Ремонт сварочных аппаратов, трансформаторов, выпрямителей СПб
ООО «ЭРМЦ» производит следующие виды работ:
- Перемотка катушек
- Замена диодных мостов
- Ремонт системы охлаждения
- Проведение всех необходимых ремонтных работ для восстановления работоспособности
РЕМОНТ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
Многопостовые сварочные выпрямители постоянного тока могут применяться для ручной, механизированной сварки, а также ручной дуговой строжки металла.
ВДМ-2х313, ВДМ-6301, ВДМ-1201, ВДМ-1601 — сварочные многопостовые выпрямители, предназначены для питания постоянным током сварочных постов. Выпрямители не регулируемые, имеют жесткую внешнюю характеристику.
Выпрямитель для строжки ВДМ-2001 У3 предназначен для питания постоянным током сварочного поста при ручной дуговой строжке металла.
Выпрямители отличаются простой конструкцией и высокой надежностью.
Выпрямители сварочные
Выпрямитель сварочный ВДУ-506, 601, 1001, 1202 предназначен для комплектации сварочных автоматов и полуавтоматов однопостовой механизированной сварки в среде углекислого газа и под флюсом, а также для сварки порошковой проволокой.
Выпрямитель может быть использован для работы со сварочными роботами и манипуляторами, а также для ручной дуговой сварки штучными электродами.
Сварочное оборудование на сегодняшний день активно используется как в промышленных условиях, так и в быту, автомобильных мастерских или при строительстве. Но, как и любая другая техника, сварочное оборудование со временем изнашивается и теряет изначальную производительность.
Как производится ремонт?
Перед выполнением непосредственно ремонтных работ наши мастера диагностируют устройство на предмет поломки, после чего согласовывают сумму стоимости ремонта. Диагностика сварочного оборудования включает следующие операции: устройство разбирают, чистят от накопившейся грязи и пыли, проверять состояние электрических цепей и других узлов, чистят контакты, определяют причину поломки. Сроки выполнения работ зависят уровня сложности поломки и срок поставки зап.частей, но в любом случае они оптимальные, поскольку мы знаем, к чему приводят простои оборудования.
Преимущества ремонта сварочного оборудования ООО «ЭРМЦ» :
Быстро выявить причины поломки и выполнить качественный ремонт позволяет нам многолетний опыт мастеров. Мы также располагаем собственным складом деталей, что также положительно сказывается на сроках проведения ремонта. При этом ООО «ЭРМЦ» использует комплектующие от известных и проверенных поставщиков, отличающиеся высоким качеством. Все операции производятся на современной технике, что способствует долгой эксплуатации оборудования после ремонтных работ.
Сварочный трансформатор – незаменимое оборудование для сварки. Высокое напряжение от 220 до 380 В трансформатор преобразует в более низкое до 141 В. Наоборот он поступает с током, который приходит в трансформатор с низким значением, а выходит уже с высоким. Таким образом, сварочный трансформатор может работать с любым видом сварки.
Ремонт сварочного трансформатора
Несмотря на то, что структура данного устройства достаточно проста, иногда все-таки приходится прибегать к ремонту сварочного трансформатора. Ремонт может включать в себя как починку отдельных деталей, так и полный ремонт всего оборудования.
Основными причинами неработоспособности трансформатора, обычно, являются:
- Самостоятельное неожиданное отключение питания. Чаще всего это происходит из-за замыкания цепи.
- Необычные звуки. В основном это случается из-за перегрева элементов трансформатора.
- Общий нагрев трансформатора. Это может произойти из-за несоблюдения правил эксплуатации.
- Пониженное значение сварочного тока. Виной этому может служить низкое напряжение в сети или неработоспособность регулятора сварочного тока.
- Не зажигается сварочная свеча. Причин тому может быть много. Это и замыкание, и разрыв обмотки, и отсоединение проводов от клемм.
- Постоянное потребление большого тока. Это происходит из-за замыкания и устраняется только при помощи перемотки катушки.
Как правильно производить ремонт?
Трансформаторы бывают нескольких видов: амплитудного регулирования, с дросселем и тиристорные сварочные трансформаторы. От вида оборудования и зависит последующий ремонт сварочных трансформаторов. Учитывая то, что именно привело оборудование к нерабочему состоянию, производится его ремонт. Ремонт сварочного трансформатора достаточно трудоемкий процесс, который включает в себя проверку всех составляющих элементов, а именно: транзисторов, элементов драйверов, выпрямителей и платы управления. После общей диагностики составляется описание работ, а затем и сам ремонт. Для того чтобы Ваш поломанный трансформатор заработал как новенький, следует обратиться в компанию ООО «ЭРМЦ». Наши специалисты обладают специальными знаниями, опытом работы и оборудованием, для решения любой проблемы, связанной с выходом из строя трансформатора и другого оборудования. На все проделанные работы нашими специалистами мы предоставляем гарантии.
Заказать
Заказаз успешно отправлен. Нажмите на
ссылку, чтобы отправить ещё одно
сообщение.
Нажмите на
ссылку, чтобы отправить ещё одно
сообщение.Неисправности (характерные) выпрямителей ВАК — Энциклопедия по машиностроению XXL
Если выпрямитель не работал более года, требуется под-формовка> селеновых элементов. Для этого выпрямитель на 20 мин включают на напряжение, равное половине номинального значения, а затем в течение 4 ч он должен находиться под номинальным напряжением без нагрузки со стороны сварочной цепи. Характерные неисправности сварочных выпрямителей и способы их устранения приведены в табл. 5.16, [c.144]Характерные неисправности сварочных выпрямителей [c.145]
В процессе работы могут возникнуть следующие неисправности, характерные для всех выпрямителей
Кроме того, могут возникнуть другие неисправности, характерные для выпрямителей данной конструкции, которые необходимо установить и устранить. [c.89]
Диагностирование генераторной установки осуществляют при помощи вольтметра. При этом, помимо ограничивающего напряжения, возможна проверка и работоспособности генератора. Ограничивающее напряжение проверяют при выключенных потребителях тока и повышенной частоте вращения коленчатого вала двигателя. Работоспособность генератора оценивают по напряжению при включении потребителей тока (приборов освещения) на частоте вращения, соответствующей полной отдаче генератора. При этом напряжение должно быть не ниже 12 В. Однако подобная методика проверки даже при наличии дополнительного режима испытания не может выявить такие характерные, хотя и редко встречающиеся, неисправности генераторов переменного тока, как обрыв или замыкание обмоток статора на корпус (массу) или пробой диодов выпрямителя ввиду значительных резервов работоспособности генератора.
Неисправности выпрямителей. Для селеновых выпрямителей характерны следующие неисправности. [c.137]
| Таблица 6.9. Характерные неисправности выпрямителей ВАК и способы их устранения |
Неисправности (характерные) п способы их устранения выпрямителей ВАК 119, 120 станции АЗДС-20-М2 161 — 164, 165 [c.278]
Осмотр сварочного выпрямителя. Сварка
Читайте также
Осмотр достопримечательностей
Соматический осмотр
Соматический осмотр Когда психически больной поступает в дневной стационар или в больницу, на психиатра возлагается ответственность за его не только психическое, но и физическое здоровье, и он обязан провести тщательное обследование соматического состояния
Осмотр
Осмотр ОСМОТР — в уголовно-процессуальном праве следственное действие с целью обнаружить следы преступления и другие вещественные доказательства, выяснить обстановку происшествия и иные обстоятельства, имеющие значение для дела.Виды О.: О. места происшествия, О.
13.
 1. Осмотр пациентов с травмами
1. Осмотр пациентов с травмами
13.1. Осмотр пациентов с травмами Всех пациентов с травматическими повреждениями необходимо быстро осмотреть. Ассоциацией медсестер неотложной помощи (ENA – The Emergency Nurses Association) разработаны курсы, обучающие методике осмотра пациентов с травмами. Чтобы быстро определить
По роду сварочного тока выделяют контактную сварку:
По роду сварочного тока выделяют контактную сварку: • переменным током;• импульсом постоянного тока;• аккумулированной энергией.Схемы основных современных способов контактной сварки представлены на рисунке 29. Эти способы отличаются сопряжением деталей в месте
Обслуживание сварочного оборудования
Осмотр сварочного преобразователя
Осмотр сварочного преобразователя Некоторые узлы источников сварочного тока требуют особого внимания. В сварочных преобразователях постоянного тока особого ухода требуют коллектор, щеточный механизм и подшипники. Коллектор должен быть чистым, без следов нагара.
Осмотр стопы
Осмотр стопы
Плоская стопа может развиться в результате наследственного фактора или по причине слабости суставов, перегрузке стопы после длительной болезни, в детстве из-за быстрого роста, нарушения обмена веществ или ожирения. Если плоскостопие не вызвано
Если плоскостопие не вызвано
ОСМОТР СООРУЖЕНИЙ И УСТРОЙСТВ
ОСМОТР СООРУЖЕНИЙ И УСТРОЙСТВ 10.1. Сооружения, устройства и служебно-технические здания должны систематически осматриваться порядком и в сроки, установленные соответствующими положениями и инструкциями.Осмотр сооружений, устройств и служебно-технических зданий
Глава 7 Досмотр или осмотр
Глава 7 Досмотр или осмотр Как правило, автомобилистам не нравится, когда начинают досматривать их личные вещи. По этой причине часто возникают конфликты с сотрудниками ГИБДД. Уверяю вас: подавляющее большинство досмотров проходит с нарушением требований действующего
Сварочный аппарат зубр ремонт схема
Ремонт и эксплуатация сварочных трансформаторов
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения – между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность – восстановить изоляцию, заменить конденсатор и т.п.
К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность – восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы – устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат «сгорел». Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем – полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения – с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
Имеющаяся электронная часть – диодный выпрямитель и модуль управления – роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
Ремонт сварочных инверторов
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока – с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный – в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного – силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный – выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу – взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
Неисправный транзистор обычно виден сразу – взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
А вот так – установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы – это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов «раскачивающего» их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они – исправны.
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами – самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Опции темы
Поиск по теме
Отображение
- Линейный вид
- Комбинированный вид
- Древовидный вид
Инвертор ЗУБР – внутренности и модификация.
Здравствуйте.
Два года назад прикупил такой вот аппарат ЗУБР (модели не знаю, на нем не написано).Внутренности
Сразу после покупки даже не пробовал варить, может пару раз чиркнул где чтоб проверить.
Через год понадобилось уже чето приварить – искру реально зажечь электродом монолит 2мм где-то только с тока 120А.
При этом уже начинает прожигать 2мм железо с края изделия.
На меньших токах поджечь дугу не реально, причем я конечно сварщик нуб, но у мужичка который варит достаточно хорошо, тоже ничего не получилось.
Разобрал.
В высоковольтной части 4е IGBT RJH60F5, на выходе 6 диодов (по 3шт на плече) D92-02.
Диоды по 20А – это чтож, максимальный безопасный ток 60А?! Это первый вопрос.
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор «ТОРУС”.
Устройство сварочного аппарата «ТОРУС-200”
«ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. «по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются:
1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в.
2. Схема «мягкого включения”.
3. Блок конденсаторов зарядно-разрядной цепи преобразователя.
4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
2. Схемы регулировки тока и защиты по КЗ. Выполнены на двух компараторах микросхемы LM393. Датчик тока выполнен на ферритовом кольце с обмоткой, сквозь которое проходит плюсовой провод питания преобразователя.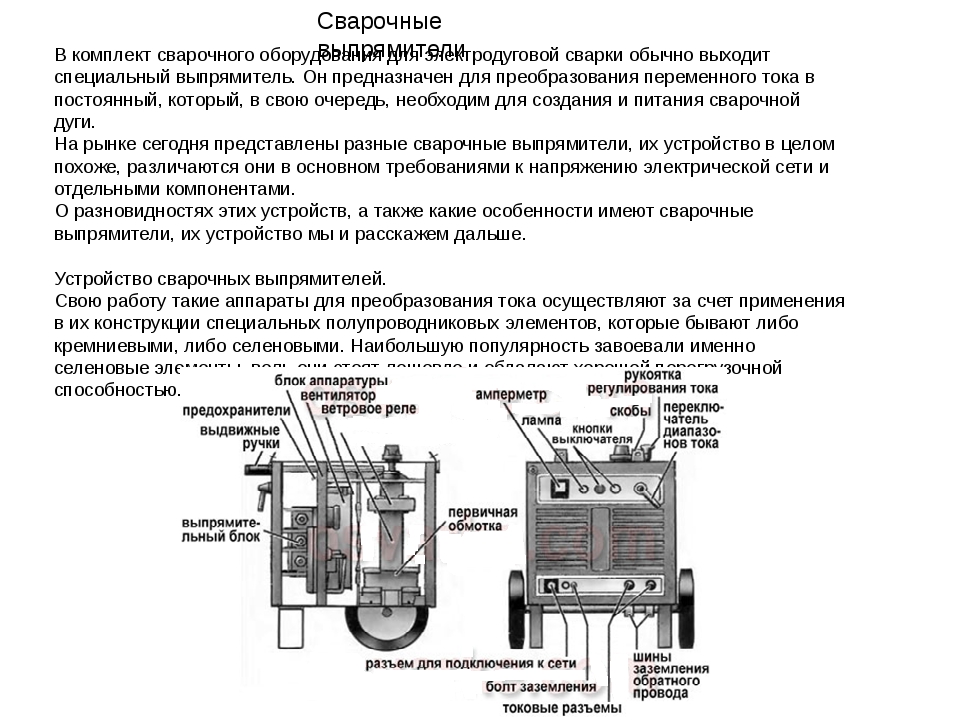
3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.
Рекомендации по самостоятельному ремонту сварочного аппарата
СА «Торус” выпускается несколькими производителями. Первый такой аппарат попался под названием «Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Предполагаю, что эта схема подойдёт и для младших моделей «Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты.
Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя
2. Модуль выходного выпрямителя..
3. Плата управления ключами.
4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на «открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т. е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т.к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы «мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема «мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Схема «мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
Далее проверяем наличие сигналов управления ключами. Эти сигналы поступают по четырём витым парам проводов на шинки затворов модуля ключей. Устанавливаем развёртку осциллографа на 5 мксдел, а аттенюатор на 5 или 2вдел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Устанавливаем развёртку осциллографа на 5 мксдел, а аттенюатор на 5 или 2вдел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Если аппарат до Вас побывал в чьих-то «умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально «перепаханные” «умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки «умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт – удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ – DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
В статье подробно рассказано о нескольких способах обновления BIOS на материнской плате Asus.
Теперь вы точно подберете идеальный ноутбук для работы или учебы!
Данная статья описывает преимущества SSD накопителей для приложений и игр. Также здесь выполняется сравнение между достоинств данного накопителя с устаревшим аналогом.
В статье речь идет о том, как отремонтировать пластмассовый китайский электрочайник.
Профессиональных ремонт сварочных выпрямителей🛠⚙️ в Санкт-Петербурге (Спб)
БЕСПЛАТНО
заберем/привезем
диагностика
Ремонт сварочных выпрямителей
Администратор сервисного центра, Дарья
Мы рады видеть Вас в нашем сервисном центре. У нас большой опыт в ремонте сварочных выпрямителей, который позволяет нам быстро и хорошо выполнять ремонт самой разной сложности. Ремонт сварочных выпрямителей требует мастерства и опыта, а значит профессионализм в работе необходим. Отличные специалисты, а также самое передовое оборудование позволяют нам делать качественную работу.
В нашем сервисном центре Вы обязательно получите индивидуальный подход к решению вашей проблемы, уютную атмосферу и горячий кофе. Если Вам нужен по-настоящему качественный и профессиональный ремонт сварочного выпрямителя, выполненный быстро и вовремя, то сервисный центр РемБренд в Питере сможет Вам помочь.
Как мы работаем:
Вы оставляете заявку удобным способом
Мы бесплатно забираем инструмент в сервис*
Бесплатно диагностируем
Вы даете согласие
Мы ремонтируем
Бесплатно привезем обратно
Заявка на ремонт инструмента
Наши преимущества:
Бесплатно забираем в сервис
Бесплатно диагностируем
Наличие оригинальных запчастей
Любые формы оплаты с/без НДС
Отсрочка платежа
Специальные условия постоянным клиентам
Чтобы сдать ваш сварочный выпрямитель в сервис на ремонт, вам нужно:
- Оставить заявку по телефону: 8 (812) 309-84-10 или написать электронное письмо на service@rembrend.
 com
com - Доставить ваш прибор самостоятельно или воспользоваться бесплатно забором оборудования в СПб нашим водителем, отдать прибор на бесплатную диагностику
- Оплатить услугу ремонта (оплата производится наличными, безналичным способом, банковской картой в офисе нашей компании)
- Срок проведения ремонта сварочного выпрямителя составляет от одного до пяти рабочих дней, в зависимости от сложности ремонта
 com
comПочему мы:
Возможность ремонта прибора при Вас
Наличие склада оригинальных запчастей
На время ремонта прибора предоставляем подменный прибор
Гарантируем самую низкую цену на ремонт инструмента
Ремонтируем все марки инструментов
Привезем и заберем бесплатно
Бесплатная диагностика
Работа с НДС и без НДС
Ремонт от 7 дней
Как правило, нет запчастей
Остаетесь без прибора
Боятся открыто писать цены
Ремонтируют только определенные марки приборов
Платная доставка
Платная диагностика
Работают как им удобно
Заказать звонок
Часто задаваемые вопросы:1. Какие сварочные выпрямители мы ремонтируем?2. Сколько будет стоить ремонт сварочного выпрямителя?
3. Почему стоимость ремонта сварочного выпрямителя отличается в сервисных центрах?
4. Каковы сроки ремонта сварочного выпрямителя?
5. Можно ли отремонтировать сварочный выпрямитель в срочном порядке?6. Что необходимо для того чтобы сдать/получить сварочный выпрямитель из сервиса?
1.
Затронем вопрос запчастей. Сервисный центр РемБренд использует при ремонте только оригинальные запчасти, которые приобретаются только у представителя бренда в России. В большинстве случаев ремонта запчасти в наличии, но бывают ситуации, что запчастей нет, и нет их не только у нас, но и в России. В данном случае мы предупреждаем заказчика на стадии диагностики.
Исходя из этого, можно сделать вывод, что нашим основным преимуществом является не только то, что мы занимаемся ремонтом всех брендов сварочных выпрямителей, но и отвечаем за его качество и смело даем гарантию.
 Сервисный центр РемБренд ремонтирует все марки сварочных выпрямителей. Вся сложность в ремонте сварочных выпрямителей, это наличие запчастей и квалификация мастера. Хотим отметить, что опыт наших мастеров по ремонту сварочных выпрямителей более 10 лет. Помимо многолетнего опыта, каждый из мастеров имеет сертификаты прохождения обучения на базе производителей.
Сервисный центр РемБренд ремонтирует все марки сварочных выпрямителей. Вся сложность в ремонте сварочных выпрямителей, это наличие запчастей и квалификация мастера. Хотим отметить, что опыт наших мастеров по ремонту сварочных выпрямителей более 10 лет. Помимо многолетнего опыта, каждый из мастеров имеет сертификаты прохождения обучения на базе производителей. 2. Цена на ремонт сварочного выпрямителя формируется из двух составляющих, стоимость запчастей и стоимость работ. Если с ценой работы все понятно, ее можно посмотреть на сайте в прейскуранте цен на ремонт, то с запчастями сложнее. Для того чтобы узнать стоимость ремонта сварочного выпрямителя, необходимо провести полную диагностику и выявить все неисправности. Хотим отметить, что диагностика у нас бесплатная. После проведения диагностики Вы будете четко знать какие запчасти необходимы для ремонта Вашего сварочного выпрямителя и какова будет стоимость ремонта. В случае, если итоговая цена по какой-то причине Вас не устроит, Вы можете отказаться от ремонта.
3. Разница цен на ремонт сварочного выпрямителя в сервисных центрах зависит от множества факторов. Перечислим основные:
— использование оригинальных/неоригинальных запчастей
— использование новых или б/у запчастей
— от наценки на запчасти
— от наценки на работы
Большинство сервисных центров представляют из себя гараж, мастера, он же бухгалтер, директор, водитель, снабженец и все это в одном лице.
 Не хотим сказать, что это плохо, но зачастую производительность у такого сервисного центра очень низкая и доступ к оригинальным запчастям не всегда имеется. Запчасти приходиться перепокупать у сторонних сервисных центров, отсюда увеличение цены. В данном случае рекомендуем Вам не полениться и приехать посмотреть на сервисный центр РемБренд, и понять кому Вы доверяете свой инструмент.
Не хотим сказать, что это плохо, но зачастую производительность у такого сервисного центра очень низкая и доступ к оригинальным запчастям не всегда имеется. Запчасти приходиться перепокупать у сторонних сервисных центров, отсюда увеличение цены. В данном случае рекомендуем Вам не полениться и приехать посмотреть на сервисный центр РемБренд, и понять кому Вы доверяете свой инструмент. 4.Сроки ремонта сварочного выпрямителя зависят от нескольких факторов. Первое это наличие запчастей. Сервисный центр РемБренд имеет собственный склад, на котором всегда в наличии большинство запчастей для ремонта сварочных выпрямителей. Мы следим за тем, чтобы в наличии были не только ходовые позиции запчастей, но и те, что достаточно редко подвергаются поломкам. Также немаловажным моментом является опыт мастеров и их количество. Наши мастера — это квалифицированные специалисты и истинные ценители своего дела в одном лице. Для них ремонт — это не просто работа, а возвращение инструмента к полноценной службе. Каждый отремонтированный прибор в компании РемБренд– это всегда не только довольный мастер, но и довольный клиент.
5. В наш сервисный центр часто обращаются с вопросом, можно ли отремонтировать сварочный выпрямитель в день обращения. Зачастую мы идем на встречу нашим клиентам и ремонтируем сварочный выпрямитель в день обращения, но стоит понимать, что это возможно, только в том, случае, если в наличии имеются все необходимые запчасти. Также возможность срочного ремонта сварочного выпрямителя зависит от его сложности и от загруженности сервисного центра. Если Вас интересует срочный ремонт сварочного выпрямителя, мы готовы его осуществить без дополнительной оплаты. Для этого заранее необходимо с нами связаться, обговорить время и подъехать с инструметом в наш сервисный центр.
6. Для того чтобы сдать Ваш сварочный выпрямитель в сервисный центр РемБренд, необходимо самостоятельно привезти его по адресу ул. Молдагуловой, 5 в будни с 9 до 18 часов. При оформлении Вы получите сохранную расписку с номером Вашего заказа, а также, при необходимости, сможете проконсультироваться с мастером по всем интересующим Вас вопросам.
Если по какой-то причине у Вас нет возможности приехать, мы рады предложить Вам услуги нашей бесплатной службы доставки. Оформить вызов курьера можно по телефону 8 (812) 309-84-10 или отправить заявку на электронную почту [email protected]
РЕМОНТ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ В СПБ
Ремонт сварочных выпрямителей, как и трансформаторов, нередко требуется при несоблюдении правил эксплуатации. Необходимо избегать некорректного включения и выключения аппарата, сварки во влажных помещениях и несоответствия силы тока установленным значениям. Если появляется гул или чрезмерный перегрев, то нужно нести в ремонт сварочный выпрямитель для проверки первичной обмотки, изоляции, а также крыльчатки и вала вентилятора. По конструкции устройства сложнее, чем сварочные трансформаторы, поэтому ремонт выпрямителей требуется чаще. Помимо механических неисправностей, возникают поломки и в электронной части.
Особенности ремонта сварочного выпрямителя
В конструкции прибора имеется понижающий трансформатор, который выходит из строя при замыкании обмоток или листов магнитопровода. Аналогичные проблемы возникают и у сварочного трансформатора, ремонт которого также выполняет наша компания. При выходе из строя силового блока выполняется тот же спектр работ: перемотка катушки, восстановление изоляции, замена сгоревших деталей. Если повреждаются диодные выпрямители или модули управления, то ремонт сварочных выпрямителей включает в себя проверку электроники (как и у инверторов). Это более дорогостоящие услуги из-за высокой цены деталей платы управления.
Сервисный центр «РемБренд» в Санкт-Петербурге выполняет качественный ремонт сварочных выпрямителей бытового и полупрофессионального класса. На практике широко используются российские выпрямители ВДМ, ВДУ, ВД, ВС. Наши мастера знакомы с устройством этих аппаратов, поэтому быстро обнаруживают источник неисправности. Ремонт выпрямителя сварочного осуществляется в короткие сроки и по приемлемой стоимости. Выполняется проверка изоляции и надежности крепления клемм, замена деталей и очистка внутренних элементов. К нам также можно обратиться для ремонта сварочных инверторов, трансформаторов, полуавтоматов и другого оборудования.
неисправности, схема и устройство оборудования
Сварочный генератор – это, прежде всего, источник постоянного тока, который требуется при проведении сварочных работ. Его главная функция состоит в преобразовании механической энергии в электроэнергию.
Устройство сварочного агрегата
Ключевые составные части сварочного электрогенератора – это статор с размещенными на нем магнитными полюсами, а также якорь. В этом якоре расположены витки обмотки трансформатора, содержащие электродвижущую силу переменного направления.
Любой электрогенератор включает в себя намагничивающую обмотку возбуждения. Ее питание ведется от двух источников:
Независимый.
В таком случае генератор называют агрегатом с независимым возбуждением. Последовательно подключается размагничивающаяся обмотка. Силу тока регулируется посредством реостата. При увеличении силы тока в сварочной сети, происходит увеличение магнитного потока, вырабатываемого обмоткой размагничивания. При этом магнитный поток, который вырабатывается обмоткой независимого возбуждения, сохраняется неизменным. В результате напряжение на генераторных зажимах снижается и появляется падающая внешняя характеристика.
От генератора.
Таким образом, мы получаем агрегат с самовозбуждением. Обмотка якоря электрогенератора передает постоянный ток на обмотку намагничивания.
Все генераторы могут функционировать в обоих режимах. Чтобы сменить режим работы электроагрегата достаточно плавно изменить ток намагничивания.
Cхема сварочного генераторора с незавизимым возбуждением и размагничивающейся обмоткой
Сварочные генераторы различаются между собой и внешней характеристикой:
- Генераторы, имеющие падающую внешнюю характеристику.
- Генераторы, имеющие жесткую внешнюю характеристику, или же пологопадающую.
- Универсальные генераторы.
Схема и принцип работы
Схема сварочного генератора показывает принцип его функционирования и управления. Генераторы могут отличаться друг от друга в некоторых деталях. У каждого производителя есть свои наработки в оборудовании, благодаря чему у потребителя есть возможность выбрать необходимый товар в соответствии с финансовыми возможностями и требуемым функционалом. Однако, по основному принципу действия все однотипные системы являются идентичными.
Концы обмотки соединяются с пластинами коллектора, который расположен на одном валу с якорем. На коллекторе находятся угольно-графитовые щетки, предназначенные для токосъема. В данном случае коллектор работает в качестве выпрямителя сварочного тока.
Один конец витка обмотки подсоединяется к одной пластине. Второй ведет к другой пластине, полностью изолированной и противоположной по диаметру.
Пластины контактируют с токосъемными щетками коллектора.
На магнитных полюсах статора появляется магнитный поток, который направляется на якорь. Для обеспечения условий возникновения потока, на полюсы устанавливают обмотки возбуждения, возбуждающие магнитный поток. Такие обмотки можно подключать лишь к постоянному току, во избежание смены направления магнитным потоком после пересечения якоря. При неправильном подключении обмоток магнитный ток возвращается от якоря, в результате сварочный ток на щетках не появится.
Если необходимо изменить величину сварочного тока, в первую очередь меняется ток в обмотках полюсов. Величина магнитного потока изменяется, исходя из количества ампер, но не вольт. Для регулировки тока в обмотки включается реостат.
Основные неисправности
Любой электрический агрегат – это достаточно сложное устройство. Многие неисправности сварочного генератора возникают из-за неверного функционирования системы управления, а кроме этого в случае неверно настроенных сварочных режимов.
На неполадки в функционировании сварочных агрегатов оказывают влияние различные факторы, чаще всего совпадающие с неверными настройками, различными ошибками при работе и иными внешними причинами. Большинство неполадок можно устранить.
Обычно к каждому электрическому агрегату прилагается инструкция, в которой описаны наиболее известные неполадки сварочного генератора и некоторые пути решения проблемы.
Некоторые из наиболее часто встречающихся ситуаций описаны ниже.
- Дуга неустойчива при сварке. Электродный металл разбрызгивается. Данная неполадка происходит при неверно подобранном токе. При выборе нужно руководствоваться не только электродным диаметром и типом, но также скорости сварки. Если скорость сварки низкая, ток необходимо уменьшить.
- Сварочный электрод залипает. Здесь может быть ряд причин. Одна из них – уменьшение напряжения в основной электросети либо малое сечение электрического провода. Еще одна причина – недостаточный контакт, появившийся после прогорания или закисления элементов, либо при механическом ослаблении соединений.
- Инвертор стартовал, но отсутствует сварка. Чаще всего это происходит из-за недостаточности массы на различных деталях. В некоторых случаях причиной отсутствия сварки является повреждение в сварочном кабеле. Это может случиться, если работа происходит с очень тяжелыми деталями, которые могут перебить достаточно прочный и качественный провод.
- Иногда сварочный инвертор попросту отказывается стартовать. Здесь есть две причины, каждая из которых связана с питающей сетью. Одна причина – недостаточное напряжение в электросети. Вторая причина – в щитке установлен слабый автоматический предохранитель. В таком случае отключится полностью вся домашняя электросеть.
Ремонт сварочных генераторов
Для проведения ремонта сварочного генератора понадобятся знания в двух областях – механике и электрике. Если такие знания отсутствуют, стоит ограничиться самостоятельным проведением технического обслуживания аппарата, а сложный ремонт, разборку, замену деталей стоит оставить специалистам.
Текущий ремонт сварочных генераторов включает в себя:
Ремонт электродвигателя.
В первую очередь это – периодическая смена поршневых колец. Техническая документация прибора должно включать период беспрерывного функционирования компрессионных и маслосъемных поршневых колец. Если разбор двигателя показал высокий износ кольцевых канавок, поршень необходимо менять. После разборки не допускается использование старой прокладки для цилиндра. Заменить свечи зажигания и смазать двигатель вполне можно и своими руками. По внешнему виду свечи определяется, пригодна ли она для дальнейшей эксплуатации, либо подлежит замене. Настройку либо перенастройку карбюратора для бензопривода сварочного электрогенератора стоит оставить специалистам.
Ремонт электрической части генератора.
Чаще всего он ограничивается перемоткой обмоток при межвитковых замыканиях. Также необходима периодическая замена токосъемных щеток. При износе хотя бы одной из них, производится замена обеих щеток сразу, цена позволяет. В стандартном ремонтном комплекте к сварочному генератору прилагается пара запасных щеток. Еще одна распространенная поломка связана с неисправностью подшипников вала агрегата, а также их проворачиванием внутри корпуса. Для такого дефекта характерны повышенный уровень шума и высокая температура.
Некоторые неполадки обнаруживаются лишь при проведении работ. Так, сварочный импеданс можно измерить только в милиоммах. Точность измерительных приборов в данном случае не позволяет провести достаточную диагностику. Если сварочный импеданс неисправен, можно заметить следы перегрева, неполадки в изоляции и последующий разрыв электроцепи.
Полезные советы
Сварочный генератор хонда имеет полный комплекс защит по ряду параметров. При длительной сварке возможно внештатное прекращение работы. Это происходит из-за срабатывания защитной системы по температурному режиму. Неисправностью данная проблема не является. Через небольшое время (порядка 20-30 минут) сварку можно возобновлять.
Если выполнение всех рекомендаций не привело к устранению неполадки, возможна поломка съемы инверторного модуля. Необходимо обратиться к специалистам.
Причины поломки и ремонт сварочных аппаратов
Причины поломки и ремонт сварочных аппаратов
Сварочный аппарат незаменим на любом строительстве. Помимо сварки, не существует технологии, которая позволяла бы настолько надёжно соединять металлические детали, используемые в критически важных точках здания, находящиеся под значительной нагрузкой. Соединение болтами или заклёпками, использование хомутов для соединения труб далеко не обеспечивает тот уровень прочности, который достигается сваркой.
Существует множество видов сварочных аппаратов:
- сварочный инвертор;
- сварочный трансформатор;
- сварочный полуавтомат.
- сварочный выпрямитель;
- сварочный генератор;
Производители предлагают множество моделей сварочных аппаратов в каждом из видов перечисленного оборудования. Являясь сложным электротехническим устройством, сварочное оборудование порой может выходить из строя. Полезно знать о наиболее распространённых причинах, приводящих к поломке сварочного аппарата.
- механическое повреждение – тяжёлый сварочный аппарат можно случайно уронить или опрокинуть;
- несоответствующее нормам напряжение электросети – скачки напряжения, чрезмерно низкое или высокое напряжение;
- нарушение режима эксплуатации – несоблюдение требований производителя к продолжительности и интенсивности работ, к температуре окружающей среды, сварка несоответствующих материалов;
- использование в неправильном положении – горизонтально или вертикально в нарушение норм производителя;
- попадание внутрь сварочного аппарата влаги или пыли;
- продолжение использования аппарата при появлении признаков поломки
При необходимости ремонта сварочного оборудования лучше всего обратиться в специализированный сервисный центр. Однако в случае выхода из строя некоторых электронных компонентов ремонт сварочного инвертора своими руками возможен для человека, у которого имеется радиотехнического образование и опыт ремонта промышленного радиоэлектронного оборудования. Следует знать, что импульсные программируемые сварочные аппараты таким образом практически не ремонтируются, поскольку в случае их поломки требуется замена недешёвых импортных плат; с другой стороны, такие сварочные аппараты отличаются высокой надёжностью и сравнительно редко выходят из строя.
Можно отметить, что ремонт сварочного трансформатора является достаточно дорогой и трудоёмкой процедурой. Иногда стоимость проведения такого ремонта сопоставима со стоимостью нового инверторного аппарата. Стоимость ремонта недорогого сварочного аппарата, который был куплен с целью максимальной экономии средств, также может быть сравнима со стоимостью нового устройства – в данном случае из-за низкого качества монтажа и трудоёмкости ремонта в поисках отказавшего звена приходится перебирать практически весь аппарат.
Наш сервисный центр произведет: диагностику инверторного оборудования, чтобы определить его неисправность.
Мы обладаем многими преимуществами:
- высококвалифицированный персонал;
- наличие необходимого для ремонта оборудования, инструмента;
- большое количество редких запасных частей;
- наличие необходимой документации и программного обеспечения;
Если вы неуверенны в собственных силах, лучше обратиться к специалистам.
Неправильно проведенный ремонт или не устраненные неисправности могут привести к возникновению угрозы для здоровья и даже жизни сварщика!
Популярные проблемы электронных сварочных аппаратов и их решения
По сути, электронный сварочный аппарат представляет собой электрическую банку и имеет свои собственные принципы работы. Если пользователь не понимает, запустить его будет сложно
Если вы не знаете, как справиться с последствиями для работы, это усложняет гарантийный процесс.Сначала вы должны понять функцию каждого блочного узла сварочного аппарата.
Кнопка основного питания: основная функция — выпрямитель и преобразование переменного напряжения в постоянное.
Преобразователь напряжения постоянного тока в высокое напряжение переменного тока: Этот блок представляет собой полупроводниковое устройство, которое действует как переключатель переменного тока для изменения выходного напряжения через импульсный трансформатор.
Припой для выпрямительных блоков: возьмите высокочастотный переменный ток, выпрямитель, фильтр и дайте сварной стопке.
Блок обратной связи: сварочный ток / напряжение припоя на выходе обратной связи к импульсному блоку для стабилизации сварочного тока / сварочного напряжения.
Блок настройки сварочного тока: установка сварочного тока / сварочного напряжения.
Генератор управляющих импульсов: генерирует импульсы переменной длительности, которые изменяют среднюю мощность нагрузки.
Некоторые популярные проблемы и решения:
Утечка в электричестве:
Приводит к нему при прикосновении к крышке электрошок
Причины: Сварочный аппарат долгое время работает в пыльной среде, которая прилипает к аппарату, или аппарат намокает. Неправильная проводка вызывает внутреннее короткое замыкание.
Решения: Удалите металлическую пыль с помощью воздушного компрессора или машинной сушилки.Проверьте соединения и затяните болт, чтобы не касаться корпуса.
Машина громко работает:
В случае поломки машины из-за незакрепленных пузырей. Вы можете снова затянуть
Если машина разбилась при движении, возьмите гарантию.
Сварочный аппарат слабый:
Есть много причин и решений
Неправильно отрегулирован сварочный электрический ток: включите рулевое колесо, чтобы увеличить сварочный ток.
Размер входного провода небольшой: замените его на больший.
Неконтролируемый электрический контакт: Проверить, подтянуть лампочки от источника питания к машине.
Низкая мощность (ниже 180 В): поверните рулевое колесо, чтобы увеличить напряжение, чтобы компенсировать низкую мощность. Если этого недостаточно, купите машину, стабильно работающую при слабой мощности.
Слишком большое отведение сварочного аппарата от источника питания вызывает падение давления: следует использовать проволоку большого диаметра.
сверхмощный сварочный аппарат:
Регулировать выходную мощность неразумно: поворотный руль и замедление тока против часовой стрелки.
Входная мощность слишком велика: отрегулируйте напряжение источника или замените источник питания.
Примечание:
Соблюдение техники безопасности при электричестве, электросварке, пожаре и взрыве. Рабочие должны проверять машины, оборудование, инструменты, инструменты и оборудование для охраны труда перед работой и устранением неисправностей
выключите машину и оборудование и поместите их в безопасное положение, очистите и утилизируйте инструменты, оборудование
| Проблема | Причина | Решение |
| Растрескивание осевая линия | Превышение разбавление | Добавить больше присадочного металла или используйте технику для получения слегка выпуклого сварного шва.Проверять несходная таблица соединений, чтобы убедиться, что используется правильный присадочный материал. |
| Растрескивание Случайный | Перенапряжение сваривать | Нижний силы тока или напряжения или увеличьте скорость движения, чтобы снизить тепловложение, что вызывает искажение. Используйте пошаговую технику сварки, измените конструкцию стыка. Держите междурядье температура ниже 150 ° C (300 ° F). |
| Растрескивание HAZ | Обычно связанный с основным металлом | Обеспечить не сваривать с обрабатываемыми марками материала, содержащими высокие уровни низких плавление интерметаллидов. |
| Пористость | Плохо газовая защита, влажность, избыток смазки | Правильно выбор защитного газа, размер газового стакана, расход газа. Счистить смазку. Использовать керамическая резервная лента без фольги в качестве клея может иногда вызывать пористость. |
| Превышение Брызги | Неверно настройки параметров или состав провода. Непостоянство литья и спирали в проволоке MIG | Нижний скорость подачи проволоки или увеличьте напряжение. Правильный выбор защитного газа, ищите источник влаги.Используйте проволоку с контролем литья и спирали или удалите проволоку выпрямитель на механизме подачи проволоки. |
| Отсутствие Fusion | Совместное конструкция, слишком много присадочного металла или чрезмерное накопление оксидов между проходами | Открыть приподнять сварной шов за счет увеличения угла скоса. Уменьшите расход присадочного металла за счет снижения скорость подачи проволоки или увеличьте скорость движения. Увеличьте напряжение, чтобы улучшить плавление ставка на основной металл. Уменьшите скорость движения, чтобы обеспечить правильное соединение с сварной шов. Никелевые сплавы могут потребовать шлифования между некоторыми или всеми проходами до удалить тугоплавкие оксиды никеля. |
| Ржавчина | Недостаточно Очистка после сварки, подготовка швов плазмой, фиксация | Все сварные швы требуют очистки после сварки. Следите за тем, чтобы после сварки не было загрязнения железом. техника очистки. Правильная очистка после сварки. Окончательная шлифовка стыков плазменной резки для удаления загрязнения азотом. Избегайте использования загрязненной или углеродистой стали. приспособления, инструменты или подъемники. |
| Искажение | Перегрев сварка | Нижний тепловложение, используйте более частые прихватки, улучшите фиксацию. |
| Подрезка | Неправильно скорость сварки, плохой поток сварочной ванны, неправильное заземление, химический состав основного металла | Медленно скорость движения, использовать присадочный металл с контролем микроэлементов, дробление грунта. |
| Дуга Дуть | Неверно заземление | Сплит заземления, проверьте заземление. |
| Шлак Включения | Сварка техника | Использование метод сварки, облегчающий стекание шлака в лужу. |
Устранение неисправностей при сварке MIG — общие проблемы и решения
Заявление об ограничении ответственности: welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
GMAW считается одним из самых простых сварочных процессов. Весь процесс очень прост, потому что им очень легко управлять, и у вас всегда есть только один элемент, которым можно управлять в любое время.Однако даже работа с этим простым инструментом может иметь свои сложности. Знание основных методов поиска и устранения неисправностей при сварке MIG поможет вам быстро найти правильное решение проблемы и продолжить сварку. В этой статье будут рассмотрены некоторые из наиболее распространенных проблем сварки MIG и способы их решения.
Пористость при сварке MIG
Пористость — это небольшие газовые карманы, которые попадают в металл шва. Это может произойти как внутри, так и на поверхности сварного шва. В обоих случаях это снижает прочность сварного шва.Вот несколько примеров того, что вызывает пористость при сварке MIG.Проблема 1: Поверхностные загрязнители
- Причина: Одна из наиболее частых причин — ненадлежащее состояние поверхности. Например, если вы не очистили поверхность и на ней остались масло, ржавчина или грязь, это помешает правильному провару сварного шва, что приведет к пористости. Другие сварочные процессы, такие как SMAW и FCAW, имеют лучшую устойчивость к поверхностным загрязнениям. В GMAW только элементы, вплавленные в проволоку, могут обеспечить какую-либо защиту.
- Решение: очистите металлическую поверхность перед началом сварки. Используйте шлифовальный станок или химические растворители для удаления ржавчины, грязи, масла, жира, покрытий или краски.
Задача 2: Свойства основного металла
- Причина: простой химический состав основного металла также может привести к пористости сварного шва. Например, основной металл может иметь высокое содержание серы и фосфора.
- Решение: Единственное решение этой проблемы при сварке MIG — переход на основной металл с другим составом или процесс сварки с образованием шлака.
Проблема 3: Недостаточный газовый охват
- Причина: Другой очень распространенной причиной пористости при сварке MIG является недостаточное газовое покрытие. Этот процесс сварки основан на использовании защитного газа для защиты сварочной ванны от загрязнений. Без надлежащей защиты защитным газом воздух может загрязнить сварочную ванну и вызвать пористость.
- Решение: Для различных условий сварки требуется определенный поток газа. Вы должны использовать расходомер, чтобы проверить, есть ли у вас достаточный поток газа.Если вы работаете в условиях сильного ветра, установите ветрозащитные экраны, чтобы защитный газ не уносился из сварочной ванны. Проверьте пистолет, кабели, газовые трубы и газовую арматуру на предмет повреждений. Убедитесь в отсутствии протечек. Также убедитесь, что вы используете подходящее сопло пистолета MIG. Он должен быть достаточно большим, чтобы обеспечить надлежащий поток защитного газа.
Проблемы с подачей проволоки MIG
Неправильная подача проволоки может повлиять на сварочную дугу и привести к ослаблению сварного шва.Большинство проблем обычно связано с неправильной настройкой оборудования.
Проблема 1: Износ приводных роликов
- Причина: ведущие ролики со временем изнашиваются, поэтому их необходимо регулярно заменять.
- Решение: проверьте канавки на валках на предмет визуальных признаков износа.
Задача 2: Гнездование птиц
- Причина: скопление птиц — это проблема, связанная с запутыванием проволоки и приводящей к остановке подачи проволоки.
- Решение: Поднимите приводной ролик и вытяните проволоку из пистолета.Обрежьте запутавшуюся проволоку и снова заправьте ее обратно в пистолет. Также проверьте натяжение и убедитесь, что оно не слишком высокое. Другие решения могут включать использование проволоки большего диаметра и меньшее расстояние между проводными подводами.
Задача 3: Ожог
- Причина: Использование очень низкой скорости подачи проволоки или размещение горелки слишком близко к основному металлу может привести к расплавлению проволоки и сплавлению с контактным наконечником.
- Решение: начните с замены поврежденных контактных наконечников, затем увеличьте скорость подачи проволоки и убедитесь, что вы поддерживаете соответствующее расстояние между горелкой и заготовкой.
Задача 4: Лайнер
- Причина: это может быть засорение футеровки, использование футеровки неправильного размера или неправильно обрезанные футеровки.
- Решение: вкладыш пистолета-распылителя должен соответствовать размеру проходящей через него проволоки. В случае засора очистите или замените лайнер. Также проверьте инструкции производителя о том, как обрезать лайнер.
Проблема 5: Изношенное оружие
- Причина: медные жилы, расположенные внутри пистолета, со временем ломаются и изнашиваются.Это приводит к сбоям в доставке провода.
- Решение: если во время использования вы заметили, что какая-то часть пистолета сильно нагревается, это свидетельствует о внутреннем повреждении. Чтобы предотвратить дефекты сварки GMAW, немедленно замените пистолет.
Отсутствие Fusion
- Причина: Холодная притирка в процессе переноса короткой дуги является наиболее частой причиной отсутствия плавления. Это Полуавтоматическая сварка дефект возникает, когда сварочной ванны расплавы, но так как там не хватает энергии, он не запал к опорной плите.Таким образом, сварной шов может выглядеть хорошо, но металл на самом деле не соединяется.
- Решение: важно использовать правильные настройки напряжения и силы тока. Если это не решит проблему, возможно, вам также придется изменить технику сварки. Вы можете переключиться на метод переноса дугового распыления, убедиться, что вы используете правильный угол наклона пистолета, и проверить, не опережает ли сварочная лужа электрод.
Причины появления брызг при сварке MIG
Сварочная ванна может выталкивать расплавленный металл и оставлять брызги вдоль валика.Это влияет на внешний вид сварного шва и прочность плавления.
- Причина: Это может быть вызвано высокой скоростью подачи проволоки и настройками напряжения. Другие причины включают недостаточное использование газа и грязный основной материал.
- Решение: уменьшите параметры подачи проволоки и напряжения и переключитесь на более короткий удлинитель электрода. Обязательно очистите основной материал и обеспечьте надлежащее газовое покрытие. Кроме того, важно использовать правильные контактные наконечники и сопла, так как это может привести к неустойчивой дуге и чрезмерному разбрызгиванию.
Избыток / Недостаток проникновения
Проблема 1: Превышение
- Причина: Чрезмерное тепловложение может привести к плавлению металла шва через основной металл.
- Решение: уменьшите диапазон напряжения и скорость подачи проволоки. Вы также можете увеличить скорость движения.
Проблема 2: Отсутствие
- Причина: недостаточный подвод тепла, неправильная подготовка шва или толщина основного материала.
- Решение: установите более высокие значения скорости подачи проволоки и напряжения.Снижение скорости движения — тоже хорошее средство.
Неправильный профиль сварного шва
Проблема 1: Недостаточное тепловложение
- Причина: выпуклый валик указывает на то, что настройки тепловложения слишком низкие, а это означает, что для сварного шва недостаточно тепла для проникновения в основной металл.
- Решение: убедитесь, что вы используете правильную настройку силы тока для металла, который вы свариваете. Обычно вы можете найти таблицу с инструкциями по сварочному аппарату MIG. Если это не решит проблему, проверьте также напряжение.Очень низкое напряжение также вызовет избыточное разбрызгивание. С другой стороны, установка очень высокого напряжения затруднит сварщику контроль над процессом, а также приведет к подрезу.
Проблема 2: Неправильная техника
- Причина: Использование техники толчка или переда часто приводит к более плоской форме борта.
- Решение: Идеальная техника — использовать угол выталкивания 5-10 градусов.
Проблема 3: Рабочий кабель
- Причина: Использование неправильного сечения или поврежденного рабочего кабеля, что приводит к недостаточному напряжению в дуге.
- Решение: замените кабели новыми подходящего размера и длины.
Заключение
Следование этим рекомендациям по поиску и устранению неисправностей при сварке MIG поможет как начинающим, так и опытным операторам диагностировать проблемы. Вооружившись базовой информацией, вы сможете быстро обнаруживать проблемы и находить эффективные решения.
Пять основных причин отказа инвертора
Сводка
- Наиболее частой причиной отказа или неисправности инверторов является неправильная установка, часто комбинация несоблюдения рекомендаций руководства пользователя и выбора неподходящего типа кабеля, калибра или линейных предохранителей.Но это еще не все.
Одним из наиболее пренебрегаемых электрических продуктов, используемых в промышленной автоматизации, является скромный инвертор. Оборудование редко бывает настолько простым и надежным, что инженеры-технологи забывают о его существовании. Здесь Джонатан Уилкинс, менеджер по маркетингу поставщика устаревших и запасных частей для промышленной автоматизации, European Automation, объясняет, почему даже самые устойчивые компоненты иногда выходят из строя, и что делать, когда это происходит.
Инверторы, приводы, частотно-регулируемые приводы, приводы с регулируемой скоростью, приводы с регулируемой частотой — категория продуктов, используемых для управления скоростью электродвигателя и, таким образом, снижения потребления энергии в приложениях с регулируемой скоростью, имеет больше имен, чем Prince. Хотя, если подумать, я полагаю, что на самом деле у него всего три, если вы включите его решение в 1993 году стать известным с помощью символа, а не слова.
Силовые инверторы могут быть полностью электронными или сочетать механические эффекты с электронной схемой.Поскольку инверторы преобразуют электричество постоянного тока от батарей, солнечных панелей или топливных элементов в электричество переменного тока, приложения, в которых они могут использоваться, чрезвычайно разнообразны. Электродвигатели используются повсюду в промышленности, в том числе в секторе продуктов питания и напитков для чего угодно, от вентиляторов, вентиляторов или конвейерных лент до насосов и рефрижераторов.
При этом очевидно, как отказ или поломка инвертора может вызвать перебои в производстве и значительные финансовые потери. Наиболее частой причиной отказа или неисправности инверторов является неправильная установка, часто комбинация несоблюдения рекомендаций руководства пользователя и выбора неподходящего типа кабеля, калибра или линейных предохранителей.После того, как вы пройдете тест на установку и ваш продукт будет готов к работе, есть несколько вещей, на которые вам стоит обратить внимание.
Износ конденсатора
Первой причиной отказа инвертора является электромеханический износ конденсаторов. В инверторах используются конденсаторы для обеспечения плавной выходной мощности при различных уровнях тока; однако электролитические конденсаторы имеют ограниченный срок службы и стареют быстрее, чем сухие компоненты. Это само по себе может быть причиной отказа инвертора.Конденсаторы также очень чувствительны к температуре. Температуры выше указанной рабочей температуры, часто вызванные сильным током, могут сократить срок службы компонента. Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, вызванных износом.
Чрезмерное использование
Мы упоминали, как иногда менеджеры процессов могут забыть об инверторах.Это происходит чаще, чем вы думаете. Использование инверторов за пределами их рабочих пределов по выбору, из-за недосмотра или отсутствия знаний может способствовать отказу инверторного моста. Использование любого компонента с номиналом, превышающим его рабочий предел, сократит его срок службы и приведет к отказу, поэтому устранение этой проблемы просто сводится к проверке правильности работы всех инверторов.
Повышенное и пониженное напряжение
Следующие две проблемы, которые могут вызвать отказ инвертора, — это перегрузка по току и перенапряжение.Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может вызвать повреждение компонентов устройства, чаще всего моста инвертора. Часто это повреждение вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда скачки напряжения вызваны деятельностью человека, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля.
Ультразвуковые колебания
Последняя проблема в списке связана с механической нагрузкой на инвертор. Ультразвуковые колебания, возникающие в сердечниках индуктивных компонентов, вызывают трение, добавляя к нежелательному теплу, генерируемому устройством, и дальнейшему повреждению компонентов инвертора. Как и в случае с любым другим электрическим оборудованием, техническое обслуживание является ключевым моментом, и его нельзя упускать из виду. Со временем электрические соединения имеют тенденцию к расшатыванию или коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа.Однако, как говорится, лучше перестраховаться, поэтому чистка клемм в аккумуляторном ящике, предохранителей и соединения инвертора не реже одного раза в шесть месяцев имеет решающее значение. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать металлическую щетку и средство для растворения жира. После завершения чистки и обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. Решая, какое защитное покрытие использовать, избегайте покрытий на основе консистентной смазки, потому что они имеют тенденцию притягивать загрязнения, такие как пыль, что приводит к усилению разрушения соединений, а также скрывает ухудшение от дальнейших визуальных проверок.Хотя правильная установка и обслуживание могут значительно продлить срок службы инверторов, в случае отказа есть несколько путей, которыми вы можете воспользоваться. Возможно, стоит подумать о покупке отремонтированной детали, особенно для старых или устаревших моделей.
О компании European Automation:
Компания European Automation продает и продает новые, бывшие в употреблении, отремонтированные и устаревшие запчасти для промышленной автоматизации. Его глобальная сеть складов предпочтительных партнеров и полностью принадлежащих распределительных центров позволяет компании предлагать уникальные услуги в сфере автоматизации по всему миру.Он обеспечивает экспресс-доставку всех продуктов по всему миру, что означает, что он может доставить любую деталь в любое место в очень короткие сроки.
Узнать большеВам понравилась эта замечательная статья?
Ознакомьтесь с нашими бесплатными электронными информационными бюллетенями, чтобы прочитать больше отличных статей ..
Подписывайся% PDF-1.3 % 1621 0 объект > эндобдж xref 1621 67 0000000016 00000 н. 0000001695 00000 н. 0000001922 00000 н. 0000001955 00000 н. 0000002012 00000 н. 0000003113 00000 п. 0000003343 00000 п. 0000003413 00000 н. 0000003558 00000 н. 0000003732 00000 н. 0000003888 00000 н. 0000003987 00000 н. 0000004086 00000 н. 0000004201 00000 н. 0000004321 00000 п. 0000004420 00000 н. 0000004519 00000 н. 0000004634 00000 н. 0000004802 00000 н. 0000004975 00000 н. 0000005073 00000 н. 0000005227 00000 н. 0000005347 00000 н. 0000005468 00000 н. 0000005600 00000 н. 0000005736 00000 н. 0000005889 00000 н. 0000006024 00000 н. 0000006181 00000 п. 0000006299 00000 н. 0000006414 00000 н. 0000006538 00000 н. 0000006637 00000 н. 0000006796 00000 н. 0000006929 00000 н. 0000007093 00000 н. 0000007235 00000 н. 0000007382 00000 п. 0000007487 00000 н. 0000007591 00000 н. 0000007704 00000 н. 0000007803 00000 н. 0000007947 00000 н. 0000008095 00000 н. 0000008275 00000 п. 0000008318 00000 н. 0000008341 00000 п. 0000008861 00000 н. 0000008884 00000 н. 0000009360 00000 п. 0000009383 00000 п. 0000009872 00000 н. 0000009895 00000 н. 0000010364 00000 п. 0000010387 00000 п. 0000010805 00000 п. 0000010828 00000 п. 0000011358 00000 п. 0000011469 00000 п. 0000011492 00000 п. 0000011951 00000 п. 0000011974 00000 п. 0000012595 00000 п. 0000015274 00000 п. 0000015354 00000 п. 0000002055 00000 н. 0000003090 00000 н. трейлер ] >> startxref 0 %% EOF 1622 0 объект > эндобдж 1623 0 объект [ 1624 0 руб. ] эндобдж 1624 0 объект > / Ж 28 0 Р >> эндобдж 1625 0 объект > эндобдж 1686 0 объект > транслировать Hb«f«g`c«ef @
% PDF-1.5 % 1 0 obj > >> эндобдж 4 0 объект / CreationDate (D: 20180823155734 + 02’00 ‘) / ModDate (D: 20180823155734 + 02’00 ‘) /Режиссер >> эндобдж 2 0 obj > эндобдж 3 0 obj > эндобдж 5 0 obj > / ExtGState> / XObject> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [34 0 руб. 35 0 руб. 36 0 руб. 37 0 руб.] / Группа> / Вкладки / S / StructParents 0 / Аннотации [] >> эндобдж 6 0 obj > / XObject> / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595.32 841,92] / Содержание [44 0 R 45 0 R 46 0 R 47 0 R] / Группа> / Вкладки / S / StructParents 2 / Аннотации [] >> эндобдж 7 0 объект > / XObject> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [48 0 R 49 0 R 50 0 R 51 0 R] / Группа> / Вкладки / S / StructParents 7 / Аннотации [] >> эндобдж 8 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [52 0 R 53 0 R 54 0 R 55 0 R] / Группа> / Вкладки / S / StructParents 8 / Аннотации [] >> эндобдж 9 0 объект > / XObject> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595.32 841,92] / Содержание [57 0 R 58 0 R 59 0 R 60 0 R] / Группа> / Вкладки / S / StructParents 1 / Аннотации [] >> эндобдж 10 0 obj > / XObject> / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [63 0 R 64 0 R 65 0 R 66 0 R] / Группа> / Вкладки / S / StructParents 9 / Аннотации [] >> эндобдж 11 0 объект > / ExtGState> / XObject> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [69 0 R 70 0 R 71 0 R 72 0 R] / Группа> / Вкладки / S / StructParents 10 / Аннотации [] >> эндобдж 12 0 объект > / XObject> / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595.32 841,92] / Содержание [84 0 R 85 0 R 86 0 R 87 0 R] / Группа> / Вкладки / S / StructParents 11 / Аннотации [] >> эндобдж 13 0 объект > / XObject> / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [98 0 R 99 0 R 100 0 R 101 0 R] / Группа> / Вкладки / S / StructParents 12 / Аннотации [] >> эндобдж 14 0 объект > / XObject> / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [110 0 111 0 руб. 112 0 руб. 113 0 руб.] / Группа> / Вкладки / S / StructParents 13 / Аннотации [] >> эндобдж 15 0 объект > / XObject> / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595.32 841,92] / Содержание [116 0 117 0 ₽ 118 0 119 0 ₽] / Группа> / Вкладки / S / StructParents 14 / Аннотации [] >> эндобдж 16 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [120 0 121 0 руб. 122 0 руб. 123 0 руб.] / Группа> / Вкладки / S / StructParents 15 / Аннотации [] >> эндобдж 17 0 объект > / ExtGState> / XObject> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [127 0 R 128 0 R 129 0 R 130 0 R] / Группа> / Вкладки / S / StructParents 3 / Аннотации [] >> эндобдж 18 0 объект > / XObject> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595.32 841,92] / Содержание [132 0 R 133 0 R 134 0 R 135 0 R] / Группа> / Вкладки / S / StructParents 4 / Аннотации [] >> эндобдж 19 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [136 0 R 137 0 R 138 0 R 139 0 R] / Группа> / Вкладки / S / StructParents 16 / Аннотации [] >> эндобдж 20 0 объект > / XObject> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [141 0 R 142 0 R 143 0 R 144 0 R] / Группа> / Вкладки / S / StructParents 5 / Аннотации [] >> эндобдж 21 0 объект > / XObject> / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595.32 841,92] / Содержание [148 0 R 149 0 R 150 0 R 151 0 R] / Группа> / Вкладки / S / StructParents 17 / Аннотации [] >> эндобдж 22 0 объект > / XObject> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 595,32 841,92] / Содержание [155 0 R 156 0 R 157 0 R 158 0 R] / Группа> / Вкладки / S / StructParents 6 / Аннотации [] >> эндобдж 23 0 объект > эндобдж 24 0 объект > эндобдж 25 0 объект > эндобдж 26 0 объект > эндобдж 27 0 объект > эндобдж 28 0 объект > эндобдж 29 0 объект > эндобдж 30 0 объект > эндобдж 31 0 объект > эндобдж 32 0 объект > транслировать
Подробное руководство по поиску и устранению неисправностей сварочного аппарата Mig для операторов 2018
Введение в поиск и устранение неисправностей сварочного аппарата Mig:
Как и все сварочные процессы, сварка mig имеет свои сложности.Теперь вы не должны позволять общим проблемам замедлять процесс сварки. Обладая хорошими знаниями в области поиска и устранения неисправностей, вы сможете найти правильное решение своих проблем со сваркой. В этой статье подробно рассматривается лучший способ устранения неполадок сварочного аппарата Mig для операторов.
Некоторые общие / основные проблемы:
Аппарат не запускается:
- Причина: когда сварочный аппарат mig не запускается, это может быть вызвано множеством причин. Некоторыми частыми причинами могут быть неисправная силовая цепь, перегоревший предохранитель или просто неправильное входное напряжение.Это также могло быть результатом перегрузки.
- Решение: Если ваша машина не запускается, сначала убедитесь, что она включена. Если да, выясните возможную причину проблемы и устраните ее. Входное напряжение должно быть проверено, чтобы убедиться, что оно соответствует руководству и избежать перегрузки. Если он перегружен, лучше дать устройству немного остыть. Вы также можете заменить предохранитель, если он перегорел.
Стартер сварочного аппарата работает, но сгорает предохранитель:
- Причина: когда вы включаете выключатель и стартер срабатывает, но предохранитель внезапно перегорает, это может быть либо в результате короткого замыкания в цепи, либо предохранителя. маловат для машины.
- Решения: проверьте соединения и устраните короткое замыкание. Если предохранитель слишком мал, его следует заменить на больший.
Переключатель полярности Прекращение работы:
- Причина: Если переключатель полярности перестает работать, возможно, переключатель изношен или может быть вызван использованием переключателя, когда сварочный аппарат находится под нагрузкой.
- Решения: Изношенный переключатель следует заменить. Также убедитесь, что вы не используете переключатель полярности, когда сварочный аппарат находится под нагрузкой.
Избыточный нагрев Держатель электрода:
- Причина: Если электрододержатель нагревается, это может означать неплотное соединение или несоответствующий рабочий цикл держателя электрода.
- Решения: Затяните все ослабленные соединения, и в случае несоответствующей продолжительности включения электрический держатель следует заменить на держатель подходящего размера.
Поражение электрическим током При прикосновении к сварочному аппарату:
- Причина: Если рама сварочного аппарата не заземлена должным образом, может произойти поражение сварщика электрическим током.
- Решения: В случае поражения электрическим током вы должны прочитать руководство пользователя; соблюдайте все инструкции по заземлению рамы. Если рама заземлена правильно, вы не испытаете поражения электрическим током.
Перегрев сварочного кабеля:
- Причина: очень быстрый нагрев сварочного кабеля может быть результатом неправильного сечения кабеля или несоответствующего рабочего цикла.
- Решения: замените кабель на кабель подходящего размера, указанного в руководстве пользователя.
Плохой зажим заземления:
- Причина: Зажим заземления может выйти из строя и начать работать со сбоями. В большинстве случаев это происходит, когда машина покрывается оксидами, которые могут изменить ток и создать высокое сопротивление в машине.
- Решения: регулярно проверяйте и очищайте зажим заземления, чтобы избежать образования окислов и сопротивления машины.
Поврежденный кабель:
- Причина: кабели могут быть повреждены после продолжительного использования.
- Решения: если вы заметили какие-либо признаки повреждения на кабеле, его следует немедленно заменить. Поврежденные кабели могут вызвать несколько проблем, а также повлиять на качество вашей работы.
Сварочный аппарат не выключается:
- Причина: если вы выключаете аппарат, а сварочный аппарат mig не выключается, пока вы не отключите электропитание, это просто означает, что ваш выключатель линии изношен.
- Решения: сетевой выключатель и соединение следует отремонтировать или, возможно, заменить.
Дефекты сварки:
Если вы заметили дефекты сварки, это означает, что некоторые части самого сварочного аппарата mig вышли из строя, и такие детали необходимо отрегулировать и отремонтировать. Ниже приведены некоторые распространенные дефекты сварки, включая их возможные причины и способы устранения.
Неправильная подача проволоки:
- Причина: Очень распространенный дефект сварки может быть результатом неправильной подачи проволоки, вызванной износом приводного ролика.
- Решения: Периодически снимайте приводные ролики и очищайте проволочной щеткой, чтобы удалить грязь с лайнера, которая может повлиять на давление и сцепление с проволокой.Также проверьте ведущие ролики на предмет износа и замените их, если они изношены.
Низкая сварка:
- Причина: Низкие сварочные дефекты возникают из-за износа наконечника сварочного пистолета. Когда это произойдет, сварка не будет выполнена должным образом.
- Решения: немедленно замените наконечник сварочного пистолета, так как это может привести к другим проблемам.
Пористость:
- Причина: на поверхности может образоваться пористость в результате недостаточного потока газа или плохой проводки.Это очень распространенный дефект сварки.
- Решения: проверьте газовую линию и устраните все препятствия. Кроме того, газовое сопло должно быть правильно подключено, чтобы избежать утечки. Убедитесь, что вы правильно проверяете и настраиваете соединения проводов.
Усадочные трещины на сварном шве:
- Причина: если вы заметили усадочные трещины на сварном шве, валик может быть слишком маленьким и вогнутым или проволока заржавела.
- Решения: Убедитесь, что бусинки подходящего размера.Тщательно очистите свариваемую проволоку. Следите за тем, чтобы не оставлять грязных или ржавых участков на месте сварки.
Боковые трещины на сварном шве:
- Причина: если вы заметили боковые трещины на сварном шве, это может быть связано с высокой скоростью сварки или очень низким током и высоким напряжением дуги.
- Решения: боковых трещин можно избежать, поддерживая постоянную скорость сварки и избегая слишком быстрой сварки. Ток и напряжение дуги также должны быть постоянными.
Избыточное разбрызгивание:
- Причина: Избыточное разбрызгивание — очень распространенный дефект сварки, вызванный либо избыточным CO2, либо высоким напряжением, либо несоответствующим сопротивлением.
- Решения: Избыточный CO2 можно нагреть с помощью газового обогревателя. Также можно избежать чрезмерного разбрызгивания, подав правильное напряжение.
Расширенные проблемы сварки:
1. Пористость металла сварного шва:
Проблема пористости № 1:
- Неправильное состояние поверхности: загрязненная поверхность (ржавчиной, маслом, смазкой и т. Д.)), ламинированная поверхность или неправильная обработка поверхности могут привести к пористости металла сварного шва. Также может быть загрязнена любая поверхность, открытая для атмосферного воздуха. Неправильная обработка поверхности, такая как цинкование или гальваника, может привести к проблемам с пористостью сварного шва.
- Решение: Средство для устранения загрязненной поверхности — очистить материал в соответствии с указанными процедурами подготовки поверхности. Убедитесь, что сварное соединение защищено от воздушных щелей, чтобы предотвратить загрязнение. Кроме того, при сварке ламинированной заготовки убедитесь, что вы подготовили основной металл без ламинирования для проведения качественной процедуры сварки.
Проблема пористости № 2:
- Газовое покрытие: Непостоянная газовая защита также может привести к проблемам с пористостью. Защитный газ должен защищать сварочную ванну от воздуха и в то же время действовать как ее стабилизатор. Пористость возникает при изменении защитного газа и загрязнении сварочной ванны воздухом.
- Решение: Прежде всего, проверьте крепление газового шланга к оборудованию и удалите загрязнения шланга, если таковые имеются. При правильном подключении не будет потери газовой защиты и захвата воздуха.Кроме того, используйте соответствующее количество защитного газа, указанное в руководстве пользователя, и убедитесь, что поток защитного газа установлен правильно.
Проблема пористости № 3:
- Свойства основного металла. Другой распространенной причиной пористости являются химические свойства металла. Типичный пример — когда материал несущего стержня не соответствует свариваемому металлу.
- Решение: Если проблема с пористостью является результатом свойств основного металла, способы устранения могут быть разными.Например, если вы используете опорный стержень, убедитесь, что он изготовлен из того же металла, который вы свариваете.
2. Неправильный профиль сварного шва:
Неправильная проблема шва № 1:
- Недостаточное тепловложение: недостаточное тепловложение может привести к неправильному сварному шву. Если валик выглядит вязким или выпуклым, это означает, что используемая настройка слишком низкая для ширины или толщины свариваемого материала.
- Решение. Во-первых, определите, идеальна ли сила тока для толщины свариваемого материала.Если сила тока достаточно высока, проверьте напряжение. Возможно, напряжение слишком низкое, и это может привести к другим проблемам. Хороший способ проверить, правильно ли установлено напряжение, — это послушать звук дуги. Треск, устойчивое шипение или громкий звук являются результатом высокой силы тока, высокого или низкого напряжения. При нормальной силе тока и напряжении дуга должна иметь устойчивое гудение.
Неправильная сварка. Проблема № 2:
- Техника: использование неправильной техники сварки также может привести к вогнутой или выпуклой форме валика.
- Решение: для достижения наилучших результатов в профиле борта рекомендуется угол выталкивания от 5 до 10 градусов.
Неправильная проблема борта № 3:
- Несоответствующий рабочий кабель: когда рабочий кабель не соответствует требованиям, это может привести к недостаточному напряжению на дуге. Несоответствующий рабочий кабель может привести к неправильной форме борта.
- Решение: когда рабочие кабели слишком малы или изношены, они имеют тенденцию к перегреву. Такие кабели следует заменять на подходящие по размеру и длине в зависимости от используемого тока.Например, при большом токе и большом расстоянии потребуется большой кабель.
3. Недостаток плавления:
Проблема отсутствия плавления:
- Холодная притирка в процессе переноса короткой дуги: Отсутствие плавления может возникнуть в результате холодной притирки в процессе переноса короткой дуги. В этом процессе проволока непосредственно касается сварочной ванны, конец проволоки плавится и отделяет каплю в результате короткого замыкания в системе. Проблема плавления возникает, когда металл в сварочной ванне плавится, но остается недостаточно энергии, чтобы сплавить его с основной пластиной.Однако трудно визуально обнаружить отсутствие сварки, если только не с помощью изгиба или ультразвукового контроля.
- Решение: сначала убедитесь, что вы правильно установили силу тока и напряжение. Если проблема не исчезнет, возможно, потребуется изменить технику сварки. Настоятельно рекомендуется использовать метод переноса методом струйной дуги.
4. Неправильная доставка провода:
Неисправная доставка провода Проблема № 1:
- Контактный наконечник: Неправильная доставка провода может быть результатом контактного наконечника.Контактный наконечник может забиться из-за чрезмерного разбрызгивания или касания им сварочной ванны. Кроме того, проволока может изрезать канавки на контактном наконечнике, что может привести к сбоям в подаче проволоки. Использование негабаритных наконечников также может быть проблематичным.
- Решение: Состояние контактного наконечника можно исправить, просто заменив контактный наконечник. Кроме того, убедитесь, что вы используете в пистолете контактный наконечник подходящего размера, и периодически осматривайте его на предмет износа.
Неправильная подача проволоки Проблема № 2:
- Гильза пистолета: Неправильный размер гильзы пистолета может привести к неисправности системы подачи проволоки.Кроме того, чрезмерно натянутая проволока может отслаиваться и помещать частицы внутрь лайнера и забивать его. Когда это произойдет, доставка будет неполной.
- Решение: убедитесь, что размер вкладыша пистолета соответствует размеру используемой проволоки, а также периодически очищайте его от пыли и мусора. Лайнеры также следует регулярно заменять.
Неисправная подача проволоки Проблема № 3:
- Изношенный пистолет: Изношенный пистолет также может привести к проблемам с подачей проволоки.Медные жилы внутри пистолета со временем ломаются и изнашиваются, что может привести к сбоям в доставке проволоки.
- Решение: изношенный пистолет необходимо немедленно заменить. Вы также должны убедиться, что размер пистолета достаточно велик для нанесения.