Схема сварочного полуавтомата своими руками
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Среди большого количества различных решений создания самодельных полуавтоматов, предложенная схема сварочного полуавтомата своими руками выглядит наиболее
интересной. Сварочный полуавтомат предназначен для мастеров, предпочитающих выполнять кузовной ремонт своих автомобилей самостоятельно.
Полуавтомат изготовлен для работы с подачей проволоки для сварки в автоматическом режиме в среде углекислого газа. Учитывая, что основная цель применения полуавтомата, это сварка кузовных деталей, которые имеют небольшую толщину. Тонкий металл предпочтительнее всего сваривать очень быстрым воздействием нагрева точки сварки. При этом работать нужно аккуратно, чтобы кузовные детали не успели подвергнуться деформации или же деформируются, но в очень малой степени.
Ускоряется и сам процесс ремонта кузова, благодаря быстрому расплавлению электродной проволоки, плюс к этому сварочный шов получается более качественным. Важно при этом и то, что нет необходимости очень точно подгонять детали перед произведением сварочных работ. Даже если свариваемые детали будут иметь разную толщину, то качество шва при этом не пострадает. Немаловажно и то, что по сравнению с ацетиленом или кислородом, углекислый газ не так дефицитен.
Освоить работу на таком полуавтомате можно очень быстро.
Так как схема сварочного полуавтомата своими руками предлагает его работу с помощью углекислого газа, то при работе возникает одна проблема. Углекислый газ, с одной стороны, выполняет защиту ванну расплавленного металла от воздействия кислорода, действующего как окислитель металла.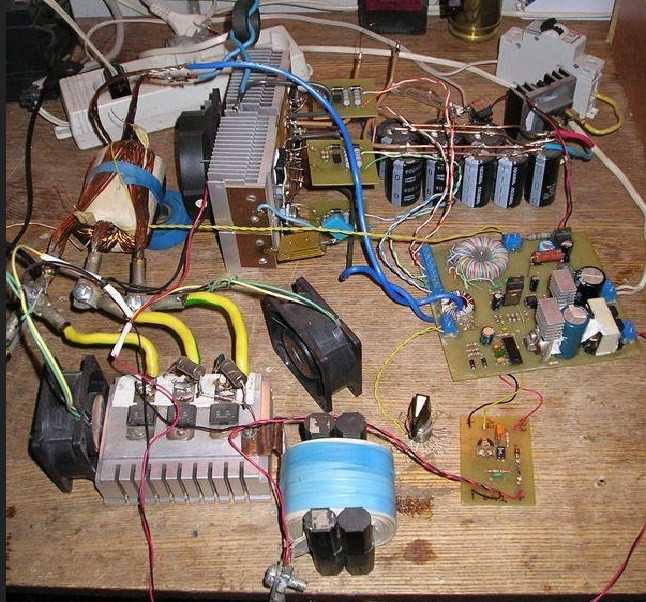 Однако с другой стороны углекислый газ начинает разлагаться на окись углерода и кислород.
Однако с другой стороны углекислый газ начинает разлагаться на окись углерода и кислород.Для защиты расплавленного металла от кислорода в полуавтомате применяется омедненная специальная проволока, в состав которой входит кремний и марганец. Диаметр проволоки может применяться, в зависимости от толщины металла свариваемых деталей, различного диаметра, это – 0.8, 1.0 и 1.2мм.
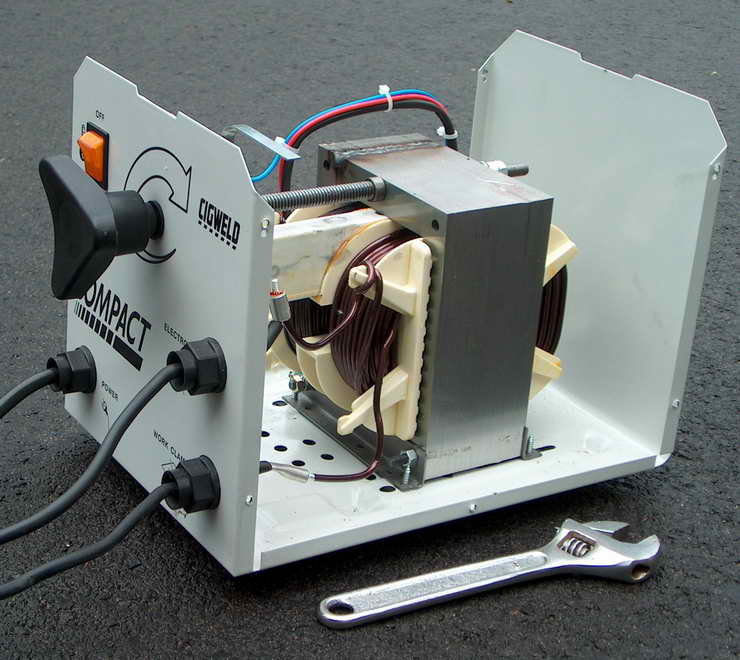
Базой для этого полуавтомата является мощный трансформатор, работающий от сети 220 В. Мощность трансформатора подобрана порядка 2.5-3 кВт.
Автор использовал для сборки распространенные детали автомобилей. Это двигатель для подачи проволоки, где применен электродвигатель от автомобиля «Камаз» с питанием на 24В и потребляемым током в районе 3А. От вазовской «восьмерки» взят клапан подачи воды к очистителю ветрового стекла, который в полуавтомате выполняет роль газового клапана. Сам держатель от обычного промышленного сварочного полуавтомата.
Читайте также
- Полумостовой инвертор сварочный
Что такое полумостовой инвертор, а так-же как он используется в сварочном деле, вы узнаете из этой статьи.
 …
… - Сварочный мостовой инвертор
Какие схемы управления используются для контроля за работой сварочных инверторов, вы узнаете из этой статьи. …
- Устройство сварочного инвертора
Что нужно знать о устройства такого прибора как инвертор, используемый для сварочных работ, вы узнаете из этой статьи. …
 …
…Самодельный полуавтомат из сварочного инвертора
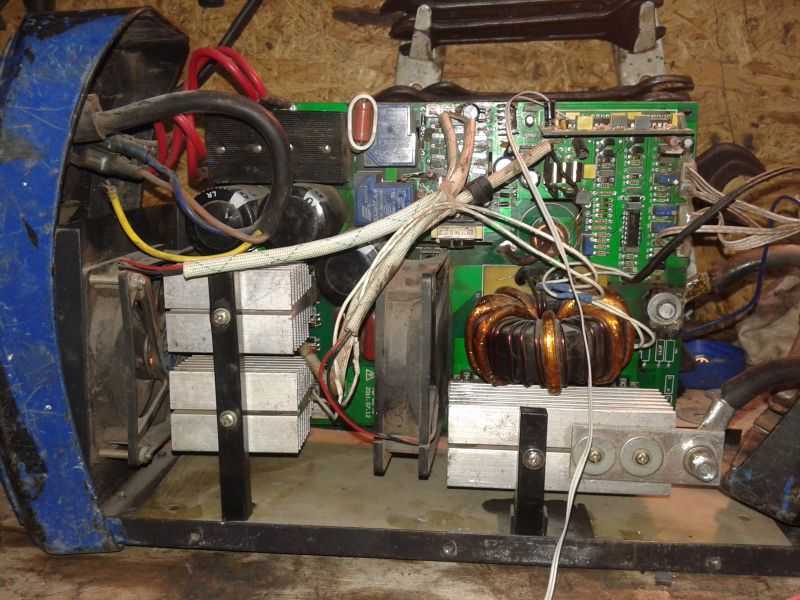
Очередной раз приходит на ремонт полуавтомат Kaiser и опять та же проблема только теперь выгорело 8 транзисторов. Надоело вкладываться в этот инвертор и было решено заменить «потроха» на новые. Корпус и протяжной механизм останутся родные, а вот сам инвертор заменю на внутренности Kaiser NBC-250. Можно сказать что это самодельный полуавтомат из сварочного инвертора
Вот они родные внутренности Kaiser MIG-295, которые я вот вот сниму
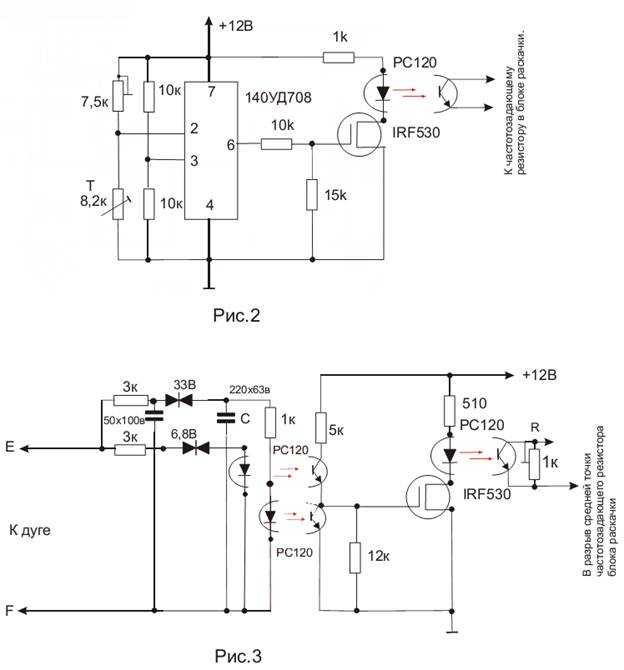
В интернете была найдена схема самодельного полуавтомата, где в обратной связи по напряжению используется TL431.
Немного подумал и родилась такая схема
Схема регулировки напряжения для самодельного полуавтомата
.
Часть схемы в зеленой рамке это схема стабилизации напряжения. Особо тут не о чем рассказать. Делитель, что бы не сжечь TL431 в режиме дуговой сварки. И как на всех инверторах оптопара и сама TL431.
В красной рамке условно показан модуль для регулировки скорости протяжки проволоки. Модуль использовал готовый, это ШИМ регулятор оборотов двигателя, вот ссылка с подробностями.
Переключение режимов полуавтомат и ручная дуговая сварка переключателем на две позиции, с тремя парами контактов.
Включение протяжки и управление инвертором через реле. Управление инвертором через термореле, контакты замкнуты- инвертор не работает (должен гореть индикатор перегрева), контакты разомкнуты- инвертор работает.
Питание схемы от трансформатора с напряжением вторички 15В. Диодный мост на 5А и конденсатор на 10000мкФ, который забыл указать на схеме.
Дроссель L1 намотал на железе от трансформатора 250Вт, примерная индуктивность 40 мкГн.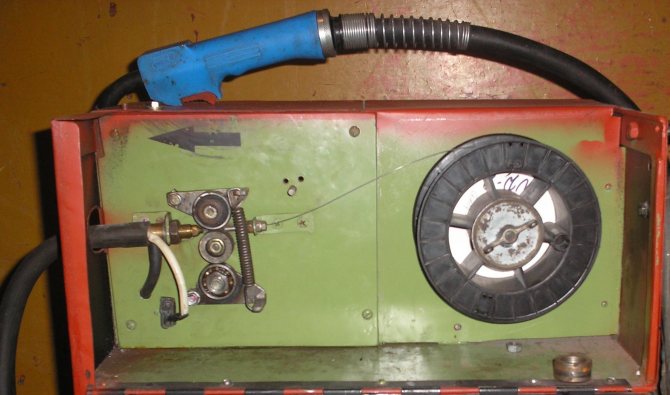
R7 установлен на абсолютно всех полуавтоматах с инвертором, видимо для подмагничивания дросселя. Поэтому тоже его поставил.
Конденсатор C1 470пФ, но для разных частот номинал свой.
Для схемы была изготовлена плата небольшого размера. Вышло очень компактно
Печатная плата для полуавтомата из сварочного инвертора
Скачать печатную плату для полуавтомата из сварочного инвертора
При первом включении напряжение на выходе полуавтомата регулируется от 14В до 22В
Ток на самодельной нагрузке для сварочных аппаратов показал около 140А в режиме дуговой сварки.
Все упаковывалось временно для тестов, так что тут без комментариев. Это потом переделаю, если все будет четко работать. 08.01.2022 ничего не менялось, но все работает до сих пор исправно пашет.
Осталось поварить самодельным полуавтоматом из инвертора. Пока без кислоты
На этом все. Если вам нравятся мои статьи, подписывайтесь на обновления в социальных сетях- кнопки сверху, а также добавьте эту статью в закладки- кнопки снизу справа
С ув. Эдуард
Эдуард
Эта статья восстановлена из архива 2020 года, надеюсь оказалась полезной.
Поддержать мои проекты вы можете через форму ниже. Каждая копеечка пойдет на все новые и увлекательные проекты
Сварка кузова автомобиля: как правильно сделать своими руками
Содержание
- Виды и особенности сварочных аппаратов
- Сварка полуавтоматом
- Как варить инвертором
- Так какой метод выбрать?
- Подготовка и проверка оборудования
- Подготовка к полуавтоматической сварке кузова автомобиля
- Что необходимо сделать перед запуском инвертора
- Меры предосторожности при сварке
- Процесс сварки кузова полуавтоматом
- Инструменты и материалы для самостоятельного изготовления
- Последовательность операций при сварке полуавтоматом
- Обработка сварных швов от коррозии
Срок службы современных кузовов автомобилей нельзя назвать долгим. Для отечественных автомобилей он составляет максимум десять лет. Кузова современных иномарок живут немного дольше – около пятнадцати лет. По истечении этого срока автовладелец неизбежно начнет замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов может быть поврежден во время аварии. Какой бы ни была причина, решение почти всегда одно: кипятить. Если вы уверены в своих силах, то можете попробовать сделать сварку кузова автомобиля своими руками.
Для отечественных автомобилей он составляет максимум десять лет. Кузова современных иномарок живут немного дольше – около пятнадцати лет. По истечении этого срока автовладелец неизбежно начнет замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов может быть поврежден во время аварии. Какой бы ни была причина, решение почти всегда одно: кипятить. Если вы уверены в своих силах, то можете попробовать сделать сварку кузова автомобиля своими руками.
Содержание
1 Типы и особенности сварочных аппаратов
1.1 Сварка полуавтоматом
1.2 Как варить инвертором
- 900 Итак, какой метод выбрать?
2 Подготовка и проверка оборудования
2.1 Подготовка к полуавтоматической сварке кузова автомобиля
2.2 Что необходимо сделать перед запуском инвертора
3 Сварные меры предосторожности
4 Полуавтоматический процесс сварки кузова автомобильного кузова
4.
1 DIY Инструменты и материалы 9000
4.2. обработка от коррозии
 1 DIY Инструменты и материалы
1 DIY Инструменты и материалыТипы и особенности сварочных аппаратов
Выбор технологии сварки зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Давайте посмотрим поближе.
Сварочный полуавтомат
Подавляющее большинство автовладельцев и работников автосервисов предпочитают использовать полуавтоматы. Основная причина их популярности – удобство. Полуавтоматом можно сварить даже самые мелкие повреждения, расположенные в самых неудобных местах кузова автомобиля.
Технически эта технология практически аналогична традиционной сварке: для полуавтомата также требуется преобразователь тока. Разница только в расходниках. Этот вид сварки требует не электродов, а специальной омедненной проволоки, диаметр которой может варьироваться от 0,3 до 3 мм. А полуавтомату для работы нужен углекислый газ.
Медь на проводе обеспечивает надежный электрический контакт и действует как сварочный флюс.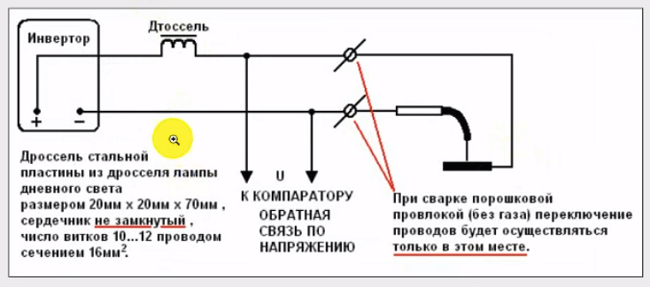 А углекислый газ, непрерывно подаваемый в сварочную дугу, не дает кислороду воздуха вступать в реакцию со свариваемым металлом. Полуавтомат имеет три важных преимущества:
А углекислый газ, непрерывно подаваемый в сварочную дугу, не дает кислороду воздуха вступать в реакцию со свариваемым металлом. Полуавтомат имеет три важных преимущества:
- скорость подачи проволоки в полуавтомате можно регулировать;
- полуавтоматические швы аккуратные и очень тонкие;
- можно использовать полуавтомат без углекислоты, но в этом случае придется использовать специальную сварочную проволоку, которая содержит флюс.
Недостатки у полуавтоматического метода тоже есть:
- вышеуказанные электроды с флюсом не так просто найти в продаже, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа недостаточно получить сам баллон. Также понадобится редуктор давления, который нужно будет очень точно отрегулировать, иначе о качественных швах можно забыть.
Как варить с инвертором
Короче инвертор это все тот же сварочный аппарат, только частота преобразования тока в нем не 50Гц, а 30-50кГц. За счет повышенной частоты инвертор имеет ряд преимуществ:
За счет повышенной частоты инвертор имеет ряд преимуществ:
- размеры инверторного сварочного аппарата очень компактны; инверторы
- нечувствительны к низкому напряжению сети; инверторы
- не имеют проблем с зажиганием сварочной дуги;
- С инвертором справится даже начинающий сварщик.
Конечно, есть и недостатки:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке кромки свариваемого металла сильно нагреваются, что может вызвать термическую деформацию;
- шов всегда получается толще, чем при сварке полуавтоматом.
Итак, какой метод выбрать?
Общая рекомендация проста: если вы планируете сваривать участок кузова, который находится на виду, а автовладелец не стеснен в средствах и имеет некоторый опыт обращения со сварочным аппаратом, то полуавтомат — лучший вариант . А если повреждения не видно со стороны (например, повредили днище) и владелец аппарата плохо разбирается в сварке, то лучше варить инвертором. Даже если новичок совершит ошибку, ее цена не будет высокой.
Даже если новичок совершит ошибку, ее цена не будет высокой.
Подготовка и проверка оборудования
Независимо от того, какой способ сварки выбран, необходимо провести ряд подготовительных операций.
Подготовка к полуавтоматической сварке кузова автомобиля
- Перед началом работы сварщик должен убедиться, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки необходимо учитывать при выборе сварочного наконечника;
- осматривается сопло аппарата на наличие брызг металла. Если они есть, их необходимо удалить наждачной бумагой, иначе насадка быстро выйдет из строя.
Что необходимо сделать перед запуском инвертора
- тщательно проверяется надежность креплений электродов;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надежность креплений магистрального сварочного троса.
Меры предосторожности при сварке
- все сварочные работы производить только в сухой спецодежде из негорючих материалов, перчатках и защитной маске. Если сварочные работы проводятся в помещении с металлическим полом, обязательно использование либо прорезиненного мата, либо резиновых бахил;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлен;
- при инверторной сварке особое внимание следует уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электрода без повреждения изоляции;
- независимо от типа сварочного аппарата, на нем всегда должны применяться автоматические выключатели, самостоятельно разрывающие электрическую цепь при появлении тока холостого хода;
- Помещение, в котором проводятся сварочные работы, должно хорошо проветриваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для органов дыхания человека.
Полуавтоматическая сварка кузова автомобиля
Прежде всего, определимся с необходимым оборудованием.
Инструменты и материалы для самостоятельного изготовления
- Сварочный полуавтомат BlueWeld 4.135.
- Проволока сварочная с медным покрытием диаметром 1 мм.
- Большая наждачная бумага.
- Редуктор для снижения давления.
- Баллон углекислотный емкостью 20 литров.
Последовательность операций при полуавтоматической сварке
Обработка сварного шва от коррозии
По окончании сварки шов необходимо защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов вне поля зрения и в легкодоступном месте, то его замазывают несколькими слоями автомобильного шовного герметика (подойдет даже бюджетный однокомпонентный вариант, типа Body 999 или Novol). При необходимости герметик выравнивается шпателем и окрашивается;
- если шов приходится на внутреннюю труднодоступную полость, которую необходимо обрабатывать изнутри, то применяют пневматические распылители консервантов. Они состоят из пневмокомпрессора, пульверизатора для заливки консерванта (типа Мовиля например) и длинной пластиковой трубки, которая заходит в обрабатываемую полость.
 Они состоят из пневмокомпрессора, пульверизатора для заливки консерванта (типа Мовиля например) и длинной пластиковой трубки, которая заходит в обрабатываемую полость.
Они состоят из пневмокомпрессора, пульверизатора для заливки консерванта (типа Мовиля например) и длинной пластиковой трубки, которая заходит в обрабатываемую полость.Итак, вы можете заварить поврежденный кузов самостоятельно. Даже если у новичка совсем нет опыта, не стоит расстраиваться: всегда можно сначала потренироваться на кусках металлолома. И особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам пожарной безопасности. У начинающего сварщика всегда должен быть под рукой огнетушитель.
Главная » Блог » Советы автомобилистам » Сварка кузова автомобиля: как сделать самому
28.06.2022
MIG 500W : Сварщик MIG
Home Pagearchivesmig500W
Spartus ®
MIG 500W
Многопроцессор Сэмлер, разработанный для отрасли
Multiprocess Welder, разработанный для промышленности
Multiprocess, разработанный для промышленности
Multiprocess, разработанный для отрасли
. Возможность использования SPARTUS® Spool Gun
Возможность использования SPARTUS® Spool Gun
со встроенным механизмом подачи проволоки.
Подробнее…
Технические параметры
| Вход | ~3× 400 В ± 10 % 50/60 Гц |
| Welding current MIG [A] | 40 500 |
| Duty cycle [%] | 60 |
| MIG PARAMETERS | |
| Output working voltage [V] | 10 50 |
| Скорость подачи проводов [м/мин] | 1,5 18 |
| Проволочный кормление | , сплоченная, 4-ролл передач |
| Wire diameter∅ [mm] | 0.8 / 1.0 / 1.2 / 1.6 / 2.0 |
| Synergy | |
| Inductance control | Wave Control |
| Slow feed | |
| Burn back | |
| Spool Gun | |
| 2T/4T Control | |
| Pre-gas | |
| Post-gas | |
| TIG PARAMETERS | |
| TIG DC welding | |
| Welding current TIG [A] | 10 500 |
| Down slope [s] | 0 10 |
| MMA PARAMETERS | |
| MMA welding mode | |
| Welding current MMA [A] | 10 500 |
| Arc Force | |
| Hot Start | |
| VRD | |
| No-load voltage [V] | 14,2 |
| OTHER | |
| Current consumption [A] | 45 |
| Коэффициент мощности (cosφ) | 0,75 |
| Класс изоляции | H | 2 Класс защиты0263 IP23 |
| Weight [kg] | 101,5 |
| Dimensions [mm] | 1100 × 500 × 1460 |
Download data sheetClick on photo to enlargeClick on photo to enlargeClick on photo to enlargeClick on фото для увеличенияНажмите на фото для увеличенияНажмите на фото для увеличенияСкачать карту программ
Описание:
SPARTUS Pro MIG 500W — это профессиональный промышленный полуавтоматический аппарат для сварки MIG с отдельным механизмом подачи проволоки. Устройство выполнено с использованием современных решений: инверторной технологии, IGBT и технологии PWM. Он позволяет выполнять сварку такими методами, как сварка MIG/MAG, сварка FCAW, сварка TIG и сварка MMA. Максимальная сварка ток 500А с высоким рабочим циклом (60%) . Устройство питается от трехфазного источника питания 400В.
Устройство выполнено с использованием современных решений: инверторной технологии, IGBT и технологии PWM. Он позволяет выполнять сварку такими методами, как сварка MIG/MAG, сварка FCAW, сварка TIG и сварка MMA. Максимальная сварка ток 500А с высоким рабочим циклом (60%) . Устройство питается от трехфазного источника питания 400В.
Аппарат имеет встроенные 23 синергетические программы для сварки MIG/MAG, позволяет сваривать такие материалы, как сталь, нержавеющая сталь и алюминий. Просто выберите нужную программу и значение сварочного тока, которое вам нужно. Другие параметры будут автоматически заданы устройством. Дополнительно оператор имеет возможность ручной корректировки выбранной программы. Кроме того, вы можете выбрать ручной режим и настроить все параметры сварки в соответствии с технологическими требованиями.
SPARTUS Pro MIG 500W имеет широкий набор функций, поддерживающих процесс сварки MIG/MAG, таких как:
Контроль волны — точное управление динамикой дуги обеспечивает полный контроль характеристик сварочной дуги. Это может уменьшить количество сварочных брызг, и вы можете контролировать ширину и глубину проплавления сварного шва.
Это может уменьшить количество сварочных брызг, и вы можете контролировать ширину и глубину проплавления сварного шва.
Burn back — точный контроль времени окончания горения сварочной проволоки, исключает риск прилипания сварочной проволоки к контактному наконечнику.
Медленная подача — также называется плавным пуском. Медленный запуск механизма подачи проволоки особенно рекомендуется при сварке с высокой скоростью подачи проволоки. Медленное начало подачи проволоки исключает риск появления дефектов в начале сварки.
2T/4T — возможность выбора одного из двух режимов.
Раздельный 4-роликовый механизм подачи проволоки оснащен функциональной панелью, позволяющей полностью регулировать параметры сварки MIG в синергетическом и ручном режимах. Использование 9Специальный механизм подачи проволоки 0242 с полностью регулируемой функциональной панелью увеличивает радиус действия устройства и улучшает качество и эргономичность использования в суровых промышленных условиях. Устройство совместимо с Spool Gun. Также этот механизм подачи проволоки оснащен удобной рукояткой и колесами.
Устройство совместимо с Spool Gun. Также этот механизм подачи проволоки оснащен удобной рукояткой и колесами.
Функциональная панель SPARTUS Pro MIG 500W (при мощности источника) позволяет точно контролировать параметры сварки в режиме TIG, такие как: сварочный ток, режим 2T/4T и наклон вниз. В режиме сварки ММА вы можете точно настроить: сварочный ток, функцию горячего старта (более легкое зажигание дуги), силу дуги (более легкую сварку в сложных положениях). Кроме того, сварочный источник оснащен функцией VRD.
Блок охлаждения, устанавливаемый на SPARTUS Pro MIG 500W , обеспечивает достаточное охлаждение сварочного пистолета MIG или горелки TIG. Охладитель управляется обеими функциональными панелями: на источнике сварки или на механизме подачи проволоки.
Аппарат поставляется со специальной тележкой для сварки. Тележка имеет прочную ручку для переноски, шасси для установки газовых баллонов и передние поворотные колеса. Блок, установленный на тележке, создает прочную конструкцию.![]()