Сварка автомат и полуавтомат чем отличаются
Главная » Статьи » Сварка автомат и полуавтомат чем отличаются
что такое сварка полуавтомат — Сварочные аппараты. Что такое сварка автомат и сварка полуавтомат? Чем они отличаются? — 2 ответа
В разделе Техника на вопрос Сварочные аппараты. Что такое сварка автомат и сварка полуавтомат? Чем они отличаются? заданный автором Андрей Васильевич лучший ответ это Полуавтоматическая сварка это почти как ручная, только на сварочном аппарате ставится катушка со сварочной проволокой, которая по шланг-проводу автоматически ползет к держаку. По этому же шлангу можно также подавать газ, на пример при сварке в среде аргона. При всей этой механизации варит все таки сварщик.В автоматической сварке работает уже не сварщик, а устройство: сварочный трактор или манипулятор. И проволока автоматически подается под слой гранилированого флюса. Функции человека только ограничиваются установкой устройства в начале сварного шва
Ответ от Борис Дмитрачков[гуру]Полуавтоматическая сварка — это сварка проволокой в среде защитных газов. Используется преимущественно при кузовных работах и работах с тонким металлом.
Используется преимущественно при кузовных работах и работах с тонким металлом.
Автоматическая сварка под флюсом предназначена для более серьезных и объемных работ, для автоматизации процесса сварки и происходит с помощью ссылка.
Ответ от Александр Шелабанов[новичек]Наша группа в VK о сварке: , присоединяйтесь)
2oa.ru
Полуавтоматическая сварка – принцип работы, отличие от автоматической сварки
Теперь же, поговорим о полуавтоматической сварке. Создавать о ней отдельный раздел не стоит, так как между автоматической и полуавтоматической сваркой существует небольшое количество отличий. Основное из них – это наличие или отсутствие процесса механизации во время работы. Так, если автоматическая сварка предполагает автоматическое перемещение сварочной проволоки, то полуавтоматическая сварка требует перемещения этой проволоки вручную. Однако назревает вопрос – зачем вообще нужна полуавтоматическая сварка, если есть возможность делать все на автомате, без присутствия человеческого фактора? На самом деле, все очень просто. Автоматическая сварка очень популярна и распространена при массовом производстве. Так, сварочные аппараты настраиваются под определенную программу, и по мере поступления изделий для сварки, аппараты включаются без вмешательства человека в процесс. Однако, в широком ряде случаев необходимо, чтобы направление шва и формирование его качества, происходило только при содействии человека. Поэтому, такой сваркой и стала полуавтоматическая сварка. Такая сварка предусматривает собой простую конструкцию. В ней есть специальный автоматический механизм подачи электродной проволоки, которая подается в специальный гибкий шланг, на сварочный держатель. Так, проволока подается автоматически, а сварщик, глядя на общую картину изделия, направляет наконечник в ту сторону, где необходимо сделать шов и сварное соединение. Именно потому, что проволока подается автоматически, а дуга перемещается вручную, процесс и получил название полуавтоматической сварки.
Автоматическая сварка очень популярна и распространена при массовом производстве. Так, сварочные аппараты настраиваются под определенную программу, и по мере поступления изделий для сварки, аппараты включаются без вмешательства человека в процесс. Однако, в широком ряде случаев необходимо, чтобы направление шва и формирование его качества, происходило только при содействии человека. Поэтому, такой сваркой и стала полуавтоматическая сварка. Такая сварка предусматривает собой простую конструкцию. В ней есть специальный автоматический механизм подачи электродной проволоки, которая подается в специальный гибкий шланг, на сварочный держатель. Так, проволока подается автоматически, а сварщик, глядя на общую картину изделия, направляет наконечник в ту сторону, где необходимо сделать шов и сварное соединение. Именно потому, что проволока подается автоматически, а дуга перемещается вручную, процесс и получил название полуавтоматической сварки.
Происходить полуавтоматическая сварка может как с применением флюса, так и без него. Применение же флюса, позволило использовать полуавтоматическую сварку при толщине, выше 2-2,5 мм. Также, использование флюса позволило заметно увеличить величину сварочного тока, что в свою очередь, поспособствовало улучшению устойчивости дуги и резкому повышению производительности сварки. Кроме того, использование флюса позволило сократить диаметр проволоки, которая используется для сварки, и тем самым, снизить габариты шланги и сварочного аппарата.
Применение же флюса, позволило использовать полуавтоматическую сварку при толщине, выше 2-2,5 мм. Также, использование флюса позволило заметно увеличить величину сварочного тока, что в свою очередь, поспособствовало улучшению устойчивости дуги и резкому повышению производительности сварки. Кроме того, использование флюса позволило сократить диаметр проволоки, которая используется для сварки, и тем самым, снизить габариты шланги и сварочного аппарата.
Процесс подачи электродной проволоки Как правило, используется проволока, диаметром от 1,6-2 мм. Она смотана в бухту, которая находиться в специальной кассете, установленной в сварочном аппарате. Там же, расположился проталкивающий механизм, который подает проволоку через гибкий шланг, непосредственно в держатель, который держит сварщик в руках. Далее, подается сварочный ток на держатель через специальный гибкий шланг, подключенный к сварочному трансформатору. Этот ток, воздействует на электродную проволоку, и при контакте с поверхностью металла, возникает дуга, при помощи которой и выполняется сварка. Таким образом, полуавтоматическая сварка удобней тем, что с ее помощью можно четко контролировать процесс сварки, и выполнять провары там, где сварщик посчитает нужным. А автоматический процесс подачи проволоки, намного облегчает весь процесс.
Таким образом, полуавтоматическая сварка удобней тем, что с ее помощью можно четко контролировать процесс сварки, и выполнять провары там, где сварщик посчитает нужным. А автоматический процесс подачи проволоки, намного облегчает весь процесс.
Статья подготовлена по материалам сайта: https://www.vse-o-svarke.org/publ/avtomaticheskaja_dugovaja_svarka/princip_raboty_poluavtomaticheskoj_svarki/6-1-0-44
profilgp.ru
Что такое полуавтоматическая дуговая сварка
Технологии сварки постоянно развиваются, на данный момент дуговая сварка может быть автоматической или полуавтоматической, более подробно мы рассмотрим именно полуавтоматическую сварку.
Грань между автоматической и полуавтоматической дуговой сваркой очень небольшая и ее практически незаметно. По идее даже профессиональные сварщики могут порой ошибиться, назвав один процесс автоматическим, а другой полуавтоматическим. Отличие и впрямь сложное, подача электрода в дугу по мере его расходования и самостоятельным передвижением дуги по линии сварки называют автоматической сваркой.![]() Если же механизирована только подача электрода, а сам процесс перемещения дуги по металлу происходит с помощью человека, то это полуавтоматическая дуговая сварка.
Если же механизирована только подача электрода, а сам процесс перемещения дуги по металлу происходит с помощью человека, то это полуавтоматическая дуговая сварка.
Автоматическая сварка не всегда является целесообразной из-за своей высокой стоимости, да и осуществить ее возможно не всегда, в этом случае на помощь приходит полуавтоматическая дуговая сварка, шов получается достаточно хорошим, а сама операция не столь дорогой. Автоматическая дуговая сварка выгодна при массовом производстве каких-то деталей, причем важно отметить, что некоторые работы до сих пор практичнее выполнять только ручным способом сварки, естественно сварка должна проводить профессионалом.
В настоящее время большое распространение получила полуавтоматическая сварка, здесь есть шланг, который внутри себя располагает электрический привод, он подталкивает проволоку к месту сварки, длина этого шланга может достигать пяти метров. Сварщик сам управляет наконечником, который направляется вдоль шва. Ранее работы такие уже осуществлялись, но они велись только на малых сварочных аппаратах, а проволока, как известно, находится в огромной бухте, что было достаточно неудобно для рабочего. Из-за этого сварочные полуавтоматы были известны и использовались, но особой популярностью не пользовались, так как было легче пользоваться ручной сваркой.
Из-за этого сварочные полуавтоматы были известны и использовались, но особой популярностью не пользовались, так как было легче пользоваться ручной сваркой.
С применением флюса, полуавтоматическая электродуговая сварка преобразовалась. Флюс позволил увеличить ток, а это резко повысили производительность и качество шва. Теперь в полуавтоматическом сварочном аппарате тонкая проволока из бухты с помощью специального механизма проходит через шланг в держатель, который держит рабочий. К держателю подключен трансформатор, который подает сварочный ток, благодаря чему происходит сварочный процесс.
mastrerkon.ru
Отличие сварочного полуавтомата от инвертора
Для домашних нужд, для сварочных работ на садовом и приусадебном участке, в личном гараже и т. На белорусском рынке представлены три основных типа сварочных аппаратов, работающих от электрической сети и предназначенных для бытовой и полупрофессиональной сварки:. Это самый дешевый и распространенный тип сварочных аппаратов. Простота технического устройства определяет их низкую стоимость, но одновременно является причиной их немалого размера и веса.
На белорусском рынке представлены три основных типа сварочных аппаратов, работающих от электрической сети и предназначенных для бытовой и полупрофессиональной сварки:. Это самый дешевый и распространенный тип сварочных аппаратов. Простота технического устройства определяет их низкую стоимость, но одновременно является причиной их немалого размера и веса.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Что такое сварочный аппарат полуавтомат, его особенности и критерии выбора
- Отличия сварочного трансформатора, инвертора, полуавтомата
- Переделка инвертора в сварочный полуавтомат
- Чем отличается сварочный инвертор от сварочного автомата и полуавтомата? Сравнительный обзор.
- Сравнение инверторных и трансформаторных полуавтоматов
- Делаем сварочный полуавтомат из инвертора
- Переделка инвертора в сварочный полуавтомат
- Выбираем сварочный инвертор: от технических характеристик до брендов
- Инвертор или полуавтомат!?
- Отличие сварочного трансформатора от инвертора

ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Виды сварки: ручная электродуговая, сварка в среде защитного газа, аргонодуговая и контактная сварки
Что такое сварочный аппарат полуавтомат, его особенности и критерии выбора
В чем отличия инвертора, трансформатора для сварки и полуавтомата? Для специалистов это простой вопрос, но у большинства непрофессионалов может возникнуть путаница.![]()
Это небольшой компактный инструмент для выполнения таких работ. Основными составляющими является агрегат и горелка, которой осуществляется сваривание деталей. Горелки есть профессиональные имеют разъемное соединение и бытовые цельное соединение горелки. Принцип работы основан на том, что при увеличении частоты тока нужны меньшие габариты и масса трансформатора для передачи одинакового количества энергии.
При увеличении частоты в раз размеры оборудования уменьшятся в 5 раз. Важными характеристиками инвертора являются:. Горячий старт. Позволяет выполнять быстрое соединение деталей без длительного нагрева, есть дополнительный импульс тока в момент касания заготовки.
Актуально если плохое напряжение в сети, ржавые детали. Антизалипание электрода. Это связано с резким увеличением тока в момент касания. Очень удобно, так как не нужно делать замену электрода. Форсирование дуги. Эта функция также служит для того, чтобы электрод не прилип к металлу, а процесс сварки был стабилизирован. При уменьшении дугового промежутка увеличивается ток на короткое время. Это позволяет быстро расплавить металл и электрод без прилипания. Преимущества сварочных инверторов :. Простые в конструкции, относительно недорогие, долговечные и надежные, но габаритные и тяжелые аппараты для сварки.
Очень удобно, так как не нужно делать замену электрода. Форсирование дуги. Эта функция также служит для того, чтобы электрод не прилип к металлу, а процесс сварки был стабилизирован. При уменьшении дугового промежутка увеличивается ток на короткое время. Это позволяет быстро расплавить металл и электрод без прилипания. Преимущества сварочных инверторов :. Простые в конструкции, относительно недорогие, долговечные и надежные, но габаритные и тяжелые аппараты для сварки.
Если вам не нужно постоянно транспортировать его, тогда это неплохой бюджетный вариант сварочного оборудования. Есть модели, которые работают на постоянном и переменном токе. Первый вариант дает более аккуратный шов.
Сваривают чугун и цветный металл при использовании дополнительных комплектующих. По принципу работы и размерам похожие к трансформаторным, но работают не с электродами, а с проволокой, которая подается из бобин.
Одновременно подается инертный газ углекислый, аргон, гелий Это необходимо для точного шва и стойкости к коррозии. Работают сварочные полуавтоматы с цветными металлами, нержавеющей сталью, ювелирными металлами.
Работают сварочные полуавтоматы с цветными металлами, нержавеющей сталью, ювелирными металлами.
Если вы будете работать с черными металлами, тогда достаточно использовать проволоку с флюсом, газ в таком случае не нужен. В нашем ассортименте представлены популярные практичные модели трансформаторов, полуавтоматов, инверторов. Все имеют гарантию от производителей. ТД Укрсервис Интернет-магазин электрических и ручных инструментов, садовой техники, строительного оборудования Сергея Зулинского В Винница ,. Список категорий. Алмазные коронки. Диски алмазные. Диски пильные. Зачистные щетки и чашки.
Клеевые стержни и сопла. Корончатые фрезы. Круги отрезные. Круги шлифовальные. Масло, смазка. Патроны, опорные тарелки. Пена монтажная. Пилки для электролобзиков. Скобы, гвозди, заклепки. Смазки, пасты для сварки. Фрезы для ручных фрезеров. Шлифовальные головки. Статьи Сварочное оборудование Отличия сварочного трансформатора, инвертора, полуавтомата.
Отличия сварочного трансформатора, инвертора, полуавтомата. Важными характеристиками инвертора являются: Горячий старт. Преимущества сварочных инверторов : Сравнительно небольшое потребление электроэнергии в отличии от трансформаторного типа. Небольшой вес и габариты Аккуратные швы и небольшая зона распыления искр вокруг зоны действия горелки.
Важными характеристиками инвертора являются: Горячий старт. Преимущества сварочных инверторов : Сравнительно небольшое потребление электроэнергии в отличии от трансформаторного типа. Небольшой вес и габариты Аккуратные швы и небольшая зона распыления искр вокруг зоны действия горелки.
Регулирование силы тока, работа с напряжением В. Быстрый старт. Простая эксплуатация и безопасная работа. Купить сварочный аппарат в Украине В нашем ассортименте представлены популярные практичные модели трансформаторов, полуавтоматов, инверторов. Рейтинг 1 2 3 4 5. Вы смотрели 0. Избранные товары 0. Сравнение товаров 0. Корзина 0.
Отличия сварочного трансформатора, инвертора, полуавтомата
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали. Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов.
Мы рассмотрим возможность такой переделки и необходимые для этого детали. Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов.
Что такое сварочный полуавтомат: принцип действия и возможности. Большинство полуавтоматических аппаратов созданы на основе инвертора.
Переделка инвертора в сварочный полуавтомат
Полуавтомат и инвертор — это разновидности сварочных аппаратов. В каждом случае имеются свои характеристики и возможности. Рассмотрим их и выясним, чем отличается полуавтомат от инвертора. Содержание статьи Определение Сравнение. Полуавтомат — устройство, во время работы которого в зону сварки автоматически подается специальная проволока. Инвертор — компактный прибор, действующий в процессе соединения деталей при помощи электродов. Сварка предметов в каждом случае производится своим способом.
Чем отличается сварочный инвертор от сварочного автомата и полуавтомата? Сравнительный обзор.

На современном рынке сварочного оборудования можно без проблем отыскать практически любую технику, которая подойдет даже для самых сложных типов работ. Среди самых распространенных вариантов оборудования, которое предпочитают современные сварщики, можно выделит два основных сегмента. Это сварочные инверторы и полуавтоматы. Они одинаково успешно применяются как в частной сфере, так и в промышленной. Чтобы разобраться в том, что лучше, сварочный полуавтомат или инвертор, необходимо ознакомиться с практическими нюансами этих устройств.
Вы правы, и сварочные трансформаторы, и аппараты инверторного типа относятся к инструменту для ручной дуговой сварки, то есть, оба типа оборудования обеспечивают электрическим током горение сварочной дуги.
Сравнение инверторных и трансформаторных полуавтоматов
Чем отличается сварочный инвертор от сварочного автомата и полуавтомата? Этот вопрос интересует многих пользователей нашего сайта, да и, в принципе, большинство новичков не могут внятно объяснить, в чем состоит отличие. Сварочный аппарат инверторного типа — компактный и удобный инструмент для сварки. Такое оборудование широко используется как высококвалифицированными мастерами, так и начинающими сварщиками. Очень важная деталь аппарата — это горелка. Бытовые сварочники имеют неразъемное соединение горелки, профессиональные — разъемное.
Сварочный аппарат инверторного типа — компактный и удобный инструмент для сварки. Такое оборудование широко используется как высококвалифицированными мастерами, так и начинающими сварщиками. Очень важная деталь аппарата — это горелка. Бытовые сварочники имеют неразъемное соединение горелки, профессиональные — разъемное.
Делаем сварочный полуавтомат из инвертора
В чем отличия инвертора, трансформатора для сварки и полуавтомата? Для специалистов это простой вопрос, но у большинства непрофессионалов может возникнуть путаница. Ниже мы постарались расписать особенности, преимущества и сферы использования каждого типа сварки. Инверторный сварочный аппарат используется и опытными мастерами, и новичками для выполнения ручной электродуговой сварки. Это небольшой компактный инструмент для выполнения таких работ.
В составе сварочного полуавтомата есть инвертор.
Переделка инвертора в сварочный полуавтомат
Работа сварщика востребована на любом производстве и ремонте машин и механизмов.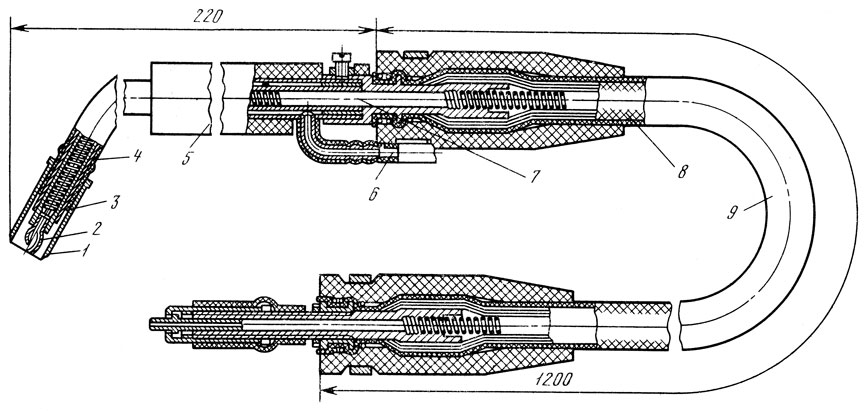 Значительно повысить производительность позволяет сварочный полуавтомат. С его помощью можно сваривать тонкие листы и легированные стали.
Значительно повысить производительность позволяет сварочный полуавтомат. С его помощью можно сваривать тонкие листы и легированные стали.
Выбираем сварочный инвертор: от технических характеристик до брендов
Регистрация Вход. Ответы Mail. Работа на заводе Шкода, Чехия 1 ставка. Какие чехлы из предложенных, Вы бы выбрали?
Нас часто спрашивают какой выбрать полуавтомат: подешевле, но трансформаторный или подороже, но инверторный? Однозначный ответ Вы найдете в этой статье.
Инвертор или полуавтомат!?
Для прочтения нужно: 3 мин. Легкие и удобные в работе, сварочные инверторы вытеснили с рынка трансформаторные сварочные аппараты. Ведущие производители сварочного оборудования выпускают десятки моделей с различными техническими характеристиками. Как правильно сделать выбор, какие параметры при этом нужно учесть и что предлагают поставщики? Об этом расскажем в нашем обзоре.
Отличие сварочного трансформатора от инвертора
Среди начинающих и профессиональных сварщиков сварочный полуавтомат инверторного типа является наиболее популярным устройством. Для первых он обеспечивает легкость в приобретении навыков сварки, вторым дает производительность и большой набор дополнительных настроек. Полуавтоматическое сварочное оборудование может стать полезным практически для любого сварщика, но имеет довольно высокую стоимость.
Для первых он обеспечивает легкость в приобретении навыков сварки, вторым дает производительность и большой набор дополнительных настроек. Полуавтоматическое сварочное оборудование может стать полезным практически для любого сварщика, но имеет довольно высокую стоимость.
Сварка автомат и полуавтомат чем отличаются. Разновидности сварочных полуавтоматов и автоматов, классификация и особенности конструкции
Главная » Печное отопление » Сварка автомат и полуавтомат чем отличаются. Разновидности сварочных полуавтоматов и автоматов, классификация и особенности конструкции
Сварочный полуавтомат – это электромеханический прибор для выполнения сварочного процесса плавящимся электродом в виде проволоки путем механизированной подачи его к месту сварки (к сварочной
ванне). Скорость подачи проволоки устанавливается сварщиком на самом аппарате, а скорость и стабильность скорости перемещения горелки вдоль шва зависит только от сварного.
Полуавтоматов есть большое множество. Для того чтобы их более-менее разделить, имеется классификация по способу защиты сварочной ванны от окислительных процессов. Поэтому разделение будет следующим:
- Полуавтоматическая сварка под слоем флюсов.
- Сварка в защитных газах (инертные или активные).
- Полуавтомат для работ порошковой проволокой.
Флюсованная проволока стоит немалых денег, поэтому более практично использовать сварочные аппараты предназначенные для работ в защитных газах. На сегодняшний день особенно полюбили сварку под флюсом производители якобы «очень доступных полуавтоматов». Данные аппараты по себестоимости недорогие, а посему очень доступны. Они привлекают покупателя ценой, отсутствием надобности покупки баллона с защитным газом. Но, есть и скрытые недостатки: качество шва намного хуже, чем у аппаратов с защитным газом, очень дорогостоящая флюсованная проволока.
Порошковую проволоку используют при сварке на полуавтоматах с защитным газом.
Каждый полуавтоматический аппарат состоит из следующих незаменимых блоков:
- источник тока для электродуговой сварки,
- редуктор с двигателем для перемещения проволоки,
- горелка с рукавом,
- сварочный кабель для подключения зажима к свариваемой детали (это чтобы замкнуть сварочную цепь),
- рукав для подачи газа к входному штуцеру аппарата,
- баллон с понижающим давление редуктором,
- система управления, которая управляет пуском, остановкой проволоки, регулировками скорости подачи и мощности дуги.
Сварочные полуавтоматы можно разделить еще на две категории согласно исполнения:
- однокорпусные, те, у которых механизм подачи проволоки, источник сварочного тока и система управления размещены в одном корпусе.
- более сложные, разделенные на две и более частей, в которых подающий механизм с горелкой и основным управлением в одном блоке, а источник сварочного тока с управлением в другой.
 При больших
нагрузках рекомендуется дооборудовать горелку специальным водяным охлаждением с блоком циркуляции.
При больших
нагрузках рекомендуется дооборудовать горелку специальным водяным охлаждением с блоком циркуляции.
 При больших
нагрузках рекомендуется дооборудовать горелку специальным водяным охлаждением с блоком циркуляции.
При больших
нагрузках рекомендуется дооборудовать горелку специальным водяным охлаждением с блоком циркуляции.Аппараты для полуавтоматической сварки можно разделить и по способу питания:
- Однофазные (220В) очень удобны при выполнении работ «на выезде». Это оборудование можно запитать от любой розетки, но сеть должна соответствовать мощности аппарата, иначе просадка сетевого напряжения не позволит стабильно поддерживать мощность дуги, а это чревато некачественным результатом работы.
- Трехфазные (380В) не везде имеют возможность запитаться, но обладают большей стабильностью в работе при различных нагрузках. Также они равномерно распределяют нагрузку по всем трем фазам и меньше нагружают сеть.
Ввиду того что разработка, выбор качественных компонентов и комплектующих, которые влияют на долговечность работы имеют решающую роль, то сварочные полуавтоматы можно без раздумий поделить в ценовые категории:
- Бытовые для непродолжительных нагрузок. Они исполнены в виде моноблока и способны долгими годами радовать своего хозяина, если эксплуатируются эпизодически.
- Чуть подороже. Они более выносливы, зачастую имеют хорошую фурнитуру и могут использоваться на небольших СТО и производствах.
- Профессиональные. Разрабатываются для промышленного использования. Имеют более сложную систему управления и обладают большим функционалом по сравнению с предыдущими категориями. Ресурс такого оборудования намного выше общедоступных аппаратов.
 Они исполнены в виде моноблока и способны долгими годами радовать своего хозяина, если эксплуатируются эпизодически.
Они исполнены в виде моноблока и способны долгими годами радовать своего хозяина, если эксплуатируются эпизодически.К этим разновидностям и подвидам полуавтоматов сварочных можно добавить разделение по типу устройства, подающего проволоку:
- Толкающий вид – механизм проталкивает проволоку в рукав (при сварке тонкой, алюминиевой или флюсованной проволокой возможны замятия внутри рукава).
- Тянущий вид – подающий механизм находится в ручке горелки. Сварочная проволока втягивается либо с катушки в корпусе полуавтомата, либо катушка (в основном очень маленькая) размещена в
рукоятке.
- Толкающее-тянущего вида – из названия понятно, что в этом аппарате имеется два синхронных подающих устройства. Одно толкает присадочную проволоку из корпуса аппарата, а второе подтягивает ее к месту сварки.

Механизмы подающих устройств могут иметь одну или две пары роликов, один из них подающий ролик, а другой прижимной. Механизмы с одной парой самые распространенные и используются с горелками, длинна рукава которой не более 3,5 метра. Для комфортной подачи проволоки в рукава длинной более 4 метров рекомендуется использовать подающие механизмы с двумя парами роликов. Для сварки цветных и черных металлов с применением очень длинных рукавов рекомендуется использовать сдвоенный: толкающий и тянущий механизм.
У каждого полуавтомата предусмотрена регулировка сварочного напряжения, и скорости подачи проволоки. Эти регулировки могут быть как ступенчатыми, так и плавными. У некоторых аппаратов
схемотехнически предусмотрена зависимость скорости подачи от напряжения. Зачастую плавные регулировки присутствуют у полуавтоматов инверторного типа источника сварочного тока.
Зачастую плавные регулировки присутствуют у полуавтоматов инверторного типа источника сварочного тока.
Для выполнения качественной сварки в полуавтоматах используется источник постоянного тока с жесткой и полого-падающей вольтамперной характеристикой. Если в источнике предусмотрена жесткая ВАХ, то в моменты отрыва капли расплавленного металла существенно сокращается длинна дуги и сила тока автоматически увеличивается. В этот момент напряжение остается стабильным. При полого-падающей характеристике с увеличением силы тока напряжение немного уменьшается.
- #1
Почему полуавтомат называется драконом
- #2
Уминя сломалс, я полу свтомат не подает п роволку маторчик рабочий и угликислаод тоже не идет все сразу
- #3
Дима, может может поменять род деятельности?
- #4
Дима,замените клизмотрон на аппарате и всё будет путём!
- #5
- #6
Дима, верни папе сварочник или выучи русский.
- #7
МАЧМАРЕД ЗАМЕНИТЬ НА ТАБАРЕТ И БУДЯ ВСЕ ЁК!
.jpg)
Большинство современных автопроизводителей предоставляет покупателю возможность выбирать полуавтоматический тип установленной коробки передач, хотя массовое внедрение такой трансмиссии началось еще в 1930 годах. Несмотря на свой немалый возраст, полуавтоматическая коробка передач до сих пор не имеет явных противников или поклонников.
По словам экспертов, это обусловлено слабым представлением о ее устройстве и принципе действия. Для обеспечения условий для смены передачи, водителю автомобиля с полуавтоматической коробкой достаточно убрать ногу с педали газа. Она обеспечивает наиболее оптимальные условия для функционирования мотора при движении авто, что не только продлевает срок его службы, но и уменьшает расход топлива.
Устройство коробки полуавтомата
В любом полуавтомате имеется сразу два механизма сцепления — это основное отличие такой системы от классической механической коробки. Наиболее распространенной схемой работы таких полуавтоматов является взаимодействие механизмов лишь с определенной группой имеющихся шестеренок, которые могут быть четными или нечетными. Такая компоновка позволяет существенно сократить время, затрачиваемое на переключение, а также повышает четкость и плавность этого процесса.
Наиболее распространенной схемой работы таких полуавтоматов является взаимодействие механизмов лишь с определенной группой имеющихся шестеренок, которые могут быть четными или нечетными. Такая компоновка позволяет существенно сократить время, затрачиваемое на переключение, а также повышает четкость и плавность этого процесса.
На практике это выглядит следующим образом. При движении автомобиля система анализирует информацию со всех датчиков и других систем. На основании полученной информации, при уже включенной передаче, коробка полуавтомат заблаговременно готовится включить следующую. Происходит это незамедлительно после наступления определенных условий. В итоге удалось сократить время переключения до 8 миллисекунд — такими показателями может похвастаться не каждый современный «автомат».
Коробка полуавтомат, принцип работы которой достаточно сложен, отличается наличием массы электронных систем, учитывающих многочисленные параметры при движении автомобиля, в котором педаль сцепления отсутствует за ненадобностью. Все внутренние механизмы должны работать синхронно и очень четко — именно в этом случае достигается высокое удобство при управлении таким автомобилем. Водитель может вносить собственные коррективы в работу такой коробки при помощи специальных переключателей, обычно расположенных под рулевым колесом. На сегодняшний день известно уже несколько вариаций таких коробок — окончательная конструкция будет зависеть от автопроизводителя. О видах коробок рассказано на видео:
Все внутренние механизмы должны работать синхронно и очень четко — именно в этом случае достигается высокое удобство при управлении таким автомобилем. Водитель может вносить собственные коррективы в работу такой коробки при помощи специальных переключателей, обычно расположенных под рулевым колесом. На сегодняшний день известно уже несколько вариаций таких коробок — окончательная конструкция будет зависеть от автопроизводителя. О видах коробок рассказано на видео:
Достоинства и недостатки полуавтоматических коробок
Как показывает практика, невозможно состоять из одних преимуществ — любой узел в авто имеет и определенные недостатки. К числу неоспоримых преимуществ полуавтоматов перед МКПП следует отнести следующие:
- максимальная комфортабельность для водителя;
- отличные динамические показатели автомобиля при разгоне;
- использование всех возможностей двигателя, что также увеличивает его динамику;
- ряд модификаций таких коробок отличает и компактность, что актуально для малолитражек;
- выраженное снижение расхода топлива, обусловленное не только самой коробкой, но и возможностью установки менее мощных моторов.
Из основных недостатков полуавтоматических коробок можно назвать такие, как:
Автомат или полуавтомат — что надежнее
Многие водители, приобретающие новое авто, до последнего не могут решить — что же им предпочесть. Многие считают автомат более современным, надежным и удобным в эксплуатации, но на самом деле все это далеко от истины. Коробка передач полуавтомат, по сути, представляет собой десятилетиями проверенную механику, оснащенную современными дополнительными системами — автоматическим выключателем сцепления и системой переключения передач. Во время движения блок управления такой коробкой «руководствуется» не только заложенными в него алгоритмами работы, но и принимает сигналы от водителя и других датчиков автомобиля.
Полуавтоматическая коробка отличается повышенной надежностью и, в отличии от автомата, позволяет экономить на топливе, поскольку снижает его расход. Так как установка полуавтомата обходится автопроизводителю дешевле, стоимость на автомобиль снижается и для покупателя. Количество серьезных поломок у полуавтоматических коробок также существенно ниже, а ремонтировать их, по сравнению с автоматом, куда проще. По итогам получается, что полуавтомат позволяет сэкономить не только на приобретении авто, но и снижает на него эксплуатационные расходы.
Количество серьезных поломок у полуавтоматических коробок также существенно ниже, а ремонтировать их, по сравнению с автоматом, куда проще. По итогам получается, что полуавтомат позволяет сэкономить не только на приобретении авто, но и снижает на него эксплуатационные расходы.
Принцип работы коробки-полуавтомата
Вся работа механической части такой коробки практически идентична с «действиями» механической. Существенные отличия наблюдаются в присутствии электронной составляющей, которая и определяет весь существующий комфорт при вождении. За управление этой сложной системой отвечает специальный блок, содержащий все необходимые для эффективного переключения передач алгоритмы. При этом, при работе, он в состоянии учитывать информацию, поступающую от имеющихся в авто систем и самого водителя. Это обеспечивает непревзойденную точность и эффективность управления процессом смены передач.
Несмотря на наличие достаточного количества электронных систем в коробке, основную работу при смене передач выполняют ее стальные механические части, принимающие на себя основную нагрузку. Если учесть, что вся электроника надежно защищена, полуавтоматическая коробка имеет огромный ресурс работы. Единственным условием является ее обслуживание только у профессиональных механиков — неправильные их действия могут привести к тому, что авто попытается «тронуться самостоятельно», к примеру, со светофора на оживленном перекрестке. По итогам получается, что полуавтоматическая коробка, на сегодняшний день, является наиболее оптимальным средством обеспечить смену передач в автомобиле.
Если учесть, что вся электроника надежно защищена, полуавтоматическая коробка имеет огромный ресурс работы. Единственным условием является ее обслуживание только у профессиональных механиков — неправильные их действия могут привести к тому, что авто попытается «тронуться самостоятельно», к примеру, со светофора на оживленном перекрестке. По итогам получается, что полуавтоматическая коробка, на сегодняшний день, является наиболее оптимальным средством обеспечить смену передач в автомобиле.
Электронный тонометр — приспособление для измерения давления, который пригодится каждому дому. Ведь нередко случается, что люди в один момент ощущают головокружение, сильные головные боли, тошноту. Это признаки изменения артериального давления. Люди с повышенным давлением или гипертоники обязаны хранить у себя в шкафу с медикаментами измерительный прибор, определяющий давление: автомат или полуавтомат. И оба они по-своему хороши, поэтому каждый из них разберем подробно.
Разновидности тонометра
Выбирая домой электроприбор для измерения давления, нужно начинать с того, чтобы узнать какие разновидности электронных тонометров присутствуют на рынке и, уже потом подбирать такой вид оборудование под себя. Все встречающиеся на рынке тонометры электронного типа разделяют на две разновидности:
Укажите своё давление
Двигайте ползунки
- автоматические приборы;
- полуавтоматические приборы.
Главным отличием между двумя устройствами является способ нагнетания воздуха в манжету прибора. В первом случае за человека это делает специально разработанный прибор, а вот во втором — это делает человек, измеряющий давление. Но на точность показаний производимых измерений устройства это никак не влияет. А вот в цене покупатели смогут увидеть разницу.
Тонометры автоматического вида
Представляют собой полностью самодействующие механизмы, которые самостоятельно нагнетают воздух в манжету, измеряют давление, подсчитывают количество ударов сердца и сохраняют полученные результаты. В аптеках представлены , запястные и одевающиеся на палец.
Достоинства автоматических видов
Красивый дизайн, удобный в использовании,встроенная память и другие преимущества автоматического тонометра.
Среди удобств этой разновидности выделяют:
- простоту в применении;
- механизм самостоятельной накачки воздуха в манжету;
- многообразие выбора;
- компактность;
- присутствие в устройстве памяти для сохранения показаний и сравнения полученных данных;
- существование на рынке моделей с голосовыми и звуковыми сигналами;
- наличие большого цифрового экрана, подходящего для людей с плохим зрением;
- то, что продаются модели с сетевым шнуром и с отсеком для батареек.
Недостатки автоматических видов
Как и у других разновидностей электронных аппаратов, такая группа тонометров тоже характеризуется недостатками, к которым относятся:
- небольшая погрешность;
- не всегда доступная стоимость для большинства покупателей;
- без зарядки от сети продолжительность работы уменьшается, так как батарейки отличаются не слишком большой мощностью.
Тонометры полуавтоматического вида
Механизм полуавтоматов имеет небольшое отличие от приборов, работающих в автоматическом режиме. В частности, для того чтобы воздух попал в манжету, пользователь должен приложить усилия для надавливания на грушу, которая и позволяет накачать воздух. Из-за указанного отличия полуавтоматический аппарат считается нечто средним между автоматом и механическим тонометром. Но это не делает его хуже или лучше, в нем есть свои плюсы и минусы.
В частности, для того чтобы воздух попал в манжету, пользователь должен приложить усилия для надавливания на грушу, которая и позволяет накачать воздух. Из-за указанного отличия полуавтоматический аппарат считается нечто средним между автоматом и механическим тонометром. Но это не делает его хуже или лучше, в нем есть свои плюсы и минусы.
Любая портниха, начинающая или опытная, при пошиве изделий сталкивается с необходимостью обработки застежки. И здесь вариантов не так уж много. Среди них — «застежка-молния», которая не всегда уместна, застежка на кнопки, которые в домашних условиях не установишь, и другие, более редкие способы обработки.
Наиболее удобный и распространенный вид — застежка на пуговицы , тем более что современный ассортимент пуговичной продукции дает возможность развернуться фантазии любого дизайнера одежды. Возникает необходимость обметать пуговичные петли. Вот тут-то и пригодится вышеупомянутая функция швейной машины. Петли на изделиях верхней одежды заметно влияют на их внешний вид.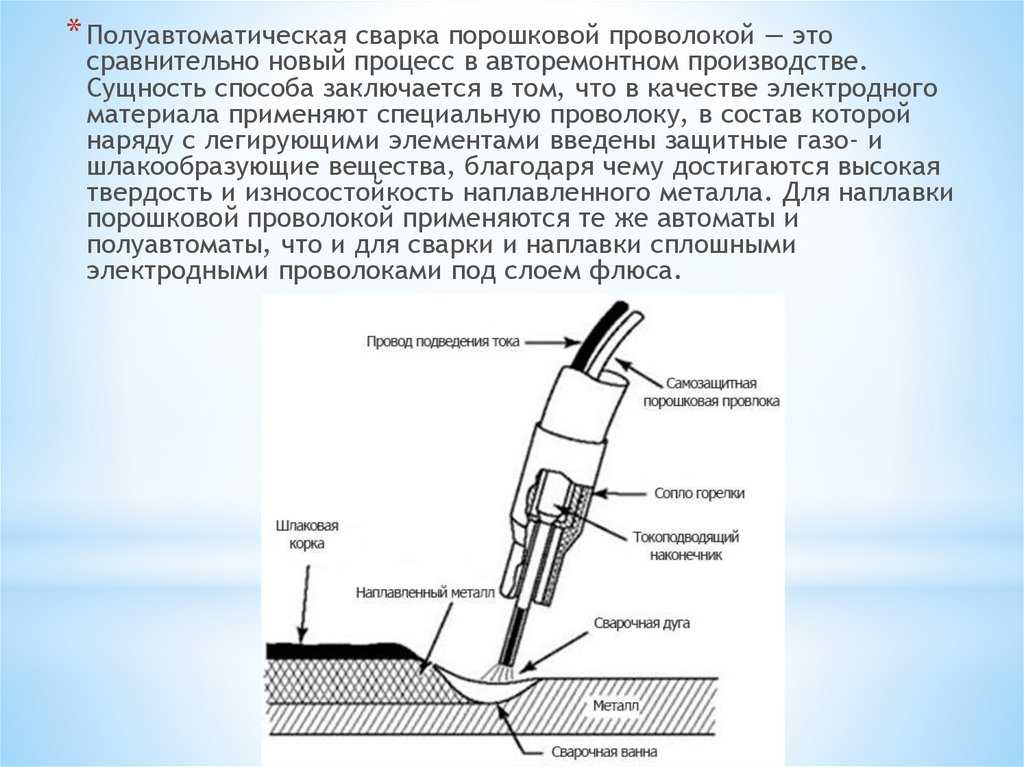 В самом деле, ведь основная масса швейных строчек скрыта от нашего взгляда, тогда как петли зачастуюнаходятся на самом видном месте.
В самом деле, ведь основная масса швейных строчек скрыта от нашего взгляда, тогда как петли зачастуюнаходятся на самом видном месте.
Обметывание петель является одним из наиболее сложных и ответственных этапов в обработке изделия. Основными параметрами, влияющими на внешний вид петли являются: плотность стежка, ширина обметывания, симметричность, качество закрепки, качество прорубания. В настоящее время изготовить добротную пуговичную петлю можно на обыкновенной бытовой машине среднего класса. Обметав петлю, вручную с помощью вспарывателя прорезается отверстие для пуговицы по центру петли и здесь нужно действовать очень осторожно, чтобы не задеть стежки шва. Нити, остающиеся после выполнения петли, должны быть протянуты внутрь изделия специальным крючком.
Современные электромеханические машины обметывают петлю в автоматическом и полуавтоматическом режимах.
«Петля — автомат» обрабатывается в один этап с помощью специальной лапки. Пуговицу вставляют позади лапки в специальное приспособление.
На ткани намечают только расстояние между петлями, т. к. размер петли определяется автоматически в процессе обметки. Существуют ограничения по диаметру пуговицы — при диаметре более 2,5см пуговица не войдет в специальную лапку и придется работать в ручном режиме. Кроме того, по отзывам, зачастую плотность стежка в петле на различных участках неравномерна, и отрегулировать ее достаточно проблематично.
Что бы обметать «петлю-полуавтомат» необходимо пройти четыре этапа: зигзагообразная строчка вперед; закрепляющие стежки на одном конце петли; зигзагообразная строчка назад; закрепляющие стежки на другом конце петли.
Таким образом, для того, чтобы обметать одну петлю, необходимо четыре раза переключать регулятор строчки на машине, а это, согласитесь хлопотно. Однако при таком способе исполнения петли сохраняется возможность регулировать плотность стежка на любом этапе.
Имея электромеханическую машину с функцией «петля-автомат», можно достаточно быстро и качественно выполнить петли на изделиях платьево-блузочного ассортимента. Если использовать, например, костюмную ткань, я думаю, более уместной будет петля «с глазком», а это уже электронная швейная машина и, соответственно, другой ценовой диапазон.
Если использовать, например, костюмную ткань, я думаю, более уместной будет петля «с глазком», а это уже электронная швейная машина и, соответственно, другой ценовой диапазон.
Компьютеризированные машины выполняют до 10 видов петель . Кроме бельевой, они легко выметывают костюмные петли, петли «с глазком», с закругленными краями, петли для трикотажа и другие. Если занести параметры петли в память компьютера, то при необходимости машина повторит любое количество одинаковых петель.
Многие полагают, что добиться идеального качества петли можно только на профессиональном петельном автомате, который кроме прочего сам разрежет петлю, не задев стежки. Здесь трудно поспорить, но считается, что современные компьютерные машины выметывают петли на соизмеримо качественном уровне.
Есть вариант приобрести отдельно: менее функциональную машинку + петельный автомат. Стоимость такого комплекта будет сопоставима с ценой компьютеризированной швейной машины «со всеми наворотами». Можно довольствоваться бельевыми петлями электромеханической машины, а при необходимости изготовить костюмные — пользоваться услугами ателье. В любом случае ваше решение должно быть продиктовано вашими потребностями, и никто кроме вас не сможет оценить правильность вашего выбора.
Можно довольствоваться бельевыми петлями электромеханической машины, а при необходимости изготовить костюмные — пользоваться услугами ателье. В любом случае ваше решение должно быть продиктовано вашими потребностями, и никто кроме вас не сможет оценить правильность вашего выбора.
Петля-полуавтомат — означает, что выметывание петли будет выполнено в четыре этапа. Сделав предварительные замеры, Вы размечаете на ткани начало и конец петли. Все этапы сменяются переключением тумблера выбора операций на швейной машине.
- 1 этап- Закрепка;
- 2 этап — Выполнение обметки одной стороны петли;
- 3 этап — Закрепка;
- 4 этап — Обметка второй стороны петли.
Таким образом, если Вы делаете за раз 20-40 петель, то следует обратить внимание на машины выполняющие автоматическое выметывание петли.
Петля-автомат — выметывание петли за один прием. Поместив пуговицу в лапку для петли — автомат, Вы автоматически задаете размер выполняемой петли. Установив ткань в начало петли и выбрав соответствующую операцию, машина сама обметает петлю по периметру.
Установив ткань в начало петли и выбрав соответствующую операцию, машина сама обметает петлю по периметру.
Электромеханические швейные машины выполняют только простую бельевую петлю, Петли с глазком, разные по ширине, закругленные, круглые смогут сделать только электронные машины. 2015-02-04 53 705
Можно без преувеличения сказать, что без сварочного аппарата не сможет обойтись ни один хозяин частного дома. Время от времени требуется проведение небольшого ремонта металлоконструкций или изготовление новых. В связи с этим возникает вопрос: «Как выбрать сварочный полуавтомат для дома?».
Следует отметить, что некоторые профессиональные строительные бригады, если проведение сварочных работ требуется не часто, выбирают бытовые модели сварочных полуавтоматов.
Как работает полуавтоматическая сварка
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.
Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.
Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.
Работает сварочный полуавтомат следующим образом:
Принцип работы полуавтоматического оборудования для сварных работ заключается в следующем:
Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.
Что означают обозначения MIG или MAG, и какое отношение имеют к тому, какой для сварки применяется газ?
- MIG — аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
- MAG — обозначает, что оборудование настроено на работу с углеродом.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.
Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке.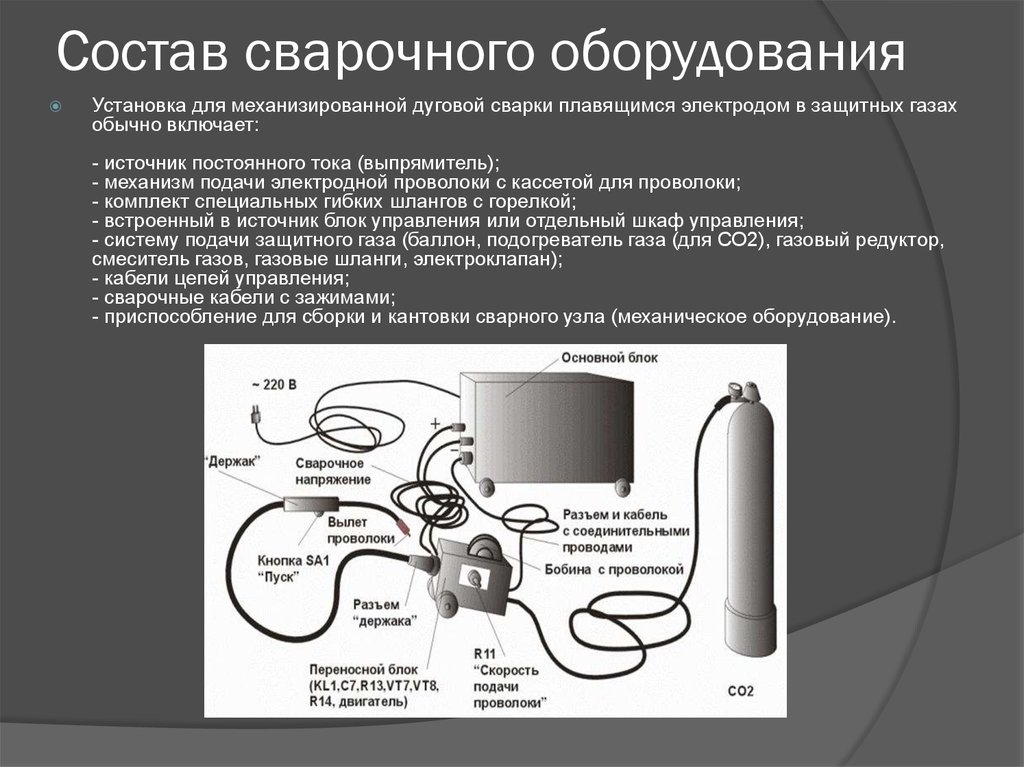 Точно выставленные настройки залог легкого и качественного выполнения работ.
Точно выставленные настройки залог легкого и качественного выполнения работ.
Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:
- Подобрать силу тока — сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
- Скорость подачи проволоки — регулируется благодаря смене шестеренок, идущих в комплекте с оборудованием.
- Настроить установку, отрегулировать режим сварки на полуавтомате и повысить мощность можно с помощью подключения аппарата к трехфазному напряжению. Инверторные модели оборудования обеспечивают высокую производительность даже во время работы от 220 Вт. Правильно выбранный режим и настройки сварного полуавтоматического аппарата можно определить по устойчивой стабильной дуге и необходимого количества флюса.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматом
Чтобы начать работать со сварочным полуавтоматом, надо подготовить как сам обрабатываемый материал, так и используемую установку. Для начала сварочных работ от сварщика потребуется выполнить следующее:
- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
- Жирные пятна удаляются растворителем.
- Правильно накладывать сварочный шов полуавтоматом получится не сразу. Если опыта в проведении данных работ нет, следует попрактиковаться на черновой заготовке. Это особенно важно, если планируется обработка алюминиевых деталей. Умение пробить окисную пленку и выполнить правильный шов сварки полуавтомата получится спустя какое-то время.
- Избавиться от брызг при сварке полуавтоматом можно, правильно подобрав газ для работы. Для стали и черных металлов лучше остановить свой выбор на аргонно-углекислой смеси — это позволит избежать брызг. Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
- Можно также варить сварочным полуавтоматом без газа. Для этого приобретается специальная флюсовая или порошковая проволока. Внутри проволоки расположено вещество, при сгорании образующее защитный слой газа. Пользоваться сваркой в таком случае можно только при условии подачи прямого тока или плюса на изделие.
 Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Выбор марки сварочного полуавтомата в основном можно разделить на три основных категории. А именно:
Какой сварочный полуавтомат выбрать для производства
По сравнению с бытовым оборудованием, к промышленному сварочному аппарату полуавтомату предъявляются более высокие требования. Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно:
Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно:
Чем отличается сварка автомат от полуавтомата
В основном автоматическая и полуавтоматическая сварка отличаются друг от друга количеством личного участия человека в выполнении работ. При этом у каждого из видов существуют как свои ограничения, так и сфера применения. А именно:
Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.
Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
В чем разница между использованием разных видов сварки?
Для соединения различных металлических деталей между собой применяют различные виды сварки с использованием полуавтомата или автомата.
Для соединения различных металлических деталей между собой применяют различные виды сварки с использованием полуавтомата или автомата. Эта причина способствует его широкому использованию на крупнейших производственных предприятиях различных отраслей промышленности. Но полуавтомат — это полностью автоматизированная машина.
Отечественный рынок представляет огромное разнообразие подобного оборудования. А чтобы не запутаться в видах сварки металлов, рассмотрим известные классификации.
По степени автоматизации сварочные аппараты можно разделить на:
- ручные;
- полуавтомат;
- автоматов.

Ручной тип аппарата используется в бытовых целях, а остальное оборудование предусмотрено для крупных предприятий. Это связано с высочайшей производительностью и качеством соединения металлов, 2-го и 3-го видов сварки. Но цена такого агрегата будет выше, чем на ручные, зато комфорт лучше, функций и возможностей много, да и срок годности больше.
Сварочные полуавтоматы – оптимальный вариант по соотношению цены, функций и удобства работы.
Для более четкого понимания преимуществ такого аппарата представим его работу:
- Внутренняя катушка проволоки выполняет функцию расходуемого электрода и автоматизм подачи.
- Провод подвижный и проходит через газовое сопло под высоким напряжением.
- Стандартная длина дуги оснащена автоматикой сварочной подачи.
- Рабочий самостоятельно выбирает определенное направление тока и скорость подачи проволоки с учетом типа металла и скорости горелки.
Сварочный автомат отличается наличием автоматизированных процессов, а полуавтомат имеет ручные операции.
Сварочные полуавтоматы можно классифицировать на:
- Однофазные, работающие от напряжения 22 вольта, которое должно быть постоянным и без скачков.
- Трехфазный, будет работать от определенных розеток, но обеспечит максимальное качество работы.
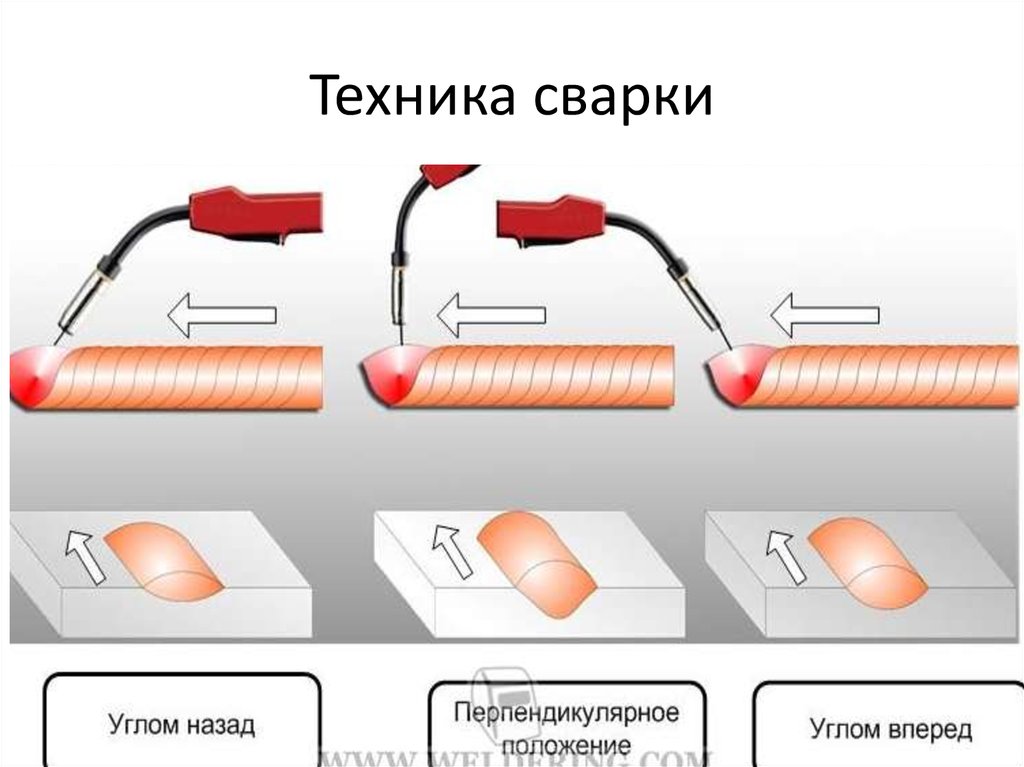
Надлежащая техника полуавтоматической сварки
Для получения лучшего сварного соединения необходимо следовать определенной технике сварки полуавтоматическим сварочным аппаратом.
Сварочные работы с использованием газа
При использовании полуавтоматического оборудования при сварке иногда применяют газ. Этот метод помогает уменьшить окисление детали, и соединение становится прочнее. Чаще всего используются гелий и углекислый газ, потому что они доступны, а скорость потока низкая.
Важным моментом является качественная подготовка детали – зачистка металла железной щеткой или наждачной бумагой.
Существует 3 вида технологий сварки:
- непрерывная сварка.
- Точечная сварка.
- Короткое замыкание соединения.

Соблюдение некоторых деталей определит будущее качество швов после сварки:
- проволоку необходимо держать и вести прямо, на расстоянии от заготовки;
- важно соблюдать определенный интервал между сторонами деталей;
- если изделие имеет толщину до 1 сантиметра, то зазор должен быть 1 мм, с увеличением толщины зазор также увеличивается на 10%.
алюминиевая технология
При работе с алюминием существуют важные требования, которые должны выполняться в обязательном порядке.
Они связаны с характерными свойствами:
- Поверхность имеет тонкий слой высокотемпературной амальгамы, поэтому используется аргон.
- Алюминий быстро плавится и протекает, поэтому используется подложка.
- Сварка происходит за счет плавящихся электродов, деталь имеет заряд (-), а горелка, наоборот, (+).
Сварка проволокой
Сварочные работы могут выполняться под флюсом, и для того, чтобы разобраться в работе, необходимо узнать основные характеристики. Порошок флюса помещается внутрь сварочного электрода. На него воздействуют высокой температурой, и он начинает плавиться, после чего выделяется газ.
Порошок флюса помещается внутрь сварочного электрода. На него воздействуют высокой температурой, и он начинает плавиться, после чего выделяется газ.
Отличительной особенностью порошка является то, что его можно использовать для сварки на открытом пространстве и на сквозняке.
Различия между видами сварки:
- аппарат использует механическое движение дуги, а также подачу электродов;
- у полуавтомата механическая подача проволоки, но дуги перемещаются вручную.
Важно соблюдать технику безопасности и использовать маску вместе с униформой. Все нормы и стандарты есть в ГОСТе, просто изучите перед работой и придерживайтесь их.
Использовать все функции полуавтоматической сварки можно только в том случае, если вы точно знакомы со спецификой работы. Без перерыва сварочный полуавтомат работать не может, обязательно делайте паузу.
Понимание стационарной автоматизированной сварки — FABTECH
Дженнифер Даллос в
УГО ОКВУАГВУ, менеджер по рыночному сегменту в Трегаскисс, Виндзор, Онтарио, Канада; и Бернард, Бичер, Иллинойс,
Перепечатано с разрешения: The AWS Welding Journal
Этот процесс наиболее эффективен в сочетании со специальными компонентами и используется на сварных швах, требующих повторяемости
Когда дело доходит до автоматизации процесса сварки, многие компании выбирают роботизированные сварочные системы из-за их гибкости и способности достигать и сваривать несколько соединений. Эти системы обладают преимуществами скорости и точности и могут быть перепрограммированы для управления новыми проектами.
Но эти роботизированные системы подходят не для каждого применения. В таких отраслях, как нефть и газ, производство железнодорожных вагонов, производство металлоконструкций и судостроение, конфигурации соединений часто менее сложны и состоят из одной свариваемой детали, а не из полных узлов. В этом случае обычно предпочтительнее стационарная автоматическая сварка.
О стационарной автоматизированной сварке
Стационарная автоматизированная сварка, иногда называемая жесткой автоматизированной сваркой, обычно используется для соединения труб, конструкционных балок, резервуаров и сосудов в условиях цеха перед их перемещением на рабочую площадку, где они будут введены в эксплуатацию — рис. 1. Это также может использоваться для сварки стальных листов в промышленности общего назначения или при производстве водонагревателей и баллонов с пропаном.
Одним из общих факторов в этих применениях является потребность в продольных или кольцевых (внутреннем или внешнем диаметре) сварных швах, которые требуют повторяемости, а не универсальности. Другие факторы, которые делают приложения подходящими для стационарной автоматической сварки, включают следующее:
- Большое количество одинаковых деталей с небольшим разнообразием,
- Крупногабаритные детали с очень длинными сварными швами или несколькими подобными сварными швами и
- Крупногабаритные детали, которые трудно сварить вручную.

В некоторых случаях стационарная автоматизированная сварка может помочь компаниям достичь высоких производственных целей при относительно низких затратах. Кроме того, одному оператору легко контролировать и загружать детали, что делает его желательным с точки зрения рабочей силы, особенно с учетом нехватки квалифицированных сварщиков, с которой сталкивается отрасль.
Стационарная автоматизированная сварочная ячейка может быть установлена двумя способами. Первый вариант требует оснастки, которая удерживает деталь на месте, в то время как стационарная автоматическая сварочная горелка перемещается по сварному соединению посредством механизированной машины для шовной сварки или гусеницы и каретки, которая удерживает горелку на месте. Этот вариант подходит, например, для длинной конструкционной балки.
Во втором сценарии сварочная горелка может быть закреплена в одном месте с помощью оснастки, в то время как деталь, такая как труба, вращается на токарном станке или приспособлении по окружности в процессе сварки.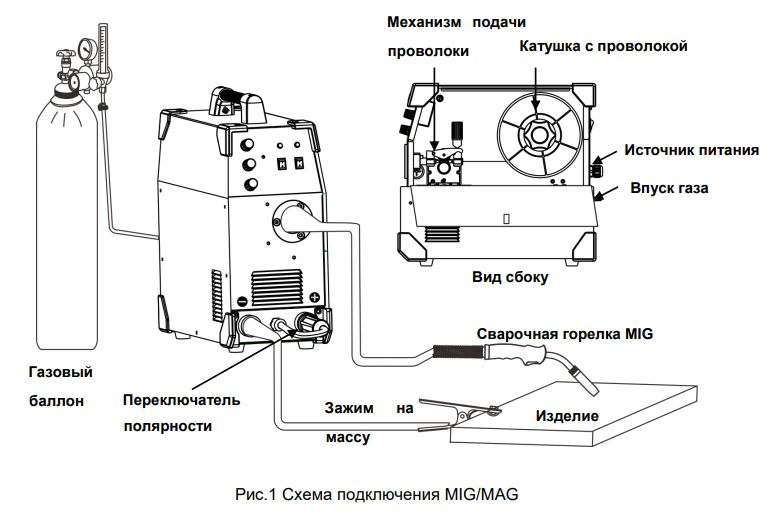 На современном рынке существует оборудование, которое может вращать детали, имеющие широкий диапазон диаметров и веса.
На современном рынке существует оборудование, которое может вращать детали, имеющие широкий диапазон диаметров и веса.
Инструмент для стационарной автоматизированной сварки обеспечивает минимальную гибкость и может быть дорогостоящим для адаптации к новым деталям. Это особенно верно по сравнению с роботизированной системой сварки, которую можно перепрограммировать для поворота и сварки в разных положениях по осям X, Y и Z.
При инвестировании в инструменты для стационарной автоматической сварки компаниям важно заранее определить, каковы будут их долгосрочные области применения. Будут ли они продолжать сваривать прямые или круглые детали в обозримом будущем?
Как избежать ловушек в процессе
Одной из очень важных частей стационарной автоматизированной сварочной системы является сварочная горелка. Компании нередко применяют подход «сделай сам» (DIY) к этому элементу оборудования, закрепляя полуавтоматический пистолет на месте с помощью различных компонентов, чтобы имитировать работу стационарного автоматического пистолета. Иногда это делается из-за удобства, из-за того, что в магазине много полуавтоматического оружия, или из-за предполагаемой экономии средств.
Иногда это делается из-за удобства, из-за того, что в магазине много полуавтоматического оружия, или из-за предполагаемой экономии средств.
К сожалению, самостоятельная сборка пистолета для этого процесса может занимать много времени на настройку и обслуживание, что отрицательно сказывается на производительности. Он также не оптимизирован для стационарной автоматической сварки. Качество может пострадать из-за сварки вне шва или других несоответствий, что приведет к доработке, что еще больше снижает производительность и увеличивает затраты. Кроме того, если требуются запасные части, сборка может отличаться, поскольку она не предназначена для этого процесса. Опять же, это может привести к проблемам с качеством.
Вместо этого важно инвестировать в стационарную автоматическую сварочную горелку, предназначенную для данного процесса. Эти пистолеты имеют унифицированные компоненты, которые могут быть получены от производителей, что обеспечивает повторяемость сварных швов. Производители оружия также могут предоставить сервис и техническую поддержку.
Выбор вариантов
Сварочные горелки должны быть указаны или адаптированы для применения в соответствии с доступным пространством, с учетом расстояния между горелкой и деталью и того, насколько далеко находится механизм подачи проволоки. Эти факторы влияют на длину грифа, изгиб или угол, а также на выбор кабеля.
Шейкиобычно доступны на рынке различной длины, примерно от 4 до 12 дюймов, с прямой шейкой или с углом 22, 45 или 60 градусов. изгибы. Компаниям необходимо определить расстояние, необходимое для выполнения сварного шва, а также необходимый угол для завершения качественного сварного шва.
Длина кабеля варьируется от 3 футов до 25 футов. Более длинные кабели идеально подходят для доступа к механизму подачи проволоки, расположенному дальше от детали, в том числе на стреле. В других ситуациях компания может установить устройство подачи непосредственно на инструмент или рядом с ним, и в этом случае бескабельный пистолет подходит для операций с воздушным охлаждением. Эти горелки подключаются непосредственно к механизму подачи проволоки через разъем питания и не требуют кабеля.
Эти горелки подключаются непосредственно к механизму подачи проволоки через разъем питания и не требуют кабеля.
Сила тока и рабочий цикл также должны учитываться при выборе стационарной автоматической сварочной горелки, и оба они зависят от толщины свариваемого материала и требуемого времени горения дуги. Стационарные автоматические сварочные горелки с воздушным охлаждением обычно доступны в моделях от 300 до 500 А с рабочим циклом 60 % или 100 %. Рабочий цикл определяется количеством времени в течение 10-минутного цикла, в течение которого горелка может выполнять сварку без перегрева.
Шейки этих сварочных горелок отличаются особой прочностью, поскольку в них меньше внутренних каналов, чем в горелках с водяным охлаждением, и для их охлаждения используется окружающий воздух. Они также более устойчивы к изгибу, а запасные части дешевле.
Для фиксированной автоматической сварки с более высокой силой тока, требующей более длительных периодов сварки более толстых материалов, лучшим выбором может быть пистолет с водяным охлаждением. Эти модели обычно выпускаются с током от 450 до 600 А и обеспечивают 100% рабочий цикл.
Эти модели обычно выпускаются с током от 450 до 600 А и обеспечивают 100% рабочий цикл.
. Эти стационарные автоматические сварочные горелки имеют прочную шейку, похожую на модель с воздушным охлаждением, с внешними водяными каналами. Эти каналы облегчают обслуживание сварочных горелок по сравнению со стандартными горелками с водяным охлаждением.
Дополнительные соображения
Наряду с подбором соответствующих комплектующих для стационарной автоматической сварочной горелки важно также выбрать качественные расходные материалы — сопла, контактные наконечники и газовые диффузоры. Это помогает свести к минимуму время простоя из-за частых переналадок и поддерживает производственные цели. Они также могут уменьшить проблемы с качеством, которые могут потребовать доработки на более поздних стадиях сварки.
Расходные материалы можно использовать для различных типов сварочных горелок, включая полуавтоматические и стационарные автоматические горелки. Эта совместимость может упростить инвентаризацию и предотвратить ошибки при установке новых расходных материалов на любой тип сварочной горелки.
Эта совместимость может упростить инвентаризацию и предотвратить ошибки при установке новых расходных материалов на любой тип сварочной горелки.
Рис. Стационарная автоматизированная сварка обычно используется в условиях цеха для соединения труб, конструкционных балок, резервуаров и сосудов перед их перемещением на рабочую площадку, где они будут введены в эксплуатацию.
Можно ли автоматизировать сварку? (Перспективы роботов, искусственного интеллекта и рабочих мест)
Сварочная отрасль является крупным игроком в экономике. Но она столкнулась с неэффективностью и хронической нехваткой квалифицированной рабочей силы. В результате игроки в этом секторе обращаются к автоматизированным сварочным решениям. В основном это связано с использованием сварочных роботов и ИИ.
Как это повлияет на вашу сварочную компанию? Действительно ли ИИ представляет угрозу для традиционных сварочных работ? Что это означает для нынешних сварщиков и тех, кто хочет продолжить карьеру в области сварки?
Автоматизация изменила природу сварочных рабочих. Радикальные достижения в области робототехники и искусственного интеллекта позволяют машинам соответствовать, а в некоторых случаях и превосходить людей-операторов. Поэтому сварку можно автоматизировать. Но роботы никогда не смогут по-настоящему заменить человеческий фактор. Вместо этого они усиливают присутствие сварщика, выполняя задачи, которые в противном случае были бы слишком рискованными для сварщика/производителя.
Радикальные достижения в области робототехники и искусственного интеллекта позволяют машинам соответствовать, а в некоторых случаях и превосходить людей-операторов. Поэтому сварку можно автоматизировать. Но роботы никогда не смогут по-настоящему заменить человеческий фактор. Вместо этого они усиливают присутствие сварщика, выполняя задачи, которые в противном случае были бы слишком рискованными для сварщика/производителя.
В этом посте я объясню, что означает автоматизация сварки и как это может повлиять на отрасль.
Можем ли мы автоматизировать сварочные операции?Да, некоторые задачи, выполняемые сварщиками, можно автоматизировать.
Означает ли это, что технологии автоматизации могут заменить сварку в будущем? или ИИ (искусственный интеллект) заменят сварщиков в ближайшем будущем?
Нет, это не то, что имеется в виду.
По правде говоря, автоматическая сварка никогда не сможет полностью заменить человеческий фактор. Во-первых, робот может выполнять только очень специфические задачи. Таким образом, если сварочные работы даже немного отличаются, они не смогут угнаться за ними. Сварщик должен перепрограммировать его для новой задачи.
Во-первых, робот может выполнять только очень специфические задачи. Таким образом, если сварочные работы даже немного отличаются, они не смогут угнаться за ними. Сварщик должен перепрограммировать его для новой задачи.
Кроме того, роботизированные сварочные системы могут работать независимо только в определенной степени. Если что-то пойдет не так, человек-оператор должен вмешаться. Им предстоит не только выяснить, в чем проблема, но и перепрограммировать роботов.
Кроме того, автоматизация подходит не для всех видов сварки. В основном это полезно при сварочных работах, требующих повторяемости. Таким образом, вы всегда можете нанять сварщиков для разовых работ.
Приведет ли это к замене сварочных работ роботами?
Вероятно, нет.
Использование робототехники при сварке, безусловно, окажет негативное влияние на рабочую силу человека. Но все эти примеры доказывают, что ручная сварка имеет место быть. Несмотря на то, что автоматизация сварки имеет преимущества, есть области, в которых она не работает.
Большинство из нас начинали со старой доброй сварки. Даже я делал ошибки, например постоянно приклеивал стержень к заготовке, и на практике научился преодолевать эти проблемы. Это не то, что роботы могут сделать. Мастерство в какой-то области — это то, в чем люди могут преуспеть. Это означает, что сварочные работы всегда будут востребованы, даже в будущем.
Что такое автоматизация сварки?Роботизированная сварка существенно отличается от ручной сварки. Последнее предполагает манипулирование горелкой или электрододержателем вручную. Это означает, что человек выполняет и поддерживает постоянный контроль процесса сварки.
Автоматическая сварка включает роботизированные системы, работающие самостоятельно и выполняющие часть всего процесса сварки.
Существует два основных типа сварочных автоматов:
- Полуавтоматический
- Полностью автоматический
В полуавтоматическом режиме сварщик/изготовитель помещает детали в сварочное приспособление. Затем роботизированная система выполняет функцию сварки. После завершения сварки сварщик снимает готовую сборку.
Затем роботизированная система выполняет функцию сварки. После завершения сварки сварщик снимает готовую сборку.
В полуавтоматической сварке роботы работают безопасно, но рядом с операторами-людьми.
В случае полностью автоматической сварки весь процесс сварки выполняется рядом специализированных машин. От загрузки заготовок до управления горелкой и выполнения сварки. На самом деле, эти типы машин также предназначены для оценки качества окончательной сборки.
На видео показано, как работает полностью автоматическая сварка Факторы, которые следует учитывать перед переходом на автоматизированную сварку Как я объяснил позже в этой статье, переход на автоматическую сварку имеет свои преимущества. Но вы должны иметь в виду, что это сопряжено со своими проблемами.
Но вы должны иметь в виду, что это сопряжено со своими проблемами.
Итак, прежде чем вы решите расстаться со своими сварочными аппаратами, взвесьте все плюсы и минусы такого шага. Вот некоторые вещи, которые следует учитывать:
Предложение и спросОсновным преимуществом использования автоматических сварочных аппаратов является повышение производительности. Это хорошая новость, если вы хотите сократить время производства.
Но если вас устраивает текущий темп, разумно сначала оценить результат увеличения предложения. Вашим клиентам требуется резкое увеличение объемов производства? Оценят ли они улучшение качества и точности сварных швов? Готовы ли они платить больше за собранные детали?
Может ли ваш завод разместить автоматические сварочные аппараты?При выборе роботизированных сварочных аппаратов учитывайте доступную площадь пола.
Некоторые сварочные роботы довольно компактны. Но другие занимают значительное количество места. Не забывайте учитывать аппаратное пространство. Для таких предметов, как системы дозирования расходных материалов, потребуется больше места. По сути, если вы ограничены в пространстве, вам сначала придется искать место побольше.
Но другие занимают значительное количество места. Не забывайте учитывать аппаратное пространство. Для таких предметов, как системы дозирования расходных материалов, потребуется больше места. По сути, если вы ограничены в пространстве, вам сначала придется искать место побольше.
Американское общество сварщиков (AWS) прогнозирует, что к 2024 году нехватка квалифицированных сварщиков достигнет 400 000 человек. Большое количество уходящих на пенсию сварщиков. К сожалению, молодые сварщики не меняют их достаточно быстро.
Нехватка квалифицированных сварщиков создает проблему для автоматизированной сварки. Причина этого в том, что сварочные роботы лучше всего обслуживаются опытными сварщиками.
Такой профессионал может проверить процесс сварки и выявить проблемы в случае их возникновения. Но набор и обучение опытного персонала может стоить вам дорого, не говоря уже о том, что это требует времени.
Оправдание расходов Роботизированные сварочные аппараты недешевы. По оценкам RobotWorx , средняя цена манипулятора робота составляет 28 000 долларов. Но стоимость полностью готовой рабочей ячейки начинается от 50 000 долларов. Прибавьте к этому стоимость обучения ваших сварщиков, и вы получите очень дорогой проект.
По оценкам RobotWorx , средняя цена манипулятора робота составляет 28 000 долларов. Но стоимость полностью готовой рабочей ячейки начинается от 50 000 долларов. Прибавьте к этому стоимость обучения ваших сварщиков, и вы получите очень дорогой проект.
Положительным моментом является значительная экономия производственных затрат и времени. Тем не менее, потребуется некоторое время, чтобы окупить ваши инвестиции.
Итак, сначала следует оценить окупаемость (экономия времени и производства). Оцените объем деталей, которые робот изготовит в течение года. Сравните это значение с первоначальными затратами, которые вы понесете, и сокращением трудозатрат.
Если инвестиционный проект не имеет прибыли, то вам следует пересмотреть свое решение. Возможно, вы получите больше прибыли, если будете придерживаться ручной сварки.
Когда следует рассматривать автоматическую сварку Сварочные задачи, требующие оптимальной согласованности Одним из преимуществ сварочного автомата является стабильность. Вы можете расположить сварочную горелку одинаково в каждом цикле. Точно так же эта сварочная система будет каждый раз поддерживать одинаковую длину дуги.
Вы можете расположить сварочную горелку одинаково в каждом цикле. Точно так же эта сварочная система будет каждый раз поддерживать одинаковую длину дуги.
К сожалению, при ручной сварке это не так. Часто уровень сосредоточенности сварщика со временем снижается. Чем больше часов они работают над повторяющейся задачей, тем выше вероятность совершения ошибки.
Необходимо увеличить производительностьОсновной причиной, по которой сварочные компании предпочитают автоматизацию, является повышение производительности.
Роботизированный сварочный аппарат может выполнять ту же задачу, что и человек-оператор, но в 3-5 раз быстрее. В отличие от сварщика, эти нестандартные машины могут работать непрерывно в течение нескольких дней. Это приводит к значительному увеличению выхода продукции.
Желание улучшить качество сварного шва Еще одним преимуществом роботизированного сварочного аппарата является то, что он улучшает качество сварного шва. Он поддерживает идеальный угол сварки и скорость. Он также поддерживает оптимальное расстояние с точностью около 0,04 мм.
Он поддерживает идеальный угол сварки и скорость. Он также поддерживает оптимальное расстояние с точностью около 0,04 мм.
Это обеспечивает максимально возможное качество каждого сварного соединения. Таким образом, в отличие от ручной сварки, вам никогда не придется беспокоиться о доработке сварных швов.
Желание повысить безопасность сварщиковСварщики и производители подвергаются множеству рисков. К ним относятся поражение электрическим током, воздействие токсичных газов и внезапные ожоги. Заменяя человека-оператора роботизированной машиной, вы снижаете такие факторы риска.
Важно отметить, что промышленные аварии все же могут произойти. Это особенно актуально, когда у вас есть некомпетентный персонал, работающий со сложными автоматизированными системами. Но это происходит не так часто, как когда фирмы полагаются исключительно на ручные операции.
Таким образом, мы можем понять, почему применение автоматизации выгодно для компании в долгосрочной перспективе, учитывая все эти ситуации.
Вы обеспокоены тем, что роботы берут на себя сварочные работы? Ну, вам не нужно. Как вы увидите ниже, роботизированная сварка имеет серьезные недостатки. Именно поэтому специалисты рекомендуют использовать их вместе со сварщиками, имеющими достаточный опыт. Вот некоторые из проблем использования автоматизации в сварке:
ДорогойКак я упоминал ранее, сварочный робот требует значительных инвестиций. Конечно, вы сэкономите деньги в долгосрочной перспективе. Но в краткосрочной перспективе вам понадобится достаточно средств для покупки и обслуживания сварочного робота.
ЖесткостьРоботизированные сварочные аппараты отлично справляются с повторяющимися задачами. Но им не хватает гибкости.
Если вы хотите, чтобы ваш сварщик выполнял определенную задачу по-другому, все, что вам нужно сделать, это попросить его об этом. Но не все так просто, когда речь идет о роботизированной сварке. Придется перенастраивать всю систему. И это при условии, что вы или ваши сварщики знаете, как его перепрограммировать.
Но не все так просто, когда речь идет о роботизированной сварке. Придется перенастраивать всю систему. И это при условии, что вы или ваши сварщики знаете, как его перепрограммировать.
Полагаться на полностью автоматический процесс сварки также рискованно. Представьте себе: вы решили заменить свою бригаду сварщиков на полностью автоматическую роботизированную систему. Если этот робот выйдет из строя, вам придется остановить производственный процесс.
Кроме того, вам нужно будет нанять квалифицированного специалиста, чтобы починить нестандартную машину. И неизвестно, как долго ваш сварочный робот будет отключен.
Для сравнения, человека-оператора заменить проще. Если один из ваших сварщиков болен, наймите другого; нет необходимости останавливать весь производственный процесс.
Долговечность сварочных роботов В идеальном мире сварочные роботы никогда бы не вышли из строя. К сожалению, это не реальность. Как и любое другое оборудование, автоматы для сварки не застрахованы от дефектов.
Как и любое другое оборудование, автоматы для сварки не застрахованы от дефектов.
Долговечность свариваемых деталей — сопел, диффузоров и вкладышей — зависит от двух факторов. Во-первых, элемент, который вы планируете сваривать, и во-вторых, параметры сварки. Например, сварочным роботам сложнее выполнять задачи, требующие высокой силы тока.
Короче говоря, даже у сварочных роботов есть срок службы. Если они не продержатся долго, это может превратиться в одну из худших инвестиций, которые вы когда-либо делали.
РезюмеАвтоматизация сварки имеет ряд преимуществ. Это повышает точность сварки, повышает безопасность сварщика и повышает производительность.
Эти преимущества делают автоматизацию предпочтительной альтернативой ручной сварке. Но есть несколько факторов, которые следует учитывать, прежде чем переходить на роботизированную сварку.
К ним относятся стоимость, площадь и потенциальный рынок. Также следует подумать о найме опытного персонала.