Схемы сварочных аппаратов и инверторов, самодельные полуавтоматы и выпрямители для сварки (Страница 2)
Аппарат для точечной сварки листовой стали
Сделанный мною сварочный аппарат представляет собой отлично зарекомендовавший себя на практике модернизированный вариант устройства, описание и эскизы которого опубликованы в журнале «Моделист-конструктор» №3 за 1966 год-Главное — новый «сварочник» значительно мощнее своего…
0 4635 0
Сварочный аппарат из лабораторного автотрансформатора ЛАТР2
От компактного и вместе с тем достаточно надежного, дешёвого и простого в изготовлении «сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата — легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных…
0 4158 0
Сварочный аппарат из статора неисправного асинхронного электродвигателя
Тем, кто еще не обзавелся сварочным аппаратом (СА), рекомендую изготовить его самостоятельно на базе вышедшего из строя асинхронного электродвигателя.
0 3611 0
Самодельная плавильная электропечь
Как-то в ходе работы над одним изобретением мне понадобилось плавильное устройство с широким спектром нагрева, которым было бы удобно пользоваться в домашних условиях. Перепробовал разные варианты газовых и электроспиральных нагревателей и убедился, что ни те ни другие не отвечают поставленной…
0 3996 0
Самодельный сварочный аппарат с тороидальным магнитопроводом
Почти четверть века являюсь подписчиком журнала «Моделист-конструктор». Примерно столько же лет занимаюсь и электросварочными аппаратами (ЭСА). Убедился: самый подходящий по массе и мощности «сварочник» — с тороидальным магнитопроводом (например, от сгоревшего…
0 3666 0
Сварочный полуавтомат с магнитопроводом из электродвигателя
Уверен: компактный электросварочный полуавтомат (ЭСПА), безупречность работы которого гарантируется электроникой и защитной средой углекислого газа, в любом хозяйстве не будет лишним.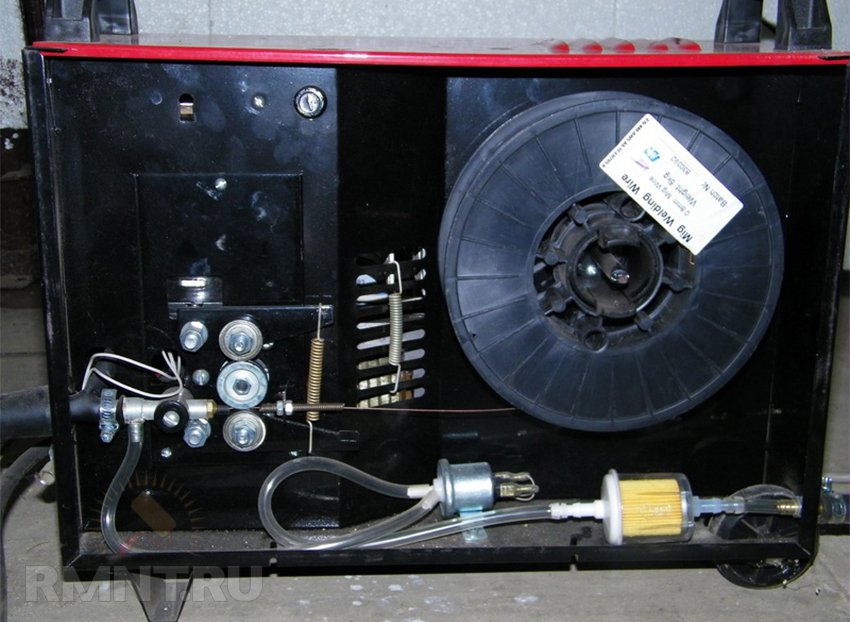 Особенно при ремонте облицовки сельхозмашин или кузова автомобиля, а также при выполнении неразъёмных соединений из…
Особенно при ремонте облицовки сельхозмашин или кузова автомобиля, а также при выполнении неразъёмных соединений из…
0 3999 0
Универсальный сварочный аппарат с тороидальным сердечником
Почему «мультисварочный»? Потому что у этого сварочного трансформатора (СТ) много важных дополнительных функций. Если в традиционном «сварочнике», который имеет магнитопровод, собранный из П- и Ш-образных пластин, подчас некуда втиснуть хотя бы один-два вспомогательных витка, то…
0 6930 0
Сварочный аппарат Зайцева (выпрямитель+улучшения) Много лет назад, когда всерьез начал заниматься техническим творчеством, понял, что без сварочного аппарата в этом деле мне не обойтись. С той поры и начал ими интересоваться. Вроде бы и не такое уж сложное устройство, а по-прежнему нет предела его совершенству. Над ним ломают головы и…
0 5314 0
Самодельный сварочный аппарат с выпрямителем и удвоением напряжения
Как показывает практика, процесс горения дуги протекает стабильнее у сварочных устройств с мягкой (падающей) вольт-амперной характеристикой.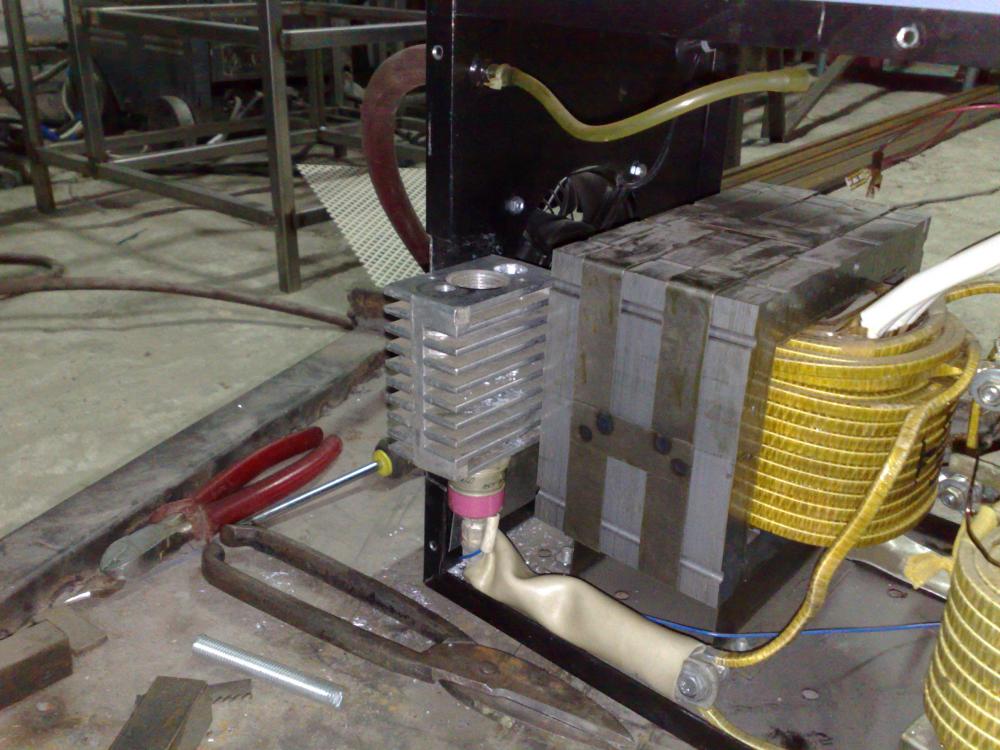 К числу таких «сварочников» можно, в частности, отнести и самодельный аппарат с выпрямителем, принципиальная электрическая схема которого выполнена…
К числу таких «сварочников» можно, в частности, отнести и самодельный аппарат с выпрямителем, принципиальная электрическая схема которого выполнена…
0 8397 0
Сварочный трансформатор с электронным регулированием тока (45-140А)
Многие конструкции из металла собираются с применением электрической сварки. Я изготовил для этого несколько аппаратов, и один оказался наиболее удачным и удобным в эксплуатации. Предлагаю вашему вниманию сварочный трансформатор с электронным регулированием тока. Он не имеет подвижных частей,…
0 4880 0
1 2 3
Привод для сварочного полуавтомата
Содержание
- Устройство самодельного сварочного полуавтомата
- Необходимые инструменты и материалы
- Создание полуавтомата из сварочного инвертора
- Механизм подачи проволоки
- Подготовка трансформатора
- Источник питания
- Устройство полуавтомата
- Принцип работы
- Полуавтомат из инвертора
- Способ №1
- Способ №2
- Способ №3
- Вместо заключения
- Сварочный полуавтомат
- Механизмы подачи
- Современные виды механизмов подачи
- Особенности в работе с устройством
- Заключение
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.

С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка.
 На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек. - Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
 На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата. В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой. Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
В выполнении сварочных работ очень важно иметь под рукой качественные и надежные механизмы для подачи проволоки. Основными преимуществами является то, что они облегчают работу, поскольку данный функционал обеспечит подачу проволоки к месту назначения сварочных работ.
Для полуавтоматической сварки такой подающий механизм будет выступать ключевым узлом и упростит работу даже профессионального сварщика. В чем преимущества данного механизма, какие на сегодняшний день существуют современные блоки для протягивания сварочной проволоки?
Сварочный полуавтомат
Этот сварочный агрегат представляет собой аппарат с неполным циклом автоматики. Процесс сварки происходит в инертном газе (аргоне), активном (углекислом) или в смеси газов. Принцип сварки заключается в том, что в полуавтомате электрическая дуга, производимая постоянным электрическим током, всегда горит между изделием и сварочной проволокой. Во время работы через горелку газ перекрывает зону сварки, создавая защиту от воздействия воздуха. Такие полуавтоматы хороши в работе с листовым металлом.
Принцип сварки заключается в том, что в полуавтомате электрическая дуга, производимая постоянным электрическим током, всегда горит между изделием и сварочной проволокой. Во время работы через горелку газ перекрывает зону сварки, создавая защиту от воздействия воздуха. Такие полуавтоматы хороши в работе с листовым металлом.
Полуавтомат позволяет значительно сокращать время работы, увеличивать качество сварных соединений. Популярная модель сварочного полуавтомата MIG MAG работает совместно с механизмом протягивания сварочной проволоки. Устройство должно находиться в самом сварочном аппарате в его корпусе либо быть выносным и подключаться по необходимости к источнику питания посредством силового кабеля.
Намотанная на бобину проволока должна располагаться в катушке полуавтомата и затем пропускаться через механизм подачи проволоки в специальный канал. К нему прикреплена сварочная горелка, от баллона подача газа идет к горелке по специально прикрепленной трубочке. Можно использовать и порошковую проволоку и в этом случае газовый баллон не понадобится.
Можно использовать и порошковую проволоку и в этом случае газовый баллон не понадобится.
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
- Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
- Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.

В механизме применяются 2-х и 4-х роликовые схемы, это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи
На сегодняшний день можно приобрести современные устройства подачи проволоки, которые представляют собой сложные электронные устройства, они позволяют значительно снизить время выполнения сварочных работ.
Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции.
- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.
Все современные механизмы укомплектованы информативными дисплеями, индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Автономная работа механизма является одним из основных его преимуществ, он может работать вне полуавтоматического сварочного аппарата. Когда работы ведутся в неудобных и труднодоступных объектах есть возможность установить механизм отдельно на большом расстоянии от сварочного аппарата.
Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными, для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Заключение
Многие умельцы, имея чертеж и необходимые материалы, своими руками создают механизм для протяжки проволоки. Такие самодельные устройства не могут сравниться с возможностями современных механизмов отечественного и зарубежного производства, их обычно выбирают те, кто работает на профессиональном уровне.
Запчасти для пистолетов MIG | Расходные материалы для сварочных горелок MIG
Компания American Torch Tip производит и предлагает детали, горелки и горелки для сварки MIG, которые предназначены для сварщиков. Мы предлагаем передовые продукты, расширяющие границы долговечности и эффективности в сварочной отрасли.
Мы предлагаем передовые продукты, расширяющие границы долговечности и эффективности в сварочной отрасли.
Сварка металлическим электродом в среде инертного газа (MIG), также называемая дуговой сваркой металлическим электродом в среде защитного газа (GMAW), представляет собой процесс сварки с использованием инертного защитного газа, при котором электрическая дуга горит между расходуемым проволочным электродом и основным материалом, образуя сварной шов. . Благодаря экономичным и универсальным функциям, которые предлагает сварка MIG, неудивительно, что она стала одной из самых распространенных форм сварки.
Сварка MIG экономична, универсальна и гибка, что делает ее одной из наиболее распространенных форм сварки внутри помещений в большинстве отраслей. Для сварки MIG и деталей горелок MIG можно использовать различные защитные газы в зависимости от требований и материала.
Мы производим все наши расходные материалы для горелок MIG, горелки и горелки на наших предприятиях в Брадентоне, штат Флорида.
Это позволяет нам гарантировать их соответствие жестким стандартам, включая спектроскопическую проверку всех сырьевых материалов и микровизионную проверку всех критических размеров. Наши измерительные системы Cognex способны обнаруживать отклонения до 0,0005 дюйма.
ПОЛУАВТОМАТИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРКИ MIG
Наиболее распространенным и традиционным способом сварки является MIG (металлический инертный газ), также известный как GMAW (дуговая сварка металлическим газом). Чаще всего этот процесс выполняется с использованием полуавтоматического оборудования в наиболее крупномасштабных промышленных приложениях, таких как:
- Судостроительные и морские верфи
- Общее производство
- Тяжелое производство
- Автомобильная и транспортная промышленность
- Структурное и промышленное строительство
- Полуавтоматические горелки MIG можно держать в руках, что делает их универсальными и простыми в освоении.
Сварка MIG может быть непригодна для использования вне помещений, поскольку при этом используется защитный газ, защищающий чистоту сварного шва. Ветер с улицы может сдуть этот газ, влияя на общее качество сварного шва.
Ветер с улицы может сдуть этот газ, влияя на общее качество сварного шва.
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ МИГ
Стационарная автоматизация Сварка МИГ предназначена для автоматизации повторяющихся, длинных форм сварки для производства таких вещей, как водонагреватели и баллоны с пропаном. Он также часто используется в транспортной отрасли для железнодорожных вагонов и другого общего производства.
«Фиксированный» относится к самому резаку. В отличие от роботизированных и полуавтоматических процессов сварки MIG, материал/деталь помещается на направляющую, которая вращается или позиционирует себя, чтобы настроить ее для шовной сварки.
ОБОРУДОВАНИЕ ДЛЯ РОБОТИЗИРОВАННОЙ СВАРКИ MIG
Роботы для сварки MIG рассматриваются как ключ к будущему росту автомобильной промышленности.
Роботизированная сварка обеспечивает точность, необходимую для соответствия отраслевым стандартам шума, безопасности и эффективности.
Небольшие магазины также начинают видеть рост этой автоматизации.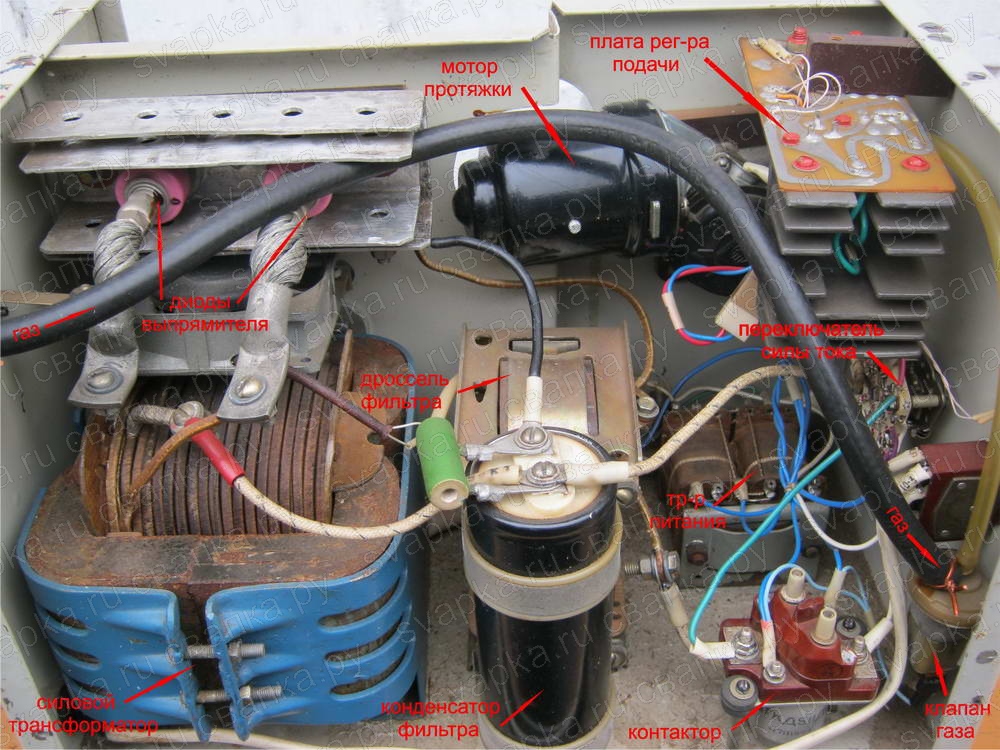 Роботизированная сварка дает сварщикам совершенно новый набор навыков и революционизирует отрасль.
Роботизированная сварка дает сварщикам совершенно новый набор навыков и революционизирует отрасль.
МЕНЮ MIG
Полуавтоматические горелки MIG с воздушным охлаждением BTB
Оптимизация для повышения производительности. Стандартизируйте для простоты.
Создайте свою совершенную полуавтоматическую горелку MIG с воздушным охлаждением Bernard® BTB. Выбирайте из множества насадок, рукояток и типов курков, чтобы оптимизировать эргономику сварочного аппарата и доступ к сварке ‒ плюс, стандартизация с единой линейкой расходных материалов для упрощает техническое обслуживание и содержит расходы .
Вы можете рассчитывать на полуавтоматические горелки MIG с воздушным охлаждением Bernard BTB , которые обеспечивают производительность и надежность промышленного уровня в самых сложных и неблагоприятных условиях.
подробнее. ..
..
Настройка обратного просмотра моего оружия
- Обзор
- Технические характеристики
- Конфигуратор
- Расходные материалы
- Аксессуары
Различные варианты рукояток и курков
- Выберите один из семи различных изогнутых и прямых стилей рукояток и сварочное применение
- Широкий выбор углов и длин
- Для регулировки поворотных шеек не требуются инструменты
Высокопроизводительные расходные материалы
- Выберите из новые расходные материалы AccuLock™ S , Centerfire™, Quik Tip™ или TOUGH LOCK®
- Выберите стальной полимерный кабель Monocoil (промышленный) кабель повышенной устойчивости к защемлению/изгибу
Варианты вкладышей
- Выберите один из новых вкладышей AccuLock S для безупречного тракта подачи проволоки и безошибочная замена вкладыша , стандартные вкладыши Bernard, вкладыши QUICK LOAD® с фронтальной загрузкой или вкладыш QUICK LOAD с системой AutoLength™
Процессы
- Сварка MIG (GMAW)
Номинальный рабочий цикл
– 10 % 2 00 2 модель:Варианты длины кабеля
- 10, 15, 20 и 25 футов
Размер провода
- 0,023 ″ (0,6 мм) до 1/8 ″ (3,2 мм)
Сматерт.
 горелка MIG с воздушным охлаждением онлайн
горелка MIG с воздушным охлаждением онлайнСоздайте свою идеальную горелку MIG!
Настройте нужный вам артикул пистолета или выполните обратный поиск существующего артикула пистолета — плюс получите доступ к дополнительные ресурсы и расширенный список запасных частей со схемой .
Этот новый удобный для мобильных устройств онлайн-конфигуратор, теперь включающий в себя расходных материалов AccuLock™ S , предоставляет загружаемые покомпонентные схемы и другие ценные выводы, которые можно распечатать, сохранить на потом или отправить по электронной почте.
Проверьте это сегодня!
Инструмент для преобразования номера детали горелки
Щелкните здесь, чтобы преобразовать номер детали вашей старой горелки Q-Gun™, S-Gun™ и T-Gun™ MIG в номер детали горелки BTB MIG.
Номеры деталей
Расходные системы
Acculock ™ Contricing Centerfire ™ ContimeableStough Lock® Honersablesquik Tip ™ LinersaultsLiners Liners Consclient Acculock ™ Linersquick Linersbernard®.
