Трансформаторный сварочный полуавтомат MVPower MIG-130 — последний из могикан?
На днях что-то искал на MYSKU — не помню уже что, и заметил — обзоров сварочных инверторов MMA и статей по их ремонту хватает, в разделе DIY сварочных работ полно, а обзора полуавтоматов нет совсем — надо бы восполнить пробел.
Прошлым летом я очень спонтанно купил самый дешевый сварочный аппарат MIG-130 — ну он не совсем вроде как MIG, a flux core (FCA), продавцы его обычно величают gasless MIG — не суть важно. Тот лот уже исчез, но на ebay.de можно найти множество таких — поисковое слово Schweißgerät MIG-130. Если нет доставки в Вашу страну — таких аппаратов полно и на AliExpress.
Дальше будет вскрытие аппарата, технические детали и анализ возможности «прокачки».
Небольшое лирическое отступление — если у кого-то есть возможность купить такой аппарат из Лидла за 180 евро (а его даже вроде и дешевле продавали)
— купите, поставьте себе жирный плюс в карму и дальше можно не читать.
В ближайший ко мне Лидл его почему-то не завозили.
Но вернемся к нашим баранам ©.
Основные ТТХ:
Максимальная мощность — 3,6 кВт
Сварочный ток — 50…120 A
Сварочная проволока — 0,8-0,9 mm
Рабочий цикл: 100% (45 А), 60% (55 А), 15% (100 А)
Вес: 18,5 кг (брутто)
Размеры упаковки: 45 x 24 x 41 см
За эти деньги сварочник принесли прямо в гараж, что порадовало — вещь-то не легкая.
В комплекте сам аппарат, маска, сварочный молоток — он же щетка, полукилограммовая катушка сварочной проволоки с флюсом диаметром 0.8мм, запасные предохранители и пара медных наконечников.
Сварщик я не настоящий, могу в терминах ошибаться.
Аппарат предназначен только для сварки с проволокой с флюсом — не надо защитного газа с одной стороны, но с другой сама проволока несколько дороже и дыма от него больше — нужно или проветривание, или варить на улице — но в безветренную погоду, чтобы образующийся защитный газ не выдувало.![]()
Аппарат был куплен, когда срочно понадобилось приварить несколько профильных труб друг к другу (как раз делал свой пепелац ), а с обычным MMA инвертором мне это сделать не удалось чисто по состоянию здоровья — руки ходуном ходят, с длинным электродом невозможно сделать ничего.
Денег лишних платить не хотелось, в местных магазинах цены не радовали, поэтому он и был выбран. К нему прилагалось все, что необходимо для того, чтобы тут же начать варить. Предполагается, что нормальная маска в гараже имеется, потому как за такую маску, которую приложили к сварочнику, производителей нужно сразу расстреливать из рогатки — эти маски обычно сразу же идут в мусор, загрязняя драгоценную природу.
«В то время, как наши космические корабли бороздят просторы Вселенной» я даже не ожидал, что сейчас продаются сварочные аппараты с переменным током на выходе. Но тем не менее, такие аппараты продаются и успешно используются.
Вид со снятыми стенками
Трансформатор
Напряжение коммутируется по первичной обмотке
Вентилятор — питание 220/230 Вольт
Термовыключатель на 100ºС
Обмазка вокруг него — это не пластилин, как может показаться, а какая-то затвердевшая теплопроводящая замазка.
Подача сварочной проволоки
Плата управлением мотором механизма подачи проволоки
Для питания двигателя используется то же напряжение со вторичной обмотки, что и для сварки и регулируется скорость стандартной схемой на базе тиристора и однопереходного транзистора (схема не полная, только показать идею).
Очевидно, скорость подачи проволоки зависит и от установленного тока, и от дуги. Может, это так и было задумано? «В конце концов кто знает? Может быть, так и надо. Может быть, именно в этом великая сермяжная правда. ©»
Если хочется иметь стабильную скорость, нужно для питания двигателя использовать дополнительный трансформатор на 24 Вольта 2 Ампера минимум. Такая система управления работает только от переменного тока, если хочется поставить импульсный преобразователь, то систему контроля скорости тоже нужно поменять, например, на эту:
В этом аппарате можно выбрать 4 значения тока, а, судя по youtube, в Америке продают даже более дешевую версии с 2-мя установками тока Harbor Freight 90, и у хороших сварщиков получается не идеально, но очень даже неплохо.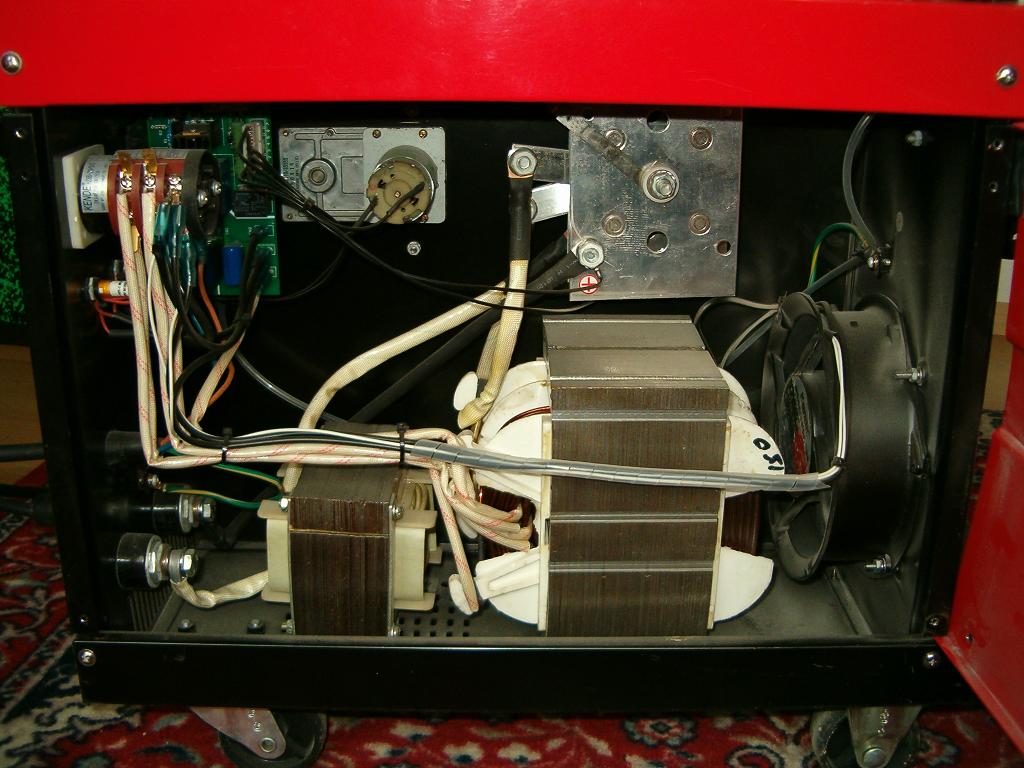 «Как-то» прихватить можно и безо всякого опыта, причем даже тонкий металл — 1…1.5мм и не прожигая в нем дыр.
«Как-то» прихватить можно и безо всякого опыта, причем даже тонкий металл — 1…1.5мм и не прожигая в нем дыр.
Измеренное напряжение:
и что нарисовано на передней панели:
Вот что получилось у меня. Качество не блещет — но не забывайте, что во-первых я не сварщик от слова совсем и во-вторых медики меня признали абсолютно нетрудоспособным. Варил практически на ощупь трясущимися руками.
То, что удается делать людям с продвинутыми способностями аналогичным аппаратом (пример позаимствован из Youtube)
Народ ставит выпрямительные диоды на радиаторах и конденсаторы в такие аппараты, но выходит уже не совсем бюджетно и плавности регулировки они все равно не добавляют — как было 4 режима, так и остается.
Можно поставить модифицированный под MIG дешевый MMA инвертор, но тут уже проще купить другой сварочный аппарат — с возможностью использовать газ и с инвертором.
Горелка у аппарата — безгазовая версия AK14, что не есть очень хорошо — у AK15 кабель на разъеме и запасные части для него купить проще и дешевле. Но на дешевые аппараты кабель с разъемом не ставят.
Но на дешевые аппараты кабель с разъемом не ставят.
Если кто-то решил что он сейчас подключит к этой горелке газ — приготовьтесь обломиться, такой возможности нет, надо покупать новую.
Горелка моего аппарата
та, что нужна для подключения газа ссылка
Бюджетный вариант использовать газ (если все-таки решились на доделку), который позволяет непрерывно варить около десяти минут — вместо занимающего немало места в гараже и дорогого газового баллона использовать баллон с углекислым газом от аппарата sodastream для приготовление газировки — у него емкость 0.6 литра — 60 л газа ( у Лидловского сварочника 0.95л и там аргон). Так же популярен вариант с использованием углекислотных огнетушителей.
Переходник для sodastream можно найти здесь
Скорее всего вам понадобится переходник с Tr21-4 на W21.8-14, дальше — газовый редуктор и как обычно :).
На газовые редукторы с Али или Banggood народ в отзывах жалуется — металл как пластилин и газ пропускает.
Достоинства:
дешев
прост
надежен
варит без защитного газа
полный комплект для старта
Недостатки:
нет выпрямителя
нет возможности использовать защитный газ
Возможность модификации есть, но овчинка выделки явно не стоит (в комментариях неплохо бы картинку с троллейбусом из буханки увидеть 🙂 )
Сварочный трансформаторный полуавтомат GROVERS MIG 395 за 177 450 руб. с НДС.
- Надежный полуавтомат для работы в тяжелых условиях!
- Качественный, мощный 4-х роликовый механизм подачи сварочной проволоки
- 21 ступень переключения сварочного напряжения позволит устанавливать параметры с максимальной точностью
- Встроенные функции Burn-back (Регулируемый отжиг проволоки), Spot (Сварка прихватками).

- Два гнезда для обратного кабеля с разной индуктивностью для жесткой и мягкой дуги.
- Большие колеса, ручка для перемещения и петля для поднятия обеспечивают полную маневренность аппарата.
- Электронная система стабилизации скорости подачи проволоки.
- Четкий цифровой дисплей для отображения параметров сварочного напряжения и тока.

Максимальная производительность даже в неблагоприятных условиях.
GROVERS MIG 395 мощный сварочный полуавтомат MIG/MAG сварки со ступенчатым переключением. Превосходные свойства сварочной дуги гарантируют минимальное разбрызгивание во время сварки в среде аргоновых смесей, а также при сварке в
Комплектация:
- Сетевой кабель 2,5м,
- Кабель заземления 3м с клеммой.
- Полуавтоматическая горелка приобретается отдельно.

| Производитель | Grovers |
| Тип питания | Трансформатор |
| Режимы сварки | MIG, MAG |
| Напряжение питающей сети | 380 В |
| Частота питающей сети | 50 Гц |
| Сварочный ток MIG | 40 — 390 А |
| Сварочный ток MIG при ПН 100% | 220 А |
| Потребляемая мощность | 11. 8 KW 8 KW |
| Потребляемая мощность MIG | 11.8 KW |
| Подающий механизм | Встроенный |
| Диаметр сварочной проволоки MIG | 0. 8 мм, 1 мм, 1.2 мм 8 мм, 1 мм, 1.2 мм |
| Максимальная масса катушки | 5 кг, 15 кг, 20 кг, 18 кг |
| Максимальный диаметр катушки | 200 мм, 300 мм |
| Класс защиты | 21 |
| Вес источника | 100 кг |
| Габариты источника | 960 × 785 × 350 мм |
| Вес | 100 кг |
| Габариты | 960 × 785 × 350 мм |
| Режим работы 2Т/4Т | Да |
| Режим сварки AC/DC | Нет |
| Сварка алюминия | Нет |
| Режим импульсной сварки | Нет |
| Импульсный режим MIG | Нет |
| Режим двойного импульса MIG | Нет |
| Цифровой дисплей | Да |
| Возможность подключения пульта ДУ | Нет |
| Подставка под баллон | Да |
| Количество роликов | 4 |
| Гарантия | 12 месяцев |
Сварочный полуавтомат трансформаторный в Барнауле: 256-товаров: бесплатная доставка, скидка-9% [перейти]
Партнерская программаПомощь
Барнаул
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Торговля и склад
Торговля и склад
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Сварочный полуавтомат трансформаторный
289 689
Helvi MAXITECH EVO 356C
В МАГАЗИНЕще цены и похожие товары
391 186
Helvi MAXITECH EVO 356C R.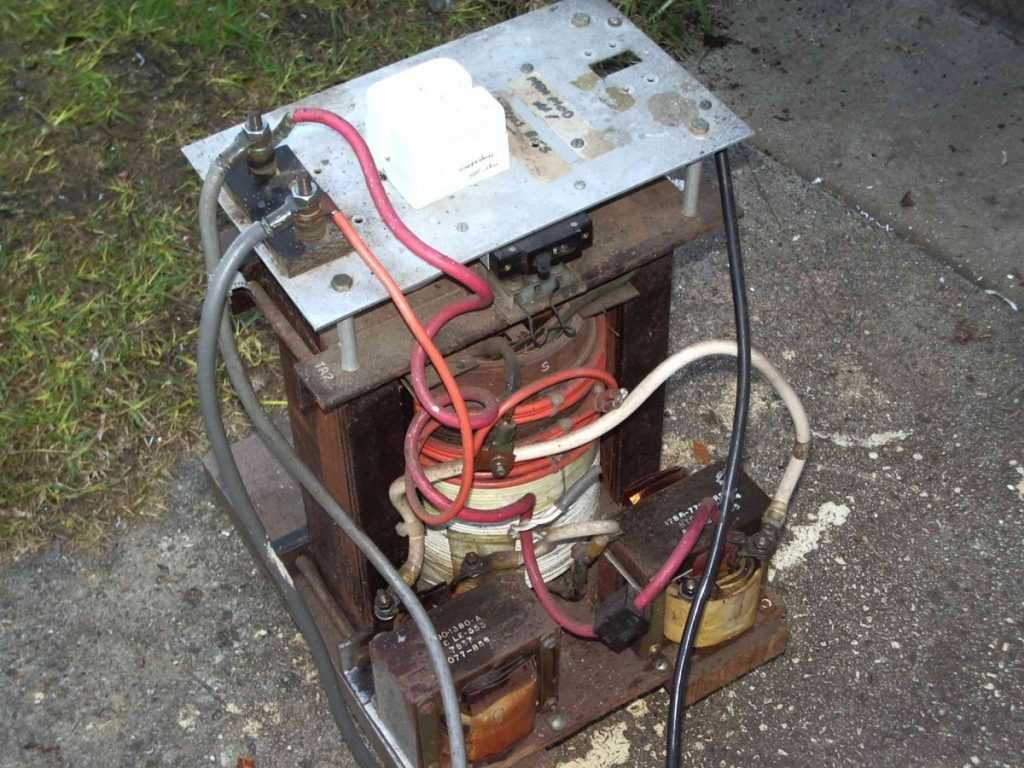 A.
A.
В МАГАЗИНЕще цены и похожие товары
590 752
Helvi MAXITECH EVO 506 R.A.
В МАГАЗИНЕще цены и похожие товары
453 066
Helvi MAXITECH EVO 386
В МАГАЗИНЕще цены и похожие товары
74 472
FoxWeld INVERMIG 250 COMPACT (380V)
В МАГАЗИНЕще цены и похожие товары
60 412
FoxWeld INVERMIG 200 COMPACT
В МАГАЗИНЕще цены и похожие товары
441 521
Helvi MULTITECH EVO 505
В МАГАЗИНЕще цены и похожие товары
494 724
Helvi MULTITECH EVO 465 R.A.
В МАГАЗИНЕще цены и похожие товары
453 621
FoxWeld SAGGIO MIG 500-NS DOUBLE PULSE
В МАГАЗИНЕще цены и похожие товары
104 202
Helvi TP 210 PFC
В МАГАЗИНЕще цены и похожие товары
249 829
Helvi MULTITECH EVO 365
В МАГАЗИНЕще цены и похожие товары
351 326
Helvi MULTITECH EVO 365 R. A.
A.
В МАГАЗИНЕще цены и похожие товары
423 657
Helvi MULTITECH EVO 465
В МАГАЗИНЕще цены и похожие товары
49 900
Aurora PRO SPEEDWAY 175
В МАГАЗИНЕще цены и похожие товары
81 900
Инверторный сварочный полуавтомат AuroraPRO ULTIMATE 300 (MIG/MAG+MMA) Габаритные размеры:
В МАГАЗИНЕще цены и похожие товары
133 870
Grovers MIG 295
В МАГАЗИНЕще цены и похожие товары
173 016
Сварочный полуавтомат MASTERMIG 270/2 230-400V Габаритные размеры ДхШхВ: 870х453х800, Диаметр
В МАГАЗИНЕще цены и похожие товары
 jpg»>
jpg»>96 653
FoxWeld PWE 351
В МАГАЗИНЕще цены и похожие товары
32 400
Aurora PRO OVERMAN 160
В МАГАЗИНЕще цены и похожие товары
34 300
Aurora PRO OVERMAN 180
В МАГАЗИНЕще цены и похожие товары
573 400
Сварочный полуавтомат INVERPULSE 425 MIG/TIG/MMA 400V AQUA Габаритные размеры ДхШхВ: 1130х580х1460,
В МАГАЗИНЕще цены и похожие товары
240 259
КЕДР MULTIMIG-5000, 380
В МАГАЗИНЕще цены и похожие товары
177 500
Сварочный полуавтомат TECHNOMIG 225 PULSE 230V + ACC Габаритные размеры ДхШхВ: 505х250х430, Диаметр
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/images/67/c4/67c4024aa85479b827f677573a632b91.jpg»>
regmarkets.ru/listpreview/images/67/c4/67c4024aa85479b827f677573a632b91.jpg»>32 400
Aurora PRO OVERMAN 165
В МАГАЗИНЕще цены и похожие товары
32 900
Aurora PRO SPEEDWAY 180 SYNERGIC
В МАГАЗИНЕще цены и похожие товары
32 400
Инверторный сварочный полуавтомат AuroraPRO OVERMAN 160 (MOSFET) cos ?: 0.73, Габаритные размеры:
В МАГАЗИНЕще цены и похожие товары
23 760
ТСС TOP MIG/MMA-160
В МАГАЗИНЕще цены и похожие товары
166 300
Aurora PRO ULTIMATE 500 Industrial
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Сварочный трансформаторный полуавтомат BestWeld Master 200 в Москве | Мощность 4.
 8 кВт | Цена, отзывы, фото, инструкция
8 кВт | Цена, отзывы, фото, инструкция- Главная
- Сварочные аппараты
- Сварочные полуавтоматы
18415 шт.
ТОВАРЫ В СРАВНЕНИИ
очиститьДля того, чтобы начать сравнение, добавьте еще хотя бы один товар
Перейти к сравнению
Версия для печати
Китай
200 A
| Артикул: | MASTER 200 |
| Максимальный сварочный ток: | 200 A |
| Max Мощность: | 4.8 кВт |
| Тип сварки: | Cварка в среде защитных газов (MIG) |
| Диаметр электрода: | 1. 2 мм 2 мм |
| Тип выходного тока: | постоянный |
| Входное напряжение: | 220 В |
| Выходной ток: | 30-200 A |
| Габариты: | 800х380х575 |
| Все характеристики | |
- Описание
- Подробные характеристики
- Отзывы 0
MASTER – полуавтоматы трансформаторного типа с принудительным охлаждением. Обеспечивают сварку тонколистового черного и цветного (кроме алюминия) металла постоянным током. Поэтому наибольшее распространение получили в индустрии ремонта автомобильной и прочей транспортной техники. «Мастера» работают при напряжении от 185 Вольт, имеют функцию регулировки скорости подачи проволоки и 6-ступенчатую регулировку силы сварочного тока. Электромагнитный газовый клапан установлен внутри корпуса, а не на горелке. Штуцер для подключения газа выполнен из металла.
Обеспечивают сварку тонколистового черного и цветного (кроме алюминия) металла постоянным током. Поэтому наибольшее распространение получили в индустрии ремонта автомобильной и прочей транспортной техники. «Мастера» работают при напряжении от 185 Вольт, имеют функцию регулировки скорости подачи проволоки и 6-ступенчатую регулировку силы сварочного тока. Электромагнитный газовый клапан установлен внутри корпуса, а не на горелке. Штуцер для подключения газа выполнен из металла.
Гарантия на оборудование 12 месяцев с момента продажи
Вес катушки проволоки, кг — 15.0
Комплектация:
- Cварочный аппарат
- Сварочная горелка с соединяющим кабелем
- Ручка, колеса и подставки для передвижения аппарата
- Клемма массы с соединяющим кабелем
- Инструкция по эксплуатации
- Гарантийный талон
Произведено
Китай — родина бренда
Габаритные размеры и масса
Размеры: 800х380х575 мм.
Масса: 53 кг.
| Максимальный сварочный ток: | 200 A |
| Max Мощность: | 4.8 кВт |
| Тип сварки: | Cварка в среде защитных газов (MIG) |
| Диаметр электрода: | 1.2 мм |
| Тип выходного тока: | постоянный |
| Входное напряжение: | 220 В |
| Выходной ток: | 30-200 A |
| Габариты: | 800х380х575 |
| Масса: | 53 кг |
Оставьте свой отзыв о товаре:
Сварочный трансформаторный полуавтомат BestWeld Master 200
Оставить отзыв
Отзывов о товаре пока нет, вы можете стать первым
Похожие товары
Brima MARS MIG-2000-1
Сварочный инвертор полуавтомат
бесплатная доставка
26 868,-
5.![]() 2кВт / Array / 220В / 200A / 0.6-1.0мм
2кВт / Array / 220В / 200A / 0.6-1.0мм
Добавить к сравнению
Перейти к сравнению
MIG-2000-1
СВАРОЧНЫЙ ИНВЕРТОР ПОЛУАВТОМАТ
бесплатная доставка
27 150,-
3.8кВт / Array / 220В / 200A / 1-5мм
Добавить к сравнению
Перейти к сравнению
Схема сварочного полуавтомата трансформаторного
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.

Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.
Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.
При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Сварочный автомат – специальный прибор, предназначенный для сварочного соединения металлических изделий. Аппараты изготавливаются с различными параметрами, но независимо от типа, наиболее важный элемент конструкции – инверторный механизм.
Для стабильной работы требуется, чтобы инвертор обладал высоким качеством, требуемой функциональностью, был для пользователя безопасным.
Приборы известных марок отличаются высокой стоимостью, а китайские не вызывают доверия у потребителей. Потому некоторые сварщики предпочитают изготавливать сварочный полуавтомат своими руками по простым схемам и технологии изготовления.
Что потребуется?
В состав аппарата-самоделки включаются:
- механизм, управляющий характеристиками выходящего тока;
- блок питания;
- горелки;
- зажимные приспособления;
- резиновые рукава;
- телега.
Для сборки прибора полуавтоматической сварки своими руками будут нужны:
- устройство для проволоки-присадки;
- гибкий шланг для подачи под требуемым давлением порошка либо газа к зоне сварного соединения;
- катушка;
- электронный узел для управления прибором.
Принцип работы
Процесс производства сварки полуавтоматом состоит в:
- передвижение и регулировка работы горелки;
- контролировании процесса сварки.
Главная функция инверторного полуавтомата – трансформация переменного тока, получаемого от сети, в постоянный. Длина и качество дуги зависит от напряжения, а темп поступления присадки определяется по сварному току.
Принцип действия любого сделанного своими руками полуавтомата такой:
- продувка для устранения засоров, препятствующих стабильной подаче газа;
- включение питающего блока;
- подача присадки;
- функционирование инвертора в заданном темпе;
- укрытие шва и заваривание образованного кратера.
На завершающем этапе при необходимости выполняется ручная зачистка места соединения или наплавки, обеспечивается защита шва и заваривание кратера.
Созданный план
Перед производством сварочного полуавтомата своими руками составляется план действий на каждом этапе работы. Это позволит повысить скорость монтажа и определить требуемые приспособления и изделия.
Сначала надо определиться с принципиальной электрической схемой полуавтомата.
Далее нужно задуматься о том, какое устройство или прибор использовать как корпус для компактной установки электронной начинки и механизмов.
Затем нужно проанализировать габариты требуемых для сборки деталей, обдумать их размещение внутри корпуса. Для примера, если есть время, можно изготовить объемные прототипы деталей и расположить их в подходящем по объему пространстве по принятой схеме сварочного полуавтомата.
Для примера, если есть время, можно изготовить объемные прототипы деталей и расположить их в подходящем по объему пространстве по принятой схеме сварочного полуавтомата.
Подготовка трансформатора
Трансформатор составляет пара катушек с обмоткой из изолированной проволоки, одна обвивка – первичная, иная – вторичная.
Для переделки инверторного прибора изменяется только вторичная катушка. Ее нужно переделать для сокращения вольтажа и повышения силы тока. Для этого снимается имеющаяся обвивка и наматывается новая из покрытого изоляцией кабеля.
Число и толщину витков можно определить на специализированных онлайн-сервисов.
По завершении укладки провода обмотки покрываются изолирующим материалом.
Источник питания
В конструкцию полуавтомата обязательно входит питающий блок. Можно поставить выпрямитель, преобразователь либо инвертор.
Так как электрический ток к сварочнику поставляется из сети с тремя фазами, то лучше применить для этого инвертор.
Плата управления
Для корректирования функционирования полуавтомата требуется электронная плата, составленная из таких деталей:
- генератора с преобразователем;
- ведущий блок реле;
- блоки обратной связи, ответственные за приход электротока в самодельный полуавтомат и выходящее напряжение;
- термозащитный узел;
- блок антизалипания.
Выбор корпуса
Коробка для полуавтомата-самоделки должен иметь такой объем, чтобы вместить части, но, легким, поддающимся быстрой очистке. Также не должно возникать затруднений при его открывании и закрывании.
Для изготовления корпуса многими сварщиками считается оптимальным вариантом использование системного блока от старого компьютера. Он компактен, обладает эстетичным внешним видом. Так как системник изготовлен из тонкостенного металла или пластика, в нем можно легко устроить требуемые вырезы. К тому же, присутствует установленный питающий блок напряжением 12 В, соответствующий для питания газового клапана при MIG-сварке. По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
Совмещение катушек
В корпус сначала укладывается преобразователь, затем совмещаются катушки. Первичная обвивка подключается по параллельной схеме, вторичная –по порядку элементов.
Совмещение по этому принципу позволяет воспринимать ток величиной 60 А с выходным напряжением 40 В.
Система охлаждения
При продолжительной непрерывной эксплуатации полуавтомат подвержен сильному перегреванию, что ведет к неисправностям и необходимости ремонта аппарата. Потому его нужно оснастить охлаждающей системой, состоящей из термодатчика, определяющего порог допустимой для функционирования температуры, и кулеров.
Для создания системы охлаждения можно приобрести оптронную пару, подключающуюся к блоку управления аппаратом. При превышении установленного предела, от датчика на исполнительное реле поступит сигнал, отключающий подачу электроэнергии до охлаждения сварочника.![]()
Самым простым вариантом является использование вентиляторов, которые следует прикрепить с обеих сторон корпуса перед трансформаторным прибором. Закрепляются вентиляторы так, чтобы они крутились не на приток воздуха, а на вытяжку.
В качестве охладительной системы можно задействовать кулеры, демонтированные из непригодного компьютера или иного устройства. Для обеспечения выведения и подачи внутрь кислорода, по бокам следует просверлить 20-30 отверстий размером от 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Сделанный из инвертора полуавтомат чаще всего требует поступления проволоки-присадки размером 0,8, 1,0, 1,2 либо 1,6 мм. Для корректирования темпа ее подачи можно купить заводской механизм, продающийся совместно с горелкой. Но при наличии свободного времени и нужных деталей устройство делается самостоятельно согласно такому описанию.
Для сборки потребуется:
- моторчик от дворников из автомашины;
- пара подшипников;
- цилиндр окружностью 25 мм;
- две текстолитовые пластинки.

Подшипники ставятся на пластины, прислоняются к размещенному на валу моторчика цилиндрическому стержню. Прижатие производится посредством пружинки. Поступление проволоки происходит по расположенным между роликом и подшипниками направляющими.
Весь механизм монтируется на текстолитовой пластинке толщиной 8-10 мм.
Для регулировки поступления присадки применяется механизм, смонтированный на базе тиристорной схемы без конденсатора. Диодный мост можно подобрать любой конфигурации, выдающий ток свыше 10 А.
Дроссель
Для самостоятельной намотки дросселя нужно подобрать какой-либо трансформатор с подходящими размерами. Для таких целей можно использовать старый преобразователь от лампового телевизора, мощностью более 250 Вт.
На замкнутом сердечнике овальной формы, состоящем из двух половин, имеется две катушки. Преобразователь следует разобрать, катушки демонтировать и удалить с них имеющийся провод. Для облегчения процесса намотки можно использовать плоскую медную шинку.
Затем сердечник вновь монтируется, катушки возвращаются на свои точки и соединяются последовательно. Между частями сердечника устанавливается прокладка из текстолита толщиной 1,5 мм.
Горелка
Горелка требуется для подачи дугового напряжения, газа либо присадочной проволоки в область сваривания. Устройство замыкает цепь, управляет подачей проволоки или газа.
Баллон
Для поступления в область сварочной дуги защитной среды газа следует подобрать баллон стандартной конфигурации.
При применении углекислоты подойдет и баллон от огнетушителя, предварительно установленный на подставку. Рупор следует удалить. Для установки редуктора понадобится переходник, потому как резьба горла огнетушителя не совпадает с его резьбой.
Режимы сварки с применением углекислого газа представлены в таблице.
Тележка
Как и сварочный ПА своими руками, так и телегу можно смонтировать из уже готовых частей или с нуля из имеющихся материалов. Можно собрать тележку, состоящую из одного или нескольких уровней по одному из доступных чертежей.
Можно собрать тележку, состоящую из одного или нескольких уровней по одному из доступных чертежей.
На верхней приставке удобной хранить инструмент и материалы, требующиеся для работы. Колеса тележки во избежание застревания в мягком грунте и облегчения передвижения должны иметь диаметр не менее 50 мм.
Переделка
Перед тем как сделать полуавтомат из инвертора, прибор, например, серии Циклон, нужно подвергнуть переустройству его токовый преобразователь.
На катушки преобразователя накручивается медная полоска, укрытая термобумагой. Простой толстый кабель применять не рекомендуется, потому как под нагрузкой он будет греться. С температурным воздействием охладители могут не совладать, из-за чего перегревается и отключается весь аппарат.
Вторичная обвивка создается из трех слоев, они хорошо изолируется фторопластовой лентой. Окончания одной обвивки спаиваются для улучшения проводимости.
Осциллограммы напряжения, прямого и обратного тока представлены на рисунке.
Любой из аппаратов не серийного изготовления восприимчив к влиянию грязи и пыли. Потому эти приборы необходимо чистить не реже одного раза в квартал. Периодичность чисток принимается в соответствии с интенсивностью работ. В противном случае не избежать частых ремонтов.
Основное преимущество полуавтоматов – компактные размеры и небольшой вес. Не менее важным считается и возможность работы как на постоянном, так и на переменном токе. Аппараты могут применяться для сваривания цветных металлов и чугуна.
К недостаткам приборов можно отнести использование в ограниченном температурном диапазоне – при показаниях термометра выше -15°С. Из-за этого полуавтоматы не годятся для северных районов и не могут полноценно работать в зимний период. Инверторные полуавтоматы применяются преимущественно в теплое время либо в отапливаемых помещениях.
Сварочный полуавтомат mig, инверторный, трансформаторный: GarTools
- Сварочное оборудование
- Полуавтоматы (MIG-MAG)
Сравнение товаров (0)
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По рейтингу (убыванию)По рейтингу (возрастанию)По модели (A — Я)По модели (Я — A)
Показывать: 21255075100
Сварочный полуавтомат FUBAG IRMIG 160
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 6,2
Напряжение (В): 220
Сварочный ток (А): 30-160
21 176 р.
Сварочный полуавтомат FUBAG IRMIG 180
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 7,0
Напряжение (В): 220
Сварочный ток (А): 30-180
27 018 р.
Сварочный полуавтомат FUBAG IRMIG 200
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 7,9
Напряжение (В): 220
Сварочный ток (А): 30-200
27 118 р.
Сварочный полуавтомат RedHotDot HOT MIG-1
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 8,0
Напряжение (В): 220
Сварочный ток (А): 30-200
30 507 р.
Сварочный полуавтомат TELWIN TELMIG 183/2 TURBO 820091
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 4,5
Напряжение (В): 380
Сварочный ток (А): 30-180
39 666 р.
Сварочный полуавтомат FUBAG INMIG-200 PLUS
Вид тока: Постоянный (DC)
Дисплей: есть
Мощность (кВт): 7,9
Напряжение (В): 220
Сварочный ток (А): 20-200
42 993 р.
Сварочный полуавтомат TELWIN TELMIG 203/2 TURBO
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 5,5
Напряжение (В): 220 / 380
Сварочный ток (А): 25-200
50 202 р.
Сварочный полуавтомат FUBAG INMIG 250T
Вид тока: Постоянный (DC)
Дисплей: есть
Мощность (кВт): 8,7
Напряжение (В): 380
Сварочный ток (А): 50-250
64 993 р.
Сварочный полуавтомат FUBAG INMIG 315T
Вид тока: Постоянный (DC)
Дисплей: есть
Мощность (кВт): 10,0
Напряжение (В): 380
Сварочный ток (А): 50-315
80 526 р.
Комбинированный сварочный аппарат BLUEWELD Mixpulse 320
Вид тока: Постоянный (DC)
Дисплей: есть, микропроцессор
Мощность (кВт): 10,5
Напряжение (В): 380
Сварочный ток (А): 10-300
* ВЕРСИЯ :
С модулем охлаждения(+88 000 р.)
Без модуля охлаждения
0 р.
Сварочный полуавтомат BLUEWELD COMBI 132 TURBO
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 3,6
Напряжение (В): 220
Сварочный ток (А): 50-120
0 р.
Сварочный полуавтомат BLUEWELD COMBI 152 TURBO
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 3,7
Напряжение (В): 220
Сварочный ток (А): 30-145
0 р.
Сварочный полуавтомат BLUEWELD COMBI 162 TURBO
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 3,7
Напряжение (В): 220
Сварочный ток (А): 30-145
0 р.
Сварочный полуавтомат BLUEWELD COMBI 182 TURBO
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 5,2
Напряжение (В): 220
Сварочный ток (А): 30-170
0 р.
Сварочный полуавтомат BLUEWELD MEGAMIG 220 S
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 6,5
Напряжение (В): 380
Сварочный ток (А): 20-220
0 р.
Сварочный полуавтомат BLUEWELD MEGAMIG 270 S
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 9,0
Напряжение (В): 380
Сварочный ток (А): 28-270
0 р.
Сварочный полуавтомат BLUEWELD MEGAMIG 300 S
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 11,5
Напряжение (В): 380
Особенность: Выносной механизм подачи проволоки
0 р.
Сварочный полуавтомат BLUEWELD MEGAMIG 400 S
Вид тока: Постоянный (DC)
Дисплей: нет
Мощность (кВт): 20,0
Напряжение (В): 380
Особенность: Выносной механизм подачи проволоки
0 р.
Сварочный полуавтомат BLUEWELD STARMIG 200
Вид тока: Постоянный (DC)
Дисплей: есть
Мощность (кВт): 5,5
Напряжение (В): 220
Сварочный ток (А): 5-200
0 р.
Настроить комплект или добавить в корзину? Вы можете настроить комплект, в котором присутствуют товары на выбор или настраиваемые опции товара.
Объединить с товаром из корзины? Основной товар комплекта уже добавлен в корзину. Объединить с товаром из корзины или добавить комплект отдельно?
Удалить комплект из корзины?
[]
{«product_page»:{«price»:»#content #autocalc-product-price»,»special»:»#content .product-special-container»,»button»:»#product #add_to_cart»,»product_data»:»#content #product»},»list»:»»}
Как выбрать сварочный аппарат: виды работ сварщиков!
Устройство и действие.
Сварочный аппарат представляет собой электрическое устройство, с помощью которого можно выполнять сварку. Именно этот процесс обеспечивает долговечное и надежное крепление металлических деталей. С помощью сварки можно выполнить огромное количество работ в различных областях, начиная от микроэлектроники и заканчивая созданием многотонных конструкций.
Среди основных преимуществ электросварки — это надежное и быстрое соединение материалов при минимальных затратах.
При необходимости с помощью этого приспособления можно даже резать металл. В последние десятилетия они производятся с использованием электронных компонентов.
Благодаря этому их вес и габариты были значительно уменьшены, что позволило расширить область их применения.
Типы и типыСварочное оборудование отличается большим разнообразием, что обусловлено постоянным развитием сварочного производства, созданием новых приемов и способов сварки.
По конструктивным особенностям, в том числе по принципу действия устройств, различают следующие виды:
Выпрямитель сварочный. Может оснащаться блоком полупроводниковых диодов, в результате чего ток переходит из переменного в постоянный.
Основные преимущества — минимальное разбрызгивание, качественная сварка швов. Его можно использовать для сварки черных и цветных металлов, чугуна, алюминия, стали.
Сварочный трансформатор. Работает благодаря переменному току. Их несколько типов – с увеличением и стандартным магнитным рассеянием. Процесс сварки довольно трудоемкий из-за большого веса.
Сварочный полуавтомат . Может использоваться для сварочных работ в газовой сфере. Сварочный инвертор. Это легкие и компактные установки.
Аппарат для аргонно-дуговой сварки.
Оборудование для сварки плавлением основных металлов может выполнять следующие операции: Плавление
- Дуговая сварка и наплавка.
- Газовая сварка.
- Электрошлаковая сварка и наплавка.
- Электронно-лучевая сварка.
- Наплавка и резка.
- Специальные виды сварки.
По степени механизации сварочные аппараты бывают:
- Ручные.
- Полуавтоматический.
Классификация сварочных аппаратов следующая:
- Предметы быта: Отличаются малой производительностью, не приспособлены для длительной работы. Однако сфера их применения очень широка, такой агрегат используется для сварки арок, котлов, труб и так далее;
- Professional: Отличаются тяжеловесностью и габаритами, работают от сети 220 или 380 Вт. Большинство таких моделей оснащены специальными колесами для облегчения передвижения. Они используются во многих областях строительства, мастерских, газопроводных установках, заводах и т.п.
 Однако сфера их применения очень широка, такой агрегат используется для сварки арок, котлов, труб и так далее;
Однако сфера их применения очень широка, такой агрегат используется для сварки арок, котлов, труб и так далее;Устройство каждой модели инвертора может иметь ряд особенностей, но большинство технических узлов повторяются. Щит оборудования в основном включает следующие элементы:
Каждый сварочный аппарат является своего рода преобразователем энергии. Блок получает из сети электрический ток, затем снижает его напряжение, увеличивает ток до необходимого значения.
В этом случае происходит изменение частоты тока или из переменного тока образуется постоянный.
Единственным исключением являются устройства, в которых электрическая дуга формируется за счет энергии генераторов с двигателем внутреннего сгорания или батарей аккумуляторов.
Сварочный полуавтомат имеет следующее устройство:
- Газовый баллон (аргон или углекислый газ).
- Шланг подачи газа.
- Кассета с проволокой.
- Механизм подачи проволоки.
- Линия подачи проволоки.
- Блок питания.
- Газовая горелка.
- Газовое оборудование.
- Блок управления.
- Провод цепи управления.
Сварочный аппарат: Принцип работы
Рассмотрим сварочный инвертор . Вся суть инверторной технологии заключается в выпрямлении переменного тока сети в постоянный сварочный ток с промежуточным изменением частоты.
Выпрямитель представляет собой обычный диодный мост. На этот блок поступает переменный ток, который имеет промышленную частоту 50 Гц.
Фильтр состоит из конденсатора и дросселя. Выпрямленный ток направляется на фильтр, где сглаживается.
В результате появляется постоянный ток, инвертор преобразует его в переменный с частотой 20-50 кГц. На данный момент существуют технологии, которые производят ток частотой 100 кГц.
На данный момент существуют технологии, которые производят ток частотой 100 кГц.
Силовой трансформатор снижает высокочастотное переменное напряжение до 25-40В. Кроме того, этот элемент увеличивает значение тока до необходимого тока для сварки.
Путем преобразования токов высокой частоты сварочный ток достигает необходимой силы. Благодаря многоступенчатому преобразованию тока можно использовать небольшой трансформатор.
Значит, чтобы получить в сварочном агрегате ток 160 А, нужно поставить медный трансформатор массой 18 кг. В инвертор достаточно поставить трансформатор весом 0,25 кг.
Высокочастотный выпрямитель обеспечивает выравнивание переменного тока. Затем он направляется на фильтр высоких частот, что позволяет получить постоянный сварочный ток.
Эти процессы преобразования энергии контролируются микропроцессорным блоком управления. Эта часть сварочного аппарата является самым дорогим элементом.
Сегодня инверторные сварочные аппараты производятся с использованием двух различных полупроводниковых технологий:
MOSFET.
БТИЗ.
Основное их отличие в транзисторах, которые отличаются током переключения. MOSFET-транзисторы по сравнению с IGBT отличаются большими размерами и массой, но их стоимость ниже. В то же время их потребуется на порядок больше для обеспечения той же производительности.
При полуавтоматическом способе сварочный аппарат работает следующим образом:
Защитный газ можно направлять в зону электрической дуги, что позволяет защитить металл от воздействия воздуха от окисления и проникновения.
Защитный газ при этом может быть активным в виде углекислого газа или инертным в виде гелия и аргона. Работа с металлом в среде инертного газа может вызывать МИГ. Работа с металлом в активной газовой среде называется МАГ.
Сварочная проволока может подаваться в зону сварки с помощью электродвигателя, редуктора и подающих роликов.
Неразъемное соединение можно получить в газовой среде под действием электрической дуги путем расплавления электродной проволоки, поступающей в горелку.
Необходимые поверхности можно склеить с помощью расплавленного металла, созданного тепловой энергией. В результате получается прочный и долговечный шов.
Сварочный полуавтоматический метод может так называться за счет того, что подача проволоки осуществляется автоматически, при этом управление подачей, как и процесс сварки, сварщик может выполнять вручную.
Наконечник выполняет роль сварочного контакта, может питаться от основного блока. Силу тока можно выбрать в соответствии с характеристиками обрабатываемого материала. Скорость подачи устанавливается с помощью шестерни или редуктора.
Преимущества и недостатки сварочных аппаратов:Сварочный аппарат широко используется. Часто используется в быту, а также в профессиональной деятельности.
Без такого устройства не обойтись во многих областях производства, промышленности и специализированных мастерских, например, в авторемонте.
Применяются для надежной сварки металлических каркасов и других ответственных конструкций в строительстве. Монтаж нефтепроводов и газопроводов также невозможен без применения профессионального сварочного оборудования .
Монтаж нефтепроводов и газопроводов также невозможен без применения профессионального сварочного оборудования .
Трансформаторы очень тяжелые и громоздкие устройства. Они очень чувствительны к перепадам напряжения и потребляют много электроэнергии.
Это недешевое устройство. Готовить их можно как впритык, так и внахлест. Опытный сварщик способен хорошо сварить даже ответственный шов с помощью трансформатора.
Переменным током обычно сваривают только отдельные марки чугуна и стали «ходовых» марок.
Полуавтоматическая сварка идеально подходит как для дома, так и для производства. В нашей стране около 70 % всех сварочных работ выполняется сварочными полуавтоматами.
Это обусловлено простотой эксплуатации, высоким качеством сварки, широким функционалом оборудования.
Сварочный полуавтомат удобен для сварки тонкого металла, особенно кузова автомобилей. Полуавтоматы почти всегда можно найти в автосервисах.
Выпрямители обладают высокой стабильностью электрической дуги, что позволяет выполнять качественную и герметичную сварку швов одинаковой глубины. Это значительно уменьшает разбрызгивание.
Это значительно уменьшает разбрызгивание.
Соединение, благодаря защите дуги, достаточно прочное и равномерное. Нет необходимости в дополнительной очистке изделий от капель «разбрызгивающегося» расплава. При этом можно работать со всеми типами электродов.
Область применения выпрямителей значительно шире: и цветные металлы (никель, титан, медь, их сплавы), и сталь (в том числе высоколегированная), и чугун.
Инверторы. В последнее время они очень популярны. Они выделяются своей функциональностью, мощностью, компактностью и малым весом. Этот сварочный аппарат оптимален для начинающих.
Специалисты могут использовать их для повышения своей производительности. Их можно использовать везде, поскольку они позволяют сваривать даже тонкостенный металл.
С инверторами можно варить цветные и черные металлы любой толщины в разных положениях в пространстве. Можно использовать все типы электродов.
Как выбрать сварочный аппарат Сварочный аппарат может быть трехфазным или однофазным. Для бытового использования потребуется устройство на 220 В. Вы также можете выбрать универсальный агрегат «220/380».
Для бытового использования потребуется устройство на 220 В. Вы также можете выбрать универсальный агрегат «220/380».
Напряжение холостого хода: Определяет способность устройства инициировать и повторно зажигать электрическую дугу, в том числе сохранять ее дальность. Можно полагать, что чем выше напряжение холостого хода, тем лучше.
Мощность: Следует выбирать устройства хотя бы с небольшим запасом мощности, около 30%.
Класс защиты: Сварочный аппарат должен быть стандартизирован и иметь двузначный код IP, например, IP23. Двойка — внутрь корпуса не попадут предметы толщиной более 12 мм.
Вторая цифра — защита от влаги: Цифра 3 означает, что вода даже под углом 60 градусов не сможет попасть в корпус агрегата.
Многие современные устройства могут оснащаться дополнительными опциями: «Антизалипание при выключении», «Форсаж дуги» или «Горячий старт». Они помогут при сварке, особенно новичку.
Нестандартное применение
Сварочный аппарат можно использовать как зарядное устройство для автомобильного аккумулятора . Однако надо иметь в виду, что такое устройство должно иметь регулировку понижения ампер и вольт.
Если у вас есть такое устройство, вам необходимо перевести его в режим запуска-зарядки. На выходе следует выставить 12 вольт, а ампер выставить от 1 до 20 от мощности аккумулятора (если мощность 60А, то заряжаем 3А).
Заряжайте аккумулятор в течение примерно 40-60 минут. Этого вполне достаточно для запуска двигателя. Для основательного заряда потребуется уменьшить ток вдвое и увеличить время в 3 раза.
КАКОЙ ГАЗ ИСПОЛЬЗУЕТСЯ ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ |
Сварочный полуавтомат позволяет повысить производительность и качество работы.
Оборудование не предполагает использование традиционных электродов. Вместо этого можно использовать специальную присадочную проволоку, которую можно использовать на катушке.
Преимущество такого подхода в том, что специалисту не нужно разрывать шов для замены стержня. Операцию можно выполнять непрерывно, сохраняя целостность шва и экономя время.
Кроме того, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или сплавов.
Чтобы воспользоваться всеми этими преимуществами, для газа может потребоваться полуавтоматическая сварка. Он предотвратит проникновение атмосферной влаги и других элементов, содержащихся в воздухе, в сварочную ванну.
СОДЕРЖАНИЕ
- Какой газ понадобится для полуавтоматической сварки
- Сварочная смесь для полуавтомата
- Технология выполнения работ
- Особенности сварки под газом
- Основные преимущества газовой полуавтоматической сварки
Технологический регламент работы сварки полуавтоматом предусматривает использование в качестве флюса инертного или активного газа.
Активный вступает в химическую реакцию во время сварки и изменяет физические и химические свойства сварного шва.
Защитный газ не вступает в реакцию, но защищает рабочую среду от окислительных процессов. Этот способ особенно актуален в случаях сварки заготовок из алюминиевого сплава , которые быстро окисляются.
Наиболее распространенными инертными газами являются гелий и аргон. Активная группа состоит из обычных элементов: углекислого газа (СО2), кислорода, азота.
Наиболее популярные соединения:
- смесь аргона и углекислого газа. Инертно-активная среда минимизирует количество брызг
- состав гелия и аргона. Инертная среда, позволяющая повысить температуру дуги
- аргонно-кислородная газовая среда. Инертное активное соединение, которое можно использовать при работе с легированной и низколегированной сталью .
- углекислого газа в сочетании с кислородом. Активную среду можно использовать для повышения производительности полуавтоматического оборудования.

При выборе смеси для полуавтомата специалист учитывает следующие критерии:
- вид материала заготовок
- диаметр провода использует
- оптимальная толщина шва.
На практике, чтобы подобрать смесь, достаточно сравнить данные, приведенные в специальных таблицах. Здесь уже можно подобрать оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик также учитывает сопутствующие эффекты использования той или иной газовой смеси. Например, использование двуокиси углерода позволяет уменьшить разбрызгивание. Поэтому их часто можно выбирать для формирования потолочных швов.
Технология производства работПринципиального отличия от дуговой сварки нет, так как в ее основе могут лежать те же физико-химические процессы.
Между электродом и рабочей поверхностью может создаваться разность потенциалов, что делает возможным образование электрической дуги.
Может нагреваться до температуры, достаточной для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После охлаждения может образоваться твердый структурный элемент.
Прочность соединения добавки и тела заготовки составляет примерно 90% показателя основного конструкционного материала.
Необходимо учитывать особенности, характерные для полуавтоматической сварки:
Присадочная проволока может подаваться в рабочую зону непрерывно через специальный электропроводящий мундштук.
В этом случае расход материала можно регулировать вручную, удерживая или отпуская кнопку подачи.
Вместо обычного флюса в твердом виде, при плавлении которого может образоваться газовое облако, сюда может поступать готовая газовая смесь или чистая среда.
Газ поступает постоянно: как при действующей, так и при потухшей электрической дуге.
Благодаря такому решению уменьшится количество брызг, работа дуги станет более стабильной, может повыситься производительность труда сварщика и, соответственно, снизиться трудоемкость сварочных процессов.
Особенности сварки под газом
Техника сварки полуавтоматами практически ничем не отличается от приемов, которые можно использовать при традиционной электродуговой сварке.
С помощью полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватки», герметизировать стыки, выполнять стыки встык, стыки внахлест.
Методы формирования остаются точно такими же, как и при использовании классических устройств серии MMA.
Причем по общей схеме можно определить оптимальный ток и режим сварки – исходя из данных о толщине шва и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи, это простота соединения тонких листов металла. Поэтому полуавтоматы чаще всего можно использовать при кузовном ремонте и при сварке металлоконструкций из тонких листов.
Основные преимущества полуавтоматической газовой сварки- Высокая температура воздействует на ограниченную область заготовки. Поэтому металлы не меняют своих физических свойств.
- Не дымить в рабочей зоне. Это значительно облегчает визуальный контроль процесса сварки.
- Универсальность. Технология отлично подходит для соединения различных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Ограничений по пространственному расположению заготовки нет. Достаточно отрегулировать мощность горелки, чтобы поставить наклонный или потолочный шов.
- Минимальная толщина не ограничена. Технология позволяет работать с листами толщиной 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не нужно постоянно зачищать швы даже при многослойной сварке. Поток газа испаряется сразу после остановки смеси.
- Высокая производительность установки.
 Поэтому металлы не меняют своих физических свойств.
Поэтому металлы не меняют своих физических свойств.Полуавтоматические машины для стыковой сварки оплавлением | Сварочные аппараты
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Сварочные аппараты
Высокоэффективная сварка ленточных пил и стальных полос с помощью наших полуавтоматических аппаратов для стыковой сварки оплавлением.
Модели: KN-41-HBS / KN-67-HBS
Мощность сварки: 6–67 мм
Документация
Брошюра Ассортимент сварочного оборудования Temelsan | En
Наличие: В наличии
0,00 $
- Описание товара
- Дополнительная информация
Описание продукта
Детали
Модели: KN-41-HBS / KN-67-HBS
Вместимость: 6-67 мм
Высокоэффективная сварка ленточных пил и стальных полос с использованием наших полуавтоматических машин для стыковой сварки оплавлением.![]()
- Цифровой дисплей с джойстиком
- Высокопроизводительная зажимная система
- Высокопроизводительная система высадки
- Полностью автоматическая система очистки воздуха
- Стопор регулируемый (развал)
- Рабочее место Светодиодная лампа
- Пневматический поршень
- Резервуар для воздуха
- Полностью электронная система контроля отжига с помощью пирометра
- Система жидкостного охлаждения
Метод стыковой сварки оплавлением используется во многих областях благодаря своей производительности и надежности для достижения стабильных результатов сварки. Стыковая сварка — один из способов сварки сопротивлением, при котором энергия, передаваемая соединяемым деталям, в основном обеспечивается теплотой сопротивления самих деталей.
Свариваемые куски металла располагаются на заранее определенном расстоянии в зависимости от толщины материала, состава материала и желаемых свойств готового сварного шва. На металл подается ток, а зазор между двумя частями создает сопротивление и создает дугу, необходимую для расплавления металла. Как только куски металла достигают нужной температуры, они прижимаются друг к другу, эффективно сваривая их вместе.
На металл подается ток, а зазор между двумя частями создает сопротивление и создает дугу, необходимую для расплавления металла. Как только куски металла достигают нужной температуры, они прижимаются друг к другу, эффективно сваривая их вместе.
- Высочайшее качество сварки с металлически «чистой» микроструктурой
- Короткое время сварки всего несколько секунд
- Незначительная подготовка концов или их отсутствие
- Высокая повторяемость параметров сварки благодаря хорошо зарекомендовавшей себя технологии
- Эффективный контроль/дополнительный контроль параметров сварки
- Автоматическая настройка параметров машины возможна для машин с гидравлическим приводом
Дополнительная информация
Технические характеристики
| Модели | КН/67 НВ S | КН/41 НВ S | КН/41 С-МН |
|---|---|---|---|
| Мощность сварки мин. | 6-67 | 6-41 | 6-41 |
| Первичное напряжение как В переменного тока | 400 | 400 | 400 |
| Номинальная частота в Гц | 50-60 | 50-60 | 50-60 |
| Мощность сварочного трансформатора как кВА | 12 | 4,5 | 4,5 |
| Макс. Зажимное давление как бар | 300 | 250 | — |
| Макс. Опрокидывающее давление как бар | 200 | 200 | — |
Рекомендуемый воздушный компрессор (прибл. ), л/бар ), л/бар | 200/6-11 | 200/6-11 | — |
| Расход воздуха на сварку (прибл.) как lt | 6 | 5 | — |
| Размеры упаковки/ШхДхВ см | 100 х 110 х 100 | 90 х 90 х 90 | 90 х 90 х 70 |
| Масса нетто-брутто (прибл.) в кг | 335-355 | 195-225 | 180-200 |
Products
Practical Advices
Company
Career
Events
Contact Us
2500, avenue Watt, Ville de Québec (Qc)
G1P 3T3, Canada
1-800-463-6668
(418) 877-0778
Факс (418) 877-0548
основные типы сварочных аппаратов, принцип действия, преимущества и недостатки различных моделей, критерии выбора
Сварка – один из самых распространенных способов, позволяющий получить прочное неразъемное соединение материалов. Он обеспечивает необходимое качество и долговечность, выполняется быстро и не требует сложного громоздкого оборудования. Технология хорошо зарекомендовала себя, она достаточно проста и доступна практически любому желающему ее освоить. Для выполнения работы потребуется только сварочный аппарат и навыки.
Он обеспечивает необходимое качество и долговечность, выполняется быстро и не требует сложного громоздкого оборудования. Технология хорошо зарекомендовала себя, она достаточно проста и доступна практически любому желающему ее освоить. Для выполнения работы потребуется только сварочный аппарат и навыки.
Содержание
1 Что такое сварка?
2 Основные типы сварочных аппаратов
2.1 Сварочные трансформаторы
2.2 Сварочные выпрямители
2.3 Полуавтоматы сварочные
2.4 Инверторы
3 Критерии выбора устройства
3.1 Напряжение сети
3.2 Мощность
3.3 Напряжение холостого хода
3.4 Класс защиты устройства
3.5 Производительность (длительность)
3.6 Температурные ограничения
3.
7 Возможность работы от генератора3.8 Дополнительные функции
3,9Производитель
3.10 Особенности выбора сварочного аппарата
4 Правила безопасности труда
5 Рейтинг лучших моделей
 7 Возможность работы от генератора
7 Возможность работы от генератораЧто такое сварка?
Сварка – это технология соединения материалов путем локального нагрева, что приводит к расплавлению и смешению жидких участков между собой. С помощью этой техники соединяют металлические детали или конструкции, но есть и технологии сварки полимерных материалов, пластиков. Истоки этой техники восходят к началу использования металла. Первые виды сварки были разработаны при кузнечном деле, которое в то время было практически единственным способом обработки металла. Электродуговая сварка, которая используется до сих пор, была изобретена в 1881–1882 гг. Русские ученые Бенардос и Славянов. С того времени процесс активно изучался и совершенствовался, постепенно достигая сегодняшнего уровня.
Существуют различные классы и виды сварки, определяемые соответственно видом и видом энергии, затрачиваемой на процесс.
Большинство видов сварки выполняются на специализированном оборудовании и применяются в ограниченных технологических процессах.
Основное распространение имеет электродуговая сварка, простейшая, применимая практически ко всем металлам, сплавам и соединениям. Принцип действия прост – между соединяемыми деталями образуется дуга электрического разряда, температура которой настолько высока, что материал плавится. Металл в нагретых участках становится жидким и перемешивается, в результате чего на молекулярном уровне образуется монолитное соединение. Существует множество технологических вариантов сварки, но общий принцип не меняется. Преимущества сварных соединений:
- простота, высокая скорость подключения;
- отсутствие увеличения массы сборных конструкций;
- независимость от формы или конфигурации частей;
- возможность создания герметичного шва;
- процесс почти бесшумный;
- есть возможность механизации и автоматизации процесса; Стоимость сварки
- ниже, чем у других методов соединения.

К недостаткам относятся:
- сварной шов и окружающий его материал приобретают значительные остаточные напряжения. Детали
- под действием высоких температур изменяют форму и линейные размеры, нарушается плоскость.
- при вибрации или значительных механических (ударных) нагрузках надежность швов часто оказывается недостаточной.
- Качество сварного шва при ручной сварке во многом зависит от уровня квалификации рабочего.
Альтернативой сварке являются болтовые или заклепочные соединения, имеющие высокую сложность исполнения и требующие специфической конфигурации деталей. Высокая популярность сварки основана на отсутствии этих недостатков.
Правильно выполненный шов имеет равномерную и равномерную форму без лишних вкраплений и выпуклостей
Качество шва определяется его формой, отсутствием зазоров, аккуратностью.
Шов с разрывами, дефектами и выпуклостями делает поверхность детали неаккуратной и часто непригодной для дальнейшего использования
Основные типы сварочных аппаратов
Существует несколько типов сварочных аппаратов, разработанных в разное время и с определенными возможностями.
Сварочные трансформаторы
Одна из самых старых и простых конструкций. Представляет собой понижающий трансформатор, изменяющий напряжение сети до значений, подходящих для сварки. Ток регулируется изменением расстояния между первичной и вторичной обмотками. На выходе сварочного трансформатора присутствует переменный ток, из-за чего качество швов довольно низкое, появляется большое количество брызг. Для сварки цветных металлов и улучшения качества дуги требуются значительные конструктивные изменения, увеличивающие габариты и вес аппарата, и без того достаточно массивного.
Сварочные трансформаторы самые дешевые и надежные, поэтому до сих пор активно применяются для соединения низколегированных сталей марок
Для выполнения работ необходимы специальные электроды для переменного тока. Для получения достойного шва необходимо иметь немалый опыт и навыки. Кроме того, работа сварочного трансформатора существенно влияет на сетевое напряжение – оно заметно «садится», что негативно сказывается на состоянии бытовой техники. КПД трансформаторов достигает 90%, но часть энергии уходит на обогрев.
КПД трансформаторов достигает 90%, но часть энергии уходит на обогрев.
Выпрямители сварочные
Выпрямители появились позже трансформаторов и позволили решить многие проблемы, которые у них есть. В конструкцию этих устройств входит выпрямительный блок, преобразующий переменный ток, поступающий от трансформатора, в постоянный ток. В результате появляется возможность выполнять более ответственные работы, заваривать герметичные емкости, делать более аккуратные и прочные швы.
Выпрямители позволяют соединять цветные металлы методом обратной полярной сварки
Сварочные брызги значительно меньше, что позволяет работать с лицевыми частями конструкций или с деталями, которым необходимо поддерживать ровную поверхность, прилегающую к шву. Важным преимуществом сварочных выпрямителей является возможность работы с любым видом электродов.
Сварочные полуавтоматы
В этом типе аппаратов не используются отдельные электроды. Работа выполняется с использованием механизированной подачи сварочной проволоки. Есть устройства, выполняющие разные виды работ:
Есть устройства, выполняющие разные виды работ:
- сварка в облаке инертного газа;
- соединение частей в погруженном состоянии;
- работа с порошковой проволокой;
- универсальные устройства.
Устройства универсальные имеют набор горелок, предназначенных для нейтральных газов, флюсов и т.п.
Отличием этих устройств является конструкция горелки, обеспечивающая параллельную подачу проволоки с подачей присадочного материала. Подача проволоки производится специальным устройством, обеспечивающим равномерное поступление сигнала от горелки. Возможны разные варианты механизма подачи:
- нажимного типа. Располагается перед горелкой и шлангом подачи проволоки в канал;
- вытягивание. Они устанавливаются на горелку и направляют проволоку в канал. Их недостаток состоит в увеличении веса горелки, которую сварщику приходится держать в руке;
- тянуще-толкающего типа. Применяются при сварке на большом расстоянии от аппарата, когда проволоку приходится подавать на большое расстояние.

Инверторы
Инвертор — новейший тип сварочного аппарата. Используют токи высокой частоты, что позволяет выполнять качественные швы, способные выполнять ответственные, герметичные и точные соединения. Практически все инверторы защищены от скачков напряжения, от перегрева и других изменений нормального режима работы.
Аппараты инверторного типа легкие и небольшие по размеру
Возможности аппарата значительно шире, чем у старых разновидностей сварочных аппаратов. Инверторами могут пользоваться даже новички, качество шва будет вполне приличным. Существует два технологических исполнения инверторов — MOSFET и IGBT. Первый вид старше; сегодня найден только он. В Европе используется протокол технологии IGBT, что обеспечивает соблюдение всех технических норм и требований, соответствующих параметрам сертификации продукции.
Критерии выбора устройства
При выборе того или иного оборудования основными критериями являются цена и качество. Если с ценой более-менее понятно, то категория «качество» для неопытного человека, не имеющего профессиональной подготовки или опыта, представляет определенные трудности. Рассмотрим наиболее важные критерии качества сварочных аппаратов.
Если с ценой более-менее понятно, то категория «качество» для неопытного человека, не имеющего профессиональной подготовки или опыта, представляет определенные трудности. Рассмотрим наиболее важные критерии качества сварочных аппаратов.
Напряжение сети
Существуют устройства, рассчитанные на другое рабочее напряжение:
- однофазные. Использует обычные 220 В, что подходит для домашних работ, но для промышленного применения не всегда удобно;
- трехфазный. Напряжение питания – 380 В, имеется на любом производстве, а в частном доме его может и не быть;
- универсальный. Такие устройства имеют возможность работы с однофазными и трехфазными источниками питания, что позволяет использовать их в любых условиях.
Оптимальный вариант – универсальное устройство, которое пригодится везде и способно работать с любыми источниками питания.
При выборе устройства следует учитывать доступный источник питания
Мощность
В паспортах устройств указаны разные значения мощности. Есть два типа:
Есть два типа:
- активной мощности. Указывается в кВт;
- Полная мощность измеряется в кВА.
Нужно знать, что активная мощность тратится на полезную работу, а полная мощность — это величина, которая указывает на расход снаряжения. Чем выше полная мощность, тем сильнее устройство будет нагружать сеть.
Эти два значения помогают составить представление о нагрузке на сеть и степени эффективности устройства. Есть и реальная мощность, свидетельствующая об эксплуатационных возможностях аппарата.
Напряжение холостого хода
Напряжение холостого хода не должно быть ниже 60 В (в идеале как можно выше). Низкие значения указывают на значительные трудности при розжиге дуги, особенно на ржавом металле или при начальном розжиге на холодном металле. При выборе устройства необходимо обратить пристальное внимание на это значение, так как от него во многом зависит КПД устройства.
Класс защиты устройства
Класс защиты устройства указан в паспорте. Обозначается буквами IP. В среднем сварочные аппараты имеют класс защиты от IP21 до IP23. Первая цифра означает ограничение размера предметов, которые могут проникнуть внутрь корпуса до 12 мм, в этом случае есть вероятность проникновения пыли, мелких частиц. Вторая цифра указывает на уровень влагозащиты – 1 гарантирует защиту от вертикальных капель дождя, а 3 означает, что капли не проникают внутрь корпуса под углом до 60°. Важна степень защиты, хотя приготовление пищи под дождем не допускается. Тем не менее, если устройство осталось на открытом воздухе и пошел дождь, вы можете иметь представление о его возможностях.
Обозначается буквами IP. В среднем сварочные аппараты имеют класс защиты от IP21 до IP23. Первая цифра означает ограничение размера предметов, которые могут проникнуть внутрь корпуса до 12 мм, в этом случае есть вероятность проникновения пыли, мелких частиц. Вторая цифра указывает на уровень влагозащиты – 1 гарантирует защиту от вертикальных капель дождя, а 3 означает, что капли не проникают внутрь корпуса под углом до 60°. Важна степень защиты, хотя приготовление пищи под дождем не допускается. Тем не менее, если устройство осталось на открытом воздухе и пошел дождь, вы можете иметь представление о его возможностях.
Инверторы часто перестают работать при низких температурах
Производительность (длительность времени)
Важная величина, указывающая продолжительность рабочего времени машины. Точнее, определяющее соотношение продолжительности работы и времени простоя. Он указывается в процентах, что следует понимать следующим образом: допустим, значение ТАС, указанное в паспорте, равно 30%. Это означает, что через 3 минуты работы аппарат выключится на 7 минут, хотя на практике это случается крайне редко, так как необходимо счищать шлак, контролировать качество шва, перемещаться с места на место. Величина ПВР для европейских устройств измеряется при температуре +40°, а для китайских — около +20°, поэтому степень работоспособности у «европейцев» выше.
Это означает, что через 3 минуты работы аппарат выключится на 7 минут, хотя на практике это случается крайне редко, так как необходимо счищать шлак, контролировать качество шва, перемещаться с места на место. Величина ПВР для европейских устройств измеряется при температуре +40°, а для китайских — около +20°, поэтому степень работоспособности у «европейцев» выше.
Температурные пределы
По ГОСТ сварку можно производить при температуре от -40° до +40°. На практике дело обстоит сложнее, так как в сильную жару работать невозможно, а при минусовой температуре многие устройства отказываются работать, в том числе сигнализирует о перегрузке.
Возможность работы от генератора
Наличие данной функции означает, что устройство способно работать от генератора и это значительно расширяет его возможности. Часто возникает необходимость сварки в поле, где нет подключения к сети, а питание от генератора подходит не каждому устройству.
Дополнительные функции
Дополнительные функции включают в себя:
- горячий старт. Кратковременное увеличение силы тока производят для создания наилучших условий для возникновения дуги;
- форсажная дуга. В случае прерывания или нестабильности дуги производится увеличение тока, что обеспечивает стабильность и сохранение оптимальных параметров сварочной работы;
- залипание электрода. Разряжается ток и напряжение, при которых электрод свободно отходит от шва. Как только это происходит, текущие параметры возвращаются на определенные позиции.
 Кратковременное увеличение силы тока производят для создания наилучших условий для возникновения дуги;
Кратковременное увеличение силы тока производят для создания наилучших условий для возникновения дуги;Производитель
Сварочные аппараты широко востребованы и пользуются повышенным спросом. Их производят практически во всех странах. При рассмотрении страны происхождения необходимо учитывать некоторые особенности. Российские устройства имеют очень хорошее сочетание цены и качества, способны выполнять все необходимые работы, но по качеству уступают европейским моделям. Технические регламенты, действующие в Европе, требуют от производителей обеспечения максимального качества продукции. Китайские устройства могут иметь как очень высокое, так и очень низкое качество, приобретение такого оборудования всегда несколько рискованное мероприятие. Устройства родом из США имеют отличное соотношение качества и цены, хотя не всегда можно найти в продаже американские образцы.
Устройства родом из США имеют отличное соотношение качества и цены, хотя не всегда можно найти в продаже американские образцы.
Устройства с максимальным набором опций и возможностей предназначены для непрерывной и объемной работы.
Нюансы выбора сварочного аппарата
При выборе сварочного аппарата следует учитывать характер выполняемых работ и какие для этого существуют условия. Тип металла, напряжение в сети, состояние электропроводки, объем и продолжительность работ – все эти факторы влияют на выбор определенного типа и марки аппарата. Главный критерий выбора – место использования.
Для работы на даче или в частном доме необходимо выбрать устройство, выдерживающее скачки напряжения, работающее от 220 В (однофазное или универсальное устройство). Объем работы небольшой, поэтому не нужно стремиться к высокому ТАС.
Сварочный аппарат, который приобретается для производственных целей, должен быть рассчитан на питание от трехфазного источника (или универсал), важным показателем будет большое значение ПВР и мощности.
Правила безопасности труда
Правила безопасности, связанные с особенностями и конструкцией конкретной модели сварочного аппарата, подробно описаны в инструкции. Однако существуют общие требования безопасности, которые распространяются на все такие случаи:
- при выполнении сварочных работ следует носить закрытую обтягивающую одежду (оптимально – спецкостюм сварщика), не имеющую накладных карманов;
- во время работы необходимо использовать маску;
- запрещается работать в дождь или сырую погоду;
- следует избегать прикосновения к токоведущим частям;
- Не работайте внутри емкостей, содержащих пары или остатки легковоспламеняющихся жидкостей;
- Периодически проверяйте состояние кабеля, а также сопротивление изоляции между корпусом аппарата и обмотками.
Полный список правил безопасности широк, но соблюдение всех требований обязательно. От этого зависит здоровье и даже жизнь сварщика, а также окружающих его людей.
Рейтинг лучших моделей
Чтобы облегчить выбор аппарата, рекомендуется ознакомиться с наиболее популярными среди пользователей моделями сварочных аппаратов.
Опытные сварщики предпочитают аппараты проверенных производителей.
Из таблицы видно, что есть дорогие варианты и вполне доступные, основными факторами являются назначение устройства и предстоящая нагрузка.
В нашей следующей статье вы найдете подробное руководство по сварке: как зажечь и поддерживать дугу, как делать швы и многое другое: https://aquatechn.com/ru/uchebnik/svarka/kak-pravilno-varit-elektrosvarkoj .html.
Выбор сварочного аппарата производится по различным критериям, охватывающим все аспекты работы аппарата в зависимости от объема работ и других условий. Неподготовленному человеку бывает сложно учесть все важные факторы и качества устройства. В случае затруднений можно обратиться к продавцу-консультанту, а лучше всего пригласить в магазин опытного сварщика, который поможет определиться с наиболее подходящей моделью сварочного аппарата.