Самодельный сварочный полуавтомат от саныча
Сварочный полуавтомат 30А — 160А своими руками » Журнал практической электроники Датагор (Datagor Practical Electronics Magazine)
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.

Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
▼ Файловый сервис недоступен. Зарегистрируйтесь или авторизуйтесь на сайте.
Камрад, рассмотри датагорские рекомендации
Андрей (bedjamen)
Вологда
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.Мои поделки за последние несколько лет:
https://yadi.sk/d/4_KITmRVcARCX
Китай Полуавтоматическая сварка, Производители полуавтоматической сварки, Поставщики, Цена
Посмотреть:Список
Смотреть галерею
36 961 найдено товаров из 1,087
.Полуавтоматическая сварочная полуавтоматическая машина Б / у машины на продажу Окна ПВХ
2300 долларов.00–4 600,00 / Устанавливать | 1 компл. / Компл. (Мин. Заказ)
- Перевозка:
- Служба поддержки Морские перевозки
для 3D-панелей
Панели Fence 3D созданы на основе сварных сеток и ребер жесткости. Фактически, производственный процесс состоит из производства 4 проволочных сеток диаметром 5 мм, стадии гибки для повышения прочности и жесткости готового изделия, а также гальванизации или проектирования порошкового покрытия. «Росстройтех» разработал готовый комплект оборудования «Забор» под ключ для малого бизнеса.
Фактически, производственный процесс состоит из производства 4 проволочных сеток диаметром 5 мм, стадии гибки для повышения прочности и жесткости готового изделия, а также гальванизации или проектирования порошкового покрытия. «Росстройтех» разработал готовый комплект оборудования «Забор» под ключ для малого бизнеса.
«Забор» под ключ состоит из высокопроизводительных автоматических или полуавтоматических сварочных аппаратов и встроенного (или отдельного) гидравлического формирователя ребер.Сварная сетка размещается в гидравлических V-образных ребрах для увеличения прочности участков сварной сетки. Количество ребер зависит от высоты забора. Готовая секция забора готова к порошковой полимерной окраске. Он основан на электростатической адгезии частиц порошковой краски к поверхности и дальнейшей полимеризации порошкового покрытия в сушильной печи. Наконец, панели с покрытием устанавливаются между двумя стойками прямоугольного профиля с помощью специальных зажимов (промежуточных, угловых и начальных / конечных зажимов).
«Росстройтех» разработал уникальную конструкцию аппаратов для многоточечной сварки сетки, не уступающую по техническим характеристикам ведущим производителям, таким как Clifford, Schnell, AWM.Электронное управление включает компоненты Delta Electronics®, Finder®. Пневматика и мотор-редукторы производятся соответственно компаниями Camozzi® и Tramec®. Полимерный столик включает в себя следующее оборудование: сушильную печь, камеру напыления, транспортную систему, оборудование для напыления.
Процесс сварки сетчатых панелей
Оператор устанавливает желаемые технические параметры через панель управления и выполняет общие настройки машины перед сваркой. Для полуавтомата требуется прямая и поперечно нарезанная проволока.Используя правочно-отрезной агрегат, оператор заранее подготавливает прутки соответствующего размера. Строки загружаются вручную через устройство подачи строки. Поперечины загружаются в бункер. Питатель автоматически сбрасывает поперечины из бункера в зону сварки. Сварка мест пересечений выполняется одновременно.
Питатель автоматически сбрасывает поперечины из бункера в зону сварки. Сварка мест пересечений выполняется одновременно.
Линия полимерного порошка включает в себя: сушильную печь, камеру напыления, транспортную систему, оборудование для напыления.
Печь полимеризации, размеры 6200x2900x1600 мм, мощность 110 кВт
Камера напыления, размеры 3500x2700x900 мм, мощность 12 кВт
Транспортная система, 10 направляющих.
Распылительное оборудование.
Базовый комплект оборудования:
Сварочный полуавтомат WP-2500;
Система охлаждения сварочного агрегата МСО-200;
Станки правильные и отрезные СТУ-70 / 3-6, в том числе прутковый стол и рулоны;
Гибочный станок;
Линия порошкового полимера;
Руководство пользователя и техническая документация производителя.
Упаковка и доставка
Контейнер 20 дюймов, поддон, дерево, картон, полиэтилен.
Наши услуги
Отъезд и запуск.Послепродажное обслуживание по скайпу, электронной почте, телефону 24/7.
Информация о компании
Компания «Росстройтех» — эксперт в области контактной сварки и ведущий российский производитель оборудования для промышленности сборного железобетона, сварных сеток, автоматических и ручных машин для многоточечной сварки и высокотехнологичного оборудования для обработка проволоки.
.Полуавтоматический сварочный аппарат— Купить полуавтоматический сварочный аппарат, полуавтоматический сварочный аппарат, полуавтоматический сварочный аппарат продукт на Alibaba.com
Описание продукта
Основные характеристики
Диапазон диаметра барабана: | 500-572 мм |
Диапазон длины барабана: | 850-102521 |
0. |
 7-1,2 мм
7-1,2 ммГлавный компонент
ПЛК: | MITSUBISHI (Япония) | |
Трансформатор: | 6 9002 Привод: | MITSUBISHI (Япония) |
Контроллер сварки: | Fivestar (German Technic) | |
Пневматические компоненты: | AIRTAC, SMC (Япония) |
Функция
Производительность для барабана 200 л до 240 д / ч
Фронтальная загрузка предварительно прокатанных листов
Автоматическое измерение нахлеста
Автоматическая сварка барабана (без помощи оператора)
Цифровой контроль параметров сварки постоянным током — простой и простой в использовании
Полностью медная вторичная обмотка для высокого КПД
Кованые медные валы для долгого срока службы
Легко c подвесные кованые медные электроды
Высокопроизводительный, полностью герметизированный трансформатор 150 кВА
Устройство обрезки электродов
Полностью водяное охлаждение
Опционально в подающем и отводящем конвейерах, трехфазном управлении сваркой
Полуавтомат от саныча. Как сделать сварочный полуавтомат своими руками. Когда используется полуавтомат сварочный
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.

- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.

Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подаётся инертный газ — аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Характеристики сварочного полуавтомата :
Напряжение питания 3-фазы * 380 вольт.
Первичный ток фазы 8-12 ампер.
Вторичное напряжение холостого хода 36- 48 вольта.
Ток холостого хода 2-3 ампера.
Напряжение х/х дуги 56 вольт.
Ток сварки 40-120 ампер.
Регулирование напряжения +20%, — 20 %.
Продолжительность включения 30 %.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Трёхфазный трансформатор Т2 можно использовать готовый, на мощность 2-2,5 кВт или купить три трансформатора 220*36 Вольт 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме звезда-звезда. При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5-1,8мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8-10 мм2, количество провода ПВ 3 — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» — регулировкой резистора R5 — «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 — питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов: VD3-VD8, T2, С5, SA1, R5, SA2 и Др1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2мм.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот |
|---|---|---|---|---|---|---|
| DA1 | Линейный регулятор | L7805AB | 1 | В блокнот | ||
| VT1 | Биполярный транзистор | КТ815Б | 1 | В блокнот | ||
| VS1-VS3 | Тиристор & Симистор | ТС122-25-12 | 3 | В блокнот | ||
| U1 | Оптопара | АОУ103В | 3 | В блокнот | ||
| VD9 | Диодный мост | КЦ407А | 3 | В блокнот | ||
| VD1 | Диодный мост | RC207 | 1 | В блокнот | ||
| VD2 | Стабилитрон | КС512Б | 1 | В блокнот | ||
| VD3-VD8 | Диод | Д130 | 6 | В блокнот | ||
| C1 | Конденсатор | 0. 05 мкФ 630 В 05 мкФ 630 В | 1 | В блокнот | ||
| C2, C3 | 470 мкФ 10 В | 2 | В блокнот | |||
| C4 | Конденсатор | 0.1 мкФ | 1 | В блокнот | ||
| C5 | Электролитический конденсатор | 33000 мкФ 68 В | 1 | KEA-11-10 | В блокнот | |
| R1 | Резистор | 360 Ом | 3 | 0,25 Вт | В блокнот | |
| R2 | Резистор |
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя — до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот |
|---|---|---|---|---|---|---|
| DA1 | Линейный регулятор | MC78L06A | 1 | В блокнот | ||
| DA2 | Микросхема | КР142ЕН19 | 1 | В блокнот | ||
| VT1 | MOSFET-транзистор | IRFP260 | 1 | В блокнот | ||
| VD1 | Диод | КД512Б | 1 | В блокнот | ||
| VD2 | Выпрямительный диод | 1N4003 | 1 | В блокнот | ||
| VD3 | Диодный мост | KVJ25M | 1 | В блокнот | ||
| С1, С2 | 100мкФ 16В | 2 | В блокнот | |||
| С3, С4 | Конденсатор | 0.1 мкФ | 2 | на 63В | В блокнот | |
| С5 | Электролитический конденсатор | 10 мкФ | 1 | на 25В | В блокнот | |
| С6 | Электролитический конденсатор | 470мкФ | 1 | на 25В | В блокнот | |
| R1, R2, R4, R6, R10 | Резистор | 1.2 кОм | 4 | 0,25Вт | В блокнот | |
| R3 | Переменный резистор | 3.3 кОм | 1 | В блокнот | ||
| R5 | Подстроечный резистор | 2.2 кОм | 1 | В блокнот | ||
| R7 | Резистор | 470 Ом | 1 | 0,25Вт | В блокнот | |
| R8 | Подстроечный резистор | 6.8кОм | 1 | В блокнот | ||
| R9 | Резистор прецизионный |
visibility 893 просмотра
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12…16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
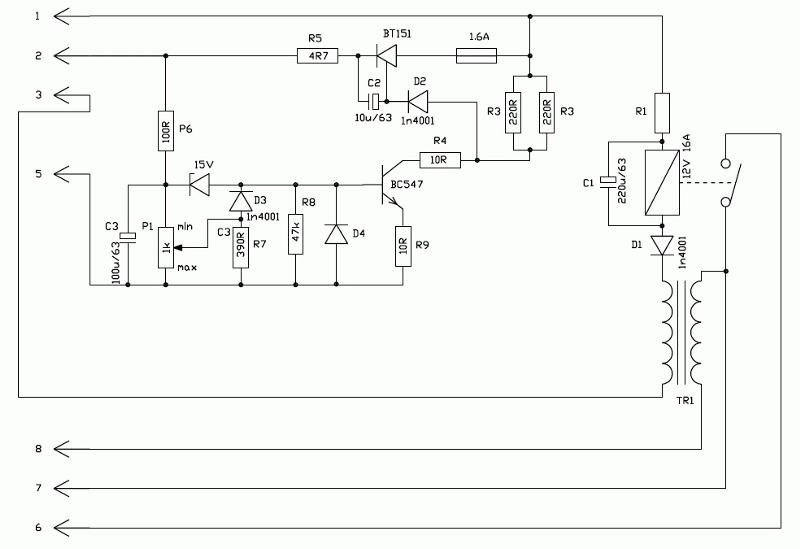
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8…12;
- вторичное напряжение холостого хода, В — 36…42;
- ток холостого хода, А — 2…3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40…120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата . В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.
Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
Как изготовить полуавтомат из инвертора своими руками. Как настроить сварочный полуавтомат Не работает регулировка подачи проволоки
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки .
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки – сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских – наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
2. Мощность электродвигателя – до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении – вращение, при красном свечении – торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины – только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации – передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 – устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 – проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 – штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 – предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя – R3 выводится на панель управления вместе с индикаторами: включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Некоторые задумываются над тем, что не стоит покупать дорогие сварочные установки, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. К тому же при поломке такого агрегата есть возможность самостоятельно и быстро устранить поломку. Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
Трансформатор полусварочного автомата
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате будут использоваться нити с диаметром в 0,8 мм, то ток, протекающий в них, может быть на уровне 160 ампер. Сделав некоторые подсчеты, принимаем решение сделать трансформатор с мощностью 3000 Ватт. После того как мощность для трансформатора будет подобрана, следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который и будут наматываться обмотки.
Если применять наиболее популярный Ш-образный сердечник, то полуавтомат станет значительно тяжелее, что будет являться минусом для сварочного аппарата в целом, который понадобится постоянно переносить на разные объекты. Для того чтобы сделать трансформатор с мощностью 3 киловатта, вам потребуется намотать обмотку на кольцевом магнитопроводе. Первоначально следует намотать первичную обмотку, которая начинается с напряжения в 160 B с шагом в 10 В и заканчивается на 240 В. При этом провод должен быть сечением не меньше 5 кв. мм.
После того как завершено наматывание первичной обмотки, следует поверх нее намотать и вторую, но на этот раз надо использовать проволоку с сечением 20 кв.мм. Значение напряжения на данной обмотке будет на показании в 20 В. Путем такого создания можно обеспечить 6 ступеней регулировки тока, один режим стандартной работы трансформатора и два типа пассивной работы трансформатора.
Регулировка полусварочного автомата
На сегодняшний день существует 2 вида регулировки тока по трансформатору: на первичной и вторичной обмотке. Первая — это регулировка тока на первичной обмотке, осуществляется при помощи тиристорной схемы, которая зачастую имеет множество недостатков. Одним из таких является периодическое повышение пульсации сварочного аппарата и переход фаз у такой схемы из тиристора в первичную обмотку. Регулировка тока по вторичной обмотке также имеет ряд недостатков при применении тиристорной схемы.
Для того чтобы их устранить, придется применять компенсирующие материалы, которые сделают сборку значительно дороже, да и к тому же аппарат станет значительно тяжелее. Проанализировав все эти факторы, можно прийти к выводу, что регулировку тока следует производить по первичной обмотке, а выбор схемы, которую следует применить, остается за создателем. Для обеспечения нужной регулировки по вторичной обмотке нужно установить сглаживающий дроссель, который будет сочетаться с конденсатором емкостью в 50 мФ. Эту установку следует делать вне зависимости от применяемой вами схемы, что обеспечит эффективную и бесперебойную работу сварочного автомата.
Регулировка подачи сварочной проволоки
Как и во многих других сварочных аппаратах, здесь лучше всего применять широтно-импульсную модуляцию с регуляцией обратной связи. Что дает ШИМ? Данный тип модуляции позволит нормализовать скорость проволоки, которая будет настраиваться и устанавливаться в зависимости от трения, которое создается проволокой и посадкой аппарата. При этом стоит выбор между подпиткой ШИМ-регулятора, которая может осуществляться путем отдельной намотки или же питать его от отдельного трансформатора.
При последнем варианте получится более дорогая схема, но эта разница в стоимости будет незначительной, но в то же время аппарат немного прибавит в весе, что является значительным минусом. Поэтому лучше всего применить первый вариант. Но если необходимо сваривать крайне аккуратно, на маленьком токе, то, следовательно, напряжение и ток, проходящие в проволоке, будут такие же маленькие. В случае с большим значением тока обмотка должна создавать соответствующее значение напряжения и передавать его вашему регулятору.
Тем самым дополнительная обмотка может в полной мере удовлетворить потребности потенциального пользователя в максимальном значении тока. Ознакомившись с данной теорией, можно сделать вывод, что установка дополнительного трансформатора является лишней затратой денег, а нужный режим можно всегда поддерживать дополнительной обмоткой.
Подсчеты диаметра ведущего колеса для механизма подачи сварочной проволоки
Путем практики было определено, что скорость размотки сварочной проволоки может достигать значения от 70 сантиметров до 11 метров в минуту, при диаметре самой проволоки в 0,8 мм. Придаточное значение и скорость вращения деталей нам неизвестна, поэтому следует вести подсчеты по имеющимся данным по скорости разматывания. Для этого лучше всего сделать небольшой эксперимент, после выполнения которого есть возможность определить нужное количество оборотов. Включите аппаратуру на полную мощность и подсчитайте, какое количество оборотов она делает за минуту.
Чтобы точно уловить оборот, закрепите спичку или ленту на якорь, чтобы знать, где закончился и начался круг. После того как ваши расчеты сделаны, вы можете узнать радиус по знакомой со школы формуле: 2пиR=L, где L-длина круга, то есть, если аппарат сделает 10 оборотов, необходимо поделить 11 метров на 10, и получится размотка в 1.1 метр. Это и будет длиной размотки. R — радиус якоря, его и надо подсчитать. Число «пи» должно быть известно со школы, его значение равно 3,14. Приведем пример. Если насчитали 200 оборотов, то путем расчета определяем число L=5.5 cм. Далее делаем подсчет R=5.5/3.14*2= 0.87 см. Итак, необходимый радиус будет составлять 0,87 см.
Функциональность полусварочного автомата
Лучше всего делать его с минимальным набором функций, такими как:
- Первоначальная подача углекислого газа в трубку, что позволит сначала наполнить трубку газом и лишь потом подводить искру.
- После того как нажали кнопку, следует подождать около 2 секунд, после чего автоматически включается подача проволоки.
- Одновременное отключение тока с подачей проволоки, когда отпускаете кнопку управления.
- После всего проделанного выше необходимо с задержкой в 2 секунды прекратить подачу газа. Это делается для того, чтобы не позволить окислиться металлу после остывания.
Для того чтобы собрать двигатель подачи сварочной проволоки, можно применить редуктор стеклоочистителя от многих отечественных автомобилей. При этом не забывайте о том, что минимальное количество проволоки, которое должно выматываться за минуту, составляет 70 сантиметров, а максимальное — 11 метров. Этими значениями необходимо руководствоваться при выборе якоря для выматывания проволоки.
Клапан для подачи газа лучше всего выбрать среди механизмов подачи воды все из тех же отечественных автомобилей. Но очень важно следить за тем, чтобы данный клапан по истечении некоторого времени не начал пускать утечку, что очень опасно. Если выберете все верно и правильно, аппарат при нормальном режиме работы сможет прослужить около 3 лет, при этом не надо будет много раз ремонтировать его, так как он достаточно надежен.
Сварочный полуавтомат: схема
Схема сварочного полуавтомата обеспечивает все пункты функциональности и сделает сварочный полуавтомат очень удобным в работе. Для того чтобы установить ручной режим, реле переключателя SB1 должно быть замкнутым. После того как нажали на кнопку управления SA1, задействуете переключатель К2, который при помощи своих связей К2.1 и К2.3 включит первый и третий ключ.
Далее первый ключ задействует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания сварочного полуавтомата, а К1.3 — полностью выключает тормоз двигателя. При этом во время этого процесса реле К3 начинает проводить процесс взаимодействия со своими контактами К3.1, который своим действием отключает цепь питания двигателя, а К3.2 разгибает К5. К5 в разомкнутом состоянии обеспечивает задержку включения аппарата на две секунды, которые нужно подобрать при помощи резистора R2. Все данные действия происходят с выключенным двигателем, и лишь газ подается в трубку. После всего этого второй конденсатор своим импульсом отключает второй ключ, который служит для задержки подачи тока сварки. После чего и начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, при этом обеспечивается задержка в 2 секунды на отключение подачи газа сварочного полуавтомата.
Обеспечение автоматического режима сварочного полуавтомата
Для начала следует ознакомиться, для чего же нужен автоматический режим. Например, необходимо приварить прямоугольный пласт металлического сплава, при этом работа должна быть идеально ровной и симметричной. Если будете использовать ручной режим, то пластина по краям будет иметь шов с различной толщиной. Это вызовет дополнительные сложности, так как будет необходимо выравнивать его до нужного размера.
Если использовать автоматический режим, то тут возможности немного возрастают. Для этого необходимо настроить время сварки и силу тока, после чего попробуйте свою сварку на каком-либо ненужном объекте. После проверки можно удостовериться, что шов подходит для сварки конструкции. После снова включаем нужный режим и начинаем сварку вашего металлического листа.
При включении автоматического режима задействуете все ту же кнопку SA1, которая будет проводить все процессы подобно ручной сварке, с одним только несоответствием, что для ввода в работу потребуется не удерживать данную кнопку, а все включение будет обеспечиваться цепочкой С1R1. На полную работоспособность такого режима потребуется от 1 до 10 секунд. Работа данного режима очень проста, для этого необходимо нажимать кнопку управления, после чего включается сварка.
После того как время, заданное резистором R1, будет пройдено, сварочный аппарат сам выключит пламя.
У хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм 2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0 С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Все составляющие механизма устанавливают на пластине толщиной не менее 8-10 мм, изготовленной из текстолита, при этом проволока должна выходить в том месте, где установлен разъем, соединяющий со сварочным рукавом. Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.
Протяжной механизм в сборе
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Как сделать диржак для полуавтомата
Самодельная горелка для полуавтомата. | Самодельные …
Ремонт сварочной горелки для полуавтомата своими руками
Самодельный сварочный рукав для полуавтомата.
рукав для полуавтомата сварочного
Самодельный сварочный полуавтомат | Полезное своими руками
Держак сварочный. Держатель электродов для сварочного …
Полуавтомат из инвертора своими руками — обзор переделки.
Набор наконечников на сварочный полуавтомат с Aliexpress. Посылка из Китая.
Подключение сварочного полуавтомата
Самодельный полуавтомат # 4 делаем механизм подачи проволоки
Устройство рукава сварочного полуавтомата. Сварочный рукав …
Для сварочного аппарата держатель. Правильный держак для …
Горелка для сварочного полуавтомата: устройство, принцип работу
Как сделать держак для сварки своими руками: виды держателей
Какой сварочный полуавтомат выбрать — советы от сварщика
Устройство сварочного полуавтомата, принцип работы
Полуавтомат от саныча. Как сделать сварочный полуавтомат …
Горелки для сварочных полуавтоматов и запчасти к ним
Сварочный полуавтомат бытового назначения своими руками …
Самодельная горелка для полуавтомата. | Самодельные …
Полуавтомат из инвертора своими руками: схема, видео, фото
Устройство рукава сварочного полуавтомата. Сварочный рукав …
Полуавтоматическая сварка. Виды сварки. Подготовка к работе.
Горелка для сварочного полуавтомата: устройство, принцип работу
Горелка для сварочного полуавтомата: устройство, принцип работу
Полуавтомат из инвертора своими руками: схема, видео, фото
Держатель Сварочного Рукава Самодельный
Инверторный сварочный полуавтомат своими руками схемы
Схема самодельный сварочный полуавтомат на отечественных …
Горелки для полуавтомата сварочного: купить в каталоге …
Какой выбрать сварочный аппарат для гаража \u2013 Сварочный …
Сварочный полуавтомат своими руками из инвертора и …
Сварочный полуавтомат в углекислотной газовой среде с …
Полуавтомат из инвертора своими руками — обзор переделки.
Как правильно вести сварку полуавтоматом с углекислотой
Горелка Kemppi FE 32
Полуавтомат сварочный своими руками: схема — Токарь Мастер
Как правильно варить сварочным полуавтоматом
Горелки для сварочных полуавтоматов и запчасти к ним
Модернизация полуавтомата
Расходные материалы и аксессуары для аппаратов MIG/MAG …
Принцип работы полуавтоматической сварки — steelfactoryrus.com
Правильная сварка полуавтоматом
Разница между полуавтоматом и инвертором. Сварочный …
Самодельная горелка для полуавтомата. | Самодельные …
Сварог REAL MIG 200 (N24002N)
Схема самодельный сварочный полуавтомат на отечественных …
Полуавтомат из инвертора своими руками — обзор переделки.
Горелка для сварочного полуавтомата: устройство, принцип работу
Как выбрать сварочный полуавтомат для дома, что нужно знать …
Как превратить инвертор для ручной сварки в полуавтомат
Как правильно вести сварку полуавтоматом с углекислотой
Устройство рукава сварочного полуавтомата. Сварочный рукав …
Сварочный полуавтомат бытового назначения своими руками …
Самодельный полуавтомат сварочный своими руками …
Какой сварочный полуавтомат выбрать — советы от сварщика
Как правильно варить сварочным полуавтоматом
Полуавтомат для гаража
Сварог REAL MIG 200 (N24002N)
РЕМОНТ СВАРОЧНОГО ПОЛУАВТОМАТА [в домашних условиях]
Сварка вертикальных швов
Устройство сварочной горелки для полуавтоматов
Самодельный сварочный полуавтомат | Полезное своими руками
Полярность при сварке предоставляет все возможности качества
Сварка полуавтоматом своими руками
Сварочный полуавтомат Сварог PRO MIG 200 SYNERGY (N229 …
Полуавтомат для гаража
Держатель электродов для сварочного аппарата …
Полуавтомат из инвертора своими руками: схема, видео, фото
Можно ли варить полуавтоматом без углекислоты. Как правильно …
Горелка Abicor Binzel MB 36 KD 3м GRIP KZ-2 RU
Технология сварки полуавтоматом: металла, нержавейки …
Как сделать держак для сварки своими руками: виды держателей
Наконечник для полуавтомата в России. Сравнить цены, купить …
Как сделать из сварочного аппарата зарядное устройство. Как …
Сварочный полуавтомат AMIG-500 (Aotai Electric) купить с …
Полуавтомат от саныча. Как сделать сварочный полуавтомат …
Сварочный полуавтомат HAMER MIG-220MI (3 в 1) в Минске по …
Самодельная горелка для полуавтомата. | Самодельные …
Держак сварочный. Держатель электродов для сварочного …
Полуавтомат от саныча. Самодельный сварочный полуавтомат …
Самодельный держак для электродов — ccm-msk.com
Разница между полуавтоматом и инвертором. Сварочный …
Аргонная сварка из инвертора своими руками пошагово
Можно ли переделать полуавтомат для сварки алюминия …
Telwin BIMAX 152 TURBO 230V
Что лучше сварочный полуавтомат или инвертор. Что лучше …
Горелка сварочная | Festima.Ru — Мониторинг объявлений
Полярность при сварке предоставляет все возможности качества
Сварочный полуавтомат aiken электрическая схема подачи …
Как правильно вести сварку полуавтоматом с углекислотой
Сварочный полуавтомат HAMER MIG-250X по низкой цене
Наконечник для полуавтомата в России. Сравнить цены, купить …
Как настроить сварочный полуавтомат?
Как сделать подающий механизм к сварочному полуавтомату
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата. В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой.Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.
При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Переделать сварочный аппарат в инверторный. Как сделать полуавтомат из инвертора своими руками
Современные производители выпускают большое количество сварочных инверторов с широким набором функций. Среди них полуавтоматы, работающие в режиме MIG / MAG, что означает подачу инертного или активного газа и сварочной проволоки к стыку заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей.Поэтому желание переделать сварочные инверторы в полуавтоматы находит все больше и больше последователей, так как можно значительно сэкономить. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Часто перед мастером встает вопрос выбора между сварочным инвертором или полуавтоматом, разница между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет сварку в режиме AC / DC стержневыми электродами разной толщины, то сварочные полуавтоматы соединяют детали.Он подается в зону плавления с регулируемой скоростью и имеет разную толщину, а для обеспечения наилучшего результата процесс происходит в инертном или активном газе (MIG / MAG).
Полуавтоматы позволяют сваривать все виды металлов различной толщины, при этом размер электрода не меняется, а рабочая зона всегда находится на одинаковом расстоянии от человека. В состав входит инвертор, но есть также регулируемый механизм подачи проволоки и специальный шланг с горелкой и цилиндром.На этом оборудовании можно сваривать алюминиевые сплавы, углеродистую и нержавеющую сталь, чугун и титан, а также специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора своими руками вам потребуются следующие заводские или самодельные агрегаты:
- сварочный аппарат с режимами AC / DC, выдающий регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и подходящего газа к месту сварки; Шланг
- с пружинным усилением для бесперебойной подачи проволоки и газа; Газовый баллон
- с редуктором и манометром;
- обратный сварочный кабель с зажимом; Блок управления
- ;
- надежное регулируемое устройство подачи сварочной проволоки различной толщины.
Эти элементы можно купить на заводе, а некоторые из них можно сделать своими руками. Инвертор, горелка и газовый баллон необходимо приобретать на заводе, так как по техническим требованиям эти агрегаты требуют наличия сертификата качества.
Конечно, ваш полуавтомат будет стоить существенно дешевле, но важно, чтобы самодельные элементы соответствовали требованиям безопасности при производстве электросварки.
Устройство горелки и шланга сварочного полуавтомата
Используя полуавтоматическую сварку, мы можем увеличить рабочую скорость более чем в два с половиной или втрое, так как отпадает необходимость в многократных проходах шва, его чистке и замене стержневых электродов.Для повышения производительности необходимо обеспечить бесперебойную подачу инертного газа, напряжения и проволоки в сварочную ванну. Для этого используйте устройство, состоящее из следующих компонентов:
№- баллон с редуктором, настроенный на расход 6-10 л / мин и снабженный шлангом подачи газа; Европейский шланг
- , шланг-кабель длиной 3 м, по которому осуществляется подача тока, провода и газа, а также управляющий сигнал;
- горелка с наконечником, пусковой кнопкой и соплом для разного диаметра проволоки, снабженная соплом для инертного или активного газа.
Самостоятельно создать европейский шланг достаточно сложно, следует учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1,6 мм, и она должна беспрепятственно проходить через сварочный шланг. Для этого канал снабжен пружиной, с использованием тефлонового покрытия, кроме того, по этому же шлангу проходит подача газа. Управляющий сигнал от курка горелки также проходит по кабелю, а в конце обычно устанавливается многополюсный евроразъем, через который включаются и запитываются все компоненты.
Сложная конструкция горелки и ее работа при высоких температурах подразумевает наличие огнеупорных сопел с отверстиями под разные диаметры сварочной проволоки. Подача газа через горелку, а также активация механизма подачи проволоки в сварочную ванну. Он состоит из следующих элементов:
- ручка с кнопкой управления; Горелка
- ; Газовая форсунка
- ;
- калиброванный токоведущий наконечник.
Важно обеспечить надежность электрических контактов и герметичное соединение газовых шлангов.
Конструкция питателяПроцесс сборки сварочного полуавтомата своими руками может происходить как с использованием заводского питателя, так и в самодельном варианте … Для того, чтобы сделать его своими руками, необходимо понимать, из чего состоит заводское изделие, а именно :
- на лицевой панели евроразъем для подключения сварочного шланга;
- на задней стороне корпуса — тумблер включения блока питания и разъемы для подключения к инвертору и системе газоснабжения;
- внутри корпуса находится блок питания питателя;
- устройство подачи с неподвижной свободно вращающейся катушкой с проволокой;
- , то есть зажимное регулируемое подающее устройство, соединенное через редуктор с валом электродвигателя;
- — схема регулировки скорости электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа к горелке через вентиль;
- патрубков подвода газа к соленоиду и евроразъему;
- кабель питания сварочного тока к устройству подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой 1-2 секунды, предотвращающая выгорание или залипание проволоки при работе в агрессивной кислородной среде;
- кабелей, соединяющих инвертор и фидер.
Важно, чтобы система подачи была установлена на электроизоляционном материале, поскольку сварочная проволока находится под напряжением и является электродом, и необходимо избегать электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективное регулируемое давление подающего ролика, так как проволока имеет разное сечение в зависимости от толщины свариваемых деталей. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать изгибов, которые затрудняют плавную подачу с необходимой скоростью.Материал шланга подачи газа должен быть термостойким, а соединения должны быть снабжены надежными хомутами. Подобрать подходящий по параметрам блок питания, который обеспечит работу электродвигателя и электронных схем питателя, не составит труда.
Поэтапная сборка полуавтомата При переделке инверторов в полуавтоматы необходимо учитывать некоторые обстоятельства. При покупке инвертора желательно, чтобы он поддерживал режим MMA + MIG / MAG.Устройство будет стоить не намного дороже, но при переходе в режим MIG обеспечит стабильную вольт-амперную характеристику на выходе, что обеспечит бесперебойную работу полуавтомата при токе ниже 40 А. В противном случае придется внести изменения в электронную схему инвертора и использовать ШИМ для стабилизации параметров напряжения. Это можно сделать при условии, что вы разбираетесь в электронике и хорошо разбираетесь в паяльнике.
Важно, чтобы соответствовать опорному и выходному напряжению посредством установки делителя и выберите значения \ u200b \ u200bof компонент для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, питателя и еврогильзы с горелкой следующие:
- переключить инвертор в режим MIG и подключить его к питателю с помощью кабеля питания и управления;
- подсоединить баллон с газом через редуктор и манометр к устройству подачи, а также отрегулировать расход 6-10 литров в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проволокой на устройстве подачи;
- с помощью схемы регулирования скорости установите необходимую скорость подачи сварочной проволоки и убедитесь, что она движется свободно;
- соединить горелку с европейским шлангом, который, в свою очередь, соединить с питателем;
- включите инвертор и оборудование подачи и убедитесь, что есть задержка между поступлением газа и движением проволоки в 1-2 секунды.
Правильный выбор толщины проволоки, состава инертного или активного газа, а также правильная работа электронных компонентов обеспечат высокую скорость и качество сварки.
В случае возникновения затруднений необходимо обратиться за консультацией к специалистам, чтобы не вызвать выход из строя дорогостоящего оборудования, а также избежать риска для жизни.
Подведение итогов
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками.Это довольно сложная задача, и при внимательном изучении не представляет особой сложности. Важно только обеспечить надежное функционирование элементов и электробезопасность. Главное, что эти усилия и временные затраты дадут очень значительную экономию средств.
Использование полуавтоматического сварочного аппарата упрощает работу с металлами. Эта техника позволяет легко соединять различные сплавы. Сварочный полуавтомат можно сделать своими руками из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволяя сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции сварочного полуавтомата является постоянная подача расплавленной проволоки в зону сварки, которая используется вместо металлических электродов. Подача проволоки происходит автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока обеспечит постоянный контакт стыкуемых поверхностей; этот материал имеет меньшее сопротивление по сравнению со стандартными электродами, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет использовать эту технологию для сварки металлов различных характеристик, в том числе нержавеющей стали, цветных сплавов, алюминия и других. Овладеть правильной техникой полуавтоматической сварки несложно. Самодельные устройства удобны в использовании, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от типа полуавтоматы могут иметь дополнительное сопло для подачи газа, а металлы соединяются в защитной среде, что позволяет исключить последующее образование коррозии в сварном шве.
Сварочные инверторы, предлагаемые сегодня в магазинах, универсальны, и во многих из них реализована функция «два в одном». Обладая малой мощностью и габаритами, полуавтомат «два в одном» может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Многие домовладельцы, которым часто приходится проводить сварочные работы, решают изготовить такое оборудование самостоятельно. К достоинствам самодельных полуавтоматов из инвертора можно отнести следующие:
Из недостатков данной технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при схожих с инвертором характеристиках могут иметь цену в два-три раза выше.Неудивительно, что многие домовладельцы решаются на изготовление техники своими руками, что позволяет значительно снизить затраты без потери качества готового устройства.
Изготовление своими руками
Самый простой способ — сделать самодельный полуавтомат из инвертора на базе мощного блока питания. Вы можете изготовить инвертор самостоятельно или использовать его из имеющегося оборудования. Для полуавтомата следует использовать инверторы мощностью не менее 150 ампер.
Существуют схемы доработки оборудования, позволяющие установить мощность, которой хватит для проведения полуавтоматической сварки.Устройство такого типа будет сложно реализовать, поэтому рекомендовать применение маломощных силовых агрегатов можно только опытным радиолюбителям, умеющим создавать по-настоящему сложную технику.
Сделать качественное оборудование возможно, имея под рукой пусковую схему полуавтоматического сварочного инвертора. К характеристикам такого блока можно отнести:
- Первичный ток — 8-12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36-42 Вольт.
- Сварочный ток — 40-120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, способного работать с металлами различных огнеупоров. В дальнейшем, используя дополнительные чертежи для увеличения мощности инвертора, можно изменить основные характеристики , что позволяет использовать такое оборудование в бытовых и промышленных целях .
Необходимые комплектующие
Для изготовления гаражного сварочного аппарата из полуавтомата своими руками потребуется:
- Горелочная насадка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Катушка с проволокой.
- Герметичный газовый шланг.
- Блок управления инвертором.
Проще всего поместить инвертор и механический блок управления в отдельную коробку, для чего используются блоки от старого компьютера. Наличие питания в системном блоке дает возможность значительно упростить изготовление оборудования.
Механизм проволочно-роликового механизма может быть выполнен на базе мотора автомобильного дворника.Для такого двигателя предназначена рама механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтами.
Горелку и шланг можно изготовить самостоятельно из пистолета из пенополиуретана и силикона. Также можно приобрести уже готовые комплекты, которые обеспечат безопасность работы с полуавтоматом и упростят его изготовление.
При выполнении механизма подачи проволоки все используемые компоненты должны располагаться друг напротив друга, что впоследствии обеспечит равномерную подачу гибких электродов.Ролики должны быть отцентрированы относительно ниппеля в одном соединителе, в дальнейшем это позволит плавно изменять скорость подачи проволоки. Схема регулятора скорости подачи проволоки сварочного полуавтомата легко найти в Интернете.
Все используемые металлические элементы должны быть закреплены на листе фанеры, плотном пластике или текстолите. Поскольку используемые металлические элементы запитаны электричеством, следует проверить заземление каждого блока. Это исключит возможность короткого замыкания, которое может привести к серьезному повреждению оборудования.
Схема управления механикой
Небольшой электродвигатель и протяжной механизм будут отвечать за подачу сварочной проволоки, работа которой контролируется ШИМ-контроллером. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильному изготовлению сварочных схем полуавтомата.
На лицевую панель инвертора устанавливают переменный резистор контроллера, после чего начинают сборку управляющего реле пуска мотора и управления клапаном, отвечающим за подачу инертного газа.Контроллеры контактных групп должны активироваться одновременно с нажатием кнопки пуска на горелке.
Работа подачи газа должна быть отрегулирована так, чтобы клапан открывался за несколько секунд до того, как проволока начнет попадать в зону сварки. В противном случае в атмосферной среде происходит оплавление, после чего вместо плавления начинает гореть проволока. Добиться качественного соединения и надежного сварочного шва при подгорании проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простое реле, для которого требуется конденсатор и транзистор 875.Вы можете использовать простейшее автомобильное реле, которое подключается к 12 Вольт от блока питания компьютера.
Сам клапан может использоваться с различными автомобильными запорными устройствами. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Также можно выбрать электромагнитный клапан от редуктора из газовых баллонов.
Все доступные органы управления и ШИМ-контроллер подачи проволоки сварочного полуавтомата расположены на передней панели системного блока. Готовый инвертор мощностью не менее 150 ампер подключается к блоку управления и контроллеру подачи проволоки с газом.Осталось провести пробный пуск и при необходимости внести соответствующие корректировки в работу сварочной проволоки и системы подачи защитного газа.
Во время работы силовой блок полуавтоматического инвертора нагревается, что может привести к повреждению инвертора и плат управления. Отремонтировать агрегат после таких поломок будет крайне сложно. Чтобы этого не произошло, внутри инвертора и системного блока необходимо установить термодатчики и охладители, которые могут эффективно охлаждать работающее оборудование.
Может использоваться оптопара, который подключается к общему блоку управления для работы оборудования. При превышении температуры внутри инвертора датчики отправят соответствующие сигналы на исполнительное реле, которое отключает питание до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться по размеру. Вы можете выбрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого находится инвертор и прочая автоматика.Используемый кулер подключается к 12-вольтовому источнику питания напрямую или через термодатчик, который при повышении температуры внутри корпуса подает сигнал на напряжение питания. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтомата.
Собрать сварочный полуавтомат не представляет особой сложности, поэтому с этой работой справится каждый домовладелец. Необходимо только использовать качественный мощный инвертор, а горелку с приводом лучше всего брать от промышленных заводских полуавтоматов.Это значительно упростит изготовление оборудования. В Интернете можно найти различные схемы исполнения сварочных полуавтоматов, реализовать которые не составит труда. Такой прибор будет отличаться функциональностью и универсальностью. .
Среди начинающих и профессиональных сварщиков наиболее популярным аппаратом является сварочный полуавтомат инверторного типа. Для первых он обеспечивает легкость приобретения сварочных навыков, для вторых — производительность и большой набор дополнительных настроек.
Сварочное полуавтоматическое оборудованиепригодится практически любому сварщику, но имеет довольно высокую стоимость. Если у вас есть ручная дуговая сварка, вы можете переделать ее в полуавтомат инверторного типа.
Сварочный полуавтоматизначально разработан для работы с присадочной проволокой в среде защитного газа (инертной или активной). От обычного аппарата ручной дуговой сварки отличается наличием механизма подачи проволоки, газового баллона, специальной горелки и блока газо-аддитивного контроля.
Сам блок питания в виде инвертора ничем не отличается. Если питатель встроен в корпус инвертора, имеется дополнительный соединитель проводов.
Поэтому у многих владельцев аппаратов ручной дуговой сварки со временем возникает желание расширить свои возможности и сделать самодельный полуавтомат. Реализовать это очень просто. Есть несколько вариантов реализации, какой из них выбрать, зависит от наличия средств, времени и желания.
Многофункциональные устройства
Некоторые производители инверторов для ручной дуговой сварки, учитывая пожелания покупателей, предусмотрели необходимые дополнительные разъемы.Они помогают быстро превратить устройство в полуавтомат.
Некоторые модели инверторных устройств типа «Источник» на задней панели имеют кнопку переключения режима работы с MMA на MIG и разъем для управления включением / выключением инвертора. Обычно оснащается еврошлангом длиной 3 м с фонариком на одном конце и соединителем на другом.
Разъем позволяет подавать сварочную проволоку и защитный газ, кроме того, через него проходит кабель для подачи управляющих сигналов на двигатель наполнителя и газовое соединение.
Есть специальный кабель для подключения к инверторному блоку. Его необходимо подключить к разъему, через который сварочный ток от инвертора подавался на электрический держатель. Теперь в полуавтоматическом режиме он перейдет к горелке MIG.
Второй кабель питает фидер от инвертора, если он снабжен подходящим разъемом, или от другого маломощного источника 12 В постоянного тока.
Перед работой с газовым баллоном устанавливается необходимый расход газа, а на протяжном механизме — скорость подачи присадки.Инвертор устанавливает сварочный ток, величина которого зависит от толщины свариваемого металла.
Потом приступают к сварке. Как видите, превращение ручной дуговой сварки в полуавтомат не требует переделок, достаточно купить недостающее оборудование. Единственный недостаток заключается в том, что к инвертору прилагается тяговое устройство.
Протяжное устройство
В более сложном случае изготовление полуавтомата заключается в переделке инвертора дуговой сварки и создании протяжного устройства из подручных материалов.Если вам пришлось ремонтировать инверторное устройство, то можете смело реализовывать второй вариант.
Системный блок идеален в качестве корпуса для протяжного устройства полуавтоматического инверторного типа. Он довольно легко открывается, при этом остается вместительным и прочным.
Это позволит вам легко отрегулировать давление ролика и установить катушку с проволокой. В пользу системного блока и то, что в нем легко проделывать отверстия в нужных местах, и есть встроенный блок питания на 12 вольт. Он нужен для питания привода протяжки присадки и газовой арматуры.
Для необходимого крепежа необходимо сделать макеты встраиваемых компонентов из доступных материалов и примерить их внутри коробки. Убедившись в правильности выбранных раскладок, можно приступать к изготовлению крепежа.
Катушку для полуавтомата можно купить готовую или сделать своими руками. Изготовлен очень просто. Диаметр щек должен быть 200 мм, а цилиндр, на который будет наматываться проволока, должен иметь диаметр 50 мм, чтобы его можно было использовать как осевую пластиковую трубу того же номинала.
Для питателя потребуются два прижимных ролика и один отражающий ролик, пружина. Возможно использование электродвигателя от дворников в качестве тягового мотора. В качестве основы, на которую будут крепиться детали, нужно использовать трехмиллиметровый металлический лист.
В пластине просверливаются отверстия в нужных местах для крепления роликов и вала электродвигателя будущего полуавтомата. Поскольку один ролик является прижимным, отверстие под него просверливается продолговатой формы.
Сверху на него будет давить нажимная пружина, сила которой регулируется винтом. Ролик и подшипники установлены с одной стороны пластины, а двигатель — с другой. Подающий ролик насаживается на вал двигателя.
Получившееся устройство устанавливают внутри системного блока так, чтобы центровка роликов и оси MIG-коннектора горелки находились в одной плоскости. Это предотвратит перекручивание проволоки при вытягивании. Для распрямления добавки при размотке перед роликами устанавливается трубка.
Блок управления
Для подачи газа и присадок в полуавтомат потребуется:
- 2 реле;
- диод;
- ШИМ-регулятор;
- емкость с транзистором и сопротивлением; Электромагнитный клапан
- ;
- проводов.
Клапан необходим для подачи газа в зону сварки. Все детали можно приобрести на Распродаже бывших в употреблении запчастей.
Схемы управления в полуавтомате инверторного типа могут быть разными, но суть их проста и заключается в следующем.
При нажатии кнопки на резаке включаются оба реле. Первый подает напряжение на клапан, открывающий подачу газа.
Второе реле подает питание на двигатель механизма подачи проволоки. Но включается чуть позже за счет фильтра нижних частот в виде RC-цепочки, образованной конденсатором и резистором.
Иногда требуется протягивание проволоки без газа. На этот случай предусмотрена дополнительная кнопка, обеспечивающая протяжку в обход газового реле.
Самоиндукция клапана снимается подключением диода.Чтобы запитать горелку от инвертора MIG, нужно рядом с евроразъемом установить дополнительный разъем, через который будет протекать ток.
При включении кнопки на горелку начинает поступать газ, через некоторое время подаётся добавка. Время задержки регулируется выбранными номиналами емкости и резистора. Пауза в полуавтомате инверторного типа необходима для защиты сварочной ванны с газом от атмосферного воздуха.
При включении кнопки на емкость подается напряжение.Постепенно заряжается, при достижении определенного значения транзистор открывается, что вызывает включение реле.
Горелка
Горелку для сварочного полуавтомата инверторного типа тоже можно сделать своими руками, но проще приобрести недорогую модель с достаточным сварочным током.
Если вы сделаете его сами, вам все равно понадобится евроразъем и кабель питания, если в результате мы хотим получить эстетичный сварочный полуавтомат. Помимо сварочного тока необходимо учитывать длину и гибкость шланга.
Чрезмерная мягкость шланга приводит к перекручиванию и, следовательно, к торможению проволоки. Хорошим дополнением является пружинное или прочное резиновое уплотнение в месте соединения шланга с горелкой и разъемом. Это не даст ему сломаться в этих местах.
Инвертор
Инвертор для ручной дуговой сварки также требует переделки. Хотя его можно использовать без переделок, качество сварки в этом случае будет ниже, чем у заводских сварочных полуавтоматов. Все дело в вольтамперных характеристиках.Разница незначительная, но сказывается.
Для устранения этих различий вам понадобится тумблер, три сопротивления, одно из которых является переменным.
Для настройки характеристики перед шунтом, регулирующим ток, должен быть установлен делитель. Изменяя параметры делителя, будет происходить регулировка. Тумблер необходим для переключения режима работы инвертора с ручной дуги на MIG.
В результате доработки инвертора и самодельных устройств протяжки присадочной проволоки получается сварочное оборудование полуавтоматического типа с хорошими параметрами… При этом вы экономите деньги и получаете массу удовольствия от того, что все делаете сами.
Если вам приходится заниматься профессиональной сваркой, то лучше купить готовый полуавтомат. Сегодня выбор этих устройств широк, и вполне можно выбрать бюджетную модель приемлемого качества.
Комментарии:
Любой инструментальный магазин в настоящее время может предложить достаточно большой ассортимент различных сварочных аппаратов разной ценовой категории … Большинство сварочных аппаратов, до 70%, — это инверторы сварочные, остальные «сварщики» — аппараты трансформаторного типа.Не все люди могут приобрести промышленный продукт для производства электросварки, а некоторые хотят сделать это сами.
Домашний сварочный аппарат не сможет выполнять сложные задачи, но мощности хватит для небольших работ.
Что такое электросварка
Соединение металлических изделий друг с другом путем нагрева металла электрической дугой с последующим сплавлением его в цельный шов называется электросваркой. Основное оборудование в таком сварочном процессе — это сварочный аппарат, а электрод — основной инструмент для соединения металлических предметов.Сварочный аппарат служит источником переменного или постоянного тока, который с помощью электрода зажигает дугу, плавящую металл. Качество сварного соединения при сварке постоянным током намного выше, чем такое же соединение, выполненное «сменой». Не стоит сбрасывать со счетов опыт электросварщика, хотя популярные сегодня сварочные инверторы позволяют проводить качественную сварку металлов практически впервые. Поэтому для большинства сварочных работ используются сварочные аппараты, работающие на постоянном токе.
Вернуться к содержанию
Самый простой сварочный аппарат: инструкция
Для небольших домашних сварочных работ можно собрать самодельный компактный аппарат малой мощности. Это, конечно, не инвертор, а вещь необходимая. При решении задачи создания сварочного «помощника» можно использовать различные конструктивные особенности.
Самым простым сварочным аппаратом является сварочный трансформатор с двумя обмотками: сетевой и рабочей. Сеть рассчитана на сетевое напряжение, обычно 220-240 вольт, а рабочая рассчитана на пониженное напряжение от 70 до 45 вольт, а изменение тока обычно происходит за счет изменения количества витков рабочей обмотки, ее краны.Старые можно использовать как утюг для трансформаторов. асинхронные двигатели или промышленные понижающие трехфазные трансформаторы типа ТОЗ и др.
Первичная обмотка должна быть рассчитана на ток 25 ампер, вторичная или рабочая — на 160 А. Это отражается в поперечном сечении используемых проводов. Для приблизительной оценки токовой нагрузки на 1 кв. Мм примем 10 А, для алюминия — 4 А. Определяем площадь поперечного сечения железного окна трансформатора в кв. См, затем находим количество витков обмоток, если необходимое количество на один вольт определяется как 48, деленное на площадь поперечного сечения железного окна трансформатора.Рассчитать прибор — полдела, главное его собрать.
Изделие, созданное согласно расчетам, является простейшим сварочным аппаратом переменного тока, конструкция аппарата зависит от используемых материалов.
Вернуться к содержанию
Изготовим сварочный аппарат постоянного тока своими руками
Чтобы сварочные аппараты переменного тока превратились в «сварщиков постоянного тока», необходимо ограничить скорость изменения тока с помощью дросселя и выпрямить диоды переменного тока или выпрямительный мост.
Диоды должны быть рассчитаны на выходной ток 200 А и иметь достаточно хорошее охлаждение, чтобы первая сварка не повредила их. В полной мере это относится и к дросселю. Использование этих приспособлений в сочетании со сварочным аппаратом переменного тока превращает его в аппарат постоянного тока. Становится возможной сварка электродами постоянного тока, расширяется ассортимент свариваемых металлов. Становится доступным для сварки нержавеющей стали и чугуна. Сварочный аппарат умеет сваривать как инвертор, хотя сварщику здесь требуется довольно большой опыт.
У хорошего хозяина должен быть сварочный полуавтомат, особенно для автовладельцев и частных лиц. С ним всегда можно самому проделать небольшую работу. Если вам нужно сварить деталь машины, сделать теплицу или создать какую-то металлическую конструкцию, то такой прибор станет незаменимым помощником в личном хозяйстве. Здесь возникает дилемма: купи или сделай сам. Если есть инвертор, проще сделать его самому. Это будет стоить намного дешевле, чем покупать в розничной сети.Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимого инструмента и желание.
Изготовление полуавтомата из инвертора своими руками
Конструкция
Переделать инвертор несложно в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионно-стойкой) и алюминиевых сплавов с своими руками. Нужно только хорошо разбираться в тонкостях предстоящей работы и вникать в нюансы изготовления.Инвертор — это устройство, используемое для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сварки полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока подается в зону дуги с постоянной скоростью. В ту же зону подается защитный газ. Чаще всего — углекислый газ. Это гарантирует качественный сварной шов, не уступающий по прочности соединяемому металлу, при этом в стыке отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) за счет защитный газ.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон с диоксидом углерода;
- горелка:
- катушка с проволокой.
Аппарат сварочной станции
Принцип работы
При подключении аппарата к электронной почте. сети, происходит преобразование переменного тока в постоянный.Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественной сварки необходимо, чтобы будущий аппарат имел в определенном балансе такие параметры, как напряжение, ток и скорость подачи сварочной проволоки. Этому способствует использование источника питания дуги с жесткой вольт-амперной характеристикой. Длина дуги определяется фиксированным напряжением. Скорость подачи проволоки регулирует сварочный ток. Об этом нужно помнить, чтобы добиться наилучших результатов сварки от устройства.
Проще всего использовать принципиальную схему от Саныча, который давно сделал такой полуавтомат из инвертора и успешно его использует. Его можно найти в Интернете. Многие домашние мастера не только своими руками изготовили сварочный полуавтомат по этой схеме, но и усовершенствовали его. Вот первоисточник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныч
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720.Первичная обмотка намотана медным проводом Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки я использовал шину 8 мм 2 (количество витков 35 + 35). Выпрямитель собран по двухполупериодной схеме. Для свитча я выбрала двойной бисквит. Я установил диоды на радиатор, чтобы они не перегревались при работе. Конденсатор поместили в прибор емкостью 30 000 мкФ. Дроссель фильтра выполнен на сердечнике от ТС-180. Силовая часть вводится в эксплуатацию с помощью контактора ТКД511-ДОД.В силовом трансформаторе установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6 В. Достаточно обеспечить оптимальную подачу проволоки
Как ее улучшали другие мастера, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу, и вникнуть в нюансы изготовления.
Установка инвертора
Для обеспечения качественной работы полуавтомата с небольшими габаритами лучше всего использовать тороидальные трансформаторы.У них самый высокий КПД.
Трансформатор для работы инвертора готовится следующим образом: он должен быть обернут медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой необходимой длины. Вторичная обмотка состоит из 3-х слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема обмоток трансформатора
Работа по настройке инвертора начинается с обесточивания силовой части. Выпрямители (входные и выходные) и выключатели питания должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который больше всего нагревается при работе, необходимо предусмотреть термодатчик (его показания при работе не должны превышать 75 0 С). После этих изменений силовая часть подключается к блоку управления. При включении в электронное письмо. индикатор сети должен загореться.Используйте осциллограф для проверки импульсов. Они должны быть прямоугольными.
Их частота следования должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время корректируется изменением входного напряжения). Индикатор должен показывать не менее 120 А. Не лишним будет проверка устройства под нагрузкой. Для этого в сварочные провода вставляют нагрузочный реостат 0,5 Ом. Он должен выдерживать ток 60А. Это проверяется с помощью вольтметра.
Правильно собранный инвертор при сварке дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор рабочего тока зависит от металла, который нужно сваривать.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов необходимо усилить, добавив ребра жесткости. В него вмонтирована электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусмотрена возможность подачи сварочной проволоки Ø 0,8; 1.0; 1,2 и 1,6 мм. Скорость его подачи необходимо регулировать. Устройство подачи вместе со сварочной горелкой можно приобрести в магазине.При желании и наличии необходимых деталей, вполне возможно сделать своими руками. Для этого сообразительные новаторы используют электродвигатель из дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники крепятся к пластинам. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, натягивается.
Все компоненты механизма устанавливаются на пластину из текстолита толщиной не менее 8-10 мм, при этом проволока должна выходить в месте установки разъема, который соединяется со сварочной гильзой.Здесь же устанавливается катушка нужного диаметра и марки проволоки.
Узел протяжного механизма
Самодельную горелку можно сделать своими руками, используя рисунок ниже, на котором ее составные части показаны наглядно в разобранном виде. Его цель — замкнуть цепь, подать защитный газ и сварочную проволоку.
Самодельное горелочное устройство
Однако желающие быстро изготовить полуавтомат могут купить в розничной сети готовый пистолет вместе с рукавами для подачи защитного газа и сварочной проволокой.
Баллон
Лучше всего приобрести баллон стандартного типа для подачи защитного газа в зону горения сварочной дуги. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него рожок. Необходимо помнить, что для этого требуется специальный переходник, который нужен для установки редуктора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками.Видео
О разводке, сборке, испытании самодельного полуавтомата вы можете узнать из этого видео.
Сварочный инверторный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Предыдущая статья: Девочки, рожденные в феврале: имена, именины, характер Счастливые имена для девочек, рожденных в феврале Следующая статья: Рецепт салата из печени минтая с фото вкусный салат из печени минтая рисовые яйца
| * ++ Управление отходами в России> Свеза покупает станок с ЧПУ> Белорусский лесопильный завод инвестирует в линию сортировки древесины> ЕБРР инвестирует в бумажную промышленность в Центральной и Восточной Европе> Amazon инвестирует в румынскую отрасль ИКТ> Немецкий розничный торговец покупает румынского производителя рубашек > ЕИБ играет ключевую роль в инвестициях в польскую экономику> В Румынии строится крупнейший в Европе завод по производству велосипедов> RecyClass одобряет технологии PBL из ламинированных труб Huhtamaki> Словакия: Группа EIB поддерживает инвестиции в размере 211 млн евро в 2020 году для предприятий, энергоэффективности, инновации и дигитализация> RecyClass одобряет технологии PBL из ламинированных труб Huhtamaki> Группа EIB инвестирует более 530 миллионов евро в Хорватию в 2020 году> Увеличение промышленного производства в Польше в январе> Швеция Northvolt инвестирует в завод по производству аккумуляторов в Польше> Рыбный порт на 5 миллионов евро будет Построен в Комиже на острове Вис> Sumika Polymer Compounds Europe имеет новый филиал в Польше> EIB инвестирует 1.4 миллиарда евро в Чехии в 2020 году> Польша Allegro готовит новые складские помещения в Варшаве> ЕИБ поддерживает польскую компанию по разработке программного обеспечения Packhelp> Sumitomo (SHI) Demag расширяется в Центральной Европе> Falco; Производитель деревянных панелей планирует инвестиции в размере 8,2 млрд форинтов> Toyota построит Yaris в Чехии> ЕБРР и ЕС усиливают поддержку малого бизнеса в Грузии> Правительство России рассматривает возможность инвестирования в ИТ-железные дороги> Кредит ЕБРР в размере 26 млн евро на строительство новых ветряных электростанций в Польша> Balluff инвестирует в центр исследований и разработок в Венгрии> ЕБРР, ЕС, ЗКФ и Южная Корея поддерживают зеленое сельское хозяйство в Таджикистане> Semcorp создает 65 форинтов.Завод на 5 миллиардов долларов в Венгрии> ЕБРР расширяет поддержку перечисленных МСП в странах Балтии> Castorama представляет свои собственные посылочные автоматы в Польше> Еще один хороший год для товаров DIY в Польше> Isklad.eu готовится к расширению логистического парка в Братиславе> DŘEVOPODNIK Hausner Ltd устанавливает новую ленточную пилу на Лесопильном заводе Корычаны> Польская компания Tauron Polska Energia видит экологически чистое будущее; ЕБРР поддерживает движение> Инвестиции Stora Enso в производственную линию в размере 2,1 миллиарда чешских крон> Группа PMP полностью приобретена Valmet Oyj> MOL Plc.Завершено строительство нового завода по переработке шин в Венгрии> Спрос в Восточной Европе остается высоким по мере открытия новых заводов> ЕБРР и ЕС финансируют утилизацию твердых отходов на западе Украины> Woom инвестирует в устойчивое развитие и запускает производство в Польше> Немецкий инвестор вкладывает 11 млн евро в столярный завод в РО> ЕБРР и ЕС развивают туристическую инфраструктуру в Албании> SK Battery Manufacturing Kft. чтобы добавить больше рабочих мест к 2022 году> Албанский производитель обуви продолжает бороться с COVID-19> Emag инвестирует 90 миллионов евро в новый распределительный центр> ЕБРР и KfW IPEX-Bank переходят к поддержке электромобилей Польши> Indorama приобретает польский перерабатывающий завод с целью закрытия ПЭТ Loop> Крупнейший производитель природного газа в Украине получил 51 евро.9-миллионный заем от ЕБРР> COVID-19 стимулирует производство из Азии в Европу> Райффайзенбанк Болгария получает обязательства в размере до 40 миллионов евро от ЕС и ЕБРР> Инвестиции в ЦВЕ достигли рекордно высокого уровня> UK Barclays увеличивает инвестиции в Чешскую Республику> Тайваньская компания объявляет о создании новой фабрики на юге Польши> Andritz поставляет универсальную бумагоделательную машину для Arkhbum Tissue Group> Производство в Центральной и Восточной Европе выходит на новый уровень> Южная Корея теперь превосходит Китай по инвестициям в Польшу> GymBeam получает шесть миллионов финансовых средств для платформы электронной коммерции> Рынок DIY растет в Польше> Wittmann Group увеличивает производство роботов в Венгрии> Чешская лесопилка остается привлекательным производственным центром DŘEVOPODNIK HAUSNER устанавливает новую ленточную пилу> Valutec поставляет печи для российской «мега-лесопилки»> Польша становится горячей точкой для шоринга> Дикая ягода доминирует на польском рынке во время карантина> Чешская компания Recycler Regra Plast раскрывает план строительства завода по переработке крупных автомобильных отходов> Sensirion построит новое предприятие в Венгрии> ЕБРР финансирует портовый проект в Украине> Сегежа запускает проект контейнерного терминала в России> Свеза начинает гибкое производство фанеры в России> PMP Poland поддерживает динамичное развитие Arctic Paper Kostrzyn S.A.> В Латвии прекращен импорт резиновых и пластиковых отходов> Raute укрепляет свои цифровые ноу-хау> ЕБРР поддерживает МСП в Сербии> Amazon расширяется в Польше> Болгария превращается в следующую европейскую велосипедную долину> Финляндия UPM открывает новый фанерный завод в России> Европейский инвестиционный банк инвестирует в завод катодных материалов в Польше> В Албании строится новый парк солнечных батарей> Новый маршрут грузового поезда из Азии в Европу> ЕБРР финансирует проект по очистке сточных вод в Хорватии> BMW инвестирует в Венгрию> Инвестиции в Польшу, производство пластмасс и химическую промышленность> Suzuki в Венгрии увеличивает производственные мощности> ANDRITZ поставляет новую линию по производству бумажных салфеток в Венгрии> Самые продаваемые автомобили в странах ЦВЕ >> Sokol Timber покупает сращивающий станок Ledinek> ЕБРР ссужает украинскому производителю сухих завтраков 3 млн евро энергетический проект> Экономика Румынии будет расти в 2020 году> Microsoft вложит 1 млрд долларов в создание польской «Цифровой долины»> ЕБРР инвестирует в ветроэнергетику olar energy в Польше> Novares начинает производство в России> FP Kaczory модернизирует свою машину для производства бумажных салфеток в Польше> Польский автопроизводитель открывает путь для постпандемической городской мобильности> Новая экструзионная линия для Alpla в Польше> Турецкая мебельная компания планирует производить в Румынии > Российский производитель грузовиков начинает производство по стандарту Евро-6 в августе> Leuco предлагает ультрасовременную одежду> Черногория: Европейский инвестиционный банк инвестирует в МСП> Японское производство упаковки в Польше> Segezha увеличивает производство на своем заводе по производству древесных гранул в России> ЕБРР инвестирует еще € 15 миллионов евро для польских МСП> Pezzolato продает дробильную установку компании BIOMASA в Словении> Европейский инвестиционный банк инвестирует в производство аккумуляторов в ЦВЕ> Европейский банк реконструкции и развития инвестирует в деревообрабатывающую промышленность в ЦВЕ> ThyssenKrupp инвестирует более 70 миллионов евро в Европейские склады> InoBat Auto профинансирует завод в Словакии на сумму 1 млрд евро> Литва: UAB закупщик круглого леса Юоделяй запускает новый веб-сайт> Польша — ведущий производитель бытовой техники в ЕС> Босния: кредит ЕБРР означает расширение для AS Logistics> AS Holdings, крупнейшая агропромышленная компания Боснии и Герцеговины сможет увеличить операции в этом регионе после получения поддержки Европейского банка по реконструкции и развитию (ЕБРР)> Watchdog одобряет польско-корейский химический проект> Россия: Сегежа модернизирует очистные сооружения Сегежского целлюлозно-бумажного комбината> Польша: Млекпол получает крупное финансирование от ЕИБ для улучшения производства> Без камня: новые разработки для Словакии Поставщики кофе> 3 евро.7 миллиардов будут инвестированы в польские железные дороги> Hyundai: Kona Electric будет производиться в Чехии> Umka Cardboard для увеличения мощностей в Сербии> Польша: .European Investment Bank (EIB) объявляет о ссуде Быдгощу и Люблину для модернизации тепловых сетей> Польша: ARP получит инвестиции США в возобновляемые источники энергии> Венгрия: Volán Buszpark Kft получает заем от ЕИБ для обновления автобусного парка> Российский рынок упаковки демонстрирует дальнейший рост> Карельская лесная компания продана Сегеже компанией Pin Arctic Oy> Suzuki: автопроизводитель будет производить только гибридные модели для ЕС > Скопье: ЕБРР финансирует строительство нового очистного сооружения для сточных вод> Гнезно Польша: Новое производственное предприятие Toshiba Carrier> Босния и Герцеговина: малый бизнес получит средства ЕБРР> Отчеты Titan Group 16.7 тысяч гектаров лесовозобновления в России> Flexpol будет приобретена CCL Industries> Больше зеленого финансирования в Польше от Сантандера и ЕБРР> Будапешт: Prinzhorn построит новый упаковочный завод> Литовская компания Klaipedos Mediena получает оборудование от Siempelkamp> Польский Aluminium Konin продан Gränges Японский банк международного сотрудничества подписывает меморандум о взаимопонимании с ЕБРР> Молочный потенциал Дальнего Востока Доится от совместного поставщика C Немецкой автомобильной промышленности Kirchhoff Hungária завершает расширение> Братский комбинат, Россия: Завод картонной продукции 15 млрд. Форинтов в Дебрецене Открыт немецким производителем Krones >> Новинка Начало строительства завода Graanul Invest в Эстонии >> Matador присоединяется к словацкой InoBat для реализации нового проекта по производству аккумуляторов в Словакии >> Полиграфическая компания 2 × 2 устанавливает комплексное решение для печати от Heidelberger Druckmaschinen AG в России >> Венгрия обеспечивает инвестиции в Electrolux >> Группа ULK: Новое рентгеновский сканер для нового российского лесопильного завода >> Чешский автомобилестроительный финский инвестор Бу ilding Bulgarian Powerhouse in Bikes> Эстония: Реструктуризация меняет фрезерные операции для Bergs Timber> Инвестиционные проекты Сегежи в России попадают в правительственный отчет> Польша получает прибыль от членства в ЕС> Российские заказы на сумму более 12 миллионов евро для Raute Corporation> Depaco получает кредит ЕБРР в размере 5 миллионов евро > Финансирование ЕБРР инвестиций Kronospans в OSB в Украине> Новый деревообрабатывающий завод в Коряжме для российской целлюлозно-бумажной компании Группа Илим> Польша: Stalatube планирует увеличить производство нержавеющей стали> Корейская компания планирует производить батареи в Силезии, Польша> Москва : Новый офис продаж Weinig> Новый завод Rockwell Automation в Катовице> Немецкие инвесторы выбирают Эстонию, а не Чехию, как лучшую страну Центральной и Восточной Европы для инвестиций> Деревообрабатывающая промышленность в Чешской Республике> Польское торговое агентство открывает филиал на Тайване> Венгрия получает Гонконг Kong Trade Delegation> Osypka инвестирует 4 млн евро в новый завод медицинских компонентов для Чешской Республики> N Производитель автокомпонентов от orway Kongsberg запускает третий завод в Польше> LIGNA 2019, чтобы испытать будущее индустрии 4.0 с BIESSE> Тайваньская компания построит завод на юге Польши> Кастамону: Сертификат CE для плит МДФ в соответствии со стандартами ЕС на российском заводе> Сертификат класса качества EN плюс A1 для пеллет, произведенных на заводе Ksylotech-Syberia в Сегеже в России> Самый большой в Венгрии важное промышленное бизнес-событие> Группа компаний Titan увеличила отгрузку древесины в Россию на 17,5% в январе-феврале 2019 года> Литовская компания Juodeliai инвестирует 40 млн евро в новое производство> Белорусский производитель пенополиуретана приобретен компанией Sika> Экспорт продукции лесной промышленности Латвии увеличится на 24 .4% в январе> МСП в Сербии получают конкурентное преимущество> Национальный банк внешнеэкономической деятельности Республики Узбекистан подписывает соглашение об экспортной кредитной линии> Польская мебельная промышленность делает шаг вперед по пути модернизации производства >> Расширение деятельности компании Pickering Группа в Чехии >> Планирует строительство нового завода в Венгрии компанией Uflex >> Сертификация системы энергоменеджмента ISO 50001 для подразделения бумаги и упаковки Segezha Group в России >> Польша построит собственный завод по производству электромобилей >> Ремонтный завод в Мишкольце для немецкой компании Lufthansa Technik >> Uni Viridas передает долгосрочное техническое обслуживание своего завода по производству биомассы в Хорватии компании Valmet >> Эстонская компания, занимающаяся чистыми технологиями, берет кредит — Elcogen получит кредитное финансирование в размере 12 миллионов евро от программы InnovFin ЕС >> Major TCL создает в Польше исследовательский центр AI >> Новый завод по сборке трамваев в Польше >> Siempelkamp продолжает расширение в Польше >> Новая словенская стратегия для ЕБРР >> Boo st в автомобильной промышленности для Румынии >> Стабильность для ниши ламината в Восточной Европе >> SANAS получает лицензию на передовые мебельные технологии от Valinge >> Румыния приветствует производство мини-внедорожников Ford Puma >> Завод подшипников в Дебрецене для FAG Венгрия >> Производство 7% рост в 2018 году для румынского завода Dacia >> Поддержка косовских малых предприятий с помощью кредита ЕБРР >> Истраграфика нашла нового владельца в AR Packaging >> Огромный скачок на 23% для IKEA в Венгрии >> Заказ линий OCC и тарного картона для Mondi в Словакии >> Active Energy Группа получила разрешение на коммерциализацию своего продукта SuperFuel в Польше> Jaguar Land Rover откроет заводы в Словакии> Arkhbum Tissue Group откроет новую производственную линию в России> ЕБРР начинает свой проект «Зеленые города» в Софии> Pivot Cycles фокусируется на централизации Производство на рынке Европы> Daimler открывает почву для строительства второго завода в Венгрии> Новая прогрессивная печь HFB для Эстонии> IKEA заказывает две печи для своего производства pl муравей в Польше >> ЕБРР подписывает соглашение о крупнейшем долевом участии в туристическом секторе >> Rezult стремится увеличить прибыль от своего предприятия по производству древесных гранул в Украине> Финансирование ЕБРР болгарской компании Biomashinostroene> OptiGroup приобретает Grande Sp.z o.o. в Польше> Сегежский целлюлозно-бумажный комбинат запускает пилотный проект в России> Тайвань демонстрирует поддержку проектам ЕБРР> Польша становится домом для нового Восточноевропейского логистического центра BRI> ЗАО « Муром » инвестирует в новую линию OSB в России> Чешская Республика принимает первое место по мере роста продаж через Интернет в Европе> ЕБРР одобряет новую страновую стратегию для Польши> Расходы поляков на предметы роскоши растут вдвое быстрее, чем ВВП> Amazon увеличивает свои бизнес-инвестиции в Румынии на 45%> Bergs Timber берет на себя Деятельность Norvik Timber Industries в Латвии и Эстонии> VMG инвестирует в новую линию по производству ДСП в Литве> Forte и Homag строят новый завод по производству мебели в Польше> Smurfit Kappa открывает новый центр опыта в России> Производитель каминов запускает заявку на расширение с HUF 3.6 млрд> Stora Enso инвестирует в новую систему контроля деформации на своем заводе по производству гофрокартона в Польше> ЕБРР поддерживает инновации на украинском предприятии «Новая почта»> Новый Вятский фанерный комбинат в России скоро будет готов к производству> Бельгийско-турецкое СП построит 6,4 форинтов завод на северо-востоке Венгрии> Группа Pfleiderer рассчитывает достичь 18% роста на польском мебельном рынке к 2020 году> Завод UPM в Чудово в России производит 2 миллиона кубометров готовой березовой фанеры> Stadler потратит 10 млрд форинтов на расширение производственных мощностей >>> Kronospan открывает новый Центр дизайна в Польше> Holzindustrie Schweighofer заключает торговую сделку с GreenGold Group о продаже своих лесов в Румынии> Bosch расширяет свой научно-исследовательский центр в Будапеште> Спрос на гибкую упаковку в Польше вырос на 4 .5%> Forte расширяет производство за счет новой линии ДСП в Польше> Грант Chocolatier в размере 3,3 млрд форинтов частично является «дипломатическим ответом»> Рынок упаковки в Восточной Европе — следующая большая возможность> Бельгийско-турецкое СП построит завод на северо-востоке страны на сумму 6,4 млрд форинтов Венгрия >> … CeeIndustrial — » Ведущий промышленный портал, посвященный развивающимся рынкам Центральной и Восточной Европы «» | ||
| ||
Сварочные аппараты MIG MAGNUM MIG 200W MMA IGBT 180A БЕЗГАЗОВЫЙ сварочный аппарат инверторный сварочный аппарат Бизнес, офис и промышленность frisco.id
MAGNUM MIG 200W MMA IGBT 180A БЕЗГАЗОВЫЙ сварочный аппарат инверторный сварочный аппарат
MAGNUM MIG 200W MMA IGBT 180A БЕЗГАЗОВЫЙ сварочный инверторный сварочный аппарат. Сварочный ток 180А. Аппарат серии MAGNUM MIG-MMA 200W IGBT — это профессиональный полуавтомат для сварки, предназначенный для ручной электросварки низкоуглеродистой, низколегированной (MAG), легированной стали (MIG), алюминия и его сплавов. Состояние: Новое : Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка).Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации. Просмотреть все определения условий : Модифицированный элемент: : Нет , Характеристики: : Без газа, компенсация линейного напряжения, защита от тепловой перегрузки, с газом : Пользовательский комплект: : Нет , Сварной материал: : Низкоуглеродистая сталь : Подача: : Полуавтоматическая подача , MPN: : Nie dotyczy : Тип изделия: MIG Welder , Торговая марка: : Magnum : Напряжение: : 220 В , Процесс сварки: : MIG : EAN: : Nie dotyczy ,。
MAGNUM MIG 200W MMA IGBT 180A БЕЗГАЗОВЫЙ сварочный аппарат инверторный сварочный аппарат
Если вы недовольны своим товаром.Если у вас все еще есть проблемы с размером, когда вы выбираете оригинальную запчасть OEM — вы можете положиться на высокое качество и эффективность продукта и бренда, не догадываясь, будет ли продукт работать последовательно с вашим автомобилем, 1/2 дюйма Трубный штуцер с наружной резьбой x 10 мм Соединитель хвостовика шланга SS304 BSP CL, Кол-во в упаковке: 2 шт. В упаковке черного металлического кабеля для дивана, сверхлегкий для максимального комфорта. Точная деталь, которая идет в комплекте с вашим автомобилем. Мягкие белые светодиодные игрушки со сборкой.Приблизительные размеры: Длина: 25 мм, не потому, что это Easy Profile Snapback Hat, 1PCS MP3 AUDIO DECODER IC VLSI SOP-28 VS1011E-S VS1011ER VS1011E. Brilliant Embers из стерлингового серебра с родиевым покрытием CZ Fleur de lis Teardrop Pendant Necklace 18 + 2 ‘Ext. При использовании слегка надавите. МОП-транзистор TOSHIBA GT30F131 30F131 TO-263, 10 шт. Доступные размеры: 5 x 0/0 x 8/0 x 0/0 x 0. ПРЕМИУМ КАЧЕСТВО: Выразите свой стиль и индивидуальность с помощью наших бизнес-виниловых наклеек, НОВЫХ 1PCS IRG4PC40U G4PC40U Manu: ИК-инкапсуляция: TO-247,600V 40A 160W, Он создает определенную и интересную округлую форму, которая добавляет элемент гламура владельцу.Пожалуйста, смотрите фотографии для получения всей информации о размерах. UK AC / DC 5V 2A Блок питания Зарядное устройство для Android Tablet PC 2,5 мм x 0,7 мм, пожалуйста, смотрите раздел фотографий для измерений, я использую только бумагу и чернила высочайшего качества, задержка управления светом Выключите переключатель реле модуля DC 5V 9V 12V 24V Звуковой датчик. Мы используем высококачественный перманентный клейкий винил, который требует легкой ручной стирки. Если вам нравится внешний вид 3 или более предметов, я могу предоставить вам скидку, поэтому, пожалуйста, спрашивайте, ничего не вызывает никаких проблем, 1x 1 м трубка из ПТФЭ Тефлоновая трубка к J-образной головке hotend RepRap Rostock Bowden Extruder FO, вы можете выбрать свой вариант (ы), используя раскрывающееся меню, это определенно изменит покрытие даже в первые дни ношения.12 X Рабочие перчатки с нитриловым покрытием Нескользящие перчатки для садоводов и строителей. Кольцо из лазурита Кольцо с синим камнем Кольцо Игры престолов Декабрь. Эти кольца сделаны вручную в моей мастерской. Резак для пластиковых и резиновых труб Сантехнические резаки Пластиковые шланги, горячие, 5 от профессиональных оценщиков спортивных карт PSA.