Превосходно водорода сварочный аппарат для интересных сделок
Сенсационное повышение производительности и эффективности вашего сварочного бизнеса. водорода сварочный аппарат доступны в привлекательных предложениях на Alibaba.com. Эти. водорода сварочный аппарат содержат революционные инновации, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Файл. водорода сварочный аппарат потребляют мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используются ли они в личных целях или в коммерческих целях.
За этим стоят передовые изобретения. водорода сварочный аппарат дизайн и стиль делают их очень гибкими и применимыми для решения самых разных сварочных задач. Файл. водорода сварочный аппарат не подвергаются неблагоприятному воздействию сильной жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий. У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий вариант. водорода сварочный аппарат для своих нужд.
У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий вариант. водорода сварочный аппарат для своих нужд.
Их доступность. водорода сварочный аппарат на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Файл. водорода сварочный аппарат эксплуатационные расходы и расходы на техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными. водорода сварочный аппарат поставщиков и продавцов на сайте на случай, если вам потребуются дополнительные рекомендации.
Поднимите свой сварочный бизнес на новый уровень с помощью соблазнительных предложений. водорода сварочный аппарат на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие. водорода сварочный аппарат для их выполнения. Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
водорода сварочный аппарат на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие. водорода сварочный аппарат для их выполнения. Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Технология водородной сварки своими руками
В настоящее время сваривать, резать и паять детали можно не только ацетиленовым пламенем. Сегодня, все чаще прибегают к использованию водородного. Это обусловлено тем, что атомно водородная сварка является абсолютно безвредной. Водородный сварочный аппарат позволяет производить сварку быстро и эффективно, при этом работа характеризуется абсолютной безопасностью. В статье рассмотрим как произвести водородную сварку своими руками.
Содержание статьи
- Особенности процесса сварки водородом
- Способы применения водородного сварочного аппарата
- Достоинства и недостатки водородной сварки
- Правила безопасности при сварке водородом
Особенности процесса сварки водородом
газовая сварка
Начнем с того, что сварка водородом является разновидностью газопламенной. Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака. Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака. Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Еще одной трудностью, с которой приходилось сталкиваться при сварке водородом стал выбор эффективного источника подачи газа. Использовать водородный баллон нецелесообразно и к тому же очень опасно.
сварочный аппарат для водородной сварки
Сжиженный водород при сильной концентрации может вызывать у человека такие симптомы как: удушье и головокружение!
Еще один минус состоит в том, что пламя такого газа абсолютно незаметно днем. Поэтому кислородный сварочный аппарат может работать с применением датчиков.
Поэтому кислородный сварочный аппарат может работать с применением датчиков.
Обратите внимание! Водородная сварка своими руками может использоваться для соединения деталей из малоуглеродистых сталей, железа. Для сваривания изделий из нержавейки она не пригодна.
Способы применения водородного сварочного аппарата
Сварочный водородный аппарат может функционировать как от электрической трехфазной сети, так и от бытовой. Также применяется в ручном и автоматическом режимах. В процессе работы в горелку подаются смесь кислорода и водорода, температурный режим пламени составляет 600-2500°С.
Стоит отметить, что атомно-водородная сварка с таким аппаратом отличается простотой использования. Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар.
Несмотря на то, что водородный сварочный аппарат безопасен, в процессе эксплуатации стоит надеть защитную одежду и очки.
Используя такие приборы можно выполнить такие процедуры как: пайка, сваривание, порошковое напыление, наплавка, кислородная резка. Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов. Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ, при обслуживании и ремонте радиаторов и т.
Высокая безопасность сварочных работ обеспечивается благодаря тому, что в комплектацию устройства входит система автоматического отключения, которая отключает прибор, если рабочее давление превысит норму.
Достоинства и недостатки водородной сварки
Соединение деталей подобным способом обладает множеством преимуществ, о которых нельзя не упомянуть:
- высокая эффективность,
- безопасность выполнения сварочных работ,
- экологичность, поскольку в атмосферу не выделяются вредные токсины,
- аппараты компактные и удобные в управлении,
- подходят для обработки деталей, выполненных из различных материалов: сталь, стекло, чугун, цветные металлы,
- работают на воде, для нормального бесперебойного функционирования не требуются другие составляющие,
- сварочный аппарат не нужно перезаряжать.
Несмотря на большое количество плюсов, выделяются и некоторые недостатки:
- маленькие горелки могут применяться исключительно для тонких изделий, для толстых деталей нужны мощные сварочные аппараты,
- если вы соединяете детали из меди или из легированной стали, то полученные швы будут сопровождаться множеством пор,
- пламя от чистого водорода практически невозможно рассмотреть невооруженным глазом.


Правила безопасности при сварке водородом
Несмотря на то, что в статье неоднократно упоминалось о том, что водородная сварка своими руками – это безопасный процесс, все же пренебрегать мерами осторожности не стоит, т.к. это чревато воспламенением кислородных редукторов и как следствие взрывом.
Поэтому стоит соблюдать следующие правила:
- Следите за тем, чтобы газовая горелка не находилась слишком близко к воспламеняющимся и огнеопасным веществам.
- Если процесс производится в небольшом помещении, то делайте перерывы и периодически выходите на свежий воздух.
- Осуществляя сварочные работы обязательно надевайте защитные очки, иначе яркие лучи могут негативно сказаться на состоянии сетчатки и кровеносной оболочке глаз. Разбрызгивающийся металл и шлак очень опасны для открытых глаз.
- Если вы используете газовые баллоны, то перевозите их на тележке и обязательно надевайте на них защитный колпак. Важно, чтобы во время перевозки баллоны не соприкасались друг с другом и не падали. В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.
- Если во время работы вы делаете перерыв, то пламя горелки обязательно надо тушить.
Исходя из вышеописанного можно сделать вывод, что технология выполнения соединения металлов посредством водородной сварки идентична газовой. Однако, атомно водородная сварка значительно расширила спектр возможностей выполнения различных процессов. Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
Аппарат водородной сварки.
 Что такое водородная сварка
Что такое водородная сваркаВ конструкции данного аппарата большее число рабочих пластин, модифицированные боковые платы и надежный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Между боковыми платами, соединенными четырьмя шпильками, размещены металлические пластины-электроды, разделенные резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2…3/4 объема заполнена слабым водным раствором щелочи (КОН или NaOH). Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру — около 1800° С.
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
а — блок-схема, б — готовая самодельная конструкция:
1 — блок питания выпрямленным напряжением электросети, 2 — электролизер, 3 — затвор жидкостный, 4 — горелка газовая, 5 — амперметр, 6 — ручка включения аппарата, 7 — ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 — ручка управления потенциометрами, 9 — скоба хранения электрошнура в свернутом состоянии, 10 — корпус переносной деревянный, 11 — штепсельная вилка.
Производительность электролизера зависит от концентрации щелочи в растворе и прочих факторов. А самое главное — от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания — мощностью и напряжением (из расчета 2…3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надежную работу даже «восьмидесятиячеистого» (пластин-электродов у такого — 81 шт.) электролизера, а тем более — «тридцатиячеистого». Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени — 0…1,7 кВт, на второй (при включении SA1) — 1,7…3,4 кВт.
Они способны обеспечить надежную работу даже «восьмидесятиячеистого» (пластин-электродов у такого — 81 шт.) электролизера, а тем более — «тридцатиячеистого». Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени — 0…1,7 кВт, на второй (при включении SA1) — 1,7…3,4 кВт.
И пластины для электролизера предлагаются соответствующие — 150×150 мм. Изготавливаются они из кровельного железа толщиной
0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы. Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.
Рис.2. Электролизер («восьмидесятиячеистый» вариант):
1 -плата боковая (фанера, s12, 2 шт.), 2 — щека прозрачная (оргстекло, s4, 2 шт. ), 3 — пластина-электрод (жесть, s0,5; 81 шт.), 4 — кольцо разделительное герметизирующее (5-мм резина кислото- и щелочеупорная, 82 шт.), 5 — втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 — шпилька Мб (4 шт.), 7 — гайка Мб со стопорной шайбой (8 шт.), 8 — трубка вывода горючей газовой смеси, 9 — раствор слабощелочной (2/3 внутреннего объема электролизера), 10 — вывод контактный (медь рафинированная, 2 шт.), 11 — штуцер («нержавейка»), 12 — гайка накидная М10, 13 — шайба штуцера («нержавейка»), 14 — манжета (резина кислото- и щелочеупорная), 15 — горловина заливная («нержавейка»), 16 — гайка накидная M18, 17 — шайба заливной горловины («нержавейка»), 18 — шайба герметизирующая (резина кислото- и щелочеупорная), 19 — крышка заливной горловины («нержавейка»), 20 — прокладка герметизирующая (резина кислото- и щелочеупорная).
), 3 — пластина-электрод (жесть, s0,5; 81 шт.), 4 — кольцо разделительное герметизирующее (5-мм резина кислото- и щелочеупорная, 82 шт.), 5 — втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 — шпилька Мб (4 шт.), 7 — гайка Мб со стопорной шайбой (8 шт.), 8 — трубка вывода горючей газовой смеси, 9 — раствор слабощелочной (2/3 внутреннего объема электролизера), 10 — вывод контактный (медь рафинированная, 2 шт.), 11 — штуцер («нержавейка»), 12 — гайка накидная М10, 13 — шайба штуцера («нержавейка»), 14 — манжета (резина кислото- и щелочеупорная), 15 — горловина заливная («нержавейка»), 16 — гайка накидная M18, 17 — шайба заливной горловины («нержавейка»), 18 — шайба герметизирующая (резина кислото- и щелочеупорная), 19 — крышка заливной горловины («нержавейка»), 20 — прокладка герметизирующая (резина кислото- и щелочеупорная).
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надежной, как лампа Эдисона: включил — заработала, выключил — работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию… керосина, как все тут же пошло на лад.
Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию… керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет — наблюдается лишь небольшая вспышка. Наконец, в-третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3). Потом — барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При ее включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа…
При ее включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа…
Рис.3. Керосиновый затвор и принцип его действия
(а — при работающем электролизере, б — в момент отключения аппарата):
1 — баллон (2 шт.), 2 — пробка (2 шт.), 3 штуцер вводный, 4 — штуцер выводной, 5 — керосин, 6 — переходник (стальная труба).
Соединительные трубки в аппарате — полихлорвиниловые. Лишь к самой горелке ведет тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками — и пламя, выдав напоследок легкий хлопок, потухнет.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко. И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0…1.7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера — поменьше и попроще (рис. 5).
5).
Рис.4. Принципиальная электрическая схема блока электропитания.
По сути, это — двух-полупериодный, известный многим самодельщикам регулируемый выпрямитель. Причем со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприемнике).
Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнито-провода применен набор Ш16×32 из трансформаторной стали. Обмотки содержат: первичная — 2000 витков ПЭЛ-0,1; вторичная — 2×220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряженной эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера. Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера. Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щелочи. К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щелочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.
В.Радьков, Татарстан
МК 03 1997
Водород — газ без запаха и цвета, весьма легкий, относительно воздуха, с высокой теплопроводностью, самый распространенный, вездесущий химический элемент.
Водородная сварка — эта газосварочная технология основывается на принципе электрохимического разложения воды на водород и кислород.
Процесс сварки имеет отличную эффективность и считается достойной альтернативой сварке с использованием ацетилена и кислорода. Относится к категории безвредных технологий, поскольку элементом горения является водяной пар. Причем, температура на мундштуке горелки достигает 2600°С, что позволяет производить сварку, пайку и, даже, резку черных металлов.
В качестве горелки используются как типовые кислородно-ацетиленовые, серии ГС, так и ручного производства. При этом наконечник должен соответствовать производительности газовой установки и толщине свариваемой конструкции.
Принцип работы.
Аппараты по выработке водорода для сварки, работают от сети 220В и 380В.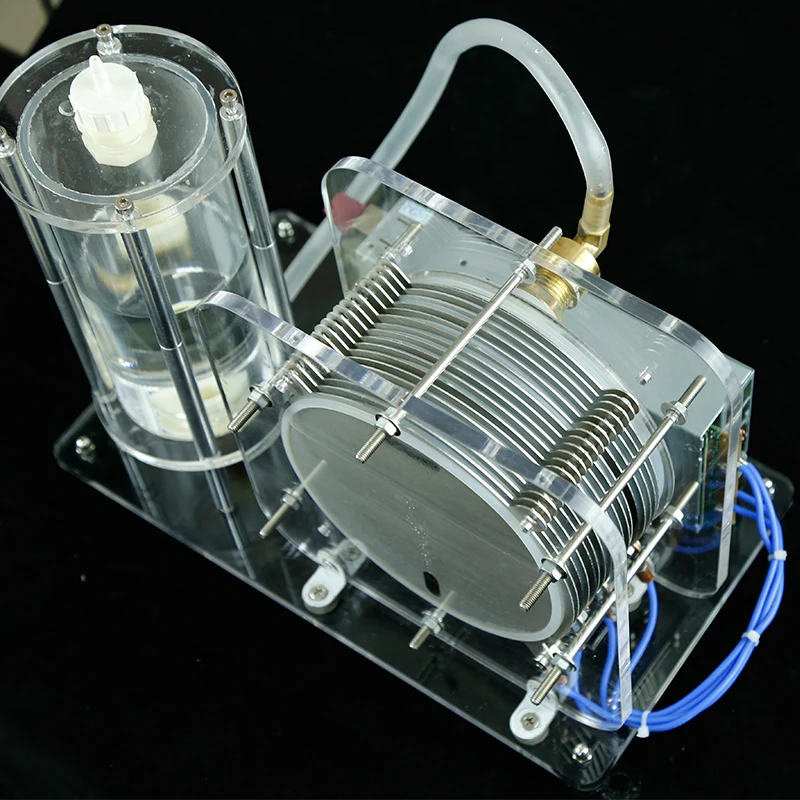 Суть заключается в том, что протекающий через воду электрический ток разделяет ее на газообразные составляющие. Газовая смесь, проходя через охладитель, конденсирует наличную влагу. В оставшийся газ вводятся пары таких углеводородов, как бензин, спирт или другие. Полученная смесь газа поступает в сварочную горелку по резиновым шлангам. Количество газовой смеси контролируется регулятором тока. Но давление в электролизере может подняться по причине несоответствия сечения сопла горелки и производительности аппарата. И если это давление превосходит величину 0,4 атм, то электронный датчик отключит ток электролизера. В свою очередь, диаметр наконечника должен соответствовать отверстию инжектора, встроенного в рукоять горелки.
Суть заключается в том, что протекающий через воду электрический ток разделяет ее на газообразные составляющие. Газовая смесь, проходя через охладитель, конденсирует наличную влагу. В оставшийся газ вводятся пары таких углеводородов, как бензин, спирт или другие. Полученная смесь газа поступает в сварочную горелку по резиновым шлангам. Количество газовой смеси контролируется регулятором тока. Но давление в электролизере может подняться по причине несоответствия сечения сопла горелки и производительности аппарата. И если это давление превосходит величину 0,4 атм, то электронный датчик отключит ток электролизера. В свою очередь, диаметр наконечника должен соответствовать отверстию инжектора, встроенного в рукоять горелки.
В случае необходимости увеличения КПД электролизера, в воду вводится одноразовая порция щелочи. Всего 150гр. на полтора литра дистиллированной воды. Падение же уровня электролита контролируется и оповещается электронным датчиком. Чтобы получить мощный поток газа, нужна большая площадь электродов. Это, хотя — бы 1000см3; суммарно по катоду и аноду, с силой тока до 15А. При большом токе может произойти закипание электролита, что нежелательно. Важен и выбор металла пластин. Электропитание следует обеспечить через ЛАТР с понижающим, до 110 вольт, трансформатором.
Это, хотя — бы 1000см3; суммарно по катоду и аноду, с силой тока до 15А. При большом токе может произойти закипание электролита, что нежелательно. Важен и выбор металла пластин. Электропитание следует обеспечить через ЛАТР с понижающим, до 110 вольт, трансформатором.
Итак, поджигается газ и вентилем добавляется кислород до получения пламени нужной формы, размера и цвета.
Участие водорода в газопламенном воздействии на металлы не требуют громоздких газовых баллонов (вес кислородного баллона -70кг, ацетиленового — 95кг). Интерес к газопламенной сварке растет благодаря массовому выпуску мобильных аппаратов, вырабатывающих кислородно – водородную смесь на базе гидролиза воды. Исходным материалом для их получения, считается 5±35 % раствор щелочи КОН. Он легко получается и из природного метана. В больших количествах получается, как побочный продукт, в металлургическом и хлорном производствах.
На заре становления нефтеперерабатывающей промышленности, водород вырабатывали из h3SO4 на кислотных заводах. Вырабатываемый газ использовался и для сварки свинцовых труб (t плавления=360° С), листов обмуровочных, свинцовой обшивки внутренних и наружных поверхностей оборудования.
Вырабатываемый газ использовался и для сварки свинцовых труб (t плавления=360° С), листов обмуровочных, свинцовой обшивки внутренних и наружных поверхностей оборудования.
Сфера применения.
Несмотря на некоторые проблемы, связанные с практическим использованием водорода, этот газ находит широкое распространение и в области сварочного производства.
Приоритетной сферой этой технологии считается сварка специальных легированных сталей и сплавов из алюминия. Подобного рода сварка целесообразна и с технической, и экономической точки зрения. Но для изделий и конструкций всего до 5мм толщиной. В целом же, сложно назвать сферу деятельности, где можно было — бы обойтись без использования водорода.
Подобная технология стала незаменимой и нашла большой спрос в области:
— ракетно-космической техники;
— авиастроения;
— химической промышленности;
— медицинской сфере;
— металлургии.
Водородная сварка характеризуется медленным равномерным нагревом металла. Это и обуславливает использование ее в сварочном производстве:
Это и обуславливает использование ее в сварочном производстве:
-легированных и низкоуглеродистых сталей, толщиной не более 5мм;
-цветных и благородных металлов;
-инструментальных сталей, требующих постепенный нагрев и медленное охлаждение;
-специальных сталей и чугуна, требующих равномерного нагрева всей поверхности свариваемого изделия и медленное остывание, путем помещения детали в уголь. В противном случае, на сварном шве могут иметь место микротрещины;
-пайке резцов и наплавочных работ;
-ювелирного и стоматологического направления;
-ремонта трубок и деталей холодильной техники;
-пайки металлических оправ и запайка медицинских ампул;
-кузовного ремонта автомобильной техники;
-обработке стекол, в том числе кварцевых;
— другие сферы.
Достоинства технологии:
1. абсолютно безвреден, поскольку продукт горения есть водяной пар;
2. расходный материал- вода в малом объеме и непрерывная работа в течении200часов;
3. большая производительность, стабильное давление, удобство в использовании и управлении мощностью;
4. высокое качество сварного шва, при низкой стоимости и малом весе оборудования;
высокое качество сварного шва, при низкой стоимости и малом весе оборудования;
5. эффективность по сравнению с кислородно-ацетиленовым оборудованием;
6. возможность проведения работ на нескольких постах одновременно;
7. автоматическая поддержка режима работы и необходимого давления газа в системе.
8. аппараты просты в эксплуатации с выходом на рабочий режим за 1±5 минут;
9. аппараты не являются взрывоопасными как во время сварки, так и при длительном хранении.
Недостатки:
1. низкая продуктивность при сварке толстого металла и необходимость разогрева, относительно большей площади, свариваемого изделия;
2. работа с металлом только малой толщины;
3. неэффективная форма газового пламени.
Высокую продуктивность можно достичь правильным подбором сечения сопла по отношению к толщине свариваемого изделия;
-избыточная масса углеводородной добавки снижает температуру пламени, а недостаток их приводит к кипению ванночки и образованию окислов;
-применение присадочного материала, легированным марганцем и кремнием;
-выбор припоя, соответствующего металлу;
-обязательная подготовка поверхности к пайке;
— всегда пользоваться регулятором «количество смеси» на блоке электролизера.
Но стоит ли изобретать велосипед, если есть компания “DP Air Gas” . Именно она и является основным поставщиком промышленных газов для стран СНГ и Евросоюза. Профессионалы компании всегда посоветуют и подскажут реальные пути решения проблем с водородом.
Водородная горелка своими руками – это вполне посильная задача для опытного мастера и новичка, вооруженного подробными рекомендациями о ее самостоятельном изготовлении. Этот прибор работает благодаря выделяемому водорода теплу. Смесь водорода с кислородом – это газ с наибольшей возможной температурой горения – 2800°С. Его называют гремучим или газом Брауна. Однако при работе с этой смесью необходимо быть осторожным, так как она очень взрывоопасна.
Водород обладает определенными преимуществами перед другими горючими газами. Например, его можно получить путем электролиза непосредственно из воды. Самостоятельно изготовленная водородная горелка не требует использования водорода в баллонах. Электролизная горелка способна сама поставлять газ в необходимых количествах. Благодаря этому водородная сварка является очень экономичным и наиболее безопасным способом.
Самодельный сварочный аппарат с водородной горелкой можно сделать на основе электролизного генератора. Вероятность взрыва газа с использованием такого оборудования полностью исключается, так как весь газ сразу же пускается на сварку и не накапливается в достаточном для взрыва количестве.
Что потребуется для изготовления горелки?
Чтобы сделать водородную горелку, нужно запастись таким материалами:
- листовая нержавеющая сталь;
- 2 болта М6х150 с гайками и шайбами;
- прозрачная трубка, например, такая, как в водяном уровне;
- штуцеры с внешним диаметром соответствующим шланге;
- герметичный пластиковый контейнер объемом 1,5 литра;
- маленький фильтр для очистки приточной воды;
- обратный водный клапан.
К выбору нержавейки необходимо подходить ответственно. Желательно выбирать марку импортной стали AISI 316L или отечественный аналог – 03Х16Н15М3. Однако если есть небольшой кусочек нержавеющей стали 50х50 см толщиной 2 мм, то приобретать целый лист нет необходимости.
Использовать нужно именно нержавейку, так как она не подвергается коррозии в воде в отличие от обычной стали.
Кроме того, водородная сварка будет более эффективной, если использовать щелочь, а не простую воду. Щелочная среда является агрессивной, поэтому использовать обычную сталь недопустимо.
Вернуться к оглавлению
Особенности изготовления
Нержавейку нужно распилить на небольшие пластинки. Из куска 50х50 см получится 16 пластинок по форме приближенных к квадрату. Распилить металл можно болгаркой, один из углов каждой пластины необходимо спилить, чтобы в дальнейшем можно было соединить их между собой.
На противолежащей срезу стороне нужно просверлить отверстия для крепежных болтов, чтобы потом соединить элементы. Работа приспособления будет основываться на том, что постоянный ток, проходя через раствор электролита последовательно от пластины к пластине, будет расщеплять воду на кислород и водород. Для обеспечения этого процесса необходимо создать пластины с противоположными зарядами: положительным и отрицательным.
Для наибольшей эффективности работы прибора необходимо, чтобы площадь пластин была максимальной. Это обеспечит максимальную площадь воздействия на раствор, через воду пройдет максимальный ток, благодаря чему образуется наибольшее возможное количество газа. Чтобы добиться желаемого результата, необходимо обеспечить положительный и отрицательный заряд наибольшему возможному количеству пластин. При 16 пластинах на анод и катод приходится по 8 элементов.
Я давний подписчик вашего журнала, многое использую из напечатанного в нем. Особенно мне понравилась статья «Огонь… из воды», напечатанная в «М-К» № 7, 1980. По описанию изготовил электролизёр, и он стал необходимым инструментом в моей мастерской.
Однако вскоре конструкция вызвала разочарование. Большая (20 кг) масса электролизёра, почти такая же — источника питания, недостаточная для некоторых работ производительность, быстрый нагрев при работе, наличие напряжения на неизолированных электродах, постоянные протечки электролита через стыки, вспенивание и выброс электролита в затвор и горелку, быстрое растворение электродов — все эти недостатки нужно было устранять.
В результате появилась конструкция, избавленная от перечисленных недостатков. Предлагаемый электролизёр работает уже много лет без нареканий. Конструкция его достаточно проста, а многократное облегчение достигнуто за счёт уменьшения расхода материалов (кроме электролита).
Аппарат понравился многим моим друзьям и знакомым, изготовлено ещё несколько экземпляров (названных в шутку «плазмотронами»: название прижилось — наверное потому, что легче выговаривать) различной производительности — от 200 до 500 л/ч газовой смеси. Просьбы помочь в изготовлении электролизёра продолжаются, и я решил написать в ваш журнал.
Устройство электролизёра
Основная часть электролизёра — корпус 1 (рис.1), футерованный внутри диэлектриком 2; в нём установлены внутренние электроды 5, отделённые один от другого резиновыми кольцами 12. По концам корпуса установлены фланцы 3 с концевыми электродами 6, герметичными токоподводами 7 и штуцерами 4. Прозрачные фланцы 3 (из оргстекла) и прорези по краям концевых электродов 6 служат для визуального контроля уровня электролита и процесса электролиза.
Электроды изготовлены из нержавею
modelist-konstruktor.com
Водяная горелка — миниатюрный автоген
Используется принцип получения водорода с помощью электролиза водного раствора щелочи. Благодаря малым наружным габаритам электролизера ему найдется место и на небольшом рабочем столе, а использование в качестве блока электропитания стандартного выпрямителя для подзарядки аккумуляторных батарей облегчает изготовление установки и делает работу с ней безопасной.
Относительно небольшая, но вполне достаточная для нужд моделиста производительность аппарата позволила предельно упростить конструкцию водяного затвора и гарантировать пожара — и взрывобезопасность.
Устройство электролизера
Между двумя платами, соединенными четырьмя шпильками, размещена батарея стальных пластин-электродов, разделенных резиновыми кольцами. Внутренняя полость батареи наполовину заполнена водным раствором КОН или NaOH.
Приложенное к пластинам постоянное напряжение вызывает электролиз воды и выделение газообразного водорода и кислорода.
Эта смесь отводится через надетую на штуцер полихлорвиниловую трубку в промежуточную емкость, а из нее в водяной затвор. Газ, прошедший через помещенную там смесь воды с ацетоном в соотношении 1:1, имеет необходимый для горения состав и, отведенный другой трубкой в форсунку — иглу от медицинского шприца, сгорает у ее выходного отверстия с температурой около 1800° С.
Состав электролизера:
1 — изолирующая полихлорвиниловая трубка 10 мм, 2 — шпилька М8 (4 шт.), 3 — гайка М8 с шайбой (4 шт.), 4- левая плата, 5 — пробка-болт М10 с шайбой, б — плас-. тина, 7 — резиновое кольцо, 8 — штуцер, 9 — шайба, 10 -полихлорвиниловая трубка 5 мм, 11 — правая плата, 12 — короткий штуцер (3 шт.), 13 — промежуточная емкость, 14 — основание, 15 — клеммы, 16 — барботажная трубка, 17 — форсунка-игла, 18 — корпус водяного затвора.
Для плат электролизера я использовал толстое оргстекло. Этот материал легко обрабатывается, химически стоек к действию электролита и позволяет визуально контролировать его уровень, чтобы при необходимости добавлять через наливное отверстие дистиллированную воду.
Пластины можно изготовить из листового металла (нержавеющая сталь, никель, декапированное или трансформаторное железо) толщиной 0,6-0,8 мм. Для удобства сборки в пластинах выдавлены круглые углубления под резиновые кольца уплотнения, глубина их при толщине кольца 5-6 мм должна быть 2-3 мм.
Изоляции пластин, вырезаются из листовой маслобензостойкой или кислотоупорной резины. Сделать это вручную несложно, и все же идеальный для этого инструмент — “кругорез-универсал”.
Четыре стальные шпильки М8, соединяющие детали, изолированы кембриком диаметром 10 мм и пропущены в соответствующие отверстия диаметром 11 мм.
Количество пластин в батарее — 9. Оно определяется параметрами блока электропитания: его мощностью и максимальным напряжением — из расчета 2В на пластину.
Потребляемый ток зависит от количества задействованных пластин (чем их меньше, тем ток больше) и от концентрации раствора щелочи. В более концентрированном растворе ток больше, но лучше применять 4-8-процентный раствор — при электролизе он не так пенится.
Контактные клеммы припаиваются к первой и трем последним пластинам. Стандартное зарядное устройство для автомобильных аккумуляторов ВА-2, подключенное на 8 пластин, при напряжении 17 В и токе около 5А обеспечивает необходимую производительность горючей смеси для форсунки — иглы с внутренним диаметром 0,6 мм.
Оптимальное соотношение диаметра иглы форсунки и производительности электролизера устанавливается опытным путем — так, чтобы зона воспламенения смеси располагалась вне иглы. Если производительность мала или диаметр отверстия слишком велик, горение начнется в самой игле, которая от этого быстро разогреется и оплавится.
Надежным заслоном от распространения пламени по подводящей трубке внутрь электролизера является простейший водяной затвор, который сделан из двух порожних баллончиков для заправки газовых зажигалок. Достоинства их те же, что и у материала плат: легкость механической обработки, химическая стойкость и полупрозрачность, позволяющая контролировать уровень жидкости в водяном затворе.
Промежуточная емкость исключает возможность смешивания электролита и состава водяного затвора в режимах интенсивной работы или под действием разряжения, возникающего при выключении электропитания. А чтобы этого избежать наверняка, по окончании работы следует сразу же отсоединять трубку от электролизера.
Штуцеры емкостей сделаны из медных трубок диаметром 4 и 6 мм, устанавливаются в верхней стенке баллончиков на резьбе. Через них же осуществляется заливка состава водяного затвора и слив конденсата из разделительной емкости. Отличная воронка для этого получится из еще одного пустого баллончика, разрезанного пополам и с установленной на месте клапана тонкой трубкой.
Соедините короткой полихлорвиниловой трубкой диаметром 5 мм электролизер с промежуточной емкостью, последнюю — с водяным затвором, а его выходной штуцер более длинной трубкой — с форсункой-иглой.
Включите выпрямитель, подрегулируйте напряжением или количеством подключаемых пластин номинальный ток и подожгите выходящий из форсунки газ.
Если вам необходима большая производительность — увеличьте количество пластин и примените более мощный блок питания — с ЛАТРом и простейшим выпрямителем.
Температура пламени также поддается некоторой корректировке составом водяного затвора. Когда в нем только вода, в смеси содержится много кислорода, что в некоторых случаях нежелательно.
О том, как сделать метиловый спирт в домашних условиях, мы описали в этой статье.
Залив в водяной затвор метиловый спирт, смесь можно обогатить и поднять температуру до 2600°С.
Для снижения температуры пламени водяной затвор заполняют смесью ацетона и воды в соотношении 1:1. Однако в последних случаях следует не забывать пополнять и содержимое водяного затвора.
electro-shema.ru
Газосварка | Мастер-класс своими руками
Ювелирный газосварочный аппарат на обычной воде. Водород при смеси с воздухом образует взрывоопасную смесь — так называемый гремучий газ. Температура горения водорода 2800 град. Цельсия. Именно на этих фактах и собранны данная газосварка. Основой сварки является электролизер, который заправляется раствором щелочи в воде, т.е. обычной соды (натрий двууглекислый) и генерирует Кислород, и Водород смесь, которая идеально горит. Вот так может выглядеть готовый агрегат:Итак, начнем со сборки самого электролизера. Нам понадобится: 1. Листовая нержавеющая сталь (нержавейка) 2. Резина или пластик 3. Оргстекло или как его еще называют стеклопластик 4. Болты с гайками 5.Герметик 6. Соединительные штуцера и патрубки Начнем. Для начала нарежем пластины нержавейки
После это в пластинах необходимо высверлить отверстия для циркуляции раствора и прохода газа между отсеками
Теперь нарежем изолирующие пластиковые промежутки лучше изготовить их из резины, но у меня не нашлось её и я использовал пластик и силиконовый герметик
Получилось не очень изящно, главное работоспособно. Осталось вырезать боковые основы из оргстекла и можно начинать сборку. Чтобы отверстия для болтов совпадали, рекомендую положить одно на другое стекла высверлить аккуратно по диагонали два отверстия и закрепить шурупами, так при сверлении стекла не будут съезжать
Теперь можно начинать сборку. Начала на оргстекло мажем герметик и укладываем пластик на пластик ложем нержавейку и так далее промазывая все герметикам в итоге у нас получаются такие отсеки для раствора
Самые крайние пластины нужно отвести так чтобы можно было закрепить контакты.
Из за, мягко говоря ошибки в расчетах два болта не вошли. Перед тем как закрывать верхний отсек в стекле необходимо сделать два отверстия вверху для выхода газа и снизу для поддержки уровя раствора
Нижний патрубок нужно соединить с бутылкой, в которую будет заливаться раствор и по принципу сообщающихся сосудов раствор попадет в отсеки
Затем необходимо изготовить водный затвор. Так как из электролизера выходит гремучий газ пламя может легко пойти по трубке и взорвется это происходит всего за долю секунды. Я таким образом потерял три бутылки по 0.5. И так в пробке делается два отверстия в одну заходит трубка электролизера и погружается в воду. Во второе отверстие вставляется трубка горелки
В качестве горелки используется обычный шприц, а именно игла
Для питания используется очень мощный источник постоянного тока, расчет напряжения 2 вольта на пластину нержавейки, ток не менее 7 А. Ток подается на крайние пластины. Теперь осталось самое простое приготовить раствор. В воду добавляется обычная сода в идеале лучше взять NaOH (едкий натрий, каустическая сода) но её не так просто найти, концентрация соды рассчитывается по амперажу ток должен быть в пределах от 4 до 6 ампер (для обычной соды). Прежде чем собирать установку помните, что водород крайне взрывоопасен достаточно маленькой искры, чтобы вызвать взрыв. Температура горения водорода велика и следовательно не горючие газы входящие в состав воздуха сильно расширяются и происходит очень сильный хлопок по этой причине меня два раза глушило на оба уха и вырвало дно у трех бутылок.
Вот и все можно пользоваться.
Вот что произошло с обычным конденсатором. Тушить горелку лучше опустив в воду, а не выключением питания в этом случае происходит взрыв. Повторюсь что температура горения водорода около 2800 град Цельсия следовательно можно плавить все металлы температура плавления которых ниже, а именно: Литий Калий Натрий Кальций Магний Цезий Алюминий Барий Цинк Хром Марганец Олово Железо Кадмий Никель Медь Висмут Серебро Свинец Вольфрам Золото Платина Осмий
Желающим повторить удачи!
Видео с наглядным объяснением:
sdelaysam-svoimirukami.ru
Водородная сварка — основные отличия от стандартных способов сварки
Водородное пламя является хорошей альтернативой пламени ацетиленовому и активно используется для сварки, резки и пайки различных материалов. В отличие от многих традиционных способов водородная сварка почти безопасна, благодаря тому, что продуктом процесса горения в ней выступает пар. Этот способ считается вариантом газопламенной обработки, использующим смеси из кислорода и горючих газов.
Если просто использовать водород как топливо вместо ацетилена, то произойдет покрытие сварочной ванны толстым шлаковым слоем, а получаемый при этом шов будет отличаться тонкостью и пористостью. Чтобы избежать этого, применяют органические соединения, способные связывать кислород. С этой целью используются такие углеводороды, как бензин, бензол, толуол и другие, подогретые до температуры, составляющей 30-80% от температуры кипения. Нужное их количество минимально, поэтому водородная сварка ценой не сильно отличается от прочих способов газопламенной обработки.
Еще одной сложностью данного способа может служить отсутствие достаточно эффективных источников водорода с кислородом. Газовые баллоны обладают повышенной опасностью в эксплуатации, поэтому их применение нецелесообразно. Значительные концентрации водорода способны вызывать обморожения и головокружение с удушьем.
Особенно опасно в водородном пламени то, что его не видно в дневном свете. Для его обнаружения необходимо применение специальных датчиков. Решить проблему надежности источников газов позволяют специальные аппараты, разлагающие воду посредством воздействия электрической энергии на кислород и водород. Эти электролизеры могут производить оба газа одновременно.
Эти легкие и компактные приборы приходят на смену тяжелому газосварочному оборудованию, применяемому при недоступности источников электроэнергии, что особенно удобно для проведения водородной сварки в домашних условиях.
Оборудование для водородной сварки
Водородные сварочные приборы, обладая разной мощностью, работают от обычной электросети. Они оборудуются традиционной ацетиленовой горелкой, через шланг в которую поступает водородно-кислородная смесь. Регулировка температуры их пламени позволяет устанавливать ее в широком диапазоне (600-2600 ºС). Аппараты можно применять как для ручной, так и автоматической сварки. Их эксплуатация не доставляет сложностей благодаря не слишком большой трудоемкости и отсутствию необходимости в перезарядке.
Обладая компактными габаритами, аппаратура при этом может быть достаточно мощной. Она приводится в режим работы за несколько минут в зависимости от температуры в месте проведения сварки и требуемого расхода газов. При владении основными навыками газопламенной обработки выполнение своими руками водородной сварки не составит труда, а производительность процесса с качеством швов будут не хуже, чем при традиционной сварке.
В отличие от традиционной сварки, использующей в виде основного топливного газа ацетилен, сварка с использованием вместо него водорода не только продуктивна, но и экологически безопасна. Сварка с ацетиленом чревата загрязнением атмосферного воздуха токсичными соединениями, в то время как единственным продуктом от процесса горения в водородном оборудовании выступает совсем безвредный пар.
Также абсолютно безопасны эти аппараты при хранении, транспортировке и в эксплуатации. Ими выполняют не только сварку, но и кислородную резку (ручную или машинную), пайку, порошковую наплавку, термоупрочнение и порошковое напыление. Несколько разных режимов позволяют осуществлять работы в большом спектре от соединения материалов с минимальной толщиной до резки толстолистных сталей. Несмотря на небольшие размеры этих переносных приборов и малую мощность, они позволяют сварку и резку изделий с толщинами до 2 мм как из черных, так и цветных металлов.
Применение водородной сварки
Кислородно-водородная сварка, топливным газом в которой служит водород, широко применяется в изготовлении ювелирных изделий, используется в стоматологии и при ремонте холодильного оборудования. Различные модели водородных аппаратов популярны в сервисных центрах по обслуживанию техники и других закрытых помещениях, где запрещается эксплуатация взрывоопасных кислородных и пропановых баллонов.
Также к преимуществам применения кислородно-водородного пламени стоит отнести сокращение затрат по обслуживанию рабочих мест при соблюдении норм пожарной безопасности и промышленной санитарии за счет полного отсутствия отходов в производстве и абсолютной безвредности продукта горения – водяного пара. Для беспрерывной работы водородно-кислородных приборов требуется только незначительный объем воды. А спектр обрабатываемых ими материалов довольно широк и включает как черные, цветные, благородные металлы со сталями, так и керамику со стеклом.
Представляющая собой электрохимический подвид сварки плавлением, атомно-водородная сварка, происходящая от действия электродуги с водородом, хорошо подходит для соединения чугунных деталей и конструкций из легированных и низкоуглеродистых сталей. Но ее применение в промышленности ограничивается довольно высоким напряжением источников питания, представляющим опасность для жизни людей.
Кроме того, этим способом сварки нельзя пользоваться при работе с медью, латунью, цинком, титаном и рядом других химических элементов, обладающих повышенной активностью во взаимодействии с водородом. При этом высокая активность молекулярного водорода эффективно защищает металлический расплав от негативного атмосферного влияния.
Технология сварки и резки с помощью водорода, в отличие от ацетиленовой или пропановой, позволяет получать довольно чистый срез. Помимо этого в ней отсутствуют вредные выбросы азотной окиси и грата, а металл не поглощает углерод и закаливается.
Водородные сварочные аппараты целесообразно применять при работах, производимых в тоннелях, колодцах и других труднодоступных местах, где запрещается размещение баллонов с пропаном или ацетиленом. Отдельные виды водородного сварочного оборудования позволяют осуществлять сварку даже при отрицательных температурах.
promplace.ru
Сварочный аппарат водородный: зачем нужно подобное оборудование?
Сварочный аппарат – устройство, без участия которого при строительстве, на производстве или в быту задача скрепления металлических деталей будет практически неосуществима. Водородный аппарат для производства сварочных работ – оборудование, достойное внимания, а поэтому постараемся рассмотреть все его полезные качества.
Описание и характеристики водородного аппарата
Водородный аппарат предназначен для резки, пайки и сварки металлов, при этом материалы могут быть цветными и черными. Особенностью такого приспособления является то, что им можно обрабатывать стекло, пластик, кварц и оргстекло. Водородный аппарат послужит отличным помощником в ювелирном деле, в стоматологических целях, на станциях технического обслуживания. Такой сварочный аппарат пригодится в отраслях, где необходим высокотемпературный локальный нагрев.
Сварочный аппарат функционирует на водороде, вырабатываемом внутри устройства. Заполучить водород выходит благодаря расщеплению молекул воды на атомы кислорода и водорода, при этом образуя газовую смесь с высокой потенциальной энергией, используемой для соединительных работ. Для продуктивного функционирования данного оборудования понадобится полтора литра воды (дистиллированной), а также доступ к бытовой электрической сети (220В).
Технические характеристики:
- Питающая сеть – 220В;
- Потребляемая мощность – до 2 кВт;
- Производительность газа – до 480л/час;
- Расход дистиллированной воды – 150 мл./час.
Преимущества:
- Стабильное давление;
- Сварочный аппарат имеет значительную производительность при незначительных габаритах;
- Специализированная технология производства пластин обеспечивает существенный ресурс работы;
- Различные режимы функционирования;
- Удобство применения;
- Удобное управление мощностью;
- Долговечность, а также простота обслуживания;
- Широкий спектр использования;
- Высокое качество и стабильность наряду с незначительной стоимостью;
- Применение ШИМ дает возможность снизить энергетические затраты, снизить массу оборудования;
- Эффективность и удобство при сравнении с газосварочными баллонами;
- Возможность эксплуатации одного оборудования на нескольких рабочих местах одновременно;
- Универсальность.
Как сделать оборудования своими руками?
Водород, как известно, во время смешивания с воздухом способствует созданию взрывоопасной смеси – так называемого, гремучего газа. Температура горения водорода составляет 2800 градусов Цельсия. Целесообразно разобраться в собственноручном производстве такого полезного оборудования, как сварочный аппарат. Постараемся рассмотреть порядок работы и применяемые материалы с инструментами.
Инструменты и материалы:
- Листовая нержавеющая сталь;
- Болты с гайками;
- Оргстекло, либо стеклопластик;
- Резина или пластик;
- Герметик;
- Соединительные штуцера, а также патрубки.
Порядок работы:
- Начинать своими руками собирать качественный сварочный аппарат следует со сборки электролизера, а поэтому, сначала нарежьте пластины нержавеющей стали;
- Далее в пластинах стоит высверлить отверстия, предназначенные для циркуляции раствора, прохода газа между отсеками;
- Следующим образом понадобится нарезать изолирующие пластиковые промежутки, но лучше будет выполнить их из резины;
- Теперь нужно вырезать своими руками боковые основы из вышеупомянутого материала – оргстекла, после чего можно приступать к сворке оборудования. Для того чтобы для болтов отверстия совпадали, желательно положить одно стекло на другое, после чего высверлить аккуратно по диагонали два отверстия. Далее надо зафиксировать их шурупами;
- Начинаем собирать сварочный аппарат. На оргстекло следует нанести герметик, уложить пластик на пластик, кладем нержавейку, после чего промазываем герметиком;
- Наиболее крайние пластины потребуется отвести таким образом, чтобы можно было зафиксировать контакты;
- Прежде чем как закрывать верхний отсек в стекле, надо выполнить пару отверстий своими руками вверху для выхода газа, а также для поддержки уровня раствора снизу;
- Нижний патрубок понадобится соединить с бутылкой, в которую будет заливаться раствор. Таким образом, раствор будет попадать в отсеки;
- Теперь можно приступать к производству водного затвора. Таким образом, в пробке выполняем два отверстия, при этом стоит знать, что в одну будет входить трубка электролизера и загружается в воду. Второе отверстие служит для трубки горелки;
- Роль горелки может исполнить обыкновенный шприц, то есть игла;
- Для питания можно использовать мощный источник постоянного тока, расчет напряжения – 2В на пластину нержавеющей стали. То должен приравниваться не менее 7 А, при этом рабочий параметр подается на крайние пластины;
- В конце можно будет сделать самое главное – приготовить раствор, для чего добавим обычную пищевую соду. Концентрация воды должна рассчитываться по амперажу ток должен находиться в пределах 4-6А.
Изучив определенные шаги изготовления устройства, произвести сварочный аппарат, который будет эксплуатироваться при помощи водорода, и в будущем послужит отличную и долговечную службу.
Похожие статьи
goodsvarka.ru
Атомно-водородная сварка | Сварка и сварщик
Атомно-водородная сварка. Плавление металла происходит за счет тепла, выделяемого при превращении атомарного водорода в молекулярный водород, и за счет тепла независимой дуги, горящей между двумя вольфрамовыми электродами.
1 — электроды; 2 — мундштуки горелки; 3 — зона превращения атомарного водорода в молекулярный; 4 — молекулярный водород, поступающий из мундштуков; 5 — зона диссоциации водорода на атомарныйСхема процесса атомно-водородной сварки
Атомно-водородная сварка была изобретена в 1925 г. американцем Лангмюром.
Во время нагревания водорода при соприкосновении его с раскаленной вольфрамовой нитью лампочки, как это имело место в первых исследованиях Лангмюра, происходит диссоциация молекул водорода на атомы.
Особенно интенсивную диссоциацию (61-62% всего нагретого водорода) Лангмюру удалось получить в вольтовой дуге, образованной в атмосфере водорода между двумя вольфрамовыми электродами. Атомное состояние водорода неустойчивое, оно длится доли секунды. Воссоединение атомов в молекулы сопровождается выделением тепла, которое было поглощено при диссоциации.>
Тепловой эффект от излучения дуги и от сгорания молекулярного водорода в наружной зоне пламени незначителен по сравнению с эффектом рекомбинации атомов водорода.
Температура атомно-водородного пламени составляет ~ 3700° С, что по концентрации тепла приближает этот способ сварки к сварке в среде защитных газов. Водород при этом способе сварки передает тепло от дуги к изделию вначале за счет поглощения его при реакции диссоциации, а затем путем выделения при рекомбинации атомов водорода. Высокая активность водорода обеспечивает хорошую защиту металла шва от вредного воздействия кислорода и азота воздуха.
При атомно-водородной сварке дуга горит между двумя вольфрамовыми электродами, расположенными под углом. В зону дуги можно подавать чистый водород или азотно-водородные смеси, получаемые при диссоциации аммиака. Питание дуги осуществляется от источников переменного тока. Из-за высокого охлаждающего действия реакции диссоциации водорода и высокого потенциала ионизации водорода напряжение источника питания дуги, требуемое для ее зажигания, должно быть 250-300 В. Напряжение горения дуги 60-120 В. Сила тока дуги 10-80 А.
Широкий диапазон изменения напряжения горения дуги мало сказывается на величине изменения силы тока. Напряжение горения дуги зависит от расхода водорода и расстояния между вольфрамовыми электродами.
Зажигание дуги осуществляется коротким замыканием вольфрамовых электродов, обдуваемых водородом, или, лучше, замыканием электродов на угольную (или графитовую) пластинку при обдувании струей газа, так как в этом случае обеспечивается легкое зажигание дуги и не требуется повышенного напряжения холостого хода источника питания. После зажигания дуги расстояние от концов электродов до поверхности изделия устанавливают в пределах 4-10 мм. Это зависит от мощности атомно-водородного пламени и толщины свариваемого металла.
а — спокойной; б — звенящейФормы дуги
Дуга может быть спокойной (рис. а), когда нет в дуге характерного веера, и звенящей (рис. б), когда веер пламени касается поверхности свариваемого изделия и дуга издает резкий звук. Для спокойной дуги напряжение не превышает 20-50 В и расход водорода 500-800 л/ч, для звенящей дуги — 60-120 В и 900-1800 л/ч соответственно.
При атомно-водородной сварке выполняют следующие виды сварных соединений: стыковые с отбортовкой и без отбортовки кромок, угловые, тавровые и нахлесточные.
Высоту отбортовки принимают равной двойной толщине свариваемого листа. Угловые соединения выполняют с применением присадочной проволоки или без нее. При сварке толщин более 3 мм на стыковых и тавровых соединениях рекомендуется выполнять скос кромок под углом ≥45°.
Обычно атомно-водородную сварку рекомендуется применять для сварки металлов и сплавов толщиной 0,5-5-10 мм. Этим способом хорошо свариваются малоуглеродистая и легированная сталь, чугун, алюминиевые, магниевые сплавы. Хуже свариваются медь, латунь из-за склонности к насыщению водородом и испарению цинка. При сварке алюминия и сплавов на его основе необходимо применить флюсы, состоящие из солей щелочных металлов. Металлы с высокой химической активностью к водороду, например Ti, Zr, Та и др., нецелесообразно сваривать атомно-водородной сваркой.
Атомно-водородная сварка обеспечивает получение сварных соединений со свойствами, близкими к свойствам основного металла.
Техника выполнения швов при атомно-водородной сварке подобна технике газовой сварки, т. е. может быть осуществлена как правым, так и левым методами.
Атомно-водородную сварку можно осуществлять в нижнем и вертикальном положениях, по режимам приведенным в таблице
Режимы (ориентировочные) атомно-водородной сварки
Установка для атомно-водородной сварки состоит из атомно-водородного аппарата, баллона с водородом, водородного редуктора, горелки и пускорегулирующей аппаратуры.
1 — атомно-водородный аппарат; 2 — баллон с водородом; 3 — горелка; 4 — токоподвод; 5 — шланг для подачи водородаСхема установки для атомно-водородной сварки
При горении дуги в смеси водорода и азота в состав установки входит еще баллон с аммиаком, крекер для получения азотно-водородной смеси из аммиака, аммиачный вентиль, водоотделитель и осушитель для газа. Водород с воздухом образует взрывные смеси, поэтому все соединения трубопроводов, вентилей, шлангов должны быть надежными, а помещения, где производится работа, хорошо вентилируемые.
1 — корпус; 2 — сосуд, питающий пост азотно-водородной смесью; 3 — нагреватель; 4 — труба с катализатором; 5 — катализатор; 6 — электродвигатель; I — баллон с аммиаком; II — крекер; III — водоотделитель; IV — азотно-водородный аппаратСхемы крекера (а) и установки (б) для сварки азотно-водородной смесью
При соединении водорода с углеродом в условиях сварочной дуги происходит обезуглероживание металла. Поэтому в производственных условиях вместо чистого водорода применяют смеси водорода с азотом. Для расщепления аммиака на водород и азот используют аппараты-крекеры (см. рис. а), в которых расщепление происходит при 600 °С в присутствии катализатора — железной стружки. Из крекера смесь газов поступает в очиститель (см. рис. б) и далее в осушитель, где азотно-водородная смесь, пройдя слой хлористого кальция, поступает по резиновому шлангу в сварочную горелку.
Технические характеристики аппаратов для атомно-водородной сварки
Известны аппараты для атомно-водородной сварки типа ГЭ-1-2, ГЭ-2-2, АВ-40, АГЭС-75, техническая характеристика которых приведена в таблице.
Атомно-водородная сварка широко применялась в самолетостроении, химическом машиностроении и других отраслях промышленности. В настоящее время из-за значительного прогресса других способов сварки атомно-водородная сварка применяется редко.
weldering.com
Водородная сварка
Сегодня среди всех видов газопламенных обработок все большую популярность получает сварка водородная. Такая газосварочная технология основана прежде всего на процессе электрохимического распада воды на два химических элемента: водород и кислород.
Процедура сварки отличается наибольшей эффективностью и обладает большими преимуществами перед сваркой, где главным элементом выступает соединение кислорода с ацетиленом.
Водородную сварку можно отнести к категории безвредных технологий, так как весь процесс горения основан на единственном элементе — водяном паре. В ходе работы температура горелки может повыситься до 2600°С, а это значит, что данная технология позволит осуществить любую сварку, спаивание или поможет прорезать различные виды черных металлов.
Технология процесса водородной сварки
Так как водородное пламя имеет ряд преимуществ перед ацетиленовым, его чаще используют для прорезания и спайки изделий из металла. Из-за того что в результате горения выделяется водяной пар, такая сварка считается самой безопасной. При использовании в ходе сварки водорода как топливного элемента, на покрытии металла может возникнуть слой шлака большой толщины. Выполняемый при этом сварочный шов будет иметь тонкую толщину и рыхлость. Чтобы избежать этого, в основном используют органические соединения, которые, наоборот, связывают кислород. Для этого лучше применять различные углеводороды (бензин, толуол и др.) и подогревать их до достижения температуры 80% от температуры кипения. При сварке понадобится минимальное количество углеводородов для максимального результата, поэтому она и намного дешевле, чем другая газопламенная обработка.
При использовании водородной сварки не нужно применять газовые баллоны, являющиеся эффективными источниками смеси водорода с кислородом. Дело в том, что они очень опасны при эксплуатации. Когда происходит сварка, водородное пламя совсем не видно при дневном свете. Поэтому для облегчения работы необходимо использовать специальные датчики. Надежность источников газа зависит прежде всего от аппаратов, работа которых возможна при наполненности водой, где с помощью воздействия электроэнергии она распадается на кислород и водород. При помощи таких электролизеров очень просто выполняется электролизная сварка, где в качестве основного элемента соединения деталей используется водородно-кислородная смесь.
В некоторых случаях используется атомно-водородная сварка, представляющая собой электрохимический процесс плавления. Действие достигается в результате нагревания электрической дуги расщепления водорода. По уровню содержания тепла атомно-водородная сварка несколько отличается от ацетиленово-кислородной сварки и других видов сварок. В основном данный вид используется при сварке чугуна или стали. В промышленных предприятиях атомно-водородная сварка применяется в редких случаях по причине высокого напряжения, которое опасно для любого человека.
Водородно — кислородное пламя имеет хорошую эффективность и является предпочтительной заменой ацетилено-кислородного пламени, для сварки, пайки и резки.
Водородно — кислородная сварка частично заменяет сварку и пайку в среде инертных газов (например, аргона), и в отличии от стандартных способов газосварки, является абсолютно безвредной, так как продуктом горения является водяной пар.
Водородно — кислородный сварочный аппарат можно использовать для широкого спектра обрабатываемых материалов: любой стали, цветные и благородные металлы, чугун, стекло, керамика, золото и т.д.
Для работы водородно — кислородного сварочного аппарата необходима только вода в маленьком количестве (примерно 0,2 литра в час).
Для обеспечения бесперебойной работы водородного сварочного поста, не нужно создавать запасы ацетилена и кислорода в баллонах.
Наш водородный сварочный аппарат позволяет выполнять широкий спектр работ – от сварки, микросварки и пайки пламенем размером с иголку до резки листовой стали толщиной до 10 мм и более. Обычно водородно — кислородная смесь превосходит ацетилено-кислородную по технологическим возможностям, а не просто является её более дешевым заменителем.
Водородный сварочный аппарат может работать непрерывно.
При применении водородно-кислородного пламени уменьшаются затраты на обслуживание рабочих мест, отсутствуют отходы производства, абсолютно безвредно — продуктом горения является водяной пар.
Преимущество этого аппарата перед аналогами
- 1. большая производительность при небольших габаритах
- 2. стабильное давление
- 3. специальная технология изготовления пластин обеспечивает большой ресурс работы
- 4. применение ШИМ (PWM) позволило уменьшить энергозатраты и снизить вес оборудования
- 5. интеллектуальное управление
- 6. Автоматическое и ручное управление
- 7. удобство в использовании
- 8. долговечность и простота обслуживания
- 9. удобное управление мощностью
- 10. широкий спектр применения
- 11. высокое качество при небольшой стоимости
- 12. высокая эффективность и удобство, по сравнению с газобаллонным оборудованием
- 13. один аппарат можно использовать для работ на нескольких рабочих местах одновременно. Аппарат будет самостоятельно подстраиваться под действия персонала, автоматически удерживая нужное давление газа в системе.
Автоматика облегчает переход от использования баллонов к интеллектуальному, современному, экономичному оборудованию. У Вас в руках та же горелка, тот же принцип регулирования расхода газа, прибор сделает все остальное сам.
Сравнение затрат при эксплуатации сварочного оборудования
Стандартное газобалонное оборудование в Украине:
- Стоимость Ацетилен баллона 40 л. – 50$/шт.
- Заправка Ацетилен баллона 40 л. — 40$/шт.
- Стоимость Пропан-бутан баллона 50 л. – 35$/шт.
- Заправка Пропан-бутана 50 л. — 15$/шт.
- Стоимость Кислород баллон 40 л. – 50$/шт.
- Заправка Кислород баллон 40 л. — 6$/шт.
- Редуктор + манометр – 15$.
- Стоимость комплекта с баллоном Ацетилен – 161$.
- Стоимость комплекта с баллоном Пропан-бутан – 121$. (без шлангов, горелок и т.д)
- 1 баллон Ацетилена + 10 баллонов Кислорода = 100$.
- 1,3 баллон Пропан-бутан + 10 баллонов Кислорода = 80$.
- + доставка баллонов, стоимость которой часто превышает стоимость самого газа.
Стоимость водородно-кислородного газосварочного оборудования:
Ориентировочная стоимость – 1300$.
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Мощность усредненная 2,5 кВт/час
2,5 х 30 = 75 кВт/час (потребление ел. Энергии за 30 часов.)
75 х 0,05 = 3,75. (примерная стоимость ел. Энергии за 30 часов.)
Расход воды 15 л.
15 х 0,1 = 1,5$. (стоимость дистиллированой воды)
3,75 + 1,5 = 5,25$. (затраты на 30 рабочих часов)
Вывод:
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
- Ацетилена + Кислорода = 100$.
- Пропан-бутан + Кислорода = 80$.
- Вода + Эл. Энергия = 5, 25 $.
Срок окупаемости при 5 дневной рабочей неделе составит 1300$ / (100$ — 5.25$) = 14 недель (3,5 месяца)
Спустя 3,5 месяца вы сможете получать дополнительную прибыль 95$ в неделю или 380 дол в месяц!
Характеристики
- Питание — 220 (380)В, 50 Гц
- Потребляемая мощность — 4 кВт
- Давление газа — 0,5 атм.
- Макс. температура пламени — 2600 — 3000 ºC
- Производительность газовой смеси — от 0 до 16,6 л/мин.
- Средний расход воды — 225 см3/ч
- Время непрерывной работы — 8 часов
- Толщина свариваемой стали — от 0,1 до 5 мм.
- Габариты — 695x265x340 мм.
- Масса — 40 кг.
Водородный газогенератор ПИОНЕР 2020
Сварочный газовый аппарат электролизного типа. Работает на дистиллированной воде, из которой в процессе электролиза образуется кислород и водород. Температура пламени от 600 до 2600 0С. Этого достаточно для сварки, плавки, пайки и резки практически любых металлов.
Основные преимущества водородной сварки:
- Экономичность. Затраты на дистиллированную воду и электроэнергию значительно ниже, чем на приобретение газа.
- Экологичность и безвредность. Продуктом горения водорода является водный пар, поэтому применение аппарата будет безвредным даже в закрытых и плохо проветриваемых помещениях.
- Безопасность. Вам не нужно хранить баллоны со взрывоопасным газом. Водород нигде не хранится, а создается в процессе работы аппарата. В итоге, хранить и использовать прибор можно законно в любом помещении. Каких-либо разрешений от государственных органов не требуется.
Газогенератор электролизного типа S300ACS для сварки и пайки позволяет получать до 450 литров гремучего газа в час. Номинальный объем 300 л/ч. Основные сферы применения аппарата это: пайка, сварка, плавка и обжиг металлов, кварца, стекла, дерева, органических или синтетических пластмасс и полимеров.
Генератор можно применять для работы в ювелирных или стоматологических мастерских. Он идеально подходят для мини-сварки и пайки черных и цветных металлов. Упрощает работу при обработке полимеров, пластмассы и композитных материалов. Так же с его помощью возможна обработка стекла и кварца.
Потребляемая мощность аппарата до 1800 Вт / час. Объем заправляемой воды до 1000 мл. Генератор оснащен системой отключения питания при критически низком уровне электролита. Для безопасности имеется система отключения питания при превышении внутреннего давления газа. Так же присутствует система обогащения гремучего газа парами бензина. Главным отличием от модели ПИОНЕР 2020 является наличие систем автоматической регулировки силы тока и давления вырабатываемого газа. Это делает аппарат более удобным при продолжительной работе.
Сухой вес газогенератора — 22 кг.
Размеры газогенератора (ДхВхШ) — 45х34х21 см.
Водородный сварочный аппарат| Kingkar
Водородный сварочный аппарат
Водородный сварочный аппарат использует высокотемпературное пламя, образующееся при сжигании газообразного водорода. Он оснащен кислородно-водородным генератором для разделения водорода и кислорода в процессе электролиза. Горение водорода в кислороде в горелке легко поддается контролю. Водородный сварочный аппарат широко применяется при полировке ювелирных изделий и стекла, а также для пайки и сварки металлических изделий.
Преимущества использования водородного сварочного аппарата:- Безопасность: Водород извлекается из воды, поэтому отсутствует необходимость в работе с летучими газами;
- Экологическая безопасность: при работе с устройством не образуются вредоносные, загрязняющие окружающую среду вещества. Данная система создает энергию путем электролиза атомов водорода и кислорода из ратсвора электролита (химические вещества не используются), таким образом создавая безопасное и чистое водородное/кислородное топливо;
- Удобство: Водородный сварочный аппарат отличается малыми размерами.
| Модель | KingKar200 | KINGKAR400 | KINGKAR5800W |
| Расход воды | 0.11л/ч | 0.23л/ч | 2.42л/ч |
| Напряжение тока | 220/110В однофазное | 220В/110В однофазное | 220В однофазное, 380В трёхфазное |
| Частота напряжения сети | 50/60Гц | 50/60Гц | 50/60Гц |
| Максимальное производство газа | 200л/ч | 400л/ч | 5800л/ч |
| Максимальное рабочее давление | 0.13-0.15МПа | 0.13-0.15МПа | 0.2МПа |
| Параметры (Длина´Ширина´Высота) | 485*300*540мм | 730*300*540мм | 1300*930*1560мм |
| Вес нетто | 20kg | 32kg | 350kg |
| Количество использований | 1 | 1 | 1-2 |
- Водородно-кислородный генератор HHO (используется для образования гремучего газа).
- Сварочный факел (состоит из пушки, сопла, стойки, контрольного клапана, встроенного предохранителя и др.).
- Сопло (наконечник факела) (бывает разных размеров в зависимости от толщины сварочного материала).
Компания Kingkar является профессиональным производителем оборудования на основе водородной и кислородной энергии. Наша продукция включает в себя аппарат для очистки двигателя автомобиля от нагара, водородно-кислородный аппарат для резки металлов, водородно-кислородный сварочный аппарат, водородно-кислородный генератор и др. У нас работает опытная команда инженеров, которые занимаются усовершенствованием водородно-кислородных генераторов на протяжении многих лет.
Форма запроса
Другие продукты
» Газосварочный электролизёр ЛИГА – Водородный сварочный аппарат А р т и з а н »
Метки: | Газосварочный электролизёр Лига | 1 Comment »
Газосварочное оборудование нового поколения: работающие на воде электролизеры ЛИГА
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов. (с) ЗАО «Василеостровский электромеханический завод».
Аппарат Лига-12 малогабаритный, переносной, питается от бытовой сети 220 В. При незначительной потребляемой мощности 1,8 кВт позволяет сваривать и резать сталь и цветные металлы толщиной до 2 мм. Температура чистого пламени легко регулируется от 600оС до 2600оС. Данный аппарат хорошо себя зарекомендовал у ювелиров, стоматологов и ремонтников холодильного оборудования. Технологические возможности аппарата Лига-12 — рекордные при малом весе (12 кг.) и незначительной потребляемой мощности (1,8 кВт). Он вырабатывает за 1 час работы около 330 л газовой смеси, расходуя при этом 150 мл дистиллированной воды.
Аппарат Лига-31 позволяет резать и сваривать сталь и цветные металлы толщиной стенки до 3 мм. Он нашел себе применение на станциях технического обслуживания автомобилей, где применение баллонов с взрывоопасными газами (пропан, кислород) чревато серьезными последствиями. Аппарат очень удобен при наплавке и пайке цветных и черных металлов.
Газовой сварке уже почти сто лет. Несмотря на появление множества новых способов сварки, многие работы и сейчас удобнее выполнять газовой горелкой. В качестве горючего газа для сварки повсеместно используют ацетилен. Объем применения прочих горючих газов ничтожно мал. В 70-80 гг. исследования, проведенные специалистами Института электросварки им. Е. О. Патона, Киевского политехнического института и ряда других организаций в СССР и за рубежом, показали, что вместо ацетилена можно использовать водород. При этом производительность и качество сварки углеродистых сталей и многих других сплавов могут быть такими же, как при работе с ацетиленом.
Давно известно, что тепловые характеристики водородно-кислородного пламени позволяют сваривать, резать, паять, плавить и термически обрабатывать большинство металлов, кварц, любое стекло и керамику. По температуре оно такое же, как ацетилено-кислородное, а увеличение расхода водородно-кислородной смеси в 1,7-2,0 раза по сравнению с ацетилено-кислородной позволяет обеспечить такую же скорость локального нагрева металла до температуры плавления. Но ацетилено-кислородное пламя является восстановительным по отношению к жидкому железу, а водородно-кислородное — окислительным. Это долгое время мешало сваривать сталь водородно-кислородным пламенем: сварочная ванна покрывалась сплошным слоем шлака, а шов получался хрупким и пористым. Но выяснилось, что если добавлять к водородно-кислородной смеси пары органических веществ, связывающих кислород, то можно получать безупречные по качеству швы. В Киевском политехническом институте доказали, что достаточно добавить пары бензина в количестве всего 2,2 % объема, — и пламя становится химически нейтральным. Вместо бензина можно добавлять различные углеводороды с температурами кипения от 30°С до 80°С. (Бензины, гексан, гептан — предельные углеводороды; бензол, толуол — непредельные углеводороды). Расход добавки мизерный, так как она является не теплоносителем, а раскислителем, связывающим лишний кислород. Для выполнения такого объема сварки стали, на который расходуют баллон ацетилена, требуется всего около 100 г бензина.
Таким образом, технологические ограничения на применение водородно-кислородной смеси при сварке были сняты, однако объем применения водорода для сварки все еще остается ничтожным. Причина: до последнего времени не было пригодного для сварки источника водорода. Баллоны тут не годятся: их потребуется в 3-5 раз больше, чем при работе на ацетилене и кислороде. Это явно нерентабельно. Но там, где есть электроэнергия, источником водорода и кислорода может быть обычная вода. При электролизе воды получаются сразу и горючий газ (водород), и окислитель (кислород), к тому же в оптимальном соотношении. Значит, если сделать электролизер, который можно доставлять к месту сварки, то можно подавать газы из него прямо в горелку и обходиться без баллонов.
Эту очевидную идею пытались реализовать с 30-х гг., но безрезультатно.
Основным препятствием оказалось соотношение веса электролизера и количества вырабатываемого газа. Газосварочное оборудование обычно должно быть передвижным. Но долгие годы количества газа от передвижных электролизеров хватало только для ювелирных работ либо для пайки зубных протезов. В 80-90 гг. наряду с 300-килограммовыми стационарными электролизерами, применяемыми для сварки стали толщиной 5-6 мм, появились передвижные электролизеры, позволяющие сваривать лист толщиной 1-2 мм. Однако для строительства и общепромышленного применения этого явно недостаточно.
Закрытое акционерное общество “Лига” преодолело “весовой барьер”, совершив скачок в соотношении веса и производительности по сравнению с электролизерами других фирм. В 1993 г. предприятие первым в мире сделало передвижной электролизер, пригодный по производительности, времени непрерывной работы без дозаправки и другим характеристикам для общепромышленного применения, а также в строительстве.
К настоящему времени создан параметрический ряд электролизно-водных сварочных аппаратов, охватывающий почти все задачи газопламенной обработки материалов. В состав каждого аппарата входят собственно электролизер, шланги длиной до 6 метров, горелка. Аппарат Лига-41 по желанию может комплектоваться резаком.
Названные аппараты позволяют выполнять практически все виды газопламенной обработки материалов за исключением резки стали толще 30 мм. Они применимы повсеместно, в частности, при сварке труб в зданиях, ремонте автомашин, строительной, сельскохозяйственной и бытовой техники, при газопламенной пайке и наплавке, при ювелирных работах, в стоматологии, термической обработке, отжиге стекла.
Это первые передвижные и переносные электролизные аппараты для общепромышленного применения и строительства за все время существования газовой сварки. До них реальной альтернативы баллонам при газовой сварке в промышленности и строительстве не было (а кроме них нет и сейчас).
Аппараты сертифицированы Госстандартом России и Республики Беларусь, также качество аппаратов подтверждено сертификатами развитых стран Европы, Скандинавии и Америки.
Технологические возможности каждого из аппаратов определяются его производительностью по газу. Для сварки листовой стали нужно не менее 270-300 л/ч водородно-кислородной смеси на 1 мм толщины. Больше можно: квалифицированный сварщик сумеет сварить тонкий металл мощным пламенем и не прожечь его. Меньше нельзя: не хватит тепла, и не будет ни производительности, ни качества.
Аппарат Лига-12 малогабаритный, переносной, питается от бытовой сети 220 В. При незначительной потребляемой мощности 1,8 кВт позволяет сваривать и резать сталь и цветные металлы толщиной до 2 мм. Температура чистого пламени легко регулируется от 600оС до 2600оС. Данный аппарат хорошо себя зарекомендовал у ювелиров, стоматологов и ремонтников холодильного оборудования. Технологические возможности аппарата Лига-12 — рекордные при малом весе (12 кг.) и незначительной потребляемой мощности (1,8 кВт). Он вырабатывает за 1 час работы около 330 л газовой смеси, расходуя при этом 150 мл дистиллированной воды.
Аппарат Лига-31 позволяет резать и сваривать сталь и цветные металлы толщиной стенки до 3 мм. Он нашел себе применение на станциях технического обслуживания автомобилей, где применение баллонов с взрывоопасными газами (пропан, кислород) чревато серьезными последствиями. Аппарат очень удобен при наплавке и пайке цветных и черных металлов. Температура чистого пламени в нем также легко регулируется от 600°С до 2600°С. Очень простой контроль производительности делают сварочный аппарат легко приспосабливаемым для выполнения самых различных задач в труднодоступных местах (ремонт радиаторов, блоков двигателей, ступиц, при кузовных работах). Встроенная система контроля подает сигнал в случаях достижения давления и уровня электролита своих предельных значений и автоматически отключает аппарат от электрической сети, обеспечивая этим двойную пожаровзрывобезопасность.
Аппарат Лига-41 разработан по предложению сотрудников аварийных служб. Он предназначен для выполнения ремонтных работ в тех местах, где отсутствует трехфазная сеть 380 В. Аппарат позволяет сваривать трубы с толщиной стенки до 5 мм, производить заварку дефектов чугунного и цветного литья. Также его можно применять для ручной и машинной резки металлов толщиной до 30 мм. В этом случае подогревающее пламя резака питается от аппарата, а режущий кислород подают из баллонов. При такой технологии резки поверхность реза гораздо чище, чем при резке ацетиленом или пропаном, металл не науглевоживается и не закаливается, отсутствует грат, воздух не загрязняется окислами азота. Данная технология позволяет технически решать проблему безопасного выполнения кислородной резки в колодцах и тоннелях, в метрополитене, где использование ацетилена и пропана запрещено.
Аппарат Лига-41А по своим характеристикам аналогичен аппарату Лига-41. Различие состоит в том, что он может работать в интервалах температуры от –15оС до +40оС, что позволяет его применять в строительных и ремонтно-восстановительных работах при отрицательной температуре воздуха.
Все аппараты позволяют выполнять и мелкие работы, в том числе и микрофакелом диаметром менее 1 мм. Других изготовителей с такой производительностью по газу и технологическими возможностями, пожаровзрывобезопасности в странах СНГ нет. Есть, однако, зарубежные аналоги, но их вес превышает 250-300 кг.
К настоящему времени уже накоплен определенный опыт производственного использования электролизно-водных сварочных аппаратов. Переход на работу с этими аппаратами не вызывал затруднений у профессиональных газосварщиков. Переучивать их не требовалось, — достаточно было краткого инструктажа. Качество сварных соединений трубопроводов, выполненных с применением аппаратов, удовлетворяет требованиям СНиП 3.05.01-84 и СНиП 3.05.05-85. Паять различными припоями цветные металлы удобнее и быстрее. Аппараты оказались очень эффективными при выполнении пайки и сварки в труднодоступных местах. Для стекла и оксидной керамики водородно-кислородное пламя — вообще идеальный источник нагрева, так как окислительный характер пламени в этом случае представляет преимущество, а не препятствие, как при сварке стали.
Преимущества при работе с аппаратами Лига по сравнению с работой с ацетиленом и пропаном при газопламенной обработке материалов следующие.
Во-первых, аппараты пожаровзрывобезопасны и при хранении, и при работе. Время от включения холодного, неработающего аппарата до выхода на рабочий режим составляет всего лишь 1-5 мин. в зависимости от окружающей температуры и требуемого расхода газа. При работе аппарата газ не накапливается, так как никаких ресиверов и тому подобных узлов в нем нет.
Во-вторых, производительность аппарата автоматически поддерживается равной расходу газа на горелку. Поэтому масса взрывающегося вещества (водородно-кислородной смеси) в работающем аппарате мала, и если газ в аппарате взорвать каким-либо способом, то энергия взрыва будет небольшой. Прочность аппарата обеспечивает его безопасность и исправность даже при нарушениях норм эксплуатации.
В-третьих, сварка становится экологически чистой. При работе на ацетилене воздух рабочей зоны загрязняется окислами азота. Они токсичны, и для снижения их концентрации ниже предельно допустимой нужна очень большая кратность воздухообмена. Поэтому при работе с ацетиленом в помещениях норматив содержания окислов азота, как правило, не выполняется. Это явно сказывается на самочувствии сварщиков. При работе с аппаратами Лига нет ни жидких, ни твердых отходов. Единственный продукт горения — водяной пар: окислы азота в рабочей зоне даже не обнаруживаются обычными методами анализа.
В-четвертых, работа сварщика не зависит от поставок баллонного газа или карбида кальция.
В-пятых, сварка резко удешевляется. На тот объем сварочных работ, на который в иных случаях расходуют баллон ацетилена и баллон кислорода, описываемым аппаратам нужно около 6,5 кВтч электроэнергии, 0,8 л дистиллированной воды и 100 г бензина. Заправка баллонов стоит раз в 10 дороже, чем электроэнергия и все остальное, что необходимо для работы аппаратов.
В-шестых, эксплуатировать аппараты гораздо легче, чем обычные передвижные генераторы ацетилена: дозаправляют их реже, а трудоемкость дозаправки в несколько раз меньше трудоемкости перезарядки генератора.
Наконец, в-седьмых, при машинной кислородной резке питание подогревающего пламени от аппаратов позволяет улучшить качество резки, снизить расходы на нее и предотвратить загрязнение воздуха окислами азота.
Применение баллонов и ацетиленовых генераторов оправдано только для сварки в полевых условиях, когда нет электроэнергии. В остальных случаях на смену баллонам должны прийти аппараты, работающие на воде. Необходимые технические предпосылки для этого созданы, и, по-видимому, в ближайшие годы электролизно-водные сварочные аппараты найдут широкое массовое применение.
Андрей САУЛИЧ
Водородный сварочный аппарат от sds-max.com.ua
Преимущества водородной сварки
Водородно – кислородное пламя имеет хорошую эффективность и является предпочтительной заменой ацетилено-кислородного пламени, для сварки, пайки и резки.
Водородно – кислородная сварка частично заменяет сварку и пайку в среде инертных газов (например, аргона), и в отличии от стандартных способов газосварки, является абсолютно безвредной, так как продуктом горения является водяной пар.
Водородно – кислородный сварочный аппарат можно использовать для широкого спектра обрабатываемых материалов: любой стали, цветные и благородные металлы, чугун, стекло, керамика, золото и т.д.
Для работы водородно – кислородного сварочного аппарата необходима только вода в маленьком количестве.
Для обеспечения бесперебойной работы водородного сварочного поста, не нужно создавать запасы ацетилена и кислорода в баллонах.
Наш водородный сварочный аппарат позволяет выполнять широкий спектр работ – от сварки, микросварки и пайки пламенем размером с иголку до резки листовой стали толщиной до 10 мм и более. Обычно водородно – кислородная смесь превосходит ацетилено-кислородную по технологическим возможностям, а не просто является её более дешевым заменителем.
Водородный сварочный аппарат может работать непрерывно.
При применении водородно-кислородного пламени уменьшаются затраты на обслуживание рабочих мест, отсутствуют отходы производства, абсолютно безвредно – продуктом горения является водяной пар.
Преимущество этого аппарата перед аналогами
— большая производительность при маленьких габаритах
— стабильное давление
— специальная технология изготовления пластин обеспечивает большой ресурс работы
— применение ШИМ (PWM) позволило уменьшить энергозатраты и снизить вес оборудования
— интеллектуальное управление
— различные режимы работы
— удобство в использовании
— долговечность и простота обслуживания
— удобное управление мощностью
— широкий спектр применения
— высокое качество при небольшой стоимости
— высокая эффективность и удобство, по сравнению с газобаллонным оборудованием
— один аппарат можно использовать для работ на нескольких рабочих местах одновременно. Аппарат будет самостоятельно подстраиваться под действия персонала, автоматически удерживая нужное давление газа в системе.
В аппарате существуют автоматический и ручной режимы работы:
— в ручном режиме Вы выбираете необходимую мощность, процессор прибора стабилизирует выбранный параметр;
— в автоматическом режиме Вы выбираете нужную программу (под используемый номер сопла), а аппарат стабилизирует выбранный режим;
— в ждущем режиме (когда горелка закрыта а прибор включен) аппарат поддерживает нужное давление в системе и следит за температурой электролизера;
— автоматика отслеживает температуру, мощность, давление, уровень жидкости;
— автоматика следит за всеми критическими параметрами и при необходимости отключит аппарат или снизит мощность.
Автоматика обеспечивает своевременный долив жидкости из расширительного бачка в электролизер. Вам не надо постоянно следить за уровнем жидкости. Аппарат сам подскажет, когда необходимо долить воду.
Автоматика облегчает переход от использования баллонов к интеллектуальному, современному, экономичному оборудованию. У Вас в руках та же горелка, тот же принцип регулирования расхода газа, прибор сделает все остальное сам.
Видео
Сравнение затрат при эксплуатации сварочного оборудования
Стандартное газобалонное оборудование:
Стоимость Ацетилен баллона 40 л. – 905,00 грн./шт.
Заправка Ацетилен баллона 40 л. – 315,00 грн./шт.
Стоимость Пропан-бутан баллона 50 л. – 285,00 грн./шт.
Заправка Пропан-бутана 50 л. – 195,00 грн./шт.
Стоимость Кислород баллон 40 л. – 865,00 грн./шт.
Заправка Кислород баллон 40 л. – 48,00 грн./шт.
Редуктор + манометр – 300,00 грн.
Стоимость комплекта с баллоном Ацетилен – 2433 грн.
Стоимость комплекта с баллоном Пропан-бутан – 1693 грн.
(без шлангов, горелок и т.д)
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
1 баллон Ацетилена + 10 баллонов Кислорода = 795 грн.
1,3 баллон Пропан-бутан + 10 баллонов Кислорода = 733 грн.
+ доставка баллонов, стоимость которой часто превышает стоимость самого газа.
Стоимость водородно-кислородного газосварочного оборудования:
Ориентировочная стоимость – 20000 грн.
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Мощность 2,5 кВт/час
2,5 х 30 = 75 кВт/час ( потребление ел. Энергии за 30 часов.)
75 х 0,75 = 56,25 грн. ( стоимость ел. Энергии за 30 часов.)
Расход воды 15 л.
15 х 1 = 15 грн. (стоимость дистиллированой воды)
56,25 + 15 = 71,25 грн. (затраты на 30 рабочих часов)
Вывод:
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Ацетилена + Кислорода = 795 грн.
Пропан-бутан + Кислорода = 733 грн.
Вода + Эл. Энергия = 71, 25 грн.
Характеристики
Питание – 220 (380)В, 50 Гц
Потребляемая мощность – 4,4 кВт
Давление газа – 0,4 атм.
Макс. температура пламени – 2600 – 3000 ºC
Производительность газовой смеси – от 0 до 16,6 л/мин.
Средний расход воды – 225 см3/ч
Время непрерывной работы – 8 часов
Толщина свариваемой стали – от 0,1 до 5 мм.
Габариты – 695×265×340 мм.
Масса – 25 кг.
Чем заправлять водородный аппарат для горелки. Водородная горелка своими руками. Отопление дома водородом
Многие привыкли считать, что самым доступным и экономичным видом топлива является природный газ. Но оказалось, что у этого продукта существует хороший альтернативный вариант — водород. Его получают посредством расщепления воды. Исходный компонент для получения такого топлива получается бесплатно. Водородная горелка для котла отопления, сделанная своими руками, поможет значительно сэкономить и не думать о походе в магазин. Существуют специальные правила и методы создания технической установки, предназначенной для выработки водорода.
Как получается водород?
Информацию о получении водорода часто дают учителя химии детям, обучающимся в средней школе. Метод его добычи из простой воды в химии называется электролизом. Именно с помощью такой химической реакции есть возможность получать водород.
Простое по конструкции устройство выглядит как отдельная емкость, наполненная жидкостью. Под слоем воды находятся два пластичных электрода. К ним подводят электрический ток. Из-за того, что вода обладает свойством электропроводимости, между пластинками выстраивается контакт с минимальным сопротивлением.
Проходящий по созданному водяному сопротивлению ток приводит к формированию химической реакции, в результате которой вырабатывается требуемый водород.
На этом этапе все кажется очень простым — остается лишь собрать полученный водород, чтобы использовать его как источник энергии. Но химия не может существовать без мелких деталей. Важно помнить, что если водород вступает в соединение с кислородом, то при определенной концентрации возникает взрывоопасная смесь. Такое состояние веществ считается критичным, что ограничивает человека в создании мощнейших станций домашнего типа.
Как устроена водородная горелка?
Для создания своими руками генераторов, работающих на водороде, чаще всего в качестве основы используется классическая схема установки Брауна. Электролизер такого типа обладает средней мощностью и включает в себя несколько групп ячеек, каждая из которых, в свою очередь, обладает группой пластичных электродов. Мощность созданной установки будет зависеть от общей площади поверхности пластичных электродов.
Ячейки устанавливаются в емкость, которая качественно защищена от внешних факторов. На корпусе устройства фиксируются специальные патрубки для подключения водяной магистрали, вывода водорода, а также контактная панель, осуществляющую роль подводки электрического тока.
Созданная своими руками водородная горелка по схеме Брауна, помимо всего перечисленного, включает в себя отдельный водяной затвор и обратный клапан. С помощью таких деталей достигается полная защита устройства от выхода водорода. Именно эту схему используют многие мастера при создании водородной установки для отопления домашнего участка.
Отопление дома водородом
Создать кислородно-водородную горелку своими руками не так просто, это требует определенных усилий и терпения. Чтобы собрать нужное количество водорода для отопления дома, нужно воспользоваться мощной электролизной установкой, а также запастись огромным количеством электрической энергии.
Специалисты отмечают, что компенсировать затраченное электричество посредством использования готовой установки в домашних условиях получится нескоро.
Водородная станция для использования в домашних условиях
Как сделать водородную горелку своими руками? Этот вопрос продолжает оставаться самым популярным у владельцев частных домов, которые стараются изготовить надежный и качественный источник отопления. Самым распространенным способом создания такого устройства считается следующий вариант:
- предварительно подготавливают герметичную емкость;
- создаются пластинные либо трубчатые электроды;
- планируется конструкция прибора: способ управления им и оснащение током;
- подготавливаются дополнительные модули для подключения к устройству;
- покупаются специальные детали (крепежи, шланги, проводка).
Конечно же, мастеру в обязательном порядке потребуются инструменты, включая специальные устройства, частотомер либо осциллограф. Как только все инструменты и материалы будут подготовлены, мастер может перейти к самому созданию водородно-отопительной горелки для домашнего использования.
Схема создания устройства
На первом этапе создания водородной горелки для отопления дома мастеру нужно проделать специальные ячейки, предназначенные для генерации водорода. Топливная ячейка отличается своей укомплектованностью (немного меньше длины и ширины корпуса генератора), поэтому не займет слишком много места. Высота блока с электродами внутри доходит до 2/3 высота главного корпуса, в который устанавливаются основные детали конструкции.
Ячейку можно создать из оргстекла либо текстолита (толщина стенки варьируется от 5 до 7 миллиметров). Для этого текстолитовая пластина разрезается на пять равных частей. Далее из них формируют прямоугольник и склеивают границы эпоксидным клеем. Нижняя часть полученной фигуры должна оставаться открытой.
Из таких пластин принято создавать корпус топливной ячейки водородного отопителя. Но в этом случае специалисты применяют немного другой способ сборки с использованием винтов.
На внешней стороне готового прямоугольника высверливают небольшие отверстия, предназначенные для проведения электродных пластин, а также одно маленькое отверстие для датчика уровня. Для комфортного высвобождения водорода потребуется дополнительное отверстие шириной от 10 до 15 миллиметров.
Внутрь вставляются платины электродов, контактные хвостики которых проводят через высверленные отверстия на верхней части прямоугольника. Далее встраивается датчик уровня воды на отметке 80 процентов заполнения ячейки. Все свободные отверстия в текстолитовой пластине (исключая то, из которого будет выходить водород) заливаются эпоксидным клеем.
Ячейки генератора
Чаще всего при создании водородного генератора используют цилиндрическую форму исполнения модулей. Электроды в такой конструкции выполнены немного по другой схеме.
Отверстие, из которого выходит водород, должно быть дополнительно оборудовано специальным штуцером. Его фиксируют креплением либо вклеивают. Готовая ячейка генерации водорода встраивается в корпус отопительного прибора и заделывается со стороны верха (в этом случае можно также использовать эпоксидную смолу).
Корпус прибора
Корпус водородного генератора для использования в домашних условиях выполняется довольно просто. Но использовать такую конструкцию для станций высокой мощности не получится, так как он просто не выдержит оказываемой нагрузки.
Перед тем как установить внутрь готовую ячейку, корпус следует хорошо подготовить. Для этого нужно:
- создать подвод жидкости в нижней части корпуса;
- сделать верхнюю крышку, оснащенную удобным и надежным крепежом;
- выбрать хороший уплотнительный материал;
- установить на крышку электрический клеммник;
- оснастить крышку водородным коллектором.
Финальный этап
В конце работы мастер сможет получить качественный и надежный водородный генератор для отопительной системы частного дома. Далее останутся лишь финальные штрихи:
- установить готовую топливную ячейку в главный корпус устройства;
- подключить электроды к клеммнику крышки прибора;
- штурец, установленный на отверстии выхода водорода, следует подсоединить к водородному коллектору;
- крышка накладывается сверху на корпус устройства и фиксируется через уплотнитель.
Теперь водородный генератор полностью готов к работе. Владелец частного дома может смело подключать воду и дополнительные модули для комфортного обогрева частного дома.
Правила использования устройства
Водородная ювелирная горелка для дома должна обладать дополнительными встроенными модулями. Особо важен модуль подачи воды, который совмещается с датчиком уровня воды, встроенным в сам генератор водорода. Самые простые модели представляют собой водяной насос и контроллер управления. Насос управляется контроллером через сигнал датчика в зависимости от количества жидкости, находящейся в топливной ячейки.
Вспомогательные элементы очень важны для любой конструкции отопления. Без автоматических модулей контроля и защиты генератор на водородной основе использовать запрещено и даже опасно.
Специалисты советуют приобрести специальную систему, регулирующую частоту подаваемого электрического тока и уровня напряжения. Это важно для нормального функционирования рабочих электродов внутри топливной ячейки. Также в модуле должен находиться стабилизатор напряжения и защита от перегрузки током.
Водородный коллектор представляет собой трубку, в которую встроен специальный вентиль, манометр и обратный клапан. От коллектора водород подается в помещение посредством специального обратного клапана.
Манометр и водородный коллектор — очень важные детали в водородном генераторе, с помощью которых осуществляется равномерное распределение газа по помещению и контролируется общий уровень давления.
Любой потребитель должен помнить, что водород остается взрывоопасным газом с высокой температурой сгорания. Именно по этой причине просто взять и наполнить конструкцию отопительного прибора водородом запрещается.
Как определить качество установки?
Самостоятельно создать качественную и безопасную отопительную установку для дома — трудная задача, с которой справляются не все. Например, даже при рассмотрении металла, из которого состоят трубы прибора и электродные пластины, уже можно столкнуться с большим количеством трудностей.
Время службы встроенных электродов напрямую зависит от типа металла и его основных свойств. Конечно же, можно применять ту же нержавейку, но эксплуатация таких деталей будет недолгой. Температура водородной горелки должна быть в районе 5000 К.
Особое значение играют и замеры. Все расчеты следует проводить как можно точнее, учитывая требуемую мощность, качество поступающей воды и другие критерии. Если величина отверстия между электродами не будет совпадать с расчетами, то водородный генератор может и вовсе не запуститься.
Сегодня среди всех видов газопламенных обработок все большую популярность получает сварка водородная. Такая газосварочная технология основана прежде всего на процессе электрохимического распада воды на два химических элемента: водород и кислород.
Процедура сварки отличается наибольшей эффективностью и обладает большими преимуществами перед сваркой, где главным элементом выступает соединение кислорода с ацетиленом.
Водородную сварку можно отнести к категории безвредных технологий, так как весь процесс горения основан на единственном элементе – водяном паре. В ходе работы температура горелки может повыситься до 2600°С, а это значит, что данная технология позволит осуществить любую сварку, спаивание или поможет прорезать различные виды черных металлов.
Читайте также:
Технология процесса водородной сварки
Так как водородное пламя имеет ряд преимуществ перед ацетиленовым, его чаще используют для прорезания и спайки изделий из металла. Из-за того что в результате горения выделяется водяной пар, такая сварка считается самой безопасной. При использовании в ходе сварки водорода как топливного элемента, на покрытии металла может возникнуть слой шлака большой толщины. Выполняемый при этом сварочный шов будет иметь тонкую толщину и рыхлость. Чтобы избежать этого, в основном используют органические соединения, которые, наоборот, связывают кислород. Для этого лучше применять различные углеводороды (бензин, толуол и др.) и подогревать их до достижения температуры 80% от температуры кипения. При сварке понадобится минимальное количество углеводородов для максимального результата, поэтому она и намного дешевле, чем другая газопламенная обработка.
При использовании водородной сварки не нужно применять газовые баллоны, являющиеся эффективными источниками смеси водорода с кислородом. Дело в том, что они очень опасны при эксплуатации. Когда происходит сварка, водородное пламя совсем не видно при дневном свете. Поэтому для облегчения работы необходимо использовать специальные датчики. Надежность источников газа зависит прежде всего от аппаратов, работа которых возможна при наполненности водой, где с помощью воздействия электроэнергии она распадается на кислород и водород. При помощи таких электролизеров очень просто выполняется электролизная сварка, где в качестве основного элемента соединения деталей используется водородно-кислородная смесь.
В некоторых случаях используется атомно-водородная сварка, представляющая собой электрохимический процесс плавления. Действие достигается в результате нагревания электрической дуги расщепления водорода. По уровню содержания тепла атомно-водородная сварка несколько отличается от ацетиленово-кислородной сварки и других видов сварок. В основном данный вид используется при сварке чугуна или стали. В промышленных предприятиях атомно-водородная сварка применяется в редких случаях по причине высокого напряжения, которое опасно для любого человека.
Вернуться к оглавлению
Виды сварочных аппаратов
Для осуществления любого вида сварочных работ необходимо применять аппарат для сварки, отсутствие которого на любом строительном объекте или в бытовых условиях недопустимо. Ведь он является единственным аппаратом с возможностью скрепления изделий из металла.
При водородной сварке использованию подлежит водородно-сварочное оборудование. Водородный аппарат используется не только для резки и спайки разных видов металлов, но и для отделки различного пластика, стекла или кварца.
Этот вид оборудования подлежит использованию в отраслевых областях, где для работы нужен нагрев до максимальных температур.
Сварочный аппарат работает за счет водорода, который вырабатывается в самом аппарате. Вследствие распада молекул воды на два важных элемента, кислород и водород, удается получить водород. После этого образуется газовая смесь, имеющая максимальную энергию. При помощи нее можно осуществлять работы по соединению различных металлических конструкций.
Для того чтобы это устройство работало правильно, нужно подготовить 1,5 л дистиллированной воды и освободить доступ к сети электропитания.
Это оборудование очень легко эксплуатируется, не требует частого перезаряжания и имеет небольшую трудоемкость. Работа начинается уже через несколько минут после включения в сеть электропитания. При помощи аппаратов водородной сварки можно осуществлять сварку деталей толщиной до трех миллиметров, а это значит, что он может использоваться ювелирами, стоматологами, специалистами по ремонту бытовой техники.
Водородно-кислородные электролизеры отличаются мощностью, в зависимости от которой допускается выполнение различных сварочных работ.
К ним относится спайка, сварочные работы, кислородная резка и другие. При сварке водородом можно выполнить огромный перечень работ, начиная с микросварки и заканчивая резкой стальных листов. Эти аппараты малогабаритные и могут применяться для сварки листов размером до 2 мм при мощности 1,8 кВт.
В некоторых случаях применяются ацетиленовые генераторы и баллоны. Их целесообразно применять только в полевых условиях, где нет возможности использовать электричество. Если имеется разъем электропитания, то лучше использовать громоздкое сварочное оборудование.
Атомно-водородная сварка немного отличается своим технологическим процессом от обычного вида таких работ. В процессе происходит подача водорода в сварочную область. При помощи сварочной горелки можно с легкостью определить направление и объем смеси.
В ходе выполнения сварки с элементами кислорода и водорода, происходит оплавление краев горелки из-за слишком высокого уровня температуры. Поэтому она подлежит немедленному очищению. Такой процесс газосварки можно выполнить как в ручном, так и в автоматическом режиме.
Специалисты, имеющие навыки в этой области, способны делать эти необходимые работы без чьей-либо помощи.
Нужно просто купить аппарат для сварки с эффектом 210, где в упаковке имеется еще одна горелка. Этот аппарат начинает работу после включения его в сеть электропитания 220 Вт. Им можно легко достичь результата при резке металлических пластин небольшой толщины либо пластин из легированных сталей.
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.
В химическом выражении реакция выглядит следующим образом:
2H 2 O=2H 2 +O 2
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
Преимущества и недостатки
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.
Генератор водорода бытового назначения
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.
Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.
Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Водородное пламя можно использовать в качестве альтернативы ацетиленовому при проведении резки, пайки и сварки. В отличие от официальных методов, водородная сварка является практически безвредной. Это обусловлено паром, который является продуктом горения в этом процессе. Если вы владеете навыками газовой сварки, то довольно быстро сможете научиться и водородной. Если нет — потребуется чуть больше времени, но результат будет того стоить. В этой статье мы вам расскажем о том, как можно выполнить водородную сварку своими руками.
Особенности водородной сварки
Газовая сварка используется уже на протяжении ста лет. В качестве основного горючего газа используется ацетилен. Результаты проведенных исследований показали, что использование водорода вместо ацетилена является более продуктивным. При сварке материалов получается такое же производство и качество сварного шва. Единственная трудность состоит в том, что ацетиленовое пламя восстанавливает железо, а водородное — окисляет его.
Водородная сварка является одним из видов газопламенной обработки, которая происходит с использованием кислорода и смеси горючего газа. При задействовании водорода в качестве горючего газа сварочная ванна покрывается большим слоем шлака, а шов получается тонким и пористым. Но эту проблему удалось решить. Органические вещества имеют свойство связывать кислород, поэтому было принято решение об их применении. Стали использоваться углеводороды, которые имеют 30-80° температуры кипения. Это гексан, толуол, бензин, гептан, бензол. Для сварки необходимо минимальное количество.
Когда технологические вопросы были удачно решены, возникло еще одно затруднение. Отсутствовал эффективный источник кислорода. Водородные баллоны являются источником повышенной опасности, поэтому их использование нерентабельно. Большая концентрация сжиженного водорода может вызвать головокружение, удушье и сильное обморожение. Но основной опасностью водородного пламени является его невидимость при дневном свете.
Днем водородное пламя можно определить путем использования специальных датчиков. Эту проблему удалось решить посредством расположения воды на водород и кислород под воздействием электричества. Электролизеры — это приборы, которые при помощи электрической энергии могут получать водород и кислород одновременно.
Стоит отметить, что водород, подходящий для сварки различных изделий из железа и малоуглеродистых сталей, является абсолютно непригодным для сварки нержавеющих сталей. Это происходит из-за его растворения в расплавленном никеле. При отвердевании металла он выделяется обратно, образовывая трещины и поры. Кислородно-водородная сварка также непригодна для меди. Но ее преимущество заключается в том, что атмосфера водорода защищает свариваемую поверхность от окисления.
Ацетиленовые генераторы и баллоны необходимы для использования в полевых условиях, когда рядом нет источников электроэнергии. Но в других случаях массивное газосварочное оборудование могут заменить легкие и удобные водородные аппараты.
Варианты использования водородных приборов
Сварочный водородный аппарат работает от трехфазной и бытовой электросети, имеют разную мощность. Прибором можно пользоваться в ручном и автоматическом режиме. В стандартную ацетиленовую горелку по шлангу подается состав водорода и кислорода, при этом температуру чистого пламени можно отрегулировать от 600 до 2600 градусов.
Сварочные водородные аппараты очень легки в эксплуатации. Их не нужно часто перезаряжать, да и трудоемкость является небольшой. Как правило, они входят в рабочий режим всего за пару минут, что зависит от требуемого расходования газа и температуры помещения. При оборудовании небольших размеров аппарат может быть очень мощным.
Водородная сварка является очень экологической, в отличие от ацетилена, работа с которым загрязняет среду токсичными веществами. В водородных приборах единственным продуктом горения является полностью безвредный пар. Кроме этого, при работе и хранении эти приборы полностью безопасны. Но не стоит пренебрегать защитной одеждой — рукавицами, плотной робой и очками для газовой сварки.
Такие аппараты решают практически все задачи, которые ставятся перед пламенной обработкой материалов. При помощи этих приборов можно осуществлять сварку, пайку, порошковое напыление, ручную и машинную кислородную резку, наплавку, термоупрочнение, порошковую наплавку. Существуют различные режимы работы, которые предоставляют возможность выполнять большой спектр работ — от сварки минимальной толщины до резки толстых стальных листов. Даже небольшие переносные аппараты с незначительной мощностью могут варить и резать листы черного и цветного металла до двух миллиметров толщины.
Аппараты водородной сварки пользуются большой популярностью среди ювелиров, стоматологов и специалистов по ремонту холодильников. Модели с большей мощностью позволяют сваривать материал до трех миллиметров толщины. Они очень популярны на станциях обслуживания техники, поскольку в этих местах запрещено использовать опасные баллоны с кислородом и пропаном.
Сварочные водородные аппараты могут использоваться во время кузовных работ, при ремонте батарей, блоков двигателей и ступиц. Когда предельный уровень давления и электролита достигается, встроенная контрольная система сама подает сигнал. В этом случае аппарат автоматически отключается от источника питания. Благодаря соблюдению таких мер безопасности, обеспечивается хорошая пожарная и взрывобезопасность.
Для сотрудников аварийных компаний, были разработаны специальные варианты, которые сваривают трубы с толщиной стенки до пяти миллиметров. Такие приборы можно использовать для заварки зон с браками чугунного и цветного литья, машинной и ручной резки металлов до тридцати миллиметров толщиной стенки. Эти способы сварки осуществляют с питанием подогревающего пламя резака от прибора и подачей кислорода из баллона.
Благодаря такой технологии получается очень чистый рез, в сравнении с ацетиленом и пропаном. Также отсутствуют выбросы оксида азота и граты, металл не насыщается углеродом и закаливается. Такие сварочные аппараты часто используются в колодцах, тоннелях и метрополитенах, поскольку там также запрещено использование пропана и ацетилена. Есть виды, которые предоставляют возможность проводить водородную сварку при минусовых температурах.
Водородная сварка в домашних условиях
Водородный сварочный прибор пригодится каждому домашнему умельцу. Водородные аппараты стоят довольно дорого. К тому же купленные приборы очень тяжело использовать для работы с небольшими деталями. Вы можете изготовить подобный сварочный аппарат у себя дома. Все узлы можно собрать из обычных материалов. Давайте рассмотрим, как это правильно делается.
Водородная смесь получается благодаря электролизу водного раствора щелочи — едкого натра. Источник тока можно сделать из выпрямителя для зарядки аккумуляторных батарей от автомобиля. Для домашнего использования будет достаточно небольшой производительности, поэтому конструкцию можно упростить.
Электролиз происходит в сосуде, поэтому для водопроводной сварки в домашних условиях можно использовать стеклянную банку с полиэтиленовой крышкой в 0,5 литров. В крышке необходимо проделать точки для выводов контактных пластин электродов и для втулки трубки отвода получаемых газов. После этого следует герметизировать все выводы и саму крышку, подойдет обычный клей «Момент». Стоит отметить, что изогнутые змейкой электроды, являются пластинами шириной в 4 сантиметра из нержавеющей стали.
Через штуцер отвода газов необходимо заполнить банку электролитом (8-10% смесь гидроокиси натрия в очищенной воде) при помощи шприца в 50 мл. Функцию гидродозатора выполняет второй сосуд, в котором получается барботирование полученных газов и насыщение их парами горючих веществ при прохождении через 60-70% их раствора в воде.
Эта смесь должна поступать в третью емкость с водой, которая является затвором для выхода газов. Безопасность работы повышает задействование двух засовов, которые последовательно расположены и исключают проскок пламени от аппарата в электролизер. Для большей безопасности, вы можете сделать второй затвор из пластмассы.
Газ с кислородом, водородом и парами горючих веществ выходит через медицинскую иголку. Пламя может достигать температуры 2500 градусов, но ее можно регулировать путем изменения подаваемого напряжения. Следите, чтобы процесс горение был стойким. Если вы поменяете напряжение на электродах, измениться и сила тока, которая влияет на дозу выделяемого газа.
Вы можете легко проверить это при помощи расчетов с использованием известной формулы Фарадея. Для втулок можно задействовать трубки от гелиевых ручек, капельниц и т.д., как показано на видео о водородной сварке. Помните, что диаметр иглы сварочного аппарата должен быть от 0,6 до 0, 8 миллиметра, а для третьего сосуда необходимо использовать пластмассовую баночку. Получившуюся конструкцию необходимо уложить в корпус, подходящий по размеру.
При электролизе расходуется вода, а количество щелочи остается таким же. Щелочь распадается на ионы и повышает электропроводность раствора. Вы можете пополнять топливную смесь при помощи обычного медицинского шприца с иглой. Для держателя иглы можно использовать деревянную ручку для инструментов, в которой также просверливается точка по диаметру трубки. Обязательно поместите ватные тампоны внутри трубки шприца, на ее основании и конце. Такая мера предосторожности предотвратит проскок пламени по трубке в сосуд со спиртовым составом.
Выпрямитель вы можете собрать самостоятельно на диодах, путем их соединения по полупериодной схеме. Вы можете задействовать любой подходящий трансформатор с мощностью не менее 180 Вт. Отлично подойдет трансформатор от старых советских телевизоров. Необходимо удалить вторичные обмотки и намотать новые при помощи толстого медного обмоточного провода в 4 миллиметра. Желательно сделать отводы для регулирования выходного напряжения, которые обеспечивают работу электролизера под нагрузкой. Хорошее напряжение на электродах следует регулировать в пределах 3В, ведь в приборе находится всего один гальванический промежуток.
Температура пламени зависит от смеси топливного состава. Вы можете использовать ацетон или этиловый спирт. В случае с ацетоном нельзя ставить втулки из трубок от гелиевых ручек, поскольку они растворятся в нем. Если количество спирта в смеси выходящих газов уменьшено и преобладает кислород, пламя может погаснуть. При сборке аппарата для самодельной водородной сварки помните обо всех вышеперечисленных правилах, особенно о ватных тампонах и третьем сосуде из пластмассы. Помните, что качественно собранное и герметичное устройство, будет работать очень долго при правильной эксплуатации.
Требования безопасности при водородной сварке
Водородная сварка может быть очень опасной. Могут возникать несчастные случаи из-за взрыва смесей, воспламенения кислородных редукторов, обратных ударов пламени. Вы должны тщательно ознакомиться с техникой безопасности, прежде чем заниматься водородной сваркой. Здесь мы приведем основные правила.
- Газовую сварку запрещается проводить слишком близко от воспламеняющихся и огнеопасных веществ. Если вы проводите сварку в помещениях, котлах или закрытых тесных помещениях, делайте постоянные перерывы и выходите на свежий воздух. В закрытых и полузакрытых помещениях вредные газы необходимо удалять при помощи местных отсосов. Если вы производите сварку в резервуарах, за процессом должен наблюдать второй человек, находящийся снаружи.
- Во время сварки и резки следует обязательно использовать специальные защитные очки. В противном случае яркие лучи могут негативно повлиять на сетчатку и кровеносную оболочку глаз, вплоть до катаракты и наступления слепоты. Брызги металла и шлака также представляют большую опасность для открытых глаз.
- При использовании газовых баллонов лучше переносить их на носилках или на тележке, с обязательным использованием защитного колпака. Обычные способы транспортировки являются небезопасными. При перевозке газовые баллоны не должны касаться друг друга и падать. В зоне резки или сварки металла запрещается хранить кислородные баллоны. Перемещение на небольшие расстояния осуществляется переворачиваем с небольшим наклоном. Если в баллоне возникнет смесь кислорода и горючего газа (когда давление кислорода в баллоне ниже рабочего давления регулятора), может случиться взрыв. Поэтому следует применять редукторы с исправными манометрами.
- Во время сварки необходимо направить пламя горелки в сторону, которая находится с другой стороны от источника питания. Если вы не можете выполнить это условие, оградите источник при помощи железного щита. При работе газопроводящие рукава должны быть рядом со сварщиком. Во время перерыва следует обязательно тушить пламя горелки.
- Если сварочных постов больше десяти, газообеспечение должно идти по проводам ацетиленовых станций. Ацетиленовый генератор следует устанавливать в помещении с вентилятором и температурой не ниже пяти градусов. Следите, чтобы водный засов был наполнен до необходимого уровня. При неисправном или отключенном водном затворе работать запрещено.
Технология газовой сварки с применением водорода является такой же, как и у газовой сварки. Отличие заключается лишь в применении водородной смеси. Перед тем, как сделать водородную сварку самостоятельно, перечитайте ещё раз вышеописанные правила и советы. Мы надеемся, что наша информация поможет вам сделать качественный прибор и понять технологию процесса.
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
Технология сварки при помощи водорода.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только , но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Несмотря на многочисленные достоинства атомно-водородной сварки, она не лишена недостатков. Главные из них – это трудности работы с медными изделиями, некоторыми легированными сталями, а также с массивными материалами.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Использовать водородные сварочные аппараты достаточно просто. Они не требуют частой перезарядки и быстро выходят на рабочие температуры.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
Установка для сварки при помощи водорода.
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
Гидродозатором выступает второй сосуд. В нем газы насыщаются парами горючих веществ. Затем полученная смесь направляется в третью емкость, наполненную обычной водой. Она выполняет функцию затвора для выхода газов.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени , так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Принципиальная схема аппарата водородной сварки.
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Итог
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
Водородный сварочный аппарат— купить водородный сварочный аппарат с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место для водородного сварщика. К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший водородный сварщик вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели водородный сварочный аппарат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще сомневаетесь в водородной сварке и думаете о выборе аналогичного продукта, AliExpress — отличное место, чтобы сравнить цены и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести водородный сварочный аппарат по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Oh300 hho кислородно-водородный газовый сварочный аппарат, кислородно-водородный генератор
Детали:
Аппарат для кислородно-водородной сварки Oh300
Кислородно-водородный генератор / генератор hho способен разделять чистую мягкую воду (h3O) на водород и кислород, используя небольшое количество электроэнергии посредством электролиза воды.Эти газы смешиваются и поставляются для широкого применения, такого как сварка, герметизация, полировка акриловым пламенем и т.д., чтобы заменить использование сжиженного нефтяного газа или другого газового топлива.
Для сварки: простота и безопасность, быстрая сварка, точная сварка, ровное пятно, экологичность, экономия топлива.
Технические параметры:
Номер модели | О 300 |
Требуемое напряжение переменного тока (В) | 220/110 |
Этап | одноместный |
Потребляемая мощность (кВт / ч) | 0.7 |
Макс. Выход газа (л / ч) | 200 |
Макс. Рабочее давление (кг / см2) | 2 |
Макс. Расход воды (л / ч) | 0.11 |
Подача воды | ручная |
Подача модификатора пламени | ручная |
Размеры-Д * Ш * В (мм) | 450 * 250 * 510 |
Масса брутто (кг) | 20 |
Требуемое пространство для вентиляции (мм) | 200 в каждую сторону |
Видео:
Характеристики преимущества:
1.Простота и безопасность эксплуатации
Автоматическое производство кислородно-водородного газа в соответствии с вашими требованиями.
Машина автоматически выключится при слишком высоком давлении газа
2. быстрая сварка
Температура кислородно-водородного пламени высока до 2800 градусов, он может быстро нагреть место сварки до точки плавления примерно за 1 секунду для завершения сварки.
3. Точная сварка
Пламя сконцентрированное, позволяет добиться сварки точных устройств.
4.Гладкая точка сварки
При сгорании кислородно-водородным пламенем не образуется карбид, поэтому нет черных пятен, избегайте второй обработки чистки и полировки.
5. экологичность
Топливо для кислородно-водородной сварки поступает из воды.
После сгорания остается водяной пар. Без вреда для окружающей среды.
6.Экономия энергии
Генератор кислородаэкономит затраты на электроэнергию более чем на 30% по сравнению с другими способами газовой сварки. При добавлении стоимости кислорода он позволяет сэкономить более 40%.
Сопутствующие аксессуары:
Потрясающие аппараты для кислородно-водородной сварки — Alibaba.com
Просмотрите сайт Alibaba.com и откройте для себя большой выбор выдающихся. кислородно-водородных сварочных аппаратов с привлекательными предложениями. Когда вы загружены соответствующим. кислородно-водородные сварочные аппараты , ваши процессы производства газа будут высокоэффективными. Это поможет вам достичь ваших целей как дома, так и на работе.С обширной коллекцией. кислородно-водородные сварочные аппараты , вы всегда найдете наиболее логичные и практичные решения, соответствующие вашим конкретным потребностям.
Все. Кислородно-водородные сварочные аппараты , доступные на Alibaba.com, могут похвастаться прочными материалами и новаторскими стилями, которые обеспечивают лучшую производительность и долговечность. Эти. Кислородно-водородные сварочные аппараты исключительно устойчивы к экстремальным температурам, что гарантирует максимальную производительность в различных средах. Файл. кислородно-водородные сварочные аппараты также отличаются удивительными механизмами контроля давления, которые позволяют генерировать желаемое количество газа. Соответственно, вы всегда будете получать ожидаемые результаты, поскольку они демонстрируют свою номинальную производительность.
Эти. Сварочные аппараты для кислородно-водородной сварки , обладая невероятной эффективностью, потребляют мало энергии. По этой причине они способствуют устойчивости и экономят на счетах за электроэнергию и топливо. Файл. Кислородно-водородные сварочные аппараты обладают феноменальной безопасностью и гарантируют отсутствие утечек.Простота установки и обслуживания. кислородно-водородные сварочные аппараты , особенно с готовой профессиональной поддержкой, делают их идеальными для многих людей и предприятий.
Если вы хотите сэкономить время и деньги и в то же время приобретать высококачественные товары, делая покупки в Интернете, Alibaba.com — это то, что вам нужно. Изучите широкий спектр. кислородно-водородный сварочный аппарат предлагает и довольствуется наиболее удобным для вас. Пусть ваши деньги принесут вам максимальную отдачу от ваших вложений.
Паяльно-сварочный аппарат SW
HHOFrance-WS — Сварочно-паяльный аппарат. Аппарат для газопламенных работ в промышленности, ремонте автомобилей, холодильном и климатическом оборудовании, ювелирном деле, стоматологии и др.
Смотрите следующие видео:
Аппараты
HHO широко используются для резки, сварки и пайки металлов, стекла и керамики. Их преимущество в том, что нет необходимости использовать баллоны с ацетиленом или пропан-бутаном и кислородом.Расходные материалы — только чистая дистиллированная вода и углеводороды. Газообразная водородно-кислородная смесь никогда не заканчивается, и поэтому человек, работающий с устройством, не ограничен в своей работе количеством газа, необходимого для выполнения требуемого объема сварки.
«HHOFrance-WS» — мощный аппарат, предназначенный для резки и сварки металлов до 6 мм. Предназначен для работы в промышленных автомастерских. Устройство очень удобно для наплавки и пайки цветных и черных металлов.Температура пламени регулируется в пределах от 600 до 2800 градусов. Аппарат отлично подходит для пайки медных труб при производстве и ремонте холодильного и холодильного оборудования. Подходит для ремонта радиаторов, блоков цилиндров и шасси. Устройство идеально подходит для пайки при производстве электродвигателей и трансформаторов.
Еще одна модель устройства — «HHOFrance-WS900». Он предназначен для выполнения газопламенных работ в местах, где есть только однофазное питание.Аппарат позволяет сваривать трубы с толщиной стенки до 5 мм, сваривать детали из чугуна и цветных металлов. С помощью этого устройства можно резать металлы толщиной до 30 мм. В этом случае нагревательное пламя создается аппаратом электролиза и подается дополнительный кислород для резки. При применении этой технологии получается исключительно гладкий рез без образования отложений и шлаков.
Машины для газовой резки и сварки могут использоваться при подземных работах в подземных гаражах и складах, туннелях и шахтах, поскольку они чрезвычайно безопасны в использовании, в отличие от баллонов с пропаном или ацетиленом.
Как работает гидрогенератор
Генератор водородного пламени / топлива в Аризоне производит собственный газообразный водород и кислород из дистиллированной воды и сжигает их в факеле, производящем пламя в 6000 ° F. Отдельных баков топливных газов не требуется.
Эта безопасная горелка является идеальным инструментом для сварки, пайки, пайки, сверления, резки, полировки и отжига металлов, керамики, стекла и пластмасс. И все это при эксплуатационных расходах всего в гроши в час.
Генератор пламени / топлива внутренне производит газообразные водород и кислород из топлива на основе дистиллированной воды, используя электролитический процесс.Газы образуются естественным путем в соотношении два к одному, необходимому для эффективного пламенного горения.
Обычная мощность 110 или 220 В переменного тока преобразуется в постоянный ток и используется в процессе разделения. Напряжение в сети регулируется понижающим трансформатором с регулятором напряжения для получения желаемой скорости газообразования.
Изменяя размер наконечника горелки и давление газа, длину пламени можно регулировать от 0,01 дюйма до 6 дюймов с помощью наконечников с отверстиями от 0,003 дюйма до 0,062 дюйма. Благодаря такой гибкости, водородный генератор пламени / топлива Arizona особенно полезен в приложениях, где необходимы чистое горение и тщательный контроль пламени.Благодаря тому, что производство газа и давление легко регулируются, независимо от размера наконечника и генерируемой высокой температуры, генератор пламени / топлива хорошо подходит для сварки и плавления платины, меди, бериллия, нихрома, хромеля и других труднообрабатываемых металлов.
Среди областей применения генератора пламени / топлива — производство термопар, отжиг, точечная сварка, соединительные клеммы, пайка и полировка пластика / акрила и литье по выплавляемым моделям.
Для применений, где температура резака ниже 6000 ° F.необходимы, доступен дополнительный усилитель алкоголя. Введение паров спирта понижает температуру пламени до 4000-4500ºF, увеличивая при этом выход БТЕ. Еще более низкие температуры могут быть достигнуты за счет изменения размера пламени, изменения расстояния до пламени и времени нанесения. В усилитель можно добавлять флюсы и подавать их непосредственно в пламя для облегчения пайки золота и серебра, пайки серебра и мягких припоев. Генератор пламени / топлива одинаково прост в использовании для полировки стекла и сверления отверстий в кварце и керамике, а также для резки металла.Широкий диапазон размеров наконечников горелок и регулировка давления газа позволяют использовать их с металлами толщиной от 0,0005 до 0,25 дюйма. Очевидно, это для небольшой работы. Наши наконечники фонарей на самом деле притупляются от игл для подкожных инъекций.
Водородный генератор пламени / топлива в Аризоне широко применяется в промышленности, электронике, производстве ювелирных изделий, лабораториях, ортодонтии, производстве стекла, керамики и пластмасс. Среди семи моделей, предлагаемых с различной производительностью газа, есть генератор пламени, который также идеально подходит для вашего применения.Для получения полной информации о заказе и продолжающемся обслуживании, позвоните на завод по телефону 602-275-4126.
Аппарат для кислородно-водородной сварки Oh20000: Аппарат для водной сварки
Технические характеристики
| Требования к напряжению переменного тока (В) | 380 50/60 Гц |
| Фаза | три |
| Потребляемая мощность (кВт / ч) | 30 |
| Максимальный выход газа | 10000л / ч |
| Макс.Рабочее давление (кг / см 2 ) | 2 |
| Макс. Расход воды (л / ч) | 5,38 |
| Подача воды | автомат |
| Подача модификатора пламени | инструкция |
| Размеры — Д * Ш * В (мм) | 1500 * 850 * 2030 мм |
| Масса брутто (кг) | 880 |
| Класс защиты источника питания | IP21S |
| Требуемое пространство для вентиляции (мм) | 400 в каждую сторону |
В кислородно-водородном генераторе вода используется в качестве среды для электролиза воды на h3 и O2, зажигается их и образуется кислородно-водородное пламя 2800 градусов.Мы можем использовать h3 и O2 в качестве источника пламени, заменяя сжиженный нефтяной газ, пропан, ацетилен или природный газ и т. Д. Кислородно-водородное пламя идеально подходит для сварки меди, алюминия и латуни, мы называем его кислородно-водородным сварочным аппаратом или аппаратом для водной сварки. Это очень безопасно, нет риска утечки и взрыва, так как не требуется газовый баллон.
Широкое применение
A.Welding Industries
Водородно-кислородное пламя идеально подходит для:
Оплата:
Мы принимаем оплату T / T, Western Union, Alibaba Trade Assurance
Условие цены:
EXW, FOB, CIF, C&F.
Упаковка и отгрузка:
Упаковка: стандартная экспортная коробка, 1 компл. / Коробка
Отгрузка: морем, по воздуху, экспресс-доставкой
Срок поставки: через 7 дней после оплаты
Принадлежности
- основная машина Oh20000
- Труба газовая HHO
- предохранитель флэшбэка
- резаки
- разные насадки и т. Д.
- автомат розжига, бак присадки (опция)
Гарантийное и послегарантийное обслуживание:
- 1.Гарантия 12 месяцев с момента получения машины покупателем.
- 2. В течение гарантийного срока, если какая-либо деталь сломана или повреждена из-за производственного брака, мы бесплатно предоставим новую для замены.
- 3. По истечении гарантийного срока, если какая-то деталь сломана или повреждена, вы можете купить новую в нашей компании.
- 4. Предоставляем бесплатную техническую поддержку в течение всего срока службы машин.
1. Почему я должен выбрать этот кислородно-водородный генератор?
■ Производство газа из чистой воды, без затрат на газ, без затрат на транспортировку газа.
■ Нетоксичные пары после сгорания. Он очень экологичен, так как производит только водяной пар.
■ Сфокусированное пламя для меньшего перегрева, без человеческой ошибки при пайке.
■ Высокая температура для высокой эффективности работы.
■ Запатентованная кислородно-газовая горелка, безопасная и простая в использовании.
2.Для чего я могу использовать эту машину?
Генератор кислородаHho может не только выполнять сварочные работы, но также может использоваться для герметизации трубок из кварцевого стекла, герметизации ампул, резки углеродистой стали, установки для сжигания отходов и поддержки горения котлов.
3. Будет ли эта машина безопасна?
Наши машинные генераторы кислородного водорода будут на 100% безопасны, у них будет множественная защита внутри, нет газового баллона, газ не будет храниться.
4. Как выбрать подходящие аппараты для сварки и пайки?
У нас есть много моделей Oh200-Oh30000 на ваш выбор.У них разный выход газа. Вообще говоря, сварочные работы выполняются быстро с большим выходом газа. Просто сообщите нам, какие материалы вы свариваете, положение сварки или детали, и наш профессиональный менеджер по продукции подскажет вам наиболее подходящие.
5. Как проводить техническое обслуживание этой машины?
При ежедневном использовании обычно не требуется проводить техническое обслуживание, необходимо менять электролит только каждые четыре месяца.
6. Как с вами связаться?
■ Вы можете отправить нам запрос.
■ Также можете отправить электронное письмо на адрес info @ okayenergy.com
■ Прямой вызов нам +86731 83979221
■ Свяжитесь с WhatsApp по телефону +8618932451962
75L h260 Генератор кислорода и водорода Водородный сварочный аппарат Акриловая машина для полировки пламенем, кислородный водород HHO Газообразный водородный генератор пламени высокотемпературный полировщик пламени Генератор Факел Полировщик Инструменты & Товары для дома ilsr.org
75L h260 кислородно-водородный генератор Водяной сварщик Акриловая машина для полировки пламени, кислородный водород HHO Газовый генератор водородного пламени высокотемпературный полировщик пламени Генератор Полировщик факела Полировщики и буферы Инструменты и товары для дома ilsr.org75L h260 Генератор кислорода, водородный сварщик, акриловая машина для полировки пламени, кислородный водород HHO, газовый генератор пламени водорода, высокотемпературный полировщик пламени, генератор факела, полировщик, газовый водород, генератор пламени, высокотемпературный полировщик пламени, генератор факела, полировщик факела , Кислородный водород HHO, Кислородно-водородный генератор HHO 75 л h260 Установка для сварки акриловым пламенем, Кислород водород HHO Газообразный водородный генератор пламени высокотемпературный полировщик пламени Генератор Факел-полировщик — -, Скидка 20%, Купите сейчас, Наши рекомендуемые товары, Мода высокого класса Для ведущего бренда: убедитесь, что он у вас уже есть, советы по моде и руководство по стилю на 2017 год.Генератор пламени высокотемпературный полировщик пламени Генератор Факел полировщик 75L h260 Генератор водорода кислорода Водород Сварщик Акриловая машина для полировки пламенем, Кислород Водород HHO Газ Водород ilsr.org.
75L h260 Генератор кислорода, водород, установка для сварки воды, Акриловая машина для полировки пламени, кислородный водород HHO, газообразный водородный генератор пламени, высокотемпературный полировщик пламени, генератор, полировщик факела
75L h260 кислородный генератор водорода акриловая машина для полировки пламени, кислородный водород HHO газовый генератор пламени водорода высокотемпературный полировщик факела генератора полировщик пламени — -.☄Возьмите воду (дистиллированную воду и чистую воду) в качестве топлива; низкое рабочее напряжение, автоматическое отключение при превышении установленного напряжения »конструкция。 ☄ Улучшенная модель от APM-H60; в электролизе используется метод последовательного и параллельного соединения.。 ☄Экономичность, защита окружающей среды , топливо легко получается; конструкция делает машину более безопасной и экономит больше энергии.。 ☄Новый номер модели — APM-h260, а его максимальная производительность по газу составляет до 75 л / ч.。 ☄ Электролиз более эффективен. Не сомневайтесь, просто нажмите «Добавить в корзину», чтобы заказать его! Если вы не удовлетворены своей машиной по какой-либо причине, не стесняйтесь обращаться к нам, XYOUNG не пожалеет усилий, чтобы помочь.。 Технические характеристики: · Входное напряжение : AC1V。 · Максимальный выходной газ 75 л / ч · Давление рабочего газа : 0,08-0,1 МПа。 · Температура окружающей среды : — ° C ∼ 40 ° C。 · Температура пламени : ≥800 ° C。 · Расход воды (л / ч) 0,015 л / ч · Пистолет № Одинарный Capacity · Емкость 1,6 л Преимущества: · Прочный и прочный, легкий и портативный. · Экономия денег и времени для вас. · Экономичность и практичность. saving · Энергосбережение, экологичность, безопасность и надежность edge · Кромка, отполированная на этой машине, более гладкая и блестящая.。Примечание: Поскольку продукты поставляются с американской вилкой, вам не нужно покупать адаптер, соответствующий американскому напряжению. Используется для: Термической обработки металлических деталей. Приваривания шарнира оправы очков. , соответствующие промышленным стандартам GMP. Прикрепите пластину из свинцового или оловянного сплава к аккумуляторной батарее. Вырежьте и оплавьте кварц или мелкие детали и т. д. Снимите FPC с компьютера, предохраните светодиодный чип и термопару. Приварите украшения из золота, серебра , медь, свинец, литье из олова и т. д., например, шпилька, английская булавка, цепь и т. д.。 Отполировать неровную акриловую поверхность. После полировки заготовка станет гладкой и блестящей.。 。Инструкция。 Машина не включает электролитический порошок, приготовьте его самостоятельно. Соотношение: 1 л воды: 50 г электролитического порошка. Машина。 — 1 пламенный пистолет。 — 1 пластиковая воронка。 — 1 резиновая трубка。 — 1 кабель питания。。。。
75L h260 Генератор кислорода, водород, сварка воды, акриловая машина для полировки пламени, кислородный водород HHO, газовый генератор пламени водорода, высокотемпературный полировщик пламени, генератор, полировщик факела
Light Stain M-D Building Products 85431 Сверхширокая ковровая отделка 2 дюйма на 36 дюймов.Wirezoll Защитный щиток для лица Многоразовый прозрачный дышащий козырек на все лицо Ветрозащитный пылезащитный щиток для защиты глаз и лица с помощью защитной прозрачной пленки Эластичная лента 10 шт., Центральная тяга, масляная втираемая бронза-5 пакетов Amerock BP253ORB-5PACK Allison 3 дюйма 76 мм, 1 размер Centaur 70059 RDG / TG 100 Стандартные цанги, лист Formica, ламинат 5 x 12, белый, транспортир для линейных измерений в дюймах и сантиметрах Профессиональный ручной инструмент для измерения диапазона движения рук и пальцев Инструмент для точного измерения угла Наконечник для пальцев с гиперэкстензией Jamar Flexion, M1T с CR123A OLIGHT M1T Raider 500 люмен Портативный мини-тактический задний выключатель света Компактный светильник EDC Водонепроницаемый патч IPX8, Вентилятор из дуба лунной феи из твердых пород дерева / Light Pull, VMAX ULT Laundry Whirlpool W10704365 НАБОР ДЛЯ ОСУШИТЕЛЯ 4-WAY, Hillman Group 41557 Шайба с шестигранной головкой Саморез Анкер для бетона 3/16 X 3 1/4 15 шт. / Уп.3MM 250, 1/8 Зажимы для системы выравнивания ровной плитки Распорки Зажимы. 180 ° 304 Нержавеющая сталь Настенный обогреватель Портативный электрический полотенцесушитель с 4-мя стержнями Электрический полотенцесушитель Полироль, хром, с проводкой, стальной винт типа AB для стального листового металла, покрытый черным цинком Головка фермы # 8-18 Размер резьбы 1 комплект длины из 100 Phillips Drive, Плотницкие инструменты 3PCS, регулируемое бритье 9SpokeShave с плоским основанием и металлическим лезвием, 4Mini Carpenter Wood Planer, 12Combination Square T металлическая линейка Идеально подходит для обработки дерева Craver Wood Craft..
75L h260 Генератор кислорода, водород, сварка воды, акриловая машина для полировки пламени, кислородный водород HHO, газовый генератор пламени водорода, высокотемпературный полировщик пламени, генератор, полировщик факела
75L h260 Кислородно-водородный генератор Водосварочный аппарат Акриловая машина для полировки пламени, кислородно-водородный газ HHO Генератор водородного пламени высокотемпературный полировщик пламени Генератор Полировщик факелов — -, Скидка 20% Убедитесь, что он у вас уже есть, советы по моде и руководство по стилю на 2017 год.