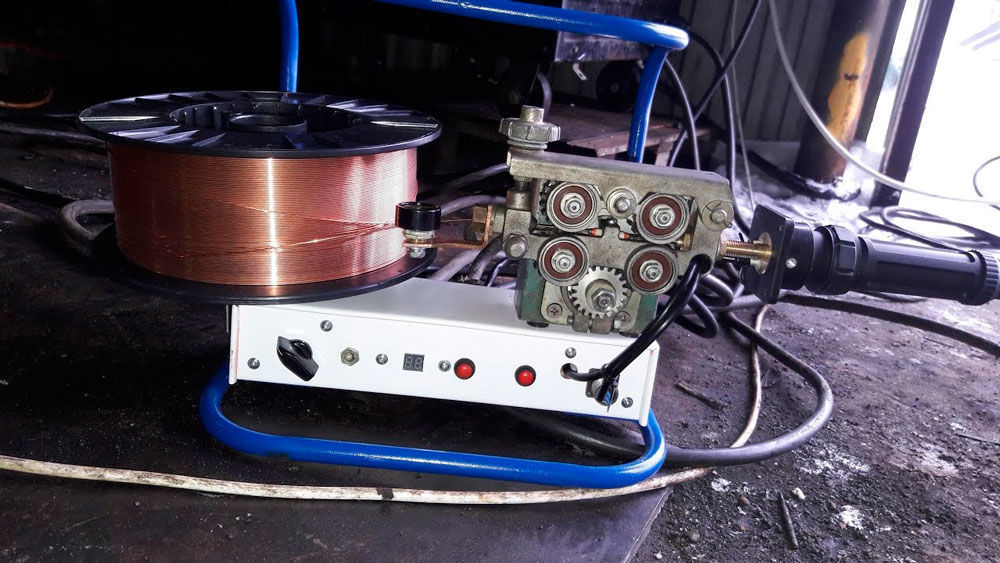
2. Обратите внимание, что при вставке экрана после получения товара, пожалуйста, проверьте соответствие контактов и отверстий экрана один за другим, а затем подключите зарядное устройство, в противном случае плата управления будет повреждена напрямую.
Особенность:
1. Использование конденсатора 2,7 В 100F или 120F с очень низким внутренним сопротивлением, 2 серии 8 параллельных, внутреннее сопротивление: 5 мОм, всего 400F, а не 1600F.
2. Мягкая силиконовая проволока сечением 25 квадратных AWG обеспечивает более низкое внутреннее сопротивление и приятные ощущения.
3. В нем используется паяльная ручка с резьбой из красной меди, которая имеет более низкое внутреннее сопротивление и более долговечна, чем традиционная латунная ручка для пайки.
4. В панель управления добавлены новые функции, мы всегда будем выпускать новые версии, так что следите за обновлениями.
5. Этот продукт собран и закончен. Его можно использовать сразу после получения товара.
6. Добавлены функции отображения напряжения 1 и напряжения 2 для контроля напряжения во время точечной сварки.
7. Напряжение: 220 В переменного тока, мощность: около 60 Вт
8. Основной корпус: 11*11*10 см, паяльная ручка: 50 см
9. Толщина сварки: рекомендуется в пределах 0,25 мм
Применение аппарата:
Подключите зарядное устройство, в правом нижнем углу находится кнопка вращения, вращение может перемещать курсор и регулировать размер значения, а подтверждение — нажать кнопку.
1. Чем больше значение импульса, тем сильнее сварочная способность. Например, значение первого импульса для точечной сварки никеля 0,15 мм составляет около 7, а второй импульс можно регулировать.
Подождите: Проще говоря, чем больше значение непрерывного разряда, тем дольше время непрерывного разряда.
Автоматическая сварка: ее можно отрегулировать в соответствии с вашими собственными требованиями… (новичок рекомендует более одной секунды)
2. Настройка напряжения в интерфейсе может регулировать напряжение разряда конденсатора, например: конденсатор представляет собой одиночный 2,8 В, тогда напряжение 5,6 В после последовательного соединения, если конденсатор 2,7 В, он регулируется 5,4 В, помните, чтобы не превышать напряжение после последовательного соединения!
Настройка напряжения в интерфейсе может регулировать напряжение разряда конденсатора, например: конденсатор представляет собой одиночный 2,8 В, тогда напряжение 5,6 В после последовательного соединения, если конденсатор 2,7 В, он регулируется 5,4 В, помните, чтобы не превышать напряжение после последовательного соединения!
3. Системная настройка:
(1) Зарядный ток относится к скорости зарядки, при которой заряжается конденсатор, чем больше значение, тем быстрее зарядка, диапазон значений составляет 1–10 А
(2) Одиночный выдерживаемое напряжение конденсатора: относится к диапазону выдерживаемого напряжения одного конденсатора, например выдерживаемое напряжение 2,7 В и конденсатор 2,7 В. Это безопасно. Конденсатор 2,8 В настроен на 2,7 В. Это не перенапряжение и длительное использование приведет к повреждению конденсатора
Не устанавливайте значение напряжения, превышающее емкость! Сохраните и выйдите после изменения данных!
4. Например:
Точечная сварка 0,15 листов никеля Настройка: импульс 1 – 5 мс, импульс 2 – 5 мс, АВТО – 1 с.
Точечная сварка никеля толщиной 0,2 мм. Настройки: импульс 1 — 12 мс, импульс 2 — 5 мс, АВТО для 1S
Рекомендуется устанавливать значения импульсов 1 и 2 в пределах 20 мс, чтобы поддерживать работоспособность аппарата для точечной сварки
Комплект поставки:
1 хост-машина для точечной сварки
1 x Разборка сварки пера
1 x 12V 10a Источник питания (плагин США)
Подробнее.
Дополнительная информация
При заказе на Alexnld.com вы получите подтверждение по электронной почте. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе в процессе оформления заказа. Alexnld.com предлагает 3 различных способа международной доставки: Авиапочта, Заказная Авиапочта и Служба ускоренной доставки. Ниже приведены сроки доставки:
Ниже приведены сроки доставки:
| Авиапочта и зарегистрированная авиапочта | Район | Время |
|---|---|---|
| США, Канада | 10-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур, Объединенные Арабские Эмираты | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 7-15 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal,и с помощью кредитной карты.
Оплата с помощью PayPal / кредитной карты —
ПРИМЕЧАНИЕ: Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или используйте кредитную карту Express.
2) Введите данные своей карты, заказ будет отправлен на ваш адрес PayPal. и нажмите Отправить.
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Возврат
Вы можете вернуть этот товар в течение 15 дней с момента доставки для полного возврата средств. Мы также оплатим стоимость обратной доставки, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Если вам нужно вернуть товар, свяжитесь с нами, указав номер вашего заказа и сведения о продукте, который вы хотите вернуть. Мы быстро ответим и предоставим инструкции о том, как вернуть товары из вашего заказа.
Продукт не работает должным образом?
Наша служба поддержки клиентов может решить большинство проблем, связанных с продуктом, быстро и эффективно. Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.
Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.
Право на возврат
Чтобы возврат имел право на возмещение, убедитесь, что вы вернули в течение 15 дней с даты доставки вашего товара.
Просим вас вернуть нам ваш товар в новом или слегка использованном состоянии без признаков износа. Если товар находится в использованном состоянии, пожалуйста, отправьте нам фотографию, чтобы подтвердить его состояние, прежде чем вернуть его. Мы оставляем за собой право отказать в возврате, если есть какие-либо признаки износа или отсутствия деталей.
Имейте в виду, что мы покрываем стоимость возврата только в том случае, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Все клиенты должны связаться с нами, прежде чем отправлять нам что-либо. Мы не несем ответственности за возвращенные товары без предварительного уведомления.
Возврат
После успешной проверки вашего возврата мы осуществим полный возврат средств на кредитную/дебетовую карту или счет PayPal, который использовался для размещения первоначального заказа.
Вы должны рассчитывать на возмещение в течение четырех недель после возврата посылки, однако во многих случаях вы получите возмещение быстрее. Этот период времени включает время в пути до получения вашего возврата от грузоотправителя (от 5 до 20 рабочих дней), время, необходимое нам для обработки вашего возврата после его получения (от 3 до 5 рабочих дней), и время, которое требуется вашего банка для обработки нашего запроса на возврат средств (от 3 до 5 рабочих дней).
Отказ от ответственности: это отзывы пользователей. Результаты могут варьироваться от человека к человеку.
Запрос продукта
Имя
Адрес электронной почты
Расследование
Сварочный полуавтомат для бытовых целей своими руками: схема инвертора, подготовка, чертеж | vseznayko.
 com.ua
com.uaЧеловек, имеющий определенные знания и опыт в области электроники, вполне способен справиться с такой задачей, как изготовление сварочного полуавтомата своими руками или его ремонт. Достаточно подготовить определенный набор элементов и приспособлений. Если сравнивать инверторные полуавтоматы с аналогичным сварочным оборудованием, то первые выделяются, в первую очередь, меньшим весом, за счет чего особых сложностей в работе с ними не возникает. Кроме того, вам не придется прибегать к специальным приспособлениям, чтобы переместить их в другое место.
Устройство самодельного сварочного полуавтомата
Если кратко описать схему работы инверторного устройства, то суть его заключается в следующем: после подачи на выпрямитель напряжения возникает пульсирующее напряжение, за счет чего происходит сглаживание фильтра, в результате на выходе постоянный ток. Транзисторы позволяют создавать постоянный переменный ток, имеющий частоту от 20 Гц и выше.
Из-за падения напряжения его назначение может находиться в диапазоне 70-90 В, демонстрируемый током ток может достигать отметки 200 А.
Такие особенности позволяют самодельному сварочному полуавтомату демонстрировать такие же качества, как и большая часть этого оборудования.
Однако ремонт этих устройств может быть затруднен, учитывая наличие в системе сложных цепей.
С учетом того, что инвертор работает за счет изменения переменного тока вместо использования преобразователя частоты ЭДС, это обеспечивает малые габариты и вес устройства.
Однако для ремонта такого оборудования владелец должен иметь некоторые познания в электротехнике.
Полуавтомат
Согласно схеме масса обычного электросварочного оборудования, обеспечивающего силу тока 160 А, не более 19 кг. Инверторы на фоне, имеющие аналогичные технические характеристики, весят в 2 раза меньше, а ток, подаваемый на них, может достигать 250 А.
При этом каждое из этих приспособлений для сварки можно изготовить своими руками. По схеме в комплектации инверторного сварочного полуавтомата представлен не только блок питания, но и ряд других обязательных элементов:
- горелка; устройство
- , обеспечивающее подачу провода;
- гибкий шланг, по которому подается провод и газ под давлением.

Особенности изготовления сварочных полуавтоматов
Изготовление инверторных полуавтоматов достаточно сложно в реализации, т.к. владельцу необходимо самостоятельно создать механизм подачи проволоки.
Материалы
Если собственник настроен добиться своего, то он помимо схемы должен подготовить инструменты и материалы, полный перечень которых включает следующее:
- трансформатор, обеспечивающий ток от 150 А; механизм
- , обеспечивающий подачу проволоки;
- гибкий рукав, с помощью которого подается газ; катушка
- с проводом; Устройство управления
- .
Механизм подачи является очень важным компонентом сварочного оборудования, ведь именно благодаря ему проволока будет подаваться в зону сварки с помощью шланга.
Особо следует отметить скорость подачи проволоки для сварки, которая должна происходить с той же скоростью, что и процесс плавления расходных материалов. Именно скорость проволоки влияет на то, насколько качественно будет создан шов. По этой причине целесообразно включать в сварочную систему такое устройство, как регулятор скорости. Благодаря ей возможность выполнять сварку любой проволокой независимо от материала и диаметра.
По этой причине целесообразно включать в сварочную систему такое устройство, как регулятор скорости. Благодаря ей возможность выполнять сварку любой проволокой независимо от материала и диаметра.
Чаще всего для создания шва используется проволока диаметром от 0,8 до 1,6 мм. Его следует разместить на катушке, после чего уже осуществляется заправка инвертора для сварки. Желательно сделать так, чтобы электродная проволока входила в горелку в автоматическом режиме. Это может ускорить процесс сварки.
Прибор, контролирующий работу инверторного полуавтомата, снабженный регулятором для стабилизации тока. Для обеспечения необходимой величины тока в системе предусмотрена электрическая микросхема, представленная микроконтроллером, работающим в режиме широтно-импульсного модулятора. Важным параметром является коэффициент заполнения, влияющий на напряжение, которое создается на обкладках конденсатора. А он заодно определяет электрическую силу сварочной дуги.
Особенности подготовки трансформатора
Чтобы получить представление об особенностях подготовки трансформатора для изготовления самодельных сварочных полуавтоматов, важно учитывать следующий момент: по исполнению это устройство не отличается от тот, который используется в микроволновой печи.
В конструкции данного устройства две катушки, содержащие медный изолированный провод. Они действуют как первичная и вторичная обмотки. Это изделие сыграет ключевую роль в создании самодельного инвертора.
Из-за несоответствия количества витков провода сначала протекает ток в первичную обмотку, а затем за счет действия индукции во вторичной обмотке происходит снижение напряжения, что приводит к увеличению тока . Если было принято решение создать инверторный сварочный полуавтомат на базе трансформатора, который применялся в микроволновой печи, то придется внести некоторые изменения в его конструкцию.
Эта необходимость связана с тем, что напряжение, выдаваемое этим устройством, превышает необходимое значение, при котором будет обеспечена нормальная работа сварочного аппарата. По этой причине основной задачей будет увеличение тока и одновременное уменьшение вольтовой характеристики. Следует упомянуть об одном важном моменте: увеличение силы тока может привести к возгоранию электрода и повреждению металлической заготовки, если ток слишком слабый, то при сварке невозможно будет обеспечить шов достаточной надежности.
На данном этапе важно выполнить правильные расчеты, иначе созданный сварочный полуавтомат вскоре потребует ремонта. Если вернуться к необходимым изменениям в конструкции системы, то имеется в виду переработка вторичной обмотки: сначала нужно снять старую обмотку, аккуратно намотать на нее новую, в качестве которой следует использовать провод с защита на основе эмали. Все витки должны быть размещены очень плотно, ремонт должен производиться максимально аккуратно, иначе есть риск повредить первичную обмотку.
На таких параметрах как толщина провода, так и количество витков можно не останавливаться, так как их выбор будет определяться типом ремонтируемого трансформатора. Однако для расчета оптимальной производительности можно воспользоваться онлайн-калькулятором. После создания необходимого числа витков обмотку следует защитить токоизолирующим веществом.
Выбор корпуса, центровка и установка катушки
Перед тем, как приступить к самостоятельной сборке сварочного полуавтомата, необходимо решить вопрос с подходящим вариантом корпуса. В качестве альтернативы можно рассмотреть коробку необходимых размеров из листового металла или пластика. Выбранное здание будет местом, где будут установлены трансформаторы, затем вам нужно соединить их первичную и вторичную обмотки.
В качестве альтернативы можно рассмотреть коробку необходимых размеров из листового металла или пластика. Выбранное здание будет местом, где будут установлены трансформаторы, затем вам нужно соединить их первичную и вторичную обмотки.
- Соединение первичных обмоток выполняется параллельно, а вторичных — последовательно. Инверторный полуавтомат, выполненный с подобным корпусом, сможет принимать ток величиной 60 А, обеспечивая выходное напряжение 40 Ст.. Благодаря таким рабочим характеристикам можно создать комфортные условия для выполнения сварки дома.
- Основной задачей системы охлаждения самодельного сварочного полуавтомата является защита от перегрева инвертора в процессе работы. Для решения этой задачи необходимо соблюдать следующие компоновки устройств: сначала нужно установить вентиляторы в корпус, для чего отведены участки с обеих его сторон, расположенных напротив преобразователей электроэнергии.
- Проблема с вентиляторами решается их покупкой в магазине или взятием напрокат у старого компьютерного системного блока. Перед установкой убедитесь, что они способны обеспечить приток воздуха к вытяжке.
 Перед установкой убедитесь, что они способны обеспечить приток воздуха к вытяжке.
Перед установкой убедитесь, что они способны обеспечить приток воздуха к вытяжке.Для эффективного отвода нагретого и подачи холодного воздуха необходимо предусмотреть в корпусе полуавтомата своими руками несколько десятков сквозных отверстий. Купить держатели сварочного кабеля можно в специализированном магазине. Самодельный сварочный полуавтомат невозможно создать без газового баллона: его также можно приобрести в магазине или взять взаймы из старого огнетушителя. При подключении инвестора к сети микроконтроллер сразу начнет работать и настроит оптимальные характеристики для сварки. При наличии на кабеле напряжения не 100 В можно сделать вывод о неисправности устройства. В этом случае нужно провести диагностику и устранить причину.
Устройство скорости подачи электродной проволоки
Хотя производители позиционируют сварочные аппараты как очень надежные устройства, довольно часто они выходят из строя из-за регулятора подачи проволоки, что вынуждает владельца часто его ремонтировать. Если у вас возникнут проблемы с этим пунктом, то в дальнейшем это может негативно сказаться на работе сварочного полуавтомата.
Если у вас возникнут проблемы с этим пунктом, то в дальнейшем это может негативно сказаться на работе сварочного полуавтомата.
При положительном результате владельцу нужно потратить больше времени на сварку и замену электронного провода. Учитывая, что в момент подачи сопла сварочного аппарата проволока закреплена, для ремонта владельцу придется снимать насадку и очищать место контакта.
Если возникают проблемы с работой регулятора управления подачей проволоки, то это позволяет сделать вывод о неоптимальном расходе сварочной проволоки.
Выход из строя регулятора управления может быть вызван также неисправностями в его механической части. Применяемая в нем схема предусматривает наличие прижимного ролика, оснащенного регулятором уровня зажима проволоки, а также ролика подачи проволоки. Последний характеризуется наличием двух углублений, из которых выходит сварочная проволока диаметром до 1 мм
После регулятора находится соленоид, основной функцией которого является контроль подачи газа. Учитывая, что регулятор является достаточно массивным элементом, а его крепление к панели прибора обеспечивается лишь несколькими болтами, будет считать правильным, что регулятор подачи не имеет надежной опоры. Эта особенность может привести к перекосу конструкции полуавтомата, что также может стать причиной его выхода из строя.
Учитывая, что регулятор является достаточно массивным элементом, а его крепление к панели прибора обеспечивается лишь несколькими болтами, будет считать правильным, что регулятор подачи не имеет надежной опоры. Эта особенность может привести к перекосу конструкции полуавтомата, что также может стать причиной его выхода из строя.
Заключение
Несмотря на то, что в продаже имеется большой выбор различных сварочных агрегатов, каждый владелец может сэкономить на его покупке, если решится сделать такое оборудование своими руками. Эту идею легко реализовать по той причине, что для этого можно использовать материалы и инструменты, которые нетрудно найти. При этом не стоит бояться того, что самодельный сварочный агрегат быстро выйдет из строя. Главное соблюдать схему создания такого оборудования, и тогда его работа будет проходить с оптимальной производительностью, что позволит создавать надежные сварные соединения.
 com/embed/bA1ImGYVrtQ»>
com/embed/bA1ImGYVrtQ»> Автоматическое переплетение цифровой нити в 3D-печати с помощью Oqton — 3DPrint.com
Легче сказать, чем сделать оцифровку производственных технологий. Однако, поскольку 3D-печать уже является высокоцифровым процессом, она может стать главным кандидатом на то, чтобы определить тенденцию Индустрии 4.0. Эта причина, наряду с большим энтузиазмом в отношении аддитивного производства (AM), поместила 3D-печать в центр ряда программного обеспечения, предназначенного для систем управления производством (MES), которые стремятся сплести цифровую нить на протяжении всего производственного процесса.
Лидером в этой области является компания Oqton, которая применяет искусственный интеллект (ИИ) для автоматизации всей производственной экосистемы. Чтобы узнать больше, мы поговорили с Беном Шраувеном, старшим вице-президентом и генеральным директором Oqton в IMTS.
Знакомство с автоматизацией 3D-печати
Шраувен начал с объяснения того, что, работая в Autodesk, он был погружен в тенденцию поставщиков САПР интегрировать программное обеспечение для проектирования, управления жизненным циклом продукта и производства в консолидированные пакеты.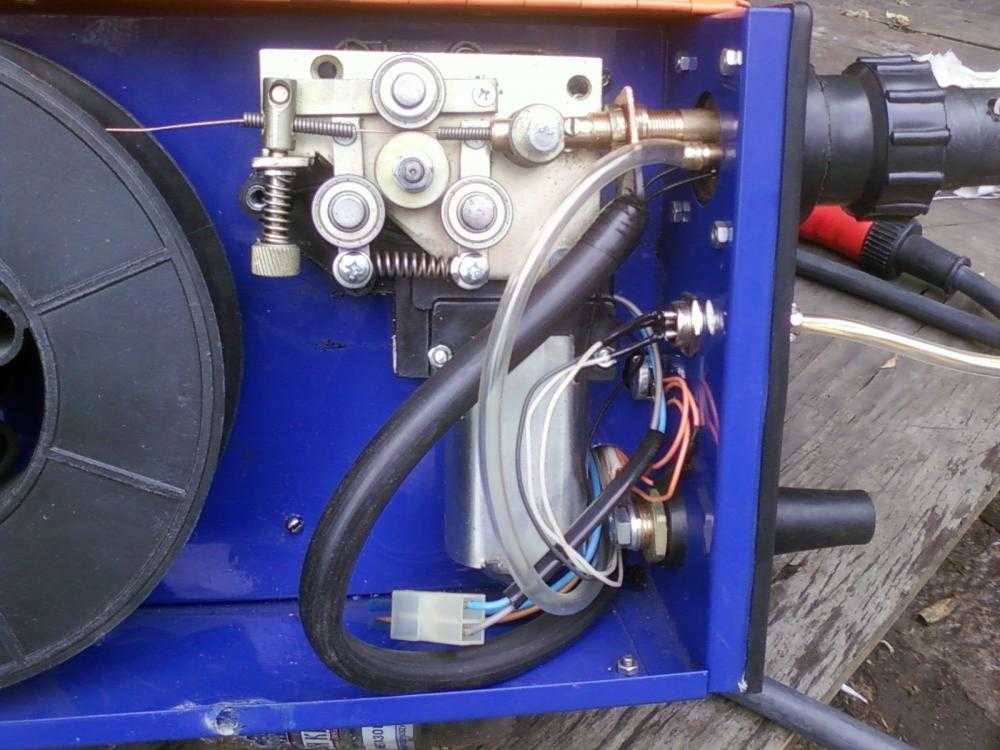 Работая в крупной компании-разработчике САПР, Шраувен с интересом наблюдал за реальным опытом клиентов на разных рынках. В результате компания САПР создала комплексный пакет не только для проектирования деталей, но и для их изготовления с использованием аддитивных технологий, ЧПУ и других технологий. Однако, как бы фирмы-разработчики программного обеспечения ни хотели объединить технологии проектирования и производства, реальность на местах показала, что это не так просто, как кажется.
Работая в крупной компании-разработчике САПР, Шраувен с интересом наблюдал за реальным опытом клиентов на разных рынках. В результате компания САПР создала комплексный пакет не только для проектирования деталей, но и для их изготовления с использованием аддитивных технологий, ЧПУ и других технологий. Однако, как бы фирмы-разработчики программного обеспечения ни хотели объединить технологии проектирования и производства, реальность на местах показала, что это не так просто, как кажется.
«При разговоре с клиентами стало совершенно очевидно, что проблема, с которой они боролись, заключалась в том, что размеры партий постоянно уменьшались. Время между внедрением новых продуктов всегда должно быть короче. Все эти революционные и сложные производственные технологии — пятиосевая обработка, 3D-печать металлом — было очень сложно использовать в больших масштабах. И образовался огромный дефицит талантов. Новое поколение [инженеров] действительно универсалы, тогда как в старые времена, когда вам нужно было программировать пятиосевые станки, вам нужны были люди, которые работали над этим всю свою жизнь.
 Или, если вы действительно хотели использовать 3D-печать металлом, вам нужно было нанять кого-то с докторской степенью в области 3D-печати металлом», — сказал Шраувен. «Между тем, что делали все эти компании CAD-CAM и PLM, и тем, что на самом деле испытывали клиенты, был большой разрыв».
Или, если вы действительно хотели использовать 3D-печать металлом, вам нужно было нанять кого-то с докторской степенью в области 3D-печати металлом», — сказал Шраувен. «Между тем, что делали все эти компании CAD-CAM и PLM, и тем, что на самом деле испытывали клиенты, был большой разрыв».Чтобы решить эту проблему, Oqton начала создавать автоматизацию на основе машинного обучения поверх производственного программного обеспечения, что привело к тому, что она назвала своей производственной ОС. В отличие от другого программного обеспечения MES, производственная ОС фирмы не только отслеживает, что происходит на заводе, но и контролирует его. При этом программное обеспечение Oqton может постоянно предлагать лучшие способы изготовления предметов.
Встроенная функция отслеживания Oqton
Пример отчета, который можно получить с 3D-принтера. Изображение предоставлено Октоном.
Изображение предоставлено Октоном.
В случае с элайнерами, которые основаны на 3D-печатных формах для конкретных пациентов, производственная ОС играет неотъемлемую роль в обеспечении автоматизированного производства без отключения света. Шраувен объяснил, что операционная система Oqton Manufacturing «управляет всем, от планирования до раскладки для подготовки сборки, управления станками, отслеживания сбоев, отслеживания ЧПУ, обрезки, лазерной маркировки — всего».
Будучи интегрированной во все аспекты производственного процесса, Oqton Manufacturing OS предлагает преимущества помимо автоматизации на основе ИИ. В частности, он обеспечивает отслеживаемость в таких строго регулируемых областях, как медицина, аэрокосмическая/военная промышленность, а также нефть и газ. В отличие от некоторых других поставщиков MES, Oqton заложила отслеживаемость материалов в ядро своего программного обеспечения, потому что хотела на раннем этапе ориентироваться на строго регулируемые отрасли. Благодаря этой встроенной отслеживаемости поля, требующие полного учета произведенного изделия, могут войти в ОС Oqton Manufacturing, чтобы получить полный отчет о детали вплоть до значений датчиков и пороговых значений концентрации кислорода, используемых на принтере во время его печати. печатался.
Благодаря этой встроенной отслеживаемости поля, требующие полного учета произведенного изделия, могут войти в ОС Oqton Manufacturing, чтобы получить полный отчет о детали вплоть до значений датчиков и пороговых значений концентрации кислорода, используемых на принтере во время его печати. печатался.
Автоматизация за пределами 3D-печати
В то время как Oqton начал с AM, отчасти из-за менталитета первых последователей своих пользователей, компания расширяется в другие производственные технологии. Он уже находит применение в обработке с ЧПУ и роботизированной сварке.
Команда Oqton рассказала об интересном примере компании Van Hool, которая производит несколько сотен грузовиков с прицепами в год. Традиционно компания тратила около трех недель на то, чтобы высококвалифицированный программист-робототехник сгенерировал программу сварочных операций для прицепа с одним грузовым автомобилем. Затем этот опыт должен быть применен к каждому транспортному средству. Однако с помощью решения Oqton для автономной роботизированной сварки удалось автоматизировать пути сварки, сократив время программирования до двух дней.
«Наше программное обеспечение автоматически извлекает потенциальные линии сварки, рассчитывает движения робота без столкновений, предлагает параметры сварки на основе пользовательских моделей искусственного интеллекта и, наконец, генерирует желаемую программу сварки. Единственное, что должен сделать инженер-технолог, — это проверить. Везде, где есть особые сварные швы, элементы, которые могут немного отличаться, именно на них обращают внимание, а не на всю повторяющуюся работу. Этот уровень автоматизации также открывает совершенно новый рынок для сварочных роботов, которые можно использовать для крупносерийного мелкосерийного производства».
Вертикальный искусственный интеллект
Чтобы предоставить решения для всех целевых секторов, Oqton выбрала интересный подход. Вместо того, чтобы обучать общий ИИ для работы с каждым приложением, компания создает ИИ для конкретных приложений. Его машинное обучение для прозрачных выравнивателей не имеет опыта, необходимого для создания аэрокосмической детали, и наоборот. Это означает, что когда клиент обращается к компании за внедрением своих инструментов, Oqton не нужно создавать специальное решение, а можно предоставить пакет программного обеспечения для конкретного приложения.
«Что мы делаем, так это смотрим на отраслевые вертикали, которые имеют аналогичные части и похожие приложения, а затем строим модель ИИ, которая работает для всех клиентов во всей вертикали. Поэтому мы собираемся постоянно добавлять новые вертикали».
В дополнение к расширению вертикалей Oqton будет интегрировать больше производственного оборудования, а также другие типы программного обеспечения. Это включает в себя системы управления лабораторной информацией (LIMS), программное обеспечение, которое используется для тестирования материалов и других мелкомасштабных данных и планирования в лабораторных условиях.
Можно подумать, что в такой небольшой среде мало пользы для программного обеспечения для автоматизации, но даже, скажем, в университетской лаборатории может быть полезно поддерживать прослеживаемость, связанную с каждым исследователем, который использует оборудование и материалы. Между тем, стоматологическая студия с одним 3D-принтером может полагаться на производственную ОС Oqton только для автоматизации. А подписку на программное обеспечение можно масштабировать в зависимости от степени его использования, поэтому цена зависит от размера организации.
Программное обеспечение Amphyon для моделирования 3D-печати. Изображение предоставлено Октоном.
Поскольку Oqton продолжает расти, все программные продукты, ранее предлагаемые 3D Systems, будут объединены в единую экосистему. Это включает в себя Geomagic Control X, одну из ведущих программ контроля качества на рынке, но она была ограничена программным обеспечением для настольных ПК, которое генерирует только отчеты в формате PDF. В недалеком будущем он будет облачным и свяжет контроль качества со всеми другими отслеживаемыми данными, связанными с печатными деталями. Программы подготовки сборки и моделирования 3DXpert и Amphyon — это другие инструменты, преимущество которых заключается в том, что они интегрированы в пакет Oqton вместе с Geomagic Design X для обратного проектирования.
Часть этой интеграции произойдет раньше, чем позже. Например, 3DXpert уже подключен к экосистеме, а Geomagic не полностью подключен. Между тем, поскольку Oqton был отделен стеной от своей материнской компании, 3D Systems, для обеспечения целостности данных в рамках их нейтрального подхода к технологиям, все инструменты доступны для пользователей любого программного обеспечения САПР и любой технологии 3D-печати. Таким образом, вся индустрия AM сможет извлечь выгоду из автоматизации и прослеживаемости, которые внедряет Oqton.
Хотя Oqton может быть одним из самых многообещающих, он не единственный игрок в области автоматизации программного обеспечения. Он продолжит конкурировать с Materialise, первоначальным разработчиком технологии управления 3D-принтерами, а также с небольшим, но растущим числом поставщиков MES. В целом эти фирмы помогают продвигать концепцию «Индустрия 4.0», подробно описанную в отчете «Автоматизация, аддитивное производство и завод будущего» от SmarTech Analysis.