Видео уроки по сварке металла
Видео уроки по сварке металлаСтатьи
Главная › Новости
Опубликовано: 18.01.2016
Как варить красивые швы начинающим сварщикам
Сварка — это сложный технологический процесс, соединяющий материалы при их нагреве. Соединяют обычно металлические изделия. Качество зависит от квалификации сварщика Купить ковролин www.floor-shop.ru/index.php?cat=1 . Хорошо зарекомендовали себя видео уроки. Они полезны и новичкам, и опытным специалистам. Их можно просмотреть в любое время, также имеются инструкции для обучения. Успехов Вам в познаний этого ремесла!
Как научиться варить электросваркой — Урок 1
 santehnik777.ru
santehnik777.ru Сварка инверторным аппаратом в мастерской.
Сварка инверторным аппаратом в мастерской.
- Изготовление резервуаров
- Лист нержавейка Алматы
- Производство изделий из пластмасс, силиконов и резин
- Изделия из мрамора в современном интерьере
- Интернет-магазин бытовой техники Б/У
- Бани водяные
- Кронциркули
- Где купить аппарат конденсаторной приварки
- Сварка оптических волокон
- Оборудование для обработки металла
- Производство и продажа трубы ППУ
- Каппер кто это
- Компания 3М в Казахстане: Защита при сварке
- Строительная компания
- Разработка интернет магазина
- 2
- EMBOSS Изготовление пластиковых карт в Киеве
- 3
- Производство и продажа трубы ППУ
- интернет-магазин бытовой техники Б/У
Как правильно варить: техника и азы сварки
Содержание
- Азы сварки для начинающих
- Технология электросварки
- Объяснение полярности
- Влияние скорости подачи электродов
- Сила тока
- Особенности тонкого металла
- Способы сварки инвертором
- Что необходимо для работы в домашних условиях
- Уроки сварки для новичков
В строительных магазинах можно найти недорогие сварочные аппараты, которые работают от постоянного тока. Их сможет использовать в гаражных условиях даже начинающий мастер. Узнать, как правильно варить, можно по урокам, видео и советам в интернете. Сделать забор на дачу или простую конструкцию под силу каждому.
Их сможет использовать в гаражных условиях даже начинающий мастер. Узнать, как правильно варить, можно по урокам, видео и советам в интернете. Сделать забор на дачу или простую конструкцию под силу каждому.
Азы сварки для начинающих
Сначала нужно разобраться в устройстве инвертора и в элементах управления. Также мастер должен знать особенности металла.
Для полного “чайника” достаточно самого дешевого аппарата. С накоплением опыта можно приобрести профессиональный или полупрофессиональный агрегат.
Нюансы работы для новичков:
- Дуга должна быть как можно короче, хотя бы в начале процесса. Разжечь ее можно двумя способами: чирканьем или постукиванием электрода. Лучше всего использовать первый вариант – так легче разогреть поверхность.
- Когда появилась дуга, можно начинать сварку инвертором. Для этого инструмент ведут вдоль кромки изделия. Есть несколько схем: спиралью, елочкой, треугольниками.
- Чем тоньше металлический лист, тем выше должна быть скорость работы, иначе появятся дырки.


Технология электросварки
Оборудование представляет собой прямоугольный ящик, с одной стороны которого находятся вентиляционные отверстия, а с другой – панель управления. Главный элемент на ней – это регулятор силы тока. Также имеется плюсовой и минусовой выходы для подключения держателя электродов и клемм.
Электродный стержень состоит из металлической сердцевины, которая покрыта защитным составом. Он предохраняет дугу от воздействия кислорода. Существуют угольные и графитовые стержни, но они не подходят для начинающих.
Принцип работы заключается в создании короткого замыкания между электродом и основой. Это позволяет быстро разогреть поверхность и расплавить ее. В результате 2 элемента сплавляются между собой. Для формирования сварочного шва нужно поджечь систему. Мастер чиркает или постукивает электродным стержнем о металлическую конструкцию.
Перед началом рекомендуется закрепить детали струбцинами. Опытные сварщики делают несколько прихваток – поперечных швов длиной несколько сантиметров.
 Это гарантирует то, что лист не перекосится во время сварки.
Это гарантирует то, что лист не перекосится во время сварки.Объяснение полярности
Между металлом и электродом формируется дуга, потому что они подключаются к разным полюсам. Так как используется только постоянный ток, можно произвольно менять плюс и минус. Это будет влиять на конечный результат. Если включить электродный шнур на минус, а массу на плюс, это будет называться прямым подключением. Оно используется для металла толщиной больше 5 мм.
Для тонкого железа применяется обратное включение. Оно позволяет защитить сварной шов от прожога, не раскаляя металлический лист.
Влияние скорости подачи электродов
Чтобы получить ровный результат, электродный стержень должен поступать равномерно. Сварщику нужно держать одинаковое расстояние между инструментом и поверхностью. Тогда аппарат не погаснет, а расплавленный металл ляжет аккуратно.
Если дуга продвигается слишком медленно, она может недостаточно нагреть металлические детали. Тогда сварка будет поверхностной и недолговечной. Слишком быстрая подача тоже отрицательно влияет на результат: это приводит к перегреву и деформации.
Слишком быстрая подача тоже отрицательно влияет на результат: это приводит к перегреву и деформации.
Сила тока
Это основное значение, которое влияет на качество шва. Если выставить его слишком большим, в конструкции могут образоваться отверстия. Для расчета можно использовать формулу L=KD. D – это диаметр электрода. Коэффициент К равен 25-60, точная цифра зависит от способа работы, например, для ручной электросварки в нижнем положении можно взять 30-35.
Особенности тонкого металла
Сложность дуговой сварки таких конструкций в том, что малейший просчет может дать прожог, который тяжело исправить непрофессионалу. Поэтому новичкам лучше тренироваться на толстом железе.
Нюансы работы:
- сначала нужно сделать прихватки, а потом основной шов;
- если отвести электрод слишком быстро вверх, возникнет горячая дуга, которая прожжет металл;
- варить лучше короткими отрезками, чтобы конструкция успела остыть.
Способы сварки инвертором
Существует несколько видов сварочных работ, они предполагают использование специального оборудования. Разновидности:
Разновидности:
- Кузнечная, сегодня практически не используется. Детали нагреваться и соединяются путем ковки.
- Контактная. Собирается электрическая цепь, создается короткое замыкание, в результате края конструкций сплавляются друг с другом. Разделяется на главную, стыковую и точечную.
- Газопрессовая. Изделия нагреваются газом, а потом спрессовываются.
- Водная. Процесс происходит в ванне под действием водорода, который не дает металлическим листам окисляться.
- Газовая. Пламя нагревает и плавит детали.
В различных сферах применяются разные способы. С нуля можно обучиться самостоятельно контактной дуговой сварке.
В домашних условиях используется электросварка, которая работает от постоянного тока и сети 220 В. За счет компактных размеров и отсутствия шума устройство можно использовать даже в квартире при соблюдении техники безопасности.
Что необходимо для работы в домашних условиях
Чтобы самостоятельно сварить металлическую конструкцию, понадобятся:
- сварочный инвертор;
- защитная маска, для новичков больше подойдет автоматическая;
- электроды, их толщина зависит от используемого материала;
- плотная одежда, закрывающая все тело, и перчатки;
- молоток и металлическая щетка для подготовки поверхности.

Перед началом процесса нужно убрать с конструкции ржавчину, т. к. она мешает плавке металла и ухудшает качество шва. После окончания работы расплавленное железо остывает и образуется шлак. Чтобы его убрать, детали нужно простучать с внешней стороны.
Уроки сварки для новичков
Сварочное дело имеет высокую степень пожароопасности, поэтому нужно уделить время созданию безопасных условий труда. Рекомендуется надеть одежду из негорючих материалов, а обувь должна быть на толстой подошве. Особое внимание нужно обратить на защиту рук и глаз.
Вокруг мастера не должно быть лишних предметов. Стоит убрать все, что может воспламениться от искры. Под ногами лучше обустроить деревянный настил, чтобы защититься от удара током. Рабочее место должно быть хорошо освещено.
Если электроды куплены непосредственно перед началом работы, они не требуют подготовки. Можно купить универсальные, диаметром 3,2 мм. Если они хранились в сыром неотапливаемом помещении, рекомендуется просушить их 2-3 часа при температуре 2000°С. Для установки в аппарат нужно нажать клавишу на ручке держателя и поставить электродный прут. Нужно убедиться, что он не шатается.
Для установки в аппарат нужно нажать клавишу на ручке держателя и поставить электродный прут. Нужно убедиться, что он не шатается.
В зависимости от толщины стержней нужно рассчитать силу тока. После этого можно поставить клемму массы. Для первого опыта лучше выбрать прямое подключение: плюс к детали, а минус – к электроду.
Металл тоже должен быть подготовлен: очищен от грязи, жира, краски, ржавчины. Особое внимание стоит уделить кромкам. Для того чтобы понять технологию сварочных работ, лучше взять один толстый лист. С появлением опыта можно учится соединять детали.
Как пользоваться сварочным аппаратом:
- Металлическую деталь нужно расположить горизонтально.
- Для первого шва можно нарисовать мелом линию.
- Чтобы разжечь дугу, нужно чиркнуть электродом о поверхность, как спичкой.
- После этого электродный стержень вести ровно по траектории. Самая простая линия – это зигзаг. Потом можно освоить треугольники и более сложные фигуры. Расстояние до металла должно быть постоянным, 2-3 мм. Чтобы понять, как правильно держать руки, нужно рассчитать угол. Электрод должен быть наклонен к мастеру на 60°. Это дает большую глубину прогрева. Если нужен поверхностный нагрев, наклонять держатель нужно от себя.
- По мере остывания будет формироваться окалина, ее удаляют молотком.

Сложность сварных работ состоит в том, что мастер одновременно должен контролировать несколько параметров:
- траекторию электрода;
- расстояние до поверхности;
- размер и состояние шва;
- направление движения.
От того, насколько хорошо сварщик это делает, зависит его профессионализм. Специалисты могут быстро и точно создать узкое и аккуратное соединение.
Не стоит бояться сварочных работ, даже если в этом деле человек “полный нуль”. Уроки сварки инвертором для начинающих можно найти в интернете, а оборудование “Ресанта” сейчас доступно всем. Поэтому каждый может сделать простую металлоконструкцию своими руками в домашних условиях.
Как выбрать газ, проволоку и вольфрамовые электроды для tig сварки?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка. Для сварки TIG аппаратом понадобятся:
- Сварочный газ
- Электроды
- Присадочный пруток
Рассмотрим каждый из расходных материалов в отдельности, чтобы разобраться в нюансах выбора.
Суть сварочного процесса TIG-оборудованием
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки.
Подготовка чугуна к сварке
Процедура подготовки чугунных деталей более кропотливая, чем у стали. Обуславливается склонностью этого материала к образованию трещин и саморазрушению.
Для начала необходимо внимательно осмотреть деталь на предмет дефектов, которые нужно удалить. Первым делом выявляются трещины. Если они обнаруживаются, их локализуют путем засверливания по краям, и разделывается на всю глубину, чтобы не допустить дальнейшего их распространения. Сверления можно избежать, для этого края трещины должны быть закруглены.
Первым делом выявляются трещины. Если они обнаруживаются, их локализуют путем засверливания по краям, и разделывается на всю глубину, чтобы не допустить дальнейшего их распространения. Сверления можно избежать, для этого края трещины должны быть закруглены.
Помимо механических дефектов, необходимо удалить пятна и другую грязь. Устранение масляных пятен иногда превращается в настоящие мучение, из-за того, что они глубоко проникают, благодаря пористой структуре чугуна. Вывести их можно при помощи растворителя или газовой горелки.
Кромки шва не должны быть острыми. Они специально закругляются при помощи болгарки, а если ее нет под рукой, можно воспользоваться напильником или наждаком. Необходимо место сварки обязательно очистить от окалин. Для этого также можно воспользоваться болгаркой, шлифовальной машинкой, или металлической щёткой. Очень хорошо помогает очистить поверхность пескоструйная аппарат.
Выбор электрода для TIG варки
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
Также встречаются электроды tig с другими добавками – циркония, церия, оксидом иттрия – их достаточно много.
Таблица. Вольфрамовые электроды – состав и свойства
| Электрод | Цвет / Состав | Свойства |
| WP (зеленый) | Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси. Вольфрама не менее 99,5%, остальное примеси. | Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия. |
| WL-20 (голубой) WL-15 (золотой) | Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3 | Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание. |
| WZ-8 (белый) | Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2 | Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки. |
| WC (серый) | Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2 | Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях. |
| WY-20* (темно-синий) | Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3 | Используются для сварки особо ответственных соединений. |
Помимо состава и свойств важными параметрами являются диаметр и длина. Лидирующие позиции по спросу занимают электроды для tig сварки длиной 175 мм. Однако помимо них есть варианты 50, 75 и 150 мм.
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
| ВИД ТОКА | Толщина металла, мм | Диаметр электрода, мм |
| ПОСТОЯННЫЙ | 0,8 – 1,5 | 1 — 1,6 |
| 2 — 3 | 2 | |
| 4 — 6 | 3 – 3,2 | |
| 7 — 10 | 4 | |
| ПЕРЕМЕННЫЙ | 2 | 1,6 — 2,4 |
| 3 — 5 | 3 — 3,2 | |
| 6 — 10 | 4 |
И последнее – заточка вольфрамового электрода. Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).
Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).
Длина заточки должна превышать значение диаметра электрода в 2-2,5 раза. Длинная и тонкая заточка электрода особенно важна при сварке тонких материалов, это дает хорошую фокусировку сварочной дуги.
Виды сварочных аппаратов для сварки чугуна
Для сварки в аргонной среде используют аргонодуговой аппарат. Данный вид аппаратов сочетает в себе два способа сварки: электрическую и газовую. Он позволяет получить качественные неразъемные соединения. Существует огромное многообразие моделей с различными функциями. Они могут быть как полностью автоматическими, так и полуавтоматическими.
При использовании полуавтомата получается качественный шов, особенно при наличии инвертора. Но использование этого аппарата требует обязательного подогрева места сварки до 300 градусов. Для того что получить хороший результат необходимо правильно настроить аппарат. Для этого нужно отрегулировать силу тока, скорость подачи проволоки, скорость подачи тока. Обычно в прилагаемой инструкции по эксплуатации описано какое напряжение нужно выставлять для каждого конкретного случая.
Для того что получить хороший результат необходимо правильно настроить аппарат. Для этого нужно отрегулировать силу тока, скорость подачи проволоки, скорость подачи тока. Обычно в прилагаемой инструкции по эксплуатации описано какое напряжение нужно выставлять для каждого конкретного случая.
Лучшей производительностью обладают автоматические аппараты. В них используется порошковая проволока. Участие человека здесь ограничивается установкой аппарата на место шва, остальную работу аппарат выполняет самостоятельно.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.

Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.

Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Открытый урок «Механизированная дуговая сварка плавящимся электродом в защитном газе»
Открытый урок учебной практики по профессии «Сварщик»
ПЛАН УРОКА
План урока учебной практики с использованием метода обучения в команде.
Мастер производственного обучения: Варфоломеева Надежда Александровна
по профессии 15.01.05 Сварщик (электросварочные и газосварочные работы)
ПМ.ОЗ. «Ручная дуговая сварка (наплавка) неплавящимся электродом в
защитном газе»
Тема №1 «Выполнение электросварки»
Тема урока: Сварка нахлесточных соединений.
Структура урока:
Комбинированный с элементами новизны (сочетание показа трудовых приемов с
элементами рассказа и применением метода обучения в команде).
Цель занятия:
1. Образовательная:
— Научиться выполнять сборку и сварку нахлесточного соединения.
2. Воспитательная:
— Воспитание у обучающихся аккуратности, трудолюбия, бережного отношения к сварочному оборудованию и инструментам;
-сознательности при выполнении работ.
3.Развивающая:
— Формирование навыков производственной самостоятельности, самоконтроля и оценки качества технологических операций;
— увидеть индивидуальноть обучающихся и сохранить её, помочь поверить в свои силы обеспечить его максимальное развитие
Материально-техническое оснащение:
1. Средства индивидуальной защиты электросварщика
2. Источник питания сварочнойдуги ВДМ – 1202С
3. Электрододержатель со сварочным кабелем.
4. Сварочный стол
5. Инструмент для под готовки металла под сварку и зачистки швов
6. Пластины из низкоуглеродистой стали 100 х300 х5 мм 2 шт.
7. Электроды АНО – 21 ø3 мм
Наглядные пособия:
— пакет учебных элементов по профессии «Электрогазосварщик ручной дуговой сварки»
— инструкционная карта
— плакаты из серии: «Техника безопасности при проведении электросварочных работ»; «Средства индивидуальной защиты сварщика»; «Инструменты и оснастка сварщика»; « Рабочее место сварщика(виды сварочных постов)»;
Учебно-техническая документация: операционно-технологическая карта
Краткая аннотация
урока: Данная методическая разработка урока учебной практики ставит своей целью
внедрение современных образовательных технологий в производственное обучение
для формирования у обучающихся умения самостоятельно работать с информацией,
принимать решения, работать в команде, ставить перед собой конкретные
однозначные цели и действовать последовательно для получения результата.
Задачей мастера является, используя метод обучения в команде STL и опираясь на теоретические знания обучающихся по предметам и пройденным темам, а также ранее приобретённые ими навыки при наплавке валиков шва на пластины, сварке стыковых соединений, научить выполнять сборку и сварку нахлёсточного соединения, соблюдая технику безопасности и пожарную безопасность при выполнении электросварочных работ в сварочной мастерской.
Ход занятия:
I. Организационная часть- 3 – 5 мин.
1.Контроль посещаемости по списку обучающихся.
2. Проверка внешнего вида обучающихся:
-осмотр санитарного состояния обучающихся
-наличия спец. одежды.
II. Вводный инструктаж-20 минут
2.1.Сообщить тему программы.
2.2.Сообщить тему урока.
2.3.Сообщить учебную цель урока.
2.4. Актуализация опорных знаний обучающихся- провести беседу по материалу темы:
— Что относится к средствам индивидуальной защиты?
— Правила безопасности при ведении электросварочных работ
— Подготовка к работе и обслуживание рабочего места электросварщика
— Что относится к режиму сварки
— Правила
электробезопасности и пожарной безопасности при выполнении электросварочных
работ.
III ОСНОВНАЯ ЧАСТЬ – 260 мин
3. Объяснение нового материала: 30 мин
3.1. Объяснить, что называется нахлесточным соединением и к какому типу сварных швов оно относится (нахлесточное соединение– сварное соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга; внахлесточном соединении сварной шов относится к угловому)
3.2. Рассмотреть инструкционную карту и последовательность выполнения операций.
1. Подготовить рабочее место и проверить сварочную цепь.
2. Подготовить пластины из низкоуглеродистой стали 100 х300 х5 мм – очистить пластину проволочной щеткой по металлу от ржавчины
3. Подобрать режим сварки на вспомогательной пластине для электродов диаметром 3 мм Iсв = 110 ± 10 А
4. Зафиксировать нахлесточное соединение, положив одну пластину на другую частично перекрыв их.
5. Выполнить две
прихватки длинной 10 мм с обоих краев соединения на расстоянии 20 мм от края
пластин, возбудив дугу электродом на основной пластине.
6. Отбить шлак и проконтролировать качество выполненной прихватки.
7. Выполнить сварку шва нахлёсточного соединения с обратной стороны прихваток. Возбудить дугу на основной горизонтальной пластине, отступив от края сборки на 5-10мм Плавно переместить дугу к краю сборки и начать сварку
— Для получения гарантированного провара корня необходимо сварку выполнять с предельно короткой дугой- установив электрод под углом 45 градусов к вертикальной плоскости и наклонив его на 15-30 градусов в сторону направления сварки. Вести электрод по не сваренным кромкам пластины.
Закончить проход, заварив кратер шва используя ранее приобретённые навыки.
8. Отбить шлак и зачистить шов щеткой, не оставляя на пластине шлака и
брызг металла.
9. Перевернуть пластину и выполнить сварку соединения со стороны прихваток
10. Закончить второй проход сварки шва.
11. Отбить шлак и зачистить шов щеткой не оставляя на пластине шлака и брызг металла.
12. Произвести контроль выполненной работы, обратить внимание на чешуйчатость и катет шва (при правильно выбранной скорости сварки и длины дуги, ширина- шва должна быть на 2-3 мм больше диаметра электрода)
3. 5. Показать практически
технику сборки и сварки нахлёсточного соединения согласно инструкционной карте.
Сообщить учащимся правила техники безопасности при сварке.
4. Самостоятельная работа учащихся: 230 мин.
4.1. Текущий инструктаж. Организовать самостоятельную работу обучающихся применяя метод обучения в команде.
— ознакомить с заданием и раздать инструкционные карты
— сформировать бригады по 4 человека (по количеству операций при выполнении работы).
1. Каждый член бригады выполняет определенные операции:
-1-й обучающийся выполняет:
— подготовку рабочего места
— подготовку пластин к сварке
— подбирает режим сварки
-2-й обучающийся выполняет:
— сборку нахлесточного соединения
— выполняет две прихватки
-отбивает шлак
-3-й обучающийся выполняет:
— сварку шва нахлёсточного соединения с обратной стороны прихваток
— отбивает шлак и зачищает шов щеткой
— выполняет сварку соединения со стороны прихваток
— отбивает шлак и зачищает шов щеткой
-4-й обучающийся выполняет контроль качества:
-подготовки пластин под сварку
-выполненной прихватки
— шва нахлёсточного соединения с обратной стороны прихваток
— выполненной работы
2. Затем члены бригады
меняются видами работ, таким образом, чтобы каждый обучающийся научился
выполнять все операции, работая в команде.
4.2.Первый обход: проверить рабочие места и их укомплектованность
4.3. Второй обход: проверить правильность сборки пластин под сварку.
Обратить внимание на: качество сборки и выполнения прихваток
4.4.Третий обход: проверить правильность соблюдения технологической последовательности выполнения швов нахлёсточного соединения, соблюдения режима сварки.
4.5.Четвертый обход: произвести приемку и оценку выполненной работы, определить качество сварного шва внешним осмотром и измерениями. Особое внимание обратить на размеры катета шва.
IV. Заключительная часть: 15 мин.
4.1. Подвести итоги занятия
4.2. Указать на допущенные ошибки и разобрать причины их возникновения
4.3. Подвести итоги работы на уроке:
-дать общую оценку работы всех бригад за весь урок в целом.
-сообщить оценку качества работы каждого обучающегося:
-указать на допущенные ошибки и разобрать причины их возникновения
— предложить обучающимся оценить работы самостоятельно
Таким образом, работая
в команде, обучающиеся приобретают не только навыки выполнения нахлёсточного
соединения, но и учатся создавать алгоритм своей работы, чувствовать
ответственность не только за результат своего труда, но и всей бригады,
отвечать за качество своей продукции.
4.4. Уборка рабочих мест, приведение в порядок оборудования, инструментов.
4.5. Выдать домашнее задание (конспект).
Список литературы:
1. В.И. Маслов «Сварочные работы»
2. В.Н. Галушкина «Технология производствасварных конструкций»
3. И.М. Вознесенская «Основы теории ручной дуговой сварки»
4. О.Н. Кулик, Е.И. Ролин «Охрана труда при производстве сварочных работ
Как варить сваркой — по подробнее о способах и методики
Как самостоятельно научиться варить электросваркой? Подобный вопрос может встать перед многими мужчинами, любящими разбираться в различных процессах и умеющими делать строительные или ремонтные работы своими руками. Умение обращаться со сварочным аппаратом может пригодиться при возведении забора, ремонте балкона, стройке на даче, и другой бытовой работе. Те, кто особенно хорошо освоил это дело, могут самостоятельно варить трубы для подачи воды или создания отопительной системы. Быстро создать крепкое соединение, лучшее чем сварной шов, не получиться. Но для того, чтобы самому научиться правильно сваривать металл, нужно исследовать азы сварки. Понимание сути процесса электродуговой технологии, этапов работы, положения электрода и различных режимов, поможет быстро научиться правильно варить сваркой.
Но для того, чтобы самому научиться правильно сваривать металл, нужно исследовать азы сварки. Понимание сути процесса электродуговой технологии, этапов работы, положения электрода и различных режимов, поможет быстро научиться правильно варить сваркой.
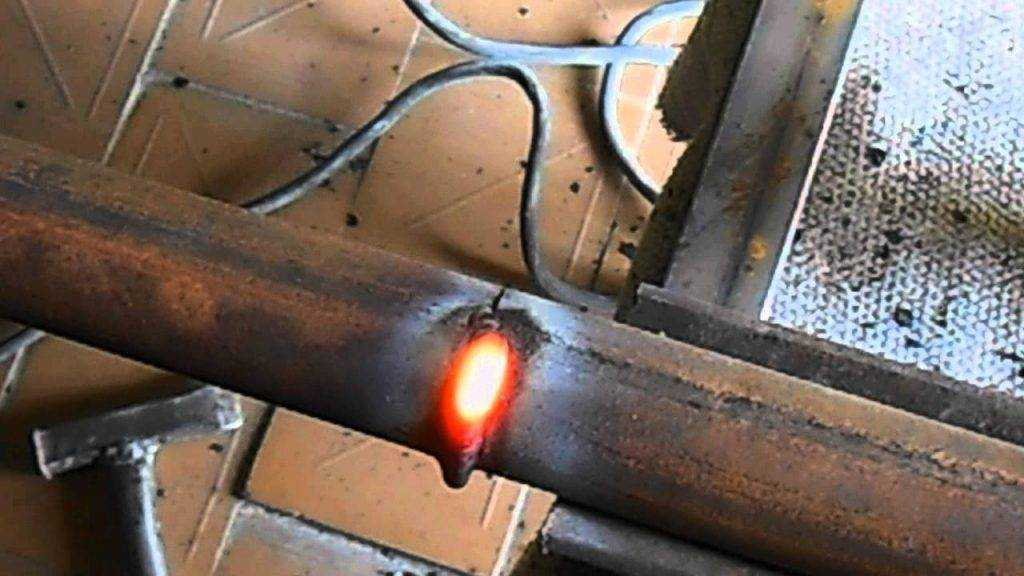
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении — смотрите Чем заняться с семьей на выходных — семейный досуг
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
Основные этапы
Если стенки имеют ширину 6–12 мм
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления
Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается
При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Как научиться быстро варить инвертором
Электроды — для сварки инвертором понадобятся электроды, предназначенные для работы на постоянном токе. Но и это еще не все. Самым главным критерием выбора электродов является их толщина. Чем толще металл, тем больше по диаметру понадобятся электроды для сварки. Чтобы варить профильную трубу и не слишком тонкий металл, вполне достаточно электродов 3 мм.
Но и это еще не все. Самым главным критерием выбора электродов является их толщина. Чем толще металл, тем больше по диаметру понадобятся электроды для сварки. Чтобы варить профильную трубу и не слишком тонкий металл, вполне достаточно электродов 3 мм.
Сила тока на инверторе — сила тока подбирается в зависимости от диаметра электродов. Варить тонкий металл нужно на маленьком токе, в то время как для хорошего провара толстого металла необходим сварочный ток больше. Найти приблизительные параметра сварочного тока и используемых электродов можно в таблице.
Подключение инвертора — если сваривается тонкий металл, то целесообразно будет подсоединить инвертор в «обратной полярности». Тонкая заготовка, это когда толщина металла менее 2 мм. Поэтому подсоедините к держателю с электродом плюсовой вывод от инвертора, а к металлу минусовой. Таким образом, большая часть тепла придётся на кончик электрода, а металл не будет прожигаться.
Сварочная дуга — здесь важно усвоить несколько правил. Во-первых, нужно удерживать сварочную дугу как можно меньше. В идеале кончик электрода до поверхности металла должен располагаться на расстоянии в 2-3 мм. Чтобы зажечь дугу нужно дотронуться до металла электродом и сразу же отвести его на указанное расстояние. В таком случае дуга будет гореть как надо и не погаснет.
Во-первых, нужно удерживать сварочную дугу как можно меньше. В идеале кончик электрода до поверхности металла должен располагаться на расстоянии в 2-3 мм. Чтобы зажечь дугу нужно дотронуться до металла электродом и сразу же отвести его на указанное расстояние. В таком случае дуга будет гореть как надо и не погаснет.
Движение электродом — чтобы сварить свою первую заготовку, удерживайте сварочную дугу и начните делать движение электродом из стороны в сторону, немного захватывая кромки соединяемых заготовок. Дайте после сварки металлу остыть, а потом отбейте шлаковую корку молотком, чтобы оценить качество полученного шва.
Как видно, научиться варить инвертором не так и сложно, как это может показаться. Тем не менее, получится далеко не у всех, и самое сложное здесь, это удерживать стабильную сварочную дугу. Поэтому рекомендуется, как следует потренироваться над этим процессом, поскольку от него зависит большая часть успеха в электросварке.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев герметики. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
Для этого применяется два метода:
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла
Сварка электродом
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Учимся держать электрод
Чтобы научиться варить сваркой, необходимо правильно удерживать электрод. От этого напрямую зависит электросварочный процесс и окончательный результат. Лучше начинать с диаметра электродов в 3 мм, которые не такие длинные как 4 мм, но и плавятся медленнее, чем 2 мм. Для фиксации в держателе используется механизм двух видом. Первый тип крепления является пружинным, второй — винтовым. Для первого держателя необходимо нажать на клавишу и отвести прижимной механизм. Для второго, прокрутить рукоятку против часовой стрелки.
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как выбрать электроды
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
Для этого требуется:
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Самоучитель по розжигу дуги
Как научиться варить электросваркой можно узнать на обучающем видео. Все начинается с разогревания электрода. Чтобы возбудить электрическую дугу между массой и концом электрода, необходимо легонько постучать последним об поверхность. Рекомендуется это сделать на отдельной пластине, чтобы не оставить следов на изделии. Разогретый электрод подносят к месту соединения, и дуга возбуждается от малейшего касания с поверхностью. Первое время, можно просто сжечь пару электродов, для того чтобы рука привыкла к дистанции и стабильном удержании дуги. Это поможет освоиться и зрительно, когда в маске перестанет все сверкать, и придет понимание происходящего процесса. Для различия расплавленного шлака и металла в сварочной ванне, стоит запомнить, что самый белый и яркий свет исходит от стали, а красноватый от шлака. Научившись различать эти составляющие можно лучше формировать швы и замечать не проваренные места.
Пошаговая инструкция выполнения сварочных работ
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ. Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Движения электродом
Невозможно варить электродами качественно, не освоив технику движения. Как самостоятельно научиться варить электросваркой и правильно формировать шов? Главный критерий в понимании особенностей технологии. Частицы со стержня электрода вплавляются туда, куда направлен конец. Поэтому умелое манипулирование электродом — залог правильной структуры и крепкого шва. Кроме миллиметрового железа, большинство свариваемых изделий соединяются многопроходными слоями. Это обеспечивает герметичность и хорошие свойства на разрыв. Первый шов называется корневым и ведется ровно, строго по месту стыка. Это позволяет расплавленному металлу заполнить щель между пластинами. Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
Периодически, опытные сварщики делают короткий рывок концом электрода назад, чтобы отогнать слой шлака, мешающий наблюдению за формированием шва.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора. Суть процесса в следующем:
Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Технология сварочного процесса
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом. Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки, формы кромок соединяемых поверхностей, скорости движения электрода, положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой, образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов, покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.
Особенности процесса
имеет несколько явных плюсов:
К минусам дуговой электросварки металлов следует отнести наличие вредных условий и низкий коэффициент полезного действия.
Проще всего провести дуговую сварку вручную, если металлоизделия располагаются в горизонтальном положении (помощь в написании статьи предоставил 124prm. В таком случае контролировать электрод и расплавленный металл очень удобно – сила тяжести не позволяет расплаву растекаться по сторонам.
Гораздо более сложна вертикальная и потолочная дуговая сварка — подобные работы выполняют только профессионалы.
Учебники по сварке
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Учебники по сварке
17.02.2012 #1
Учебники по сварке
Многие новые сообщения посвящены темам, как это сделать.
Итак, если это разрешено, я помещаю эту ссылку для тех, кто хочет/нуждается в обучающем наборе, который можно сделать дома.
Если это не разрешено — просто игнорируйте это!
http://www.thewelderslens.com/page20/page20.html
Кто-нибудь слышал о The Welders Lens? Это веб-сайт, на котором публикуются статьи, видеоролики и электронные книги по сварке.
Вы должны проверить это на сайте www.thewelderslens.com Я не видел ничего подобного.
Кто-нибудь из вас?
Последний раз редактировалось DannyC; 17.02.2012 в 15:59.
Ответить с цитатой
17.02.2012 #2
Re: Мастер-классы по сварке.
Посмотрите видео Джоди с советами и рекомендациями по сварке. Хорошая вещь.
Сварка всего, от рассвета до разбитого сердца.
Ответить с цитатой
17.02.2012 #3
Re: Мастер-классы по сварке.
Вот хороший.
Сварка всего, от рассвета до разбитого сердца.
Ответить с цитатой
17.02.2012 #4
Re: Мастер-классы по сварке.
Попробуйте это:
http://www.esabna.com/EUWeb/AWTC/Lesson1_1.htm
Ответить с цитатой
19.
02.2012
#5Re: Мастер-классы по сварке.
Я упоминал довольно давно, что было бы хорошо собрать эту информацию
организованным образом. Липучки хороши, но недостаточно хороши. Этот форум
достаточно большой и достаточно ценный, чтобы перейти на следующий уровень — организаторы
этого форума можно определить структуру руководств/информации по сварке, которая может быть
ссылка для всей сети, но нужно немного подумать и спланировать
темы/ввод/редактирование и т.д. это можно сделать. Многие люди предлагают для
новичкам пройти курсы и я согласен с этим, но есть случаи, когда это невозможно
и материал может быть использован для поддержки новичков и опытных.В каждом посте/треде есть куча информации, но я чувствую, что нужна информация, извлеченная и преобразованная в курс/обучающий опыт. Можно получить эту информацию об основах (какое оборудование, как проверить, что все работает, настройки оборудования / почему, различные материалы, методы и т. д. и т. д.) + предварительный материал
но организаторам форума нужно поработать здесь и попросить помощи у пользователей и других сайтов, у которых есть хорошие видео и информация — я думаю, это пойдет на пользу всем. Кроме того, я сомневаюсь, что опытные пользователи будут против того, чтобы когда-нибудь добавить
. для примеров/видео, если они рекламировались.Несколько мыслей
Ответить с цитатой
02-19-2012 #6
Re: Мастер-классы по сварке.
+1 И если один из профессионалов может сварить несколько купонов, как они делают в классе, чтобы дать всем представление о том, как должен выглядеть ваш сварной шов.
ЧПУ Torchmate 2×2 с ЧПУ Flashcut
Hypertherm Powermax45
Эсаб ET220i
Razorweld 195 Миг
Razorweld 200ac/dc Tig
Tormach 770, Tormach xstech
Razorweld, Vipercut/Vipermig, SSC Педальный дилерОтветить с цитатой
19.02.2012 #7
Re: Мастер-классы по сварке.
Очень дорого.
И как, черт возьми, они узнают, если вы разместили что-то на другом сайте, чтобы дать вам что-то бесплатно? Я бы ни за что не дал такую ссылку. Даже не знаю, законно ли это.
Похоже на спам.
Сварка типа «WELDOR», а не сварка «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
19.02.2012 #8
Мне это тоже немного похоже на спам, но я думаю, что оператор только пытается заполучить электронную книгу
.
Я думаю, что хорошо построенный бесплатный онлайн-ресурс определенно возможен, на этом форуме есть большой опыт и знания. .Информация есть, ее просто нужно купить вместе и систематизировать.
Хороший набор видео от а до я тоже был бы потрясающим, но для их создания могут потребоваться время и ресурсы
В некоторых местах это началось или сделано по-другому, Джоди в советах и приемах сварки великолепен, а ми- На форуме Welding.Co.Uk есть несколько хороших вещей для начинающих.
Думаю, мне нужно перестать собирать ресурсы и начать пытаться узнать в них все!
Отправлено с моего GT-I9100 с помощью Tapatalk
Ответить с цитатой
27.02.2012 #9
Re: Мастер-классы по сварке.
Итак, в целом, объектив Welders подходит или просто так?
Я смотрю и другие ссылки.Много прекрасных туториалов здесь и там — я согласен, что владельцы Интернета должны сделать раздел с туториалами.
Но на это нужно время, так что кто знает, может, так и случится.
Ответить с цитатой
07-06-2012 #10
Re: Мастер-классы по сварке.
У кого-нибудь есть еще информация о линзе сварщика? Видел несколько ссылок на него.
Линза сварщика
Брюс
Ответить с цитатой
07-06-2012 #11
Re: Мастер-классы по сварке.
Перестаньте смотреть видео, наденьте капюшон и потренируйтесь. Одна вещь, которую я замечаю, это то, что новые сварщики думают, что они могут посмотреть видео и сэкономить часы практики или просто приступить к работе после того, как накрутят полдюжины швов.
.. За последний месяц я наложил сотни швов и прошел как минимум 100CF. из аргона просто практикую сварку алюминия TIG, и я не готов приступить к каким-либо крупным проектам … найду экспертов, более чем готовых помочь вам, если вы хорошо попросите … вы, вероятно, можете найти кого-то рядом с вами, чтобы помочь. ..РЕДАКТИРОВАТЬ: ну как насчет этого, я пошел и посмотрел на сайт после того, о чем я написал, и догадываюсь, что напечатано большими красными словами на главной странице
Товарищ сварщик,
Хотели бы вы сэкономить часы или даже годы времени и денег, которые обычно требуются вам, чтобы научиться сваривать или стать лучшим сварщиком?
И ссылка является спамом, так как это, по сути, владелец сайта, пытающийся продать свой набор видеороликов по сварке за 100 долларов … Хотя, возможно, это хороший набор видеороликов, он нарушает Условия использования этого форума … тоже довольно закулисно, поскольку он говорит, что вы должны опубликовать ссылку на его страницу, чтобы получить его «бесплатную» книгу. Таким образом он обходит обычные фильтры, которые блокируют спам (рекламу) своего сайта на различных страницах и форумах…Последний раз редактировалось soutthpaw; 07.07.2012 в 00:06.
Продажа Tiger: Дистрибьютор AHP r www.tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250Ответить с цитатой
07-07-2012 #12
Re: Мастер-классы по сварке.
Я считаю, что многие материалы на You Tube помогают в полной мере. Но, как говорит левша, МНОГИЕ другие говорили, что на сварку уходит время, как я выяснил. Хотел бы я, чтобы у меня было время, чтобы пойти и взять класс в местной технической школе.
Читая этот сайт и видя работу, которую вы, ребята, делаете, мне очень помогает. Не то, чтобы я выполнял ту же работу, что и все вы, но это помогает мне чинить по дому и делать вещи для моих садовых тракторов.
Обучение одной удочке за раз
Ответить с цитатой
07-07-2012 №13
Re: Мастер-классы по сварке.
DJ …В чем дело
В прошлый раз, когда я смотрел на ваши сварные швы, у вас все получалось очень хорошо, это просто требует времени
Чтобы сократить время, подавайте удочку и двигайтесь на скорости — это то, чему видео никогда никого не научит, не говоря уже о том, чтобы научиться управление педалями и управление лужей
Tig is Technique спросите любого, кто делает это хорошо
Все это требует времени под капотом.
Поддержал мой CATMA вместо вашего CARMA упс, неуклюжий я
Что бы САТАНА сделал ??
Miller Trailblazer 302 AirPak
Миллер Цифровая Элита
Сварочная шляпа Optrel
Аркайр К4000
Чемодан 12RC/12 ВС
Hypertherm PM-45
Ярость 3 увидел
Старый ржавый грузовикОтветить с цитатой
07-09-2012 №14
Re: Мастер-классы по сварке.
Автор: Capozzoli
Посмотрите видео Джоди с советами и приемами сварки. Хорошая вещь.
Во-вторых, у него есть отличные видео.Ответить с цитатой



 02.2012
#5
02.2012
#5


 Я думаю, что хорошо построенный бесплатный онлайн-ресурс определенно возможен, на этом форуме есть большой опыт и знания. .
Я думаю, что хорошо построенный бесплатный онлайн-ресурс определенно возможен, на этом форуме есть большой опыт и знания. .
 .. За последний месяц я наложил сотни швов и прошел как минимум 100CF. из аргона просто практикую сварку алюминия TIG, и я не готов приступить к каким-либо крупным проектам … найду экспертов, более чем готовых помочь вам, если вы хорошо попросите … вы, вероятно, можете найти кого-то рядом с вами, чтобы помочь. ..
.. За последний месяц я наложил сотни швов и прошел как минимум 100CF. из аргона просто практикую сварку алюминия TIG, и я не готов приступить к каким-либо крупным проектам … найду экспертов, более чем готовых помочь вам, если вы хорошо попросите … вы, вероятно, можете найти кого-то рядом с вами, чтобы помочь. .. Таким образом он обходит обычные фильтры, которые блокируют спам (рекламу) своего сайта на различных страницах и форумах…
Таким образом он обходит обычные фильтры, которые блокируют спам (рекламу) своего сайта на различных страницах и форумах…


« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Учебные пособия для RobotStudio — RobotStudio
Клиент OPC-UA
Цель этого руководства — показать вам, как подключить симулятор RobotStudio к среде моделирования ПЛК с сервером OPC UA.
Запись воспроизведения и остановки
В этом учебном пособии вы узнаете, как визуализировать положение робота после остановки категории 0 и 1 и измерить расстояние между роботом в его положении остановки и окружающей средой.
Рабочий объем
В этом руководстве показано, как создать приблизительный общий объем движения робота и инструмента по траектории, а также приблизительный объем позиции остановки.
Начните работу через 30 минут
Учебник
Начало работы 1
Учебник
Начало 2
Учебник
Начало работы 3
Учебник
Начало работы 4
Учебник
Начало работы 5
PowerPac для дуговой сварки
Целевые свойства
В этом руководстве показано, как просматривать/редактировать свойства (положение, ориентация, внешние оси) для выбранных целей
Свойства инструкции
В этом руководстве показано, как просмотреть/изменить конфигурацию, используемую для выбранной инструкции, и проверить достижимость конфигурации.
Создание добавления воздушного движения
В этом руководстве показано, как добавить инструкцию Air Move в путь процесса и использовать другие вспомогательные функции.
Создание пути добавления процесса
В этом руководстве показано, как создать путь процесса и использовать другие вспомогательные функции.
Создать Добавить инструкцию по поиску
В этом руководстве показано, как создавать инструкции по поиску (1D, 2D и 3D) с использованием шаблонов поиска.
Использование функции MoveTo
В этом руководстве показано, как перемещать робота по различным сегментам и проверять доступность робота из предыдущей целевой позиции.
Создать станцию дуговой сварки
В этом руководстве показан рабочий процесс создания системы с параметрами ArcWelding.
Ленточные элементы
В этом руководстве показаны различные функции процесса, доступные в разделе ленты.
Создание разметки процесса
В этом учебном пособии показано, как создавать разметку процесса с использованием различных предопределенных форм, которые будут использоваться для создания путей процесса.
Создание разделенной разметки
В этом руководстве показано, как разделить существующую разметку на несколько и как изменить начальную точку разметки.
3D-печать PowerPac
Учебное пособие по 3DP — Управление производством
В этом учебном пособии показано, как запланировать несколько отпечатков, настроив «Очередь печати» с пульта FlexPendant.
Учебное пособие по 3DP — создание системы без внешней оси
В этом учебном пособии показан рабочий процесс создания системы с помощью надстройки 3DP RobotWare, настройки станции RobotStudio с той же системой и создания программы печати с помощью 3D Printing PowerPac.
Учебное пособие по 3DP — внешняя ось экструдера
В этом учебном пособии показано, как создать программу печати с помощью 3D Printing PowerPac для робота с экструдером, управляемым в качестве внешней оси.
Учебное пособие по 3DP — внешняя ось вращения
В этом учебном пособии показано, как создать программу печати с помощью 3D Printing PowerPac для робота, печатающего на вращающемся поворотном столе.
Учебное пособие по 3DP — Робот на внешней оси экструдера
В этом учебном пособии показано, как создать программу печати с помощью 3D Printing PowerPac для робота, перемещаемого по линейной скоординированной траектории, и экструдера, управляемого как внешняя ось.
Дополнительные уроки
Асимметричные зоны
В этом учебном пособии показано, как настроить и визуализировать асимметричные угловые зоны, представленные в RobotWare 6.08
АвтоПуть
В этом учебном пособии показано, как автоматически создать траекторию робота, которая следует за краем геометрии.
Кабельное моделирование
В этом учебном пособии показано, как создать имитацию кабеля или шланга. Кабель будет двигаться реалистично в сочетании с моделированием твердого тела.
Создать механизм
В этом руководстве показано, как создать механизм в RobotStudio.
Механизм может быть типа робот, внешняя ось, инструмент, устройство или конвейер.
Также покажите, как создать внешнюю ось.
Создайте систему MultiMove из макета
В этом учебном пособии показано, как создать систему (виртуальный контроллер) для импортированного робота и механизмов внешних осей на станции.
Избежание столкновения
В этом учебном пособии показано, как настроить предотвращение столкновений для предотвращения столкновений между роботами и оборудованием или между роботами в системе MultiMove.
Контроль столкновений
В этом уроке вы узнаете, как использовать наборы столкновений, чтобы убедиться, что путь вашего робота свободен от препятствий.
Отладка кода RAPID
В этом руководстве показано, как отлаживать программы RAPID с помощью различных инструментов, предоставляемых RobotStudio.
Редактировать и отлаживать
В этом руководстве показано, как редактировать и отлаживать вашу программу Rapid.
Суставы
В этом руководстве показано, как создавать соединения между жесткими объектами. Соединение — это ограничение, которое контролирует, как два жестких объекта могут двигаться относительно друг друга.
Собери и иди
Чтобы упростить совместную работу с вашими коллегами, в этом руководстве показано, как упаковать станцию со всеми принадлежащими данными в один файл.
Основы физики
В этом учебном пособии показано, как моделировать динамику твердого тела. Смоделированные объекты будут двигаться в соответствии с внешними силами, такими как контактные силы и гравитация».
БЫСТРЫЙ Редактор
В этом руководстве показано, как использовать редактор RAPID для редактирования кода RAPID.
Доступность
В этом учебном пособии показано, как разместить приспособление и заготовку и убедиться, что все цели доступны для робота.
Установить рамку задачи
В этом учебном пособии показано, как изменить положение системы (виртуального контроллера) на станции.
SIMIT-соединение
В этом руководстве показано, как выполнить виртуальный ввод в эксплуатацию с помощью ПЛК SIEMENS, подключив SIEMENS SIMIT к RobotStudio и виртуальному контроллеру робота.
Сигналы станции и диспетчер событий
В этом уроке вы узнаете, как использовать сигналы станции и диспетчер событий.
Функция передачи
В этом учебном пособии показано, как использовать функцию передачи RobotStudio для переноса созданных в автономном режиме программ RAPID на контроллер робота.
Распаковать и работать
В этом руководстве показано, как открыть станцию из файла Unpack and Work.
Не можете найти то, что ищете?
Пожалуйста, посетите наши пользовательские форумыРазница между группировкой и сваркой
Делиться заботой!
- Поделиться
- Твит
Группировать или объединять. В чем разница между группировкой и объединением в Canvas Workspace ?
Один из моих замечательных членов группы спросил меня, в чем разница между группировкой и объединением в Canvas Workspace, поэтому я создал краткое руководство, чтобы поделиться со всеми вами.
Содержание
- Как СГРУППИРОВАТЬ в Canvas Workspace
- Как СВЯЗАТЬ в Canvas Workspace
- Видеоруководство — разница между группировкой и сваркой
- Сводка
- Две версии Canvas Workspace – в чем разница
- Вот список последних сообщений.
- Присоединяйтесь ко мне на Facebook
- Хотите изучить основы сканирования и резки?

Если у вас мало времени и вы предпочитаете только смотреть видео, щелкните в оглавлении и выберите Видеоруководство
Этот пост может содержать некоторые партнерские ссылки для вашего удобства при покупке после перехода по ссылке я могу заработать небольшую комиссию, но это не будет стоить вам ни копейки больше)! Прочитайте мою полную политику раскрытия информации.
Как сгруппировать в Canvas Workspace
Быстрые шаги по группированию в Canvas Workspace:
Шаг 1 — выберите объекты
Выберите объекты или элементы на коврике Canvas Workspace, нарисовав воображаемую их или удерживая клавишу Shift и выбирая каждый объект по отдельности. Существует также третий вариант перехода на вкладку «Правка» и выбора значка «Правка» в онлайн-версии Canvas Workspace 9.0310 или Выбрать все, если у вас загружена версия . Значок «Редактировать» выберет ВСЕ элементы на коврике Canvas Workspace так же, как и «Выбрать все».
Значок «Редактировать» выберет ВСЕ элементы на коврике Canvas Workspace так же, как и «Выбрать все».
Шаг 2 — сгруппируйте объекты
После того, как вы выбрали все объекты, которые хотите сгруппировать, перейдите на вкладку «Правка» в рабочей области холста и выберите значок «Группа» в онлайн-версии ИЛИ вкладку «Слой» в загруженную версию Canvas Workspace и выберите группу . У вас также есть возможность щелкнуть правой кнопкой мыши выделенный объект, и вы увидите, что вам доступны параметры «Группировать» и «Разгруппировать».
Шаг 3. Повторное разгруппирование
Чтобы разгруппировать, просто проделайте описанные выше шаги в обратном порядке – не правда ли, это просто. Часто вещи, которые, как вам кажется, могут быть сложными, не становятся таковыми после того, как вам показали, как их делать.
На изображении выше вы можете видеть значок группы, значок редактирования, а также обратите внимание на раздел «Перекрытие процессов» внизу. Мы рассмотрим это далее.
Мы рассмотрим это далее.
Когда группировать
Группировка имеет несколько замечательных применений. Я использую это кучи.
- Вы можете группировать и разгруппировывать, чтобы изменять размер всех объектов одновременно, чтобы обеспечить правильное соотношение размеров. Вы можете сгруппировать его только во время изменения размера, а затем, как только вы закончите, вы можете снова разгруппировать.
- Группировка вашего проекта позволяет легко перемещаться по коврику Canvas или экрану Scan N Cut. ЗАМЕЧАНИЕ, что вы можете группировать прямо на машине Scan N Cut.
- Если у вас сложный дизайн, группировка может упростить управление
- При отправке в Scan N Cut только определенных разделов вашего проекта вы можете сгруппировать объекты, которые вы не хотите отправлять в этом проходе, чтобы их было проще удалить из процесса отправки.
На самом деле, я мог бы продолжать и продолжать. Достаточно сказать, что группировка — чрезвычайно удобная функция. Вы можете группировать и разгруппировать даже после того, как вы сохранили свой файл, вы можете снова сгруппировать и разгруппировать его через несколько лет.
Вы можете группировать и разгруппировать даже после того, как вы сохранили свой файл, вы можете снова сгруппировать и разгруппировать его через несколько лет.
Как выполнять СВАРКУ в Canvas Workspace
Шаг 1 — это одно и то же как для группировки, так и для сварки
Для этого первого шага нет никакой разницы между группировкой и сваркой. Вы по-прежнему выбираете объекты, которые хотите сгруппировать, и выполняете шаг 1 выше.
ОДНАКО , не все объекты будут сварены.
Советы по устранению проблем, связанных со сварочным процессом
Вещи, которые могут вызвать у вас некоторые проблемы при сварке:
- Если объекты не перекрываются достаточно, это может привести к сбою сварного шва — попробуйте переместить их ближе.
- Двойное перекрытие может вызвать проблемы. Здесь линии не просто перекрывают первую часть объекта, они перекрываются несколько раз. Примером этого может быть часть текста, где буква может пересекать две строки и выходить на другую сторону. Хотя это происходит не всегда, но если это произойдет, то для исправления вам просто нужно будет отрегулировать размещение одной из букв.
- Иногда Canvas не может объединить несколько объектов в одном процессе. Обходной путь для этого может заключаться в выборе небольших групп объектов (даже двух за раз) и объединении их, а затем добавлении другой части проекта и объединении этого.
- Объекты с открытыми путями не будут сваривать, выдавая сообщение об ошибке. На самом деле это может быть довольно сложно устранить в зависимости от вашего проекта. Это можно исправить, проверив узлы в вашем проекте и указав, где находится открытый путь, и закрыв путь. Обычно это не устранение неполадок для начинающих.
 Хотя это происходит не всегда, но если это произойдет, то для исправления вам просто нужно будет отрегулировать размещение одной из букв.
Хотя это происходит не всегда, но если это произойдет, то для исправления вам просто нужно будет отрегулировать размещение одной из букв. Вышеупомянутые проблемы могут не возникать у вас, однако я указал причину и исправление на случай, если вы столкнетесь с ними. Напротив, почти все будет группироваться.
Шаг 2 — какие значки выбрать для сварки
Онлайн-версия Canvas Workspace
После того, как вы выбрали объекты, которые хотите соединить вместе, вы можете перейти на вкладку Edit в онлайн-версии Canvas Workspace и посмотрите в нижнюю часть всплывающего меню на раздел Process Overlap внизу и выберите первый значок — сварка. Это заставит ваше программное обеспечение обработать запрос и завершить сварку.
Загруженная версия Canvas Workspace
В загруженной версии Canvas Workspace вам по-прежнему необходимо убедиться, что вы выбрали объекты, которые хотите объединить, однако в правой части Canvas есть отдельная строка меню.
Выберите значок «Редактировать», который является верхним правым значком со стрелкой, указывающей на него на рисунке ниже. Это создаст экран, как показано на рисунке. Посмотрите вниз на нижнюю часть экрана, и будет доступен тот же раздел Process Overlap. Выберите первый значок, который является значком сварки.
Когда сваривать
Сварка — гораздо более надежное решение, чем группировка. Вы можете группировать и разгруппировывать сколько душе угодно… сварка не дает вам такой возможности. Вы можете отменить сварку, щелкнув значок отмены в строке меню, но это будет работать только до тех пор, пока она остается в памяти, после этого довольно сложно отказаться от сварки.
Зачем использовать сварку? Что ж, сварка — отличный инструмент для объединения или превращения нескольких объектов в один объект, чтобы они вырезались как единое целое. Отличным примером этого является то, что вы хотите, чтобы текст был вырезан одним куском, а не множеством отдельных букв или фрагментов. Даже если бы вы вырезали свой текст на виниле, это дало бы вам гораздо более приятный эффект, когда буквы соединялись сваркой, чем если бы они были склеены.
Я обнаружил это в одном из моих самых первых проектов , когда я делал наклейку для своей машины.
Видеоруководство — разница между группировкой и объединением
В этом видео показаны описанные выше шаги в онлайн-версии Canvas Workspace. Я очень надеюсь, что вам будет легко учиться.
Резюме
Основные различия между группировкой и сваркой:
1. Группировка не является постоянным процессом, а сварка более постоянна.
2. Сварка навсегда соединит несколько объектов так, что они будут вырезаны как ОДНА деталь.
До следующего раза,
Удачного творчества,
P.S. У меня есть куча руководств, разбросанных по всему веб-сайту, и все они призваны помочь вам в вашем путешествии по рукоделию. Проверь их.
Две версии Canvas Workspace — в чем разница
Ниже приведены различия между ДВУМЯ версиями Canvas Workspace.
Вот список последних сообщений.
Присоединяйтесь ко мне на Facebook
Присоединяйтесь ко мне в группе Scan N Cut – Let’s Create With Sue на Facebook. Это группа замечательных друзей-ремесленников, которые делятся и заботятся друг о друге.
Буду рад вас там видеть.
ИЛИ скажите привет по адресу [email protected] или [email protected]. Я буду рад получить от вас известие!
Хотите изучить основы сканирования и резки?
У меня есть бесплатный курс, который поможет вам изучить некоторые основные функции вашего Scan N Cut.
Больше информации здесь.
НРАВИТСЯ! ПРИКОЛИ ЭТО!
Не забудьте поделиться, чтобы другие могли найти это руководство
Video Tutorial & Remote Guidance Automotive Industry Welder Laser Welder Аппарат для сварки TIG/MMA2 в 1, аппарат для сварки MMA,MIG,MAG,TIG 4 в 1, инверторный плазменный сварочный аппарат, встроенный в плазменный резак воздушный компрессор. Большинство наших продуктов имеют сертификаты CCC, CE, EMC, SAA и UL, RoHS сертификат.
| The interface type | QBH |
| Power regulation range | 100-1000W |
| Laser wavelength | 1070-1080nm |
| Spot adjustment | (0.2-5 )mm |
| Коллимированное фокусное расстояние | 50 мм |
| Фокусировка по фокусному расстоянию | 120/150 мм |
| Защитные линзы 32 D | 0735 |
| Режим охлаждения | Циркулирующее водяное охлаждение |
| Гранд | 2,2 кг |
| Режим | .