Сварка нержавеющей стали (нержавейки) – основные моменты
Нержавеющая сталь нашла свое применение во многих сферах жизнедеятельности человека: тяжелом машиностроении, строительстве, производстве бытовой электроники, пищевой и химической промышленности и т.д. Практически во всех перечисленных областях для производства изделий используется сварка нержавейки как один из наиболее эффективных способов соединения деталей.
Известно, что данный тип металла обладает антикоррозионными характеристиками из-за добавления в его состав хрома, который при взаимодействии с атмосферным кислородом образует оксидный барьер, защищающий железо от окисления. Помимо хрома, нержавеющая сталь может включать и другие компоненты (никель, титан, молибден). Добавление в состав вспомогательных элементов дает возможность изменять свойства материала, что и определяет сферу его применения.
Классификация нержавеющих сталей
Процесс сварки нержавейки считается более сложным, чем сварка обычных стальных изделий. Это связано с уникальной микроструктурой металла, которая зависит от преобладающей кристаллической фазы. Наличие того или иного компонента приводит к разной реакции на термообработку, поэтому выбор способа сваривания во многом зависит от класса материала.
Это связано с уникальной микроструктурой металла, которая зависит от преобладающей кристаллической фазы. Наличие того или иного компонента приводит к разной реакции на термообработку, поэтому выбор способа сваривания во многом зависит от класса материала.
- Аустенитный класс.
В таком сплаве основной фазой выступает аустенит. Дополнительными элементами обычно являются хром (до 20%) и никель (до 10%). Хром способствует антикоррозийности, а никель – пластичности, что позволяет применять данный материал в машиностроении. При термообработке аустенитные сплавы не теряют своих характеристик, поэтому хорошо переносят сварочный процесс. - Ферритный класс.
Основной фазой в этом случае является феррит. Добавление хрома придает изделию антикоррозионные свойства, однако, в отличие от аустенитного, ферритный сплав не обладает большой гибкостью. Главной особенностью ферритов является повышенная устойчивость к агрессивным средам, поэтому такой материал часто используют в химической промышленности. Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки.
Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки. - Мартенситный класс.
Наличие в качестве основной фазы мартенсита придает металлу повышенную твердость. Мартенситный сплав в основном применяют для изготовления работающих на износ деталей и режущих инструментов (ножей). В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
 Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки.
Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки.Классификация материалов
Как осуществляется сварка нержавейки
Перед выполнением сварки нержавеющей стали необходимо ее подготовить. Очень важно уделить внимание кромкам свариваемых деталей – они должны быть зачищены до стального блеска. Также следует обезжирить поверхность с помощью растворителя, авиабензина или ацетона.
Обзор техпроцесса
Для сваривания нержавейки можно применить одну из следующих технологий:
Ручная MMA-сварка, как правило, используют при отсутствии высоких требований к качеству шва. Основная сложность данной технологии заключается в правильном выборе электрода, который нужно подбирать в соответствии с маркой металла. Обычно для таких целей применяют электроды с основным покрытием, изготовленным из карбонатов магния и кальция, или рутиловым покрытием, созданным на основе двуокиси титана. Если в первом случае сваривание осуществляется исключительно обратнополярным постоянным током, то во втором допускается применение тока с переменной характеристикой.
Основная сложность данной технологии заключается в правильном выборе электрода, который нужно подбирать в соответствии с маркой металла. Обычно для таких целей применяют электроды с основным покрытием, изготовленным из карбонатов магния и кальция, или рутиловым покрытием, созданным на основе двуокиси титана. Если в первом случае сваривание осуществляется исключительно обратнополярным постоянным током, то во втором допускается применение тока с переменной характеристикой.
Таблица для подбора электродов
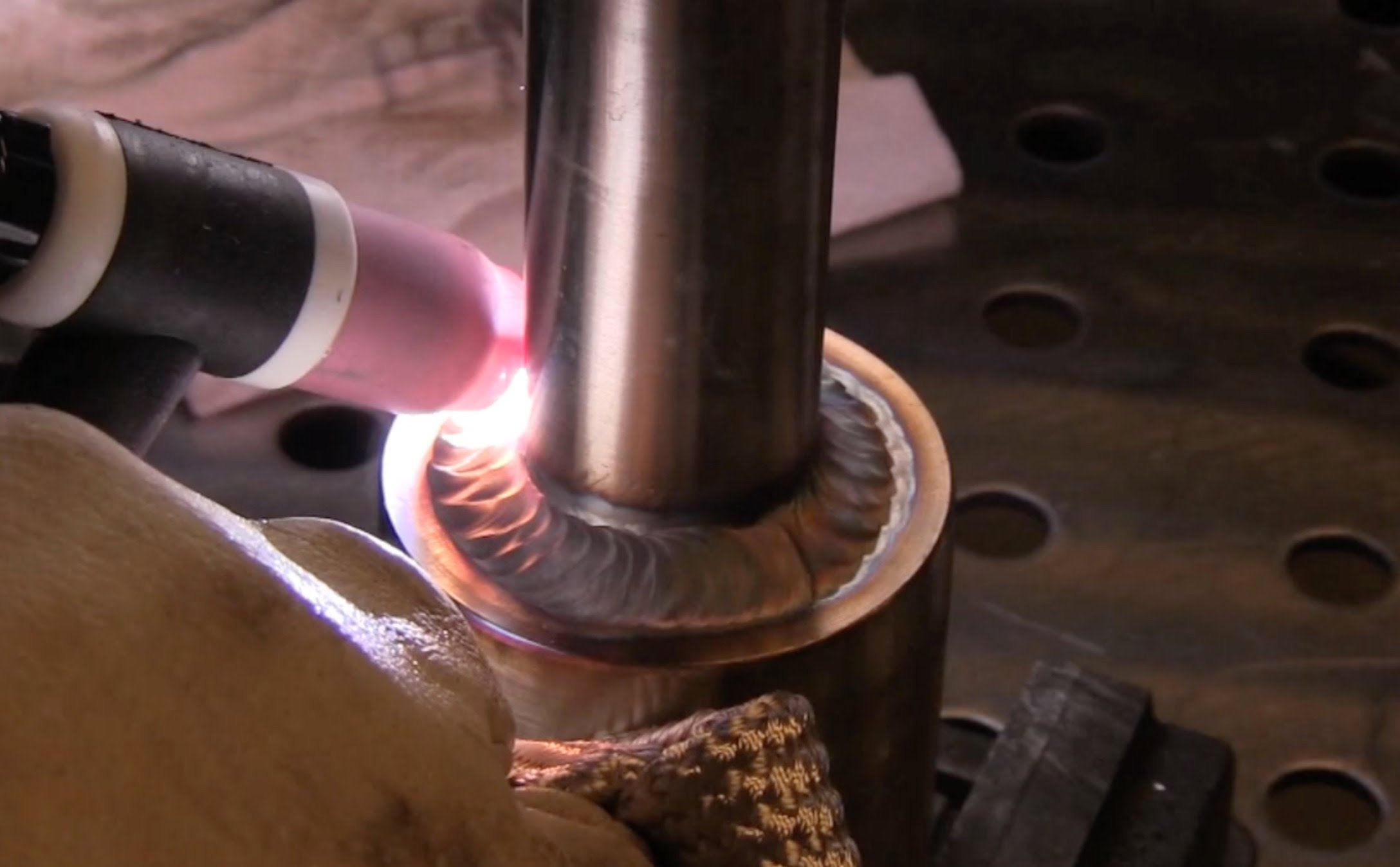
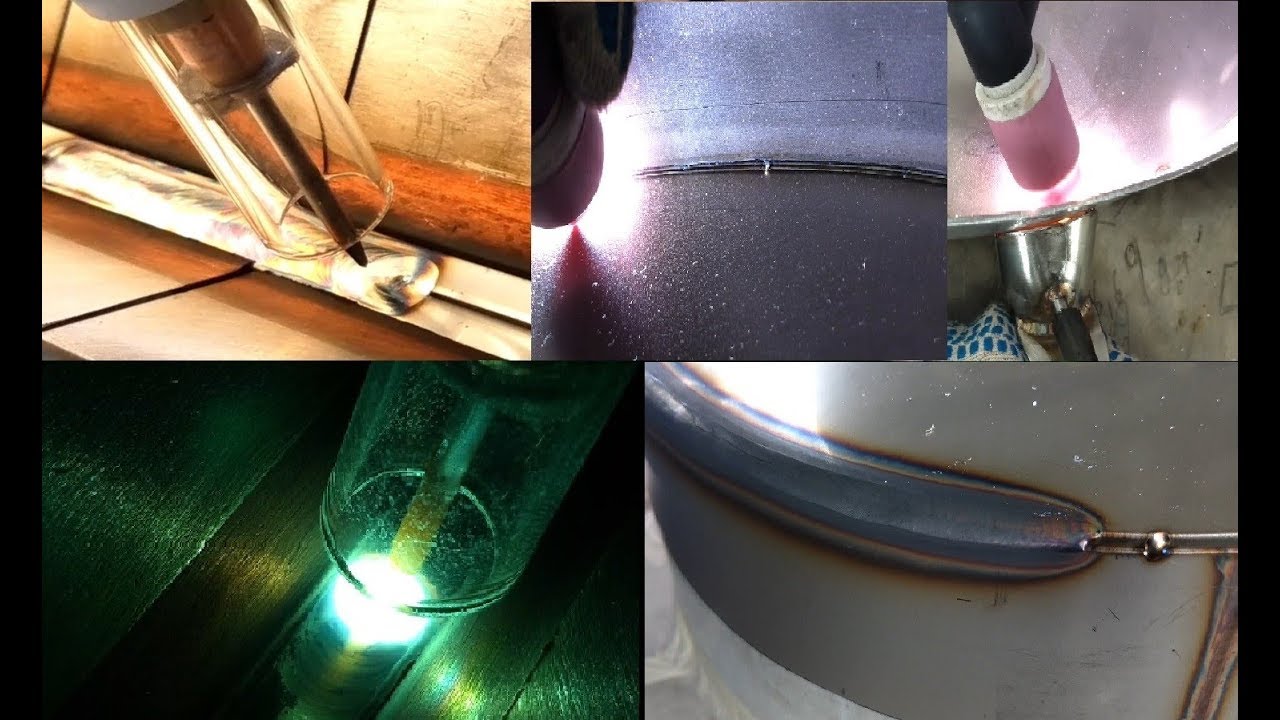
TIG-сварка эффективна для сваривания тонких листов нержавейки. Чтобы добиться высокого качества шва, следует использовать присадочную проволоку с более высоким уровнем легирования, чем у основного металла. В качестве защитной среды зачастую применяется 100% аргон, однако в некоторых случаях для повышения стабильности дуги и увеличения скорости процесса аргон могут разбавлять гелием.
TIG сварка изделий из нержавейки
 youtube.com/embed/YfSgWE65APk?&showinfo=0&theme=dark» frameborder=»0″/>
youtube.com/embed/YfSgWE65APk?&showinfo=0&theme=dark» frameborder=»0″/>
TIG сварка выхлопных систем
Аргонодуговая сварка TIG с вольфрамовым электродом
Полуавтоматическая технология MIG/MAG является наиболее универсальной для сварки нержавеющей стали, так как позволяет работать с разными толщинами: для тонких листов подходит метод короткой дуги, для толстых – струйного переноса. С целью защиты шва обычно используют смесь аргона (98%) с диоксидом углерода (2%). Не рекомендуется увеличивать концентрацию углекислоты и, тем более, применять ее в чистом виде, поскольку это приводит к появлению металлических брызг и нарушению структуры шва. Подробнее о сравнении углекислого газа и сварочных смесей читайте в нашей статье.
Особенности работы с нержавеющей сталью
Приступая к сварочному процессу, необходимо учитывать несколько важных моментов, характерных для нержавейки:
- Данный материал обладает меньшей теплопроводностью, чем обычное железо. Поэтому во избежание высокой концентрации тепла в районе шва с дальнейшим прожогом детали сварочный ток необходимо уменьшать на 20-30%.
- Из-за повышенного электрического сопротивления металла электроды нагреваются гораздо сильнее, что приводит к их более быстрому износу.
- Нержавеющая сталь отличается высоким коэффициентом линейного расширения. При сваривании деталей большой толщины важно выдерживать определенный зазор для нормальной усадки шва. В ином случае возможно появление трещин.
- В режиме термообработки возникает вероятность снижения антикоррозионных свойств в месте соединения деталей. С целью предотвращения такой ситуации шов следует оперативно охлаждать. Для этого используют разные способы, например, подкладывают под место соединения медную пластину или снижают его температуру с помощью холодной воды.
 Поэтому во избежание высокой концентрации тепла в районе шва с дальнейшим прожогом детали сварочный ток необходимо уменьшать на 20-30%.
Поэтому во избежание высокой концентрации тепла в районе шва с дальнейшим прожогом детали сварочный ток необходимо уменьшать на 20-30%.Сваривание изделий из нержавейки это распространенная задача на производстве. Как показывает практика, попытки сэкономить на качестве защитных газов приводят к уменьшению надежности и долговечности сварного соединения. Качество имеет первостепенное значение для всего результата работы. Например, здесь можно ознакомиться с защитными газовыми смесями, которые применяются для различных видов металлов, и их типовыми характеристиками.
Качество имеет первостепенное значение для всего результата работы. Например, здесь можно ознакомиться с защитными газовыми смесями, которые применяются для различных видов металлов, и их типовыми характеристиками.
Сварка нержавеющей стали
Методы сварки
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG. Наиболее предпочтительна дуговая сварка неплавящимся электродом в инертном газе (TIG). Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь. Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической. Аустенитные стали обладают пониженной температурой плавления, более низкой теплопроводностью и высоким коэффициентом линейного расширения, чем углеродистые стали. Поэтому при сварке этих нержавеющих сталей расплавление идет быстрее с большим перепадом температуры от сварного шва к остальному металлу.
Поэтому при сварке этих нержавеющих сталей расплавление идет быстрее с большим перепадом температуры от сварного шва к остальному металлу.
Обработка сварных швов
На поверхности сваренного соединения в районе сварного шва, образуется пористый оксидный слой, содержащий в основном хром. Этот слой значительно ослабляет стойкость соединения к коррозии, т.к. под ним образуется зона со сниженным содержанием хрома. Если необходимо добиться такой же высокой стойкости сварного соединения к коррозии, как и у основного материала, оксидный слой и зону со сниженным содержанием хрома следует удалить, т.е. сварное соединение должно пройти последующую обработку травлением.
Травление является наиболее эффективным методом обработки сварных швов. При правильном выполнении, травление позволяет устранить вредный оксидный слой и зону со сниженным содержанием хрома.
Травление выполняется путем погружения, поверхностного нанесения травильного раствора или покрытия сварных швов травильными пастами.
Сварка нержавеющей стали — профессиональный подход «Артстэл»
Компания «АРТСТЭЛ» выполнит качественную сварку нержавеющей стали любых металлоконструкций по Вашим чертежам и эскизам, на собственном производстве, с применением современного оборудования.
Сварка нержавеющей стали осуществляется профессионалами, которые учитывают состав и свойства свариваемых материалов, знают каким способом пользоваться при изготовлении конструкции.
От этого напрямую зависит конечный результат!
Если Вы собираетесь варить нержавеющую сталь, рекомендуем узнать особенности сварки нержавейки:

— Теплопроводность нержавейки ниже углеродистых сталей. Поэтому, при аргонной сварке нержавейки, силу тока снижают на двадцать процентов, относительно обработки углеродистой стали.
— Вследствие повышенного коэффициента расширения металла, нужно следить за зазором свариваемых заготовок.
Сварка нержавеющей стали — технологии.
Сварка нержавеющей стали осуществляется разными методами. Обычно используют следующие сварочные технологии:
— MMA. Сварка нержавеющей стали ручной дуговой сваркой покрытыми электродами. Отлично подходит для домашних мастерских — не требует баллонов с газом, низкая стоимость инвертора. Невысокое качество шва, в промышленности практически не используется.
— MIG/MAG. Сварка нержавейки полуавтоматом в среде защитных газов. Идеально подходит для толстостенных изделий, образует хороший шов, высокая скорость.
— TIG. Сварка нержавейки в среде аргона неплавящимися электродами (вольфрам). Часто используется при обвязке трубами различных производств. Хорошо справляется с тонколистовыми изделиями.
Хорошо справляется с тонколистовыми изделиями.
— Непопулярные технологии сварки нержавеющей стали: лазерная, плазменная, точечная, роликовая. Высокая стоимость, сложный технологический процесс — эти методы используются для производства изделий высокой точности.
TIG
Технологию TIG для аргонной сварки нержавейки, часто применяют для сваривания тонких металлов, используют, когда необходимо получить высококачественные сварные швы. Пищевые, фармацевтические, химические предприятия используют сварку нержавеющей стали.
TIG выполняют в среде аргона на переменном, постоянном токе прямой полярности. Присадочным материалом желательно использовать нержавеющие прутки более высокого показателя легирования, относительно основного материала. Работу выполняют применяя колебательные движения, а так же без них. Сварочная дуга зажигается бесконтактным поджогом.
Хотя, на некоторых предприятиях, специализирующихся на сварке нержавейки в Москве, сварочную дугу зажигают об угольную, графитовую пластинку.
Сварка нержавеющей стали имеет некоторые особенности. Не учитывая их в работе, можно получить дефектные швы. Через определенный промежуток времени, после завершения сварочных работ, иногда образовывается «ножевая» коррозия. При воздействии высоких температур, в аустенитной структуре шва, может появиться «горячая» трещина. Чтобы предотвратить такие дефекты, необходимо применять присадку, которая позволит создать высокопрочный шов. В составе присадочного материала, феррита должно содержаться более двух процентов.
Сварка нержавеющей стали с другими металлами. При смешивании разнородных металлов, свойства сварочного шва может ухудшаться. Появляются трещины, поры, другие дефекты. Чтобы такого не происходило, нужно пользоваться присадочным материалом — высоколегированные или никелевые сварочные прутки, тщательно очищать поверхность заготовок. Соединяя разнородные металлы, нужно тщательно их перемешивать. Составляющая сварочного шва — 40% основной металл, остальная часть — присадочный материал.
Нержавеющую сталь изобрели вначале двадцатого века, при работе по улучшению оружейных стволов. Опытным путем, было установлено — добавление двенадцати процентов хрома, делают сталь стойкой к коррозии. При увеличении хрома до семнадцати процентов, сплаву становится не страшна агрессивная среда.
Руководство по сварке нержавеющей стали и никелевых сплавов
Руководство по сварке нержавеющей стали и никелевых сплавов
Шаг 1: Выбор сварочного материала для выбранного процесса сваркиВ случаях, когда обе свариваемые детали выполнены из одинакового металла, ориентируйтесь на тип основного металла. Например, при сварке 316L стали со сталью 316L, используйте сварочный материал, предназначенный для сварки 316L стали. Однако, имеющийся опыт свидетельствует о том, что сварной шов более подвержен коррозии, чем основной металл, поэтому сварочные материалы должны содержать несколько большее количество легирующих элементов. Тем не менее, необходимо тщательно оценивать объемы этого повышения, чтобы избежать избыточного легирования, которое в свою очередь может спровоцировать гальваническую (электрохимическую) коррозию.
При сварке разнородных металлов (например, нержавеющей стали с конструкционной углеродистой)
Предупреждение: Неправильный выбор сварочного материала или слишком высокая доля участия основного металла могут привести к образованию дефектов. Наиболее распространенным типом дефекта в этом случае является образование трещин, но возможно также и просто охрупчивание шва.
Поэтому выбор правильного сварочного материала и способа сварки играет важнейшую роль в получении положительного результата при их сварке:
- НЕ используйте низколегированные электроды для сварки низколегированной стали с нержавеющей. Это приведет к получению хрупких сварных шов из-за образования в них мартенситной структуры.
- НЕ используйте сварочную проволоку из нержавеющей стали с недостаточным содержанием легирующих элементов для сварки низколегированной стали с нержавеющей. Результатом такой сварки могут стать хрупкие сварные швы из-за образования в них мартенсита.
- ИСПОЛЬЗУЙТЕ высоколегированные сварочные материалы с повышенным содержанием легирующих элементов, например, 309 или 312 типов, специально предназначенных для сварки низколегированной стали с нержавеющей.

Для выбора присадочных материалов для сварки разнородных нержавеющих сталей или разнородных никелевых сплавов, пользуйтесь Руководством по сварке разнородных металлов. Как правило, в таких случаях рекомендуется использование сварочного материала, предназначенного для сварки более легированного из двух сплавов. Например, при сварке стали марки 304L с 316L, используйте сварочные материалы для 316L стали.
При сварке нержавеющей стали с никелевыми сплавами всегда используйте сварочные материалы для никелевых сплавов.
- НЕ используйте сварочные материалы из высоколегированных нержавеющих сталей для сварки из нержавеющих сталей с никелевыми сплавами, так как существует очень высокий риск образования трещины по оси шва. Это связано с разбавлением металла шва материалом детали из никелевого сплава. Повышенное содержание никеля в металле шва, наплавленного нержавеющей присадкой, создает дисбаланс в его составе, что повышает чувствительность к образованию кристаллизационных трещин.

Шаг 2: Настройка параметров сварочного процесса
Параметры сварки необходимо настроить таким образом, чтобы добиться как можно меньшего удельного тепловложения, чтобы свести к минимуму термические деформации. Возникающие при этом напряжения могут быть достаточно высокими, что в сочетании с рабочими нагрузками на сварное изделие может привести к коррозионному растрескиванию конструкции.
Удельное тепловложение = (Ампер х Вольт х 60) / Скорость перемещения. Снижение тока сварки или напряжения на дуге снижают величину удельного тепловложения. Более высокая скорость перемещения, например, при сварке продольными валиками, по сравнению со сваркой с поперечными колебаниями, также способствует снижению уровня тепловложения.
Отрегулируйте силу тока или напряжение таким образом, чтобы оптимизировать:
- Стабильность дуги
- Проплавление (более низкое напряжение может привести к меньшему проплавлению)
- Брызги (либо понизьте скорость подачи проволоки, либо повысьте напряжение)
- Подрезы (более высокое напряжение может привести к увеличению количества подрезов). Или понизьте скорость перемещения, чтобы позволить расплавленной сварочной ванне заполнить подрезы
- Разбавление металла шва (меньшее проплавление приводит к меньшей доле участия основного металла в шве)
 Или понизьте скорость перемещения, чтобы позволить расплавленной сварочной ванне заполнить подрезы
Или понизьте скорость перемещения, чтобы позволить расплавленной сварочной ванне заполнить подрезыСтарайтесь выполнять сварку короткой дугой, чтобы минимизировать выгорание легирующих элементов.
Шаг 3: Правильная подготовка соединения под сварку
ИСТОЧНИКИ ЗАГРЯЗНЕНИЯ
Устраните или избавьтесь от всех возможных источников загрязнения, включая коррозию из-за воздействия: грязи, масла, жира, окалины, краски и маркировочных чернил, которые могут содержать хлориды.
При использовании средств против налипания брызг, используйте только те, которые предназначены специально для нержавеющих сталей. Остерегайтесь присутствия масла в сжатом воздухе, если он используется для охлаждения или сушки сварных соединений.
Обратите внимание, что некоторые обезжиривающие вещества могут сами загрязнять свариваемые кромки, а также образовать под воздействием дуги опасные для человека ядовитые газы.
Чтобы избежать загрязнения изделия из нержавеющих сталей и никелевых сплавов железом, разделяйте рабочие зоны для изделий из этих материалов и углеродистых сталей. Частицы железа на их поверхности способствуют образованию локальных точек коррозии.
СЫРОСТЬ И ТЕМПЕРАТУРА ОСНОВНОГО МЕТАЛЛА
Удалите перед сваркой конденсат с поверхностей изделий. Дайте свариваемым деталям, хранящимся вне помещения, нагреться до комнатной температуры, чтобы избежать образования на них конденсата. Проверьте наличие влаги в защитных газах.
ПЛАЗМЕННАЯ РЕЗКА
Зачистите до металлического блеска кромки соединения, подготовленные с помощью плазменной резки, где в качестве плазмообразующего или защитного газа использовались азот или воздух. Некачественная зачистка может привести к азотированию сварного соединения, что в свою очередь может вызвать образование ржавчины по зоне термического влияния готового сварного соединения.
Используйте чистые абразивные материалы, специально предназначенные для работ с нержавеющими сталями.
УЧИТЫВАЙТЕ ДЕФОРМАЦИЮ
У аустенитных нержавеющих сталей коэффициент теплового расширения на 50% выше, по сравнению с углеродистыми сталями. Никелевые сплавы расширяются в несколько меньшей степени. Чтобы снизить остаточные напряжения, чаще ставьте прихватки, а также выполняйте сварку отдельными участками. Сведите к минимуму поперечные колебания дуги, которые снижают скорость сварки, тем самым увеличивая удельное тепловложение. При сварке нержавеющих сталей или никелевых сплавов предпочтительнее сварку выполнять узкими продольными валиками.
УЗКИЕ ЗАЗОРЫ
Избегайте сварку в узкие зазоры. Зазор в корне должен быть равен как минимум диаметру электрода. Это особенно важно при сварке дуплексных нержавеющих сталей и никелевых сплавов, жидкая ванна которых, как правило, обладают плохой текучестью, что приводит к образованию непроваров или подрезов.
Шаг 4: Очистка сварного шва
Это очень важный шаг. Целью очистки сварного шва является правильное формирование на поверхности пленки из оксида хрома для получения максимальной коррозийной стойкости: чем более гладкая поверхность, тем выше коррозийная стойкость. Под воздействием тепла от сварки хром на поверхности шва может выгорать, что может привести к потере им коррозионной стойкости. Чтобы избежать образования ржавчины, очень важно удалить после сварки истощенную хромом зону химическим или механическим способом.
Под воздействием тепла от сварки хром на поверхности шва может выгорать, что может привести к потере им коррозионной стойкости. Чтобы избежать образования ржавчины, очень важно удалить после сварки истощенную хромом зону химическим или механическим способом.
Настоятельно рекомендуется использовать щетки и другие инструменты из нержавеющей стали, чтобы избежать попадания на поверхность частиц железа, которые могут вызвать образование ржавчины.
СПОСОБЫ ОЧИСТКИ
ЭЛЕКТРОХИМИЧЕСКАЯ ПОЛИРОВКА
Это самый лучший способ, однако он медленный и дорогой.
ТРАВЛЕНИЕ
Основными ингредиентами для травления являются азотная и плавиковая кислоты. Помимо гладкой поверхности, данный способ обеспечивает оптимальную коррозийную стойкость, а также удаляет поверхностные дефекты. Избегайте чрезмерного травления, которое образует грубую поверхность. Обратите внимание, что остатки продуктов травления необходимо надлежащим образом нейтрализовывать и утилизировать в соответствии с местными экологическими нормами. Одновременно с травлением сварное соединение пассивируется. Пассивирующие растворы не так эффективны в удалении загрязнений, как травильные пасты и растворы.
Одновременно с травлением сварное соединение пассивируется. Пассивирующие растворы не так эффективны в удалении загрязнений, как травильные пасты и растворы.
ШЛИФОВАНИЕ
Коррозийная стойкость зависит от размера зерна абразивного материала.
МЕХАНИЧЕСКАЯ ПОЛИРОВКА
Почти столь же эффективна, как и электрохимическая полировка, и зависит от используемого инструмента: чем мягче рабочая поверхность инструмента, тем лучше коррозийная стойкость
ОЧИСТКА ЩЕТКОЙ
Допустимый способ, при условии, что используются чистые щетки из нержавеющей стали.
ПЕСКОСТРУЙНАЯ ОЧИСТКА
Используйте чистый абразивный материал. Избегайте чрезмерной пескоструйной обработки, которая может создать грубую поверхность.
Стандартные сварочные материалы на основе высоколегированных сталей 300 серии образуют в наплавленном металле некоторое количество ферритной фазы, которая способствует подавлению процесса образования микротрещин. Микротрещины могут развиваться в полноценные трещины, которые обычно наблюдаются по центру сварного шва. Микротрещины, как правило, возникают из-за образования легкоплавких пленок по границам зерна в момент окончания кристаллизации сварного шва в сочетании с перемещением кромок из-за высокого коэффициента теплового расширения. Ферритная фаза способствует формированию зерен с большей площадью границ, тем самым снижая толщину жидких прослоек из легкоплавких интерметаллидов.
Микротрещины могут развиваться в полноценные трещины, которые обычно наблюдаются по центру сварного шва. Микротрещины, как правило, возникают из-за образования легкоплавких пленок по границам зерна в момент окончания кристаллизации сварного шва в сочетании с перемещением кромок из-за высокого коэффициента теплового расширения. Ферритная фаза способствует формированию зерен с большей площадью границ, тем самым снижая толщину жидких прослоек из легкоплавких интерметаллидов.
Поскольку никелевые сплавы и супераустенитные стали не содержат феррита, они более подвержены кристаллизационному растрескиванию. Для того, чтобы снизить риск образования горячих трещин, можно порекомендовать следующие мероприятия:
ТИП РАЗДЕЛКИ ШВА
Из-за более высокого содержания никеля, сварочная ванна, как правило, обладает меньшей текучестью. Чтобы избежать образования непровара, рекомендуется использовать более широкий угол раскрытия кромок разделки, и делать больший зазор между кромками, по сравнению с теми, что обычно используются в сварке нержавеющих сталей.
ТЕПЛОВЛОЖЕНИЕ
Чем ниже уровень удельного тепловложения, тем меньше подверженность сварного шва к растрескиванию. Положительный эффект дает использование сварочных материалов меньшего диаметра, они позволяют выполнять сварку на более низких токах. Рекомендуемый максимальный уровень удельного тепловложения, как правило, составляет 1 кДж/мм.
ФОРМА ВАЛИКА
Следует избегать валиков вогнутой формы. Предпочтительными являются плоские или слегка выпуклые валики.
ТЕМПЕРАТУРА МЕЖДУ ПРОХОДАМИ
При сварке сплавов, не содержащих феррит, предпочтительнее более низкая температура между проходами, которая снижает тепловое напряжение. Максимальная рекомендуемая температура между проходами составляет 150°C.
Особые рекомендации по сварке дуплексных нержавеющих сталей
Дуплексные стали сильно отличаются от стандартных нержавеющих. Их микроструктура содержит примерно по 50% феррита и аустенита. Неправильная сварка сталей этого класса может привести к образованию в сварном соединении фаз или выпадению структур, подверженных питтинговой коррозии. Понимая это, а также тщательно следуя рекомендуемым процедурам сварки, можно легко получить механически надежные и устойчивые к коррозии сварные изделия.
Понимая это, а также тщательно следуя рекомендуемым процедурам сварки, можно легко получить механически надежные и устойчивые к коррозии сварные изделия.
Для успешной сварки материалов на основе дуплексных сталей даются рекомендации ниже. Для получения дополнительной информации обратитесь к специалистам ЭСАБ.
В целом, необходимо соблюдать следующие параметры:
ТИП РАЗДЕЛКИ ШВА
Из-за высокой вязкости жидкого металла этих материалов, текучесть сварочной ванны, как правило, не очень хорошая. Чтобы избежать образования несплавлений, рекомендуется использовать более широкий угол раскрытия разделки и больший зазор между кромками, по сравнению с теми, что обычно используются в сварке нержавеющих сталей.
ВЫБОР ЗАЩИТНОГО ГАЗА И ГАЗА ДЛЯ ЗАЩИТЫ КОРНЯ ШВА
Как было сказано выше, в силу особенностей этих материалов текучесть сварочной ванны, как правило, более низкая. Это можно частично компенсировать правильным выбором защитного газа, который также может способствовать правильному балансу в микроструктуре аустенита и феррита. Правильно подобранный газа для защиты корня шва также может положительно сказаться на коррозийной стойкости.
Правильно подобранный газа для защиты корня шва также может положительно сказаться на коррозийной стойкости.
ТЕПЛОВЛОЖЕНИЕ
Для того, чтобы достичь оптимального соотношения феррита к аустениту, необходимо надлежащим образом контролировать уровень удельного тепловложения. Рекомендуемый диапазон тепловложения зависит от класса дуплексной нержавеющей стали сварного изделия.
ТЕМПЕРАТУРА МЕЖДУ ПРОХОДАМИ
Чтобы предотвратить образование хрупких структур, для дуплексных сплавов рекомендуется выдерживать определенную температуру между проходами. Правильная температура между проходами зависит от качества класса дуплексной стали и толщины свариваемого металла.
Сварка ферритных сталей
Сплавы на основе ферритных нержавеющих сталей по своей природе имеют тенденцию к возникновению затруднений при их сварке из-за плохой текучести сварочной ванны.
Чтобы упростить процесс их сварки, для нескольких марок ферритных нержавеющих сталей Exaton разработал сплавы со специальным химическим составом. Обратитесь к специалистам ЭСАБ для получения дополнительной информации.
Обратитесь к специалистам ЭСАБ для получения дополнительной информации.
Наплавка
На практике часто приходится сталкиваться с ситуациями, когда необходимо сваривать оборудование, эксплуатирующиеся при относительно высоких давлениях, при этом должны быть соблюдены требования различных стандартов, регламентирующих изготовление таких сосудов. В то же время, для увеличения срока службы сосудов требуется их защита от коррозии.
Распространенным решением является изготовление сосуда из высокопрочной низколегированной стали и плакирование его поверхностей, контактирующих с различными агрессивными средами высоколегированными материалами с использованием различных процессов. Наиболее часто это MIG, TIG, SMAW и SAW сварка с использованием проволок сплошного сечения или комбинации проволока/флюс. В последние несколько десятилетий становятся все более распространенным процессы дуговой или электрошлаковой наплавки ленточными электродами.
ESAB разработал широкий ассортимент сварочных материалов в виде проволок, лент и флюсов, которые позволяют получить плакирующий слой с требуемым содержанием легирующих элементов при однослойной наплавке с производительностью, превышающей 40 кг/час.
Как правило, при изготовлении таких конструкций, для достижения требуемых пластических характеристик наплавленного металла, на низколегированную сталь необходимо нанести первый переходный слой сварочным материалом повышенного легирования. Последующие слои могут быть получены с использованием сварочного материала с требуемым химическим составом.
Свяжитесь со специалистами ЭСАБ, чтобы узнать больше о материалах и комплексных решениях для сварочного производства.
Нержавейка (нержавеющая сталь) — Статьи о сварке
Нержавеющая сталь, попросту нержавейка – это сталь легированная. Основной характеристикой и преимуществом нержавейки является её устойчивость к коррозии, как в атмосфере, так и в агрессивных средах.
Исторически, нержавеющая сталь была изобретена английским металлургом в 1913 году. Он обнаружил, что низкоуглеродистая сталь в сочетании с хромом становится устойчивой к кислотной коррозии.
Нержавеющие стали содержат основной элемент – железо, и хром, содержание которого от 11% — до 30%. Хром в нержавейке образует тонкую оксидную пленку (оксид хрома). Этот слой, толщиной в несколько десятков атомов, обеспечивает защитные свойства нержавеющей стали. При разрушении оксидной пленки, например порезом и царапанием, она восстанавливается.
Современные типы нержавеющих сталей помимо Cr — хрома и Fe — железа, содержат углерод, а также могут содержать: Ni — никель, Ti — титан, Mo — молибден, Nb — ниобий. Добавление этих элементов в состав нержавейки улучшает её физические и механические свойства и устойчивость к коррозии.
Стали аустенитные нержавеющие. В качестве основной фазы – аустенит (γ-фаза). Такие нержавеющие стали содержат никель и хром, а иногда азот и марганец. Самой популярной аустенитной сталью является нержавеющая сталь класса 304 или Т304. Она содержит до 20% хрома и до 10% никеля. Сталь 304 немагнитная, с высокой коррозийной стойкостью, высокой пластичностью и прочностью.
Стали ферритные нержавеющие. В качестве основной фазы – феррит. Такие нержавеющие стали содержат помимо железа, только хром, поэтому они менее пластичны, чем аустенитные стали. Самая популярная ферритная нержавеющая сталь класса 430. Сталь 430 содержит 17% хрома. Ферритные стали применяются в основном в агрессивных средах.
Стали мартенситные нержавеющие. Такие стали низкоуглеродистые и обладают структурой мартенсита, названной в честь её открывателя Адольфа Мартенса. Самая популярная сталь класса 410, которая содержит 12% хромa и 0,12% углеродa. Такая нержавеющая сталь обусловлена высокой твердостью и низкой жесткостью, т.е. сталь становится хрупкой. Стали мартенситные применяются в слабой агрессивной среде.
Стали аустенитные нержавеющие. Виды. Рассмотрим типы самой популярной группы нержавеющих сталей, которые обозначаются доп. номером в зависимости от химического состава.
А1. Нержавеющая аустенитная сталь, которая применяется, в основном, в механических и подвижных узлах. Сталь типа А1 имеет низкое коррозийное сопротивление из-за высокого содержания серы.
Сталь типа А1 имеет низкое коррозийное сопротивление из-за высокого содержания серы.
А2. Нержавеющая сталь аустенитной группы, которая является самой востребованной, благодаря тому, что сталь А2 немагнитна, нетоксична, незакаливаема, коррозийностойка. Нержавеющая сталь легко поддается сварке, не становясь при этом хрупкой. Сталь А2 не применяется в хлорсодержащих средах.
А3. Нержавеющая сталь схожая свойствами со сталью А2, но благодаря содержанию титана, нобия и тантала, имеет улучшенные свойства сопротивления коррозии при высокой температуре.
А4. Нержавейка, схожая с А2, но содержащая молибден в количестве до 3%. Сталь А4 имеет высокую устойчивость к коррозии и кислоте. Применяется в судостроении.
А5. Нержавейка, схожая с А4. Сталь А5 доп. стабилизирована ниобием, титаном и танталом. Имеет разное содержание легирующих добавок. Сталь обусловлена высокой степенью сопротивления высокой температуре.
Сварка нержавейки (нержавеющей стали).
Сварка нержавеющей стали может быть выполнена инвертором при ручной дуговой сварке MMA, полуавтоматом при полуавтоматической сварке MIG/MAG, а также с помощью аргонодуговой сварки TIG.
Сварка нержавейки – это процесс, имеющий ряд особенностей, в сравнении со сваркой углеродистых сталей. Сварка нержавейки трудна из-за её физико-механических свойств. Нержавеющая сталь имеет низкую температуру плавления, низкий показатель теплопроводности и высокий показатель теплового расширения.
Сварка нержавейки требует предварительного нагрева металла в случае содержания углерода более 0,20% и в случае сварки нержавеющей стали толщиной более 30мм. Обычно достаточно температуры в 150°С.
Сварка нержавеющей стали применяемые технологии
Такой процесс, как сварка нержавеющей стали, требует серьезного подхода. Любое несоответствие технологии выполнения работ может привести к отрицательному результату. Химический состав нержавеющей стали и ее физические свойства определяют целый ряд требований к способам и технике выполнения работ.
Свариваемость нержавеющей стали
На способность сваривания различных марок нержавеющей стали влияет целый ряд факторов, наиболее существенными из них являются:
- Данный материал по сравнению с низкоуглеродистой сталью имеет меньшую теплопроводность, для различных марок такая разница может составлять 50-100%. Поэтому технология выполнения работ должна учитывать этот фактор, так как повышенная концентрация тепла в районе сварочного шва вызывает прожог металла. Для устранения такого влияния необходимо выбирать режим сварки с пониженным на 17-20% током.
- Нержавейка отличается и повышенным электрическим сопротивлением, что может привести к значительному нагреву электрода, именно этот фактор объясняет значительную скорость его сгорания, к которой необходимо привыкнуть. Поэтому работу желательно выполнять хромоникелевыми электродами.
- Нержавеющая сталь имеет значительный коэффициент линейного расширения. В связи с этим при сваривании деталей, имеющих значительную толщину, необходимо выдерживать определенный зазор, который обеспечит необходимую усадку шва. Пренебрежение данным правилом способно вызвать появление трещин.
- При сварке аустенитной хромоникелевой нержавейки, при неправильном режиме термической обработки, существует возможность потери ей своих антикоррозионных качеств. Это связано с образованием карбидов железа и хрома. Одним из основных способов борьбы с этим явлением является быстрое охлаждение сварного шва, холодная вода, применяемая для этой цели, позволит значительно уменьшить потерю стойкости к коррозии.
 Пренебрежение данным правилом способно вызвать появление трещин.
Пренебрежение данным правилом способно вызвать появление трещин.Разнообразие применяемого сварочного оборудования позволяет выполнять такой процесс как сварка нержавейки не только в промышленных масштабах, она вполне осуществима в домашних условиях.
Как подготовить металл
По большому счету подготовка нержавейки к сварочному процессу не отличается от аналогичных процедур для других металлов. Единственное на что требуется обратить особое внимание, это следующие моменты.
- Кромки свариваемых деталей зачищаются до стального блеска, лучше всего это сделать металлической щеткой.
- Поверхности обезжириваются при помощи подходящего растворителя, можно применять авиационный бензин, ацетон. Этот прием позволит снизить пористость шва и повысит устойчивость дуги.

Методы сварки нержавеющей стали
Существует множество способов сварки такой стали в домашних и заводских условиях, чаще всего применяют следующие ее виды:
- ММА (покрытыми электродами).
- В режиме DC/AC TIG (аргонодуговая с применением вольфрамового электрода).
- Полуавтоматическая (MIG) аргоновая сварка с использованием нержавеющей проволоки.
- Контактная точечная и шовная (сопротивлением).
- Холодная (соединение под давлением без плавления).
Эти способы и разберем более детально.
MMA
В случае отсутствия каких-либо жестких требований к качеству сварного соединения вполне можно выполнить сварку покрытым электродом, это основной тип сварки, применяемый в домашних условиях. Основная трудность заключается в правильном его подборе. Лучше всего узнать марку нержавейки, которую необходимо сварить, выяснив по ГОСТу свойства материала необходимо выбрать соответствующий им электрод.
Лучше всего узнать марку нержавейки, которую необходимо сварить, выяснив по ГОСТу свойства материала необходимо выбрать соответствующий им электрод.
- В большинстве случаев сварка осуществляется током обратной полярности.
- Работа должна выполняться электродом минимально возможного диаметра, сварочный ток должен обеспечивать небольшую передачу тепловой энергии, как уже говорилось, его величина должна быть снижена.
- Технология выполнения работ предполагает быстрое охлаждение завершенного шва. С этой целью необходимо осуществлять обдув сжатым воздухом или использовать медные подкладки под детали. Для некоторых типов стали допускается применение холодной воды.
DC/AC TIG
Аргоновая технология сварки применяется при повышенных требованиях к качеству шва, она дает отличные результаты при работе с тонкой нержавейкой. Такой способ рекомендован для сварки труб, работающих под давлением.
- Работы могут выполняться как на постоянном, так и на переменном токе.
- Присадочная проволока должна иметь более высокую (по сравнению с основным металлом) степень легирования.
- Для предотвращения нарушения зоны сварки необходимо избегать колебательных движений электродом, это также предотвратит окисления стали. Защита внутренней стороны шва нержавейки должна осуществляться поддувом инертного газа (аргона). Кстати, нержавейка, в отличие от титана, не так критична к качеству защиты внутренней стороны.
- При работе поджог дуги необходимо выполнять бесконтактным методом, в крайнем случае, можно ее зажечь на графитовой (угольной) плите и перенести ее на сталь, это предотвратит попадание в сварочную ванну вольфрама.
- Режимы сварки выбираются исходя из толщины свариваемых деталей. При этом определяется полярность и сила тока, диаметры присадочной проволоки и электрода, скорость выполнения сварки и примерный расход аргона.
- Расход вольфрамового электрода можно значительно снизить простым способом. После разрыва дуги и окончания сварки н отключайте подачу аргона, пусть он в течение 10-15 секунд обдует электрод, это снизит его окисление.


Полуавтоматическая сварка MIG
Принципы такого метода практически не отличается от описанного выше метода, данная технология отличается механизированной подачей нержавеющей проволоки. Сварка нержавейки на таком оборудовании позволяет получить соединение высокого качества, кроме того значительно ускоряется и упрощается сам процесс выполнения работы. Различные сварочные техники позволяют соединять материалы различной толщины:
- Сварка короткой дугой применяется для тонкой листовой стали.
- Метод струйного переноса применим к деталям со значительной толщиной.
- Технология импульсной сварки считается наиболее управляемым способом осуществления сварочных работ. Металл при ней подается серией импульсов, это позволяет значительно снизить среднюю величину сварочного тока, что уменьшает тепловое воздействие и исключает возможность прожога металла.

Контактная сварка
Точечная и роликовая сварка нержавеющей стали может осуществляться на оборудовании, предназначенном для соединения других металлов. Такому виду сварки подвергаются тонкие листы металла (до 2 мм). Разница заключается в применяемых режимах.
Повышенное сопротивление нержавейки приводит к увеличенному выделению тепла в процессе работы, поэтому точечная сварка должна осуществляться при меньшей силе тока и увеличенном давлении сжатия. Это позволит сократить время цикла и предохранит сталь от прожога, кроме того снижается возможность образования карбидов и шов нержавейки не теряет своих антикоррозионных качеств. Стоить отметить, что роликовая сварка обеспечивает большую надежность шва, точечная технология применяется в основном для неответственных соединений.
Холодная сварка
Данный метод в домашних условиях не применим, но используется на производстве. Холодная сварка (под давлением) нержавейки не предполагает плавления соединяемых элементов. При этом основную работу выполняет приложенное давление. Принцип данного метода сварки основан на соединении заготовок на уровне кристаллической решетки стали.
При этом основную работу выполняет приложенное давление. Принцип данного метода сварки основан на соединении заготовок на уровне кристаллической решетки стали.
При сварке нержавеющей стали заготовки соединяются внахлест или в тавр. Величина нахлеста выбирается в зависимости от толщины металла. Холодная сварка может выполняться по односторонней или двухсторонней схеме. В первом случае пластической деформации подвергается только верхний лист нержавейки, давление прилагается только к нему. При этом качество соединения не страдает. При двухсторонней сварке давление прикладывается к обеим свариваемым деталям.
Существует еще несколько способов сварки нержавейки, считают перспективными плазменные и лазерные технологии, но так же как в случае с холодной сваркой, применение их в домашних условиях затруднено. В основном применяют первые три из описанных технологий. При этом важно помнить, какой бы способ не был бы выбран, качество сварного соединения нержавейки в первую очередь зависит от квалификации исполнителя.
Как сварить нержавеющую сталь TIG (некоторые советы и рекомендации) |
TIG означает вольфрамовый инертный газ, который представляет собой метод сварки, выполняемый с помощью вольфрамового электрода для нагрева различных металлов. Опцию TIG можно использовать для выполнения задачи по сварке нержавеющей стали. Он также может хорошо работать с другими металлами, такими как стандартная сталь, никелевые сплавы, алюминий, бронза, латунь, медь, хромомолибден и даже золото.
Нержавеющая сталь — это стальной сплав, содержащий хром, который придает металлу тот блеск, за который он так ценится.Кроме того, нержавеющая сталь не ржавеет и не подвергается коррозии так же легко, как углеродистая сталь, что делает ее популярным металлом для многих применений сварки TIG в промышленном оборудовании, пищевой промышленности, аэрокосмической и автомобильной промышленности. Нержавеющая сталь может быть сложной для сварки, но, как и в большинстве случаев сварки TIG, много практики, внимание к деталям и процедуре сделают сварку профессиональной в кратчайшие сроки.
Во-первых, вам нужно следить за своей течкой. Основное эмпирическое правило заключается в том, что вам понадобится 1 ампер сварочного тока на каждую тысячную дюйма толщины материала.Вы также захотите увеличить скорость сварки и обеспечить хорошее газовое покрытие.
Во-вторых, расплавленная нержавеющая сталь в сварочной ванне настолько вступает в реакцию с воздухом, что необходимо исключить попадание атмосферы с обратной стороны сварного шва. Таким образом, помимо подачи аргона от горелки, которую обеспечивает сварочный аппарат, вам необходимо установить трубопровод, который подает слой аргона вдоль обратной стороны сварного шва.
В-третьих, необходимо также выбрать полярность. Пользователю необходимо поиграть с настройками, чтобы настроить устройство для выполнения различных работ на разных материалах.Если необходимо иметь дело с алюминиевым материалом, вы должны установить полярность на настройку переменного тока. Для сварки нержавеющей стали TIG , вы должны установить настройку полярности на отрицательную настройку электрода постоянного тока, которая также предоставляется DCEN.
В-четвертых, вы должны убедиться, что во время шлифовки вы делаете это в радиальном направлении, которое проходит по окружности вольфрама, и ни в коем случае не должно быть на концах. Используйте закругленный наконечник для сварки переменным током. С другой стороны, для целей постоянного тока, он должен иметь заостренный кончик.Если вам необходимо выполнить сварку встык или, возможно, открытый угловой шов, убедитесь, что вы отшлифовали вольфрам, чтобы он был толщиной от 5 до 6 мм. Газом для процедуры может быть как чистый аргон, так и смесь гелия и аргона.
Вы часто слышите, как мы повторяем: используйте газовую линзу! Корпус цанги с газовой линзой заменяет стандартный корпус цанги в горелке TIG. Он состоит из серии многослойных экранов, разработанных для более равномерного распределения газа (обычно аргона) по зоне сварки для лучшего покрытия с меньшей турбулентностью.
КУПИТЬ КАЧЕСТВЕННУЮ ТРУБКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И TIG TROCH С ДЕТАЛЯМИ
Связанные
Сварка ВИГ нержавеющей стали | ChinaSavvy
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также известная как сварка вольфрамовым электродом в инертном газе или сварка TIG, представляет собой процесс соединения нержавеющей стали. Процесс дуговой сварки TIG-сварки нержавеющей стали включает использование неплавящегося вольфрамового электрода для обеспечения сварного шва.
Процесс дуговой сварки TIG-сварки нержавеющей стали включает использование неплавящегося вольфрамового электрода для обеспечения сварного шва.
Сварка TIG, чаще всего используемая для сварки тонких профилей из нержавеющей стали, позволяет производителям лучше контролировать сварку по сравнению с другими процессами сварки, такими как дуговая сварка металлическим газом (GMAW) и дуговая сварка металлическим электродом в среде защитного газа (SMAW).
Сварка TIG также является наиболее часто используемым процессом из-за его универсальности, высокого качества сварного шва, а также эстетичного внешнего вида готового сварного шва. Способность процесса сваривать при низких токах (отсюда более низкая входная температура) и при необходимости добавлять присадочную проволоку делает его идеальным процессом как для тонких материалов, так и для корневых швов при односторонней сварке более толстого листа и трубы. разделы.
Сварка ВИГ нержавеющей стали может выполняться с использованием или без использования присадочной проволоки (известная как автогенная сварка), и поэтому этот процесс выбран для орбитальной сварки неподвижных труб.
Наиболее популярным защитным газом, используемым при сварке TIG труб из нержавеющей стали и других профилей, является чистый аргон, но для достижения определенных результатов также используются смеси, обогащенные аргоном, с добавлением гелия, водорода или азота.
Защита сварного шва под валиком инертным защитным газом используется при выполнении односторонней сварки.Эта защита используется для предотвращения окисления, а также потери коррозионной стойкости нержавеющей стали.
Ниже вы найдете более подробную информацию о:
- Процесс сварки TIG нержавеющей стали
- Труба из нержавеющей стали для сварки TIG
- Преимущества сварки TIG из нержавеющей стали
Процесс сварки TIG нержавеющей стали
Энергия, необходимая для плавления нержавеющей стали, подается в виде электрической дуги.Эта электрическая дуга зажигается и поддерживается между вольфрамовым электродом или электродом из вольфрамового сплава и заготовкой из нержавеющей стали. Этот процесс завершается в инертной или слегка восстановительной атмосфере.
Этот процесс завершается в инертной или слегка восстановительной атмосфере.
Сварка нержавеющих сталей всегда выполняется в режиме электрода постоянного тока с отрицательной полярностью (DCEN) или в режиме прямой полярности постоянного тока (DCSP).
В этом процессе электроны ударяют по заготовке из нержавеющей стали, что увеличивает проникновение. Сам электрод изнашивается очень мало.
В тех случаях, когда используются присадочные металлы, это делается в виде стержней без покрытия или, в процессах автоматической сварки, в виде намотанной проволоки.
Поток используемого инертного газа защищает зону дуги от окружающего воздуха, что, в свою очередь, позволяет поддерживать стабильную дугу. В зависимости от свариваемых материалов будет выбран соответствующий защитный газ.
На выбор защитного газа влияют следующие факторы:
- Эффективность экранирования.
- Устойчивость нержавеющей стали к коррозии.
- Выделение газов и дыма в процессе сварки.
- Зажигание и стабильность дуги.
- Геометрия сварного шва.
- Полученный внешний вид поверхности (с точки зрения окисления, брызг и т. д.).
- Потеря легирующих элементов и захват атмосферных газов.
- И в некоторых случаях перенос металла.

Труба из нержавеющей стали для сварки TIG
Когда дело доходит до сварки труб из нержавеющей стали методом TIG, выбор используемого присадочного металла имеет важное значение.Выбор присадочного металла заключается в улучшении свойств производимого сварного шва, а также в удовлетворении требований, установленных при окончательном применении изготовленной трубы.
Выбор присадочных металлов с низким содержанием углерода может помочь сохранить коррозионную стойкость низкоуглеродистых сплавов из нержавеющей стали. Присадочные металлы с более высоким содержанием углерода используются в приложениях, требующих более высокой прочности, тогда как присадочные металлы с более высоким содержанием кремния способны увеличить текучесть сварочной ванны, увеличить скорость перемещения, а также улучшить врезки.
При выборе присадочного металла важен присадочный металл с низким содержанием микроэлементов (также известных как случайные включения). Эти микроэлементы включают фосфор, олово, серу, мышьяк и сурьму — все они влияют на устойчивость к коррозии.
При сварке труб из нержавеющей стали методом TIG сенсибилизация является наиболее частой причиной потери коррозионной стойкости.
На сенсибилизацию влияют:
- Неблагородные металлы (привариваемые)
- Используемый наполнитель и
- Температура, при которой остывает сварной шов.
Когда уровень углерода в сварном шве, а также в зонах термического влияния повышается, образуются карбиды хрома. Это, в свою очередь, приводит к предотвращению образования слоя хрома, ведущему к коррозии или потере требуемой коррозионной стойкости.
Три основных способа борьбы с сенсибилизацией:
- Использование низкоуглеродистой основы и присадочного металла:
Использование низкоуглеродистой основы и присадочного металла поможет уменьшить или полностью исключить углерод в процессе сварки. Обратите внимание, что этого метода не всегда достаточно, поскольку углерод является легирующим фактором в ряде применений. - Минимизация времени, в течение которого сварной шов и зона термического влияния находятся в диапазонах температур сенсибилизации:
Обычно этот диапазон температур составляет от 500°C до 800°C. Минимизируя время, проведенное в температурных зонах или диапазонах сенсибилизации, тем меньше повреждений будет происходить в результате нагрева сварного шва. Сварка при минимально возможной температуре способствует более быстрому охлаждению. - Использование присадочных металлов со специальными легирующими элементами:
При использовании этих типов присадочных металлов можно предотвратить образование карбидов хрома. Примером этого могут быть ниобий и титан, легированные в присадочный металл. Таким образом помогает предотвратить реакцию между углеродом и хромом. Обратите внимание, что эти элементы действительно оказывают сильное влияние на ударную вязкость и прочность, и поэтому их применение ограничено. Также важно отметить, что этот метод не дает преимуществ в областях, наиболее удаленных от зон, подверженных воздействию тепла.
 Обратите внимание, что этого метода не всегда достаточно, поскольку углерод является легирующим фактором в ряде применений.
Обратите внимание, что этого метода не всегда достаточно, поскольку углерод является легирующим фактором в ряде применений. Также важно отметить, что этот метод не дает преимуществ в областях, наиболее удаленных от зон, подверженных воздействию тепла.
Также важно отметить, что этот метод не дает преимуществ в областях, наиболее удаленных от зон, подверженных воздействию тепла.Сварка труб и труб из нержавеющей стали методом TIG требует обратной продувки аргоном. В процессах, где стоимость играет важную роль, также используется азот, но следует учитывать, что азот может привести к образованию нитридных соединений в корне сварного шва. Это образование нитридных соединений действительно влияет на устойчивость к коррозии.
Эта потеря коррозионной стойкости может быть приемлемой в определенных областях применения (например, в гидравлических жидкостных системах), где риск внутренней коррозии низок.
Обычно для сварки труб и труб из нержавеющей стали в процессах сварки TIG рекомендуется использовать чистый аргон.
Подготовка шва также является жизненно важным фактором, когда речь идет о сварке труб из нержавеющей стали. Микроэлементы других (или инородных) материалов, включенные в сварной шов, приведут к дефектам соединения, снижению коррозионной стойкости и снижению прочности.
То, как труба обрезана и скошена, также будет играть роль в сварном шве. Отсутствие подгонки и появление зазоров приведет к тому, что сварщику придется добавить больше присадочного металла.Такое добавление присадочного металла не только снижает производительность, но и приводит к перегреву рабочей зоны.
На сегодняшний день сварка TIG является лучшим решением для соединения труб и труб из нержавеющей стали, особенно для труб высокой степени чистоты или труб диаметром 6 дюймов и менее и толщиной стенок сортамента 10.
Трубы и трубки из пищевой нержавеющей стали соединяются с помощью автогенной сварки встык квадратным сечением вольфрамовым электродом в среде инертного газа из-за его способности соединять детали без использования присадочного металла.Это устранение присадочного металла помогает устранить любые изменения в химическом составе.
Автогенная стыковая сварка вольфрамовым электродом в среде инертного газа обычно подходит для любой трубы, которая тоньше 1/8 дюйма. Когда труба становится толще (в диапазоне от сортамента 10 до сортамента 40), трубу необходимо срезать и использовать присадочный металл.
Когда труба становится толще (в диапазоне от сортамента 10 до сортамента 40), трубу необходимо срезать и использовать присадочный металл.
Преимущества сварки TIG из нержавеющей стали
Использование сварки TIG на нержавеющей стали дает производителям следующие преимущества:
- Очень низкий износ электрода.
- Создание беспористых, прочных сварных швов.
- Сварка TIG предлагает концентрированный источник тепла, что, в свою очередь, приводит к узкой зоне сплавления.
- Он обеспечивает точный контроль проплавления как сварного шва, так и формы сварного шва во всех положениях.
- Сварка TIG имеет очень стабильную дугу.
- Нет разбрызгивания, так как в процессе сварки не требуется флюс.
- Остаток окисления устраняется, что упрощает процесс окончательной очистки.
Вам также может понравиться Сварка алюминия TIG.
Вернуться на главную страницу: Изготовление на заказ из нержавеющей стали.
Дополнительная информация:
Сварка нержавеющей стали стала проще
Нержавеющая сталь является популярным материалом для производства. Он предлагает прочность, долговечность и известную устойчивость к коррозии (отсюда и термин «нержавеющий» или «не ржавеет»).Однако сварка нержавеющей стали сопряжена с рядом проблем, особенно по сравнению с мягкой сталью. Сварка нержавеющей стали обычными способами (такими как MIG, TIG, SAW или PAW) может быть сложной задачей, а учитывая стоимость нержавеющей стали, любые ошибки и доработки могут быть дорогостоящими.
Выбор правильного процесса сварки имеет важное значение для облегчения сварки нержавеющей стали. К сожалению, при работе с обычными вариантами сварки идеального решения действительно не существует. Изготовители должны взвесить множество факторов, начиная от производительности и заканчивая стоимостью присадочного металла и даже навыками оператора.
Что такое нержавеющая сталь? Нержавеющая сталь — это общий термин, используемый для описания целого семейства коррозионностойких легированных сталей, содержащих более 10,5% хрома.
Наиболее распространенные нержавеющие стали подразделяются либо на хромоникелевые версии (300, или аустенитные), либо на прямые хромовые версии (400, или ферритные и мартенситные). Прямые сорта и углеродистая сталь имеют низкий коэффициент линейного расширения, который является мерой того, как материал расширяется и сжимается под давлением и температурой.Прямые сорта имеют более низкую температуру плавления, чем углеродистая сталь, но плавятся при более высокой температуре, чем хромоникелевые сорта нержавеющей стали. Как прямая, так и хромоникелевая сталь имеют низкую теплопроводность и более высокое электрическое сопротивление, чем углеродистая сталь
. Преимущества сварки нержавеющей стали Нержавеющая сталь пользуется большим уважением благодаря своей способности противостоять коррозии. Учитывая содержание хрома в нержавеющей стали, на поверхности нержавеющей стали образуется естественная оксидная пленка, богатая хромом.Эта очень тонкая инертная пленка плотно прилегает к поверхности металла, создавая чрезвычайно защитное покрытие перед лицом широкого спектра агрессивных веществ и сред. Эта пленка также способна быстро восстанавливаться, пока присутствует кислород.
также может выдерживать как высокие, так и низкие температуры без потери прочности. Еще одним ключевым преимуществом является тот факт, что он препятствует росту бактерий, поэтому он так популярен в медицинской и пищевой промышленности.
Его долговечность и антикоррозионные свойства делают его оптимальным вариантом для нефтехимической и трубопроводной промышленности, аэрокосмической и энергетической промышленности, а также для резервуаров для перевозки агрессивных химикатов.
Проблемы сварки нержавеющей стали Легирующие элементы в нержавеющей стали обеспечивают ее теплопроводность или теплоизоляцию. Однако это может усложнить процессы дуговой сварки, такие как MIG и TIG.Изоляция означает, что тепло от дуги может концентрироваться в сварочной ванне. Это приводит к ряду проблем, включая окисление, коробление и прожоги, и делает выбор технологического процесса и присадочного металла критически важным для качества сварки.
Другой распространенной проблемой является обесцвечивание или «засахаривание». Изменение цвета является признаком того, что газовая защита во время сварки была недостаточной, и, возможно, хром был вытянут из нержавеющей стали, что влияет на ее коррозионно-стойкие свойства.Шугаринг является наихудшим случаем и обычно требует доработки как по качественным, так и по эстетическим причинам, а присадочные металлы для сварки нержавеющей стали дороже, чем те, которые требуются для углеродистой стали.
Выбор правильной процедуры сварки нержавеющей сталиВзгляните на приведенные ниже процессы, чтобы увидеть, как они складываются, когда речь идет о качественной сварке нержавеющей стали:
МИГ (GMAW)
Этот процесс сварки с подачей проволоки обеспечивает хороший внешний вид валика и эффективность, что делает его полезным, когда производительность в порядке.Развитие оборудования и присадочного металла немного упростило этот процесс, но он по-прежнему не подходит для сварщиков, плохо знакомых с нержавеющей сталью. Стоимость защитного газа также необходимо учитывать, поскольку он является необходимым элементом для сведения к минимуму брызг и защиты сварного шва и зон термического влияния (ЗТВ).
Стоимость защитного газа также необходимо учитывать, поскольку он является необходимым элементом для сведения к минимуму брызг и защиты сварного шва и зон термического влияния (ЗТВ).
Дуговая сварка порошковой проволокой (FCAW)
Более производительный, чем MIG, но увеличивает затраты и время на очистку из-за образования шлака и брызг. Требуемые присадочные металлы также имеют самую высокую стоимость за фунт благодаря дорогим легирующим элементам, необходимым для флюса.
ПИЛА
Низкий уровень разбрызгивания делает дуговую сварку под флюсом популярным выбором для сварки нержавеющей стали, и она особенно подходит для больших применений и толстых материалов. Он не требует таких навыков, как другие процессы, но его можно использовать только в горизонтальном положении. Однако флюс создает слой шлака, который необходимо сколоть или отшлифовать, а это может занять очень много времени.
ВИГ (GTAW)
Эта процедура требует высокой квалификации, а производительность обычно низкая. Он не дает брызг и имеет умеренную стоимость, поскольку это медленный и сложный процесс.
Он не дает брызг и имеет умеренную стоимость, поскольку это медленный и сложный процесс.
Итак, какой процесс лучше всего подходит для сварки нержавеющей стали?
Самым простым методом сварки нержавеющей стали является K-TIG. Оптимизированная и гораздо более эффективная версия TIG, K-TIG является продуктом обширного научного исследования процесса газовой вольфрамовой дуги и была разработана Австралийской организацией по научным и промышленным исследованиям (CSIRO).В процессе K-TIG реализовано множество инноваций в области теплоотвода, эффективности процесса, стабилизации сварочной ванны и характеристик дуги.
Он идеально подходит для производства нержавеющей стали и уже стал предпочтительным процессом для международных производителей.
Обеспечивает 8-кратное проплавление по сравнению с обычным TIG и может выполнять однопроходную сварку материалов из нержавеющей стали толщиной до 13 мм. Он также не требует снятия кромок и перемещается со скоростью, в 100 раз превышающей скорость обычного TIG. Помимо увеличения проникновения и скорости, расход газа снижается на 90 %, а расход проволоки — на 90–100 %.
Помимо увеличения проникновения и скорости, расход газа снижается на 90 %, а расход проволоки — на 90–100 %.
Высокая плотность энергии сварочной дуги открывает замочную скважину, что обеспечивает полное проплавление и высокоскоростную сварку. Горелка K-TIG также создает струю плазмы из сильноточной дуги, которая проникает в материал и создает высокое поверхностное натяжение на нижней стороне.
Сварочная ванна остается исключительно стабильной на всем протяжении сварного шва благодаря геометрии замочной скважины, которая обеспечивает выход дуговых газов и минимизирует поверхностную энергию.Создаваемое натяжение также предотвращает падение расплавленного металла с поверхности корня.
Использование K-TIG с нержавеющей сталью K-TIG может использоваться для всех операций сварки нержавеющей стали для материалов толщиной от 3 до 13 мм. Пока материал находится в пределах этого диапазона, возможны однопроходные стыковые швы с полным проплавлением без необходимости снятия кромок или зазора.
Может использоваться для продольной и кольцевой сварки в положениях 1G и 2G.Он особенно подходит для сварки резервуаров и сосудов под давлением из нержавеющей стали, и многие производители переходят от PAW, чтобы избежать проблем с закрытием замочной скважины, которые характерны для этого гораздо более сложного процесса.
Сварочный сосуд K-TIG из нержавеющей стали на месте заказчика
Другие преимущества сварки нержавеющей сталиПерейдя на K-TIG, вы откроете свои цеха и производство со всеми следующими преимуществами:
Скорость: K-TIG может сваривать нержавеющую сталь со скоростью до 10000 мм/м, обеспечивая при этом однопроходную сварку с полным проплавлением и высокое качество сварки.Это означает, что вы повышаете свою производительность.
Проплавление: Полное проплавление экономит огромное количество времени, а поскольку K-TIG не требует снятия кромок, вы сэкономите время и деньги, поскольку вам не придется использовать дорогую сварочную проволоку и дорогостоящую V- или J-образную разделку.
подготовка, необходимая при использовании процессов сварки TIG или MIG.Предельная усадка и деформация: Одна из трудностей сварки нержавеющей стали связана с ее тенденцией к деформации.Полное проплавление и однопроходная сварка, достигаемые с помощью KTIG, означают, что деформация резко снижается. Это делает K-TIG идеальным для наматывания труб и других проектов, где требуется несколько соединений.
Простота: Этот процесс невероятно прост, и операторы обычно могут быть обучены менее чем за 3 часа. Нет необходимости балансировать потоки газа и электричества вручную, так как все управляется автоматически сложным контроллером K-TIG 1000 Evolve.
 подготовка, необходимая при использовании процессов сварки TIG или MIG.
подготовка, необходимая при использовании процессов сварки TIG или MIG. K-TIG работал с американским производителем баллонов высокого давления, резервуаров общего назначения и транспортных емкостей. Компания K-TIG провела оценку экономии на 6350 мм (250 дюймов) по окружности и 1800 мм (72 дюйма) в продольном шве, и результаты оказались невероятными.
h4: кольцевые соединения Соединения длиной 6350 мм (250 дюймов) из нержавеющей стали 304 – 316
При 10 Ga (3,5 мм): K-TIG потребовалось всего 6 минут по сравнению с 61 минутой для TIG/MIG
В 7 млрд лет (4.7 мм): K-TIG потребовалось всего 10 минут по сравнению с 80 минут для TIG/MIG
При толщине 6 мм (1/4 дюйма): K-TIG потребовалось всего 12 минут по сравнению с 99 минут для сварки TIG/MIG
При толщине 8 мм (5/16 дюйма): K-TIG потребовалось всего 16 минут по сравнению с 99 минут для сварки TIG/MIG
При толщине 9,5 мм (3/8 дюйма): K-TIG потребовалось всего 21 минута по сравнению с 112 минут для сварки TIG/MIG
h4: Продольные соединения (длина соединений 1800 мм (72 дюйма) из нержавеющей стали 304–316)
В 10 млрд лет (3.
5 мм): K-TIG потребовалось всего 1,8 минуты по сравнению с 18 минут для TIG/MIGПри 7 Ga (4,7 мм): K-TIG потребовалось всего 2,8 минуты по сравнению с 23 минуты для TIG/MIG
При 6 мм (1/4 дюйма): K-TIG потребовалось всего 4,5 минуты по сравнению с 12 минут для TIG/MIG
При 8 мм (5/16 дюйма): K-TIG потребовалось всего 4,5 минуты по сравнению с 29 минут для TIG/MIG
На 9.5 мм (3/8 дюйма): K-TIG потребовалось всего 6 минут по сравнению с 34 минуты для TIG/MIG
 5 мм): K-TIG потребовалось всего 1,8 минуты по сравнению с 18 минут для TIG/MIG
5 мм): K-TIG потребовалось всего 1,8 минуты по сравнению с 18 минут для TIG/MIGКомпания Bilfinger также добилась удивительного сокращения затрат на 92% после перехода на K-TIG.
Свяжитесь с командой K-TIG для получения дополнительной информации о переходе!
Сварка ВИГ нержавеющей стали | Fractory
Примечание. Это гостевой пост Грегори Сандерса с сайта Cromweld.com. Он энтузиаст сварки, который делится своими взглядами на мир сварки на своем веб-сайте.
Это гостевой пост Грегори Сандерса с сайта Cromweld.com. Он энтузиаст сварки, который делится своими взглядами на мир сварки на своем веб-сайте.
Как сварщик, вы будете ежедневно открывать для себя новый материал. Важно, чтобы, имея дело с различными типами материалов, вы понимали все их функции. Сварка TIG — это стабильный процесс сварки, который поможет вам начать работу.
Поиск лучшего сварочного аппарата для начинающих обычно заканчивается сварочными аппаратами TIG. Независимо от того, являетесь ли вы новичком или опытным сварщиком, изучение сварки TIG является одним из первых шагов в бизнесе из-за универсальности этого метода.
Что такое сварка TIG?
Сварка ВИГ— это альтернативное название сварки вольфрамовым электродом в среде защитного газа. Авиастроители создали его для сварки магния в первой половине 20 века.
Обычно процесс работает следующим образом:
- Сварщик создает дугу, соединяющую основной металл и неплавящийся вольфрамовый электрод, который не плавится.
- Когда дуга попадает на основной металл, образуется расплавленная сварочная ванна. Тонкая проволока присадочного металла постепенно подается в сварочную ванну, заставляя ее плавиться.
- Одновременно инертный защитный газ защищает вольфрамовый электрод и сварочную ванну от загрязнения кислородом. Важно, чтобы не использовались флюсы.
- Готовый продукт представляет собой прочный сварной шов, обладающий такими же свойствами коррозионной стойкости, как и основной металл.

Для чего используется сварка TIG?
Сварка ВИГиспользуется для многих типов металлов и является одним из самых популярных методов сварки. Различные отрасли промышленности в значительной степени полагаются на сварку TIG, и она используется в процессе строительства в различных отраслях, включая аэрокосмическую отрасль.
Производители автомобилей используют сварку TIG, например, для крыльев из-за ее антикоррозионных свойств. Сварка TIG также обычно используется в мастерских по ремонту кузовов автомобилей.
Кроме того, сварка TIG очень распространена среди художников, которые создают скульптуры с использованием методов сварки из-за отличного качества отделки.
Сварка ВИГ нержавеющей стали
Сварка TIGочень популярна для сварки нержавеющей стали. В основном используется для пайки нержавеющей стали.Самое замечательное то, что его можно использовать для различных развертываний в различных сварочных работах.
Сварка нержавеющей стали известна как сложная задача, поскольку она очень хорошо сохраняет тепло. Это может привести к деформации металла. Однако сварка TIG отлично подходит для нержавеющей стали, а также для других металлов, таких как алюминий, никелевые сплавы, латунь, медь и хромомолибден.
Подготовка нержавеющей стали для сварки TIG
Подготовка начинается, когда вы запускаете сварку TIG с источником питания, который можно зажечь с помощью горелки.Вы должны принять столько мер предосторожности, сколько необходимо для поддержания температуры.
Еще один совет по подготовке — использовать адаптер, который уже входит в комплект принадлежностей. Таким образом, у вас не будет путаницы, требующей отдельного подключения.
Убедитесь, что у вас также есть педаль, чтобы вы могли подключить ее и контролировать процесс сварки. Ножная педаль даст вам полный контроль над окончательным сварочным проектом.
Как работает сварка TIG нержавеющей стали?
Первый шаг
На начальных этапах сварки TIG вам потребуется сосредоточиться на трех вещах: нагреве, покрытии и присадочном металле.Тепло является важным аспектом процесса сварки, потому что без него вы не сможете создать электричество, проходящее через вольфрамовый электрод.
Выбор наполнительного стержня
Способ посадки присадочного стержня фактически изменит весь процесс сварки. Вы хотите использовать обе руки, когда прикрепляете наполнительный стержень. Защитный газ необходимо использовать для предотвращения любых форм загрязнения.
ER или присадочная проволока будет использоваться в качестве механизма подачи проволоки для сварки TIG.Правильный выбор влияет на конечное качество сварки.
Процесс сварки нержавеющей стали
Важнейшим качеством сварки нержавеющей стали является ее способность к сварке. Большинство начинающих сварщиков будут обеспокоены процессом сварки, однако при сварке нержавеющей стали вы сможете добиться желаемого результата.
Процесс сварки нержавеющей стали начинается с различных типов процессов, таких как сварка трением, пайка твердым припоем и электронная сварка.Вам понадобится проводимость гелия, чтобы склеить частицы вместе.
Зачем использовать вольфрам для сварки нержавеющей стали
Вольфрам — редкий, но полезный металлический элемент, который в основном используется в производстве. Процесс во многом зависит от твердости и термостойкости.
Для проведения тока нужна особая дуга с высокой температурой плавления. Вольфрам является отличной альтернативой торию, который может работать при сварке с низкой силой тока. Рекомендуемые варианты — цериированные и лантанированные вольфрамы, поскольку они обладают сильной удерживающей способностью.
Рекомендуемые варианты — цериированные и лантанированные вольфрамы, поскольку они обладают сильной удерживающей способностью.
Процесс будет в основном зависеть от характеристик вольфрама, таких как его вес и то, как он обрабатывает тепло. Известно, что лучшими из них являются чистый вольфрам. Ассортимент огромен, поэтому убедитесь, что вы выбрали именно то, что подходит именно вам!
Источники питания для сварочных аппаратов TIG для сварки нержавеющей стали
Основные источники питания могут различаться в зависимости от вашего проекта. Вы хотите передавать всю эту энергетическую работу по частям. Таким образом, вы сосредоточите свое внимание и электрод, на котором хотите сосредоточиться.
Основным источником питания является огнеупорный электрод, который медленно передает энергию для образования хорошей дуги. Основным оборудованием, обеспечивающим выполнение процесса, являются электрододержатель, присадочный металлический стержень и средства индивидуальной защиты.
В целом, сварка TIG — это важнейший сварочный процесс, без которого многие отрасли промышленности не могут жить. Независимо от того, являетесь ли вы профессиональным сварщиком или любителем, всегда обязательно принимайте необходимые меры предосторожности, чтобы обезопасить себя и все свои рабочие материалы.
Быстрая и безопасная очистка сварных швов из нержавеющей стали: пассивация сварных швов из нержавеющей стали с помощью Ensitech TIG Brush
Если вы когда-либо сваривали нержавеющую сталь, то знаете, что тепловое окрашивание является очень распространенным явлением. Тепловой оттенок проявляется в виде обесцвечивания и может приобретать потрясающий вид «радуги», как показано на этих фотографиях.
Изменение цвета, которое вы видите, на самом деле представляет собой оксидный слой, цвет которого зависит от температуры, достигнутой в процессе сварки: чем темнее цвет, тем выше соответствующая температура.
Тепловая тонировка может придать готовому изделию красивый внешний вид, и его можно оставить как есть, если вам нужен определенный внешний вид. Так почему же важна очистка сварных швов из нержавеющей стали? Если с готового изделия не удалить термотонировку, а защитный слой восстановить путем пассивации, это может сделать поверхность более подвержен коррозии . По этой причине был разработан ряд методов удаления повреждающего окисленного слоя со сварного изделия.
Травильная паста: старый резерв
Травильная паста уже давно является стандартным способом удаления теплового оттенка со сварных швов из нержавеющей стали. Паста, приготовленная из плавиковой и азотной кислот, наносится на пораженные участки с помощью кисти или распылителя, затем удаляется и нейтрализуется нейтрализующим средством. В качестве последнего шага часто применяется пассивирующий агент; цель этого шага — создать невидимую поверхностную пленку, которая сделает объект менее восприимчивым к суровым условиям окружающей среды.
Хотя травильная паста давно используется для очистки сварных швов из нержавеющей стали, она имеет ряд существенных недостатков. Приложение может работать медленно; весь процесс требует нескольких шагов; а химические вещества, входящие в состав пасты для травления, опасны для человека (требуется обширное количество средств индивидуальной защиты), а также для любой поверхности, с которой они могут соприкасаться.
(Кстати, мы знаем, что паста для травления не имеет ничего общего с маринованными огурцами.Просто повеселимся с именем.)
Если эти недостатки являются серьезной проблемой для вас, как и для многих любителей и предприятий, вы можете рассмотреть другой подход к удалению теплового оттенка со сварных конструкций из нержавеющей стали.
Повышенная безопасность и эффективность с помощью щетки TIG от Ensitech
Ensitech, австрийская компания, основанная в 2006 году, разработала
Система очистки сварных швов нержавеющей стали TIG Brush.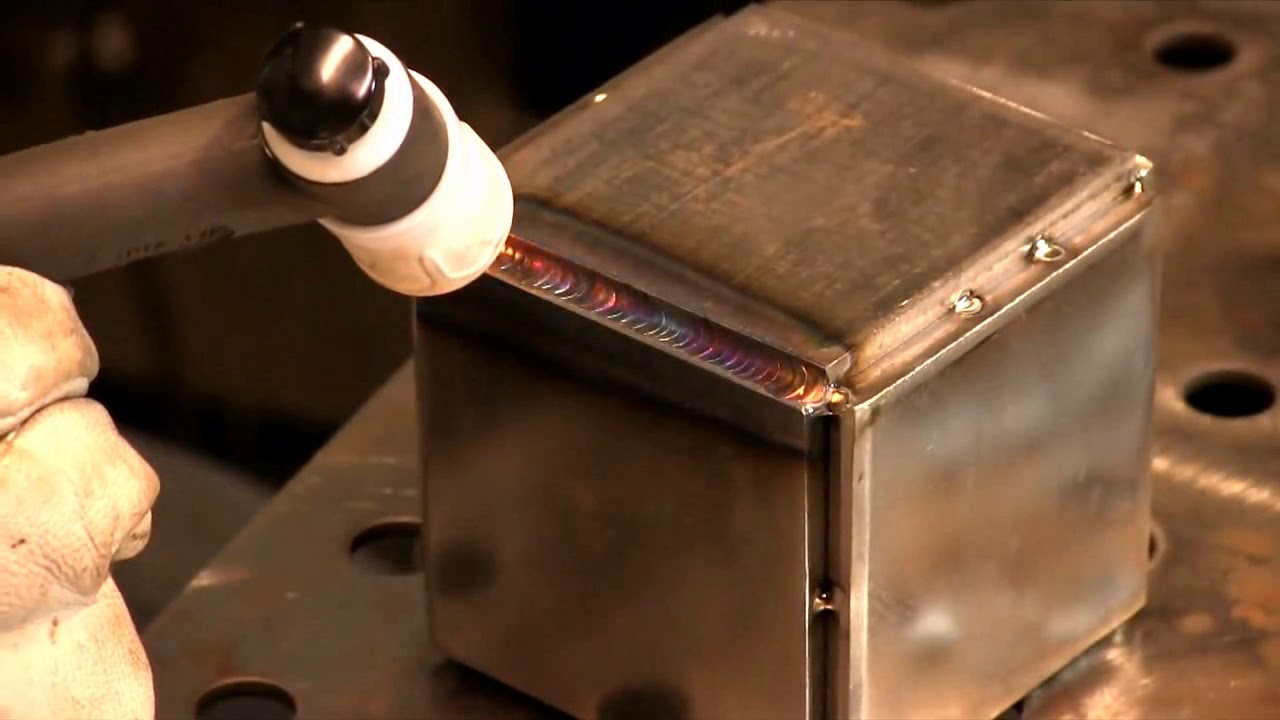 Система TIG Brush представляет собой безопасную, эффективную и экономичную альтернативу опасным методам, таким как травильная паста.
Система TIG Brush представляет собой безопасную, эффективную и экономичную альтернативу опасным методам, таким как травильная паста.
Компания Ensitech разработала ряд наборов щеток для сварки TIG, которые подходят для различных целей (от легких до промышленных), и все они работают, сочетая тепло, электричество и химию для быстрого и безопасного удаления теплового оттенка со сварных швов, а также оставляя поверхность нержавеющей стали в полностью пассивированном состоянии. Собственный электрохимический процесс TIG Brush, запатентованный источник питания и уникальная конструкция щетки позволяют пользователю выполнять быструю и качественную очистку нержавеющей стали всех марок и толщин.
Щетка TIG не просто очищает — она пассивирует
После повреждения поверхности нержавеющей стали (из-за сварки, истирания или загрязнения) естественный защитный оксидный слой разрушается, что позволяет загрязнениям достигать нержавеющей стали. Это запускает самовоспроизводящийся процесс коррозии — другими словами, сваренная поверхность из нержавеющей стали будет уязвима для коррозии, если защитный оксидный слой не будет восстановлен. Восстановление этого защитного оксидного слоя называется пассивацией.
Это запускает самовоспроизводящийся процесс коррозии — другими словами, сваренная поверхность из нержавеющей стали будет уязвима для коррозии, если защитный оксидный слой не будет восстановлен. Восстановление этого защитного оксидного слоя называется пассивацией.
Для выполнения пассивации традиционный процесс травления требует двухэтапного процесса: «протравить и пассивировать». В отличие, Система TIG Brush выполняет как восстановление внешнего вида, так и пассивацию сварных швов из нержавеющей стали за один этап . Фактически, обширные лабораторные испытания подтвердили, что процесс очистки сварных швов Ensitech пассивирует нержавеющие стали в соответствии с международными стандартами ASTM A967-05 и ASTM B912-02.
В системе TIG Brush используются хелаты в запатентованной жидкости Ensitech для удаления коррозионно-активных оксидов с поверхности нержавеющей стали и обеспечения их удаления путем растворения.Использование хелатов, а не агрессивных кислот способствует общей безопасности и простоте использования TIG Brush.
Использование щетки TIG — просто, безопасно и быстро
Как и в любом проекте, первый шаг — подготовить себя с необходимым защитным снаряжением. При использовании TIG Brush это простой шаг, поскольку жидкости для TIG Brush относительно мягкие и обладают низкой токсичностью. Таким образом, единственными необходимыми СИЗ являются легкие нитриловые или латексные перчатки и защитные очки .Вот и все!
Жидкости TIG Brush относительно мягкие и малотоксичные
В обычном процессе травления используются очень агрессивные химические вещества и требуется значительное оборудование для обеспечения безопасности, такое как защитная маска, кислотостойкая одежда, средства защиты органов дыхания и многое другое. В этом отношении, Щетка для сварки TIG обеспечивает значительное преимущество в плане безопасности и эффективности по сравнению с процессом травления ; важность этого различия невозможно переоценить.
После того, как ваши средства индивидуальной защиты будут на месте, выберите правильные настройки на блоке питания и настройте свое рабочее место в соответствии с инструкциями. У Ensitech есть несколько обучающих видеороликов по TIG Brush, таких как этот, которые помогут вам приступить к работе:
После того, как ваша рабочая станция настроена, окуните щетку TIG Brush в чистящий раствор. Смочите всю кисть и стряхните излишки, когда закончите.
Теперь вы готовы почистить поврежденную поверхность сварного шва.Ключ в том, чтобы использовать легкие прикосновения и круговые движения. Это улучшит работу и продлит срок службы вашей кисти.
Завершающим этапом является ополаскивание водой и вытирание насухо.
Для очистки и пассивации сложных углов и глубоких щелей может потребоваться много времени, но TIG Brush также хорошо справляется с этими задачами.
Кроме того, система TIG Brush компактна и легка, что позволяет делать больше с меньшими усилиями.
В магазине Weldfabulous можно приобрести комплекты щеток для сварки TIG, принадлежности и жидкости
Weldfabulous гордится тем, что является авторизованным дистрибьютором Ensitech для TIG Brush, и мы приглашаем вас ознакомиться со стандартным комплектом TBE-440 для финишной обработки сварных швов, который предлагает базовую цену и быстрые, безопасные и эффективные результаты очистки сварных швов.
Стандартный комплект Ensitech TBE-440 для чистовой обработки сварных швов можно приобрести в компании Weldfabulous.ком
Также просмотрите различные Жидкости для очистки Ensitech TIG Brush, охватывающие весь процесс отделки сварных швов от начала до конца.
Если вам нужны запасные части или аксессуары для щеток TIG, ознакомьтесь с нашим ассортиментом наконечников щеток, кабелей и т. д.
д.
Сменные щетки TIG Brush доступны через Weldfabulous
MIG, порошковая проволока, TIP TIG, ручная и роботизированная сварка
Сайт, посвященный улучшению сварочной отрасли с помощью ручного и роботизированного управления сварочным процессом улучшения процессов сварки для сотен компаний в 13 странах.Некоторые из факторов, которые я наблюдал в этих компаниях и которые оказывали основное влияние на ежедневное качество сварки и производительность, были;[a] Распространенное глобальное отсутствие GMA – управление FCA и инженерные возможности владения процессом сварки.
[b] Фронт-офис отдела сварки часто полагается на сотрудников отдела продаж сварки для улучшения процесса GMA, в то время как большинство продавцов никогда не руководили сварочным цехом и имеют ограниченный опыт применения сварки.
[c] Отсутствие контроля процесса сварки и передовой практики сварки часто проявляется в сварочных цехах. В конце концов, кто не был свидетелем того, как опытный сварщик играл с двумя простыми органами управления сварочным оборудованием GMA при выполнении сварных швов GMA и порошковой проволокой?
В конце концов, кто не был свидетелем того, как опытный сварщик играл с двумя простыми органами управления сварочным оборудованием GMA при выполнении сварных швов GMA и порошковой проволокой?
Примечание. То, что я здесь пишу, конечно, применимо не ко всем сварочным цехам. Также имейте в виду, что навыки сварщика или стаж работы сварщика не имеют ничего общего с опытом управления процессом сварки.
Этот сайт посвящен двум процессам сварки GMA (MAG – MIG) и сварке порошковой проволокой в среде защитного газа (FCA). В этих процессах используется одно и то же оборудование MIG, и на эти процессы ежедневно приходится более 80% производимых в мире дуговых сварных швов.
В этом вопросе «зачем менять то, как мы всегда работали в этой отрасли» и спустя десятилетия после внедрения сварки MIG и газовой защиты в большинстве сварочных цехов по всему миру вы найдете персонал, который занимается сваркой десятилетиями, но мало что знает о процесс сварки GMA или FCA, от которого они зарабатывают. Это влияет не только на качество и производительность ручной сварки, но и на производительность робота GMA.
Это влияет не только на качество и производительность ручной сварки, но и на производительность робота GMA.
НЕДОСТАЮЩЕЕ звено с роботизированной сваркой MIG. В течение почти четырех десятилетий сварочные роботы GMA были основным источником дуговой сварки для автомобильной промышленности. Тем не менее, в 2022 году 99% этой отрасли не будут поставлять свои роботы. с роботизированным управлением процессом сварки GMA и обучением передовому опыту. Поэтому, конечно, большинство техников-роботов, хотя и отлично разбираются в программировании, будут играть с элементами управления сваркой GMA в своих подвесных роботах.
1963 Я начал сварку MAG с Massey Ferguson, Великобритания. И за 60 лет, что я занимаюсь этим бизнесом, одна вещь не изменилась.
С момента появления технологии MAG в 1950-х годах ахиллесовой пятой мировой сварочной промышленности было отсутствие фокуса на контроле процесса сварки MAG и порошковой проволокой.
В 1990-х годах, когда я был менеджером по роботизированной сварке ABB в Северной Америке, среднесуточная доработка сварки MAG роботом в США с компаниями Большой тройки США, японскими и немецкими компаниями, а также с поставщиками первого уровня, составляла в среднем 50%.Среднее время простоя робота MAG-сваркой из-за проблем со сваркой обычно составляло от 40 до 80 минут за смену.
ABB — одна из крупнейших в мире компаний, занимающихся проектированием и робототехникой. В ABB USA. Я работал со многими инженерами-сварщиками, в основном с молодыми выпускниками университетов Огайо, Феррис Стейт и ЛеТурно. У всех инженеров было что-то общее, ни один из них не был обучен умению, не читая инструкции по сварке, устанавливать два режима управления, оптимальный сварной шов с MAG или порошковой сердцевиной, и, как многие сварщики, при получении нового приложения для сварки роботов, они бы часто «поиграйте» с элементами управления сваркой.
Данные сварки роботом MIG для
самых больших грузовиков в мире.
Руководство АББ и компании Caterpillar спросило меня, сколько времени мне потребуется, чтобы разработать все параметры сварки многороботных ячеек, необходимые для сварки гигантских грузовиков Caterpillar. Думаю, я их шокировал, когда быстро ответил: «Большинство всех этих роботизированных сварных швов следует выполнять с двумя простыми настройками сварки MIG.
РОБОТНАЯ СВАРКА ВОПРОС.Какие две настройки сварки MIG-робота, по вашему мнению, могли бы сварить маленький грузовик, показанный выше. Объясните, почему я сказал, что подходят только две настройки подачи проволоки и напряжения.
Работая в АББ, я использовал свою программу управления процессом MIG для роботов для обучения инженеров АББ, а также для обучения поставщиков первого уровня АББ и таких компаний, как Harley и Caterpillar. С 1990-х годов я ежегодно обновляю эту программу. В 2021 году программой воспользовались более 2000 мировых компаний.
На этом сайте решаются обширные проблемы, связанные со сваркой роботов.А мои программы управления процессом дуговой сварки можно посмотреть в разделе «Обучение процессу».
Печальные менеджеры, которых я встретил в Harley Davidson, никогда не понимали концепцию управления процессом ручной сварки или сварки Robot Weld MIG.
Когда компания Harley разработала велосипед Fat Boy в девяностых, в конце концов было решено сваривать рамы MIG с помощью роботов ABB. Я задал первоначальные данные рамы для сварки роботом MIG, которые будут производить сварные швы, способные выдержать любых райдеров с избыточным весом, и в Америке у нас их в избытке.
В 2021 году, поскольку мужской обхват в Америке продолжает увеличиваться, этот мотоцикл по-прежнему остается самым прочным, и неудивительно, что он является самым популярным продавцом Harley.
Те из вас, кто в этой отрасли не верит в важность владения процессом сварки и опыта управления, не должны иметь проблем со следующими вопросами по сварке на этой странице.
РУЧНАЯ СВАРКА PR ПРОЦЕСС ВОПРОС. Одним из самых распространенных сварных швов в мире является сварка методом распыления MIG.Какова начальная точка подачи проволоки для переноса методом распыления MIG и силы тока для обычных стальных проволок MIG диаметром 0,035 и 0,045 (0,9–1,2 мм) с использованием аргона и 20% CO2?
Недостаток опыта управления процессом сварки MIG является серьезной проблемой для большинства мировых заводов по производству автомобилей и грузовиков, использующих сварочных роботов. Большинство заводов 1-го и 2-го уровня сообщают, сколько дополнительных долларов они тратят каждый год в результате брака при сварке методом MIG с использованием робота, доработке сварного шва или потери производства при сварке с помощью робота.
ВОПРОС О ПРОЦЕССЕ РОБОТНОЙ СВАРКИ.Роботизированная ячейка использует провод 70s-6 и 80% Ar. / 20% СО2. Режим передачи сварного шва установлен в традиционном режиме CV. Параметры подачи сварочной проволоки и кратера сварного шва установлены на уровне 380 дюймов / мин и 23 вольта. При таких сварных швах иногда дуга не загорается. Объяснить, почему?
Параметры подачи сварочной проволоки и кратера сварного шва установлены на уровне 380 дюймов / мин и 23 вольта. При таких сварных швах иногда дуга не загорается. Объяснить, почему?
ЧТО DANA, КРУПНЕЙШАЯ В МИРЕ КОМПАНИЯ ПО ПРОИЗВОДСТВУ ГРУЗОВЫХ РАМОВ, ДУМАЕТ О ПРОГРАММЕ УПРАВЛЕНИЯ МОИМ РОБОТОМ MIG WELD.
E – Mail From Dana Senior Weld Eng.
Эм, я хотел отправить сообщение о заводе E-Town DANA, который вы посетили несколько лет назад.Как вы узнали во время вашего первого визита на завод, наши роботизированные сварочные линии MIG производили менее 40 рам грузовиков Ford F-150 в час, и 100 % готовых рам роботов требовали обширной ручной сварки. Благодаря вашей программе обучения управлению процессом роботизированной сварки и изменениям расходных материалов, результаты роботизированной сварки, полученные нашими сотрудниками, сегодня ошеломляют. Вчера завод, на котором я нахожусь, приблизился к рекордным 76 кадрам в час. Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. В настоящее время мы внедрили ваши рекомендации по «7-ступенчатому роботизированному контролю процесса сварки» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного сварщика. Райан Гуд. Дана Старший инженер по сварке.
Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. В настоящее время мы внедрили ваши рекомендации по «7-ступенчатому роботизированному контролю процесса сварки» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного сварщика. Райан Гуд. Дана Старший инженер по сварке.
Примечание. Поставщик первого уровня DANA является мировым лидером в поставках рам и трансмиссии, осей, приводных валов и трансмиссии.В DANA работает около 22 500 человек в 26 странах, а объем продаж в 2010 году составил 6,1 миллиарда долларов.
Примечание. Управление процессом MIG с помощью моего робота доступно в разделе «Обучение процессу». Любой, кто программирует робота, должен знать ответ на этот вопрос. Когда вы увеличиваете скорость перемещения робота при сварке без регулировки скорости подачи проволоки, вы увеличиваете или уменьшаете напряжение? Объяснить, почему.
Изд.задний. Обучение более 250 судовых сварщиков на судостроительной верфи Aker Kaverner Обучение управлению процессом порошковой сварки. Расположение Филадельфийская военно-морская верфь.
Акер заложил в бюджет менее миллиона долларов на ремонт сварных швов на корабль. Когда меня наняли на должность начальника дворовой сварки. они тратили более 10 миллионов долларов на ремонт сварных швов с порошковой проволокой на каждое судно. Я использовал свой тренинг по управлению технологическим процессом с флюсовой сердцевиной, формат обучения, который ранее не применялся ни на одной мировой верфи. После трех месяцев оценки дворовым отделом качества.Моя двухдневная программа обучения снизила затраты на ремонт сварных швов с флюсовой сердцевиной за три месяца более чем на 60%, что дало прибл. экономия 6 миллионов долларов на судно.
АВТОМОБИЛЬНЫЕ ЗАВОДЫ И ВЕРФИ ИМЕЮТ ЧТО-ТО ОБЩЕЕ.
В этих двух отраслях сварка, безусловно, имеет первостепенное значение, однако обе отрасли, как правило, десятилетиями нанимали менеджеров и инженеров, у которых не было навыков, необходимых для владения процессом сварки во фронт-офисе. Если у фронт-офиса нет такого опыта, вы знаете, что их сварщики будут экспериментировать с данными сварки MIG вручную или с роботом.
Если у фронт-офиса нет такого опыта, вы знаете, что их сварщики будут экспериментировать с данными сварки MIG вручную или с роботом.
СЛАВА БОГУ ПОСТАВЩИКАМ АВТО И ГРУЗОВЫХ АВТОМОБИЛЕЙ НЕ ТРЕБУЕТСЯ ПРОВЕДЕНИЕ НК, КОТОРОЕ ОЦЕНИВАЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО ШВА. ЕСЛИ ОНИ СДЕЛАЛИ, ОНИ БЫ НЕМЕДЛЕННО ОСТАЛИСЬ ИЗ БИЗНЕСА.
ПРИБЛ. 10% СВАРНЫХ СОЕДИНЕНИЙ НА БОЛЬШИНСТВЕ СУДОВ ТРЕБУЕТСЯ НК, КОТОРЫЙ ПРОВЕРЯЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО СОЕДИНЕНИЯ. И ВСЕГДА ОЧЕНЬ ДОРОГО СТОИЛО ВЕРФИКАМ, КОГДА ТРЕБУЕТСЯ УЗИ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
В различных отраслях промышленности, в которых качество сварных швов играет ключевую роль, доработка сварных швов, а также дорогостоящие доработки сварных швов и брак в течение десятилетий были нормой как для процессов MAG, так и для процессов с флюсовой сердцевиной.
БЕЗУПРЕЧНЫЙ ПОДХОД К РАСХОДАМ НА СВАРКУ MAG / FCA: Я посетил сотни сварочных мастерских по всему миру в качестве корпоративного руководителя Linde – AGA – Airgas – Carbonic Weld Training Mgr. Меня попросили решить более тысячи проблем клиентов, связанных со сваркой. Я никогда не заходил в сварочную мастерскую в США или Канаде, где имелось бы представление об их реальных «затратах на сварку MIG / FCA». Обычно стоимость сварных швов в сварочном цехе фокусируется на цене их смесей сварочного газа или сварочной проволоки.
Меня попросили решить более тысячи проблем клиентов, связанных со сваркой. Я никогда не заходил в сварочную мастерскую в США или Канаде, где имелось бы представление об их реальных «затратах на сварку MIG / FCA». Обычно стоимость сварных швов в сварочном цехе фокусируется на цене их смесей сварочного газа или сварочной проволоки.
ВОПРОС СТОИМОСТИ СВАРКИ. Наиболее распространенным сварным швом в этом сварочном цехе является горизонтальный угловой шов 1/4 (6 мм). Сварочный цех имеет источник питания на 350 ампер. Для сварки используется проволока 0,045, 70s-3. Газ аргон – 20% CO2. Среднее время включения сварочной дуги каждый час составляет 30 минут. Сколько сварного шва они наплавляют каждый час. Если на это уходит более двух минут, значит, не хватает опыта для контроля затрат на сварку.
ЧТОБЫ ПОНЯТЬ ПОТЕНЦИАЛ ОТЛОЖЕНИЯ, ВЫ ДОЛЖНЫ ПОНЯТЬ ПРОЦЕСС.В сварочных мастерских редко можно увидеть максимальные скорости наплавки, стабильно достигаемые с любой MIG или порошковой проволокой. Скорость наплавки и время дуги увеличивают затраты на сварку. Если вы удивлены отсутствием опыта контроля затрат на сварку, в следующий раз, когда вы войдете в офис сварочного цеха, я бы попросил вас попытаться найти кого-то, кто действительно понимает их ежедневные затраты на сварку MIG или порошковой проволокой, кого-то, кто может ответить этот вопрос.
Скорость наплавки и время дуги увеличивают затраты на сварку. Если вы удивлены отсутствием опыта контроля затрат на сварку, в следующий раз, когда вы войдете в офис сварочного цеха, я бы попросил вас попытаться найти кого-то, кто действительно понимает их ежедневные затраты на сварку MIG или порошковой проволокой, кого-то, кто может ответить этот вопрос.
ПРОСТОЙ ВОПРОС ПО СВАРОЧНОМУ ГАЗУ. Ваш сварочный цех использует аргон 20% CO2 для сварки MIG и делает переход на аргон – 10% CO2.Итак, вы говорите сварщикам, что они должны делать что и почему?
ДЕСЯТИЛЕТИЯ ПРОБЛЕМ ПРОЦЕССА СВАРКИ СОЗДАЛИ УСТАНОВИВШИЙСЯ ПРОЦЕСС СВАРКИ, СБРОСИЛ КУЛЬТУРУ ПРОИЗВОДСТВА.
Я надеялся, что за 60 лет работы в этой отрасли однажды я увижу признаки эволюции сварочного цеха. Вместо этого ежегодно я наблюдаю увеличение путаницы в процессе сварки. Увеличение бесполезных электронных наворотов источника питания MIG. Увеличение количества ложных заявлений GMA — FCA и Metal Cored. Наряду с обычным BS около трех частей газовых смесей MAG.
Наряду с обычным BS около трех частей газовых смесей MAG.
Зачем менять то, как мы всегда это делали, и не могли бы вы дать мне немного времени, чтобы поиграть с элементами управления сваркой. Эти двое можно было бы положить на музыку и стать частью национального гимна сварщиков.
СТОИМОСТЬ РОБОТНОЙ СВАРКИ ВОПРОС: На этом автомобильном заводе средний размер углеродного шва на свариваемых деталях аналогичен галтелям 3/6 (5 мм). Скорость подачи проволоки 0,045 составляет 350 дюймов/мин. Аргон – используется смесь 10% CO2.Стоимость сварочных работ робота составляет 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Менее чем за 5 минут лицо, принимающее решение о сварке, должно быть в состоянии предоставить стоимость фута или метра каждого сварного шва и знать, сколько газа и проволоки использовать для проекта.
Поскольку в процесс вовлечены НАСА и аэрокосмические компании, не всегда следует ожидать высокотехнологичного подхода к производству сварных швов.
Однажды космический корабль Орион приземлится на Марсе.В течение короткого периода времени по контракту я участвовал в утверждении некоторых конструкций сварных швов лазерной и газовой сварки для Orion в United Technologies.
Когда я заключал контракт с United Technologies Corp., одной из ведущих мировых аэрокосмических компаний, меня никогда не переставало удивлять, что при общении с одними из самых ярких инженеров в мире, как мало интересовались вопросами сварки и как мало инженеры знали о процессах сварки, которые они просили использовать для производства сварных швов, которые будут скреплять космический корабль НАСА «Орион» во время его путешествий на Луну и Марс.Во время учебы в UT у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической отрасли, и чтение этих процедур было похоже на шаг назад в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX и ее фиаско с ракетной сваркой.
ЭЛОН МАСК БЫЛ ТАКЖЕ БЛЕСТЕН В СВОЕМ ПЛОХОМ ИНЖЕНЕРНОМ ПОДХОДЕ К СВАРНЫМ ШВАМ, ПРОИЗВОДИМЫМ КАК НА ЕГО АВТОМОБИЛЬНЫХ ЗАВОДАХ, ТАК И НА ЕГО ПРЕДПРИЯТИЯХ SPACEX
Когда TESLA впервые начала сваривать электромобили, эта компания для управления простыми роботизированными сварками было хорошо задокументировано в Google.Также хорошо задокументировано, что до 2020 года, когда Маск нанял инженеров для создания своих ракет SpaceX из нержавеющей стали, они выбрали неподходящий процесс сварки и имели проблемы с обеспечением постоянного оптимального качества сварки.
У инженеров Элона не было навыков, необходимых для сварки ракет из нержавеющей стали и других устройств, которые должны были пройти обязательные испытания НАСА на разрушающую сварку.
В 2019 году компания SPACEX боролась с качеством сварки ракет из нержавеющей стали, и с точки зрения завоевания доверия НАСА и дальнейшего финансирования НАСА все выглядело плохо. Кто-то в SpaceX, наконец, проснулся и решил, что для стабильного прохождения необходимых испытаний сварных швов SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, что TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Кто-то в SpaceX, наконец, проснулся и решил, что для стабильного прохождения необходимых испытаний сварных швов SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, что TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Когда в начале 2020 года репортер спросил Маска, что он изменил для достижения качества ракеты, это, наконец, дало НАСА уверенность в том, что можно положиться на SpaceX. , — сказал он, — мы изменили процесс сварки на TIP TIG».
2019.КАКОЕ СООБЩЕНИЕ ЭТО ПОЛУЧАЕТ, КОГДА ВЫСОКООБРАЗОВАННЫМ И КВАЛИФИЦИРОВАННЫМ МЕНЕДЖМЕНТАМ И ИНЖЕНЕРАМ SPACEX ПОНАДОБИЛОСЬ, ЧТО РЕШЕНИЕ ИХ ДОРОГОВЫХ ПРОБЛЕМ С СВАРКАМИ БЫЛО ПОЛУАВТОМАТИЗИРОВАННЫМ ПРОЦЕССОМ GTA, КОТОРЫЙ Я ПОКАЗАЛ ИМ В 2009 ГОДУ. Я мог бы добавить, что если бы мой партнер Том и я не рисковали долей в наших домах и месяцами оставались без зарплаты, чтобы начать рискованный бизнес по доставке TIP TIG в США (австрийский изобретатель TIP TIG ранее потерпел неудачу в этом задача). СООБЩЕНИЕ ВСЕМ РУКОВОДИТЕЛЯМ, ИНЖЕНЕРАМ И РУКОВОДИТЕЛЯМ ПО СВАРКЕ.Тем из вас, кто имеет опыт сварки с полуавтоматическими процессами GMA – FCA, не потребуется более 30 минут, чтобы понять преимущества перехода от ручного процесса GTA к полуавтоматическому процессу GTA, особенно если вы находитесь на этой площадке и на моем сайте tiptigwelding.com вы найдете всю информацию о процессе, необходимую для принятия логически обоснованных решений о качестве/производительности сварки. Одна вещь, которую Элон, должно быть, усвоил на собственном горьком опыте как в Tesla, так и в SpaceX, заключается в том, что трудности в высокотехнологичных отраслях обычно связаны не с дизайном или наукой для приложений, а с производством.способность. Любой, кто имеет опыт управления процессом сварки, быстро оценит преимущества уникальной функции повышения качества сварки для повышения качества кода и сплавов. К сожалению, SpaceX не хватало этого опыта более десяти лет . 2021. В конце концов, SpaceX проснулась и теперь имеет ок. 70 TIP TIG-аппараты, которые позволяют постоянно достигать желаемого качества сварки. Это процесс, а не сварка, который позволяет SpaceX продолжать свои поиски по созданию ракет, которые однажды доставят несчастных людей на Луну и Марс. В ТЕЧЕНИЕ ШЕСТИ ДЕСЯТИЛЕТИЙ РАБОТЫ В СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ Я СТАЛ СВИДЕТЕЛЕМ ПОЛНОЙ НЕУДАЧИ МЕЖДУНАРОДНЫХ ПРОГРАММ ОБУЧЕНИЯ В КОЛЛЕДЖАХ И УНИВЕРСИТЕТАХ ПО СВАРКЕ. Что касается курсов по сварке, то большинство местных колледжей и профессиональных училищ застряли в 1960-х годах. Когда дело доходит до обучения инженеров, большинство мировых университетов и колледжей, предлагающих программы на получение степени в области сварки, уже шесть десятилетий нанимают профессоров и преподавателей, которым не хватает «опыта управления процессом дуговой сварки». Я предоставил решения для сварки прибл. 1000 компаний в 13 странах. Читатель должен знать, что отсутствие опыта управления сварочным процессом было причиной того, что руководители и инженеры приглашали меня во все эти компании. Что меня больше всего беспокоит в невежестве и апатии в области технологии сварки, которые часто встречаются в аэрокосмических, оборонных, нефтяных и энергетических компаниях, так это в том, что эти компании имеют возможность нанимать самых ярких инженеров из таких учреждений, как MIT, OSU и LeTourneau, но нанятые инженеры часто, кажется, не знают, что они должны знать, чтобы контролировать там обычные дуговые сварки с помощью простого оборудования, которое обычно имеет два основных контроля сварки. КАКОВА ЛОГИЧНОСТЬ ИСПОЛЬЗОВАНИЯ ПЕРСОНАЛА, ПРОВЕРЯЮЩЕГО СВАРОЧНЫЕ РАБОТЫ, У КОТОРОГО НЕТ ОПЫТА КОНТРОЛЯ ПРОЦЕССА СВАРКИ? В дополнение к вышеперечисленным проблемам, в последние несколько лет мы видим, как сварочная отрасль, которой часто не хватает опыта управления процессом сварки, обращается к AWS. Персонал CWI присматривает за сварщиком.И это парадоксально, поскольку большинство инспекторов по сварке, которые ежедневно проверяют сварные швы, не имеют возможности предоставить информацию о процессе сварки, которая предотвратила бы дефекты сварки. Для тех, кто готов поспорить с этим, попробуйте задать вопросы на этой странице. Если вы заинтересованы в полуавтоматическом процессе GTA, TIP TIG и хотите сравнить его с другими процессами дуговой сварки, я потратил 2000 часов на разработку технического веб-сайта, не влияющего на продажи. ДЛЯ ТЕХ, КТО ХОЧЕТ МОЮ СОВЕТ ПРОГРАММУ ОБУЧЕНИЯ TIG ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, ПОСМОТРЕТЬ «ОБУЧЕНИЕ ПРОЦЕССУ» НА ЭТОМ САЙТЕ.ЕСЛИ ВЫ ХОТИТЕ БОЛЬШЕ ДАННЫХ TIP TIG, ПОСЕТИТЕ МОЙ ДРУГОЙ САЙТ, tiptigwelding.com От промышленности деления до термоядерной промышленности, от аэрокосмической до оборонной, нефтяной промышленности, этот сайт, мы надеемся, показывает важность контроля процесса сварки и важность осведомленности о процессе сварки/применении. Я горжусь тем, что являюсь частью команды инженеров Commonwealth Fusion Systems, которые создают SPARC. Я привел инженеров CFS к решениям, необходимым для сварных швов Nitronic 50 и 316 LMn с их криогенными, радиационными, магнитными и деформационными проблемами.SPARC будет построен в 2022 году, и этот прототип термоядерной установки через несколько лет приведет к многочисленным реакторам CFS, называемым ARC. 2022. Два ядерных реактора Vogtle, блоки 3-4, расположенные в Джорджии, США, могут стоить около 30 миллиардов долларов по завершению. Конечно, есть обычные задержки с превышением бюджета из-за проблем со строительством, которые всегда связаны со сваркой.Ручная ручная дуговая сварка была основным процессом ручной дуговой сварки для этих заводов, поскольку она была предпочтительным процессом дуговой сварки с 1958 года, когда были созданы первые США. построена промышленная атомная электростанция. С 2008 года процесс GTA развился, но, к сожалению, большинство персонала, принимающего решения по сварке в мировой ядерной отрасли, не поняли этого. Для будущей сварочной промышленности США, возможно, моего самого большого достижения в области сварки за все время, возможно, в отрасли сварки, в которой «Зачем менять способ, которым мы всегда это делали» на протяжении десятилетий был нормой, будет, будет, Дело в том, что я оказал влияние на то, чтобы проложить путь в этой новой отрасли к прогрессивным изменениям процесса сварки, которые окажут существенное влияние на количество требуемых сварщиков, требуемые навыки сварки и, конечно же, на качество сварки и стоимость проектов. Работая с командой инженеров CFS, я увидел будущее энергетики и не сомневаюсь, молодые США. Массачусетс Команда CFS может быть первой в мире, кто проложит путь к экологически чистой и экономичной энергии. Будет построено много термоядерных заводов, чтобы помочь в сокращении выбросов углерода, и поставщики материалов для термоядерной промышленности должны будут подойти к пластине и предложить другой подход к желаемым сварным швам. В 2008 году, благодаря австрийскому изобретателю Плашу, процесс GTA сварки сталей и легированных сталей, наконец, превратился в полуавтоматический процесс GTA под названием TIP TIG. Мой деловой партнер Том и я представили TIP TIG в 2009 году в США, Канаде и Австралии. В 2020 году он прошел испытание на сварку взрывом, что дало ему право на сварку субкорпусов. Поскольку он прост в использовании и в конечном итоге утроит производство GTA, мы надеемся, что ВМС США, Великобритании и Австралии проснутся и оценят преимущества сварки и качества. МАКСИМАЛЬНАЯ ЭНЕРГИЯ СВАРКИ И НАИМЕНЬШАЯ ТЕПЛОПОДАЧА ЯВЛЯЮТСЯ УНИКАЛЬНЫМИ ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ ПРОЦЕСС TIG TIP TIP. Вам не нужно быть инженером по сварке, чтобы знать, что каждый сплав приобретает свои свойства в результате термической обработки, и каждый сварной шов кодового качества становится более возможным, когда используемый процесс сварки обеспечивает максимально возможное качество сварки. Вам не нужен инженер, чтобы понять, что простой в использовании процесс дуговой сварки во всех положениях, который обеспечивает уникальное сочетание обеспечения максимальной энергии сварки и минимально возможного тепловложения, — это процесс, который следует изучить специально для легированные стали и все сварные швы кодового качества. Высокоэнергетическая сварка TIP TIG в инертной атмосфере позволяет получать бездефектные сварные швы. Благодаря повышенной скорости сварки и полярности EN этот процесс также обеспечивает самые низкие напряжения, наименьшую деформацию, наименьшую зону термического влияния и наилучшие механические, металлургические и коррозионные свойства. Так что нужно спросить, чего не хватает Североамериканскому атомному заводу и инженерам-подводникам. А что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — термоядерный завод ИТЭР во Франции. [1] СОВЕТ TIG обеспечивает максимально возможную энергию ручной дуговой сварки и плавность сварки, что сводит к минимуму возможность непровара. [2] СОВЕТ TIG обеспечивает минимально возможное тепловложение свариваемых деталей. Подумайте о снижении напряжений и искажений, а также о наименьшем ЗТВ и превосходных механических, металлургических и коррозионных преимуществах В отличие от очень низкого наплавления при ручном процессе GTA, TIP TIG увеличивает скорость наплавки GTA на 200 до 300 % и, следовательно, не ограничивается толщиной детали, размером сварного шва или областью применения.Кроме того, поскольку сварочную проволоку не нужно вручную подавать в дуговую плазму TIP TIG, этот процесс обеспечивает однородность и непрерывность сварного шва, недостижимые при ручном GTA, а также значительно снижает традиционные навыки сварщика TIG во всех положениях, что также влияет на качество сварки. В 2009 ГОДУ Я СВАРИЛ БОЛЬШИЕ СОСУДЫ ПОД ДАВЛЕНИЕМ ИЗ ТИТАНА 2 СТЕПЕНИ С НАКОНЕЧНИКОМ TIG БЕЗ ИСПОЛЬЗОВАНИЯ ГАЗОЗАЩИТНОГО ЩИТА. Это был первый случай в истории дуговой сварки большого титанового сосуда диаметром тридцать футов, который был на 100 % сварен без газовой защиты. С помощью процесса TIP TIG, которому уже десять лет, кто-то должен разбудить военно-морской флот, армию и военно-воздушные силы, а также всех тех, кто спит в энергетической, нефтяной и аэрокосмической отраслях, чтобы объяснить, что если вы можете сваривать титан без защитного экрана, подумайте о том, что этот атрибут с низким тепловложением при сварке будет иметь любую высокопрочную, все или союзные стали в их организации или повышать только этот атрибут процесса. ИСКАЖЕНИЕ – ИСКАЖЕНИЕ – ИСКАЖЕНИЕ.. Вы можете попытаться воспроизвести мой нетронутый сварной шов TIP TIG с помощью GTA или импульсного GMA, но вы будете тратить свое время впустую. КАК ВЫ ДУМАЕТЕ, ЧТО МОЖЕТЕ ЗАИНТЕРЕСОВАТЬ СВАРОЧНУЮ ПРОМЫШЛЕННОСТЬ СЕВ. АМЕРИКИ В ПРОЦЕССЕ СВАРКИ, В КОТОРОМ НЕ БЫЛ ИНТЕРЕСОВАН ДИСТРИБЬЮТОР СВАРКИ В США? Я думал, что лучший подход к продаже TIP TG североамериканской промышленности, в которой доминируют дистрибьюторы Lincoln Hobart и Miller, – это делать то, что я делал десятилетиями. Вместо того, чтобы проводить образовательные семинары по управлению процессом сварки, я начал с проведения семинаров и мастер-классов TIP TIG. В моем первом воркшопе в США в 2009 году помимо американцев были участники из Китая, Австралии, Канады и Бразилии. CNOOC Наложение Подводная идентификация труб с помощью инконеля, затем сварка концов труб за считанные минуты, и никогда не будет дефектов, которые могли бы быть обнаружены с помощью рентгеновских лучей. Спустя 12 лет после того, как я представил процесс TIP TIG компании CNOOC в Филадельфии. work shop, Китай в нефтегазовом и энергетическом секторах в настоящее время лидирует в мире по использованию полуавтоматического процесса GTA TIP TIG. Благодаря тому, что китайская компания CNOOC заказала у нас оборудование, у нас с Томом теперь были средства, необходимые для того, чтобы TP TIG USA заземлилась в США. TIP TIG — это самый простой способ сварки при любом положении сварки — от трубы или пластины, от основания до заполнения. Не требуется сварочного дыма, брызг или очистки сварных швов. Одни и те же две настройки сварки можно использовать для большинства сварных швов труб и листов.GTAW – процессы импульсной сварки MIG и сварки порошковой проволокой в среде защитного газа просто не могут конкурировать, когда требуются сварные швы кодового качества. ДЛЯ ТЕХ, КОМУ НУЖНЫ ФАКТЫ О ПРОЦЕССАХ В ПРОМЫШЛЕННОСТИ, В КОТОРОЙ МИФЫ О ПРОЦЕССАХ ГОРАЗДО БОЛЬШЕ. Я считаю, что создал самый информативный веб-сайт в мире на TIP TIG, процесс. ПОДУМАЙТЕ ОБ УСПЕХЕ САМЫХ ШИРОКО ИСПОЛЬЗУЕМЫХ В МИРЕ ПРОЦЕССОВ ДУГОВОЙ СВАРКИ. Причинами успеха сварки GMA и порошковой проволокой в среде защитного газа являются «полуавтоматические» и простые в использовании процессы дуговой сварки, обеспечивающие приемлемую скорость наплавки. Итак, когда кто-то приходит и превращает процесс GTA в «полуавтоматизированный» простой в использовании процесс TIP TIG, который обеспечивает на 200 0 300 % больше сварных швов, чем GTA, какова реакция отрасли сварки? ПРОСТОЙ ПОЛУАВТОМАТИЧЕСКИЙ GTA ВОПРОС. Почему вы считаете, что, в отличие от любого другого процесса дуговой сварки, TIP TIG обеспечит минимально возможные джоули сварки и увеличение наплавки GTA на двести-триста процентов? Ниже приведены реальные преимущества сварки TIP TIG, полученные для сварных швов кодового качества. К сожалению, в 2021 году Северная Америка, оборонная, аэрокосмическая и энергетическая отрасли, а также исследовательские центры и университеты, такие как Ле-Турно, штат Огайо и Массачусетский технологический институт, которые должны лидировать в развитии дуговой сварки, ПОЛНАЯ НЕУДАЧА. ЕСЛИ ВАМ НУЖНЫ ДОКАЗАТЕЛЬСТВА 2021 ГОДА GMA – FCA В ПРОЦЕССЕ СВАРКИ, ОТСУТСТВИЯ КОНТРОЛЯ И НАИЛУЧШИХ ПРАКТИК СВАРКИ, ВЫ НАЙДЕТЕ ИХ НА ЛЮБОЙ АМЕРИКАНСКОЙ ВЕРФИИ ВМС. Любой персонал, который занимается проектами ВМФ, вероятно, знает, что высшее руководство ВМФ отчаянно хочет получить контроль над качеством сварки, доработками и затратами на сварку на всех верфях, которые строят или обслуживают их корабли и подводные лодки. К СОЖАЛЕНИЮ, КОГДА ПРЕДЛАГАЕТСЯ ПОСЛЕДОВАТЕЛЬНОЕ ИЗМЕНЕНИЕ ССЫЛ.СВАРКА, ЭТО СТАРШИЕ ИНЖЕНЕРНЫЕ ОФИЦЕРЫ ВМФ, КОТОРЫЕ ВСЕГДА ПЕРВЫМИ ПРОТИВОДЕЙСТВУЮТ ИЗМЕНЕНИЯМ В ТЕХНИКЕ СВАРКИ. Судостроительные верфи, как правило, ежегодно тратят миллионы долларов сверх бюджета, что чаще всего является результатом плохого качества сварки порошковой проволокой, а также низкой ежедневной производительности сварки. Реальность сварки на этих верфях такова, что руководству и инженерам верфи в течение десятилетий просто не хватало опыта управления процессом сварки, который позволил бы им иметь возможность владеть процессом сварки. ВОПРОС О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ С ПОЛКОВОЙ ПРОВОДКОЙ.Если в сварочном цеху в основном сваривают углеродистые стали в плоском и горизонтальном положениях шва, а стали толщиной 3/8 и более, почему обычно используемая проволока Э71Т-1 является плохим выбором? Для тех из вас, кто хочет контролировать сварку порошковой проволокой в среде защитного газа и добиваться минимальной доработки сварки при неизменно максимальной производительности сварки, вы получите это с помощью средств управления процессом. Ресурс для самообучения/обучения FCA находится в моем разделе технологического обучения. В высококонкурентной глобальной отрасли сварки, где компании могут закупать сварные детали в Китае, Южной Корее или Восточной Европе, если американские компании не развиваются и продолжают прислушиваться к торговым представителям, продолжают идти по пути отсутствия права собственности на процесс сварки и противодействовать прогрессивному процессу сварки, который может создать реальный мир, улучшить качество сварки, производительность и затраты, они также могут закрыть двери своих сварочных цехов . GMA Weld Вопрос. ВОПРОС, КОТОРЫЙ БУДЕТ РАЗДРАЖАТЬ МНОГИХ. Растущая армия специалистов по инспекции сварных швов AWS CWI заслужила бы больше уважения, если бы перед тем, как высказать свое мнение о сварных швах, которые они просматривают, они потратили бы несколько часов на то, чтобы понять простые два контрольных процесса сварки GMA – FCA, которые они ежедневно критикуют. ? НА ЭТО ЗАНИМАЕТСЯ ПРИБЛ. ТОЛЬКО 20 ЧАСОВ, ЧТОБЫ ИЗУЧИТЬ GMA – FCA – TIP TIG – ADVANCED TIG или ROBOT GMA ARC WELD PROCESS CONTROL RESOURCES, ДОСТУПНЫЕ НА ЭТОМ САЙТЕ. Прежде чем купить следующий источник питания MIG, спросите себя, зачем вам нужны электронные навороты. ГАЗОЗАЩИТНАЯ ФЛЮСНАЯ ПРОШИВКА ВОПРОС. Слишком часто, когда на заводе возникают проблемы с ручной или роботизированной сваркой, заводской или инженерный руководитель. Печальная реальность сварки для лиц, принимающих решения в области сварки во всем мире, которым трудно постоянно добиваться полного качества ручной или роботизированной сварки GMA и потенциала производительности в наиболее распространенных в мире процессах дуговой сварки, в течение прибл.шестидесятилетий, посредственное качество и производительность ручной сварки GMA, а также создание ненужных дорогостоящих переделок сварных швов, стали ЕЖЕДНЕВНОЙ НОРМОЙ. КАК РУКОВОДИТЕЛИ БУДУТ РЕШАТЬ ПРОБЛЕМЫ СО СВАРОЧНЫМ ЦЕХОМ, ЕСЛИ ОНИ НЕ ПРИЗНАЮТ КОРЕННУЮ ПРИЧИНУ ПРОБЛЕМ СО СВАРКОЙ? БОЛЬШИНСТВО РУКОВОДИТЕЛЕЙ НЕ ЗНАЮТ, ЧТО «НАВЫКИ СВАРЩИКИ» ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ.ПЕРВАЯ И ГЛАВНАЯ ЭТО ОПЫТ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ: Вы редко встретите фразу «должен иметь обширный опыт управления процессом сварки» в любом описании работы, и это определенно не то, что SpaceX или NASA будут запрашивать при найме инженера по сварке. Учитывая, что обычное руководство и инженеры не осведомлены об опыте управления технологическим процессом, логично, что этот опыт редко требуется в описании любого сварочного задания, а управление технологическим процессом никогда не будет частью производства. Насколько мне известно, сварочная отрасль является единственной технической отраслью, которая полагается на неопытных представителей по продажам или оборудованию для предоставления рекомендаций по сварочным процессам по вопросам сварки в цехе. Торговый представитель, как правило, это человек, который, вероятно, никогда не руководил сварочным цехом.Эта ерунда длится десятилетиями. Проблемы, как правило, связаны со сварочным оборудованием, имеющим два контроля сварки, которые не менялись с 1960-х годов. представителей, и я выяснил, что независимо от того, какое обучение они получили, возможно, 5 из 100 были достойны войти в дверь сварочного цеха и дать совет по сварке, Одна область, которая всегда выявляет отсутствие контроля процесса сварки MIG и передовой опыт сварки, который преобладает, можно найти в роботизированных модулях на большинстве мировых автомобильных и грузовых заводов. ДЛЯ МЕНЯ В ABB БЫЛО ОБЫЧНО УСТАНОВИТЬ ОДНУ ИЛИ ДВЕ ОПТИМАЛЬНЫЕ НАСТРОЙКИ РОБОТА GMA ДЛЯ ЛЮБОГО ПРИМЕНЕНИЯ GM – FORD ИЛИ CHRYSLER. И КОГДА Я ПОСЕЩАЛ ИХ ЗАВОДЫ, Я ОБЫЧНО ВИДЕЛ, ЧТО МОИ ДАННЫЕ В НЕКОТОРЫХ СЛУЧАЯХ БЫЛИ ИЗМЕНЕНЫ ОБЫЧНО ОТ 10 ДО 30 РАЗ, И СВАРНЫЕ РАБОТЫ С РОБОТАМИ БЫЛИ БЕСПОРЯДКИМИ. Менеджеры и инженеры просыпаются.Персонал робота, «играющий» с данными контроля сварки в роботизированной ячейке, не является признаком просвещенного проектирования и производства. руководства, это свидетельствует о том, что руководство и инженеры компании просто не осведомлены о том, какие знания в области управления процессом сварки необходимы техникам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки. На протяжении десятилетий большинство мировых производителей. а руководители предприятий считали нормой возиться с контролем сварки.Большинство менеджеров просто не знали, что их инженеры или техники НЕ обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (обучение в процессе). Если бы редкий просвещенный руководитель завода или инженера-конструктора настаивал на том, чтобы по крайней мере один человек на его заводе имел контроль процесса сварки и передовые методы сварки, необходимые для владения процессами, и, следовательно, мог бы оптимизировать либо свой ежедневный робот, либо ручной качество сварки или производительность, тот же менеджер также был бы достаточно мудр, чтобы гарантировать, что на него была возложена ответственность за обучение всех тех, кто ежедневно принимает решения по сварке как в главном офисе, так и в сварочном цехе. Вас не попросят установить роботизированную сварку MIG на самых знаковых транспортных средствах Америки, если у вас нет репутации за прошлые достижения в области сварки. Только некоторые из продуктов Em. работал на [] FORD F150.. Я был единственным человеком, который установил роботизированные сварные швы, которые не требовали доработки, что было удивительно, если вы видели плохие сварные соединения роботов. [] ЖУК. Новые автокресла VW Beetle получили самые высокие рейтинги аварийности, когда-либо достигнутые для небольших автомобилей в США.Я устанавливал эти роботизированные сварки MIG в компании Johnson Controls в Мексике. Джонсон обнаружил, что данные MIG робота VW, установленные VW в Германии, не будут работать. Я не только добился нуля переделок, но и увеличил производство роботов на 30% [] КОРВЕТ, Одни из худших сварных швов, произведенных в автомобильной промышленности в 80-90-е годы, были любимцами Америки. ХАРЛИ. Эта ручная управляющая компания не понимает ни требований, ни ценности владения сварочным процессом фронт-офиса. Поэтому неудивительно, что эта компания медленно переходила на роботизированную сварку MIG. Большинство сварных швов велосипедной рамы выполнялись вручную на сварочных линиях MIG, которые напомнили мне производственную линию на первом заводе Генри Форда.Когда Harley разработал FATBOY, он быстро стал бестселлером. Я установил первоначальные сварные швы робота для этого продукта, когда был менеджером по сварке. в компании ABB Robots. ДЖИНН. Кто не видел эти изделия на стройках или на заводах, и для чего им нужен бездефектный робот и качественная ручная сварка. ГУСЕНИЦА. К кому еще могла обратиться эта компания, как не к АББ и ко мне, когда они хотели, чтобы робот MIG сварил самый большой в мире трюк. Имейте в виду, что я потратил десятилетия на то, чтобы сжать и упростить учебные материалы по управлению процессом сварки вручную и роботом MIG, чтобы их мог представить любой желающий, независимо от их опыта сварки. Между прочим, тем из вас, кто хочет вносить прогрессивные изменения в сварку на своих предприятиях, я бы посоветовал вам начать с «Описания работы», включив в него слова: «Должен иметь необходимые ручные или роботизированные средства управления процессом сварки и лучшую сварку». Практическая экспертиза». ЭТО ШОКИРУЕТ МНОГИХ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ПРЕДПРИЯТИИ ОБЫЧНО ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРОЧНЫМИ ПРОЦЕССАМИ». ГРУППА СВАРОЧНЫХ СОСТАВОВ. Еще одним уникальным признаком плохой международной практики сварочных цехов является то, что когда менеджеры, супервайзеры или инженеры не имеют контроля над процессом сварки и опыта передовой практики, они часто создают Группу сварщиков, команду, которой, по иронии судьбы, также не хватает такая же экспертиза. Реакция обычного менеджера на их бесконечные проблемы со сваркой заключается в том, чтобы ежедневно принимать кислотоуменьшающий ТУМ, чтобы контролировать свое сердцебиение, а затем созывать собрание КОМАНДЫ СВАРКИ.Слишком часто единственным достижением команды сварщиков будет потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная на заводе. Моим простым в освоении ручным и роботизированным средствам управления процессом сварки, а также передовым практикам самообучения или обучающим программам обычно требуется всего 15–20 часов для изучения. ВЛАДЕНИЕ ПРОЦЕССОМ обеспечивается моим MAG – порошковой проволокой и TIP TIG, ручным и роботизированным управлением процессом сварки и передовой практикой сварки, программами обучения или самообучения. Конечно, электроника в оборудовании для сварки MIG обеспечивает интересные возможности режима переноса сварки, особенно при импульсной сварке MIG и сварке алюминия. НЕМНОГИЕ СВАРОЧНЫЕ МАСТЕРСКИЕ ЗНАЮТ О НЕГАТИВНОМ КАЧЕСТВЕ И СТОИМОСТИ СВАРНЫХ СВАРОК ИМПУЛЬСНОЙ МИГ СВАРКИ: осведомленный о режиме MIG Spray, который, к сожалению, имеет плохое отношение энергии сварки к массе сварного шва, увидит, что достигаемое сварное плавление часто плохое или незначительное.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить тот же потенциал наплавки, что и распыление, но, однако, проводит 50% своего времени при низком фоновом токе, то не должно быть сюрпризом обнаружить, что этот режим с более низким энергопотреблением будет в отличие от сварки распылением, не улучшает сплавление сварного шва и не уменьшает пористость сварного шва, но этот импульсный режим MIG подходит для сварки, требующей меньшей энергии сварки, сварки калибровочной стали, алюминия и плакированных сварных швов. В 1970-х и 1980-х годах, используя недорогое оборудование CV MIG, я показывал сварочным цехам, как выполнять сварку MIG коротким замыканием без разбрызгивания. И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Линкольн, Миллер, Хобарт, ESAB или Fronius в 2019 году, процесс сварки, способный на то, что может сделать полуавтоматический TIP TIG. Благодаря возвращению большого С, я продал бизнес Тому и заработал достаточно, чтобы покрыть мой ежедневный бюджет на кофе, пока я не окажусь на глубине шести футов. Однако с миллиардами долларов налогоплательщиков, которые НАСА теперь бросает Илону, я подумал, что самое меньшее, что Элон может сделать, это послать мне благодарственную открытку Hallmark.
И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Линкольн, Миллер, Хобарт, ESAB или Fronius в 2019 году, процесс сварки, способный на то, что может сделать полуавтоматический TIP TIG. Благодаря возвращению большого С, я продал бизнес Тому и заработал достаточно, чтобы покрыть мой ежедневный бюджет на кофе, пока я не окажусь на глубине шести футов. Однако с миллиардами долларов налогоплательщиков, которые НАСА теперь бросает Илону, я подумал, что самое меньшее, что Элон может сделать, это послать мне благодарственную открытку Hallmark. 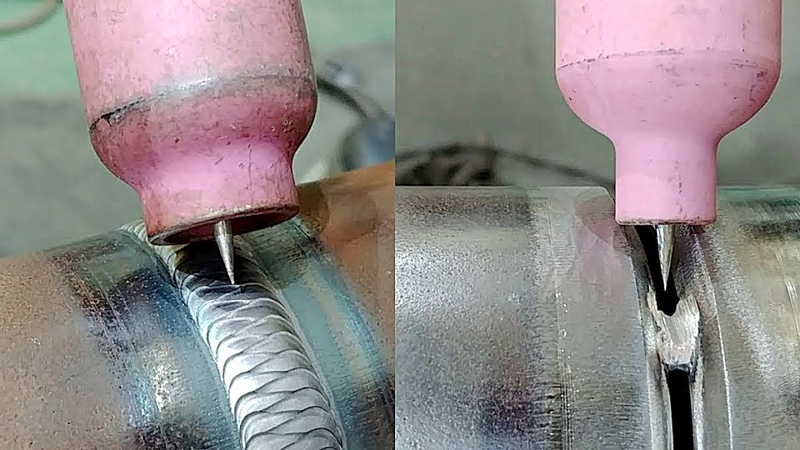
На протяжении десятилетий глобальный провал обучения сварке.

 Это должно было стать тревожным звонком 50 лет назад, и не нужно быть ученым-ракетчиком, чтобы понять в 2021 году, что многие (не все) образовательные учреждения не удовлетворяют растущие глобальные потребности в сварке.
Это должно было стать тревожным звонком 50 лет назад, и не нужно быть ученым-ракетчиком, чтобы понять в 2021 году, что многие (не все) образовательные учреждения не удовлетворяют растущие глобальные потребности в сварке.  посещать.На сайте представлены сравнения процессов между Hot Wire GTA, GTA вручную и Pulsed GMA. Здесь представлены все атрибуты реального процесса сварки TIP TIG и эта информация. https://tiptigwelding.com.
посещать.На сайте представлены сравнения процессов между Hot Wire GTA, GTA вручную и Pulsed GMA. Здесь представлены все атрибуты реального процесса сварки TIP TIG и эта информация. https://tiptigwelding.com.
ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA ВОПРОС. Назовите две наиболее важные причины, по которым TIP TIG может сваривать большинство деталей из титана> 3 мм без использования защитного экрана от газа.
В 2021 ГОДУ Я ПОШЛА НА РАБОТКУ В КФС, КАК ИХ СТАРШИЙ СВАРЩИК ИНЖ. ПРЕДОСТАВЛЕНИЕ КОНСУЛЬТАЦИЙ И КВАЛИФИКАЦИИ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СПИРАЛЬНОГО РЕАКТОРА, НАЗВАННОГО SPARC.
ПРЕДОСТАВЛЕНИЕ КОНСУЛЬТАЦИЙ И КВАЛИФИКАЦИИ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СПИРАЛЬНОГО РЕАКТОРА, НАЗВАННОГО SPARC.
Common Wealth Fusion в 2021 году на пути к строительству первого термоядерного реактора в Северной Америке под названием SPARC. Если вы думаете, что у вас были сложные проблемы со сваркой, плазма, которую вы видите в середине SPARC ниже, будет прибл. 100 миллионов градусов, а сверхпроводящие магниты, расположенные неподалеку, составляют около минус 400 градусов.  Строительство и ремонт атомных электростанций, а также эта отрасль 65-летняя связь с процессом сварки GTA.
Строительство и ремонт атомных электростанций, а также эта отрасль 65-летняя связь с процессом сварки GTA. 



 Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не знают о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы посмотреть видео о титане и обо всех других преимуществах сплава.
Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не знают о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы посмотреть видео о титане и обо всех других преимуществах сплава.
Многих компаний беспокоят жесткие допуски на размеры, особенно для дорогостоящих легированных сталей, – это искривление сварного шва. Поэтому любой инженер, который не застрял в 20-м веке, рассмотрит простой в использовании процесс дуговой сварки, обеспечивающий наименьшую возможную деформацию сварного шва.
В 2009 ГОДУ, КОГДА ИНЖЕНЕРЫ ПО СВАРКЕ N. AMERICAN СИДЕЛИ ПЕРЕД СВОИМИ НОУТБУКАМИ И РАБОТАЛИ С 1946 GTA, КИТАЙСКИЕ ИНЖЕНЕРЫ СДЕЛАЛИ ПЕРВЫЙ ШАГ. У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ, СВЯЗАННЫЕ С ПРИМЕНЕНИЕМ ПОДВОДНО-МОРСКОЙ ТРУБЫ И ПОКРЫТИЯ INCONEL, И ОНИ ПЫТАЛИСЬ ОБОРУДОВАНИЕМ FRONIUS, LIBURDI И ДРУГИМ ОБОРУДОВАНИЕМ, НО ВСЕ БЕЗ УСПЕХОВ.
У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ, СВЯЗАННЫЕ С ПРИМЕНЕНИЕМ ПОДВОДНО-МОРСКОЙ ТРУБЫ И ПОКРЫТИЯ INCONEL, И ОНИ ПЫТАЛИСЬ ОБОРУДОВАНИЕМ FRONIUS, LIBURDI И ДРУГИМ ОБОРУДОВАНИЕМ, НО ВСЕ БЕЗ УСПЕХОВ.
По иронии судьбы первым крупным покупателем оборудования TIP TIG, а также полностью освоившим этот процесс, стала Китайская национальная нефтяная компания CNOOC. Эта компания направила группу своих инженеров на мой первый семинар TIP TIG, который проводился на военно-морской верфи Филадельфии в 2009 году. Конечно, ни один военно-морской флот со своей верфи не присутствовал. 
С 2009 года никогда не было процесса, который мог бы выполнять полуавтоматизированную GTA
. На этот сайт не влияют обычные продажи бычьих фекалий. Это сайт tiptigwelding.com.
На этот сайт не влияют обычные продажи бычьих фекалий. Это сайт tiptigwelding.com. 

ВЕРФЬ РАСХОДЫ НА СВАРКУ. За 8 часов в смену сварщик на верфи, выполняющий сварку порошковой проволокой во всех положениях в среде защитного газа, должен наплавлять не менее 23 – 24 фунтов в смену. Однако из-за слишком обычного апатичного руководства и инженеров верфи, а также из-за неадекватных программ обучения сварщиков верфи, типичная верфь в Северной Америке будет поставлять в среднем только от 50 до 60% металла сварного шва, который она должна наплавлять ежедневно. 
В 2021 году для отраслей, использующих традиционные ручные импульсные GMA, ручные GTAW и сварку порошковой проволокой в среде защитного газа в крупномасштабных проектах сварки кодового качества, характерно следующее:  При сварке углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045 , аргоном 20–CO2 и источником питания 350 ампер средняя скорость наплавки GMA будет при времени горения дуги 30 минут.
При сварке углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045 , аргоном 20–CO2 и источником питания 350 ампер средняя скорость наплавки GMA будет при времени горения дуги 30 минут.
Факт сварки. В 2021 году с использованием североамериканского источника питания CV MIG мощностью 350–450 ампер, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100–200 % дешевле, который я мог бы продемонстрировать за несколько минут, который с 3 настройками сварки позволяет производить сварку MIG превосходного качества без разбрызгивания на любых сталях. и легированные стали.С этим же CV оборудовать. Затем я мог обеспечить превосходные сварные швы с порошковой проволокой. T
В 2021 году с использованием североамериканского источника питания CV MIG мощностью 350–450 ампер, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100–200 % дешевле, который я мог бы продемонстрировать за несколько минут, который с 3 настройками сварки позволяет производить сварку MIG превосходного качества без разбрызгивания на любых сталях. и легированные стали.С этим же CV оборудовать. Затем я мог обеспечить превосходные сварные швы с порошковой проволокой. T
Почему, в отличие от источника питания CV MIG, трудно добиться превосходного плавления с помощью порошковой проволоки в среде защитного газа при использовании импульсного источника питания MIG или многопроцессорного источника питания?  затем может перейти к более дорогим разрешениям сварки, например, использовать больше ручных сварочных аппаратов GTA-MIG или FCA.Возможно, они попросят своего торгового представителя принести новейший электронный чудо-источник питания Lincoln, Miller или Panasonic. Или для линейки роботов, поскольку роботы не соответствуют своему обещанному потенциалу, решением будет покупка большего количества роботов. Или, возможно, как это часто бывает в автомобильной и грузовой промышленности Северной Америки, они передают проблемные сварные детали на аутсорсинг в южный штат или Мексику, где затраты на ремонт сварных швов редко имеют значение.
затем может перейти к более дорогим разрешениям сварки, например, использовать больше ручных сварочных аппаратов GTA-MIG или FCA.Возможно, они попросят своего торгового представителя принести новейший электронный чудо-источник питания Lincoln, Miller или Panasonic. Или для линейки роботов, поскольку роботы не соответствуют своему обещанному потенциалу, решением будет покупка большего количества роботов. Или, возможно, как это часто бывает в автомобильной и грузовой промышленности Северной Америки, они передают проблемные сварные детали на аутсорсинг в южный штат или Мексику, где затраты на ремонт сварных швов редко имеют значение. 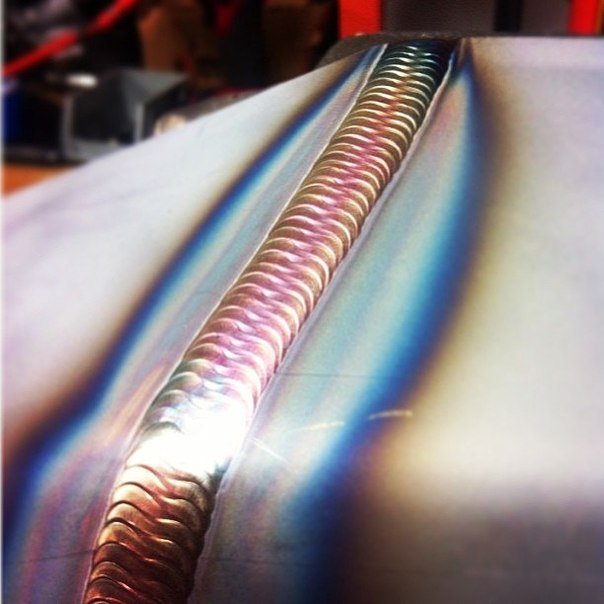 А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботе GMA для управления технологическим процессом, который используется на этом предприятии уже более 20 лет. (раздел процесс обучения).
А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботе GMA для управления технологическим процессом, который используется на этом предприятии уже более 20 лет. (раздел процесс обучения).  обсуждения растений.
обсуждения растений.
БЕЗУПРЕЧНО ДОВЕРЯТЬ ПРОДАВЦАМ СВАРКИ, КОТОРЫЕ, НАИБОЛЕЕ ВЕРОЯТНО, НИКОГДА НЕ УПРАВЛЯЛИ СВАРОЧНЫМИ ЦЕХАМИ, НЕ ЯВЛЯЕТСЯ НИ ОДНИМ ИНЖЕНЕРОМ, МЕНЕДЖЕРАМИ ИЛИ РУКОВОДИТЕЛЯМИ.  Взглянув на многие подвесные программы сварки, вы обнаружите, что данные программы сварки часто бывают плохими и постоянно изменяются для простых сварных швов, для которых требуется не более двух настроек сварки.
Взглянув на многие подвесные программы сварки, вы обнаружите, что данные программы сварки часто бывают плохими и постоянно изменяются для простых сварных швов, для которых требуется не более двух настроек сварки. 
ОТСУТСТВИЕ РУЧНОГО ИЛИ РОБОТОТЕХНИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ ДУГОВОЙ СВАРКИ , не понимают требований к опыту управления роботизированным процессом сварки для владения процессом сварки, маловероятно, что их специалисты по робототехнике или те, кто вносит изменения в сварку, будут иметь этот опыт. О, мечтай дальше.
О, мечтай дальше.  спортивный автомобиль Корвет. Это транспортное средство было сварено вручную порошковой проволокой, и сварные швы были позорными. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил работников GM переходу на MAG. После этого я рекомендовал GM перейти на роботов. Они сделали, и я установил сварку MAG робота Corvette.
спортивный автомобиль Корвет. Это транспортное средство было сварено вручную порошковой проволокой, и сварные швы были позорными. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил работников GM переходу на MAG. После этого я рекомендовал GM перейти на роботов. Они сделали, и я установил сварку MAG робота Corvette.  Я устанавливал их роботизированные сварные швы и предоставлял программы обучения управлению технологическим процессом.
Я устанавливал их роботизированные сварные швы и предоставлял программы обучения управлению технологическим процессом. 
 Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на принятие решений о сварке, реальность сварки такова, что ни одному заводу или сварочному объекту не потребовалась бы «сварочная бригада», и причина была бы в том, что все компании, принимающие решения по сварке, прошли бы обучение с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно идти по одному пути, необходимому для последовательного достижения ручной или роботизированной оптимизации процесса сварки.Подумайте, насколько уникальным был бы завод, на котором все, кто принимает решения по сварке, были бы обучены требованиям владения процессом сварки.
Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на принятие решений о сварке, реальность сварки такова, что ни одному заводу или сварочному объекту не потребовалась бы «сварочная бригада», и причина была бы в том, что все компании, принимающие решения по сварке, прошли бы обучение с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно идти по одному пути, необходимому для последовательного достижения ручной или роботизированной оптимизации процесса сварки.Подумайте, насколько уникальным был бы завод, на котором все, кто принимает решения по сварке, были бы обучены требованиям владения процессом сварки.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧНА. Вместо создания группы роботов-сварщиков более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной группы». Это будет команда, состоящая из ключевого лица, принимающего решения по роботизированной сварке, и менеджера по производству, качеству, техническому обслуживанию и техническому обслуживанию. Основная ответственность производственной группы будет заключаться в своевременной доставке продуктов для роботизированных ячеек и изготовлении деталей, свариваемых роботами, в соответствии с заданной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых автомобильных/грузовых заводах).
Это будет команда, состоящая из ключевого лица, принимающего решения по роботизированной сварке, и менеджера по производству, качеству, техническому обслуживанию и техническому обслуживанию. Основная ответственность производственной группы будет заключаться в своевременной доставке продуктов для роботизированных ячеек и изготовлении деталей, свариваемых роботами, в соответствии с заданной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых автомобильных/грузовых заводах).
В высококонкурентной отрасли опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я выпивал пинту Гиннесса каждый раз, когда слышу это в сварочном цеху, я бы сейчас был совладельцем пивоварни Гиннесс.
ВМЕСТО ПОКУПКИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ MIG ДЛЯ СВАРКИ СТАЛИ И ЛЕГИРОВАНИЯ СТАЛИ ВМЕСТО ПОКУПКИ ДОЛГОВЕЧНОГО СРЕДСТВА И ОБУЧЕНИЯ СОТРУДНИКОВ, МЕНЕДЖЕРЫ ЧАСТО ТРАТЯТ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ MIG ДЛЯ СВАРКИ СТАЛИ И ЛЕГИРОВАНИЯ СТАЛИ, ПОЧЕМУ?  Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном оборудовании MIG, используемом для сварки стали и сплавов, на самом деле была в основном бесполезной.
Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном оборудовании MIG, используемом для сварки стали и сплавов, на самом деле была в основном бесполезной.  Более 20 лет назад я написал книгу о сварке MIG и импульсной сварке MIG.Эта книга называлась «Руководство для менеджеров и инженеров по MIG». В этой книге я посвятил более 100 страниц тому, что было не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Между прочим, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG, чтобы уменьшить разбрызгивание при сварке, могли бы потратить 200 долларов на одну из моих учебных программ MIG и устранить свои проблемы с разбрызгиванием с помощью чего-то под названием «Экспертиза управления сварочным процессом».
Более 20 лет назад я написал книгу о сварке MIG и импульсной сварке MIG.Эта книга называлась «Руководство для менеджеров и инженеров по MIG». В этой книге я посвятил более 100 страниц тому, что было не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Между прочим, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG, чтобы уменьшить разбрызгивание при сварке, могли бы потратить 200 долларов на одну из моих учебных программ MIG и устранить свои проблемы с разбрызгиванием с помощью чего-то под названием «Экспертиза управления сварочным процессом». 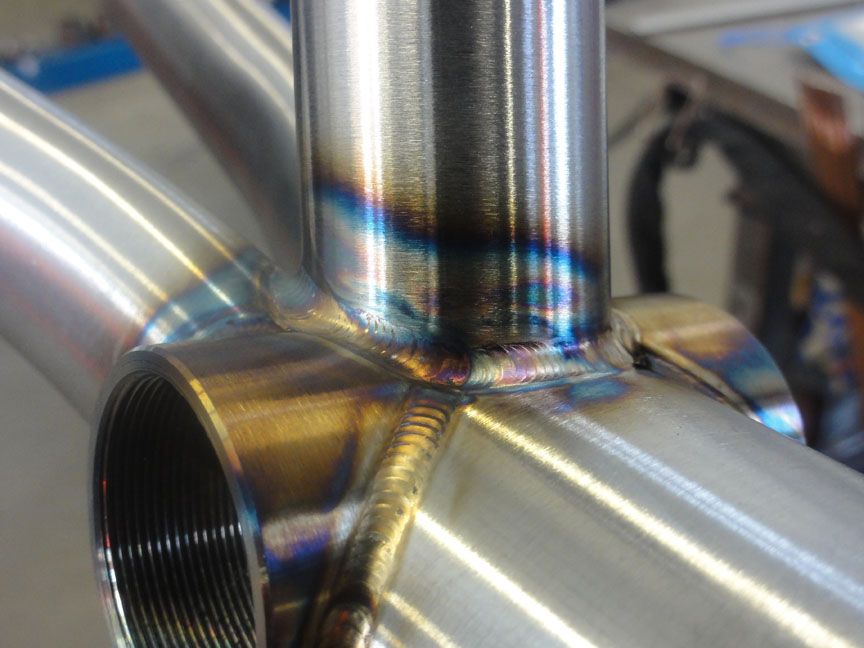 Кстати, какие параметры сварки MIG со стальной проволокой 035 и 80–20 CO2 вы бы выбрали, чтобы обеспечить сварку в оптимальной точке с максимально возможным количеством коротких замыканий в секунду . ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ FRON OFFICE. ДРУГОЙ С СОВЕТАМИ ТОРГОВОГО ПРЕДСТАВИТЕЛЯ СВАРКИ.
Кстати, какие параметры сварки MIG со стальной проволокой 035 и 80–20 CO2 вы бы выбрали, чтобы обеспечить сварку в оптимальной точке с максимально возможным количеством коротких замыканий в секунду . ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ FRON OFFICE. ДРУГОЙ С СОВЕТАМИ ТОРГОВОГО ПРЕДСТАВИТЕЛЯ СВАРКИ.
В 1960-х я запускал тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любой сварочной мастерской по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый источник питания стоимостью 2500 долларов США 2020 года. Источник питания CV MIG и опыт управления процессом сварки MIG неизменно обеспечивают оптимальное качество сварки без разбрызгивания любых деталей из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, знакомых с этим веб-сайтом 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ при сварке. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия, используя режим напыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном стали и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100–200 % дешевле.Подумайте об экономии для сварочного цеха благодаря возможности приобрести более дешевое, простое в ремонте и более надежное оборудование CV, которое имеет два простых контроля сварки, а для случайных сварных швов алюминия можно использовать портативный импульсный сварочный аппарат MIG. Подобные решения по сварке требуют наличия менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые будут знать, что они могут оптимизировать сварку стали MIG и сварку порошковой проволокой с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварщику необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия, используя режим напыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном стали и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100–200 % дешевле.Подумайте об экономии для сварочного цеха благодаря возможности приобрести более дешевое, простое в ремонте и более надежное оборудование CV, которое имеет два простых контроля сварки, а для случайных сварных швов алюминия можно использовать портативный импульсный сварочный аппарат MIG. Подобные решения по сварке требуют наличия менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые будут знать, что они могут оптимизировать сварку стали MIG и сварку порошковой проволокой с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварщику необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
НА ПОКУПКУ ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСИ И МЕТАЛЛИЧЕСКОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЮТ ПРОДАЖИ БЫЧЬИХ ФЕКАЛОВ: В то время как некоторые металлопорошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварки с металлической сердцевиной, которую я не смог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей для сварки в среде инертного газа, то, как ключевой автор спецификаций AWS MIG по защитным газам, я хотел бы проинформировать любую сварочную мастерскую, которая за последние четыре десятилетия приобрела трехкомпонентную газовую смесь для сварки сталей и легированных сталей, что в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных свойств сварного шва, чем преимуществ.Тем не менее, я признаю, что как порошковая проволока, так и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварки, чтобы получить газ в сварочных мастерских, у которых не было возможности владеть процессом сварки MIG.
На протяжении десятилетий при сварке многих сталей и сплавов обычная бесполезная электроника, используемая в оборудовании для импульсной сварки MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и порошковой проволоки, которые также использовались в качестве опоры тем, у кого не было опыта управления процессом сварки.
ГАЗОЗАЩИТНАЯ ФЛЮСНАЯ ПРОФИЛЬНАЯ ПРОВОДКА: В 2020 году большинство мировых сварочных мастерских также могут быть удивлены, узнав, что и GTAW, и газозащитная порошковая проволока являются плохим выбором для многих сварных швов кодового качества. Для тех, кто использует в 2020 году порошковую проволоку в среде защитного газа во всех положениях для приложений, требующих рентгеновского или ультразвукового контроля, может возникнуть резонный вопрос: почему какой-либо сварочный цех выбирает такой процесс сварки, как порошковая проволока, при котором, независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы сплавления сварного шва с захваченным шлаком, чрезмерное разбрызгивание и избыток сварочного дыма будут нормой.
ЭТО 2020 ГОД И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ ЦЕХАМ, ЧТО В ПОСЛЕДНЕЕ ДЕСЯТИЛЕТИЕ ПРОЦЕСС GTAW СТАЛ УСТАРЕВШИМ: И если сварочный цех все еще использует семидесятилетний DC. Процесс TIG для сварки деталей, требующих большого количества сварных швов, что менеджер не разочаровал, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает сильное нагревание свариваемых деталей. Примечание. Для тех, кого интересуют хорошо задокументированные проблемы, возникающие при распространенных процессах MIG – Импульсная MIG – GTAW – Порошковая сварка, а также проблемы с их оборудованием и расходными материалами при использовании для ручной и роботизированной сварки, посетите разделы «Мои программы».В то время как импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х годов отвечают за большую часть ежедневно выполняемых дуговых сварок, соответствующих мировым нормам качества, в 2019 году немногие сварочные цеха знают, что уже более десяти лет был альтернативный, улучшенный, «ручной полуавтоматический и полностью автоматический» процесс сварки под названием TIP TIG.
СОВЕТ TIG — это процесс, который на первый взгляд некоторым сварщикам может показаться чем-то средним между процессами TIG и MIG.Однако это процесс, при котором, когда требуются сварные швы кодового качества, TIP TIG обеспечивает превосходные характеристики сварки, чем TIG – импульсная сварка MIG – сварка в среде защитного газа с порошковой проволокой и сварка TIG с горячей проволокой.
СОВЕТ TIG — это простой в использовании полуавтоматический и полностью автоматический процесс дуговой сварки. Когда требуются сварные швы с кодовым качеством, постоянно обеспечивая максимальную энергию сварки в инертной атмосфере (наилучшее плавление при наименьшей пористости) наряду с достижением самого низкого тепловложения свариваемой детали из-за полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW – Pulsed MIG – FCAW и TIG с горячей проволокой, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства деталей.
СОВЕТ TIP TIG обеспечивает высочайшую энергию сварки и плавность сварки с высочайшей чистотой сварки, а также обеспечивает наименьший нагрев свариваемых деталей с помощью простого в использовании процесса для сварки любых металлов, приложений любого размера и сварки в любом положении.
. https://tiptigwelding.com КОГДА ТОМ, МОЙ БИЗНЕС-ПАРТНЕР, И Я КУПИЛИ TIP TIG В СЕВЕРНОЙ АМЕРИКЕ В 2009 Г.АМЕРИКА, АВСТРАЛИЯ И КИТАЙ.2020. Я предсказываю, что к 2025 году запатентованный процесс TIP TIG компании Plasch Austria, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, станет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов кодового качества.
Благодаря множеству преимуществ, связанных со сваркой, металлургией, механической обработкой, коррозией, а также безопасностью сварочного дыма, полученными от TIP TIG, преимуществами, которые изложены на этой странице и особенно в моей всеобъемлющей программе «TIP TIG», которая предоставляет данные TIP TIG. это не предусмотрено ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварки такова: когда требуется максимально возможное качество во всех положениях, корне или заливке, скруглении или стыке, малых или крупных деталях, при ручном или автоматизированном применении, сварочный цех обнаружит, что TIP TIG будет проще использовать (требуется меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG на постоянном и переменном токе, импульсная сварка MIG, сварка MIG STT, сварка MIG RMD, сварка порошковой проволокой, а также сварка TIG горячей проволокой.
это не предусмотрено ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварки такова: когда требуется максимально возможное качество во всех положениях, корне или заливке, скруглении или стыке, малых или крупных деталях, при ручном или автоматизированном применении, сварочный цех обнаружит, что TIP TIG будет проще использовать (требуется меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG на постоянном и переменном токе, импульсная сварка MIG, сварка MIG STT, сварка MIG RMD, сварка порошковой проволокой, а также сварка TIG горячей проволокой.
Примечание. Для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры по этому поводу, в конце концов, демонстрация TIP TIG в любом сварочном цеху займет менее 60 минут, чтобы подтвердить TIP TIG. качество сварки и результаты затрат превосходят то, что ваша компания производит в настоящее время.Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и , скорее всего, не продает TIP TIG, может не согласиться , и вместо этого, возможно, они захотят, чтобы вы попробовали их новейший электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
который имеет степень в области гуманитарных наук или истории и , скорее всего, не продает TIP TIG, может не согласиться , и вместо этого, возможно, они захотят, чтобы вы попробовали их новейший электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется экспертным знаниям о процессах, которых слишком часто не хватает в международных сварочных мастерских, а также сравнениям процессов сварки GTAW — импульсной сварки MIG — FCA и TIP TIG для распространенных приложений глобального качества сварки.Обратите внимание, что сравнение процессов сварки будет иметь большее значение, если те, кто заинтересован в сравнении, будут иметь средства управления процессом сварки и передовые методы сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных мастерских.
ТАК ЧТО, ПО ВАШЕМУ мнению, ОБЕСПЕЧИВАЕТ ИДЕАЛЬНЫЙ ПРОЦЕСС ДУГОВОЙ СВАРКИ? Если бы я спросил опытного сварщика, какие, по вашему мнению, ключевые атрибуты процесса сварки должны были бы сделать процесс сварки идеальным для большинства сварных швов кодового качества. Ниже будет мой список.
Ниже будет мой список.
- Должен быть простой в использовании, полуавтоматический и автоматический процесс сварки.
- Должен иметь возможность сварки как с открытым корнем, так и с заполняющим швом для любого применения и металлов, а также подходит для сварки любой толщины.
- Должен обеспечивать наивысшую энергию сварки (плавкость сварки) для достижения оптимального сплавления сварного шва со всеми металлами.(невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, что при производстве экономически эффективных сварных швов также обеспечивает важный баланс между количеством наплавленного материала и подводимой энергией сварки.
- Должен обеспечить инертную плазменную атмосферу, сводящую к минимуму окисление и пористость сварного шва
- Должен обеспечивать отсутствие брызг или шлака
- Должен обеспечивать автоматический контроль данных начала/остановки сварки.
- Должна обеспечиваться полярность EN, которая обеспечивает при достигнутых скоростях сварки наименьшую тепловложенную часть, обеспечивающую наименьшую зону термического влияния сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть прост в настройке.
- Не должно требоваться более трех настроек для всех сварных швов.

Обратите внимание, что в 2020 году существует только один процесс сварки, способный обеспечить вышеуказанное, и это процесс TIP TIG, которому уже десять лет.https://tiptigwelding.com.
СРЕДНЯЯ СКОРОСТЬ НАПЛАВКИ И САМАЯ ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ НАИЛУЧШЕЕ СВАРНОЕ ПЛАВЛЕНИЕ ВО ВСЕХ ПОЛОЖЕНИЯХ. Когда в сварочном цехе есть все положения, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, обеспечивающую высочайшую энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь при любом масштабе применения максимально возможное качество дуговой сварки. Когда вы объединяете актив качества сварки TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение свариваемых деталей, это обеспечивает сварочный цех, ручную и автоматическую сварку для устранения обычно ожидаемого доработка сварных швов в любом приложении. А также иметь возможность сваривать любой тип свариваемого металла, не беспокоясь о каких-либо металлургических проблемах сварки. Сварки TIP TIG, показанные на этой странице и в разделе TIP, не могут быть продублированы какой-либо обычной оптимальной сваркой TIG, импульсной сваркой MIG или сваркой с флюсовой проволокой.
Когда вы объединяете актив качества сварки TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение свариваемых деталей, это обеспечивает сварочный цех, ручную и автоматическую сварку для устранения обычно ожидаемого доработка сварных швов в любом приложении. А также иметь возможность сваривать любой тип свариваемого металла, не беспокоясь о каких-либо металлургических проблемах сварки. Сварки TIP TIG, показанные на этой странице и в разделе TIP, не могут быть продублированы какой-либо обычной оптимальной сваркой TIG, импульсной сваркой MIG или сваркой с флюсовой проволокой.
Примечание. Да, при традиционном процессе TIG на постоянном токе сварщик всегда может обеспечить превосходное качество сварки, но при ручной TIG на постоянном токе сварщик не может достичь энергии сварки TIP TIG, однородности и непрерывности сварки TIP TIG, которые влияют на скорость сварки, скорости наплавки TIP TIG. и сниженные навыки , которые увеличивают затраты на сварку, а с помощью TIP TIG сварочный цех может производить на большинстве деталей > 2 мм самый низкий нагрев свариваемых деталей, что влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG N.США и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс изменит правила игры для сварочных мастерских, и его нужно будет сравнивать с традиционными процессами дуговой сварки, используемыми в сварочных цехах, особенно со сваркой кодового качества. При обсуждении сравнений процессов сварки было бы полезно, если бы те, кто занимается сравнением процессов, сначала имели средства управления процессом сварки и передовой опыт сварки, которые были необходимы для последовательного достижения качества процесса сварки и оптимизации производительности с процессами сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими учебными программами по оптимизации процесса сварки), однако суть заключается в следующем: не существует оптимальной сварки в импульсной сварке MIG – GTAW и порошковой проволокой в среде защитного газа, которая могла бы соответствовать качеству сварки, показанному в верхнем левом углу, и с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе о процессах на этом сайте, просто не способны постоянно обеспечивать оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, что независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная сварка MIG и порошковая проволока в среде защитного газа, во многих случаях просто не способны стабильно обеспечивать бездефектные сварные швы.Неотъемлемые проблемы процесса сварки, влияющие на качество сварки, подробно обсуждаются в моем TIP TIG, а также в разделах программы сварки MIG и сварки с флюсовой проволокой.
Некоторые из вас, кто посещал мои семинары по управлению технологическим процессом или приобрел мои учебные программы по сварке, знают, что я специализируюсь на требованиях к управлению процессом сварки и передовой практике сварки в течение почти пяти десятилетий, что я работаю в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю, что такое качество каждого процесса дуговой сварки, производительность и возможности для любых металлов в любых приложениях. Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать из-за процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных неправильных методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте в виду, что в совете по сварке, который я даю, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на ерунду. Я не торгую сварочной продукцией, и из моих уст вы никогда не услышите сварочного оборудования или смещения процесса. Однако на протяжении десятилетий я предлагаю то, чего обычно не хватает большинству сварочных цехов мировой сварочной промышленности, а именно обязательные программы самообучения/обучения по управлению сварочным процессом и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием процессов MIG – FCAW – Advanced TIG, а также TIP TIG.
Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать из-за процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных неправильных методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте в виду, что в совете по сварке, который я даю, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на ерунду. Я не торгую сварочной продукцией, и из моих уст вы никогда не услышите сварочного оборудования или смещения процесса. Однако на протяжении десятилетий я предлагаю то, чего обычно не хватает большинству сварочных цехов мировой сварочной промышленности, а именно обязательные программы самообучения/обучения по управлению сварочным процессом и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием процессов MIG – FCAW – Advanced TIG, а также TIP TIG.
Если человек хочет найти доказательства слишком часто плохого, застойного состояния мировой индустрии сварки, он может начать с двух разных отраслей, таких как судостроение и автомобилестроение. На большинстве судостроительных предприятий по всему миру из-за отсутствия управления сваркой и владения технологиями сварки, а также отсутствия опыта в управлении процессом сварки, как правило, всегда существует обширная, ненужная и дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей контейнеры, расположенные вдоль проходов роботов, обычно будут заполнены бракованными сварными швами и доработками из-за плохого качества сварки роботом MIG, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На большинстве судостроительных предприятий по всему миру из-за отсутствия управления сваркой и владения технологиями сварки, а также отсутствия опыта в управлении процессом сварки, как правило, всегда существует обширная, ненужная и дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей контейнеры, расположенные вдоль проходов роботов, обычно будут заполнены бракованными сварными швами и доработками из-за плохого качества сварки роботом MIG, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужных переделок с флюсовой сердцевиной и сварочных работ MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис ВМФ и верфи, отсутствие контроля процесса сварки и передовой опыт сварки.
В 2020 году, как и десятилетиями, мировые верфи ВМФ будут строить многомиллионные суда и значительно превышать свои бюджеты на ремонт сварных швов, и все же на этих верфях;
- ТРЕБУЕМЫЕ ХАРАКТЕРИСТИКИ СВАРКИ ИСПОЛЬЗУЮТСЯ.
- ПРОЦЕССЫ СВАРКИ БЫЛИ УТВЕРЖДЕНЫ.
- ПРОЦЕДУРЫ СВАРКИ КВАЛИФИЦИРОВАНЫ.
- СВАРЩИКИ ПОДГОТОВЛЕНЫ.
- СВАРЩИКИ ПРОШЛИ КВАЛИФИКАЦИЯ.
- И ОТДЕЛ QA ЕЖЕДНЕВНО ОБЕСПЕЧИВАЕТ, ЧТО СТРОГАЯ ПРОВЕРКА СВАРНЫХ СОЕДИНЕНИЙ БЫЛА ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДА.
- МОЖЕТЕ ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НЕПРЕРЫВНЫЕ ПРОБЛЕМЫ СО СВАРКОЙ И ЧТО ТАКОЕ НЕДОСТАЮЩЕЕ ЗВЕНО?

___________
Для любого предприятия, которое применяет годовой бюджет на ожидаемый ремонт сварных швов, вы можете предположить, что руководство производства создало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. Вы также можете подумать чтобы ключевые лица, принимающие решения по сварке, стремились снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что ежегодные затраты на ремонт сварных швов редко снижаются, и в большинстве случаев снова из-за отсутствия управления и опыта владения инженерными процессами затраты на ремонт сварных швов, как правило, снова повторяются, как в фильме «День сурка», и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ С ПРОСТЫМ УПРАВЛЕНИЕМ СВАРКИ ВОЗНИКАЮТ ТАК МНОГО ПРОБЛЕМ СО СВАРКОЙ: Логичный менеджер или инженер спросит, почему с простым в настройке процессом сварки с двумя элементами управления, MIG и сваркой с флюсовой сердцевиной, которые используются ежедневно для большинства большинство дуговых сварных швов, два процесса, которые почти не изменились за многие десятилетия, ответственные менеджеры и инженеры по-прежнему не справляются со своей задачей владения этими сварочными процессами и более эффективного управления их ежедневным качеством сварки и производительностью? Кроме того, почему после десятилетий опыта работы с этими двумя процессами сварки мало свидетельств управления процессом сварки и развития передовой практики сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза: любой, кто провел 30 минут на этом веб-сайте, не должен быть ученым-ракетчиком, чтобы понять, почему бесконечные проблемы со сваркой на верфях или автомобильных заводах продолжаются десятилетиями или почему большинство аэрокосмическая, энергетическая, нефтяная и оборонная отрасли застряли в сварке 20-го века. Ниже приведены пять распространенных основных причин, по которым возникают многие глобальные проблемы со сваркой;
Ниже приведены пять распространенных основных причин, по которым возникают многие глобальные проблемы со сваркой;
[1] МНОГИЕ РУКОВОДИТЕЛИ НЕ ЗНАЮТ, ЧТО РУЧНОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШАЯ ПРАКТИКА СВАРКИ ЯВЛЯЕТСЯ СУЩЕСТВУЮЩИМ ОПЫТОМ.
[2] НЕМНОГИЕ РАБОТНИКИ, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРОЧНЫМ СВАРКАМ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО РАССЧИТАТЬ СТОИМОСТЬ ОБЫЧНОЙ 1/4 6 мм МИГ ИЛИ УГЛОВОЙ СВАРКИ.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ СПОСОБАМ СВАРКИ.
[4] МЕНЕДЖЕР И РУКОВОДИТЕЛИ СЧИТАЮТ САМОСТОЯТЕЛЬНЫМ, ЧТО ИХ ПЕРСОНАЛ ПО СВАРКЕ ДОЛЖЕН ИГРАТЬ С УСТРОЙСТВАМИ КОНТРОЛЯ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И РУКОВОДИТЕЛИ НЕ ОСОЗНАЮТ СВОЕЙ ОТВЕТСТВЕННОСТИ ЗА ИЗУЧЕНИЕ ТРЕБОВАНИЙ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ.
Я приношу извинения за размер этого веб-сайта, однако он составляет 25% от того, что было когда-то, однако обсуждаемые сварочные процессы и применения разнообразны, сварочные процессы обширны, и последствия дорогостоящей дуговой сварки и качества Проблемы производительности, которые ежедневно влияют на большую часть мировой индустрии сварки, продолжаются в течение пяти десятилетий, что я работаю в этой отрасли. Какова бы ни была реальность сварки, управление процессом — передовые методы сварки должны представлять интерес для всех, кто называет себя профессионалом в области сварки.
Какова бы ни была реальность сварки, управление процессом — передовые методы сварки должны представлять интерес для всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документирую общие глобальные проблемы с дуговой сваркой, которые меня просили решить в более чем 1000 сварочных мастерских в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Мое внимание всегда было сосредоточено на упрощении и сжатии темы управления процессом сварки и передовых методов сварки, а также на передаче этого всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои процессы сварки, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на приобретение мула. пить воду из корыта.
2109: Что касается отсутствия эволюции сварки, то всегда будет место для традиционного процесса TIG (слева), однако, как вы прочтете ниже, этот 75-летний процесс больше не должен быть оптимальной дуговой сваркой предпочтительный процесс для большинства сварных швов кодового качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсной сварке в среде защитного газа, сварке порошковой проволокой в среде защитного газа и наиболее важной из них будет технология TIP TIG. процесс. С этими тремя процессами сварки читатель найдет наиболее полные данные по управлению процессами ручной и роботизированной сварки в разделах программ на этом сайте, а также в моих книгах по сварке и учебных материалах. И хотя сайт устарел из-за своего возраста и непрекращающихся глобальных проблем со сварочным производством, я надеюсь, что некоторые читатели найдут информацию, которая поможет любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует с каждым из трех процессов сварки наилучшие из возможных, стабильные, однородные сварные швы всегда, конечно, производятся с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.
ДЛЯ МЕНЯ В ЭТОЙ ПРОМЫШЛЕННОСТИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ НЕБОЛЬШИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970–80-х годах, — это те же проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной сварки MIG и Подробные сведения об оборудовании для импульсной сварки MIG можно найти в разделе программ MIG.
СВАРОЧНАЯ РЕАЛЬНОСТЬ В ТОМ, ЧТО НЕМНОГИЕ СВАРОЧНЫЕ МАСТЕРСКИЕ ЗНАЛИ О ПЛОХОЙ ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ MIG МАШИНЫ, ЧТО ЯВЛЯЕТСЯ ПРОСТО ДРУГИМ ПРИЗНАКОМ ОТСУТСТВИЯ ОПЫТА СВАРОЧНОГО ПРОЦЕССА, КОТОРЫЙ ПРЕОБЛАДАЕТ
Если бы читатель попросил своего опытного персонала сварочного цеха объяснить, зачем ему импульсное оборудование MIG для сварки стали, я могу заверить вас, что в их ответах, вероятно, будет много признаков того, что они путают процесс сварки MIG. И если руководителей фронт-офиса, ответственных за сварку, спросят, почему им следует приобретать импульсную сварку MIG для сварки стали, они, скорее всего, назовут вам все причины, по которым их местный торговый представитель (который никогда не руководил сварочным цехом) сказал им.
И если руководителей фронт-офиса, ответственных за сварку, спросят, почему им следует приобретать импульсную сварку MIG для сварки стали, они, скорее всего, назовут вам все причины, по которым их местный торговый представитель (который никогда не руководил сварочным цехом) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная сварка MIG не является обязательным требованием в сварочном цехе, который сваривает в основном сварные швы стали и легированной стали, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, покупка оборудования для импульсной сварки MIG должна сократиться особенно, когда требуются сварные швы из стали любого кодового качества.Если у вас, как и у меня, нет жизни, есть десятилетия проблем с ручной и роботизированной импульсной сваркой MIG, задокументированных в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы считаете логичным, что лица, ответственные за решения по сварке MIG с роботом, должны знать о процессе сварки и различия в режимах переноса сварки, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки. Вы также можете подумать, что руководители фронт-офиса, принимающие решения по сварке, должны знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и передового опыта в области сварки, которые необходимы для обеспечения постоянного, оптимального качества и производительности сварки MIG с помощью роботов, конечно, всегда с минимальным временем простоя робота.
Вы также можете подумать, что руководители фронт-офиса, принимающие решения по сварке, должны знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и передового опыта в области сварки, которые необходимы для обеспечения постоянного, оптимального качества и производительности сварки MIG с помощью роботов, конечно, всегда с минимальным временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖИ ГАЗОВ ДЛЯ СВАРКИ MIG И СВАРОЧНЫЙ МАГАЗИН BS:
В Северной Америке доступно более сорока газовых смесей для MIG, и лишь немногие сварочные мастерские знают, что не более четырех газовых смесей для MIG имеют когда-либо требовалась для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix являются просто результатом яркого воображения специалиста по маркетингу или продажам газа. Примечание. В качестве менеджера по маркетингу промышленных газов Airgas, AGA и Liquid Carbonic я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
Если интересно, посетите мой газовый раздел MIG.
[] СПЕЦИАЛИСТ ПО СВАРКЕ С ПРАВАМИ СОБСТВЕННОСТИ БУДЕТ УПРОЩАТЬ, уплотнять И ОБУЧАТЬ СОТРУДНИКОВ УПРАВЛЕНИЮ ПРОЦЕССОМ – ТРЕБУЕТСЯ НАИЛУЧШИЙ МЕТОД.
Независимо от того, какая сварочная проволока используется в источнике питания MIG, а также каков металл сварного шва и область применения, как показано в моем обучении/самообучении. обнаружит, что существует «три» оптимальных настройки сварки. Существуют также лучшие методы сварки MIG и Flux Cord, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварки такова, что немногие из вашего персонала по сварке будут знать о настройках и методах, и, как это часто бывает во многих сварочных мастерских, при настройке сварки MIG или сварки с флюсовой проволокой, персонал по сварке часто «играет» с двумя элементами управления сваркой, которые имеют мало изменился за десятилетия.
Приблизительно в 2007 году, во время редкого для меня случая сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — лучшие методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK).
.jpg) которые, вероятно, были созданы во время Второй мировой войны.
которые, вероятно, были созданы во время Второй мировой войны.Когда меня наняли на должность менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и техническому обслуживанию знал много о электродной сварке и ничего не знал о контроле процессов сварки с флюсовой проволокой и MIG и передовых методах сварки.На этой верфи. в течение трех месяцев моего обучения управлению технологическим процессом качество сварки и результаты производительности были ошеломляющими. Полученная информация о качестве сварки и стоимости приведена ниже, а полная информация доступна в моем разделе о порошковой проволоке.
С ЧРЕЗМЕРНЫМ ПЕРЕРАСХОДОМ СТОИМОСТИ НА РЕМОНТ СВАРКИ НА ПРОИЗВОДСТВЕ ВМС США И НАБЛЮДАЯ, КАК БЫСТРО КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДНА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, СТАРШИЙ РУКОВОДИТЕЛЬ ВМС США. УПРАВЛЕНИЯ СВАРКАМИ / ВЛАДЕНИЕ ПРОЦЕССОМ ПРОЕКТИРОВАНИЯ ЭКСПЕРТИЗА СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРОЕ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, у которых никогда не было сварочного цеха, начинают задаваться вопросом, почему на верфях, строящих их корабли, сверхбюджетные ремонты сварных швов всегда измеряются миллионами, а десятилетия было мало свидетельств того, что руководство справилось с дорогостоящими проблемами сварки, и редко свидетельств понимания или важности использования контроля процесса сварки или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГИХ ПРОБЛЕМАХ, НО БОЛЬШИНСТВО ЕГО ПОДРЯДЧИКОВ ОБОРОНЫ НЕ ЗНАЮТ, КАК ОТВЕЧАТЬ
передовой опыт и опыт управления процессом сварки, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, инженеры и менеджеры фронт-офиса не владеют процессом сварки в отделах верфей ВМФ, которые занимаются изготовлением и сваркой, заставляют его более чем беспокоиться о выполнении его годовых поставок кораблей и требований бюджета. См. ВМС ниже.
См. ВМС ниже.
2021. США, Австралия, Европа и Великобритания. Благодаря Китаю, у которого сейчас самый большой в мире флот, никогда не было большего спроса на корабли и подводные лодки ВМФ. Тем не менее, упомянутые страны все еще используют процесс GTA 1946 года и часто используют неадекватные или устаревшие спецификации сварки и процедуры сварки.
ВЛАДЕНИЕ ПРОЦЕССОМ исходит от My MIG – Пуховая проволока и TIP TIG Ручное и роботизированное управление процессом сварки, передовые методы сварки, учебные материалы или материалы для самообучения.
НЕСООТВЕТСТВУЮЩИЕ ПРОГРАММЫ ОБУЧЕНИЯ СВАРЩИКАМ НЕДОСТАТОЧНЫ НА БОЛЬШИНСТВЕ ЗАВОДОВ МИРА. Все, что требуется, это одна флюсовая проволока, отсутствие дефекта сварки в правильном месте применения. и при правильных обстоятельствах результатом может стать катастрофа для людей и средств. Однако ирония заключается в том, что на большинстве мировых судовых верфей и нефтяных платформ они обычно предоставляют неадекватные программы обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным акцентом на требованиях по оптимизации процесса сварки. Я полагаю, что это понятно, так как немногие из менеджеров и инженеров верфей осознают важность контроля процесса сварки и лучших методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Я полагаю, что это понятно, так как немногие из менеджеров и инженеров верфей осознают важность контроля процесса сварки и лучших методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Платформа, подобная этой, использовалась для предоставления жилья на море. Все, что потребовалось, это некачественный угловой сварной шов толщиной 1/4 (6 мм) с порошковой проволокой, чтобы повлиять на усталостное разрушение структурных компонентов, платформа рухнула в океан, унеся жизни 123 человек и потратив миллиарды долларов.
Руководство по сварке нержавеющей стали
Трудно ли сваривать нержавеющую сталь? Во втором уроке по процессам сварки и их применению наш инструктор по сварке Том знакомит нашего ученика Пола с различными аспектами сварки нержавеющей стали. Как и со многими подобными предметами, с этой темой связаны мифы, некоторые из которых основаны исключительно на незнании того, что такое «нержавеющая сталь».
Том: Начнем с самого начала.Как вы думаете, можно ли дуговой сваркой нержавейки? Если да, то какие процессы, по вашему мнению, вы можете использовать?
Пол: Ну, я знаю, что такие предметы, как цистерны для молока, сделаны из нержавеющей стали, и они сварены, так что да, вы должны уметь дуговую сварку. Что касается процессов, я полагаю, что можно использовать большинство, если не все распространенные процессы дуговой сварки. Следует иметь в виду, что «нержавеющая сталь» — это не просто один «металл». Существует четыре основные группы, каждая из которых имеет свои особые требования при выборе подходящего сварочного газа.Это аустенитные, ферритные, мартенситные и дуплексные. Из них наиболее часто используются аустенитные нержавеющие стали, на их долю приходится около 70% всех производимых нержавеющих сталей, свариваемость хорошая. Ферритные марки используются не так часто, но они обладают высокой прочностью и хорошими характеристиками при высоких температурах, поэтому их используют для выхлопных газов, каталитических нейтрализаторов и т. д. Мартенситные марки намного труднее сваривать, но обладают высокой прочностью и используются для шасси автомобилей, железнодорожных вагонов и т. д. Наконец, дуплексные марки обладают лучшими свойствами как аустенитных, так и ферритных марок, сочетая в себе высокую прочность и высокую коррозионную стойкость, и используются на химических предприятиях, где целостность сварных швов имеет решающее значение
д. Мартенситные марки намного труднее сваривать, но обладают высокой прочностью и используются для шасси автомобилей, железнодорожных вагонов и т. д. Наконец, дуплексные марки обладают лучшими свойствами как аустенитных, так и ферритных марок, сочетая в себе высокую прочность и высокую коррозионную стойкость, и используются на химических предприятиях, где целостность сварных швов имеет решающее значение
Сварка в ограниченном пространстве
Пол: Одной из областей, которую мы не рассмотрели, является здоровье и безопасность.Есть ли серьезные проблемы со сваркой нержавеющей стали?
Том: Вы наверняка знаете, какие вопросы задавать! Проблемы во многом ничем не отличаются от проблем, возникающих при любом процессе дуговой сварки. Однако есть некоторые специфические проблемы. Любой процесс сварки будет генерировать сложную смесь металлического дыма, твердых частиц и газов. Сварка нержавеющей стали вызывает особую озабоченность из-за образования дыма, содержащего, среди прочего, никель и шестивалентный хром – доказанный возбудитель астмы.По этим причинам HSE рекомендует использовать местную вытяжную вентиляцию (LEV) при сварке нержавеющей стали. Однако результаты их опроса показали, что значительная часть площадок, хотя и имеют адекватные средства контроля воздействия, на практике не используют их. Приведенные причины включают нежелание регулярно менять положение кожуха LEV по ходу сварки и распространенное заблуждение, что использование LEV влияет на качество сварки.
Сварка нержавеющей стали вызывает особую озабоченность из-за образования дыма, содержащего, среди прочего, никель и шестивалентный хром – доказанный возбудитель астмы.По этим причинам HSE рекомендует использовать местную вытяжную вентиляцию (LEV) при сварке нержавеющей стали. Однако результаты их опроса показали, что значительная часть площадок, хотя и имеют адекватные средства контроля воздействия, на практике не используют их. Приведенные причины включают нежелание регулярно менять положение кожуха LEV по ходу сварки и распространенное заблуждение, что использование LEV влияет на качество сварки.
Следует отметить, что во многих случаях сварка нержавеющей стали осуществляется в закрытых помещениях, например, в резервуарах.Эффективность некоторых используемых процессов зависит от инертных газов. Однако, если задача не будет тщательно спланирована, сварочные газы, такие как аргон, двуокись углерода, азот и гелий, могут вытеснить воздух в закрытых помещениях. Аргон и углекислый газ являются относительно «тяжелыми» газами. Они могут объединяться в местах, где вы обычно не ожидаете возникновения проблем, например, в ямах для осмотра транспортных средств.
Они могут объединяться в местах, где вы обычно не ожидаете возникновения проблем, например, в ямах для осмотра транспортных средств.
Иногда для преднамеренной замены воздуха используются инертные газы, чтобы предотвратить окисление сварного шва или снизить риск возгорания.Газы также могут накапливаться, поскольку они используются в процессе сварки. Если вы не соблюдаете безопасную систему работы и попадаете в зону, где имеется большое количество инертного газа, вы рискуете умереть от удушья. Если количество инертного газа достаточно велико, вы не будете кашлять, отплевываться, задыхаться или чувствовать одышку, вы просто потеряете сознание. Это происходит так быстро, что вы не сможете спасти себя. Если инертный газ лишь частично заменил воздух, вы можете почувствовать сильную слабость, усталость и спутанность сознания. Скорее всего, вы обнаружите, что не можете выполнять простые задачи, включая поиск выхода.Если вас не спасут и вы не начнете дышать обычным воздухом в течение нескольких минут, вы, скорее всего, потеряете сознание и в конце концов умрете. Большинство сварочных газов, включая все инертные газы, не имеют запаха.
Большинство сварочных газов, включая все инертные газы, не имеют запаха.
Павел, вас не должно смущать то, что я вам только что сказал. Как и в любом производственном процессе, девизом является «ЗАБОТА»; то есть постоянно заботиться о себе, чтобы работать правильно, заботиться о своем благополучии, а также о благополучии окружающих. Сделайте это, и вы будете в безопасности.
Tom: Можно использовать все распространенные процессы дуговой сварки – MMA, MIG/MAG, TIG, плазма и т. д., но вы обнаружите, что в большинстве случаев обычно выбирается сварка TIG.
A. Сварка ВИГ нержавеющей стали
Том: Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамовым электродом в среде инертного газа — просто два разных названия одного и того же процесса — является наиболее часто используемым процессом. Согласно опросу, проведенному Управлением по охране труда и технике безопасности Великобритании (небольшой обзор воздействия дыма при сварке нержавеющей стали, Matt Coldwell & Chris Keen — Research Report RR770), на сварку TIG и MIG приходится около 90% сварки. Это связано с универсальностью и высококачественным сварным швом, который получается не только с качеством сварного шва, но и с его законченным внешним видом.Как вы уже знаете, при сварке TIG обычно используется меньший ток, тем самым уменьшая подвод тепла к основному металлу, в сочетании с возможностью добавления присадочного металла в сварочную ванну все вместе делает ее пригодной для сварки тонких материалов. Этот процесс также можно использовать для укладки корневых каналов в гораздо более толстый материал. Хотя, как правило, добавляется присадочный материал, для автоматизированной сварки труб часто используется так называемый процесс автогенной сварки, при котором наполнитель не добавляется.
Согласно опросу, проведенному Управлением по охране труда и технике безопасности Великобритании (небольшой обзор воздействия дыма при сварке нержавеющей стали, Matt Coldwell & Chris Keen — Research Report RR770), на сварку TIG и MIG приходится около 90% сварки. Это связано с универсальностью и высококачественным сварным швом, который получается не только с качеством сварного шва, но и с его законченным внешним видом.Как вы уже знаете, при сварке TIG обычно используется меньший ток, тем самым уменьшая подвод тепла к основному металлу, в сочетании с возможностью добавления присадочного металла в сварочную ванну все вместе делает ее пригодной для сварки тонких материалов. Этот процесс также можно использовать для укладки корневых каналов в гораздо более толстый материал. Хотя, как правило, добавляется присадочный материал, для автоматизированной сварки труб часто используется так называемый процесс автогенной сварки, при котором наполнитель не добавляется.
Б.Сварка нержавеющей стали MIG/MAG
Пол: Что насчет сварки MIG?
Tom: Дуговая сварка металлическим газом (GMAW) или сварка металлом в среде инертного газа/металла в активном газе (MIG/MAG), которая представляет собой полуавтоматический процесс, может использоваться как в ручном, так и в автоматизированном режиме.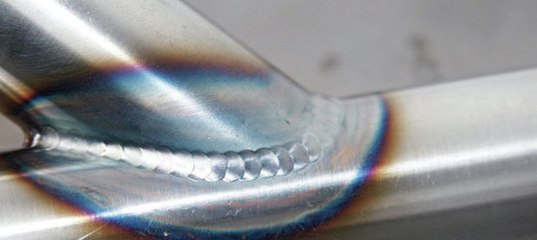 В этом процессе используется сплошной проволочный электрод и защитный газ, богатый аргоном, обычно в ситуациях с высокой производительностью либо в режиме переноса металла с коротким замыканием для тонкого материала, либо в режиме струйной дуги для более толстых применений.Для позиционной сварки источники питания, генерирующие импульсный ток, обеспечивают улучшенное качество металла шва, особенно при позиционной сварке. Для повышения стабильности дуги разработаны газовые смеси с добавками кислорода, гелия, углекислого газа к основному аргону.
В этом процессе используется сплошной проволочный электрод и защитный газ, богатый аргоном, обычно в ситуациях с высокой производительностью либо в режиме переноса металла с коротким замыканием для тонкого материала, либо в режиме струйной дуги для более толстых применений.Для позиционной сварки источники питания, генерирующие импульсный ток, обеспечивают улучшенное качество металла шва, особенно при позиционной сварке. Для повышения стабильности дуги разработаны газовые смеси с добавками кислорода, гелия, углекислого газа к основному аргону.
C. Сварка нержавеющей стали порошковой проволокой
Пол: Разве некоторые сварщики не используют порошковую сварочную проволоку? Если да, то каковы преимущества?
Том: Опять же, ты прав. Это вариант процесса MIG/MAG, в котором вместо сплошной проволоки в том же сварочном оборудовании можно использовать трубчатую проволоку, заполненную либо флюсом (FCW), либо металлическим порошком (MC).![]() Поставщики предлагают два варианта — один для сварки во всех положениях, а второй — для сварки сверху вниз. Вы не только получаете более высокую скорость наплавки, но и значительно сокращаете объем очистки после сварки. Опять же, в отчете HSE подсчитано, что FCW составляет не более 5% всей сварки нержавеющей стали.
Поставщики предлагают два варианта — один для сварки во всех положениях, а второй — для сварки сверху вниз. Вы не только получаете более высокую скорость наплавки, но и значительно сокращаете объем очистки после сварки. Опять же, в отчете HSE подсчитано, что FCW составляет не более 5% всей сварки нержавеющей стали.
D. Сварка ММА нержавеющей стали
Том: Можно легко использовать дуговую сварку металлическим электродом с защитой (SMAW) или ручную дуговую сварку металлическим электродом (ММА). Действительно, большое разнообразие покрытий электродов обеспечивает большую гибкость при сварке различных марок нержавеющей стали в столь же широком диапазоне применений.Следует соблюдать осторожность, если вы собираетесь использовать ММА. Наиболее широко используются электроды с кислотным рутиловым покрытием, поскольку они обеспечивают перенос металла в форме струйной дуги, самоотделяющийся шлак и эстетически приятный профиль сварного шва. Как правило, они используются в нижнем положении. Если вы ищете сварные швы более высокого качества, вам следует перейти на электроды с основным покрытием, но у них есть недостаток, заключающийся в наличии микровключений шлака и газовых пор, удаление шлака не так просто, а профили сварного шва не такие хорошие.
Если вы ищете сварные швы более высокого качества, вам следует перейти на электроды с основным покрытием, но у них есть недостаток, заключающийся в наличии микровключений шлака и газовых пор, удаление шлака не так просто, а профили сварного шва не такие хорошие.
Пол: Нержавеющая сталь по определению — это яркий блестящий металл. Повреждает ли сварка это покрытие, и если да, то следует ли его удалять?
Том: Несмотря на то, что существует множество литературы по очистке нержавеющей стали после изготовления и после сварки, есть одна проблема, вызывающая вопросы, а именно «тепловое окрашивание». Это утолщение естественного оксидного слоя на поверхности нержавеющей стали в результате интерференции света.Хотя с течением времени это обесцвечивание будет сливаться с остальной частью нержавеющей стали, жизненно важно удалить сварочный нагревательный элемент, чтобы не повлиять на полную коррозионную стойкость готового изделия. Действительно, в Своде правил инспекции по питьевой воде (Руководство по эксплуатации и Свод правил для изделий из нержавеющей стали в питьевом водоснабжении) говорится, что «для достижения оптимальных коррозионных характеристик сварных соединений из нержавеющей стали, щелей, загрязнения и, по крайней мере, всех Сварочные пластины, имеющие более глубокий цвет, чем бледно-желтый, должны быть удалены механической обработкой с последующим травлением сварного шва кислотой!»
Действительно, в Своде правил инспекции по питьевой воде (Руководство по эксплуатации и Свод правил для изделий из нержавеющей стали в питьевом водоснабжении) говорится, что «для достижения оптимальных коррозионных характеристик сварных соединений из нержавеющей стали, щелей, загрязнения и, по крайней мере, всех Сварочные пластины, имеющие более глубокий цвет, чем бледно-желтый, должны быть удалены механической обработкой с последующим травлением сварного шва кислотой!»
Пол: Каково влияние различных сварочных газов?
Том: Существует множество заблуждений относительно роли защитных газов при сварке.Многие считают, что именно электрод определяет качество конечного сварного шва. В значительной степени это верно, но, выбрав правильный газ, можно получить значительные преимущества.
Если взять этот процесс в качестве примера, сварка MIG/MAG нержавеющей стали обычно выполняется с использованием аргона или смеси на основе аргона/гелия. Эти газы содержат небольшое количество окисляющего газа, такого как кислород или углекислый газ, для стабилизации дуги. Однако использование слишком большого количества углекислого газа может вызвать проблемы с поглощением углерода.Защитный газ общего назначения представляет собой смесь аргона с 2,5% двуокиси углерода, так как он обладает хорошим смачивающим действием и обеспечивает гладкий шов с небольшим разбрызгиванием или без него. В случае сварки более толстых деталей из нержавеющей стали используется трехкомпонентная смесь, содержащая аргон, гелий и углекислый газ. В результате получается сварной шов с низким уровнем окисления поверхности, отличной коррозионной стойкостью, хорошим плавлением и низким уровнем армирования в сочетании с высокой скоростью сварки.
Эти газы содержат небольшое количество окисляющего газа, такого как кислород или углекислый газ, для стабилизации дуги. Однако использование слишком большого количества углекислого газа может вызвать проблемы с поглощением углерода.Защитный газ общего назначения представляет собой смесь аргона с 2,5% двуокиси углерода, так как он обладает хорошим смачивающим действием и обеспечивает гладкий шов с небольшим разбрызгиванием или без него. В случае сварки более толстых деталей из нержавеющей стали используется трехкомпонентная смесь, содержащая аргон, гелий и углекислый газ. В результате получается сварной шов с низким уровнем окисления поверхности, отличной коррозионной стойкостью, хорошим плавлением и низким уровнем армирования в сочетании с высокой скоростью сварки.
Наконец, поскольку сварка нержавеющей стали порошковой проволокой становится все более популярной, в качестве основного газа обычно используется двуокись углерода или смешанный газ, содержащий до 20% двуокиси углерода.
Том: Пол, я думаю, что мы рассмотрели все основные моменты сварки нержавеющей стали, так что увидимся в следующий раз, когда следующей темой, которую мы затронем, будет орбитальная сварка.
Пол: Спасибо, Том, мне очень понравилось предыдущее занятие по точечной сварке.
Если вам показалась интересной функция вопросов и ответов о сварке нержавеющей стали , вы найдете много других статей на веб-сайте Института сварки здесь. TWI — это технологический и исследовательский центр, предоставляющий экспертные консультации по всем технологиям сварки, соединения и проектирования.
Еще одним источником информации является Международный форум по нержавеющей стали (ISSF), некоммерческая исследовательская организация, которая служит всемирным форумом по различным аспектам международной промышленности по производству нержавеющей стали.
Ищете сварочное оборудование для нержавеющей стали? Ассортимент огромен, поэтому звоните, чтобы получить несколько советов и предложений.