Какими были сварочники для оптики / Хабр
Развитие технологий ведет к уменьшению размеров электронных устройств. То же самое касается и аппаратов для сварки оптических волокон. Некогда громоздкие махины теперь умещаются в небольшой пластиковый кейс, а работать с ними можно на непролазных чердаках и в сырых подвалах. Но вернемся же на долгие годы назад и взглянем на тех самых гигантов Мезозоя, стоявших у истоков эры волоконно-оптических сетей.
Потребность в разработке устройства, которое могло бы соединять оптические волокна, возникла в процессе развития волоконно-оптических передатчиков и приемников и, конечно же, самого волокна в 70-х годах прошлого столетия. Первый сварочник использовали для работы с многомодовыми оптическими волокнами с относительно большим диаметром сердцевины — 50 мкм. Однако уже с начала 1980-х годов потребовался сварочный аппарат для одномодовых волокон. Несмотря на огромные перспективы передачи данных с помощью света у производителей и ученых возникли огромные трудности с разработкой оборудования, которое могло бы соединять мелкие волокна.
Вот что сказал по этому поводу один из разработчиков того времени из компании Fujikura:
«Все корпорации, работающие в данном направлении, понимали, что на решении этой проблемы можно будет построить большой бизнес! Вот, что действительно изначально поддерживало и продвигало все исследования и разработки в области сварки волокон. Идея была интересной, но реализовать ее было не так-то просто. Мы начали исследовательскую деятельность группой всего из трех человек. Это был 1976 год. Развитие оптических волокон как таковых в то время еще находилось в стадии проб и ошибок и помимо проблем, связанных с неидеальной структурой волокон и его низкой прочностью, у нас не было даже аналитического подхода к измерению потерь света при передаче его по волокну. В процессе работы сначала последовала череда изнурительных экспериментов, была неопределенность в отношении будущего. Временами нам казалось, что мы никогда не добьемся прорыва. Конечно, это вызывало большое разочарование. Однако, в следующем, 1977, году мы наконец-то увидели проблеск надежды».

Тогда первые эксперименты по соединению волокон проводились с использованием двух подходов: сведение волокон и их склеивание в V-образной канавке; второй метод заключался в сплавлении волокон с помощью электрической дуги. По причине превосходных качеств и работоспособности, большее развитие вскоре получил второй метод. Таким образом, первая модель практического многомодового сварочного аппарата Fujikura была завершена в октябре 1977 года. Позже, в 1979 году, это оборудование было отправлено на выставку в Вашингтон, округ Колумбия, где аппарат стоял в неброском углу выставочного зала, однако собрал толпу желающих посмотреть на это чудо техники. Сохранилась только небольшая фотография этого аппарата.
Большого спроса на японскую новинку еще не было, но именно с созданием этого аппарата началась целая эпоха. Примечательно, что первоначально в Fujikura рассматривали применение для сварки волокон «фазово-контрастного микроскопа» или «поляризованного микроскопа», чтобы можно было увидеть сердцевину волокна за счет разницы в показателях преломления. Но оба варианта оказались несостоятельными, поскольку просто не подходили для внедрения в компактный сварочный аппарат.
Но оба варианта оказались несостоятельными, поскольку просто не подходили для внедрения в компактный сварочный аппарат.
Около года преданные своему делу исследователи проводили день и ночь в экспериментальной лаборатории, занимаясь совершенствованием и разработкой алгоритмов работы сварочного аппарата. Все дальнейшие разработки велись в условиях строжайшей секретности. В результате, в феврале 1985 года родился шедевр – успешно применили на практике сварочный аппарат для сварки одномодовых волокон Fujikura FSM-20.
Аппарат состоял из двух отдельных блоков, что не добавляло ему удобства и тем более какой-либо компактности. Главной задачей разработчиков в то время было объединение этих двух блоков в одно устройство. В то время Fujikura не единственная занималась разработкой сварочных аппаратов для оптики. Небезызвестная Siemens уже в 1984 году разработала собственный сварочный аппарат модели M7.
Стоит внимательно рассмотреть некоторые модели сварочных аппаратов именно этой компании, ведь на заре телекомов аппараты от Siemens можно было часто повстречать на российских просторах.
Siemens RXS Siecor S46-999-M7-A10
На этом видео можно увидеть, как работает аппарат, и как видно в объективе волокна:
Siemens Fusion Splicer S46999-M7-A15
Siemens Fusion Splicer S46999-M7-A60
Сварочный аппарат Siemens SIECOR X75
SIEMENS RXS B-60
Портативный американский сварочный аппарат OP2090 фирмы Power Technology Inc.
- OP2090Power Technology optical fiber splicer Model 310-01 portable.
- Допустимый размер диаметра сердцевины волокна 4-600 мкм.
- Допустимый размер диаметра оболочки волокна 80-600 мкм.
- Вес — 19,5 кг.
- Бинокулярный микроскоп Nikon с возможностью 40 или 80 кратного увеличения.
Аппарат фирмы 3M, модель 9500XFM
Аппарат Sumitomo SUMIOFCAS
В статье были представлены далеко не все раритетные аппараты. Среди сварочных аппаратов-динозавров можно найти и интересные советские модели, о чем, возможно, будет написано позже.
Среди сварочных аппаратов-динозавров можно найти и интересные советские модели, о чем, возможно, будет написано позже.
Оптический сварочный аппарат: характеристика, особенности
Оптический сварочный аппарат предназначен для передачи информации необходимого объема. Данный аппарат позволяет передавать данные гораздо быстрее, чем при использовании электросвязей. Процесс состоит из термической обработки под высоким температурным воздействием. Благодаря специальному устройству, соединяющему волокна мелкого типа, спайка линий электропередач осуществляется за короткий период времени.
Технологические данные
Оптоволокно и его способ сварки имеют множество технологических методов. Расход финансов и времени напрямую зависят от правильно подобранной сварной технологии оптоволокна. Имеет оно разные области применения. Кабель применяется в создании вертикальной разводки в высотках, служит проводником информационного поля, такого как серверная станция, маршрутизация. При системном связном монтаже сварка оптики считается одним из важных процессов.
При системном связном монтаже сварка оптики считается одним из важных процессов.
Оптический сварочный агрегат современного выпуска имеет распознающий блок сечения кабеля. Его информация поступает через заложенный протокол режима сварки, способствующий проведению работ в сложных условиях.
Подготовка к сварке оптики
В технологическом процессе стоит выделить ряд таких факторов, которые влияют на качество сварки оптики, это:
подготовительный этап;
режим сварочного действия;
финансовая сторона растрат;
профессионализм.
Рабочее действие по сварке не занимает много времени, но требует полной сосредоточенност
- В первую очередь производится разделка оптического провода.
Волокна в количестве 8 штук соединяются в модульной системе. Они должны быть изолированы по всей длине.
Следующим шагом является зачистка волокна спецэлементами.
Далее нужно избавиться от защитного лака на деталях с помощью спирта.
Все настроенные волокна для сварки должны быть уложены внутрь аппарата. Современные сварочные приборы дают возможность провести соединительный этап автоматически, а также проверить прочность оптоволокна на сварном участке.
По завершению производится вложение приваренных волокон в отдел оптической муфты или кросса.

Если имеются навыки в данном деле, работу по соединению оптового волокна можно проделать самостоятельно. Если таковые умения отсутствуют, важно выбрать профессиональную организацию, дающую гарантию прочности и качества выполненной работы. Важно учесть, что высокая стоимость волокон не всегда соответствует качеству: поэтому довериться можно фирме, которая имеет положительные отзывы клиентов.
Важно учесть, что высокая стоимость волокон не всегда соответствует качеству: поэтому довериться можно фирме, которая имеет положительные отзывы клиентов.
Разновидность сварочных аппаратов для оптики
Имея представления о сварном деле оптовых волокон, процедура проводиться самостоятельно. Для качественной и быстрой работы потребуется подобрать соответствующий процедуре аппарат. Различают три типа такого оборудования:
ручное;
полуавтоматическ
ое; автоматическое.
Ручные аппараты не имеют особой популярности, так как рабочий процесс занимает много времени, а в итоге желаемого результата можно не получить. Соединительный процесс волокон воспроизводится вручную и проводится под увеличенным стеклом микроскопа. Поэтому такое действие не популярно среди профессионалов.
Поэтому такое действие не популярно среди профессионалов.
Полуавтоматическ
С учетом того, что приборы для соединения оптоволокна имеют высокую стоимость, для выполнения единичной работы по спайке проще обратиться в специализированн
ые установки для получения высокого качества и экономии средств.
Стоимость разного рода марки аппаратов для сварки оптоволокна может быть разной в зависимости от возможностей и типа модели.
Работа по соединению оптоволокна требует особых знаний и умений, поэтому перед тем как приступить к ее выполнению, следует изучить технологию всего процесса. Работа требует высококачественн
Особенности процесса
Сварка оптического кабеля осуществляется легко и быстро, но с условиями прочного и надежного соединения, которое возможно при соблюдении всех технологических норм. Разделка кабельной линии является главной основой к последующим действиям. Концы волокна в процессе оголения смыкают под угловым наклоном с помощью скалывательного элемента, что необходимо для более верного дальнейшего единичного соединения оптоволоконных линий.
Сварка оптики производится под силой электродуги, которая задает тепловой режим, соответствующий разогреву материала на стыковом участке кабеля. Плавясь, а впоследствии и кристаллизируясь Аппарат сам контролирует режим нагрева, исключая перегрев изделия.
Аппарат сам контролирует режим нагрева, исключая перегрев изделия.
Похожие статьи
- Сварка оптических волокон, технология и оборудование
- Особенности сварки оптического волокна
- Пайка оптического волокна: детали и тонкости выполнения.
- Особенности процесса сваривания оптоволокна
Сварочный аппарат для оптических волокон • Fujikura 80S
Аппарат 80S был разработан компанией Fujikura в 2013 году и до 2017 года считался топовым аппаратом для сварки ОВ. В начале 2017 ему на смену был выпущен усовершенствованный аппарат 80S+, сохранивший все инновационные наработки от 80S.
В настоящее время сварочный аппарат Fujikura 80S СНЯТ С ПРОИЗВОДСТВА!
Современным аналогом Fujikura 80S является Fujikura 80S+/70S+
На сегодняшний день этот аппарат является наиболее совершенным аппаратом на рынке, превосходящим аналоги по качеству сращивания оптоволокна, удобству эксплуатации, степени защиты, быстродействию, размерам и весу.
- Описание
Основные особенности Fujikura 80S (в сравнении с FSM-60S):
- Новая Li-Ion батарея теперь позволяет совершать до 200 циклов сварки-термоусадки
- Большая скорость сварки волокна (7с для одномодового волокна)
- Большая скорость термоусадки (14с для КДЗС 60мм)
- Увеличенное время жизни электродов – до 3000 сварок
- Сварка при длине скола всего 5мм для использования с любыми сварными коннекторами либо для использования микро-КДЗС (20мм, 30мм)
- Система обзора без зеркал
- Автоматическое закрывание ветрозащитной крышки при загрузке волокон и открывание по окончанию сварки
- Автоматическое закрывание-открывание крышки печки при загрузке КДЗС и открывание при завершении процесса термоусадки
- Широкий спектр держателей кабеля, включая держатели для дроп-кабеля “бабочка”
Аппарат рассчитан на работу в самых жестких условиях эксплуатации, имеет высокую защиту от пыли и влаги, не боится ударов и падений, обеспечивает работу в диапазоне температур от -10°С до +50°С. Аппарат отлично показал себя в тестах при падениях из шести различных положений с высоты 75 сантиметров.
Аппарат отлично показал себя в тестах при падениях из шести различных положений с высоты 75 сантиметров.
Благодаря быстродействию Fujikura 80S, при его использовании отпадает необходимость в использовании дополнительной печки для термоусадки КДЗС, которая применяется в более старых сварочных аппаратах. При этом для специальных работ в лабораторных и производственных условиях предусмотрено подключение к сварочному аппарату второй печки или термостриппера. Сварочный аппарат 80Sрусифицирован и поставляется с руководством пользователя на русском языке.
| Технические характеристики | |
| Типы свариваемых волокон | Одиночные кварцевые оптические волокна: одномодовые (SM, G.652/657), многомодовые (ММ, G.651), cо смешенной областью дисперсии (DS, G.653), NZDSF (G.655) |
| Диаметр свариваемого волокна | От 80 мкм до 150 мкм |
| Диаметр покрытия свариваемого волокна | От 100 мкм до 3000 мкм |
| Длина зачищаемых волокон | От 5 до 16 мм |
| Типичные средние потери на сварном соединении | 0,02 дБ для SM; 0,01 дБ для ММ; 0,04 дБ для DS; 0,04 дБ для NZDS |
| Коэффициент отражения от сварного соединения, дБ | Не менее 60 дБ |
| Типичное время сварки: | 6c |
| ULTRA FAST mode | 6c |
| SM FAST mode | 7c |
| SM AUTO mode | 10c |
| Программы сварки | 100 программ (пользовательские и предустановленные) |
| Оценка потерь сварки | Есть, по cердцевине и оболочке |
| Функция внесения потерь в месте сварки | Преднамеренное внесение потерь для создания в линии фиксированного аттенюатора, начиная от 0,1 до 15 дБ с шагом 0,1 дБ |
| Сохранение результатов сварки | 20 000 результатов |
| Просмотр места сварки | Оси X и Y одновременно или раздельно с помощью двух CMOS телекамер на 4,73“ цветном ЖК дисплее |
| Увеличение места сварки | В 320 раз для раздельного просмотра |
| В 200 раз для одновременного просмотра по осям X и Y | |
| Условия эксплуатации | От 0 до 5000 м над уровнем моря; |
| Скорость ветра до 15м/с; | |
| Относительная влажность от 0 до 95%; | |
Температура от – 10°С до +50°С. | |
| Проверка механической прочности места сварки | 196 – 225 г |
| Термоусадка | Встроенный нагреватель с 30 режимами нагрева |
| Время термоусаживания | 9c для КДЗС Slim 60мм |
| Типы применяемых термоусадочных трубок | 60 мм, 40 мм, микрогильзы |
| Количество сварок с термоусадкой при питании от аккумуляторной батареи | 200 полных циклов |
| Интерфейсы | USB 2.0 (тип Mini-B), 6-pin мини DIN для подключеняи термострипперов HJS-02, HJS-03 |
| Размер | 146 x 159 x 150 мм |
| Вес | 2,7 кг (с аккумуляторной батареей) |
| Стандартный комплект поставки Fujikura 80S | |
| 1 | 80S Cварочный аппарат |
| 2 | ADC-18 Блок питания от сети 110/220В |
| 3 | ACC-15 Шнур питания |
| 4 | CC-30 Жесткий кейс с рабочим столом и ремнем |
| 5 | ELCT2-20A Электроды 2 пары (1 + 1 пара в аппарате) |
| 6 | M-70 CD с ПО и полным руководством пользователя |
| 7 | Q-70S Краткое руководство пользователя |
| 8 | USB-01 Кабель USB |
| 9 | SL-01 Лоток для КДЗС |
| 10 | AP-01 Диспенсер |
| 11 | SD-01 Отвертка |
| 12 | CLAMP-S70C Зажим для волокна, пара |
критерии выбора и ТОП бренды
Дата публикации 08. 01.2022
01.2022
Промышленная эксплуатация оптического волокна невозможна без его надежного соединения. Для этого используются сварочные аппараты, автоматизирующие все операции: от корректного позиционирования торцов до защиты шва. Актуальные модели (можно посмотреть по ссылке) отличаются от первых образцов, где мастеру нужно было вручную корректировать положение волокон, что провоцировало высокие потери. Нынешние показатели потерь стремятся к нулю (среднее значение – 0.01-0.02 дБ), как и показатель отражения от области соединения (менее -60 дБ).
Универсальное устройство позволяет соединять волокна независимо от типа:
- Стандартные одномодовые;
- Оптоволокно со смещенной дисперсионной областью;
- Оптоволокно со смещенной ненулевой дисперсией.
- Многомодовые;
Конечно, для получения достойного результата, обеспечения прочности срощенной оптоволоконной линии, отсутствия потерь, необходимо корректно выбрать сварочный аппарат. Какими типами представлена эта техника? Какими характеристиками руководствоваться? Какие марки – лидеры в сфере их производства?
Contents
- 1 Технологии соединения
- 2 Конструкция и принцип функционирования
- 3 Юстировка – важный фактор
- 4 Прочие характеристики
- 5 Лучшие производители
Технологии соединения
Сращивание оптоволоконной линии проводится различными способами. Общая классификация следующая:
Общая классификация следующая:
- Разъемные;
- Неразъемные.
Сварка относится к неразъемным методам, аппарат формирует прочный ровный шов с минимальными потерями и отражением. Процесс предполагает плавление концов отрезков оптоволокна за счет электрического разряда или лазера.
Конструкция и принцип функционирования
Сварочная техника ВОЛС обеспечивает полную автоматизацию процесса. Мастеру нужно только обработать, подготовить отрезки провода, поместить в камеру нагрева. Полный список этапов работы выглядит так:
- Подготовка кабеля, снятие внешнего изоляционного слоя, изоляции каждого из внутренних модулей;
- Очистка волокон от геля, исключающего контакт с водой, окисление и коррозию;
- Крепление защитной гильзы, сформированной трубкой из термоусадочного полимера и внутренним стержнем, обеспечивающим жесткость;
- Скол волокна строго под 90 градусов к оси, используется специальный инструмент, отклонения точности которого – не более полутора градусов;
- Укладка волокон, фиксация;
- Юстировка. В старых сварочных аппаратах процесс происходил вручную, мастер через микроскоп контролировал точность, сейчас все делается автоматикой;
- Формирование электрической дуги, за счет которой окончания волокон нагреваются до температуры, достаточной для формирования прочного соединения путем плавления. Длительность операции – около 9 секунд;
- Автоматический контроль прочности. Аппарат создает механическое усилие, направленное на разрыв соединения, составляющее около половины килограмма. Если шов выдерживает нагрузку, он считается прочным, подготовленным к эксплуатации;
- Нагрев, фиксация защитной гильзы.
 В старых сварочных аппаратах процесс происходил вручную, мастер через микроскоп контролировал точность, сейчас все делается автоматикой;
В старых сварочных аппаратах процесс происходил вручную, мастер через микроскоп контролировал точность, сейчас все делается автоматикой;Автоматизация, четкое последовательное выполнение основных этапов сварки достигается продуманной конструкцией. Основные компоненты следующие:
- Источник питания. Встроенный аккумулятор обеспечивает мобильность и автономность;
- Материнская плата с электронными компонентами, обеспечивающими точность процесса, контролирующими температуру и другие показатели;
- Частотный преобразователь;
- Исполнительные механизмы, электрические приводы и каретки, позиционирующие волокно;
- Нагревательные элементы для термической усадки защитных, изоляционных элементов;
- Монитор, через который мастер контролирует ход работы, при необходимости, вносит поправки.

Юстировка – важный фактор
Один из основных показателей аппаратов сварки ВОЛС – юстировка, процесс корректного позиционирования волокон, формирующий прочное соединение. Популярны следующие решения:
- Подвижные углубления в форме буквы “V”. Сведение волокон – трехплоскостное, обеспечена совместимость с городскими линиями связи. “Золотая середина” между двумя технологиями, описанными ниже, техника сбалансирована по цене и характеристикам;
- Выравнивание по центральной части. Наиболее технологичные и дорогие модели для одномодовых, многомодовых трасс. Используются при прокладке магистральных линий связи, где изгиб волокон не влияет на скорость передачи данных, надежность. Устройства используются мастерами, работающими на городских, междугородних магистралях;
- V-образные фиксированные углубления. Второе название методики – выравнивание по оболочке. Недорогие модели адаптированы для формирования сетей с небольшим числом сварных соединений, принцип работы построен на точечном сведении пары волокон.

Прочие характеристики
При подборе также нужно учитывать:
- Тип прокладки. Не все устройства универсальны, некоторые ориентированы только на ВОЛС конкретного вида;
- Количество волокон, соединяемых за подход. Чем больше, тем удобнее и быстрее работа, но показатель влияет на цену, приобретение с большим запасом нерационально;
- Масса и габариты. Если техника часто используется на выезде, подойдут компактные, легкие сварочные аппараты;
- Индекс защиты. Для использования на открытом воздухе, в условиях повышенной запыленности, влажности среды подойдут сварочные аппараты в защитных герметичных корпусах стандарта не ниже IP52, выдерживающих ударные нагрузки, падения;
- Емкость встроенного аккумулятора. Важный параметр при выездной эксплуатации, чем выше емкость – тем больше соединений удастся сделать без подзарядки;
- Ресурс электродов. Постепенно электроды изнашиваются, требуют замены;
- Разрешение дисплея. Детализированное изображение позволяет мастеру точнее контролировать качество, видеть все дефекты;
- Комплектация. В комплекте с некоторыми моделями сразу идут все аксессуары, необходимые для работы, инструменты для чистки, скалыватели, кейсы. Это избавляет от дополнительных расходов, сразу можно получить готовый профессиональный комплект.
 Постепенно электроды изнашиваются, требуют замены;
Постепенно электроды изнашиваются, требуют замены;Лучшие производители
- Fujikura Limited. Японская корпорация, лидер рынка (контроль более половины) сварочных аппаратов ВОЛС. Дорогие устройства для профессионалов, технологичные, универсальные, надежные. Моделей множество, легко подобрать вариант под конкретные задачи;
- Sumitomo Corporation. Также японский бренд, предлагающий огромное количество технологичных версий для различных условий, задач;
- Nanjing Jilong. Марка из КНР, в каталогах которой много моделей, по функционалу сопоставимых с японскими аналогами, но стоящих ощутимо дешевле. Компания совершенствует технику, расширяет линейку, товары оптимально сбалансированы по цене и качеству;
- Furukawa Electric Company Limited. Японская компания предлагает сварочные аппараты ВОЛС под маркой FITEL. Широкий выбор, функционал, удобство, компактность, технологичность – полное соответствие представлениям о японской технике. Цена соответствующая.
 Компания совершенствует технику, расширяет линейку, товары оптимально сбалансированы по цене и качеству;
Компания совершенствует технику, расширяет линейку, товары оптимально сбалансированы по цене и качеству;Предыдущая
СтатьиПлюсы и минусы использования eSIM
Следующая
СтатьиПокупка бу сервера через интернет
Сварка оптики аппарат в Махачкале: 27-товаров: бесплатная доставка, скидка-8% [перейти]
Партнерская программаПомощь
Махачкала
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Сварка оптики аппарат
151 898
DVP-740 интегрированный волокно сварочный аппарат оптического волокна сердечника для того чтобы сведение по сердцевине сварочный аппарат 0. 02dB потеря
02dB потеря
ПОДРОБНЕЕЕще цены и похожие товары
303 490
Tempo 915FS — сварочный аппарат для оптических волокон
ПОДРОБНЕЕЕще цены и похожие товары
97 561
Оптический сварочный аппарат KIWI-6190 Тип тока: переменный, Вес: 1.29кг
ПОДРОБНЕЕЕще цены и похожие товары
99 490
Оптический сварочный аппарат Joinwit JW4108
ПОДРОБНЕЕЕще цены и похожие товары
121 951
Оптический сварочный аппарат KIWI-6170 Вес: 2.58кг
ПОДРОБНЕЕЕще цены и похожие товары
109 756
Оптический сварочный аппарат KIWI-6195 Тип тока: переменный, Вес: 1.29кг
ПОДРОБНЕЕЕще цены и похожие товары
213 427
Grandway GS-60 — Сварочный аппарат для оптических волокон
ПОДРОБНЕЕЕще цены и похожие товары
86 590
Сварочный аппарат для оптоволокна Joinwit JW4109
ПОДРОБНЕЕЕще цены и похожие товары
58 762
Tumtec Fst-18s Высокоточный оптический сварочный аппарат для оптоволокна
ПОДРОБНЕЕЕще цены и похожие товары
193 281
ILSINTECH SWIFT KF4A — сварочный аппарат оптических волокон Тип: аппарат
ПОДРОБНЕЕЕще цены и похожие товары
57 572
Волоконно-оптический сварочный аппарат Wolon A80S, сварочный аппарат для оптоволокна, портативный сварочный аппарат для оптоволокна
ПОДРОБНЕЕЕще цены и похожие товары
152 439
Оптический сварочный аппарат ShinewayTech OFS-95S Вес: 1. 8кг
8кг
ПОДРОБНЕЕЕще цены и похожие товары
159 120
ILSINTECH SWIFT KF4 — сварочный аппарат оптических волокон Тип: аппарат
ПОДРОБНЕЕЕще цены и похожие товары
73 007
Волоконно-оптический сварочный аппарат Wolon
ПОДРОБНЕЕЕще цены и похожие товары
227 135
Волоконно-оптический сварочный аппарат Wolon, сварочный аппарат для оптоволокна, сварочный аппарат для оптоволокна
ПОДРОБНЕЕЕще цены и похожие товары
174 390
Сварочный аппарат оптических волокон Tribrer Lemon 3
ПОДРОБНЕЕЕще цены и похожие товары
121 951
Оптический сварочный аппарат KIWI-6100v2 Тип тока: постоянный, Вес: 1.95кг
ПОДРОБНЕЕЕще цены и похожие товары
71 646
Оптический сварочный аппарат KIWI-MAX-100 Тип тока: постоянный и переменный
ПОДРОБНЕЕЕще цены и похожие товары
6 104
6635
5 шт. /лот FC-6S легко сварочный аппарат оптического волокна сварочный аппарат Тесак для автоматического фокуса Функция FTTH / набор (5 шт.)
/лот FC-6S легко сварочный аппарат оптического волокна сварочный аппарат Тесак для автоматического фокуса Функция FTTH / набор (5 шт.)
ПОДРОБНЕЕЕще цены и похожие товары
65 387
Волоконно-оптический сварочный аппарат Wolon A80S, сварочный аппарат для оптоволокна, портативный сварочный аппарат для оптоволокна
ПОДРОБНЕЕЕще цены и похожие товары
5 шт./лот FC-6S волоконный Тесак легко сварочный аппарат оптического волокна сварочный аппарат Тесак для автоматического фокуса Функция FTTH / набор (5 шт.)
ПОДРОБНЕЕЕще цены и похожие товары
55 994
Волоконно-оптический сварочный аппарат Wolon
ПОДРОБНЕЕЕще цены и похожие товары
125 790
Аппарат для сварки оптических волокон Signal Fire AI-7V
ПОДРОБНЕЕЕще цены и похожие товары
165 555
Shinewaytech OFS-95S — аппарат для сварки оптических волокон Тип: аппарат, Назначение: универсальное
ПОДРОБНЕЕЕще цены и похожие товары
125 790
Аппарат для сварки оптических волокон Signal Fire AI-7V
ПОДРОБНЕЕЕще цены и похожие товары
347 040
ILSINTECH SWIFT K33 — аппарат для сварки оптических волокон с выравниванием по сердцевине Тип:
ПОДРОБНЕЕЕще цены и похожие товары
477 360
SWIFT KR12A — аппарат для сварки ленточных оптических волокон Тип: аппарат
ПОДРОБНЕЕЕще цены и похожие товары
Сварочный аппарат оптических волокон
Сварочный аппарат оптических волокон
Быстрый, подключенный, продуктивный
Время сварки -6 секунд, время термоусадки -14 секунд
Две быстрые, независимо
работающие печи, для
ускорения работы
Беспроводное соединение
со смартфоном
Дисплей с сенсорным
Пункты
TYPE-71C+
Требования к
оптическому волокну
Тип оптических волокон
Диаметр кварцевого волокна и оболочек
Примарное покрытие 80
150мкм, буфер 100
Длина сколотого волокна
16mm для встроенных универсальных держателей
Основные
характеристики
Типичные потери на сварке *1
SMF:0. 01dB, MMF:0.01dB, DSF:0.03dB, NZDSF:0.03dB
01dB, MMF:0.01dB, DSF:0.03dB, NZDSF:0.03dB
Типичное время сварки
6 сeк(SM G652 Quick Mode), 7 сeк (SM G652 Std. Mode), 8 сек(Auto Mode)
Типичное время термоусадки
14 cек(Slim 60mm 0.25 Quick Mode)
Количество циклов сварка + усадка при полностью зараженном аккумуляторе *2
Приблизительно 230 (BU-11)
Оптическая система Масштаб увеличения
Тест на прочность
60mm, 40mm & Sumitomo Nano термоусадки
Программы
Функции
Сохранение изображений экрана /
данных о сварарках
200 картинок экрана / 10,000 данных свара
от 0.1dB до 15dB с шагом 0.1dB
Универсальные держатели волокон
В комплекте для волокна в 250мкм покритии и для волокна в плотном и свободном 900мкм буфере
Прижимы волокон на ветрозащитной крышке
Две отдельные автоматические печи
Отдельные прижими печи
Есть, автоматически компенсация изменения состояния окружающей среды
Показатель оставшихся циклов сварка + усадка
Есть, при питание аппарата от аккумулятора
Безпроводное подключение (опция)
Поддержка обслуживания через интернет
Размеры/вес
120(щ) x 154(д) x 130(в)mm (без резиновых амортизаторов)
1. 8kg (без батареи), 2.1kg (с батареей BU-11)
8kg (без батареи), 2.1kg (с батареей BU-11)
4.1″ LCD сенсорный экран
Интерфейс
Порт для SD карты
SD / SDHC карта памяти
Источник питания
240V, 50/60Hz (ADC-1430S)
Li-ion 11.1V, 4,600mAh (BU-11)
Условия эксплуатации
Высота над уровнем моря : 0
6,000m, Teмпература окружающей среды : -10
+50 градусов, Влажность: 0
95%RH (без конденсации), Скорость ветра : до 15м/сек
Условия хранения
+80 градусов, Влажность: 0
95%RH (бес конденсации), Аккумулятор : -20
+30 градусов (долгосрочое хранение)
Срок службы електродов *3
Обновление ПО
*1 : С волокнами Sumitomo соответствующих типов (При комнатной температуре. Зависят от качества волокна.) Согласно с стандартами ITU-T и IEC
*2 : Может меняться в зависимости от окружающей среды
*3: Зависит от условий експлуатации. Технические характеристики могут быть изменены без предварительного уведомления.
Технические характеристики могут быть изменены без предварительного уведомления.
Устойчивость к воздействию окружающей среды*
Детали испытаний
Ударопрочность
Сохраняет работоспособность после падения с высот до 76 см по 5 осям.
(За исключением падения на верхнюю сторону аппарата)
Водостойкость
Соответствует стандарту IPх2
(Работает нормально после воздействия осадков с интенсивностью 3 мм/мин, в течении, минимально 2.5 мин, на каждую из 4-х боковых поверхностей под углом 15 градусов)
Пыленепроницаемость
Соответствует стандарту IP5x.
(Работает нормально после 8 часов испытаний в пылевой
камере, содержащей пыль с размером частиц 75мкМ и ниже)
* Испытания проводились при питании от аккумулятора Sumitomo. Результаты испытаний не дают оснований для бесплатного обслуживания в случаях неисправности или повреждения аппарата.
Сварка оптических волокон
Мастера компании “Электросервисмонтаж” имеют соответствующий практический опыт и оснащены профессиональным оборудованием. Выполняемая в помещениях или на улице сварка ВОЛС требует использования специальной станции небольших размеров.
Выполняемая в помещениях или на улице сварка ВОЛС требует использования специальной станции небольших размеров.
Особенность процесса заключается в необходимости чётко “состыковать” части каждой стеклянной жилки и соединить их высокочастотным паяльником. При этом важно следить за точно ровным касанием волокон. Мастера используют аппараты, автоматически выставляющие части кабеля в нужной плоскости и правильно соединяющие все жилы. От результата такой сварки зависит качество передаваемого сигнала по восстановленному кабелю.
Сварка ВОЛС: подготовительный процесс
Профессиональная сварка оптического кабеля требует тщательной подготовки рабочего участка провода.
- Мастер снимает изоляцию специальными плоскогубцами.
- “Оголяется” общая оплётка и каждый из 4-8 модулей, состоящий из набора стекловолокон.
- Тщательно счищается со всех волокон специально нанесённый заводом-изготовителем защитный гель и лаковое покрытие с краёв.
- Один край провода заключается в специальную термогильзу. Установленный внутри неё медный контакт обеспечит качественный коннект разорванных частей.
 Установленный внутри неё медный контакт обеспечит качественный коннект разорванных частей.
Установленный внутри неё медный контакт обеспечит качественный коннект разорванных частей.Для зачистки кабеля и волокон наши специалисты используют специальный инструмент:
Процесс сварки оптического кабеля
Работа заключается в разогреве стеклянных волокон и соединении разорванных частей посредством аппарата с высокой температурой. Такая установка используется инженерами компании “Электросервисмонтаж” в частных или коммерческих помещениях.
- Оптоволоконный кабель очищается от общей изоляции, оптической муфты и оплётки на каждом составляющем элементе. В зависимости от типа проложенного провода, отдельных внутренних составляющих может насчитываться до 8 штук.
- Все стеклянные волокна изначально покрыты гелем, защищающим “стеклянные нити” от перегрева и касаний между собой. На этом этапе мастер работает вручную.
- Подготавливаемая к сварке часть обезжиривается специальным гелеобразным средством. На один из концов надевается термоусадочная трубка КДЗС.
- Волокна фиксируются в зажимах сварочной установки. Части выставляются так, чтобы срез на каждом волокне был перпендикулярен оси жилы. Внимание! Процент отклонения от требуемой нормы может составлять порядка 1,5 градуса на каждую стыкуемую единицу.
- В используемом аппарате для волокон приспособлены специально сделанные канавки. Жила ложиться ровно и фиксируется зажимами.
- Установки оборудованы микроскопом и ж/к экраном. Это позволяет мастеру детально видеть изображение соединённого волокна. Автоматические приспособления нового поколения такую работу (юстировку) выполняют самостоятельно, гарантируя высокий результат стыковки.
- Аппарат вырабатывает электродугу высокой температуры. Края волокон разогреваются и соединяются. При этом оставляется миллиметровый зазор, с помощью которого выполняется окончательная доводка и сварка.

Используя этот же сварочный аппарат, мастер выполняет проверку восстановленного места на прочность:
Термоусадка. Проверив состыкованный участок, инженер сдвигает термотрубку на место соединения и помещает волокно в специальную камеру с высокой температурой. Гильза разогревается и плотно облегает стык, образуя надёжную изоляцию места разрыва.
Проверив состыкованный участок, инженер сдвигает термотрубку на место соединения и помещает волокно в специальную камеру с высокой температурой. Гильза разогревается и плотно облегает стык, образуя надёжную изоляцию места разрыва.
Укладка оптоволокна в сплайс кассету. Выполняемая сварка оптоволокна заканчивается помещением стеклянных нитей в муфту и окончательную изоляцию. Последний защитный слой делает такой кабель устойчивым к температурным режимам, влажной среде и погодным условиям.
Сварочный аппарат оптических волокон
Скалыватели INNO Dragon. С нанесённым рисунком!
Опишу первый скалыватель, которым я работал. Это — пример хорошего, проверенного временем скалывателя. Это Fujikura CT-30/CT-30A.
Очень у многих спайщиков имеется именно эта модель. Я с таким работал и скажу, что это действительно хорошее, продуманное и удобное устройство. Он компактный, надёжный, для скола нужно минимум движений, от него не приходится ждать неожиданностей. Только надо брать обязательно с контейнером для сколотых волокон. К сожалению, моё начальство не покупает мне его, приходится работать на китайском. Есть и другие модели фуджикуровских скалывателей, которые позиционируются как более современная, компактная и дешёвая, но отнюдь не менее качественная замена CT-30A. Но всё равно CT-30A – это классика.
К сожалению, моё начальство не покупает мне его, приходится работать на китайском. Есть и другие модели фуджикуровских скалывателей, которые позиционируются как более современная, компактная и дешёвая, но отнюдь не менее качественная замена CT-30A. Но всё равно CT-30A – это классика.
Другой скалыватель, на котором я работал и который у меня сейчас — это китайский Jilong KL-21C, который был в наборе со сварочным аппаратом Jilong KL-280. Свою задачу этот скалыватель выполняет, но у меня к нему есть ряд претензий. Например: количество действий, которое нужно произвести для скола. У китайца оно больше, чем у японца. В случае CT-30A нам требуется:
1. Взвести каретку с ножом.
2. Заложить волокно.
3. Закрыть фиксатор волокна.
4. Нажать на крышку, произведя скол.
5. Открыть фиксатор.
6. Достать сколотое волокно.
В некоторых скалывателях нужно ещё меньше действий: даже взводить каретку не нужно, она взводится при открывании крышки и производит рабочий проход при её закрытии.
В случае же KL-21 нужно:
1. Взвести каретку с ножом.
2. Заложить волокно.
3. Закрыть фиксатор волокна.
4. Закрыть крышку.
5. Вручную протолкнуть каретку с ножом, произведя скол.
6. Открыть крышку, преодолев силу магнитов (одной рукой неудобно).
7. Открыть фиксатор.
8. Достать сколотое волокно.
Казалось бы, всего 2 лишних действия. Но это — эргономика, это — время, это — объём работы, который за рабочий день может быть больше, если все операции делаются быстро.
Потом, этот скалыватель порой ломает волокна, причём чистка, продувка особо не помогают. Двадцать раз сколол нормально, на двадцать первый достаёшь волокно — а оно сломалось в каком-то одном из нескольких «любимых» скалывателем мест: перед или после резиновой подушечки, или между подушечкой и ножом. Приходится зачищать и протирать спиртом заново. Вполне допускаю, что кто-то с этим не сталкивался, но факт есть факт.
На холоде и в сырости по не до конца понятным мне причинам начинает колоть хуже и волокна ломать чаще. Доходило до того, что стоишь ночью на обочине дороги в грязи под снегом с дождём, весь мокрый и злой, на капоте машины разложена почти сваренная муфта, которую надо обязательно доделать, не менее продрогший товарищ одной рукой с картонкой прикрывает сварочник от осадков, второй рукой светит фонариком, и тут как назло 2 волокна из 3х ломаются и приходится их переделывать задубевшими пальцами.
Доходило до того, что стоишь ночью на обочине дороги в грязи под снегом с дождём, весь мокрый и злой, на капоте машины разложена почти сваренная муфта, которую надо обязательно доделать, не менее продрогший товарищ одной рукой с картонкой прикрывает сварочник от осадков, второй рукой светит фонариком, и тут как назло 2 волокна из 3х ломаются и приходится их переделывать задубевшими пальцами.
Ресурс кругового 16-позиционного ножа у китайского скалывателя довольно маленький: приходится часто (по сравнению с фуджикуровским) поворачивать на следующую позицию, иначе начинает плохо колоть. Когда нож прошёл полный оборот, его соответствующим регулировочным винтом поднимают на какие-то микроны и он проходит второй оборот. После этого — второе поднятие и третий оборот, потом замена ножа.
Полный ресурс хорошего японского скалывателя — где-то 48000 сколов. Вот что значит японская сталь! ,)
Круговые ножи для всевозможных скалывателей. Взаимный масштаб не соблюдён.
Есть и другие скалыватели. Например, дешёвые недо-скалыватели в виде прищепки, которые не обеспечивают точной перпендикулярности скола и которые я бы не советовал применять.
Например, дешёвые недо-скалыватели в виде прищепки, которые не обеспечивают точной перпендикулярности скола и которые я бы не советовал применять.
Принцип работы скалывателя такой:
1. Волокно (зачищенное от лака и протёртое от грязи) должно быть хорошо зафиксировано.
2. В момент скалывания на волокне алмазным ножом или ножом из твёрдой стали делается поперечная микроцарапина.
3. К волокну прикладывается такое усилие, чтобы оно треснуло аккурат по поцарапанному месту.
Рассмотрим подробнее скол одного волокна на типичном скалывателе.
1. Оптическое волокно зачищено на определённую длину, хорошо протёрто безворсовой салфеткой со спиртом. Пальцами стекла не касаемся!
2. Открываем фиксатор и крышку и осторожно закладываем волокно в скалыватель. Волокно при этом важно не запачкать и пальцами не влезть в нож! Волокна в лаковой оболочке закладываются в тонкую канавку, а пиг-тейлы в жёлтой оболочке — в толстую. Закладывать совсем толстые патч-корды нельзя, если надо сварить патч-корд — его нужно разделать как кабель, освободив волокно.
3. Волокно должно быть заложено так, чтобы граница между лаковым покрытием и голым стеклом легла на нужную нам цифру на линейке. Эта цифра говорит нам, сколько миллиметров голого стекла будет торчать из лака после скола. Для каждого сварочного аппарата эта цифра своя (например, для нашего Jilong’а KL-280 это 16 мм), надо её просто запомнить для своего аппарата. Если заложить так, что сколется меньшая длина — сварочнику не хватит диапазона подачи кареток, чтобы свести волокна, и он запищит и выведет на экран ошибку «Предел подачи» или «Заново уложите волокно». Если сколоть так, что стекла наоборот останется слишком много — всё сколется и сварится нормально, только вот защитная гильза-КДЗС (если она «короткого» стандарта 40 или 45 мм) может по длине оказаться короче, чем голый стеклянный участок волокна, и не защитить полностью оголённое волокно. В этом случае волокно без защитного лака очень легко сломается от изгиба на выходе из КДЗС (при той же укладке), и такую сварку нужно переделать.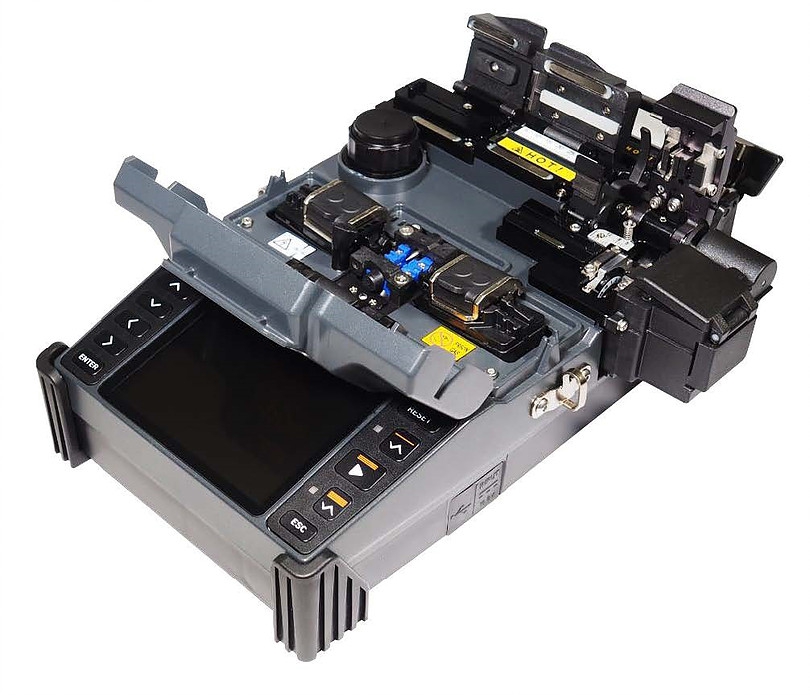
4. Производим скол. В каких-то моделях для этого достаточно нажать на крышку скалывателя, в каких-то надо её закрыть, толкнуть пальцем каретку и снова открыть.
5. Открываем фиксатор, если надо — крышку и осторожно достаём сколотое волокно. Сразу, ещё не доставая, можно понять, не сломалось ли оно. Его теперь нельзя никуда класть, кроме как в сварочный аппарат, потому что стоит коснуться им чего угодно — оно сразу станет грязным. В сварочный аппарат его также надо закладывать таким образом, чтоб не зацепить кончиком никаких деталей и поверхностей: стоит случайно ткнуть торцом сколотого волокна в ту же V-канавку или в электрод при закладке в сварочник — и при сведении волокон вы увидите на этом волокне тонну грязи.
Волокна грязные, кроме этого к волокну прилипла большая пылинка
Такое выпачканное волокно, в принципе, можно попытаться очистить — сначала просто протереть салфеткой, а потом потыкать торцом в спиртовую, а затем в сухую салфетку. Вероятность процентов 60, что оно после этого будет чистым и хорошо сварится. Но всё же лучше его сразу перезачистить и переколоть, а ещё лучше — не ронять и не пачкать протёртые и сколотые волокна.
Но всё же лучше его сразу перезачистить и переколоть, а ещё лучше — не ронять и не пачкать протёртые и сколотые волокна.
6. Сколотый кончик волокна, в зависимости от конструкции скалывателя, сам затягивается в контейнер для волокон, остаётся торчать в «валиках» или, если нет контейнера, падает на стол рядом со скалывателем. Соответственно в первом случае нужно просто проконтролировать, нормально ли затянуло волокно в контейнер (слишком длинное не поместится, поэтому зачищать волокна от лака по 10 см не нужно, иногда волокно может как-то соскочить и не затянуться в контейнер), во втором надо специальной ручкой прокрутить валики, чтоб волокно втянуло меж валиков в контейнер как бельё при отжиме в старой стиральной машине, а в третьем — тут же приложить к волокну кусочек изоленты, чтобы волокно к нему прилипло, а потом обклеить эти прилипшие к изоленте волокна со всех сторон. Вообще пользоваться скалывателем без контейнера для волокон КРАЙНЕ не рекомендую, и вот почему.
Кусочки оптического волокна, особенно без лака — это опасный отход производства. В странах с лучшей культурой переработки отходов их собирают и утилизируют. У нас, конечно, как придётся, но всё равно это не повод разбрасывать после себя волокна. Все осколки волокон нужно тщательно собирать! Если такой едва заметный кусочек попадёт в еду, в питьё — можно заработать язву желудка или прочие проблемы. Если он вопьётся в тело и сломается — теоретически может по кровотоку дойти до сердца, хотя обычно становится трудноизвлекаемой, очень неприятной занозой, которую никакой рентген не найдёт и которая крошится под пинцетом при попытке её вытащить. Да и просто волокна в одежде, в обуви, в сиденьях машины — не самая приятная вещь. Поэтому:
В странах с лучшей культурой переработки отходов их собирают и утилизируют. У нас, конечно, как придётся, но всё равно это не повод разбрасывать после себя волокна. Все осколки волокон нужно тщательно собирать! Если такой едва заметный кусочек попадёт в еду, в питьё — можно заработать язву желудка или прочие проблемы. Если он вопьётся в тело и сломается — теоретически может по кровотоку дойти до сердца, хотя обычно становится трудноизвлекаемой, очень неприятной занозой, которую никакой рентген не найдёт и которая крошится под пинцетом при попытке её вытащить. Да и просто волокна в одежде, в обуви, в сиденьях машины — не самая приятная вещь. Поэтому:
1. Никакой еды на рабочем месте.
2. Все волокна до последнего необходимо тщательно собирать. Даже если работа производится где-нибудь в полузатопленном канализацией подвале, где по колено мусора и блох, или в поле по колено в грязи — это не повод мусорить волокнами!
3. Скалыватель — только с контейнером для сколотых волокон.
4. По-хорошему следует пользоваться средствами защиты: очками, спецовкой, фартуком. Но этого никто не делает.
По-хорошему следует пользоваться средствами защиты: очками, спецовкой, фартуком. Но этого никто не делает.
Я лично, когда приходит время чистить контейнер скалывателя от накопившихся кусочков сколотых волокон, сажусь за стол, стелю себе большой лист бумаги и над ним ссыпаю их в отдельную бутылочку, а потом тщательно собираю то, что упало. Вот радость-то будет врагам в ботинки высыпать.
Однако вернёмся к скалывателям.
Сами понимаете, что успешный скол зависит от микронов. Поэтому скалыватель нужно беречь от ударов, падений, грязи и кривых рук так же ревностно, как и сварочный аппарат. Он не зря упакован в шкатулку с мягким наполнением.
Нельзя крутить настроечные винты, не будучи точно уверенным, что делаешь. Нельзя лазить вовнутрь руками или твёрдыми предметами — есть риск порезаться и загубить заточку лезвия. Нельзя надолго оставлять скалыватель во влажной среде.
Просто нужно помнить: сварочный аппарат, скалыватель и рефлектометр — три незаменимых вещи, без которых работа встанет. Да, можно помучившись разделать кабель обычным ножом вместо НИМ-25. Да, можно снять лак с волокна бритвой вместо стриппера. Но сделать подручными средствами хороший скол малореально, сварить же волокно — невозможно.
Да, можно помучившись разделать кабель обычным ножом вместо НИМ-25. Да, можно снять лак с волокна бритвой вместо стриппера. Но сделать подручными средствами хороший скол малореально, сварить же волокно — невозможно.
Итак, мы вкратце рассмотрели скалыватели и принцип их работы.
Теперь познакомлю вас с механическим сращиванием волокон — и перейдём к подготовке волокон и их сварке.
Механическое сращивание оптических волокон
Механическое сращивание оптических волокон изначально позиционировалось как более дешёвая альтернатива сварным соединениям. Со временем, когда цены на оборудование снизились, а качество волокна и соответственно требования к параметрам линии выросли, механические соединения стали менее актуальны.
Достоинства:
1. Не требуется капитальных вложений в сварочный аппарат (но скалыватель и весь прочий инструмент всё равно нужен).
2. Выше мобильность монтажника оптики — не нужно таскать большой кейс со сварочником.
3. Подходит как дешёвый резервный вариант для временного восстановления связи, когда сварочника рядом нет или там сел аккумулятор посреди поля, а связь нужна немедленно.
4. Обычно механические соединители можно установить в стандартную кассету вместо КДЗС.
5. Один механический соединитель обычно может выдержать несколько перезаделок волокон, а гильза КДЗС одноразовая.
Недостатки:
1. Потери на соединении в любом случае сильно выше, чем в случае сварного стыка.
2. По времени возни требует не меньше, чем со сваркой.
3. Надёжность ниже. Иногда (от вибрации, от времени) соединение может нарушиться, особенно если файбрлоки/корелинки ставились уже б/у, и придётся долго и уныло искать, какой же из этих треклятых файбрлоков на этот раз отвалился.
4. Сварочный аппарат стоит дорого, но потом цена одного сращивания маленькая. С механическими соединителями — наоборот.
5. Для многих заказчиков такой монтаж — это несерьёзно.
Вообще я читал про случаи, когда короткая линия поднималась и почти без потерь пакетов работала, имея на себе 3-4 механических соединения, выполненных вообще без участия скалывателя! Такое возможно лишь благодаря иммерсионному гелю и везению (чтобы сколы были более-менее ровные, а не как наконечник копья). Но всё же это из разряда извращений, для монтажа механических соединителей всё равно необходим нормальный скалыватель. Тогда можно получать на механических соединениях затухания примерно от 0,1 дБ и выше: для магистрали это много, но как временный вариант или для короткой второстепенной линии — сойдёт.
Но всё же это из разряда извращений, для монтажа механических соединителей всё равно необходим нормальный скалыватель. Тогда можно получать на механических соединениях затухания примерно от 0,1 дБ и выше: для магистрали это много, но как временный вариант или для короткой второстепенной линии — сойдёт.
Монтаж соединителя Fibrlok
Стандартов механического сращивания много.
Наверное, самый известный стандарт механического соединения — это «fibrlok».
Приходилось видеть пару раз вживую и даже монтировать (на обучении, правда). Соединитель представляет собой пластиковый параллелепипед, состоящий из трёх частей. Первая часть — это пластмассовое, в сечении U-образное основание-жёлоб. В него вставляется две других части: пластмассовая П-образная в сечении крышка с защёлками и металлическая V-образная в сечении канавка с круглым «ложем» под волокна не дне.
В эту канавку V-образной канавки с обеих сторон вставляются подготовленные сколотые волокна, обычно концы их макаются в специальный иммерсионный гель для снижения потерь и отражений от перехода света из стекла в воздух и опять в стекло. Капелька иммерсионного геля может уже быть внутри файберлока. Показатель преломления у этого геля близок к показателю преломления стекла сердечников волокон. Этот же гель зачастую обладает гидрофобными свойствами.
Капелька иммерсионного геля может уже быть внутри файберлока. Показатель преломления у этого геля близок к показателю преломления стекла сердечников волокон. Этот же гель зачастую обладает гидрофобными свойствами.
Сама канавка может немного сгибаться вокруг заложенных волокон, отдалённо похоже на рояльные петли. Когда волокна заложены, сверху на эту канавку одевается П-образная крышка-фиксатор, которая при одевании сжимает V-канавку, плотно фиксируя вставленные волокна, и сама фиксируется защёлками.
Есть и другие стандарты. Например — Corelink, мне его тоже приходилось видеть вживую. Принцип работы похож на Fibrlok, открывается ключиком.
Ещё мне приходилось на первой работе, когда я мало что знал про оптику, видеть монтаж какого-то механического соединителя, который открывался специальным механизмом на идущем в комплекте монтажном микро-столике. Что за соединитель — уже не вспомнить, прошло 5 лет.
Вывод — таких соединителей много стандартов, с собой можно носить десяток файберлоков на всякий случай, но разумно ли их использовать «на постоянку» — большой вопрос.![]() Сварочный аппарат, конечно, недешёвый, но после пары крупных проектов он себя окупит. А механические соединители сами по себе стоят ощутимо, по времени монтируются столько же, как и сварное соединение, затухания и отражения дают больше, надёжность ниже.
Сварочный аппарат, конечно, недешёвый, но после пары крупных проектов он себя окупит. А механические соединители сами по себе стоят ощутимо, по времени монтируются столько же, как и сварное соединение, затухания и отражения дают больше, надёжность ниже.
Итак, мы рассмотрели сварочные аппараты, скалыватели и механические соединители. Самое время продолжить рассказ про подготовку и сварку оптического волокна.
Подготовка оптических волокон
В первой части мы остановились на том, что разделали кабель, протёрли волокна, подготовили муфту (или собрали кросс) и завели в неё/в него кабель. Продолжаем монтаж. Впрочем, до процесса сварки нужно сделать ещё кое-что важное.
Следующий важнейший шаг — это маркировка модулей и волокон. Собственно, промаркировать кабель следует ещё до ввода в муфту, иначе это будет сделать не так удобно, просто я позабыл в первой части об этом написать. Но маркировать модули нужно обязательно. Если этого не сделать — потом придётся продёргивать, какие волокна в какой модуль идут. Поверьте, это очень неудобно и легко ошибиться.
Поверьте, это очень неудобно и легко ошибиться.
Для маркировки используются вот такие бумажные или тряпичные наклейки-маркеры.
Они часто продаются в виде блокнотика с такими листами или в виде десяти барабанчиков, на которые накручены ленты с цифрами от 0 до 9. Обычно входят в комплект муфт, реже — в комплект кросса.
Очень распространённая и при этом труднообнаруживаемая и неприятная ошибка нов и чков (да и опытные порой этим грешат) — это перепутать модули. Красный (первый) и второй модули перепутать трудно, а вот белые/натуральные/бесцветные — запросто, они же одинакового цвета… Это тот самый случай, когда можно в упор не заметить глупой ошибки. Поэтому семь раз проверь — один раз промаркируй и спаяй.
На этих картинках я схематично нарисовал разрезанный кабель и принцип маркировки его модулей, а также показал пример маркировки реального кабеля.
Маркируются модули следующим образом.
У них обычно цветовая маркировка, которая указана в паспорте кабеля. Тем не менее первый модуль — всегда красный, исключений пока не встречал ни разу. Вот мы на чистые протёртые волокна, выходящие из этого первого модуля, сразу и клеим цифру «1».
Тем не менее первый модуль — всегда красный, исключений пока не встречал ни разу. Вот мы на чистые протёртые волокна, выходящие из этого первого модуля, сразу и клеим цифру «1».
Следующий модуль будет тот, который «цветной» и стоит около красного. Около красного, безусловно, стоит 2 модуля, слева и справа, но с другой стороны будет или белый (он же натуральный, он же бесцветный — везде по-разному пишут), или чёрный (или тоже белый) модуль-пустышка. Так вот тот, что около красного и «цветной» (обычно жёлтый, зелёный, синий) — будет второй. Клеим на его волокна цифру «2».
Третий модуль может быть в зависимости от кабеля как ещё одним цветным, так и белым/натуральным/бесцветным. Важно понять следующее. Первые два модуля своим расположением уже задали нам направление «обхода» по кругу модулей в кабеле — либо по часовой стрелке, либо против. Вот мы и продолжаем это направление и клеим на волокна следующего модуля цифру «3». Красный — первый, цветной — второй, следующий по повиву — третий. Ещё один следующий по тому же направлению «обхода» по кругу, обычно бесцветный — четвёртый, и так далее.
Ещё один следующий по тому же направлению «обхода» по кругу, обычно бесцветный — четвёртый, и так далее.
Всё вот так просто. Но путают модули часто, и найти и устранить это бывает очень непросто: если в линии пара десятков муфт, которые придётся вскрывать, причём многие из них закопаны на пару метров в грунт и над ними уже колосится кукуруза или находится размытая дождями пашня — сами понимаете, какое мучение с лопатами на жаре исправлять такой косяк.
Как найти место, где перепутали модули?
«Перепутка» определяется следующим образом. Предположим, у нас прямая линия: 2 кросса и между ними несколько муфт.
На одном кроссе становится человек с передатчиком оптического излучения длиной 1310 или 1550 нм, на втором кроссе — человек с тестером-приёмником, на котором выставляет ту же длину волны. Ставят и приёмник, и передатчик на первые порты. Если волокна не перепутаны и первый порт на одном кроссе действительно приходит на первый порт второго кросса, тестер покажет некоторый уровень сигнала. И так, созвонившись для координации действий по телефону, «протыкивают» все порты на кроссах.
И так, созвонившись для координации действий по телефону, «протыкивают» все порты на кроссах.
Кстати: в прежние времена, когда сотовых телефонов ещё не было, а оптику уже тянули, использовались так называемые оптические телефоны: пара трубок с аккумуляторами, настроечными ручками, микрофоном, динамиком и одним или двумя разъёмами FC или LC. Можно поговорить, встав на пару свободных волокон или даже на одно волокно (в этом случае приём на 1310 нм, передача на 1550). Я разок пользовался таким. Сейчас в целом это не нужно, так как, во-первых, есть сотовые, во-вторых на многих мультиплексорах есть встроенный телефон для связи между узлами сети, в-третьих, на многих узлах связи есть городской телефон. Но в принципе может иногда возникнуть необходимость и в таком девайсе.
Вернёмся к поиску «крестов» на линии. Если есть «перепутка» — это сразу становится понятно: начиная с какого-то порта (на нашем рисунке — с пятого) на «передающем» кроссе идёт просто следующий порт, а на втором «приёмном» кроссе сигнала в этом же порте нет, зато он (и последующие n портов) есть в порте со сдвигом на х*n портов, где n — число волокон в модуле, х — число модулей, которые «перескочили» (в нашем случае n=4 волокна в модуле, x=1 (на 1 модуль перескочили): порты с 1 по 4 проходят как надо, а 5-й приходит на 9-й, 6-й на 10-й и так далее.
По-хорошему в случае перепутки надо вскрывать и перебирать все муфты. Можно, конечно, упростить задачу поиска такого косяка: вскрыть муфту посередине линии и вручную проверить её, продёрнув по волокну из каждого модуля. Если на ней перепутки нет, то нужно осторожно (чтоб не сломать) загибать на ней волокна по одному из модуля (скажем, первое из первого модуля, первое из второго модуля и т.д.), а напарник с рефлектометром на кроссе будет смотреть, укоротилась линия или нет. (Помним, что сильно перегнутое волокно теряет излучение на изгибе и дальше сигнал не пропускает). Если укорачиваются именно те волокна, какие и должны — значит, косяк дальше, между вскрытой муфтой и дальним кроссом. Если загибаем, к примеру, волокно из третьего модуля, а короче стало аналогичное волокно с четвёртого модуля — значит, косяк на какой-то муфте между кроссом, где рефлектометр, и вскрытой нами муфтой. Закрываем муфту и едем вскрывать какую-то муфту между кроссом и только что вскрытой до этого и всё повторяем. Для таких работ очень нужно иметь схему распайки и схему линии, на которой будут указаны расстояния от кроссов до всех муфт.
Для таких работ очень нужно иметь схему распайки и схему линии, на которой будут указаны расстояния от кроссов до всех муфт.
Если схема распайки сложная, в линии много «тройниковых» (или «отпайных») муфт, спаяны кабели с разными цветами волокон и разным количеством их в модулях — задача сильно усложняется. Тут уж придётся собрать мозговой штурм, всерьёз включить мозг и посидеть над схемами, вырабатывая самый оптимальный план поиска муфты с перепуткой.
А вот если в такой сложной линии 2 и более места, где перепутаны модули, то…
… спайщикам нужно больше тренироваться, а не варить сразу большие сложные объекты. И проектировщикам такой сложной схемы распайки можно передать наилучшие пожелания.
Нет — можно, конечно, схалтурить: тупо переткнуть/перекрутить пиг-тейлы изнутри одного из кроссов так, чтобы все порты приходили друг на друга в соответствии со схемой. Но во-первых, заказчик на приёмке может и заглянуть в кроссы, во-вторых, получается, мы сдаём линию, часть которой распаяна непонятно как, а не в соответствии с документацией. Через год часть волокон в линии продадут, часть сдадут в аренду всяким провайдерам, ФСБшникам, транспортникам и прочим организациям. Кому-то потребуется что-то вварить в какую-то из муфт, соответствующий модуль разрежут, чтобы к нему подпаяться, а там окажется, что сигнал идёт не по тем волокнам, по которым должен, и мы разрезали не тот модуль и уронили чей-то магистральный DWDM. Который обязательно окажется незарезервированным! Или как вариант окажется, что мы отрубили связь ФСБ. Или уронили сотовую связь на большой территории. Или интернет+телефон с загородной виллы какого-нибудь депутата. Трёхэтажные и продолжительные проклятия от службы эксплуатации в адрес горе-строителей гарантированы! А там как знать, может, в зависимости от ущерба за перерыв связи будет и судебный иск. Да и кто наймёт потом такого подрядчика, сдавшего линию со скрытым дефектом? Не делайте таких вещей своим коллегам-связистам: если уж перепутали модули — надо до сдачи линии найти и исправить.
Через год часть волокон в линии продадут, часть сдадут в аренду всяким провайдерам, ФСБшникам, транспортникам и прочим организациям. Кому-то потребуется что-то вварить в какую-то из муфт, соответствующий модуль разрежут, чтобы к нему подпаяться, а там окажется, что сигнал идёт не по тем волокнам, по которым должен, и мы разрезали не тот модуль и уронили чей-то магистральный DWDM. Который обязательно окажется незарезервированным! Или как вариант окажется, что мы отрубили связь ФСБ. Или уронили сотовую связь на большой территории. Или интернет+телефон с загородной виллы какого-нибудь депутата. Трёхэтажные и продолжительные проклятия от службы эксплуатации в адрес горе-строителей гарантированы! А там как знать, может, в зависимости от ущерба за перерыв связи будет и судебный иск. Да и кто наймёт потом такого подрядчика, сдавшего линию со скрытым дефектом? Не делайте таких вещей своим коллегам-связистам: если уж перепутали модули — надо до сдачи линии найти и исправить.
Бывает лайт-версия перепутки: когда путают не модули, а пару волокон. Например, при плохом освещении запросто можно перепутать белое и серое волокно, серое и бесцветное/прозрачное, белое и светло-розовое, зелёное и бирюзовое и пр. По крайней мере это найти проще: если в муфте в кассете подписано, где какие волокна лежат и куда идут, можно просто открыть муфту и сравнивая со схемой посмотреть, какой цвет на какое волокно разварен. Но если муфты труднодоступны, всё равно радости мало.
Например, при плохом освещении запросто можно перепутать белое и серое волокно, серое и бесцветное/прозрачное, белое и светло-розовое, зелёное и бирюзовое и пр. По крайней мере это найти проще: если в муфте в кассете подписано, где какие волокна лежат и куда идут, можно просто открыть муфту и сравнивая со схемой посмотреть, какой цвет на какое волокно разварен. Но если муфты труднодоступны, всё равно радости мало.
Так что вы убедились, как неприятна ошибка с перепутанными модулями или волокнами, и как трудно может быть её исправить. Лучше всё дотошно промаркировать, чем потом бегать по полям с лопатами и трассоискателем или заниматься гимнастикой на опорах с лестницей, откапывая/снимая со столбов муфты, и завалить срок сдачи линии.
Ещё скажу пару слов про случай, когда в кабеле один-единственный модуль и в нём много волокон. Я встречался с таким кабелем Siemens, где маркировка была выполнена следующим образом. Когда снимаем трубку-модуль, перед нами пучок волокон в гидрофобе. Так вот не надо спешить протирать этот гидрофоб. Если попробовать разделить волокна не протирая, выяснится, что они идут двумя или более группами, каждая из которых обёрнута «спиралью» из нитки своего цвета: скажем, синяя и оранжевая нитки. Шаг повива у ниток большой, так что протирая гидрофоб, мы можем легко нарушить ниточную маркировку смешать такие «подмодули», придётся снова разделывать кабель.
Так вот не надо спешить протирать этот гидрофоб. Если попробовать разделить волокна не протирая, выяснится, что они идут двумя или более группами, каждая из которых обёрнута «спиралью» из нитки своего цвета: скажем, синяя и оранжевая нитки. Шаг повива у ниток большой, так что протирая гидрофоб, мы можем легко нарушить ниточную маркировку смешать такие «подмодули», придётся снова разделывать кабель.
Волокна на всех кабелях мы промаркировали. Но если мы варим кросс — томы паяем не кабели между собой, а один кабель развариваем на пиг-тейлы кросса. Я рекомендую эти пиг-тейлы также все промаркировать этими же самоклеящимися циферками. Можно этого и не делать, но придётся во время сварки отвлекать внимание ещё и на то, правильный ли пиг-тейл взят. Конечно, это проще, чем продёргивать непромаркированный модуль кабеля, и в случае ошибки пиг-тейлы на кроссе легко поменять местами: тут это ничем не грозит. Но лучше всё же потратить 10 минут, промаркировать и забыть. Некоторые кроссы идут уже собранные и с промаркированными по порядку (и иногда даже зачищенными) пиг-тейлами, тогда повезло: сэкономим кучу времени и наклейки-маркеры.
Итак, модули/волокна и пигтейлы промаркированы. Теперь мы (уже введя в муфту кабель и закрепив его за косичку из кевлара, под специальный зажим, за силовой центральный элемент или червячным хомутиком к стальной рамке муфты) крепим модули к кассете (заранее продумав, какие модули в какую кассету пойдут). Я предпочитаю подматывать кончики модулей изолентой (но так, чтобы было видно, какого цвета кончик), а затем за подмотанное место уже крепить парой маленьких стяжек к кассете: в этом случае их трудно случайно выдернуть из кассеты, а без изоленты они легко выскакивают из-под стяжки: сила трения покоя пластиков типа лавсана крайне мала. Правда, если модули недостаточно хорошо оттёрты от гидрофоба — изолента к ним не прилипнет.
Следующий этап — отмеривание волокон в кассете.
Они отмеряются путём предварительной укладки в кассету и подрезаются ножницами у центра ложемента для КДЗС, в котором планируется их уложить после сварки.
ПРОДУКЦИЯ И РЕШЕНИЯ ДЛЯ ВОЛОКОННО-ОПТИЧЕСКИХ СЕТЕЙ СВЯЗИ
РАСПРОДАЖА.
Курс валют ЦБ РФ
Сварка оптоволокна
Сварочные аппараты:
Сварочные аппараты, как правило, состоят из следующих элементов:
- Микроскоп или камера + дисплей – применяются для точного позиционирования волокон относительно друг друга.
- Сварочная камера – объединяет в себе зажимы для волокон, манипуляторы (для перемещения их под микроскопом), сварочную дугу.
- Тепловая камера – необходима для термоусадки защитной муфты на сваренный участок.
Технология:
- Для начала оптические кабели “разделываются” и жилы зачищаются, на волокна одного из кабелей надеваются специальные муфты.
- Волокна, предназначенные для сварки, укладываются в зажимы.
- Под микроскопом с помощью манипуляторов происходит их совмещение.
- Осуществляется непосредственный процесс сварки, при котором дуга накаляется до большой температуры и происходит сплавление волокон.
- Аппарат осуществляет проверку соединения “на разрыв” (попытка разрыва соединения средствами механической деформации).
- Муфта сдвигается на место сварки и этот участок помещается в тепловую камеру, где происходит термоусадка (сужение) муфты.
- Сваренные волокна аккуратно укладываются в сплайс-пластину.

Цикл сварки оптического волокна автоматического сварочного аппарата
Метод Lid является наиболее эффективным, поскольку, в отличие от метода Pas, качество сварного соединения в большей мере зависит от сварочного аппарата, а не от индивидуального мастерства персонала. в современных сварочных аппаратах для управления процессами юстировки и сварки используются микропроцессоры, с помощью которых возможна оптимизация процесса сварки для получения минимальных (менее 0,1 дб) потерь в местах соединений оптических волокон. В процессе оплавления оптические волокна подаются одновременно для предотвращения укорачивания одного из них в месте сварки. операции оплавления и сваривания, как правило, выполняются автоматически. в современных автоматических сварочных аппаратах для снятия механического напряжения в точке соединения оптических волокон предусмотрен режим прогревания места стыка по окончании процесса сварки. такой режим называется “режимом релаксации”. Цикл плавления (длительность подачи и сила тока как для предварительного оплавления, так и для сварки и релаксации) для оптических волокон различных производителей и типов различны.
такой режим называется “режимом релаксации”. Цикл плавления (длительность подачи и сила тока как для предварительного оплавления, так и для сварки и релаксации) для оптических волокон различных производителей и типов различны.
Некоторые сварочные аппараты, кроме рассмотренных выше способов контроля качества места сварки, используют еще и тест на растяжение во избежание нарушения соединения во время манипуляций при выкладке сростков в кассету, а также в дальнейшем, в процессе эксплуатации. Соединенное оптическое волокно прочно закреплено в направляющих платформах (которые используются при юстировке). под контролем микропроцессора по завершении этапа сварки эти направляющие платформы расходятся в противоположные стороны, образуя строго нормированное продольное усилие на растяжение, приложенное к месту стыка. считается, что стык, прошедший такое тестирование, более надежен и выполнен более качественно. При невозможности получения стыка, способного пройти этот тест, но удовлетворяющего по параметрам передачи, эту опцию можно отключить.
Схема этапов сварки оптических волокон с минимизацией потерь и компенсацией смещения.
Особо следует отметить сварку ленточных элементов (ленточных волоконно-оптических кабелей, отличающихся большим количеством оптических волокон). эту операцию можно проводить, только применяя полностью автоматический сварочный аппарат, с помощью которого можно соединить до 12 оптических волокон приблизительно за 3 минуты, причем средний уровень потерь составит около 0,1-0,15 дб. однако для сваривания ленточных элементов необходим опытный, хорошо подготовленный персонал. Во время сварки оптические волокна размещаются с соответствующим смещением от оси электродов, что обеспечивает равномерное нагревание. до начала процесса сваривания и по его завершении проверяется смещение оптических волокон, состояние торцевых поверхностей, а также деформация.
При сваривании ленточных элементов необходимо, кроме основных процессов, рассмотренных ранее, провести еще три технологические операции: устранить расхождения торцов соединяемых оптических волокон, плавление всех волокон выполнить одновременно с одинаковой температурой, в процессе предварительной оценки измерить уровень вносимых потерь рефлектометром. Если оказалось, что результаты не отвечают требованиям, процесс сварки повторяют.
Если оказалось, что результаты не отвечают требованиям, процесс сварки повторяют.
Как показывает практика, предварительная оценка качества сварных соединений оптических волокон, базирующаяся на методе PAC, может содержать погрешность в диапазоне 5-1000%, поэтому окончательный вывод о качестве сварного соединения стоит делать после измерений рефлектометром. По мере совершенствования качества сварочного оборудования и технологии сварки возрастают возможности получения сварных соединений оптических волокон высокого качества. потери на сварных соединениях зависят от нескольких факторов: опыта персонала, геометрических погрешностей свариваемых оптических волокон, а также от материалов, из которых изготовлены волокна. особенно часто проблемы возникают при сварке оптических волокон различных производителей. Дело в том, что оптические волокна различных производителей изготавливаются с использованием принципиально отличающихся друг от друга технологических процессов. В результате материал оптических волокон – кварцевое стекло – не является идентичным в волокнах различного происхождения, несмотря на то, что параметры оптических волокон, указанные в спецификациях фирм-производителей, отличаются незначительно.
Факторами, определяющими свойства стекла, являются технология изготовления и качество материалов. многочисленные исследования показали, что тысячные доли процента примесей в кварцевом стекле оказывают большее влияние, чем добавки в десятки процентов тех же компонентов к многокомпонентным стеклам. Для сварки наибольшее влияние имеют следующие характеристики: плотность, коэффициент теплового расширения, показатель преломления, вязкость и механические характеристики. Эти параметры определяют оптические потери в местах сращивания и должны приниматься во внимание при использовании оптических волокон, произведенных по различным технологиям, в пределах одного элементарного кабельного участка ВОЛС. Особое внимание следует уделять идентификации оптических волокон в кабеле по типу, производителю и технологии изготовления.
Дополнительную информацию по возможным устройствам можно получить здесь.
Материал из Википедии — свободной энциклопедии.
СКС (структурированная кабельная система)
проектирование, расчет, монтаж, тестирование – курсы, семинары, обучение, программы
Полезные ссылки
ОБУЧЕНИЕ ЦОД 26-28 марта Москва
Соединение оптических волокон – сварка и механический сплайс
Для объединения сетей, расположенных в разных зданиях, в единое информационное пространство, не обойтись без построения магистральных кабельных линий. В зависимости от требуемой скорости передачи данных или сигналов, расстояний между портами активного оборудования для магистрали могут применяться различные технологии и среды передачи данных: коаксиальные кабели, кабели витая пара, оптические кабели и беспроводные технологии.
В зависимости от требуемой скорости передачи данных или сигналов, расстояний между портами активного оборудования для магистрали могут применяться различные технологии и среды передачи данных: коаксиальные кабели, кабели витая пара, оптические кабели и беспроводные технологии.
С функциональной точки зрения, когда расстояния между сетями свыше 150 метров, и когда требуется передать данные свыше 10 мбит/сек, самым лучшим вариантом на сегодняшний день является применение оптических кабелей и построение волоконно-оптических линий связи (ВОЛС). Средой передачи данных в ВОЛС является оптическое волокно (оптоволокно).
Рис. 1 Структура оптоволокна
Конструкция оптического волокна изображена схематично на рисунке 1, а и б – сердцевина и оболочка оптоволокна, в, г и д – буферная, упрочняющая и защитная оболочки. При построении магистрали в СКС стандартами допускается использовать два типа оптических волокон: одномодовое и многомодовое оптоволокно.
Преимущества использования оптических кабелей очевидны, это и широкая полоса пропускания, на сегодняшний день ограниченная исключительно возможностями оконечного оборудования, низкий уровень затухания, позволяющий использовать линию связи на расстоянии нескольких десятков километров без усиления оптического сигнала, хорошую защищенность информации, которую нельзя считать из линии не нарушив ее целостность, и многое другое. Но у ВОЛС есть и недостатки, одним из которых являются некоторые сложности при соединении отдельных участков кабеля. И одна из самых ответственных работ после прокладки кабеля, требующая наличия на фирме высококвалифицированных специалистов, соединение оптических волокон.
Но у ВОЛС есть и недостатки, одним из которых являются некоторые сложности при соединении отдельных участков кабеля. И одна из самых ответственных работ после прокладки кабеля, требующая наличия на фирме высококвалифицированных специалистов, соединение оптических волокон.
На сегодняшний день существует множество технологий соединения оптических волокон. Я в данной статье рассмотрю две из них – это дуговая сварка, осуществляемая при помощи сварочного аппарата и механическое соединение внутри специальной муфты – сплайса (не путайте с кабельной муфтой, служащей для соединения, двух или нескольких оптических кабелей).
Сварка оптоволокон
Для сварки оптических волокон применяется специальный сварочный аппарат. Это комплексное устройство, содержащее в себе микроскоп, служащий для юстировки волокон, зажимы с v-образными желобками для надежной фиксации волокон и микроприводами, служащими для автоматизации процесса, дуговую сварку, термоусадочную камеру для прогрева защитных гильз, микропроцессор, служащий для управления аппаратом и систему контроля качества.
Технология процесса сварки оптоволокон состоит из следующих шагов:
- Снятие оболочек, изображенных на рис. 1 в-г с помощью стриппера буферного слоя – инструмента, предназначенного для работы с волокнами различных диаметров.
- Подготовка волокна к сварке. Сначала на один из концов одевается термоусадочная гильза, необходимая для защиты места сварки. Затем зачищенные концы оптоволокон обезжириваются с помощью безворсовой салфетки, смоченной в спирте. После обезжиривания торец волокна скалывается особым приспособлением – скалывателем. Угол скола должен составлять 90°±1.5°, в противном случае на месте сварки образуется неоднородность, приводящая к большому затуханию и обратным отражениям. После скола оптические волокна укладываются в сварочный аппарат.
- Сварка. Сначала волокна в аппарате выравниваются. Если аппарат автоматический, то он сам оценивает угол скола, юстирует волокна друг относительно друга и, после подтверждения со стороны оператора, проводит процесс сварки. Если аппарат неавтоматический, то все эти операции производятся специалистом вручную. В процессе сварки волокна нагреваются и плавятся электрической дугой, затем совмещаются, и место сварки дополнительно прогревается для устранения внутренних напряжений.
- Контроль качества сварки. Автоматический сварочный аппарат анализирует изображения, полученные от микроскопа и выдает приблизительную оценку уровня потерь. Более точно результат можно оценить с помощью оптического рефлектометра – прибора, позволяющего выявить неоднородности и степень затухания на протяжении всей линии.
- Защита места сварки. Защитная гильза, одетая на один из концов кабеля, сдвигается на место сварки и помещается в термоусадочную печь примерно на минуту. После остывания гильза помещается в защитную сплайс-пластину муфты или оптического кросса, где укладывается технологический запас волокна.
 Если аппарат неавтоматический, то все эти операции производятся специалистом вручную. В процессе сварки волокна нагреваются и плавятся электрической дугой, затем совмещаются, и место сварки дополнительно прогревается для устранения внутренних напряжений.
Если аппарат неавтоматический, то все эти операции производятся специалистом вручную. В процессе сварки волокна нагреваются и плавятся электрической дугой, затем совмещаются, и место сварки дополнительно прогревается для устранения внутренних напряжений.Механическое соединение оптических волокон – механический сплайс
Для механического соединения оптических волокон используется специальное устройство – сплайс (splice), схематичная конструкция которого изображена на рисунке 2.
Рис. 2 Конструкция сплайса для механического соединения оптических волокон
Сплайс состоит из корпуса (а), в который, через специальные каналы и направляющие в вводятся сколотые концы волокон (г). Направляющие служат для прецизионной стыковки торцов в камере, заполненной иммерсионным гелем (д), необходимым для сведения к минимуму переходного затухания и герметичности соединения. Показатель преломления геля близок к показателю сердцевины волокна, что позволяет свести к минимуму обратное отражение. Сверху корпус закрывается крышкой (б).
Технология процесса соединения оптоволокон при помощи механического сплайса состоит из следующих шагов:
1. и 2. Аналогично пунктам 1 и 2 при использовании сварки волокон. Концы волокон зачищаются, обезжириваются и у них скалываются торцы. Допуски по углам скола так же очень жесткие. Отличие механического сплайса от сварного сплайса – не требуется использование термоусадочной гильзы, так как механический сплайс выполняет функцию механической защиты оптических волокон.
3. Механическое соединение. Подготовленные концы волокон вводят с разных сторон через боковые каналы сплайса в камеру, заполненную иммерсионным гелем. Волокна вводятся до взаимного контакта. После введения крышка сплайса закрывается и надежно скрепляет место соединения.
4. Укладка. Собранный сплайс устанавливается на сплайс-пластину муфты или кросса, вместе с ним укладывается технологический запас волокна.
Качество механического соединения можно проверить с помощью оптического тестера или рефлектометра.
Сравнение использования сварки или механического соединения оптических волокон
Каждый из двух приведенных способов имеет свои достоинства и недостатки.
К достоинствам сварного соединения можно отнести низкое переходное затухание, высокую надежность и быстрая скорость соединения волокон. Недостатком является высокая стоимость оборудования (сварочного аппарата), наличие квалифицированного оператора, необходимость в большей площади для выполнения работ и электропитание (либо подзарядка) сварочного аппарата.
Достоинствами механического соединения являются простота и малые затраты времени на монтаж, меньшая длина технологического запаса волокна, недостатки – более высокий уровень переходного затухания.
Применение описанных в статье способов применения
Сварное соединение имеет смысл использовать при построении длинных участков магистралей. В случаях, требующих высокого качества линии, например, при построении высокоскоростных ВОЛС для ЦОД, где требуются низкие параметры затухания и обратных отражений.
Сращивание при помощи механического сплайса применимо чаще всего для временных соединений, например, при срочном устранении повреждений кабеля, для монтажа малобюджетных линий и при работе в труднодоступных местах.
Поделиться информацией
Вы можете послать эту статью или новость коллеге или знакомому по email со своим комментарием, пригласить обсудить ее. Просто нажмите на иконку конверта —>
Сообщения, вопросы и ответы
Вы можете задать вопрос, написать комментарий, обсудить данную новость или статью.
Система лазерной сварки с доставкой по оптоволокну
1. Оптоволокно Лазерный сварочный аппарат
Лазерный сварочный аппарат для подачи оптического волокна является своего рода
оборудование для лазерной сварки, которое соединяет лазерный луч высокой энергии с
оптическое волокно, коллимирует параллельный свет с помощью коллимирующей линзы после
передача на большое расстояние, а затем фокусируется на заготовке для сварки.
Для труднодоступных мест используйте гибкую бесконтактную сварку.
иметь больше гибкости. Лазерный луч может реализовать спектроскопию в
времени и энергии и обрабатывать несколько световых лучей одновременно, делая
возможна более точная сварка.
Особенности:
1. Система ПЗС-монитор оборудована для наблюдения и точное позиционирование.
2. Энергия точки сварки распределяется равномерно и имеет
идеальные световые пятна, требуемые сварочными характеристиками.
3. Подходит для сложных сварных швов, точечной сварки различных приспособления и шовная сварка тонких листов в пределах 1 мм;
4. Керамическая конвергентная полость импортируется из Великобритании. Он устойчив к коррозии и высокой температуре и имеет 8-10 лет срок службы. Срок службы ксеноновой лампы составляет более 8 миллионов раз.
5. Автоматические приспособления для инструментов могут быть настроены для реализации массовое производство.
Модель | WF300 |
Длина волны лазера | 1064 нм |
Лазерное рабочее вещество | Nd:YAG |
Ширина импульса | ≤40 мс |
Частота импульсов | ≤80 Гц |
Диаметр оптического волокна | 0,4 мм/0,6 мм |
Минимальный диаметр точки сварки | 0,2 мм |
Номинальная мощность лазера | 300 Вт/400 Вт |
Выходное количество оптического волокна | Энергетическая спектроскопия и временная спектроскопия доступны; стандартное оптическое волокно: одна линия, до шести линий |
Система охлаждения | Водяное охлаждение |
Блок питания | 380 В переменного тока 10 %/50 Гц, 14 кВт |
Размеры | 1200x600x1100мм |
Вес | 300 кг |
Лазерная сварка является наиболее гибким и современным методом
соединять разные материалы. С сварочным аппаратом STCP это
можно сваривать металлы, такие как сталь, нержавеющая сталь,
платина, золото, титан, латунь, бронза, нитинол и другие сплавы, как
а также полупроводники и другие разнообразные материалы, без использования
припой или паяльный флюс.
С сварочным аппаратом STCP это
можно сваривать металлы, такие как сталь, нержавеющая сталь,
платина, золото, титан, латунь, бронза, нитинол и другие сплавы, как
а также полупроводники и другие разнообразные материалы, без использования
припой или паяльный флюс.
Новейшие лазерные технологии наряду с современным управлением техника и простота обслуживания сочетаются в этом импульсном система лазерной сварки. Эта система разработана в основном для микрообработки и, очень подходит для приложений в исследованиях и развития, так и в мелкосерийном производстве.
Сварочная система доступна в качестве источника луча (лазерная класс IV) или с герметичной рабочей камерой (лазер класса I). программное обеспечение установки лазерной сварки работает под управлением операционных систем Виндовс 95/98, Windows NT и Windows 2000/XP.
Источником луча является импульсный Nd:YAG-лазер, излучающий
свет с длиной волны 1064нм. Энергия лазера является передатчиком
через волокно из кварцевого стекла и фокусируется примерно на 100 мкм.
Энергия лазера является передатчиком
через волокно из кварцевого стекла и фокусируется примерно на 100 мкм.
Характеристики:
Высокое качество луча и эффективность даже в самых маленьких фокусные диаметры
Гибкая интеграция в обрабатывающую станцию с лазером класс I для микрообработки
Высокая надежность системы благодаря прочным компонентам и низкие эксплуатационные расходы
Заявок:
Микросварка
Микросверление
Микроперфорация
Фотомаркировка
Фотоиндуцированные реакции
Технические характеристики:
Длина волны | 1064 нм |
Энергия импульса | 0-4000 мДж |
Ширина импульса | 0,1–5,0 мс |
Режим | Многомодовый |
Диаметр фокуса | 200 мкм (стандартная оптика), 100 мкм/50 мкм (специальный оптика) |
Выходная мощность | 5 Вт (средняя) |
Мощность зарядки | 300 Вт |
Пилотный лазер | 1 мВт при 633 нм |
Частота импульсов | 1 Гц при максимальной энергии |
Волокно из кварцевого стекла | Диаметр сердечника 200 мкм, длина 1,5 м |
Охлаждение | Внутренний водяной контур с воздушным охлаждением |
Диапазон температур | 15С-35С |
Блок управления | Микропроцессор с ЖК-дисплеем, отдельное управление
панель, последовательный порт ПК, компьютерная программа для управления всеми
лазерные функции. |
Размеры | 520 х 520 х 280 мм |
Вес | 50 кг |
Источник питания | 230 В/115 В переменного тока 10 %, одна фаза, подключенная нагрузка 1кВт |

Вариант 1: Стереомикроскоп
Чтобы получить очень малый фокус, пучок лазер соединен с микроскопом. В этом случае объектив высокого качества микроскопа Leica используется для фокусировки лазерного луча. Таким образом, возможно перпендикулярное наблюдение за заготовкой.
Вариант 2: Герметичная камера обработки (лазер класса I)
запечатанный
камера обработки класса лазера I позволяет ручное позиционирование
заготовка. Внутри камеры находится стол с регулируемой
высота, которую можно расположить в фокусе микроскопа через
использование двух ручек. В таблице есть поток-растр для того, чтобы зафиксировать
держатель образца или предметный столик XY. Наблюдение может проходить
через большое защитное окно окуляры микроскопа (с
встроенные защитные фильтры) или монитор, подключенный к дополнительному
ПЗС-камера.
В таблице есть поток-растр для того, чтобы зафиксировать
держатель образца или предметный столик XY. Наблюдение может проходить
через большое защитное окно окуляры микроскопа (с
встроенные защитные фильтры) или монитор, подключенный к дополнительному
ПЗС-камера.
3. Сварные образцы
Инженеры Fraunhofer ILT разработали высокоскоростную систему лазерной сварки
31 августа 2022 г.
Гибридный процесс Collar со стеклянными подложками и дуговой горелкой объединяет сварку металла в среде защитного газа и лазерное напыление материала.
Воротник Гибридный аддитивный процесс основан на сочетании дуговой и лазерной наплавки.
Пример гибридной технологии в чистом виде был разработан и построен Институтом лазерных технологий Фраунгофера (ILT) для исследовательского проекта DVS «KoaxHybrid».
В Аахене, Германия, инженеры института разработали новую оптическую систему со стеклянными подложками и дуговой горелкой, которая объединяет сварку в среде защитного газа (MSG) и лазерное напыление материала с кольцевым лучом, создавая таким образом совершенно новый процесс.
Заинтересованные стороны могут узнать, как можно использовать так называемый процесс Collar Hybrid для увеличения скорости сварки и скорости наплавки в металлической 3D-печати на специализированном конгрессе, организованном DVS — Немецким обществом сварщиков — с 19 сентября.и 21 в Кобленце, Германия.
Новый процесс сочетает в себе лучшее из обоих миров: два разных аддитивных процесса с проволочным наполнителем. Команда объясняет это следующим образом: «Мы говорим об аддитивном производстве с проволочной дугой и нанесении материала с помощью проволочного лазера. Оба процесса имеют системные преимущества и недостатки; по сравнению с WAAM, WLMD является дорогостоящим, имеет низкую скорость осаждения, но характеризуется низким тепловложением и точным наращиванием слоя точно в нужном месте.
«По этой причине он особенно востребован в аэрокосмической отрасли. Если требуется более высокая норма внесения, лучшим выбором будет WAAM, при котором достижимые поверхности будут более волнистыми, а нарастание слоя будет значительно грубее».
При соединении комбинация лазерной сварки и газовой дуговой сварки получила название гибридной сварки LB-GMA. Однако этот боковой процесс зависит от направления и только в ограниченной степени подходит для соединения трехмерных швов.
Когда эти процессы объединяются коаксиально, скорость осаждения может быть увеличена до 150 процентов, так что новый процесс 3D-печати, не зависящий от направления, также можно использовать для крупных компонентов.
«Поскольку волнистость поверхности уменьшается, объем необходимой последующей обработки значительно сокращается по сравнению с процессом WAAM», — сказал Макс Фабиан Штайнер, научный сотрудник Fraunhofer ILT.
Схематическая установка обрабатывающей головки Collar Hybrid.
Комбинированные процессы
Аддитивное производство с проволочной дугой — это устоявшийся и надежный процесс, поскольку не только можно недорого приобрести необходимую системную технологию, но и с ее помощью можно обрабатывать большинство металлических материалов. Штайнер объяснил его недостатки: «Однако дуга не может быть сфокусирована так же точно, как лазерный луч. Его нельзя использовать для создания столь тонких и точных дорожек, как с помощью лазера».
Штайнер объяснил его недостатки: «Однако дуга не может быть сфокусирована так же точно, как лазерный луч. Его нельзя использовать для создания столь тонких и точных дорожек, как с помощью лазера».
Вместе со своим коллегой по институту Яной Келбасса Штайнер разработал и изготовил в качестве контрмеры специальную оптическую систему с водяным охлаждением со стеклянными подложками и дуговую горелку с водяным охлаждением для сварки и аддитивного производства при высоких мощностях. В новой оптической системе оба источника энергии накладываются друг на друга, а сильные стороны двух отдельных процессов выгодно сочетаются.
В гибридном процессе дуга между концом проволоки и подложкой окружена кольцевым лазерным излучением, как бы воротником. Идея этой комбинации заключается в том, что дуга не может вырваться из этого воротника и направляется принудительно.
Новый процесс получил свое название Collar Hybrid благодаря этому «принудительному направлению», где аббревиатура Collar относится к общей коаксиальной лазерной дуге двух процессов.
В то время как Fraunhofer ILT использует новую системную технологию для дальнейшего развития металлической 3D-печати с кольцевым лазерным лучом и технологией дуги, Институт сварки и соединения RWTH Aachen University (ISF) использует ее для разработки независимой от направления гибридной сварки с кольцевая фокусировка и коаксиальная подача проволоки. Оба варианта использования являются частью исследовательского проекта DVS KoaxHybrid.
Комбинация дуги и лазера
Штайнер добавил: «Когда речь идет о сварке не только линейных швов, такая обработка усложняется. На каждом повороте или повороте обычную установку пришлось бы поворачивать, что требует больших усилий при программировании траекторий».
Альтернативой является процесс Collar, оптика которого позволяет выполнять сварку в любом направлении. Кроме того, это обещает еще один положительный эффект: «Мы ожидаем, что новой, менее сложной подготовки сварных швов в местах соединения будет достаточно для толстых листов благодаря управляемой дуге», — сказал он.
Если требуются очень мелкие и крупные структуры, пропорции процессов можно варьировать. При чистом или преимущественном лазерном процессе (дуга выключается полностью или при малой мощности) могут быть нанесены сложные области и тонкие структуры; при большинстве дуговых процессов более грубые структуры, такие как широкие ребра или области с высокой скоростью наплавки, могут наноситься значительно быстрее, с меньшими затратами и с меньшими энергозатратами.
Подобные стратегии сборки также подходят для таких материалов, как алюминий или медь, для которых обычно требуются гораздо более дорогие источники луча с синим или зеленым лазерным излучением.
«Например, я использую дугу, чтобы разрушить слой оксида алюминия, температура плавления которого составляет 2200°C», — сказал Штайнер об успешном эксперименте. «Но алюминиевый слой под ним имеет температуру плавления всего 660 ° C, и я могу сваривать или обрабатывать его с более низкой общей мощностью».
Ручной лазерный сварочный аппарат для нержавеющей стали
Açıklama
Ручной лазерный сварочный аппарат OPTIC LASER для нержавеющей стали использует одномодовый волоконный лазер непрерывного действия третьего поколения, разработанный Raycus. Диапазон мощности составляет от 300 Вт до 2000 Вт. Эти новые лазеры обладают более высокой эффективностью электрооптического преобразования, более высоким и стабильным оптическим качеством и большей устойчивостью к высокой отражательной способности 9.0003
Диапазон мощности составляет от 300 Вт до 2000 Вт. Эти новые лазеры обладают более высокой эффективностью электрооптического преобразования, более высоким и стабильным оптическим качеством и большей устойчивостью к высокой отражательной способности 9.0003
| Мощность лазера: | 1000w1500w2000w |
|---|---|
| Лазерный источник: | RaycusIPG |
| Метод охлаждения: | Охладитель воды |
| Механизм подачи проволоки: | Да Нет |
1000 Вт 1500 Вт 2000 Вт
Портативный лазерный сварочный аппарат Raycus IPG
Характеристики ручного лазерного сварочного аппарата
| Мощность лазера | 1000/1500/2000 Вт |
| Лазерный источник | Райкус / IPG |
| Сварочная головка | Сварочная головка с качающейся головкой / обычная сварочная головка |
| Частота лазера | 50–5000 Гц |
| Регулируемая мощность | от 5 до 100 % |
| Качество луча | 1,1 |
| Электроэнергия | 220 В 50 Гц / 380 В 50 Гц |
| Длина волны | 1070±5 нм |
| Расходный материал | Защитная линза, насадка для фокусирующей линзы |
| Длина волокна | 15 м Стандарт |
| Метод охлаждения | Охладитель воды |
| Размер | 930x600x800 мм |
| Вес брутто | 200 кг |
Серия одномодульных волоконных лазеров непрерывного действия третьего поколения, разработанная Raycus, имеет мощность от 300 Вт до 2000 Вт,
новые лазеры обладают более высокой эффективностью электрооптического преобразования, более высоким и стабильным оптическим качеством,
большей устойчивостью к высотным нагрузкам, и в них применяется оптимизированная система передачи по оптоволокну второго поколения
для обеспечения более стабильного и более сложного режущего эффекта в резка толстого листа. Эта машина
Эта машина
применяется для многих сценариев применения: резка, сварка, просверливание отверстий, обработка медицинских устройств и т. Д., С
узким швом разрезного листа и яркой секцией. По сравнению с такими же лазерами, он имеет очевидные преимущества.
Сварочная головка с функцией качания.
Зачем нужна качающаяся сварочная головка для волоконно-лазерного сварочного аппарата ?
После фокусировки лазерного луча можно получить маленькое пятно, которое можно точно позиционировать и использовать при групповой сварке заготовок микро и малых размеров для массового производства. В основном для сварки тонкостенных материалов и прецизионных деталей он может выполнять точечную сварку, стыковую сварку, пакетную сварку, сварку с уплотнением и т. Д., Высокое соотношение сторон, малую ширину сварного шва, небольшую зону термического влияния, небольшую деформацию, высокую скорость сварки. , не нужно обрабатывать после сварки или просто обрабатывать. 1. Процесс, который обычная головка не может выполнить, головке дизеринга нужно использовать только около 70% мощности, чтобы можно было сэкономить на стоимости лазера; 2 Вихляющая сварка вперед-назад через двигатель гальванометра, так что пузырьки с крупными примесями может уменьшить образование пузырей, жарение, разбрызгивание и т. д. 3 В случае неравномерных зазоров требования к креплению могут быть снижены. Стандартный сварочный зазор с качающейся головкой обычно составляет 0,2 мм, а свет, превышающий эту ширину, напрямую проходит. Ширина зазора, который можно сварить качающейся головкой, может достигать 0,5 мм, , но обычная сварочная головка может сваривать только до 0,2 мм. В нет двигателя гальванометра.сварочная головка, поэтому качания нет. Эффект сварки плохой, процесс сварки ограничен. |

Защитное устройство для ручной лазерной сварочной машины мощностью 1 кВт
Защитное защитное устройство для Ручной лазерный сварочный аппарат мощностью 1 кВт Красная часть с черным цветом на металлическом сварочном аппарате предназначена для защиты металла. Если предохранительное устройство не зажало, что вы свариваете металл, мощность лазера не может поступать. Значит, при сварке нужно зажимать металл. Мощность лазера может выйти. |

Охладитель воды и лазерный источник в одном шкафу
Охладитель воды и лазерный источник в одном шкафу
Охладитель воды обеспечивает хорошую систему охлаждения лазерного источника и сварочной головки. Он может защитить источник и Сварочная головкаработает долгое время в день. Максимум может до 10 часов в день. Также может помочь вам сэкономить больше места на макете и стоимость доставки. Полный комплект волоконный лазерный сварочный аппарат легко перемещаемый и один деревянный ящик Четыре колеса с машиной и легко перемещать, где вам нужно. |
Сварочные аппараты и решения для измерения оптического волокна
Главная > Телекоммуникации — ТВ > Частные сети — VDI > Решения FTTH (Fiber to the Home) > Сварочные аппараты и решения для измерения оптического волокна
Ассортимент устройств для сетевых подключений FTTH
Основные характеристики
CAHORS предлагает несколько типов сварочных аппаратов для оптоволокна. Сварочный аппарат выполняет несколько функций на одном устройстве:
Сварочный аппарат выполняет несколько функций на одном устройстве:
- Зачистка: автоматическая термозачистка
- Расщепление
- Очистка: встроенный распределитель спирта
- Сращивание: съемные крепления волокна + огнеупорная печь
- Проверка дефектов сварки
Мы предлагаем различные модели на любой вкус:
- Аппараты для сварки воздуховодов (2 модели)
- Аппарат для сварки сердечников
Преимущества
- Аппараты для сварки воздуховодов
- Аппарат для сварки сердечников
- Простой в использовании продукт
- Компактные и легкие решения
- Широкий ассортимент аксессуаров
Использует
- Развертывание сетей FTTH
- Развертывание оптоволоконных телекоммуникационных сетей
Загрузка PDF
Скачать файл продукта
Хотите узнать больше о наших сварочных аппаратах
и решениях для измерения оптического волокна решения?Номинал * *
Преном * *
Сосьете * *
Функция
Электронная почта * *
Телефон * *
Адрес
Почтовый индекс
Виль * *
Платит * *
Country *AfghanistanSouth AfricaAlbaniaAlgeriaGermanyAndorraAngolaAnguillaAntarcticaAntigua and BarbudaNetherlands AntillesSaudi ArabiaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBrazilBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaGreen capChileChinaCyprusColombiaComorosCosta RicaIvory CoastCroatiaCubaDenmarkDjiboutiDominicaEgyptEl SalvadorUnited Arab EmiratesEcuadorEritreaSpainEstoniaFederated States of MicronesiaUnited StatesEthiopiaRussian FederationFijiFinlandFranceGabonGambiaGeorgiaSouth Georgia and the South Sandwich IslandsGhanaGibraltarGreeceGrenadeGreenlandGuadeloupeGuamGuatemalaGuineaEquatorial GuineaGuinea-BissauGuyanaFrench GuianaHaitiHondurasHong KongHungaryBouvet IslandChristmas IslandIsle of manNorfolk IslandIslands (malvinas) Falkland IslandsÅland IslandsCayman IslandsCocos (Keeling) IslandsCook Острова Фарерские островаОстрова Херда и МакдональдаN orthern Mariana IslandsMarshall IslandsUnited States Minor Outlying IslandsSolomon IslandsTurks and Caicos IslandsBritish Virgin IslandsUnited States Virgin IslandsIndiaIndonesiaIraqIrelandIcelandIsraelItalyLibyan Arab JamahiriyaJamaicaJapanJordanKazakhstanKenyaKyrgyzstanKiribatiKuwaitLesothoLatviaThe Former Yugoslav Republic of MacedoniaLebanonLiberiaLiechtensteinLithuaniaUnited StatesMacauMadagascarMalaysiaMalawiMaldivesMaliMaltaMoroccoMartiniqueSouth AfricaMauritaniaMayotteMexicoMonacoMongoliaMontserratMozambiqueMyanmarNamibiaNauruNepalNicaraguaNigerNigeriaNiueNorwayNew CaledoniaNew ZealandOmanUgandaUzbekistanPakistanPalauPanamaPapua New GuineaParaguayNetherlandsPeruPhilippinesPitcairnPolandFrench PolynesiaPorto RicoPortugalQatarSyrian Arab RepublicCentral African RepublicRepublic of KoreaRepublic of MoldovaDemocratic Republic of CongoLao People’s Democratic RepublicDominican RepublicRepublic of CongoIslamic Republic Ирана, Корейской Народно-Демократической Республики, Чехии, Соединенного Королевства Республика ТанзанияВстречаРумынияUKRwandaЗападная СахараСент-ЭленSt. LUCIASaint Kitts and NevisSan MarinoSaint Pierre and MiquelonHoly See (State of the Vatican City)Saint Vincent and the GrenadinesSamoaAmerican SamoaSao Tome and PrincipeSenegalSerbia and MontenegroSeychellesSierra LeoneSingaporeSlovakiaSloveniaSomaliaSudanSri LankaSwedenSwissSurinameSvalbard and Jan Mayen IslandSwazilandTajikistanTaiwanChadFrench Southern TerritoriesBritish Indian Ocean TerritoryOccupied Palestinian TerritoryThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkmenistanTurkeyTuvaluUkraineUruguayVanuatuVenezuelaViet NamWallis and futunaYemenZambiaZimbabwe
LUCIASaint Kitts and NevisSan MarinoSaint Pierre and MiquelonHoly See (State of the Vatican City)Saint Vincent and the GrenadinesSamoaAmerican SamoaSao Tome and PrincipeSenegalSerbia and MontenegroSeychellesSierra LeoneSingaporeSlovakiaSloveniaSomaliaSudanSri LankaSwedenSwissSurinameSvalbard and Jan Mayen IslandSwazilandTajikistanTaiwanChadFrench Southern TerritoriesBritish Indian Ocean TerritoryOccupied Palestinian TerritoryThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkmenistanTurkeyTuvaluUkraineUruguayVanuatuVenezuelaViet NamWallis and futunaYemenZambiaZimbabwe
Vous êtes * * Вы … *АгентКонструкторское бюро / Проектирование / Техническая службаСообществоПодрядчикОптовый продавец/ДистрибьюторМенеджер по управлению сетями и управлениюАрхитекторИнтегратор/ПанельЧастное лицо/СовладелецПромоутер/Строитель/АрхитекторПроизводитель энергииКоммунальное предприятиеДругое
Объект * * Запрос * Электричество среднего напряжения Электричество низкого напряженияEV Зарядная инфраструктура Умные сети Телекоммуникации – ТВ Вода и газ Городское оборудование Сервис / техническое обслуживание Обучение Записаться на прием Autre
Votre message * *
Вы соглашаетесь с тем, что Groupe Cahors собирает и использует личные данные, указанные вами в этой форме, для отправки вам персонализированных предложений, которые вы согласились получать, в соответствии с нашей политикой защиты данных. Поставьте галочку, если хотите получать эти предложения.
Поставьте галочку, если хотите получать эти предложения.
Зона происхождения — Нет -France + DOM TOMEspagneBelgiqueScandinavieAutres pays dEuropeAfrique du NordEst et Sud de lAfriqueAfrique CentraleAfrique SubsaharienneMoyen OrientChineIndeAutres pays dAsieAmérique du NordAmérique LatinBrésilOcéanie
Оставьте это поле пустым
1500 Вт Оптическая технология Сварочный аппарат для лазерной сварки стали Уровень OEM TTL
Ручной автоматический сварочный аппарат с волоконным лазером для электрических аксессуаров
Волоконный лазер
Высокая эффективность фотоэлектрического преобразования, хорошее качество луча, подходит для гибкой обработки и не требует обслуживания
Постоянная температурный холодильник
Высокоэффективный компрессор, водяной насос, сигнализация перегрева, защита потока
Ручной сварочный аппарат для лазерной сварки кольцевого цилиндра из нержавеющей стали привод автоматической подачи проволоки Система оснащена двойным поворотным сварочным соединением, самостоятельно разработанным нашей компанией. Гибкая и удобная сварка, хорошее качество луча и меньшая деформация сварочного тела, гладкий и красивый шов с высокой надежностью. Бесконтактная подвесная сварка с гибкой трансмиссией применяется к частям, к которым трудно получить доступ с помощью обычного аргонно-дугового сварочного пистолета Connect. Он подходит для точечной сварки и полной сварки сложных и неровных внутренних и внешних углов и соединений различных конструкционных деталей металлического каркаса и деталей из листового металла. Полезная модель имеет преимущества простой эксплуатации, красивого сварного шва и высокой скорости сварки. Применимо к листу из алюминиевого сплава, листу из нержавеющей стали, листу железа и листу из оцинкованной стали. Сварка листа и других металлических материалов может прекрасно заменить традиционную аргонно-дуговую сварку, электродуговую сварку и другие процессы.
Гибкая и удобная сварка, хорошее качество луча и меньшая деформация сварочного тела, гладкий и красивый шов с высокой надежностью. Бесконтактная подвесная сварка с гибкой трансмиссией применяется к частям, к которым трудно получить доступ с помощью обычного аргонно-дугового сварочного пистолета Connect. Он подходит для точечной сварки и полной сварки сложных и неровных внутренних и внешних углов и соединений различных конструкционных деталей металлического каркаса и деталей из листового металла. Полезная модель имеет преимущества простой эксплуатации, красивого сварного шва и высокой скорости сварки. Применимо к листу из алюминиевого сплава, листу из нержавеющей стали, листу железа и листу из оцинкованной стали. Сварка листа и других металлических материалов может прекрасно заменить традиционную аргонно-дуговую сварку, электродуговую сварку и другие процессы.
01. С ним легко работать без лицензии сварщика, и новичок может сваривать красивые изделия
02. Сварочный шов ровный и красивый, что сокращает последующий процесс шлифовки и экономит время и деньги
Сварочный шов ровный и красивый, что сокращает последующий процесс шлифовки и экономит время и деньги
03. Без деформации, без следов сварки, прочная сварка
04. Безопаснее и экологичнее
05. Поворотная сварочная головка собственной разработки компенсирует недостаток малого лазерного пятна, расширяет диапазон допусков и ширина сварного шва заготовки, а также обеспечивает хороший эффект формирования сварного шва.
Свариваемый материал: углеродистая/нержавеющая сталь
Толщина материала: < 3 мм
Соответствующее название продукта: электрические аксессуары
Отрасль: промышленность по производству листового металла
Рекомендация по процессу: лазерная сварка
| Проект | Параметр |
| Наименование оборудования | Ручной аппарат непрерывной лазерной сварки |
| Длина оптоволокна | Стандартная конфигурация 10 м (до 15 м по индивидуальному заказу) |
| модель управления | Уровень TTL/GUI |
| Система охлаждения | Водяное охлаждение/Все в одном, постоянная температура |
| Диапазон температур рабочей среды | 15-35°С |
| Рекомендуемая толщина сварного шва | 0,1-5 мм |
| Расходные материалы | Защитные линзы |
Сравнение:
| Проект | обычная аргонно-дуговая сварка | лазерная сварка | Ручная сварка оптоволокна PDKJ |
| подвод тепла к заготовке | очень высокий | низкий | низкий |
| деформация и подрез заготовки | Большой | маленький | маленький |
| прочность сцепления с основным металлом | Общий | ОК | очень хорошо |
| последующая обработка | шлифовка | шлифовка не требуется или не требуется | шлифовка не требуется или не требуется |
| скорость сварки | Общий | более чем в 2 раза аргонодуговая сварка | более 2 раз аргонно-дуговой сварки |
| применимые материалы | нержавеющая сталь / углеродистая сталь / оцинкованный лист / алюминиевый сплав / медь | нержавеющая сталь / углеродистая сталь / оцинкованный лист / алюминиевый сплав / медь | нержавеющая сталь / углеродистая сталь / оцинкованный лист / алюминиевый сплав / медь |
| Безопасность оператора | небезопасно | Безопасность | Безопасность |
| влияние на охрану окружающей среды | не экологически чистый | защита окружающей среды | защита окружающей среды |
| отказоустойчивость сварки | ОК | Общий | ОК |
| держаться за руки и голову | нет | нет | Да |
| Яркость светового пятна регулируется | нет | нет | Да |
| Качество сварки | бедный | Общий | очень хорошо |
Рекомендации по применению:
| Название параметра | 1500 Вт |
| Входная мощность | 220 В |
| Автоматическая подача проволоки | Да |
| прочность сцепления с основным металлом | ОК |
| Сварочный пистолет модель | A/B/C Дополнительно |
| Требования к интервалу сварки | <0,5 мм |
| Прицеливание и позиционирование | инфракрасный |
| Интерфейс роботизированной автоматической сварки | Да |
| Мощность сварки / алюминий | 0,2-3 мм |
| Мощность сварки / углеродистая сталь | 0,2-4 мм |
| Мощность сварки / нержавеющая сталь | 0,2-4 мм |
| Сварочная способность / оцинкованный лист | 0,2-3 мм |
| Скорость сварки | 0–12 мм/с |
| Вес | 280 кг |
| Габаритные размеры | 1000*720*1300ММ |
Применение:
Преимущество: Простота в использовании, красивый сварной шов, высокая скорость сварки
Подходит для сварки листов из нержавеющей стали, листов из алюминиевого сплава, углеродистой стали, оцинкованных листов и других металлических материалов; Широко используется в шкафах, кухнях, лестницах, лифтах, стеллажах, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности.
1. Кто мы?
Кто мы?
Мы базируемся в Дунгуане, Китай, начиная с 2006 года. Зарубежные продажи в Северную Америку (20,00%), Юго-Восточную Азию (20,00%), Ближний Восток (20,00%), внутренний рынок (20,00%), Южную Америку (10,00%). , Северная Европа (10,00%). В нашем офисе около 11-50 профессиональных инженеров.
2. Почему вам следует покупать у нас, а не у других поставщиков?
Чтобы удовлетворить особые требования клиентов к продуктам, PDKJ готова персонализировать продукты для вас, чтобы клиенты могли понять профессиональные услуги, предоставляемые сложным оборудованием.
Тег:
Опасность оптического излучения сварочных дуг
Обзор
. 1998 г., июль-сен;13(3):131-46.
doi: 10. 1515/reveh.1998.13.3.131.
1515/reveh.1998.13.3.131.
Т Д Тенкате 1
принадлежность
- 1 Департамент наук об окружающей среде, Алабамский университет в Бирмингеме 35294-0022, США. [email protected]
- PMID: 9842654
- DOI: 10.1515/ревех.1998.13.3.131
Обзор
T D Tenkate. Преподобный Environment Health. 1998 июль-сентябрь.
. 1998 г., июль-сен;13(3):131-46.
doi: 10. 1515/reveh.1998.13.3.131.
1515/reveh.1998.13.3.131.
Автор
Т Д Тенкате 1
принадлежность
- 1 Департамент наук об окружающей среде, Алабамский университет в Бирмингеме 35294-0022, США. [email protected]
- PMID: 9842654
- DOI: 10.1515/ревех.1998.13.3.131
Абстрактный
Сварка, широко используемый промышленный процесс, является одним из наиболее интенсивных искусственных источников оптического излучения. Каждый тип сварочного процесса испускает различный спектр и интенсивность оптического излучения. Для большинства процессов ультрафиолетовое и видимое излучение являются основными компонентами эмиссии. На спектр излучения влияют такие факторы, как ток дуги, защитный газ и основной металл. Побочные эффекты ограничиваются кожей и глазами, при этом сварщики страдают от более высокой доли оптического излучения, связанного с заболеваниями глаз, чем не сварщики. Эритема является распространенным кожным заболеванием среди сварщиков, но такие заболевания, как рак кожи, встречаются редко. Оценка оптического излучения от сварки состоит из определения эффективного излучения и максимально допустимой продолжительности воздействия, которая может быть очень короткой (от секунд до минут). Меры контроля включают использование экранов для локализации опасностей и использование средств индивидуальной защиты, таких как защитная одежда, защитные очки и сварочные маски. Недавние исследования показывают, что оптическое излучение может проникать в каски, и рабочие могут подвергаться воздействию чрезмерных уровней.
Для большинства процессов ультрафиолетовое и видимое излучение являются основными компонентами эмиссии. На спектр излучения влияют такие факторы, как ток дуги, защитный газ и основной металл. Побочные эффекты ограничиваются кожей и глазами, при этом сварщики страдают от более высокой доли оптического излучения, связанного с заболеваниями глаз, чем не сварщики. Эритема является распространенным кожным заболеванием среди сварщиков, но такие заболевания, как рак кожи, встречаются редко. Оценка оптического излучения от сварки состоит из определения эффективного излучения и максимально допустимой продолжительности воздействия, которая может быть очень короткой (от секунд до минут). Меры контроля включают использование экранов для локализации опасностей и использование средств индивидуальной защиты, таких как защитная одежда, защитные очки и сварочные маски. Недавние исследования показывают, что оптическое излучение может проникать в каски, и рабочие могут подвергаться воздействию чрезмерных уровней. В целом, необходимы дальнейшие исследования неблагоприятных последствий для здоровья и конструкции оборудования для обеспечения безопасности.
В целом, необходимы дальнейшие исследования неблагоприятных последствий для здоровья и конструкции оборудования для обеспечения безопасности.
Похожие статьи
Ультрафиолетовое облучение глаз сварщиков.
Тенкате ТД. Тенкате ТД. Scand J Work Environment Health. 2017 1 мая; 43 (3): 287-288. doi: 10.5271/sjweh.3630. Epub 2017 15 марта. Scand J Work Environment Health. 2017. PMID: 28295119
Опасность для глаз при промышленной точечной сварке.
Чоу Б.Р., Каллен А.П. Чоу Б.Р. и соавт. Optom Vis Sci. 1996 г., июнь; 73 (6): 424-7. doi: 10.1097/00006324-199606000-00011. Optom Vis Sci. 1996. PMID: 8807655
Профессиональное облучение сварщиков ультрафиолетовым излучением и излучением «синего света» при сварке TIG и MMA на основе полевых измерений.
Вольска А. Вольска А. Мед пр. 2013;64(1):69-82. дои: 10.13075/mp.5893/2013/0008. Мед пр. 2013. PMID: 23650770 польский.
Ультрафиолетовое излучение от сварки и возможный риск злокачественных новообразований кожи и глаз.
Диксон А.Дж., Диксон Б.Ф. Диксон А.Дж. и др. Мед J Aust. 2004 г., 2 августа; 181 (3): 155-7. doi: 10.5694/j.1326-5377.2004.tb06207.x. Мед J Aust. 2004. PMID: 15287834 Обзор.
Профессиональное воздействие ультрафиолетового излучения: оценка риска для здоровья.
Тенкате ТД. Тенкате ТД. Преподобный Environment Health. 1999 г., октябрь-декабрь; 14 (4): 187–209. doi: 10.1515/reveh.1999.14.4.187. Преподобный Environment Health. 1999.
PMID: 10746733
Обзор.

 PMID: 10746733
Обзор.
PMID: 10746733
Обзор.Посмотреть все похожие статьи
Цитируется
Макулопатия от случайного воздействия сварочной дуги.
Ким М.С., Ли С.Г., Ким Дж.И., Кан М.Й. Ким М.С. и др. BMJ Case Rep. 3 февраля 2019 г.; 12 (2): bcr-2018-227677. doi: 10.1136/bcr-2018-227677. Представитель BMJ, 2019 г. PMID: 30718265 Бесплатная статья ЧВК.
Меры по охране труда и заболеваемость среди сварщиков в Веллоре, Южная Индия.
Александр В., Синдху К.Н., Захария П., Ресу А.В., Наир С.Р., Каттула Д., Мохан В.Р., Алекс Т.Р.Г. Александр В и др. Int J Occup Environ Health. 2016 окт; 22 (4): 300-306. дои: 10.1080/10773525.2016.1228287. Epub 2016 28 сентября. Int J Occup Environ Health.
