Осциллятор для сварки
Практически у каждого мастерового хозяина имеется сварочный аппарат. Однако его возможности весьма ограничены. Сварка простых стальных деталей не требует каких-то определенных условий, в отличие, например, от алюминия или нержавейки. Для того, чтобы превратить свой простой сварочный аппарат в универсальный, многие приобретают или изготавливают осцилляторы.Осциллятор для сварки — это устройство, которое включается параллельно самому сварочному аппарату. Главная задача осциллятора — преобразование частоты промышленного тока, которое составляет, как правило, 55 Герц в ток высокой частоты. При этом частота повышается значительно и может составлять 150 — 500 тысяч герц. Помимо этого осциллятор для сварки кратковременно повышает напряжение — до 2000 — 6000 В, что, в свою очередь, значительно повышает легкость поджига электрода.
В основном, осцилляторы применяются для сварки алюминия или же при использовании электродов, обладающих низкими ионизирующими свойствами покрытия.

Осциллятор для сварки, впрочем, как и осциллятор для сварки алюминия может быть изготовлен своими руками и подключен к любому аппарату своими силами. Конструкция осциллятора представляет собой генератор, колебания частоты тока в котором затухают. Состоит он из трансформатора, повышающего напряжение, причем для повседневного использования достаточно будет напряжения порядка 2000 — 3000 Вольт. Обязательным условием является наличие разрядника. Помимо этого, в конструкцию входит колебательный контур, обмотка связи и блокировочный конденсатор.
Работа осциллятора заключается в накоплении энергии, которая при достижении определенной величины вызывает пробой разрядника, при этом возникает электрическая дуга, в результате чего закорачивается колебательный контур и в нем возникают затухающие колебания. Именно эти колебания и прикладываются к возникшей дуге, причем длительность возникших импульсов составляет всего несколько миллисекунд.
В зависимости от изготовления, осциллятор для сварки может быть непрерывного действия, либо импульсного.
Первые работают параллельно с источником питания дуги. То есть подключаются непосредственно к «массе» и держаку. Возникающая во время работы дуга с высоким напряжением и частотой позволяет поджечь электрод, даже не касаясь изделия. Именно возникающая высокая частота позволяет производить работы даже при пониженном напряжении, что немаловажно при использовании ненадежной сети электрического тока.
Вторые, считаются более эффективными, поскольку не используют в своей конструкции дополнительной защиты от высокого напряжения. Именно второй тип осцилляторов используется для установки на сварки с переменным напряжением, поскольку позволяют поджечь электрод при смене полярности тока в сети.
Схема осциллятора для сварки
Еще одна схема сварочного осциллятора
Изготовление своими руками осциллятора для сварки алюминия также не вызывает трудностей. Единственным и обязательным условием является точное изготовление разрядника, так как именно от него зависит качество поджига.
 Зачастую используются остатки вольфрамовых электродов. Все остальные детали должны быть новыми! И, конечно, не стоит забывать о технике безопасности.
Зачастую используются остатки вольфрамовых электродов. Все остальные детали должны быть новыми! И, конечно, не стоит забывать о технике безопасности.Кроме статьи «Осциллятор для сварки» смотрите также:
Что такое осциллятор в сварке
Осциллятором является генератор повышенного напряжения высокой частоты для поджога сварочной дуги. Это устройство работает для возбуждения и стабилизации сварочной дуги, которое приспособлено для того, чтобы работать с серийными источниками питания постоянного или переменного тока.
Сварочным осциллятором является искровой генератор затухающих колебаний. Внутри него находится низкочастотный повышающий трансформатор ПТ. Его вторичное напряжение достигает 2 – 3 кВ. Также там расположен разрядник, колебательный контур, обмотки связи и обмотки блокировочного конденсатора. Обмотки, которые расположены внутри сварочного осциллятора, являют собой высокочастотный трансформатор.
В результате работы осциллятора высокочастотные колебания проходят через обмотку и прикладываются к дуговому промежутку. Конденсатор, предназначенный для блокировки, позволяет предотвратить шунтирование обмоткой дугового промежутка для напряжения в источнике питания.
Осцилляторы позволяют обеспечивать наложение тока с высоким напряжением, а также с высокой частотой на сварочную цепь. Осцилляторы разделяются на два типа:
- Возбудители сварочной дуги импульсивного питания;
- Возбудители сварочной дуги непрерывного действия;
К возбудителям дуги непрерывного действия относятся осцилляторы, которые работают совместно с источниками питания сварочной дуги и обеспечивают возбуждение самой дуги с помощью наложения на провода для сваривания тока под высоким напряжением. Напряжение в данном случае составляет 3 – 6 000 В. Частота равна 150 – 250 кГц.
Напряжение в данном случае составляет 3 – 6 000 В. Частота равна 150 – 250 кГц.
Такой сварочный ток не является опасным для человека, если он будет внимательно следить за техникой безопасности и не пренебрегать ее правилами. Высокая частота позволяет обеспечить спокойное горение дуги, даже если сварочный ток основного источника слишком мал.
Осцилляторы последовательного включения являются наиболее эффективными, потому что не требуют установки в цепь источника специальной защиты, которая применяется для защиты от высокого напряжения. При работе осциллятора разрядник может издавать тихое потрескивание, а искровой зазор размером 1,6 – 2 миллиметра может быть установлен с помощью регулировочного винта. Однако это возможно только при отключенном осцилляторе. Также стоит иметь в виду то, что установить или отремонтировать осциллятор требует высокой квалификации по электротехническим специальностям.
При сваривании переменным током используются возбудители с импульсным питанием, которые вместе с первоначальным возбуждением дуги способствуют ее поджогу при изменении полярности переменного тока.
что это такое и для чего он нужен? Схема сварочного осциллятора. Ремонт аппарата и правила эксплуатации
Когда необходимо осуществить заваривание дефектных швов, или нужно сварить стальную конструкцию, мастера пользуются специальными электродами, инверторами с постоянным током. Вне зависимости от того, какой электрод или модель агрегата были выбраны, проблема со срочным розжигом дуги остается актуальной. Именно в подобных моментах возникает необходимость пользоваться сварочными осцилляторами.
Что это такое и для чего нужен?
Осциллятором для сварки принято считать вид генератора, который необходим для образования тока с высокой частотой – он способен связать окончание электрода и поверхность сварки без какого-либо контакта. Установку данного оборудования осуществляют на границе с держателем и сварочным аппаратом.
Установку данного оборудования осуществляют на границе с держателем и сварочным аппаратом.Устройство может быть независимым, а также входящим в состав корпуса сварочного агрегата.
Функционирование стабилизатора дуги может проводиться по нескольким схемам.
- Создание кратковременного импульса, который возбуждает дугу при отсутствии прикосновения к изделию. Визуально это имеет вид молниевого разряда, который подается от окончания электрода к обрабатываемой поверхности.
- Поддержание высокого напряжения на постоянной основе, которое может накладываться на ток сварки. Данная особенность способствует одновременной сварке и сохранению стабильного горения в дуге.
Характеристики данного вида оборудования способствуют тому, что оно широко используется во время работ с металлами цветной категории. При необходимости накладывания шва на лист алюминия, нержавейки либо меди осциллятор с высокой скоростью приводит в возбуждение дугу и начинает процедуру сваривания. Данный вид сварочного оборудования применяется для точности в начальной стадии шовного элемента.
При необходимости накладывания шва на лист алюминия, нержавейки либо меди осциллятор с высокой скоростью приводит в возбуждение дугу и начинает процедуру сваривания. Данный вид сварочного оборудования применяется для точности в начальной стадии шовного элемента.
Внедрение таких аппаратов распространено в плазменной резке, так как он способствует быстроте начала разделки материала. Осциллятор практически незаменим при работе с тонким металлическим листом. Обычно инверторный ток в данном случае выставляют на значении минимума. При внедрении осциллятора в работу можно стабилизировать электросварку, которая работает с малым напряжением.Эта особенность способна снизить последующий процесс обработки изделия от последствий прикосновения электрода.
Внутреннее устройство
Благодаря особенностям изготовления обеспечивается правильная установка контактов и стабильность функционирования осциллятора. У многих приспособлений данного вида идентичная схема конструкции, в ней не обойтись без:
У многих приспособлений данного вида идентичная схема конструкции, в ней не обойтись без:
- выпрямителя усилий тока;
- блока накопительного заряда конденсаторов;
- основы зарядки;
- узла, что формирует импульс, имеющий колебательный контур, разрядник;
- блока по регулировке;
- вентиля газа;
- трансформатора с увеличивающей возможностью;
- датчика напряжений.
Основным предназначением осциллятора является модернизация входящего напряжения с увеличением частот и показателей напряжения, а также уменьшением интервала. Рассмотрим, как функционирует вышеописанная схема конструкции.
- При нажатии кнопки на горелке происходит запуск электрической цепи.
- На входе выпрямителю свойственно выравнивание тока, а также установка его однонаправленности.
- Накопление напряжения для заряда в конденсаторах.
- Направление тока на контур колебания после его высвобождения.
 Увеличение показателя напряжения.
Увеличение показателя напряжения. - Руководство импульсным высвобождением схемы.
- Параллельное открытие газового клапана.
- Произведение разряда импульсом, что связывает по воздуху электродное окончание и изделие. С этой целью на изделие подсоединяют массовый кабель.
- Прекращение высокочастотного импульса по окончании прохождения по цепочке сварочных швов.
- Когда прекратится возгорание дуги, осциллятором обеспечивается продувка горелки с помощью аргона на протяжении 4-х секунд. В результате данного мероприятия происходит остужение электрода из вольфрама и окончания шва.
 Увеличение показателя напряжения.
Увеличение показателя напряжения.Разновидности
Согласно принципу действия осцилляторов известно 2 типа оборудования.
- Агрегат непрерывного функционирования. В данном случае происходит суммирование сварочного и высокочастотного тока. Дуга зажигается без контакта электрода с металлической поверхностью. В этом случае не происходит разбрызгиваний, а мастер не получает удара током. Этот принцип действия осциллятора способствует повышению эффективности использования агрегата. В данном случае не происходит энергетических потерь.
- Аппарат с импульсной работой характеризуется параллельностью подключения и использованием в случае, когда требуется работать с переменным видом тока. Сложностью данной процедуры можно назвать необходимость реагирования на смену полярности за короткое время.
Присутствие конденсатора в конструкции осциллятора обеспечивает хорошую функциональность устройства. А также в устройстве должна присутствовать обратная связь.
Правила эксплуатации
Самыми важными требованиями при функционировании осциллятора являются безопасность и надежность. Для того чтобы агрегат работал исправно, не стоит забывать о таких моментах, как:
Для того чтобы агрегат работал исправно, не стоит забывать о таких моментах, как:
- проверка работы блокировочного конденсатора, так как в случае его неисправности сварщика может поразить током;
- регулировка и настройка устройства исключительно в состоянии отключенном от сети;
- постоянное счищение нагара с электродов;
- отслеживание частоты импульсов, которая не должна превышать 40 мкс.
Практически все модели сварочных осцилляторов имеют инструкцию по эксплуатации, которой стоит руководствоваться при его использовании. Для того чтобы диагностировать поломку данного вида оборудования, стоит провести следующие мероприятия:
- визуально осмотреть все имеющиеся узлы;
- зачистить окисленные контакты с помощью растворителя и щетки;
- диагностировать возможные поломки путем подобного изучения инструкции;
- заменить нерабочие детали;
- осуществить пробный запуск.

Ремонт осциллятора можно сделать своими руками в следующих случаях:
- если неправильно выбран сварочный режим;
- если нарушено функционирование одного элемента конструкции;
- если в корпус или блок питания попала пыль, посторонние предметы.
Осциллятор можно назвать технологическим грамотным дополнением к сварочному оборудованию. Его возможно не только купить, но и сделать собственноручно.
Детальный обзор осциллятора для сварки в видео ниже.
Осциллятор
Осцилляторы и импульсные возбудители дуги
Осциллятор является искровым генератором высокочастотных колебаний малой мощности. Высокое напряжение, которое подает осциллятор на дуговой промежуток в виде отдельных импульсов, облегчает зажигание дуги в начале сварки и обеспечивает устойчивое восстановление сварочной дуги в полупериоды обратной полярности, когда напряжение возбуждения дуги относительно велико и превышает напряжение источников питания.
Сварочные осцилляторы делятся на две основные группы: параллельные, подключаемые параллельно дуговому промежутку, ОСП-1, ОСП-3-2, М-3 и др.![]() и последовательные, включаемые последовательно дуговому промежутку в разрыв сварочной цепи, ОСП-ЗОО, ОСП-88-1 и др. (рис. 1, а, б).
и последовательные, включаемые последовательно дуговому промежутку в разрыв сварочной цепи, ОСП-ЗОО, ОСП-88-1 и др. (рис. 1, а, б).
Рис. 1. Схемы включения осцилляторов в сварочную цепь: а — параллельно дуговому промежутку; б — последовательно дуговому промежутку.
Преимущества параллельных осцилляторов в том, что их можно использовать при любом сварочном токе. Однако такие осцилляторы имеют и следующие существенные недостатки: высокочастотное напряжение на выходе, достигающее при отсутствии дуги нескольких киловольт, падает на обмотках сварочного трансформатора и дросселя, что часто приводит к пробою изоляции и выходу оборудования из строя; для обеспечения высокого напряжения необходимо повышать мощность осцилляторов, так как при работе параллельного осциллятора сварочный источник питания шунтирует его выход; прохождение т. в. ч. по обмоткам трансформатора приводит к появлению сильных радиопомех в силовой сети, поле радиопомех создается не только выходной цепью осциллятора, но и всей сварочной цепью.
В последовательном осцилляторе благодаря наличию блокировочного конденсатора высокочастотное напряжение на сварочном трансформаторе обычно не превышает нескольких десятков вольт, что исключает пробой изоляции сварочного источника и уменьшает уровень радиопомех в силовой сети. Источник питания не шунтирует выход осциллятора. Поле радиопомех создается только участком сварочного провода, соединяющим горелку с выходной клеммой осциллятора. Основным недостатком последовательных осцилляторов является ограничение допустимой величины сварочного тока, которая определяется сечением выходной обмотки осциллятора.
Исследование работы осцилляторов показало, что импульсы высокого напряжения по форме и местоположению их на кривой тока у каждого осциллятора различны. Устойчивость горения дуги зависит от расположения импульсов на кривой тока. Продолжительность перерывов в горении дуги зависит от того, насколько удален импульс от нулевой точки кривой тока. Если импульсы попадают на нулевые точки кривой, то повторное зажигание дуги происходит легко, если импульсы опережают или запаздывают, то возбуждение дуги затруднено.
Импульсные возбудители обеспечивают более надежное зажигание дуги по сравнению с осцилляторами при сварочном токе не ниже 40 а. Подавая 50—100 импульсов в секунду, они не создают существенных радиопомех. Импульсы строго синхронизированы со сварочным током.
Такие возбудители применены в специальных сварочных установках типов УДАР, ИПК и УДГ.
Зажигание дуги в начале сварки возбудители не обеспечивают, поэтому для начального зажигания дуги без касания электродом изделия необходимо применять возбудитель в сочетании с осциллятором, включенным только в начальный момент сварки.
Универсальный сварочный осциллятор ИСО разработан институтом сельхозмашиностроения в Ростове-на-Дону. Осциллятор ИСО можно использовать как последовательный и как параллельный. При сварочном токе, не превышающем 350 а, предпочтительно последовательное включение осциллятора ИСО в сварочную цепь, при больших токах следует использовать его как параллельный.
Также по теме:
Сварочные осцилляторы
В домашнем хозяйстве мастерового хозяина всегда
найдётся сварочный аппарат . Как правило, это
обычный трансформатор мощностью около 3 кВт , со
вторичной обмоткой из медной или алюминиевой
шины с сечением 25 … 30 мм2 и напряжением
холостого хода 60 … 70 В . Для сварки применяются
электроды переменного тока , которые стали
относительно дефицитными . Более предпочтительными
являются электроды постоянного тока , но увы
…. Сварочный аппарат постоянного тока , работающий
от однофазной сети пока достаточно редок .
Причина тому — необходимость использования
мощного дросселя , габариты которого соизмеримы
с самим сварочным трансформатором . Кроме того ,
обязательными являются дорогие мощные диоды ,
установленные на больших радиаторах . Схема устройства
очень проста , не содержит активных элементов ,
а поэтому очень надёжна . 1. Сварочный осциллятор с регулировкой фазы импульса
| Уважаемые посетители! Все материалы сайта в случае их некоммерческого использования предоставляются бесплатно, хотя автор затрачивает достаточно большие средства на их обновление расширение и размещение.  Если Вы хотите, чтобы автор отвечал на Ваши письма, обновлял и добавлял новые материалы — активней используйте контекстную рекламу, размещённую на страницах — для себя Вы узнаете много нового и полезного, а автору позволит частично компенсировать собственные затраты чтобы уделять Вам больше внимания. ВНИМАНИЕ! Вам нужно разработать сложное электронное устройство? Тогда Вам сюда…
|
 Автоматика в быту. Электронные устройства автоматики.
Автоматика в быту. Электронные устройства автоматики. Масса такого
аппарата чуть не в два раза больше обычного
. Конечно , массу сварочного аппарата можно
уменьшить — для этого применяют трансформаторы и
дроссели меньшей мощности и обмотки с
меньшим сечением , а затем обдувают мощным
вентилятором . Для улучшения обдува
обмоток трансформатор и дроссель располагаются в
закрытом с боков корпусе , с торца
которого установлен мощный вентилятор , воздушный
поток которого проходит в зазоре между
обмотками и железом и выходит с другого
торца . Но существует способ , который
позволяет удерживать сварочную дугу при
использовании электродов постоянного тока на
сварочных аппаратах переменного тока . Для
этого на дугу подаётся мощный короткий
импульс напряжением около 200 В , сдвинутый
относительно начала полупериода примерно на 15 …
20 градусов . Такое устройство называется сварочным
осциллятором . Автором разработано несколько таких
устройств, схема одного из них приведена на рисунке
Масса такого
аппарата чуть не в два раза больше обычного
. Конечно , массу сварочного аппарата можно
уменьшить — для этого применяют трансформаторы и
дроссели меньшей мощности и обмотки с
меньшим сечением , а затем обдувают мощным
вентилятором . Для улучшения обдува
обмоток трансформатор и дроссель располагаются в
закрытом с боков корпусе , с торца
которого установлен мощный вентилятор , воздушный
поток которого проходит в зазоре между
обмотками и железом и выходит с другого
торца . Но существует способ , который
позволяет удерживать сварочную дугу при
использовании электродов постоянного тока на
сварочных аппаратах переменного тока . Для
этого на дугу подаётся мощный короткий
импульс напряжением около 200 В , сдвинутый
относительно начала полупериода примерно на 15 …
20 градусов . Такое устройство называется сварочным
осциллятором . Автором разработано несколько таких
устройств, схема одного из них приведена на рисунке Выход осциллятора
подключается параллельно сварочной цепи , а
сетевой шнур непосредственно на сетевые клеммы
сварочного трансформатора . Категорически не допускается
подключать сетевой шнур осциллятора не к
сварочному трансформатору , а в сетевую
розетку — в этом случае , при
отключении сварочного трансформатора от сети ,
не отключив осциллятор , можно получить поражение
электрическим током , т.к. на сетевой обмотке
возникают очень мощные импульсы напряжением в
несколько тысяч вольт . При работе с осциллятором
требуется соблюдать особую осторожность . При
смене сварочного электрода обязательно выключать
устройство. С помощью предлагаемого осциллятора
и сварочного аппарата переменного тока можно
вести сварку не только обычными электродами
постоянного тока , но и электродами для
нержавейки , а также использовать оборудование
в аппарате аргоновой сварки . Схема устройства очень проста ,
но имеет определённые недостатки — это опасность поражения электрическим током и
отсутствие возможности плавно и стабильно изменять угол включения тиристоров для
подбора оптимального режима сварки.
Выход осциллятора
подключается параллельно сварочной цепи , а
сетевой шнур непосредственно на сетевые клеммы
сварочного трансформатора . Категорически не допускается
подключать сетевой шнур осциллятора не к
сварочному трансформатору , а в сетевую
розетку — в этом случае , при
отключении сварочного трансформатора от сети ,
не отключив осциллятор , можно получить поражение
электрическим током , т.к. на сетевой обмотке
возникают очень мощные импульсы напряжением в
несколько тысяч вольт . При работе с осциллятором
требуется соблюдать особую осторожность . При
смене сварочного электрода обязательно выключать
устройство. С помощью предлагаемого осциллятора
и сварочного аппарата переменного тока можно
вести сварку не только обычными электродами
постоянного тока , но и электродами для
нержавейки , а также использовать оборудование
в аппарате аргоновой сварки . Схема устройства очень проста ,
но имеет определённые недостатки — это опасность поражения электрическим током и
отсутствие возможности плавно и стабильно изменять угол включения тиристоров для
подбора оптимального режима сварки. Сопротивления резисторов в цепи управляющих
электродов тиристоров подбираются экспериментально , чтобы угол открытия не
превышал 20 градусов — в противном случае эффективность поддержания дуги
будет снижена. Работу с осциллятором можно несколько
обезопасить , если применить схему с
автоматическим отключением импульса при отсутствии
дуги. Для контроля наличия дуги применяют
трансформатор тока , через который подаётся сварочный
ток. Осциллятор включается автоматически при
появлении тока сварки и отключается при
его исчезновении через 2 …3 сек. Переменным
резистором можно регулировать фазу появления
мощного импульса , что позволяет оптимизировать
горение сварочной дуги . Схему такого устройства
можно посмотреть на следующей странице:
Сопротивления резисторов в цепи управляющих
электродов тиристоров подбираются экспериментально , чтобы угол открытия не
превышал 20 градусов — в противном случае эффективность поддержания дуги
будет снижена. Работу с осциллятором можно несколько
обезопасить , если применить схему с
автоматическим отключением импульса при отсутствии
дуги. Для контроля наличия дуги применяют
трансформатор тока , через который подаётся сварочный
ток. Осциллятор включается автоматически при
появлении тока сварки и отключается при
его исчезновении через 2 …3 сек. Переменным
резистором можно регулировать фазу появления
мощного импульса , что позволяет оптимизировать
горение сварочной дуги . Схему такого устройства
можно посмотреть на следующей странице:Аргонодуговая сварка : Осциллятор сварочный ОССД-300
Сварочный осциллятор ОССД-300 предназначен для:— бесконтактного возбуждения сварочной дуги при сварке в составе сварочного поста неплавящимся (вольфрамовым) электродом в среде инертных газов (аргон, гелий) нержавеющей стали и цветных металлов на постоянном токе с последующим отключением осциллирующего импульса при наличии сварочного тока свыше 10А.
 В случае обрыва сварочной дуги, осциллятор формирует следующий высоковольтный импульс для повторного возбуждения сварочной дуги;
В случае обрыва сварочной дуги, осциллятор формирует следующий высоковольтный импульс для повторного возбуждения сварочной дуги;— бесконтактного возбуждения сварочной дуги в каждом полупериоде сетевого напряжения частотой 50Гц, при сварке в составе сварочного поста на переменном токе в среде инертных газов (аргон, гелий), неплавящимся (вольфрамовым) электродом алюминия и его сплавов.
Технические характеристики.
Номинальный сварочный ток А 300
Продолжительность включения ОССД (ПВ) % 60
Напряжение питающей сети частотой (50 ± 1) Гц Вт 190 до 235
Продувка инертным газом секунды от 1 до 20
Входное давление инертного газа кгссм2 ≤ 1,5
Максимальная потребляемая мощность Вт 20
Габаритные размеры ОССД, не более:
длина мм 260
ширина мм 240
высота мм 130
Масса, не более кг 4,5
Купить осциллятор сварочный ОССД-300 Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Сварочный осциллятор ОССД-300 купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.: (067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Осциллятор сварочный купить. Осциллятор сварочный цена. Осциллятор купить.
Arcraft Плазменный автоматический и полуавтоматический сварочный осциллятор,
О компании
Год основания1992
Юридический статус фирмыКомпания с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер деятельностиПроизводитель
Количество сотрудников от 11 до 25 человек
Годовой оборот2010-11 рупий.2–5 крор прибл.
2011-12 рупий. 2–5 крор прибл.
IndiaMART Участник с июня 2007 г.
GST27AADCA0505A1ZL
Код импорта-экспорта (IEC) 03950*****
Известная производством, поставкой и экспортом широкого ассортимента сварочных, режущих машин и систем автоматизации оптимального качества, Arcraft Plasma Equipments (I) Pvt Ltd и ISO 9001: 2008 Сертифицированная компания входит в список самых известных компаний, созданных в этом году. 1992 .Ассортимент предлагаемой продукции включает станки плазменной резки, станки для резки профилей с ЧПУ и аппараты плазменной сварки. Эти машины произведены из высококачественного сырья, которое поставлено от известных, которым доверяют, надежных и сертифицированных продавцов промышленности. Благодаря стабильной работе, минимальному техническому обслуживанию и надежной конструкции эти машины пользуются большим спросом на рынке. В дополнение к этому, мы предлагаем выдающиеся услуги по обучению и сертификации сварщиков для наших уважаемых клиентов.Предлагаемые услуги высоко ценятся за их своевременное выполнение и эффективность.
В дополнение к этому, мы предлагаем выдающиеся услуги по обучению и сертификации сварщиков для наших уважаемых клиентов.Предлагаемые услуги высоко ценятся за их своевременное выполнение и эффективность. Стремясь максимально удовлетворить потребности клиентов, мы с самого начала внедрили клиентоориентированный подход в нашей компании. Мы угодили огромной клиентуре благодаря нашим прозрачным деловым отношениям и способности выполнить оптовый заказ в обещанные сроки.
Видео компании
Сварочный осциллятордля консольной сварочной машины YXAWO-100LP от китайского производителя, производителя, фабрики и поставщика на ECVV.ком
1. Функции
Качание Mahcine может помочь наклонить сварочную горелку влево/вправо, чтобы один раз расширить сварочный шов, тем самым сэкономив средства, повысив эффективность сварки и достигнув хорошего внутреннего качества и красивого внешнего вида, когда сварной шов широкий
2. Технические данные
Технические данные
Модель | YXAWO-100LP |
Грузоподъемность | 5 кг |
Эффективный ход слайда | 60мм |
| Максимальная частота колебаний | 3000 мм/мин |
| Максимальная частота колебаний | 120раз/мин |
| Точность амплитуды | ±0.3мм |
Примечание. Кроме того, наша компания также может поставить специальный сварочный генератор в соответствии с потребностями пользователей.
Механический сварочный осциллятор — Jet Line Engineering — Каталоги в формате PDF | Техническая документация
9200A Control > MO-150-5S Система механического генератора 9200A представляет собой аналоговое управление, использующее потенциометр обратной связи в узле ползуна для задания положения. Система управления разработана для всех процессов дуговой сварки, но благодаря усовершенствованной схеме обеспечивает точное колебание, обычно требуемое для процессов GTAW и PAW. Система управления 9200A включает следующие функции: регулировка скорости влево, регулировка скорости влево, регулировка скорости влево. Регулировка выдержки Օ Регулировка выдержки вправо Регулировка ширины колебаний Օ Регулировка по центру Ручной/Дистанционный/Настройка Переключатель выбора Օ Твердотельная конструкция Микрошаговый привод Жесткий алюминиевый корпус узла ползуна имеет широкую опорную поверхность для минимизации скручивания и искажений при колебаниях тяжелых нагрузки на более высоких скоростях.В прецизионных линейных направляющих используются узлы шарикоподшипников для поддержки узла плиты. Сильфонные крышки обеспечивают герметичную защиту компонентов задвижки от окружающей среды. В ручном режиме задвижка может работать как моторизованная задвижка с помощью регулировки центра на блоке управления 9200A.
Система управления разработана для всех процессов дуговой сварки, но благодаря усовершенствованной схеме обеспечивает точное колебание, обычно требуемое для процессов GTAW и PAW. Система управления 9200A включает следующие функции: регулировка скорости влево, регулировка скорости влево, регулировка скорости влево. Регулировка выдержки Օ Регулировка выдержки вправо Регулировка ширины колебаний Օ Регулировка по центру Ручной/Дистанционный/Настройка Переключатель выбора Օ Твердотельная конструкция Микрошаговый привод Жесткий алюминиевый корпус узла ползуна имеет широкую опорную поверхность для минимизации скручивания и искажений при колебаниях тяжелых нагрузки на более высоких скоростях.В прецизионных линейных направляющих используются узлы шарикоподшипников для поддержки узла плиты. Сильфонные крышки обеспечивают герметичную защиту компонентов задвижки от окружающей среды. В ручном режиме задвижка может работать как моторизованная задвижка с помощью регулировки центра на блоке управления 9200A. > При дуговой сварке сварщик обычно изменяет сварочную дугу в соответствии с различными требованиями к сварке. При автоматизации процесса сварки плетение или колебание все еще могут быть желаемым эффектом.Колебание дуги помогает при сварке боковых стенок, устраняет подрезы и требуется при выполнении большинства операций наплавки или наплавки. Чтобы удовлетворить эти требования к сварке, компания Jetline Engineering рада предложить нашу систему механического осциллятора MO-150, которую можно легко добавить к существующей системе сварки или включить в новую систему Jetline. Механический осциллятор MO-150-5S совместим с все следующие процессы сварки: Օ Дуговая плазменная сварка (PTA) Дуговая сварка металлическим газом (GMAW/GMAWP) Օ Дуговая плазменная сварка (PAW) Дуговая сварка вольфрамовым электродом в газе (GTAW) Օ Дуговая сварка под флюсом (FCAW) > Контроль Система механического генератора MO-150-5S управляется аналоговым управлением 9200A.Микрошаговый привод системы управления использует разрешение 10 микрошагов на шаг, что обеспечивает высокую точность и плавность движения привода.
> При дуговой сварке сварщик обычно изменяет сварочную дугу в соответствии с различными требованиями к сварке. При автоматизации процесса сварки плетение или колебание все еще могут быть желаемым эффектом.Колебание дуги помогает при сварке боковых стенок, устраняет подрезы и требуется при выполнении большинства операций наплавки или наплавки. Чтобы удовлетворить эти требования к сварке, компания Jetline Engineering рада предложить нашу систему механического осциллятора MO-150, которую можно легко добавить к существующей системе сварки или включить в новую систему Jetline. Механический осциллятор MO-150-5S совместим с все следующие процессы сварки: Օ Дуговая плазменная сварка (PTA) Дуговая сварка металлическим газом (GMAW/GMAWP) Օ Дуговая плазменная сварка (PAW) Дуговая сварка вольфрамовым электродом в газе (GTAW) Օ Дуговая сварка под флюсом (FCAW) > Контроль Система механического генератора MO-150-5S управляется аналоговым управлением 9200A.Микрошаговый привод системы управления использует разрешение 10 микрошагов на шаг, что обеспечивает высокую точность и плавность движения привода. >
>
(PDF) Проектирование и реализация сварочного генератора
¨
OZCAN/Turk J Elec Eng & Comp Sci
детали конструкции недорогого, но очень гибкого и модульного сварочного генератора, предназначенного для промышленного уровня
представление. Гибкость конструкции позволяет расширить функциональные возможности сварочного генератора до
, что позволяет использовать его в различных приложениях, если это необходимо.Остальная часть этой статьи организована следующим образом: Раздел 2 содержит
детали конструкции спроектированного сварочного генератора. В разделе 3 объясняется принцип работы сварочного генератора, разработанного по номеру
. В разделах 4 и 5 приведены результаты и выводы.
2. Структура разработанного сварочного генератора
Имеющиеся на рынке сварочные генераторы обычно имеют колебание с одной степенью свободы, маятниковое
непрерывное колебание на мишени. Чтобы соединить 2 мишени, необходимо спроектировать отдельную систему для толкания осциллятора
Чтобы соединить 2 мишени, необходимо спроектировать отдельную систему для толкания осциллятора
и правильно расположить его, чтобы он спаял мишени. Как правило, связь между этими системами 2
очень ограничена, так как коммерческая система этого не позволяет. Эта ситуация не является оптимальной.
Сварочный осциллятор, разработанный в этом исследовании, устраняет это ограничение. Генератор имеет 2 или более
степеней свободы колебаний. Первый — маятниковые качели, похожие на коммерческие.Вторая
степень свободы — движение вне плоскости. Когда на линии сварки есть ступенька по высоте, сварочный осциллятор
может адаптировать свое положение по оси Z. Третья степень свободы — это движение сварочного
осциллятора по линии сварки. Все эти движения контролируются одним и тем же источником, поэтому связь между ними может быть точно отрегулирована. Кроме того, можно легко добавить дополнительные степени свободы движений
для решения более сложных задач сварки. Например, если запрошены процессы угловой сварки
Например, если запрошены процессы угловой сварки
, дополнительная степень свободы будет заключаться в вращении мишеней во время сварки. Это вращение также может точно контролироваться из того же источника.
Дополнительный функционал можно очень легко добавить в систему, просто настроив программное обеспечение. В настоящее время
в зоне сварки маятниковое колебательное движение может выполняться с желаемой скоростью (если зона
, где будет выполняться процесс сварки, широкая, требуется низкая скорость; если она узкая, высокая скорость необходим).
Маятникоподобные качели могут даже иметь 2 разные угловые скорости влево и вправо от исходной точки,
, так что металлы с разными характеристиками или различной геометрической формы могут быть сварены друг с другом более эффективно
. Иногда для улучшения качества сварки требуются преднамеренные периоды ожидания. Более того,
оптимальное количество сварочных проходов на линии сварки различно от задания к заданию. Например,
Например,
при сварке очень длинных и толстых мишеней потребуется несколько проходов сварки; в противном случае
мишени будут изгибаться из-за напряжений в процессе сварки.Ввод нужного количества проходов, а также другие программные настройки
могут быть легко выполнены.
Система также совместима с дальнейшими улучшениями за счет дополнительного оборудования. Например, использование датчиков положения
, которые снова будут управляться из того же источника, автоматизирует несколько степеней
свободы движения сварочного генератора. Принципиальная схема разработанного сварочного генератора в рамках данной работы
представлена на рисунке 1.
Как видно из рисунка 1, сварочный генератор состоит из микроконтроллера, драйвера шагового двигателя, шаговых двигателей
(количество зависит от числа степеней свободы перемещения), редукторов и сварочной горелки.
Каждый шаговый двигатель создает движение с соответствующей степенью свободы движения. Выходной крутящий момент
Выходной крутящий момент
каждого шагового двигателя увеличивается за счет редуктора, который снижает скорость вращения, но увеличивает крутящий момент.
Сварочная горелка подключается к соответствующим шаговым двигателям для создания конечного многостепенного
сварочного движения.Каждый шаговый двигатель управляется одним микроконтроллером, который определяет скорость и угол его вращения. Модифицируя программное обеспечение микроконтроллера, можно легко изменить
функциональность конечной системы.
1220
Разница между ламповым осциллятором и радиочастотными сварочными аппаратами
Факт № 1: Плохое управление дугой или ее отсутствие приводит к множеству дуг в процессе сварки RF
Некоторые процессы, в которых используются классические RF Sealer, могут вызывать дугу несколько раз в день, особенно если ваш сварочный аппарат неправильно настроен или чувствительность дуги не установлена должным образом.Дуги могут возникать из-за ошибки оператора, и это вынуждает останавливать производство для очистки штампа, удаления сгоревших материалов, ремонта или замены поврежденного штампа. Итак, как мы можем устранить дуги? Существуют методы свести к минимуму возникновение , но полностью устранить дуговой разряд невозможно, но свести к минимуму повреждение дуги возможно с помощью более быстрой электроники.
Итак, как мы можем устранить дуги? Существуют методы свести к минимуму возникновение , но полностью устранить дуговой разряд невозможно, но свести к минимуму повреждение дуги возможно с помощью более быстрой электроники.
Решение: ONEX RF имеет превосходные средства управления, которые практически исключают повреждение штампа из-за дуги. Гибридная радиочастотная технология позволяет нам использовать более быструю схему обнаружения дуги для предотвращения повреждения кристалла.
Факт № 2. Сколько времени простоя вы можете себе позволить?
После дугового разряда RF-герметика оператор должен остановить процесс, чтобы очистить штампы, чтобы предотвратить последовательные дуговые разряды. В лучшем случае оператор должен осмотреть головку и очистить ее от нагара, оставшегося от дуги, и начать процесс заново, это может занять от 10 до 20 минут в каждом случае. Если матрица повреждена (расплавилась или поцарапана), ее необходимо снять для ремонта или замены. Эта задача требует участия технического специалиста, что может занять 30-60 минут.Все простои, связанные с очисткой или заменой штампа, а также простои в производстве могут стоить вам 1000, 2000 долларов, а то и больше.
Эта задача требует участия технического специалиста, что может занять 30-60 минут.Все простои, связанные с очисткой или заменой штампа, а также простои в производстве могут стоить вам 1000, 2000 долларов, а то и больше.
Решение: Предлагая радиочастотную технологию ONEX, мы можем помочь вам сократить расходы на ремонт или замену. Это приведет к значительной экономии времени при минимальном количестве времени, необходимом только для очистки штампов в случае возникновения дуги.
Факт № 3: Стоимость ремонта и замены поврежденных штампов
Слишком много компаний принимают затраты на ремонт или замену штампа как «затраты на ведение бизнеса»…» как будто другого выхода не было.
Итак, как мы можем устранить накопительные расходы, вызванные дугами, расходы на ремонт в размере 500-1000 долларов США за дугу или затраты на замену в размере от 2500-10000 долларов США умирают несколько раз в год?
Решение: Сварочные аппараты ONEX RF могут работать годами, не повреждая ни одной матрицы, кроме того, мы можем помочь вам спроектировать матрицы и выбрать подходящие материалы для матриц, чтобы продлить срок службы уплотнительных матриц, в результате чего вы вернете себе в карман тысячи долларов.
Факт № 4. Выбор коротких путей или менее дорогих вариантов
Изготовление штампов из алюминиядешевле, но из-за низкой температуры плавления любой дуговой разряд может вызвать гораздо более заметные повреждения.
Из-за постоянной дуги на классических сварочных аппаратах для радиочастотной сварки многие клиенты предпочитают изготавливать матрицы из нескольких секций, чтобы снизить затраты на ремонт или замену. Малейшее смещение или острые края могут привести к образованию дуг, поэтому процесс ремонта может фактически удвоиться, поскольку для правильной замены секций требуется квалифицированный специалист.
Помимо правильного выбора материала штампа, необходимо также обратить внимание на геометрию уплотнения, радиус кромки и чистоту поверхности.
Решение: ONEX RF не использует упрощений в конструкции штампа.Мы уделяем время правильному проектированию и производству штампов, и с помощью нашей технологии мы можем предложить идеальную последовательность процессов и время безотказной работы.
Вращающийся осциллятор для процессов сварки MIG
Вращающийся осциллятор для процессов сварки MIG
Spec
- Тип : МиГ
- Скорость колебаний : 0.1 ~ 5 об/мин
- Качающаяся ширина: ± 15°
- Время задержки влево/вправо : 0 ~ 10 с
- Рабочая температура: 0 ~ 50°C
Основные характеристики
Осциллятор ProArc WO-15 включает в себя:
1. Головка осциллятора
Головка осциллятора
2.Ползунки ручной регулировки головки осциллятора 50×50 мм
3. Держатель горелки Ø35 мм
4. Блок управления осциллятором
5. Адаптер питания AC110V~230V
Платежные реквизиты для офлайн-заказов
Последнее обновление: 2021-03-19 Загрузка…
Ваш запрос отправлен
Шаг 1 Заполните форму Шаг 2 Завершение
г.Охотник Ценг, ОБЪЕДИНЕННАЯ ПРОАРК КОРП.
Требуется сообщение 0 /1500 Форматы файлов: htm, html, doc, docx, pdf, txt, jpg, gif, png, odt, ods.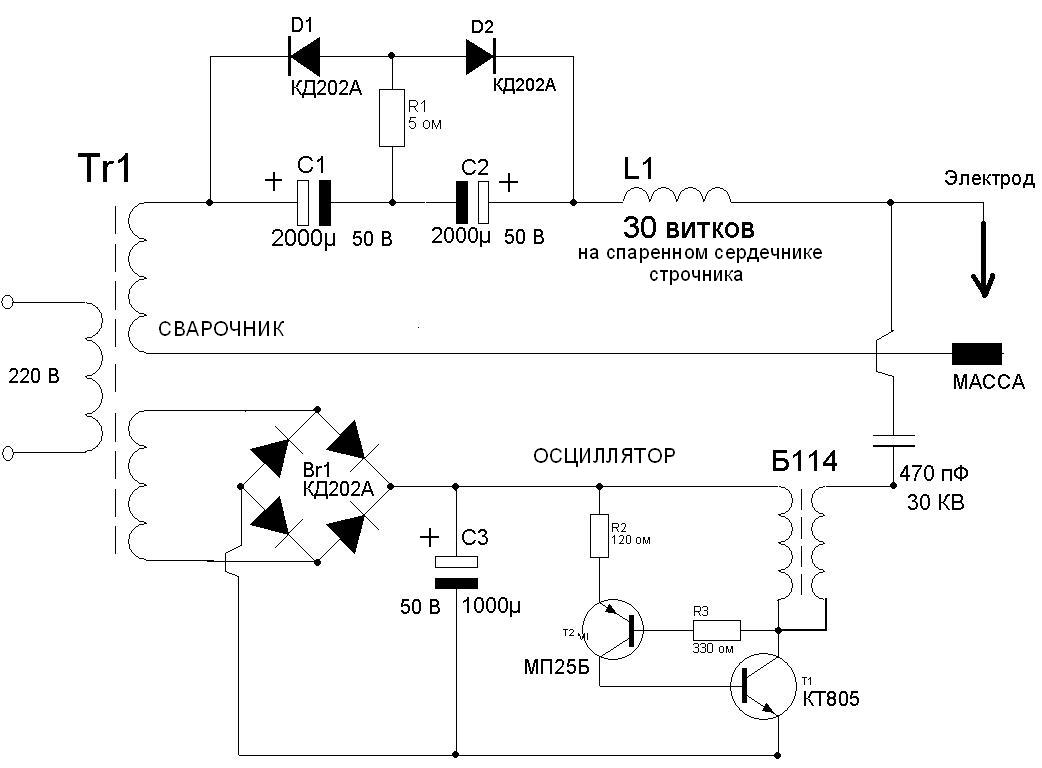 Максимум 3 файла (всего 10 МБ).
Максимум 3 файла (всего 10 МБ).
Общий размер:0
{{/если}} {{#ifCond ttLoginType 3}}Подтвердите пароль
{{/ifCond}} {{#if isЛогин}} Просмотр и изменение {{/если}}Рекомендовать других поставщиков, если этот поставщик не отвечает.
Пожалуйста, заполните все обязательные поля.
В ПОРЯДКЕHITWeld Electric — прецизионный сварочный генератор, прецизионный сварочный шов, прецизионный контроль длины дуги, контроль прецизионной контактной сварки, система видеонаблюдения за сваркой, аппарат для плазменной дуговой сварки, регулировка горелки, поперечное скольжение, автоматизированное сварочное оборудование,
WOS-300 Precision OSCILLATOR это обычное вспомогательное оборудование для дуговой сварки. Работа
способ Микропроцессорное управление, шаговый двигатель
управляемый, шарико-винтовая передача, внешний интерфейс
возможности, компактный легкий дизайн, удобный гибкий
монтаж. Простота установки без дополнительного оборудования, простота эксплуатации для работника.
Работа
способ Микропроцессорное управление, шаговый двигатель
управляемый, шарико-винтовая передача, внешний интерфейс
возможности, компактный легкий дизайн, удобный гибкий
монтаж. Простота установки без дополнительного оборудования, простота эксплуатации для работника. ПРЕИМУЩЕСТВА:
Микропроцессор
контролировать и иметь дело со всеми сварочными работами заказчика
параметры.Таким образом, это обеспечивает требование заказчика
быть выполненным с точностью.
Специальный
дизайн и разработка профессиональным инженером по сварке
и программист. Мы можем обновить программу на основе
по требованию заказчика.
Точность деталей генератора машины может составлять 0,005 мм.
Большой
ЖК-дисплей позволяет легко настраивать и изменять параметры сварки.
ВОС-300
помочь клиенту сохранить 9 наборов параметров сварочных колебаний.
На основе различных сварочных швов вы можете легко
выбор подходящих параметров сварки для работы.
А
набор параметров сварки включает скорость колебаний,
ширина качания, центральное положение, интервал остановки
левого, центрального и правого положения.Все параметры
может быть отрегулирована независимость.
Из-за 9 параметров настройки в Control, когда для сварки детали требуется более 1 слоя, с P2 OUTPUT вы можете управлять непрерывной работой WOS-300, просто переключая сигналы без остановки сварки.