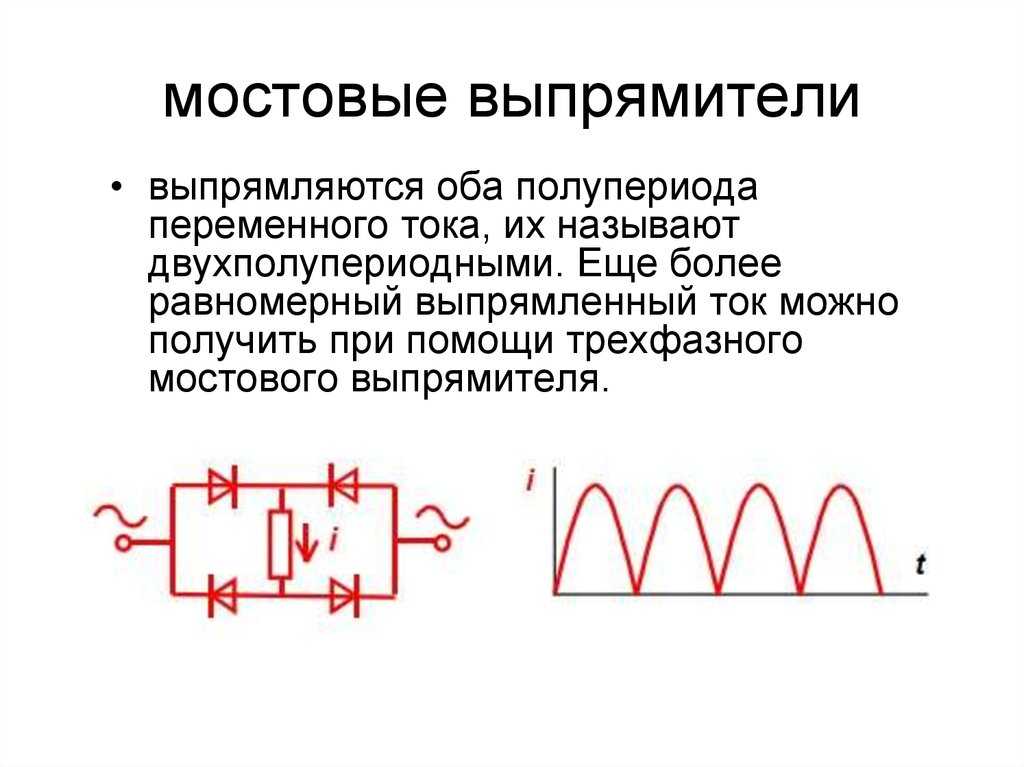
Преимущества и недостатки аппаратов переменного тока для сварки
Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с «постоянки» на «переменку». Чтобы понять преимущества и недостатки работы аппаратов на переменном токе, сравним их с моделями, вырабатывающими постоянное напряжение.
В этой статье:
- Различие переменного и постоянного тока
- Какие аппараты какой ток вырабатывают
- Разница между сваркой переменным и постоянным током
- Области применения
- Советы по выбору
Различие переменного и постоянного тока
Во всех электрических сварочных аппаратах используется кабель массы и держателя/горелки. Один конец является плюсом, а второй — минусом. При замыкании контактов и удержании их на расстоянии 3-5 мм, образуется электрическая дуга, которой выполняется плавление кромок основного металла.
Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
 Движение не хаотичное, а упорядоченное. Здесь нет колебаний (частот), напряжение более стабильно. Сварочные аппараты, работающие на постоянном токе обозначаются как DC (direct current).
Движение не хаотичное, а упорядоченное. Здесь нет колебаний (частот), напряжение более стабильно. Сварочные аппараты, работающие на постоянном токе обозначаются как DC (direct current).Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:

Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц. Есть модели, способные вывести частоту до 100 кГц. После этого ток снова преобразовывается в постоянный и фильтруется.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она «гуляет», труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга «плюется». Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение «скачет», аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор «выживет» в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:

Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для «переменки» электроды с целлюлозным покрытием.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 2 | 25-100 |
| 3-4 | 3 | 90-150 |
| 5-6 | 4 | 150-200 |
Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
Как регулировать силу тока трансформатора?
СкрытьПодробнее
Регулировка силы тока возможна двумя способами.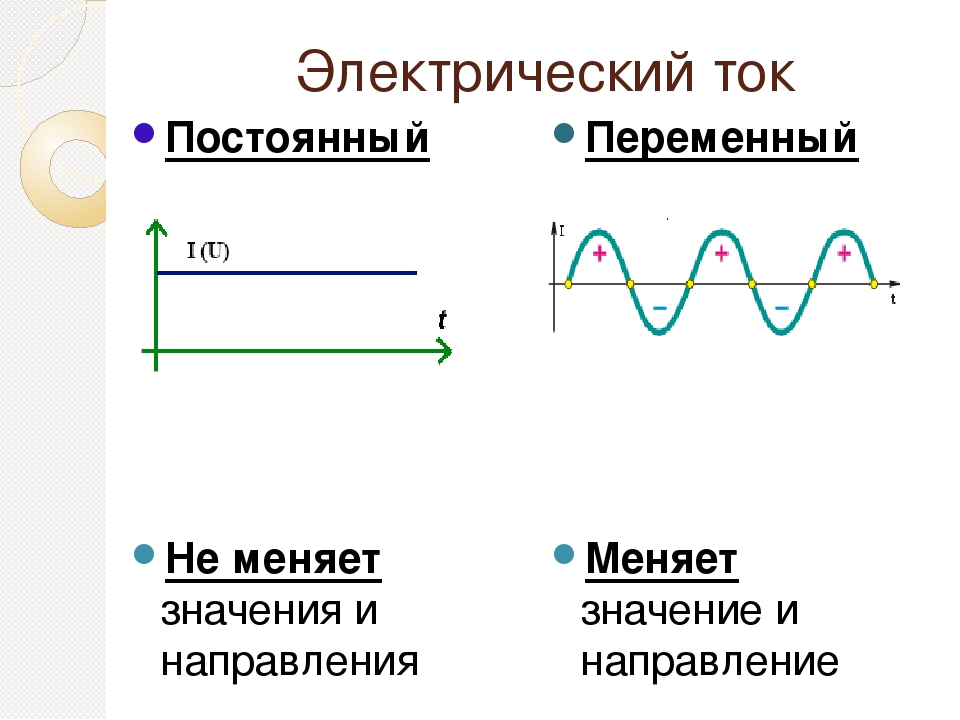 Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Второй способ — ступенчатый. Он есть только у промышленных версий и заключается в переключении витков обмотки. Механизм действует быстро, но не позволяет установить точных значений. У большинства трансформаторов нет дисплея, поэтому дугу нужно пробовать на черновом металле каждый раз после изменения настроек.
Как уменьшить ток, если ручка уже накручена до упора?
СкрытьПодробнее
Бывает, что сила тока убавлена до минимума, а металл все-равно прожигается. Тогда используют дополнительное приспособление — сталистую пружину, фиксируемую между прижимом массы и изделием. Ее витки создают дополнительное сопротивление, снижая силу тока. Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
Ее витки создают дополнительное сопротивление, снижая силу тока. Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
Можно ли на переменном токе заварить трещину на чугуне?
СкрытьПодробнее
Лучше использовать аппараты с постоянным током. Но если такой возможности нет, намотайте в один ряд поверх покрытого электрода оголенную медную проволоку. Она будет плавиться и добавляться вместе с присадочным металлом, смягчая сплав. Это сократит количество микротрещин при остывании чугуна.
Трансформатор сильно тарахтит, что делать?
СкрытьПодробнее
Да, аппараты на переменном токе сильно гудят и тарахтят. Работать рядом целый день не комфортно. Снизить шум можно, установив аппарат на резиновый коврик, плотно стянув все соединения на корпусе, подложив в соприкасающиеся металлические части кожуха прослойки асбеста.
Что делать, если произошло короткое замыкание обмотки трансформатора?
СкрытьПодробнее
Если сам проводник целый, потребуется перемотать катушку трансформатора с нанесением нового слоя изоляции. В случае обрыва проводника нужна новая обмотка. Лучше доверить эту работу сервисному центру.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Инверторная сварка переменного и постоянного тока — можно ли сделать своими руками
Опубликовано: 13.03.2017
Многочисленные подделки низкого качества вынуждают людей делать своими руками сварочные инверторы переменного и постоянного тока, которые более надёжны и проще ремонтируются. Как изготовить такой агрегат своими руками и сделать его долговечным и работоспособным в условиях нестабильного напряжения на даче и в сельской местности? На этот вопрос мы ответим в данной публикации и поэтапно соберём надёжный и практичный сварочный инвертор для соединения разных деталей. Наша задача — обеспечить малые габариты оборудования и небольшой вес конечного устройства для удобства работы с ним.
Как изготовить такой агрегат своими руками и сделать его долговечным и работоспособным в условиях нестабильного напряжения на даче и в сельской местности? На этот вопрос мы ответим в данной публикации и поэтапно соберём надёжный и практичный сварочный инвертор для соединения разных деталей. Наша задача — обеспечить малые габариты оборудования и небольшой вес конечного устройства для удобства работы с ним.
Оглавление:
- Виды сварочных аппаратов
- Преимущества самодельного инвертора
- Необходимые комплектующие и инструменты
- Последовательность сборки сварочного аппарата
- Итоги
Виды сварочных аппаратов
Для надёжного соединения металлов в любом строительстве используются сварочные аппараты, основой которых является силовой трансформатор, служащий преобразователем напряжения и потребляемого тока. По принципу действия агрегаты для сварки делятся на следующие типы:
- с использованием постоянного тока;
- аппараты переменного тока;
- трёхфазные устройства;
- сварочные инверторы.


До недавнего времени самым популярным был сварочный аппарат постоянного тока, основным недостатком которого был значительный вес. Вместе с тем несложная конструкция такого изделия позволяла в домашних условиях изготовить самоделку, не уступающую промышленным образцам. Кроме силового трансформатора, в конструкцию входят выпрямительные диоды и сглаживающий конденсатор большой ёмкости, а также дроссели и сопротивления. Таким образом, сварочный аппарат собрать своими руками не так уж и сложно.
Ещё проще выглядит сварочный аппарат переменного тока, представляющий собой силовой трансформатор, во вторичной обмотке которого делают несколько выводов с разным количеством витков. Это делают для регулировки сварочного тока в зависимости от толщины соединяемого материала. Такие сварочные аппараты переменного тока просты в изготовлении, но имеют низкую комфортность при работе, хотя шов получается более равномерным и прочным.
Трёхфазные агрегаты изготавливают из трёх трансформаторов, соединённых в звезду с шестью диодами, подсоединёнными по трёхфазной мостовой схеме.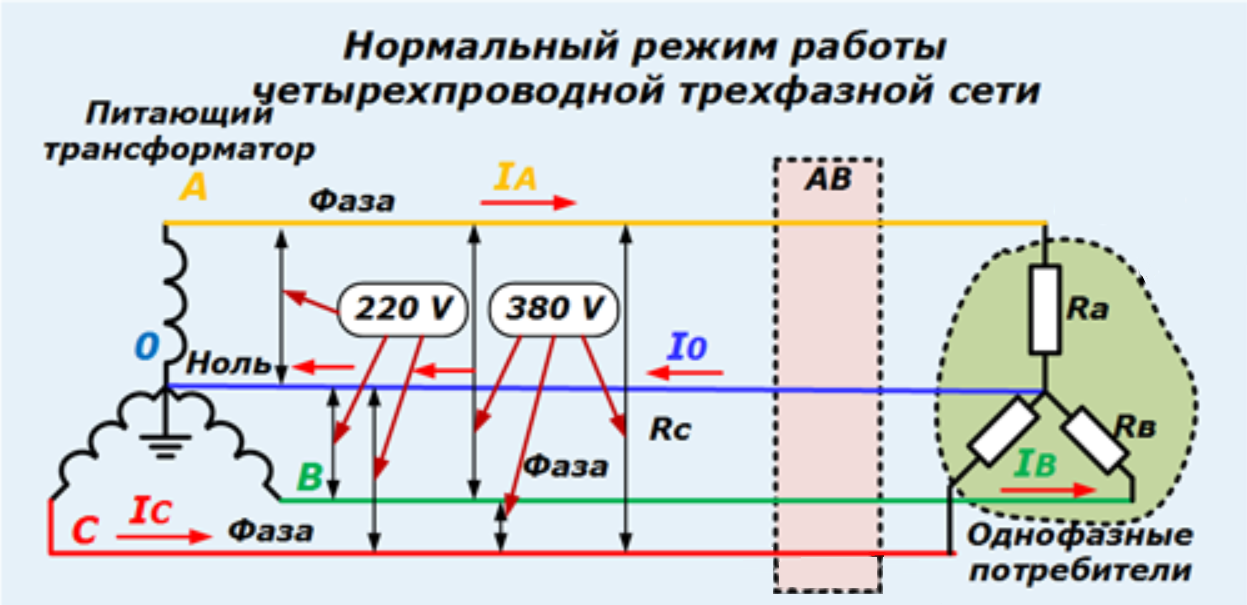 Такое подключение позволяет потребить небольшой ток и распределить равномерно по фазам нагрузку.
Такое подключение позволяет потребить небольшой ток и распределить равномерно по фазам нагрузку.
Далее рассмотрим сварочные инверторы с переменным током высокой частоты, которые отличаются небольшим весом и габаритами. Суть их работы состоит в том, что переменное сетевое напряжение 220 вольт с частотой 50 Гц выпрямляется, а затем преобразуется в высокочастотное переменное напряжение 20—50 кГц. Такой подход позволяет уменьшить потребление тока и понизить вес агрегата, не ухудшая его технических характеристик.
Важно помнить, что самодельные сварочные аппараты с постоянным током используются только с соответствующими электродами.
Преимущества самодельного инвертора
Для строительных работ с применением металлоконструкций желательно иметь свой аппарат для сварки, но его цена в розничных сетях зачастую оказывается слишком высокой. Можно собрать самодельный сварочный аппарат, который снизит стоимость конечного изделия, но без определённых затрат всё же обойтись не удастся. В частности, затраты на высокочастотные транзисторы, а также тиристорный регулятор тока для сварочного аппарата и выпрямительные диоды станут необходимыми.
В частности, затраты на высокочастотные транзисторы, а также тиристорный регулятор тока для сварочного аппарата и выпрямительные диоды станут необходимыми.
Инвертор обладает следующими преимуществами:
- малый вес, около 10 кг, в зависимости от мощности;
- коэффициент полезного действия — более 90 %;
- малое потребление электроэнергии;
- широкие пределы работы схем регуляторов тока, что позволяет работать по разным технологиям сварки элементов из разных металлов;
- высокая стабильность напряжения на электроде позволяет сделать ровный и качественный шов;
- можно использовать электроды разного типа;
- современные схемы и элементная база дают возможность устранить залипание электродов и обеспечивают ускоренный розжиг дуги.
Необходимые комплектующие и инструменты
Мы видим, что инвертор в сварочных работах является незаменимым инструментом, лёгким и удобным в эксплуатации. Для того чтобы обеспечить его качественную сборку, понадобятся, кроме радиодеталей, следующие инструменты:
Для того чтобы обеспечить его качественную сборку, понадобятся, кроме радиодеталей, следующие инструменты:
- мощный паяльник с припоем и флюсом;
- набор отвёрток и пассатижи;
- электродрель или шуруповёрт с набором свёрл;
- ножовка, нож, ножницы;
- подходящий по размеру корпус для монтажа инвертора.
Чтобы понять суть сборки аппарата, необходимо разобраться в принципиальной схеме устройства и взаимодействия его составляющих между собой. Сварочный инвертор состоит из следующих основных узлов:
- сетевое напряжение 220 В, 50 Гц поступает на первичный низкочастотный диодный выпрямитель, после которого постоянное напряжение фильтруется конденсаторами;
- постоянное напряжение подаётся на инвертор, выдающий на выходе высокочастотное переменное напряжение;
- далее располагается понижающий трансформатор;
- затем вторичный высокочастотный выпрямитель;
- постоянный ток через дроссель идёт на электрод;
- со входа и выхода высокочастотного трансформатора осуществляется соединение с блоком обратной связи, который корректирует работу инвертора в зависимости от параметров сварочного тока;
- блок управления сварочным инвертором.

Последовательность сборки сварочного аппарата
Собственноручная сборка инвертора подразумевает использование как можно большего количества готовых элементов, поскольку этот агрегат довольно сложный и без знания основ радиоэлектроники не обойтись. При окончательной проверке и отладке понадобятся осциллограф и тестер, рассчитанный на замеры токов большой силы.
Самостоятельно можно перемотать трансформатор, адаптируя его к вашим запросам, или создать дроссель. Под силу разместить диоды и тиристоры на радиаторах, закрепить шины из алюминиевых или медных полос, но собрать и отладить блоки обратной связи и управления можно только при помощи специалиста.
При сборке сварочного аппарата очень важно соблюдать правила техники безопасности, поскольку электрооборудование связано с риском поражения током.
Проводя работы по монтажу узлов инвертора, необходимо соблюдать ряд требований, а именно:
- корпус для аппарата нужно выбирать так, чтобы в нём компактно, но не скученно были размещены все элементы инвертора;
- при намотке трансформатора нужно следить за плотной укладкой витков обмотки, надёжно изолировать их и закреплять;
- силовые диоды, тиристоры и транзисторы надёжно закреплять на радиаторах с использованием теплопроводящей пасты;
- лучше всего использовать медные провода и шины, поскольку их токопроводящие свойства выше, чем у алюминия;
- к качеству всех компонентов следует относиться очень внимательно, потому что от них зависит долговечность устройства;
- обеспечить бесперебойную работу системы охлаждения с помощью мощных вентиляторов, а в корпусе просверлить отверстия для циркуляции воздуха;
- тщательно пропаивать все электрические соединения.

Окончательная отладка сварочного инвертора должна проводиться под контролем специалиста.
Итоги
При сборке сварочного инвертора своими руками вы обеспечите себя незаменимым и удобным аппаратом для сварки металлов, а кроме того, сможете существенно сэкономить. Важно ответственно подходить к выбору деталей и электронных компонентов, а при необходимости обращаться за помощью к профессионалам. При окончательной отладке их помощь и аппаратура обеспечат безупречную и длительную работу инвертора.
Сергей Одинцов
tweet
Принцип работы сварочного инвертора
Преобразование переменного тока в постоянный осуществляется с помощью выпрямителей на основе диодного моста. Получить переменный ток из постоянного также возможно, только для этого понадобится совершенно другой прибор – инвертор переменного тока. Данные устройства используются не только в виде преобразователей, но и в других электротехнических устройствах, например, в сварке.
Получить переменный ток из постоянного также возможно, только для этого понадобится совершенно другой прибор – инвертор переменного тока. Данные устройства используются не только в виде преобразователей, но и в других электротехнических устройствах, например, в сварке.
Содержание
Особенности инверторной сварки
В отличие от обычной сварки, работа инверторной аппаратуры имеет свои особенности. Основой конструкции служит инвертор, осуществляющий преобразование постоянного тока в переменное напряжение высокой частоты.
Рабочий процесс и принцип работы сварочного инвертора выглядит следующим образом:
- К выпрямителю, установленному на входе, поступает сетевое напряжение 220 вольт, частотой 50 Гц. Далее оно попадает в так называемый косой диодный мост, состоящий из ключевых транзисторов.
- В этом мосту происходит формирование высокочастотных прямоугольных импульсов, достигающий 50 кГц. Благодаря такому преобразованию в схеме стало возможным импульсного понижающего трансформатора высокой частоты. Использование этого прибора означает понижение высокочастотного напряжения до требуемого рабочего значения.
- Выпрямитель, установленный на выходе, преобразует полученное напряжение с нужной амплитудой в рабочее, которое и будет использоваться во время проведения сварочных работ.
 Использование этого прибора означает понижение высокочастотного напряжения до требуемого рабочего значения.
Использование этого прибора означает понижение высокочастотного напряжения до требуемого рабочего значения.Специальный материал сердечника трансформатора позволил сделать все устройство относительно легким и компактным. Удачные технические решения и специальные компоненты, использованные в конструкции инвертора, дали возможность получить на выходе сварочный аппарат, не подверженный влиянию скачков и перепадов постоянного тока и сетевого напряжения. При его выходе за допустимые пределы потребления, устройство полностью отключается, на что указывает загоревшаяся аварийная лампочка желтого цвета.
Чтобы до конца понять возможности сварочного инвертора, необходимо знать, устройство сварочного инвертора и на каких принципах он работает.
Устройство и принцип работы
Прежде чем рассматривать вопрос, как работает сварочный инвертор, нужно вспомнить конструкцию обычного аппарата и потом сравнить оба устройства. Старые приборы для сварки конструировались на основе силового трансформатора повышенной мощности. Он выполнял понижение переменного сетевого напряжения, а на его вторичной обмотке появлялись высокие токи – от десятков до сотен ампер, необходимые для сварочного процесса.
Старые приборы для сварки конструировались на основе силового трансформатора повышенной мощности. Он выполнял понижение переменного сетевого напряжения, а на его вторичной обмотке появлялись высокие токи – от десятков до сотен ампер, необходимые для сварочного процесса.
Ток на вторичной обмотке увеличивался в такой же степени, в какой происходило понижение напряжения. Для этого в качестве обмотки использовался провод большого диаметра со сниженным количеством витков. Требуемая высокая мощность, работа на сетевой частоте 50 Гц привели к тому, что размеры и масса обычной сварочной аппаратуры получились очень большими и громоздкими. Это создавало массу неудобств при перемещениях во время работы с одного места на другое.
Разработка сварочных инверторов постоянного тока позволила полностью устранить эти недостатки, особенно потребление энергии. Рабочая частота, увеличенная до 60-80 кгц и выше, привела к снижению габаритных размеров и массы устройства. Например, при росте частоты преобразованного напряжения в 4 раза, размеры трансформатора снижаются примерно в 2 раза.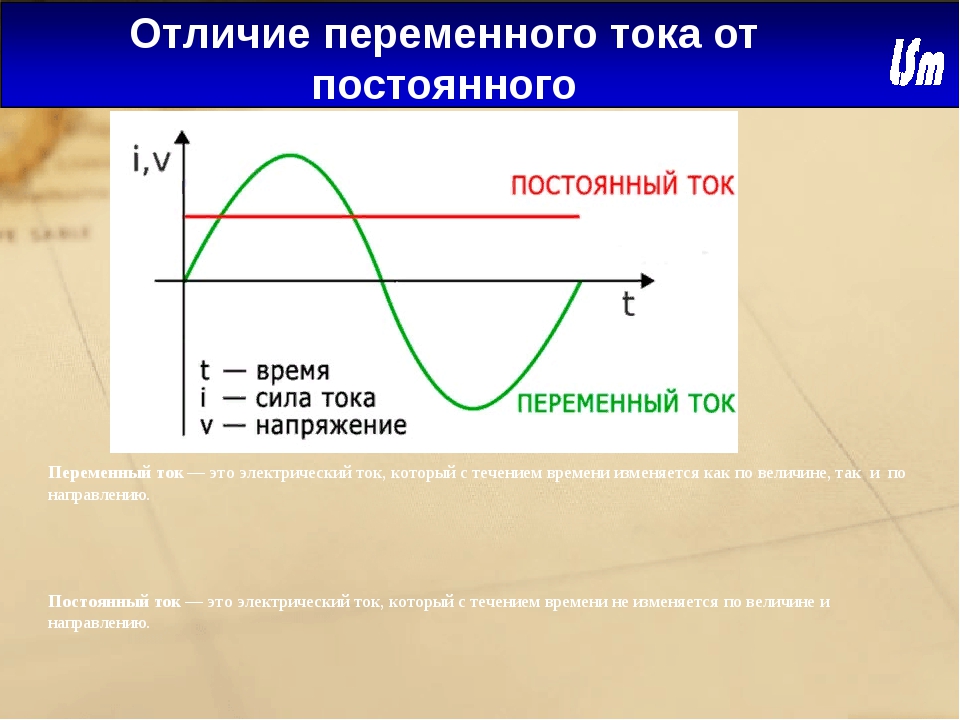 В конце концов уменьшается вес всего аппарата, он становится менее материалоемким за счет экономии меди и прочих дорогостоящих материалов.
В конце концов уменьшается вес всего аппарата, он становится менее материалоемким за счет экономии меди и прочих дорогостоящих материалов.
Теперь следует разобраться, для чего нужен инвертор и откуда же берутся токи с высокой частотой в 60-80 кГц, когда в электрической сети этот показатель составляет всего 50 Гц. Требуемый результат получается за счет использования инверторной схемы, в состав которой входят мощные ключевые транзисторы. Их переключение как раз и позволяет получить требуемую высокую частоту. Этот процесс запускается после подачи на них постоянного напряжения, поступающего через выпрямитель.
Выпрямление сетевого напряжения осуществляется за счет работы мощного диодного моста с последующим сглаживанием фильтрами-конденсаторами. Это первый этап преобразования, в конце которого образуется постоянное напряжение величиной 220 В и выше. Именно оно выступает в качестве источника питания самого инвертора, транзисторы которого соединены с понижающим трансформатором. Переключение транзисторов происходит на высокой частоте, поэтому и трансформатор будет работать на такой же частоте – 60-80 кГц.
При работе на таких сверхчастотах уже не нужны громоздкие устройства, поэтому размеры трансформатора существенно уменьшаются, а потребляемая мощность сварочного инвертора остается такой же, как у обычного аппарата, работающего на 50 Гц.
Регулировка и управление сварочным током
Для регулировки сварочного тока в инверторных устройствах предусмотрен специальный электронный регулятор. Конкретные параметры выбираются потенциометром, размещенном на передней панели устройства. Его ручка вращается и постепенно устанавливается определенный уровень первоначального напряжения на входе. Здесь расположены логические элементы, созданные в виде операционных усилителей.
На выходе находится датчик тока, с которого по линии обратной связи поступает сигнал. С помощью компаратора осуществляется сравнение фактически полученного напряжения с уровнем напряжения, заданного при регулировке потенциометром.
Если уровни напряжений не совпадают, в этом случае импульс, поступающий на контроллер, изменит свою амплитуду. Одновременно изменится и скважность самих импульсов, выдаваемых контроллером. В результате, режим переключения транзисторов также изменится, оказывая тем самым влияние на величину сварочного тока. Суть данной схемы заключается в поддержании определенного равновесия и значения между фактическим и заданным током, обеспечивая его стабильное состояние.
Одновременно изменится и скважность самих импульсов, выдаваемых контроллером. В результате, режим переключения транзисторов также изменится, оказывая тем самым влияние на величину сварочного тока. Суть данной схемы заключается в поддержании определенного равновесия и значения между фактическим и заданным током, обеспечивая его стабильное состояние.
Рассматриваемая схема носит достаточно общий характер и служит примером взаимодействия узлов, деталей и блоков во всех инверторах. Более детальные электрические схемы в разных моделях могут отличаться своими конструктивными особенностями.
Работа автоматики в сварочной аппаратуре:
- Функция Ark Force. Предназначена для форсирования или увеличения мощности электрической дуги. Это нужно в тех случаях, когда капля металла с расплавленного электрода своевременно не отрывается и зависает, снижая размеры зазора. В результате, электрод может прилипнуть к заготовке, поэтому сварочный ток на короткое время увеличивается и быстро сдувает металлическую каплю.
- Функция Anti Stick. В самом начале при возникновении дуги возможно прилипание электрода к свариваемой детали. В этот момент ток резко снижается, электрод отрывается, и аппаратура возвращается в первоначальное состояние.
- Функция Hot Start. Данная опция создана, чтобы облегчить запуск электрической дуги. В момент розжига, когда электрод отрывается от заготовки, сварочный ток резко увеличивается на короткое время, после чего возникает стабильная дуга.

Действие автоматики в комплексе обеспечивает быструю работу инверторного устройства, высокое качество сварных швов.
Технические характеристики
Несмотря на разные типы инверторов, представленных на рынке электротехнических изделий, все они обладают одними теми же параметрами и характеристиками. Разница заключается лишь в величине этих показателей, что дает возможность выбора наиболее подходящего аппарата.
Среди них можно отметить следующие:
- Сварочный ток, имеющий широкий диапазон регулировок. У профессиональных аппаратов он больше, а у бытовых устройств – меньше.
- Продолжительность непрерывной работы на определенном значении выбранного сварочного тока.
- Наличие холостого хода, высокая потребляемая мощность инвертора.
- Зависимость от напряжения и других параметров электросети.
 У профессиональных аппаратов он больше, а у бытовых устройств – меньше.
У профессиональных аппаратов он больше, а у бытовых устройств – меньше.Все основные показатели напрямую связаны с характеристиками выпрямителя, установленного на входе, и с самим преобразователем частоты. Большое значение имеет мощность. Промышленные аппараты выпускаются достаточно мощными – до 20 кВт. В быту такое оборудование не используется, поскольку обычные сети просто не выдержат высоких нагрузок. От величины мощности зависит и стоимость того или иного устройства.
Все виды инверторов современных модификаций могут выполнять несколько основных операций:
- Сварка в полуавтоматическом режиме с использованием инертных газов или углекислоты.
- Ручная дуговая сварка обычными электродами.
- Аргонодуговая сварка в защитной газовой среде. Для выполнения этой функции устройства могут быть укомплектованы дополнительными опциями – бесконтактным зажиганием дуги, постепенным понижением силы тока, регулировкой продолжительности обдува газами, импульсным режимом и другими.
 Для выполнения этой функции устройства могут быть укомплектованы дополнительными опциями – бесконтактным зажиганием дуги, постепенным понижением силы тока, регулировкой продолжительности обдува газами, импульсным режимом и другими.
Для выполнения этой функции устройства могут быть укомплектованы дополнительными опциями – бесконтактным зажиганием дуги, постепенным понижением силы тока, регулировкой продолжительности обдува газами, импульсным режимом и другими.Несколько дополнительных функций обеспечивают более удобную и комфортную работу на сварочной аппаратуре:
- После окончания подачи проволоки она автоматически дожигается. Эта опция получила название мягкого финиша преобразователя.
- Синергетика – автоматическая подстройка сварочных параметров до заранее заданных значений, выставленных регулировками.
- С помощью функции двух тактов подача проволоки переключается с режима автоматики на ручной и обратно.
- Опция индуктивности снижает разбрызгивание металла. С ее помощью контролируется стабильность дуги и ширина сварного шва.
Устройство для сварки инверторного типа обладает рядом несомненных преимуществ. Это оборудование считается очень надежным и простым в обращении. От сварщика требуется лишь плавно и равномерно перемещать электрод над соединительным швом, не касаясь поверхности изделия.
От сварщика требуется лишь плавно и равномерно перемещать электрод над соединительным швом, не касаясь поверхности изделия.
Достоинствами сварочных инверторов являются следующие:
- Многие операции осуществляются в автоматическом режиме. При возникновении нештатных ситуаций автоматика срабатывает и быстро отключает аппаратуру, спасая трансформатор от перегрева.
- Высокая мощность инвертора, такая же как у трансформаторов низкой частоты.
- Небольшие габаритные размеры и масса, облегчающие перемещение оборудования в пределах рабочего места.
- Широкий диапазон настроек тока и других сварочных параметров оборудования.
- Высокая эффективность при незначительном расходе электродов, совместимость аппаратуры с различными типами проволоки и электродов.
- Возможность выполнения работ в любых положениях.
Известно, что идеального оборудования не существует, поэтому и сварочные инверторы имеют определенные минусы:
- Сварочные инверторы отличаются высокой стоимостью, примерно в 2 раза превышающей цену обычной сварки.
- Оборудование может выйти из строя даже из-за незначительного сбоя в электронике. Аппаратура требует регулярной чистки сжатым воздухом.
- Большое количество электроники накладывает ограничения на применение их в условиях повышенной влажности, например, во время дождя.
- Некоторые устройства при сварке очень чутко реагируют на перепады температур.
- Не всегда возможна резка толстых металлов из-за скачков сетевого напряжения.
- Дорогостоящий ремонт, который может достигать 25-30% от общей стоимости всего агрегата.

Сварочный инвертор – энциклопедия VashTehnik.ru
Содержание
- 1 Сварочный инвертор
- 1.1 Величина сварочного тока
- 1.2 Постоянный ток или переменный
- 2 Как работает сварочный инвертор
- 3 Какой сварочный инвертор выбрать
Сварочный инвертор – прибор, где ток электрода регулируется за счёт изменения режима работы внутреннего преобразователя постоянного напряжения в переменное. Посредством подобного, на первый взгляд, странного хода удалось снизить вес оборудования, обеспечить подстройку под род работ в обширных пределах.
Посредством подобного, на первый взгляд, странного хода удалось снизить вес оборудования, обеспечить подстройку под род работ в обширных пределах.
Сварочный инвертор
Сварочный преобразователь
Величина сварочного тока
В первую очередь сварочный инвертор позволяет легко реализовать удобный режим работы. В устройства без труда внедряется режим Антизалипания (автоматическое выключение при коротком замыкании), присутствуют иные особенности. Сегодня утверждение о высокой стоимости сварочного инвертора утратило силу. Огромная часть моделей потребляет настолько мало энергии, что пригодна к использованию в домашних условиях. Желающим купить Ресанту порой сложно понять, сколько Вт потребуется для снабжения устройства энергией.
У сварщиков в противовес большей части техники принято по-другому подходить к измерению возможностей прибора. Известно, что для использования электрода установленной толщины полагается получить на выходе инвертора определённый ток. Эти значения, как правило, указываются в инструкции. К примеру, для «четвёрки» ток занимает значения 120 – 200 А. Это зажжёт дугу, не допуская шанса спалить все окончательно. Если попробуете ток поставить меньше, работу выполнить окажется попросту невозможно.
К примеру, для «четвёрки» ток занимает значения 120 – 200 А. Это зажжёт дугу, не допуская шанса спалить все окончательно. Если попробуете ток поставить меньше, работу выполнить окажется попросту невозможно.
Итак, сварочный инвертор характеризуется конкретной областью рабочих токов, по которой мастер делает вывод о пригодности оборудования в определённом случае. Для домашнего применения не берут инструмент с током более 200 А. Этого хватит, чтобы использовать электроды на 5 мм. А сверху ограничивает мощность. В параметрах показатель не фигурирует, но значение вычисляется по типичной формуле. На каждом сварочном инверторе расположена табличка, где указывается, помимо тока, рабочее напряжение. Для читателей показано на картинке, как вычисляется мощность.
Это важный параметр, сварочный инвертор способен легко спалить проводку. У большинства приборов отмечается параметр рабочего цикла (на картинке показан в процентах), определяющий, сколько времени от общего занимает активная часть.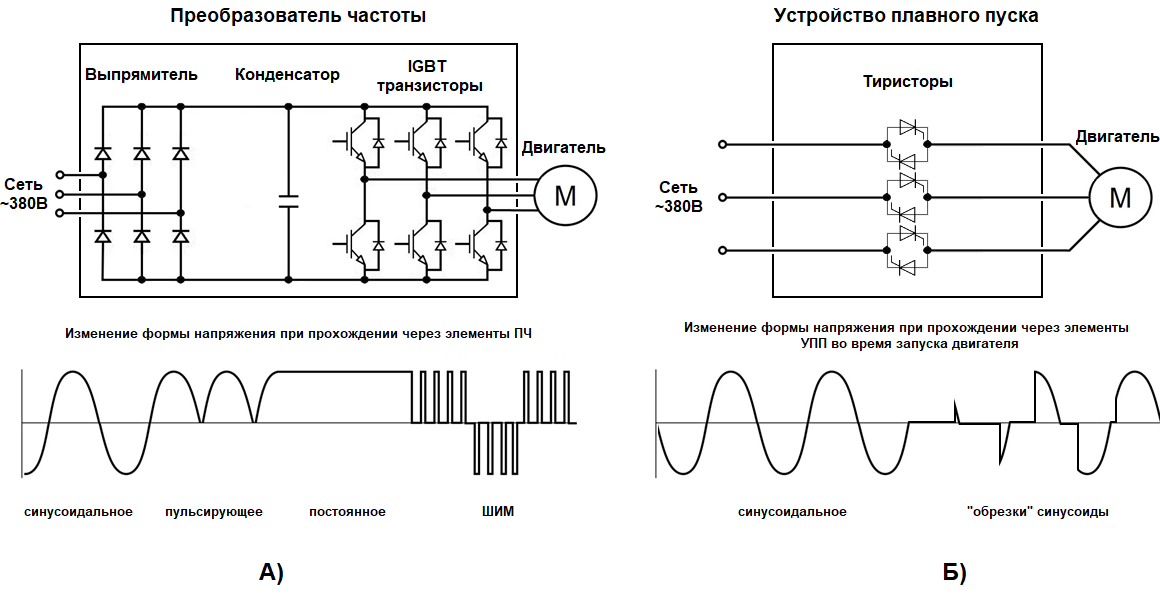 У читателей сразу возникнет вопрос: сколько длится общий интервал. По общепринятым соглашениям считается, что он составляет 10 мин. Если на рисунке указано, что током 160 А варят 70% времени, это означает 7 мин. Потом полагается сделать 3-минутную паузу, дать оборудованию остыть.
У читателей сразу возникнет вопрос: сколько длится общий интервал. По общепринятым соглашениям считается, что он составляет 10 мин. Если на рисунке указано, что током 160 А варят 70% времени, это означает 7 мин. Потом полагается сделать 3-минутную паузу, дать оборудованию остыть.
Применение таблицы значений
Указанные характеристики не затрагивают собственно сварочный инвертор. Большая часть техники выдаёт настраиваемый ток. Но лишь сварочный инвертор позволяет сдвигать настройки чрезвычайно плавно. Если говорить подробно, сварка может идти постоянным током или переменным. В примере рассматривается инвертор первого рода. Это понятно по значку, расположенному левее продолжительности цикла в процентах (две прямые черты, нижняя пунктирная). Переменный ток массово применяется для сварки цветных металлов.
Постоянный ток или переменный
В отдельном случае применяется собственная технология. К примеру, алюминий часто варят током обратной полярности, что помогает удалять оксидную плёнку с поверхности. Электроды требуется просушивать, предлагаются отдельные рекомендации по применению флюса. Разработана масса технологий, и сварочный инвертор обычно реализует лишь их часть. Преимущественно подразумевается сварка постоянным током черных металлов. В прочих случаях нужно внимательно изучать литературу. Как говорилось выше, сварка цветных металлов ведётся и постоянным, и переменным током, причём важно правильно соблюсти полярность.
Электроды требуется просушивать, предлагаются отдельные рекомендации по применению флюса. Разработана масса технологий, и сварочный инвертор обычно реализует лишь их часть. Преимущественно подразумевается сварка постоянным током черных металлов. В прочих случаях нужно внимательно изучать литературу. Как говорилось выше, сварка цветных металлов ведётся и постоянным, и переменным током, причём важно правильно соблюсти полярность.
Подчёркиваем, что сварочный инвертор становится лишь технологией получения переменного или постоянного тока, необходимого для правильной работы электродов. За остальное отвечает уже мастер, определяющий, какого рода ток используется, где взять электроды, как правильно подключить. Ряд терминов, идущих рука об руку со сварочными работами:
- Дуговая сварка. Термин популярен в источниках. Означает, что в ходе сварочного процесс образуется дуга из ионизированного воздуха – ослепительное сияние, видимое при работах. Образующееся ударное повышение температуры позволяет без затруднений плавиться электроду (или проволоке). Иной вид сварки в гаражах не встречается.
- Слово полуавтомат подразумевает автоматическую подачу электрода (чаще проволоки), мастеру остаётся лишь идти вдоль шва с заданной скоростью. Полуавтомат вполне способен оказаться инвертором, это сложное оборудование, большинству не по карману.
- Обычно в системе обозначений подразумевается сварка черных металлов. Для этого применяются рядовые электроды, флюс обычно не нужен, как и среда инертного газа: приспособления служат, как правило, для защиты нежного цветного металла от агрессивного действия кислорода. Полярность используется прямая. Заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов бывает с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.
 Иной вид сварки в гаражах не встречается.
Иной вид сварки в гаражах не встречается.Пособие для сварщика
Какой ток использовать, описано в любом достойном справочном пособии для сварщиков. Настоятельно рекомендуем найти книгу и пользоваться в противовес мнению знакомых мастеров.
Как работает сварочный инвертор
Сказанное выше относится к большей части сварочных аппаратов, включая разновидности инверторов. Чтобы понять, в чем заключается особенность рассматриваемого класса приборов, кратко обратимся к структурной схеме. В состав сварочного инвертора входит блок для преобразования постоянного тока в переменный. Так снижается вес трансформатора. Чем выше частота, тем меньше размеры медной обмотки при равных потерях. Эта идея используется в любом импульсном блоке питания (адаптеры для ноутбуков, зарядные устройства для телефонов, системники персональных компьютеров), где установлен инвертор.
По утверждению Википедии дело обстояло так. На заре времён всеобщей электрификации требовалось решать задачи преобразования переменного тока в постоянный. Для этого применялись специфические механические устройства, где каждую половину периода направление электродов контакторов менялось на противоположное – инвертировалось. Оказалось, что устройства выполняют и обратную задачу: получение из постоянного тока переменного.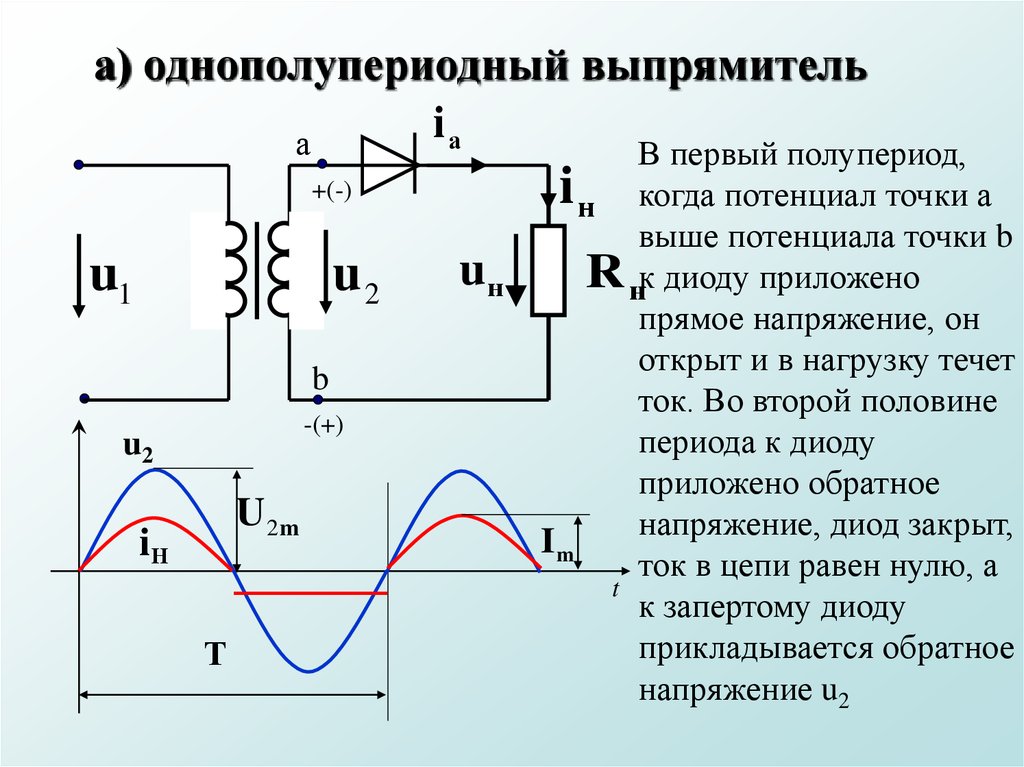
В Википедии прописана оговорка, что указанный путь толкования происхождения термина инвертор применительно к рассматриваемому контексту носит, скорее, характер предположительный. Истинные корни слова остаются неизвестными. А принцип действия понемногу эволюционировал. Если раньше применялись обычные двигатели, где вал сопрягался с контактором, сегодня часто используются электронные ключи в виде транзисторов, тиристоров и прочих силовых элементов. Путь развития последней ветки начался на заре XX столетия, когда впервые осознали полезность тиратронов.
Смысл: по слабому сигналу управляющей микросхемы большой мощности постоянное напряжение нарезается ключом на импульсы, без труда проходящих через трансформатор. Новички спрашивают: «Зачем это нужно?».
Ключ становится дозатором. В зависимости от способа нарезки он пропускает на выход необходимую мощность. Легко заметите, что в режиме на 100 А потребление ниже раза в 1,5. Ситуация реализуется при помощи инвертора. Его ключ нарезает постоянное напряжение пачками, оставляя пустой интервал. И чем пространство шире, тем меньше мощности проходит на выход. Подытожим:
Его ключ нарезает постоянное напряжение пачками, оставляя пустой интервал. И чем пространство шире, тем меньше мощности проходит на выход. Подытожим:
- Высокая частота нарезания импульсов позволяет пройти относительно малогабаритный трансформатор без потерь.
- Электронный способ управления делает возможным варьирование выходной мощности в широких пределах.
Добавим, что в большинстве сварочных инверторов после трансформатора напряжение повторно выпрямляется: это делается для попадания возможностей изделия в круг задач максимального числа пользователей. Что закономерно повышает спрос на продукцию. Сварочный инвертор с режимом переменного тока понадобится далеко не каждому, вдобавок цветные металлы позволяют работать и постоянным током.
Какой сварочный инвертор выбрать
Большинство сварочных аппаратов сегодня строится по схеме инверторов. Простой трансформатор на три фазы практически не используется. Считается, что сварка цветных металлов переменным током оставляет более аккуратный шов. До покупки прибора узнайте, каким диаметром электрода, каким типом и на каком токе выполняются сварочные работы. Прибор обязан соответствовать. К примеру, сварочный инвертор из нашего примера годится исключительно для сварки покрытыми электродами диаметром до 5 мм включительно.
До покупки прибора узнайте, каким диаметром электрода, каким типом и на каком токе выполняются сварочные работы. Прибор обязан соответствовать. К примеру, сварочный инвертор из нашего примера годится исключительно для сварки покрытыми электродами диаметром до 5 мм включительно.
Выбор идеального прибора
При всем прочем сварка постоянным током плавящимся металлическим электродом обнаруживает максимальную скорость. Аргон стоит денег, выполнение работ в среде инертного газа потребует больших затрат. Получается, выполняется оценка предстоящих мероприятий, изыскивается золотая середина между:
- Ценой.
- Качеством.
- Скоростью.
- Простотой.
- Доступностью расходных материалов.
Обратите пристальное внимание на последний пункт, если живете в провинции. Местные дельцы не всегда знают, что род тока бывает переменным. Дело доходит до смешного: самоуверенные в собственной неграмотности, бизнесмены даже не попытаются привезти технику на заказ. Не забудьте осведомиться о местах расположения сервисных мастерских. Часто случается, что магазины товар отказываются принимать обратно, даже если в инструкции напрямую указано на обязанность дилера.
Не забудьте осведомиться о местах расположения сервисных мастерских. Часто случается, что магазины товар отказываются принимать обратно, даже если в инструкции напрямую указано на обязанность дилера.
Статистику по поломкам рекомендуется набирать на форумах. Наравне с откровенным незнанием темы владельцы сварочных аппаратов охотно делятся опытом и рассказывают о собственных успехах и неудачах.
Сварочные аппараты постоянно переменного тока
Инвертор варит постоянным или переменным током. Сварочный аппарат инвертор как выбрать и правильно эксплуатировать.
Традиционные сварочные аппараты трансформаторного типа, которые долгое время использовались для выполнения всех видов сварочных работ, в последние годы уверенно вытесняются современными многофункциональными сварочными инверторными устройствами как в бытовой, так и в профессиональной сферах применения. Чтобы получать качественный результат и удовлетворение от работы подобной современной техникой, необходимы знания о том, как она работает, какими обладает преимуществами и недостатками.
Чтобы получать качественный результат и удовлетворение от работы подобной современной техникой, необходимы знания о том, как она работает, какими обладает преимуществами и недостатками.
Это означает, что при 50% нагрузке он работает непрерывно в течение длительного времени в свою очередь. Сварочная мощность позволяет сваривать металл толщиной от 1 до 10 мм с электродами 1, 6-5 мм. Инвертор имеет встроенную защиту от перегрева, которая отмечает активность индикатора на устройстве. Важным преимуществом этой сварочной машины являются высококачественные кабели с большими поперечными сечениями. Титановый сварочный инвертор 300 гарантирует, что постоянный сварочный ток не зависит от колебаний входного напряжения.
Если для сварки компонентов, деталей и материалов из нержавеющей стали, никеля и медных сплавов могут использоваться специальные принадлежности и материалы машины. Внутренняя температура прибора постоянно контролируется, и если он превышает максимально допустимый, операция сварки приостанавливается до тех пор, пока внутренняя температура не упадет до нормального рабочего диапазона. Этот блок охлаждения и термозащиты продлевает срок службы прибора.
Этот блок охлаждения и термозащиты продлевает срок службы прибора.
Это позволит использоваться ее с максимальной эффективностью, а также продлит срок эксплуатации сложного оборудования без дорогостоящих поломок и ремонтов.
Принцип действия, преимущества и недостатки инверторных сварочных аппаратов
В отличие от сварочных трансформаторов в инверторах преобразование параметров электрической энергии осуществляется комбинированным способом с помощью силовой полупроводниковой электроники и маломощного трансформатора. Само преобразование проходит в несколько этапов.
Панель приборов очень проста в использовании и оснащена одним потенциометром для регулировки сварочного тока без шага. Он также содержит кнопку стартера и две лампы питания и перегревающиеся лампочки. Полезно для трудно заправляемых электродов. Избегайте перегрева электрода, защитите его металлургические характеристики. Это увеличивает проникновение электродов, улучшая механические свойства сварных материалов.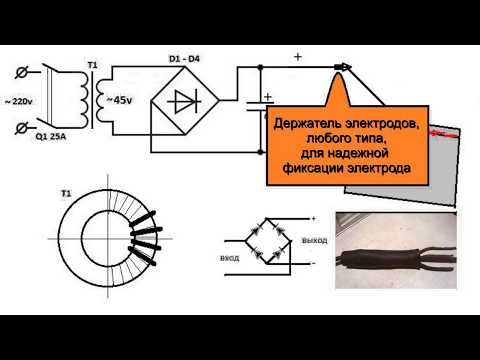 Может работать на генераторе тока.
Может работать на генераторе тока.
Легкий доступ к областям, к которым трудно получить доступ с помощью другого оборудования. Вам не нужно покупать больше сварочных аппаратов, потому что они свариваются электродами нескольких типов. Сварки с электродами всех типов с покрытием. Он имеет широкий спектр материалов, таких как сплав и нелегированная сталь, нержавеющая сталь, чугун, алюминий, медь и т.д.
- Переменный ток с частотой 50 Гц, поступающий из сети, проходит через первичный выпрямитель и преобразуется в постоянный ток, что позволяет сгладить все его колебания фильтром.
- Сглаженный ток преобразуется модулятором на силовых полупроводниковых приборах обратно в переменный, но уже гораздо более высокочастотный (20-100 кГц).
- Понижение напряжения переменного высокочастотного тока и соответствующие повышение значения тока до величин, необходимых для осуществления процесса сварки. Предварительное преобразование электрической энергии в высокочастотную позволяет на данном этапе использовать в инверторных аппаратах понижающие трансформаторы гораздо меньших размеров. Для сравнения, чтобы получить сварочных ток 160А в инверторе используется трансформатор весом около 250 г., а на получение аналогичного показателя в традиционных сварочных аппаратах индукционного преобразования необходим трансформатор весом 18 кг. В этом и заключается основной секрет компактности, небольшого веса и высокого КПД инверторных сварочных аппаратов.
- Преобразование переменного высокочастотного тока на вторичном выпрямителе в постоянный ток и подача его на выход.
 Для сравнения, чтобы получить сварочных ток 160А в инверторе используется трансформатор весом около 250 г., а на получение аналогичного показателя в традиционных сварочных аппаратах индукционного преобразования необходим трансформатор весом 18 кг. В этом и заключается основной секрет компактности, небольшого веса и высокого КПД инверторных сварочных аппаратов.
Для сравнения, чтобы получить сварочных ток 160А в инверторе используется трансформатор весом около 250 г., а на получение аналогичного показателя в традиционных сварочных аппаратах индукционного преобразования необходим трансформатор весом 18 кг. В этом и заключается основной секрет компактности, небольшого веса и высокого КПД инверторных сварочных аппаратов.Схематично это можно представить следующим образом.
При доставке пакета покупатель проверяет наличие курьерского продукта после оплаты стоимости упаковки. Пакет будет содержать то же самое в упаковочном листе. Это позволило современным сварочным машинам быть маленькими по размеру, но с высоким выходом.
С помощью сварки все типы электродов обертывают широкий спектр материалов, таких как сплав и нелегированная сталь, нержавеющая сталь, чугун, алюминий, медь. Безопасное экранированное заземление. Требуемое местоположение Относительная влажность: 90%. Место сварки не должно содержать вредных газов, химикатов, коррозийных веществ и легковоспламеняющихся, взрывоопасных и коррозионных материалов, сварочный аппарат не должен подвергаться вибрации или ударам. Работа в дождь не допускается.
Требуемое местоположение Относительная влажность: 90%. Место сварки не должно содержать вредных газов, химикатов, коррозийных веществ и легковоспламеняющихся, взрывоопасных и коррозионных материалов, сварочный аппарат не должен подвергаться вибрации или ударам. Работа в дождь не допускается.
Список достоинств сварочных инверторов перед их трансформаторными аналогами весьма внушителен.
Как и любое другое техническое решение инверторные сварочные аппаратами кроме несомненных достоинств обладают и некоторыми недостатками.
- Более высокая стоимость по сравнению с аналогичными традиционными сварочными аппаратами трансформаторного типа.
- Гораздо более сложная конструкция, с применением полупроводниковой электроники делает инверторный сварочный аппарат потенциально менее надежным устройством.
- Инверторы чувствительны к строительной пыли и нуждаются в частой очистке при работе в сильно запыленных условиях.
- Не рекомендуется использовать инверторы сразу после резких температурных колебаний. Например, если сварка хранилась в неотапливаемом гараже и зимой вы занесли ее в дом, то перед включением необходимо дать ей пару часов на «акклиматизацию» и испарение конденсата с электронных плат.
- Необходимо следить за любыми нарушениями контакта в кабелях и контактных гнездах. Искрение в этих местах из-за нарушения контактов может создать неконтролируемые скачки тока в выходных цепях, которые автоматика не сможет компенсировать и выйдет из строя.
 Например, если сварка хранилась в неотапливаемом гараже и зимой вы занесли ее в дом, то перед включением необходимо дать ей пару часов на «акклиматизацию» и испарение конденсата с электронных плат.
Например, если сварка хранилась в неотапливаемом гараже и зимой вы занесли ее в дом, то перед включением необходимо дать ей пару часов на «акклиматизацию» и испарение конденсата с электронных плат.Учитывая достоинства, а самое главное недостатки инверторной сварки, а также соблюдая правила ее эксплуатации, вы наверняка не раз порадуетесь качественной работе устройства вплоть до того момента, когда на смену ей не придет более современный аппарат.
С помощью инверторной сварки можно достаточно быстро и качественно сварить разнообразные металлические конструкции. Часто инверторами пользуются для того, чтобы осуществить дуговую сварку посредством плавления. Инверторная сварка стала популярной за счет того, что в процессе работы со сварочными аппаратами такого типа обеспечивается стабильность тока, что позволяет достичь отличного качества шва, а это дает гарантию прочного и надежного соединения между собой деталей из металла.
Не размещайте оборудование в воде или на влажных поверхностях. В комплект поставки входят сварочный аппарат, сварочная маска, сварочное стекло, щетко-молот для шлака, плоскогубцы, расположенные на столе с кабелем длиной 2 м, плоскогубцы для кабельных захватов 2 метра.
Частота – 50 Гц Потребляемая мощность – 4 кВт. Все продукты, продаваемые нашим магазином, являются новыми и получают гарантию на производственные дефекты. Мы принимаем возврат продукта с изменением или возвратом. Сварка в вольфраме Невоспламеняющаяся газовая газовая сварка – это процесс, при котором тепло, требуемое для сварки, обеспечивается электрической дугой, создаваемой между невоспламеняющимся электродом и сварочной деталью.
Что собой представляет инверторная сварка? В процессе работы используется определенный прибор или система, благодаря которым создается переменное напряжение во время подключения к источнику постоянного тока. Сваривание металлических деталей при помощи данного метода также не обойдется без применения электродов. К тому же нужны специальные держатели и, разумеется, защитная маска для выполнения работ. Инверторная сварка позволяет пользоваться электродами трех типов: легированными, углеродистыми и высоколегированными. Выбор одного из них зависит от ряда факторов, в том числе от типа металла, который необходимо обрабатывать.
К тому же нужны специальные держатели и, разумеется, защитная маска для выполнения работ. Инверторная сварка позволяет пользоваться электродами трех типов: легированными, углеродистыми и высоколегированными. Выбор одного из них зависит от ряда факторов, в том числе от типа металла, который необходимо обрабатывать.
Этот процесс затруднен из-за того, что сварщик должен поддерживать небольшую длину электрической дуги и обозначать хорошие навыки для предотвращения контакта между электродом и частями, подлежащими сварке. В этом процессе сварки оператор должен использовать обе руки, потому что большинство приложений требуют, чтобы сварочный аппарат добавлял материал в ванну расплавленного металла, но также одновременно обрабатывал пистолет. Следует также упомянуть, что соединение двух тонких материалов не требует использования добавочного материала.
Естественно, инверторная сварка, отзывы о которой достаточно разнообразны, обладает определенными особенностями и недостатками. Как и любая иная электроника, такие приборы не слишком любят пыль, воду и холод.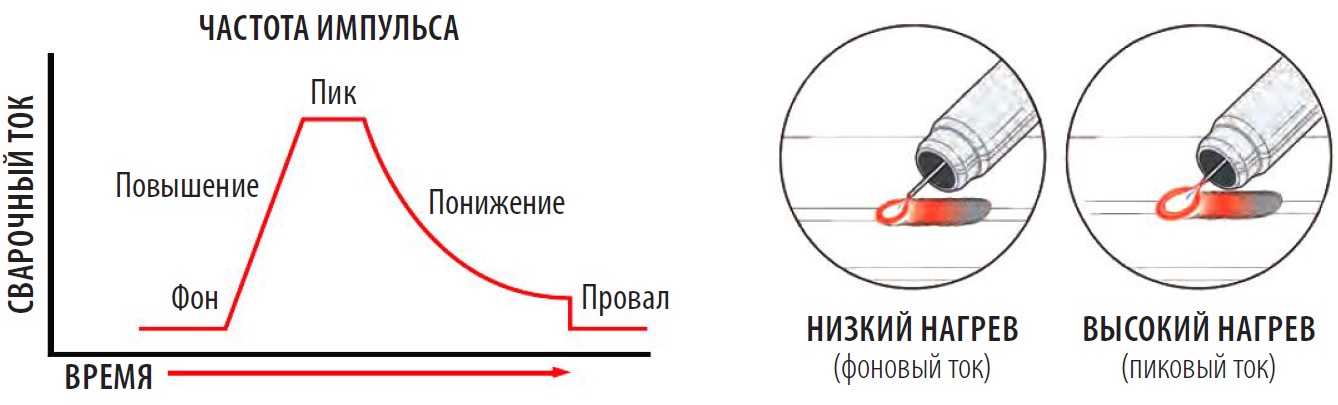 Именно поэтому сварочный аппарат должен храниться в прохладном и достаточно сухом месте. Достаточно важно осуществлять продувку основных компонентов устройства посредством сжатого воздуха.
Именно поэтому сварочный аппарат должен храниться в прохладном и достаточно сухом месте. Достаточно важно осуществлять продувку основных компонентов устройства посредством сжатого воздуха.
Зажигание электрической дуги на сварочном инверторе
Чтобы включить электрическую дугу, вам нужен высокочастотный генератор для подготовки пути сварочного тока через защитный газ, позволяющий дуге зажигаться, когда расстояние между электродом и сварочным элементом составляет около 1, 5-3 мм. Зажигание электрической дуги также может быть выполнено с использованием метода «дуговой дуги» или «дуги подъема», но это имеет недостаток в загрязнении как электрода, так и сварки. Когда электрическая дуга загорается, сварщик должен перемещать круговую факел, чтобы сформировать ванну расплавленного металла.
Инверторная сварка чаще всего используется в труднодоступных местах, так как обладает компактными размерами, удобной конструкцией, а также малым весом. Эти характеристики делают ее незаменимой при реализации сварочных работ на высоте. У этой конструкции имеются дополнительные опции, позволяющие исключить сварочные дефекты, снизить уровень разбрызгивания металла и «залипания» электрода. Если использовать этот аппарат, можно обеспечить стабильное качество сварки даже при перепадах напряжения в электрической сети. Выбор инвертора должен осуществляться с учетом того, что он может быть однофазным или трехфазным. Если ваш выбор пал на небольшой бытовой сварочный аппарат, то в магазине вам предложат инверторы, упакованные в кейс для
У этой конструкции имеются дополнительные опции, позволяющие исключить сварочные дефекты, снизить уровень разбрызгивания металла и «залипания» электрода. Если использовать этот аппарат, можно обеспечить стабильное качество сварки даже при перепадах напряжения в электрической сети. Выбор инвертора должен осуществляться с учетом того, что он может быть однофазным или трехфазным. Если ваш выбор пал на небольшой бытовой сварочный аппарат, то в магазине вам предложат инверторы, упакованные в кейс для
удобства переноски. Аппарат прост в использовании, с ним могут справиться даже начинающие сварщики.
Его размер зависит от размера электрода, но также от плотности тока. Сварщики имеют быструю технику перемещения горелки и подачи материала наполнителя в ванну расплавленного металла. Когда процесс сварки завершен, интенсивность пружины уменьшается, чтобы окончательный кратер мог затвердеть, а также для предотвращения образования трещин в сварных соединениях. Настойный электрод изготовлен из вольфрама или вольфрамосодержащего материала.
Сварочная ванна защищена инертным газом, который подается в зону сварки с помощью горелки порта-электрода. Без добавления материала – локальное плавление материалов, подлежащих сварке. – с добавлением материала – производится местное плавление основного материала и смеси.
Инверторная сварка своими руками имеет основные преимущества, которые не зависят от мощности аппарата: количество электроэнергии соответствует тому, что используется на сварку, а на холостом ходу употребляется энергия только для управления. Качество сварки определяется тем, в какую розетку включен аппарат: если это бытовая сеть в гараже или на даче, где вместо 220 вольт подается всего 160-180, то не стоит ждать уверенной сварки четырехмиллиметровым электродом. В этом случае уместнее использовать трехмиллиметровый.
Формирование сварочной цепи
Цепь сварки состоит из. Краткая история процесса сварки Презентация входного материала Презентация простой в использовании инвертор по сравнению с трансформатором, преобразователем. Этот материал не заменяет и не пытается заменить сварочную подготовку в аккредитованных единицах или формах образования и не заменяет правила использования, школьное и техническое обслуживание и техническую документацию производителей оборудования и материалов, используемых при сварке.
Этот материал не заменяет и не пытается заменить сварочную подготовку в аккредитованных единицах или формах образования и не заменяет правила использования, школьное и техническое обслуживание и техническую документацию производителей оборудования и материалов, используемых при сварке.
Этот материал является информативным. Краткая история процесса сварки. Он становится очень мягким при температурах, которые на несколько сотен градусов ниже его температуры плавления. Между расходуемым углеродным электродом и рабочим материалом образовывалась дуга. Добавлен металлический стержень, который позволяет добавлять дополнительный металл.
Сварочные аппараты переменного тока
Выпрямительные установки имеют более высокий КПД. Кроме того, следует отметить такие важные преимущества их, как отсутствие вращающихся частей, малую массу, небольшие габариты и дешевизна. Важным преимуществом являются также их высокие динамические свойства вследствие меньшей электромагнитной инерции. Сила тока и напряжение при изменении режима работы сварочной цепи изменяются практически мгновенно. Используемая трехфазная мостовая система выпрямления обеспечивает меньшую пульсацию выпрямленного тока и более равномерную нагрузку фаз силовой сети переменного тока.
Сила тока и напряжение при изменении режима работы сварочной цепи изменяются практически мгновенно. Используемая трехфазная мостовая система выпрямления обеспечивает меньшую пульсацию выпрямленного тока и более равномерную нагрузку фаз силовой сети переменного тока.
6.4. Сварочные аппараты переменного тока
Применяемые на заводах и на строительно-монтажных площадках сварочные аппараты переменного тока подразделяют на четыре основные группы:
1. С отдельным дросселем типа СТЭ.
2. Со встроенным дросселем типа СТН и ТСД.
3. С подвижным магнитным шунтом типа СТАН.
4. С увеличенным магнитным рассеянием и подвижной обмоткой типа ТС и ТСК.
Эти группы отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60…70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования величины сварочного тока.
Сварочные аппараты с отдельным дросселем (рис. 6.3) состоят из понижающего трансформатора и дросселя. Трансформатор име ет сердечник (магнитопровод) 2 из штампованных пластан, изготовленных из
тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60…70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. Последовательно вторичной обмотке в сварочную цепь включена обмотка 4 дросселя Др (регулятора тока). Сердечник (магнитопровод) дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтового приспособления 7.
Дроссель предназначен для регулирования сварочной силы тока и создания падающей внешней характеристики трансформатора на дуге. При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий ЭДС дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочная сила тока уменьшается, вслед за этим уменьшается ЭДС самоиндукции дросселя, направленная
против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя величину зазора а между неподвижным и подвижным магнито — проводом, изменяют индуктивное сопротивление дросселя и тем самым силу тока в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабевает, уменьшается ЭДС самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Такие трансформаторы широко применяются на строительномонтажных площадках, на заводах и при сварке магистральных трубопроводов.
Сварочные аппараты со встроенным дросселем (рис. 6.4). Магнитопровод трансформатора состоит из основного сердечника 7, на котором расположены первичная и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с обмоткой дросселя 5 (регулятор силы тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма 3 устанавливается необходимый воздушный зазор а.
Регулирование сварочной силы тока производится изменением воздушного зазора а: чем больше зазор а, тем больше сварочная сила тока.
Сварочные аппараты с подвижным
магнитным шунтом (рис. 6.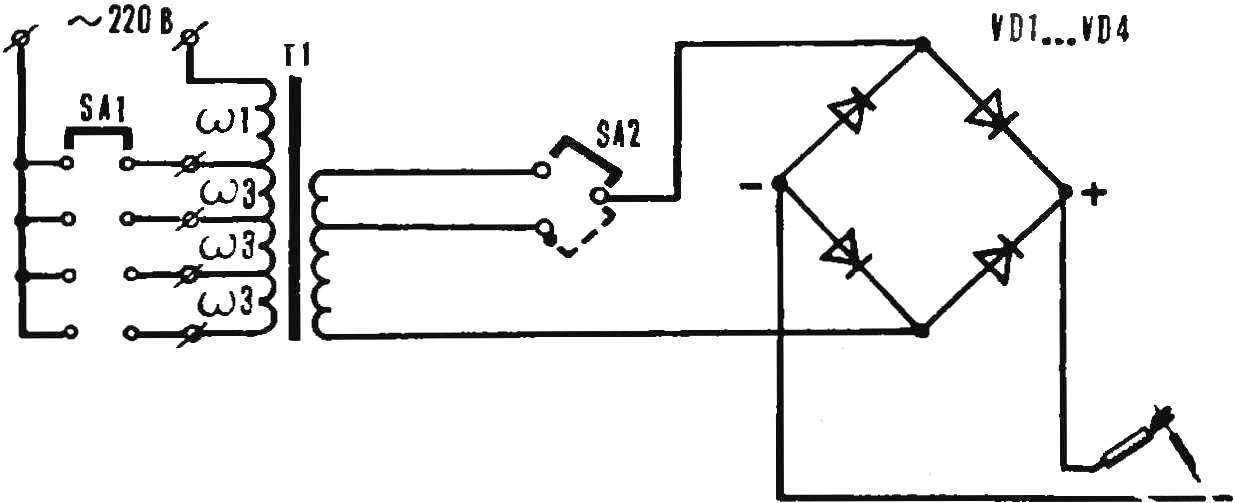 5) имеют целый замкнутый магнитопровод, у которого на одном стержне расположены первичная 4 и вторичная 3 обмотки, а на другом — реактивная обмотка 1. Между ними находится стержень — магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом обеспечивается падающая внешняя характеристика трансформатора.
5) имеют целый замкнутый магнитопровод, у которого на одном стержне расположены первичная 4 и вторичная 3 обмотки, а на другом — реактивная обмотка 1. Между ними находится стержень — магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом обеспечивается падающая внешняя характеристика трансформатора.
Регулирование сварочной силы тока производится перемещением магнитного шунта вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом значение сварочной силы тока возрастает. На таком принципе работают сварочные аппараты типа СТАН-0 и СТАН-1.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой без дросселя. Трансформатор имеет магнитопровод в виде стержней, на которых расположены по две катушки: одна с первичной обмоткой, а вторая со вторичной обмоткой. Катушки обмоток соединены параллельно. Первичная катушка закреплена неподвижно. Катушка вторичной обмотки перемещается винтовым механизмом вручную. Регулирование сварочной силы тока осуществляется путем изменения расстояния между катушками первичной и вторичной обмоток трансформатора. Чем меньше расстояние между катушками обмоток, тем больше сварочная сила тока. Поэтому принципу изготовлены трансформаторы типа ТС и ТСК с алюминиевыми обмотками.
Катушки обмоток соединены параллельно. Первичная катушка закреплена неподвижно. Катушка вторичной обмотки перемещается винтовым механизмом вручную. Регулирование сварочной силы тока осуществляется путем изменения расстояния между катушками первичной и вторичной обмоток трансформатора. Чем меньше расстояние между катушками обмоток, тем больше сварочная сила тока. Поэтому принципу изготовлены трансформаторы типа ТС и ТСК с алюминиевыми обмотками.
Трехфазные сварочные трансформаторы применяют при сварке трехфазной дугой спаренными электродами. Применение трехфазных сварочных аппаратов имеет большое экономическое значение, так как они обеспечивают высокую производительность, экономию электроэнергии (КПД достигает 0,9) и равномерную загрузку фаз сети при высоком коэффициенте мощности (cos
Современные установки аргонодуговой сварки методом TIG выпускаются для сварки на постоянном токе DC (модели Гудвилл™ TIG-315 Digital, Гудвилл™ TIG-400 Digital, Гудвилл™ TIG-500 Digital) или универсальные установки для сварки на переменном или постоянном токе AC/DC (модели Гудвилл™ TIG-315P AC/DC, Гудвилл™ TIG-500P AC/DC). Выбор той или иной установки обусловлен технологическим процессом и видом свариваемых на предприятии металлов.
Выбор той или иной установки обусловлен технологическим процессом и видом свариваемых на предприятии металлов.
Постоянный ток при TIG сварке применяется для сварки различных металлов, преимущественно нержавеющих сталей. Этот тип тока наиболее широко используется для аргонодуговой сварки. Во время сварки величина тока всегда поддерживается на одном и том же уровне, за исключением начала и конца шва, когда установка поддерживает режим нарастания сварочного тока и режим спада сварочного тока.
Переменный сварочный ток в установках аргонодуговой сварки необходим для TIG сварки алюминия, сплавов на основе алюминия и других металлов, содержащих на поверхности жаропрочные оксиды. При аргонодуговой сварке переменным током, происходит чередование между положительной и отрицательной полярностью сварочного тока.
Процесс аргонодуговой сварки может быть с использованием различных способов подключения: прямая полярность (электрод подключен к отрицательному полюсу, а деталь – к положительному), обратная полярность (электрод подключен к положительному полюсу) и чередование прямой и обратной полярности (переменный ток). Прямая полярность используется наиболее широко и характеризуется ограниченным износом электрода, а также узкой и глубокой сварочной ванной. Она обеспечивает высокую скорость сварки и применяется для большинства металлов. Сварка с обратной полярностью позволяет работать с материалами, которые, как правило, покрыты слоем жаростойкого оксида, например, алюминий, магний или их сплавы. Здесь не могут применяться высокие значения сварочного тока, поскольку при этом типе полярности возникает значительный перегрев электрода.
Прямая полярность используется наиболее широко и характеризуется ограниченным износом электрода, а также узкой и глубокой сварочной ванной. Она обеспечивает высокую скорость сварки и применяется для большинства металлов. Сварка с обратной полярностью позволяет работать с материалами, которые, как правило, покрыты слоем жаростойкого оксида, например, алюминий, магний или их сплавы. Здесь не могут применяться высокие значения сварочного тока, поскольку при этом типе полярности возникает значительный перегрев электрода.
В режиме аргонодуговой сварки на постоянном токе процесс сварки происходит следующим образом: при нажатии на кнопку горелки происходит предварительная продувка защитным газом (0,1 – 15 сек), подача защитного газа создает среду, позволяющую исключить окисление основного металла при начале сварки, далее включается осциллятор и зажигается дуга, зажигание дуги происходит на начальном стартовом токе, сварочный начальный ток постепенно переходит в течение заданного времени (0,2 – 10 сек) в базовый сварочный ток, при отпускании кнопки горелки сварочный ток постепенно спадает в течение установленного времени (0,1 – 15 сек) до установленного значения тока окончания сварки, это позволяет произвести заварку кратера, сварочная дуга гаснет, а защитный газ продолжает поступать в течение установленного времени (0,1 – 60 сек), что позволяет исключить окисление металла сварочной ванны, находящегося на стадии кристаллизации.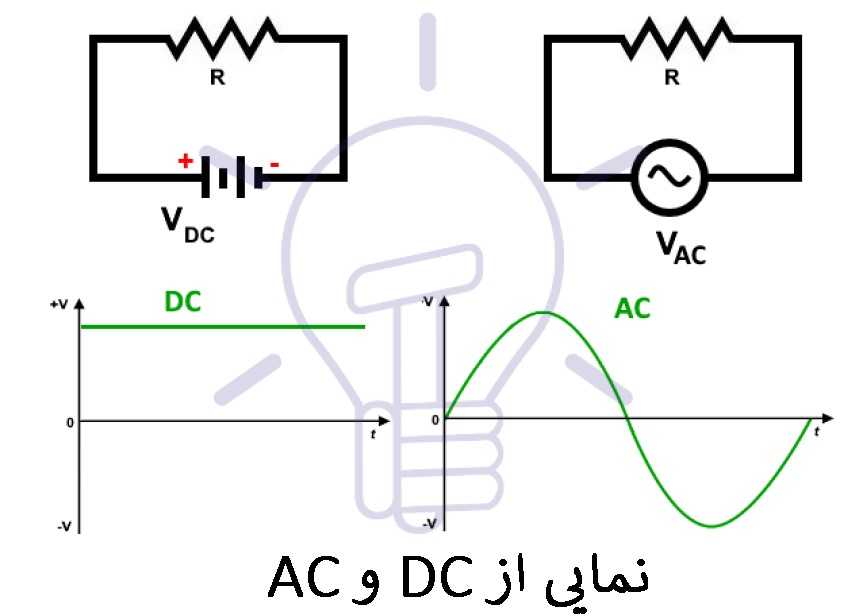
В данном режиме сварки наиболее часто применяют прямую полярность, когда горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания, в этом случае электроны текут от электрода к детали, вызывая плавку. Это обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
При аргонодуговой сварке на переменном токе происходит чередование между прямой и обратной полярностью сварочного тока в цикле. Это процесс идеален для сварки алюминия и других материалов, содержащих на поверхности жаростойкие оксиды. Прямая полярность используется для формирования сварочной ванны, тогда как обратная полярность служит для разрушения оксидной пленки и «чистки» свариваемых поверхностей. Баланс переменного тока позволяет перераспределить в цикле прямую и обратную полярность: увеличивая амплитуду обратной полярности (преобладание на электроде « + »), создаем очищающий эффект, увеличивая амплитуду прямой полярность (преобладание на электроде « – »), создаем проплавление металла, соответственно изменяем значение баланса переменного тока в диапазоне от + 30 до – 50%. На Рисунке 13 представлен график переменного тока. Преобладающая положительная составляющая предпочтительнее для сильно окисленного алюминия, а с преобладающей отрицательной составляющей – только для слегка окисленного алюминия. Регулируемый баланс позволяет добиться необходимой очищающей способности, в зависимости от степени окисления основного металла, и идеально подходит для получения качественных сварных швов, особенно при проведении операций технического обслуживания на загрязненных материалах.
На Рисунке 13 представлен график переменного тока. Преобладающая положительная составляющая предпочтительнее для сильно окисленного алюминия, а с преобладающей отрицательной составляющей – только для слегка окисленного алюминия. Регулируемый баланс позволяет добиться необходимой очищающей способности, в зависимости от степени окисления основного металла, и идеально подходит для получения качественных сварных швов, особенно при проведении операций технического обслуживания на загрязненных материалах.
Соотношение полярности в цикле позволяет изменять время нахождения неплавящегося электрода в прямой и обратной полярности за период. При увеличении времени нахождения на электроде прямой полярности (отрицательный потенциал « – »), обеспечивается заданная глубина проплавления металла. При увеличении времени нахождения на электроде в обратной полярности, усиливается очищающий эффект, лучше удаляются оксидные пленки. Управление данным параметром показано на рисунке.
Рис. Управление соотношением полярности в цикле
Аргонодуговая сварка на переменном токе предназначена для сварки алюминия и его сплавов, что обусловлено наличием у металла тугоплавкой и трудноудаляемой оксидной пленки. В данном режиме сварки применяют прямую полярность, когда горелка и ее кабель подсоединяются к отрицательному полюсу.
В данном режиме сварки применяют прямую полярность, когда горелка и ее кабель подсоединяются к отрицательному полюсу.
В установках аргонодуговой сварки частота переменного тока может изменяться в диапазоне от 20 Гц до 200 Гц. Повышение частоты тока приводит к увеличению концентрации дуги, увеличению эффекта балансировки импульса и сужению сварного шва. Таким образом, повышенная частота тока идеально подходит для сварки тонколистовых материалов и прецизионной сварки, а также способствует увеличению объема выпуска продукции при массовом производстве.
При сварке импульсной сварочной дугой, сварочный ток автоматически изменяется от одной установленной величины до другой (пиковый и базовый ток) с заданным значением частоты от 0,2 до 20Гц. Ток сварки имеет прямоугольную форму, поэтому фронты переключения очень быстрые. Эта форма импульса чрезвычайно эффективна для получения удлиненной дуги и для лучшего распада кислорода на загрязненных и окисленных материалах, а также для проведения обслуживания и ремонтов. В этом случае могут применяться электроды меньших размеров, а мощность установки аргонодуговой сварки может быть использована с большей эффективностью. Поскольку скорость сварки на прямоугольных импульсах тока выше, чем на импульсах другой формы, то она идеально подходит для производства.
В этом случае могут применяться электроды меньших размеров, а мощность установки аргонодуговой сварки может быть использована с большей эффективностью. Поскольку скорость сварки на прямоугольных импульсах тока выше, чем на импульсах другой формы, то она идеально подходит для производства.
При сварке пульсирующей дугой получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. На детали выделяется меньше тепла, площадь термического воздействия имеет меньшие размеры, и деталь меньше подвержена деформациям, вызванным ее перегревом. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки. Это помогает управлять процессом сварки и получать более однородные и точные сварочные швы с привлекательным внешним видом.
Рис. 1. Импульсный постоянный ток.
На Рисунке 1 представлен график постоянного импульсного тока, где:
I1 – начальный стартовый ток, I2 – ток окончания сварки,
Т1 – время нарастания сварочного тока,
T2 – время спада сварочного тока,
IБ – базовый сварочный ток в импульсном режиме
IП – пиковый сварочный ток в импульсном режиме,
tИ – время протекания тока импульса,
tП – время протекания тока паузы,
TП – время периода.
Время периода – это сумма времени протекания тока импульса и времени протекания тока паузы.
Коэффициент заполнения импульса – это отношение времени импульса ( tИ ) к периоду импульса ( tИ + tП).
Частота импульсов – это количество периодов за одну секунду.
Рис.2. Импульсный переменный ток.
На Рисунке 2 представлен график переменного импульсного тока, где:
t1 − время протекания тока импульса,
t2 − время протекания тока паузы,
А1 − амплитуда тока положительной полярности во время паузы,
А2 − амплитуда тока отрицательной полярности во время паузы,
А3 − амплитуда тока положительной полярности во время импульса,
А4 − амплитуда тока отрицательной полярности во время импульса.
Рис.3. Импульсный ток при изменении коэффициента заполнения импульса.
На Рисунке 3 представлены графики импульсного тока при различных установленных значениях коэффициентах заполнения импульса.
Исходя из вышесказанного, управляя формой тока, можно достичь идеального сварочного шва, соответствующего самым высоким требованиям.
Что нужно знать при выборе сварочного аппарата?
Виды сварочных аппаратов
Сварочные устройства делятся на трансформаторы, выпрямители и инверторы.
Трансформатор работает с переменным током и применяется для ручной дуговой сварки (MMA). Трансформаторы просты в обращении, надежны, долговечны и доступны по цене. К их минусам можно отнести прямую зависимость качества сварного шва от стабильности напряжения в электросети.
Выпрямитель — это трансформатор, работающий с постоянным током. После понижающего трансформатора используется выпрямитель, который преобразует переменный ток в постоянный. Часть мощности при этом теряется. Конструкция у выпрямителя сложнее, чем у трансформатора, что увеличивает вес, габариты и стоимость устройства. С другой стороны, возрастает качество и стабильность сварочной дуги. Выпрямители подходят для сварки черных и цветных металлов, а также нержавеющей стали. Обратите внимание, что есть модели выпрямителей, которые могут выдавать как постоянный, так и переменный ток. Выпрямитель может использоваться для MMA, MIG/MAG и TIG-сварки.
Выпрямитель может использоваться для MMA, MIG/MAG и TIG-сварки.
Инвертор считается самым популярным типом сварочного оборудования для бытовых нужд. Инверторы отличаются небольшой массой (от 3 кг), компактностью и устойчивостью к перебоям в электропитании. Эти устройства обеспечивают стабильно высокое качество сварки.
Характеристики и параметры сварочных аппаратов
Тип тока
Тип сварочного тока.
Основные типы сварочного тока — это постоянный и переменный. Также принято выделять ток высокой частоты (ТВЧ).
Сварку постоянным током принято считать эталонной по качеству шва и предсказуемости результата.
При сварке переменным током часто можно столкнуться с неравномерностью проплавления, пористостью и другими нежелательными дефектами. Стоит отметить, что оборудование для сварки переменным током, как правило, является более доступным и простым по конструкции.
Ток высокой частоты применяется исключительно для сварки полимеров. Этот высокотехнологичный процесс обеспечивает быстрый нагрев соединяемых поверхностей.
Обратите внимание, что электроды выпускаются для конкретного типа сварочного тока. При покупке электрода убедитесь, что он подойдет для выбранного типа сварочного тока.
Ручная дуговая сварка (MMA)
Ручная дуговая сварка (MMA — Manual Metal Arc) считается самым доступным видом сварки.
При сварке покрытие электрода плавится под действием замкнутой электрической цепи. Тепло от дуги плавит металл и образует сварочную ванну. Как только прекращается пропускание электрического тока, металл остывает, и образуется сварное соединение.
Электрод при этом является расходным материалом. Вместе с плавлением металла расходуется и электрод, переходя в капельном виде в сварочную ванну (капельный перенос).
Электродуговая сварка переменного тока (трансформатор) используется для углеродистых сталей.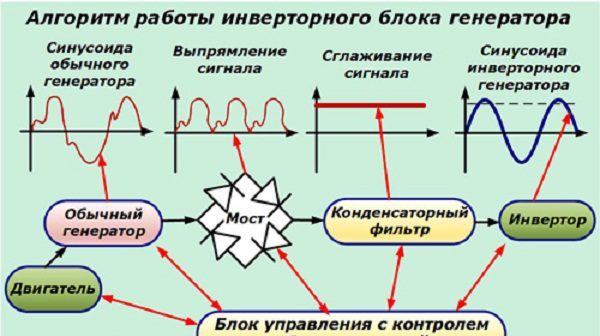 Для сварки нержавеющей стали нужен постоянный ток (выпрямитель или инвертор).
Для сварки нержавеющей стали нужен постоянный ток (выпрямитель или инвертор).
Сварочный ток (MMA), max
Чем выше максимальный сварочный ток, тем производительнее сварка. Прибор с высоким значением данного параметра позволяет быстро сваривать толстый металл.
В целом, используется примерно 20 А сварочного тока на 1 мм толщины свариваемого металла. Так, для заготовки толщиной 5 мм необходим сварочный ток 100 А (20 А ∗ 5). Чтобы не перегружать устройство, его максимальный сварочный ток должен составлять 130 А (100 А + 30 %) или выше.
Важно оставлять запас мощности и не использовать устройство на грани его возможностей. Рекомендуется не превышать 70 % максимального сварочного тока.
Полуавтоматическая сварка (MIG/MAG)
В любом сварочном полуавтомате имеется устройство автоматической подачи проволоки на сварочный пистолет. Проволока — аналог электрода у аппаратов для ручной дуговой сварки (MMA). Эта проволока плавится от тепла сварочной дуги, а зона сварки надежно защищена потоком газа. В зависимости от используемого газа, различают MIG и MAG сварку.
Эта проволока плавится от тепла сварочной дуги, а зона сварки надежно защищена потоком газа. В зависимости от используемого газа, различают MIG и MAG сварку.
MIG (Metal Inert Gas) — сварка с помощью гелия или аргона (инертные газы), тогда как для MAG (Metal Active Gas) необходимы азот и углекислый газ.
Важными преимуществами данного типа сварки являются качественный и ровный сварочный шов, большая производительность работы и высокая степень защиты металла с помощью газа.
Сварочный ток (MIG/MAG), max
Чем выше максимальный сварочный ток, тем производительнее сварка. Прибор с высоким значением данного параметра позволяет быстро сваривать толстый металл.
Важно оставлять запас мощности и не использовать устройство на грани его возможностей. Рекомендуется не превышать 70 % максимального сварочного тока.
Аргонодуговая сварка (TIG)
Возможность производить аргонодуговую сварку при помощи сварочного устройства (TIG — Tungsten Inert Gas, вольфрам и инертный газ).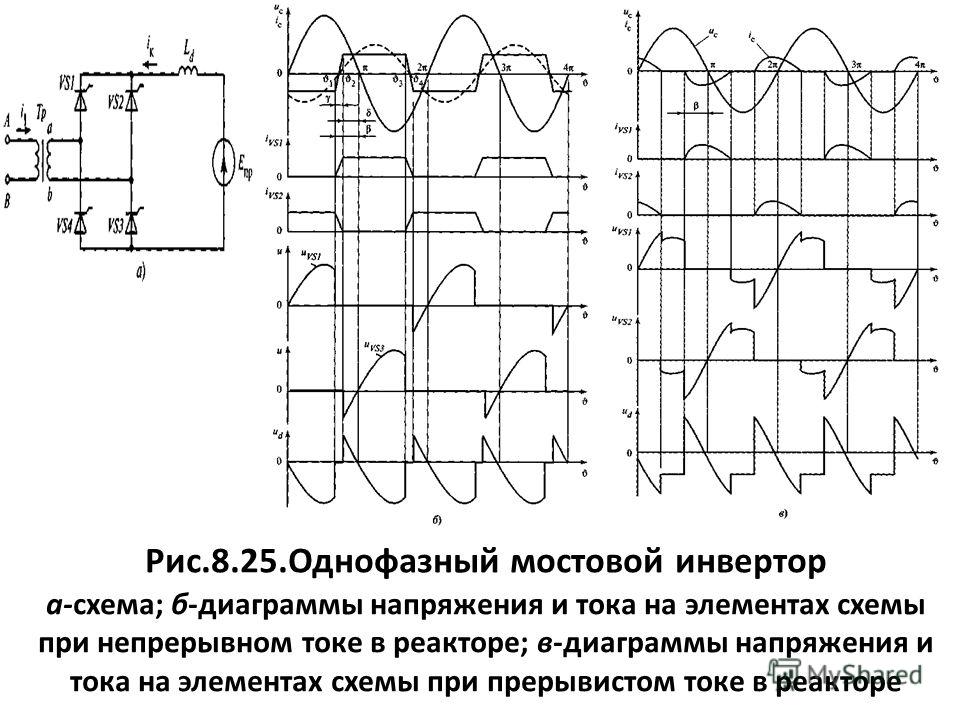
Аргонодуговая сварка — это сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, аргона (с подачей присадочной проволоки).
Аргон практически не вступает в химические реакции с расплавленным металлом и другими газами в зоне горения дуги.
Этот тип сварки применяется при изготовлении изделий из легированных и углеродистых сталей, а также сплавов из алюминия и меди. Алюминиевые сплавы свариваются при помощи переменного тока, тогда как сталь и медь — постоянного. Аргонодуговая сварка отличается высоким качеством сварного шва. Оборудование для аргонодуговой сварки, как правило, можно применять и для ручной дуговой сварки (MMA).
Производительность ручной аргонодуговой сварки невелика и уступает другим типам сварки.
Сварочный ток (TIG), max
Чем выше максимальный сварочный ток, тем производительнее сварка. Прибор с высоким значением данного параметра позволяет быстро сваривать толстый металл.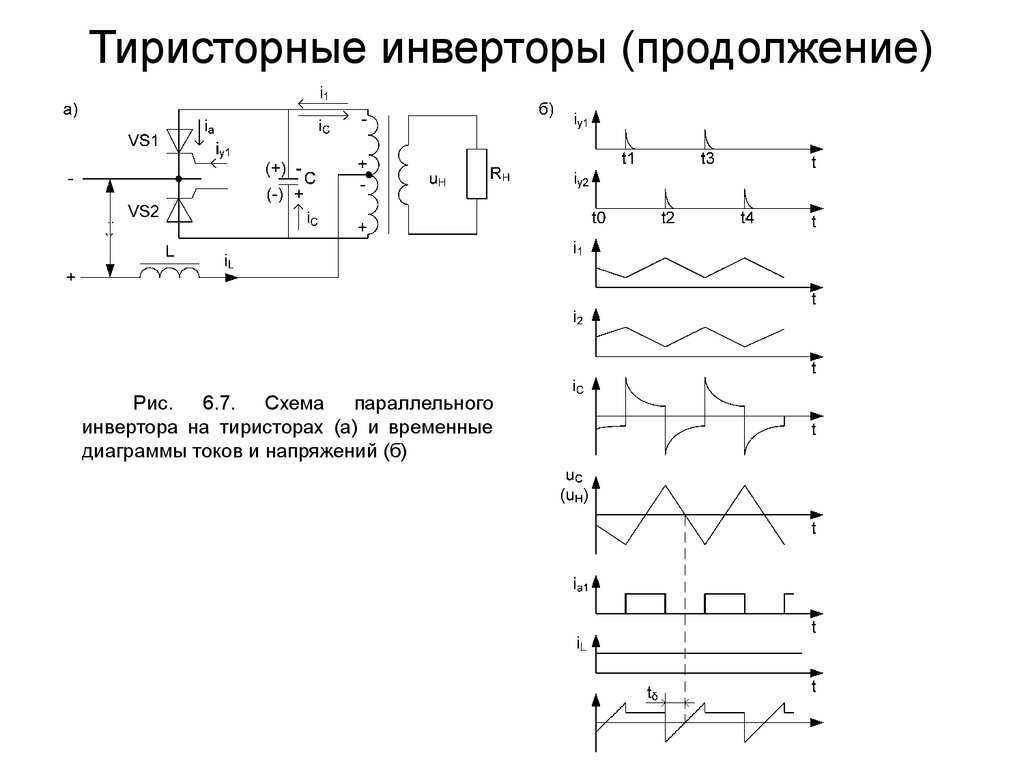
Важно оставлять запас мощности и не использовать устройство на грани его возможностей. Рекомендуется не превышать 70 % максимального сварочного тока.
Плазменная резка
Некоторые сварочные устройства способны быстро резать металл с помощью горячего воздуха (плазмы).
Струя плазмы создается за счет взаимодействия газа и электрической дуги. Температура этой дуги способна достигать 30 000 °С, а скорость — 1500 м/с. Толщина разрезаемого металла может доходить до 100 мм. Толщина металла зависит от силы режущего тока»).
Для охлаждения агрегата используется жидкость или воздух. Жидкостное охлаждение применяется исключительно в промышленных установках. Для воздушного охлаждения используется компрессор, который либо встраивается в плазморез, либо приобретается отдельно.
Режущий ток (CUT), max
Диапазон значений режущего тока у плазменного резака.
Чем выше максимальный режущий ток, тем производительнее резка. Прибор с высоким значением данного параметра позволяет быстро резать толстый металл.
Существует базовая формула, помогающая рассчитывать максимальную толщину разрезаемого металла: для меди и сплавов, латуни и алюминия необходимо 6 А на 1 мм толщины, тогда как для нержавеющий стали и черных металлов требуется 4 А на 1 мм.
Важно оставлять запас мощности и не использовать устройство на грани его возможностей. Рекомендуется не превышать 70 % максимального сварочного тока.
К примеру, для резки медной заготовки толщиной 10 мм, согласно формуле, необходим режущий ток 60 А (6 А ∗ 10). Чтобы не перегружать устройство, его максимальный режущий ток должен составлять 78 А (60 А + 30 %) или выше.
Толщина металла, max
Перед покупкой сварочного оборудования крайне важно понимать, с металлом какой толщины предстоит работать. Дело в том, что для сварки или резки заданной толщины металла требуется устройство определенной мощности.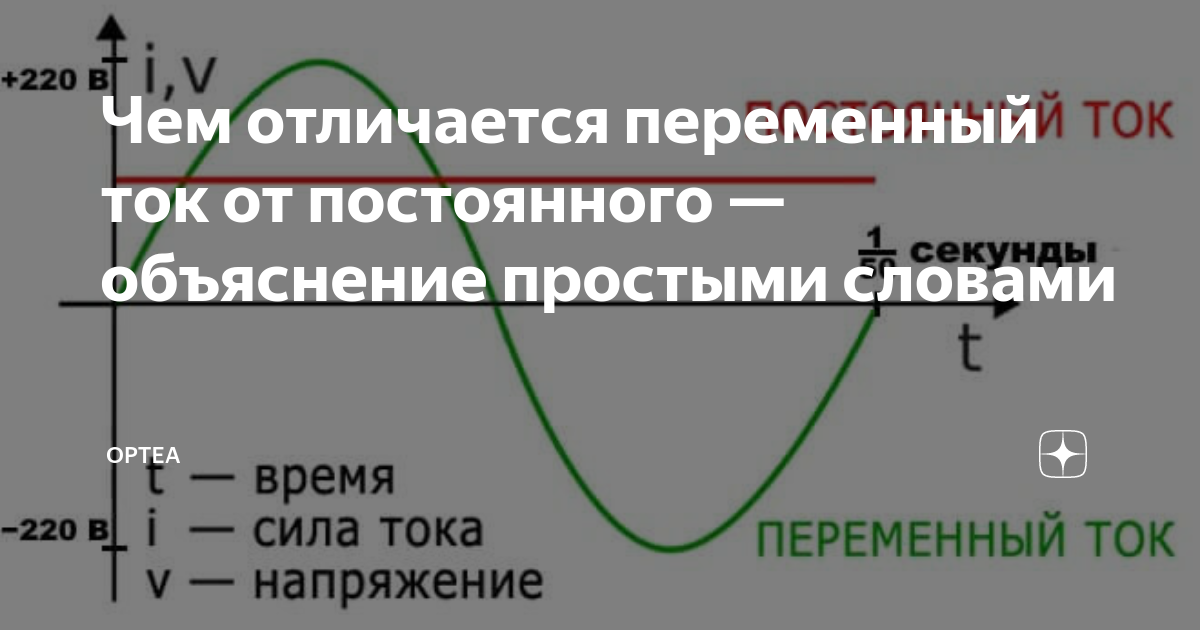 Чем больше толщина, тем выше должна быть мощность устройства.
Чем больше толщина, тем выше должна быть мощность устройства.
Популярные производители сварочных аппаратов
Aurora, Blueweld, Elitech, EUROLUX, FoxWeld, FUBAG, PATRIOT, Интерскол, Кедр, РЕСАНТА, Сварог, Торус
Для выбора качественного сварочного аппарата с оптимальными параметрами, смотрите видео обзоры и читайте отзывы покупателей на нашем сайте.
Различия в сравнении (с плюсами и минусами)
Выход постоянного тока («DC») является предпочтительным источником питания для большинства сварочных операций. Но переменный ток («AC») играет решающую роль в процессе сварки TIG при сварке алюминия и подобных металлов.
Сварочный ток и полярность часто сбивают с толку новичков. Но некоторые опытные сварщики также не до конца разбираются в электрическом токе, потому что нужно учитывать множество нюансов.
В этой статье вы узнаете, что такое переменный и постоянный токи, их различия для сварки и какой из них лучше подходит для различных применений.
Краткий обзор различий сварки на переменном и постоянном токе
Мы создали приведенную ниже таблицу в качестве краткого справочника, чтобы помочь вам визуализировать различия между сваркой на переменном и постоянном токе.
Читайте дальше, чтобы узнать о различиях более подробно.
| AC | DC | |
|---|---|---|
| Weld Spatter | More | Less |
| Arc Stability | Worse | Better |
| Filler Metal Deposition Rates | Moderate | High |
| Penetration | Moderate | High |
| Voltage Drops Using Long Leads | No | Yes |
| Возникновение дуги при сварке намагниченного металла | Нет | Да |
| Сварка черных металлов, таких как сталь | SMAW только | Все процессы сварки дуговой сварки |
| Сварные швы алюминий | AC TIG | DC MIG |
| TIG WERNDIO | Низкий | От среднего до высокого |
Что такое постоянный ток в сварке?
Постоянный ток означает постоянный ток и течет в одном направлении. Поскольку для прохождения электричества электрическая цепь должна быть непрерывной, мы используем зажим заземления и электрододержатель или горелку TIG/MIG для замыкания цепи. Дуга прыгает между электродом и металлом с прикрепленным заземляющим зажимом, замыкая электрическую цепь.
Поскольку для прохождения электричества электрическая цепь должна быть непрерывной, мы используем зажим заземления и электрододержатель или горелку TIG/MIG для замыкания цепи. Дуга прыгает между электродом и металлом с прикрепленным заземляющим зажимом, замыкая электрическую цепь.
Электрод и металл нагреваются до точки плавления благодаря электрическому сопротивлению металла. Но выбор неправильной полярности резко снижает качество сварки.
Итак, ваш заземляющий зажим и электрод должны быть правильно подключены к источнику питания (сварочному аппарату). Каждый процесс сварки требует определенной полярности в зависимости от свариваемого металла и выбора электрода.
Положительный электрод постоянного тока («DCEP») – Клемма заземления отрицательная, а электрод положительный. Электрод получает около 70% тепла и 30% работы.
Отрицательный электрод постоянного тока («DCEN») — Клемма заземления положительная, а электрод отрицательный.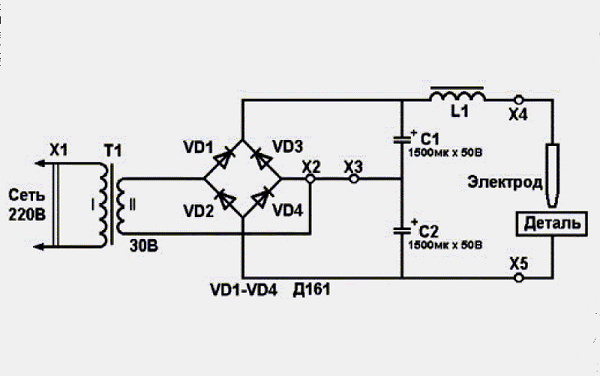 Электрод получает около 30 % тепла, а работа — 70 %.
Электрод получает около 30 % тепла, а работа — 70 %.
Электроны всегда текут от отрицательного полюса к положительному. Например, если электрод положительный, электроны перетекают от заготовки к электроду, и наоборот, если электрод отрицательный.
Вы можете подумать, что DCEN является предпочтительной полярностью для сварки, поскольку тепло концентрируется на заготовке. Это должно быть хорошо для проникновения.
Верно?
Что ж, это правда, но не всегда. Далее в статье мы объясним требуемую полярность и почему для сварки электродом требуется полярность, противоположная сварке TIG.
Что такое переменный ток в сварке?
Переменный ток меняет направление тока назад и вперед много раз в секунду. Стандартные домашние розетки в США обеспечивают питание 110–120 В переменного тока с частотой 60 Гц, в то время как в европейских странах используется 220–240 В с частотой 50 Гц.
Итак, ваша доступная мощность меняет полярность 50-60 раз в секунду. То же самое относится и к сварке с источником переменного тока. Электрододержатель/горелка MIG/TIG и зажим заземления будут переключать полярность много раз в секунду.
То же самое относится и к сварке с источником переменного тока. Электрододержатель/горелка MIG/TIG и зажим заземления будут переключать полярность много раз в секунду.
Однако не путайте входную частоту переменного тока и выходную частоту сварочного аппарата. В то время как старые устройства могли обеспечить только выходную частоту, доступную от настенной розетки (входная частота), новые сварочные аппараты позволяют изменять выходную частоту. Некоторые машины могут выдавать до 500 Гц!
Различия между сваркой на переменном и постоянном токе
Существенная разница очевидна. Выход переменного тока переключает полярность, и ток постоянно течет вперед и назад, в то время как выход постоянного тока поддерживает постоянную полярность, и ток течет в одном направлении.
Для большинства сварочных работ использование переменного тока нежелательно. Дуга гасится и снова зажигается каждый раз при смене полярности. В результате переменный ток вызывает нестабильность дуги при сварке электродами и не приносит пользы процессам сварки MIG или FCAW.
Давайте разберем различия между сваркой на переменном и постоянном токе по процессам…
Сварка электродом на переменном токе и постоянном токе (SMAW)
Первые сварочные аппараты для сварки электродом, также называемые жужжащими ящиками, были аппаратами с выходом переменного тока. Действие по переключению полярности заставляло устройство издавать звук шмеля — отсюда и название жужжащего ящика.
Хотя эти сварочные аппараты переменного тока выполняли свою работу, дуга была далеко не такой стабильной, как источники постоянного тока. Так, сварка стержнем в основном выполняется на машинах постоянного тока.
Однако выбор полярности играет решающую роль в достижении качественных сварных швов SMAW. DCEP обеспечивает наилучшее проплавление, даже если электричество направлено на сварочный электрод.
Звучит нелогично, я знаю. Но попытайтесь представить себе следующее…
Тепло концентрируется на электроде, вызывая его плавление, а капля жидкости на кончике стержня устремляется в свариваемый металл, выстреливая его глубоко в сварной шов.
Таким образом, DCEP является наиболее часто используемой полярностью при сварке электродом. Однако у DCEN также есть свои применения. Например, вам не нужно максимальное проплавление при сварке тонкого материала или выполнении наплавочных швов.
Существуют десятки электродов SMAW для сварки низкоуглеродистой и нержавеющей стали. Некоторые из них можно использовать со всеми полярностями, в то время как другие лучше всего работают с AC, DCEN или DCEP. Это зависит от состава флюсового покрытия.
Сварка ВИГ переменным током и постоянным током (GTAW)
В зависимости от свариваемого материала в процессе сварки ВИГ используется выход постоянного или переменного тока. Мягкая сталь, нержавеющая сталь и углеродистая сталь обычно свариваются на постоянном токе, а для алюминия и магния требуется выход переменного тока.
Подробнее : Что такое сварка TIG?
TIG на постоянном токе
Стандартная полярность сварки TIG на постоянном токе противоположна сварке электродом.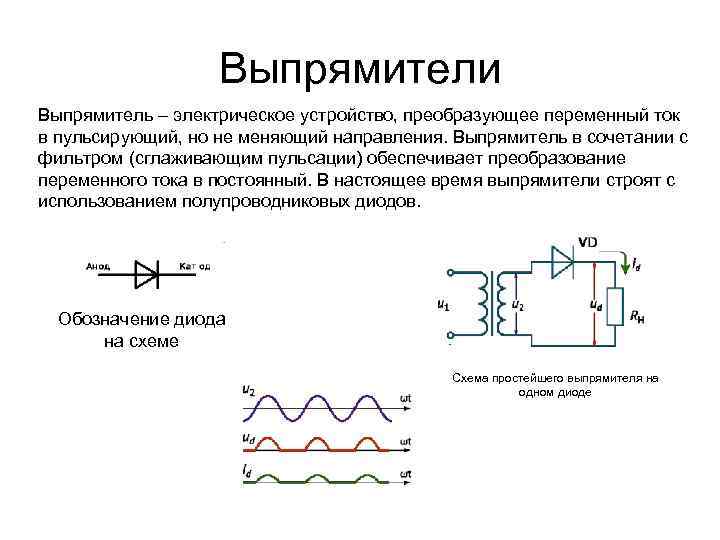 Таким образом, DCEN является предпочтительной полярностью, поскольку ток и тепло сосредоточены на свариваемом металле.
Таким образом, DCEN является предпочтительной полярностью, поскольку ток и тепло сосредоточены на свариваемом металле.
DCEP сосредотачивает слишком много тепла на вольфрамовом электроде, что приводит к эрозии вольфрама и плавлению кончика электрода. Если вам нужно свернуть вольфрамовый наконечник, вы можете ненадолго использовать DCEP. Но, кроме этого, DCEP редко используется для сварки TIG.
AC TIG
Под воздействием воздуха на поверхности алюминия образуется оксидная пленка, и этот оксидный слой плавится при более высокой температуре (3200º+F), чем чистый алюминий под ним (1200ºF). Итак, чтобы успешно сварить алюминий, перед сваркой необходимо удалить оксидный слой.
Однако полностью удалить этот слой невозможно, тем более что он сразу начинает образовываться после того, как вы его очистите. Пленка микрооксида образуется менее чем за секунду после очистки, и эти оксиды приводят к загрязнению сварного шва.
К счастью, полярность сварки DCEP TIG эффективно разрушает этот остаток оксида алюминия.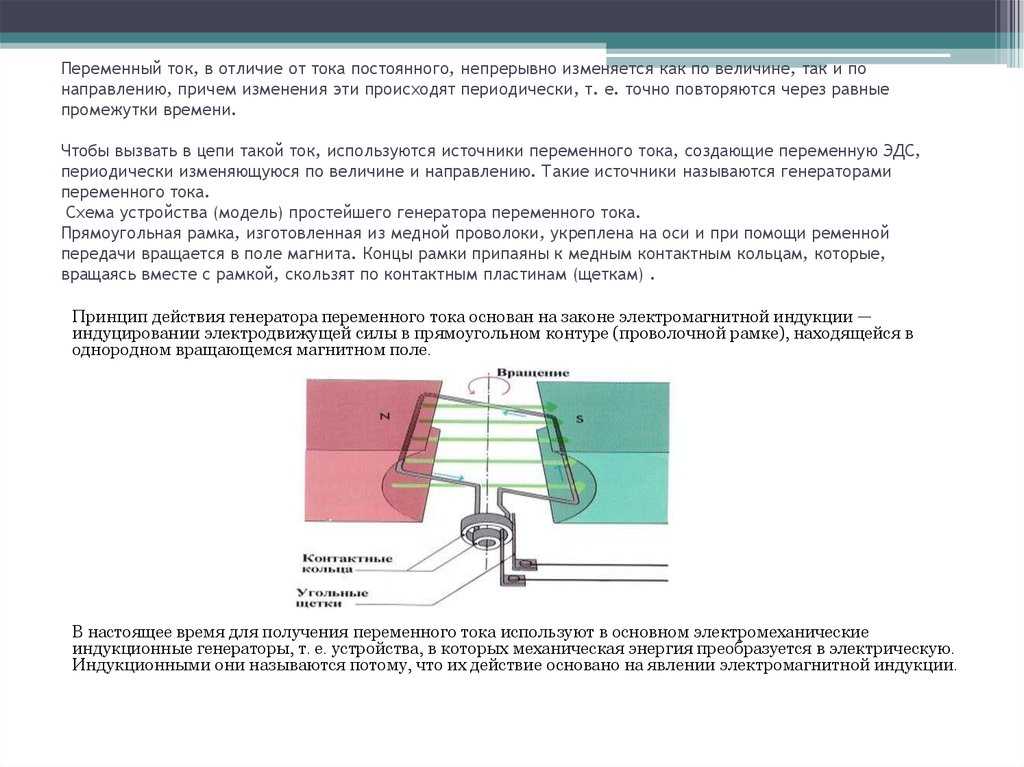 Когда электроны от заготовки (отрицательный полюс) попадают на вольфрамовый электрод (положительный полюс), оксид алюминия на поверхности разрушается и сгорает. Однако DCEP обеспечивает плохое проникновение, и для предотвращения возгорания вольфрамового электрода диаметр электрода должен быть большим.
Когда электроны от заготовки (отрицательный полюс) попадают на вольфрамовый электрод (положительный полюс), оксид алюминия на поверхности разрушается и сгорает. Однако DCEP обеспечивает плохое проникновение, и для предотвращения возгорания вольфрамового электрода диаметр электрода должен быть большим.
Итак, DCEN играет решающую роль в проникновении алюминия под оксиды после того, как DCEP очистит поверхность. AC TIG использует как положительный, так и отрицательный электрод, переключая полярность много раз в секунду. Частота сварки ВИГ переменным током может быть предварительно установлена на уровне 50–60 Гц или может находиться в диапазоне от 20 до 500 Гц, если органы управления сварочным аппаратом позволяют устанавливать частоту пользователем.
Сварка MIG на переменном и постоянном токе (GMAW)
Для сварки MIG требуется полярность DCEP, как и при сварке электродом. Невозможно использовать DCEN для сварки MIG, потому что сварные швы будут комковатыми, а дуга будет ужасной.
И прежде чем вы спросите…
Для сварки алюминия методом MIG также требуется DCEN. Таким образом, при использовании процесса MIG полярность не изменяется независимо от материала сварки.
Сварка MIG на переменном токе используется в промышленных процессах, таких как сварка холодным переносом металла и импульсная сварка алюминия на переменном токе. Но это не должно вас беспокоить, если вы не инженер-сварщик, работающий над повышением производительности автоматической сварки.
Сравнение сварки порошковой проволокой на переменном токе и постоянном токе (FCAW)
Для сварки порошковой проволокой без газа или самозащитной проволокой требуется полярность DCEN. Таким образом, для типичных сварочных работ FCAW вам необходимо переключить полярность, если вы используете сварочный аппарат MIG.
Однако для порошковых проволок в защитных газах требуется та же полярность, что и для процесса сварки MIG (т. е. DCEP).
AC Против. Преимущества и недостатки постоянного тока
Преимущества переменного тока
- Благодаря фазе DCEP переменного тока мы можем сваривать алюминий и магний методом сварки TIG.
- Переменный ток не испытывает падения напряжения при использовании длинных проводов, в отличие от постоянного тока. И TIG, и дуговая сварка выигрывают от переменного тока при использовании длинных проводов для сварки вдали от источника питания.
- Сварочные аппараты переменного тока дешевле, но в настоящее время они редко доступны.
- Некоторые стержневые сварочные электроды лучше всего работают при использовании переменного тока. Таким образом, использование переменного тока имеет смысл только при наличии этих специальных электродов.
- Выход переменного тока создает более стабильную дугу при сварке металлов, подверженных воздействию магнитных полей, предотвращая прорыв и отклонение дуги.

Переменный ток Недостатки
- Переменный ток создает больше брызг и менее стабильную электрическую дугу при сварке низкоуглеродистой и нержавеющей стали.
- Качество сварки электродом не соответствует сварке, выполненной с выходом постоянного тока.
- Аппараты для сварки TIG на переменном токе значительно дороже, чем аппараты для сварки TIG на постоянном токе.
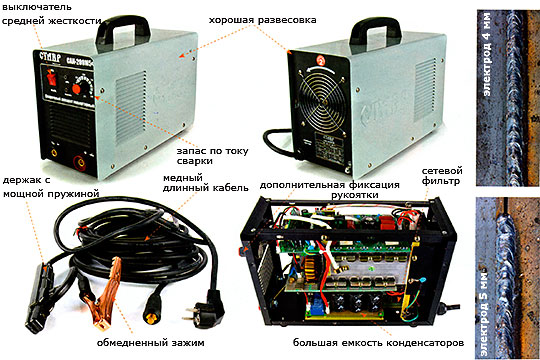
Преимущества постоянного тока
- Выход постоянного тока обеспечивает значительно более стабильную дугу при электродуговой сварке по сравнению с переменным током.
- Форма сварного шва более однородная.
- Дугой SMAW легче управлять, что помогает лучше направлять расплавленный присадочный металл.
- Меньше разбрызгивания.
- DCEP обеспечивает превосходное проплавление при сварке электродом.
- DCEN обеспечивает более высокую скорость напыления присадочного металла при сварке электродами. Но, поскольку проникновение уменьшается, DCEN лучше всего использовать с тонким листовым металлом.
Постоянный ток Недостатки
- Сваривать намагниченный металл сложно из-за дуновения дуги и отклонения.
- DC TIG и SMAW не могут сваривать такие металлы, как алюминий.
- Оборудование постоянного тока дороже. Но, поскольку сварочные аппараты постоянного тока стали широко доступны, это больше не является ярко выраженной проблемой.
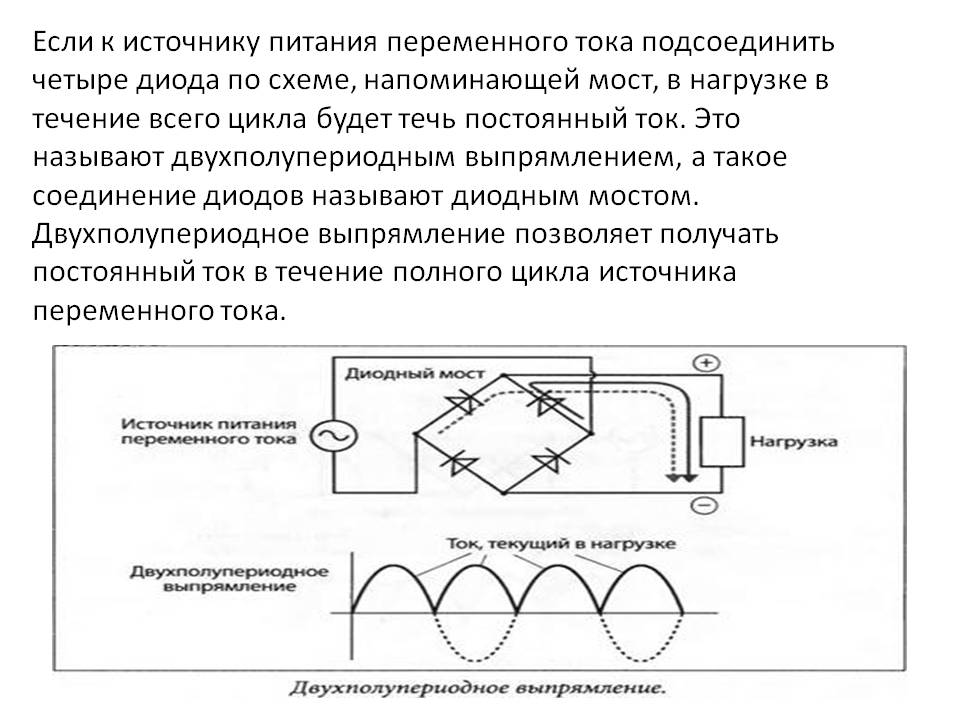 Но, поскольку сварочные аппараты постоянного тока стали широко доступны, это больше не является ярко выраженной проблемой.
Но, поскольку сварочные аппараты постоянного тока стали широко доступны, это больше не является ярко выраженной проблемой.Где используется сварка переменным и постоянным током?
Сварка переменным током лучше всего подходит для сварки TIG алюминия или если свариваемый металл намагничен. Для всего остального предпочтительнее сварка постоянным током.
Тем не менее, мы составили таблицу ниже, чтобы предоставить краткую справочную таблицу.
| Стандартные способы сварки постоянным током | Общие области применения при сварке на переменном токе |
|---|---|
| Сварка TIG на постоянном токе, дуговая сварка, MIG и сварка порошковой проволокой | Только сварка TIG на переменном токе и дуговая сварка |
| Сварка чугуна, низкоуглеродистой стали, титана, титана медь, латунь, бронза, никель и многие другие металлы | SMAW: низкоуглеродистая сталь, нержавеющая сталь. AC TIG: алюминий и магний AC TIG: алюминий и магний |
| Ненамагниченные металлы | Ненамагниченные и намагниченные металлы |
| Сварка рядом с источником питания | Сварка вдали от источника питания |
Обертывание
Выход постоянного тока является лучшим выбором для сварки, за исключением алюминия. Но некоторые приложения также требуют использования выхода переменного тока. Таким образом, профессиональные сварщики предпочитают иметь в наличии оба варианта.
Некоторые высококачественные аппараты для многопроцессорной сварки TIG/Stick позволяют выбирать между выходами переменного и постоянного тока для обоих процессов, а не только для TIG.
Полярность постоянного тока поначалу может сбить с толку. Но с некоторым опытом вы выучите различия между DCEN и DCEP наизусть, и это станет вашей второй натурой.
Сварка переменным и постоянным током: в чем разница?
Последнее обновление
Когда вы учитесь сваривать, огромное количество информации, которую вам нужно знать, может быть ошеломляющим. Нужно выучить так много терминологии, а переменные кажутся бесконечными. Вам необходимо знать, как настроить оборудование для работы с различными типами металлов, внося изменения в зависимости от толщины, материала наполнителя и силы тока, которую вы используете.
Возможно, вы заметили настройки своего сварочного аппарата для сварки на переменном и постоянном токе или, может быть, вы ищете первый сварочный аппарат и не можете выбрать между моделями. AC или DC лучше? Мы говорим о классической рок-группе?
Ну, мы, конечно, не обсуждаем рок-группу, и ни AC, ни DC не обязательно лучше. Тем не менее, они очень разные, и какой из них вам следует выбрать, зависит от множества факторов, которые мы собираемся обсудить в этой статье, чтобы помочь вам понять различия между сваркой на переменном и постоянном токе.
Обзор сварки переменным током:
При переменном токе электроны меняют направление движения вперед и назад 120 раз в секунду. Как только вы это поймете, станет понятно, что переменный ток означает переменный ток, поскольку ток всегда переменный.
Как только вы это поймете, станет понятно, что переменный ток означает переменный ток, поскольку ток всегда переменный.
В большинстве случаев считается, что переменный ток не подходит для сварки, поэтому обычно выбирают постоянный ток. Тем не менее, это не всегда так.
Кредит: Free-Photos, Pixabay
Когда сварка переменным током лучшеСварочные аппараты переменного тока, как правило, дешевле, чем сварочные аппараты постоянного тока. Таким образом, для многих начинающих сварщиков сварочный аппарат переменного тока больше подходит просто из-за цены. Если сварочный аппарат переменного тока — это все, что у вас есть, то, очевидно, это ваш лучший выбор в данный момент.
Переменный ток также лучше всего подходит для сварки магнитных материалов. Переменный ток обеспечивает более устойчивую дугу, особенно на магнитных материалах, что может помочь уменьшить удар дуги, который вы, вероятно, испытаете при сварке на постоянном токе.
Вы также обнаружите, что сварка переменным током допускает более высокие температуры, что делает ее лучшим выбором при сварке алюминия. С помощью сварки на переменном токе вы также можете глубже проникать в листовой металл, поэтому это отличный выбор, когда швы должны быть глубокими, например, в судостроении.
С помощью сварки на переменном токе вы также можете глубже проникать в листовой металл, поэтому это отличный выбор, когда швы должны быть глубокими, например, в судостроении.
Несмотря на то, что сварка на переменном токе имеет некоторые преимущества, существует множество причин, по которым она не подходит для большинства сценариев. Основной проблемой при сварке переменным током является постоянное изменение направления тока. Когда ток меняет направление, наступает короткий момент, когда сила тока отсутствует. Это создает гораздо большие колебания дуги сварочного аппарата на переменном токе, поэтому сварка на постоянном токе, как правило, проще и обеспечивает более чистые сварные швы.
Кроме того, при сварке на переменном токе образуется больше брызг, что делает ее плохим выбором для сварки в вертикальном положении или над головой.
Профи
- Машины переменного тока обычно дешевые
- Может устранить проблемы с дуговым разрядом
- Лучший для сварки алюминия
- Отлично подходит для сварки материалов магнитным полем
Минусы
- Больше колебаний, чем при сварке постоянным током
- Сварные швы обычно не такие гладкие
- Еще брызги
- С дугой переменного тока труднее работать
Обзор сварки на постоянном токе:
Более широко используемая, чем сварка на переменном токе, сварка на постоянном токе считается лучшей во многих отношениях. Постоянный ток означает постоянный ток, что означает, что ток течет только в одном направлении и течет непрерывно. Это тип тока, который вы найдете в батареях и низковольтных устройствах. Даже ваш автомобиль использует электричество постоянного тока.
Постоянный ток означает постоянный ток, что означает, что ток течет только в одном направлении и течет непрерывно. Это тип тока, который вы найдете в батареях и низковольтных устройствах. Даже ваш автомобиль использует электричество постоянного тока.
Кредит: emirkrasnic, Pixabay
Когда сварка на постоянном токе превосходнаПоскольку при сварке на постоянном токе нет такого момента нулевого тока, как при сварке на переменном токе, вы получаете более стабильную дугу в целом. Вот почему сварку постоянным током легче контролировать, и она позволяет создавать более чистые и гладкие сварные швы с меньшим разбрызгиванием. Поскольку меньше брызг и беспорядка, вы можете использовать сварку постоянным током в местах, где переменный ток не подходит, например, при сварке над головой.
Для начинающих лучше всего подойдет сварка постоянным током. Будет более короткая кривая обучения, что позволит вам быстрее производить более привлекательные сварные швы.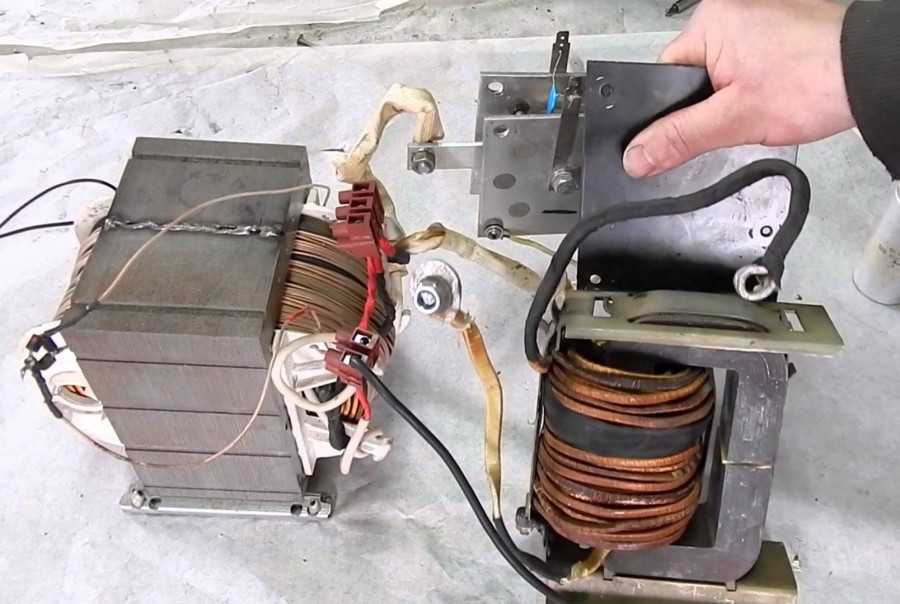 Но даже профессионалы в большинстве случаев выбирают сварку постоянным током.
Но даже профессионалы в большинстве случаев выбирают сварку постоянным током.
Тем не менее иногда сварка постоянным током не лучший выбор. Поскольку при сварке постоянным током у вас больше шансов получить удар дуги, он не подходит для работы с магнитными материалами. При сварке постоянным током
не используются такие высокие температуры, как при сварке переменным током, поэтому это не лучший выбор для сварки алюминия, которому требуется высокая температура для надлежащего прилегания сварного шва.
Несмотря на то, что сварочный аппарат на постоянном токе лучше подходит для начинающих, сварочные аппараты на постоянном токе могут быть непомерно дорогими. Это часто может подтолкнуть начинающего сварщика к более доступным сварочным аппаратам переменного тока, даже если они не так хороши для новичка с точки зрения производительности.
Pros
- Обеспечивает более гладкие сварные швы
- Дуга более стабильна
- Проще в использовании
- Меньше брызг
Минусы
- Может вызвать дуговой разряд
- Сварочные аппараты постоянного тока обычно дороже
- Не лучший выбор для сварки алюминия
Что лучше: сварка на переменном или постоянном токе?
В идеальном мире мы могли бы дать вам окончательный ответ о том, какой тип сварки лучше.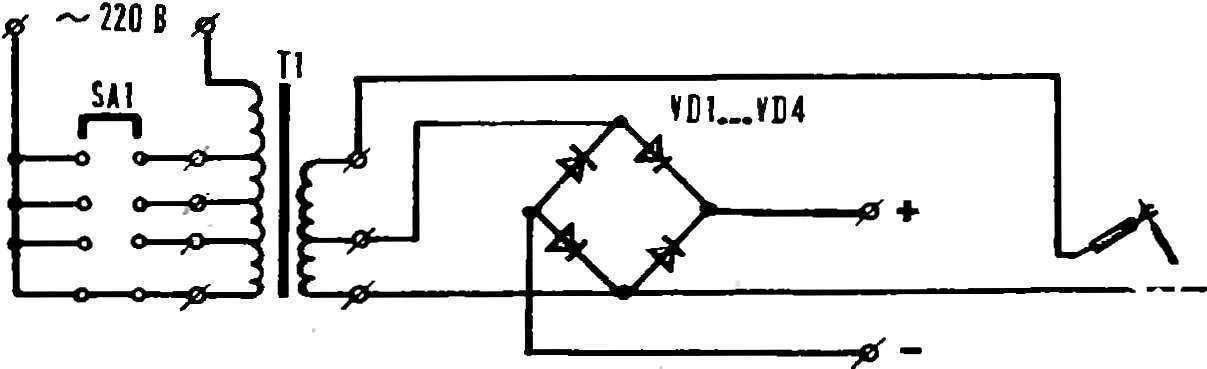 Тогда вам нужно будет приобрести только один тип сварочного аппарата, изучить один метод сварки и больше никогда об этом не беспокоиться. Конечно, это нереально, и правда вообще живет в серой зоне, а не в черно-белой.
Тогда вам нужно будет приобрести только один тип сварочного аппарата, изучить один метод сварки и больше никогда об этом не беспокоиться. Конечно, это нереально, и правда вообще живет в серой зоне, а не в черно-белой.
Какой тип сварки выбрать? Правда в том, что это зависит от вашей ситуации. Каждый тип сварки является лучшим выбором в некоторых сценариях.
Новички
Для начинающих сварка постоянным током намного проще в работе и позволяет получать более чистые сварные швы. С другой стороны, сварочные аппараты DV, как правило, дороже, чем их аналоги на переменном токе, что может подтолкнуть новичков к сварке на переменном токе просто потому, что это обеспечивает более доступный доступ к сварке.
Сварка алюминия
При сварке алюминия лучше всего подходит сварка переменным током. Сварка переменным током достигает гораздо более высоких температур, что необходимо при работе с алюминием. Сварочные аппараты постоянного тока не достигают таких же температур, что делает их плохим выбором для сварки алюминия.
Сварка тонких металлов
Из-за более низких температур, при которых происходит сварка постоянным током, вы можете использовать ее для гораздо более тонких металлов, не пробивая отверстие в материале.
Более глубокое проникновение
С другой стороны, сварка на переменном токе намного лучше при работе с толстыми металлическими листами, которые требуют глубокого провара, чтобы сварные швы прочно держались.
Потолочная или вертикальная сварка
Сварка постоянным током дает гораздо меньше брызг и беспорядка. Когда вы свариваете над головой, последнее, что вам нужно, это брызги расплава, капающие на ваш купол. Естественно, в таких условиях лучше всего подходит сварка постоянным током.
Намагниченные материалы
Если вы пытаетесь сваривать намагниченные материалы, вам лучше использовать переменный ток, так как он не имеет тех же проблем с дуговым разрядом, которые могут возникнуть при попытке сварки магнитных материалов с сварщик постоянного тока.
Когда выполнять сварку с постоянным током
- Вам нужен максимально гладкий шов
- Вы можете позволить себе сварочный аппарат, который вам нужен
- При сварке тонких металлов
- У вас нет опыта сварки
- При выполнении потолочной или вертикальной сварки
Когда использовать переменный ток
- Внешний вид сварного шва не так важен
- Ваш бюджет ограничен
- Вам необходимо глубокое проплавление листового металла
- Сварка металлов намагниченным полем
- Всякий раз, когда вы свариваете алюминий
- См. также: Инверторный или трансформаторный сварочный аппарат: что лучше для ваших нужд?
Заключение
При сравнении сварки переменным током и постоянным током однозначного ответа на вопрос, что лучше, нет. У каждого есть свои сильные и слабые стороны. Из-за этого каждый тип сварки является лучшим вариантом в определенных обстоятельствах. Если возможно, вам лучше всего будет иметь сварщика, который может делать и то, и другое. Но если бы вы могли получить только один, то DC, вероятно, был бы лучшим выбором. Он работает с широким спектром материалов, обеспечивая гладкий сварной шов с минимальным разбрызгиванием, который проще в использовании. Просто имейте в виду, что сварочные аппараты постоянного тока, как правило, дороже, чем модели переменного тока.
Из-за этого каждый тип сварки является лучшим вариантом в определенных обстоятельствах. Если возможно, вам лучше всего будет иметь сварщика, который может делать и то, и другое. Но если бы вы могли получить только один, то DC, вероятно, был бы лучшим выбором. Он работает с широким спектром материалов, обеспечивая гладкий сварной шов с минимальным разбрызгиванием, который проще в использовании. Просто имейте в виду, что сварочные аппараты постоянного тока, как правило, дороже, чем модели переменного тока.
Изображение. сварки на постоянном токе
- Начинающие
- Сварка алюминия
- Сварка тонких металлов
- Более глубокое проплавление
- Потолочная или вертикальная сварка
- Намагниченные материалы
Сварка на переменном и постоянном токе — 5 причин, какая из них подходит для вашей сварочной работы.
Хотя сварка на постоянном токе предпочтительнее, в некоторых случаях сварка на переменном токе может оказаться лучшим решением.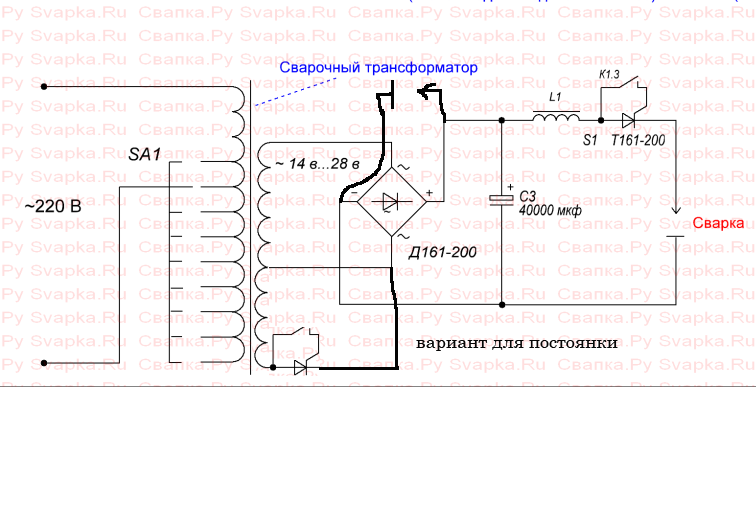 В этой статье я собираюсь немного раскрыть ее и объяснить, почему вам важно ее понять.
В этой статье я собираюсь немного раскрыть ее и объяснить, почему вам важно ее понять.
Если кто-то знаком со сварочной промышленностью или работает в ней, возможно, он слышал термины «переменный ток» и «постоянный ток». Эти переменный и постоянный ток представляют собой два типа тока, используемые в процессе сварки. В процессе сварки используется электрическая дуга, которая инициирует тепловой процесс, необходимый для расплавления металла. Необходимо обеспечить стабильный поток тока с различной полярностью в зависимости от свариваемого материала.
Необходимо понимать эти два тока и то, как они влияют на сварочный аппарат и электроды, чтобы понять и сделать хороший сварной шов. Мы должны изучить сварку переменным током и постоянным током и ее отличия .
При сварке переменным и постоянным током берется полярность тока, проходящего через электрод аппарата. Прочность и качество сварки зависят от полярности электрода.
Ни постоянный, ни переменный ток не обязательно лучше. Они различны по характеристикам, какой тип вы выберете, зависит от различных факторов, которые мы обсудим в этой статье, чтобы лучше понять различия между сваркой постоянным и переменным током .
Они различны по характеристикам, какой тип вы выберете, зависит от различных факторов, которые мы обсудим в этой статье, чтобы лучше понять различия между сваркой постоянным и переменным током .
Переменный ток (AC) перемещает электроны вперед и назад. Электроны переключаются со скоростью 120 раз в секунду. Теперь мы можем с уверенностью сказать, что этот переменный ток является переменным током, поскольку ток всегда переменный.
В большинстве случаев считается, что переменный ток не подходит для сварки, поэтому естественным выбором является постоянный ток. Однако это не универсальный выбор и зависит от многих факторов, которые мы будем обсуждать здесь далее.
Случаи, когда сварка на переменном токе лучше Сварочные аппараты на переменном токе дешевле сварочных аппаратов на постоянном токе, что делает их естественным выбором для новичков только из-за их цены.![]() В случае исключительной доступности сварочных аппаратов переменного тока это становится очевидным выбором.
В случае исключительной доступности сварочных аппаратов переменного тока это становится очевидным выбором.
Для сварки магнитных материалов единственным выбором является переменный ток, так как переменный ток создает более устойчивую дугу, что может уменьшить удар дуги, который вы обычно испытываете при сварке на постоянном токе.
Для сварки алюминия требуется очень высокая температура, поэтому естественным выбором становится сварочный аппарат переменного тока, который создает очень стабильную и высокотемпературную дугу.
Сварка переменным током глубоко проникает в металлические листы, что позволяет выбирать сварку, например, в судостроении и т. д.
Недостатки сварки переменным током Даже при небольшом количестве преимуществ, во многих ситуациях она не является предпочтительным методом сварки. Основным недостатком сварки переменным током является постоянное изменение направления тока. Когда ток меняет направление, возникает мгновенный момент, когда сила тока отсутствует.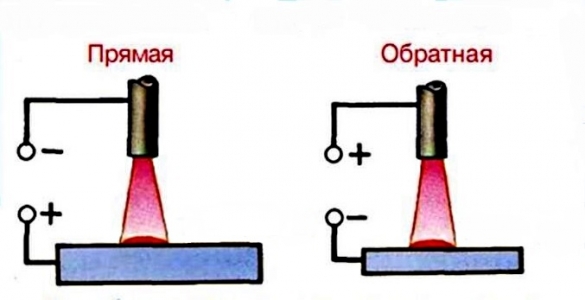
В сварочном аппарате переменного тока колебания дуги больше, что делает сварочный аппарат постоянным током приемлемым из-за его более простых и чистых характеристик сварки.
При сварке на переменном токе образуется больше брызг, что делает неподходящий вариант для потолочной и вертикальной сварки.
Преимущества сварочного аппарата переменного тока- Аппараты переменного тока обычно компактны.
- Проблемы с дуговым разрядом можно легко устранить.
- Выбор для сварки алюминия.
- Лучший выбор для сварки магнитным полем.
- Сварочные аппараты переменного тока не обеспечивают гладких сварных швов.
- Колебания при сварке переменным током больше, чем при сварке постоянным током.
- Максимальное разбрызгивание при сварке на переменном токе.
- Дуга в сварочных аппаратах переменного тока очень сложна в работе.
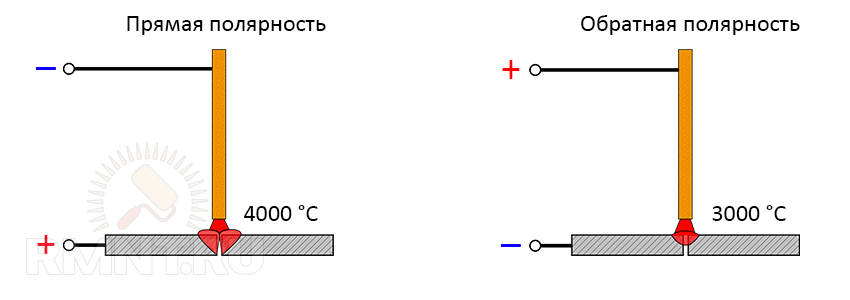
Сварка постоянным током используется чаще, чем сварка переменным током, и считается гораздо более качественной сваркой, чем сварка переменным током. Постоянный сварочный ток течет непрерывно и только в одном направлении. Дуга постоянная и безупречная.
Этот тип тока используется в батареях, низковольтных устройствах. Автомобили также используют электричество постоянного тока.
Выбор сварки постоянным токомДуга при сварке постоянным током стабильна, так как отсутствуют нулевые моменты силы тока, как при сварке переменным током. Это упрощает управление дугой при сварке постоянным током и обеспечивает чистую гладкую сварку без брызг.
При сварке на постоянном токе меньше брызг и грязи, и это лучший выбор для потолочной и вертикальной сварки вместо сварки на переменном токе.
Сварка постоянным током — лучший выбор для начинающих сварщиков. Привлекательная сварка может быть произведена с очень небольшим обучением. Постоянный ток является наиболее распространенным выбором для сварки.
Постоянный ток является наиболее распространенным выбором для сварки.
Существуют ситуации, когда это не лучший выбор, поскольку дуговая сварка постоянным током не подходит для магнитных материалов.
Сварка на постоянном токе не дает такой высокой температуры, как сварка на переменном токе, поэтому она не является естественным выбором для сварки алюминия.
Постоянный ток является естественным выбором для новичков, но из-за стоимости им трудно выбрать постоянный ток вместо сварочного аппарата переменного тока, который дешевле.
Преимущества сварки постоянным током- Дуга здесь очень стабильная.
- Сварной шов здесь очень гладкий.
- Только небольшое количество брызг.
- Простота в эксплуатации.
- Дорогостоящее оборудование.
- Производится дуговой разряд.
- Не подходит для алюминия.

Если мы сможем точно решить, какой процесс сварки лучше, и сможем обучить вас этому методу для идеального процесса сварки. Реальность совершенно другая, поскольку мы обычно живем в серой зоне.
Какой тип сварки мы должны использовать, зависит от ситуации. Каждый тип сварки может быть лучшим выбором в различных сценариях.
Сварка алюминияСварка переменным током является лучшим выбором при сварке алюминия. Сварка переменным током здесь позволяет достичь очень высокой температуры, которая является краеугольным камнем сварки алюминия.
Сварочный аппарат постоянного тока не может достичь той же температуры, что делает его плохим выбором для сварки алюминия.
Сварка тонких металлов Более низкая температура Сварка постоянным током делает его предпочтительным для сварки тонких металлов, которые в противном случае могут привести к взрыву тонкого металла при сварке переменным током.
Поскольку сварка постоянным током значительно упрощает освоение техники и обеспечивает чистый сварной шов, это естественный выбор для новичка. Но сварочный аппарат постоянного тока является более дорогим вариантом, чем сварочный аппарат переменного тока, что может склонить новичка к использованию сварочного аппарата переменного тока из-за его доступного выхода на рынок сварки.
Глубокое проплавлениеТолстый металл заготовки требует глубокого проплавления, чтобы сварной шов был прочным. Таким образом, сварка на переменном токе является лучшим выбором там, где требуется глубокое проплавление.
Вертикальная и потолочная сварка Сварка на постоянном токе по своей природе является чистой, аккуратной, с небольшими брызгами. Сварка в вертикальном и потолочном положении требует отсутствия брызг расплава на куполе. Это делает сварку постоянным током идеальным выбором в таких ситуациях.
При сварке намагниченных материалов предпочтение отдается сварке на переменном токе, так как здесь нет продувки дуги, что является обычным явлением для сварщиков на постоянном токе при сварке намагниченных материалов.
Ситуации для сварки постоянным током- Когда доступность не является проблемой.
- При необходимости гладкий и чистый шов.
- Сварка тонких металлов.
- Потолочная и вертикальная сварка.
- Новичок с небольшим опытом сварки.
- Бюджет ограничен.
- Внешний вид сварного шва не имеет значения.
- Необходимо глубокое проникновение.
- Сварочный намагниченный материал.
- Сварка алюминия.
См. также …
Руководство по сварке алюминия
Понимание процесса сварки алюминия по сравнению со сваркой стали
Разница между сваркой постоянным и переменным током| Сварка постоянным током | Сварка переменным током |
|---|---|
Первоначальная стоимость высока. | Сварочные аппараты переменного тока стоят меньше, чем оборудование постоянного тока. |
| Для сварки подходят все типы сварочных электродов. | Неизолированные электроды использовать нельзя. Используйте только специально разработанные электроды с покрытием. |
| Затраты на техническое обслуживание выше, чем при сварке переменным током. | Более низкие затраты на техническое обслуживание по сравнению с дуговой сваркой постоянным током. |
| По сравнению с переменным током сварочный процесс более плавный. | Качество сварки не такое гладкое, как при сварке постоянным током. |
| Стабильная дуга | Нестабильная дуга |
| Распределение тепла на двух полюсах разное [полярность]. | Равномерное распределение тепла. |
| Сильный удар дуги. | Пробой дуги не произойдет. |
Положительные электроды постоянного тока обеспечивают большее проплавление металла шва. | Меньшее проникновение в металл сварного шва. |
| Меньше брызг | При сварке переменным током образуется больше брызг, чем при сварке постоянным током. |
| Прямая полярность позволяет сваривать более тонкие металлы лучше, чем переменный ток. | Не рекомендуется для более тонких металлов. |
| Больше подходит для потолочной и вертикальной сварки. | Лучше при сварке в горизонтальном положении. |
| Сварочные аппараты постоянного тока подходят для сварки всех видов металлов путем изменения полярности. | Обычно черный материал. |
Следующая таблица представляет собой сравнение электрических характеристик процесса сварки:
Вывод к какой лучше. У каждого есть свои слабости и сильные стороны. Мы чувствуем, что каждый из них лучше при определенных обстоятельствах. Мы должны освоить оба метода. В ситуации, когда нужно выбрать только один, лучше всего подойдет сварка постоянным током. Он работает с широким спектром металлов, обеспечивает гладкий шов с минимальным разбрызгиванием и прост в освоении, но примите во внимание его стоимость, которая выше, чем 9.0027 Сварочный аппарат переменного тока .
Он работает с широким спектром металлов, обеспечивает гладкий шов с минимальным разбрызгиванием и прост в освоении, но примите во внимание его стоимость, которая выше, чем 9.0027 Сварочный аппарат переменного тока .В чем разница между сваркой на переменном и постоянном токе?
Если вы работали в области сварки или хотя бы немного знакомы с тем, как она работает, вы могли слышать термины «переменный ток» и «постоянный ток» в сварке. Переменный и постоянный ток — это разные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, которая создает тепло, необходимое для плавления металла, потребуется стабильный ток с разной полярностью, зависящей от свариваемого материала.
Чтобы сделать хороший сварной шов, вам сначала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой на переменном и постоянном токе?
Сварка как переменным, так и постоянным током зависит от полярности тока, протекающего через электрод аппарата. AC означает переменный ток, где DC означает постоянный ток. Прочность и качество сварного шва будут зависеть от полярности электрода.
AC означает переменный ток, где DC означает постоянный ток. Прочность и качество сварного шва будут зависеть от полярности электрода.
В этой статье я раскрою это немного подробнее и объясню, почему вам важно это понять.
Что такое полярность?
Вы, вероятно, знакомы с термином «полюса». Например, у магнита есть северный и южный полюса.
Точно так же и электрические цепи будут иметь полюса – отрицательный и положительный. В цепи постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности – одна сторона остается отрицательной, с большим количеством отрицательных ионов, а другая сторона остается положительной, с большим количеством положительных ионов. все время, пока цепь активна.
С другой стороны, переменный ток (AC), как следует из названия, меняет направление своего течения. Половину времени он течет в одном направлении, а другую половину — в противоположном. Переменный ток изменит свою полярность примерно 120 раз в течение одной секунды при токе частотой 60 Гц.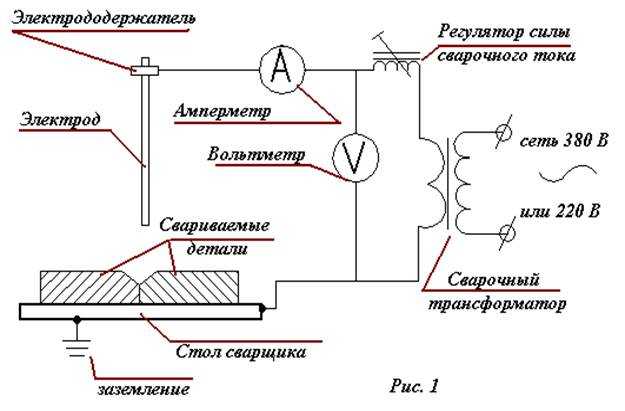
Переменный ток, также известный как электрод с положительной или обратной полярностью, обеспечивает более глубокое проникновение, где отрицательный электрод или прямой ток — постоянный ток — приводит к более высокой скорости осаждения, поскольку плавление на электроде происходит быстрее. На эти условия могут влиять различные типы электродов, а также различные виды экранирования электродов.
Экранированные электроды иногда могут использовать любую полярность, в то время как некоторые работают только с одной.
Хороший сварной шов предполагает надлежащее проплавление и равномерное образование валиков, и для достижения этого необходимо использовать правильную полярность. При неправильной полярности вы не только получите плохое проплавление и неравномерный шов, но также получите чрезмерное разбрызгивание и перегрев, а в некоторых случаях даже можете потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство аппаратов для дуговой сварки имеют клеммы или направления, четко обозначенные, чтобы пользователи знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют внесения изменений в кабельные наконечники.
Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют внесения изменений в кабельные наконечники.
Сварка различными токами
Различные виды сварки лучше подходят для разных типов тока из-за их природы и воздействия этого конкретного вида тока.
Сварка переменным током
Сварка переменным током уступает сварке постоянным током, поэтому применяется редко. Сварочные аппараты на переменном токе в основном используются только тогда, когда нет доступных аппаратов на постоянном токе, и их иногда называют «жужжащими ящиками». хотя он также иногда используется для устранения проблем с дуговым разрядом. Проблемы с дуновением дуги возникают, когда дуга гасит свариваемое соединение при более высоких уровнях тока, что происходит в основном при работе с электродами большого диаметра.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током.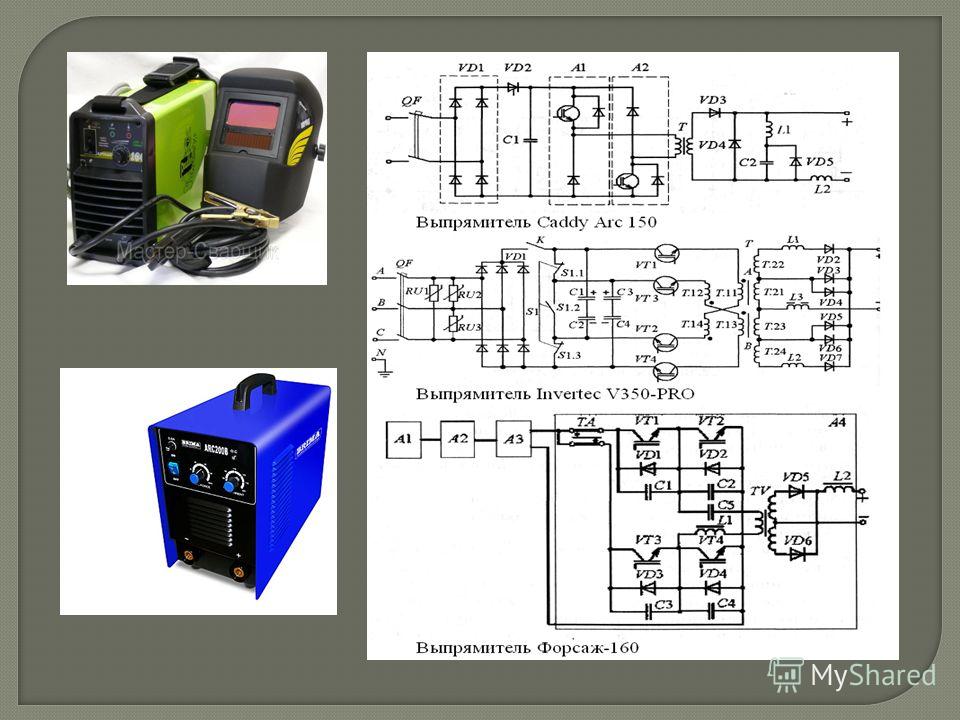 Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит для более высоких температур. Поскольку он обеспечивает более высокий уровень тока, он обеспечивает более глубокое проплавление и поэтому используется для сварки швов при строительстве кораблей.
Сварка переменным током хороша для ремонта машин, так как многие из них имеют намагниченные поля и участки, которые заржавели.
Однако нестабильность направления при сварке на переменном токе также может быть недостатком, поскольку этот процесс дает меньший выход продукта, чем сварка на постоянном токе.
Сварка на постоянном токе
Сварка на постоянном токе, как и сварка на переменном токе, имеет свои преимущества и используется в некоторых конкретных случаях, когда сварка на переменном токе бесполезна, например, вертикальная сварка, пайка одним углеродом или сварка TIG нержавеющей стали. .
.
Поскольку сварка постоянным током имеет более высокую скорость наплавки, она лучше всего подходит для пользователей, которым требуется лучшее наращивание крупных отложений. Хотя сварка на переменном токе имеет лучшее проплавление, она имеет более низкую скорость наплавки, что может быть неприемлемым.
При сварке постоянным током также образуется меньше брызг, чем при сварке переменным током, что делает сварной шов однородным и гладким, а также приводит к более высокому выходу продукта. Постоянный ток также более надежен, и поэтому с ним становится легче работать, поскольку электрическая дуга остается постоянной и стабильной.
Сварка постоянным током лучше подходит для сварки тонких металлов, что делает ее востребованной для многих сварщиков. Оборудование, используемое с этим типом тока, также дешевле, что помогает сократить расходы и делает их еще более желательными.
Однако, несмотря на то, что само оборудование стоит дешевле, сам процесс использования постоянного тока немного дороже.
Это связано с тем, что вам нужно специальное оборудование для переключения переменного тока на постоянный, потому что последнее, скорее всего, не обеспечивается какой-либо электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти расходы считаются необходимыми.
Хотя сварка на постоянном токе лучше подходит для многих различных металлов, она не рекомендуется при работе с алюминием, так как при этом требуется высокоинтенсивное выделение тепла, что невозможно при постоянном токе. Кроме того, если при работе с постоянным током возникнет магнитное поле, возникнет более высокий риск возникновения дуги, что может быть опасно.
Какой электрод использовать?
Поскольку тип используемого тока влияет на полярность электрода, вам также необходимо учитывать используемый электрод. Для сварки постоянным током ищите электрод с покрытием натриевого типа с высоким содержанием целлюлозы, который предназначен только для использования на постоянном токе и обеспечивает более глубокое проплавление.
Для сварки переменным током, поскольку дуга имеет тенденцию гаснуть и восстанавливаться из-за переменного тока, электроды имеют специальные элементы, поддерживающие их горение. Электроды для сварки переменным током должны иметь высокоцеллюлозное покрытие калиевого типа, которое может работать во всех положениях, а также работать на ржавом или грязном металле.
Существует несколько различных типов электродов для сварки на переменном токе, но многие из них подходят для сварки как на переменном, так и на постоянном токе.
Как и в любом другом деле, нельзя сказать, что одно лучше другого. Оба вида сварки используются для достижения разных целей.
Во многих случаях сварка на постоянном токе лучше подходит для данной ситуации, но не «лучше» по своей сути, чем сварка на переменном токе, но в других случаях сварка на переменном токе может быть более выгодным выбором. Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для получения хорошего сварного шва, и поэтому его следует выполнять осторожно.
Вопросы по теме
Сварка MIG выполняется на переменном или постоянном токе?
При сварке MIG настройки полярности должны быть на отрицательном электроде постоянного тока или на постоянном токе, когда отрицательная клемма аппарата подключена к электроду, а положительная клемма подключена к земле.
Что такое провар при сварке?
При сварке проплавление относится к расстоянию, на которое линия сплавления проходит ниже поверхности свариваемого материала. Обычно это результат использования тока.
Что такое наплавка при сварке?
Скорость наплавки — или просто наплавка — это количество присадочного металла, которое расплавляется и смешивается со сварным соединением, и обычно определяется в фунтах в час. Это сильно зависит от размера провода, типа и полярности.
Плюсы и минусы сварки переменным током и постоянным током
Упомяните AC/DC большинству людей, и они сразу же подумают о популярной австралийской хард-рок-группе.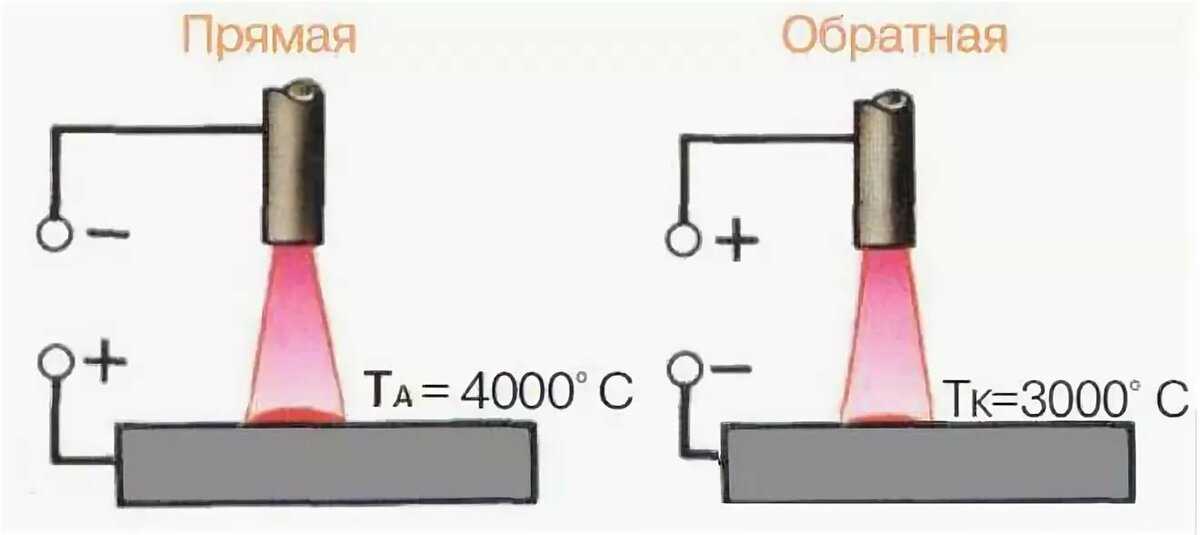 С другой стороны, профессионалы в области сварки признают это полярностью, имея в виду отрицательный и положительный полюса, образующиеся в электрической цепи, как только вы включаете сварочный аппарат.
С другой стороны, профессионалы в области сварки признают это полярностью, имея в виду отрицательный и положительный полюса, образующиеся в электрической цепи, как только вы включаете сварочный аппарат.
Что делает полярность столь важной при сварке? Выбор правильной полярности может обеспечить прочность и качество сварного шва, в то время как неправильная полярность может привести к плохому проплавлению, чрезмерному разбрызгиванию и снижению контроля сварочной дуги.
Специалисты по сварке часто говорят о преимуществах и недостатках сварки на переменном токе и на постоянном токе. Основное различие заключается в полярности: при сварке переменным током быстро чередуется отрицательный и положительный постоянный постоянный ток, в то время как при сварке постоянным током для подачи электричества на электрод используется ток прямой полярности. Какой из них вы выберете, будет зависеть от конкретных факторов, поэтому вот что вам следует знать:
Определение сварки переменным током
Сварка переменным током означает, что в процессе сварки используется переменный ток. Переменный ток меняет свое направление много раз в секунду. Например, ток частотой 60 герц будет менять свою полярность 120 раз в секунду. Поскольку направление магнитного поля и тока меняется на противоположное, это обеспечивает более устойчивую дугу на магнитных деталях.
Переменный ток меняет свое направление много раз в секунду. Например, ток частотой 60 герц будет менять свою полярность 120 раз в секунду. Поскольку направление магнитного поля и тока меняется на противоположное, это обеспечивает более устойчивую дугу на магнитных деталях.
Определение сварки постоянным током
При сварке постоянным током используется постоянный ток с постоянной полярностью в одном направлении. Ток может быть положительным или отрицательным, с положительной полярностью, протекающей от сварочного аппарата к заготовке, к электроду и обратно к сварочному аппарату. Ток течет от сварочного аппарата к электроду к заготовке, а затем обратно к сварочному аппарату с отрицательной полярностью. Сварка электродом с положительным электродом обеспечивает более глубокое проплавление, а сварка с отрицательным электродом обеспечивает более высокую скорость наплавки.
Сварка переменным током по сравнению со сваркой постоянным током
Несмотря на то, что сварка постоянным током предпочтительнее для большинства видов сварки, сварка переменным током хорошо работает в некоторых конкретных случаях.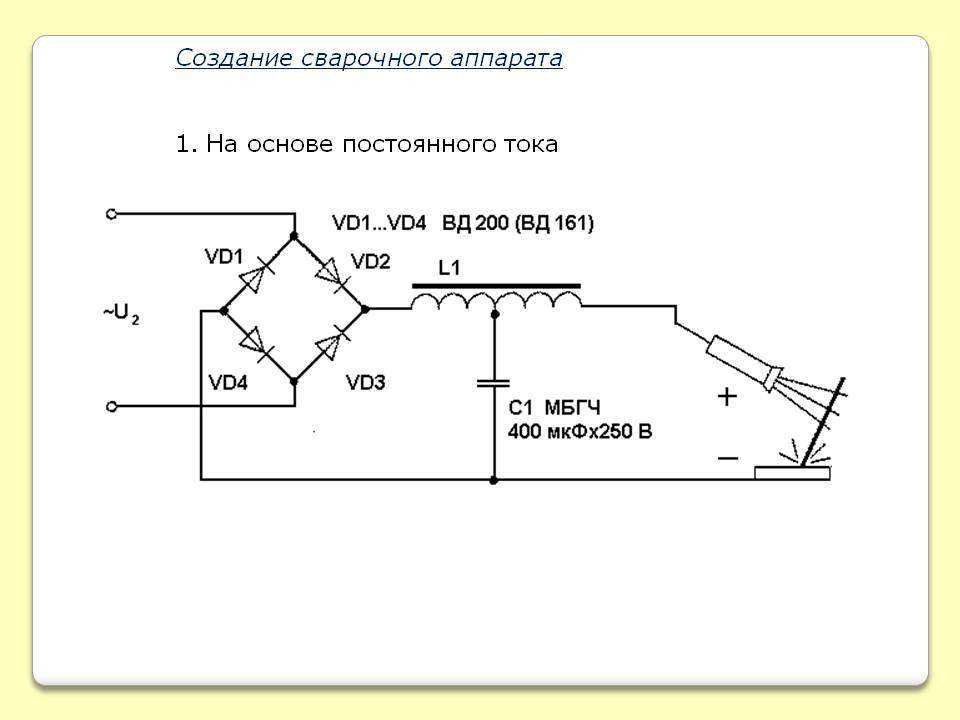 TIG-сварка алюминия, сварка намагниченных металлов, ручная сварка толстых листов электродами с быстрой заправкой и сварка, где единственные электрические розетки имеют напряжение 110 вольт, — все это подходит для сварки переменным током. В отличие от сварки постоянным током, дуновение дуги гораздо менее заметно при сварке переменным током.
TIG-сварка алюминия, сварка намагниченных металлов, ручная сварка толстых листов электродами с быстрой заправкой и сварка, где единственные электрические розетки имеют напряжение 110 вольт, — все это подходит для сварки переменным током. В отличие от сварки постоянным током, дуновение дуги гораздо менее заметно при сварке переменным током.
С другой стороны, постоянный ток поддерживает постоянную и стабильную дугу и более надежен, чем переменный ток. Как правило, он обеспечивает более гладкий шов с меньшим разбрызгиванием из-за постоянного направления тока. Постоянный ток также лучше сваривает более тонкие материалы, чем переменный ток, лучше всего подходит для сварки электродом, сварки TIG из нержавеющей стали, а также вертикальной или потолочной сварки.
Отрицательный электрод против положительного электрода
Как упоминалось ранее, постоянный ток может быть положительным или отрицательным. Но как это влияет на процесс сварки?
Иногда называемая прямой полярностью, отрицательная полярность электрода предпочтительна для большинства сварочных работ. Он обеспечивает более горячую дугу и более быстрое плавление электрода, что позволяет операторам работать более продуктивно и быстрее накладывать валик. Прямая полярность постоянного тока почти всегда будет первым выбором сварщика, если только не возникнет особая потребность в чем-то другом.
Он обеспечивает более горячую дугу и более быстрое плавление электрода, что позволяет операторам работать более продуктивно и быстрее накладывать валик. Прямая полярность постоянного тока почти всегда будет первым выбором сварщика, если только не возникнет особая потребность в чем-то другом.
Положительная полярность электрода, также называемая обратной полярностью, обеспечивает более глубокое проникновение. Несмотря на то, что это медленнее, чем прямая полярность, обычно это выбор для сварки толстых материалов. Преимущество обратной полярности становится очевидным при работе с металлом толщиной более полудюйма.
Сварка переменным током и сварка постоянным током: подведение итогов
| Сварка переменным током | Сварка постоянным током |
Полярность | Переменная полярность | Одна полярность, которая может быть положительной или отрицательной |
Приложения | Намагниченные металлы, алюминий, тяжелые листы | Нержавеющая сталь, потолочная, вертикальная сварка и сварка тонких листов (большинство применений) |
Сварной шов Прочность | Слабее, больше брызг | Прочнее и мягче |
Дуга удар | Устраняет проблемы с дуговым разрядом | Может вызвать дуговой разряд |
Стабильность дуги | Arc может быть сложно работать с | Стабильная дуга |
Сварочные аппараты | Дешевле, портативный | Дороже и тяжелее |
Ответ: это зависит от вашей ситуации.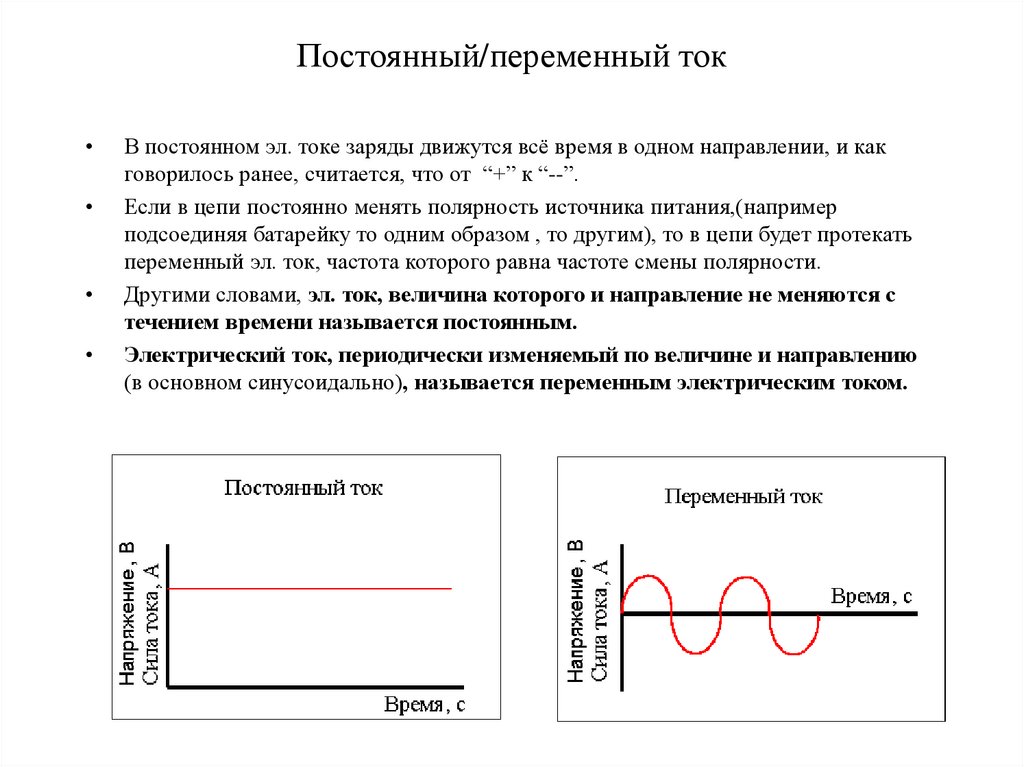 Хотя сварка постоянным током, вероятно, будет вашим первым выбором, каждый тип сварки имеет определенные преимущества в определенных обстоятельствах. Если вы только начинаете свою карьеру сварщика, сварка постоянным током будет проще в работе и позволит получить более чистые сварные швы. Однако сварочные аппараты постоянного тока, как правило, дороже, чем аппараты переменного тока, что побуждает новичков склоняться к более доступным сварочным аппаратам.
Хотя сварка постоянным током, вероятно, будет вашим первым выбором, каждый тип сварки имеет определенные преимущества в определенных обстоятельствах. Если вы только начинаете свою карьеру сварщика, сварка постоянным током будет проще в работе и позволит получить более чистые сварные швы. Однако сварочные аппараты постоянного тока, как правило, дороже, чем аппараты переменного тока, что побуждает новичков склоняться к более доступным сварочным аппаратам.
Поскольку каждый из них имеет свои сильные и слабые стороны, возможно, вам лучше подойдет сварочный аппарат, который может выполнять и то, и другое!
Разница между сварочными аппаратами переменного и постоянного тока
Разница между сварочными аппаратами переменного и постоянного тока
Сварка — это процесс, используемый для соединения металлов путем расплавления деталей и использования наполнителя для образования соединения. Сварку можно выполнять с использованием различных источников энергии от газового пламени или электрической дуги до лазера или ультразвука. Сварку можно проводить не со всеми видами металлов. Например, нержавеющая сталь склонна к растрескиванию и деформации при перегреве. Сплавы часто представляют собой проблему, поскольку трудно узнать точный химический состав металла.
Сварку можно проводить не со всеми видами металлов. Например, нержавеющая сталь склонна к растрескиванию и деформации при перегреве. Сплавы часто представляют собой проблему, поскольку трудно узнать точный химический состав металла.
Для сварщика, чтобы сделать лучшие сварные швы, он должен понимать, что переменный ток (AC) и постоянный ток (DC) означают для сварщика, а также для электродов.
Что означает переменный и постоянный ток?
Электричество течет двумя путями: либо в виде переменного тока (AC) , либо в виде постоянного тока (DC) . Электричество или «ток» — это не что иное, как движение электронов по проводнику, например по проводу. Разница между переменным и постоянным током заключается в направлении движения электронов. В постоянном токе электроны постоянно движутся в одном направлении или «вперед». На переменном токе электроны постоянно меняют направление, то двигаясь «вперед», то «назад».
Переменный ток – лучший способ передачи электроэнергии на большие расстояния.
Термины «переменный» и «постоянный» относятся к полярности электрического тока, создаваемого сварщиком и проходящего через электрод.
Прочность сварного шва зависит от выбора электрода с правильной полярностью, поскольку полярность электрода может существенно повлиять как на прочность, так и на качество сварного шва
Что такое полярность?
Каждая электрическая цепь имеет отрицательный и положительный полюс. Постоянный ток течет в одном направлении, что приводит к постоянной полярности. Переменный ток или переменный ток течет в одном направлении половину времени и в противоположном направлении другую половину. Переменный ток меняет свою полярность 120 раз в секунду при частоте тока 60 Гц.
За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения.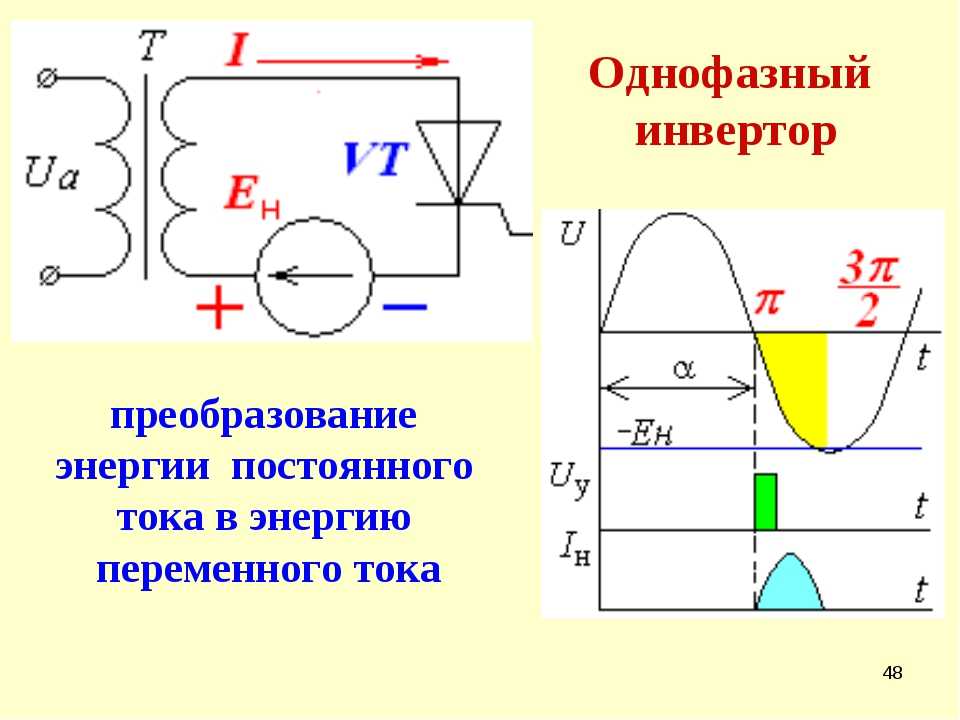 Воздействие различных химических веществ в покрытии может изменить это состояние. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом. Использование сварочного аппарата трансформаторного типа переменного тока потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока.
Воздействие различных химических веществ в покрытии может изменить это состояние. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом. Использование сварочного аппарата трансформаторного типа переменного тока потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока.
Чтобы добиться надлежащего проплавления, равномерного образования валиков и хороших результатов сварки, при сварке любым металлическим электродом необходимо использовать правильную полярность.
Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
На большинстве машин четко обозначено, что такое клеммы или как их можно настроить для любой полярности. Некоторые машины имеют переключатель для изменения полярности, тогда как на других необходимо изменить кабельные наконечники
Другие различия между переменным током и постоянным током.
- В переменном токе безопасна передача на большие расстояния по городу и может обеспечить большую мощность, в то время как в постоянном токе напряжение постоянного тока не может распространяться очень далеко, пока не начнет терять энергию — Количество энергии, которое может быть перенесено.
- Постоянный магнетизм вдоль провода в Ac, он вращает магнит вдоль провода. Причина направления потока электронов
- Частота переменного тока составляет 50 Гц или 60 Гц в зависимости от страны, в то время как частота постоянного тока равна нулю. Частота
- Ac меняет свое направление при движении по контуру. Постоянный ток течет в одном направлении в цепи. Направление
- Сила переменного тока меняется со временем. Dc имеет постоянную величину — Ток .
- В Ac электроны продолжают менять направления — вперед и назад, в то время как в Dc электроны постоянно движутся в одном направлении или «вперед- » Поток электронов
- Ac имеет пассивный параметр Импеданс, в то время как Dc его пассивным параметром является только сопротивление
- Ac Лежит между 0 и 1. Dc всегда равен 1- Коэффициент мощности
- Ac Типы Синусоидальные, трапециевидные, треугольные, квадратные. Типы постоянного тока бывают чистыми и пульсирующими.
- Ac – это , полученный из генератора переменного тока и сети. Постоянный ток получается из элементов или батареи
 Постоянный ток течет в одном направлении в цепи. Направление
Постоянный ток течет в одном направлении в цепи. Направление Идеально подходит для следующих типов сварных швов;
1. Тяжелые плиты, направленные вниз
Тяжелые плиты, направленные вниз
2. Быстрое заполнение
3. Сварка алюминия TIG с высокой частотой
В то время как постоянный ток лучше всего использовать для ;
1. Жесткая облицовка.
2. Пайка одним углеродом.
3. Накопление тяжелых отложений.
4. Сварка TIG нержавеющей стали и;
5. Отрезной метчик
При обратной полярности постоянного тока электрод положительный, и ток течет от заготовки к электроду. Идеально подходит для:
- Потолочная сварка
- Вертикальная сварка
- Сварка чугуна
- Тяжелый алюминий
- Сварка заклепок
- Листовой металл
- Сварка с низким содержанием водорода
- Дуговой бронзовый стержень
Причины/преимущества их потребностей
Когда дело доходит до сварки электродами, Сварка постоянным током предлагает определенные преимущества по сравнению с переменным током. Как правило, пуск легче, меньше обрывов и заеданий дуги, меньше разбрызгивания, сварные швы выглядят лучше, сварка в вертикальном или потолочном положении намного проще, а постоянный ток является лучшим способом для новичков научиться сваривать. Сварка на постоянном токе также обеспечивает более плавную дугу, а прямая полярность постоянного тока позволяет сваривать много более тонких металлов лучше, чем на переменном токе.
Как правило, пуск легче, меньше обрывов и заеданий дуги, меньше разбрызгивания, сварные швы выглядят лучше, сварка в вертикальном или потолочном положении намного проще, а постоянный ток является лучшим способом для новичков научиться сваривать. Сварка на постоянном токе также обеспечивает более плавную дугу, а прямая полярность постоянного тока позволяет сваривать много более тонких металлов лучше, чем на переменном токе.
Основное преимущество сварки на выходе переменного тока заключается в том, что она позволяет сваривать намагниченные материалы, поскольку ток чередуется между полярностями. Выход постоянного тока не работает с намагниченными материалами из-за «дуги дуги», когда магнитное поле выдувает расплавленный присадочный металл из сварочной ванны.
Меры безопасности при использовании этих сварочных аппаратов
Существуют требования к средствам индивидуальной защиты и противопожарным мерам, которые должны соблюдать сварщики.
Сварочный дым может вызвать проблемы с дыханием у сварщиков. Некоторые проблемы являются краткосрочными, а другие могут быть длительными заболеваниями, такими как астма. Сварочные дымы также классифицируются на международном уровне как возможные канцерогены. И ожоги, пожалуй, самая распространенная травма, связанная со сваркой. Индивидуальная защитная одежда может значительно снизить риск ожогов
Средства индивидуальной защиты для сварщиков включают
- Огнестойкую одежду,
- защитные очки,
- обувь,
- перчатки,
- капюшон и сварочный шлем и кожа. Ни в коем случае нельзя носить синтетическую одежду, потому что она плавится при воздействии очень высокой температуры. Шерсть — лучший выбор, потому что она прочная и устойчива к огню.
Следует иметь в виду, что нельзя закатывать брюки и рубашки, так как в складках могут осесть искры. Брюки также следует носить поверх обуви или рабочих ботинок, чтобы предотвратить попадание частиц внутрь обуви или ботинок.