зачем нужен и как его собрать своими руками (инструкция и схема)
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.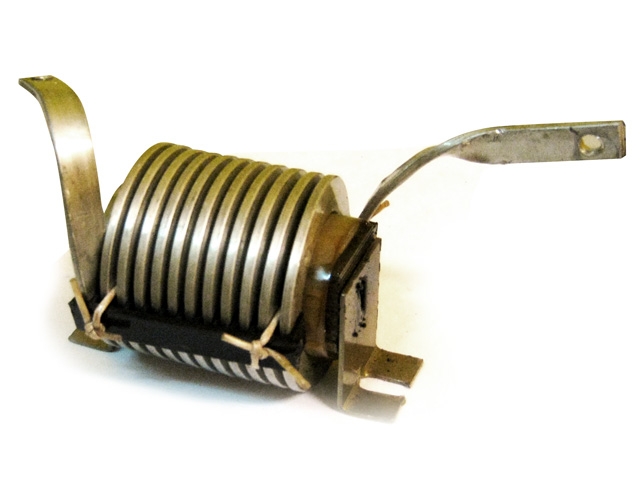
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Читать также: Графитовая смазка температурный диапазон
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Регулировка тока
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше.
 Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить. - Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
 Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Как самостоятельно и красиво создать дизайн гостиной?
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года. Уже более 10 лет наш журнал существует только на мои средства.
— Спасибо за внимание! Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года. Уже более 10 лет наш журнал существует только на мои средства.
Уже более 10 лет наш журнал существует только на мои средства.
— Спасибо за внимание! Игорь Котов, главный редактор журнала «Датагор»
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.

Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Использование сварочного дросселя
Сварочный аппарат есть, практически у каждого мало-мальски уважающего себя хозяина. Как правило, в последнее время приобретаются аппараты относительно невысокого качества, которые, после небольшой и недорогой доработки, совершенно не уступают лучшим фирменным образцам. Одной из таких доработок является установка дросселя для сварки .
Что это дает? Во-первых стабилизируется сварочный ток. При использовании сварочного аппарата переменного тока поджиг электрода возможен только при достижении уровня напряжения, необходимого для поджига и соответствующей синусоиды электрического тока. Включение в конструкцию дросселя позволяет сместить фазы между током и напряжением, что приводит к более легкому началу сварочных работ и более ровному горению и, соответственно, более качественному сварному шву.
Включение в конструкцию дросселя позволяет сместить фазы между током и напряжением, что приводит к более легкому началу сварочных работ и более ровному горению и, соответственно, более качественному сварному шву.
При современном строительстве одну из ключевых ролей играет пол, особенно если он должен обладать не только внешними показателями, но и сохранять тепло. Паркетный пол считается оптимальным решением. Паркет Киев есть разных видов, цветовых решений и в его выборе есть определенные нюансы.
Сварочные дроссели применяются как в сварочных аппаратах, использующих электроды, так и в полуавтоматах. В случае применения в полуавтомате, значительно уменьшается разбрызгивание металла, а работа становится более мягкой, причем шов проваривается более глубоко.
Для изготовления сварочного дросселя своими руками умельцы используют трансформаторы от старых, желательно ламповых, телевизоров. Для начала снимается полностью вся намотка, а на «железо» наматывается провод, исходя из предварительных расчетов.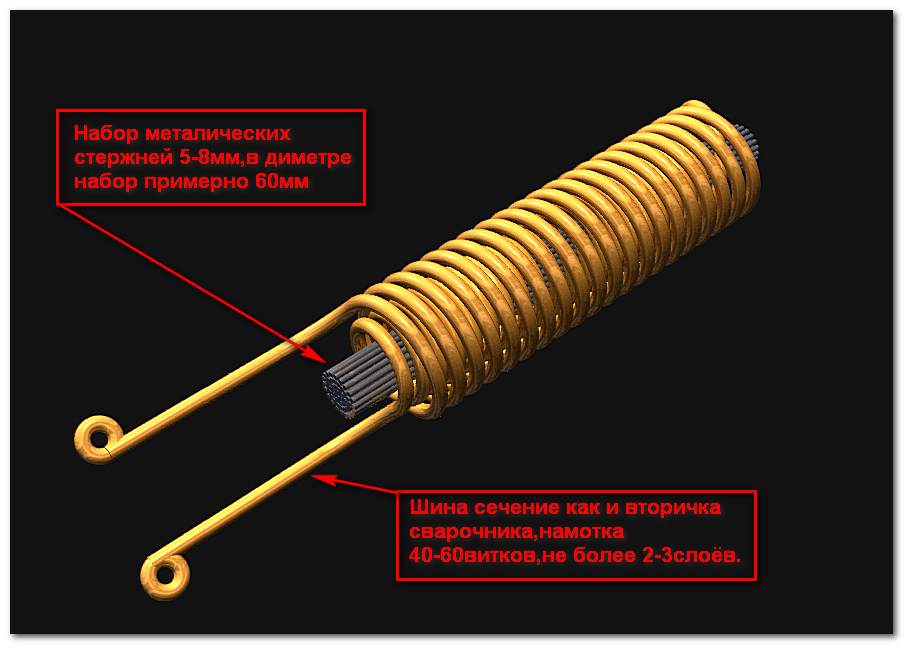
Стоит отметить, что весьма неплохое качество при изготовлении сварочного дросселя своими руками можно получить, если использовать в качестве заготовки дроссели от сгоревших ламп уличного освещения. Как правило, обмотка содержит от 25 до 40 витков провода, сечением 35-40 мм2, если используется алюминиевый провод и от 25 мм2, в том случае, если удалось раздобыть медный. Неплохо подходит для намотки дросселя шинка — как алюминиевая, так и медная.
Итак, можно ставить дроссель на, практически, любой сварочный аппарат, но специалисты все-таки советуют использовать его совместно с выпрямительным блоком — это относится только к сварочным аппаратам, работающим с переменным током. В этом случае достигается двойная цель. Получается более мягкая работа и возможность варить любыми электродами.
Существуют конструкции, в которых дроссель работает в паре с понижающим трансформатором. В этом случае расчет дросселя должен быть более точным и производится по формулам, которые можно найти в специализированной литературе.
При такой реализации конструкции предпочтительное место установки дросселя — вторичная цепь сварочного трансформатора. Стоит заметить, что именно таким образом располагается дроссель в некоторых дорогих сварочных полуавтоматах импортного производства. Преимущества здесь налицо. При таком расположении трансформатор обладает нормальным рассеиванием и весьма жесткой внешней характеристикой.
Регулировка работы дросселя — весьма ответственное дело. Несмотря на все расчеты, добиться устойчивой и безупречной работы с первого раза, практически невозможно. Обычно количество витков подбирают опытным путем отматывая или, наоборот, добавляя витки. Еще один способ регулировки заключается в изменении воздушного зазора в магнитопроводе — в этом случае регулировка более плавная.
Кроме статьи «Использование сварочного дросселя» смотрите также:
Сварочный дроссель — Все о сварке
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока. Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги. В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
- Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
 По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку. Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер. Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI. Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
Источник
Дроссель сварочного трансформатора
Дроссель сварочного трансформатора является устройством позволяющим регулировать величину сварочного тока. Устройство представляет собой стержневой

Дроссель сварочного трансформатора включается последовательно во вторичную цепь. Поскольку образование сварочной дуги между электродом и свариваемым металлом требует определенного напряжения при выбранной силе тока, то дроссель, создавая смещение зависимости тока и напряжения, способствует возникновению дуги и стабильности ее горения.
Электрическая часть дросселя состоит из обмоток выполненных одним проводом на двух стержнях одного замкнутого магнитопровода. Один конец обмотки подсоединяется к проводу вторичной обмотки трансформатора, а второй идет на сварочный электрод. Прохождение переменного тока по обмотке дросселя вызывает магнитный поток в магнитопроводе направленный вдоль сердечника, имеющего воздушный зазор (разрыв стержня). Воздушный зазор создает сопротивление магнитному потоку за счет рассеивания. Сопротивление возрастает с увеличением зазора. Магнитный поток индуцирует в обмотке ЭДС, которая направлена навстречу тока в обмотке, что создает дополнительное индуктивное сопротивление сварочному току. Таким образом, минимальный воздушный зазор будет соответствовать максимальному магнитному потоку и максимальному индуктивному сопротивлению, что даст на выходе минимальный ток сварки. Увеличение зазора повышает сварочный ток за счет уменьшения значения индуктивного сопротивления. Винтовой привод дросселя приводит в движение подвижный сегмент магнитопровода и позволяет вручную регулировать сварочный ток, что определяет скорость сварки.
Таким образом, минимальный воздушный зазор будет соответствовать максимальному магнитному потоку и максимальному индуктивному сопротивлению, что даст на выходе минимальный ток сварки. Увеличение зазора повышает сварочный ток за счет уменьшения значения индуктивного сопротивления. Винтовой привод дросселя приводит в движение подвижный сегмент магнитопровода и позволяет вручную регулировать сварочный ток, что определяет скорость сварки.
Второе назначение дросселя определяется его высокой индуктивностью. Вольтамперная характеристика для процесса сварки должна носит падающий характер. Такое возможно при наличии высокого сопротивления цепи. Индуктивное сопротивление дросселя, как раз обеспечивает необходимую падающую характеристику сварочному устройству. Индуктивности самого трансформатора недостаточно для обеспечения необходимых параметров падающей характеристики.
Дросселя используются не только в трансформаторах для ручной дуговой сварки, но и для полуавтоматической в среде углекислого газа.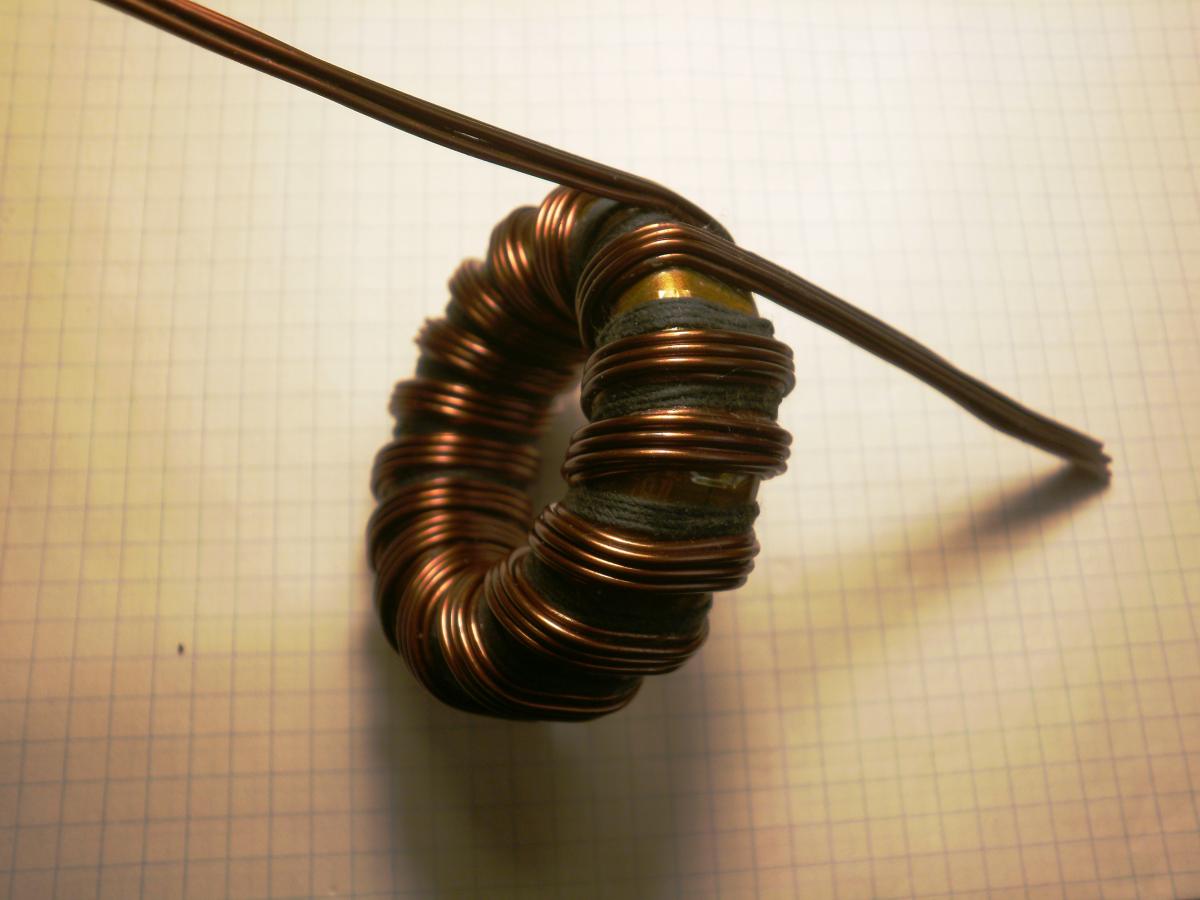
Читайте также
Для чего нужен дроссель в сварочном аппарате
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного – достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
 Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке.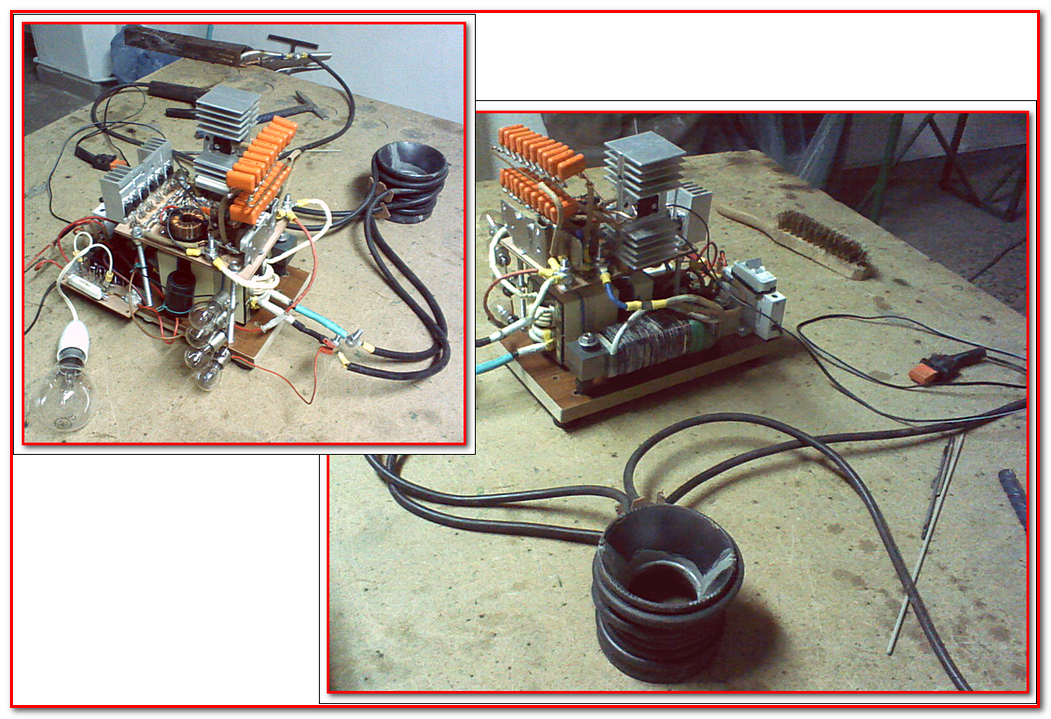 Итак, приступим:
Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.

Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Желаем удачи!
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
 Толщина прокладки должна составлять 0,8-1,0 мм;
Толщина прокладки должна составлять 0,8-1,0 мм;Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо..JPG.97d9c4cf1c027802530daee6f0d2df00.JPG) Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Каталог радиолюбительских схем. «Вольтодобавка» в сварочном аппарате
Каталог радиолюбительских схем. «Вольтодобавка» в сварочном аппарате«Вольтодобавка» в сварочном аппарате
Л. СТЕПАНОВ, г. Истра Московской обл.
Самодельные малогабаритные сварочные аппараты с переменным сварочным током и питанием от бытовой электросети просты в изготовлении и недороги, однако работать с ними трудно — устойчивость дуги недостаточна. Улучшить работу аппарата можно, если перевести его на постоянный сварочный ток [1].
Как показывает практика, при постоянном сварочном токе для горения дуги вполне достаточно напряжения 30…40 В. Но зажечь ее по-прежнему не просто. Для маломощного сварочного аппарата — это самый тяжелый режим, так как происходит замыкание вторичной обмотки на короткое время до момента отведения электрода от детали.
Облегчить процесс зажигания дуги можно повышением напряжения холостого хода сварочного аппарата. Однако повышение этого напряжения ограничено требованиями электробезопасности — оно не должно превышать 80 В согласно ГОСТ95-77Е [2]. К тому же, как уже было сказано, оптимум по условиям горения дуги находится, наоборот, в зоне меньших значений напряжения.
Поэтому я поставил себе задачу разработать сварочный аппарат, у которого напряжение холостого хода повышено «вольтдобавкой», а после зажигания дуги уменьшается до оптимальных 30…40 В. Схема такого аппарата показана на рис. 1.
Сварочный трансформатор Т1 с диодным выпрямителем VD1—VD4 дополнен еще одной обмоткой III, выпрямителем VD5—VD8, дросселем L1 и переключательным диодом VD9. Обмотка III намотана на отдельном каркасе и рас-
положена рядом с катушкой, содержащей сетевую и основную обмотки I и II соответственно.
Основная вторичная обмотка II рассчитана на напряжение 30…40 В и ток 100. .. 120 А. Она обеспечивает рабочий сварочный ток в дуге. Дополнительная вторичная обмотка III рассчитана на напряжение 12… 14 В при токе 10 А. Она формирует напряжение «вольтдобавки».
.. 120 А. Она обеспечивает рабочий сварочный ток в дуге. Дополнительная вторичная обмотка III рассчитана на напряжение 12… 14 В при токе 10 А. Она формирует напряжение «вольтдобавки».
До момента касания электродом свариваемых деталей напряжение на нем равно сумме значений выпрямленного напряжения обеих обмоток, поскольку переключательный диод VD9 оказывается закрытым выходным напряжением моста VD5—VD8, а оба моста — включенными последовательно. Напряжение на электроде равно 42…54 В.
При касании электродом детали диод VD9 открывается, напряжение на нем уменьшается до 1,5 В, обеспечивая сварочный ток через зажженную дугу. Поскольку через диоды VD5—VD8 и дроссель L1 сварочный ток не протекает, для этого моста достаточно десятиам-перных диодов, а дроссель можно намотать на любом магнитопроводе сечением 10… 12 см2. Обмотку выполняют проводом ПЭВ-2 диаметром 1,6… 1,8 мм до заполнения окна. При сборке магнито-провода необходимо предусмотреть немагнитный зазор между его частями, вложив прокладку из прессшпана толщиной 0,5. .. 1 мм.
.. 1 мм.
Вместо КД242Б можно использовать диоды Д305, Д214, КД213А, КД213В, КД2999А—КД2999В. Их надо установить на пластинчатые теплоотводы размерами 100x100x5 мм. Вместо ВК2-200 подойдут диоды Д161-250, Д161-320.
Эти диоды лучше всего смонтировать на теплоотводы заводского изготовления. Здесь могут быть полезны рекомендации, данные в [2].
Конструктивно устройство «вольтдобавки» может быть выполнено и в виде приставки к бытовому сварочному аппарату, переведенному на постоянный сварочный ток. Схема такой приставки показана на рис. 2. Магнитопровод трансформатора Т1 и его сетевая обмотка — от сетевого трансформатора ТС-270, используемого в старых ламповых телевизорах цветного изображения. Вторичную обмотку на 12 В при токе до 15 А надо намотать самостоятельно. Целесообразно предусмотреть у этой обмотки выводы на 13, 14и 15Вс тем, чтобы приставку можно было использовать и для других целей, в частности для зарядки аккумуляторных батарей.
Переключательный диод VD5 входит в состав приставки. Дроссель L1 такой же, как указано выше.
Дроссель L1 такой же, как указано выше.
Если немного изменить схему на рис. 2, можно уменьшить число необходимых диодов, а значит, и громоздких теплоотводов для них, как показано на рис. 3. Работа этого узла аналогична описанному выше, разница лишь в том, что роль переключательных выполняют два диода VD1, VD3 выпрямительного моста аппарата. Они открываются поочередно на половину периода сетевого напряжения, когда дуга еще не зажжена, и закрыты, когда дуга горит.
В заключение следует заметить, что при изготовлении сварочного аппарата целесообразно воспользоваться информацией, изложенной в [2].
ЛИТЕРАТУРА
1. Клабуков А., Бабинцев С. Доработка сварочного аппарата. — Радио, 2002, № 4, с. 42.
2. Володин В. Сварочный трансформатор: расчет и изготовление. — Радио, 2002, № 11, с. 35, 36; №12, с. 38, 39.
РАДИО № 6, 2004, с.40
Сварочный дроссель — Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварочный дроссель
Cтраница 1
Сварочный дроссель на выходе выпрямителя предназначен для выбора режима сварки. При сварке тонкой электродной проволокой диаметром 0 8 — 1 2 мм в сварочный контур включают часть витков дросселя, а при увеличении диаметра проволоки дроссель включают полностью.
[2]
При сварке тонкой электродной проволокой диаметром 0 8 — 1 2 мм в сварочный контур включают часть витков дросселя, а при увеличении диаметра проволоки дроссель включают полностью.
[2]
Сварочный дроссель L выполняет аналогичные функции ( см. гл. [4]
Следует отметить, что для сварочных дросселей обычных конструкций дополнительная индуктивность ALa невелика и обычно не принимается во внимание. [5]
При использовании И-136 зажигание дуги с шунтированием сварочного дросселя происходит после первого касания изделия электродной проволокой. Надежное зажигание дуги обеспечивается при работе И-136 и в автономном режиме без повышения скорости нарастания тока путем шунтирования сварочного дросселя. [6]
Постоянная составляющая сварочного тока ухудшает работу сварочного трансформатора и сварочного дросселя, так как создает постоянное подмагничивание их магнн-топроводов..JPG.9468dd52adfd51cb611273948fc4eda9.JPG) Это ухудшает устойчивость сварочной дуги.
[7]
Это ухудшает устойчивость сварочной дуги.
[7]
Структурная схема источника питания постоянного тока, применяемого для сварки коррозионно-стойких сталей ( рис. 79), состоит из следующих блоков: сварочного трансформатора Т, магнитного усилителя А, выпрямителя В, сварочного дросселя L и вспомогательных устройств: регулятора снижения сварочного тока РССТ, блока задания тока БЗТ, осциллятора G, переключателя полярности напряжения дуги К. [8]
Питание печи осуществляется от двух сварочных трансформаторов типа — СТЭ-34, соединенных открытым треугольником. Регулирование тока в силито-вых стержнях производится сварочным дросселем РСТЭ-34. Силитовая печь vc — тзиавливается на направляющие токарного станка. [9]
Из ( 47) следует, что форма внешней характеристики сварочного выпрямителя зависит от падения напряжения UL, создаваемого током на индуктивном сопротивлении, проходящим по сварочному контуру. Для получения падающей внешней характеристики сварочного выпрямителя в сварочный контур специально вводят индуктивное сопротивление — сварочный дроссель или трансформатор с большими магнитными полями рассеяния. На рис. 55 приведены внешние характеристики сварочного выпрямителя в зависимости от индуктивного сопротивления К в сварочном контуре: a — XL. Отечественная промышленность выпускает сварочные выпрямители с падающей и жесткой внешними характеристиками.
[10]
Для получения падающей внешней характеристики сварочного выпрямителя в сварочный контур специально вводят индуктивное сопротивление — сварочный дроссель или трансформатор с большими магнитными полями рассеяния. На рис. 55 приведены внешние характеристики сварочного выпрямителя в зависимости от индуктивного сопротивления К в сварочном контуре: a — XL. Отечественная промышленность выпускает сварочные выпрямители с падающей и жесткой внешними характеристиками.
[10]
При использовании И-136 зажигание дуги с шунтированием сварочного дросселя происходит после первого касания изделия электродной проволокой. Надежное зажигание дуги обеспечивается при работе И-136 и в автономном режиме без повышения скорости нарастания тока путем шунтирования сварочного дросселя. [11]
Выпрямитель ВДУ-504 ( ВДУ-505) универсальный, предназначен для сварки в защитных газах, ручной дуговой сварки и сварки под флюсом, обеспечивает получение поло -, гопадающих внешних характеристик в двух диапазонах при: напряжении холостого хода 72 — 78 В и крутопадающих внешних характеристик. Выпрямитель состоит из шести-фазного силового трансформатора, выпрямительного моста, собранного по шестифазной схеме из управляемых тиристоров Т160, сварочного дросселя с отводами, соответствующими индуктивностям 0 16 и 0 56 мГн, аппаратуры управления, воздушного охлаждения и защиты.
[13]
Выпрямитель состоит из шести-фазного силового трансформатора, выпрямительного моста, собранного по шестифазной схеме из управляемых тиристоров Т160, сварочного дросселя с отводами, соответствующими индуктивностям 0 16 и 0 56 мГн, аппаратуры управления, воздушного охлаждения и защиты.
[13]
Выходное напряжение выпрямителя является практически постоянным. Все пульсации напряжения, возникающие при коммутации обмоток управления или по другим причинам, сглаживаются индуктивностью как самих обмоток управления, так и сварочного дросселя. [15]
Страницы: 1 2
сварщик судьбы
сварщик судьбы the welder-o-doom
сварочный аппарат, полностью сделанный из разного мусора, который действительно работает и производит подлинные артефакты.
Ральф Климек Copyleft 2007 на основе работы, проделанной где-то около 1992
авторское лево. Копирование разрешено, но не рекомендуется
Копирование разрешено, но не рекомендуется
Сварщик-о-дум
был создан, когда около двадцати лет назад мой друг Дэйв Стюарт VK3ASE
дал мне столь желанные «плавкообразователи».Это необычное устройство было
куплена за доллар в «Кудрявом складе» в Валлане, который
делила пастбище с мычанием коров. Он служил своему первому
назначение как трансформатор выпрямителя батареи телефонной станции, то
обрела вторую жизнь в плавлении вещей и тестировании потребительских товаров длительного пользования
к разрушению. Устав от этого, он нашел свою третью жизнь в
мой гараж ждет некоторое время и вдохновение. Затем он вырос и
устроился на работу!
Наконец-то пришло вдохновение, когда мой
появился первый ребенок, и нам потребовались новые ворота, чтобы держать нашего малыша
от проверки ее удачи с трафиком.Я внимательно посмотрел на
этот чудовищный трансформер и думал, что он сделает сердце
Практичный сварщик. Его вторичное напряжение составляло 80 вольт, что
немного завышено, 50 вольт — идеальная дуга с расходуемым электродом
напряжение холостого хода сварщика. Насчет второстепенного сомнений не было, это
мог непрерывно подавать от 60 до 100 ампер. Чтобы получить вторичный
падение напряжения Я намотал дополнительные витки на первичной и вторичной обмотках, чтобы
противостоять напряжению, и это дало мне 55 вольт, что идеально. я
не хотелось разбирать каркас и сердечник и раскручивать первичный.Первичная обмотка была намотана поверх вторичной, и это исключало
просто удалите вторичные витки, чтобы снизить напряжение. Кроме того
вторичная обмотка была намотана материалом, напоминающим медный стержень, и
для раскручивания этого потребуется больше физических сил, чем у меня есть.
Насчет второстепенного сомнений не было, это
мог непрерывно подавать от 60 до 100 ампер. Чтобы получить вторичный
падение напряжения Я намотал дополнительные витки на первичной и вторичной обмотках, чтобы
противостоять напряжению, и это дало мне 55 вольт, что идеально. я
не хотелось разбирать каркас и сердечник и раскручивать первичный.Первичная обмотка была намотана поверх вторичной, и это исключало
просто удалите вторичные витки, чтобы снизить напряжение. Кроме того
вторичная обмотка была намотана материалом, напоминающим медный стержень, и
для раскручивания этого потребуется больше физических сил, чем у меня есть.
Сварщик должен работать с постоянной
источник тока, а для сварочного аппарата переменного тока это делается с помощью подвижного сердечника
индуктор. У меня такого не было, но было несколько необычных
тяжелые дроссели постоянного тока с железным сердечником от старого блока питания для мэйнфреймов.я
пришлось немного поэкспериментировать с воздушным зазором, чтобы получить правильную индуктивность,
но в итоге получился исправный сварочный дроссель.
Изготовлен электрододержатель. из латуни и алюминия стержень 3/4 дюйма и изолирован трубкой ПВХ. После пару взаимодействий с электродом, дроссель наконец получил правильно. Затем я пошел и купил подходящую маску сварщика, мои глаза было очень больно наблюдать за дугой всего несколько минут, пока тестирование, чтобы увидеть, будет ли моя концепция работать. Сверхмощный все кабели были восстановлены из сломанного мэйнфрейма компьютера постоянного тока линии питания.Кабель на 200А достать сложно. Я замечаю, что это сейчас можно приобрести кабель 4-го калибра в длину для разнорабочего, продаваемую как сад на 12 вольт световой кабель. Это также дешевый заменитель громкоговорителей-монстров. кабель.
На практике с фиксированным дросселем я могу использовать 2,5 мм и 2,0 мм
электроды. Не хватает тока, чтобы загореться 3,0 мм.
электрод.
Сварщик оказался чрезвычайно полезным, я бы никогда не купил настоящий, пока не попробовал это.
Моя строительная практика требует, чтобы я использовал его, когда есть
нет посторонних или посторонних, потому что есть голые электрические
клеммы с прямым напряжением сети. Устройство
достойны лаборатории барона Франкенштейна и, вероятно, должны пойти и
оставайся там!
Устройство
достойны лаборатории барона Франкенштейна и, вероятно, должны пойти и
оставайся там!
У меня был специальный 15А для тяжелых условий эксплуатации Электропитание установлено в гараж для кормления этого монстра. у меня есть обнаружил, что использование прожектора для освещения работы действительно помогает. Это останавливает «салют сварщиков», при котором вы должны всегда поднять козырек чтобы увидеть, где находится электрод по отношению к работе. Выход GPO сверху находится то место, где включается прожектор. Также есть тяжелый металлооксидный варистор на первичной обмотке для поглощения мощные индукционные скачки, которые создает эта штука.Трансформатор ток намагничивания составляет около половины ампер, поэтому коррекция коэффициента мощности конденсатор поможет чуть-чуть.
Я установил пару ферритовых дросселей последовательно с вторичный ток возле ручки. При использовании его для построения ворот Я обнаружил, что моя правая рука стала очень горячей.
 Это оказалось
ярко-красный и не очень хорошо себя чувствовал. Причина — очень большой РФ
токи, вызванные дугой, шунтировались моей рукой
емкости и нагрева меня, (как в радио диатермии)
подавители подавления остановили этот неприятный эффект и позволили мне
соседи смотреть телевизор, пока я плавлю металл.
Это оказалось
ярко-красный и не очень хорошо себя чувствовал. Причина — очень большой РФ
токи, вызванные дугой, шунтировались моей рукой
емкости и нагрева меня, (как в радио диатермии)
подавители подавления остановили этот неприятный эффект и позволили мне
соседи смотреть телевизор, пока я плавлю металл.Потребовалось некоторое время, чтобы научиться делать сварные швы хорошего качества с помощью этого устройство, как почти все учебник неправильно с ним. Отсутствие хороший контроль тока — его главный недостаток.
Я больше не боюсь стали как конструкционного материала. Раньше трудно резать, достать и угловую шлифовальную машину, сложно было сверлить, достать кобальт сверла из инструментальной стали, и когда-то их было сложно соединить, так что найдите сварщика! куда Раньше я видел кучу хлама, в наши дни я просто вижу сырье ждем, чтобы его разрезали и сварили
Я бы не стал беспокоиться об этом снова, в наши дни вы можете получить
адекватный сварщик уровня разнорабочего чуть более чем за 100 долларов.![]() Когда я построил
Этот монстр сварщику начального уровня стоил около 600 долларов.
Когда я построил
Этот монстр сварщику начального уровня стоил около 600 долларов.
а работает? ДА!
Трансформатор монтируется на усиленных роликах номиналом 100 кг. В Трансформатор весит около 100кг. Обратите внимание на клеммы без отвода, они при сетевом потенциале. Не рекомендуется детям до трех лет! В полной мере не одобрено ни одним электрическим органом .. где угодно!
Я могу выбрать один из двух дросселей. Выход GPO наверху
чтобы я мог подключить прожектор для облегчения работы.
Были намотаны дополнительные первичные и вторичные витки, чтобы снизить вторичное напряжение до 50 вольт
Самодельный электрододержатель
Стоя рядом с метровой палкой
пожалуйста, не пробуйте это дома!
запись мода Среда 27 мая 18:58:32 EST 2009 добавлен адрес электронной почты
Mon Nov 23 18:55:25 EST 2009 добавлена ссылка на статью о буровой долоте
Путаница между тороидальным трансформатором и индукционной катушкой (дросселем)
Сердечник трансформатора и индуктор могут иметь самые разные формы. Тороид — это лишь одна из многих форм, точно так же, как цилиндр, или квадрат, или форма, которая выглядит как «Эль».
Тороид — это лишь одна из многих форм, точно так же, как цилиндр, или квадрат, или форма, которая выглядит как «Эль». Если это дроссель, а я не говорю, что это так, то это дифференциальный дроссель (в отличие от синфазного дросселя). Дроссель — это в основном индуктор, оптимизированный для работы с потерями на высоких частотах (в силу выбора материала сердечника), поэтому он отводит высокочастотную энергию. Это индуктор, специально созданный для того, чтобы быть неэффективным на высоких частотах, поэтому они рассеиваются в виде тепла.
Чтобы заполнить промежутки, дифференциальный дроссель представляет собой нечто подобное, но вместо этого является трансформатором, и через каждую обмотку пропускается ток двух линий, так что магнитные поля компенсируются внутри трансформатора, поэтому высокие частоты, общие для обеих линий подавлен.
Тороидальный трансформатор (или вообще любой трансформатор) можно перемотать с помощью всего лишь одной петли провода, чтобы превратить его в индуктор. или вы можете оставить намотанный тороидальный трансформатор и соединить первичную и вторичную обмотки последовательно друг с другом в соответствующем направлении, чтобы он стал индуктором.Технически вы также можете использовать трансформатор со всеми открытыми обмотками, кроме одной, и тогда он также станет индуктором. Конечно, если вы это сделаете, это будет эффективное использование провода, и у вас будет множество открытых соединений, которые могут находиться под очень высоким напряжением. Будет ли он действовать как дроссель (чтобы отводить высокочастотную энергию, как я описал выше), зависит от используемого материала сердечника.
или вы можете оставить намотанный тороидальный трансформатор и соединить первичную и вторичную обмотки последовательно друг с другом в соответствующем направлении, чтобы он стал индуктором.Технически вы также можете использовать трансформатор со всеми открытыми обмотками, кроме одной, и тогда он также станет индуктором. Конечно, если вы это сделаете, это будет эффективное использование провода, и у вас будет множество открытых соединений, которые могут находиться под очень высоким напряжением. Будет ли он действовать как дроссель (чтобы отводить высокочастотную энергию, как я описал выше), зависит от используемого материала сердечника.
Разделы, выделенные жирным шрифтом выше, могут напрямую отвечать по крайней мере на некоторые из заданных вами вопросов.
Я ничего не знаю о сварке, но я думаю, что этот индуктор, чтобы заряд, накопленный в конденсаторе, не разряжался мгновенно и не замыкался на заготовке, вызывая короткую, но яркую вспышку. Если я прав, то для того, чтобы отрегулировать ток, выходящий из конденсаторов, самым грубым образом. Так что в этом смысле это не дроссель в том смысле, что он должен рассеивать высокочастотную энергию.
Так что в этом смысле это не дроссель в том смысле, что он должен рассеивать высокочастотную энергию.
Резистор утечки какого размера? Обычно я бы сказал как минимум 1 мегаом.Возможно, выше, в зависимости от того, при каком высоком напряжении работает ваша вещь и при каком низком токе она работает. Чем выше напряжение или ниже ток, тем больший резистор следует использовать. ОДНАКО, эти типы значений только гарантируют, что конденсаторы не будут оставаться заряженными на смертельном уровне в течение дня или более после того, как вы выключите устройство. Они не делают крышки быстро безопасными, поскольку они гарантируют, что если кто-то дотронется до них день или неделю спустя, он получит смертельный шок. Для разрядки конденсаторов до безопасного уровня с такими значениями резисторов отвода утечки может потребоваться несколько минут или больше.
В сварочном аппарате, в котором клеммы крышки четко видны наружу и к ним можно легко прикоснуться, может быть стандартным использование спускных резисторов гораздо меньшего номинала, чтобы они разряжались очень быстро после выключения устройства для обеспечения безопасности.
В этой ветке был задан аналогичный вопрос:
https://www.electro-tech-online.com/threads/questions-re-mig-welder-circuit.88194/
Этот резистор 50 Ом и есть обсуждение о том, почему он такой низкий и мускулистый в отношении мощности.50 Ом действительно разряжают крышки очень быстро, так что сварочные наконечники не будут опасны вскоре после выключения сварочного аппарата. В нити также есть некоторые предположения о том, что резистор выполняет двойную функцию, поскольку он позволяет «разгрузить» ток через конденсаторы, когда ток прерывается, поскольку катушка индуктивности вызовет выброс очень высокого напряжения, если току некуда течь, повреждающие компоненты.
Катушки индуктивности накапливают энергию в своем магнитном поле и используют ее для сглаживания изменений тока.Если вы прервете ток, протекающий через катушку индуктивности, она высвободит эту накопленную энергию, чтобы попытаться сохранить этот ток на аналогичном уровне (путем создания напряжения, иногда очень высокого напряжения, которое заставит этот ток пробить все на своем пути. усилия по поддержанию его нынешнего уровня).
усилия по поддержанию его нынешнего уровня).
Мостовой выпрямитель с конденсатором и дроссельным фильтром
Это напоминает старые добрые времена, когда все блоки питания были сконструированы таким образом. О линейных источниках питания написаны целые книги.Насколько я помню, входные фильтры дросселей (индукторов) использовались для сильноточных приложений. Входной фильтр дросселя имеет лучшее регулирование напряжения, чем может быть достигнуто с конденсаторным входом, хотя напряжение будет ниже. Оба моих сварщика Miller используют входной дроссельный фильтр.
Двухполупериодный мостовой выпрямитель имеет период цикла 8 мсек. Когда напряжение на мосту падает, хороший фильтр будет подавать ток до тех пор, пока напряжение снова не возрастет. Конденсатор делает это, накапливая заряд и разряжаясь в цепи при падении напряжения.Уравнения, определяющие заряд / разряд: q = CV, где q — заряд в ампер-секундах, C — емкость в фарадах, V — напряжение, i = dq / dt, где i — ток, а dq / dt — время. скорость изменения заряда (здесь небольшой расчет LOL).
скорость изменения заряда (здесь небольшой расчет LOL).
Вывод здесь — чтобы выдерживать высокие токи, требуется большой накопленный заряд. Точные расчеты довольно сложны, но обратная сторона расчетов огибающей показывает, что выдерживать ток 50 А в течение 8 мсек.время потребует емкости порядка полфарада. Большинство конденсаторов класса Фарад, которые я видел, рассчитаны на более низкое напряжение, чем у сварочного аппарата. Конденсаторы могут быть подключены последовательно, чтобы увеличить рабочее напряжение за счет емкости. Два последовательно включенных конденсатора на 1 фарад на 12 вольт будут иметь рабочее напряжение 24 вольта и общую емкость 0,5 фарада. Для максимального напряжения 75 В вам потребуется шесть последовательно соединенных конденсаторов для общей емкости.17 фарад.
Дроссели, напротив, накапливают энергию в виде магнитного потока. Магнитный поток пропорционален току, проходящему через обмотки, и довольно легко сконструировать дроссель, способный выдерживать высокие токи, с которыми сталкиваются сварщики. Когда напряжение падает, магнитное поле начинает разрушаться, вызывая обратную ЭДС, которая увеличивает падение напряжения.
Когда напряжение падает, магнитное поле начинает разрушаться, вызывая обратную ЭДС, которая увеличивает падение напряжения.
Я использовал старые трансформаторы, заменив оригинальные обмотки на одну обмотку провода, способного проводить требуемый ток.Старый трансформатор зарядного устройства можно эффективно использовать в качестве дросселя, просто используя вторичную обмотку.
Технология Micro Start TIG
Когда дело доходит до сварочных процессов, TIG является одним из самых требовательных. Создание высококачественного сварного шва TIG требует хороших, стабильных пусковых характеристик и стабильности дуги даже при низких значениях тока. Это может быть сложной задачей даже для самого опытного сварщика, особенно с обычным источником питания TIG — но теперь с Lincoln Electric Micro-Start Technology ™ ничто не мешает оператору и хорошей сварке. Инновационная технология TIG Micro-Start была разработана с учетом потребностей пользователей. Были проведены многочисленные интервью с операторами TIG — от тех, кто имеет высокий уровень квалификации, до новичков. Линкольн спросил этих сварщиков об их наиболее распространенных проблемах и решил предоставить технологическое преимущество, которое поможет преодолеть эти проблемы. Результатом стал Precision TIG ™ с технологией Micro-Start TIG. Этот аппарат снова и снова поможет любому оператору сварки TIG добиться наилучшего качества сварки.Среди аппаратов SCR TIG Micro-Start обеспечивает лучшую в своем классе сварку постоянным током.
Линкольн спросил этих сварщиков об их наиболее распространенных проблемах и решил предоставить технологическое преимущество, которое поможет преодолеть эти проблемы. Результатом стал Precision TIG ™ с технологией Micro-Start TIG. Этот аппарат снова и снова поможет любому оператору сварки TIG добиться наилучшего качества сварки.Среди аппаратов SCR TIG Micro-Start обеспечивает лучшую в своем классе сварку постоянным током.
Наличие технологии, которая решает проблемы сварки TIG, имеет критически важное значение сегодня, поскольку все больше и больше производителей обращаются к новым материалам и экзотическим сплавам, которые тоньше и во многих случаях труднее сваривать. Любая отрасль, которая занимается сваркой тонких материалов, включая авиакосмическую и морскую, может воспользоваться преимуществами Micro-Start TIG, чтобы обеспечить точный контроль и высокое качество сварных швов.
Итак, какие общие проблемы решает технология Lincoln Micro-Start TIG? По сути, они делятся на четыре категории: 1) производительность низкого уровня; 2) запуск младшего; 3) минимальный пусковой ток; 4) засыпка кратера.
Проблема: низкая производительность на нижнем конце
Во многих традиционных приложениях для сварки TIG с малым током операторы испытывают проблемы с поддержанием гладкой и стабильной дуги. При использовании аппарата SCR (выпрямителя, управляемого кремнием) для сварки при низких значениях тока, проводники SCR в аппарате «возвращаются» к очень коротким всплескам выходной мощности. Это приводит к сильным колебаниям выходного тока, поскольку эти минимальные срабатывания создают промежутки между пиками тока. Даже при нормальной фильтрации выходного дросселя дроссель не может хранить достаточно энергии между срабатываниями тиристора для стабилизации дуги.Этот эффект пульсации приводит к нестабильности дуги и спорадическим высокочастотным повторным зажиганиям, что приводит к нестабильности сварных швов.
Пытаясь решить эту проблему, многие операторы традиционно приобретали более дорогие традиционные аппараты TIG. Они считают, что эти аппараты с более крупными дросселями лучше фильтруют ток дуги, обеспечивая большую стабильность и лучшие характеристики сварки на низком уровне.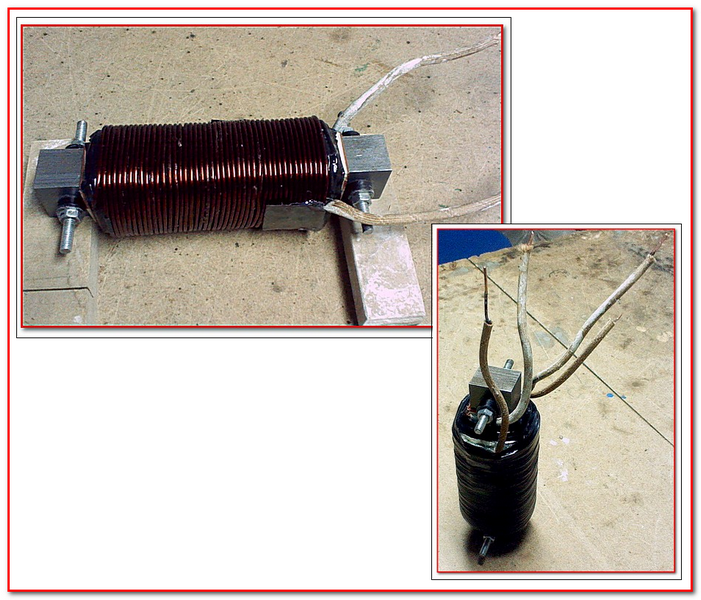 Но даже больший дроссель не может адекватно отфильтровать слабые пульсации тока.
Но даже больший дроссель не может адекватно отфильтровать слабые пульсации тока.
Решение Micro-Start TIG
В технологии TIG Micro-Start используется независимый источник питания, способный выполнять сварку без помощи SCR при низких значениях тока — SCR срабатывают только для повышения тока и дополнения сварочного источника на 2 ампера. Это дает Micro-Start TIG очень стабильную сварку на слабом токе и дает ей возможность устранять неустойчивые высокочастотные помехи и сваривать тонкие материалы неизменно и качественно. Lincoln — первый производитель, предложивший фоновую схему, из которой оператор может сваривать и плавно переходить на более высокие мощности или наоборот.
Micro-Start TIG может самостоятельно отключать свой электронный блок питания, когда сила тока падает до минимального номинального значения 2 А. Когда оператор нажимает на ногу Amptrol ™ для увеличения тока, включается основная сварочная цепь (т. Е. Трансформатор и мост SCR) и вырабатывается сила тока. Эта технология помогает дроссельной цепи SCR трансформатора с помощью специальной электронной сварочной схемы вместо того, чтобы полностью полагаться на дроссели для сглаживания дуги, как это делают обычные машины.Результат — очень стабильный и плавный выходной сигнал при низких уровнях силы тока.
Эта технология помогает дроссельной цепи SCR трансформатора с помощью специальной электронной сварочной схемы вместо того, чтобы полностью полагаться на дроссели для сглаживания дуги, как это делают обычные машины.Результат — очень стабильный и плавный выходной сигнал при низких уровнях силы тока.
Благодаря Micro-Start TIG операторам не нужно покупать более дорогие аппараты, чтобы получить низкопроизводительные сварочные возможности — технология Micro-Start может обеспечить производительность инвертора при использовании более дешевого обычного аппарата.
Проблема: запуск на низком уровне
Современные аппараты для сварки TIG создают дугу, используя высокую частоту для ионизации пути от вольфрама к заготовке. Хотя для возникновения дуги необходима высокая частота, в большинстве машин она остается включенной в течение длительного времени и с высокой интенсивностью, создавая, таким образом, «следящие» следы на поверхности сварного шва.Для критических сварочных работ, таких как сварные швы, отвечающие требованиям авиакосмической промышленности или ядерной техники, эти следы могут вызвать микротрещины и привести к дефектам сварного шва. Даже в некритических приложениях высокая частота может привести к появлению значительного нежелательного дрейфа дуги.
Даже в некритических приложениях высокая частота может привести к появлению значительного нежелательного дрейфа дуги.
Другая проблема обычных машин заключается в том, что они не могут запускаться при очень слабом токе (обычно ниже 5 ампер). Это связано с тем, что при минимальном срабатывании тиристоров выходной дроссель не может накапливать достаточно энергии для поддержания тока при сварочном напряжении, чтобы инициировать и поддерживать дугу без повторного инициирования высокой частоты.
Для улучшения запуска многие конкурирующие машины TIG используют функцию горячего старта. Горячий старт использует пики проводимости SCR высокого тока при достаточном напряжении и длительности, чтобы нагреть вольфрам и быстро установить путь ионов от вольфрама к заготовке, чтобы сократить продолжительность высокой частоты. Например, если оператор настраивает машину на 5 ампер, машина может поднять ток более 100 ампер в течение значительного периода времени во время запуска. Но этот метод слишком проблематичен, потому что на тонком материале горячий старт разрушит заготовку и сожжет основной металл.Некоторые операторы даже прибегали к запуску на медных блоках или сварочных купонах, прежде чем переносить дугу на сварную деталь, чтобы избежать негативных последствий высокочастотного и горячего пуска. Этот метод позволяет дуге стабилизироваться и предотвращает повреждение заготовки.
Но этот метод слишком проблематичен, потому что на тонком материале горячий старт разрушит заготовку и сожжет основной металл.Некоторые операторы даже прибегали к запуску на медных блоках или сварочных купонах, прежде чем переносить дугу на сварную деталь, чтобы избежать негативных последствий высокочастотного и горячего пуска. Этот метод позволяет дуге стабилизироваться и предотвращает повреждение заготовки.
Операторы часто могут вручную выполнить «Горячий старт», нажав педаль аппарата TIG до более высокого пускового тока. Но при таком подходе машина никогда не запускается при достаточно низкой силе тока, что приводит к возможному прожогу или эрозии сварной детали.Это также не обеспечивает согласованности, поскольку операторы должны «угадывать», с чего начать.
Решение для сварки TIG Micro-Start
С помощью технологии Micro-Start TIG компания Lincoln Electric разработала способ более быстрого, плавного и стабильного образования дуги с помощью электронного источника сварочного тока 2 А в дополнение к высоте стартового импульса SCR. и продолжительность, соответствующая уровню сварки. Усовершенствованная схема управления позволяет этой новой технологии использовать более короткое и менее интенсивное импульсное зажигание для зажигания дуги без «хлопков» или «горения», что позволяет виртуально отключать высокие частоты при первом зажигании дуги.
и продолжительность, соответствующая уровню сварки. Усовершенствованная схема управления позволяет этой новой технологии использовать более короткое и менее интенсивное импульсное зажигание для зажигания дуги без «хлопков» или «горения», что позволяет виртуально отключать высокие частоты при первом зажигании дуги.
Фактически, большинство пользователей даже не могут обнаружить, что включена высокая частота. Этот быстрый запуск короткий и не позволяет подвести достаточно тепла, чтобы сжечь какой-либо материал. Но пуск предлагает достаточно энергии, чтобы нагреть вольфрам и создать поток плазмы к заготовке.
Micro-Start TIG также позволяет операторам регулировать минимальную силу тока машины. Это позволяет оператору настраивать нижнюю часть станка в соответствии с конкретным диапазоном рабочей силы тока для используемого вольфрамового диаметра, а также с его или ее собственным низким уровнем квалификации.
Проблема: минимальный пусковой ток
Большинство обычных машин позволяют операторам устанавливать только максимальную силу тока, но не позволяют устанавливать минимальный ток. Это означает, что если вольфрам и / или оператор не может запустить машину при минимальной мощности машины, то педаль управления должна быть «перебита» на более высокий уровень для достижения запуска. Это затрудняет достижение последовательного запуска, а также повторяемого заполнения кратера.
Это означает, что если вольфрам и / или оператор не может запустить машину при минимальной мощности машины, то педаль управления должна быть «перебита» на более высокий уровень для достижения запуска. Это затрудняет достижение последовательного запуска, а также повторяемого заполнения кратера.
Micro-Start TIG Solution
Lincoln предлагает единственную машину с контролем минимальной мощности, которая позволяет оператору регулировать минимальную силу тока машины при минимальном нажатии педали в соответствии с рабочим диапазоном вольфрама или уровнем квалификации оператора.Например, если оператор использует вольфрам диаметром 3/32, его типичный рабочий диапазон составляет от 10 до 150 ампер. Теперь оператор может установить минимальную силу тока машины, чтобы она не опускалась ниже 10 ампер при минимальном нажатии на педаль, чтобы обеспечить стабильность при сварке и запуске. Точно так же для тех, кто использует вольфрам 0,020 или 0,040 — минимальную силу тока можно уменьшить до 2 ампер, поскольку этот вольфрам может стабильно работать в этом диапазоне.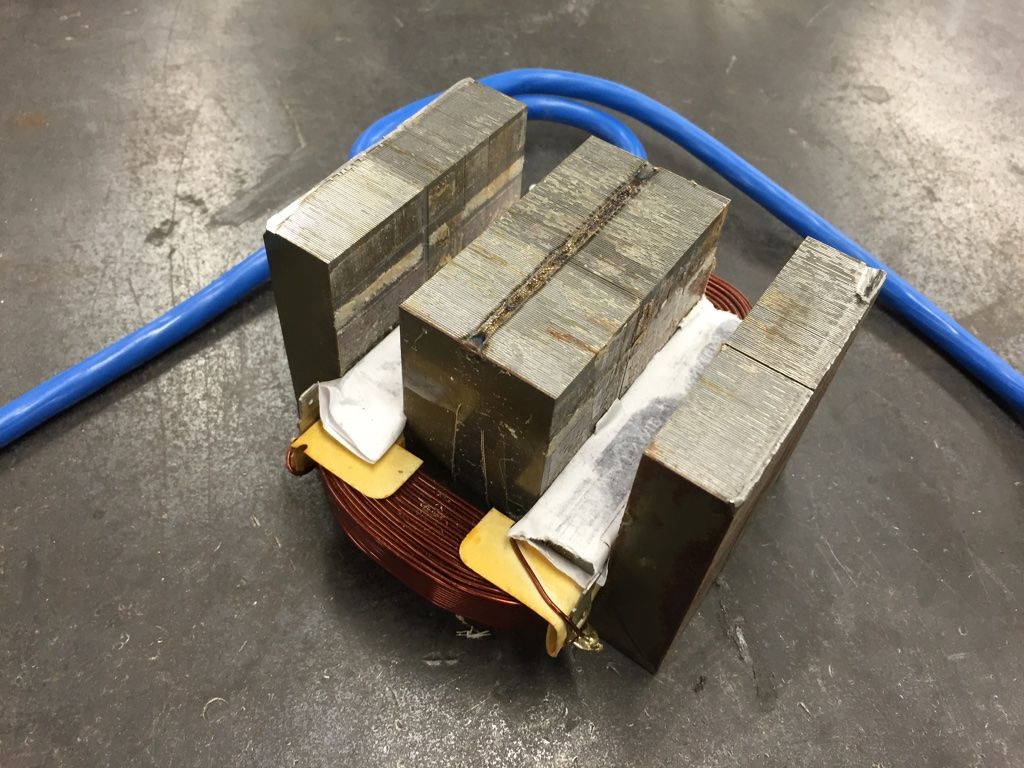 Этот минимальный выходной контроль позволяет независимую установку минимального уровня тока от 2 до 60 ампер.Это обеспечивает оптимальный диапазон разрешения для дистанционного управления (ножная педаль) между минимальной и максимальной предустановленными настройками.
Этот минимальный выходной контроль позволяет независимую установку минимального уровня тока от 2 до 60 ампер.Это обеспечивает оптимальный диапазон разрешения для дистанционного управления (ножная педаль) между минимальной и максимальной предустановленными настройками.
Проблема: заполнение кратера
Одной из наиболее частых жалоб операторов TIG была проблема, связанная с понижением тока для заполнения кратера в конце сварного шва. В традиционных машинах используется метод определения порогового значения тока, что означает, что когда оператор снижает скорость и дуга становится нестабильной, устройство определяет, что дуга может погаснуть, и снова включает высокую частоту.При использовании метода порога тока высокая частота обычно составляет около 3 ампер. Возврат высокой частоты создает блуждающую или «танцующую» дугу, которая оставляет следы на сварном шве, что приводит к загрязнению, микроскопическим трещинам и поверхностным дефектам.
Решение для сварки TIG Micro-Start
Технология Lincoln Micro-Start TIG использует метод измерения напряжения. Это более «интеллектуальный» метод обнаружения, который знает, пытается ли оператор поддерживать дугу.Высокая частота возобновится только в том случае, если измеренное выходное напряжение больше 35 В (намного выше нормального сварочного напряжения). Таким образом, машина будет обеспечивать снижение тока при низком уровне тока во время образования кратеров без нежелательной высокой частоты. Другими словами, во время сварки высокая частота больше не будет включаться после начала последовательности.
Это более «интеллектуальный» метод обнаружения, который знает, пытается ли оператор поддерживать дугу.Высокая частота возобновится только в том случае, если измеренное выходное напряжение больше 35 В (намного выше нормального сварочного напряжения). Таким образом, машина будет обеспечивать снижение тока при низком уровне тока во время образования кратеров без нежелательной высокой частоты. Другими словами, во время сварки высокая частота больше не будет включаться после начала последовательности.
Традиционно источники питания не достаточно сложны, чтобы определять, действительно ли оператор выполняет сварку, и когда оператор хочет выполнять сварку при низкой силе тока.Благодаря технологии Micro-Start TIG, как только высокая частота инициирует дугу постоянного тока, высокая частота больше не нужна из-за низкой стабильности тока фоновой цепи.
Заключение
Благодаря технологии Lincoln Micro-Start TIG оператор практически с любым уровнем квалификации TIG сможет выполнять повторяемые высококачественные запуски, сварку и окончание. Это связано с тем, что новая технология позволяет легко преодолевать наиболее распространенные проблемы сварки TIG с помощью аппаратов, которые преодолевают наиболее распространенные ограничения производительности.
Это связано с тем, что новая технология позволяет легко преодолевать наиболее распространенные проблемы сварки TIG с помощью аппаратов, которые преодолевают наиболее распространенные ограничения производительности.
— перевод на датский
черная металлургия и другие металлургические отрасли — iate.europa.eu
▷ Фотонный волновод дроссель с неабсорбирующей нагрузкой Соединение волновода дросселя включает в себя первый набор столбов, расположенных на подложки, каждая опора в первом массиве опор имеет первый размер и сконфигурирована для приема входной плоской волны на первом конце стыка дросселя … ▷ Переходное поведение дросселя при различной скорости поступления udp… CHOKe — лучшая схема для достижения справедливой доли пропускной способности между потоками за счет наказания неотзывчивых потоков … ▷ Обнаружение критических дросселей баллов для достижения хорошего экологического статуса в европейских морях . .. Дроссели баллов различались типы: культурный и политический заслонки точек были определены в Барре и Средиземном море, соответственно, тогда как засушливость и баллов в Северном и Балтийском море зависели от различных значений в отношении смягчения последствий эвтрофикации… ▷ Понимание дросселя : пропускная способность и пространственные характеристики Недавно предложенное активное управление очередью, CHOKe , не имеет состояния, простое в реализации, но удивительно эффективное для защиты TCP от потоков UDP … ▷ Дизайн дросселя -режим Демпфированная ускоряющая структура для основного линейного ускорителя clic … Дроссель Структуры в режиме обладают потенциалом для гораздо более низких уровней импульсного нагрева поверхности и, поскольку фрезерование не требуется, снижают стоимость … ▷ Дроссель RF на кристалле для беспроводных ВЧ-цепей Новый встроенный дроссель RF на частоте 5 ГГц разработан и измерен для класса А работающих усилителей мощности (PA) ВЧ беспроводной локальной сети.
.. Дроссели баллов различались типы: культурный и политический заслонки точек были определены в Барре и Средиземном море, соответственно, тогда как засушливость и баллов в Северном и Балтийском море зависели от различных значений в отношении смягчения последствий эвтрофикации… ▷ Понимание дросселя : пропускная способность и пространственные характеристики Недавно предложенное активное управление очередью, CHOKe , не имеет состояния, простое в реализации, но удивительно эффективное для защиты TCP от потоков UDP … ▷ Дизайн дросселя -режим Демпфированная ускоряющая структура для основного линейного ускорителя clic … Дроссель Структуры в режиме обладают потенциалом для гораздо более низких уровней импульсного нагрева поверхности и, поскольку фрезерование не требуется, снижают стоимость … ▷ Дроссель RF на кристалле для беспроводных ВЧ-цепей Новый встроенный дроссель RF на частоте 5 ГГц разработан и измерен для класса А работающих усилителей мощности (PA) ВЧ беспроводной локальной сети. .. ▷ Квадрупольный счетчик смешения дроссель структура для резонатора kekb aresВ резонаторе KEKB ARES используется дроссель с модельным резонатором в качестве его ускоряющей части … ▷ Копланарный волновод на кристалле RF дроссель для wlan RF схем новый встроенный дроссель RF на частоте 5 ГГц спроектирован и измерен для класса A работающих усилителей мощности (PA) беспроводной локальной сети … ▷ Choke : очередь без сохранения состояния для защиты потоков для реализации схемы активного управления очередью без сохранения состояния (AQM)… ▷ Мультипакет в канавке дроссельной заслонки на srf-пушке для прототипа bnl erl Сверхпроводящая пушка 703 МГц для прототипа BNL ERL была испытана в JLab с дросселем и без него -соединением и катодным стержнем … ▷ Эскизная разработка Сварка — соединение и структура Сварка на основе ультразвуковой сварки … Ультразвуковая сварка — это применение высоких технологий для сварки термопластичных изделий .
.. ▷ Квадрупольный счетчик смешения дроссель структура для резонатора kekb aresВ резонаторе KEKB ARES используется дроссель с модельным резонатором в качестве его ускоряющей части … ▷ Копланарный волновод на кристалле RF дроссель для wlan RF схем новый встроенный дроссель RF на частоте 5 ГГц спроектирован и измерен для класса A работающих усилителей мощности (PA) беспроводной локальной сети … ▷ Choke : очередь без сохранения состояния для защиты потоков для реализации схемы активного управления очередью без сохранения состояния (AQM)… ▷ Мультипакет в канавке дроссельной заслонки на srf-пушке для прототипа bnl erl Сверхпроводящая пушка 703 МГц для прототипа BNL ERL была испытана в JLab с дросселем и без него -соединением и катодным стержнем … ▷ Эскизная разработка Сварка — соединение и структура Сварка на основе ультразвуковой сварки … Ультразвуковая сварка — это применение высоких технологий для сварки термопластичных изделий . .. ▷ Электрическая сварка …… Дуговая сварка Оборудование … ▷ Обзор: сварка разнородных металлических сплавов лазерным лучом сварка и трение с перемешиванием сварка методы … Многие методы сварки были проанализированы для соединение разнородных комбинаций металлов … ▷ Исследование параметров сварки дерева с использованием прототипа сварочного аппарата … Вариант вибрационной сварки , сварки дерева использует давление и трение для соединения материалов… ▷ Конструкция двух- сварочный факел автоматический сварочный аппарат … Для непрерывной сварки проблема пересечения многотрубных радиаторов, новый тип двух- сварка горелка автомат сварка Аппарат спроектирован … ▷ Интеллектуальные технологии для сварки Производство … В этом документе представлены некоторые новейшие и потенциальные разработки в области искусственных интеллектуальных технологий для процесса сварки в Шанхайском университете Цзяо Тонг (SJTU), который содержит много информации получение и обработка плавкой дуги сварка динамический процесс; Интеллектуальные вычисления для процесса сварки ; Интеллектуальные методы управления процессом сварки и контроля качества; технологии искусственного интеллекта для сварки роботизированных систем и роботизированного процесса сварки ; и некоторые приложения в сварке техники.
.. ▷ Электрическая сварка …… Дуговая сварка Оборудование … ▷ Обзор: сварка разнородных металлических сплавов лазерным лучом сварка и трение с перемешиванием сварка методы … Многие методы сварки были проанализированы для соединение разнородных комбинаций металлов … ▷ Исследование параметров сварки дерева с использованием прототипа сварочного аппарата … Вариант вибрационной сварки , сварки дерева использует давление и трение для соединения материалов… ▷ Конструкция двух- сварочный факел автоматический сварочный аппарат … Для непрерывной сварки проблема пересечения многотрубных радиаторов, новый тип двух- сварка горелка автомат сварка Аппарат спроектирован … ▷ Интеллектуальные технологии для сварки Производство … В этом документе представлены некоторые новейшие и потенциальные разработки в области искусственных интеллектуальных технологий для процесса сварки в Шанхайском университете Цзяо Тонг (SJTU), который содержит много информации получение и обработка плавкой дуги сварка динамический процесс; Интеллектуальные вычисления для процесса сварки ; Интеллектуальные методы управления процессом сварки и контроля качества; технологии искусственного интеллекта для сварки роботизированных систем и роботизированного процесса сварки ; и некоторые приложения в сварке техники. .. ▷ Мониторинг качества сварки на основе сварки Анализ тока и тока Качество сварки играет важную роль в промышленности, особенно в области производства … ▷ Высокоскоростной удар Процесс сварки : обзор Ударная сварка — это разновидность твердотельной сварки , которая является одним из решений для соединения разнородных материалов без интерметаллических соединений … коаксиальный лазер… (MHI) разработала гибридную сварочную головку , которая сочетает в себе функции дуговой и лазерной сварки, с целью применения ее для сварки сложных объектов сложной формы, таких как кузова автомобилей … ▷ Эффект дуговой сварки (gmaw) процессы на различных параметрах сварки AbstractGas Metal Arc Сварка (GMAW) процесс является ведущим в развитии процесса дуговой сварки , который обеспечивает более высокую производительность и хорошее качество…
.. ▷ Мониторинг качества сварки на основе сварки Анализ тока и тока Качество сварки играет важную роль в промышленности, особенно в области производства … ▷ Высокоскоростной удар Процесс сварки : обзор Ударная сварка — это разновидность твердотельной сварки , которая является одним из решений для соединения разнородных материалов без интерметаллических соединений … коаксиальный лазер… (MHI) разработала гибридную сварочную головку , которая сочетает в себе функции дуговой и лазерной сварки, с целью применения ее для сварки сложных объектов сложной формы, таких как кузова автомобилей … ▷ Эффект дуговой сварки (gmaw) процессы на различных параметрах сварки AbstractGas Metal Arc Сварка (GMAW) процесс является ведущим в развитии процесса дуговой сварки , который обеспечивает более высокую производительность и хорошее качество…общие — core.ac.uk —
общие — eur-lex.europa. eu
eu
черная металлургия и другие металлургические отрасли — iate.europa.eu
черная металлургия и другие металлургические отрасли — iate.europa.eu
[…]черная металлургия и другие металлы — iate.europa.eu
черная металлургия и другие металлы — iate.europa.eu
общие — eur-lex.europa .eu
электроника и электротехника — iate.europa.eu
сельское, лесное и рыбное хозяйство — iate.europa.eu
[…]черная металлургия и другие металлы — iate.europa.eu
черная металлургия и другие металлургические отрасли — iate.europa.eu
1 миллиард переводов с разбивкой по видам деятельности на 28 языков
Наиболее частые запросы Английский: 1-200, -1k, -2k, -3k, -4k, -5k, -7k, -10k, -20k, -40k, -100k, -200k, -500k,
Наиболее частые запросы датский: 1-200, -1k, -2k, -3k, -4k, -5k, -7k, -10k, -20k, -40k, -100k, -200k, -500k,
Перевод Traducción Übersetzung Tradução Traduzione Traducere Vertaling Tłumaczenie Mετάφραση Oversættelse Översättning Käännös Aistriúchán Traduzzjoni Prevajanje Vertimas Tõlge Preklad Fordítás Tulkojumi Превод Překlad Prijevod 翻 訳 번역 翻译 Перевод
Разработано для TechDico
Издательство
Правила и условия
Политика конфиденциальности
© techdico
Lincoln Электрический УПРАВЛЕНИЕ ДРОССЕЛЕМ (S7525-19) — Fl int Сварочные материалы
Бренды
3 млн
Абмаст
Аэро
Инструменты Альфра
Безопасность Allego
Американский факел
Ручные инструменты Эймса
Ampco
Якорь
Эндрюс Сэйлс
Энтони
Arc One
Arcair
Лучник
Армстронг
Атлас
B & B Труба
Бензоматик
Бернар
Карандаши Berol
BerQuist
Бесси зажим
Лучшие сварные швы
Bienies
Бинзель
Сплавы Blue Demon
Абразивы Blue Line
BOSCH
Защитные очки Bouton
BROOKVILLE ПЕРЧАТКА
Bug-O Systems
Кабельная сварка и первичная обработка
Дверная защелка
Кантеско
Инструмент века
Инструменты Channellock
Чикаго Пневматик
CK в мире
CM Industries
Кобра
Кепки Comeaux
Комфортная защита глаз
Комфортная защита глаз
Комфортные продукты безопасности
Concoa
Безопасность экипажа
Кронация
Cronatron
Корона Сплав
Шланг длины обрезки
Цилиндров
Dewalt
Дьюарлт
Dockson
Dykem Chemical
Dynaflux
E-A-R Защита слуха
Орел
Кисть Eagle Brand
Вилки Eagle
Ухо слуха
Электроэрозионный стержень и проволока
Инструменты Империи
ЭСАБ
Сварочные сплавы Eureka
Абразивные материалы Falcon
Волоконный металл
Пламенные Технологии
Мастер фланца
Флексовит
Форни
Gasflux
GC Fuller
Generico / Genstar / Gentec
Goss
Харли-Девидсон
Цилиндровые грузовики Harper
Харрис
Hirsch Metals
Сварщики Хобарта
Беруши Howard Leight
Охотник Безопасность
Hypertherm
Международная криогеника
Сплавы для сварки Inweld
Джексон
Дж. В. Харрис
KCI Chemical
Кимберли Кларк
Klein Tools
Ноксвиллские перчатки
Детали двигателя Kohler
Кромер Кепка
Продукты с идентификатором Ledgible Sign
Продукты с четким обозначением
Сварочные изделия Lenco
Инструменты Lenox
Линкольн Электрик
Линкольн Шлем
Инструменты Lockjaw
Лукас Милхаупт Пайка
М. К. Морс
МАГНАФЛЮКС
Макита
Маркал
Маркал / Лако
MB Industries
Meco Gas Equip
Мемфис Безопасность
Мезер
Metabo
Металлический человек
Метобо
Миллер
Moldex
Motor Guard
Г-н.Нагреватель
MSA
Murex
Криогеника MVE / Диаграмма
Северная безопасность
Нортон
Системы Nu-tec
Oatey
Оккуномикс
Зажимы Oetiker
ОКИ Беринг
Детали двигателя Onan
Оптрел
Наконечники для стрижки Oxweld
Жемчужные абразивы
Пирсон
PFERD Abasives
Powerweld
Профакс
Насадки для стрижки Purox
Очки Radians
Ратерманн Криогенный
Одежда Rawhide Frontier
Газовое оборудование Rego
Revco Безопасность
Газовое оборудование Rexarc
Канистры Rod Guard
Тележка безопасности
Sait / United Abrasives
Sellstrom Безопасность
Servus Обувь / Дождевики
Шервудский клапан
Газовое оборудование Smith
Сварочные маски Speedglas
Ручные инструменты Stanley
Штайнер Безопасность
Превосходные продукты
Оборудование для производства напитков Taprite
Горелка TEC / Weldtec
Продукция Techniweld
Контроль температуры Tempil
Thermacut
Тепловая дуга
Тепловая динамика
Тиллман
Трегаскисс
Сварка шпилек TRW / Nelson
Вольфрамовый электрод
TWECO
Ullman Devices
UVEX
Виктор
VISEGRIP
Уолтер
Вашингтонский сплав
Кисть и абразив Weiler
Weldaid
Weldas
Weldcote Metals
Weldcraft
WeldMark
Западные предприятия
Wika
WYPO
Продукты Wypo
York Anti-Spatter Products
В. Харрис
KCI Chemical
Кимберли Кларк
Klein Tools
Ноксвиллские перчатки
Детали двигателя Kohler
Кромер Кепка
Продукты с идентификатором Ledgible Sign
Продукты с четким обозначением
Сварочные изделия Lenco
Инструменты Lenox
Линкольн Электрик
Линкольн Шлем
Инструменты Lockjaw
Лукас Милхаупт Пайка
М. К. Морс
МАГНАФЛЮКС
Макита
Маркал
Маркал / Лако
MB Industries
Meco Gas Equip
Мемфис Безопасность
Мезер
Metabo
Металлический человек
Метобо
Миллер
Moldex
Motor Guard
Г-н.Нагреватель
MSA
Murex
Криогеника MVE / Диаграмма
Северная безопасность
Нортон
Системы Nu-tec
Oatey
Оккуномикс
Зажимы Oetiker
ОКИ Беринг
Детали двигателя Onan
Оптрел
Наконечники для стрижки Oxweld
Жемчужные абразивы
Пирсон
PFERD Abasives
Powerweld
Профакс
Насадки для стрижки Purox
Очки Radians
Ратерманн Криогенный
Одежда Rawhide Frontier
Газовое оборудование Rego
Revco Безопасность
Газовое оборудование Rexarc
Канистры Rod Guard
Тележка безопасности
Sait / United Abrasives
Sellstrom Безопасность
Servus Обувь / Дождевики
Шервудский клапан
Газовое оборудование Smith
Сварочные маски Speedglas
Ручные инструменты Stanley
Штайнер Безопасность
Превосходные продукты
Оборудование для производства напитков Taprite
Горелка TEC / Weldtec
Продукция Techniweld
Контроль температуры Tempil
Thermacut
Тепловая дуга
Тепловая динамика
Тиллман
Трегаскисс
Сварка шпилек TRW / Nelson
Вольфрамовый электрод
TWECO
Ullman Devices
UVEX
Виктор
VISEGRIP
Уолтер
Вашингтонский сплав
Кисть и абразив Weiler
Weldaid
Weldas
Weldcote Metals
Weldcraft
WeldMark
Западные предприятия
Wika
WYPO
Продукты Wypo
York Anti-Spatter Products
трансформатор сварочного аппарата и дроссельные катушки, трансформатор сварочного аппарата и дроссельные катушки Поставщики и производители в Alibaba.
 com
comНаслаждайтесь доступными ценами на. трансформатор и дроссели для сварочного аппарата доступны в различных формах и подходят для различных целей на Alibaba.com .. Трансформатор и дроссели для сварочного аппарата - это пассивные двухконтактные провода, которые намотаны и накапливают энергию в магнитном поле всякий раз, когда через них проходит электрический ток. Они существуют в различных типах, например, с воздушным сердечником, железным сердечником, тороидальным сердечником, слоистым сердечником и сердечником из порошкового железа.. Трансформатор сварочного аппарата и дроссельные катушки доступны в индивидуальном исполнении, а также в стандартном исполнении для удобства.Найди. трансформатор и дроссели для сварочного аппарата на Alibaba.com по сниженным ценам и в упаковке нестандартного размера. Ты используешь. трансформатор сварочного аппарата и дроссельные катушки в импульсных источниках питания в качестве накопителя энергии для выработки постоянного электрического тока.
Используйте расширение. Сварочный аппарат трансформатор и дроссельные катушки в разделении сигналов разных частот. Комбинируя их с конденсаторами, вы можете создавать настраиваемые схемы, позволяющие настраивать теле- и радиоприемники. трансформатор сварочного аппарата и дроссельные катушки также доступны с высоким током и, как известно, используются в автомобильной промышленности для фильтрации преобразования постоянного / постоянного тока в блоки управления двигателем и трансмиссией, навигационные системы и драйверы впрыска дизельного топлива.. Трансформатор сварочного аппарата и катушки дросселя также обеспечивают подавление шума в двигателях, сиденьях и зеркалах с электроприводом.
