K3878 блок питания сварочный аппарат схема — novaso
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр.
 Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора. - Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.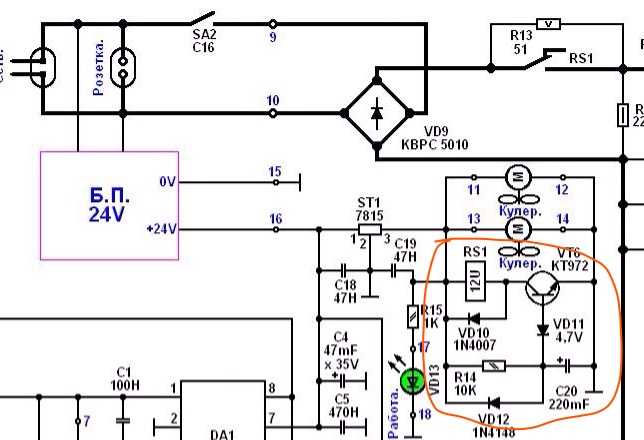
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.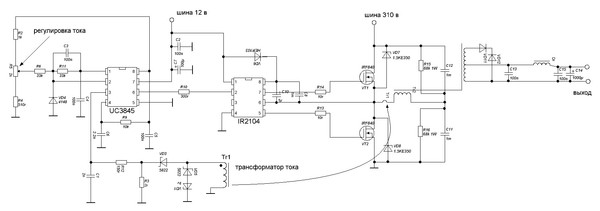
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
одящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
О чем будем
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
- Электродуговой сварки переменным током промышленной частоты 50/60 Гц и постоянным током до 200 А. Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
- Микродуговой сварки скруток проводов – очень просто, и полезно при прокладке или ремонте электропроводки.
- Точечной импульсной контактной сварки – может хорошо пригодиться при сборке изделий из тонкого стального листа.
 Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах.
 Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов.![]() Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
tehnika.expert
О чем не будем
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
Особенности
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.
- Отследить состояние прибора поможет световая индикация на передней стороне. Автомат защиты и сетевой выключатель находятся на задней панели.
- Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.
- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.
- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.

- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.
- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.

- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.
- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.
- Защита глаз и лица, обеспечивается маской сварщика.
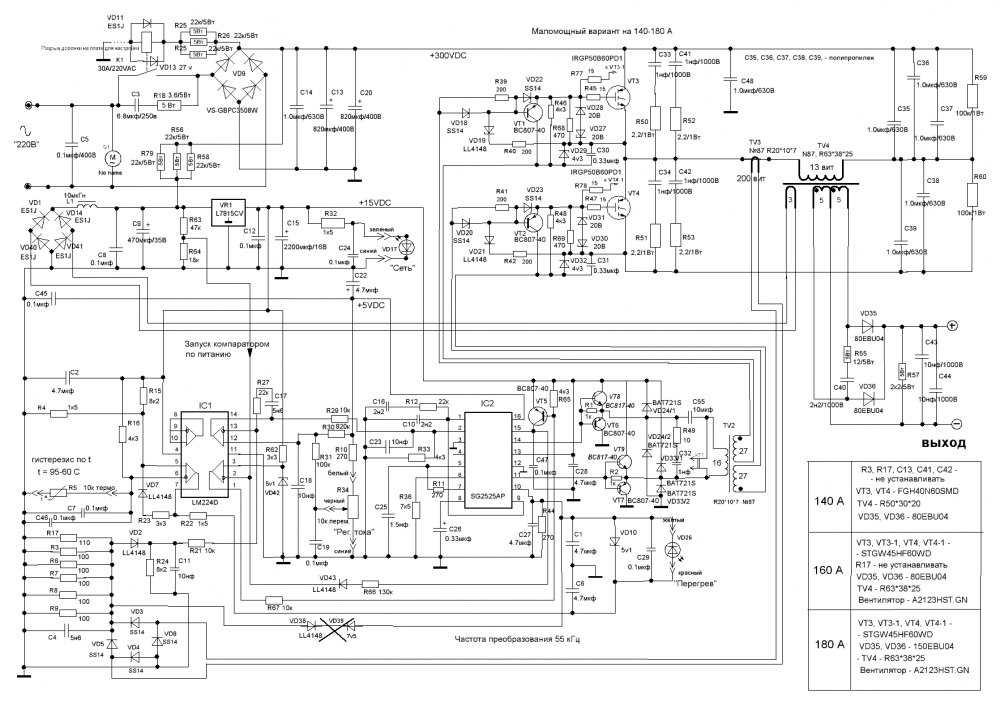
Схема сварочного инвертора РЕСАНТА САИ 220
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Схемы Inverter 3200 и 4000
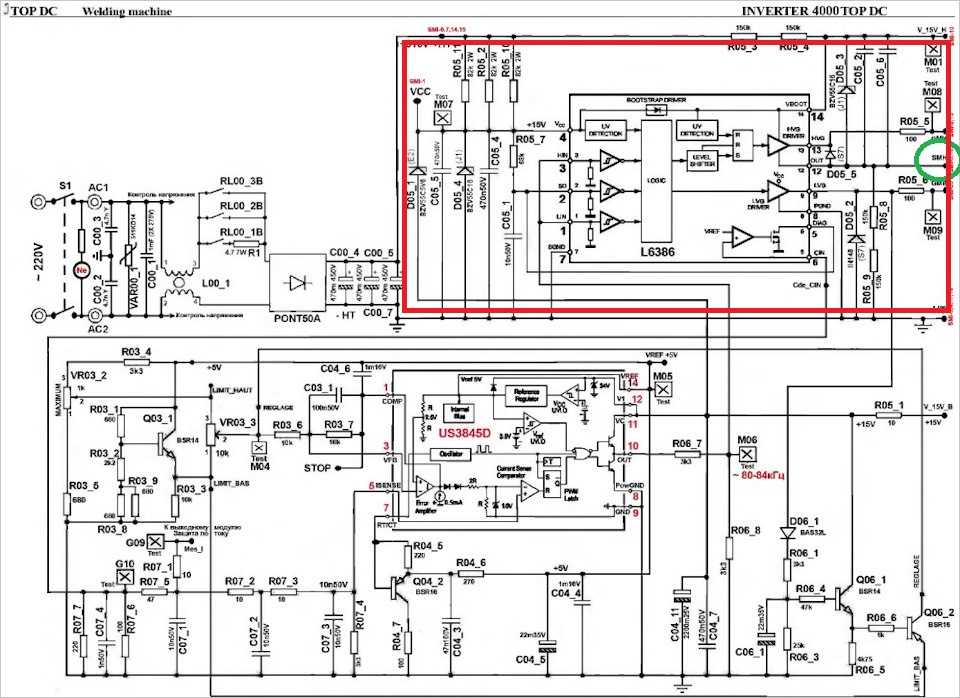
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Неисправности
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
- Выход из строя блока питания. перегрев. Нужно сразу обратиться в сервисный центр, особенно если аппарат ещё на гарантии.
- Отсутствие индикации сеть. Проверьте подключение оборудования к сети и положение переключателя «Сеть».
- Оборудование не показывает полную мощность. Проверить поверхность электрода на влажность, если он мокрый, то его нужно заменить. Маленькое напряжение в сети, также может быть причиной выхода из строя.
- Горит индикатор «Перегрев». Раскрутить корпус инвертора РЕСАНТА, проверить на наличие пыли в системе охлаждения. Если не помогло, то нужно обращаться в сервисный центр.
- Отключение вентилятора в системе охлаждения и отсутствие сигнала перегрева.
- При первом включении, индикаторы долго мигают. а при работе с аргоном наблюдается нестабильная дуга.
- Громкий щелчок и инвертор перестаёт работать. Нужно проверить регулируемые накладки и все реле, согласно схеме. Подгоревший конец в проводке, может быть причиной неисправности.
- Пробивает массу при включении. Проверьте провода на повреждения.
- Мигают два светодиода на лицевой стороне, а вентилятор дёргается им в такт. Это свидетельствует о поломке микросхемы отвечающей за работу системы охлаждения. Если при отключении кулера, переключается реле, то его нужно заменить.
- Мигают оба индикатора. срабатывает реле, включается вентилятор, но через 1 секунду инвертор выключается и повторяется процесс. Нужно проверить на схеме сопротивление R43 (12 В, 51 Ом), выходные транзисторы Q31-1, Q32-1, Q31-2, Q32-2 и диод D14.
- Ручка настрой силы тока. со временем разбалтывается и крутится слишком легко.
- Материал, из которого сделан вентилятор слишком слабый и от попадания маленькой веточки лопается на маленькие детали.
- Провод не предназначен для работы при минусовой температуре, трескается оплётка.
 а при работе с аргоном наблюдается нестабильная дуга.
а при работе с аргоном наблюдается нестабильная дуга.
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
- Автор: Виталий Данилович Орлов
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165. то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
- Аппарат не включается;
- Охлаждающий кулер не работает;
- Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты ) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка — 470 ), и два на 2,4 Ом (2R4 ) — включенных параллельно — в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C ) управляется микросхемой UC3842BN. Эта микросхема — сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом. 2Вт ). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки9quot;, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора — полная принципиальная схема «Ресанта САИ-250ПН».
Пришёл инверторный сварочный аппарат Ресанта САИ 220. Сгорели силовые т-ры (HGTG30N60A4D) Стоит их там четыре. Замена транзисторов и последующее включение в сеть привело к повторному их уходу в КЗ. Ставил такие т-ры MGW20N60D. Проблема оказалась до абсурда смешной))) Плата двухслойная, оказалось что либо во время работы, либо ещё каким макаром-не знаю, Была нарушена металлизация отврестий, в которые вкручиваются саморезы крепящие радиатор транзисторов. Корочее говоря защитный диод обратки одного из транзисторов висел просто в «воздухе». Из-за этого с основного трансформатора выскакивала обратка (индуктивность транса) прямо на транзюки, которые не были защищены диодом. Такая вот история)))
Новичок Сообщения: 11
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
Фанат форума Сообщения: 3817
С чего начинать?
Как с чего. С азов .
Участник Сообщения: 162
Резюк софтстарта посмотри
Новичок Сообщения: 13
Ребят помогите найти схему аппарата РЕСАНТА САИ 220. Только не GP где 6 быстродействующих диодов а 4. И на цепи защиты от перегрузок 2 оптрона
Модератор
Сообщения: 4569
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
вариант номер один-отнести мастеру вариант номер два(в случае если сам мастер)- обоняние и осязание не помощники в создании темы или поста на форуме где занимаются профессональным ремонтом. Где или что проверялось, какие питания есть(если они вообще есть )?
Фанат форума Сообщения: 4937
sofrina
. дату не видел?
Модератор
Сообщения: 4569
sofrina
. дату не видел?
ого, с годовой разницей, аппарат наверно уже сделал кто-то другой, снова сгорел, снова после ремонта и теперь уже на помойке- год,от силы два они живут,
Вы не можете
начинать темы Вы
не можете
отвечать на сообщения Вы
не можете
редактировать свои сообщения Вы
не можете
удалять свои сообщения Вы
не можете
голосовать в опросах Вы
не можете
добавлять файлы Вы
можете
скачивать файлы
решил сваять осциллятор к инвертору, увидел ролик https://www.youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
Доброго времени суток всем! Попал ко мне в руки инверторчик с 12в — 220в (300вт макс) модели DCI-305C.
Дак вот,решил через пару месяцев взяться за него. Хозяин хотел его выкинуть. Но отдал его мне. Сказал что он не включается и все. Ну я его и забросил на два месяца. А сегодня наткнулся на него случайно. Взял его,думаю,дай гляну что с ним. Подключил его к компьютерному БП,но БП и сам не включился. Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Правильно ли я понимаю — при выходе из строя поливиков входное напряжение и ток дальше этих транзюков не пойдет? Просто почему я так думаю. Есть у меня автомобильный усь и там на плате тоже установлены силовые транзюки irfz 34 n(были. Заменил на irfz 44 n). Он так же не включался,после замены транзюков все заработало. Вот и думаю заменить полевеки на инверторе. Собственно зачем сюда обратился? Хотелось бы узнать причину(ы) выхода из строя полевиков вообще в целом. И возможно ли в схеме установить диод от переполюсовки? Сам аппарат собственно.
Добрый день! Прошу помочь разобраться что произошло с моим Patriot DC-200C. При включении питания произошел хлопок и работать перестала. Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Здравствуйте. Решил попробовать сделать инвертор 12-220. К этому моменту уже сделал 2 инвертора, но это было повторение готовых схем (одна из блока питания, вторая на готовом металлическом магнитопроводе). И вот решил попробовать намотать свой первый импульсный трансформатор. Порывшись дома в барахле нашел старую плату от кинескопного монитора неизвестно откуда взятую. Там был такой трансформатор.
Начал варить его в воде, благо он легко разобрался. Смотал все обмотки. Остались две половинки и катушка. И теперь возник вопрос. Хочу это все дело посчитать в программе ExcellentIT, но не могу определиться с несколькими вопросами: 1) Какой тип сердечника ER или ETD?
2) Ближайший аналог по размерам, как я понимаю, ETD 49/25/16 (ER 49/27/17). Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Как быть? Добавлять в базу программы мой сердечник. И если да то 3) Откуда брать эффективную проницаемость? 4) У моего сердечника по середине есть зазор. Можно ли использовать такой сердечник для намотки трансформатора для инвертора?
5) в программе там где выбирается сердечник указывается только одна половинка сердечника или нужно выбирать с учетом размеров обоих половин? И возможно у кого-то есть даташит по этому трансформатору? В сети к сожалению ничего не нашел. Заранее благодарю.
Добрый день форумчане! Для тестирования солнечных инверторов после ремонта необходим эмулятор стринга солнечных панелей Выходное напряжение эмулятора 450V ток 3-4 А Есть в наличии стабилизированный серверный блок питания HP 12V 2250Wt напрашивается вариант повышающего импульсного препразователя DC/DC Прошу о помощи тк не радиолюбитель
@Borodach Ещё следует подчеркнуть форму сигнала на котором производятся измерения (синусе или импульсе) и его частота. Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Да. 494 по сложнее. У меня осталось 9шт. IR2153. Такой блок на ламповый усь даже не знаю. Фонит сильно. Генерация идёт на полную мощность,от этого и фон. Как её ослабить я н6е знаю. Может резисторы на затворах поменять? Сейчас стоят на 27 Ом. Увеличить сопротивление,что это даст? Так-то по хорошему нужна обратная связь.но как её сделать?
@Mayder Ну в принципе можно будет поставить n канальный после резистора 0,05 Ом. переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
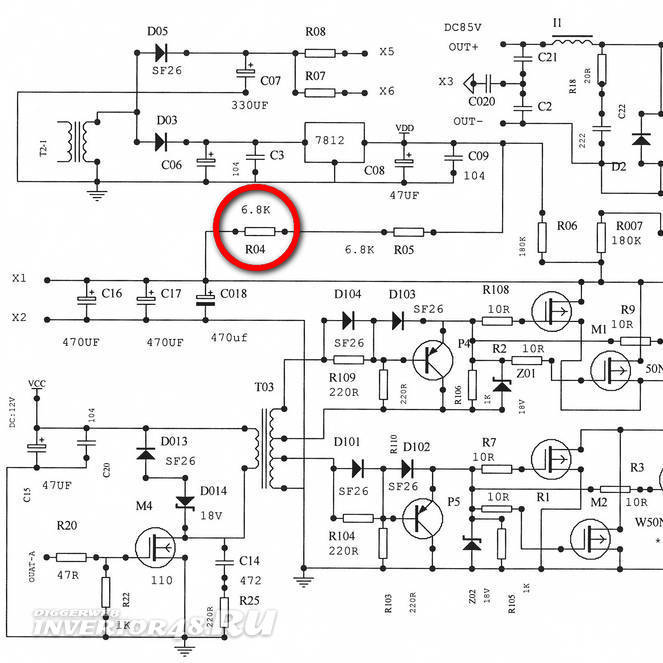
Ресанта — 220 ремонт инвертора.
Ресанта — 220 .
Поступил в сервис к нам, сварочный инвертор Ресанта — 220. Аппарат не включался. Раскрываем корпус аппарата просматриваем его. Проверяем входные транзисторы, по высокой цепи управления, так же проверяем диоды, сопротивления, кондёры, связанные с этой цепью. В нашем случае, у аппарата, в силовой цепи, оказалось всё в порядке. Идем дальше, переходим в цепь управления платы, так же проверяем, все детали. По порядку и так я дохожу до диода D03 который был в обрыве, и конденсатор C06 показывал утечку ёмкости. После замены указанных выше деталий. Подключили к разъёмам аппарат, включаем в сеть проверяем, аппарат заработал.
В нашем случае, у аппарата, в силовой цепи, оказалось всё в порядке. Идем дальше, переходим в цепь управления платы, так же проверяем, все детали. По порядку и так я дохожу до диода D03 который был в обрыве, и конденсатор C06 показывал утечку ёмкости. После замены указанных выше деталий. Подключили к разъёмам аппарат, включаем в сеть проверяем, аппарат заработал.
studvesna73.ru
Опишу свой первый опыт ремонта инверторов. Как-то осенью достались по дешёвке ($10 за каждый) два горелых аппарата белорусской торговой марки WATT MMA-201. И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
Речь будем вести про аппараты, примерно аналогичные Телвин Техника 164, Штурм-Энергомаш и наверное ещё каким-нибудь.
Для начала прозвонил простым стрелочным прибором некоторые элементы сварочников. На одном из них никаких пробоев, кз и прочих бед обнаружено не было, на другом накоротко звонилось следующее:
[
]()
Однако это я делал ещё вслепую, т. е. без схем и прочего. Когда же информация была на руках стало ясно, что конденсаторы и диоды могут звониться накоротко из-за выхода из строя транзисторов. Что впоследствии и подтвердилось. После выпаивания пробитых транзисторов и подачи нужного напряжения на реле, аппарат ожил. Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Описываю так подробно, вдруг кому-то из таких-же новичков, как я, пригодится. Попутно хотел бы спросить, можно ли оставить на плате МЛТ-2 вместо штатных, будет ли долгим их век?? Кроме того интересует, от чего могли сдохнуть три транзистора (марка FGh50N60UFD) при исправных управляющих ключах, чем их можно безболезненно заменить, нормально ли, что другие транзисторы прни этом остались целы?? Может у кого-то имеются наработки по улучшению таких аппаратов? Буду благодарен за любую информацию, так как вкус к предмету появился неслабый.
www.mastergrad.com
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.

 Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.

Сварочные инверторы
Сварочные инверторы. Схемы подключения высокочастотных преобразователей
Довольно часто для построения сварочного инвертора применяют основные три типа высокочастотных преобразователей, а именно преобразователи включенные по схемам: асимметричный или косой мост, полумост, а также полный мост. При этом резонансные преобразователи являются подвидами схем полумоста и полного моста. По системе управления данные устройства можно поделить на: ШИМ (широтно-импульсной модуляцией), ЧИМ (регулирование частоты), фазовое управления, а также могут существовать комбинации всех трех систем.
Содержание:
- Система полумост с ШИМ
- Резонансный полумост
- Ассиметричный или «косой» мост
- Полный мост с ШИМ
- Резонансный мост
- Полный мост с дросселем рассеивания
Все выше перечисленные преобразователи имеют свои плюсы и минусы. Разберемся с каждым в отдельности.
Система полумост с ШИМ
Блок схема показана ниже:
Это, пожалуй, один из самых простых, но не менее надежных преобразователей семейства двухтактных. «Раскачка» напряжения первичной обмотки трансформатора силового будет равна половине напряжения питания – это недостаток данной схемы. Но если посмотреть с другой стороны, то можно применить трансформатор с меньшим сердечником, не опасаясь при этом захода в зону насыщения, что одновременно является и плюсом. Для сварочных инверторов имеющих мощность порядка 2-3 кВт такой силовой модуль вполне перспективен.
«Раскачка» напряжения первичной обмотки трансформатора силового будет равна половине напряжения питания – это недостаток данной схемы. Но если посмотреть с другой стороны, то можно применить трансформатор с меньшим сердечником, не опасаясь при этом захода в зону насыщения, что одновременно является и плюсом. Для сварочных инверторов имеющих мощность порядка 2-3 кВт такой силовой модуль вполне перспективен.
Поскольку силовые транзисторы работают в режиме жесткого переключения, то для их нормальной работы необходимо ставить драйверы. Это связано с тем, что при работе в таком режиме, транзисторам необходим высококачественный управляющий сигнал. Также обязательно наличие безтоковой паузы, чтоб не допустить одновременное открытие транзисторов, результатом чего станет выход последних из строя.
Резонансный полумост
Довольно перспективный вид полумостового преобразователя, его схема показана ниже:
Резонансный полумост будет немного проще, чем полумост с ШИМ.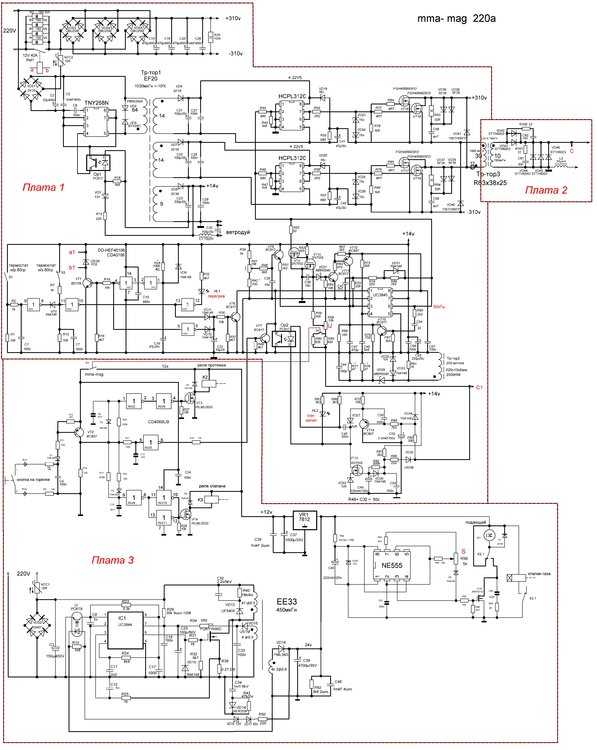 Это обусловлено наличием индуктивности резонансной, которая ограничивает максимальный ток транзисторов, а коммутация транзисторов происходит в нуле тока или напряжения. Ток, протекающий по силовой цепи, будет иметь форму синусоиды, что снимет нагрузку с конденсаторных фильтров. При таком построении схемы необязательно необходимы драйверы, переключение может осуществляться обычным импульсным трансформатором. Качество управляющих импульсов в данной схеме не столь существенно как в предыдущей, но безтоковая пауза все равно должна быть.
Это обусловлено наличием индуктивности резонансной, которая ограничивает максимальный ток транзисторов, а коммутация транзисторов происходит в нуле тока или напряжения. Ток, протекающий по силовой цепи, будет иметь форму синусоиды, что снимет нагрузку с конденсаторных фильтров. При таком построении схемы необязательно необходимы драйверы, переключение может осуществляться обычным импульсным трансформатором. Качество управляющих импульсов в данной схеме не столь существенно как в предыдущей, но безтоковая пауза все равно должна быть.
В данном случае можно обойтись без токовой защиты, а форма вольт-амперной характеристики ВАХ будет иметь падающий вид, что не требует ее параметрического формирования.
Выходной ток будет ограничиваться только индуктивностью намагничивания трансформатора и соответственно сможет достигать довольно таки значительных величин, в случае, когда возникнет короткое замыкание КЗ. Данное свойство положительно влияет на поджиг и горение дуги, но и его также необходимо учитывать при подборе выходных диодов.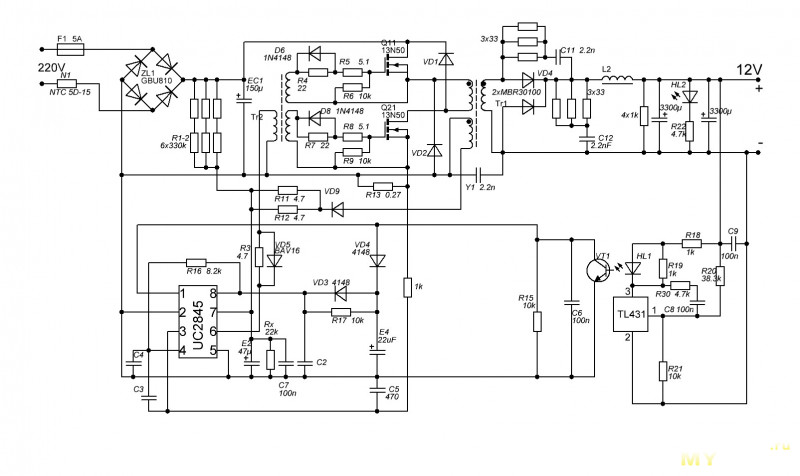
Как правило, выходные параметры регулируются изменением частоты. Но и регулирование фазное тоже дает немного своих плюсов и является более перспективным для сварочных инверторов. Он позволяет обойти такое неприятное явление как совпадение режима короткого замыкания с резонансом, а также увеличивает диапазон регулирования выходных параметров. Применение фазовой регулировки может позволить изменять выходной ток в диапазоне от 0 до Imax.
Ассиметричный или «косой» мост
Это однотактный, прямоходовой преобразователь, блок схема которого приведена ниже:
Данный тип преобразователя довольно популярен как у простых радиолюбителей, так и у производителей сварочных инверторов. Самые первые сварочные инверторы строились именно по таким схемам – асимметричный или «косой» мост. Помехозащищенность, довольно широкий диапазон регулирования выходного тока, надежность и простота – эти все качества до сих пор привлекают производителей до сих пор.
Довольно высокие токи, проходящие через транзисторы, повышенное требование к качеству управляющего импульса, что приводит к необходимости использовать мощные драйвера для управления транзисторами, а высокие требования к выполнению монтажных работ в этих устройствах и наличие больших импульсных токов, которые в свою очередь повышают требования к конденсаторным фильтрам – это существенные недостатки такого типа преобразователя.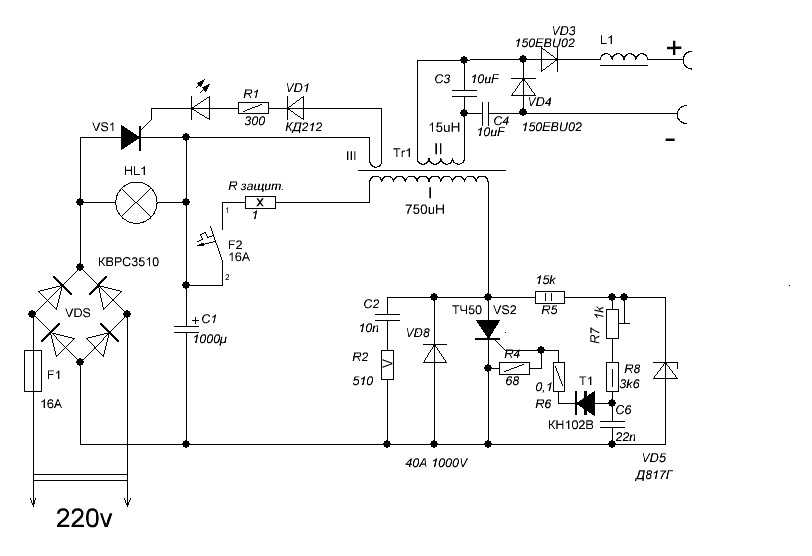 Также для поддерживания нормальной работы транзисторов необходимо добавление RCD цепочек – снабберов.
Также для поддерживания нормальной работы транзисторов необходимо добавление RCD цепочек – снабберов.
Но несмотря на выше перечисленные недостатки и низкий КПД устройства по схеме асимметричный или «косой» мост все еще применяются в сварочных инверторах. В данном случае транзисторы Т1 и Т2 будут работать синфазно, то есть закрываться и открываться одновременно. В данном случае накопление энергии будет происходить не в трансформаторе, а в катушке дросселя Др1. Именно поэтому для того, чтоб получить одинаковую мощность с мостовым преобразователем необходим удвоенный ток через транзисторы, так как рабочий цикл при этом не будет превышать 50%. Более подробно данную систему мы рассмотрим в следующих статьях.
Полный мост с ШИМ
Представляет собой классический двухтактный преобразователь, блок схема которого показана ниже:
Данная схема позволяет получать мощность в 2 раза больше, чем при включении типа полумост и в 2 раза больше чем при включении типа «косой» мост, при этом величины токов и соответственно потери во всех трех случаях будут равны. Это можно объяснить тем, напряжение питания будет равным напряжению «раскачки» первичной обмотки трансформатора силового.
Это можно объяснить тем, напряжение питания будет равным напряжению «раскачки» первичной обмотки трансформатора силового.
Для того, чтоб получить одинаковые мощности с полумостом (напряжение раскачки 0,5Uпит.) необходим ток в 2 раза! меньше чем для случая полумоста. В схеме полного моста с ШИМ транзисторы будут работать поочередно – Т1, Т3 включены, а Т2, Т4 выключены и соответственно наоборот при изменении полярности. Через трансформатор тока отслеживают и контролируют значения амплитудное тока протекающего через эту диагональ. Для его регулирования есть два наиболее часто применяемые способы:
- Оставить неизменным напряжение отсечки, а изменять только длину импульса управления;
- Проводить изменения уровня отсекающего напряжения по данным с трансформатора тока при этом оставляя неизменным длительность импульса управления;
Оба способа могут позволить проводить изменения выходного тока в довольно больших пределах. У полного моста с ШИМ недостатки и требования такие же, как и у полумоста с ШИМ. (Смотри выше).
(Смотри выше).
Резонансный мост
Является наиболее перспективной схемой высокочастотного преобразователя для сварочного инвертора, блок схема которого показана ниже:
Резонансный мост не сильно отличается от полного моста с ШИМ. Разница заключается в том, что при резонансном подключении последовательно с обмоткой трансформатора подключают резонансную LC цепочку. Однако ее появление в корне меняет процесс перекачки мощности. Уменьшатся потери, увеличится КПД, снизится нагрузка на входные электролиты и электромагнитные помехи уменьшатся. В данном случае драйверы на силовые транзисторы нужно применять только в случае если будут использованы MOSFET транзисторы, которые имеют емкость затвора более 5000 pF. IGBT могут обойтись лишь наличием импульсного трансформатора. Более подробные описания схем будут приводится в следующих статьях.
Управление выходным током может производится двумя способами – частотным и фазовым. Оба эти способы описывались в резонансном полумосте (смотри выше).
Полный мост с дросселем рассеивания
Схема его ничем практически не отличается от схемы резонансного моста или полумоста, только вместо резонансной цепи LC последовательно с трансформатором включают не резонансную LC цепь. Емкость С, примерно С≈22мкф х 63В, работает как симметрирующий конденсатор, а индуктивное сопротивление дросселя L как реактивное сопротивление, величина которого будет линейно изменятся в зависимости от изменения частоты. Преобразователь управляется частотным способом. Как известно нам с электротехники, при увеличении частоты напряжения сопротивление индуктивности возрастет, что уменьшит ток в силовом трансформаторе. Довольно простой и надежный способ. Поэтому довольно большое количество промышленных инверторов строят по такому принципу ограничения выходных параметров.
Сборка и настройка инвертора сварочного своими руками
Собрать инвертор своими руками сварочный достаточно просто, имея небольшие знания в области электротехники и электроники. Любой домашний мастер, имеющий свободное время и необходимый уровень знаний, способен собрать самодельный инверторный сварочный аппарат.
Любой домашний мастер, имеющий свободное время и необходимый уровень знаний, способен собрать самодельный инверторный сварочный аппарат.
Функциональные возможности сварочного инвертора.
На создание такого аппарата потребуется небольшое количество финансовых средств.
Изготовление силового трансформатора устройства
Изготовление инверторного сварочного аппарата начинается с изготовления или подготовки к установке в нем трансформатора. Намотка трансформатора для сварочного аппарата осуществляется медной жестью. Для изготовления обмотки трансформатора используется полоса медной жести шириной 40 мм, толщина которой составляет 0,3 мм. В качестве термопрослойки можно использовать обычную бумагу для кассовых аппаратов, в некоторых случаях допустимо использование ксероксной бумаги, но она обладает более низкими механическими качествами. При намотке трансформатора требуется, чтобы бумага, выполняющая роль термопрослойки, была прочной и не рвалась в процессе наматывания трансформатора.
Конструкция силового трансформатора.
Осуществлять намотку при помощи толстого провода, как это делается многими умельцами, не рекомендуется. Дело в том, что трансформатор является устройством, работающим на высокочастотных токах, которые не задействуют центральную область толстого проводника. При использовании толстого медного провода в обмотке трансформатора получается сильный разогрев устройства, и трансформатор не в состоянии работать даже несколько минут подряд. Это явление носит название скин-эффекта в высокочастотных устройствах.
Этот эффект убирается путем использования медной ленты, при этом лента должна быть достаточно тонкой и широкой. За счет этого такой проводник будет проводить ток и не нагреваться. Вторичная обмотка формируется при помощи медных полос в количестве трех штук с фторопластовой изоляционной прослойкой между ними. В качестве термопрослойки во вторичной обмотке также используется бумага от кассового аппарата. В качестве альтернативы можно использовать и обычный провод марки ПЭВ, имеющий сечение до 0,7 мм. Основным преимуществом этого проводника является наличие большого количества тонких жил.
В качестве термопрослойки во вторичной обмотке также используется бумага от кассового аппарата. В качестве альтернативы можно использовать и обычный провод марки ПЭВ, имеющий сечение до 0,7 мм. Основным преимуществом этого проводника является наличие большого количества тонких жил.
Трансформатор требуется оборудовать вентилятором для охлаждения, так как его обмотка в любом случае при прохождении тока будет нагреваться и потребует охлаждения. В качестве охлаждающего вентилятора можно использовать кулер от компьютерного блока.
Вернуться к оглавлению
Создание инфраструктуры сварочного блока
Принципиальная схема сварочного трансформатора.
В процессе осуществления сборки сварочного аппарата инверторного типа потребуется использование следующих инструментов и материалов, таких как:
- паяльник;
- отвертки;
- нож;
- ножовка по металлу;
- крепежные элементы;
- тонкостенный листовой металл;
- различные компоненты электронных схем.
В домашнем хозяйстве чаще всего собираются сварочные инверторы, рассчитанные на работу от обычной бытовой сети в 220 вольт, однако с таким же успехом и по аналогичной схеме можно собрать трехфазный сварочный аппарат, способный работать от промышленного напряжения, равного 380 вольт. Хотя обычные сварочные инверторы, работающие от бытового напряжения, являются более распространенными, трехфазный аппарат обладает своими преимуществами. Одним из таких преимуществ является более высокий КПД в работе, по сравнению с аналогами, работающими на однофазном токе.
В первую очередь требуется оборудовать блок вентиляционной системой, которая предотвращает внутреннее оборудование самодельных инверторов от перегревов в процессе работы. Лучшим вариантом системы охлаждения будет установка на собранный сварочный инвертор своими руками вентилятора от компьютерного блока на базе Атлон 64 Пентиум 4. Для создания нормального уровня вентиляции требуется установить в корпусе порядка шести вентиляторов. Для нормального охлаждения трансформатора на него потребуется направить потоки воздуха от трех вентиляторов. Нормальный забор воздуха для охлаждения должны обеспечивать правильно обустроенные заборщики. Решетки этих приспособлений не должны ничем перекрываться, чтобы обеспечить свободный поток свежего воздуха для охлаждения.
Для нормального охлаждения трансформатора на него потребуется направить потоки воздуха от трех вентиляторов. Нормальный забор воздуха для охлаждения должны обеспечивать правильно обустроенные заборщики. Решетки этих приспособлений не должны ничем перекрываться, чтобы обеспечить свободный поток свежего воздуха для охлаждения.
Монтирование платы, на которой располагается блок питания, осуществляется отдельно. Между силовой частью и платой блока питания монтируется защитная стенка из листового металла.
Вернуться к оглавлению
Создание электронного компонента устройства
Схема устройства инвертора для сварки.
После создания системы охлаждения осуществляется монтаж силового косого моста устройства. Этот компонент монтируется на двух радиаторах. Верхняя его часть располагается на одном конце, а нижняя прикручивается через прокладку из слюды на другой мост. Выводы диодов должны быть размещены в направлении навстречу транзисторам. На плате устанавливаются конденсаторы, служащие для уменьшения резонансных выбросов. Для этой цели потребуется установить 14 конденсаторов емкостью 0,15 мк и рабочим напряжением 630 вольт. Устанавливая конденсаторы, следует их раздать на всю цепь питания.
Для этой цели потребуется установить 14 конденсаторов емкостью 0,15 мк и рабочим напряжением 630 вольт. Устанавливая конденсаторы, следует их раздать на всю цепь питания.
Для обеспечения резонации выбросов и уменьшения потерь IGBT, схема аппарата потребует в цепочку блока управления смонтировать снабберы, которые содержат конденсаторы. При осуществлении монтажа схемы необходимо использовать только качественные радиотехнические элементы, способные обеспечить надежность изделию. Дешевые и непроверенные конструктивные элементы в создаваемый сварочный инвертор своими руками устанавливать не стоит, так как это не гарантирует качества и долговечности работы устройства. Использование снаббера в конструкции аппарата позволяет снизить выделение тепла приблизительно в 4-5 раз.
Проводники, которые предназначены для управления затворками, крепятся при помощи пайки как можно ближе к транзисторам. Перед припаиванием эти проводники скручиваются попарно. Поперечное сечение в данном случае особого значения не имеет, а вот длина их не должна превышать значения в 150 мм.
Перед тем как осуществлять сборку силового блока и блока управления, требуется нарисовать схемы устройства этих узлов. Это нужно для того, чтобы обеспечить безошибочную сборку узлов устройства.
Собранная инверторная сварка своими руками оснащается блоком питания, который представляет собой классический флайбэк. Для настройки блока питания требуется методом подбора выбрать сопротивление того уровня, чтобы величина напряжения, подающегося на реле, равнялась 20-25 вольт.
На одном из используемых в конструкции радиаторов устанавливается термический датчик. При помощи этого компонента осуществляется контроль наиболее греющегося радиатора.
В блоке управления монтируется ШИМ-контроллер. Путем установки этого контроллера осуществляется контроль и стабилизация тока в электродуге. Посредством установки специального конденсатора определяется напряжение ШИМ, от которого в большой мере зависит качество выполняемых сварочных работ.
Вернуться к оглавлению
Осуществление настройки аппарата и подгонка его под стандарт
Полярность при сварке инвертором.
Самодельный инвертор изготовить достаточно просто, основной сложностью является правильная настройка устройства для работы. На начальном этапе осуществляется подача питания на ШИМ, напряжение питания должно составлять строго 15 вольт. Одновременно с подачей напряжения на ШИМ напряжение подается на двигатель кулера. Таким образом осуществляется тестирование работы системы охлаждения. Помимо этого, подача напряжения позволяет проверить синхронность работы устройств.
После проверки синхронности запуска системы охлаждения требуется протестировать срабатывание реле замыкания резистора, спустя 8 секунд после подачи напряжения на плату ШИМ. Параллельно сразу же после пуска устройства проверяется плата ШИМ на наличие прямоугольных импульсов сразу же после срабатывания реле. Следом после этого подается напряжение на мост устройства, подача напряжения позволяет проверить работоспособность моста. Тестирование оборудования следует проводить при силе тока не более 100 мА.
После того как собран инверторный сварочный аппарат, нужно провести проверку на наличие шумов на фазах трансформатора.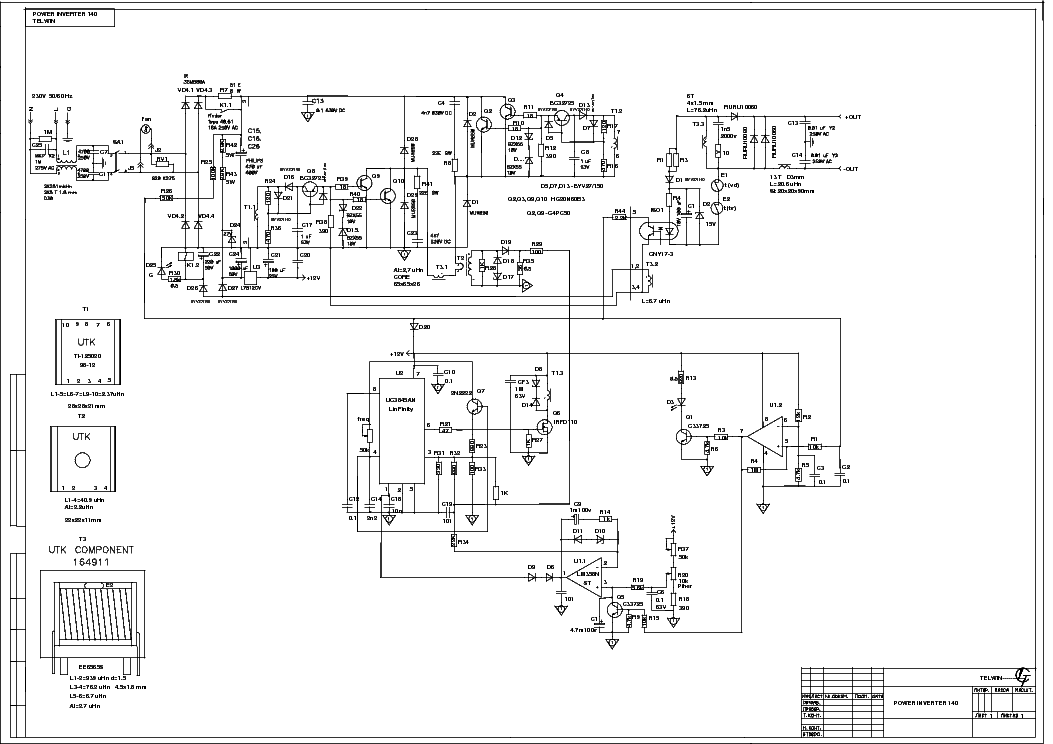 Шумы должны полностью отсутствовать на любой из фаз трансформатора. В случае, если выявлен шум, необходимо проверить полярность компонентов аппарата. Дело в том, что в процессе сборки плат для сварочного аппарата можно с легкостью допустить ошибку. Подавать проверочное напряжение на мост можно при помощи любого бытового прибора с мощностью 2,2 Ватт.
Шумы должны полностью отсутствовать на любой из фаз трансформатора. В случае, если выявлен шум, необходимо проверить полярность компонентов аппарата. Дело в том, что в процессе сборки плат для сварочного аппарата можно с легкостью допустить ошибку. Подавать проверочное напряжение на мост можно при помощи любого бытового прибора с мощностью 2,2 Ватт.
После проверки устройства можно проводить полевые испытания, по результатам которых подстраиваются настройки инвертора.
Помогите подключить мой китайский сварочный аппарат двойного напряжения
- Форум
- Сварочные веб-дисциплины
- Электрика
- Помогите подключить мой китайский сварочный аппарат двойного напряжения
28.09.2021 #1
Помогите подключить мой китайский сварочный аппарат двойного напряжения
У меня есть сварочный аппарат Mitech MTC130D.
Прикрепленные изображения Я купил этот сварочный аппарат еще в 2007 году на eBay. Он сочетает в себе TIG, плазменную резку и дуговую сварку. Когда я купил машину, она была без вилки, и я помню, что на машине была установлена вилка на 110 В. Я использовал машину с 2007 года с 110В.
Я не могу найти руководство, а у Mitech нет истории этой машины. Мне сказали, что буква D в номере модели означает двойное напряжение. Они сказали, что я могу подключиться к 220 В, и порекомендовали его, чтобы получить полную мощность от машины. Они также сказали мне, что не могут посоветовать мне, как его подключить, поскольку у них нет документации на машину. Если я подключу это к 220 В, инвертор автоматически определит напряжение и отрегулирует? Я не вижу ни перемычек внутри, ни схем проводки.Ответить с цитатой
28.
09.2021
#2Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Красный, синий и желто-зеленый провода на втором рисунке идут от источника (розетки)? Может ли быть такое, что шнур адаптера отсутствует? Я бы подумал, что внутренние соединения будут выполняться на клеммной колодке.
ЧЛЕН NRA LIFE
UNITWELD 175 AMP 3 IN1 DC
СРЕДНЯЯ МАШИНА ПЕРЕМЕННОГО ТОКА НА 300 АМП
ПРИЕЗЖАЕМ, БРЭНДОН!
» Те, кто отказался бы от существенной свободы, чтобы купить немного временной безопасности, не заслуживают ни свободы, ни безопасности. БЕНДЖАМИН ФРАНКЛИН Ответить с цитатой
28.09.2021 #3
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Первоначально Послано CAVEMANN
Красные, синие и желто-зеленые провода на втором рисунке идут от источника (розетки)? Может ли быть такое, что шнур адаптера отсутствует? Я бы подумал, что внутренние соединения будут выполняться на клеммной колодке.
На самом деле на этой картинке синий провод и коричневый провода идут от розетки. Коричневый провод разделяется на два провода и соединяется рядом с одним реле с ножевыми разъемами. Коричневый провод делает то же самое, разделяется на два провода и соединяется с ножевыми разъемами рядом с другим реле. Есть заземляющий провод, который идет от розетки и заканчивается на фаэтоне.Ответить с цитатой
28.09.2021 #4
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Было бы предположение 🤔.
Можешь выложить электрическую схему сварочного аппарата
? http://www.mitech.cc/product.asp?ClassID=001004Дэйв
Автор: matridium
У меня есть сварочный аппарат Mitech MTC130D. Я купил этот сварочный аппарат еще в 2007 году на eBay. Он сочетает в себе TIG, плазменную резку и дуговую сварку. Когда я купил машину, она была без вилки, и я помню, что на машине была установлена вилка на 110 В. Я использовал машину с 2007 года с 110В.
Я перевожу свой магазин в новое здание на столбе рядом с моим домом и планирую электричество. Я заметил, что на машине указано входное напряжение 220 В, на этикетке сзади указаны характеристики как для 110 В, так и для 220 В.
Я не могу найти руководство, а у Mitech нет истории этой машины. Мне сказали, что буква D в номере модели означает двойное напряжение. Они сказали, что я могу подключиться к 220 В, и порекомендовали его, чтобы получить полную мощность от машины. Они также сказали мне, что не могут посоветовать мне, как его подключить, поскольку у них нет документации на машину. Если я подключу это к 220 В, инвертор автоматически определит напряжение и отрегулирует? Я не вижу ни перемычек внутри, ни схем проводки.Последний раз редактировалось smithdoor; 28.09.2021 в 23:29.
Ответить с цитатой
28.09.2021 #5
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Я не волшебник по электрике, но вторая предоставленная вами картинка выглядит как плата с автоматическим переключением двойного напряжения. Без руководства пользователя, угадайте. Может кто-нибудь из инженеров-электриков ответит.
Ответить с цитатой
09-28-2021 #6
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Если бы я был перед сварщиком, это не заняло бы много времени.
Но пытаться сделать через интернет без схемы проводки сложно.Но если посмотреть на третью фотографию, вы увидите вход 220, который может дать ответ.
Нужна большая фотография 📷
Дэйв
Первоначально написал kize
Я не волшебник по электрике, но второе фото, которое вы предоставили, выглядит как печатная плата с автоматическим переключением двух напряжений. Без руководства пользователя, угадайте. Может быть, кто-то, кто инженер-электрик, может ответить на
Ответить с цитатой
29-09-2021 #7
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Вот увеличенное изображение печатной платы
Прикрепленные изображенияОтветить с цитатой
29-09-2021 #8
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Больше картинок
Прикрепленные изображенияОтветить с цитатой
29-09-2021 #9
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Нужен увеличенный вид последней фотографии.
Извините, что редактирую пост.Дэйв
Первоначально написал matridium
Еще картинки
Ответить с цитатой
29-09-2021 #10
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Прикрепленные изображенияПервоначально Послано smithdoor
Нужен увеличенный вид последней фотографии.
Извините, я редактирую сообщение.Дэйв
Вам нужна эта фотография?Ответить с цитатой
09-29-2021 #11
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Если вы посмотрите над входом для шнура питания, там написано 220 вольт. Я бы изучил его в последний раз для перемычки или переключателя напряжения.
Схема есть где-нибудь?Я думаю, пришло время использовать единственные два провода, которые у вас есть, и зажечь их на 240 вольт. Он либо работает, либо делает магический дым.
Временно подключите его через предохранитель на 5 ампер в любой ноге. Если ему не нравится 240, МОЖЕТ БЫТЬ, что вместо машины перегорит маленький предохранитель. Если электроника срабатывает и кажется, что она работает, вытащите предохранитель из цепи и заварите.
Последний раз редактировалось danielplace; 29.09.2021 в 08:20.
Ответить с цитатой
29-09-2021 #12
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Европейская однофазная сеть 220 В — это напряжение 220 В от «горячего» к «нейтрали» или «горячего» к земле.
US 220 В, однофазный, 220 В от горячего к горячему и 120 В от горячего к земле.
Я не думаю, что вы добьетесь хороших результатов, подключив эту машину к сети 220 В США, но полагайтесь на тех, кто более опытен, чем я.
@Willy B, не могли бы вы присоединиться?
Миллер Первопроходец Pro 350D
Чемодан Миллера МИГ
Миллер Спектр 2050
Миллер Syncrowave 250DX
Линкольн 210MPОтветить с цитатой
29-09-2021 №13
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Итак, я укусил пулю, сделал шнур и подключил его к 220 В на каждом проводе. Всего 3 провода один был на массу, два на горячую. Завелась и поехала нормально, дыма нет. Сваривать не пробовал, но работает без проблем. Я боялась этого делать, но теперь знаю. Значит, он должен каким-то образом определять напряжение и автоматически переключаться???
Ответить с цитатой
29-09-2021 №14
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Первоначально Послано matridium
Это фото вам нужно?
Если посмотреть на самое нижнее фото справа, вы увидите вход 220
. На фото хорошо видна одна пробка.
Скорее всего, некоторые из них могли перемонтировать и не менять этикетку, или он все еще настроен на 220 вольт и работает на 120 вольтах.Дэйв
Ответить с цитатой
29-09-2021 №15
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Хороший обзор проводов трансформатора на входной стороне может дать подсказку.
Обычно это 3 или 4 проводаDave
Первоначально Послано matridium
Это фото вам нужно?
Ответить с цитатой
09-29-2021 №16
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Первоначально Послано smithdoor
Хороший обзор проводов трансформатора на входной стороне может дать подсказку.
Обычно это 3 или 4 проводаДэйв
Я подключил его напрямую к 220 В, и он работал нормально.. он должен автоматически определять напряжение?Ответить с цитатой
09-29-2021 # 17
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Рад слышать, что это происходит автоматически 😊
Дэйв
Первоначально написал matridium
Я подключил его напрямую к 220 В, и он работал нормально .. он должен автоматически определять напряжение?
Ответить с цитатой
09-30-2021 # 18
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Первоначально Послано matridium
Итак, я укусил пулю, сделал шнур и подключил его к 220 В на каждом проводе. Всего 3 провода один заземлился два горячих. Завелась и поехала нормально, дыма нет. Сваривать не пробовал, но работает без проблем. Я боялась этого делать, но теперь знаю. Значит, он должен каким-то образом определять напряжение и автоматически переключаться???
Да. Как и та плата измерения напряжения, которую я указал в своем другом посте.Ответить с цитатой
30-09-2021 # 19
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Первоначально Послано scsmith52
Европейская однофазная сеть 220 В — это 220 В от горячей к нейтрали или от горячей к земле.
США 220 В, однофазный, 220 В от горячего к горячему и 120 В от горячего к земле.
Я не думаю, что вы добьетесь хороших результатов, подключив эту машину к сети 220 В США, но полагайтесь на тех, кто более опытен, чем я.
@Willy B, не могли бы вы присоединиться?
Невозможно иметь линию 120 В с нейтральным напряжением, если питание составляет 220 В, но 220 В исчезли в США до Второй мировой войны. Европейские напряжения составляют 400/230 В, при этом 230 В соответствует напряжению между фазой и нейтралью, а 400 В — между фазами.Ответить с цитатой
02.
10.2021
#20Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Первоначально Послано scsmith52
Европейская однофазная сеть 220 В — это 220 В от горячей к нейтрали или от горячей к земле.
США 220 В, однофазный, 220 В от горячего к горячему и 120 В от горячего к земле.
Я не думаю, что вы добьетесь хороших результатов, подключив эту машину к сети 220 В США, но полагайтесь на тех, кто более опытен, чем я.
@Willy B, не могли бы вы присоединиться?
Однофазный 120/240 — это 240 вольт между фазами в США.Ответить с цитатой
03.10.2021 # 21
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Первоначально написал Norcal01
Невозможно иметь 120-вольтовую линию с нейтральным напряжением, если питание составляет 220 В, но 220 В исчезли в США до Второй мировой войны.
Опечатка с моей стороны — надо было сказать 120/240. Европейские напряжения составляют 400/230 В, при этом 230 В соответствует напряжению между фазой и нейтралью, а 400 В — между фазами.Тем не менее, проблема, связанная с OP, заключается не в межфазном напряжении; это фаза напряжения к нейтрали. Европейские 220 (240) измеряются между фазами и нейтралью, в то время как США измеряются между фазами. Я не знаю, как это влияет на китайский сварочный аппарат, рассчитанный на 120 или 220 (их маркировка).
Миллер Первопроходец Pro 350D
Чемодан Миллер МИГ
Миллер Спектр 2050
Миллер Syncrowave 250DX
Линкольн 210MPОтветить с цитатой
05.10.2021 # 22
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
С этим типом редуктора все, что имеет значение, это линейное напряжение. Может быть нога к ноге или нога к нейтральной, только чтобы все 3 (нога, нога, нейтраль) не использовались одновременно. Сварщик видит такое же входное напряжение и работает. . .
— Тим
Ответить с цитатой
05.10.2021 # 23
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Первоначально Послано tadawson
С этим типом передачи все, что имеет значение, это линейное напряжение. Может быть нога к ноге или нога к нейтрали, просто чтобы все 3 (нога, нога, нейтраль) не использовались одновременно. Сварщик видит такое же входное напряжение и работает. . .
— Тим
Вы говорите, что машина имеет 4 провода? Горячо горячо. Нейтраль и земля.Всего используется только 3 провода. Два силовых и один заземленный. Нет ножки, ножки и нейтрали и заземления ни в сварочном аппарате, ни в его шнуре.
Сварщик видит, 120 вольт или 240 вольт, и приспосабливается к тому, что входит.
Два для вашей силы и ваше право, ему все равно, нейтральна одна нога или горячая. Если другой 120 и ваш другой провод с нейтралью от системы 120/240 он видит и получает 120 вольт.
Если дать одной ноге 120, а другой 120 то она видит и получает 240 вольт и адаптируется электронно.
Последний раз редактировалось danielplace; 05.10.2021 в 19:35.
Ответить с цитатой
15-10-2021 # 24
Re: Помогите с подключением моего двухвольтового китайского сварочного аппарата.
Я имел в виду источник и то, как он использовался, либо ногу к ноге, либо ногу к нейтральной. Либо будет 3 провода к сварочному аппарату.
. . . 2 для питания и заземления. Суть в том, что инвертор заботится только о напряжении между его питающими проводами, поскольку в противном случае он изолирован. . .Ответить с цитатой
 Я купил этот сварочный аппарат еще в 2007 году на eBay. Он сочетает в себе TIG, плазменную резку и дуговую сварку. Когда я купил машину, она была без вилки, и я помню, что на машине была установлена вилка на 110 В. Я использовал машину с 2007 года с 110В.
Я купил этот сварочный аппарат еще в 2007 году на eBay. Он сочетает в себе TIG, плазменную резку и дуговую сварку. Когда я купил машину, она была без вилки, и я помню, что на машине была установлена вилка на 110 В. Я использовал машину с 2007 года с 110В. 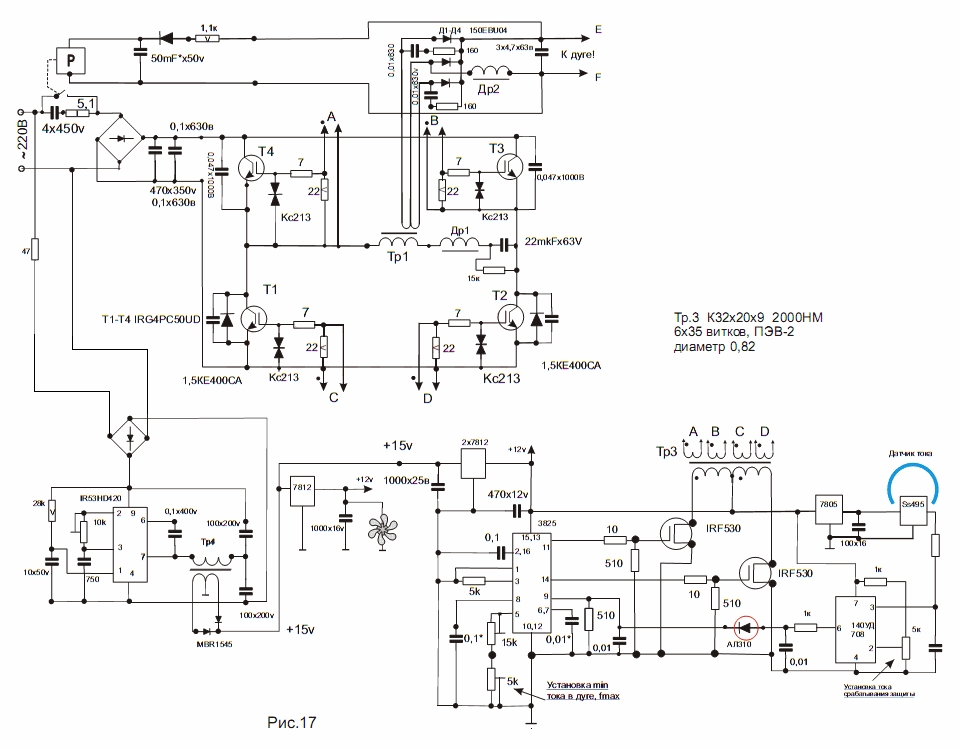 09.2021
#2
09.2021
#2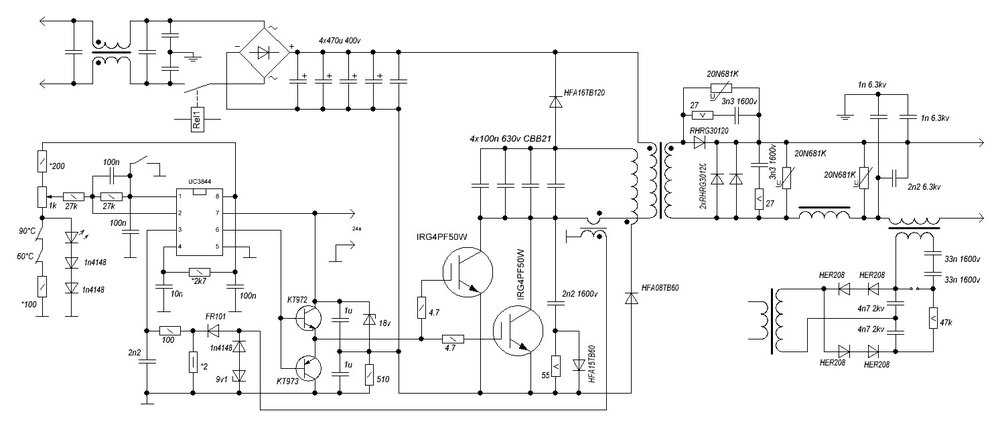 БЕНДЖАМИН ФРАНКЛИН
БЕНДЖАМИН ФРАНКЛИН 

 Они также сказали мне, что не могут посоветовать мне, как его подключить, поскольку у них нет документации на машину. Если я подключу это к 220 В, инвертор автоматически определит напряжение и отрегулирует? Я не вижу ни перемычек внутри, ни схем проводки.
Они также сказали мне, что не могут посоветовать мне, как его подключить, поскольку у них нет документации на машину. Если я подключу это к 220 В, инвертор автоматически определит напряжение и отрегулирует? Я не вижу ни перемычек внутри, ни схем проводки.




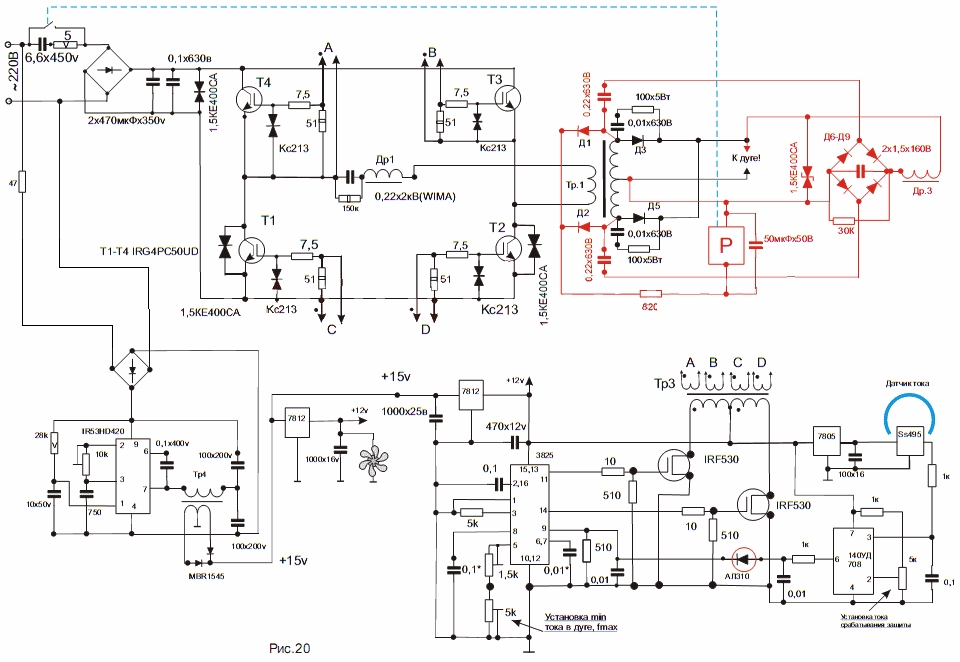 Схема есть где-нибудь?
Схема есть где-нибудь?





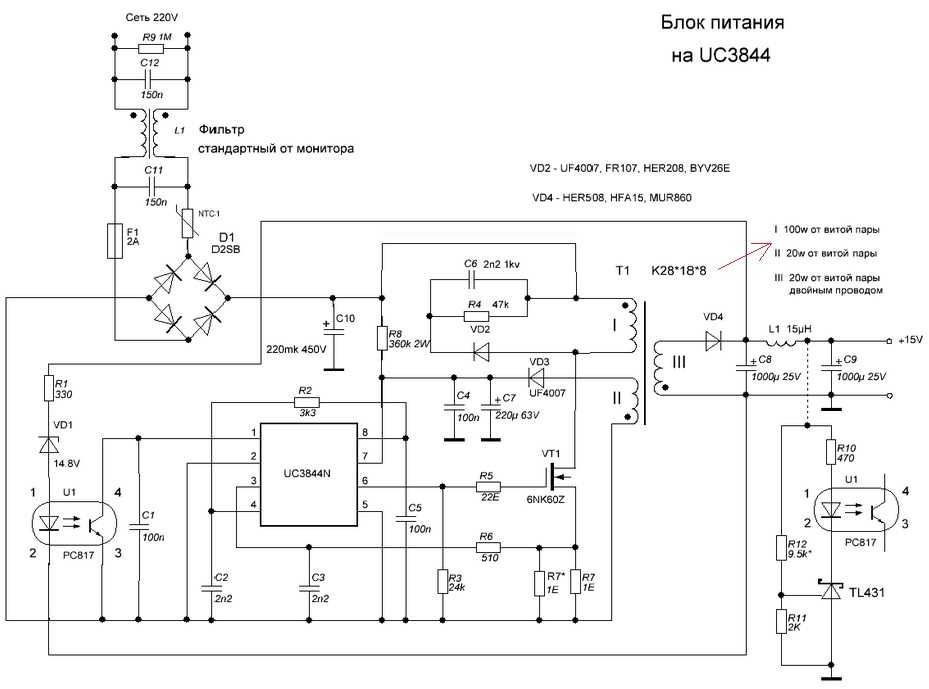
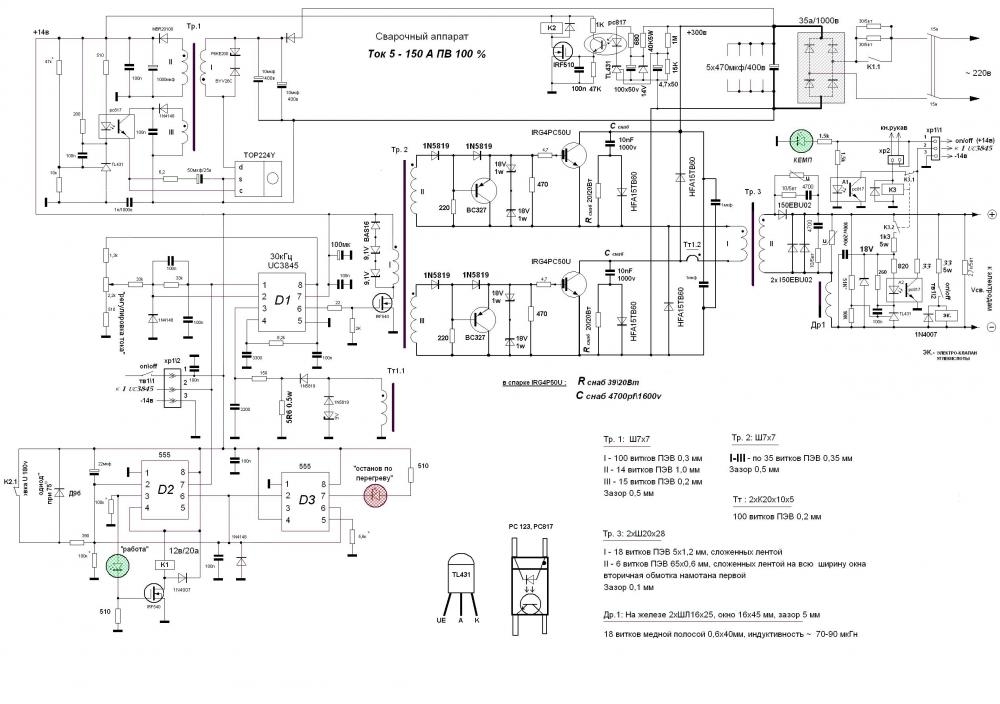
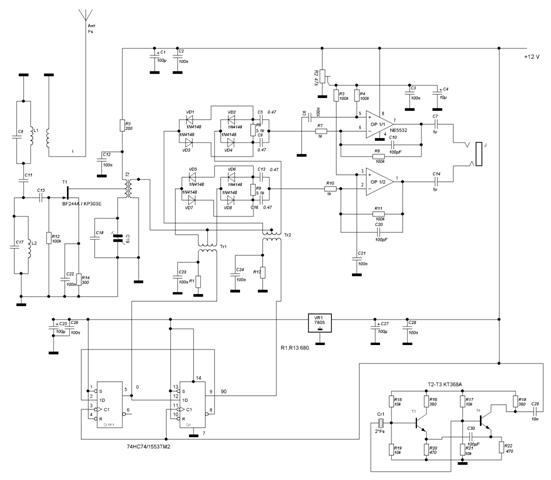 10.2021
#20
10.2021
#20
 Европейские напряжения составляют 400/230 В, при этом 230 В соответствует напряжению между фазой и нейтралью, а 400 В — между фазами.
Европейские напряжения составляют 400/230 В, при этом 230 В соответствует напряжению между фазой и нейтралью, а 400 В — между фазами.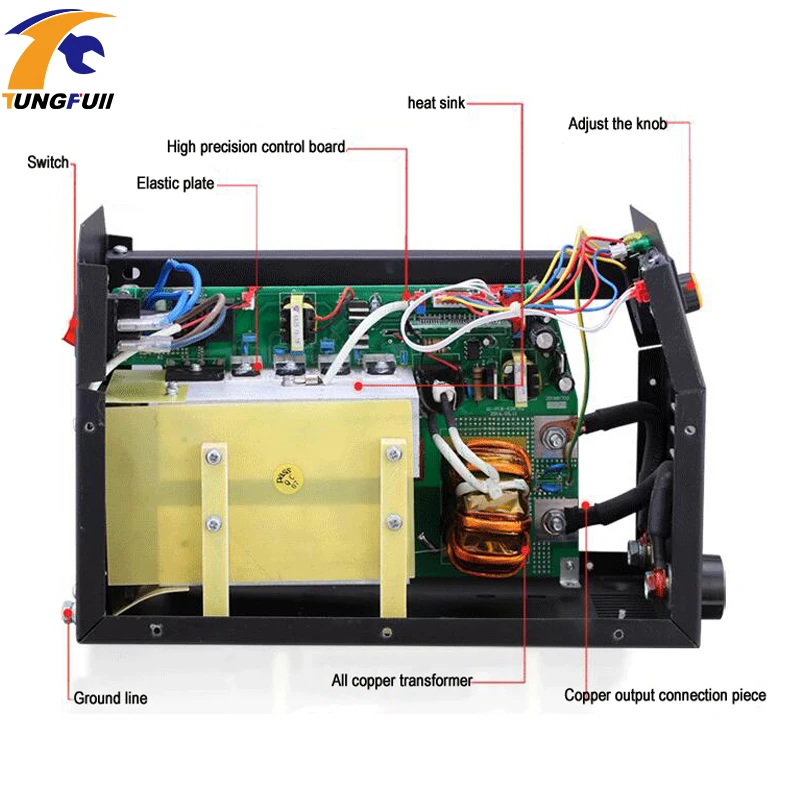
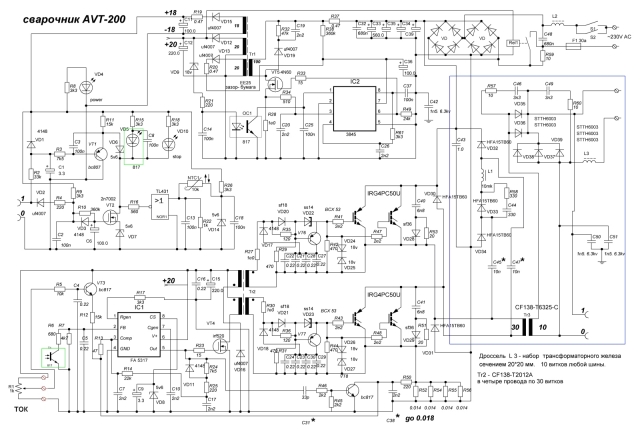

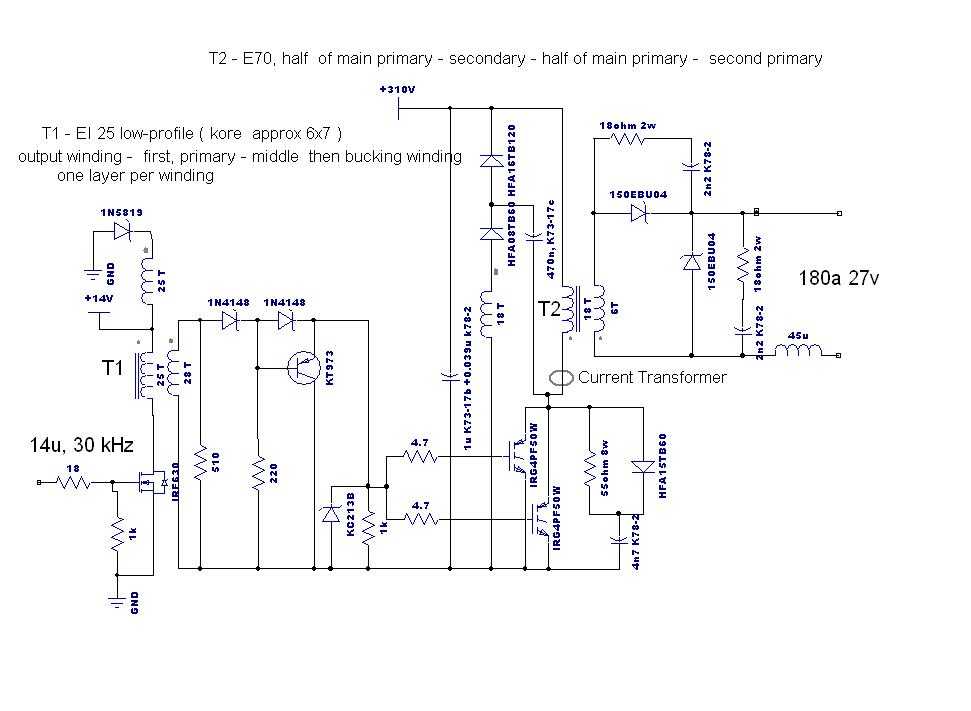 . . . 2 для питания и заземления. Суть в том, что инвертор заботится только о напряжении между его питающими проводами, поскольку в противном случае он изолирован. . .
. . . 2 для питания и заземления. Суть в том, что инвертор заботится только о напряжении между его питающими проводами, поскольку в противном случае он изолирован. . .« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Перезагрузка сварочного аппарата Руководство пользователя
Документ
Перезагрузка сварочного аппарата
Перезагрузка RBA1400 — это интеллектуальный и простой в эксплуатации сварочный аппарат с ручным режимом сварки. Он обладает хорошими характеристиками сварки, разнообразными сценариями использования и выдающимися сварочными эффектами. Он высоко оценен энтузиастами сварки, а также очень хорош для новичков в сварке. Дружелюбный и может начать быстро.
Знакомство с машиной
- Индикатор тока
Отображает только заданный ток. - Индикатор неисправности
Этот индикатор загорается при перегрузке сварочной нагрузки и слишком большом выходном токе аппарата. Эта ситуация является нормальной, и машину можно восстановить; когда внутри машины есть повреждения, этот индикатор будет гореть. В этом случае машина неисправна и требует обслуживания. - Ручка регулировки
MMA: Регулирует ток, силу дуги и горячий старт; LIFT TIG: регулирует ток. - Выбор MMA и LIFT TIG
MMA VRD ON: Включите эту ручку, выходное напряжение без нагрузки ниже 15 В пост. труднее.
MMA VRD OFF: Включите эту ручку, выходное напряжение без нагрузки составляет 60 В постоянного тока.
LIFT TIG: Включите эту ручку, Возможна аргонно-дуговая сварка - Выбор функции
Горячий старт: в режиме ММА легче зажечь дугу при сварке с низким током, и зажечь дугу во время сварки непросто.
МОЩНОСТЬ ДУГИ: В режиме MMA легче зажечь дугу при сварке на слабом токе, и зажечь дугу во время сварки непросто.
СВАРОЧНЫЙ ТОК: MMA и LIFT TIG регулируют ток. - Выбор диаметра электрода
Выбор различных диаметров сварочной проволоки в соответствии с соответствующим током, нет необходимости снова регулировать ток - Положительное соединение
Установите сварочный держатель и зажим заземления. - Минусовое соединение
Установите сварочный держатель и зажим заземления.

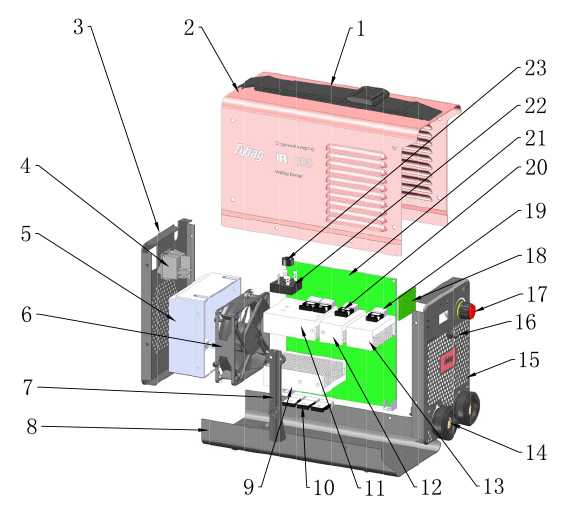
Примечание: RBA1400D — входное напряжение 110 В или 220 В переменного тока.
Знакомство со списком продуктов и конфигураций
№ | Изображение | Наименование | Кол-во | 2 1 5 Примечание0567 | |||||
2 | Welding holder | 1 | 1. 5m 16MM2 кабель, 200 А Итальянский сварочный держатель +10-25 мм2 Быстроразъемная европейская вилка 5m 16MM2 кабель, 200 А Итальянский сварочный держатель +10-25 мм2 Быстроразъемная европейская вилка | ||||||
3 | Зажим заземления | 1 | 1,5 м | Быстроразъемная вилка европейского стандарта | 1 | 0571 | |||
4 | Линия преобразования | 1 | Линия преобразования подходит только для машин с двойным напряжением от 220 В до 110 В. | ||||||
5 | Руководство | 1 | Обычно предоставляются руководства на английском языке, если вам нужны документы на других языках, например, на французском, немецком, итальянском, испанском или русском, свяжитесь с нами, чтобы получить электронную версию. | ||||||
6 | Гарантийный талон | 1 | Если у вас есть дополнительные вопросы для консультации, пожалуйста, свяжитесь с нами через почтовый ящик послепродажного обслуживания на карте. |
Простая проверка включения аппарата
Перезагрузка Сварочный аппарат RBA1400 будет подвергаться строгим различным испытаниям, когда он покинет завод, чтобы гарантировать, что каждый сварочный аппарат, поступающий к пользователю, имеет высокое качество, потому что наш аппарат должен пройти через десятки тысяч километров дальних перевозок от завода до доставки к вам. И во многих случаях обработки неизбежно, что некоторые неконтролируемые факторы приведут к ослаблению или даже повреждению некоторых внутренних компонентов машины во время процесса. Мы рекомендуем вам выполнить проверку при включении, как только вы получите сварочный аппарат, чтобы убедиться, что вы получаете качественный продукт.
Меры предосторожности при проверке при включении питания
- Убедитесь, что напряжение источника питания составляет 110 В+-15% или 220+-15%. REBOOT RBA1400D поддерживает входное напряжение 110 В и 220 В в Северной Америке и Японии, а REBOOT RBA1400 поддерживает входное напряжение 220 В в Великобритании, ЕС и других регионах; Если у вас есть источник питания от генератора, убедитесь, что мощность генератора не менее 4000 Вт.
- При напряжении питания 110 В рекомендуется использовать автоматический выключатель на 50 А, а при напряжении 220 В — на 30 А.
- Для данной машины выберите вилку питания, соответствующую требованиям местного законодательства об электротехнике.
- Удлинитель: #12 AWG или больше; 25 футов (8 м) или меньше.
Включите выключатель питания машины, и вентилятор на задней панели машины начнет вращаться, а цифровой дисплей на панели покажет, что питание в норме.
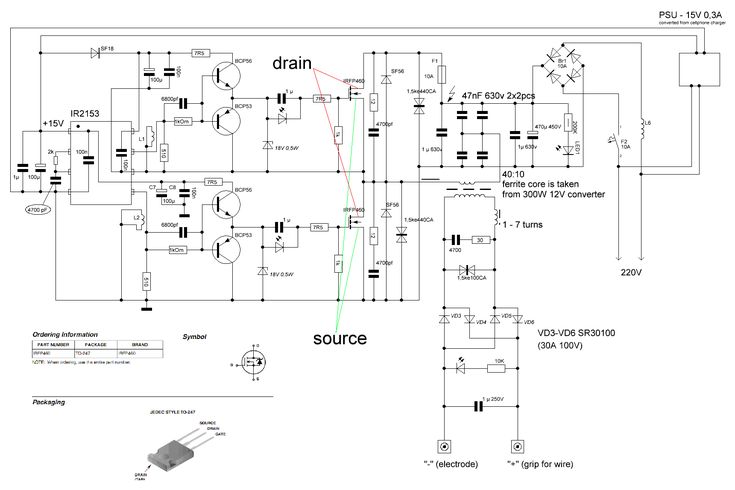
Примечание:
- Для снижения рабочей температуры машины нормально, если вентилятор продолжает вращаться в течение нескольких секунд после отключения питания.
- В процессе высокопрочной непрерывной сварки может сработать защита машины, и на панели машины будет гореть лампочка OC. После непрерывного рассеивания тепла машина вернется в нормальное состояние, что является нормальным.
- Если во время процесса сварки вы чувствуете, что сварка некачественная, разбрызгивание слишком большое или дуга разорвана, поменяйте соединение сварочного зажима и зажима заземления с аппаратом.

Прикрепленная таблица: Самопроверка ненормальных состояний без реакции при включении машины:
- Выключатель питания аппарата не включен.
- Неверное входное напряжение питания.
- Штепсельная вилка плохо закреплена.
- Внутренний контур ослаблен (из-за дальней транспортировки, ударов), необходимо открыть крышку и проверить внутренний соединительный провод.
Technical specifications
TYPE | RBA1400 | RBA1400D |
Input power voltage (V) | 1phase AC220V±15%,50/60Hz | 1phase AC110V/220V±15%,50/60Hz |
Rated input current (A) | 25.1 | 40/25.1 |
Rated power capacity (KVA) | 6.4 | 6.4 |
Current adjustment range (A) | 30-140 | 30-120/30-140 |
Welding thickness (mm) | >1. 0 0 | >1.0 |
Voltage adjustment range (V) | 23.2-25.6 | 23.2-25.6 |
Напряжение без нагрузки (V) | 60 ± 5 | 60 ± 5 |
.0017 Efficiency (%) | 85% | 85% |
Power factor | 0.7 | 0.7 |
Protection class | IP21S | IP21S |
Insulation class | F | F |
Size (mm) | 310*120*280 | 310*120*280 |
Вес (кг) | 5 | 5 |
. и глаза при сварке или просмотре;

Режим MMA
Если вы хотите починить сломанные ограждения или починить кронштейны, вам нравится использовать для работы традиционные сварочные стержни, вы можете использовать REBOOT RBA1400.
- Выберите процесс «ММА».
- Соедините сварочный держатель и зажим заземления.
- Для регулировки тока можно регулировать только ток.
Примечание:
- Спецификация сварочного электрода, поддерживаемая REBOOT RBA1400, ниже 4,0 (5/32 дюйма), обычно 2,5 (3/32 дюйма) и 3,2 (1/8 дюйма). В европейском стиле обычно используется E6013, в американском стиле обычно используется E7018, а в нержавеющей стали обычно используется ER308.
- Поддерживает сварку углеродистой стали толщиной 1-8 мм (1/64-5/64 дюйма) и нержавеющей стали толщиной 15 мм (1/64-7/32 дюйма). Алюминий нельзя сваривать. Для углеродистой стали используйте электрод из углеродистой стали. Для нержавеющей стали используйте электрод из нержавеющей стали.
- Подсоедините зажим заземления к чистому оголенному металлу. Отсутствие ржавчины, краски или других покрытий и обеспечение хорошей электропроводности.
- Идеальное расстояние между сварочным стержнем и объектом сварки составляет 1,2 мм (1/64-5/64 дюйма), чтобы гарантировать, что сварочный стержень и заготовка находятся в непрерывном и стабильном контакте. Сварочный стержень не должен располагаться слишком высоко или прижиматься слишком низко, чтобы избежать обрыва дуги и прилипания.
- Для новичков нормально иметь прилипание во время процесса сварки, и вы можете попробовать дугу трения, чтобы избежать прилипания.
- Подходит для обычных сварочных электродов, таких как 7018, 6013 и т. д., но не подходит для специальных сварочных электродов, таких как 7010, 7011.
 Для нержавеющей стали используйте электрод из нержавеющей стали.
Для нержавеющей стали используйте электрод из нержавеющей стали.Возможные проблемы
- Дуга отсутствует, проверьте заземляющий провод соединить заготовку, чтобы убедиться, что на заготовке нет ржавчины, краски и других покрытий.
- Дуги нет, проверьте прямое расстояние между сварочным стержнем и объектом сварки, идеальное расстояние 1-2 мм; проверьте, нет ли на объекте сварки следов ржавчины или масляных пятен, рекомендуется отшлифовать наждачной бумагой или шлифовальной машиной.
- Во время процесса сварки горит индикатор неисправности OC, возможно, это защита от перегрузки по току. Вам нужно прекратить работу на несколько минут, дать машине немного остыть и автоматически восстановиться. Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
- Индикатор ОС горит, когда машина включена. Свяжитесь с нами.
- Если у вас есть какие-либо проблемы, которые не могут быть решены, свяжитесь с нами по адресу [email protected].

Режим LIFT TIG
REBOOT RBM1300 Для тонких листов с более высокими требованиями к процессу сварки или сварки с более высокими требованиями к процессу, особенно для сварки нержавеющей стали, вы можете использовать режим LIFT TIG, который требует использования чистого аргона.
- Выберите процесс «Lift TIG».
- Как подключить.
Примечание: Сварочный пистолет TIG не входит в комплект, его необходимо приобретать отдельно - Регулировка тока, можно регулировать только ток.
- WP17V Структура сварочной горелки
Примечание: Стандартный комплект принадлежностей не входит в комплект этой горелки TIG.
Примечание:
- керамическое сопло,
- вольфрамовая цанга,
- корпус вольфрамовой цанги,
- короткая задняя крышка,
- длинная задняя крышка 900.
Вышеупомянутая конструкция является изнашиваемой деталью, пожалуйста, держите ее на складе.
Примечание:
- Пожалуйста, подключите согласно рисунку, в противном случае сварка невозможна. фрикционный пуск.
- Необходимо использовать горелку TIG, wp17v, эта горелка не входит в комплект, ее необходимо приобрести самостоятельно
- Сварочный материал поддержки, углеродистая сталь, нержавеющая сталь, легированная сталь, алюминий нельзя сваривать.
- Этот режим сварки требует использования вольфрамовых игл, которые необходимо приобретать отдельно, а размер вольфрамовой иглы должен соответствовать цанге и корпусу цанги сварочной горелки, в противном случае она не может быть установлена
- В этом режиме аргон необходимо использовать сварку.

Возможные проблемы
- Нет ответа при запуске, проверьте штекерное соединение.
- Нет ответа при загрузке, откройте крышку и проверьте, не отсоединены ли внутренние соединительные провода.
- Если во время процесса сварки время превышает 3 минуты, может сработать защита от перегрузки по току. Вам нужно прекратить работу на несколько минут, дать машине немного остыть и автоматически восстановиться. Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
- Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу [email protected].
- Lift TIG отличается от профессионального высокочастотного TIG. Лифт TIG необходимо сваривать после контакта с дугой.
Высокочастотный TIG не требует контакта с дугой. Lifttig не подходит для точечной сварки.
 Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.Внутренняя схема машины
- Цифровая панель управления, машина представляет собой цифровую машину, более интеллектуальную.
- Полностью медный главный трансформатор большой мощности.
- 3 мощных больших конденсатора, машина более стабильна.
- Более толстый радиатор для лучшего рассеивания тепла.
- 4 импортных IGBT, стабильный и мощный выходной ток.
- 3 импортные выпрямительные лампы, стабильный и мощный выходной ток.
- Большой вентилятор, лучший эффект рассеивания тепла.
- Полностью медный соединительный элемент с лучшей проводимостью.
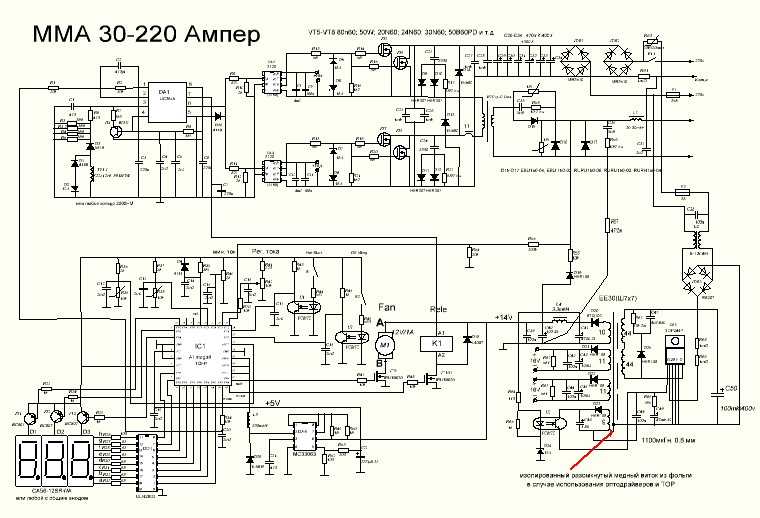
Troubleshooting
| PROBLEMS(SYMPTOMS) | POSSIBLE CAUSE |
| PROBLEMS IN STICK WELDING | |
| Excessive spatter |
|
| Кратеры |
|
| Включения |
|
| Недостаточное проникновение |
|
| Залипание |
|
| Пористость | 1. Влажность электрода. 2. Длинная дуга. |
| Трещины |
|
| ЭЛЕКТРИЧЕСКИЕ НЕИСПРАВНОСТИ | |
| Аппарат не включается (индикатор питания не горит) |
|
| Тепловая перегрузка (светодиодный индикатор «Тепловой режим» горит) |
|

Настройки параметров сварки
| Толщина сварки (㎜) | 2 | 3 | 4-5 |
| Electrode diameter(ф ㎜) | 2 | 3. 2 2 | 3.2-4 |
| Welding current (A) | 40-65 | 50-80 | 100-130 |
Если вы заинтересованы в профессиональном переводе на местные языки, свяжитесь с нами по адресу [email protected], мы можем заплатить за это.0566
Сварочная машина, RBA1400, Сварная машина RBA1400