Водородная сварка своими руками | Строительный портал
Водородное пламя можно использовать в качестве альтернативы ацетиленовому при проведении резки, пайки и сварки. В отличие от официальных методов, водородная сварка является практически безвредной. Это обусловлено паром, который является продуктом горения в этом процессе. Если вы владеете навыками газовой сварки, то довольно быстро сможете научиться и водородной. Если нет — потребуется чуть больше времени, но результат будет того стоить. В этой статье мы вам расскажем о том, как можно выполнить водородную сварку своими руками.
Содержание:
- Особенности водородной сварки
- Варианты использования водородных приборов
- Водородная сварка в домашних условиях
- Требования безопасности при водородной сварке
Особенности водородной сварки
Газовая сварка используется уже на протяжении ста лет. В качестве основного горючего газа используется ацетилен.
Водородная сварка является одним из видов газопламенной обработки, которая происходит с использованием кислорода и смеси горючего газа. При задействовании водорода в качестве горючего газа сварочная ванна покрывается большим слоем шлака, а шов получается тонким и пористым. Но эту проблему удалось решить. Органические вещества имеют свойство связывать кислород, поэтому было принято решение об их применении. Стали использоваться углеводороды, которые имеют 30-80° температуры кипения. Это гексан, толуол, бензин, гептан, бензол. Для сварки необходимо минимальное количество.
Когда технологические вопросы были удачно решены, возникло еще одно затруднение. Отсутствовал эффективный источник кислорода. Водородные баллоны являются источником повышенной опасности, поэтому их использование нерентабельно. Большая концентрация сжиженного водорода может вызвать головокружение, удушье и сильное обморожение. Но основной опасностью водородного пламени является его невидимость при дневном свете.
Водородные баллоны являются источником повышенной опасности, поэтому их использование нерентабельно. Большая концентрация сжиженного водорода может вызвать головокружение, удушье и сильное обморожение. Но основной опасностью водородного пламени является его невидимость при дневном свете.
Днем водородное пламя можно определить путем использования специальных датчиков. Эту проблему удалось решить посредством расположения воды на водород и кислород под воздействием электричества. Электролизеры — это приборы, которые при помощи электрической энергии могут получать водород и кислород одновременно.
Стоит отметить, что водород, подходящий для сварки различных изделий из железа и малоуглеродистых сталей, является абсолютно непригодным для сварки нержавеющих сталей. Это происходит из-за его растворения в расплавленном никеле. При отвердевании металла он выделяется обратно, образовывая трещины и поры. Кислородно-водородная сварка также непригодна для меди. Но ее преимущество заключается в том, что атмосфера водорода защищает свариваемую поверхность от окисления.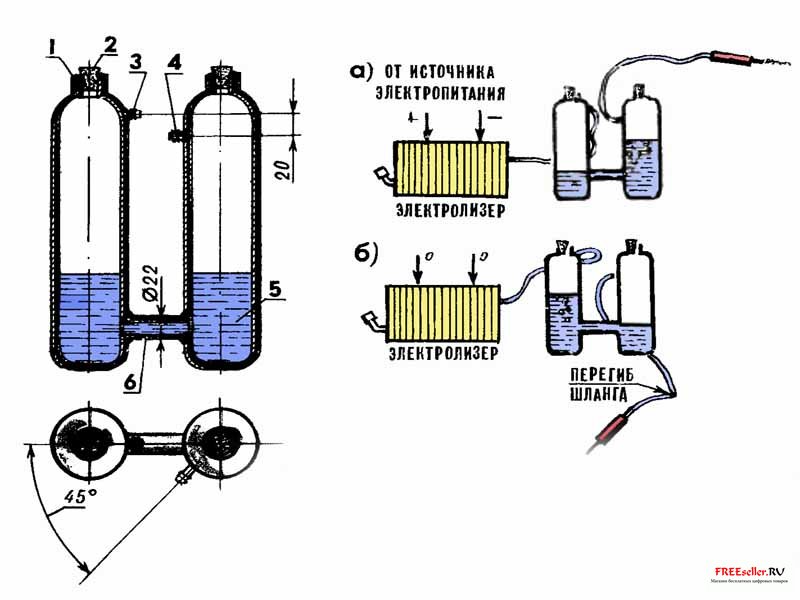
Ацетиленовые генераторы и баллоны необходимы для использования в полевых условиях, когда рядом нет источников электроэнергии. Но в других случаях массивное газосварочное оборудование могут заменить легкие и удобные водородные аппараты.
Варианты использования водородных приборов
Сварочный водородный аппарат работает от трехфазной и бытовой электросети, имеют разную мощность. Прибором можно пользоваться в ручном и автоматическом режиме. В стандартную ацетиленовую горелку по шлангу подается состав водорода и кислорода, при этом температуру чистого пламени можно отрегулировать от 600 до 2600 градусов.
Сварочные водородные аппараты очень легки в эксплуатации. Их не нужно часто перезаряжать, да и трудоемкость является небольшой. Как правило, они входят в рабочий режим всего за пару минут, что зависит от требуемого расходования газа и температуры помещения. При оборудовании небольших размеров аппарат может быть очень мощным.
Водородная сварка является очень экологической, в отличие от ацетилена, работа с которым загрязняет среду токсичными веществами.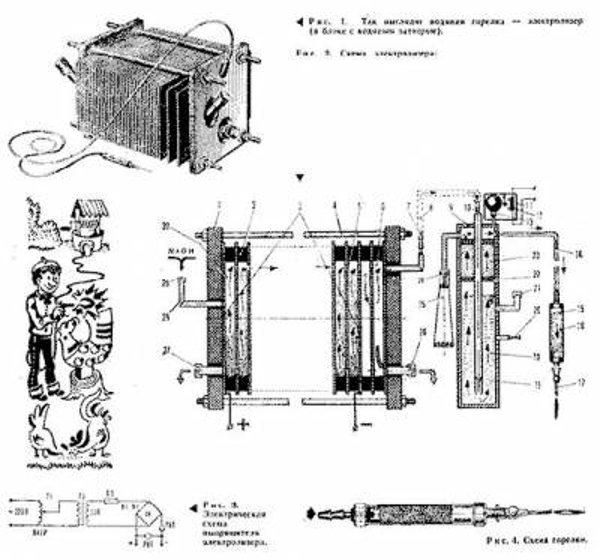 В водородных приборах единственным продуктом горения является полностью безвредный пар. Кроме этого, при работе и хранении эти приборы полностью безопасны. Но не стоит пренебрегать защитной одеждой — рукавицами, плотной робой и очками для газовой сварки.
В водородных приборах единственным продуктом горения является полностью безвредный пар. Кроме этого, при работе и хранении эти приборы полностью безопасны. Но не стоит пренебрегать защитной одеждой — рукавицами, плотной робой и очками для газовой сварки.
Такие аппараты решают практически все задачи, которые ставятся перед пламенной обработкой материалов. При помощи этих приборов можно осуществлять сварку, пайку, порошковое напыление, ручную и машинную кислородную резку, наплавку, термоупрочнение, порошковую наплавку. Существуют различные режимы работы, которые предоставляют возможность выполнять большой спектр работ — от сварки минимальной толщины до резки толстых стальных листов. Даже небольшие переносные аппараты с незначительной мощностью могут варить и резать листы черного и цветного металла до двух миллиметров толщины.
Аппараты водородной сварки пользуются большой популярностью среди ювелиров, стоматологов и специалистов по ремонту холодильников. Модели с большей мощностью позволяют сваривать материал до трех миллиметров толщины.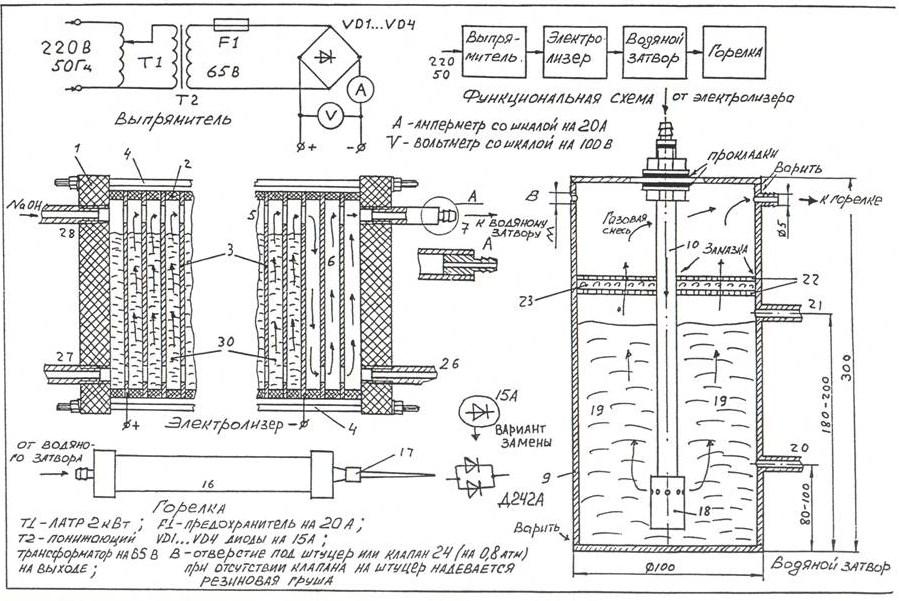 Они очень популярны на станциях обслуживания техники, поскольку в этих местах запрещено использовать опасные баллоны с кислородом и пропаном.
Они очень популярны на станциях обслуживания техники, поскольку в этих местах запрещено использовать опасные баллоны с кислородом и пропаном.
Сварочные водородные аппараты могут использоваться во время кузовных работ, при ремонте батарей, блоков двигателей и ступиц. Когда предельный уровень давления и электролита достигается, встроенная контрольная система сама подает сигнал. В этом случае аппарат автоматически отключается от источника питания. Благодаря соблюдению таких мер безопасности, обеспечивается хорошая пожарная и взрывобезопасность.
Для сотрудников аварийных компаний, были разработаны специальные варианты, которые сваривают трубы с толщиной стенки до пяти миллиметров. Такие приборы можно использовать для заварки зон с браками чугунного и цветного литья, машинной и ручной резки металлов до тридцати миллиметров толщиной стенки. Эти способы сварки осуществляют с питанием подогревающего пламя резака от прибора и подачей кислорода из баллона.
Благодаря такой технологии получается очень чистый рез, в сравнении с ацетиленом и пропаном.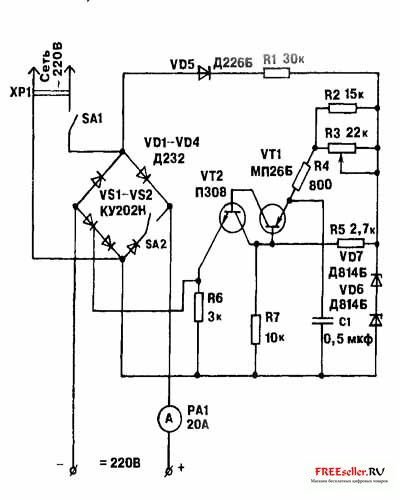 Также отсутствуют выбросы оксида азота и граты, металл не насыщается углеродом и закаливается. Такие сварочные аппараты часто используются в колодцах, тоннелях и метрополитенах, поскольку там также запрещено использование пропана и ацетилена. Есть виды, которые предоставляют возможность проводить водородную сварку при минусовых температурах.
Также отсутствуют выбросы оксида азота и граты, металл не насыщается углеродом и закаливается. Такие сварочные аппараты часто используются в колодцах, тоннелях и метрополитенах, поскольку там также запрещено использование пропана и ацетилена. Есть виды, которые предоставляют возможность проводить водородную сварку при минусовых температурах.
Водородная сварка в домашних условиях
Водородный сварочный прибор пригодится каждому домашнему умельцу. Водородные аппараты стоят довольно дорого. К тому же купленные приборы очень тяжело использовать для работы с небольшими деталями. Вы можете изготовить подобный сварочный аппарат у себя дома. Все узлы можно собрать из обычных материалов. Давайте рассмотрим, как это правильно делается.
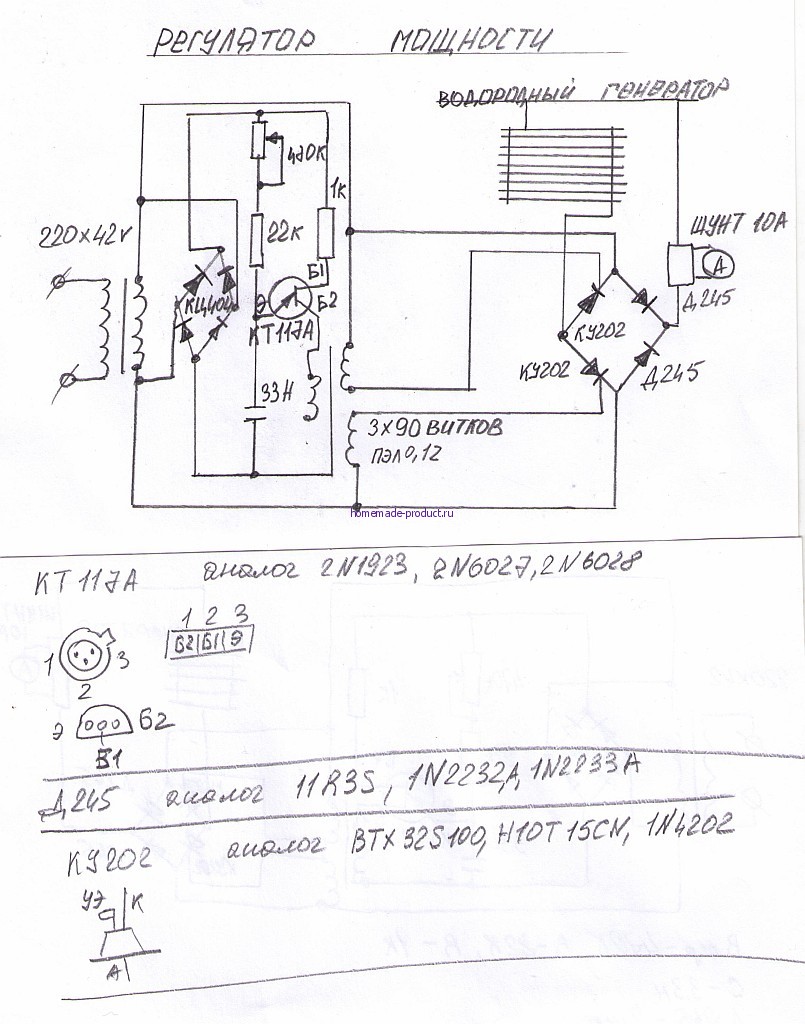
Водородная смесь получается благодаря электролизу водного раствора щелочи — едкого натра. Источник тока можно сделать из выпрямителя для зарядки аккумуляторных батарей от автомобиля. Для домашнего использования будет достаточно небольшой производительности, поэтому конструкцию можно упростить.
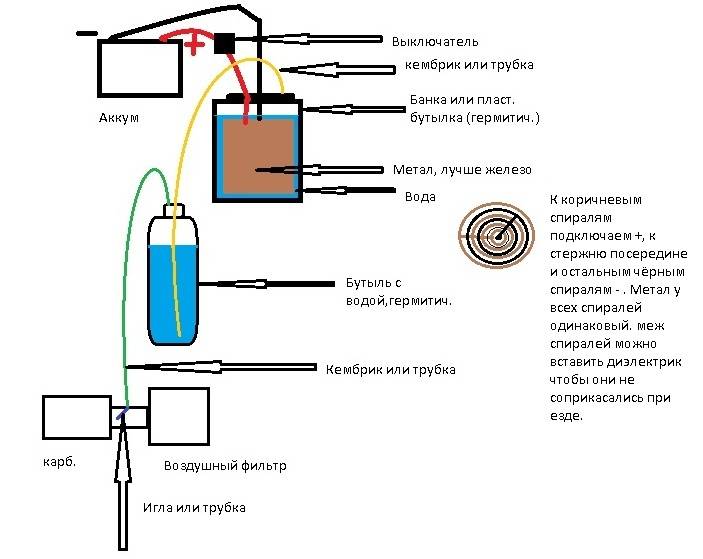
Электролиз происходит в сосуде, поэтому для водопроводной сварки в домашних условиях можно использовать стеклянную банку с полиэтиленовой крышкой в 0,5 литров. В крышке необходимо проделать точки для выводов контактных пластин электродов и для втулки трубки отвода получаемых газов. После этого следует герметизировать все выводы и саму крышку, подойдет обычный клей «Момент». Стоит отметить, что изогнутые змейкой электроды, являются пластинами шириной в 4 сантиметра из нержавеющей стали.
Через штуцер отвода газов необходимо заполнить банку электролитом (8-10% смесь гидроокиси натрия в очищенной воде) при помощи шприца в 50 мл. Функцию гидродозатора выполняет второй сосуд, в котором получается барботирование полученных газов и насыщение их парами горючих веществ при прохождении через 60-70% их раствора в воде.
Эта смесь должна поступать в третью емкость с водой, которая является затвором для выхода газов. Безопасность работы повышает задействование двух засовов, которые последовательно расположены и исключают проскок пламени от аппарата в электролизер.
Газ с кислородом, водородом и парами горючих веществ выходит через медицинскую иголку. Пламя может достигать температуры 2500 градусов, но ее можно регулировать путем изменения подаваемого напряжения. Следите, чтобы процесс горение был стойким. Если вы поменяете напряжение на электродах, измениться и сила тока, которая влияет на дозу выделяемого газа.
Вы можете легко проверить это при помощи расчетов с использованием известной формулы Фарадея. Для втулок можно задействовать трубки от гелиевых ручек, капельниц и т.д., как показано на видео о водородной сварке. Помните, что диаметр иглы сварочного аппарата должен быть от 0,6 до 0, 8 миллиметра, а для третьего сосуда необходимо использовать пластмассовую баночку. Получившуюся конструкцию необходимо уложить в корпус, подходящий по размеру.
При электролизе расходуется вода, а количество щелочи остается таким же. Щелочь распадается на ионы и повышает электропроводность раствора. Вы можете пополнять топливную смесь при помощи обычного медицинского шприца с иглой. Для держателя иглы можно использовать деревянную ручку для инструментов, в которой также просверливается точка по диаметру трубки. Обязательно поместите ватные тампоны внутри трубки шприца, на ее основании и конце. Такая мера предосторожности предотвратит проскок пламени по трубке в сосуд со спиртовым составом.
Вы можете пополнять топливную смесь при помощи обычного медицинского шприца с иглой. Для держателя иглы можно использовать деревянную ручку для инструментов, в которой также просверливается точка по диаметру трубки. Обязательно поместите ватные тампоны внутри трубки шприца, на ее основании и конце. Такая мера предосторожности предотвратит проскок пламени по трубке в сосуд со спиртовым составом.
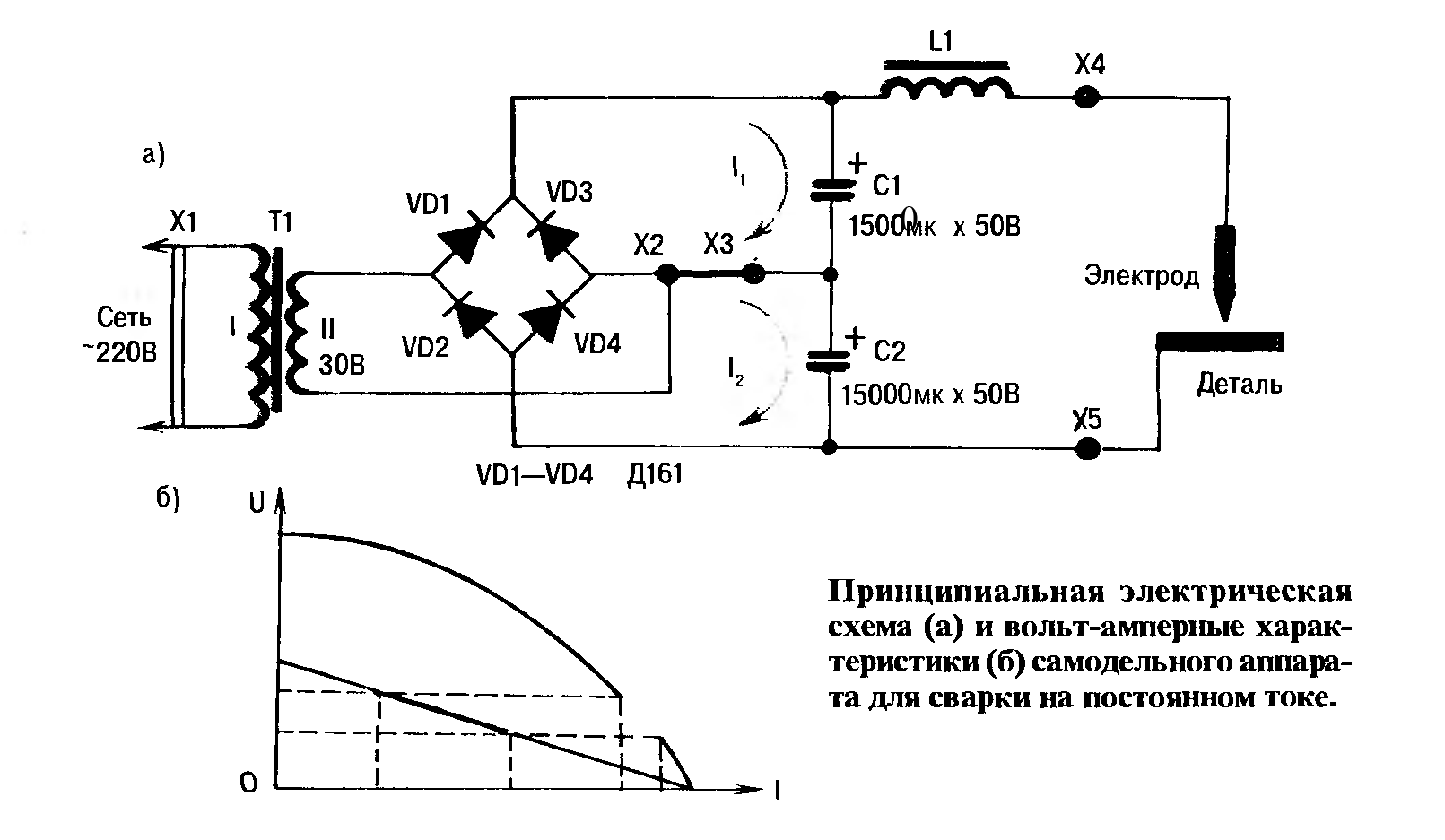
Выпрямитель вы можете собрать самостоятельно на диодах, путем их соединения по полупериодной схеме. Вы можете задействовать любой подходящий трансформатор с мощностью не менее 180 Вт. Отлично подойдет трансформатор от старых советских телевизоров. Необходимо удалить вторичные обмотки и намотать новые при помощи толстого медного обмоточного провода в 4 миллиметра. Желательно сделать отводы для регулирования выходного напряжения, которые обеспечивают работу электролизера под нагрузкой. Хорошее напряжение на электродах следует регулировать в пределах 3В, ведь в приборе находится всего один гальванический промежуток.
Температура пламени зависит от смеси топливного состава. Вы можете использовать ацетон или этиловый спирт. В случае с ацетоном нельзя ставить втулки из трубок от гелиевых ручек, поскольку они растворятся в нем. Если количество спирта в смеси выходящих газов уменьшено и преобладает кислород, пламя может погаснуть. При сборке аппарата для самодельной водородной сварки помните обо всех вышеперечисленных правилах, особенно о ватных тампонах и третьем сосуде из пластмассы. Помните, что качественно собранное и герметичное устройство, будет работать очень долго при правильной эксплуатации.
Требования безопасности при водородной сварке
Водородная сварка может быть очень опасной. Могут возникать несчастные случаи из-за взрыва смесей, воспламенения кислородных редукторов, обратных ударов пламени. Вы должны тщательно ознакомиться с техникой безопасности, прежде чем заниматься водородной сваркой. Здесь мы приведем основные правила.
- Газовую сварку запрещается проводить слишком близко от воспламеняющихся и огнеопасных веществ.
 Если вы проводите сварку в помещениях, котлах или закрытых тесных помещениях, делайте постоянные перерывы и выходите на свежий воздух. В закрытых и полузакрытых помещениях вредные газы необходимо удалять при помощи местных отсосов. Если вы производите сварку в резервуарах, за процессом должен наблюдать второй человек, находящийся снаружи.
Если вы проводите сварку в помещениях, котлах или закрытых тесных помещениях, делайте постоянные перерывы и выходите на свежий воздух. В закрытых и полузакрытых помещениях вредные газы необходимо удалять при помощи местных отсосов. Если вы производите сварку в резервуарах, за процессом должен наблюдать второй человек, находящийся снаружи. - Во время сварки и резки следует обязательно использовать специальные защитные очки. В противном случае яркие лучи могут негативно повлиять на сетчатку и кровеносную оболочку глаз, вплоть до катаракты и наступления слепоты. Брызги металла и шлака также представляют большую опасность для открытых глаз.
- При использовании газовых баллонов лучше переносить их на носилках или на тележке, с обязательным использованием защитного колпака. Обычные способы транспортировки являются небезопасными. При перевозке газовые баллоны не должны касаться друг друга и падать. В зоне резки или сварки металла запрещается хранить кислородные баллоны. Перемещение на небольшие расстояния осуществляется переворачиваем с небольшим наклоном. Если в баллоне возникнет смесь кислорода и горючего газа (когда давление кислорода в баллоне ниже рабочего давления регулятора), может случиться взрыв. Поэтому следует применять редукторы с исправными манометрами.
- Во время сварки необходимо направить пламя горелки в сторону, которая находится с другой стороны от источника питания. Если вы не можете выполнить это условие, оградите источник при помощи железного щита. При работе газопроводящие рукава должны быть рядом со сварщиком. Во время перерыва следует обязательно тушить пламя горелки.
- Если сварочных постов больше десяти, газообеспечение должно идти по проводам ацетиленовых станций. Ацетиленовый генератор следует устанавливать в помещении с вентилятором и температурой не ниже пяти градусов. Следите, чтобы водный засов был наполнен до необходимого уровня. При неисправном или отключенном водном затворе работать запрещено.
 Если вы проводите сварку в помещениях, котлах или закрытых тесных помещениях, делайте постоянные перерывы и выходите на свежий воздух. В закрытых и полузакрытых помещениях вредные газы необходимо удалять при помощи местных отсосов. Если вы производите сварку в резервуарах, за процессом должен наблюдать второй человек, находящийся снаружи.
Если вы проводите сварку в помещениях, котлах или закрытых тесных помещениях, делайте постоянные перерывы и выходите на свежий воздух. В закрытых и полузакрытых помещениях вредные газы необходимо удалять при помощи местных отсосов. Если вы производите сварку в резервуарах, за процессом должен наблюдать второй человек, находящийся снаружи. Если в баллоне возникнет смесь кислорода и горючего газа (когда давление кислорода в баллоне ниже рабочего давления регулятора), может случиться взрыв. Поэтому следует применять редукторы с исправными манометрами.
Если в баллоне возникнет смесь кислорода и горючего газа (когда давление кислорода в баллоне ниже рабочего давления регулятора), может случиться взрыв. Поэтому следует применять редукторы с исправными манометрами.Технология газовой сварки с применением водорода является такой же, как и у газовой сварки. Отличие заключается лишь в применении водородной смеси. Перед тем, как сделать водородную сварку самостоятельно, перечитайте ещё раз вышеописанные правила и советы. Мы надеемся, что наша информация поможет вам сделать качественный прибор и понять технологию процесса.
Отличие заключается лишь в применении водородной смеси. Перед тем, как сделать водородную сварку самостоятельно, перечитайте ещё раз вышеописанные правила и советы. Мы надеемся, что наша информация поможет вам сделать качественный прибор и понять технологию процесса.
Технология водородной сварки своими руками
В настоящее время сваривать, резать и паять детали можно не только ацетиленовым пламенем. Сегодня, все чаще прибегают к использованию водородного. Это обусловлено тем, что атомно водородная сварка является абсолютно безвредной. Водородный сварочный аппарат позволяет производить сварку быстро и эффективно, при этом работа характеризуется абсолютной безопасностью. В статье рассмотрим как произвести водородную сварку своими руками.
Содержание статьи
- Особенности процесса сварки водородом
- Способы применения водородного сварочного аппарата
- Достоинства и недостатки водородной сварки
- Правила безопасности при сварке водородом
Особенности процесса сварки водородом
газовая сварка
Начнем с того, что сварка водородом является разновидностью газопламенной.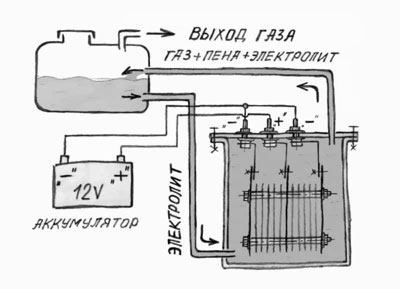 Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака. Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака. Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Еще одной трудностью, с которой приходилось сталкиваться при сварке водородом стал выбор эффективного источника подачи газа. Использовать водородный баллон нецелесообразно и к тому же очень опасно.
сварочный аппарат для водородной сварки
Сжиженный водород при сильной концентрации может вызывать у человека такие симптомы как: удушье и головокружение!
Еще один минус состоит в том, что пламя такого газа абсолютно незаметно днем.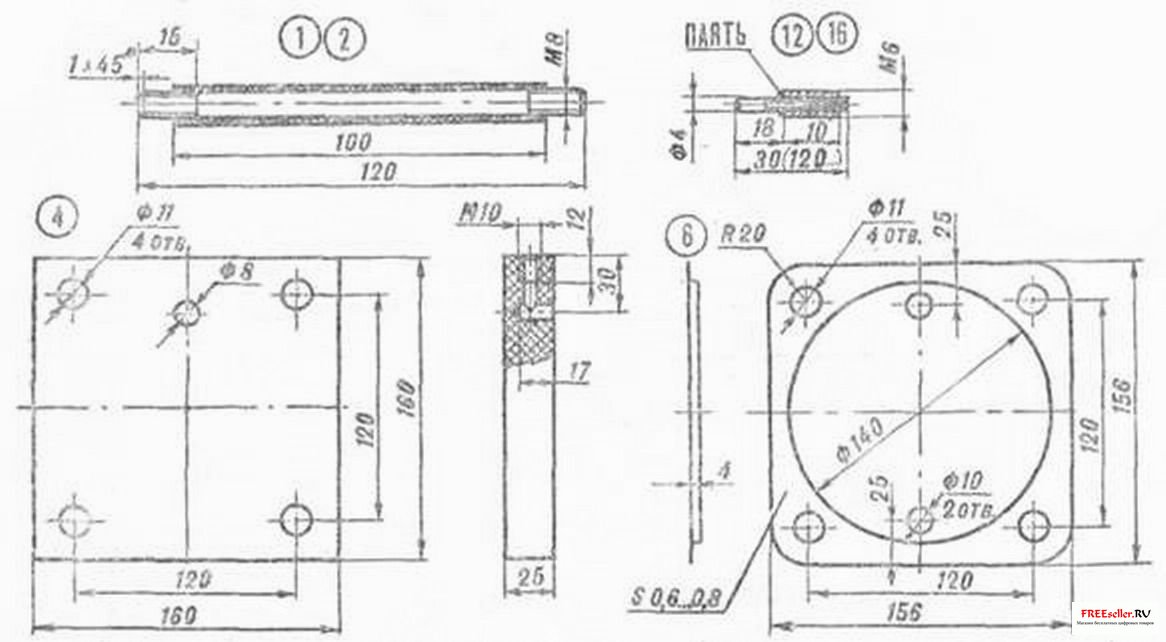 Поэтому кислородный сварочный аппарат может работать с применением датчиков.
Поэтому кислородный сварочный аппарат может работать с применением датчиков.
Обратите внимание! Водородная сварка своими руками может использоваться для соединения деталей из малоуглеродистых сталей, железа. Для сваривания изделий из нержавейки она не пригодна.
Способы применения водородного сварочного аппарата
Сварочный водородный аппарат может функционировать как от электрической трехфазной сети, так и от бытовой. Также применяется в ручном и автоматическом режимах. В процессе работы в горелку подаются смесь кислорода и водорода, температурный режим пламени составляет 600-2500°С.
Стоит отметить, что атомно-водородная сварка с таким аппаратом отличается простотой использования. Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар. Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Несмотря на то, что водородный сварочный аппарат безопасен, в процессе эксплуатации стоит надеть защитную одежду и очки.
Используя такие приборы можно выполнить такие процедуры как: пайка, сваривание, порошковое напыление, наплавка, кислородная резка. Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов. Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ, при обслуживании и ремонте радиаторов и т. д.
д.
Высокая безопасность сварочных работ обеспечивается благодаря тому, что в комплектацию устройства входит система автоматического отключения, которая отключает прибор, если рабочее давление превысит норму.
Достоинства и недостатки водородной сварки
Соединение деталей подобным способом обладает множеством преимуществ, о которых нельзя не упомянуть:
- высокая эффективность,
- безопасность выполнения сварочных работ,
- экологичность, поскольку в атмосферу не выделяются вредные токсины,
- аппараты компактные и удобные в управлении,
- подходят для обработки деталей, выполненных из различных материалов: сталь, стекло, чугун, цветные металлы,
- работают на воде, для нормального бесперебойного функционирования не требуются другие составляющие,
- сварочный аппарат не нужно перезаряжать.
Несмотря на большое количество плюсов, выделяются и некоторые недостатки:
- маленькие горелки могут применяться исключительно для тонких изделий, для толстых деталей нужны мощные сварочные аппараты,
- если вы соединяете детали из меди или из легированной стали, то полученные швы будут сопровождаться множеством пор,
- пламя от чистого водорода практически невозможно рассмотреть невооруженным глазом.

Правила безопасности при сварке водородом
Несмотря на то, что в статье неоднократно упоминалось о том, что водородная сварка своими руками – это безопасный процесс, все же пренебрегать мерами осторожности не стоит, т.к. это чревато воспламенением кислородных редукторов и как следствие взрывом.
Поэтому стоит соблюдать следующие правила:
- Следите за тем, чтобы газовая горелка не находилась слишком близко к воспламеняющимся и огнеопасным веществам.
- Если процесс производится в небольшом помещении, то делайте перерывы и периодически выходите на свежий воздух.
- Осуществляя сварочные работы обязательно надевайте защитные очки, иначе яркие лучи могут негативно сказаться на состоянии сетчатки и кровеносной оболочке глаз. Разбрызгивающийся металл и шлак очень опасны для открытых глаз.
- Если вы используете газовые баллоны, то перевозите их на тележке и обязательно надевайте на них защитный колпак. Важно, чтобы во время перевозки баллоны не соприкасались друг с другом и не падали. В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.
- Осуществляя сварку водородом, горелку надо держать по направлению к противоположной стороне от источника питания. Если вы не в состоянии соблюсти это правило, то оградите источник посредством железного щита.
- Если во время работы вы делаете перерыв, то пламя горелки обязательно надо тушить.
 В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.
В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.Исходя из вышеописанного можно сделать вывод, что технология выполнения соединения металлов посредством водородной сварки идентична газовой. Однако, атомно водородная сварка значительно расширила спектр возможностей выполнения различных процессов. Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
СВАРКА… ВОДОЙ | МОДЕЛИСТ-КОНСТРУКТОР
Все электроды 5 имеют по два отверстия 11 в верхней части для выхода газа и заливки электролита.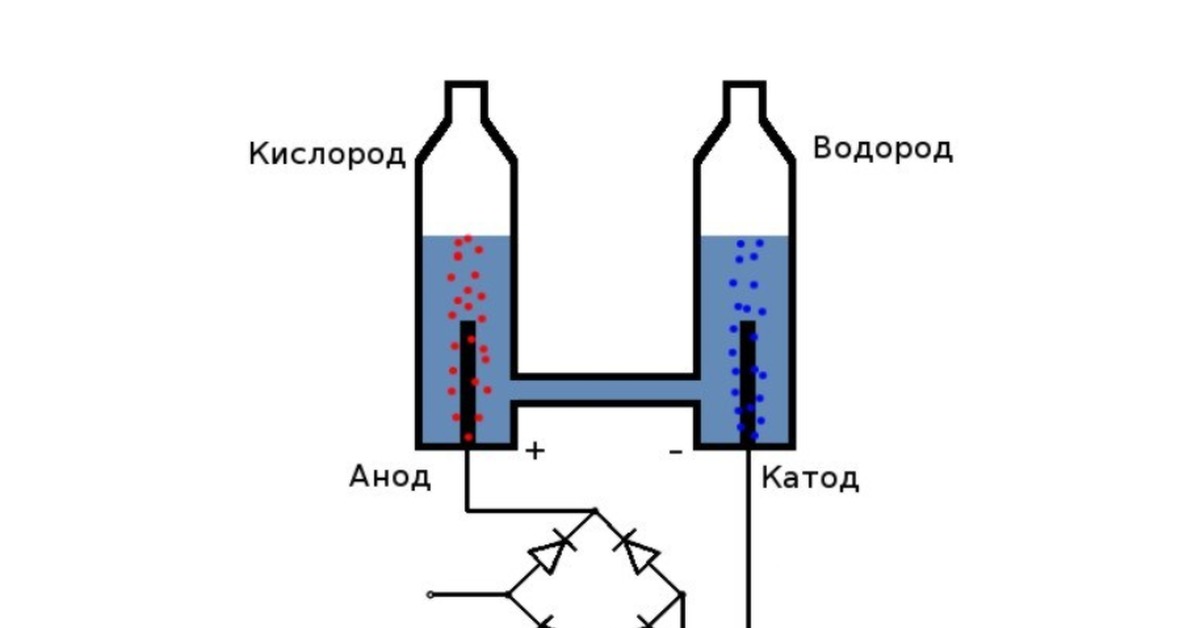 В нижней части электродов делать отверстия нельзя, т.к. они резко ухудшают работу электролизёра, шунтируя электрическую цепь ячеек и вызывая «передавливание» электролита к выходному штуцеру. Электролизёр с такими электродами (с отверстиями внизу) быстро нагревается; возникают и выбросы электролита через выходной штуцер.
В нижней части электродов делать отверстия нельзя, т.к. они резко ухудшают работу электролизёра, шунтируя электрическую цепь ячеек и вызывая «передавливание» электролита к выходному штуцеру. Электролизёр с такими электродами (с отверстиями внизу) быстро нагревается; возникают и выбросы электролита через выходной штуцер.
Электроды разделены резиновыми кольцами 12 — прямоугольного сечения. Кольца по наружному диаметру несколько больше (на 1 …2%) внутреннего диаметра электролизёра, что при сборке обеспечивает достаточно хорошую герметичность ячеек без применения герметиков и препятствует перетеканию электролита при наклонах электролизёра.
Штуцеры 4 служат для заливки электролита, воды и отвода выработанной газовой смеси. При работе один из штуцеров закрыт заглушкой 10. Подвод питающего напряжения к концевым электродам производится через герметичные токоподводы 7. На фланцах они закрыты изолирующими крышками (на рис. 1 не указаны, см. фото). При этом втулка (рис. 3) с натягом крепится на гайке, фиксирующей токоподвод и на неё навинчивается крышка.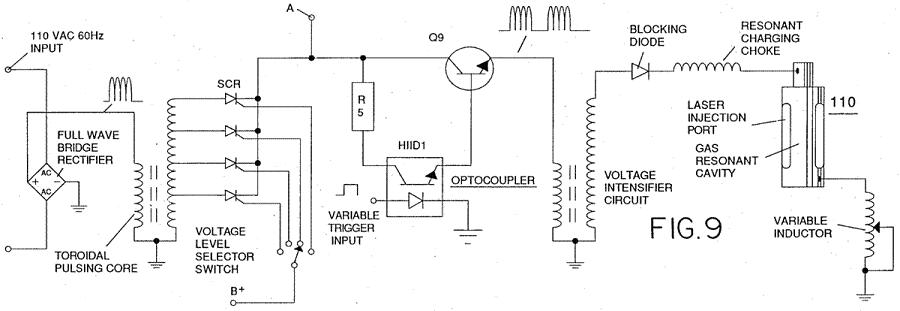
Изготовление аппарата
Предлагаемые описание и эскизы относятся к варианту электролизёра производительностью до 200 л/ч смеси кислорода и водорода.
Корпус 1 (рис. 1) электролизёра изготавливается на токарном стенке. Материал корпуса — алюминиевый сплав марки Д1Т, Д16Т, АК8Т. Оси резьбовых отверстий М4 в торцах корпуса для крепления фланцев должны совпадать.
Изолятор 2 корпуса является важной частью электролизёра, так как обеспечивает электробезопасность и защиту корпуса от электролита. Он изготавливается из листового материала толщиной 1 мм (если толще, то необходимо скорректировать размеры фланца и электродов или же корпуса). В качестве изолятора можно использовать листовую резину, пластифицированный винипласт, полиэтилен, хлорвинил. Из листовой заготовки свёртывается труба длиной 420 — 450 мм; стык сваривается любым доступным способом (например, нагревом обеих кромок по всей длине ленточкой-нагревателем, с последующим сжатием в специально сделанном приспособлении). Можно просто с помощью паяльника, через разделительную прокладку из плёнки лавсана или фторопласта, чтобы расплавившийся пластик не прилипал к жалу паяльника.
Можно просто с помощью паяльника, через разделительную прокладку из плёнки лавсана или фторопласта, чтобы расплавившийся пластик не прилипал к жалу паяльника.
Рис. 1. Электролизёр:
1 — корпус;
2 — диэлектрик;
3 — фланец;
4 — штуцер;
5 — внутренний электрод;
6 — концевой электрод;
7 — токоподвод;
8 — электролит;
9 — подставки;
10 — заглушка штуцера;
11 —отверстия;
12 — резиновое кольцо.
При изготовлении изолятора из резины края нужно соединить с помощью сырой резины и вулканизатора. Вулканизатор самодельный, из алюминиевого бруска на всю длину стыка.
Заготовка изолятора должна быть такой ширины, чтобы диаметр получившейся трубы был больше внутреннего диаметра корпуса на 1 — 1,5%. Труба из изолятора вставляется внутрь корпуса с равными выступами по концам. Эти выступающие концы у пластиковой трубы вместе с частью корпуса разогрейте в кипящей воде и после их размягчения заверните на корпус (для резины нагрев, конечно, не потребуется). Подойдет и сантехническая труба из полиэтилена диаметром 110 мм. Необходимо учесть, что алюминиевые сплавы бурно реагируют с растворами щелочей, поэтому герметичность изолятора должна быть гарантированной.
Подойдет и сантехническая труба из полиэтилена диаметром 110 мм. Необходимо учесть, что алюминиевые сплавы бурно реагируют с растворами щелочей, поэтому герметичность изолятора должна быть гарантированной.
Резиновые кольца 12 — из листа толщиной 2 — 2,5 мм. Сначала изготавливается труба диаметром на 1 — 1,5% больше внутреннего диаметра изолятора корпуса, потом на деревянной оправке на токарном станке нарезаются кольца шириной 3 мм.
Фланцы 3, заглушки 10 и крышки для токоподводов выполняются из листового оргстекла толщиной 10 мм. Фланцы полируются до хорошей прозрачности.
Штуцеры 4, электроды 5 и 6, токоподводы изготавливаются из нержавеющей стали 12Х18Н9. Электроды 5 — из фольги, вырезаются вручную ножницами, с последующей обработкой комплекта их на токарном станке (или без обработки, если они вырезаны очень аккуратно). Количество электродов 110 шт. Отверстия в верхней части электродов пробиваются с помощью простейшего штампа: берётся стальная полоса толщиной 2 — 3 мм и размерами 20×60 (сталь У7) и сгибается пополам с зазором 0,2 — 0,5 мм.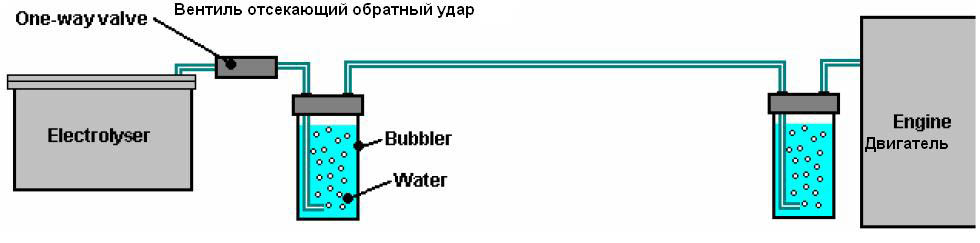 В пластинке сверлится сквозное отверстие сверлом диаметром 6 — 7 мм, после чего пластина закаливается. Вместо пуансона можно использовать заточенный хвостовик сверла, подобранного так, чтобы сверло входило в штамп как можно с меньшим зазором, но не туго. Отверстия в электродах получаются хорошего качества, без рваных краёв и заусенцев.
В пластинке сверлится сквозное отверстие сверлом диаметром 6 — 7 мм, после чего пластина закаливается. Вместо пуансона можно использовать заточенный хвостовик сверла, подобранного так, чтобы сверло входило в штамп как можно с меньшим зазором, но не туго. Отверстия в электродах получаются хорошего качества, без рваных краёв и заусенцев.
Концевые электроды 6 крепятся на фланце с помощью токоподводов 7 и низкой гайки М8х1. Для герметизации в проточку на фланце устанавливается резиновое кольцо. Штуцеры 4 на фланцах — также с резиновыми кольцами для герметизации.
Подставки 9 — из любой пластмассы: они крепятся на корпусе так, чтобы стык изолятора оказался в верхней части.
Все внутренние детали электролизёра перед сборкой должны быть хорошо промыты горячей водой с содой.
После установки одного из фланцев начинается монтаж внутренних электродов. Делается это так. Корпус устанавливается вертикально, опускается электрод и ориентируется в корпусе (например, с помощью толстой вязальной спицы). Потом опускается резиновое кольцо и прижимается к электроду специальным приспособлением. Оно представляет собой диск из толстой ровной фанеры с диаметром, равным диаметру электрода; в центре прикреплена длинная (300 — 350 мм) деревянная круглая ручка. В диске должны быть отверстия для прохода воздуха. После установки нескольких колец и электродов нужно их с силой «утрамбовать».
Потом опускается резиновое кольцо и прижимается к электроду специальным приспособлением. Оно представляет собой диск из толстой ровной фанеры с диаметром, равным диаметру электрода; в центре прикреплена длинная (300 — 350 мм) деревянная круглая ручка. В диске должны быть отверстия для прохода воздуха. После установки нескольких колец и электродов нужно их с силой «утрамбовать».
По окончании монтажа проверяется герметичность электролизёра в ванне с водой: накачивается воздух давлением 1,5 — 2 кгс/см2 от автомобильного насоса. Герметичность должна быть полная.
Перед заливкой электролита с обоих штуцеров снимаются заглушки: электролитом нужно заполнить весь объём электролизёра. После заливки аппарат приводится в рабочее состояние. На штуцеры надеваем резиновые трубки и концы их опускаем в трёхлитровую стеклянную банку. Подключаем электролизёр к источнику питания. Увеличиваем ток до 4 А ступеньками через 0,5 А с выдержкой по 3 — 5 минут. Выходящий газ вынесет из электролизёра вместе с образующейся пеной остатки грязи на деталях. Максимальный рабочий ток 3,5 А.
Максимальный рабочий ток 3,5 А.
При нормальной работе электролизёра уровень электролита при включении тока поднимается всего на несколько миллиметров без образования пены. Если она всё же образуется и при работе выносится из электролизёра через штуцер, то необходимо заменить электролит свежим и повторить операцию подготовки электролизёра к работе.
Для приготовления электролита используется только чистый едкий натрий и дистиллированная вода. Концентрация электролита 10 — 20%.
До начала эксплуатации, а также периодически в процессе пользования аппаратом проверяйте сопротивление изоляции мегомметром на 500 В (или в крайнем случае тестером на пределе измерения МОм). Сопротивление изоляции должно быть не менее 0,5 МОм.
Источник питания может быть выполнен на тиристорах или в виде автотрансформатора со ступенчатым регулированием тока, с железом, рассчитанным на 120 — 150 ВА мощности.
Основные технические данные
Выход газа при максимальной мощности, л/ч…………………………200
Потребляемая мощность, регулируемая, Вт………………………. до 700
до 700
Расходы воды при максимальной производительности, г ……….107
Масса электролизёра без электролита, кг…………………………………4,4
с электролитом, кг………………………………………………………………….7,0
Габариты, мм…………………………………………………………..380x160x140
и. попов, г. Куйбышев
Рекомендуем почитать
- КОРАБЛИ «ДИВИЗИОННОЙ» ЛИНИИ
События в первом крупном морском бою Первой мировой войны для англичан складывались весьма удачно. Ворвавшись рано утром 28 августа 1914 года в Гельголандскую бухту, крейсера «Аретуза»,… - НОВОЕ ПОКОЛЕНИЕ ИСТРЕБИТЕЛЕЙ
В конце 70-х годов XX века казалось, что класс эскадренных миноносцев неизбежно уйдет в небытие. В СССР эсминцы не строились уже два десятилетия — им на смену пришли большие…
особенности и все нюансы процедуры
Технологический процесс водородной сварки представляет собой газосварку по принципу электромеханического разложения воды на два компонента: водород и кислород.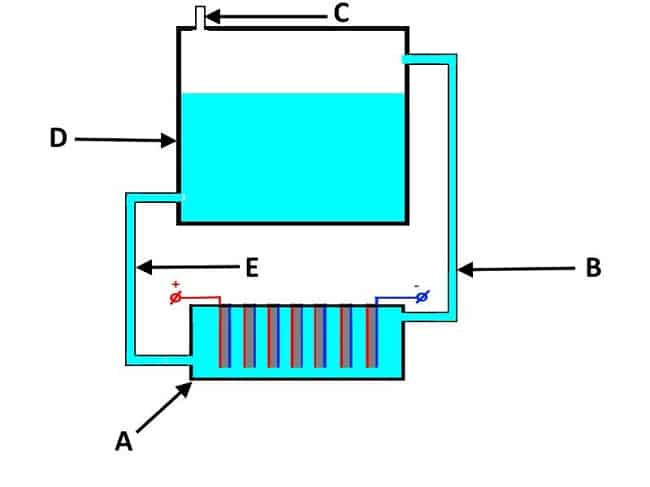 Это особая технология и своими характеристиками принципиально отличается от других способов газосварки. Например, атомно водородная сварка, которая производится с принудительным добавлением водорода.
Это особая технология и своими характеристиками принципиально отличается от других способов газосварки. Например, атомно водородная сварка, которая производится с принудительным добавлением водорода.
Область применения
Такая газосварка, своими уникальными свойствами, завоевала широкое применение для специальных легированных сталей и алюминиевых сплавов. Эта водородная газосварка экономически выгодна при сваривании конструкций и изделий толщиной до 5 миллиметров.
Широкое применение такая технология нашла в:
- Авиастроении.
- Медицинской сфере.
- Химической промышленности.
- Ракетно-космическом производстве.
- Металлургической отрасли.
Во время выполнения этого водородно кислородного типа сварки происходит медленный и равномерный нагрев металла. Такой способ нагрева материала необходим при работе с:
- Низкоуглеродистыми и легированными сталями, толщиной до 5 миллиметров.
- Цветными металлами.
- Инструментальными сталями, для которых необходим медленный нагрев и охлаждение.
- Наплавочными работами при наплавке резцов.
- Чугуном и специальными аналогичными сталями, которые медленно остывают в среде угля и нагреваются равномерно по всей свариваемой поверхности. Своими технологическими режимами, такая газосварка предотвращает появления трещин в сварном шве.
- Ювелирном производстве.
- Изготовлении стоматологического инструмента.
- При изготовлении металлических оправ
- Запайке медицинских ампул с лекарствами.

Технологический процесс
Технологический процесс такой сварки основан на принципе подачи водородной смеси в сварочную зону. Сварочная горелка – это тот инструмент, который определяет направления, и количество этой смеси. Во время выполнения водородно кислородной технологии сварки, из-за больших температур, горелка по краям оплавляется. Ее необходимо своими руками очищать. Этот процесс газосварки может выполняться в ручном и автоматическом режимах.
Люди с опытом проведения сварочных работ могут выполнять такие работы самостоятельно своими руками. Достаточно приобрести простейший сварочный аппарат эффект 210, в комплекте поставляется дополнительная горелка. Такой аппарат работает от напряжения электросети 220 в. Им хорошо достигается эффект порезки тонких металлических пластин из любых легированных сталей, с последующим соединением любых изделий. Самодельная доработка для использования газовых баллонов с другими газами, этот сварочный аппарат можно использовать для выполнения технологии, которая называется — атомно водородная сварка.
Эффективно процесс сваривания в водородной среде используется на станциях технического обслуживания и ремонта автомобилей.
Горелка с правильно подобранным диаметром в соответствии с толщиной свариваемых деталей, обеспечивает высокий эффект продуктивного сваривания.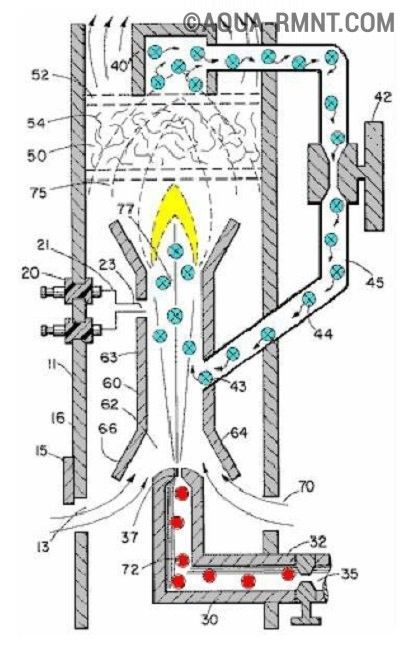
Водородная сварка своими руками чертежи. Отопление водородом своими руками
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.
В химическом выражении реакция выглядит следующим образом:
2H 2 O=2H 2 +O 2
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
Преимущества и недостатки
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.
Генератор водорода бытового назначения
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
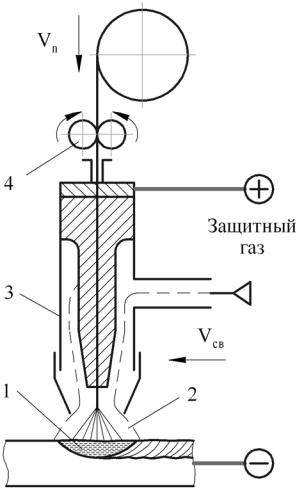
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.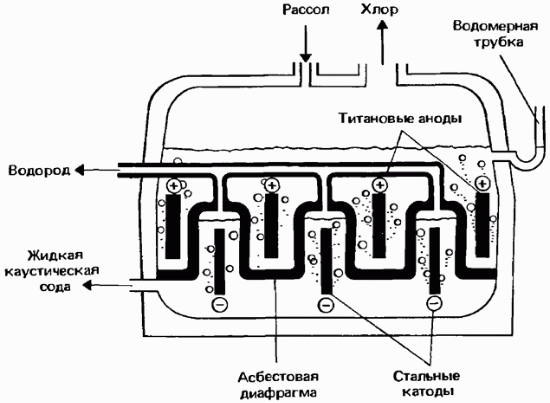
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.
Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.
Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Водородная горелка своими руками – это вполне посильная задача для опытного мастера и новичка, вооруженного подробными рекомендациями о ее самостоятельном изготовлении. Этот прибор работает благодаря выделяемому водорода теплу. Смесь водорода с кислородом – это газ с наибольшей возможной температурой горения – 2800°С. Его называют гремучим или газом Брауна. Однако при работе с этой смесью необходимо быть осторожным, так как она очень взрывоопасна.
Этот прибор работает благодаря выделяемому водорода теплу. Смесь водорода с кислородом – это газ с наибольшей возможной температурой горения – 2800°С. Его называют гремучим или газом Брауна. Однако при работе с этой смесью необходимо быть осторожным, так как она очень взрывоопасна.
Водород обладает определенными преимуществами перед другими горючими газами. Например, его можно получить путем электролиза непосредственно из воды. Самостоятельно изготовленная водородная горелка не требует использования водорода в баллонах. Электролизная горелка способна сама поставлять газ в необходимых количествах. Благодаря этому водородная сварка является очень экономичным и наиболее безопасным способом.
Самодельный сварочный аппарат с водородной горелкой можно сделать на основе электролизного генератора. Вероятность взрыва газа с использованием такого оборудования полностью исключается, так как весь газ сразу же пускается на сварку и не накапливается в достаточном для взрыва количестве.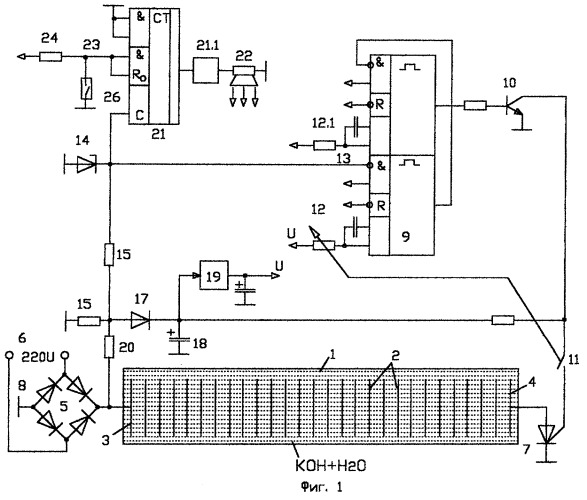
Что потребуется для изготовления горелки?
Чтобы сделать водородную горелку, нужно запастись таким материалами:
- листовая нержавеющая сталь;
- 2 болта М6х150 с гайками и шайбами;
- прозрачная трубка, например, такая, как в водяном уровне;
- штуцеры с внешним диаметром соответствующим шланге;
- герметичный пластиковый контейнер объемом 1,5 литра;
- маленький фильтр для очистки приточной воды;
- обратный водный клапан.
К выбору нержавейки необходимо подходить ответственно. Желательно выбирать марку импортной стали AISI 316L или отечественный аналог – 03Х16Н15М3. Однако если есть небольшой кусочек нержавеющей стали 50х50 см толщиной 2 мм, то приобретать целый лист нет необходимости.
Использовать нужно именно нержавейку, так как она не подвергается коррозии в воде в отличие от обычной стали.
Кроме того, водородная сварка будет более эффективной, если использовать щелочь, а не простую воду. Щелочная среда является агрессивной, поэтому использовать обычную сталь недопустимо.
Щелочная среда является агрессивной, поэтому использовать обычную сталь недопустимо.
Вернуться к оглавлению
Особенности изготовления
Нержавейку нужно распилить на небольшие пластинки. Из куска 50х50 см получится 16 пластинок по форме приближенных к квадрату. Распилить металл можно болгаркой, один из углов каждой пластины необходимо спилить, чтобы в дальнейшем можно было соединить их между собой.
На противолежащей срезу стороне нужно просверлить отверстия для крепежных болтов, чтобы потом соединить элементы. Работа приспособления будет основываться на том, что постоянный ток, проходя через раствор электролита последовательно от пластины к пластине, будет расщеплять воду на кислород и водород. Для обеспечения этого процесса необходимо создать пластины с противоположными зарядами: положительным и отрицательным.
Для наибольшей эффективности работы прибора необходимо, чтобы площадь пластин была максимальной. Это обеспечит максимальную площадь воздействия на раствор, через воду пройдет максимальный ток, благодаря чему образуется наибольшее возможное количество газа. Чтобы добиться желаемого результата, необходимо обеспечить положительный и отрицательный заряд наибольшему возможному количеству пластин. При 16 пластинах на анод и катод приходится по 8 элементов.
Чтобы добиться желаемого результата, необходимо обеспечить положительный и отрицательный заряд наибольшему возможному количеству пластин. При 16 пластинах на анод и катод приходится по 8 элементов.
Давно уже прошли те времена, когда загородный дом можно было обогреть лишь одним способом — сжигая в печке дрова или уголь. Современные отопительные приборы используют различные виды топлива и при этом автоматически поддерживают комфортную температуру в наших жилищах. Природный газ, дизель или мазут, электричество, гелио- и — вот неполный список альтернативных вариантов. Казалось бы — живи и радуйся, да вот только постоянный рост цен на топливо и оборудование вынуждает продолжать поиски дешёвых способов отопления. А вместе с тем неиссякаемый источник энергии — водород, буквально лежит у нас под ногами. И сегодня мы поговорим о том, как использовать в качестве горючего обычную воду, собрав генератор водорода своими руками.
Устройство и принцип работы генератора водорода
Заводской генератор водорода представляет собой внушительный агрегат
Использовать водород в качестве топлива для обогрева загородного дома выгодно не только по причине высокой теплотворной способности, но и потому, что в процессе его сжигания не выделяется вредных веществ. Как все помнят из школьного курса химии, при окислении двух атомов водорода (химическая формула H 2 – Hidrogenium) одним атомом кислорода, образуется молекула воды. При этом выделяется в три раза больше тепла, чем при сгорании природного газа. Можно сказать, что равных водороду среди других источников энергии нет, поскольку его запасы на Земле неисчерпаемы — мировой океан на 2/3 состоит из химического элемента H 2 , да и во всей Вселенной этот газ наряду с гелием является главным «строительным материалом».
Вот только одна проблема — для получения чистого H 2 надо расщепить воду на составляющие части, а сделать это непросто. Учёные долгие годы искали способ извлечения водорода и остановились на электролизе.
Как все помнят из школьного курса химии, при окислении двух атомов водорода (химическая формула H 2 – Hidrogenium) одним атомом кислорода, образуется молекула воды. При этом выделяется в три раза больше тепла, чем при сгорании природного газа. Можно сказать, что равных водороду среди других источников энергии нет, поскольку его запасы на Земле неисчерпаемы — мировой океан на 2/3 состоит из химического элемента H 2 , да и во всей Вселенной этот газ наряду с гелием является главным «строительным материалом».
Вот только одна проблема — для получения чистого H 2 надо расщепить воду на составляющие части, а сделать это непросто. Учёные долгие годы искали способ извлечения водорода и остановились на электролизе.
Схема работы лабораторного электролизёра
Этот способ получения летучего газа заключается в том, что в воду на небольшом расстоянии друг от друга помещаются две металлические пластины, подключённые к источнику высокого напряжения. При подаче питания высокий электрический потенциал буквально разрывает молекулу воды на составляющие, высвобождая два атома водорода (HH) и один — кислорода (O).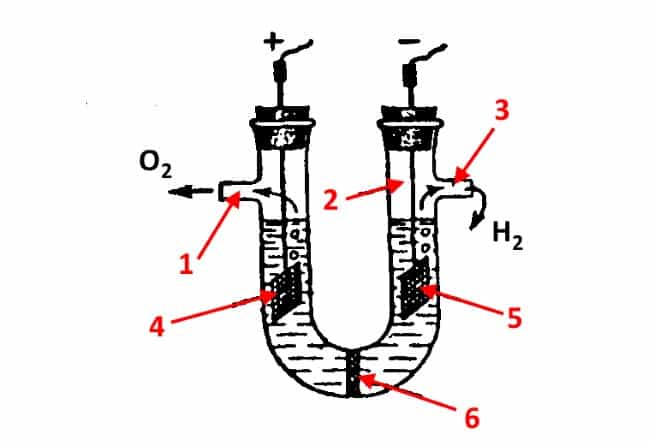 Выделяющийся газ назвали в честь физика Ю. Брауна. Его формула — HHO, а теплотворная способность — 121 МДж/кг. Газ Брауна горит открытым пламенем и не образует никаких вредных веществ. Главное достоинство этого вещества в том, что для его использования подойдёт обычный котёл, работающий на пропане или метане. Заметим только, что водород в соединении с кислородом образует гремучую смесь, поэтому потребуются дополнительные меры предосторожности.
Выделяющийся газ назвали в честь физика Ю. Брауна. Его формула — HHO, а теплотворная способность — 121 МДж/кг. Газ Брауна горит открытым пламенем и не образует никаких вредных веществ. Главное достоинство этого вещества в том, что для его использования подойдёт обычный котёл, работающий на пропане или метане. Заметим только, что водород в соединении с кислородом образует гремучую смесь, поэтому потребуются дополнительные меры предосторожности.
Схема установки для получения газа Брауна
Генератор, предназначенный для получения газа Брауна в больших количествах, содержит несколько ячеек, каждая из которых вмещает в себя множество пар пластин-электродов. Они установлены в герметичной ёмкости, которая оборудована выходным патрубком для газа, клеммами для подключения питания и горловиной для заливки воды. Кроме того, установка оборудуется защитным клапаном и водяным затвором. Благодаря им устраняется возможность распространения обратного пламени. Водород горит только на выходе из горелки, а не воспламеняется во все стороны.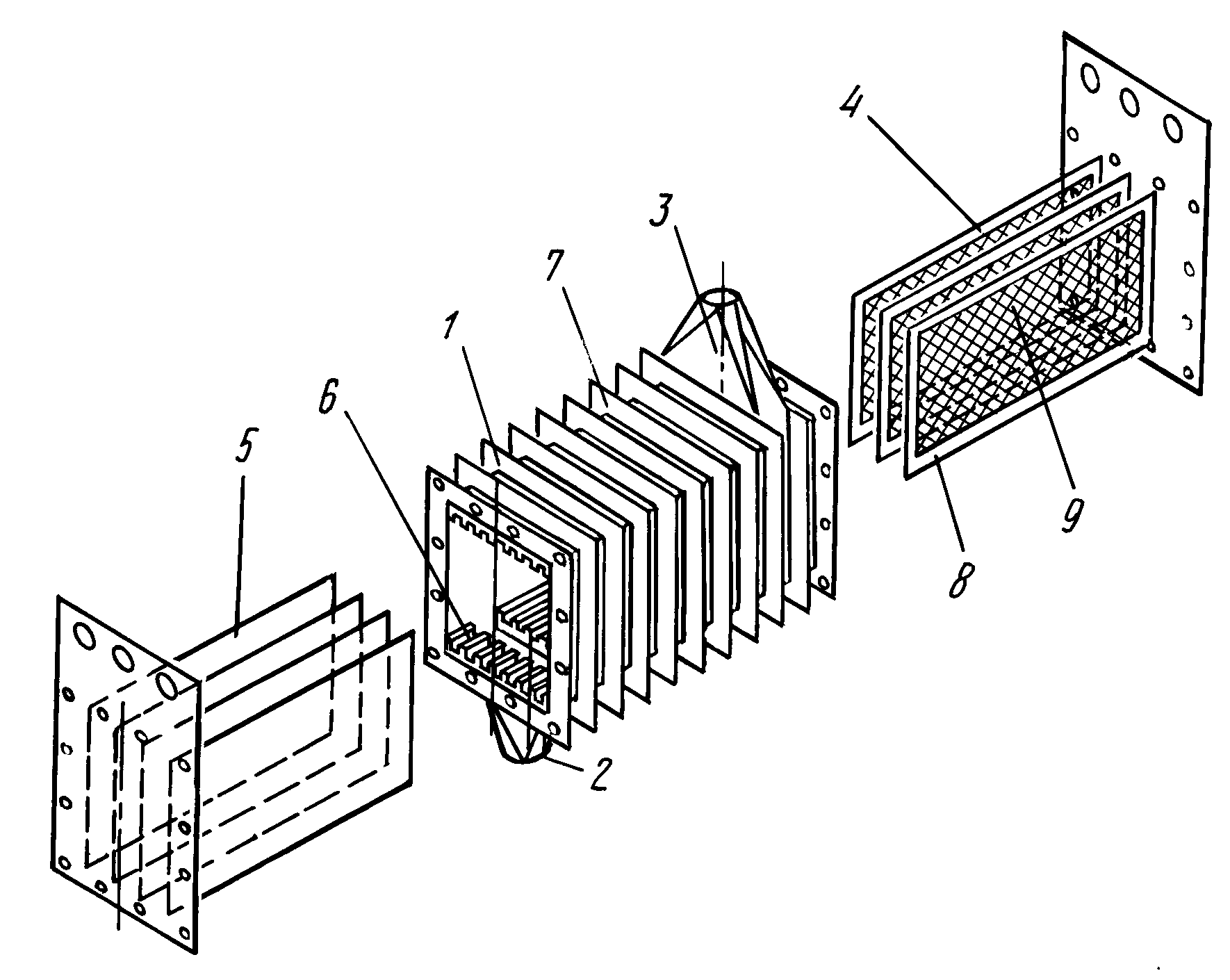 Многократное увеличение полезной площади установки позволяет извлекать горючее вещество в количествах, достаточных для различных целей, включая обогрев жилых помещений.
Вот только делать это, используя традиционный электролизёр, будет нерентабельно. Проще говоря, если потраченное на добычу водорода электричество напрямую использовать для отопления дома, то это будет намного выгоднее, чем топить котёл водородом.
Многократное увеличение полезной площади установки позволяет извлекать горючее вещество в количествах, достаточных для различных целей, включая обогрев жилых помещений.
Вот только делать это, используя традиционный электролизёр, будет нерентабельно. Проще говоря, если потраченное на добычу водорода электричество напрямую использовать для отопления дома, то это будет намного выгоднее, чем топить котёл водородом.
Водородная топливная ячейка Стенли Мейера
Выход из сложившейся ситуации нашёл американский учёный Стенли Мейер. Его установка использовала не мощный электрический потенциал, а токи определённой частоты. Изобретение великого физика состояло в том, что молекула воды раскачивалась в такт изменяющимся электрическим импульсам и входила в резонанс, который достигал силы, достаточной для её расщепления на составляющие атомы. Для такого воздействия требовались в десятки раз меньшие токи, чем при работе привычной электролизной машины.
Видео: Топливная ячейка Стенли Мейера
За своё изобретение, которое могло бы освободить человечество от кабалы нефтяных магнатов, Стенли Мейер был убит, а труды его многолетних изысканий пропали неизвестно куда.
 Тем не менее сохранились отдельные записи учёного, на основании которых изобретатели многих стран мира пытаются строить подобные установки. И надо сказать, небезуспешно.
Тем не менее сохранились отдельные записи учёного, на основании которых изобретатели многих стран мира пытаются строить подобные установки. И надо сказать, небезуспешно.Преимущества газа Брауна как источника энергии
- Вода, из которой получают HHO, является одним из наиболее распространённых веществ на нашей планете.
- При сгорании этого вида топлива образуется водяной пар, который можно обратно конденсировать в жидкость и повторно использовать в качестве сырья.
- В процессе сжигания гремучего газа не образуется никаких побочных продуктов, кроме воды. Можно сказать, что нет более экологичного вида топлива, чем газ Брауна.
- При эксплуатации водородной отопительной установки выделяется водяной пар в количестве, достаточном для поддержания влажности в помещении на комфортном уровне.
Вам также может быть интересен материал о том, как соорудить самостоятельно газовый генератор:
Область применения
Сегодня электролизёр — такое же привычное устройство, как и генератор ацетилена или плазменный резак. Изначально водородные генераторы использовались сварщиками, поскольку носить за собой установку весом всего несколько килограмм было намного проще, чем перемещать огромные кислородные и ацетиленовые баллоны.
При этом высокая энергоёмкость агрегатов решающего значения не имела — всё определяло удобство и практичность. В последние годы применение газа Брауна вышло за рамки привычных понятий о водороде, как топливе для газосварочных аппаратов. В перспективе возможности технологии очень широки, поскольку использование HHO имеет массу достоинств.
Изначально водородные генераторы использовались сварщиками, поскольку носить за собой установку весом всего несколько килограмм было намного проще, чем перемещать огромные кислородные и ацетиленовые баллоны.
При этом высокая энергоёмкость агрегатов решающего значения не имела — всё определяло удобство и практичность. В последние годы применение газа Брауна вышло за рамки привычных понятий о водороде, как топливе для газосварочных аппаратов. В перспективе возможности технологии очень широки, поскольку использование HHO имеет массу достоинств.
- Сокращение расхода горючего на автотранспорте. Существующие автомобильные генераторы водорода позволяют использовать HHO как добавку к традиционному бензину, дизелю или газу. За счёт более полного сгорания топливной смеси можно добиться 20 – 25 % снижения потребления углеводородов.
- Экономия топлива на тепловых электростанциях, использующих газ, уголь или мазут.
- Снижение токсичности и повышение эффективности старых котельных.
- Многократное снижение стоимости отопления жилых домов за счёт полной или частичной замены традиционных видов топлива газом Брауна.
- Использование портативных установок получения HHO для бытовых нужд — приготовления пищи, получения тёплой воды и т. д.
- Разработка принципиально новых, мощных и экологичных силовых установок.

Генератор водорода, построенный с использованием «Технологии водяных топливных ячеек» С. Мейера (а именно так назывался его трактат) можно купить — их изготовлением занимается множество компаний в США, Китае, Болгарии и других странах. Мы же предлагаем изготовить водородный генератор самостоятельно.
Видео: Как правильно обустроить водородное отопление
Что необходимо для изготовления топливной ячейки дома
Приступая к изготовлению водородной топливной ячейки, надо обязательно изучить теорию процесса образования гремучего газа. Это даст понимание происходящего в генераторе, поможет при настройке и эксплуатации оборудования. Кроме того, придётся запастись необходимыми материалами, большинство из которых будет нетрудно найти в торговой сети. Что же касается чертежей и инструкций, то мы постараемся раскрыть эти вопросы в полном объёме.
Кроме того, придётся запастись необходимыми материалами, большинство из которых будет нетрудно найти в торговой сети. Что же касается чертежей и инструкций, то мы постараемся раскрыть эти вопросы в полном объёме.
Проектирование водородного генератора: схемы и чертежи
Самодельная установка для получения газа Брауна состоит из реактора с установленными электродами, ШИМ-генератора для их питания, водяного затвора и соединительных проводов и шлангов. В настоящее время существует несколько схем электролизёров, использующих в качестве электродов пластины или трубки. Кроме того, в Сети можно найти и установку так называемого сухого электролиза. В отличие от традиционной конструкции, в таком аппарате не пластины устанавливаются в ёмкость с водой, а жидкость подаётся в зазор между плоскими электродами. Отказ от традиционной схемы позволяет значительно уменьшить габариты топливной ячейки.
Электрическая схема ШИМ-регулятора
Схема единичной пары электродов, используемых в топливной ячейке Мейера
Схема ячейки Мейера
Электрическая схема ШИМ-регулятора
Чертёж топливной ячейки
Чертёж топливной ячейки
Электрическая схема ШИМ-регулятора
Электрическая схема ШИМ-регулятора
В работе можно использовать чертежи и схемы рабочих электролизёров, которые можно адаптировать под собственные условия.
Выбор материалов для строительства генератора водорода
Для изготовления топливной ячейки практически никаких специфичных материалов не требуется. Единственное, с чем могут возникнуть сложности, так это электроды. Итак, что надо подготовить перед началом работы.
- Если выбранная вами конструкция представляет собой генератор «мокрого» типа, то понадобится герметичная ёмкость для воды, которая одновременно будет служить и корпусом реактора. Можно взять любой подходящий контейнер, главное требование — достаточная прочность и газонепроницаемость. Разумеется, при использовании в качестве электродов металлических пластин лучше использовать прямоугольную конструкцию, к примеру, тщательно загерметизированный корпус от автомобильного аккумулятора старого образца (чёрного цвета). Если же для получения HHO будут применяться трубки, то подойдёт и вместительная ёмкость от бытового фильтра для очистки воды. Самым же лучшим вариантом будет изготовление корпуса генератора из нержавеющей стали, например, марки 304 SSL.
Электродная сборка для водородного генератора «мокрого» типа
При выборе «сухой» топливной ячейки понадобится лист оргстекла или другого прозрачного пластика толщиной до 10 мм и уплотнительные кольца из технического силикона.
- Трубки или пластины из «нержавейки». Конечно, можно взять и обычный «чёрный» металл, однако в процессе работы электролизёра простое углеродистое железо быстро корродирует и электроды придётся часто менять. Применение же высокоуглеродистого металла, легированного хромом, даст генератору возможность работать длительное время. Умельцы, занимающиеся вопросом изготовления топливных ячеек, длительное время занимались подбором материала для электродов и остановились на нержавеющей стали марки 316 L. К слову, если в конструкции будут использоваться трубки из этого сплава, то их диаметр надо подобрать таким образом, чтобы при установке одной детали в другую между ними был зазор не более 1 мм. Для перфекционистов приводим точные размеры:
— диаметр внешней трубки — 25. 317 мм;
— диаметр внутренней трубки зависит от толщины внешней. В любом случае он должен обеспечивать зазор между этими элементами равный 0.67 мм.От того, насколько точно будут подобраны параметры деталей водородного генератора, зависит его производительность
- ШИМ-генератор. Правильно собранная электрическая схема позволит в нужных пределах регулировать частоту тока, а это напрямую связано с возникновением резонансных явлений. Другими словами, чтобы началось выделение водорода, надо будет подобрать параметры питающего напряжения, поэтому сборке ШИМ-генератора уделяют особое внимание. Если вы хорошо знакомы с паяльником и сможете отличить транзистор от диода, то электрическую часть можно изготовить самостоятельно. В противном случае можно обратиться к знакомому электронщику или заказать изготовление импульсного источника питания в мастерской по ремонту электронных устройств.
Импульсный блок питания, предназначенный для подключения к топливной ячейке, можно купить в Сети.
Их изготовлением занимаются небольшие частные компании в нашей стране и за рубежом. - Электрические провода для подключения. Достаточно будет проводников сечением 2 кв. мм.
- Бабблер. Этим причудливым названием умельцы обозвали самый обычный водяной затвор. Для него можно использовать любую герметичную ёмкость. В идеале она должна быть оборудована плотно закрывающейся крышкой, которая при возгорании газа внутри будет мгновенно сорвана. Кроме того, рекомендуется между электролизёром и бабблером устанавливать отсекатель, который будет препятствовать возвращению HHO в ячейку.
Конструкция бабблера
- Шланги и фитинги. Для подключения генератора HHO понадобятся прозрачная пластиковая трубка, подводящий и отводящий фитинг и хомуты.
- Гайки, болты и шпильки. Они понадобятся для крепления частей электролизёра между собой.
- Катализатор реакции. Для того чтобы процесс образования HHO шёл интенсивнее, в реактор добавляют гидроксид калия KOH. Это вещество можно без проблем купить в Сети. На первое время будет достаточно не более 1 кг порошка.
- Автомобильный силикон или другой герметик.

 317 мм;
317 мм; Их изготовлением занимаются небольшие частные компании в нашей стране и за рубежом.
Их изготовлением занимаются небольшие частные компании в нашей стране и за рубежом. Это вещество можно без проблем купить в Сети. На первое время будет достаточно не более 1 кг порошка.
Это вещество можно без проблем купить в Сети. На первое время будет достаточно не более 1 кг порошка.Заметим, что полированные трубки использовать не рекомендуется. Наоборот, специалисты рекомендуют обработать детали наждачной бумагой для получения матовой поверхности. В дальнейшем это будет способствовать увеличению производительности установки.
Инструменты, которые потребуются в процессе работы
Прежде чем приступить к постройке топливной ячейки, подготовьте такие инструменты:
- ножовку по металлу;
- дрель с набором свёрл;
- набор гаечных ключей;
- плоская и шлицевая отвёртки;
- угловая шлифмашина («болгарка») с установленным кругом для резки металла;
- мультиметр и расходомер;
- линейка;
- маркер.
Кроме того, если вы будете самостоятельно заниматься постройкой ШИМ-генератора, то для его наладки потребуется осциллограф и частотомер. В рамках данной статьи мы этот вопрос поднимать не будем, поскольку изготовление и настройка импульсного блока питания лучше всего рассматривается специалистами на профильных форумах.
Обратите внимание на статью, в которой приведены другие источники энергии, которую можно использовать для обустройства отопления дома:
Инструкция: как сделать водородный генератор своими руками
Для изготовления топливной ячейки возьмём наиболее совершенную «сухую» схему электролизёра с использованием электродов в виде пластин из нержавеющей стали. Представленная ниже инструкция демонстрирует процесс создания водородного генератора от «А» до «Я», поэтому лучше придерживаться очерёдности действий.
Схема топливной ячейки «сухого» типа
- Изготовление корпуса топливной ячейки. В качестве боковых стенок каркаса выступают пластины оргалита или оргстекла, нарезанные по размеру будущего генератора. Надо понимать, что размер аппарата напрямую влияет на его производительность, однако, и затраты на получение HHO будут выше. Для изготовления топливной ячейки оптимальными будут габариты устройства от 150х150 мм до 250х250 мм.
- В каждой из пластин просверливают отверстие под входной (выходной) штуцер для воды. Кроме того, потребуется сверление в боковой стенке для выхода газа и четыре отверстия по углам для соединения элементов реактора между собой.
Изготовление боковых стенок
- Воспользовавшись угловой шлифовальной машиной, из листа нержавеющей стали марки 316L вырезают пластины электродов. Их размеры должны быть меньше габаритов боковых стенок на 10 – 20 мм. Кроме того, изготавливая каждую деталь, необходимо оставлять небольшую контактную площадку в одном из углов. Это понадобится для соединения отрицательных и положительных электродов в группы перед их подключением к питающему напряжению.
- Для того чтобы получать достаточное количество HHO, нержавейку надо обработать мелкой наждачной бумагой с обеих сторон.
- В каждой из пластин сверлят два отверстия: сверлом диаметром 6 — 7 мм — для подачи воды в пространство между электродами и толщиной 8 — 10 мм — для отвода газа Брауна. Точки сверлений рассчитывают с учётом мест установки соответствующих подводящих и выходного патрубков.
Вот такой комплект деталей необходимо подготовить перед сборкой топливной ячейки
- Начинают сборку генератора. Для этого в оргалитовые стенки устанавливают штуцеры подачи воды и отбора газа. Места их присоединений тщательно герметизируют при помощи автомобильного или сантехнического герметика.
- После этого в одну из прозрачных корпусных деталей устанавливают шпильки, после чего начинают укладку электродов.
Укладку электродов начинают с уплотняющего кольца
Обратите внимание: плоскость пластинчатых электродов должна быть ровной, иначе элементы с разноимёнными зарядами будут касаться, вызывая короткое замыкание!
- Пластины нержавеющей стали отделяют от боковых поверхностей реактора при помощи уплотнительных колец, которые можно сделать из силикона, паронита или другого материала. Важно только, чтобы его толщина не превышала 1 мм. Такие же детали используют в качестве дистанционных прокладок между пластинами. В процессе укладки следят, чтобы контактные площадки отрицательных и положительных электродов были сгруппированы в разных сторонах генератора.
При сборке пластин важно правильно ориентировать выходные отверстия
- После укладки последней пластины устанавливают уплотнительное кольцо, после чего генератор закрывают второй оргалитовой стенкой, а саму конструкцию скрепляют при помощи шайб и гаек. Выполняя эту работу, обязательно следят за равномерностью затяжки и отсутствием перекосов между пластинами.
При финальной затяжке обязательно контролируют параллельность боковых стенок. Это позволит избежать перекосов
- При помощи полиэтиленовых шлангов генератор подключают к ёмкости с водой и бабблеру.
- Контактные площадки электродов соединяют между собой любым способом, после чего к ним подключают провода питания.
Собрав несколько топливных ячеек и включив их параллельно, можно получить достаточное количество газа Брауна
- На топливную ячейку подают напряжение от ШИМ-генератора, после чего производят настройку и регулировку аппарата по максимальному выходу газа HHO.
 Кроме того, потребуется сверление в боковой стенке для выхода газа и четыре отверстия по углам для соединения элементов реактора между собой.
Кроме того, потребуется сверление в боковой стенке для выхода газа и четыре отверстия по углам для соединения элементов реактора между собой.
 В процессе укладки следят, чтобы контактные площадки отрицательных и положительных электродов были сгруппированы в разных сторонах генератора.
В процессе укладки следят, чтобы контактные площадки отрицательных и положительных электродов были сгруппированы в разных сторонах генератора.
Для получения газа Брауна в количестве, достаточном для отопления или приготовления пищи, устанавливают несколько генераторов водорода, работающих параллельно.
Видео: Сборка устройства
Видео: Работа конструкции «сухого» типа
Отдельные моменты использования
Прежде всего, хотелось бы отметить, что традиционный метод сжигания природного газа или пропана в нашем случае не подойдёт, поскольку температура горения HHO превышает аналогичные показатели углеводородов в три с лишним раза. Как вы сами понимаете, такую температуру конструкционная сталь долго не выдержит. Сам Стенли Мейер рекомендовал использовать горелку необычной конструкции, схему которой мы приводим ниже.
Схема водородной горелки конструкции С. Мейера
Вся хитрость этого устройства заключается в том, что HHO (на схеме обозначено цифрой 72) проходит в камеру сжигания через вентиль 35. Горящая водородная смесь поднимается по каналу 63 и одновременно осуществляет процесс эжекции, увлекая за собой наружный воздух через регулируемые отверстия 13 и 70. Под колпаком 40 задерживается некоторое количество продуктов горения (водяного пара), которое по каналу 45 попадает в колонку горения и смешивается с горящим газом. Это позволяет снизить температуру горения в несколько раз.
Под колпаком 40 задерживается некоторое количество продуктов горения (водяного пара), которое по каналу 45 попадает в колонку горения и смешивается с горящим газом. Это позволяет снизить температуру горения в несколько раз.
Второй момент, на который хотелось бы обратить ваше внимание — жидкость, которую следует заливать в установку. Лучше всего использовать подготовленную воду, в которой не содержатся соли тяжёлых металлов. Идеальным вариантом является дистиллят, который можно приобрести в любом автомагазине или аптеке. Для успешной работы электролизёра в воду добавляют гидроксид калия KOH, из расчёта примерно одна столовая ложка порошка на ведро воды.
В процессе работы установки важно не перегревать генератор. При повышении температуры до 65 градусов Цельсия и более электроды аппарата будут загрязняться побочными продуктами реакции, из-за чего производительность электролизёра уменьшится. Если же это всё-таки произошло, то водородную ячейку придётся разобрать и удалить налёт при помощи наждачной бумаги.
И третье, на чём мы делаем особое ударение — безопасность. Помните о том, что смесь водорода и кислорода не случайно назвали гремучей. HHO представляет собой опасное химическое соединение, которое при небрежном обращении может привести к взрыву. Соблюдайте правила безопасности и будьте особенно аккуратны, экспериментируя с водородом. Только в этом случае «кирпичик», из которого состоит наша Вселенная, принесёт тепло и комфорт вашему дому.
Надеемся, статья стала для вас источником вдохновения, и вы, засучив рукава, приступите к изготовлению водородной топливной ячейки. Разумеется, все наши выкладки не являются истиной в последней инстанции, однако, их вполне можно использовать для создания действующей модели водородного генератора. Если же вы хотите полностью перейти на этот вид отопления, то вопрос придётся изучить более детально. Возможно, именно ваша установка станет краеугольным камнем, благодаря которому закончится передел энергетических рынков, а дешёвое и экологичное тепло войдёт в каждый дом.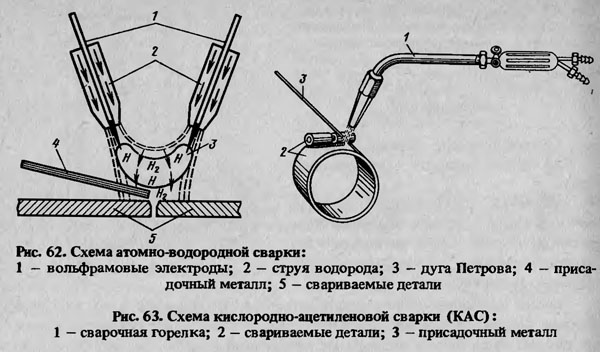
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые — техника, технологии и строительство. Возможно потому, что знаю множество нюансов в этих областях не только теоретически, вследствие учебы в техническом университете и аспирантуре, но и с практической стороны, так как стараюсь все делать своими руками.
Водородное пламя используется как альтернатива ацетиленовому. С его помощью можно осуществлять процесс сваривания, резки, запаивания. Сварочный водородный аппарат обеспечивает эффективность и безопасность процесса. Использование водорода вместо ацетилена в процессе газовой сварки обеспечивает большую продуктивность. Сварочный шов получается качественным, а производительность остается на высоком уровне.
Суть процесса
Водородная сварка – разновидность газопламенной. Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов.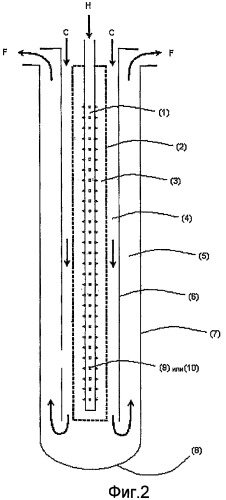 Эти вещества обладают способностью «гасить» кислород.
Эти вещества обладают способностью «гасить» кислород.
Сложным вопросом при организации водородной сварки считается выбор эффективного источника подачи газа. Известно, что применять водородный баллон для этих целей опасно. Сжиженный водород при высокой концентрации вызывает удушье и головокружение. Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Необходимо помнить, что этот газ пригоден для проведения сварки из малоуглеродистых сталей, железа, однако для сварки листов и труб из нержавеющей стали его применять нельзя.
Проблема возникает из-за взаимодействия водорода с никелем при высоких температурах. После охлаждения выделяется газ и образует повреждения на поверхности. Также такая сварка не применяется при обработке меди.
Варианты применения
Сварочный водородный аппарат подключают как к бытовой, так и к электрической сети с тремя фазами. Также его используют для ручной и автоматизированной работы. При работе происходит подача по шлангу смеси газов в горелку. Температура регулируется в диапазоне 600-2600 градусов по Цельсию.
Любой сварочный аппарат включается в эксплуатационный режим очень быстро – это зависит от температуры окружающей среды, а также величины расхода газа. Малые габариты прибора способны обеспечить его высокую мощность. Продукт горения водорода – пар, не имеющий токсических свойств. Поэтому как при работе, так и при хранении сварочный аппарат на основе этого газа абсолютно безопасен. Однако требования техники безопасности стоит соблюдать — нужно применять защитный костюм и очки при эксплуатации устройства.
Существуют следующие варианты применения оборудования:
- сваривание;
- выпаивание;
- порошковое напыление;
- кислородная резка;
- термическое упрочнение;
- наплавка.
Выбор режимов эксплуатации обеспечивает широкий спектр возможностей прибора — от сварки малой толщины до осуществления резки больших по толщине листов стали. Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Помимо этого, оборудование используется при ремонте ступиц, двигателя, радиаторов, для проведения кузовных работ.
Безопасность устройства достигается благодаря системе автоматического отключения при достижении запредельного уровня давления и допустимой концентрации электролита. Это защищает от возможных взрывов и пожаров.
Плюсы водородной сварки
Преимущества данного типа сварочных работ таковы:
- эффективность;
- безопасность;
- экологичность;
- компактность;
- небольшая трудоемкость;
- широкий спектр материалов обработки: сталь, благородные и цветные металлы, стекло, чугун, керамика, стекло;
- для эксплуатации требуется только вода, бесперебойная работа не нуждается в других компонентах;
- водородная атмосфера создает защиту поверхности от окисления;
- нет необходимости перезарядки.

Новейшая разработка – сварочный аппарат, способный соединять трубы, толщина металлической поверхности которых составляет до 5 мм. Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм. Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота. Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Таким образом, применение водородной сварки – отличное решение для широкого круга сфер деятельности. Главное достоинство метода заключается в его абсолютной безопасности при соблюдении всех условий эксплуатации.
Водородное пламя может быть прекрасной альтернативой ацетиленовому, с его помощью также можно проводить резку, пайку и сварку. Водородная сварка практически безвредна, причиной тому является пар, являющийся здесь продуктом горения.
Если вы владеете газовой, то водородная сварка не будет для вас слишком затруднительной.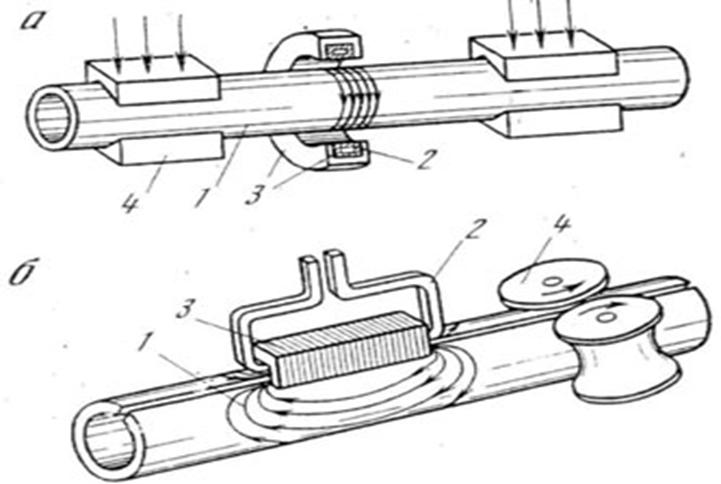 Люди пользуются газовой сваркой уже более века, основным горючим газом в ней является ацетилен, однако водород более продуктивен, отличие в том, ацетиленовое пламя способно восстановить железо, а водородное его окисляет.
Люди пользуются газовой сваркой уже более века, основным горючим газом в ней является ацетилен, однако водород более продуктивен, отличие в том, ацетиленовое пламя способно восстановить железо, а водородное его окисляет.
Водородная сварка происходит с участием кислорода и смеси горючего газа. Сварочная ванна в этом случае покрывается слоем шлака, с шов получается тонким и пористым, сейчас применяются углеводороды, при помощи которых удалось решить эту проблему.
Применение водородной сварки
Водород подходит для сварки железных изделий, но не нержавеющих сталей, так как он растворяется в расплавленном никеле, также такая сварка не подходит для меди, но водородная атмосфера не дает поверхности окисляться.
Сварочный водородный аппарат способен работать от обычной бытовой электросети, прибор работает в автоматическом и ручном режиме. В стандартную горелку по шлангу подается смесь кислорода и водорода, температура пламени регулируется на уровне 600 — 2600 градусов.
Этими аппаратами легко пользоваться, они не требуют частой перезарядки, ими можно начинать пользоваться уже через пару минут, при этом аппарат весьма мощный.
Такая сварка весьма экологична, что отличает ее от ацетиленовой, сильно загрязняющей окружающую среду. Приборы безопасны при хранении и работе, при этом от защитной одежды отказываться не стоит.
Еще одно важное условие перед началом работы, нужно правильно подобрать электроды, все уникальны, от их правильного выбора будет во многом зависеть успех работы, при выборе нужно учесть рабочий материал, требуемое качество шва, условия работы и многие другие параметры.
- Такая сварка способна выполнить практически любую задачу по пламенной обработке материала. Эти приборы весьма популярны у ювелиров, стоматологов и специалистов по ремонту холодильников.
- Мощные аппараты позволяют варить материал, толщиной до 3 мм, они постоянно используются на станциях по ремонту различной техники, так как там нельзя использовать кислородные баллоны.
- Водородные аппараты можно использовать для кузовных работ, ремонта батарей, блоков и двигателей. Как только будет достигнут максимально возможный уровень давления электролита, система сама подаст сигнал и аппарат отключится, что обеспечивает высокую пожаробезопасность.
Эта технология обеспечивает намного более чистый рез, по сравнению с пропаном и ацетиленом. Эти аппараты применяются в колодцах тоннелях и метрополитене, там запрещены пропан и ацетилен.
Водородная сварка возможна и при отрицательной температуре. Такой аппарат весьма пригодится дома, но они достаточно дороги, есть и другой вариант, собрать прибор самому.
Водородная сварка своими руками
Водородную смесь можно получить при помощи электролиза водного раствора щелочи, источник тока можно сделать, используя выпрямитель для зарядки аккумулятора от машины.
Электролиз должен происходить в сосуде, дома подойдет стеклянная банка с крышкой из полиэтилена, ее объем может быть от полулитра. В крышке сделайте точки вывода для проводов и пластин электродов, а также для втулки трубки отвода газов.
В крышке сделайте точки вывода для проводов и пластин электродов, а также для втулки трубки отвода газов.
Гидродозатором может быть второй сосуд, в нем происходит барботирование газов, там они насыщаются парами горючих веществ. Эта смесь отправляется в третью емкость с водой, она является затвором для выхода газов. Газ с кислородом, водородом и горючими веществами будет выходить через медицинскую иголку.
- Температура пламени может доходить до 2500 градусов, но если менять уровень подаваемого напряжения ее можно регулировать.
- Процесс горения должен быть стойким, если изменить напряжение на электродах, поменяется и сила тока, а она влияет на дозу выделения газа.
- При электролизе идет расход воды, а количество щелочи не меняется, она распадается на ионы, что повышает электропроводность раствора.
Топливную смесь можно пополнять обычным медицинским шприцем с иглой. Внутри трубки шприца нужно поместить ватные тампоны, на ее конце и основании, это необходимо, чтобы не было проскока пламени по трубке в сосуд со спиртовым составом.
Выпрямитель можно собрать, соединив диоды по полупериодной сети, для этого подойдет трансформатор с мощностью от 180 Вт, хорошим вариантом будет прибор от старого советского телевизора, удалите вторичные обмотки и намотайте новые, используя толстый медный обмотанный провод.
Сделайте отводы, чтобы регулировать выходное напряжение, обеспечивающее работу электролизера. Температура пламени будет зависеть от состава топлива, можно использовать ацетон или этиловый спирт.
Если вы выбрали ацетон, не ставьте втулки из трубок от гелиевых ручек, они в нем растворятся. Если в смеси будет преобладать кислород, пламя может погаснуть.
Если вы соберете устройство качественно, и оно будет герметичным, то сможет проработать очень долго. Если же вам нужно сварить крупные металлические элементы, то нужно узнать, как делается , в принципе, это вполне возможно.
Водородная сварка может быть весьма опасной, так как смеси могут взрываться, кислородные редукторы воспламеняться, случаются и обратные удары пламени.
Перед началом работы, нужно четко изучить технику безопасности, это первое, пренебрегать ею невозможно. Нельзя проводить такую сварку вблизи легко воспламеняющихся веществ.
Если сварка идет в закрытом помещении, нужно часто делать перерывы и выходить на воздух. В закрытом и полузакрытом помещении для удаления газов используйте местные отсосы. Если сварка идет в резервуаре, то обязательно нужен наблюдатель снаружи.
- Все работы проводите только в защитных очках, чтобы не повредить глаза. Если используете газовые баллоны, переносите их на тележке или носилках и используйте защитный колпак.
Они не должны соприкасаться и падать, в зоне сварки не должно быть кислородных баллонов. Всегда используйте редукторы с исправными манометрами, чтобы избежать взрывов.
Пламя горелки при сварке должно быть направлена в сторону от источника питания, если это невозможно, оградите источник при помощи железного щита. Газопроводящие рукава должны находиться вблизи сварщика, в перерывах пламя горелки нужно тушить.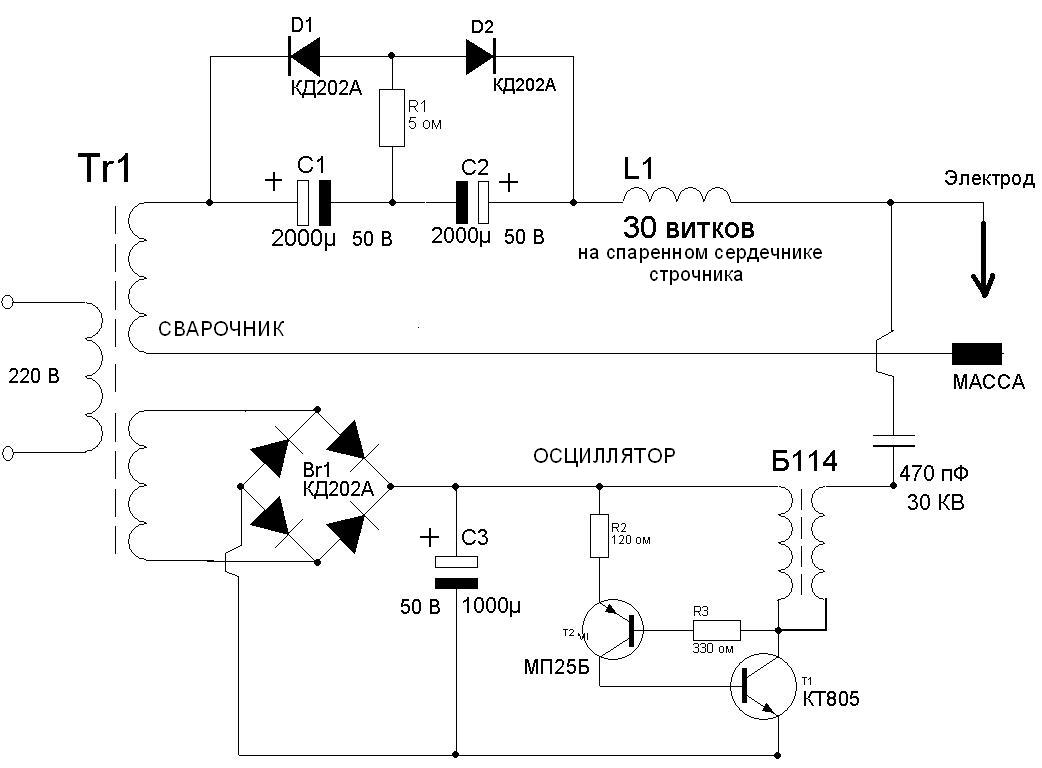 Если соблюдать эти простые правила, водородная сварка всегда будет безопасной.
Если соблюдать эти простые правила, водородная сварка всегда будет безопасной.
Атомно-водородная сварка — — Энциклопедия по машиностроению XXL
Водорода, как правило, по возможности избегают в металлургических процессах при сварке металлов, так как, растворяясь в металлах при температурах сварки, он может привести к возникновению дефектов сварного соединения (поры, трещины) в процессе кристаллизации. Кроме того, растворяясь в твердом металле, водород резко снижает его пластичность (водородная хрупкость). Однако в некоторых процессах сварки (атомно-водородная, сварка в перегретом паре и газопламенная сварка) используется восстановительная способность водорода. [c.342]Разновидностью электродуговой сварки в среде защитного газа является атомно-водородная сварка, применяемая при сварке алюминия, низколегированных конструкционных и хромоникелевых нержавеющих сталей.
 В процессе сварки водород сгорает и факел его пламени надежно защищает сварочную ванну от воздействия кислорода воздуха.
[c.400]
В процессе сварки водород сгорает и факел его пламени надежно защищает сварочную ванну от воздействия кислорода воздуха.
[c.400]Сваривается хорошо точечной и атомно-водородной сваркой, удовлетворительно газовой. [c.32]
Из вольфрама изготовляют рабочие части контактов для электроаппаратуры и электроды горелок для атомно-водородной сварки. [c.453]
Сварка атомно-водородная Сварка дуговая конструкций стальных — Производительность 5—467 — механизированная 5 — 325 Классификация 5 — 324 Производительность 5 — 324 [c.250]
АТОМНО-ВОДОРОДНАЯ СВАРКА [c.317]
| Фиг. 91. Схема процесса атомно-водородной сварки. |
 318]
318]Для обеспечения равномерного расплавления (испарения) вольфрамовых электродов при атомно-водородной сварке применяется переменный ток. Охлаждающее действие эндотермической реакции диссоциации водорода, а равно высокий потенциал ионизации этого газа влияют на напряжение тока, необходимое для зажигания и поддержания вольтовой дуги [c.318]
Несмотря на целый ряд технологических преимуществ, применение атомно-водородной сварки в промышленности пока ограниченное. Это объясняется некоторой сложностью схемы процесса, использующего одновременно электроэнергию и газ, и сравнительно низкой экономической эффективностью при сварке металла средних и больших толщин. [c.318]
Весьма важными свойствами металла шва при атомно-водородной сварке являются высокая деформационная способность и физическая сплошность. Это имеет значение для конструкций, работающих при динамической нагрузке, или для конструкций, к которым предъявляются высокие требования герметичности швов (вакуумные аппараты, ртутные выпрямители, электрические рефрижераторы и т.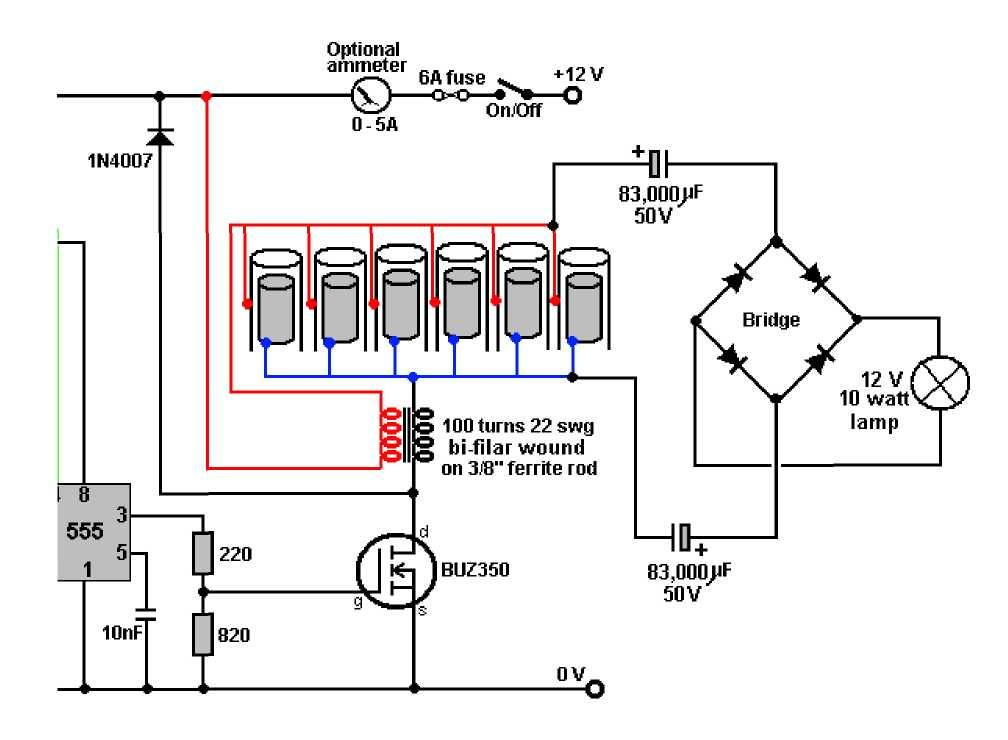 д ).
[c.318]
д ).
[c.318]
Техника атомно-водородной сварки [c.319]
В технике атомно-водородной сварки весьма важным моментом является также правильная установка горелки по отношению к свариваемому изделию. Расстояние между концами электродов и свариваемым изделием нормально колеблется от 5 до 10 мм. Наименьшее расстояние соответствует наименьшей тепловой мощности дуги. Установкой горелки обеспечивается оптимальное использование тепловой мощности дуги при заданной толщине свариваемого металла и форме сварного соединения (встык, втавр, внахлёстку). Наибольшее количество атомного водорода находится на внешнем контуре пламени, и эта зона должна быть в максимальной степени использована при [c.319]
При атомно-водородной сварке могут применяться следующие виды соединений 1) бортовое (фиг. 93, а) 2) стыковое (фиг. 93, б, в, г) 3) угловое (фиг. 93, д) 4) тавровое (фиг.
 93, е, ж, э) 5) внахлёстку (фиг. 93, и).
[c.320]
93, е, ж, э) 5) внахлёстку (фиг. 93, и).
[c.320]Сварочные режимы для атомно-водородной сварки, при разных толщинах свариваемого металла, приведены в табл. 49 и 50. [c.321]
Оборудование для атомно-водородной сварки [42] [c.322]
Комплектное оборудование для атомно-водородной сварки состоит из 1) трансформатора [c.322]
| Фиг. 94. Аппарат для атомно-водородной сварки типа ГЭ-1-2. |
 322]
322]| Фиг. 95. Электросхема аппарата для атомно-водородной сварки типа ГЭ-1-2 Д— дрос сель Я —контактор ЯЛ—кла пан автоматический (газовый). |
Электрик (завод), Атомно-водородная сварка. Технический справочник. [c.454]
Все основные виды дуговой сварки — металлическим электродом, угольным электродом и атомно-водородная — могут быть автоматизированы. Наибольшее практическое значение имеет автоматическая сварка металлическим электродом автоматическая сварка угольным электродом и особенно автоматическая атомно-водородная сварка применяются реже. [c.197]
Атомно-водородная сварка относится к группе газо-электрических (электрохимических) способов. Сущность процесса состоит в получении под действием высокой температуры дуги атомного водорода, рекомбинирующего в молекулы на поверхности свариваемого металла с выделением значительного количества теплоты.
[c.214]
Сущность процесса состоит в получении под действием высокой температуры дуги атомного водорода, рекомбинирующего в молекулы на поверхности свариваемого металла с выделением значительного количества теплоты.
[c.214]
При толщине стали до 2—2,5 мм производительность атомно-водородной сварки выше, чем ручной дуговой и даже газовой сварки. [c.220]
Типы сварных соединений при атомно-водородной сварке применяются те же, что и при газовой сварке. Желательным является стыковое соединение, особенно соединение с отбортованными кромка.ми, а также соединение угловое [c.220]
Режимы атомно-водородной сварки малоуглеродистой стали и алюминия, а также технико-экономические показатели сварки этих металлов вольфрамовыми электродами приведены в табл. 28. [c.221]
Аргон — Характеристика 209 Армирование пластмасс 591 Атомно-водородная сварка — см. Сварка атомно-водородная [c.763]
Горелки для атомно-водородной сварки 217
[c. 765]
765]
Технология атомно-водородной сварки 219 [c.790]
Атомарный водород применяется для сварки тугоплавких металлов и сплавов (атомно-водородная сварка). Получающийся при химических реакциях атомарный водород обладает значительно большей химической активностью, чем молекулярный водород, в частности способностью к восстановлению. В химических соединениях водород одновалентен, обладает большой химической активностью при обычной температуре способен непосредственно соединяться со фтором и хлором, при нагревании — с бромом, иодом и серой с кислородом дает взрывчатую смесь — гремучий газ (два объема водорода и один объем кислорода), при взрыве образуется вода. [c.367]
Сталь хорошо сваривается ацетилено-кислородной, электродуговой, атомно-водородной и гелиарковой сваркой. Точечную сварку применяют только для деталей, не работающих на усталость. Лучшие результаты обеспечивает электродуговая и атомно-водородная сварка.
 [c.152]
[c.152]Атомно-водородная сварка представляет собой электрохимический процесс, при котором для местного нагревания и расплавления свариваемых элементов (и присадочного металла) используется открытая независимая вольтова дуга и теплота, выделяющаяся при рекомбинации диссоциированного этой дугой атомного водорода в молекулярный. Подводимый в область вольтовой дуги водород одновременно служит защитным газом, предоз(раняющим расплавленный металл от вредного воздействия атмосферного воздуха. [c.317]
В технике атомно-водородной сварки очень важным моментом является правильное регулирование подачи водорода в дугу. Объём и скорость истечения водорода из кольцеобразных сопел горелки влияет на расход водо- [c.319]
При атомно-водородной сварке присадочным металлом обычно служат проволока или полоски металла примерно такого же химического состава, как и основной металл. Защита металла от вредного воздействия атмосферного воздуха при атомно-водородной сварке весьма совершенна, вследствие чего угар элементов в дуге очень незначителен. Отмечаемое понижение содержания углерода в металле шва (по сравнению с его содержанием в присадочном мeтaллeJ объясняется не реакциями окислительного характера, а взаимодействием водорода с углеродом. При сварке малоуглеродистой стали понижение показателей прочности вследствие снижения концентрации углерода в металле шва полностью компенсируется его легированием вольфрамом (0,07— 0,Ш /()). В тех случаях, когда необходимо со-
[c.320]
Отмечаемое понижение содержания углерода в металле шва (по сравнению с его содержанием в присадочном мeтaллeJ объясняется не реакциями окислительного характера, а взаимодействием водорода с углеродом. При сварке малоуглеродистой стали понижение показателей прочности вследствие снижения концентрации углерода в металле шва полностью компенсируется его легированием вольфрамом (0,07— 0,Ш /()). В тех случаях, когда необходимо со-
[c.320]
Помимо аппаратов типов ГЭ-1-2 и ГЭ-2-2 имеется аппаратура для атомно-водородной сварки на азото-водородном газе (смеси 75% водорода и 23 /о азота, получаемой в резуль- [c.323]
Максимальная производительность по азотоводородному газу 2,5 M jna число одновременно обслуживаемых постов атомно-водородной сварки — 2 мощность, потребляемая при непрерывной работе (при расходе газа 1,5 —2,5 м 1час) — 3—4 квт максимальная потребляемая мощность — 5,5 кет рабочая температура камеры расщепления —550—650° С максимально допустимая температура камеры — 700° С время разогрева до рабочей температуры 1,5—2 часа время охлаждения с 550 до 110°С —около 12 час.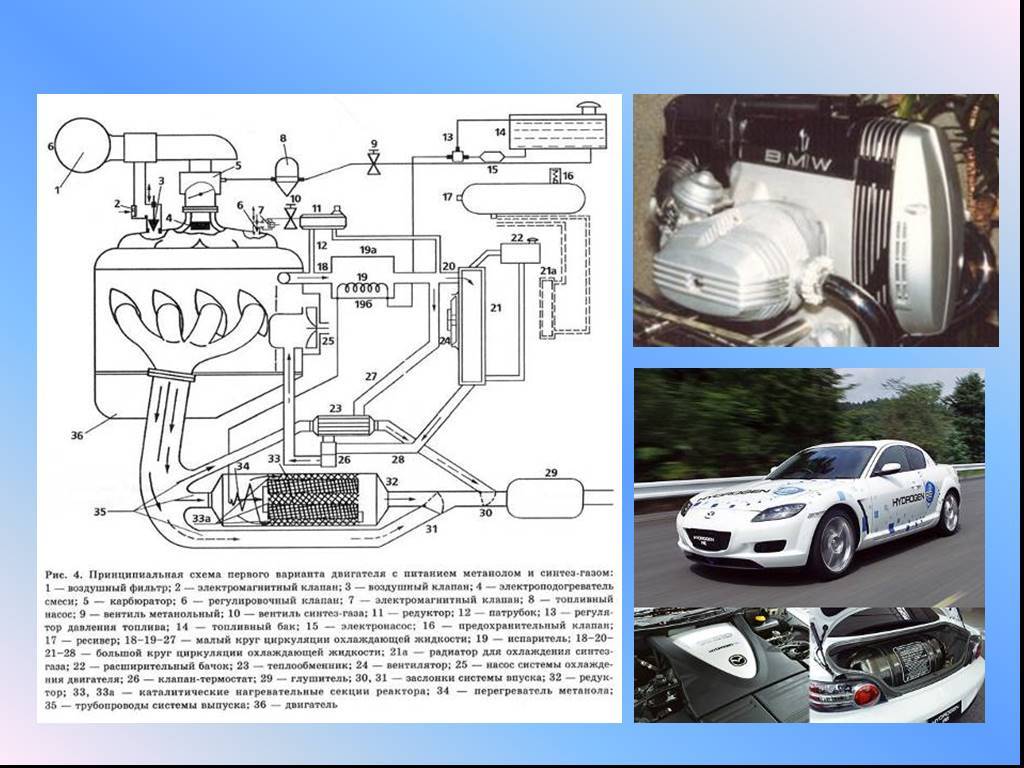 к. п. д.—ЗО /о максимально допустимое давление азото-водородного газа (на выходе) 0,7—0,8 am габариты крекера высота — 1100 мм, щирина —475 мм, глубина — 605 мм. Вес около 200 кг.
[c.324]
к. п. д.—ЗО /о максимально допустимое давление азото-водородного газа (на выходе) 0,7—0,8 am габариты крекера высота — 1100 мм, щирина —475 мм, глубина — 605 мм. Вес около 200 кг.
[c.324]
Процесс атомно-водородной сварки может производиться с питанием дуги либо чистым водородом, либо смесью водорода с азотом. Подобная смесь получается обычно при диссоциации аммиака в специальном аммиачном диссоциаторе (крекере). [c.217]
Преимуществом применения диссоциированного аммиака при атомно-водородной сварке является его недефицитность. [c.217]
Комбинированный крекер системы инж. М. Н Вишневского (фиг. 25) выполняет в процессе атомно-водородной сварки две функции, являясь одновременно и источником тока, питающего дугу, и аммиачным диссоциатором. [c.218]
Водяная горелка — миниатюрный автоген
Используется принцип получения водорода с помощью электролиза водного раствора щелочи.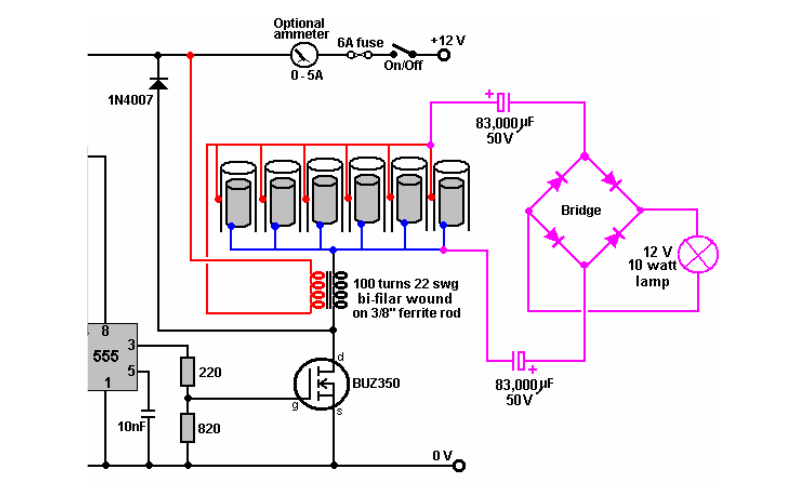 Благодаря малым наружным габаритам электролизера ему найдется место и на небольшом рабочем столе, а использование в качестве блока электропитания стандартного выпрямителя для подзарядки аккумуляторных батарей облегчает изготовление установки и делает работу с ней безопасной.
Благодаря малым наружным габаритам электролизера ему найдется место и на небольшом рабочем столе, а использование в качестве блока электропитания стандартного выпрямителя для подзарядки аккумуляторных батарей облегчает изготовление установки и делает работу с ней безопасной.
Относительно небольшая, но вполне достаточная для нужд моделиста производительность аппарата позволила предельно упростить конструкцию водяного затвора и гарантировать пожара — и взрывобезопасность.
Устройство электролизера
Между двумя платами, соединенными четырьмя шпильками, размещена батарея стальных пластин-электродов, разделенных резиновыми кольцами. Внутренняя полость батареи наполовину заполнена водным раствором КОН или NaOH.
Приложенное к пластинам постоянное напряжение вызывает электролиз воды и выделение газообразного водорода и кислорода.
Эта смесь отводится через надетую на штуцер полихлорвиниловую трубку в промежуточную емкость, а из нее в водяной затвор. Газ, прошедший через помещенную там смесь воды с ацетоном в соотношении 1 :1, имеет необходимый для горения состав и, отведенный другой трубкой в форсунку — иглу от медицинского шприца, сгорает у ее выходного отверстия с температурой около 1800° С.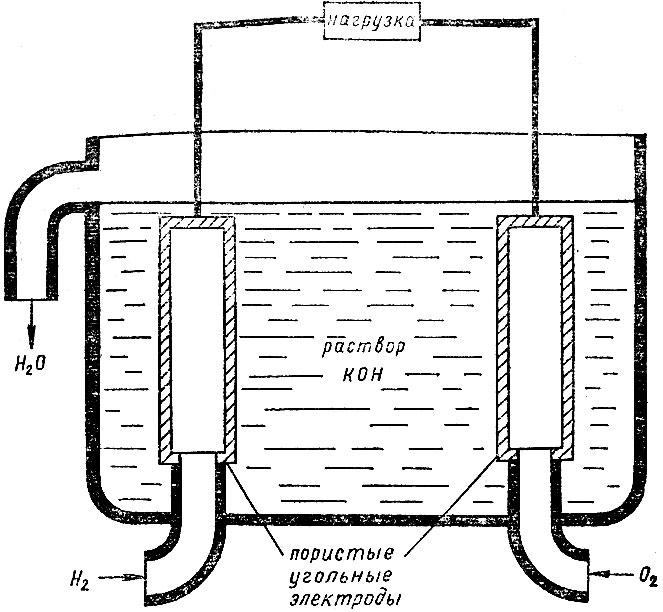
Состав электролизера:
1 — изолирующая полихлорвиниловая трубка 10 мм, 2 — шпилька М8 (4 шт.), 3 — гайка М8 с шайбой (4 шт.), 4— левая плата, 5 — пробка-болт М10 с шайбой, б — плас-. тина, 7 — резиновое кольцо, 8 — штуцер, 9 — шайба, 10 —полихлорвиниловая трубка 5 мм, 11 — правая плата, 12 — короткий штуцер (3 шт.), 13 — промежуточная емкость, 14 — основание, 15 — клеммы, 16 — барботажная трубка, 17 — форсунка-игла, 18 — корпус водяного затвора.
Для плат электролизера я использовал толстое оргстекло. Этот материал легко обрабатывается, химически стоек к действию электролита и позволяет визуально контролировать его уровень, чтобы при необходимости добавлять через наливное отверстие дистиллированную воду.
Пластины можно изготовить из листового металла (нержавеющая сталь, никель, декапированное или трансформаторное железо) толщиной 0,6—0,8 мм. Для удобства сборки в пластинах выдавлены круглые углубления под резиновые кольца уплотнения, глубина их при толщине кольца 5—6 мм должна быть 2—3 мм.
Изоляции пластин, вырезаются из листовой маслобензостойкой или кислотоупорной резины. Сделать это вручную несложно, и все же идеальный для этого инструмент — “кругорез-универсал”.
Четыре стальные шпильки М8, соединяющие детали, изолированы кембриком диаметром 10 мм и пропущены в соответствующие отверстия диаметром 11 мм.
Количество пластин в батарее — 9. Оно определяется параметрами блока электропитания: его мощностью и максимальным напряжением — из расчета 2В на пластину.
Потребляемый ток зависит от количества задействованных пластин (чем их меньше, тем ток больше) и от концентрации раствора щелочи. В более концентрированном растворе ток больше, но лучше применять 4—8-процентный раствор — при электролизе он не так пенится.
Контактные клеммы припаиваются к первой и трем последним пластинам. Стандартное зарядное устройство для автомобильных аккумуляторов ВА-2, подключенное на 8 пластин, при напряжении 17 В и токе около 5А обеспечивает необходимую производительность горючей смеси для форсунки — иглы с внутренним диаметром 0,6 мм.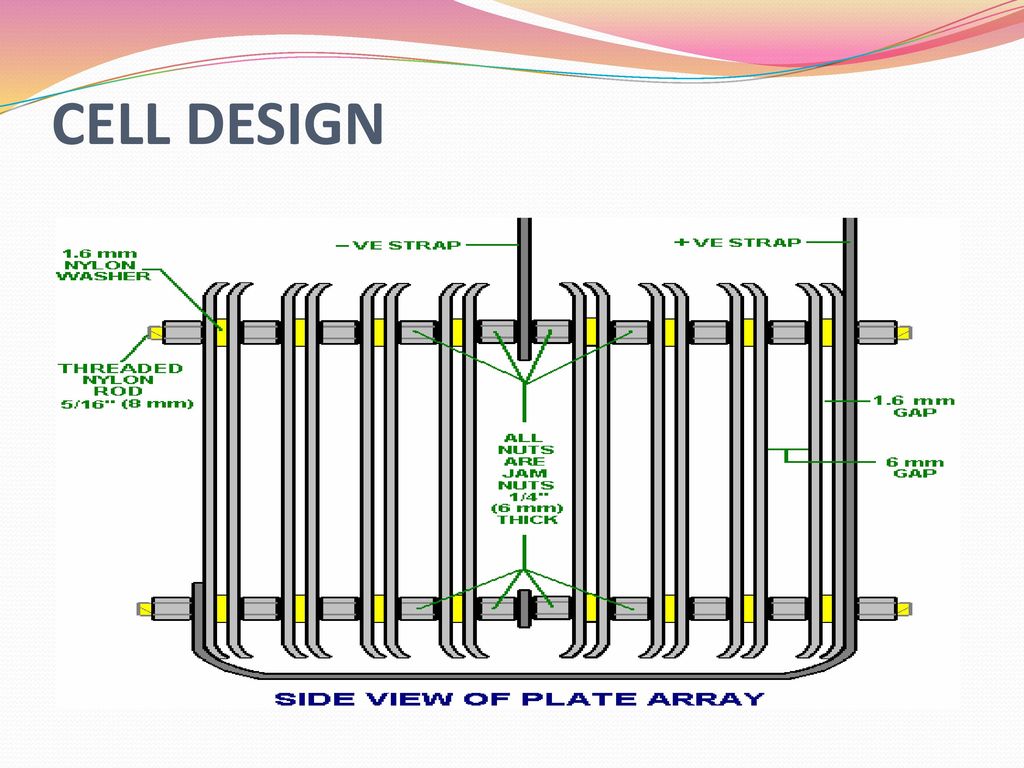
Оптимальное соотношение диаметра иглы форсунки и производительности электролизера устанавливается опытным путем — так, чтобы зона воспламенения смеси располагалась вне иглы. Если производительность мала или диаметр отверстия слишком велик, горение начнется в самой игле, которая от этого быстро разогреется и оплавится.
Надежным заслоном от распространения пламени по подводящей трубке внутрь электролизера является простейший водяной затвор, который сделан из двух порожних баллончиков для заправки газовых зажигалок. Достоинства их те же, что и у материала плат: легкость механической обработки, химическая стойкость и полупрозрачность, позволяющая контролировать уровень жидкости в водяном затворе.
Промежуточная емкость исключает возможность смешивания электролита и состава водяного затвора в режимах интенсивной работы или под действием разряжения, возникающего при выключении электропитания. А чтобы этого избежать наверняка, по окончании работы следует сразу же отсоединять трубку от электролизера.
Штуцеры емкостей сделаны из медных трубок диаметром 4 и 6 мм, устанавливаются в верхней стенке баллончиков на резьбе. Через них же осуществляется заливка состава водяного затвора и слив конденсата из разделительной емкости. Отличная воронка для этого получится из еще одного пустого баллончика, разрезанного пополам и с установленной на месте клапана тонкой трубкой.
Соедините короткой полихлорвиниловой трубкой диаметром 5 мм электролизер с промежуточной емкостью, последнюю — с водяным затвором, а его выходной штуцер более длинной трубкой — с форсункой-иглой.
Включите выпрямитель, подрегулируйте напряжением или количеством подключаемых пластин номинальный ток и подожгите выходящий из форсунки газ.
Если вам необходима большая производительность — увеличьте количество пластин и примените более мощный блок питания — с ЛАТРом и простейшим выпрямителем.
Температура пламени также поддается некоторой корректировке составом водяного затвора. Когда в нем только вода, в смеси содержится много кислорода, что в некоторых случаях нежелательно.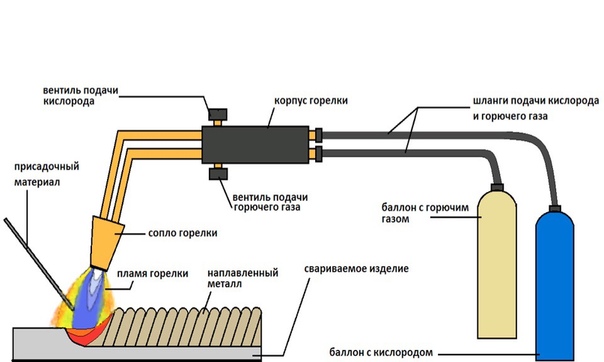
Залив в водяной затвор метиловый спирт, смесь можно обогатить и поднять температуру до 2600°С.
Для снижения температуры пламени водяной затвор заполняют смесью ацетона и воды в соотношении 1:1. Однако в последних случаях следует не забывать пополнять и содержимое водяного затвора.
Как работает водородный генератор?
Генератор водорода использует протонообменную мембрану (PEM) для производства газообразного водорода высокой чистоты из воды. Ячейка PEM была первоначально разработана НАСА и широко используется в промышленных и лабораторных приложениях.
Производство газообразного водорода
Водород — самый распространенный элемент во Вселенной, хотя в газообразном состоянии он не встречается на Земле в природе и должен производиться. В промышленности H 2 (г) производится в больших масштабах с помощью процесса, называемого паровым риформингом, для отделения атомов углерода и водорода от углеводородного топлива. Водород используется в лаборатории для различных лабораторных применений, таких как газовая хроматография (ГХ) в качестве топлива или газа-носителя и ICP-MS в качестве газа для столкновений, в химической промышленности для синтеза аммиака, циклогексана и метанола, а также в пищевой промышленности для гидрирование масел с образованием жиров.
Значительные исследования и разработки предоставили более безопасные, экологичные, более эффективные и рентабельные средства производства газообразного водорода по запросу для лабораторных, производственных и промышленных применений.Безопасность повысилась настолько, что в настоящее время газообразный водород используется в некоторых транспортных средствах в качестве чистого «экологически чистого» топлива, при этом газ вырабатывается из воды, а побочным продуктом его сгорания является вода.
В этой статье даются ответы на несколько вопросов по охране труда, а также часто задаваемые вопросы, собранные из мировых лабораторий здравоохранения, окружающей среды, промышленности, тестирования, медицинских и исследовательских лабораторий относительно безопасного использования генераторов водорода на рабочем месте.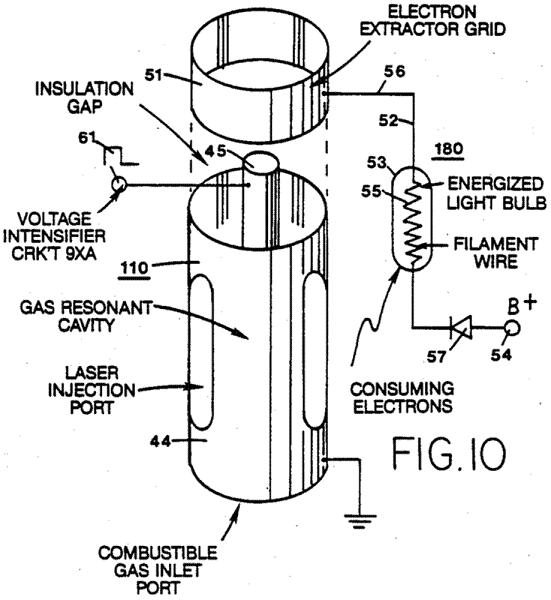
Как работает водородный генератор?
Электролиз воды — лучший метод получения газообразного водорода высокой чистоты по запросу.Важнейшим элементом генератора является ячейка электролизера, в которой протекает реакция электролиза. Ячейка состоит из двух электродов (анода и катода), разделенных ионообменной мембраной. Для получения водорода высочайшей чистоты до 99,9995% на электродах используется платиновый катализатор.
Когда на электроды ячейки электролизера подается постоянное напряжение, происходят следующие реакции: —
Иллюстрация электролиза в ячейке PEM
На аноде (положительно заряженный электрод) молекулы воды теряют два электрона, образуя молекулу кислорода и четыре иона водорода.
Анод 2H 2 O — 4e = O 2 + 4 H +
Кислород, который образуется в этой половине реакции, безопасно сбрасывается в атмосферу через заднюю часть генератора.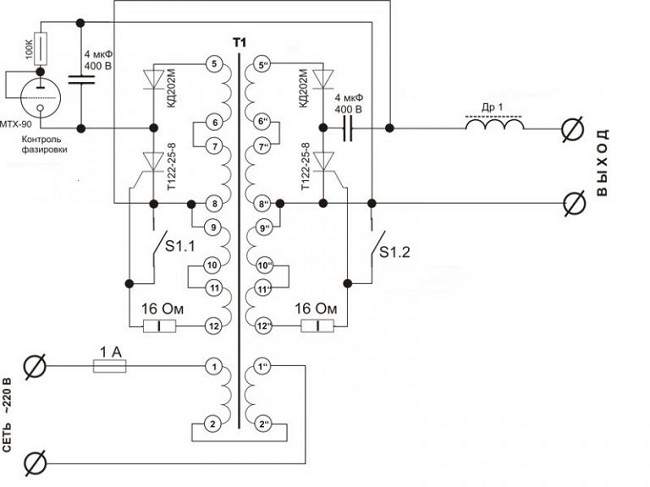 Четыре образовавшихся иона водорода проходят через ионообменную мембрану (притягиваются отрицательно заряженным катодом) и собирают четыре электрона, превращая их в две молекулы водорода.
Четыре образовавшихся иона водорода проходят через ионообменную мембрану (притягиваются отрицательно заряженным катодом) и собирают четыре электрона, превращая их в две молекулы водорода.
Катод 4H + + 4e = 2H 2
Образующийся газообразный водород отделяется от кислорода ионообменной мембраной, непроницаемой для молекулярного кислорода.
Генераторы газообразного водорода — это безопасная, удобная и, как правило, более экономичная альтернатива использованию баллонов высокого давления H 2 . Генератор водорода будет обеспечивать водород постоянной чистоты, исключая риск изменения качества газа, которое может повлиять на результаты анализа.
Генератор также производит газ по запросу круглосуточно, а это значит, что вам не нужно беспокоиться о том, что газ закончится в неподходящий момент. Водородный генератор освободит больше вашего времени, так как вам не нужно тратить время на заказ и замену запасных баллонов.
Водородный генератор является экологически чистой альтернативой баллонам, поскольку после его установки генератору не нужно будет покидать лабораторию, обеспечивая газ для лабораторных применений, при этом все техническое обслуживание проводится в лаборатории. Генератор также снижает углеродный след вашей лаборатории, поскольку нет необходимости в грузовиках для доставки запасных баллонов и удаления пустых баллонов.
Газ-носитель водорода
Многие лаборатории сейчас переходят на водород в качестве газа-носителя в качестве альтернативы гелию и , цена на который на растет на из года в год.Использование водородного газа-носителя может сократить среднее время анализа, увеличивая пропускную способность пробы, поскольку водород имеет вязкость, которая примерно вдвое меньше, чем у гелия. Многие лаборатории могут рассчитывать вдвое сократить время анализа, если перейдут на водородный газ-носитель.
Использование расходных материалов, таких как колонки, также можно сократить при использовании газообразного водорода из-за более низкой температуры элюирования продуктов, что означает, что можно использовать более низкие температуры печи, а в ГХ-МС частота очистки источника ионов может быть значительно снижена при использовании водородного газа-носителя, поскольку водород постоянно очищает компоненты ионного источника, что сокращает время простоя.
Во многих приложениях можно использовать водород в качестве альтернативы газу-носителю гелию, например, Анализ FAMEs в пищевых продуктах, Детальный анализ углеводородов (DHA), и SIMDIST в нефти и газе, а также такие методы, как EPA 8270 для анализа окружающей среды. Подробная информация о ключевых шагах по замене газа-носителя изложена в , здесь .
Как я могу перейти с цилиндров на генератор с ограниченным временем простоя?
Переключение обычно происходит без проблем.Если вы переключаетесь с баллонов с газообразным водородом на генератор, существующие трубки можно отсоединить от баллона и подсоединить к генератору с помощью фитингов SwageLok. Если вы меняете с гелия на водород , всегда следует использовать новые трубки.
Безопасен ли водородный генератор?
Пиковый водородный генератор хранит менее 300 куб. См газа по сравнению с баллонами, в которых хранится до 9000 л при чрезвычайно высоком давлении (~ 2000–3000 фунтов на квадратный дюйм).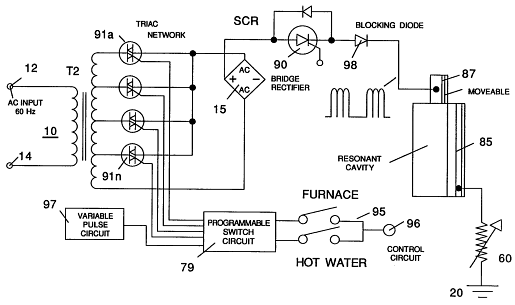 Генераторы пикового водородного газа серии производят газ по запросу, что означает, что при регулируемом потоке (0.5 л макс.) И давление (макс. 120 фунтов на кв. Дюйм).
Генераторы пикового водородного газа серии производят газ по запросу, что означает, что при регулируемом потоке (0.5 л макс.) И давление (макс. 120 фунтов на кв. Дюйм).
Насколько безопасен генератор?
A Peak Precision H 2 Газогенератор оснащен непрерывной внутренней и внешней проверкой утечек в дополнение к функции автоматического отключения.
- Полная диагностическая проверка при запуске.
- Постоянная проверка герметичности по давлению во время работы.
- Автоматическое отключение по изоляции ячейки поколения h3
- Звуковая и визуальная сигнализация
- Принудительная вентиляция всего генератора
- Низкое содержание водорода во всей системе (<0.3 л макс.)
В случае внутренней утечки генератор прекратит добычу газа и предупредит персонал лаборатории через сенсорный экран HMI, который выдаст предупреждение, а также звуковой сигнал. Если есть утечка за пределами генератора, или если его мощность превышена в течение 20 минут, генератор отключится, чтобы предотвратить накопление газообразного водорода в лабораторных условиях или в приборе.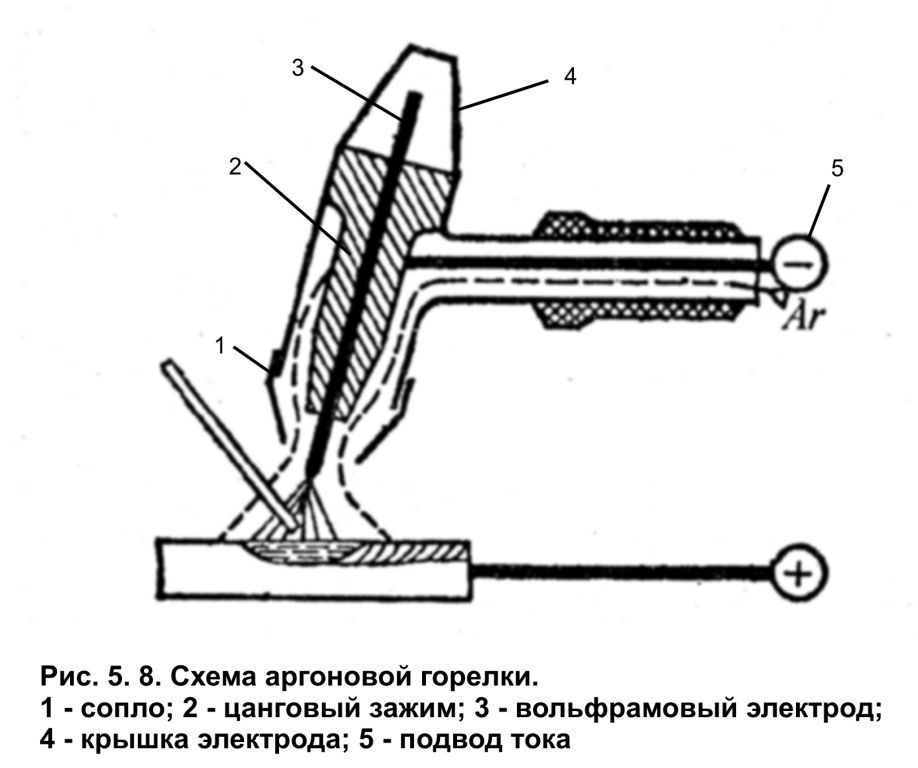 Система также отключится, если внутреннее давление превысит 120 фунтов на квадратный дюйм.
Система также отключится, если внутреннее давление превысит 120 фунтов на квадратный дюйм.
Генераторы газообразного водорода исключают опасность, связанную с работой с баллонами высокого давления.Наслаждайтесь беспроблемным ГХ-анализом без необходимости менять резервуары и без простоев.
Наши сотрудники по безопасности обеспокоены скоплением газа H
2 и взрывом в лаборатории, возможно ли это с газогенератором H 2 ?Водород воспламеняется при содержании в воздухе от 4,1% до 78%. Например, лаборатория размером 5 м x 4 м x 2,5 м имеет объем 50 000 л. Для достижения нижнего взрывоопасного уровня (НПВ) 4,1% газообразного водорода нам потребуется 2050 л газообразного водорода, выпущенного в это лабораторное пространство. за 1 мгновение.
Газовый баллон H среднего размера «G» 2 вмещает 9000 л газа. В случае утечки в баллоне для достижения нижнего предела взрываемости в этой лаборатории потребуется только 25% от его общего объема.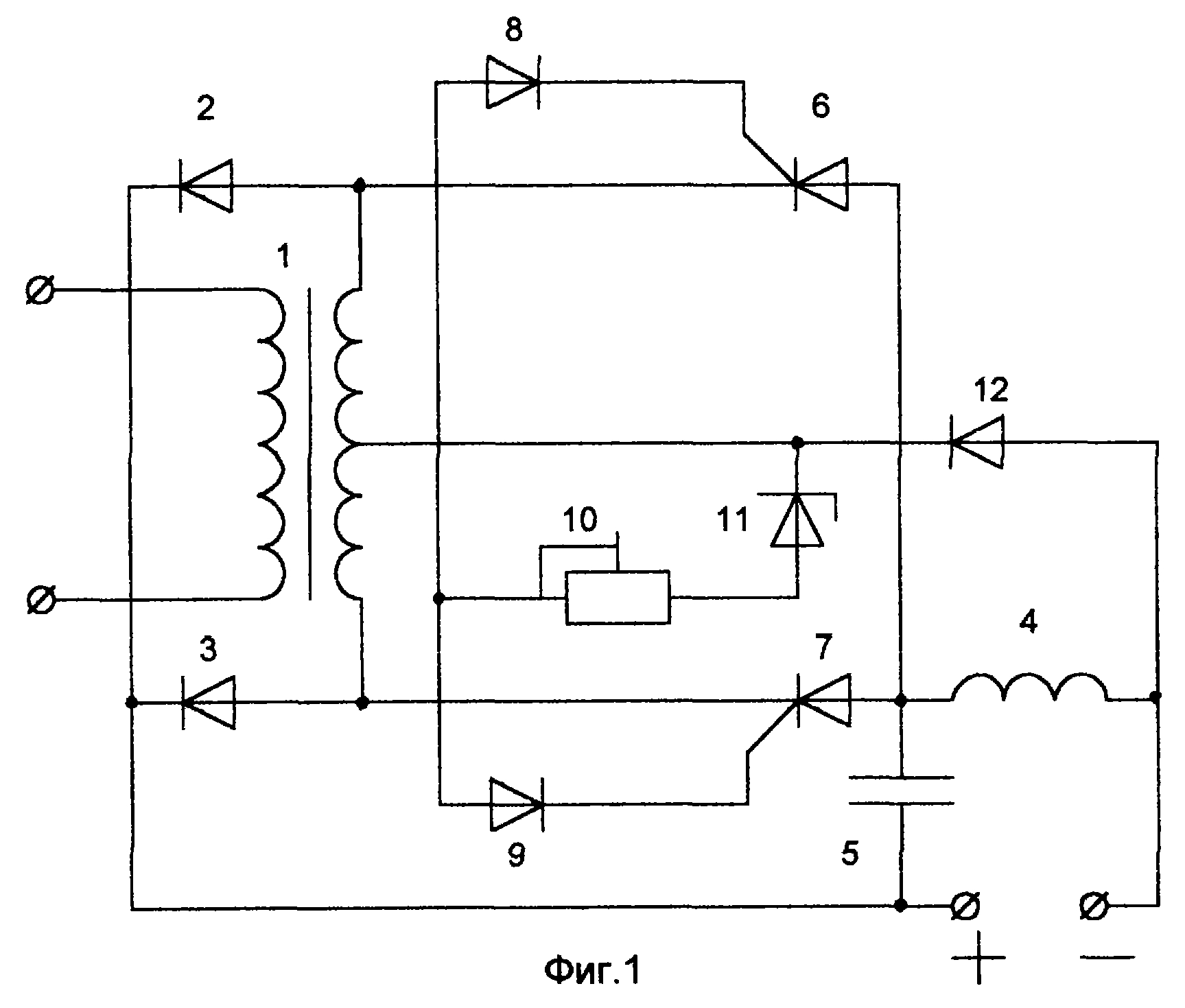
Генератор Peak Precision Hydrogen Trace 500cc производит 0,5 л в минуту. Чтобы достичь нижнего предела взрываемости с помощью этого газогенератора, он должен находиться в полностью герметичном пространстве, не подключаться к ГХ / приложению, иметь серьезную утечку и полностью отказываться от всех функций безопасности.Даже в этом крайне маловероятном сценарии генератору потребуется проработать 67 часов (~ 3 дня), чтобы достичь нижнего предела взрываемости.
Проводились ли какие-либо испытания для оценки безопасности генераторов водорода?
Генераторы водорода Peak имеют маркировку CE и CSA и прошли внешние испытания в соответствии со стандартами IEC для лабораторного использования и требованиями безопасности на остаточный риск взрыва. Оценка проводилась при наихудшем сценарии путем испытаний на разбавление и неработающего вентилятора.Испытания показали, что опасности взрыва не существует, потому что нижний предел взрываемости, равный 4,1% водорода, не был достигнут в наихудших условиях как внутри, так и снаружи генератора.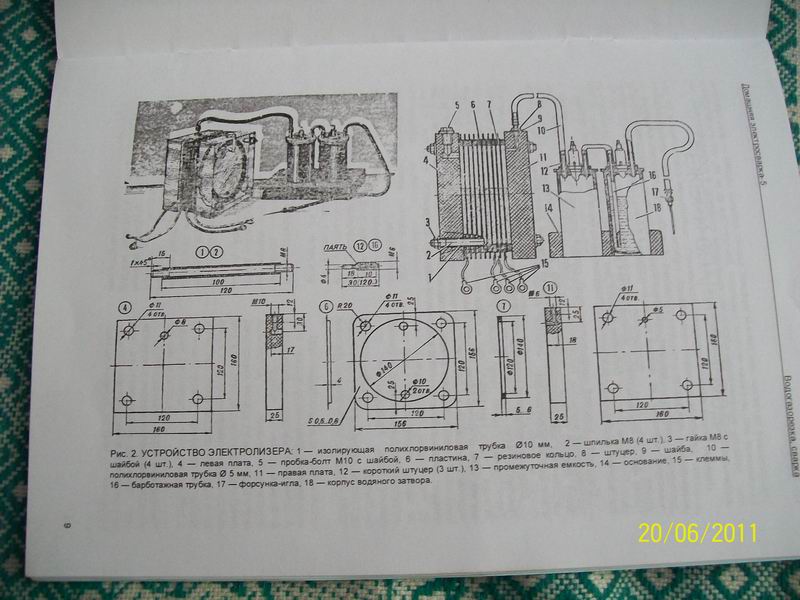
Где мне установить генератор?
Генератор можно безопасно разместить в лаборатории на столе, на полу или под автоматическим пробоотборником ГХ. Многослойная конструкция линейки Peak Precision позволяет размещать генераторы рядом с ГХ или другими приложениями. Генератор для работы должен располагаться на ровной ровной поверхности.
Газогенератор Peak Precision в лаборатории
Блок газогенераторов серии Precision в масштабе
Можно ли поставить генератор в шкаф?
Вокруг генератора должен поддерживаться достаточный воздушный поток, чтобы система вентиляции работала эффективно. Если генератор хранится в замкнутом пространстве, окружающая среда должна контролироваться с помощью кондиционера или вытяжного вентилятора. Необходимо предусмотреть возможность изменения объема воздуха в помещении 5 раз в час.
Задняя часть генератора во время работы нагревается на ощупь — рекомендуется минимальное расстояние 15 см (6 дюймов) от других тел.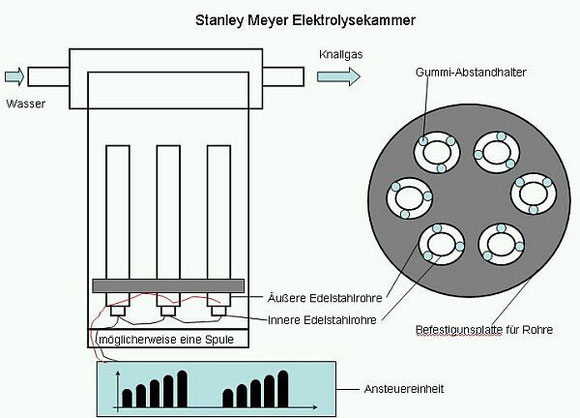
Вентиляционные отверстия не должны быть закрыты или подключены к какому-либо приложению. В генератор встроен безопасный принудительный отвод отработанных газов для предотвращения любого внутреннего газа или повышения давления.
Могу ли я разместить генератор вне лаборатории?
Это возможно при соблюдении рекомендуемых условий окружающей среды, необходимых для нормальной работы.Уменьшение длины трубопроводов снизит затраты, если они еще не установлены, и риск любых потенциальных утечек в трубопроводе останется незамеченным, что повысит безопасность установки. По возможности генератор следует размещать рядом или близко (<10 м) от ГХ / приложения.
Требуется ли вентиляция моих ГХ?
Если заказчик желает использовать вытяжной вентилятор или соединить трубку между выхлопом генератора и вытяжным шкафом, это возможно, но водород, выходящий из ГХ, будет быстро рассеиваться в воздухе и не представляет опасности для лаборатории. персонал или окружающая среда. Если к выпускным отверстиям генератора прикреплены трубки, очень важно часто контролировать это, поскольку любые перегибы могут вызвать скопление газа и вызвать дополнительные проблемы для здоровья и безопасности. Нижний предел взрываемости (НПВ) водорода составляет 4,1% и не может быть достигнут газогенератором Peak. Большая часть лабораторной среды не будет полностью герметичной, с кондиционированием воздуха, допускающим движение воздуха. Если у вас есть какие-либо вопросы, Peak предлагает бесплатные оценки объекта, опросы по установке и демонстрации.
Если к выпускным отверстиям генератора прикреплены трубки, очень важно часто контролировать это, поскольку любые перегибы могут вызвать скопление газа и вызвать дополнительные проблемы для здоровья и безопасности. Нижний предел взрываемости (НПВ) водорода составляет 4,1% и не может быть достигнут газогенератором Peak. Большая часть лабораторной среды не будет полностью герметичной, с кондиционированием воздуха, допускающим движение воздуха. Если у вас есть какие-либо вопросы, Peak предлагает бесплатные оценки объекта, опросы по установке и демонстрации.
Потребуются ли мне датчики водорода в лаборатории или печи ГХ?
В лаборатории количество водорода, произведенного / выброшенного в лабораторию, недостаточно для накопления и достижения нижнего предела взрываемости водорода. Риск значительного скопления газа в печи ГХ также чрезвычайно низок, поскольку имеется функция аварийного отключения генератора водорода для защиты от утечек и функция аварийного отключения на входе в ГХ.
Если ваша лаборатория, правительство штата или бизнес-политика требует регулирования, датчиков или мониторинга, Peak может предложить датчики мониторинга как в помещении, так и в печи ГХ для полного спокойствия.
Звучит технически: Насколько сложно обслуживать генераторы газообразного водорода?
Техническое обслуживание очень простое, экономичное и не требует регулярного технического обслуживания инженера. Просто наполняйте резервуар деионизированной воды еженедельно. Профилактическое обслуживание (PM) требуется два раза в год — требуется замена картриджа деионизатора.
Peak также предлагает обучение пользователей, учебные пособия по Skype, PowerPoints, подробные руководства пользователя, круглосуточную техническую поддержку по телефону и поддержку на местах. Нажмите здесь , чтобы связаться.
Сколько ГХ может обеспечить один водородный генератор?
Как правило, 100 куб.см обеспечит два детектора ПИД. Конечно, необходимый генератор будет зависеть от расхода, типа газа-носителя, колонки, других детекторов и уникальных методов.
Ваш калькулятор потребности в газе можно найти здесь .
Или , свяжитесь с нами для получения консультационного решения.
ROI — действительно ли это будет рентабельно?
Расчет стоимости газа, стоимости доставки, арендной платы за баллон, времени простоя персонала, администрирования, мер по охране труда и обучения, окупаемость инвестиций обычно составляет от 9 до 15 месяцев.
Каковы преимущества генераторов водорода перед баллонами?
- Более низкое давление = безопаснее (1-100 фунтов на кв. Дюйм на выходе)
- Контролируемый поток поддерживает безопасный уровень водорода (до 500 куб. См на выходе)
- Встроенные датчики утечки и функция автоматического отключения.
- Производство по запросу = минимальное хранилище.
- После установки — перемещать не нужно
- Все техническое обслуживание проводится в лаборатории
- Круглосуточная работа — нет необходимости контролировать снабжение
- Сократите расходы и админ — никаких повторных заказов на газ
- Снижение выбросов углекислого газа — более экологичный вариант для вашей лаборатории
Насколько сложно установить водородный генератор?
Вовсе нет. Просто снимите упаковку, подключите внешнюю бутылку с деионизированной водой с защитой от ультрафиолета (на той же высоте или ниже генератора), подключите к электросети (10 А) и дайте ей нагреться до комнатной температуры. Подключайтесь к ГХ с помощью предварительно очищенной (очищенной газом) трубы из меди или нержавеющей стали 1/8 дюйма.
Просто снимите упаковку, подключите внешнюю бутылку с деионизированной водой с защитой от ультрафиолета (на той же высоте или ниже генератора), подключите к электросети (10 А) и дайте ей нагреться до комнатной температуры. Подключайтесь к ГХ с помощью предварительно очищенной (очищенной газом) трубы из меди или нержавеющей стали 1/8 дюйма.
Какой трубопровод мне нужен?
Подача газообразного водорода должна осуществляться через трубки из нержавеющей стали или меди аналитического качества с использованием компрессионных фитингов Swagelok. Важно заменить трубку, которая ранее использовалась для подачи гелия в ГХ, поскольку со временем на внутренней стороне трубки могут накапливаться отложения, которые водород будет переносить в приложение, вызывая более высокий фоновый сигнал в течение более длительного периода времени. .
Для любых соединений рекомендуется использовать компрессионные фитинги Swagelok для соединения труб из меди или нержавеющей стали. Никогда не следует использовать химическое соединение (например, Loctite), сварку или клеи, поскольку это может привести к попаданию летучих органических соединений (ЛОС) в подачу газа, что может повлиять на результаты.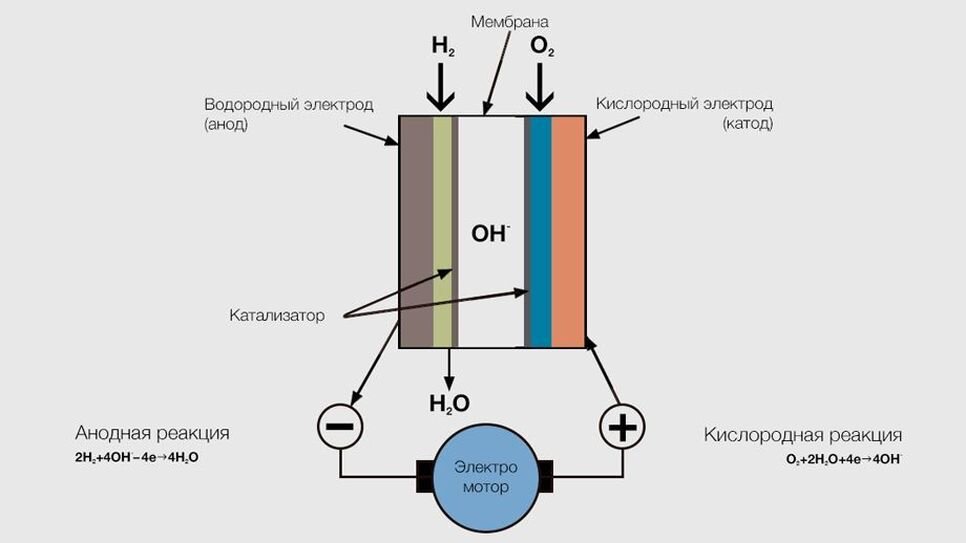
При протяженности линий> 3 м может потребоваться использование трубопровода с 1/4 дюйма, уменьшенного до 1/8 дюйма, для питания каждого ГХ. Это значительно увеличивает объем и может усложнить установку.
Для линий длиной> 10 м между генератором и ГХ — проконсультируйтесь с Peak или вашим специалистом по монтажу.
Какую воду я могу использовать для водородного генератора?
Peak рекомендует деионизированную воду (DI) с удельным сопротивлением> 1 МОм / чистотой проводимости <1 мкСм или выше. Если на вашем предприятии есть вода MilliQTM, это предпочтительнее. Пик не рекомендует подключать генератор к постоянному источнику деионизированной воды.
Для получения дополнительных технических, сервисных или консультационных услуг на месте:
Обратитесь в местную службу технической поддержки
1910 г.103 — Водород. | Управление охраны труда
Минимальное расстояние в футах от систем сжиженного водорода с указанной емкостью хранения, расположенных на открытом воздухе, в отдельном здании или в специальном помещении, до любого указанного воздействия должно соответствовать Таблице H-4.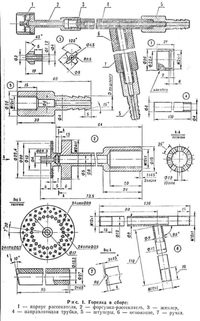
| Тип воздействия | Хранилище сжиженного водорода (емкость в галлонах) | ||
| 39.63 (150 литров) до 3500 | от 3 501 до 15 000 | от 15,001 до 30,000 | |
| 1. Огнестойкие строительные и противопожарные стены (3) | 5 | 5 | 5 |
| 2. Негорючие здания (3) | 25 | 50 | 75 |
3. Прочие здания (3) Прочие здания (3) | 50 | 75 | 100 |
| 4.Проемы в стенах, воздухозаборники, воздухозаборники, воздухозаборники для климатического или вентиляционного оборудования | 75 | 75 | 75 |
| 5. Воспламеняющиеся жидкости (над землей и вентиляционные или заливные отверстия, если под землей) (см. 513 и 514) | 50 | 75 | 100 |
| 6. Между стационарными баллонами со сжиженным водородом | 5 | 5 | 5 |
| 7.Хранилище горючего газа | 50 | 75 | 100 |
| 8. Хранение жидкого кислорода и другие окислители (см. 513 и 514) | 100 | 100 | 100 |
9. Горючие твердые вещества Горючие твердые вещества | 50 | 75 | 100 |
| 10. Открытый огонь, копчение и сварка | 50 | 50 | 50 |
| 11.Концентрации людей | 75 | 75 | 75 |
Сноска (1) Расстояние в №№ 2, 3, 5, 7, 9 и 12 в Таблице H-4 может быть уменьшено, если защитные конструкции, такие как брандмауэры, равны высоте верха контейнера. для защиты системы хранения сжиженного водорода, расположены между установкой для хранения сжиженного водорода и зоной воздействия.
Сноска (2) Если предусмотрены защитные конструкции, следует рассмотреть возможность вентиляции и локализации продукта.Расстояние 5 футов в №№ 1 и 6 облегчает техническое обслуживание и улучшает вентиляцию.
Сноска (3) См.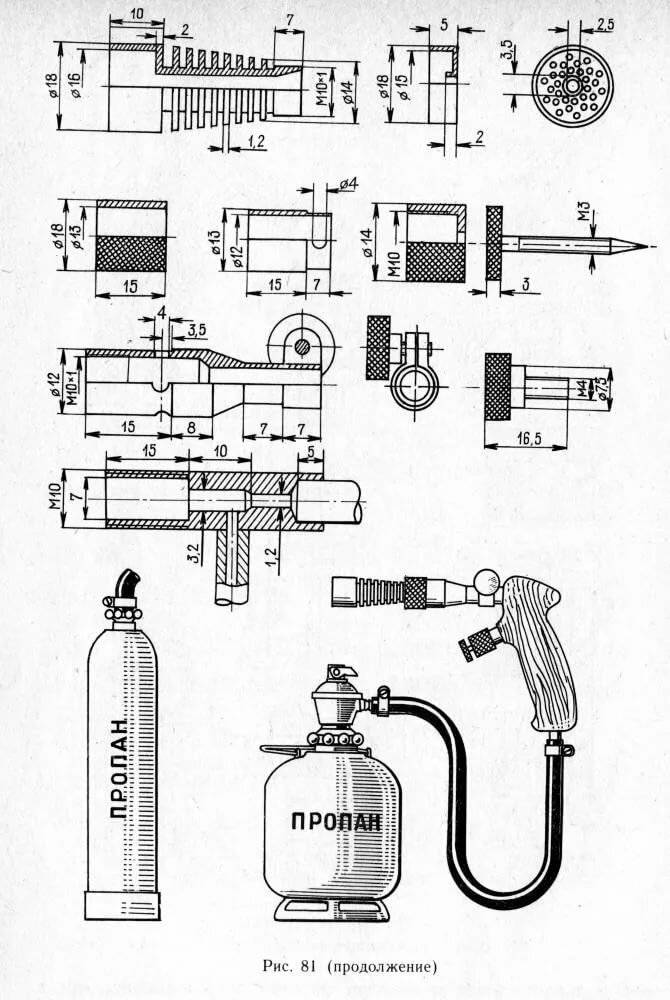 Стандартные типы строительства зданий, NFPA № 220-1969 для определения различных типов строительства.
Стандартные типы строительства зданий, NFPA № 220-1969 для определения различных типов строительства.
В густонаселенных помещениях, таких как офисы, столовые, раздевалки, зоны для хронометража.
Водородный электрод— обзор
4.3.1 Стыковые стыковые соединения в линию
При условиях сварки рутиловыми электродами и электродами с низким содержанием водорода, используемыми для большинства ручных дуговых сварок, проплавление металла очень мало.Из этого следует, что, когда между краями пластины должен быть выполнен стыковой сварной шов, они должны быть скошены, чтобы металл сварного шва мог быть помещен в соединение и сплавлен с основным металлом. Электроды с целлюлозным покрытием дают более широкую проникающую дугу (рис. 4.5) и используются для корневых проходов в некоторых конструкционных стальных конструкциях, но чаще для кольцевых сварных швов трубопроводов, выполняемых на месте с использованием техники, называемой сваркой дымовых труб. Эти электроды выделяют более высокий уровень водорода, чем два других типа, и процедуры сварки должны быть разработаны с учетом этого, чтобы избежать растрескивания в зоне термического влияния.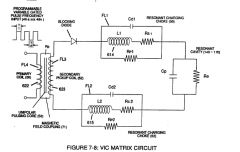
4.5. Проплавление сварного шва на стальном листе толщиной 10 мм; Электроды с покрытием 4 мм на 167 А. Типы покрытия слева направо: целлюлозное. основной, рутил.
При использовании оборудования для механизированной MAG или дуговой сварки под флюсом стыковой шов с полным проплавлением можно выполнять с одной стороны без скосов, если сварочный ток достаточно высок. Однако для этого необходимо, чтобы кромки были плотно прилегающими по всей длине соединения, и чтобы условия сварки были предварительно проверены и контролировались во время сварки соединения.Если этим не уделить внимание, дуга либо не сможет проникнуть через толщину материала, оставляя дефект непровара, либо она прорвется при резании, которое не оставит полностью сплавленного соединения. Если допустимо допустить случайные длительные периоды отсутствия проплавления, то этот метод можно использовать с условиями сварки, специально заданными таким образом, чтобы обеспечить отсутствие проплавления, а не продувку; там, где необходимо полное проплавление, основание сварного шва может быть зачищено или выдолблено с противоположной стороны (задняя строжка) и сварной шов выполняется с этой стороны. Для относительно толстых материалов можно использовать средний путь, где кромка скошена на некоторую глубину шва, и первый проход предназначен для проникновения в поверхность корня, а последующие проходы выполняются при препарировании. Сварочный шов может быть выполнен путем последовательного выполнения прогона с каждой стороны соединения, при этом второй прогон должен выполняться над корнем после сварки первого прогона. При этом существует риск спорадических участков непровара или включения шлака. Как и в случае односторонних сварных швов, если в готовом сварном шве важен прочный корень, то основание первого прохода необходимо отшлифовать или зарезать, оставив чистую канавку для второго сварного шва, рис.4.6 (а). Поверхность корня должна сохраняться на минимальной глубине, в противном случае останется выколотить большое количество металла, что не только дорого, но и приведет к выделению большого количества тепла и риску чрезмерной деформации. При выборе подготовки к сварке одним из факторов, которые необходимо учитывать, является деформация.
Для относительно толстых материалов можно использовать средний путь, где кромка скошена на некоторую глубину шва, и первый проход предназначен для проникновения в поверхность корня, а последующие проходы выполняются при препарировании. Сварочный шов может быть выполнен путем последовательного выполнения прогона с каждой стороны соединения, при этом второй прогон должен выполняться над корнем после сварки первого прогона. При этом существует риск спорадических участков непровара или включения шлака. Как и в случае односторонних сварных швов, если в готовом сварном шве важен прочный корень, то основание первого прохода необходимо отшлифовать или зарезать, оставив чистую канавку для второго сварного шва, рис.4.6 (а). Поверхность корня должна сохраняться на минимальной глубине, в противном случае останется выколотить большое количество металла, что не только дорого, но и приведет к выделению большого количества тепла и риску чрезмерной деформации. При выборе подготовки к сварке одним из факторов, которые необходимо учитывать, является деформация.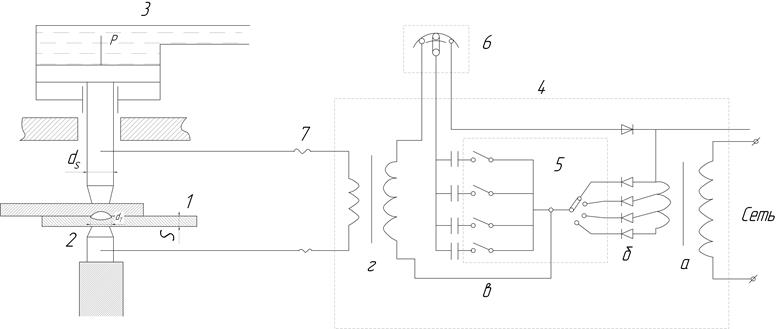
4.6. (а) Задняя строжка в последовательности сварки.
При высоких сварочных токах сварочная ванна большая, а эффекты поверхностного натяжения относительно менее выражены; металл сварного шва может затем вытечь из стыка или может течь перед дугой и под дугой, предотвращая его попадание в основной металл и создавая дефект плавления.В результате высокие сварочные токи используются только в плоском или горизонтально-вертикальном положении. Другой момент заключается в том, что при высоких тепловложениях металл сварного шва практически такой же литой, возможно, с большим размером зерна, который может иметь плохие свойства, такие как вязкость разрушения; при использовании нескольких прогонов (или прогонов) меньшего размера с меньшим тепловложением каждый прогон термически обрабатывает предыдущий прогон и улучшает свойства. По этим причинам некоторые технические характеристики ограничивают подвод тепла, например, до 5 кДж / мм.Несколько больших серий не только занимают меньше времени, но и имеют еще одно преимущество перед множеством маленьких в том, что угловые искажения могут быть меньше.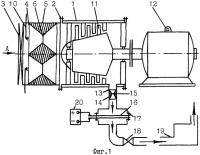 Здесь возникает компромисс в зависимости от требований спецификации.
Здесь возникает компромисс в зависимости от требований спецификации.
Выбор подготовки к сварке зависит от конфигурации соединения, доступа для сварки и контроля, а также стоимости или типа доступного оборудования для резки. Самый простой тип подготовки кромок — это одинарная фаска, как показано на Рис. 4.6 (b). Это можно сделать очень дешево с помощью газовой резки.Корневая поверхность остается, потому что дуга расплавляет острую кромку или кромку с выступом, что затрудняет получение однородного сварного шва. Кроме того, любое отклонение линии реза, рис. 4.6 (c), не меняет положения кромки, поэтому сохраняется постоянный зазор между корнем, необходимый для прочного корня. Примерно единственное соединение, для которого подходит кромка из пера, — это стыковой сварной шов на подкладной полосе или стержне, где положение кромки пластины не так важно и где кромка может в любом случае вплавиться в подкладку.
4.6. продолжение (b) Номенклатура подготовки V-образного шва.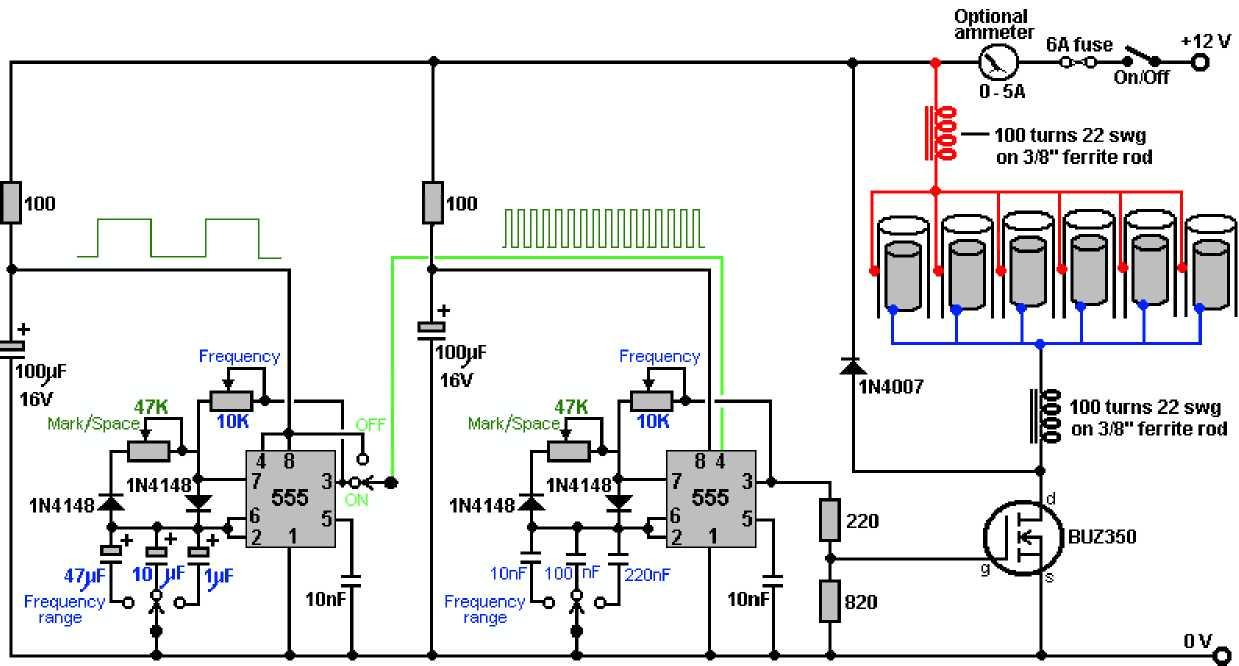
4.6. продолжение (c) Допуск на газовую резку скошенной кромки; (d) препараты с двойной V; (д) относительный объем металла шва при подготовке к сварке; (е) однопроходная резка кромки листа с двойным скосом.
По мере увеличения толщины материала может оказаться желательным перейти с одностороннего скоса на двусторонний, рис. 4.6 (d), по двум причинам. Во-первых, уменьшается объем наплавленного металла и, следовательно, его стоимость (рис. 4).6 (e) во-вторых, подвод тепла и тепловая история более сбалансированы по толщине, что приводит к более низким уровням деформации. Чтобы свести к минимуму деформацию, препарирование не делается симметричным — размер препарирования на первой свариваемой стороне меньше, чем на второй. Корневая поверхность служит той же цели, что и при одностороннем препарировании. Подготовка двусторонней фаски может быть обработана газом довольно быстро и недорого за один проход с помощью режущей головки с тремя горелками, рис. 4.6 (f).
Для уменьшения объема и деформации металла шва используются более сложные обработки кромок. Они основаны на вырезании изогнутого фальца на краю, который может быть либо только с одной стороны для получения стыкового шва на линии, и называется U-образной подготовкой, рис. 4.6 (g), либо с обеих сторон, что дает симметричную двойную U-образную подготовку. . Если этот препарат находится только на одной пластине, например, для Т-образного соединения, он называется J-образным препаратом. Эти типы подготовки не поддаются газовой резке, за исключением строжки собранного соединения, и наиболее распространенный метод их изготовления — механическая обработка.Это немедленно добавляет дополнительную стоимость и потребность в станках, отличных от стола для газовой резки. Подготовка U и J вводит еще одно соображение, а именно доступ для сварочной дуги, рис. 4.6 (h). По мере увеличения толщины материала стоимость и выгода от деформации U- и J-препаровок возрастают, но наступает такая глубина подготовки, за которой ручная сварочная горелка с защитным газом или пистолет слишком велика для пространства, в котором она находится.
Они основаны на вырезании изогнутого фальца на краю, который может быть либо только с одной стороны для получения стыкового шва на линии, и называется U-образной подготовкой, рис. 4.6 (g), либо с обеих сторон, что дает симметричную двойную U-образную подготовку. . Если этот препарат находится только на одной пластине, например, для Т-образного соединения, он называется J-образным препаратом. Эти типы подготовки не поддаются газовой резке, за исключением строжки собранного соединения, и наиболее распространенный метод их изготовления — механическая обработка.Это немедленно добавляет дополнительную стоимость и потребность в станках, отличных от стола для газовой резки. Подготовка U и J вводит еще одно соображение, а именно доступ для сварочной дуги, рис. 4.6 (h). По мере увеличения толщины материала стоимость и выгода от деформации U- и J-препаровок возрастают, но наступает такая глубина подготовки, за которой ручная сварочная горелка с защитным газом или пистолет слишком велика для пространства, в котором она находится. должен работать. Дуга не может быть направлена под правильным углом к боковым стенкам или корню, и существует риск отсутствия дефектов сварки.В этих условиях можно удовлетворительно использовать ручной металлический электродуговый электрод и до некоторой степени пистолет с экранированной порошковой проволокой, который имеет меньший диаметр, чем электрод с отдельной газовой защитой.
должен работать. Дуга не может быть направлена под правильным углом к боковым стенкам или корню, и существует риск отсутствия дефектов сварки.В этих условиях можно удовлетворительно использовать ручной металлический электродуговый электрод и до некоторой степени пистолет с экранированной порошковой проволокой, который имеет меньший диаметр, чем электрод с отдельной газовой защитой.
4.6. продолжение (g) Номенклатура подготовки одиночного U-образного шва; (h) ограничение доступа к соплу MIG / MAG при приготовлении J.
Выполнение стыкового шва только с одной стороны, как в трубе, требует значительного мастерства. Выполнение такого сварного шва можно упростить за счет использования подкладных лент или подкладных стержней.На рис. 4.7 показаны три типа. Несущий стержень, который может быть из меди или другого хорошего теплопроводника, не приваривается к стыку и удаляется после сварки. Это устройство широко используется в автоматических трубосварочных машинах, где опорная планка или опорная планка прикрепляется к зажиму с механическим приводом, который удерживает концы труб в совмещении во время сварки.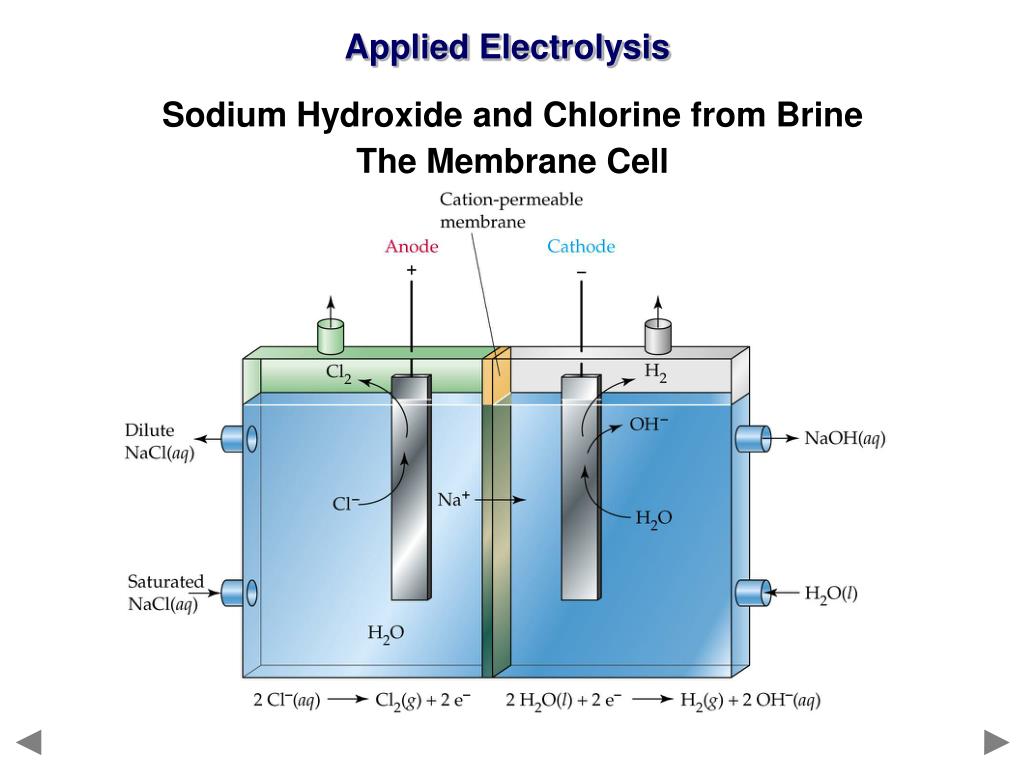 Несущая полоса сделана из того же металла, что и соединяемая, и остается на месте; поэтому он не подходит для труб, по которым проходят жидкости, а также имеет относительно низкие усталостные характеристики (см. главу 6).Керамическая основа в виде стержня или ленты используется для тонких работ, когда требуется гладкий внутренний профиль, и удаляется после сварки. Керамическая или гладкая основа может быть выполнена в виде подпружиненного кольца, которое можно вставить в трубку и которое будет плотно прилегать к корню сварного шва. Стыковой сварной шов на подложке можно использовать для обеспечения допусков сборки. Если, например, концы пластины или трубы не могут быть точно расположены, стыковой сварной шов на основе будет фактически «скользящим соединением». На пластине может быть удобно приварить подкладочную полосу к той или иной стороне полосы, как на рис.4.8 (а). Концы труб можно обработать, чтобы получить гладкое соединение, рис. 4.8 (b). На толстостенных трубах, таких как сваи, к направляющей для врезания можно прикрепить подкладную полосу, как показано на Рис. 4.8 (c).
Несущая полоса сделана из того же металла, что и соединяемая, и остается на месте; поэтому он не подходит для труб, по которым проходят жидкости, а также имеет относительно низкие усталостные характеристики (см. главу 6).Керамическая основа в виде стержня или ленты используется для тонких работ, когда требуется гладкий внутренний профиль, и удаляется после сварки. Керамическая или гладкая основа может быть выполнена в виде подпружиненного кольца, которое можно вставить в трубку и которое будет плотно прилегать к корню сварного шва. Стыковой сварной шов на подложке можно использовать для обеспечения допусков сборки. Если, например, концы пластины или трубы не могут быть точно расположены, стыковой сварной шов на основе будет фактически «скользящим соединением». На пластине может быть удобно приварить подкладочную полосу к той или иной стороне полосы, как на рис.4.8 (а). Концы труб можно обработать, чтобы получить гладкое соединение, рис. 4.8 (b). На толстостенных трубах, таких как сваи, к направляющей для врезания можно прикрепить подкладную полосу, как показано на Рис. 4.8 (c).
4.7. Виды подкладочных материалов.
4.8. Виды наплавки.
Обработка кромок на плоских пластинах требует строгального или фрезерного станка, который может представлять собой дорогостоящее основное оборудование, тогда как обработка заготовок на трубах или круглых стержнях требует токарного станка, который может быть легко доступен в большинстве механических цехов.Выбор подготовки кромок может зависеть не только от требований к сварке, но и от формы соединяемых деталей. Подготовка, выполняемая либо газовой резкой, либо механической обработкой, потребует внимания перед началом сварки. Кромки газовой резки должны быть очищены от окалины и окалины, а все участки с неустойчивой резкой должны быть зачищены. Обработанные кромки необходимо очистить от масла. В обоих случаях, если детали подверглись воздействию погодных условий, возможно, потребуется очистить их от ржавчины или каких-либо красок и консервантов. Какой бы метод ни использовался для подготовки кромки, необходимо использовать возможность для проверки обрезанной кромки на наличие расслоений, включений или других дефектов в материале, которые могут вызвать дефекты сварного шва или проявиться как дефекты сварного шва при любом неразрушающем контроле сварка. Сам процесс газовой резки иногда выявляет наличие включений или расслоений в пластине. Тепло от резки может расширять газы во включениях, которые затем нарушают поток режущего газа, создавая неравномерный разрез; даже звук этого события укажет опытному оператору на потенциальную проблему.
Сам процесс газовой резки иногда выявляет наличие включений или расслоений в пластине. Тепло от резки может расширять газы во включениях, которые затем нарушают поток режущего газа, создавая неравномерный разрез; даже звук этого события укажет опытному оператору на потенциальную проблему.
% PDF-1.7
%
8911 0 объект
>
эндобдж
xref
8911 95
0000000016 00000 н.
0000007292 00000 н.
0000007618 00000 п.
0000007672 00000 н.
0000007805 00000 н.
0000008153 00000 п.
0000008582 00000 н.
0000008621 00000 п.
0000009967 00000 н.
0000010082 00000 п.
0000010565 00000 п.
0000010953 00000 п.
0000011204 00000 п.
0000011784 00000 п.
0000012035 00000 п.
0000012432 00000 п.
0000012881 00000 п.
0000013138 00000 п.
0000013637 00000 п.
0000044593 00000 п.
0000081912 00000 п.
0000103428 00000 п.
0000106079 00000 п.
0000128522 00000 н.
0000128779 00000 н.
0000129235 00000 н.
0000181833 00000 н.
0000181908 00000 н.
0000182012 00000 н.
0000182316 00000 н.
0000182373 00000 н. 0000182481 00000 н.
0000182538 00000 н.
0000182680 00000 н.
0000182737 00000 н.
0000182904 00000 н.
0000182961 00000 н.
0000183101 00000 п.
0000183329 00000 н.
0000183468 00000 н.
0000183525 00000 н.
0000183673 00000 н.
0000183885 00000 н.
0000184098 00000 н.
0000184155 00000 н.
0000184305 00000 н.
0000184453 00000 н.
0000184590 00000 н.
0000184647 00000 н.
0000184775 00000 н.
0000184985 00000 н.
0000185123 00000 н.
0000185180 00000 н.
0000185399 00000 н.
0000185455 00000 н.
0000185631 00000 н.
0000185795 00000 н.
0000185960 00000 н.
0000186016 00000 н.
0000186212 00000 н.
0000186372 00000 н.
0000186484 00000 н.
0000186540 00000 н.
0000186658 00000 н.
0000186714 00000 н.
0000186818 00000 н.
0000186874 00000 н.
0000186996 00000 н.
0000187052 00000 н.
0000187162 00000 н.
0000187218 00000 н.
0000187274 00000 н.
0000187330 00000 н.
0000187386 00000 н.
0000187532 00000 н.
0000187588 00000 н.
0000187644 00000 н.
0000187701 00000 н.
0000187887 00000 н.
0000182481 00000 н.
0000182538 00000 н.
0000182680 00000 н.
0000182737 00000 н.
0000182904 00000 н.
0000182961 00000 н.
0000183101 00000 п.
0000183329 00000 н.
0000183468 00000 н.
0000183525 00000 н.
0000183673 00000 н.
0000183885 00000 н.
0000184098 00000 н.
0000184155 00000 н.
0000184305 00000 н.
0000184453 00000 н.
0000184590 00000 н.
0000184647 00000 н.
0000184775 00000 н.
0000184985 00000 н.
0000185123 00000 н.
0000185180 00000 н.
0000185399 00000 н.
0000185455 00000 н.
0000185631 00000 н.
0000185795 00000 н.
0000185960 00000 н.
0000186016 00000 н.
0000186212 00000 н.
0000186372 00000 н.
0000186484 00000 н.
0000186540 00000 н.
0000186658 00000 н.
0000186714 00000 н.
0000186818 00000 н.
0000186874 00000 н.
0000186996 00000 н.
0000187052 00000 н.
0000187162 00000 н.
0000187218 00000 н.
0000187274 00000 н.
0000187330 00000 н.
0000187386 00000 н.
0000187532 00000 н.
0000187588 00000 н.
0000187644 00000 н.
0000187701 00000 н.
0000187887 00000 н. 0000187944 00000 н.
0000188001 00000 н.
0000188058 00000 н.
0000188115 00000 н.
0000188172 00000 н.
0000188360 00000 н.
0000188417 00000 н.
0000188609 00000 н.
0000188666 00000 н.
0000188723 00000 н.
0000188780 00000 н.
0000188986 00000 н.
0000189043 00000 н.
0000189100 00000 н.
0000006971 00000 н.
0000002246 00000 н.
трейлер
] / Назад 4213189 / XRefStm 6971 >>
startxref
0
%% EOF
9005 0 объект
> поток
hY {TSW ‘@ I5 *! 0 («vԂ HPTvW; W {jj8Z ێ cg ٮ wr Թ k͟E}
0000187944 00000 н.
0000188001 00000 н.
0000188058 00000 н.
0000188115 00000 н.
0000188172 00000 н.
0000188360 00000 н.
0000188417 00000 н.
0000188609 00000 н.
0000188666 00000 н.
0000188723 00000 н.
0000188780 00000 н.
0000188986 00000 н.
0000189043 00000 н.
0000189100 00000 н.
0000006971 00000 н.
0000002246 00000 н.
трейлер
] / Назад 4213189 / XRefStm 6971 >>
startxref
0
%% EOF
9005 0 объект
> поток
hY {TSW ‘@ I5 *! 0 («vԂ HPTvW; W {jj8Z ێ cg ٮ wr Թ k͟E}
Впервые в мире по транспортировке жидкого водорода.
В мире происходит быстрое обезуглероживание; процесс происходит намного быстрее, чем предполагалось ранее. Таким образом, весьма вероятно, что в ближайшем будущем мы увидим членов SIGTTO (Общества международных операторов танкеров и терминалов), перевозящих наливом неуглеводородные газы, такие как жидкий водород (Lh3) и диоксид углерода (CO2), в качестве груза на борту. Построенные суда.
Поэтому мы с большим интересом отметили спуск на воду первого в мире танкера с жидким водородом незадолго до Рождества 2019 года в Кобе, Япония.
Suiso Frontier разработан для транспортировки сжиженного водорода (Suiso в переводе с японского означает водород). Груз Lh3 охлаждается до –253 ° C; при этой температуре водород находится под атмосферным давлением и занимает всего 1/800 своего первоначального объема пара. Suiso Frontier имеет один резервуар типа C с вакуумной изоляцией объемом 1250 м3, поставка которого запланирована на конец 2020 года. После ввода в эксплуатацию Suiso Frontier будет транспортировать Lh3 из Австралии в Японию.
Suiso Frontier в день запуска [на фото выше].
Для этой торговли водород будет производиться на прототипе установки газификации бурого угля в порту Гастингс в Виктории, Южная Австралия. Приемный терминал Lh3 строится недалеко от Осаки в префектуре Кобе, и этот проект призван доказать возможность морских перевозок Lh3 в больших объемах.
При сгорании водород выделяет энергию и производит только воду — без парниковых газов. Это делает его экологически безопасным топливом.
С экологической точки зрения Lh3 классифицируется в зависимости от способа производства.В газификации бурого угля явно используется ископаемое топливо, хотя в данном случае австралийский завод строится с «улавливанием углерода» и хранением под землей на море. Итак, этот груз называют «голубым водородом». «Серый водород» получают непосредственно из углеводородов, но без улавливания углерода. Производство включает использование электролиза из возобновляемых источников энергии и, следовательно, не связано с ископаемым топливом или выбросами парниковых газов. Зеленый водород, несомненно, является долгосрочным вариантом решения проблемы декарбонизации.
В США НАСА много лет использовало водород в качестве топлива для космических кораблей и других ракет. У НАСА есть три баржи — изображенные ниже — для перевозки наливных грузов Lh3 между его объектами на внутренних водных путях Луизианы, Миссисипи и Флориды. Подразумевается, что по крайней мере один раз баржа НАСА, полностью загруженная Lh3, была отбуксирована из Персидского залива США на европейский ракетный комплекс во Французской Гайане.
Флот баржи с жидким водородом НАСА [на фото выше].
Поскольку Lh3 никогда ранее не рассматривался в качестве обычного насыпного груза для перевозки по морю, водород не был включен в Кодекс IGC ИМО. Когда планировалась торговля Suiso Frontier, SIGTTO играла неотъемлемую роль с классовыми обществами в разработке Временных руководящих принципов перевозки жидкого водорода наливом; он был приложен к Кодексу МПК и согласован на 97-й сессии конференции MSC и официально принят ИМО 25 ноября 2016 г.
Перенос жидкого водорода в море сопряжен с множеством проблем, не в последнюю очередь из-за чрезвычайно низкой температуры при атмосферном давлении, необычно высокого верхнего взрывоопасного уровня, расширенного диапазона воспламенения и очень небольшого размера молекул.Крайняя криогенная температура каретки –253 ° C для Lh3 при атмосферных температурах представляет собой уникальную проблему; в конце концов, температура груза всего на 20 ° C выше абсолютного нуля температуры (также известного как «ноль градусов Кельвина» и обозначаемого как «0K»).
Многие из этих проблем не возникают даже при транспортировке СПГ при -160 ° C. Например, на борту танкеров для перевозки сжиженного природного газа азот используется в пространствах вокруг системы удержания груза, таких как барьерные или кольцевые пространства. Невозможно использовать азот в таких местах на носителе Lh3, поскольку азот становится жидким при -196 ° C при атмосферном давлении, поэтому он будет конденсироваться при контакте с поверхностью при температуре Lh3.Точно так же кислород имеет температуру кипения -192 ° C, и жидкий кислород может образоваться, если кислород (или воздух) вступит в контакт с защитной оболочкой Lh3. Гелий — единственный практический газ для инертизации системы Lh3; К сожалению, это очень дорогой продукт, и его будет очень сложно произвести на борту, если вообще возможно.
К счастью, существует несколько марок аустенитных нержавеющих сталей, которые подходят для экстремально низких температур груза. Однако атом водорода является самым маленьким из всех элементов, а молекулярная форма (h3) также имеет чрезвычайно малый размер по сравнению с более распространенными газами, такими как метан. Таким образом, Lh3 имеет очень высокую проницаемость по сравнению с LNG, что означает, что водород может легче просачиваться через мельчайшие трещины или щели; это классический пример закона диффузии Грэма. Поверхности сварного металла также могут подвергаться водородной хрупкости при эксплуатации Lh3.
Таким образом, Lh3 имеет очень высокую проницаемость по сравнению с LNG, что означает, что водород может легче просачиваться через мельчайшие трещины или щели; это классический пример закона диффузии Грэма. Поверхности сварного металла также могут подвергаться водородной хрупкости при эксплуатации Lh3.
Водород имеет очень широкий диапазон воспламеняемости от 4% до 75% газа в воздухе; это сопоставимо с 5-15% содержания газа в воздухе для СПГ. Кроме того, чрезвычайно низкая минимальная энергия воспламенения смесей газообразный водород / воздух 0,017 мДж (по сравнению с 0.274 мДж для метана) создает дополнительные проблемы для предотвращения утечек, обнаружения утечек и защиты от воспламенения. Например, другой стандарт требуется для «сертифицированного безопасного» электрического оборудования на носителях Lh3 — как стационарных, так и переносных. Кроме того, в случае пожара груза низкая светимость видимости водородного пламени может вызвать проблемы при обнаружении пожара. Высокая скорость пламени может привести к детонации и связанной с ней ударной волне.
Для предотвращения выкипания на борту Suiso Frontier грузовой танк типа C обеспечивает значительную способность сдерживания давления из-за более высокого рабочего давления.Кроме того, установлена установка сжигания газа (ГПА) для борьбы с избыточным испарением.
В принципе, варианты управления испарением аналогичны судну для СПГ. Одним из вариантов для будущих проектов является использование водородного отпарного газа в качестве топлива для основного двигателя. Однако это не входит в дизайн Suiso Frontier.
Проектирование, строительство и эксплуатация любого новаторского прототипа корабля, такого как Suiso Frontier, требует комплексной оценки рисков и включения соответствующих мер по снижению рисков — в тесном сотрудничестве с классификационными обществами, которые могут поделиться своим уникальным опытом.Подобные суда будут спроектированы с использованием такого инструмента управления рисками, как «галстук-бабочка».
После доставки SIGTTO будет следить за работой Suiso Frontier, стремясь узнать как можно больше для будущих рекомендаций по безопасной перевозке этого абсолютно уникального груза — как для членов, так и для судоходной отрасли в целом.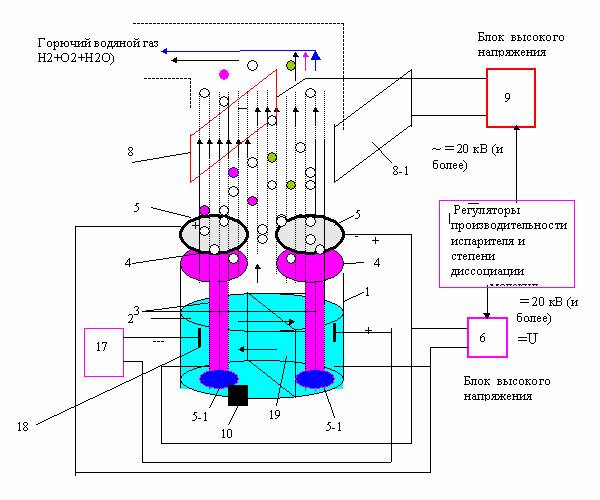 Одна из ключевых ролей SIGTTO заключается в разработке «передовой практики» для заинтересованных сторон на этом быстро развивающемся энергетическом фронте «Suiso».
Одна из ключевых ролей SIGTTO заключается в разработке «передовой практики» для заинтересованных сторон на этом быстро развивающемся энергетическом фронте «Suiso».
Разница между инертным газом и активным газом (виды применения и виды сварки)
В области сварки на различных форумах и в различных группах время от времени возникает вопрос: «В чем разница между инертным и активным защитным газом»? И инертные благородные газы, и активные газы используются в смесях защитных газов для различных целей.Газовая дуговая сварка (GMAW) может использовать либо инертный газ (сварка MIG), либо небольшие порции активного газа (сварка MAG) в защитных смесях.
Так в чем разница между инертным газом и активным газом при сварке? Инертный газ не влияет на окончательный сварной шов, а просто защищает дугу от кислорода и загрязнений. Активный газ добавляет небольшую электрическую проводимость и снижает поверхностное натяжение сварочной ванны, обеспечивая лучший проплавленный шов. Благодаря своей полной валентной оболочке инертные газы обладают очень низкой реакционной способностью по сравнению с другими газами в периодической таблице.
Несмотря на то, что термин «сварка MIG» используется как синоним слова «сварка с подачей проволоки», после подачи активного газа он технически становится сваркой MAG (металлический активный газ).
Продолжайте читать, чтобы получить более подробную информацию о защитных газах.
Для справки периодическая таблица элементов содержит 11 газов. Шесть из них — благородные газы — гелий, неон, аргон, криптон, ксенон и радон, а пять — активные газы: азот, водород, кислород, фтор и хлор.
Защитный газ
Термины «инертный газ» и «активный газ» могут вводить в заблуждение, поскольку даже «инертные» благородные газы не полностью неспособны реагировать с другими элементами при правильных условиях. Активные газы также могут образовывать полуинертные соединения, такие как диоксид углерода.
Инертные газы используются в различных областях, где реакционная способность является нежелательной чертой. Активные газы могут использоваться для растворителей, горения или других ситуаций, когда желательна такая реакционная способность.
При сварке инертные газы, такие как аргон и гелий, помогают защитить сварной шов от более активных элементов, таких как кислород и азот, которые могут повредить сварной шов. С другой стороны, активный газ можно добавлять небольшими порциями для улучшения характеристик дуги или увеличения проплавления.
Дуговая сварка защищенного металла (SMAW)
Дуговая сварка была изобретена в 1885 году как углеродная дуговая сварка, но вскоре ее заменили в начале 1900-х годов с изобретением электродов с покрытием.Покрытие из флюса на электроде состоит из карбонатов и силикатов, которые выделяют газ (CO2), который действует как защитный газ, отсюда и название: дуговая сварка в среде защитного металла (SMAW).
SMAW в просторечии называется «сваркой палкой» из-за того, что жесткий электрод расплавляется с основным металлом, чтобы сплавлять соединение. SMAW — один из самых простых и дешевых видов сварки.
SMAW подходит для порошковой сварки, когда флюс внутри электродной проволоки создает полуинертную атмосферу CO2 для сварки.В отличие от GMAW, SMAW хорошо подходит для использования на открытом воздухе, поскольку меньше опасений вызывает ветер, изменяющий атмосферу сварного шва.
Использование полуинертного или активного углекислого газа делает эти процессы формой сварки активным газом.
Газовая дуговая сварка металлов (GMAW)
В отличие от флюса, используемого в SMAW, другие методы сварки, такие как GMAW и GTAW, закачивают газ в зону сварки. При газовой дуговой сварке (GMAW) используется плавящаяся электродная проволока, для которой требуется защитный газ для предотвращения химических реакций, таких как окисление, в сварных швах.
GMAW был изобретен в 1948 году для сварки цветных металлов, таких как алюминий, с гелием или аргоном, но вскоре он был использован для сварки стали. С тех пор GMAW стал наиболее распространенным процессом сварки в промышленности.
GMAW имеет две основные подгруппы: сварка в среде инертного газа (MIG) и сварка в среде активного газа (MAG), а также четыре основных режима переноса: шаровая передача, короткое замыкание, распыление и импульсное распыление (источник).
Глобальный перенос является наименее дорогим и, как правило, использует более активные газы, такие как CO2.Другие варианты больше полагаются на инертный газ, особенно распыление и импульсное распыление. Из-за своей зависимости от расхода газа GMAW в основном проводят в закрытых помещениях.
Сварка в среде инертного газа (MIG)
При сварке в среде инертного газа (MIG) обычно используются инертные газы, такие как аргон или гелий, для предотвращения загрязнения сварочной ванны такими газами, как кислород или азот. После добавления активных газов метод сварки технически больше не является сваркой MIG.
Сварка металлов в активном газе (MAG)
Сварка металлоактивным газом (MAG) — это форма GMAW, в которой используется некоторый уровень неинертного или полуинертного газа.Полуинертные или активные газы могут быть смешаны с инертными защитными газами в очень небольшом количестве для снижения цены или увеличения проплавления без ущерба для качества сварки на правильном материале (источнике).
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Другой формой сварки в среде инертного газа является сварка вольфрамовым электродом в среде инертного газа (TIG), которая почти исключительно предназначена для использования в среде инертного газа. Сварка TIG также называется GTAW (газовая сварка вольфрамовой дугой), поскольку она также требует использования электрической дуги, такой как GMAW и SMAW.
При сваркеTIG используется вольфрамовый электрод, который быстро расходуется более активными газами, такими как кислород или CO2. По этой причине почти всегда используются инертные газы, за исключением водорода для никеля или аустенитной нержавеющей стали.
Благородные и инертные газы
Шесть естественных благородных газов: гелий, неон, аргон, криптон, ксенон и радон. Благородные газы имеют оболочки с полной валентностью, что делает их такими стабильными и придает им инертные свойства.
Благородные газы одноатомны и обладают лишь слабыми межатомными взаимодействиями, такими как силы Ван-дер-Ваальса. Силы Ван-дер-Ваальса — самые слабые из всех связей, стоящих за ковалентными связями и мощными ионными связями. Они вызваны незначительным сдвигом полярности в результате смещения плотности электронов
Большая часть благородных газов, за исключением радона, может быть извлечена путем фракционной перегонки, которая также используется для разделения природного газа легче воздуха и более тяжелых нефтепродуктов, таких как бензин и дизельное топливо.
Неон, ксенон и криптон — инертные газы, а радон радиоактивен. Остальные газы аргон и гелий являются основными инертными газами, используемыми в защитных газах для дуговой сварки металлическим электродом в газе и дуговой сварки вольфрамовым электродом.
Защитный газ на 100% состоит из инертного газа. Лучше всего использовать его с цветными металлами, такими как медь и алюминий. Для сварки сталей предпочтительнее использовать смесь с активным газом, чтобы увеличить проплавление шва или стабилизировать дугу.
Аргон (Ar)
Аргон — один из самых распространенных газов в атмосфере Земли, что делает его дешевым по сравнению с другими благородными газами, такими как гелий.Название аргон происходит от греческого слова «ленивый или неактивный», «αργος» (источник).
Большая часть аргона образуется в результате радиоактивного распада калия-40, что делает его полезным при датировании калий-аргоном.
Аргон является предпочтительным для большинства применений из-за его более дешевой ценовой категории по сравнению с гелием. Аргон также дает очень стабильную дугу с гораздо меньшим током, чем гелий, даже если это приводит к меньшему проплавлению металла.
Гелий (He)
Гелий был впервые обнаружен в 1868 году во время солнечного затмения и получил свое название от греческого бога солнца и Титана Гелиоса.
Элемент гелий был впервые обнаружен на Земле в урановой руде. Хотя это один из самых распространенных элементов во Вселенной, на самом деле он относительно редко встречается на Земле, что делает его более дорогим, чем аргон.
Соединенные Штаты стали крупнейшим поставщиком гелия в мире и какое-то время даже владели монополией. Одно из первых основных применений гелия было в воздушных шарах во время Первой мировой войны. Наряду с CO2, гелий был одним из первых газов, используемых в дуговой сварке.
Благородные газы имеют низкие температуры плавления и кипения, но гелий имеет самую низкую температуру плавления из всех элементов.Гелий также является единственным элементом, у которого нет вязкости — свойства, известного как сверхтекучесть. Гелий уступает только неону по устойчивости к химическим реакциям.
Гелий имеет высокую теплопроводность и горит намного горячее, чем аргон. Гелий также требует более высокого расхода газа, хотя в результате сварной шов становится менее пористым. Из-за более высокой цены и тепловыделения гелий в основном используется для обработки металлов с высокой теплопроводностью, таких как медь или алюминий.
Еще одним недостатком гелия является то, что его очень низкая плотность означает, что он диффундирует намного быстрее, чем более плотный аргон.Раньше гелий использовался в качестве консерванта для таких важных документов, как Декларация независимости, пока не было обнаружено, что он очень быстро вытек из корпуса. Затем его заменили аргоном.
Инертный газ — это то же самое, что и благородный газ?
В прошлом термины благородный газ и инертный газ были в значительной степени взаимозаменяемыми. Теперь, когда соединения образовались из благородных газов, термин «инертный газ» больше зависит от контекста. Однако в большинстве обычных обстоятельств благородный газ действует как инертный газ.
Когда благородные газы образуют соединения, они по определению больше не являются инертными с технической точки зрения. Ксенон является наиболее реактивным из благородных газов, и первое соединение из благородных газов было образовано с использованием ксенона. С другой стороны, неон — наименее реактивный элемент периодической таблицы Менделеева и не имеет известных соединений.
В нормальных условиях аргон не образует связи даже с фтором, наиболее электроотрицательным элементом. Стабильное соединение между ними, фторгидрид аргона (HArF), не образовывалось до 2000 года (источник).
Что такое активный газ?
Остальные активные газы включают водород, кислород, азот, фтор и хлор. В отличие от инертных газов, активные газы не имеют полной валентной оболочки. Это позволяет им быть гораздо более активными с другими веществами.
В то время как инертные газы при сварке предотвращают нежелательные химические реакции в сварных швах, активные газы используются в небольшом количестве для увеличения нагрева, проплавления, контроля дуги и снижения затрат.
При сварке нержавеющей стали, в частности, как правило, используется небольшой процент активного газа для облегчения проплавления сварного шва. Сам по себе аргон не будет генерировать достаточно тепла для обеспечения достаточного проплавления, в то время как сам по себе гелий будет иметь менее стабильную дугу.
Кислород (O)
Кислород имеет два неспаренных электрона и является одним из наиболее реактивных элементов. Фактически, кислород имеет второе место по электроотрицательности среди всех элементов после фтора.
Инертные газы, такие как аргон и гелий, часто используются для предотвращения проникновения кислорода из-за его высокой реакционной способности.Кислород вытягивает электроны других атомов в процессе окисления, а горение, дыхание и ржавчина — все это формы окисления.
Неинертный кислород смешивается с аргоном в процентах до пяти процентов для сварки нержавеющей стали автоматическими сварочными аппаратами на сборочных линиях. Кислород был впервые использован в методе переноса дуги с распылением в 1960-х годах. Низкий уровень кислорода приводит к более горячему горению смеси и увеличению проплавления толстых металлов при стабилизации дуги.
Очевидным недостатком является то, что риск окисления и ржавчины становится выше в низкоуглеродистой стали по мере увеличения уровня кислорода.Кислород может даже вызвать коррозию электрода, если не используются раскислители.
Двуокись углерода (CO2)
Когда кислород смешивается с углеродом с образованием диоксида углерода (CO2), в результате получается полуинертный газ, который можно комбинировать с инертным газом для получения более экономичного защитного газа. CO2 был впервые использован в GMAW в 1953 году, чтобы сваривать сталь с меньшими затратами.
Помимо того, что CO2 относительно дешев, он также способствует более глубокому проплавлению сварных швов. К сожалению, углекислый газ вызывает больше брызг вокруг сварного шва, и для этого требуется более высокое напряжение, чем для аргона.
Существует несколько смесей защитного газа, которые содержат разные уровни CO2 от 100 до 2 процентов в зависимости от предполагаемого использования. Эти смеси обозначаются процентным содержанием CO2; например C100 или C2.
Самая распространенная смесь, охватывающая самый широкий круг применений, — это смесь 75 процентов аргона и 25 процентов CO2, называемая C25. Низкая стоимость и сбалансированность свойств делают эту смесь фаворитом любителей.
Существуют также три-смеси, которые содержат некоторую комбинацию гелия, аргона, диоксида углерода или кислорода для использования на нержавеющей стали.
Водород (H)
Водород — самый распространенный элемент во Вселенной и один из самых реактивных; достаточно рассмотреть водородную бомбу в качестве примера. Водород легко воспламеняется и бурно реагирует с кислородом, а углеводороды являются основным компонентом ископаемого топлива.
Подобно кислороду, активный газообразный водород может быть смешан с аргоном или другими газами в небольших количествах, менее 10 процентов, для сварки нержавеющей стали. Более высокие процентные содержания водорода, до 25 процентов, могут использоваться для цветных металлов.
Такие компании, как Hydrostar, производят смеси водорода и аргона для сварки TIG никеля или аустенитной нержавеющей стали. Добавленный водород увеличивает тепло сварочного шва, а также обеспечивает более высокую скорость сварки. Водород также дешев, создавая чистую зону сварного шва (источник).
Однако использование водорода в любом другом применении, кроме аустенитной нержавеющей стали, приведет к тому, что металл станет хрупким. Аустенитные стали немагнитны и содержат никель или высокие уровни магния и азота.
Азот (N)
Азот — еще один элемент, который встречается на Земле в изобилии. Азот не горюч и не горюч
токсичен и содержится во всех живых организмах
Азот представляет собой интересный случай, поскольку как элемент он не является благородным газом. Однако азот встречается в природе в виде двухатомного вещества (N2), где три неспаренных электрона его элементарной формы соединены друг с другом в его молекулярной форме (источнике).
В своей молекулярной форме азот полуинертен, и его большое количество делает его дешевле, чем полностью инертные газы, такие как аргон.
Азот действует как полуинертный газ при низких температурах и используется в GMAW на аустенитной нержавеющей стали. Однако при более высоких температурах, превышающих 1832 ° F (1000 ° C), азот образует оксиды азота, которые могут быть опасны для сварщика.
Азот используется в небольших количествах (5 процентов) и в некоторых трехкомпонентных смесях с аргоном и CO2. Как и CO2, азот способствует стабильности дуги и проплавлению сварных швов.
Галогенные газы Хлор (Cl) и фтор (F)
Галогены — активные неметаллы, но в природе они встречаются только в виде соединений.Два галогена, хлор и фтор, являются газами при комнатной температуре и оба обладают высокой реакционной способностью, а также токсичны в этой форме.
Самый реактивный элемент таблицы Менделеева — фтор. Если стальная вата вступит в контакт с фтором, она загорится. И хлор, и фтор имеют только один неспаренный электрон, а фтор имеет самую высокую электроотрицательность из всех элементов, за ним следуют кислород и хлор (источник).
Как соли формы, так и соли фтора используются в питьевой воде в очень малых количествах.На самом деле фтор в небольших количествах необходим для прочности костей у млекопитающих. Вот почему он также используется в стоматологической продукции (источник).
Металлургия фтора имеет долгую историю. Фтор получил свое название от римлян, которые использовали его в качестве флюса, чтобы облегчить течение расплавленного металла. Название происходит от латинского слова, означающего «течь».
Что касается хлора, то некоторые флюсы, используемые для пайки, содержат хлорид аммония или хлорид цинка.
Эксперименты проводились с использованием хлора и фтора в защитном газе при концентрации не более двух процентов.(источник). Соединения гексафторид серы (SF6) и дихлордифторметан (CF2CI2) оба использовались в качестве защитных газов (источник).
Гексафторид серы может использоваться для защиты расплавленных металлических сплавов магния и алюминия при литье (источник).
Последние мысли
Основным отличием инертных газов от активных газов является замкнутая валентная оболочка инертных элементов, что делает их очень устойчивыми к химическим реакциям.
Активные газы более реактивны, хотя кислород и азот могут образовывать полуинертные молекулы.Азот делает это с другими атомами азота, а кислород в сочетании с углеродом может образовывать CO2.
Какая газовая смесь используется в качестве защитного газа, будет зависеть от вашего конкретного проекта, а также от имеющегося у вас оборудования и материалов. Высокие уровни дорогостоящего инертного газа не понадобятся для небольших хобби-проектов, где CO2 может подойти.
Emerson и BayoTech для ускорения доставки низкоуглеродного водорода
Передовые технологии в сочетании с глобальными водородными центрами означают снижение транспортных расходов и выбросов
Остин, Техас — (BUSINESS WIRE) — Global industrial Лидер в области программного обеспечения и технологий Emerson (NYSE: EMR) объявил сегодня о многолетнем стратегическом рамочном соглашении с BayoTech, новатором в области водородных решений, для ускорения поставок водорода по всему миру.Emerson предоставит передовые технологии автоматизации, программное обеспечение и продукты, которые позволят BayoTech построить сотни водородных установок для производства более чистого и недорогого водорода.
«Во всем мире отрасли и организации ищут устойчивые решения для своих самых насущных проблем», — сказал Майк Трейн, главный директор Emerson по устойчивому развитию. «Соглашение Emerson с BayoTech ускоряет разработку и внедрение водорода в больших масштабах, что является важным шагом вперед в диверсификации нашего глобального энергобаланса.”
Модульные установки для производства водорода BayoTech производят до 1000 кг в день, чего достаточно для заправки до 200 автомобилей на водородных топливных элементах. Запатентованная технология BayoTech требует меньше сырья, что означает меньшие выбросы углерода и меньшие затраты на производство водорода по сравнению с традиционными установками риформинга. Чтобы удовлетворить растущий спрос на водород, BayoTech использует свою основную технологию для разработки 5-, 10- и 20-тонных агрегатов, которые будут способствовать дальнейшему повышению эффективности. Используя программируемый логический контроллер и технологии управления границами Emerson, удаленный мониторинг и пакет Microsoft Azure IoT Suite, беспилотные, полностью автономные салазки будут работать и контролироваться удаленно из штаб-квартиры BayoTech в Альбукерке, штат Нью-Мексико.
«BayoTech планирует стать крупнейшей распределительной водородной компанией в мире», — сказал Мо Варгас, генеральный директор BayoTech. «Передовые технологии Emerson — это правильный выбор для поддержки нашего видения разрушения устоявшейся централизованной цепочки поставок водорода с помощью новой высокоэффективной модели локальных автономных производственных узлов».
«Это соглашение между BayoTech и Emerson сделает водородные технологии более доступными для большего количества мест по всему миру», — сказал Лин Остин, главный операционный директор BayoTech.«Вместе мы создаем решение для уменьшения углеродного следа бесчисленных клиентов, поскольку мы строим устойчивую и более доступную по цене глобальную цепочку поставок водорода».
Эти установки по производству водорода уже строятся и будут размещены в водородных узлах BayoGaaS ™ и на объектах клиентов по всей территории Соединенных Штатов и других регионов мира. Из узловых станций водород местного производства будет распределяться между близлежащими потребителями с помощью оборудования для транспортировки и хранения газа высокого давления BayoTech, которое может транспортировать в три раза больше водорода за поездку, чем традиционные стальные прицепы.Более высокая полезная нагрузка означает более низкие транспортные расходы, более высокую производительность водителя и меньшие выбросы углерода.
Стратегическое рамочное соглашение с BayoTech поддерживает стремление Emerson создавать инновационные технологии и отраслевой опыт в быстро развивающемся водородном секторе. От хранения возобновляемой энергии до заправки тяжелого транспорта — экологически чистый водород используется в нескольких энергетических и неэнергетических целях. Использование водорода позволяет предприятиям выбирать экологически чистую энергию в качестве экономичного решения для своих бизнес-потребностей.
Об Emerson
Emerson (NYSE: EMR) со штаб-квартирой в Сент-Луисе, штат Миссури (США), является глобальной технологической и инженерной компанией, предлагающей инновационные решения для клиентов на промышленных, коммерческих и жилых рынках. Наш бизнес по решениям для автоматизации помогает производителям процессных, гибридных и дискретных продуктов максимизировать производство, защищать персонал и окружающую среду, оптимизируя при этом свои энергозатраты и эксплуатационные расходы. Наш бизнес по коммерческим и жилым решениям помогает обеспечить комфорт и здоровье людей, защитить качество и безопасность пищевых продуктов, повысить энергоэффективность и создать устойчивую инфраструктуру.Для получения дополнительной информации посетите Emerson.com.
О компании BayoTech
Компания BayoTech, новатор в области водородных решений, стремится удовлетворить глобальную потребность в надежном, экономичном и низкоуглеродистом водороде.