Основные требования, предъявляемые к источникам питания
Важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечить хорошее возбуждение и стабильное горение дуги.
Возбуждение сварочной дуги начинается с короткого замыкания сварочной цепи – контакта между электродом и деталью. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока.
В дальнейшем происходит некоторое уменьшение сопротивления дугового промежутка (вследствие эмиссии электронов с катода и появления объемной ионизации газов в дуге), что вызывает снижение напряжения до предела, необходимого для поддержания устойчивого горения дуги. В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25…30 В.
При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25…30 В.
Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями. Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока.
Эти условия процесса сварки в основном и определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
1) напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать норм безопасности. Максимально допустимое напряжение холостого хода установлено для источников постоянного тока – 90 В, для источников переменного тока – 80 В;
2) напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги.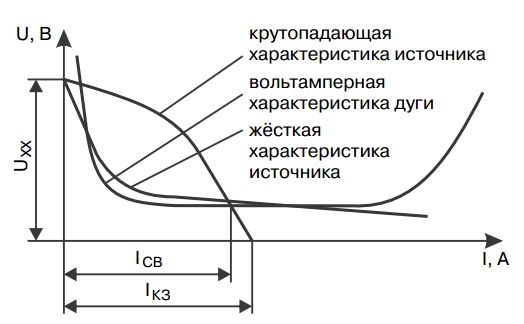 С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с;
С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с;
3) ток короткого замыкания не должен превышать сварочный ток более чем на 40…50 %. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения;
4) мощность источника тока должна быть достаточной для выполнения сварочных работ;
5) иметь устройства для плавного регулирования силы сварочного тока;
6) обладать заданной внешней характеристикой.
Таким образом, можно сказать, что источник питания должен при определенных режимах работы удовлетворять двум группам требований: технологическим и технико-экономическим.
Технологические требования. Эти требования определяются техническими возможностями достижения технологических свойств, которые определяются, в свою очередь, статическими и динамическими свойствами источника питания и свойствами нелинейных участков — разрядного промежутка и ванны.
Статические свойства источника отражены в его внешней статической характеристике и ее соответствии вольт-амперной характеристике дуги, так как способность энергетической системы источник — ду — ванна поддерживать устойчивое горение дуги и заданный режим зависит от видов и взаимного расположения этих характеристик.
О динамических свойствах источника можно судить по характеру и скорости протекания переходных процессов в системе источник — дуга — ванна, сопровождающихся резкими изменениями сварочного тока при ступенчатых изменениях проводимости разрядного промежутка, которые вызываются резкими переходами из одного установившегося режима в другой (например, при переходе от холостого хода к короткому замыканию при первоначальном возбуждении дуги). Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков нонизнроваййого газа, колебаниями напряжения сети, неравномерностью .скорости подачи сварочной проволоки и т. д.).
Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков нонизнроваййого газа, колебаниями напряжения сети, неравномерностью .скорости подачи сварочной проволоки и т. д.).
Технико-экономические показатели. К этим показателям относятся коэффициент полезного действия (к.п.д.), коэффициент мощности (cos φ), габаритные размеры, массы, показатели надежности, эргономические и технологические показатели конструкции источников, соответствие правилам безопасности и т. п.
Источники питания сварочной дугиТребования к источникам питания. Устойчивое горение дуги и стабильность режима сварки зависят от условий существования дугового разряда, свойств и параметров источника питания. Основным параметром источника питания является его внешняя статическая вольтамперная характеристика, которая выражает зависимость между напряжением на зажимах источника и сварочным током. Источники питания могут иметь крутопадающую, пологопадающую, жесткую характеристику (рис. 11). В зависимости от способа сварки источник тока выбирают по типу внешней характеристики. Для ручной электродуговой сварки применяют источники с падающей внешней характеристикой, у которых при коротком замыкании напряжение снижается до нуля, что не дает расти силе тока короткого замыкания, а при возбуждении дуги, когда ток очень мал, на дуге обеспечивается повышенное напряжение. Источники питания с падающей внешней характеристикой позволяют удлинять дугу в разумных пределах, не боясь ее быстрого обрыва, или уменьшать ее без чрезмерного увеличения тока. Рис. 11. Внешние характеристики источника питания Рис. 12. Электрическая принципиальная схема трансформатора ТДМ-401У2 Источники питания переменного тока. Такими источниками являются сварочные трансформаторы, преобразующие электрический ток одного напряжения в электрический ток другого напряжения. Сварочные трансформаторы представляют :обой регулируемое индуктивное сопротивление, необходимое для получения требуемой внешней характеристики, т. е. устойчивого горения сварочной дуги. В старых конструкциях трансформаторов это достигалось с помощью индуктивных дросселей, включаемых последовательно в цепь вторичных обмоток трансформаторов. В современных трансформаторах для обеспечения нормального процесса сварки используется принцип перемещения вторичной обмотки относительно неподвижной первичной,что позволяет изменять индуктивное сопротивление и создавать падающую внешнюю характеристику. На рис. 12 представлена схема сварочного трансформатора ТДМ-401У2. Трансформатор однофазный, стержневого типа. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижные и закреплены у нижнего ярма. Катушки вторичной обмотки — подвижные. Через верхнее ярмо сердечника трансформатора пропущен ходовой винт, который ввинчивается в ходовую гайку, вмонтированную в обойму подвижных вторичных катушек. Бесперебойная работа трансформаторов во многом зависит от правильной их эксплуатации. Перед сдачей трансформатора в эксплуатацию его следует тщательно осмотреть, устранить механические повреждения; проверить обмотки на обрыв, изоляцию обмоток от корпуса; правильно заземлить трансформатор. При установке трансформаторов на открытом воздухе их следует защищать от атмосферных осадков, так как при отсыревшей изоляции обмоток возможен пробой изоляции и замыкание между витками. Однако перегрев трансформатора (установка около печи, горна, паропровода) также вредно отражается на изоляции обмоток. В процессе эксплуатации трансформаторы необходимо регулярно осматривать. При плохом уходе слой грязи может достигнуть такой толщины, что нарушит охлаждение рабочих частей и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Источники питания постоянного тока. К этой группе относятся сварочные преобразователи, выпрямители и агрегаты. Сварочный преобразователь состоит из коллекторного или вентильного (безколлекторного) генератора постоянного тока и асинхронного двигателя, установленных на общем валу. В коллекторных генераторах переменная э. д. е., индуктируемая в якоре, выпрямляется во вращающемся контактном устройстве, называемом коллектором. Внешние характеристики сварочных генераторов и ограничение тока короткого замыкания достигаются с помощью соответствующих электрических схем генераторов. Коллекторные генераторы выпускают следующих схем: с независимым возбуждением и размагничивающей последовательной обмоткой; с самовозбуждением и размагничивающей последовательной обмоткой (с намагничивающей параллельной и размагничивающей последовательной).  При нормальном состоянии у коллектора нет следов нагара. Пыль с коллектора следует систематически удалять чистой тряпкой, смоченной в бензине. Шум шарикоподшипников должен быть глухим, ровным, без щелчков и резких звуков. Щетки необходимо регулярно осматривать и изношенные своевременно удалять. При нормальном состоянии у коллектора нет следов нагара. Пыль с коллектора следует систематически удалять чистой тряпкой, смоченной в бензине. Шум шарикоподшипников должен быть глухим, ровным, без щелчков и резких звуков. Щетки необходимо регулярно осматривать и изношенные своевременно удалять.В последние годы сварочные преобразователи вытесняются выпрямителями, у которых отсутствуют вращающиеся части, работают они бесшумно, имеют меньшие потери энергии при холостом ходе, более высокий КПД, более широкие пределы регулирования сварочного тока и напряжения, меньшую массу, равномерную загрузку трехфазной сети. Сварочный выпрямитель состоит из понижающего трансформатора с устройством для регулирования тока или напряжения; выпрямительного блока, включающего селеновые или кремневые вентили; вентилятора для охлаждения выпрямительного блока. Выпускают одно- и многопостовые сварочные выпрямители. Однопостовые выпрямители имеют жесткую и пологопадающую или крутопадающую вольтамперную характеристику. Получение тока от сварочных агрегатов обходится дороже, чем от трансформаторов, преобразователей и выпрямителей. Читать далее: |
 Электрическая дуга по своему характеру отличается от других потребителей электрической энергии. Особенности сварочной дуги предъявляют специфические требования к питающим ее источникам электрического тока. Для обеспечения легкого зажигания дуги напряжение холостого хода должно быть в 2—3 раза выше напряжения дуги, и в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. При замыкании сварочной цепи в момент касания электрода с изделием возникает короткое замыкание, вызывая резкое увеличение сварочного тока,что может привести к загоранию сварочных проводов. Поэтому источник питания должен ограничивать силу тока короткого замыкания. Изменения напряжения дуги, происходящие вследствие изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки. Время восстановления напряжения от нуля до рабочего после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
Электрическая дуга по своему характеру отличается от других потребителей электрической энергии. Особенности сварочной дуги предъявляют специфические требования к питающим ее источникам электрического тока. Для обеспечения легкого зажигания дуги напряжение холостого хода должно быть в 2—3 раза выше напряжения дуги, и в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. При замыкании сварочной цепи в момент касания электрода с изделием возникает короткое замыкание, вызывая резкое увеличение сварочного тока,что может привести к загоранию сварочных проводов. Поэтому источник питания должен ограничивать силу тока короткого замыкания. Изменения напряжения дуги, происходящие вследствие изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки. Время восстановления напряжения от нуля до рабочего после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.



 Универсальные выпрямители обеспечивают крутопадающую и жесткую характеристику. Сварочный ток регулируется чаще всего изменением расстояния между обмотками трансформатора. Выпускают передвижные и стационарные выпрямители. В процессе эксплуатации выпрямители необходимо периодически осматривать, чтобы устранить мелкие нарушения, которые могут привести к аварии. Очень внимательно нужно следить за работой вентилятора, так как его неисправность приведет к перегреву полупроводниковых элементов и выходу из строя выпрямителя. Один раз в 3 месяца следует тщательно очищать полупроводниковые элементы от пыли и грязи с помощью сжатого воздуха. Выпрямитель, не эксплуатировавшийся более года, перед работой необходимо включить на 20 мин на напряжение, равное половине номинального, а затем на 4 ч на номинальное напряжение без нагрузки. Это необходимо сделать для подформовки полупроводниковых элементов.
Универсальные выпрямители обеспечивают крутопадающую и жесткую характеристику. Сварочный ток регулируется чаще всего изменением расстояния между обмотками трансформатора. Выпускают передвижные и стационарные выпрямители. В процессе эксплуатации выпрямители необходимо периодически осматривать, чтобы устранить мелкие нарушения, которые могут привести к аварии. Очень внимательно нужно следить за работой вентилятора, так как его неисправность приведет к перегреву полупроводниковых элементов и выходу из строя выпрямителя. Один раз в 3 месяца следует тщательно очищать полупроводниковые элементы от пыли и грязи с помощью сжатого воздуха. Выпрямитель, не эксплуатировавшийся более года, перед работой необходимо включить на 20 мин на напряжение, равное половине номинального, а затем на 4 ч на номинальное напряжение без нагрузки. Это необходимо сделать для подформовки полупроводниковых элементов.
Презентация к уроку «Основные требования, предъявляемые к источникам питания сварочной дуги»
ТЕМА УРОКА:
ОСНОВНЫЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ИСТОЧНИКАМ ПИТАНИЯ СВАРОЧНОЙ ДУГИ.
ЦЕЛИ УРОКА:
- образовательная: изучение требований, предъявляемых к ИП сварочной дуги.
- развивающая: развитие способности самостоятельного поиска решения на поставленный вопрос, работы в коллективе и рационального использования полученной информации;
- воспитательная: воспитать интерес к изучаемой профессии, трудолюбие и стремление к получению новых знаний.
АКТУАЛИЗАЦИЯ ОПОРНЫХ ЗНАНИЙ:
- Назовите виды дуговой сварки.
- Что называется сварочным постом?
- Что называется сварочной дугой?
- Чем оснащен сварочный пост?
- Основное требование к сварочному посту?
Разнообразие видов сварки обуславливает и разнообразие сварочного оборудования. Однако, не смотря на это, существует ряд требований, одинаковых для любого вида дуговой сварки. Знание этих требований позволяет выбрать источник питания, наиболее полно отвечающий как технологическим, так и экономическим особенностям используемым видам сварки при изготовлении конкретной конструкции.
Знание этих требований позволяет выбрать источник питания, наиболее полно отвечающий как технологическим, так и экономическим особенностям используемым видам сварки при изготовлении конкретной конструкции.
Электрическая сварочная дуга представляет собой такой вид нагрузки, который отличается от других потребителей электроэнергии тем, что для зажигания дуги требуется напряжение значительно выше, чем для поддержания ее горения;
дуга горит с перерывами, во время которых электрическая цепь либо разрывается, либо происходит короткое замыкание.
Во время горения дуги напряжение ее меняется с изменением длины дуги, следовательно, меняется и сила сварочного тока. При коротком замыкании (в моменты зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.
Эти особенности дуги обусловливают следующие требования, предъявляемые к источникам питания:
1. Обеспечивать легкое зажигание и стабильное горение сварочной дуги в период сварки.
Обеспечивать легкое зажигание и стабильное горение сварочной дуги в период сварки.
2. Обеспечивать необходимые для выполняемого технологического процесса сварки силу сварочного тока и напряжение на дуге. Обычно напряжение на дуге равно 18-35 В.
3. Напряжение холостого хода должно быть в 2 — 3 раза выше напряжения дуги. Это необходимо для легкого зажигания дуги. В то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Напряжение холостого хода обычно равно 50 — 70 В. ГОСТ устанавливает максимальное напряжение холостого хода не более 80 В для источников питания переменного тока и 90 В — постоянного тока.
4. Сила тока при коротком замыкании должна быть ограничена. Нормальный процесс дуговой сварки обеспечивается, если где I к.з — сила тока короткого замыкания; I св — сила сварочного тока. В некоторых случаях это отношение может достигать 2.
В некоторых случаях это отношение может достигать 2.
5. Изменения напряжения дуги, происходящие вследствие изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки.
6. Динамические свойства источника питания, т. е. время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
7. Источник питания должен иметь устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть (приблизительно) от 30 до 130% к номинальному сварочному току. Это необходимо для того, чтобы от одного источника питания производить сварку электродами разных диаметров.
20 ÷ 250(1), 230(2), 210(3), А
Наличие регулирующего устройства не всегда позволяет плавно регулировать силу сварочного тока. Поэтому в ряде случаев последовательно в сварочную цепь включают балластные реостаты. Балластные реостаты дают возможность плавно регулировать силу сварочного тока и улучшают вольтамперную характеристику источника питания для ручной дуговой сварки.
Поэтому в ряде случаев последовательно в сварочную цепь включают балластные реостаты. Балластные реостаты дают возможность плавно регулировать силу сварочного тока и улучшают вольтамперную характеристику источника питания для ручной дуговой сварки.
7. Иметь необходимый вид внешней вольтамперной характеристики.
1 — крутопадающая, 2 — пологопадающая,
3 — жесткая, 4 – возрастающая.
Требования к источникам, предназначенным для питания других процессов сварки, отличаются от приведенных выше. Например, в источниках питания для полуавтоматической сварки в защитных газах напряжение холостого хода должно практически равняться напряжению дуги.
Закрепление полученных знаний:
1. В чем состоит главное отличие сварочной дуги от других потребителей энергии?
2. Напряжение холостого хода источника питания составляет…….
3. Пределы регулирования сварочного тока ИП.
4. Напряжение на дуге составляет…..
5. Ток короткого замыкания………..
Домашнее задание:
Проработать изученный материал по конспекту и с помощью рекомендуемой литературы.
4. Выбор источника питания
Сварочная дуга является мощным дуговым разрядом в ионизированной среде газов и паров металла. Характеристиками дуги являются ее ток Iд и напряжение Uд. Статическая вольтамперная характеристика дуги (рис. 4.1) показывает зависимость Uд = f(Iд) при Iд = const. Она имеет три характерных участка: падающий I, жесткий II и возрастающий III.
Крутопадающая характеристика дуги (участок I) бывает при плотности тока не более 10–12 А/ мм2. При увеличении Iд увеличиваются поперечное сечение столба дуги и электропроводность, причем
При увеличении Iд увеличиваются поперечное сечение столба дуги и электропроводность, причем
Рис. 4.1. Статические вольт-амперные характеристики дуги
увеличение последних идет с некоторым опережением роста тока дуги. Поэтому на участке напряжение дуги при увеличении тока падает. При дальнейшем увеличении Iд (участок II) пропорционально ему растут площадь поперечного сечения и плотность тока. В связи с этим напряжение дуги остается практически неизменным.
Такое состояние характерно для дуг с плотностью тока 12÷ 80 А/мм2, т.е. практически во всем диапазоне режимов сварки штучными электродами, неплавящимися электродами и под флюсом.
При сварке плавящимся электродом в защитных газах на форсированных режимах под флюсом (когда плотность тока более 80 А/мм2), при увеличении Iд, резервы роста сечения столба дуги исчерпаны, поэтому он сжимается и вызывает увеличение напряжения Uд. На таких режимах статическая характеристика дуги (участок III) становится возрастающей.
На таких режимах статическая характеристика дуги (участок III) становится возрастающей.
В процессе сварки дуга и источник ее питания образуют взаимосвязанную систему. Устойчивость горения дуги и стабильность режима сварки зависят как от условий существования дугового разряда, так и от свойств и параметров источников питания и, в первую очередь, от внешней характеристики источника.
Рис. 4.2. Внешние характеристики источников питания: 1 – падающие; 2 – пологопадающие; 3 – жесткие; 4 – возрастающие
Внешней характеристикой источника питания сварочной дуги называется зависимость между напряжением на его зажимах Uип и током Icв, протекающим в сварочной цепи при нагрузке, т.е. Uип=f(Icв).
Существуют следующие внешние характеристики источников питания: падающие, пологопадающие, жесткие, возрастающие (рис.4.2).
Установившийся режим работы системы определяется точкой пересечения (рис. 4.3)
Рис. 4.3. Внешняя характеристика источника питания и вольт-амперная характеристика дуги: IA – ток зажигания дуги; IB – ток устойчивого горения дуги
внешней характеристики источника 1 и вольт-амперной характеристики 2 дуги, т. е. для нормального протекания процесса сварки необходимо равенство напряжений на дуге и клеммах источника питания (Uд = Uип). Однако устойчивое ее горение будет при токе, соответствующем точке В. Ток, соответствующий точке А (IA), является током зажигания дуги. После появления последней, он автоматически повысится до рабочей величины Iв.
Выбор источника питания сварочной дуги по типу внешней характеристики производится в зависимости от способа сварки.
Если форма характеристики дуги падающая, то внешняя характеристика источника питания (рис. 4.4) должна быть более крутопадающей.
4.4) должна быть более крутопадающей.
Рис. 4.4. Характеристики системы “дуга – источник питания”: 1 – вольтамперная характеристика дуги; 2,3,4,5 – внешние характеристики источников питания
При жесткой характеристике дуги характеристика источника должна быть пологопадающей или жесткой, но в меньшей степени, чем характеристика дуги. И при возрастающей, вольт-амперной
характеристике дуги принимается источник питания с жесткой или слегка возрастающей характеристикой.
При ручной сварке, как правило, наблюдаются значительные колебания длины дуги, а соответственно и напряжения на дуге, но режим сварки при этом должен быть стабильным. Значит в этом случае, чем круче характеристика источника питания, тем более устойчива дуга, т.е. тем меньше изменение тока при изменении длины дуги.
При автоматической сварке плавящимся электродом происходит саморегулирование, при котором длина дуги после ее изменения восстанавливается автоматически за счет изменения тока и соответственно скорости плавления проволоки. Явление саморегулирования наиболее сильно проявляется при повышении плотности тока в электроде и уменьшении крутизны внешней характеристики источника питания.
Явление саморегулирования наиболее сильно проявляется при повышении плотности тока в электроде и уменьшении крутизны внешней характеристики источника питания.
Следовательно, источники питания сварочной дуги с крутопадающей внешней характеристикой используются, как правило, при ручной сварке, при сварке неплавящимся электродом в среде защитных газов и сварке под флюсом при сравнительно небольших плотностях тока.
Источники питания с другими типами внешних характеристик рекомендуются для сварки и наплавки
под флюсом на форсированных режимах со значительной плотностью тока, сварки тонкой проволокой, электрошлаковой и др.
Таким образом, для определенного способа сварочно-наплавочных работ должен быть подобран источник питания с такой внешней характеристикой, при которой система “дуга – источник питания” в рабочем режиме будет устойчива.
Кроме отмеченного, источники питания должны удовлетворять следующим основным требованиям:
— возможности функционирования при периодических коротких замыканиях сварочной цепи, происходящих как в процессе сварки, так и при зажигании дуги;
— значение тока короткого замыкания должно быть в 1,5–2 раза больше значения рабочего тока;
— напряжение холостого хода источника должно позволять легко зажигать дугу, обеспечивать устойчивое ее горение и быть безопасным для сварщика при соблюдении им правил техники безопасности;
— возможности регулирования сварочного тока в широком диапазоне.
Технические характеристики источников питания
МЕЖДУНАРОДНЫЙ ИНЖЕНЕР-СВАРЩИК
Основными техническими характеристиками источников питания сварочной дуги являются напряжение холостого хода и номинальная сила сварочного тока. Источники для ручной сварки изготавливают на токи 125 … 500, для механизированной — 315 … 1000. для автоматической — 500…2000 А. Многопостовые источники имеют номинальную силу тока 1000 … 5000 А. Важным параметром является номинальное напряжение. Например, однопостовые источники с падающей внешней характеристикой. предназначенные для ручной сварки, имеют номинальное напряжение 25 … 40 В. В технической документации указаны пределы регулирования силы тока и соответствующие ему пределы регулирования рабочего напряжения. Например, выпрямитель для ручной сварки с номинальной силой тока 315 А и напряжение 22 … 36 В. Задается также напряжение холостого хода, для источников с падающей характеристикой оно составляет 60 . .. 90 В.
.. 90 В.
Источники питания работают в одном из спедующих режимов: перемежающемся, повторно-кратковременном и продолжительном. В перемежающемся режиме работа под нагрузкой в течение времени t, чередуются с холостым ходом в течении времени t„ когда источник не отключается от сети. Такой режим характеризуется относительной продолжительностью нагрузки ПН = i*/(tH + t*) • 100%. Источники для сварки имеют номинальную ПН. равную 60% .В повторно-кратковременном режиме работа под нагрузкой чередуется с периодическими отклонениями источника от сети на время to-Такой режим характеризуется относительной продолжительностью выключения ПВ = tM/(t„ + to) • 100%. В продолжительном режиме источник питания непрерывно работает под нагрузкой.
Кроме вышеперечисленных параметров в технической документации указываются напряжение питающей сети, номинальная мощность, коэффициент полезного действия, размеры и масса источников питания.
Основное условие поддержания заданной длины дуги при сварке в защитных газах MIG/MAG
Для того чтобы процесс сварки в защитных газах протекал устойчиво, необходимо, чтобы длина дуги поддерживалась в заданных пределах Это достигается при условии. если скорость оплавления торца Электродной проволоки (Уолл) равняется скорости ее подачи (Vnnp)
если скорость оплавления торца Электродной проволоки (Уолл) равняется скорости ее подачи (Vnnp)
Взаимосвязь между скоростью подачи электродной проволоки Vnnp, скоростью оплавления электродной проволоки Vonfl и длиной дуги
Жёсткая внешняя Вольт-амперная характеристика источника питания
Основная особенность жёсткой ВВАХ — небольшие изменения напряжения (длины) ду ги вызывают существенные изменения тока сварки.
Крутопадающая Внешняя Вольт-амперная Характеристика источника питания
Основная особенность крутопадающей ВВАХ — большие изменения напряжения (длины) дуги не вызывают существенных изменений тока сварки.
Автоматическое восстановление заданной длины дуги после её удлинения (преднамеренного или случайного)
В результате преднамеренного или случайного удлинения дуги возрастает её электрическое сопротивление, и, как следствие этого, увеличивается напряжение дуги. Это вызывает перемещение рабочей точки из положения 1 в положение 2. в котором ток сварки меньше. Скорость оплавления торца электродной проволоки снижается, что приводит к нарушению равновесия между этой скоростью и скоростью подачи электродной проволоки. Вследствие этого, торец электрода начинает перемещаться в направление сварочной ванны, сокращая дуговой промежуток и восстанавливая первоначальную (заданную) длину дуги. При этом сопротивление дуги снижается, и, как следствие, происходит уменьшение напряжения дуги. В результате, рабочая точка перемещается в положение 3, где ток сварки по значению близок току сварки в точке 1. В рабочей точке 3 устанавливается новое равновесие между скоростью подачи электродной проволоки и скоростью её оплавления. При этом ток сварки остаётся немного меньшим, по сравнению с точкой 3, так как дополнительный подогрев проволоки при удлинённом вылете электрода приводит к увеличению скорости её оплавления. Автоматическое восстановление заданной длины дуги после её сокращения (преднамеренного или случайного)
Это вызывает перемещение рабочей точки из положения 1 в положение 2. в котором ток сварки меньше. Скорость оплавления торца электродной проволоки снижается, что приводит к нарушению равновесия между этой скоростью и скоростью подачи электродной проволоки. Вследствие этого, торец электрода начинает перемещаться в направление сварочной ванны, сокращая дуговой промежуток и восстанавливая первоначальную (заданную) длину дуги. При этом сопротивление дуги снижается, и, как следствие, происходит уменьшение напряжения дуги. В результате, рабочая точка перемещается в положение 3, где ток сварки по значению близок току сварки в точке 1. В рабочей точке 3 устанавливается новое равновесие между скоростью подачи электродной проволоки и скоростью её оплавления. При этом ток сварки остаётся немного меньшим, по сравнению с точкой 3, так как дополнительный подогрев проволоки при удлинённом вылете электрода приводит к увеличению скорости её оплавления. Автоматическое восстановление заданной длины дуги после её сокращения (преднамеренного или случайного)
Автоматическое восстановление заданной длины дуги после уменьшения скорости подачи электродной проволоки (преднамеренного или случайного)
Уменьшение (преднамеренное) тока сварки
Автоматическое восстановление равновесия между скоростью подачи электродной проволоки и скоростью её оплавления после преднамеренного снижения напряжения дуги
Гибкие автоматизированные сварочные производства (ГАСП)
Гибкие производственные системы для сборочно-сварочных работ должны обеспечивать автоматизацию следующих операций: 1. Сборка под сварку. 2. Загрузочно-разгрузочные работы. 3. Складирование заготовок и сваренных конструкций. 4. Складирование и замена оснастки. 5. …
Сборка под сварку. 2. Загрузочно-разгрузочные работы. 3. Складирование заготовок и сваренных конструкций. 4. Складирование и замена оснастки. 5. …
Пути повышения технологичности сварных конструкций под роботизированную сварку
1. Изменение сварной конструкции и технологии ее изготовления при заданном типе сварочного робота. 2. Выбор другого сварочного робота либо оснащение его дополнительными технологическими средствами. 3. Одновременная доработка конструкции, технологии и …
Особенности роботизированной технологии сварки
Эффективность применения роботизированной сварки зависит от технологичности свариваемой конструкции. Разработана специальная методика оценки технологичности, которая позволяет: 1. Выбирать сварные конструкции (СК), как объект роботизированной сварки, из числа предварительного отбора сварных …
Источники питания и установки для дуговой сварки — Немного о ремонте и строительстве
Обеспечение устойчивости горения сварочной дуги, требования к источникам питания
Устойчивость горения сварочной дуги. В сварочную совокупность дуговой сварке входят источник питания, ванна и дуга расплавленного металла (изделие).
Высокий уровень качества сварного соединения обеспечивается в том случае, если вся совокупность трудится на протяжении сварки устойчиво, стабильно во всех трех ее звеньях и в первую очередь, в случае если обеспечивается устойчивое горение дуги.
Но в ходе сварки на перемещающуюся по металлу дугу действуют факторы, нарушающие ее устойчивое горение, такие, как изменение длины дуги, которое зависит от квалификации сварщика, уровень качества сборки, перенос капель жидкого металла в сварочную ванну, изменение величины сварочного тока при колебаниях напряжения сети, изменение скорости сварки, магнитное дутье дуги (отклонение дуги под действием электромагнитных ферромагнитных масс и полей) и другие факторы.
Устойчивость дуг переменного тока ниже, чем дуг постоянного тока. Это связано с тем, что при питании дуги с частотой 50 Гц дуга , 100 раз в секунду меркнет и снова возбуждается.
Для увеличения стабильности горения дуги в покрытия и флюсы вводят вещества (соединения калия, кальция, цезия и др.), содействующие хорошей проводимости дугового промежутка. Используют кроме этого особые устройства, именуемые генераторами и осцилляторами импульсов, каковые содействуют возбуждению дуги синхронно с частотой питающей сети.
Требования к источникам питания для дуговой сварки. Для обеспечения устойчивости горения дуги источники питания для дуговой сварки должны удовлетворять следующим требованиям: – иметь напряжение аролостого хода, т. е. напряжение на зажимах источника тока при разомкнутой сварочной цепи, достаточное для легкого возбуждения дуги и устойчивого ее горения; но не быть больше норм техники безопасности, т. е. не более 80—90 В; – владеть достаточной мощностью для исполнения сварочных работ; – снабжать ток замыкания, не превышающий установленных значений, дабы источник тока выдерживал продолжительные маленькие замыкания сварочной цепи без повреждения и перегрева обмотки, при достаточной стабильности процесса; – владеть хорошими динамическими особенностями, т. е. снабжать стремительное восстановление напряжения дуги по окончании маленьких замыканий; – иметь устройства для плавного регулирования силы сварочного тока; – владеть заданной внешней чёртом.
Сварочные трансформаторы благодаря своим технико-экономическим показателям имеют преимущества если сравнивать с источниками постоянного тока. Они несложнее в эксплуатации, долговечнее, владеют более высоким к. п. д.
Источники постоянного тока предпочтительнее в технологиче ском отношении: при их применении увеличивается устойчивость горения дуги, постоянно совершенствуются условия сварки р разных пространственных положениях и др.
Главные технические показатели источников питания сварочной дуги — внешняя черта, напряжение холостого хода, относительная длительность работы (ПР) и относительная длительность включения (ПВ) в прерывистом режиме.
Рис. 1. Главные типы внешних черт источников питания для дуговой сварки
вольт и источника Внешняя характеристика питания-амперная черта дуги.![]() Источники тока для питания сварочной дуги должны иметь особую сварочную внешнюю чёрта.
Источники тока для питания сварочной дуги должны иметь особую сварочную внешнюю чёрта.
Внешней чёртом источника питания именуется зависимость между напряжением на его выходных клеммах и током в сварочной цепи. Внешние характеристики смогут быть следующих главных видов — крутопадающая, пологопадающая, твёрдая, возрастающая: Источник тока с соответствующей внешней чёртом выбирают в зависимости от вольт-амперной характеристики дуги.
Рис. 2. Вольт-амперная черта дуги (а) и зависимость напряжения дуги Ub от ее длины Ld(6)
Участки I и II ВАХ соответствуют режимам сварки, используемым при ручной сварке плавящимся покрытым электродом, и неплавящимся электродом в среде защитных газов. Механизированная сварка под флюсом соответствует II области и частично захватывает III область при применении узких электродных повышенной плотности и проволок тока, сварка плавящимся электродом в защитных газах соответствует III области ВАХ.
Для питания дуги с падающей либо твёрдой ВАХ используют источники питания с падающей либо пологопадающей внешней чёртом. Для питания дуги с возрастающей ВАХ используют источники тока с твёрдой либо возрастающей внешней чёртом.
Для питания дуги с возрастающей ВАХ используют источники тока с твёрдой либо возрастающей внешней чёртом.
Из сообщённого направляться, что при ручной дуговой сварке, в то время, когда трансформации длины дуги самый нередки, а при сварке в труднодоступных местах сварщику приходится самому искусственно изменять длину дуги, самый предпочтительно применять источники питания с крутопадающей чёртом, поскольку трансформации*гока при. заданных режимах будут незначительны, а следовательно, и главные размеры шва будут изменяться незначительно.
При механизированных методах сварки отличных показателей достигаются при применении источников с твёрдыми чертями благодаря более интенсивному авторегулированию дуги. Авторегулирование дуги — это свойство сварочной дуги при сварке плавящимся электродом восстанавливать длину дуги при случайных ее отклонениях благодаря трансформации скорости плавления электрода.
Чем больше изменяется протяженность дуги, тем больше изменяется ток и, следовательно, скорость плавления электрода. В случае если протяженность дуги значительно уменьшается, скорость и ток плавления возрастают и протяженность дуги возвращается к начальному значению.
В случае если протяженность дуги значительно уменьшается, скорость и ток плавления возрастают и протяженность дуги возвращается к начальному значению.
Источники сварочной дуги
Вы прочитали статью, но не прочитали журнал…
Автоматическая дуговая сварка
Установки для вихревой обработки
Машины для точечной контактной сварки
Газы, присадочная проволока и флюсы для газовой сварки
Краткие сведения об источниках сварочного тока| Производство и металлообработка
Перейти к содержимому
Не существует источника сварочного тока, который отвечал бы всем требованиям. Понимание вашего приложения, ваших будущих потребностей и вашей среды поможет вам выбрать правильный источник питания.
При выборе источника сварочного тока не существует универсального решения. Прежде чем инвестировать в парк сварочного оборудования, компания должна понять ряд соображений, касающихся процессов, возможностей, мощности, размера, пространства и будущих планов роста.
Прежде чем инвестировать в парк сварочного оборудования, компания должна понять ряд соображений, касающихся процессов, возможностей, мощности, размера, пространства и будущих планов роста.
К источникам сварочного тока также добавляются новые технологии, которые помогают упростить процесс обучения и сократить время обучения, что является важным подспорьем, поскольку компании все еще пытаются найти квалифицированных/обученных сварщиков.
Обращение к местному дистрибьютору сварочных материалов и представителям производителя может помочь определить правильный источник питания для вашей операции.
В этой статье мы рассмотрим несколько ключевых факторов при выборе источника сварочного тока и то, что вам следует знать, когда вы начинаете искать.
ОСНОВНЫЕ МАТЕРИАЛЫ ОПРЕДЕЛЯЮТ ПРОЦЕССЫ
Хотя это может показаться базовым для некоторых (если это так, пожалуйста, не стесняйтесь пропустить вперед), это все же хорошая основа: тип источника сварочного тока будет в значительной степени определяться типом и толщина материалов, которые вы свариваете.
На выбор предлагается множество типов источников питания, в том числе предназначенные для MIG, TIG и Stick, а также многопроцессорные устройства, способные выполнять все три процесса и многое другое.
Сварочные аппараты/генераторы с приводом от двигателя могут обеспечить наибольшую гибкость для наружной и/или мобильной работы (хотя в этой статье основное внимание уделяется источникам питания, подключенным к первичному источнику питания в промышленных условиях).
Основной металл, с которым вы работаете, является первым надежным индикатором необходимых вам возможностей, поскольку некоторые материалы и процессы сварки несовместимы.
Сталь и нержавеющая сталь можно сваривать различными способами, в то время как титан лучше всего сваривается только методом TIG на постоянном токе. Алюминий лучше всего подходит для сварки MIG и AC TIG. См. Рисунок 1 для разбивки общих типов материалов и процессов.
ПОНИМАНИЕ МОЩНОСТИ И ВОЗМОЖНОСТЕЙ
Выходная мощность определяется двумя основными факторами: толщиной материала и диаметром сварочной проволоки или электрода. Как правило, на каждые 0,001 дюйма мягкой стали требуется один ампер мощности.
Как правило, на каждые 0,001 дюйма мягкой стали требуется один ампер мощности.
Например, для сварки низкоуглеродистой стали толщиной 1/8 дюйма (0,125 дюйма) вам потребуется примерно 125 ампер. Нержавеющая сталь потребляет примерно на 10 процентов меньше энергии, а алюминий требует примерно на 25 процентов больше энергии.
Диаметр проволоки/электрода дополнительно определяет требования к выходной мощности, поскольку каждый из них имеет определенный рабочий диапазон. Меньшие электроды проводят меньший ток, а большие электроды проводят больший ток. На диаграмме, представленной на рис. 2, представлены рабочие диапазоны для стандартных проволок/электродов Stick, TIG и MIG/флюсовых проволок.
ПОНИМАНИЕ РАБОЧЕГО ЦИКЛА
Другой способ классификации размера источника сварочного тока (и его соответствия вашим рабочим требованиям) заключается в том, какую силу тока он может генерировать при заданном рабочем цикле. Рабочий цикл — это процент времени горения дуги, которое источник сварочного тока может проработать за 10-минутный период.
Например, некоторые источники питания для сварки TIG могут обеспечивать сварочную мощность 300 ампер при 60-процентном рабочем цикле. Он может непрерывно сваривать при 300 ампер в течение шести минут, а затем должен охлаждаться в течение оставшихся четырех минут, чтобы предотвратить перегрев.
Источники питания, предназначенные для использования в легкой промышленности или дома/в хобби, обычно имеют 20-процентный рабочий цикл с номинальной выходной мощностью 230 А или ниже.
Промышленные изделия, которые чаще всего используются в производственных условиях, обычно имеют рабочий цикл от 40 до 60 процентов с номинальным выходным током до 300 ампер. Тяжелые промышленные изделия обычно имеют рабочий цикл от 60 до 100 процентов и номинальную мощность не менее 300 ампер.
Одна из самых распространенных ошибок, которую совершают люди, заключается в том, что они занижают мощность источника питания из-за непонимания рабочего цикла. Недостаточно просто того, что источник питания может обеспечить выходную мощность 300 ампер. Если вы находитесь в производственной среде, и она может обеспечить только 300 ампер в течение четырех минут из каждых 10, это не оптимальное время дуги.
Если вы находитесь в производственной среде, и она может обеспечить только 300 ампер в течение четырех минут из каждых 10, это не оптимальное время дуги.
ПОНИМАНИЕ ТРЕБОВАНИЙ ВХОДНОЙ МОЩНОСТИ И ЭНЕРГОЭФФЕКТИВНОСТИ
Источники сварочного тока должны соответствовать типу доступной первичной энергии: однофазный (дом, гараж, сарай), обычно 115, 200 или 230 В переменного тока; или трехфазный (промышленный), обычно 230, 460 или 575 В переменного тока.
Доступны технологии управления питанием при подключении/входе, которые автоматически принимают одно- или трехфазное питание, а также несколько напряжений без какого-либо ручного повторного подключения.
Количество электроэнергии, потребляемой сварочной системой, в конечном итоге зависит от типа выбранной вами системы.
Джефф Херб
Джефф Херб — менеджер по продукции компании Miller Electric Mfg. Co., 1635 West Spencer Street, PO Box 1079, Appleton, WI 54912-1079, 920-734-9821, www. millerwelds.com.
millerwelds.com.
Источники питания для сварочных процессов | Металлы | Отрасли
РЕКЛАМА:
В этой статье мы поговорим об источниках питания для сварочных процессов.
Твердотельные источники питания для сварки:Твердотельные источники питания по сравнению с обычными источниками питания считаются более эффективными, имеют быстродействующие характеристики и необходимы для некоторых специальных работ, в частности приложений, выполняемых с помощью роботов. При импульсно-дуговой сварке образуется мощная струя мелких капель, которая может быть направлена в любом направлении.
Соотношение импульсного тока и тока поддерживающей дуги необходимо отрегулировать в соответствии с изменяющимися условиями толщины и положения материала, что возможно только при использовании твердотельных источников питания.
ОБЪЯВЛЕНИЙ:
С помощью источника переменного тока прямоугольной формы можно сваривать узкую разделку (с углом прилегания 2-4°) в толстых материалах, для которых требуется V-образная разделка (с углом прилегания 30°— 60° при обычном постоянном токе) источников), что приводит к значительной экономии присадочного металла.
Для дуговой сварки требуется специальная электрическая мощность низкого напряжения и высокого тока с желаемыми характеристиками для создания и поддержания дуги, способной обеспечить хороший сварной шов.
Источники питания могут быть вращающегося или статического типа (трансформатор или выпрямитель). Популярно электронное управление с обратной связью (тиристорное управление). Выход может быть переменным, постоянным или обоими. Характеристики могут быть постоянным током, постоянным напряжением или их комбинацией. Источник должен обеспечивать требуемый ток при заданном режиме работы.
Основные характеристики источника питания:
ОБЪЯВЛЕНИЙ:
(i) Кривые статических характеристик:
Кривые статических характеристик, т. е. взаимосвязь между напряжением нагрузки и током нагрузки при различных условиях нагрузки. Кривая C на рис. 9.49 представляет собой падающую кривую при постоянном токе. Небольшие изменения напряжения существенно не изменяют выходной ток. Он подходит для процессов MMAW/SMAV/GTAW.
Небольшие изменения напряжения существенно не изменяют выходной ток. Он подходит для процессов MMAW/SMAV/GTAW.
В этих источниках ток более или менее постоянен даже при небольших изменениях длины дуги, что неизбежно даже при наличии квалифицированного рабочего. Таким образом, качество сварки является стабильным, а ток не сильно превышается даже при возгорании дуги и аварийных ситуациях. Кривая B — относительно плоский (постоянное напряжение) источник. Такие машины рассчитаны на постоянный ток и не подходят для переменного тока.
ОБЪЯВЛЕНИЙ:
Этот источник используется в полуавтоматических и автоматических процессах, таких как MIG/C0 2 сварка, SAW, дуговая сварка порошковой проволокой. Этот процесс является саморегулирующимся, чтобы контролировать скорость плавления и скорость подачи. Падение напряжения на дуге пропорционально длине дуги. Небольшое изменение напряжения дуги приводит к очень большому изменению тока, увеличивает скорость плавления и быстро восстанавливает нормальную длину дуги.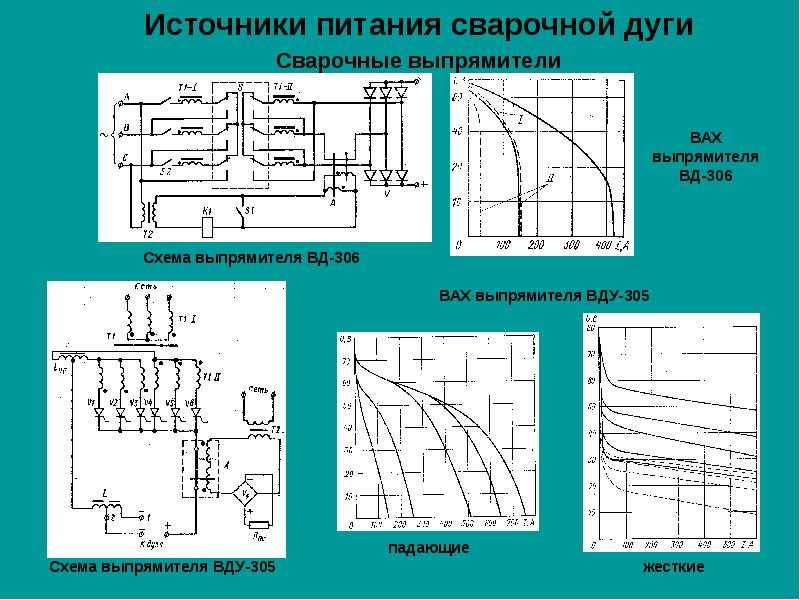
Выбрав правильное сочетание напряжения и скорости подачи проволоки, можно добиться стабильного переноса металла для получения сварных швов хорошего качества.
(ii) Напряжение холостого хода OCV:
Это напряжение на выходной клемме источника питания при отсутствии сварки. В случае источника постоянного тока значение OCV высокое и обеспечивает легкое зажигание дуги. Чем выше OCV, тем выше стабильность дуги. IS : 4559 ограничивает OCV до 100 В, чтобы избежать опасности удара током для сварщика.
ОБЪЯВЛЕНИЙ:
(iii) Динамическая характеристика:
Определяют соотношение между напряжением и током при изменяющихся условиях нагрузки. Сварочная дуга никогда не бывает стабильной и подвержена сильным и быстрым колебаниям из-за постоянных небольших изменений длины дуги, напряжения и тока. Источник питания с хорошими динамическими характеристиками обеспечивает очень стабильную и плавную дугу даже при переходных процессах.
(iv) Номинальные параметры и рабочий цикл:
Источники питания указываются как выходной ток при определенном рабочем цикле, который определяется как процент пятиминутного интервала, в течение которого он работает при заданной настройке тока. Рабочий цикл 70% означает, что дуга находится в действии в течение 3,5 минут из 5-минутного периода времени. Дежурство основано на последовательных 5-минутных интервалах. Рабочий цикл 60% принимается за стандарт.
Рабочий цикл 70% означает, что дуга находится в действии в течение 3,5 минут из 5-минутного периода времени. Дежурство основано на последовательных 5-минутных интервалах. Рабочий цикл 60% принимается за стандарт.
ОБЪЯВЛЕНИЙ:
Кроме того, в IS: 4559 указаны различные классы изоляции и соответствующая максимально допустимая температура..
Коэффициент мощности источника питания должен быть высоким, чтобы избежать потерь и эффективного использования энергии.
Генераторыпредназначены для сварки постоянным током, а генераторы переменного тока обеспечивают выход переменного тока, который можно выпрямить для обеспечения выхода постоянного тока.
Твердотельные устройства (кремниевый выпрямитель-тиристор) со специальными характеристиками могут использоваться для непосредственного управления мощностью сварки путем изменения формы сварочного тока или напряжения.
В случае опасных условий (таких как очень высокая/низкая температура окружающей среды, большая высота над уровнем моря, чрезмерная влажность, пыль/пары, вибрация/удары, коррозионная среда и т. д.) должны быть специально разработаны источники сварочного тока.
д.) должны быть специально разработаны источники сварочного тока.
Эти источники питания «думают» и фактически контролируют электродный ток на протяжении всего цикла сварки. Они наилучшим образом используют сложность компьютеров и мощность инверторной технологии. Они манипулируют формами сигналов источника питания с помощью сложного программного обеспечения внутреннего контроля, автоматически координируя переменные управления машиной и, таким образом, контролируя мощность сварки для улучшения общего качества сварки.
Качество электродов можно оценить путем анализа моделирования процесса сварочного тока и напряжения. Форма сигнала представляет собой динамический, постоянно меняющийся выходной отклик источника питания для дуговой сварки на воздействие самой электрической дуги. Переключатели режимов предлагают возможность выбора нескольких сигналов.
Контроль формы волны обеспечивает чрезвычайно стабильную дугу, которая легко справляется со сварными швами в неправильном положении. Он потребляет меньше энергии, обеспечивает более чистую рабочую среду из-за меньшего количества сварочного дыма, радиации и брызг, меньших затрат на обучение и т. д.
Он потребляет меньше энергии, обеспечивает более чистую рабочую среду из-за меньшего количества сварочного дыма, радиации и брызг, меньших затрат на обучение и т. д.
С внедрением микросхем в системы электропитания сварочных процессов системы электропитания стали настолько универсальными, что нет необходимости подбирать различное оборудование для различных сварочных процессов. В настоящее время доступны системы, которые могут поддерживать ряд процессов и процедур сварки.
Доступны опции для разработки новых программ сварки. Таким образом, одна машина может применяться для широкого спектра применений, различных материалов, позволяющих выполнять сварку в разных положениях. Это позволяет интегрировать технологии, продукты, процессы и приложения.
Такое оборудование позволяет оптимизировать режимы переноса металла, уменьшая разбрызгивание и повышая стабильность дуги, а также расширяя рабочий диапазон процесса сварки. Более высокая производительность достигается за счет более высоких скоростей осаждения при меньшем подводе тепла. Такое оборудование обеспечивает быструю, умную, эффективную и качественную работу, позволяющую выдерживать качественную конкуренцию.
Более высокая производительность достигается за счет более высоких скоростей осаждения при меньшем подводе тепла. Такое оборудование обеспечивает быструю, умную, эффективную и качественную работу, позволяющую выдерживать качественную конкуренцию.
Можно настроить выходные параметры для заданных условий сварки и конструкции соединения в соответствии со спецификациями сварки и производительностью. Таким образом, он позволяет выбирать программу сварки из предварительно определенного набора программ и управлять параметрами (скоростью подачи проволоки, напряжением, током, управлением дугой и т. д.) этой программы для наилучшего соответствия заданному применению.
Перенос металла с электрода в сварочную ванну определяется несколькими силами, такими как поверхностное натяжение, сварочный ток и создаваемое им магнитное поле, аэродинамические силы и т. д. Перенос металла в дуге можно контролировать, уравновешивая поверхностные силы. напряжение и сварочный ток.
Некоторые датчики работают в таких суровых условиях и подают электрические сигналы на высокоскоростные контроллеры для внесения соответствующих изменений в форму волны тока для достижения желаемых результатов в виде стабильных высококачественных сварных швов.
Главная ›› Металлургия ›› Промышленность ›› Металлы ›› Сварка ›› Источники питания для сварочных процессов
МОДУЛЬ 5 ИСТОЧНИКИ ПИТАНИЯ ДЛЯ СВАРКИ Карточки
Электрический ток легко проводится в металлах (низкое сопротивление) из-за большого количества свободных электронов?
Обычный ток течет от отрицательного к положительному
Электронный поток идет от отрицательного к положительному
Как называются материалы, которые обладают сопротивлением протеканию тока?
Изоляторы
Газ может проводить электричество только тогда, когда он ионизирован (образована плазма)
Три основных компонента сварочной дуги:
Анодная, катодная и плазменная сварка
Дуговая сварка вольфрамовым электродом включает плавящийся электрод?
Неверно, Электрод изготовлен из вольфрама с очень высокой температурой плавления, используется наполнитель.
Источники сварочного тока на основе трансформатора обычно подключаются к?
источник питания от сети
Для зажигания дуги требуется большой ток и низкое напряжение?
В процессе сварки плавящимся электродом большая часть тепла при полярности DCEN концентрируется на ___
Заготовка
Закон Ома применяется к сварочной дуге, поскольку ток увеличивается при уменьшении напряжения?
Неверно
Закон Ома не распространяется на сварочную дугу.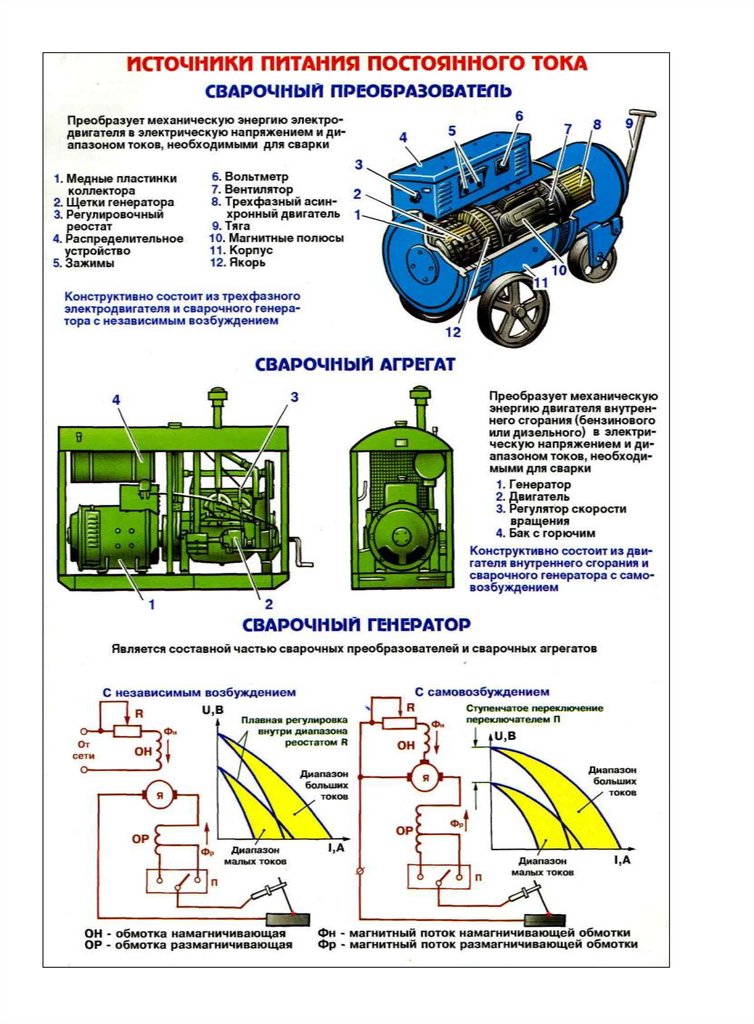
Для процесса дуговой сварки защищенным металлом требуется источник питания, обеспечивающий постоянный _____
Ток
Падение напряжения в области дуги включает,?
_____, ______ и _____
Анод, катод и плазма
В последовательной цепи ток может быть точно измерен в любой точке, поскольку существует только один путь прохождения тока
Статические характеристики источника сварочного тока определяется приложением переменной резистивной нагрузки к источнику питания и измерением как напряжения, так и тока, создаваемого источником питания? Т/Ф
Источник сварочного тока постоянного тока имеет «падающую статическую характеристику»
Источники постоянного тока нельзя использовать как на переменном, так и на постоянном токе?
False ,
Источники питания постоянного тока могут использоваться как на переменном, так и на постоянном токе
В процессе SMAW (спадающий источник) сварщик имеет некоторый контроль над сварочным током, просто изменяя сварочное напряжение (длину дуги)
Для процесс SMAW, регулировка мощности на источнике сварочного тока — это ток?
Ложь
Для процесса SMAW регулировка мощности источника сварочного тока Напряжение ?
Какой тип выходного тока обычно требуется для процесса GTAW?
Постоянный ток
Источник постоянного напряжения с системой подачи проволоки с постоянной скоростью создает саморегулирующуюся сварочную дугу?
Сварочный ток с источником сварочного тока постоянного напряжения определяется скоростью подачи проволоки?
Для процесса GMAW регулировка выхода на источнике питания – это напряжение? T/F
При использовании источника сварочного тока постоянного тока саморегулирующаяся сварочная дуга достигается с помощью ?
____ _____система подачи проволоки
Система подачи проволоки с измерением напряжения
Высокое напряжение холостого хода важно для источника сварочного тока, потому что оно помогает?
Зажигание дуги
Максимальное напряжение холостого хода источника сварочного тока CC ограничено?
80 вольт
Как называется напряжение, измеренное на выходных клеммах источника сварочного тока при отсутствии тока?
Напряжение холостого хода
Ток короткого замыкания определяется наклоном статической характеристики источника сварочного тока
T/F
Для процесса GTAW напряжение определяется по ?
Длина дуги
Какой тип источника питания используется для процесса GTAW
Постоянный ток
Плазменно-дуговая сварка отличается от процесса GTAW тем, что в нем используется a?
Ограничительное сопло для увеличения силы и энергии дуги
Режим струйного переноса в процессе GMAW предполагает низкие значения тока и неустойчивую сварочную дугу? T/F
Дуговая сварка под флюсом включает в себя сварку под водой с источником постоянного напряжения и постоянной скоростью?
Для процесса SMAW при сварке труб используется более плоский наклон, чтобы обеспечить некоторое изменение тока при изменении длины дуги?
Самый ранний источник сварочного тока?
Свинцово-кислотные аккумуляторные батареи
Генераторы постоянного тока основаны на следующем принципе получения напряжения. ..?
..?
Перемещение проводника через магнитное поле
Генераторы с вращающимся полем более надежны, чем генераторы постоянного тока из-за меньшего тока, проходящего через щетки? T/F
Источники сварочного тока с трансформатором переменного тока используют ______ Трансформатор
Понижающий трансформатор
Три типа управления механическим реактором для источника сварочного тока с трансформатором переменного тока включают подвижную вторичную обмотку, подвижный сердечник и подвижную первичную обмотку?
Диоды применяются в трансформаторно-выпрямительных сварочных источниках для получения ?
Производит выход постоянного тока
Выпрямленное трехфазное питание имеет более плавное выходное напряжение по сравнению с однофазным питанием? T/F
Кремниевый управляемый тиристор — это просто диод с затвором?
Выходная мощность источника сварочного тока с кремниевым выпрямителем (SCR) контролируется?
Величина выпрямляемой формы волны переменного тока
В источниках питания с кремниевым выпрямителем (SCR) используются схемы обратной связи для автоматической коррекции отклонений в сварочном аппарате? Т/Ф
Источники сварочного тока с транзисторным управлением по какому принципу управляют выходной мощностью?
Частота и/или импульс с модуляцией
Инверторные источники сварочного тока широко используются для постоянного тока на выходе переменного тока? T/F
Инверторные источники сварочного тока могут очень быстро изменить свою мощность по сравнению с трансформаторными выпрямительными источниками сварочного тока? T/F
Источник питания для многопроцессорной сварки представляет собой источник питания, который может производить как __, так и __ выходы
производит выходы как CC, так и CV
Микропроцессорное управление используется в более современных источниках сварочного тока для?
- Обеспечивает более сложные уровни управления сварочной системой
- Позволяет сохранять параметры сварки для последующего использования
- обеспечивает управление с обратной связью
ВЧ (высокая частота) использует высокие колебания напряжения для ионизации газа и создания плазмы что можно использовать для инициации сварочной дуги? T/F
Для высокочастотного зажигания дуги обычно используется искровой разрядник и подходящий наполнитель? Т/Ф
На чем основаны схемы импульсного зажигания дуги?
Всплески высокого напряжения
Высокий уровень электрических помех возникает в цепи зажигания дуги при пуске в лифте? T/F
Как называется общий метод, используемый для запуска сварочной дуги в процессе SMAW?
Царапина или короткий пуск
Импульсный режим включает быстрое изменение напряжения и/или тока между высокими и низкими значениями без изменения полярности? T/F
Были ли первые сварочные аппараты с диапазоном частот импульсов?
SRC Control
Импульсный GMAW был разработан для?
Разрешить сварку в неустановленном положении с режимом переноса распылением
Импульсный GTAW (ток) обеспечивает повышенное проплавление и, как правило, лучшие механические свойства наплавленного металла? T/F
Основным недостатком системы GMAW с синергетическим управлением является?
Одна ручка управляет всеми параметрами сварки (регулируется скорость подачи проволоки, а все другие импульсные параметры регулируются автоматически)
Сервосистемы подачи используются для уменьшения разбрызгивания, образующегося в режиме короткого замыкания переноса металла в процессе GMAW? Т/Ф
Все источники сварочного тока могут принимать любое входное напряжение?
Источники сварочного тока выбираются только по процессу без учета типа и толщины металла? T/F
При сварке чем больше, тем лучше, а сварочный источник с высоким максимальным током лучше всего подходит для всех промышленных применений? T/F
Типичный рабочий цикл для промышленного сварочного источника питания класса 1 составляет? _%
Какой ток/полярность используется при сварке алюминия методом GTAW?
Если к конструкции подключено более одного источника сварочного тока, машины постоянного тока должны подключаться с одинаковой полярностью? T/F
Длина сварочных кабелей практически не влияет на производительность оборудования? T/F
Размеры сварочных кабелей указаны в соответствии с американскими размерами проволоки. Например; Кабель № 6 больше, чем кабель № 4 T/F
Например; Кабель № 6 больше, чем кабель № 4 T/F
Измерение напряжения должно проводиться как можно ближе к сварочной дуге, чтобы избежать падения напряжения в сварочной цепи? Т/Ф
Среди проблем, вызванных неправильной работой вспомогательного оборудования: слишком низкое давление ролика подачи проволоки может привести к проскальзыванию проволоки, что приведет к обратному прожогу. скорость плавления (скорость выгорания) в процессе дуговой сварки защищенным металлом (SMAW), какую полярность следует использовать?
DCEN
Электрод постоянного тока, отрицательный
Какой тип источника сварочного тока используется для SMAW?
Постоянный ток
Источник питания с падающим режимом предназначен для получения:
Почти постоянного тока, независимо от колебаний напряжения
Саморегулирующаяся сварочная дуга создается с помощью ?
Источник постоянного напряжения с системой подачи проволоки с постоянной скоростью
Короткое замыкание определяется?
статические характеристики источника питания
Трансформатор — это устройство, которое?
Изменяет значение переменного напряжения, но не изменяет частоту
Выпрямитель — это устройство, которое преобразует?
Микропроцессорные элементы управления используются в более современных источниках сварочного тока для?
- Обеспечивают более сложные уровни управления сварочной системой.

- Позволяет сохранять параметры сварки для последующего использования.
- Обеспечивают управление с обратной связью. (3 ответа)
- Использовать схемы управления с обратной связью
- может очень быстро реагировать на любые изменения в сварочной цепи
- может использовать усовершенствованные импульсные формы волны, чтобы обеспечить сварку в нерабочем положении с использованием струйного переноса
Источник питания для дуговой сварки (7 вещей, которые нужно знать!) Источник питания для дуговой сварки?
Электрические машины, которые спроектированы и разработаны для производства необходимой электроэнергии, необходимой для целей сварки, известны как источник сварочного тока для дуговой сварки.Для дуговой сварки требуется электрическая энергия низкого напряжения и высокого тока для создания дуги.
Для процесса дуговой сварки доступны различные типы источников питания.
Вы можете увидеть классификацию/типы источников питания, указанные ниже.
Классификация источников сварочного токаПо типам конструкции
- Генератор вращающегося типа с приводом от двигателя
- Генератор вращающегося типа с приводом от двигателя
- Static type transformer
- Rectifier / inverter
Based on method of current control
- Variable coupling
- Tab changer switch
- Field control
- Securable reactor
- Electronic control with feedback (Thyristor control, transistor
В зависимости от выходного тока
- Постоянный ток (DC)
- Переменный ток (AC)
- Комбинация переменного и постоянного тока
На основе типов статических характеристик
- Тип постоянного тока
- Тип постоянного напряжения
- Комбинация постоянного тока и постоянного напряжения 9099 10 на базе 1
- 8 90
- Естественное воздушное охлаждение
- Принудительное воздушное охлаждение
- Естественное масляное охлаждение
- Принудительное масляное охлаждение
В зависимости от класса изоляции
- Класс A
- Класс B
- Класс E
- Класс F
- Класс H
- Источник питания переменного тока
- Источник питания постоянного тока
Источник питания переменного тока включает в себя трансформатор или двигатель с приводом от генератора переменного тока.
В трансформаторе нет движущихся частей, поэтому он требует меньших затрат на техническое обслуживание, меньше шума, а также имеет более высокий КПД примерно от 80% до 85%.
Другим преимуществом является компактность конструкции и малый вес.
Кроме того, с помощью выпрямителя переменного тока достигается слабая магнитная дуга.
На 1 кг наплавленного металла расход энергии в источнике переменного тока меньше, чем в источнике постоянного тока.
Основным недостатком источника переменного тока является более низкий коэффициент мощности, возможность нестабильной дуги, а для сварки с использованием источника переменного тока подходит только электрод с покрытием.
Для повышения стабильности дуги увеличивают либо частоту, либо напряжение источника переменного тока.
Другим недостатком использования источника переменного тока является то, что вы не можете использовать электроды без покрытия (без покрытия) для сварки.
Источник постоянного токаИсточник постоянного тока, используемый в процессе дуговой сварки, может иметь прямую или обратную полярность.
Когда источник питания постоянного тока настроен на прямую полярность, электроны перетекают от электрода к пластине.
А когда он установлен на обратную полярность, электроны текут от пластины к электроду, что создает большую концентрацию тепла на кончике электрода.
Из-за этого тепла электрод быстро расплавляется.
Следовательно, при использовании обратной полярности в постоянном токе используется электрод большего диаметра.
Если в постоянном токе используется прямая полярность, то шов будет узким и глубоким.
Характеристики источника сварочного токаНиже приведены характеристики источника сварочного тока, которые вам следует знать.
- Static characteristics (VI characteristics)
- Open circuit voltage (OCV)
- Static and dynamic characteristics
- Current rating and duty cycle
- Class of insulation
- Коэффициент мощности
Позвольте мне рассказать вам несколько важных вещей о каждой из этих характеристик по порядку.
#1) Кривые статических характеристик (характеристики VI)Характеристики VI означают вольтамперные характеристики, и их кривая (т.е. кривая характеристик VI) показывает соотношение между напряжением нагрузки и током нагрузки при различных условиях нагрузки.
Для получения кривой характеристик VI к выходным клеммам источника питания сначала подключается чисто резистивная нагрузка.
Нагрузка постепенно изменяется от состояния отсутствия нагрузки, и измеряются напряжение на нагрузке и ток, проходящий через нагрузку.
Полученные таким образом кривые наносятся на график напряжение-ток, как показано на графике ниже.
Если машина дает кривую падения, то такая машина называется машиной постоянного тока (CC).
Если машина дает относительно плоские кривые, то она описывается как машина с постоянным напряжением (CV).
Обычно машины CV предназначены для сварки постоянным током.
#2) Напряжение холостого хода (OCV)Напряжение холостого хода — это напряжение на выходных клеммах при отсутствии нагрузки.
OCV также называется напряжением без нагрузки.
В источнике постоянного напряжения OCV не очень важен. Но в случае источника питания постоянного тока OCV играет очень важную роль в обеспечении хорошей стабильности дуги.
Если значение OCV выше, то это обеспечит хорошую стабильность дуги, но очень высокое значение OCV вызовет шок у сварщика.
Следовательно, его значение ограничено макс. 100 В.Доступные на рынке сварочные выпрямители имеют значение OCV от 65 В до 80 В.
Если значение OCV очень низкое, дугу трудно поддерживать.
Электроды общего назначения отлично работают при значении OCV 80 В.
#3) Статические и динамические характеристикиСтатические характеристики — это характеристики, описывающие соотношение между напряжением и током при различных условиях фиксированной нагрузки. В то время как динамические характеристики — это те характеристики, которые описывают соотношение между напряжением и током в условиях переменной нагрузки.
Если источник питания имеет хорошие динамические характеристики, то он будет давать очень стабильную и ровную дугу во время операции сварки.
#4) Номинальный ток и рабочий циклИсточники питания имеют различные номинальные значения тока и рабочие циклы, и они оцениваются производителем на основе выходного тока при определенных рабочих циклах.
Рабочий цикл определяется как процент пятиминутного интервала, в течение которого он работает при данной текущей настройке.
Например: Рабочий цикл 60% означает, что дуга находится в действии в течение 3 минут из 5-минутного периода времени.
#5) Класс изоляцииРабочий цикл источника питания основан на максимально допустимой температуре компонентов, используемых в источнике питания.
Это значение температуры зависит от типа изоляции, используемой при изготовлении компонентов источника питания.
#6) Коэффициент мощностиДля любого источника питания коэффициент мощности рассчитывается по приведенной ниже формуле;
Коэффициент мощности = кВт / кВА
Где
кВа = мощность, потребляемая от линии питания,
кВт = фактическая мощность, используемая для создания номинальной нагрузки.Источники питания для дуговой сварки шпилек
Разные силы тока и конфигурации для удовлетворения любых потребностей в сварке шпилек
Максимальная сила тока750А
1200А
2000А
Входные напряжения230/460/575
230/460В
460/575В
Максимальная база сварки1/2 дюйма [13 мм]
5/8 дюйма (16 мм)
1 дюйм (25 мм)
Выходы сварки1
2
3
4
Выходы газовой дуги0
1
2
3
4
Модуль данныхНет
Да
Модуль памятиНет
Да
Масса175
400
700
Подходящие детали (0)
Деталь Максимальная сила тока Входные напряжения Максимальное основание сварки Выходы сварки Выходы газовой дуги Модуль данных Модуль памяти Вес Что такое OCV (напряжение холостого хода) в источнике сварочного тока? – Общие технические знания
Дата: 28 ноября 2017 г.
Автор: Тхань Нгуен Ле 2 комментарияВ этой теме мы поговорим о OCV в источнике сварочного тока. Нам нужно решить некоторые вопросы, чтобы прояснить эту тему:
- Что такое OCV?
- Типы статической характеристики источника питания?
- Как определить?
- Как узнать, какой тип сварки используется, какой тип (CC или CV)?
- …
1) Что это?
Напряжение холостого хода (или потенциал) – это напряжение, которое не подключено к какой-либо нагрузке в цепи.
Как видите, напряжение холостого хода отключено и не образует полной цепи. Вот почему он называется открытым. Он открыт и не связан с формой полного электрического тракта.
Максимальное напряжение — это напряжение холостого хода источника питания.
2) Типы статической характеристики источника питания:
Статическая характеристика источника сварочного тока показывает тенденцию изменения напряжения в зависимости от тока, когда источник питания подключен к нагрузке.
Это изменение может быть трех типов:- постоянный ток (CC)
- постоянное напряжение (CV)
- повышение напряжения (RV): будет рассмотрено позже.
a) Характеристика постоянного тока/силы тока (называется CC):
Это легко понять, если добавить кривую длины дуги.
Выходные вольт-амперные кривые для источника питания постоянного тока называются «длительными». При изменении напряжения дуги изменение сварочного тока невелико, поэтому при сварке плавящимся электродом скорость плавления электрода остается достаточно постоянной даже при незначительном изменении длины дуги.
Эти источники питания необходимы для процессов, в которых используются относительно более толстые расходуемые электроды, которые иногда могут прилипать к заготовке, или с неплавящимся вольфрамовым электродом, когда прикосновение электрода к основному металлу для зажигания дуги может привести к повреждению электрода, если ток неограниченно.
В этих условиях ток короткого замыкания должен быть ограничен, что обеспечит безопасность источника питания и электрода.В источнике постоянного тока изменение сварочного тока в зависимости от напряжения дуги (из-за колебаний длины дуги) очень мало, поэтому сварочный ток остается более или менее постоянным, несмотря на колебания напряжения/длины дуги. Таким образом, этот тип источника питания также признан подходящим для всех тех сварочных процессов, где вероятны большие колебания длины дуги, например, для сварки MMA и TIG (важное примечание)!!!
b) Характеристика постоянного напряжения (называется CV):
В источниках постоянного тока небольшое изменение напряжения дуги (из-за колебаний длины дуги) вызывает значительное изменение сварочного тока. Поскольку напряжение дуги во время сварки остается почти постоянным, несмотря на колебания длины дуги, этот тип источника питания называется источником постоянного напряжения.
Кроме того, источники питания с постоянным напряжением не обеспечивают истинное постоянное выходное напряжение, поскольку кривая зависимости тока от напряжения имеет слегка нисходящий или отрицательный наклон.
Этот отрицательный наклон объясняется внутренним электрическим сопротивлением и индуктивностью в сварочной цепи, что вызывает незначительное падение выходных вольт-амперных характеристик источника питания.Этот тип источников питания более подходит для всех тех сварочных процессов, где колебания длины дуги во время сварки ограничены, например, при полуавтоматической сварке MIG, SAW, PAW.
Эта функция дает нам так называемую «саморегулирующуюся дугу», когда изменения длины дуги, напряжения и тока автоматически возвращаются к требуемым значениям, обеспечивая стабильные условия сварки. Это несколько облегчает задачу сварщика по сравнению со сваркой MMA или TIG. Хотя в принципе можно использовать источник питания с постоянным напряжением для сварки ММА, сварщику гораздо труднее оценить скорость выгорания, чем длину дуги, поэтому возникает нестабильность дуги, и этот метод неприменим при сварке ММА и GTAW. также.
3) Как идентифицировать?
Установка правильного напряжения холостого хода важна для стабильности сварочной дуги, особенно при использовании переменного тока.
Выбор оптимального значения OCV (50-100В) зависит от типа основного металла, состава электродного покрытия, вида и полярности сварочного тока, типа сварочного процесса и т. д.
Основной металл с низким потенциалом ионизации ( что указывает на легкость испускания свободных электронов) требует более низкого OCV, чем у металла с высоким потенциалом ионизации. Наличие элементов с низким потенциалом ионизации, таких как K, Na и Ca, в электродном покрытии/флюсе в оптимальном количестве снижает настройку OCV, необходимую для сварки.
Сварка на переменном токе требует более высокого OCV по сравнению со сваркой на постоянном токе из-за проблемы со стабильностью дуги, так как в случае сварки на переменном токе ток постоянно меняет свое направление и величину, в то время как на постоянном токе он остается постоянным.
Точно так же для GTAW требуется более низкий OCV, чем для GMAW и других сварочных процессов, таких как SMAW и SAW, поскольку в GTAW используется вольфрамовый электрод, который обладает хорошей способностью к эмиссии свободных электронов за счет механизма тепловой и полевой эмиссии.
Избыток свободных электронов в GTAW в условиях сварки снижает OCV, необходимый для стабильной сварочной дуги.Слишком высокое значение OCV может привести к поражению электрическим током. Обычно обнаруживается, что OCV отличается от напряжения дуги. Напряжение дуги — это разность потенциалов между кончиком электрода и поверхностью заготовки при протекании тока. Любое колебание длины дуги влияет на сопротивление протеканию тока через плазму и, следовательно, также влияет на напряжение дуги.
Увеличение длины дуги или удлинение электрода увеличивает напряжение дуги. Кроме того, электрическое сопротивление нагрева электрода увеличивается с удлинением электрода для заданных параметров сварки.
4) Резюме:
В таблице ниже приведены сравнения процессов сварки по электрическим характеристикам:
Мы можем разделить сварочный процесс на 2 группы, чтобы было легче определить, какие электрические характеристики используются:
- Группа 1: предназначена для сварки процесс, в котором колебания длины дуги во время сварки ограничены, например, при полуавтоматической сварке MIG, MAG, FCAW, SAW, PAW -> , требуется CV.





 Следовательно, его значение ограничено макс. 100 В.
Следовательно, его значение ограничено макс. 100 В.
 Автор: Тхань Нгуен Ле 2 комментария
Автор: Тхань Нгуен Ле 2 комментария Это изменение может быть трех типов:
Это изменение может быть трех типов: В этих условиях ток короткого замыкания должен быть ограничен, что обеспечит безопасность источника питания и электрода.
В этих условиях ток короткого замыкания должен быть ограничен, что обеспечит безопасность источника питания и электрода. Этот отрицательный наклон объясняется внутренним электрическим сопротивлением и индуктивностью в сварочной цепи, что вызывает незначительное падение выходных вольт-амперных характеристик источника питания.
Этот отрицательный наклон объясняется внутренним электрическим сопротивлением и индуктивностью в сварочной цепи, что вызывает незначительное падение выходных вольт-амперных характеристик источника питания.
 Избыток свободных электронов в GTAW в условиях сварки снижает OCV, необходимый для стабильной сварочной дуги.
Избыток свободных электронов в GTAW в условиях сварки снижает OCV, необходимый для стабильной сварочной дуги.