Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
- Общие сведения о сварочном инверторе
- Назначение и особенности функционирования
- Принцип работы оборудования
- Изготовление резонансного инвертора
- Схема оборудования
- Предотвращение залипания электрода
- Простой сварочный прибор
- Схема и комплектующие
- Блок питания и силовая часть
- Инверторный блок и охлаждение
- Пайка, настройка и проверка работоспособности
- Простейшее инверторное устройство для сварки
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.

- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.

Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).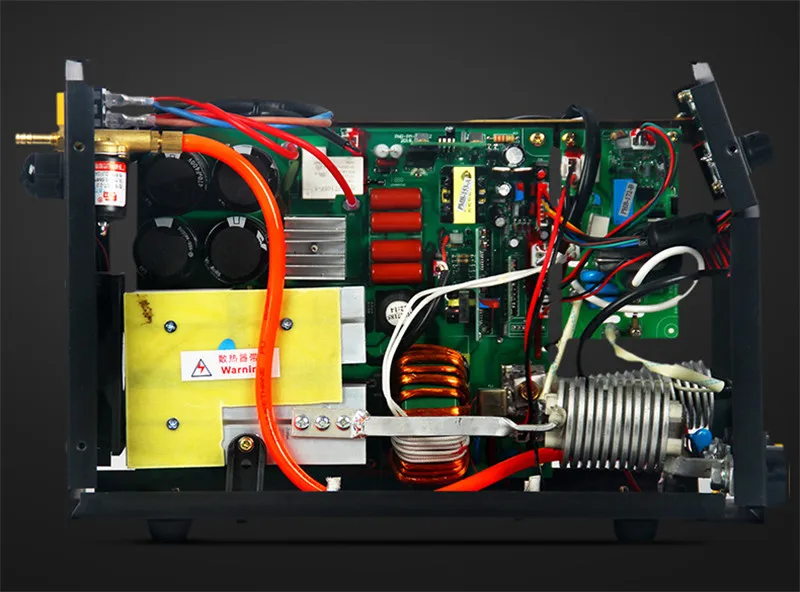
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.

После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым.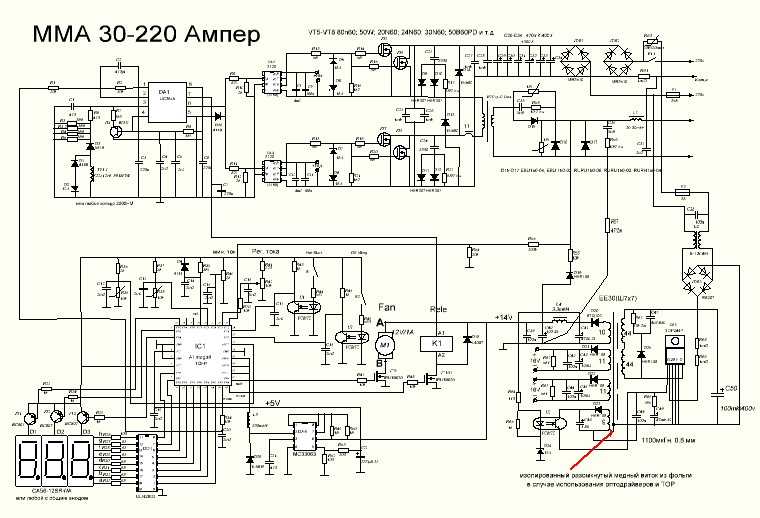 Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
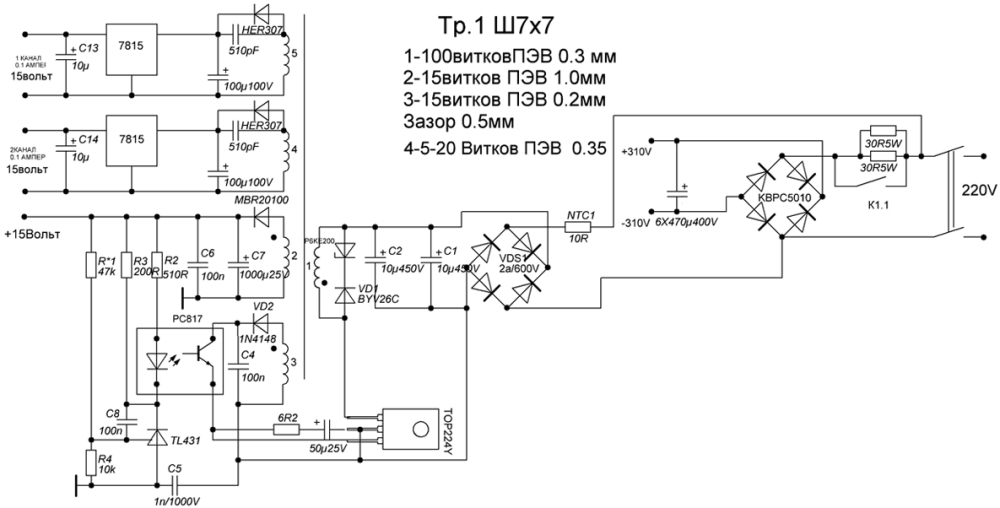
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.

Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.

Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
- Что понадобится для сборки инвертора
- Создание блока питания
- Сборка силового блока
- Инверторный блок
- Охлаждение
- Сборка конструкции
- Проверка инвертора на работоспособность
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.

При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.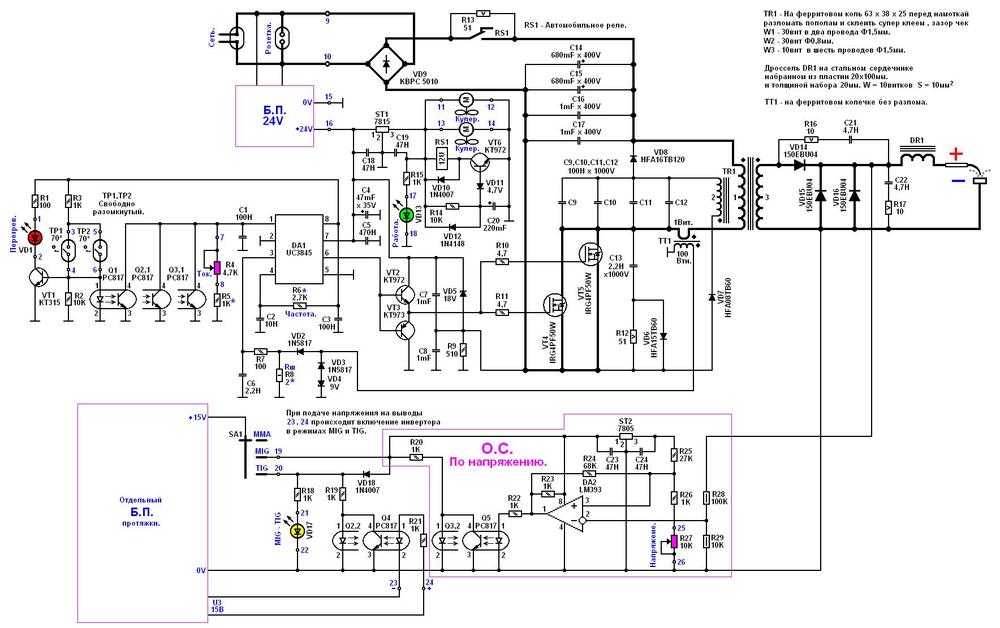
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
схема самодельной инверторной сварки и как сделать аппарат?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Содержание
- Характеристики самодельного инвертора
- Материалы для его сборки
- Блок питания агрегата
- Силовой блок
- Инверторный блок
- Система охлаждения агрегата
- Сборка инвертора своими руками
- Диагностика самодельного инвертора и его подготовка к работе
- Обслуживание самодельного сварочного инвертора
- Итог
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.Прежде чем начать собирать , мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является , мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.

После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки.Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать ? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
 youtube.com/embed/I0Ya5gRA9jI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/I0Ya5gRA9jI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Сварочный инвертор своими руками: схема и сборка
Детали из цветных сплавов и металлов требуют особого отношения, и при необходимости сварного соединения лучше сделать профессиональную аргоновую сварку. Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее.
Содержание
- Специфика сварки аргоном
- Технологический процесс аргонной сварки
- Необходимые материалы для изготовления аппарата
- Пошаговая инструкция по изготовлению
- Настройка и тестирование
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.

Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
Технологический процесс аргонной сваркиГлавное отличие процесса аргонной сварки от ММА — отсутствие обязательных формирующих движений и использование минимального размера дуги (всего 2 мм). Горелка идет медленно плавно по одной линии. Этим достигается постоянный обдув аргоном места соединения, предотвращается окисление металла, и сварочный шов получается очень тонким.
Вторым по важности будет необходимость подключения осциллятора. Он нужен для розжига электрической дуги при использовании вольфрамового электрода. Кроме того, зажигать нужно на угольной пластине, а гасить вдали от свариваемых деталей.
Осциллятор для сварки
Схема для осциллятораПри сварке ММА дуга разжигается касанием. Вольфрам в этом методе может пригореть, проплавить металл, зацепить прилипающий кусочек, или испортить электрод другими способами. Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током
Прибор можно купить в магазине (УВК7) или собрать своими руками по одной из массы приведенных в интернете схем.
Примеры схем:
На основе схемы обратнохода на UC3842-5 и телевизионного трансформатора.
На базе таймера NE555.
Для самостоятельного изготовления нужен определенный навык по созданию печатных плат, детали и время, поэтому часто проще купить готовый. Он уже собран, настроен и часто надежнее самосборок.
Еще один плюс заводского аппарата — подключение практически к любому сварочному аппарату через навеску на сварочные кабели. Он не влияет на аппарат, работает параллельно только с дугой. При покупке нужно учесть напряжение холостого хода, если оно выше планируемого при аргонной сварке, то осциллятор не сработает.
Необходимые материалы для изготовления аппаратаДля изготовления аппарата аргонной сварки из инвертора своими руками потребуется несколько частей:
- инвертор, подходящий для сварки ММА;
- баллон с аргоном;
- TIG-горелка;
- шланги и кабели для соединения;
- осциллятор;
- редуктор.
Схема сварки переменным током
Если есть возможность, то лучше воспользоваться заводскими блоками. Можно сказать, это будет аппарат для ММА с дополнительными модулями. Но самодельная установка выйдет по стоимости в два раза дешевле, чем покупка заводского агрегата с TIG-режимом.
При покупке обязательно нужно обратить внимание на горелку — нужна рассчитанная на диаметр вольфрамовых стержней и ток силой до 200 А. Такие параметры предусмотрены в некоторых моделях для бытового использования, они гораздо дешевле промышленных. В интернете можно найти способы изготовления горелки, но стоит учесть, что заводское качество и широта настроек лучше, чем у самодельных агрегатов, а по цене сборка будет минимально отличаться от покупки готовой.
Та же проблема и с рукавом. Самостоятельная сборка даст плохо гнущийся и тяжелый, а приобретение готового вполне сопоставимо по цене электрического и газового шланга, плюс разъемы для подключения к горелке и инвертору.
Горелка для аргонной сварки
Пошаговая инструкция по изготовлениюИзготовление агрегата аргонной сварки своими руками состоит из нескольких последовательных действий:
- Подключение осциллятора к инвертору.
- Подключение кабелей: масса к «+» клемме осциллятора, провод от горелки — к «-» клемме. Если планируется варить алюминий, то подключение обратное.
- Горелка подключается к сварочному рукаву с газовым шлангом и питанием.
- К газовому баллону прикручивается редуктор, и через него подсоединяется газовый шланг.
- Осциллятор подключается к блоку питания на 6 Вт, а инвертор в сеть с 220 В.

Схема инверторного сварочного аппарата
Настройка и тестированиеОт правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Видео: Сварочный инвертор из ATX блока питания
как сделать и настроить своими руками
В настоящее время не только профессионалы, но сварщики-любители, работают с инверторной сваркой используя современную аппаратуру. Инвертор используют очень часто, он есть практически у каждого.
Инвертор используют очень часто, он есть практически у каждого.
Варить хочется, но денег на покупку оборудование нет? Сборка собственными руками инвертора поможет с решением этой проблемы.
Как собрать сварочный аппарат с материалов которые есть под руками, мы уже расписывали на этом сайте. Сегодня речь пойдет о сборке сварочного инвертора с блока питания от компьютера. Необходимые схемы предоставлены в статье.
Содержание статьиПоказать
- Самодельный аппарат. Зачем он?
- Или все же купить в магазине?
- Инвертор с блока питания
- Технические характеристики
- Детали, которые необходимы
- Особенности сборки
- Вместо заключения
Самодельный аппарат. Зачем он?
Есть ли необходимость сборки своими руками сварочного инвертора из компьютерного блока питания, если любой строительный магазин может предложить цену до 50 долларов, избавить вас от мучений? – этот вопрос ставил сам себе каждый умелец.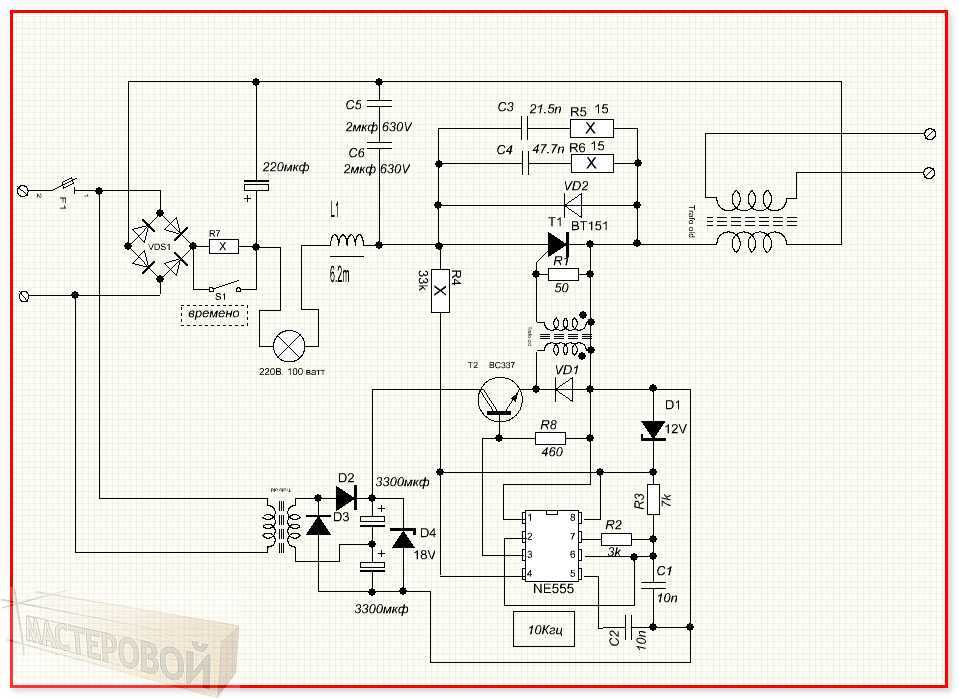
Это справедливо. В то же время все не так очевидно, как могло показаться.
Цена в 50 долларов – приключение при покупке инверторных аппаратов. Они не подходят даже для временного применения, не говоря уже о постоянном использовании. Какое решение проблемы, спросите вы.
Стоимость качественных аппаратов начинается от 100 долларов. Тогда об экономии не ведется речь. Для большинства граждан нашей страны эта сумма равна половине зарплаты, если не большей ее части.
По этому некоторые обсуждают сборку самодельных сварочных инверторов из компьютерного блока питания. Себестоимость которых естественно ниже, чем заводских аналогов. Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Если вам не нужен горячий старт или форсаж дуги, нет смысла платить больше.
Качество составляющих – это второй фактор для обращения внимания. Заводы в большинстве своем, собирают варианты далеко не из качественных запчастей, которые в свою очередь при сервисном ремонте стоят дороже.
На чем можно сэкономить, с каких частей собирать оборудование вы выбираете сами.
Также важно мнение сварщиков об аппарате. Не всем нравятся современные технологии. Некоторые считают их слишком «навороченными» и сложными. Переплата за бренд, дополнительные функции их не интересует.
Нужно только функциональное оборудование для использования в быту. Тогда, целесообразно сварочный инвертор из компьютерного блока питания сделать самому. Можно собрать не только дешевый и простой инвертор, но такой, что заводские аппараты позавидуют вашему.
Все что нужно только вам, никаких лишних запчастей.
Или все же купить в магазине?
Самодельный инвертор
Естественно, можно привести факты, почему собирать сварочный инвертор своими руками из чего попало не стоит. Необходимо не только запастись терпением и свободным временем.
Очень важно иметь знания электротехники, понимать, различать принципы действий электроприборов, разбираться в схемах. Всегда можно изучить данные вопросы, если вам не хватает знаний.
Достаточно выделить несколько недель для чтения специфической литературы. В интернете много видеороликов, которые помогут вам быстрее закончить с обучением, представят простые, наглядные примеры и помогут собрать действительно качественный сварочной инвертор из компьютерного блока питания.
Инвертор с блока питания
Своими руками можно собрать многое
Технические характеристики
Резонансный – именно такой сварочной инвертор из компьютерного блока питания у вас буде возможность собрать следую инструкциям данной статьи. Диапазон сварочных токов – 5-120 Ампер. Напряжение 90В. При использовании электродов диаметром 2 мм перерыва работы нет.
Однако во время работы с электродами диаметром 3 мм требуют не менее 2 минут отдыха после 10 минут беспрерывной работы. Эти цифры могут изменяться учитывая температуру, окружающеюсреду.
Вес не более двух килограмм, так что перенос будет без труда. Падающая характеристика. Регулировка силы тока происходит плавно. В состав входит 4 платы: блок управления, основная, плата питания и конденсаторов.
В состав входит 4 платы: блок управления, основная, плата питания и конденсаторов.
С личного опыта могу сказать, что для гаражных, дачных работ сварочной инвертор из компьютерного блока питания подходит отлично.
Детали, которые необходимы
Для сборки инвертора своими руками нужно много деталей
Начнем с теории. Сразу заметим, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Итак, к деталям. Необходим силовой трансформатор, который будет состоять из трех сердечников Е42. Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении.
Дроссель также необходим. Собрать его можно с помощью двух кернов, предварительно найдя их в том же старом мониторе. Оставшиеся сердечники – тип 2000НМ, ферритовые.
Оставшиеся сердечники – тип 2000НМ, ферритовые.
Диоды и транзисторы берем так же с монитора. Есть вероятность, что в процессе сборки появиться потребность паре транзисторов. Можете приобрести их, ведь цена будет незаметна для вашего кармана.
Еще купите диодный мост и пару электролитов. Дополнительно нужен шим-контроллер SG3524, реле источника бесперебойного питания и трансформатор питания управления.
Особенности сборки
Процесс пайки своими руками
Выходные провода стоит продеть сквозь ферритовые трубочки, это поможет сгладить синусоидальное выпрямленное напряжение. Взять эти трубки можно с кассового аппарата бренда Samsung.
Там они используются как фильтры. Сглаживание пройдет без проблем только, при индуктивности не более 5mkH.
Силовая часть будет очень редко испытывать перегрузки. А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм.
Чтобы дуга горела устойчиво и поджигалась без существенных проблем, вольт добавку можно пустить на обмотку.
В первичной обмотке ток максимальный только во время резонанса. Поэтому к вторичной обмотке нужно подключать трансформаторы тока. Плавный пуск оборудования и предусмотреть анти залипания, можно использовав полевой транзистор IRF510.
Вход микросхемы Shutdown разрывается при коротком замыкании используя термодатчики, тумблер включения или транзистор.
«Инвертор – это просто» — книга в которой подробно описан принцип работы. Там же можно изучить детальную настройку самодельных инверторов. Книга доступна в интернете. Советуем к ознакомлению.
Вместо заключения
Когда вы поняли, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, и его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Мы рассказали, ка сделать сварочный инвертор своими руками, который справится с электродами диаметром до 3мм, и предоставит вам ток до 120 Ампер.
Этот аппарат будет надежнее и в разы дешевле нежели заводской аналог. Для гаража и дачи отличный вариант. Удачи в исполнении работ!
Как в домашних условиях собрать инверторный сварочный аппарат
Содержание
- 1 Характеристики
- 2 Особенности функционирования
- 3 Что необходимо для сборки
- 4 Схемы
- 5 Список радиоэлементов
- 6 Силовая часть
- 7 Инверторный блок
- 8 Система охлаждения
- 9 Управление
- 10 Корпус
- 11 Подключение
- 12 Проверка работоспособности
- 13 Настройка инвертора – полезные советы
- 14 Безопасность
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах. Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства. Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Содержание
- Характеристики
- Особенности функционирования
- Что необходимо для сборки
- Схемы
- Список радиоэлементов
- Силовая часть
- Инверторный блок
- Система охлаждения
- Управление
- Корпус
- Подключение
- Проверка работоспособности
- Настройка инвертора – полезные советы
- Безопасность
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения — 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора — один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Список радиоэлементов
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента). Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла.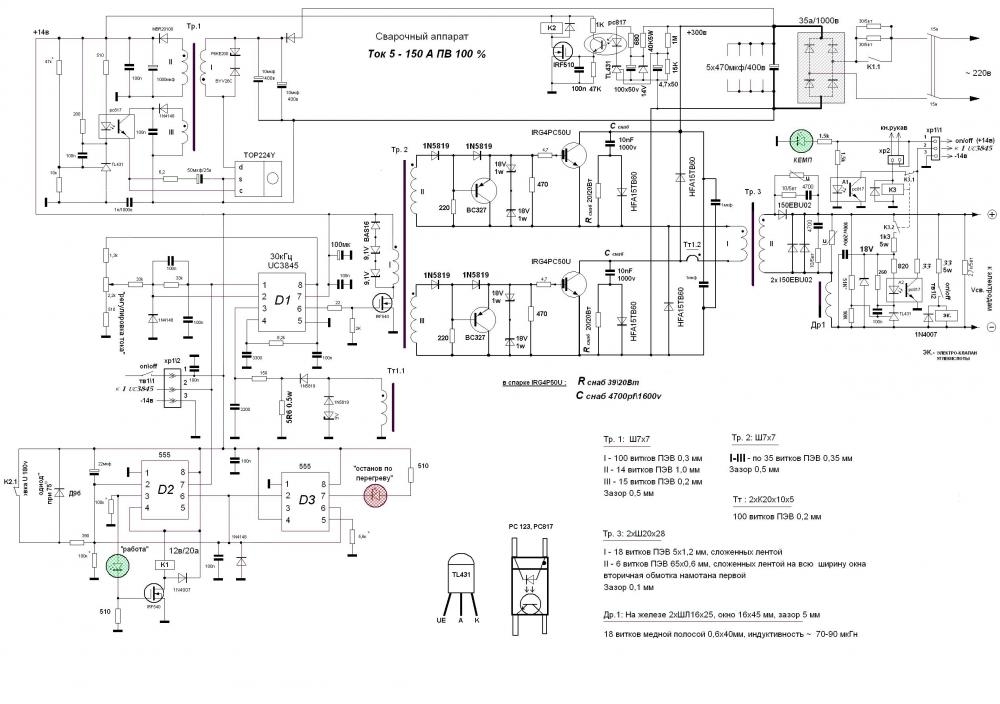 Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.
Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста — в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока — транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.
Монтаж диодов на радиатореИнверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе. Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов. Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.
Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа. Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 — 350 вольт. Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
Можете ли вы запустить сварочный аппарат на солнечной энергии? (Да, вот как)
Будучи партнером Amazon, этот сайт получает комиссионные за соответствующие покупки. Для получения более подробной информации нажмите здесь.
Сварочные аппараты больше не ограничиваются фабриками, так как энтузиасты-сделай сам, любители и почти каждый может купить сварочный аппарат для своей домашней мастерской. Но можно ли запустить сварочный аппарат на солнечной энергии? Или этот инструмент будет потреблять слишком много энергии?
Сварщику на 24 В, 150 ампер требуется не менее 2 кВтч солнечной энергии для работы в течение 30 минут. Солнечный генератор мощностью 3000 Вт или 7–8 солнечных панелей по 300 Вт могут питать сварочный аппарат пятью часами солнечного света.
Солнечный генератор мощностью 3000 Вт или 7–8 солнечных панелей по 300 Вт могут питать сварочный аппарат пятью часами солнечного света.
Как рассчитать потребность сварщика в солнечной энергии
Формула требуемой мощности сварщика:
Напряжение x Ампер / КПД = Вт / киловатт 4235 Вт или 4,3 кВт/ч округленно.
Сварщику требуется 4235 Вт для работы в течение 1 часа. На 30 минут нужно около 2200 Вт и так далее.
Отсюда легко понять, какой размер солнечного генератора или количество солнечных панелей необходимы.
Чтобы использовать сварочный аппарат в течение 30 минут, вам понадобится примерно 8 солнечных панелей по 300 Вт или солнечный генератор на 3000 Вт. Чтобы сварить в течение часа, вам нужно удвоить мощность до 600 Вт для генератора или 16 солнечных панелей по 300 Вт.
Кажется, что это много, и это так. Но имейте в виду, что эти цифры предполагают, что сварочный аппарат работает непрерывно. На самом деле сварка часто останавливается и продолжается (подробнее об этом чуть позже). Вы включаете машину, свариваете от 5 до 15 минут, затем выключаете. Через несколько минут снова включите сварочный аппарат и повторите процедуру.
Вы включаете машину, свариваете от 5 до 15 минут, затем выключаете. Через несколько минут снова включите сварочный аппарат и повторите процедуру.
Вы, вероятно, будете использовать сварочный аппарат от 15 до 20 минут в час, поэтому потребляемая мощность, вероятно, будет находиться в диапазоне от 2000 Вт до 2500 Вт. Это также будет зависеть от напряжения, силы тока и эффективности. Чем выше вольт и ампер, тем больше ватт потребляет сварочный аппарат.
Рейтинг эффективности говорит сам за себя. Как и солнечные батареи, сварочные аппараты не на 100% эффективны, поэтому вы должны учитывать это в своих расчетах. Это тот случай, когда инверторы используются с солнечными батареями.
Какой процесс сварки лучше всего подходит для солнечной энергии?
Наиболее популярными типами сварки являются MIG, TIG и дуговая сварка. Но не существует единственной наилучшей сварки для солнечных батарей, потому что это зависит от выполняемой вами работы.
Сварка MIG является самой простой в освоении, и для нее используются недорогие проволоки. Качество вывода хорошее и требует небольшой очистки.
Качество вывода хорошее и требует небольшой очистки.
Сварка TIG сложнее, чем сварка MIG, но вы получаете более привлекательные результаты. Он идеально подходит для работ, требующих точности и детализации.
Ручная или дуговая сварка также легче освоить, чем TIG. Вы можете делать это на открытом воздухе, не требует механизма подачи проволоки и обеспечивает сплошные сварные швы. Однако качество ниже, чем у MIG и TIG, так что это следует учитывать.
Требования к питанию для каждого из них различаются. Вы найдете сварочные аппараты TIG, MIG и аппараты для сварки электродами с различными характеристиками, поэтому выбор действительно зависит от типа работы, которую вам предстоит выполнять. Вот общее руководство о том, что вы можете делать с каждым типом сварочного аппарата.
| Process | Stick | MIG | TIG |
|---|---|---|---|
| Weld Result | Low | Medium | High |
| Welding Speed | Slow | Fast | Very Slow |
| Skill Required | Intermediate | Beginner | Advanced |
| Metal Thickness | 1/8″ and Above | 24 Gauge Minimum | 22 Gauge and Above |
| Тип металла | Нержавеющая сталь | Алюминий и нержавеющая сталь | Любой металл |
| Цена | Низкая | Средняя | Высокая |
Как запустить сварочный аппарат на солнечном генераторе
Солнечный генератор удобнее использовать для сварки, чем солнечную панель, поскольку одна электростанция может генерировать до 5000 Вт. Напротив, вам нужно установить несколько солнечных панелей, чтобы производить мощность, необходимую для сварочных аппаратов.
Напротив, вам нужно установить несколько солнечных панелей, чтобы производить мощность, необходимую для сварочных аппаратов.
Существует множество различных сварочных процессов, поэтому их энергопотребление будет разным. То же самое можно сказать и о солнечных генераторах, потому что мощность зависит от их заряда и характеристик. Но есть некоторые общие рекомендации, которым вы можете следовать.
При поиске солнечного генератора для сварки проверьте, как его сила тока и напряжение поддерживаются. Генератор мощностью 5000 Вт может выдерживать 20 А при 240 В или 40 А при 120 В. Это всего лишь пример, так как числа будут зависеть от системы.
Некоторые генераторы и сварочные аппараты измеряются в кВА (киловольт-ампер). Умножьте это на 800, чтобы найти его эквивалент в ваттах. Электростанция мощностью 8 кВА имеет мощность 6400 Вт (8 x 800 = 6400).
Пусковая и рабочая мощность
Прежде чем купить солнечный генератор, проверьте мощность и рабочую мощность. Некоторым бытовым приборам, таким как холодильники, требуется больше энергии для запуска (мощность в ваттах), после чего они начинают работать регулярно (мощности в ваттах). Импульсная мощность выше, чем рабочая мощность , поэтому не путайте их при поиске солнечного генератора для вашего сварочного аппарата.
Некоторым бытовым приборам, таким как холодильники, требуется больше энергии для запуска (мощность в ваттах), после чего они начинают работать регулярно (мощности в ваттах). Импульсная мощность выше, чем рабочая мощность , поэтому не путайте их при поиске солнечного генератора для вашего сварочного аппарата.
Солнечный генератор может обеспечить импульсную мощность всего на несколько минут. У сварщика нет требований к импульсной мощности, но рабочая мощность генератора должна быть равна или больше, чем требуется сварщику.
Солнечный генератор импульсной мощностью 2500 Вт и рабочей мощностью 1000 Вт не может питать сварочный аппарат мощностью 2000 Вт. Но генератор с импульсной мощностью 2500 Вт и рабочей мощностью 2000 Вт может. Лучше всего, если генератор имеет рабочую мощность более 2000 Вт, но если вы не будете запускать сварочный аппарат постоянно, он подойдет.
Но если вы используете много сварочных инструментов и работаете над крупными проектами, вам может понадобиться что-то вроде Blueetti AC200P с максимальной пиковой мощностью 4800 Вт. Это обладает большой мощностью и подходит не всем, но если вам нужна мощность, она прямо здесь.
Это обладает большой мощностью и подходит не всем, но если вам нужна мощность, она прямо здесь.
Но если вы свариваете только изредка, есть портативная электростанция TPE с мощностью 1000 рабочих ватт и мощностью импульса 2000 ватт. Это хороший вариант, если вы также новичок в сварке и хотите узнать, подходит ли вам солнечная энергия.
Сколько солнечной энергии действительно нужно сварщику?
Перед покупкой сварочного аппарата ознакомьтесь со спецификацией и убедитесь, что ваша система солнечной энергии соответствует требованиям. Наиболее важными являются минимальный размер цепи, оптимальный размер цепи и первичное напряжение.
Помимо приведенной выше формулы преобразования, следует помнить еще несколько важных моментов.
- Высокомощные сварочные аппараты — 200 А и выше — требуют автоматического выключателя минимум на 50 А.
- Сварочные аппараты на 208–240 В могут работать с током до 180 А, но для этого требуется выключатель на 30 А (минимум) или 50 А (оптимально).
- Сварочный аппарат на 115–120 В прекрасно работает с выключателями на 20–30 А, и вы можете запустить его до 140–150 А.

Чем толще металл, который вы хотите сварить, тем больший ток потребуется сварщику. Для каждой толщины стали 0,001 дюйма требуется один ампер мощности. Некоторые общие рекомендации.
- Сварочные аппараты 140A для сварки стали толщиной до 1/4″
- Сварочные аппараты 180A для сварки стали толщиной от 3/8″ до 5/6″
- Сварочные аппараты 200A для сварки стали толщиной до 5/16″
- Сварочные аппараты
- свариваемая сталь толщиной до 1/2″
В качестве примера: если вам нужно сварить сталь диаметром 3/8″, вам понадобится сварочный аппарат 24 В 180 А, который потребляет 4320 Вт в час (больше или меньше, в зависимости от эффективности). Но, как вы вскоре прочтете, рабочий цикл и мощность сварки определяют, сколько энергии вы действительно будете использовать.
Как рабочие циклы сварки влияют на требуемую мощность столько силы.
 Размер сварочного аппарата измеряется в вольтах, амперах и рабочем цикле. Рабочий цикл показывает, как долго сварочный аппарат может работать на заданной мощности без перегрева.
Размер сварочного аппарата измеряется в вольтах, амперах и рабочем цикле. Рабочий цикл показывает, как долго сварочный аппарат может работать на заданной мощности без перегрева.Рабочие циклы указаны в 10-минутных циклах. Сварочный аппарат 23 В 180 А с рабочим циклом 20% может работать в течение 2 минут, а затем должен остыть в течение 8 минут. Рабочий цикл 30 % означает, что сварочный аппарат может работать в течение 3 минут и остывать в течение 7 минут, прежде чем возобновить работу. Это не то же самое, что запустить телевизор на солнечной энергии, который можно держать включенным часами.
Рабочий цикл определяется мощностью сварки. Более низкая мощность сварки увеличивает рабочий цикл и наоборот. Если вместо 23В 180А процесс сварки 19В 110А, рабочий цикл увеличивается до 60%.
Вы видите, насколько сильно эти факторы влияют на его потребность в солнечной энергии. Чем ниже мощность сварки, тем меньше потребляемая мощность. Независимо от того, используете ли вы солнечные батареи, аккумуляторы или генератор, вы можете контролировать выходную мощность.
Независимо от того, используете ли вы солнечные батареи, аккумуляторы или генератор, вы можете контролировать выходную мощность.
Можете ли вы запустить сварочный аппарат на солнечных батареях?
Можно, но ненадолго. Вы также должны иметь банк батарей и чистый синусоидальный инвертор, потому что полагаться только на солнечные панели нецелесообразно. Без аккумуляторной батареи вы будете полностью полагаться на солнечный свет. Если небо становится пасмурным или внезапно идет дождь, у вас нет энергии.
Комбинация из 4 солнечных панелей мощностью 100 Вт, аккумулятора емкостью 200 Ач и инвертора с чистой синусоидой мощностью 1800 Вт может обеспечить работу небольшого сварочного аппарата на короткое время. Солнечные батареи заряжают аккумулятор, так что вы будете запускать сварочный аппарат через инвертор. Однако эта установка очень ограничена. Рассмотрите возможность удвоения количества солнечных панелей и использования вместо них батареи емкостью 300 А·ч. Это должно быть хорошо для случайных сварочных работ.
Технически вы можете использовать сварочный аппарат любого размера, если у вас достаточно солнечной энергии. Мощные солнечные батареи и аккумуляторы — это само собой разумеющееся, но сварочный аппарат будет работать только в том случае, если инвертор может справиться с мощностью, подаваемой аккумулятором. Помните, что солнечные батареи заряжают аккумулятор, а аккумулятор подает питание на инвертор, который поступает в сварочный аппарат.
Не забудьте также контроллер заряда. Это устройство, которое регулирует ток, протекающий в батарее, и очень важно. Все эти компоненты должны быть правильно установлены. Прежде чем использовать его, убедитесь, что нет никаких признаков проблем, и они готовы к сварке.
Заключение
Сварочные аппараты относятся к тяжелым инструментам, поэтому следует ожидать, что они будут потреблять много энергии. Но это свидетельство того, насколько развита солнечная энергия, что теперь вы можете использовать их без электричества. Если вы хотите использовать сварочный аппарат, да, вы можете это сделать.
Связанные сообщения:
Четыре разных самодельных метода выхода из сети
Надеюсь, вы прочитали мой предыдущий пост « Как выбрать лучший инвертор для автодомов ». наконец пришел к решению.
Вы заказали инвертор, и сегодня он прибыл! Теперь вы готовы приступить к установке инвертора DoItYourselfRV.
Если вы использовали небольшой инвертор (около 75 Вт), то его можно подключить к розетке прикуривателя.
Все, что крупнее, нужно подключать напрямую к батареям.
Чтобы уменьшить потери напряжения, вам необходимо установить инвертор как можно ближе к вашим батареям.
В руководстве по инвертору, вероятно, будет указан размер провода. Используйте рекомендуемый размер или больше . Помните, что чем больше проволока, тем меньше номер калибра.
Что бы вы ни делали, вам нужно максимально ограничить падение напряжения.
Вы должны приложить все усилия, чтобы потери не превышали 0,075 вольт. В таблице ниже указано падение напряжения на фут провода для инверторов различных размеров. Это важно учитывать при установке инвертора RV. Для инверторов других размеров падение будет пропорциональным.
Длина проводов может снизить напряжение вашего инвертора
В качестве примера, используя приведенную ниже таблицу, предположим, что вы будете устанавливать инвертор мощностью 2000 Вт (прокрутите сверху вниз и найдите 2000 Вт).
Он будет подключен к батареям с помощью 5-футового кабеля #4 AWG (прокрутите справа налево от нагрузки 2000 Вт, пока не найдете 4-й столбец).
Потеря напряжения составит 0,0420 x 5 (длина провода между аккумулятором и инвертором RV) = 0,210 вольт.
Это означает, что если ваши батареи заряжены до 13 вольт, инвертор будет видеть только 12,79 вольт (13 вольт – 0,210 потери). Может показаться, что это работает, но результаты вам не понравятся.
Гораздо лучше использовать кабель #00 AWG, общий уровень потерь которого составляет 0,066 В, что значительно ниже рекомендуемого порога потерь 0,075 В.
Наилучший подход — просто использовать самый большой размер, который подходит для клемм инвертора.
Установка инвертора RV: Потеря напряжения на фут проволоки
| . #6 | #8 | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Для нагрузки 100 Вт | 0,0004 | 0,0005 | 0,0007 | 0,0008 | 0,0013 | 0,0021 | 0,0033 | 0,0052 | |||||||||||
| For 500 Watt Load | 0.0021 | 0.0056 | 0.0033 | 0.0041 | 0.0065 | 0.011 | 0.0165 | 0.026 | |||||||||||
| для нагрузки 1000 Вт | 0,0041 | 0,0051 | 0,0065 | 0,0081 | 0,013 | 0,021 | 0,013 | 0,021 | 0,013 | 0,021 | 0,013 | 0,021 | 0,013 | 0,021 | 0,013 | 0,013 | 0,0210,013 | 0,0210065 0,0330,052 | |
| For 1500 Watt Load | 0. 0062 | 0.0083 | 0.0098 | 0.0122 | 0.0195 | 0.0315 | 0.0495 | 0.078 | |||||||||||
| For 2000 Watt Load | 0.0082 | 0.0102 | 0.0132 | 0.0162 | 0.026 | 0.042 | 0.066 | 0.104 | |||||||||||
| Для нагрузки на 3000 Вт | 0,0123 | 0,0153 | 0,0195 | 0,0243 | 0,039 | 0,063 | 0,066 | 9.15065 0,0630,06666666065 0,063 | 0,0666666065 0,063 | 0,0666666065 0,063 | . |
[asa]B000GASX9O[/asa]
Если у вас возникли проблемы с поиском подходящего провода для вашего инвертора RV, автомобильный аккумуляторный кабель или соединительные кабели легко доступны в размерах 4, 6 и 8 AWG (американский калибр проводов).
Сварочный кабель бывает больших размеров, но стоит столько раз, что приходится покупать целую катушку. Если рядом с вами есть поставщик, посмотрите, не продаст ли он нужные вам короткие отрезки. Возможно, вам повезет в местной сварочной мастерской.
Подключение инвертора
Установка инвертора на стороне переменного тока (подключение инвертора к электрической системе RV) может быть более сложной. Но в любом случае нужно убедиться, что к выходу инвертора не подключено ни береговое питание, ни питание генератора.
Существует несколько возможных способов подключения инвертора. Какой бы вариант вы ни выбрали, вы можете выполнить проводку стандартным неметаллическим кабелем бытового типа 14 AWG.
Как бы вы это ни делали, вы абсолютно должен гарантировать, что ваш преобразователь не включен, когда инвертор включен. Проблема с тем, чтобы включить оба сразу, заключается в том, что вы вытягиваете ток из своих батарей с помощью инвертора, в то же время возвращая ток обратно в них с помощью преобразователя.
Поскольку ни инвертор, ни преобразователь не обладают КПД на 100 %, каждое прохождение тока по петле приводит к потере некоторой мощности в виде тепла. Вы очень быстро разрядите батареи, пока инвертор не отключится из-за низкого напряжения. Это произойдет, даже если к инвертору не подключена нагрузка.
Способ установки инвертора RV 1.
Самое элегантное (и, конечно, самое дорогое) решение – подключить инвертор RV напрямую к распределительной коробке переменного тока через переключатель (не забывайте о типе используемого переключателя зависит от мощности инвертора RV и наличия генератора). Переключатель автоматически выберет питание от берега, если оно доступно, и питание от инвертора, если оно недоступно. Если вы пойдете по этому пути, вам все равно придется избегать питания преобразователя от инвертора. Наиболее распространенным методом достижения этого является использование разделенной распределительной панели с преобразователем на той части панели, которая не подключена к инвертору. Если это кажется более сложной установкой инвертора RV, чем вы хотите попробовать, читайте дальше о том, как использовать реле.
Способ установки инвертора RV 2.
С другой стороны, вы можете протянуть удлинитель от инвертора к любому устройству, которое вы хотите запитать в данный момент. Моя первая инверторная установка работала именно так. Он выполняет свою работу, но очень скоро нам надоело подключать и отключать разные устройства от расширения. Несмотря на простую установку инвертора RV, я регулярно спотыкался о шнур.
Способ установки инвертора RV 3.
Чуть менее грубым способом является подключение одной или нескольких выделенных розеток к инвертору. Вы можете либо установить новые розетки, либо отключить существующие розетки от распределительной коробки. Сложность выполнения этого типа установки будет зависеть от того, где расположены розетки и насколько сложно провести к ним провод. Этот метод установки инвертора RV означает, что некоторые розетки не работают, когда вы подключены к береговому источнику питания, что может привести к некоторым разочарованиям.
Способ установки инвертора RV 4.
Хорошим компромиссом является установка 30-амперной розетки снаружи вашего дома на колесах, а затем подключение ее к выходу инвертора дома на колесах. Если вам нужно инверторное питание, вы просто отключаете дом на колесах от береговой сети и подключаете его к новой розетке на 30 ампер. С одной модификацией, вот как настроен мой текущий RV.
Вы помните, что преобразователь и инвертор никогда не должны быть включены одновременно? Без проблем. Я только что щелкнул автоматическим выключателем преобразователя перед включением инвертора. То есть до того момента, как я забыл его перевернуть и лег спать. Я встал в спешке, когда сигнализация о низком заряде батареи детектора дыма начала пищать.
Реальность такова, что он должен был защищать от идиотов. Решение состоит в том, чтобы получить реле (переключатель с электрическим приводом) с катушкой на 120 В переменного тока и нормально замкнутыми (н. з.) контактами, рассчитанными не менее чем на 10 ампер постоянного тока. На рисунке ниже показано, как его подключить. Подключите катушку реле к выходу инвертора. Затем отсоедините линию горячего питания от преобразователя и снова подключите ее через n.c. контакты реле. Теперь, когда инвертор включается или выключается, реле автоматически включает или выключает преобразователь.
Наиболее удобно установить реле на преобразователе или рядом с ним. Поскольку катушка реле потребляет очень небольшой ток, вы можете использовать 18 AWG (шнур для лампы) или удлинитель для наружного применения, если он нуждается в физической защите. Если у вашего реле есть дополнительные контакты, просто игнорируйте их.
Установка инвертора RV — дистанционный переключатель
Если вы купили дистанционный переключатель для своего инвертора, вам необходимо его подключить. Обычно они подключаются стандартным телефонным кабелем. Если вам нужен кабель длиннее, чем тот, который был в комплекте с переключателем, он может иметь слишком большое сопротивление для работы. Если ваш более длинный кабель не работает, вам придется заменить кабель проводом большего сечения. Купи 4-жильный кабель 18 AWG . Отрежьте около 1 фута с каждого конца прилагаемого телефонного кабеля и соедините новый провод.
Для справки вы можете посмотреть видео об установке инвертора для автодомов в прицеп Keystone Cougar 276RLSWE с пятым колесом.
Теперь, если повезет, установка инвертора RV должна быть завершена.
2. Вы уверены, что ваш преобразователь никогда не будет питаться от вашего инвертора.
3. Поздравляю. Включай, отправляйся в путь и отключайся от сети!
Изучите кемпинги, спланируйте безопасные маршруты для автодомов и превратите свой телефон в GPS-навигатор для автодомов.
Попробуйте комплект RV LIFE Pro БЕСПЛАТНО на 7 дней
Любите RVing? Вам понравится RV LIFE Pro
Это страсть к путешествиям, свобода на открытой дороге. Это не пункт назначения, а путь. Это исследование мира. Вам не нужен дом, потому что, когда вы путешествуете, вы дома. Это RV LIFE.
Проблема в том, что спланировать грандиозное путешествие на фургоне довольно сложно. Мы в RV LIFE считаем, что это должно быть просто. Как сами RVers, мы понимаем процесс и помогли миллионам RVers путешествовать с уверенностью и осуществить их мечты о путешествиях.
RV Trip Wizard поможет вам спланировать идеальную поездку, а наше приложение RV GPS превратит ваш телефон в GPS-навигатор RV Safe, чтобы безопасно доставить вас туда. Если у вас есть вопросы о ВСЕМ, что связано с RVing, присоединяйтесь к обсуждению в любом из наших замечательных сообществ форума RV.
Шаг 1: Нажмите здесь, чтобы узнать больше и зарегистрироваться для получения бесплатной пробной версии.
Шаг 2: Спланируйте поездку на автофургоне своей мечты.
Шаг 3: Наслаждайтесь незабываемыми воспоминаниями!
Можете ли вы запустить сварочный аппарат на солнечной энергии? [Основное руководство]
Этот веб-сайт содержит партнерские ссылки, мы можем получать небольшую комиссию за рекомендацию определенных продуктов. Мы очень ценим вашу поддержку!
Вы можете использовать свой сварочный аппарат на солнечной энергии, если ваша фотоэлектрическая солнечная система может обеспечить достаточное количество электроэнергии для его питания.
Сварочный аппарат не самое энергоемкое оборудование. Однако, если вы много свариваете, использование сети для питания вашего сварочного аппарата может стоить вам тонны.
Содержание
- 1 Можете ли вы запустить сварочный аппарат на солнечной энергии?
- 1.1 Что такое солнечная сварка?
- 1.2 Сварщик может работать на солнечной энергии для легких производственных работ
- 1.3 Как получить максимальную отдачу от солнечной сварки?
- 1.4 Как запустить Welder на Solar?
- 1.5 Какой сварочный аппарат я должен использовать с моей солнечной фотоэлектрической установкой?
- 1.6 Cost of a Good DC Solar Welder
- 1.7 Benefits of Solar Welding
- 1.8 Limitations of Solar Welding
- 1. 9 Related Questions
- 1.10 Save More by Spending Less with Solar Welding
With solar panels, a контроллер заряда, батареи и инвертор, вы можете использовать солнечную энергию, хранить ее и преобразовывать в электричество, которое вы можете использовать для питания своего сварочного аппарата.
Этот пост научит вас всему, что вам нужно знать о питании вашего сварочного аппарата от солнечной энергии и автономной сварке в целом.
Что такое солнечная сварка?
Проще говоря, солнечная сварка использует солнечную энергию для работы сварочного аппарата. Сварщик также может работать от генератора или сети, но солнечная энергия является исключительной, поскольку она экономична и безопасна для окружающей среды.
Поскольку солнечная энергия все больше интегрируется в такие важные процессы, как сварка, мы надеемся, что в конечном итоге она будет обеспечивать большую часть нашей повседневной деятельности.
Тема солнечной сварки обширна, но давайте начнем с изучения эффективности использования солнечной энергии для работы сварочного аппарата.
Сварщик может питаться от солнечной энергии для легких производственных работ
При средних солнечных условиях мощности, вырабатываемой солнечными панелями, достаточно только для легких сварочных работ.
Чтобы лучше понять это, давайте вкратце рассмотрим, какова потребляемая мощность сварочного аппарата.
При сварке используется регулируемая дуга высокой интенсивности, что просто означает большой ток в течение короткого периода времени.
В начале каждой сварки возникают значительные скачки тока, также известные как скачки мощности, с которыми большинство солнечных фотоэлектрических систем не справляются.
Импульсная мощность всегда выше (обычно на 25-30%) рабочей мощности; мощность, необходимая для продолжения работы сварочного аппарата. Ваша солнечная фотоэлектрическая система должна быть в состоянии справиться как с импульсной, так и с рабочей мощностью.
Пример:
Если у вас есть сварочный аппарат с импульсной мощностью 2500 Вт и рабочей мощностью 2000 Вт, вам потребуется фотоэлектрическая установка, которая производит не менее 2500 Вт даже при самом низком КПД.
Установка мощностью 2000 Вт может не работать в этой ситуации, поскольку она не выдержит импульсной мощности 2500 Вт.
Обычный сварщик потребляет около 10 киловатт в час.
Общая потребляемая мощность зависит от следующих основных факторов:
- Размер сварочного аппарата. Большие сварочные аппараты имеют более мощные трансформаторы, поэтому потребляют больше энергии, чем их меньшие аналоги.
- Тепло, рассеиваемое сварочным аппаратом. Чем больше тепла производит сварочный аппарат, тем больше энергии он потребляет. Обратите внимание, что сильное рассеивание тепла может привести к снижению производительности.
- Эффективность. Чем выше эффективность, тем меньше энергии потребляет сварочный аппарат за заданное время работы.
- Время сварки. Сварка никогда не бывает длительной. Тем не менее, время, затрачиваемое на соединение металлов, прямо пропорционально потребляемой мощности.
- Выходное напряжение и выходной ток. При сварке вы настраиваете выходной ток и выходное напряжение в зависимости от того, насколько тяжел свариваемый материал. Сварщику определенно потребуется больше мощности при работе с тяжелыми металлами.
Определите потребляемую мощность вашего сварочного аппарата
Чтобы рассчитать удельную потребляемую мощность вашего сварочного аппарата, используйте следующую формулу:
Мощность в кВт = (Выходное напряжение × Выходной ток)/ КПД
Пример:
Допустим, ваш сварочный аппарат работает в следующих условиях: %
Мощность в Вт= (24*160)/0,9 = 4266 Вт
4266 Вт или 4,27 кВт — это потребляемая мощность вашего сварочного аппарата в час.
Если сварочный аппарат должен был работать 20 минут, то его потребляемая мощность должна быть (20/60) *4,27 = 1,42кВт.
Перевод вашего сварочного аппарата на солнечную энергию может показаться излишними расходами, но вы должны знать, что даже минимальное количество времени сварки без батарей намного экономичнее, чем зависимость от сети.
У меня для вас хорошие новости. Вы можете использовать описанные ниже стратегии для оптимального использования солнечной энергии при сварке.
Как получить максимальную отдачу от солнечной сварки?
Выберите полдень как лучшее время для сварки.
Солнце светит лучше всего в полдень, так что это должно быть ваше время для сварки. Вы можете делать разметку и обрезку утром, а затем использовать свободную энергию, когда она будет доступна в изобилии в полдень.
Улучшите технику работы с электродами
Если у вас недостаточно солнечной энергии для работы сварочного аппарата, вам необходимо улучшить технику работы с электродами, чтобы вы могли как можно быстрее обработать сварку и основные металлы.
Подготовьте металлы перед включением сварочного аппарата
От маркировки и резки до очистки сварных швов: сделайте все необходимое, чтобы подготовить материалы к сварке до включения сварочного аппарата.
Сделав это, вы сократите потери времени, когда начнете работать с металлом.
Иметь специальную фотоэлектрическую установку для сварщика
Вместо того, чтобы требовать дополнительной мощности от основной фотоэлектрической системы, создайте отдельную солнечную установку для своего сварочного аппарата.
Инвестируйте в большой аккумуляторный блок
Работающий сварочный аппарат на солнечных батареях получает питание от солнечной батареи. Только с большой батареей вы сможете поддерживать работу вашего сварочного аппарата в течение длительного периода времени.
Большие батареи также менее склонны к чрезмерной разрядке, что легко может произойти, если вы используете батарею малой емкости.
Даже не думайте запускать свой сварочный аппарат напрямую от солнечных батарей, так как это приведет к полной зависимости от непредсказуемого солнца.
Создайте свою солнечную фотоэлектрическую систему с расчетом на импульсную мощность
Для работы на полную мощность вам необходимо убедиться, что ваша солнечная фотоэлектрическая система может обеспечить максимальную рабочую мощность, необходимую сварщику.
Большинство сварочных аппаратов имеют мощность в ваттах в названии модели. Подтвердите, является ли это скачком или рабочим ваттом, чтобы вы могли знать, какой размер солнечной фотоэлектрической установки вам нужен для вашего сварочного аппарата.
Получить чистый синусоидальный инвертор
Чистый синусоидальный инвертор производит чистую и тихую электроэнергию, не говоря уже о том, что он обеспечивает расширенное резервное питание. Эти особенности делают работу сварочного аппарата с чистым синусоидальным инвертором одним из лучших приемов для эффективной солнечной сварки.
Теперь, когда мы получили эти критически важные сведения, мы можем спокойно приступить к настройке фотоэлектрической установки и подключению сварочного аппарата.
Как запустить Welder на Solar?
Для работы сварочного аппарата на солнечной энергии вам потребуются солнечные батареи, контроллер заряда, аккумуляторы и инвертор в качестве основных базовых компонентов.
Ниже приведены роли каждого из этих компонентов:
- Солнечные панели. Роль солнечных панелей заключается в том, чтобы собирать солнечные лучи и преобразовывать их в энергию постоянного тока.
- Контроллер заряда — это сердце любой установки солнечной фотоэлектрической системы. Он регулирует мощность от солнечных панелей и подает только то, что достаточно для зарядки аккумуляторов в системе.
- Батареи. Аккумуляторы накапливают энергию, вырабатываемую солнечными панелями. Вы можете использовать эту мощность, чтобы запустить свой сварочный аппарат.
- Инвертор. Этот важнейший компонент выполняет жизненно важное преобразование постоянного тока в переменный ток энергии, хранящейся в батареях. Благодаря сети переменного тока вы можете запустить любую электрическую машину, включая сварочный аппарат.
Для стационарной и периодической сварки я бы рекомендовал следующую комбинацию:
- 4 * 100 Вт, солнечные панели 12 В
- 2 * 200 Ач, 24 В батареи
- Инвертор 1800 Вт с чистой синусоидой. для запуска сварщика на солнечных панелях с использованием вышеперечисленных компонентов:
1. Соедините солнечные панели последовательно
Для этого соедините положительный вывод первой солнечной панели с отрицательным выводом второй.
Повторите это для всех солнечных панелей.Перед последовательным подключением солнечных панелей обязательно убедитесь, что общее напряжение модулей соответствует общему напряжению ваших батарей.
Наши 4* 12В солнечные панели будут производить 12*4= 48В при последовательном соединении.
2. Соедините батареи последовательно
Подсоедините батареи от положительной клеммы одной к отрицательной клемме другой.
Как и в приведенном выше соединении, последовательное соединение двух аккумуляторов 24 В дает общее напряжение 24 * 2 = 48 В.
3. Закрепите инвертор между солнечными панелями и батареями
Используйте провода постоянного тока с датчиками и соединительный провод для подключения инвертора между солнечными панелями и батареями.
4. Следуйте инструкциям по эксплуатации инвертора с чистым синусоидальным сигналом, чтобы подключить его к батарее.
Совет: делайте провода как можно короче, чтобы исключить возможные потери мощности.
Кроме того, не забудьте добавить защитное отключение постоянного тока в какой-то момент соединения аккумуляторной батареи с инвертором для устранения неполадок и технического обслуживания.5. Наконец, подключите сварочный аппарат к инвертору
Вы можете использовать адаптер питания для подключения сварочного аппарата к розетке инвертора. При этом вам просто нужно подключить горелку (электродержатель) и заземляющий зажим к сварочному аппарату и приступить к сварке валиков.
Теперь, когда вы знаете, как питать солнечный сварочный аппарат с помощью солнечной энергии, вы должны задать себе этот вопрос:
Какой сварочный аппарат мне следует использовать с моей солнечной фотоэлектрической установкой?
Сварочные аппараты делятся на категории в зависимости от полярности тока, который они производят: переменного или постоянного тока.
Сварочные аппараты переменного тока используют переменный полярный ток и подходят для сварки толстых металлов, алюминия и магнитных материалов.
Сварочные аппараты постоянного тока используют постоянный ток полярности и идеально подходят для повседневной сварки на солнечной энергии. Они обеспечивают гладкую сварку без брызг, а также могут работать в тяжелых условиях.
Существуют сварочные аппараты с функциями переменного и постоянного тока, но они имеют высокую цену. Тем не менее, имея деньги, вы можете приобрести сварочный аппарат переменного и постоянного тока и наслаждаться неограниченными возможностями его применения.
Для стандартной сварки с питанием от солнечной фотоэлектрической установки я бы рекомендовал сварочный аппарат постоянного тока.
Стоимость хорошего сварочного аппарата постоянного тока на солнечных батареях
Цены на сварочные аппараты постоянного тока начинаются от 30 до 700 долларов США в зависимости от возможностей.
Вам следует оценить объем ваших сварочных работ, чтобы знать, какой сварочный аппарат вам следует купить.
Хороший сварочный аппарат постоянного тока на 120–240 В, подходящий для повседневной сварки, будет стоить вам около 120 долларов.
Примечание. Сварочные аппараты постоянного тока имеют встроенный электронный компонент, который изменяет переменную полярность тока с вашей установки модуль-батарея-инвертор на ток прямой полярности. Это увеличивает их размер и немного увеличивает их цену по сравнению со сварочными аппаратами переменного тока.
Преимущества солнечной сварки
Превосходное удобство
Солнечные батареи могут питать сварочный аппарат в любое время и в любом месте. Вы можете выполнять сварочные работы, даже если вы находитесь вне сети.
Экономия
Вы не сэкономите сотни долларов на эксплуатации сварочного аппарата с солнечными панелями, но вы обязательно заметите компенсацию в своих ежемесячных счетах за электроэнергию. Если вы профессиональный сварщик, это должно быть основной причиной, по которой ваш сварочный аппарат должен быть солнечным.
Экологически безопасный
Все, что питается от солнечной энергии, защищает окружающую среду от загрязнения, вызванного сжиганием ископаемого топлива для производства электроэнергии.
Ограничения солнечной сварки
Сварка зависит от доступного солнца
Если в течение всего дня облачно, вы можете не использовать мощность, необходимую для работы вашего сварочного аппарата.
Огромные первоначальные инвестиции
Если вы уже инвестировали в солнечную энергию, вы знаете, что первоначальные инвестиции оседают в ваших карманах.
Похожие вопросы
Что такое солнцезащитные сварочные маски?Сварочные маски с солнечными батареями — это сварочные маски с фотогальваническими элементами сверху, которые улавливают солнечный свет и преобразуют его в источник энергии. У них также есть солнечные батареи, которые заряжаются от солнечных или ультрафиолетовых лучей сварочной дуги.
Аккумуляторы обеспечивают питание шлема даже при отсутствии прямых солнечных лучей. В отличие от сварочных масок с батарейным питанием, солнечные сварочные маски продлевают срок службы батареи вашего оборудования, защищая ваши глаза и лицо от вредного излучения.
Могу ли я выполнять стационарную сварку с использованием солнечной энергии?
Солнечная энергия может питать ваш сварочный аппарат для стабильной и продолжительной сварки, если у вас есть мощные панели и большой аккумулятор.
Стоит ли солнечная сварка?
Тот факт, что сварка на солнечных батареях снижает энергопотребление вашей сети, предлагая удобство сварки из любого места, делает этот процесс оправданным. И если вы выделите совершенно новую фотоэлектрическую установку для своего сварщика, вы все равно сможете получать энергию от системы, когда вы не свариваете, и использовать ее в другом месте.
Сэкономьте больше, потратив меньше средств, используя солнечную сварку
Солнечная энергия не обеспечит работу сварного шва на 200 ампер в течение нескольких часов, но вы действительно можете выполнить небольшой ремонт.
По меньшей мере, это все, что вам нужно, чтобы сократить счета за электроэнергию.
Более того, используя стратегии, приведенные в этом руководстве, вы можете максимально увеличить количество часов солнечной сварки.
Итак, если у вас есть сварочный аппарат, который копается в электросети и ваших карманах, вам нужно превратить его в солнечную энергию!
Основы самостоятельной работы: основное руководство по сварке
Сварка — это производственный процесс, при котором металлы соединяются путем расплавления заготовок и наполнителя в сварочную ванну расплавленного материала, который охлаждается, образуя очень прочное соединение. Три основных типа сварочных аппаратов, подходящих для проектов «сделай сам», — это дуговые, MIG-сварочные аппараты и инверторные сварочные аппараты.
Выберите доступную и простую в использовании сварочную установку из одной из трех категорий, доступных для самостоятельной сборки, и развивайте новый полезный навык, который позволит вам ремонтировать металлические сборки и строить стальные объекты без привлечения сторонних ресурсов.
Основы дуговой сварки
Соединение металлов требует сильного тепла, выделяемого электрической дугой, возникающей между соединяемым металлом и электродом.
Сварочный пруток используется в качестве электрода для электродуговой сварки, а проволока — для сварки металлов в среде инертного газа (MIG).
Электроэнергия для дуги обеспечивается источником питания, и электрод проводит ток, вплавляясь в сварочную ванну для создания сварного соединения.
Для предотвращения реакции горячего металла с воздухом и образования соединений, ослабляющих соединение, сварочные прутки имеют покрытие, которое обеспечивает защитный газ в месте контакта, а также шлак для покрытия свежего сварного шва.
При сварке MIG внешний газ защищает сварной шов. В безгазовых установках работа выполняется с помощью сварочной проволоки с флюсовым сердечником.
При сварке вольфрамовым электродом в среде инертного газа (TIG) используется защитный газ с вольфрамовым электродом для зажигания дуги и присадочным материалом, подаваемым отдельно
вручную в сварочную ванну.Не все металлы подходят для сварки своими руками. Одним из хороших показателей работоспособности является то, будет ли магнит прикрепляться к металлу, но чугун является исключением, так как он притягивает магниты, но его очень проблематично сваривать.
Разбор жаргона
Узнайте, откуда взялся шлак, и узнайте, почему флюс так важен, из нашего удобного справочника по сварочному жаргону.
ПОРОКОВАЯ ПРОВОЛОКА используется с безгазовой сваркой MIG. Металлическая оболочка окружает флюсовую сердцевину, которая обеспечивает газовую защиту сварочной ванны во время сварки.
ШЛАК представляет собой корку, образующуюся при сварке электродами для защиты металла шва от атмосферных загрязнений по мере его затвердевания. Откалывается молотком сварщика после остывания.
ПРИБИВОЧНАЯ СВАРКА включает в себя выполнение быстрого частичного сварного шва для удержания частей металлической сборки на одной линии до того, как будут завершены более прочные чистовые сварные швы.
СВАРОЧНЫЕ ПРУТКИ или электроды используются со сварочным аппаратом для сварки мягкой и оцинкованной стали. Имеются также прутки для пайки меди, а также латуни, бронзы и других сплавов.
ВСПЫШКА СВАРЩИКА — это заболевание глаз, которое обычно носит временный характер, но вызывает сильный дискомфорт. Это тип ожога глаз, возникающий в результате кратковременного, но незащищенного воздействия яркого света сварочной дуги с очень высоким уровнем ультрафиолетового излучения.
Предметы первой необходимости для мастерской
Независимо от того, выберете ли вы традиционный аппарат для сварки электродом или безгазовую модель MIG, вам потребуются специальные средства защиты и другие аксессуары.
При сварке носить огнеупорную одежду с длинными рукавами, например комбинезон, а также прочную обувь и всегда работать в хорошо проветриваемом помещении.
Сварочные системы
Выберите аппарат для дуговой сварки старой школы, в котором используются металлические электродные стержни, удобную для начинающих модель MIG или новейшую универсальную технологию инверторной сварки, чтобы обеспечить прочное и надежное соединение между стальными заготовками.
Сварка электродомИспользование электрической дуги для расплавления заготовок и электродного стержня. Этот тип сварки, как правило, требует больше времени для освоения из-за необходимой практики, но он лучше работает на грязных или ржавых поверхностях.
Сварка MIGДля этого требуется меньшее напряжение, чем для сварки электродом, что делает его более безопасным. Для подачи проволоки к сварному шву используется двигатель, что упрощает процесс. Установки MIG могут использовать защитный газ или иметь конструкцию, в которой используется полая проволока, заполненная флюсом.
Сварка инвертором постоянного токаСварочные аппараты инвертора меньше, чем их традиционные аналоги. Дугу легко зажечь, и они обычно имеют цифровое управление током. Некоторые многоцелевые инверторы можно использовать как для сварки электродом, так и для сварки TIG.
Безопасная сварка
Яркий свет сварочной дуги содержит ультрафиолетовые и инфракрасные лучи, которые могут вызвать необратимое повреждение незащищенных глаз.
Он также производит дым и пары, поэтому работайте в проветриваемом помещении и не наклоняйтесь над работающим устройством, чтобы не вдохнуть их.
Всегда надевайте сварочный шлем с темными стеклами и длинные кожаные перчатки. Держите легковоспламеняющиеся материалы вдали от рабочей зоны и имейте под рукой огнетушитель.
Как сваривать
Шаг 1. Изучите свое оборудование
Независимо от того, сварка ли это электродом или сварка MIG, прочтите инструкции к аппарату. Узнайте, как настроить параметры в соответствии с работой, а затем попрактикуйтесь. Чтобы чувствовать себя комфортно с инструментами, требуется от четырех до шести часов. Узнайте, как держать пистолет под правильным углом и как перемещать его, чтобы получить прочный сварной шов.
Шаг 2. Используйте магнит для проверки металла
Если он прилипает, то обычно металл можно сваривать. Еще один тест — надрезать металл напильником. Если его легко порезать, его также будет легко сварить.
СОВЕТ Для сварки закаленной стали требуются специальные методы, поэтому не стоит пытаться делать это самостоятельно.Шаг 3. Очистите зону сварки
С помощью проволочной щетки очистите металлическую поверхность от краски, грязи, масла и других загрязнений. Чем чище поверхность, тем легче будет процесс сварки. СОВЕТ Чтобы ускорить работу, попробуйте установить проволочную щетку на дрель, чтобы очистить металлическую поверхность.
Шаг 4. Прикрепите рабочий зажим
Закрепите рабочий зажим на металлической поверхности как можно ближе к зоне сварки, не мешая обзору или движению. Во время сварки должен быть громкий щелчок или треск, если электричество проходит эффективно. Если нет, остановитесь и перепроверьте контакт зажима.
Этап 5. Удаление шлака
После завершения сварочных работ шов может быть покрыт шлаком, который можно отколоть молотком сварщика. Очистите участок металлической щеткой, затем перекрасьте для защиты от коррозии.
TIP Сварка MIG в среде защитного газа не оставляет шлакового покрытия.Как сварить с помощью генератора?
Некоторые сварочные работы нельзя перенести в цех, особенно если детали находятся на открытом воздухе. Вот где портативные генераторы вступают в игру. Эти генераторы создают источник питания, способный питать сварочные инструменты. Они пригодятся в местах, где нет электрических розеток. Думайте о них как о портативных сварочных аппаратах.
Как сварить генератором? Первый шаг — купить генератор, который выдает достаточно ампер для работы сварочного аппарата. Затем вы можете подключить свой сварочный аппарат и перемещать его туда, где это необходимо. Если вы не хотите подключать к генератору отдельный сварочный аппарат, вы можете приобрести сварочный генератор со встроенным сварочным комплектом.
Использование генераторов для сварки иногда может быть затруднительным. Вот почему важно знать, как правильно сваривать генератором.
Вот некоторая информация, которая поможет вам.Содержание
Использование генератора для сварки
Генераторы используют топливо вместо электросети. Они считаются незаменимыми инструментами для промышленности и строительства. Даже фермеры используют их для строительства или ремонта различных объектов. Он работает как обычный генератор; все, что вам нужно сделать, это заполнить бак и включить его там, где вам это нужно.
Одним из преимуществ генератора-сварщика является то, что его можно использовать как автономный генератор. Это означает, что вы можете использовать его для других электроинструментов или для питания приборов. Это может сэкономить вам место и деньги в долгосрочной перспективе.
Большинство генераторов сварщиков могут работать:
- MIG
- TIG
- CLUX-CRED
- .LASMA. Таким образом, вам не нужно беспокоиться о подключении отдельного сварочного аппарата или инвертора.
На что обращать внимание при покупке сварочного генератора
Вот некоторые моменты, которые следует учитывать при покупке сварочного генератора:
- Какое топливо он использует?
- Поставляется ли с аксессуарами?
- Какая сила тока?
Двигатели большинства небольших портативных генераторов работают на бензине. Бензин намного дешевле по сравнению с дизельным топливом или пропаном. Дизельные генераторы в основном используются для промышленного оборудования и крупных работ.
Если вы собираетесь часто пользоваться генератором, то в долгосрочной перспективе лучшим вариантом может стать дизель, поскольку он сгорает медленнее и служит дольше, чем бензин и пропан. Не забудьте проверить и убедиться в наличии достаточной вентиляции для рассеивания выбросов.
Некоторые генераторы поставляются с аксессуарами или полным комплектом для сварки, а некоторые могут поставляться как автономные генераторы.
Если вы новичок и у вас не так много собственных сварочных инструментов, вам могут пригодиться аксессуары.Следите за информацией о силе тока. Меньшие генераторы будут иметь меньшую силу тока, чем промышленные (большие) генераторы. Если вы собираетесь выполнять сварку время от времени или на легких материалах, вам не понадобится сварочный генератор промышленного класса.
Если вы зарабатываете на жизнь сваркой или планируете часто заниматься сваркой, идеальным выбором будет промышленный сорт. Он способен работать от 6 до 12 часов (в зависимости от объема топливного бака).
Читать по теме: Как начать и развивать сварочный бизнес за 11 шагов
Генератор какого размера мне нужен?
Размер, который вы выберете, будет зависеть от работы и местоположения. Например, для промышленных объектов потребуется генератор большего размера. Обычно для сварки требуется ток не менее 30 ампер.
** Примечание, что если он будет использован, как будет использоваться в качестве дополнительного оборудования. , размер генератора должен быть соответственно увеличен.Инверторный сварочный аппарат макс. Output Suggested “Minimum” Generator Size** Suggested “Ideal” Generator Size** Up to 160A 7kva 8+kva 180-200A 8KVA 10+KVA 250A 13KVA 15+KVA Если вы ищете что-то среднее между ними, которое может делать все понемногу, есть новые типы комбо-генераторов 3-в-1 или 4-в-1, также известные как «генераторы для рабочих станций». Они могут быть использованы для нескольких целей:
- Генератор
- Welder
- Compressor
- БАЙТАЛЬНЫЕ БАКТИНТА 9
.
с постоянной энергетической нагрузкой, а другой нет. Они обеспечивают стабильную синусоиду для постоянного и стабильного потока сварки.Например, если вы пытаетесь запитать сварочный аппарат трансформаторного типа, стандартный генератор может не обеспечивать устойчивую синусоидальную волну или недостаточное количество ампер. В этом случае вам понадобится сварочный генератор.
Вот рекомендуемое руководство, которому следуют многие сварщики:
- Максимальная мощность сварщика 160 ампер потребуется генератор на 7 кВА или больше
- Максимальная мощность сварщика 180-200 ампер потребуется генератор на 8 кВА или больше
9006 9016 Сварщик 9016 максимальная мощность 250 ампер потребуется генератор 13 кВА или выше
Если вы не уверены, какой размер выбрать, всегда лучше перейти на следующий уровень. В конце концов, больший размер был бы лучше, чем иметь генератор, «он слишком мал».
Прежде чем продолжить чтение, вот статья , которую мы написали: Если ваш сварочный аппарат продолжает отключать выключатель, прочтите это руководство
Можно ли использовать инверторные сварочные аппараты с генераторами?
Да! Вы можете использовать инверторные сварочные аппараты с генераторами, потому что они используют меньшие трансформаторы и требуют меньше энергии.
Более низкое энергопотребление означает, что их можно легко подключить практически в любом месте, даже в вашем собственном доме.Основным преимуществом инверторных сварочных аппаратов является их компактность и удобство переноски. Таким образом, вы можете носить его вместе с генератором на объекте.
Убедитесь, что вилка подходит к вашему генератору. Если у вас уже есть инверторный генератор и вы хотите, чтобы он соответствовал вашему новому генератору, вы можете заменить вилку.
Защита от напряжения
Стандартные переносные генераторы обычно производят непостоянную синусоидальную мощность, что может вызвать колебания сварного шва. С другой стороны, сварочные генераторы оснащены функциями защиты от перенапряжения, чтобы предотвратить скачок высокого напряжения.
Если вам необходимо использовать стандартный генератор, который не подходит для сварки, рекомендуется использовать инверторный сварочный аппарат со встроенной защитой от перенапряжения.
Защита предотвратит проблемы с перегрузкой по току. Это также снизит риск повреждения из-за нерегулярных скачков напряжения и создаст более качественные сварные швы.Как сварить с помощью генератора
Теперь, когда вы знаете о сварочных генераторах, пришло время научиться ими пользоваться. Вот основные шаги:
- Проверка топливного бака
- Запуск генератора
- Подключите сварочную машину к генератору (если есть один)
- Отрегулируйте настройки управления
- , обязательно выключите его, когда не используется 9915 9165 , не обязательно выключите его, когда не используется
9915 , обязательно выключите его, когда он не используется
9115 Проверьте топливный бак - Проверьте соединение между сварочным аппаратом и генератором
- Проверьте предохранители (F1 и F2) и замените их, если они перегорели (не забудьте убедиться, что все выключено при замене детали)
- Если мощность сварки низкая или высокая, проверьте частоту вращения двигателя
- Если мощность сварки непостоянна, убедитесь, что соединения чистые и затянуты
- Проверьте контактные кольца и щетки
- MIG
- TIG
- CLUX CORED
- СТОРОНА
Некоторые генераторы с приводом от двигателя используют масло, в то время как другие могут использовать другое топливо, например пропан или дизельное топливо. Всегда полезно сначала проверить бак, чтобы убедиться, что в нем достаточно топлива. Если он низкий, то вам придется добавить больше топлива.
Запуск генератора
Запуск генератора с приводом от двигателя может быть аналогичен запуску газонокосилки. Большинство из них поставляются с тяговым шнуром для запуска двигателя от внешнего источника. Хорошо потяните его один или два раза, чтобы включить его. Если у вашего генератора есть электрический старт, вы можете включить его одним нажатием кнопки.
Подключение сварочного аппарата
Сварочный аппарат или инвертор должен подключаться к розетке сбоку генератора. Если вы не можете подключить свой сварочный аппарат к розетке, рассмотрите возможность регулировки вилки сварочного аппарата.
Вы можете отрезать вилку и подключить кабель к другой вилке с поворотным замком, подходящей к генератору. Если вам нужно добавить новый резиновый кабель к вилке, лучше всего подойдет 10/3 типа SOW или SJOW.
Как только сварочный аппарат будет подключен к работающему генератору, вы сможете начать сварку. Если к вашему сварочному генератору уже прикреплен комплект для сварки, пропустите этот шаг и просто перейдите к следующему шагу.
Настройка параметров управления
Параметры управления играют важную роль. Он позволяет управлять напряжением и силой тока. Грубые настройки обычно связаны с усилителями. Например, если вам нужно 85 ампер для конкретной сварочной работы, в большинстве руководств рекомендуется установить грубое значение на 100 и точное значение на 85.
Вы можете отрегулировать сварочную дугу, изменяя точный и грубый диапазоны. Не все сварочные аппараты используют одни и те же настройки, поэтому вы можете поиграть с ними и выяснить, что вам больше нравится.
Некоторые сварочные аппараты имеют режимы шаровидной сварки или распыления, которые можно использовать для толстого металла. Шарообразный режим создаст большие «капли» расплавленной проволоки, которые попадут в расплавленные части других металлических частей. В режиме распыления поток расплавленного материала проволоки концентрируется на поверхности металла.
Примечание. Если вы планируете использовать режим распыления, замените насадку пистолета на другую длиной не менее 3 дюймов.
Выключение, когда оно не используется
Из соображений безопасности следует всегда выключать оборудование, когда оно не используется, особенно с учетом того, что выбросы топлива могут быть легковоспламеняющимися и горючими. Отключение также сэкономит топливо и энергию.
Устранение неполадок
Большинство проблем можно решить, изменив настройки управления. Если это не сработает, вы можете попробовать следующее:
Если у вас по-прежнему возникают проблемы со сварочным аппаратом или сварочным генератором, вам может потребоваться его проверка агентом по обслуживанию или специалистом, имеющим опыт ремонта сварочных аппаратов.
Имейте в виду, что большинство портативных генераторов приводятся в действие двигателем, поэтому вам необходимо проверять моторное масло и менять масляный фильтр каждые 200 часов. Пока вы меняете масляный фильтр, проверьте другие детали. Регулярное техническое обслуживание продлит срок службы двигателя.
Сварка генератора инверторным сварочным аппаратом TIG >> Посмотрите видео ниже
Основы сварки
Процесс сварки обычно зависит от типа и толщины металла. Существует четыре типа сварки:
MELLEN INERT GASER (MIG
(MIG HIG)
2. и MELER SARKIGINES 2 ноя. вверх. MIG также известен как дуговая сварка металлическим газом. Это тип дуговой сварки, при котором создается электрическая цепь, соединяющая две металлические детали.Вам придется использовать сварочную проволоку с MIG. Проволока действует как электрод и вступает в реакцию с дугой, которая активирует процесс сварки. Тепло от дуги расплавит проволоку, и она сольется с двумя другими металлическими частями.
Вольфрамовый инертный газ (TIG)
TIG требует дополнительных навыков и опыта. Это более медленный процесс, чем MIG, но результаты точны. А газ действует как щит, защищающий новый сварной шов.
В качестве электрода в сварочном пистолете используется вольфрамовый металлический стержень. Стержень подается через отверстие в пистолете, пока сварщик удерживает его на месте. Тепло дуги расплавит стержень и создаст лужу между двумя заготовками. Лужа расплавленного металла будет смешиваться и создавать прочную связь по мере охлаждения.
Некоторые сварочные аппараты TIG поставляются с ножной педалью для управления током дуги. Педаль можно использовать для увеличения или уменьшения нагрева, что может помочь сварщикам избежать теплового удара и хрупкости металла.
Порошковая проволока
Порошковая проволока идеальна для сварки вне положения, особенно если она вертикальная или потолочная, поскольку шлак быстро замерзает. Он также предлагает высокие скорости осаждения. Если вы выполняете потолочную сварку, вы можете использовать проволоку E71T-8.
Если вы свариваете оцинкованный металл или металл с покрытием, вам подойдет проволока E71T. Материалы внутри проволоки вызывают небольшие взрывы в дуге, создавая мощный нагрев, который может пробить покрытие.
Ручная сварка
Ручная сварка — это метод сварки двумя руками, в котором используется металлический присадочный стержень (стержень), покрытый флюсом. Когда флюс плавится во время сварки, он выделяет газ и шлак, которые защищают сварной шов.
Метод защиты от стержня обеспечивает лучшую защиту сварного шва, чем защитный газ при сварке MIG. Если на улице ветрено, то использование палки улучшит качество сварки.
Что хорошо в этом методе, так это то, что он не требует защитного газа, и вы можете сваривать ржавые металлы.
Связанное чтение: 9 различных типов сварочных процессов и их преимущества
Советы по сварке
Сварка — это навык, который иногда может быть сложным. Вот несколько советов, которые помогут вам.
- Clean It Up
- Mind the Speed и Anger
- Отрегулируйте расстояние между дугами
- ПРЕДОСТАВЛЕНИЯ ДЛЯ ALUMINUM
- PREHETE RATH STRECHENTER DERNERINGENTINGE
- . PREHETHE RATH STRECHER DERNERINGENTINGE 9
- .0166
- Правильно храните сварочный аппарат и генератор
Очистите его
Подготовка металла необходима для успешной сварки. Очистка металла перед сваркой удалит грязь и мусор с поверхности и между трещинами. Если его не очистить, примеси могут повлиять на сварной шов, если они впитаются.
Если вы не можете очистить металл, попробуйте пройтись по нему проволочной щеткой, чтобы удалить грязь. Старайтесь не использовать MIG, если вам приходится работать с грязным металлом. Вместо этого возьмите сварочный аппарат и используйте с ним стержень 6011. (Помните, палку можно использовать на ржавом металле.)
Следите за скоростью и углом
Если вы чувствуете немного шлака, вам следует тянуть стержень/проволоку во время сварки. Если вы используете MIG, вам нужно будет протолкнуть провод. При сварке проволокой пистолет следует держать под углом 10-15 градусов к направлению, в котором вы собираетесь работать.
При сварке палочкой ее следует держать под углом 20-30 градусов во время перетаскивания. Если вы выполняете угловой сварной шов, вам нужно держать стержень/проволоку под углом 45 градусов между металлическими деталями, независимо от того, какой метод сварки вы выберете.
Настройка расстояния между дугами
Вы можете настроить скорость таким образом, чтобы дуга оставалась в пределах зоны расплавленного металла (также известной как сварочная ванна). Длина дуги не должна превышать диаметр стержня электрода.
Следите за признаками необходимости регулировки скорости. Низкая скорость создаст широкий и неглубокий валик. Это может стать грязным из-за слишком большого количества металла, нанесенного на сварной шов. Кроме того, высокая скорость перемещения может привести к неглубокому сварному шву с сильно изогнутым валиком.
Внесите коррективы для алюминия
В конце концов вы столкнетесь с алюминием, который реагирует на сварку не так, как другие металлы. По этой причине он поставляется со своим собственным набором правил. Хорошая новость заключается в том, что этому процессу легко научиться.
Вам потребуется заменить вкладыш кабеля на тефлоновый или нейлоновый. Затем переключитесь на аргон или аргон-гелий и используйте алюминиевую присадочную проволоку диаметром 3/16-1/6 дюйма. Более толстые провода будет проще вставить в кабель пистолета.
Замените контактный наконечник на тот, который на 0,0115 дюйма больше, чем диаметр присадочной проволоки. Когда вы будете готовы к работе, почистите место ремонта проволочной щеткой из нержавеющей стали. Это удалит окисленный алюминий с поверхности, что обеспечит лучшее проникновение.
По теме: 6 причин, по которым трудно сваривать алюминий?
Предварительный нагрев перед ремонтом
Предварительный нагрев перед ремонтом высокопрочной стали обязателен для предотвращения растрескивания после сварки. Чем выше содержание углерода, тем больше тепла потребуется. После того, как предварительный нагрев завершен, вы можете исправить металл с помощью электрода небольшого диаметра, такого как стержень 7018.
Использование электрода с низким содержанием водорода при низкой скорости перемещения лучше всего подходит для ремонта высокопрочной стали. Это позволит расплавить сварочную ванну до нужной консистенции достаточно долго, чтобы пузырьки газообразного водорода вышли.
Правильно храните свой сварочный аппарат и генератор
Важно правильно хранить ваше оборудование. Содержание его в безопасности и сухости, когда оно не используется, предотвратит повреждение и износ элементов.
Если вам необходимо оставить свое оборудование на открытом воздухе, было бы неплохо накрыть его брезентом или водонепроницаемым материалом.
Что такое инверторный сварочный аппарат: преимущества инверторного сварочного аппарата!
Повышение качества металла сварочный аппарат технологий и оборудования расширил круг лиц выполняющих сварочные работы.
Если раньше этим занимались исключительно профессионалы, то сегодня комбинировать металлы доступно и любителям.
Отвечая на их спрос, производители наводнили рынок разнообразными моделями оборудования. Низкая стоимость, разнообразный функционал и огромный ассортимент из 9Портативные сварочные аппараты 0009 отнюдь не упрощают выбор и становятся серьезным препятствием для неопытного пользователя.
Подробный разбор особенностей самых популярных моделей поможет новичкам сделать правильный выбор и купить наиболее подходящий для себя вариант.
Данный обзор ориентирован на любителей, использующих сварочные аппараты в своих целях.
Группа товаров коммерческого назначения здесь не рассматривается.
СОДЕРЖАНИЕ
- Eurolux IWM190-самый недорогой сварочный инвертор
- KRÜGER WIK-250/WIK-300 для практикующих сварщиков
- Бюджетная модель FUBAG IR 200
- ММА VRD 200 Вестер
- Ресанта ГАИ 220 на дачу
- Ресанта САИ 190ПРОФ
- Afterburner 161-недорогой и качественный сварочный инвертор
- Постоянно востребованный Svarog PRO ARC 160 (Z211S)
- Кедр МИГ 160ГДМ для различных работ
- Рейтинг самых дорогих моделей: Torus 200C Super
- Простой и надежный BLUE WELD Prestige 186 PRO
- Делаем выводы вместе.
Eurolux IWM190 — самый недорогой сварочный инвертор
Как понятно из подзаголовка, основным преимуществом модели является ее невысокая стоимость. Она варьируется в солидном диапазоне значений: от 3,5 до 6,5 тысяч рублей в зависимости от региона проживания.
Большую долю затрат составляют затраты на логистику, что и определяет столь значительный ценовой разброс. Естественно, в бюджетных моделях используются дешевые комплектующие и не исключены поломки техники.
Справедливости ради надо отметить, что инвертор к тому времени уже вернет вложенные в него средства.
Кому может быть интересно это предложение?
Устройство специально разработано для новичков, планирующих освоить азы профессии. Он заслуживает внимания всех без исключения пользователей, для которых производительность не является определяющим параметром.
Eurolux IWM190 можно не использовать длительное время, не опасаясь потери функциональности. Причиной тому является минимальный набор технических возможностей устройства.
Есть и существенный недостаток: держатели, зажимы и кабели, входящие в комплект, некачественные. Поэтому желательно приобретать аксессуары наилучшего уровня исполнения.
Преимущества:
- Регулировка 10-190 А.
- Изготовлен на базе IGBT-транзисторов.
- Высокая скорость сварки.
- Вентотверсия в корпусе для охлаждения.
- Работает при напряжении 160-245 В.
KRÜGER WIK-250/WIK-300 для практикующих сварщиков
Сварочные аппараты KRÜGER WIK-250 и WIK-300 относятся к поколению современных инверторов, предназначенных для опытных профессионалов.
Только они смогут оценить все возможности разработки немецких инженеров. Помимо традиционно высокого качества сборки, они наделены еще и отличной надежностью.
Устройства стабильно работают даже в условиях нестабильного электропитания. Пользователи могут использовать функции «Защита от помех», «Arc Afterburner» и «Горячий старт». Благодаря этому все работы можно выполнить на достойном уровне.
Рабочий диапазон модели WIK-250 заключен в диапазоне от 20 до 250 ампер, что позволяет выполнять подавляющее большинство сварочных работ.
Если вам нужна большая мощность, то стоит обратить внимание на более производительный аналог – ВИК-300, верхняя сила тока которого 300А.
Обе модели известного бренда Kruger основаны на транзисторах IGBT. Это обеспечивает точную настройку оборудования и его бесперебойную работу практически в любых условиях.
Прочный корпус надежно защищает внутреннее пространство от ударов, повышенной влажности и пыли.
Не лишним будет напомнить, что общепринятые стандарты качества в Германии распространяются не только на слишком дорогие товары, но и на товары, доступные покупателям.
Гарантия качества уже давно является визитной карточкой немецких производителей. Среди других преимуществ сварочных инверторов ВИК-250 и ВИК-300 следует выделить небольшие габариты.
Сварщик станет незаменимым помощником для специалистов с разъездным характером работы. Этому также способствует сравнительно небольшой вес – всего 5 кг.
Покупателей также порадует цена. Это приемлемо не только для профессионалов, зарабатывающих на сварке, но и для новичков, делающих первые шаги в этой сфере.
Также следует подчеркнуть максимальную комплектацию. В стоимость предложения входят мощные кабели, плечевой ремень для удобной переноски, кованая щетка и маска.
Из недостатков потребители отмечают только отсутствие транспортировочного кейса.
Преимущества:
- Регулировка тока в диапазоне 20-250А.
- Легкий запуск дуги.
- Стабилизация сварочной дуги во время работы.
- Предусмотрена защита от залипания электрода.
- Автоматическая защита от короткого замыкания, перегрузки по току или мощности.
- Автоматическая регулировка мощности и тока.
Бюджетная модель FUBAG IR 200
Несмотря на скромную стоимость инвертор «выдает» до 200 ампер. Целесообразно использовать не только для сварки , но и для резки металлических заготовок.
В работе можно использовать электроды диаметром до 5 мм, что позволяет выполнять практически все работы на приусадебном участке или в квартире.
Блок питания хорошо работает даже в условиях нестабильного электропитания. Из дополнительного функционала пользователи смогут воспользоваться защитой от помех, дожиганием дуги и горячим стартом.
Все они будут полезны как новичкам, так и опытным переносные сварочные аппараты.
Попаданию оборудования в рейтинг во многом способствовала хорошая сборка и качественные комплектующие.
Недостатков не так много, но они есть. Наиболее существенным является короткий период непрерывной работы – 4 минуты.
После этого нужно дать инвертору остыть в течение 6 минут и можно продолжать. Таким образом, устройство не подходит для коммерческого использования.
Преимущества:
- Легкий.
- Эффективное охлаждение.
- Хорошее качество шва.
- Мощные сварочные кабели.
MMA VRD 200 by Wester
В отличие от предыдущей модели VRD 200 способен работать без «перекуров» в режиме до 120 ампер сварочного тока .
Другими словами, техника будет интересна тем, кому приходится работать много и часто.
Стоит отметить, что это правило не распространяется на операции с электродами диаметром 5 мм. В этом случае придется находить время для перерывов.
Максимальный ток 200А. Из дополнительных функций можно присоединить стандартный набор, характерный для большинства устройств этого класса: антизалипание, горячий старт и форсажную дугу.
Кроме того, производители улучшили безопасность конструкции.
Напряжение на клеммах может снизиться до минимального уровня в ситуациях, когда инвертор подключен к сети, но не используется.
И только в случае нагрузки напряжение резко возрастает до рабочих параметров.
Исходя из эксплуатационных параметров и стоимости (примерно 11 тысяч рублей) Wester MMA-VRD 200 смело можно отнести к числу любительских, но достаточно надежных и функциональных моделей.
Преимущества:
- Горячий старт – увеличение силы тока при касании электродом поверхности.
- Быстрая и яростная дуга помогает капле оторваться от стержневого электрода.
- Функция «Антиприлипание» снижает сварочный ток для отделения прилипшего электрода.
- Работа в широком диапазоне напряжений: 150-240В.
Ресанта САИ 220 на дачу
Известный латвийский бренд давно зарекомендовал себя на отечественном рынке как производитель доступного и достаточно качественного сварочного оборудования.
Рассмотрим основные преимущества и недостатки той или иной модели. Сварочный инвертор SAI 220 популярен среди любителей и начинающих сварщиков.
Максимум, что дает сварщик — 220 ампер. Этого достаточно для использования электродов диаметром до 5 мм, а также для резки металла средней толщины.
Без перерыва может работать 7 минут из 10, т.е. 7 минут работает и 3 минуты остывает.
И так по циклу. Однако «дачной» модель назвали по другой причине.
Отлично работает при нестабильном напряжении в электросети и выдерживает колебания от 160 до 260 вольт.
Однако покупатели отмечают снижение качества сборки инверторов в последние годы.
Другим недостатком является требовательность к оборудованию. Нежелательно допускать его переувлажнения или переохлаждения, так как это чревато быстрым выходом узлов из строя.
Несмотря на столь существенные недостатки, САИ 220 остается в списке самых популярных сварочных аппаратов и по праву занимает свое место в составленном рейтинге.
Преимущества:
- Выполнен на IGBT транзисторах.
- Оснащен функциями «АНТИЗАПИКАНИЕ» и «ГОРЯЧИЙ СТАРТ».
- Принудительное охлаждение.
- Ремень для транспортировки.
- Предусмотрена защита от перегрева.
- Не требует обслуживания.
- Класс защиты IP21.
Ресанта САИ 190ПРОФ
Еще один представитель того же бренда, спрос на который не снижается, а только растет. Это одна из самых продаваемых моделей в линейке AIS.
Его эксплуатационных характеристик более чем достаточно для техники бытового уровня, а относительно невысокая стоимость делает установку популярной среди разных категорий пользователей.
Компактный и простой в использовании сварочный инвертор обеспечивает 190-амперные импульсы. Главное отличие, которое высоко ценится покупателями – это возможность выполнять сварочные работы при напряжении всего 100 вольт.
Именно это технологическое решение позволило вывести модель в рейтинг-лист.
Возможность сварки в условиях плохого электроснабжения стала более важной для потенциальных покупателей.
Преимущества:
- Легкий.
- Диапазон напряжения 100-260В.
- Рабочая температура от -10 до +40 градусов.
- Функции Anti Stick, Hot Start и «ARC FORCE».
- Противоударный корпус.
- Плавная регулировка сварочного тока.
- Легкий поджог.
Afterburner 161 — недорогой и качественный сварочный инвертор
Отличный выбор для новичков и любителей работать с металлом. Все, кому приходилось иметь дело с этой моделью, отмечают отличное соотношение цены и качества.
Инвертор вряд ли заинтересует покупателей особо привлекательным дизайном или необычными характеристиками.
Но за сравнительно небольшие деньги каждый покупатель получит надежный агрегат для сварки MMA или TIG .
Максимальный сварочный ток 160 ампер, но без перерывов на охлаждение оборудования можно варить при значении этого показателя 100А. никаких проблем не возникнет в случаях снижения напряжения в сети до 140 вольт.
Стоит подчеркнуть, что инвертор отлично держит дугу, и она очень легко зажигается.
Такая функция будет иметь большое значение для начинающих и мало практикующих сварщиков.
Преимущества:
- Компактное и легкое устройство.
- Низкое энергопотребление.
- Электроснабжение от автономных электростанций мощностью 9 кВ·А.
- Подключение инвертора к сети от 160 В.
- Аргонно-дуговая сварка.
- Легкое зажигание дуги.
- Возможность работы с электродами диаметром до 4 мм.
- Отключение сварки при падении сетевого напряжения и перегреве.
- Дополнительные функции «Быстрая и яростная дуга», «Горячий старт», «Защита от заклинивания».
- Максимальная мощность 5,5 кВА.
- Долгий срок службы.
Стабильно востребованный Svarog PRO ARC 160 (Z211S)
В этом же ценовом сегменте находится еще одно очень надежное устройство – SVAROG PRO ARC 160.
Бренд будет представлять отечественный рынок более пяти лет и является одной из немногих компаний, предоставляющих пятилетнюю гарантию на свою продукцию.
Помимо невысокой цены, устройство можно охарактеризовать хорошим функционалом и качеством сборки. Он вырабатывает ток силой до 160 ампер и невосприимчив к перепадам напряжения в электросети.
Эта модель может использоваться для MMA сварки или наплавки металла. Но при необходимости его можно использовать и для Сварка ВИГ , в комплекте с клапанной горелкой.
Среди прочих преимуществ – антипригарные электроды и горячий старт.
Цифровой дисплей на корпусе имеет достаточную степень яркости, информация легко читается даже в солнечную погоду.
Все достоинства инвертора позволяют ему оставаться в топе лучших среди бюджетных предложений.
Преимущества:
- Аргонно-дуговая сварка.
- Легкое зажигание и быстрая и яростная дуга.
- Высокая стабильность горения дуги.
- Легкий и размер.
- Носите с плечевым ремнем.
- КПД – 85 %.
Кедр МИГ 160ГДМ для различных работ
Среди лучших аппаратов по соотношению цена-качество по праву занимает МИГ 160ГДМ Кедр.
Полуавтомат используется для выполнения самых разных задач. Может использоваться в режимах MIG или MAG вместе с присадочной проволокой.
Если есть вакансии, без которых не обойтись аргонная сварка TIG , тогда вам не придется искать какой-либо другой инвертор.
MIG 160 GDM отлично справляется с этими задачами. Но следует учесть, что вы не сможете работать с алюминием или алюминийсодержащими металлами.
Здесь можно реализовать только режим TIG DC, а для алюминия потребуется AC. Параметры дуги автоматически устанавливаются на оборудовании без вмешательства оператора в зависимости от режима сварки.
Эта функция особенно понравится новичкам, которым на первых порах не придется выбирать настройки под конкретную работу.
Из недостатков следует обратить внимание на малый цикл непрерывной работы. Это касается случаев, когда можно использовать электроды диаметром 4-5 миллиметров.
Разумеется, вы можете работать непрерывно с электродами диаметром 3 мм. Но тогда возможности устройства могут существенно снизиться.
Тем не менее, МИГ 160ГДМ Кедр можно смело отнести к разряду лучших агрегатов, представленных в данном рейтинге.
Преимущества:
- Потребляемая мощность – 6,1 кВА.
- Регулировка напряжения.
- Однокнопочная настройка параметров.
- Микропроцессор.
- Арка «Форсаж».
- Горячий старт.
- Высокое качество сборки.
- Долгий срок службы.
Рейтинг самых дорогих моделей: Torus 200C Super
Сложности в выборе варианта покупки может вызвать не только большой ассортимент товара, но и цены.
Иногда они недопустимо высоки. Особенно, если речь идет о вариантах, способных выполнять работу в режимах MMA и TIG.
Такие модели на прилавках магазинов могут сопровождаться высокими ценниками, а продавцы и производители хором будут оправдывать дополнительный функционал устройств, которые можно продавать.
Исключением из этого неприятного правила стали сварочные инверторы Torus 200S Super.
Могут быть рассчитаны на работу в обоих режимах, генерировать сварочную дугу силой 200 ампер, и стоят около 15000 руб.
Производитель заявляет возможность непрерывной работы даже при максимальных нагрузках при условии, что не сварится толстый металл.
А сварщики со стажем на различных форумах оставляют положительные отзывы о функциональности и надежности аппарата.
Модель заинтересует не только начинающих, но и опытных мастеров. Он легко зажигает дугу и сохраняет ее стабильной на протяжении всего цикла.
При этом не имеет значения, какой из режимов может установить контроллер – TIG или MMA.
Преимущества:
- Малый вес и размеры.
- Устойчивость к изменениям напряжения – 165-242 В.
- Использование электродов диаметром до 5 мм.
- Постоянный ток.
- ПВ – 100% при 200А.
- Термостат и воздушное охлаждение.
Простой и надежный BLUE WELD Prestige 186 PRO
Полуавтомат BLUE WELD Prestige 186 PRO в рейтинге лучших бюджетных сварочных инверторов не случайно.
Имеет возможность работы в двух режимах-MMA или TIG, при этом его можно охарактеризовать простотой и надежностью эксплуатации. Но в большей степени он подходит для выполнения работ, требующих режима ММА.
Поэтому он идеально подходит для тех специалистов, которым на практике редко приходится прибегать к сварке TIG . В противном случае вам придется столкнуться с проблемой низкого качества швов, получаемых при таком режиме работы.
Максимальная мощность сварочного оборудования составляет 160 ампер. В условиях максимально допустимой нагрузки может отрабатывать 60% цикла.
То есть 6 минут сварочных работ может выполнить, а 4 минуты уйдет на охлаждение силовой установки.
Инструмент удобен для специалистов с разъездным характером работы, так как весит всего 5 кг. Но есть одно важное обстоятельство, объясняющее этот парадокс.
Дело в том, что модель будут собирать в Италии, и в ее производстве можно будет использовать качественные комплектующие.
Итак, в отличие от китайских аналогов, в цену входит еще и оплата за европейские стандарты качества.
Судя по отзывам пользователей, это правда. Аппарат можно охарактеризовать хорошим качеством сборки и надежностью.
Преимущества:
- Малый вес и размеры.
- Высокая стабильность сварочного тока.
- Функции «Форсаж дуги», «Горячий старт», «Антиприлипание».
- Практичность и простота использования.
Делаем выводы вместе
В рейтинг намеренно не включены профессиональные модели. Акцент сместился в сторону любительского оборудования не просто так.
Специалисты сами разберутся, что им подходит, а какой сварочный инвертор покупать ни в коем случае нельзя.
Обзор рассчитан на новичков и любителей сварки, которым еще не хватает опыта для самостоятельного выбора наиболее подходящей модели.
Кроме того, профессиональное оборудование будет стоить значительно дороже. Самые дешевые предложения для этого сегмента будут не ниже 300 долларов.
А теперь попробуем сделать выводы для себя. Большая часть импортного оборудования на внутреннем рынке производится в Китае.
Так что принципиальной разницы в том, какой модели отдать предпочтение – импортной или отечественной – нет.