Сварщик ВОЛС что это такое
Содержание
- Процесс сварки оптоволокна
- Строение кабеля
- Устройство и принцип работы сварочного оборудования
- Выбор сварочного аппарата
- Технология сварки ВОЛС
- Нюансы сварки оптоволокна
- ВОЛС (волоконно-оптические линии связи)
- Преимущества ВОЛС
- Область применения ВОЛС
- Технологии соединения ВОЛС
- ВОЛС: типы оптических волокон
- Диагностика волоконно-оптических линий связи
- Примеры оборудования
- Сварка ВОЛС
- Содержание
- Сварочные аппараты
- Технология
- Сварщик ВОЛС что это такое
- Монтаж ВОЛС — сварка оптоволокна
- Скалыватель
- Сварочный аппарат и сварка
Процесс сварки оптоволокна
Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.
Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Устройство и принцип работы сварочного оборудования
Сварка оптических волокон полностью автоматизирована, происходит без участия оператора. В прибор достаточно правильно заправить концы провода. Процесс соединения происходит под высокой температурой, нагрев обеспечивается электрической дугой. Сварочный аппарат для оптоволокна – сложное устройство, в состав которого входят следующие элементы:
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.


Сварочный аппарат оптоволокна выпускается нескольких модификаций. Основные различия моделей:
- по способу выравнивания концов кабеля (юстировка): по осевой линии или по V-образным направляющим;
- разновидности контроля точности процесса спайки;
- количеству свариваемых оптоволоконных жил.
Выбор сварочного аппарата
От способа соединения кабеля зависит степень затухания сигнала, качество линии связи. Надежный шов возможен при точном совмещении концов провода, поэтому предпочтение отдается приборам, выравнивающим волокно по центру. Аппарат для сварки оптоволокна выбирают по следующим параметрам:
- модификации свариваемого волокна, предпочтительнее универсальные модели;
- скорость спайки учитывает количество соединений за определенный временной интервал;
- способу выравнивания кабеля;
- комплектации.
Многофункциональные сложные аппараты не всегда себя оправдывают. Китайские модели стоят намного дешевле японских, а по качеству сварки провода они сопоставимы.
Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.
Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.

Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс. Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
ВОЛС (волоконно-оптические линии связи)
Самой высокой пропускной способностью среди всех существующих средств связи обладает оптическое волокно (диэлектрические волноводы). Волоконно-оптические кабели применяются для создания ВОЛС – волоконно-оптических линий связи, способных обеспечить самую высокую скорость передачи информации (в зависимости от типа используемого активного оборудования скорость передачи может составлять десятки гигабайт и даже терабайт в секунду).
Кварцевое стекло, являющееся несущей средой ВОЛС, помимо уникальных пропускных характеристик, обладает ещё одним ценным свойством – малыми потерями и нечувствительностью к электромагнитным полям. Это выгодно отличает его от обычных медных кабельных систем.
Данная система передачи информации, как правило, используется при постройке рабочих объектов в качестве внешних магистралей, объединяющих разрозненные сооружения или корпуса, а также многоэтажные здания. Она может использоваться и в качестве внутреннего носителя структурированной кабельной системы (СКС), однако законченные СКС полностью из волокна встречаются реже – в силу высокой стоимости строительства оптических линий связи.
Применение ВОЛС позволяет локально объединить рабочие места, обеспечить высокую скорость загрузки Интернета одновременно на всех машинах, качественную телефонную связь и телевизионный приём.
Преимущества ВОЛС
При грамотном проектировании будущей системы (этот этап подразумевает решение архитектурных вопросов, а также выбор подходящего оборудования и способов соединения несущих кабелей) и профессиональном монтаже применение волоконно-оптических линий обеспечивает ряд существенных преимуществ:
- Высокую пропускную способность за счёт высокой несущей частоты. Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.
- Волоконно-оптический кабель отличается низким уровнем шума, что положительно сказывается на его пропускной способности и возможности передавать сигналы различной модуляции.
- Пожарная безопасность (пожароустойчивость). В отличие от других систем связи, ВОЛС может использоваться безо всяких ограничений на предприятиях повышенной опасности, в частности на нефтехимических производствах, благодаря отсутствию искрообразования.
- Благодаря малому затуханию светового сигнала оптические системы могут объединять рабочие участки на значительных расстояниях (более 100 км) без использования дополнительных ретрансляторов (усилителей).
 Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.
Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.- Информационная безопасность. Волоконно-оптическая связь обеспечивает надёжную защиту от несанкционированного доступа и перехвата конфиденциальной информации. Такая способность оптики объясняется отсутствием излучений в радиодиапазоне, а также высокой чувствительностью к колебаниям. В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
- Высокая надёжность и помехоустойчивость системы. Волокно, будучи диэлектрическим проводником, не чувствительно к электромагнитным излучениям, не боится окисления и влаги.
- Экономичность. Несмотря на то, что создание оптических систем в силу своей сложности дороже, чем традиционных СКС, в общем итоге их владелец получает реальную экономическую выгоду. Оптическое волокно, которое изготавливается из кварца, стоит примерно в 2 раза дешевле медного кабеля, дополнительно при строительстве обширных систем можно сэкономить на усилителях. Если при использовании медной пары ретрансляторы нужно ставить через каждые несколько километров, то в ВОЛС это расстояние составляет не менее 100 км. При этом скорость, надёжность и долговечность традиционных СКС значительно уступают оптике.
 В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
- Срок службы волоконно-оптических линий составляет полрядка четверти века. Через 25 лет непрерывного использования в несущей системе увеличивается затухание сигналов.
- Если сравнивать медный и оптический кабель, то при одной и той же пропускной способности второй будет весить примерно в 4 раза меньше, а его объём даже при использовании защитных оболочек будет меньше, чем у медного, в несколько раз.
- Перспективы. Использование волоконно-оптических линий связи позволяет легко наращивать вычислительные возможности локальных сетей благодаря установке более быстродействующего активного оборудования, причем без замены коммуникаций.
Область применения ВОЛС
Как уже было сказано выше, волоконно-оптические кабели (ВОК) используются для передачи сигналов вокруг (между) зданий и внутри объектов. При построении вешних коммуникационных магистралей предпочтение отдаётся оптическим кабелям, а внутри зданий (внутренние подсистемы) наравне с ними используется традиционная витая пара. Таким образом, различают ВОК для внешней (outdoor cables) и внутренней (indoor cables) прокладки.
Таким образом, различают ВОК для внешней (outdoor cables) и внутренней (indoor cables) прокладки.
К отдельному виду относятся соединительные кабели: внутри помещений они используются в качестве соединительных шнуров и коммуникаций горизонтальной разводки – для оснащения отдельных рабочих мест, а снаружи – для объединения зданий.
Монтаж волоконно-оптического кабеля осуществляется с помощью специальных инструментов и приборов.
Технологии соединения ВОЛС
Длина коммуникационных магистралей ВОЛС может достигать сотен километров (например, при постройке коммуникаций между городами), тогда как стандартная длина оптических волокон составляет несколько километров (в том числе потому, что работа со слишком большими длинами в некоторых случаях весьма неудобна). Таким образом, при построении трассы необходимо решить проблему сращивания отдельных световодов.
Различают два типа соединений: разъёмные и неразъёмные. В первом случае для соединения применяются оптические коннекторы (это связано с дополнительными финансовыми затратами, и, кроме того, при большом количестве промежуточных разъёмных соединений увеличиваются оптические потери).
Для неразъёмного соединения локальных участков (монтажа трасс) применяются механические соединители, клеевое сращивание и сваривание волокон. В последнем случае используют аппараты для сварки оптических волокон. Предпочтение тому или иному методу отдаётся с учётом назначения и условий применения оптики.
Наиболее распространённой является технология склеивания, для которой используется специальное оборудование и инструмент и которая включает несколько технологических операций.
В частности, перед соединением оптические кабели проходят предварительную подготовку: в местах будущих соединений удаляются защитное покрытие и лишнее волокно (подготовленный участок очищается от гидрофобного состава). Для надёжной фиксации световода в соединителе (коннекторе) используется эпоксидный клей, которым заполняется внутреннее пространство коннектора (он вводится в корпус разъёма с помощью шприца или дозатора). Для затвердевания и просушки клея применяется специальная печка, способная создать температуру 100 град. С.
Для затвердевания и просушки клея применяется специальная печка, способная создать температуру 100 град. С.
После затвердевания клея излишки волокна удаляются, а наконечник коннектора шлифуется и полируется (качество скола имеет первостепенное значение). Для обеспечения высокой точности выполнение данных работ контролируется с помощью 200-кратного микроскопа. Полировка может осуществляться вручную или с помощью полированной машины.
Самое качественное соединение с минимальными потерями обеспечивает сваривание волокон. Этот метод используется при создании высокоскоростных ВОЛС. Во время сваривания происходит оплавление концов световода, для этого в качестве источника тепловой энергии могут использоваться газовая горелка, электрический заряд или лазерное излучение.
Каждый из методов имеет свои преимущества. Лазерная сварка благодаря отсутствию примесей позволяет получать самые чистые соединения. Для прочной сварки многомодовых волокон, как правило, используют газовые горелки. Наиболее распространенной является электрическая сварка, обеспечивающая высокую скорость и качество выполнения работ. Длительность плавления различных типов оптовых волокон отличается.
Наиболее распространенной является электрическая сварка, обеспечивающая высокую скорость и качество выполнения работ. Длительность плавления различных типов оптовых волокон отличается.
Для сварочных работ применяются специальный инструмент и дорогостоящее сварочное оборудование – автоматическое или полуавтоматическое. Современные сварочные аппараты позволяют контролировать качество сварки, а также проводить тестирование мест соединения на растяжение. Усовершенствованные модели оснащены программами, которые позволяют оптимизировать процесс сварки под конкретный тип оптоволокна.
После сращения место соединения защищается плотно насаживаемыми трубками, которые обеспечивают дополнительную механическую защиту.
Ещё один метод сращивания элементов оптоволокна в единую линию ВОЛС – механическое соединение. Этот способ обеспечивает меньшую чистоту соединения, чем сваривание, однако затухание сигнала в данном случае всё-таки меньше, чем при использовании оптических коннекторов.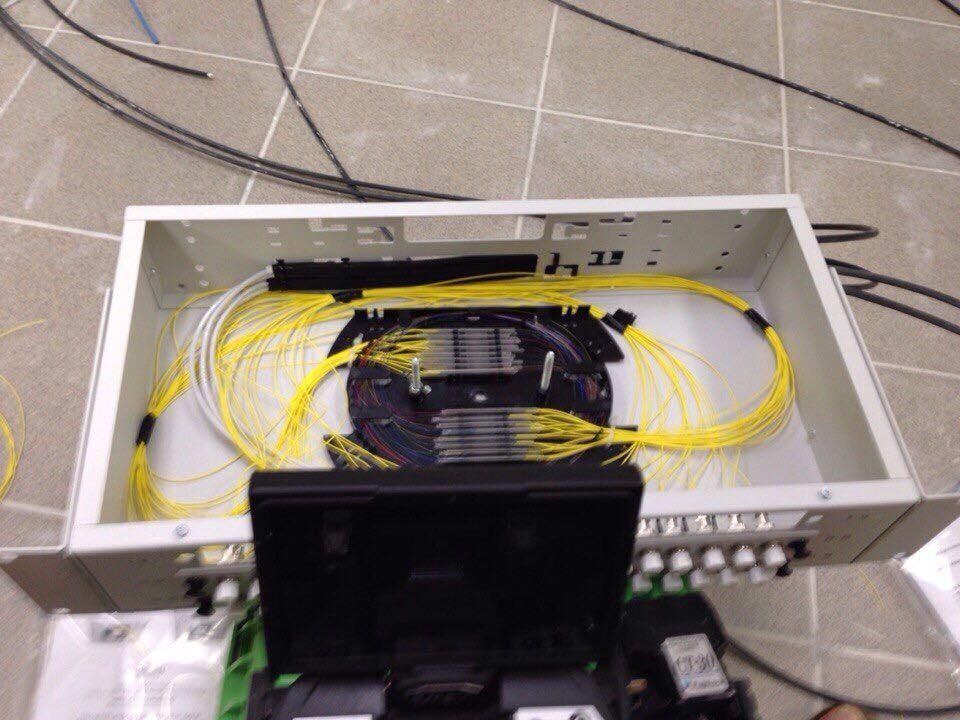
Преимущество этого метода перед остальными состоит в том, что для проведения работ используются простые приспособления (например, монтажный столик), которые позволяют проводить работы в труднодоступных местах или внутри малогабаритных конструкций.
Механическое сращивание подразумевает использование специальных соединителей – так называемых сплайсов. Существует несколько разновидностей механических соединителей, которые представляют собой вытянутую конструкцию с каналом для входа и фиксации сращиваемых оптических волокон. Сама фиксация обеспечивается с помощью предусмотренных конструкцией защёлок. После соединения сплайсы дополнительно защищаются муфтами или коробами.
Механические соединители могут использоваться неоднократно. В частности, их применяют во время проведения ремонтных или восстановительных работ на линии.
ВОЛС: типы оптических волокон
Оптические волокна, используемые для построения ВОЛС, отличаются по материалу изготовления и по модовой структуре света. Что касается материала, различают полностью стеклянные волокна (со стеклянной сердцевиной и стеклянной оптической оболочкой), полностью пластиковые волокна (с пластиковой сердцевиной и оболочкой) и комбинированные модели (со стеклянной сердцевиной и с пластиковой оболочкой). Самую лучшую пропускную способность обеспечивают стеклянные волокна, более дешёвый пластиковый вариант используют в том случае, если требования к параметрам затухания и пропускной способности не критичны.
Что касается материала, различают полностью стеклянные волокна (со стеклянной сердцевиной и стеклянной оптической оболочкой), полностью пластиковые волокна (с пластиковой сердцевиной и оболочкой) и комбинированные модели (со стеклянной сердцевиной и с пластиковой оболочкой). Самую лучшую пропускную способность обеспечивают стеклянные волокна, более дешёвый пластиковый вариант используют в том случае, если требования к параметрам затухания и пропускной способности не критичны.
По типу путей, которые проходит свет в сердцевине волокна, различают одно- и многомодовые волокна (в первом случае распространяется один луч света, во втором – несколько: десятки, сотни и даже тысячи).
- Одномодовые волокна (SM) отличаются малым диаметром сердцевины, по которой может пройти только один пучок света.
- Многомодовые волокна (MM) отличаются большим диаметром сердцевины и могут быть со ступенчатым или градиентным профилем. В первом случае пучки света (моды) расходятся по различным траекториям и поэтому приходят к концу световода в различное время. При градиентном профиле временные задержки различных лучей практически полностью исчезают, и моды идут плавно благодаря изменению скорости распространения света по волнообразным спиралям.
 При градиентном профиле временные задержки различных лучей практически полностью исчезают, и моды идут плавно благодаря изменению скорости распространения света по волнообразным спиралям.
При градиентном профиле временные задержки различных лучей практически полностью исчезают, и моды идут плавно благодаря изменению скорости распространения света по волнообразным спиралям.Все современные ВОК (и одно-, и многомодовые), с помощью которых создаются линии передачи данных, имеют одинаковый внешний диаметр – 125 мкм. Толщина первичного защитного буферного покрытия составляет 250 мкм. Толщина вторичного буферного покрытия составляет 900 мкм (используется для защиты соединительных шнуров и внутренних кабелей). Оболочка многоволоконных кабелей для удобства работы окрашивается в различные цвета (для каждого волокна).
Диагностика волоконно-оптических линий связи
Основным инструментом для диагностики волоконно-оптических линий связи является оптический рефлектометр. Пример работы с таким прибором смотрите в следующем видео:
Примеры оборудования
Материал подготовлен
техническими специалистами компании “СвязКомплект”.
Сварка ВОЛС
Сварка оптоволокна (Сварка оптики, сварка волоконно-оптического кабеля, сварка ВОЛС) — процесс соединения оптических волокон (жил оптического кабеля) с помощью высокотемпературной термической обработки.
Содержание
Сварочные аппараты
Сварка оптоволокна производится с использованием специальных сварочных аппаратов, которые позволяют провести весь комплекс сварочных работ: от сплавления волокна до защиты соединения.
Сварочные аппараты, как правило, состоят из следующих элементов:
- Микроскоп или камера + дисплей — применяются для точного позиционирования волокон относительно друг друга.
- Сварочная камера — объединяет в себе зажимы для волокон, манипуляторы (для перемещения их под микроскопом), сварочную дугу.
- Тепловая камера — необходима для термоусадки защитной муфты на сваренный участок.
Технология
- Для начала оптические кабели «разделываются» и жилы зачищаются, на волокна одного из кабелей надеваются специальные муфты — КДЗС.
- С кончика волоконно-оптической жилы снимается защитный слой буферного покрытия.
- С помощью специальных безворсовых салфеток (например Kimwipes) и спирта, очищаем оптическое волокно, путём протирания в одном направлении —>.
- Зачищенный кончик жилы скалывается специальным скалывателем (кливером)для лучшей сварки.
- Волокна, предназначенные для сварки, укладываются в зажимы сварочного аппарата.
- Под микроскопом с помощью манипуляторов происходит их совмещение (юстировка).
- Осуществляется непосредственный процесс сварки, при котором электродуга разогревает до большой температуры концы волокон с микрозазором между ними, и спустя мгновение торцы волокон совмещаются микродоводкой держателя одного из волокон. Происходит сваривание разогретых торцов волокон.
- Аппарат осуществляет проверку соединения «на разрыв», (попытка разрыва соединения средствами механической деформации) и на затухание сигнала в сварном соединении.
- КДЗС (армированый термоусадочный кембрик, на жаргоне гильза) сдвигается на место сварки и этот участок помещается в тепловую камеру (печку), где происходит термоусадка (сужение) КДЗС.
- Сваренные волокна аккуратно укладываются в сплайс-пластину,кассету.

- Технологии соединения оптических волокон — статья
- Fujikura — известный производитель сварочных аппаратов
Wikimedia Foundation . 2010 .
Смотреть что такое «Сварка ВОЛС» в других словарях:
Сварка оптоволокна — (Сварка оптики, сварка волоконно оптического кабеля, сварка ВОЛС) процесс соединения оптических волокон (жил оптического кабеля) с помощью высокотемпературной термической обработки. Содержание 1 Сварочные аппараты 2 Технология 3 См. также … Википедия
ВОЛС — Волоконно оптическая линия связи (ВОЛС) представляет собой волоконно оптическую систему, состоящую из пассивных и активных элементов, предназначенных для передачи оптического сигнала по оптоволоконному кабелю. Содержание 1 Элементы ВОЛС 2 Монтаж… … Википедия
Волоконно-оптическая линия связи — (ВОЛС) представляет собой волоконно оптическую систему, состоящую из пассивных и активных элементов, предназначенных для передачи оптического сигнала по оптоволоконному кабелю. Содержание 1 Элементы ВОЛС 2 Монтаж ВОЛС 3 Применение ВОЛС … Википедия
Содержание 1 Элементы ВОЛС 2 Монтаж ВОЛС 3 Применение ВОЛС … Википедия
Волоконно-оптическая система — Волоконно оптическая линия связи (ВОЛС) представляет собой волоконно оптическую систему, состоящую из пассивных и активных элементов, предназначенных для передачи оптического сигнала по оптоволоконному кабелю. Содержание 1 Элементы ВОЛС 2 Монтаж… … Википедия
Волоконно-оптические линии связи — Волоконно оптическая линия связи (ВОЛС) представляет собой волоконно оптическую систему, состоящую из пассивных и активных элементов, предназначенных для передачи оптического сигнала по оптоволоконному кабелю. Содержание 1 Элементы ВОЛС 2 Монтаж… … Википедия
Оптико-волоконная сеть — Волоконно оптическая линия связи (ВОЛС) представляет собой волоконно оптическую систему, состоящую из пассивных и активных элементов, предназначенных для передачи оптического сигнала по оптоволоконному кабелю. Содержание 1 Элементы ВОЛС 2 Монтаж… … Википедия
Волоконно-оптическая линия передачи — (ВОЛП), Волоконно оптическая линия связи (ВОЛС) волоконно оптическая система, состоящая из пассивных и активных элементов, предназначенная для передачи информации в оптическом (как правило ближнем инфракрасном) диапазоне. Содержание 1 … Википедия
Содержание 1 … Википедия
Сварщик ВОЛС что это такое
Подробно и научно на эту же тему страница «Сварные соединения волокон»
Сварка оптоволокна ВОЛС. Типы сварочных аппаратов
Самое технологичное соединение ОВ сварка специальным сварочным аппаратом. В любом аппарате сварка производится электрической дугой, вырабатываемой электронной начинкой прибора. Основные сложности заключаются в точной юстировке свариваемых волокон, токе и времени нагрева, сведении волокон.
Лет 10 назад на курсах подготовки по оптоволокну различали аппараты для ручной сварки, полуавтоматы и автоматы. Сейчас многое изменилось, но возможно история этого вопроса будет интересна.
Ручная сварка ОВ. Начиналось всё с аппаратов типа КСС. Такие приборы имели ручное юстировочное устройство для сведения волокон, высоковольтный преобразователь для создания сварочной дуги, тубу микроскопа с креплением и маленькую «печку» для обсадки оптоволоконных гильз. Юстировка осуществлялась вручную, процесс сведения контролировался через микроскоп. Для контроля в разных плоскостях использовалось специальное зеркальце. То есть ручкой «Х» добивались совмещения волокон по одной оси, далее зеркальце перемещалось и совмещали волокна по оси «У». После проводилась очистка соединяемых волокон, включали электрическую дугу с малым током. Следующая операция с первого раза не удавалась ни кому. Включалась дуга, и оптические волокна сводились микрометрической ручкой. Операция требовала опыта и виртуозности. Малейшая неточность либо в токе сварке, либо в сведении была фатальна. Волокна приходилось вытягивать из аппарата, очищать и заново скалывать. Такими аппаратами редко добивались качества сварки лучше 0,10 Дб для многомодового и 0,20 Дб для одномода.
Для контроля в разных плоскостях использовалось специальное зеркальце. То есть ручкой «Х» добивались совмещения волокон по одной оси, далее зеркальце перемещалось и совмещали волокна по оси «У». После проводилась очистка соединяемых волокон, включали электрическую дугу с малым током. Следующая операция с первого раза не удавалась ни кому. Включалась дуга, и оптические волокна сводились микрометрической ручкой. Операция требовала опыта и виртуозности. Малейшая неточность либо в токе сварке, либо в сведении была фатальна. Волокна приходилось вытягивать из аппарата, очищать и заново скалывать. Такими аппаратами редко добивались качества сварки лучше 0,10 Дб для многомодового и 0,20 Дб для одномода.
Полуавтоматическая сварка ОВ
Самым распространённым прибором такого типа на просторах СНГ была российская СОВА. Она ещё содержала микроскоп, но оператором сколотые концы ОВ только укладывались и придвигались к месту сварки. Автоматическая юстировка волокон достигалось по уровню сигнала, проходящего через совмещённые волокна. Сигнал, а точнее свет светодиода вводился в одно из волокон специальным зажимом. Собственно, зажим изгибал лакированную часть волокна непосредственно перед светодиодом. Второй зажим использовался для измерения уровня сигнала-света во втором конце волокна и был устроен таким же образом, только вместо светодиода там находился фотодиод. Получалось, что максимальный уровень прохождения светового излучения был при полном совпадении свариваемых волокон. Совмещение осуществлялось микродвигателями, но управлялось оператором. Последний этап стыковка-сварка осуществлялся автоматически.
Сигнал, а точнее свет светодиода вводился в одно из волокон специальным зажимом. Собственно, зажим изгибал лакированную часть волокна непосредственно перед светодиодом. Второй зажим использовался для измерения уровня сигнала-света во втором конце волокна и был устроен таким же образом, только вместо светодиода там находился фотодиод. Получалось, что максимальный уровень прохождения светового излучения был при полном совпадении свариваемых волокон. Совмещение осуществлялось микродвигателями, но управлялось оператором. Последний этап стыковка-сварка осуществлялся автоматически.
Подобный принцип сварки оптоволокна получил название полуавтоматическая сварка по уровню сигнала или система LID (local light injection and detection).
Наиболее распространённым прибором этого типа на просторах СНГ была росийская СОВА. Качество сварки одномодового волокна улучшилось до 0,10 — 0,15 дБ. Но были и минусы, например первыми СОВАми практически не варились оптические шнуры. Волокно в шнуре имело не только лаковое покрытие, но и непрозрачное виниловое. Уже сами сварщики додумались коннектор засовывать в отверстие с светодиодом. Или сваривали по старому вручную. Другой минус это засоряемость окошка светодиода и фотодиода измерительных зажимов, ко всему лак покрытия оптоволокна имел разную, не всегда достатучную для контроля прозрачность.
Уже сами сварщики додумались коннектор засовывать в отверстие с светодиодом. Или сваривали по старому вручную. Другой минус это засоряемость окошка светодиода и фотодиода измерительных зажимов, ко всему лак покрытия оптоволокна имел разную, не всегда достатучную для контроля прозрачность.
Автоматическая сварка ОВ
В настоящее время получили распространение автоматические сварочные аппараты с контролем соединения по конфигурации или система PAS (profile alignment system). Точное совмещение свариваемых ОВ осуществляется встроенными в прибор микровидеокамерами. Юстировка, стыковка и сварка осуществляется под управлением контроллера. Всё происходящее видно на небольшом, иногда цветном, мониторе. Оператору нужно очистить волокно от лака, сколоть и вложить его в зажимы прибора. Иногда требуется выбор программы сварки (если меняется тип ОВ). Далее можно расслабиться и понаблюдать на мониторе как умная машинка двигает волокна. Ещё раз нажать кнопку разрешающую сварку. Прибор сварит и выдаст вероятное по его мнению затухание на сварном стыке.
Остаётся вынуть сваренные волокна натянуть на стык гильзу (КДЗС) и положить в печку, то же автоматическую.
Процесс упрощён до предела, не требует большого опыта и обеспечивает качество стыка до 0,05 дБ. Единственный минус это дороговизна этих приборов, цена сопоставима со стоимостью автомобиля.
Более подробное и научное описание типов и принципов работы оптоволоконных сварочных аппаратов на страницах
Сварные соединения волокон (Рефлектометрия оптических волокон) или
Сращивание волокон. Процесс сращивания сваркой (Волоконная оптика. Теория и практика)
Далее фотографии с дисплея сварочного аппарата во время сварки оптоволокна.
Монтаж ВОЛС — сварка оптоволокна
В прошлых статьях мы говорили об этапах, предшествующих непосредственно сварке — разделке кабеля и подготовке оптических волокон, а также о классификации видов оптического кабеля и оптических разъемов. В сегодняшней статье — сам процесс сваривания волокон пошагово.
Сварка оптоволокна чем-то напоминает работу ювелира.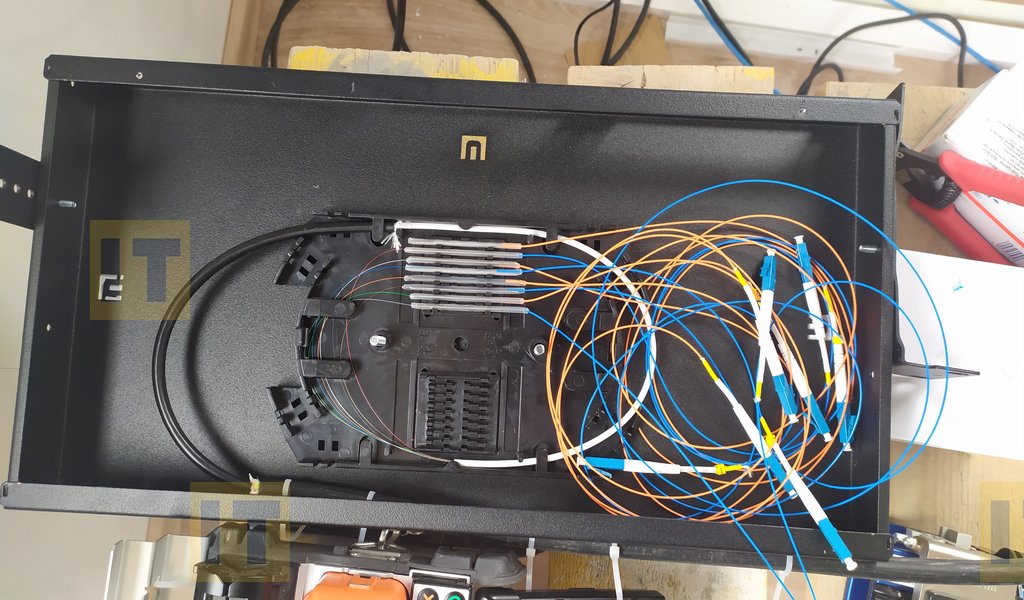 Если даже подготовка волокон требует большой аккуратности и четкости движений, то что говорить непосредственно о процессе сварки. Только чистые руки, никакой пыли и ни в коем случае не трогаем очищенное волокно пальцами.
Если даже подготовка волокон требует большой аккуратности и четкости движений, то что говорить непосредственно о процессе сварки. Только чистые руки, никакой пыли и ни в коем случае не трогаем очищенное волокно пальцами.
Убираем все лишнее и оставляем на рабочем столе:
- Скалыватель.
- Сварочный аппарат.
- Емкость со спиртом, для протирки волокна.
- Салфетки безворсовые.
- Стриппер (для зачистки волокна, если понадобится).
- Муфту или кросс (уже подготовленные).
- Пинцет.
- Изолента (для сбора осколков волокон и крепления переходов в кроссе).
Скалыватель
Скалыватель — это механическое высокоточное устройство. Основное назначение — создать как можно более плоскую и перпендикулярную оптоволокну поверхность скола.
Скалыватель — довольно дорогое устройство. Но его применение полностью оправдано. Вручную разломать оптоволокно пинцетом, или старым советским набором — лезвием и резиновым ластиком — и получить хотя бы сколько-нибудь ровный скол — невозможно. А ведь именно от качества скола зависит качество сварки.
А ведь именно от качества скола зависит качество сварки.
Если вы попытаетесь сварить два не слишком ровно сколотых волокна, то получится примерно такое:
На снимке видно, что поверхности сколов попросту не соприкасаются, образовался «пузырь».
Каков принцип действия большинства скалывателей?- Оптоволокно (очищенное от лака) закладывается в аппарат и фиксируется.
- Ножом (в разных моделях скалывателей он может быть из твердой стали или алмазным) делается микроскопический надрез на волокне.
- К волокну прилагается усилие, и, благодаря ему, волокно раскалывается в месте надреза (в идеале).
На практике один из самых неприятных моментов работы с устройством — это когда волокно ломается вовсе не в месте надреза, т.е. портится. Особенно часто такие фокусы скалыватель начинает выкидывать в холодной и влажной среде.
Вот пример хорошего скалывателя, который идет в комплекте со сварочным аппаратом для оптоволокна Signal Fire AI-7.
При выборе устройства учитывается:
- насколько приближен к перпендикуляру угол скола;
- насколько ровную поверхность скола дает скалыватель;
- каков процент сломанных волокон;
- каков ресурс работы устройства;
- насколько продумана эргономика устройства.
Конечно же, скалыватели бывают разные — дешевые и дорогие, китайские и японские, специализированные и давно устаревшие. Общий совет при выборе:
Не экономьте на скалывателе, если есть возможность.
Потому что хороший скол — это 50% работы и успеха пайщика, и чем меньше будет брака, чем удобнее продуманы операции на скалывателе — тем быстрее будет идти работа.
Порядок действий при скалывании оптоволокна- Зачищаем волокно от лака.
- Тщательно протираем салфеткой, смоченной спиртом — проворачивая вокруг оптоволокна, чтобы снять всю грязь.
- Аккуратно закладываем в канавку скалывателя по линейке. Важно его при этом не выпачкать. Граница, где заканчивается лаковое покрытие и начинается оголенное оптоволокно, должна приходиться на определенную цифру на линейке. Какую именно цифру — зависит от модели вашего сварочного аппарата, какая длина очищенного оптоволокна для него оптимальна. Если вы ее превысите — волокно нормально сварится, однако гильза КДЗС не будет полностью покрывать оголенную часть. Если же оно окажется слишком коротким, аппарат не спаяет концы.
- Скалываем волокно (в зависимости от модели аппарата — нажимаем на крышку или производим другое действие).
- Осторожно достаем волокно (если оно не сломалось в процессе скалывания) и ни в коем случае ничего не касаясь сколом, не цепляясь за бортики канавки ни в скалывателе, ни в сварочном аппарате, укладываем в сварочник.

Главное правило работы с волокном — чистота и еще раз чистота.
Если вы все-таки чего-то коснулись, можно попытаться очистить волокно — заново протереть салфеткой, а поверхностью скола «потыкать» в спиртовую салфетку (осторожно, чтобы не сломать волокно), после этого — в сухую. Но это не дает гарантии полного очищения.
А вот как выглядит на экране сварочного аппарата волокно с пылинкой на сколе и загрязненной поверхностью:
Правила безопасностиСломавшиеся и сколотые кусочки оптоволокна — вовсе не безобидный мусор. Мелкие стеклянные «иголочки», попав в еду, могут повредить желудок или пищевод. Попав под кожу — очень сложно удаляются, так как крошатся при попытке их вытащить. Если же они попадут в кровоток — теоретически могут вызвать опасные последствия, добравшись до сердца.
Поэтому всегда собирайте отходы из скалывателя либо в специальный контейнер, либо в любую другую емкость и ни в коем случае не выбрасывайте их просто так.
По этой же причине нельзя есть во время работы.
Сварочный аппарат и сварка
Сварочный аппарат для оптических волокон — это сложное высокоточное устройство, полностью выполняющее процесс юстировки и сварки волокон.
О видах сварочных аппаратов можно написать отдельную большую статью. Если вкратце, то основная часть моделей на рынке представлена японскими (Fujikura, Sumitomo) и китайскими (Jilong, к примеру) разработками. Японские лучше, но существенно дороже. В принципе, если перед вами не стоит задача варить особо важные магистрали — вполне можно обойтись и хорошим китайским сварочником.
Вариант подороже, японский Fujikura FSM-60S:
Вариант подешевле, китайский Signal Fire AI-7. Устройство с хорошими показателями быстрого нагрева, постороено на новой технологии центрирования ядра, имеет в своем арсенале шесть сервоприводов и автофокус. Данный сварочный аппарат отвечает всем стандартам сращивания оптоволоконного кабеля известным на данный момент:
Порядок сварки в сварочном аппарате:- Сколотые очищенные волокна укладываются в специальные канавки и фиксируются зажимами. Гильза КДЗС надевается на волокна заранее.
- Аппарат начинает передвигать волокна по направлению друг к другу до тех пор, пока не зафиксирует их в своей оптической системе.
- Устройство подает на концы волокон короткий разряд, очищая от случайно попавшей пыли. Но если на концах сколов — жирные отпечатки пальцев или грязь, которую так просто не сдуешь, она только запекается и окончательно портит скол.
- Далее сварочный аппарат сводит волокна для окончательной сварки — по трем координатам, с нарастающей точностью. Если на этом этапе умное устройство обнаружит неровность сколов или еще что-то, что помешает их качественно сварить — процесс сварки остановится, на экране сварочного аппарата появится соответствующее сообщение.
- Если же все нормально, подается окончательный разряд, сколы оплавляются, и аппарат во время этого придвигает их уже вплотную друг к другу. Все, волокна спаяны.
- Далее сварочный аппарат оценивает качество сварки по изображению места стыка под микроскопами оптической системы, и на просвет определяет затухание. Следующая стадия проверки — на прочность, устройство при этом пытается развести только что сваренные волокна в стороны. Однако многие эту функцию отключают, боясь что не остывшая до конца сварка может испортиться.
- Пайщик достает спаянные волокна, надвигает гильзу КДЗС, закрывая место сварки и прилегающее оголенное оптоволокно, и кладет гильзу в печку для усаживания.
- После извлечения из печки гильза выкладывается на специальную полочку, чтобы остыть. В горячем виде ее нельзя располагать в кассете — есть риск сломать оптоволокно, т.к. защищающая его гильза еще мягкая. Кроме того, класть ее куда-то кроме специально предназначенной полочки тоже нельзя — горячий пластик может прилипнуть. Именно поэтому и забывать ее в печке тоже нельзя — прилипнет. Вынимать гильзу из печки нужно сразу после сигнала таймера.

 Однако многие эту функцию отключают, боясь что не остывшая до конца сварка может испортиться.
Однако многие эту функцию отключают, боясь что не остывшая до конца сварка может испортиться.Наглядный процесс сварки вы сможете увидеть в данном видеообзоре:
На фото — сваренное волокно. Хорошо видна точка, в которой преломляется свет — место сварки.
Важно помнить:И сварочный аппарат, и скалыватель — дорогие и сложные устройства. Да, пайщики оптоволокна работают в самых разных условиях — в канализации, на чердаках, в поле, в мороз и дождь. Но при этом нужно беречь технику от падения и ударов. Ведь не зря их чемоданчики для переноса выложены изнутри пенопластом или толстой мягкой тканью. Фирма-производитель легко определит, перестало ли устройство работать «само» или этому предшествовало падение или удар. В последнем случае гарантии не будет.
Да, пайщики оптоволокна работают в самых разных условиях — в канализации, на чердаках, в поле, в мороз и дождь. Но при этом нужно беречь технику от падения и ударов. Ведь не зря их чемоданчики для переноса выложены изнутри пенопластом или толстой мягкой тканью. Фирма-производитель легко определит, перестало ли устройство работать «само» или этому предшествовало падение или удар. В последнем случае гарантии не будет.
Поэтому при работе всегда проверяйте — надежно ли стоит устройство? Надежно ли стоит стол, на котором расположен сварочник или скалыватель? И т.д. Собственно, зная цену хорошего сварочного аппарата, это даже нельзя назвать фанатизмом.
ВОЛС, всё про волоконно-оптические линии связи!
Самой высокой пропускной способностью среди всех существующих средств связи обладает оптическое волокно (диэлектрические волноводы). Волоконно-оптические кабели применяются для создания ВОЛС – волоконно-оптических линий связи, способных обеспечить самую высокую скорость передачи информации (в зависимости от типа используемого активного оборудования скорость передачи может составлять десятки гигабайт и даже терабайт в секунду).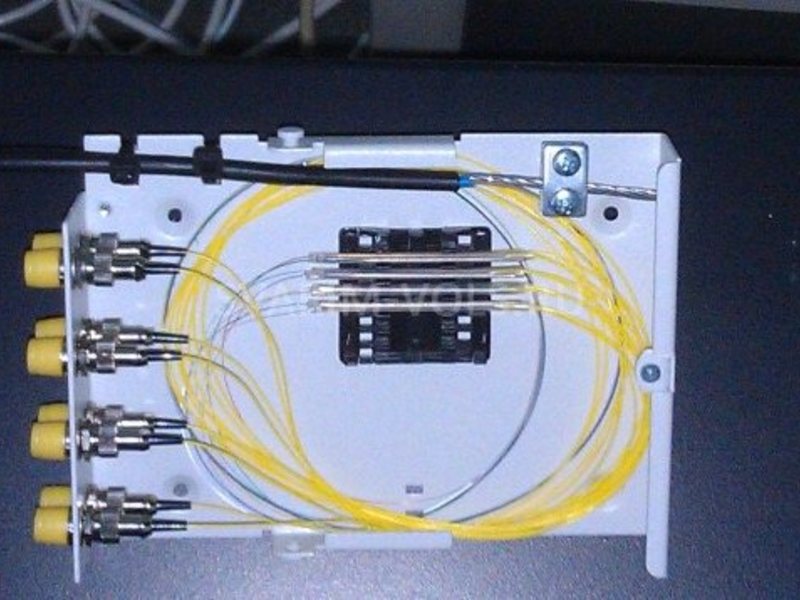
Кварцевое стекло, являющееся несущей средой ВОЛС, помимо уникальных пропускных характеристик, обладает ещё одним ценным свойством – малыми потерями и нечувствительностью к электромагнитным полям. Это выгодно отличает его от обычных медных кабельных систем.
Данная система передачи информации, как правило, используется при постройке рабочих объектов в качестве внешних магистралей, объединяющих разрозненные сооружения или корпуса, а также многоэтажные здания. Она может использоваться и в качестве внутреннего носителя структурированной кабельной системы (СКС), однако законченные СКС полностью из волокна встречаются реже – в силу высокой стоимости строительства оптических линий связи.
Применение ВОЛС позволяет локально объединить рабочие места, обеспечить высокую скорость загрузки Интернета одновременно на всех машинах, качественную телефонную связь и телевизионный приём.
Преимущества ВОЛС
При грамотном проектировании будущей системы (этот этап подразумевает решение архитектурных вопросов, а также выбор подходящего оборудования и способов соединения несущих кабелей) и профессиональном монтаже применение волоконно-оптических линий обеспечивает ряд существенных преимуществ:
- Высокую пропускную способность за счёт высокой несущей частоты. Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.
- Волоконно-оптический кабель отличается низким уровнем шума, что положительно сказывается на его пропускной способности и возможности передавать сигналы различной модуляции.
- Пожарная безопасность (пожароустойчивость). В отличие от других систем связи, ВОЛС может использоваться безо всяких ограничений на предприятиях повышенной опасности, в частности на нефтехимических производствах, благодаря отсутствию искрообразования.
- Благодаря малому затуханию светового сигнала оптические системы могут объединять рабочие участки на значительных расстояниях (более 100 км) без использования дополнительных ретрансляторов (усилителей).
 Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.
Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.- Информационная безопасность. Волоконно-оптическая связь обеспечивает надёжную защиту от несанкционированного доступа и перехвата конфиденциальной информации. Такая способность оптики объясняется отсутствием излучений в радиодиапазоне, а также высокой чувствительностью к колебаниям. В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
- Высокая надёжность и помехоустойчивость системы. Волокно, будучи диэлектрическим проводником, не чувствительно к электромагнитным излучениям, не боится окисления и влаги.
- Экономичность. Несмотря на то, что создание оптических систем в силу своей сложности дороже, чем традиционных СКС, в общем итоге их владелец получает реальную экономическую выгоду. Оптическое волокно, которое изготавливается из кварца, стоит примерно в 2 раза дешевле медного кабеля, дополнительно при строительстве обширных систем можно сэкономить на усилителях. Если при использовании медной пары ретрансляторы нужно ставить через каждые несколько километров, то в ВОЛС это расстояние составляет не менее 100 км. При этом скорость, надёжность и долговечность традиционных СКС значительно уступают оптике.
 В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
- Срок службы волоконно-оптических линий составляет полрядка четверти века. Через 25 лет непрерывного использования в несущей системе увеличивается затухание сигналов.
- Если сравнивать медный и оптический кабель, то при одной и той же пропускной способности второй будет весить примерно в 4 раза меньше, а его объём даже при использовании защитных оболочек будет меньше, чем у медного, в несколько раз.
- Перспективы. Использование волоконно-оптических линий связи позволяет легко наращивать вычислительные возможности локальных сетей благодаря установке более быстродействующего активного оборудования, причем без замены коммуникаций.
Область применения ВОЛС
Как уже было сказано выше, волоконно-оптические кабели (ВОК) используются для передачи сигналов вокруг (между) зданий и внутри объектов. При построении вешних коммуникационных магистралей предпочтение отдаётся оптическим кабелям, а внутри зданий (внутренние подсистемы) наравне с ними используется традиционная витая пара. Таким образом, различают ВОК для внешней (outdoor cables) и внутренней (indoor cables) прокладки.
Таким образом, различают ВОК для внешней (outdoor cables) и внутренней (indoor cables) прокладки.
К отдельному виду относятся соединительные кабели: внутри помещений они используются в качестве соединительных шнуров и коммуникаций горизонтальной разводки – для оснащения отдельных рабочих мест, а снаружи – для объединения зданий.
Монтаж волоконно-оптического кабеля осуществляется с помощью специальных инструментов и приборов.
Технологии соединения ВОЛС
Длина коммуникационных магистралей ВОЛС может достигать сотен километров (например, при постройке коммуникаций между городами), тогда как стандартная длина оптических волокон составляет несколько километров (в том числе потому, что работа со слишком большими длинами в некоторых случаях весьма неудобна). Таким образом, при построении трассы необходимо решить проблему сращивания отдельных световодов.
Различают два типа соединений: разъёмные и неразъёмные. В первом случае для соединения применяются оптические коннекторы (это связано с дополнительными финансовыми затратами, и, кроме того, при большом количестве промежуточных разъёмных соединений увеличиваются оптические потери).
Для неразъёмного соединения локальных участков (монтажа трасс) применяются механические соединители, клеевое сращивание и сваривание волокон. В последнем случае используют аппараты для сварки оптических волокон. Предпочтение тому или иному методу отдаётся с учётом назначения и условий применения оптики.
Сварка оптических волокон
Наиболее распространённой на сегодняшний день является технология сварки волокон.
Аппараты для сварки оптического волокна
Самое качественное соединение с минимальными потерями обеспечивает сваривание волокон. Этот метод используется при создании высокоскоростных ВОЛС. Во время сваривания происходит оплавление концов световода, для этого в качестве источника тепловой энергии могут использоваться газовая горелка, электрический заряд или лазерное излучение.
Каждый из методов имеет свои преимущества. Лазерная сварка благодаря отсутствию примесей позволяет получать самые чистые соединения. Для прочной сварки многомодовых волокон, как правило, используют газовые горелки. Наиболее распространенной является электрическая сварка, обеспечивающая высокую скорость и качество выполнения работ. Длительность плавления различных типов оптовых волокон отличается.
Для сварочных работ применяются специальный инструмент и дорогостоящее сварочное оборудование – автоматическое или полуавтоматическое. Современные сварочные аппараты позволяют контролировать качество сварки, а также проводить тестирование мест соединения на растяжение. Усовершенствованные модели оснащены программами, которые позволяют оптимизировать процесс сварки под конкретный тип оптоволокна.
После сращения место соединения защищается плотно насаживаемыми трубками, которые обеспечивают дополнительную механическую защиту.
Склеивание оптических волокон
Технология склеивания волокон применяется реже, в основном при производстве патч кордов и пигтейлов. Она включает несколько технологических операций. В частности, перед соединением оптические кабели проходят предварительную подготовку: в местах будущих соединений удаляются защитное покрытие и лишнее волокно (подготовленный участок очищается от гидрофобного состава). Для надёжной фиксации световода в соединителе (коннекторе) используется эпоксидный клей, которым заполняется внутреннее пространство коннектора (он вводится в корпус разъёма с помощью шприца или дозатора). Для затвердевания и просушки клея применяется специальная печка, способная создать температуру 100 град. С.
Она включает несколько технологических операций. В частности, перед соединением оптические кабели проходят предварительную подготовку: в местах будущих соединений удаляются защитное покрытие и лишнее волокно (подготовленный участок очищается от гидрофобного состава). Для надёжной фиксации световода в соединителе (коннекторе) используется эпоксидный клей, которым заполняется внутреннее пространство коннектора (он вводится в корпус разъёма с помощью шприца или дозатора). Для затвердевания и просушки клея применяется специальная печка, способная создать температуру 100 град. С.
После затвердевания клея излишки волокна удаляются, а наконечник коннектора шлифуется и полируется (качество скола имеет первостепенное значение). Для обеспечения высокой точности выполнение данных работ контролируется с помощью 200-кратного микроскопа. Полировка может осуществляться вручную или с помощью полированной машины.
Механическое соединение оптических волокон
Ещё один метод сращивания элементов оптоволокна в единую линию ВОЛС – механическое соединение. Этот способ обеспечивает меньшую чистоту соединения, чем сваривание, однако затухание сигнала в данном случае всё-таки меньше, чем при использовании оптических коннекторов.
Преимущество этого метода перед остальными состоит в том, что для проведения работ используются простые приспособления (например, монтажный столик), которые позволяют проводить работы в труднодоступных местах или внутри малогабаритных конструкций.
Механическое сращивание подразумевает использование специальных соединителей – так называемых сплайсов. Существует несколько разновидностей механических соединителей, которые представляют собой вытянутую конструкцию с каналом для входа и фиксации сращиваемых оптических волокон. Сама фиксация обеспечивается с помощью предусмотренных конструкцией защёлок. После соединения сплайсы дополнительно защищаются муфтами или коробами.
Механические соединители могут использоваться неоднократно. В частности, их применяют во время проведения ремонтных или восстановительных работ на линии.
ВОЛС: типы оптических волокон
Оптические волокна, используемые для построения ВОЛС, отличаются по материалу изготовления и по модовой структуре света. Что касается материала, различают полностью стеклянные волокна (со стеклянной сердцевиной и стеклянной оптической оболочкой), полностью пластиковые волокна (с пластиковой сердцевиной и оболочкой) и комбинированные модели (со стеклянной сердцевиной и с пластиковой оболочкой). Самую лучшую пропускную способность обеспечивают стеклянные волокна, более дешёвый пластиковый вариант используют в том случае, если требования к параметрам затухания и пропускной способности не критичны.
По типу путей, которые проходит свет в сердцевине волокна, различают одно- и многомодовые волокна (в первом случае распространяется один луч света, во втором – несколько: десятки, сотни и даже тысячи).
- Одномодовые волокна (SM) отличаются малым диаметром сердцевины, по которой может пройти только один пучок света.
- Многомодовые волокна (MM) отличаются большим диаметром сердцевины и могут быть со ступенчатым или градиентным профилем. В первом случае пучки света (моды) расходятся по различным траекториям и поэтому приходят к концу световода в различное время. При градиентном профиле временные задержки различных лучей практически полностью исчезают, и моды идут плавно благодаря изменению скорости распространения света по волнообразным спиралям.
Все современные ВОК (и одно-, и многомодовые), с помощью которых создаются линии передачи данных, имеют одинаковый внешний диаметр – 125 мкм. Толщина первичного защитного буферного покрытия составляет 250 мкм. Толщина вторичного буферного покрытия составляет 900 мкм (используется для защиты соединительных шнуров и внутренних кабелей). Оболочка многоволоконных кабелей для удобства работы окрашивается в различные цвета (для каждого волокна).
Диагностика волоконно-оптических линий связи
Основным инструментом для диагностики волоконно-оптических линий связи является оптический рефлектометр. Пример работы с таким прибором смотрите в следующем видео:
Посмотреть примеры оборудования и статьи по теме ВОЛС на fibertop.ru.
Примеры оборудования
Материал подготовлен
техническими специалистами компании “СвязКомплект”.
Подпишитесь на рассылку новых материалов!
Имя
E-mail *
Согласие на отправку персональных данных *
* — Обязательное для заполнения
См. также:
Обучение на сварщика ВОЛС | Обучение профессиям
Профессии и специальности
- Главная
- Обучение
- Профессии и специальности
- Обучение на оценщика недвижимости
Обучение на сварщика ВОЛС
Интересная и перспективная работа для желающих овладеть сваркой – это сварка волоконно-оптических линий связи. Хотите пройти обучение на сварщика ВОЛС? Тогда настало время познакомиться с профессией и условиями обучения сварщиков ВОЛС подробнее.
Эту профессию нельзя отнести к старейшим, поскольку ее появление связано с технологическим прорывом. Первое обучение сварщиков ВОЛС было произведено менее века назад. Но уже сегодня, в век высоких технологий информация и средства связи – это наше все. При этом, важна скорость получения и передачи информации.
В прошлом, верхом передачи информации считался телеграф, телефон, поэтому телефонная сеть самая распространенная между городами и странами – в обучении сварщиков волоконно-оптических линий связи не было необходимости. Развитие же компьютерной техники дало толчок к появлению новых способов обмена информацией: интернет, телевидение нового поколения и т.п.
В текущее время принят новый вид проводника, позволяющий увеличить скорость передачи сигнала – это оптоволоконный кабель. Для того, чтобы прокладывать такой кабель нужны обученные специалисты – сварщики волоконно-оптических линий связи.
Обучение сварщиков ВОЛС – процесс нужный, процесс необходимый. А для специалистов — еще и отличные перспективы, ведь современность нуждается в сварщиках волоконно-оптических линий связи, часто, намного больше, чем в лекарях.
Обучение на сварщика ВОЛС – обязательство и необходимостьСварка – это процесс соединения материалов (металл, пластмасса) без использования крепежа и других приспособлений. При сварке оптоволокна есть своя специфика. Структура кабеля оптоволокна схожа с электрическим, но вместо медных жил используется стеклянные или пластиковые. Поэтому скорость передачи данных будет зависеть от того, насколько качественно соединены стыки и от внимательности самого сварщика.
Мнения специалистов в этой области разделились: одни считают, что специальное обучение на сварщика ВОЛС и получение сертификата не обязательно для выполнения этой работы, другие считают иначе. Тем не менее, на базе многих учебных заведений, обучающих рабочим профессиям, есть курсы повышения квалификации по проектированию, монтажу и эксплуатации волоконно-оптических линий связи. Обучение на сварщика ВОЛС доступно для специалистов и работников предприятий связи. В конце обучения молодому специалисту выдается сертификат о прохождении курсов повышения квалификации.
При обучении на сварщика ВОЛС объясняют строение оптического волокна, его достоинства и недостатки в сравнении с медным кабелем, принципы распространения света, виды потерь оптической мощности при передаче информации по оптоволокну. Это нужно для более полного понимания строения и принципов работы оптоволокна.
При обучении сварщиков проводятся практические занятия, в ходе которых производится разделка кабеля, очистка от оболочки, правильное скалывание волокон для дальнейшей сварки, укладка сваренных волокон в сплайс-кассету или бокс, снятие рефлектограммы. Они направлены на освоение процесса сварки, а также на то, чтобы будущий специалист мог выявлять неисправности и дефекты.
Обучение даст вам более глубокое и комплексное понимание о специфике работы с оптоволокном. Организации и предприятия всегда нуждаются в квалифицированных специалистах, знающих свое дело. Поэтому отдайте предпочтение учебному заведению или учебному центру, которое имеет лицензию на образовательную деятельность. Как правило, в подобных заведениях всегда работают опытные специалисты, имеющие необходимые навыки и знания. Обучение сварщиков волоконно-оптических линий связи проходит с применением современного профессионального оборудования, а внимательные наставники научат выполнять работу качественно и без ошибок.
Овладев этой профессией, рабочее место и применение своих знаний вы точно найдете. А если вы пройдете обучение, и получите соответствующий сертификат, то вам предложат солидную заработную плату.
В чем заключается работа сварщика ВОЛС?
Сваркой называют процесс соединения волокон, но здесь она качественно отличается от сварки в нашем обычном представлении. Эта работа не такая тяжелая и грязная, выполняется в основном при плюсовых температурах, преимущественно в помещениях. Аппарат для сварки волокна намного меньше, легче и компактнее. Главное — чтобы оборудование было профессиональным, остальное аппарат сделает за сварщика: установит тип волокна, сделает зачистку, скалывание и собственно сварку, а также подскажет, насколько качественная сварка была произведена. Вы выступаете в качестве контролера всех операций.
Стоит отметить, что при обучении на сварщика ВОЛС вы получаете еще одно важное преимущество. Если для работы сварщиком нужна хорошая физическая сила и выносливость, то здесь это маловажно. Вам не придется таскать тяжелые металлические конструкции, оборудование. А вот гибкость, пластичность и ловкость рук вам пригодится, т.к. жилки оптоволокна очень тоненькие и хрупкие. Еще вам пригодится хорошая зрительно – моторная координация, острое зрение, умение быть сосредоточенным долгое время. Мастер своего дела должен отличаться спокойным и уравновешенным характером.
В Челябинске, да и во многих других городах, вы всегда найдете применение своим умениям и знаниям. Конечно, ловкость и отточенность действий приходит с опытом, главное быть настойчивым в желании работать по этой профессии. Но если вы решили попробовать свои силы, не сомневайтесь! Обучение сварщиков ВОЛС — перспективное направление, без работы вы точно не останетесь.
Популярное
Техникумы в Челябинске
Среднее профессиональное образование в Челябинске
Вузы в Челябинске
Чистка сварочного аппарата для ВОЛС своими руками!
- Статьи
Сварочный аппарат для оптических волокон – основной инструмент для монтажа волоконно- оптических линий любого масштаба. Поэтому его простой в нерабочем состоянии может дорого обойтись компании.
Не секрет, что многие монтажники не уделяют достойного внимания чистке аппаратов – и это основная причина обращений в сервисный центр в ходе их эксплуатации. Не стоит забывать, что сварочный аппарат — это высокоточный инструмент, задачей которого является сведение и сварка между собой оптических световодов диаметром по 125 МИКРОМЕТРОВ. Принимая во внимание это и сравнивая размеры световодов с размерами частичек грязи и пыли, которые порой приходится видеть на рабочих частях сварочника – удивляюсь как он вообще работает.
Что же стоит делать, чтобы сэкономить средства на сервисном обслуживании и продлить жизнь своему сварочному аппарату? Об этом и пойдет речь далее.
Причины и последствия загрязнений сварочных аппаратов
Проведение нерегулярной очистки сварочного аппарата, или не проведение чистки вовсе приводит к скапливанию пыли и мусора на рабочих частях аппарата, камерах, зеркалах и т.д. Все это имеет накопительный эффект. И если сразу снижение качества сварки будет ощущаться не сильно, то со временем качество сварных соединений будет существенно ухудшаться. Рекомендуется в конце каждого рабочего дня проводить профилактическую чистку аппарата. Она занимает всего 3-5 минут, но позволяет удалить 95 — 99% всех загрязнений.
-
Экологическая пыль — пыль наиболее распространена при эксплуатации сварочного аппарата в городской среде (чердаки, подвалы, монтаж на улице и др). Повышенный уровень пыли также наблюдается в угледобывающей промышленности, нефтеперерабатывающих заводах центрах обработки данных с постоянной вентиляцией и перемещением воздуха. В процессе эксплуатации сварочного аппарата, ветер, взвешенные в воздухе частицы и пыль покрывают открытые детали и попадают в камеру плавления и скалыватель. А в ветреные дни эксплуатирующийся на улице сварочный аппарат и вовсе может быть покрыт слоем мелкой пыли.
-
Волокнистые плиты и обломки волоконной оболочки — в зависимости от того, в каких условиях производится монтаж волокон, они, а также остатки буферного слоя могут попасть внутрь скалывателя или сварочного аппарата. Их необходимо безопасно и быстро удалить с помощью пинцета.
В противном случае они могут попасть в систему выравнивания, камеру плавления или печь с гильзой. Попав в эти области, мусор бывает сложно обнаружить невооруженным глазом, а тепло от камеры плавления или нагревателя может расплавить мусор, затрудняя удаление и увеличивая накопление с течением времени.
Если не чистить машину ежедневно, в определенных местах будет скапливаться мусор, что отрицательно скажется на ее производительности.
Основными узлами сварочного аппарата, которые нуждаются в периодической чистке являются:
- V – канавки сварочного аппарата и держателей (если они съемные)
- Объективы камер
- Зеркала
- Блок толкателя
Рассмотрим методику чистки своими руками каждого из этих элементов.
Чистка термостриппера
- Термостриппер — является неотьемлемой частью некоторых моделей сварочных аппаратов, хотя и поставляется как отдельное устройство также. Ниже приведена фотография чистки устройства Swift All-In-One, имеющего встроенный термостриппер. Чистка термостриппера производится только в выключеном состоянии. В противном случае щетина кисти может расплавится от прикосновения к нагретой поверхности. Следует очистить все металлические и резиновые прокладки, а также нижние поверхности.
Рисунок 1 – удаление остатков буферного слоя с поверхности термостриппера
Чистка элементов камеры сваривания
Камера сваривания находится под ветровой крышкой сварочного аппарата. Именно в ней и происходит сварка оптических волокон. В камере сваривания расположены «V-образные канавки», в которых концы волокна размещаются между двумя электродами (коническими, заостренными металлическими частями). Перед помещением волокон в камеру плавления, они очищаются салфеткой, смоченой в изопропиловом спирте. Даже после того, как оволокна были очищены, они могут легко переносить пыль или мусор в камеру.
К счастью, у большинства сварочных аппаратов есть решение этой проблемы, называемое мгновенным ожогом или чистящим ожогом. После закрытия ветрозащитной крышки, автоматически запускается короткий разряд с более низким напряжением, чтобы сжечь оставшийся мусор, ворс, волосы или все, что могло быть на волокне. Бесспорно это хорошо, но в результате этого образуется очень мелкий (по размеру, но не по внешнему виду) мусор, который попадает в V-образные канавки, дно камеры плавления и, возможно, на линзы камеры. Не регулярная чистка сварочного аппарата приведет к скоплению мусора в наиболее чувствительных его областях. Со временем это приведет к более высоким потерям для результатов сварки.
Чистка V – канавок сварочного аппарата для ВОЛС
V канавки – это основной (а в некоторых сварочных аппаратов и единственный) инструмент юстировки волокон. Попадание в них грязи вызывает отклонение волокна, и как следствие, повышение потерь на сварном соединении. Особенно чувствительны к загрязнению V – канавок сварочные аппараты с выравниванием волокон по оболочке. Они оборудованы только двумя моторами, которые просто толкают волокна навстречу друг другу. Все же функции выравнивания ложатся на V – канавки. Сварочные аппараты с “Активной V – канавкой” (например ilsintech KF4, ilsintech KF4A) уже имеют 4 мотора, которые позволяют выравнивать волокна в вертикальной плоскости. Наименее чувствительны к загрязнениям V – канавок – сварочные аппараты с выравниванием по сердцевине – Fujikura FSM-80S, Greenlee 910FS, ilsintech K11, ilsintech K7 и другие. И тем не менее все они нуждаются в бережном отношении и поддержании в чистоте.
Рисунок 2 – чистка V – канавки при помощи палочки
Для чистки следует использовать специализированные чистящие палочки TE-38542F, которые включены в состав набора Chemtronics FSK1002E. Они имеют плоскую форму и позволяют качественно прочистить V – канавку. Такие палочки позволяют удалить как частички грязи и пыли, так и маслянистые загрязнения V – канавки. Для этого следует слегка смочить палочку в изопропиловом спирте. Старайтесь в процессе чистки не прикасаться к электродам.
Рисунок 3 – специализированные палочки для чистки V – канавок
Для удаления засохших частичек грязи допускается также чистка при помощи очищенного от буферного слоя и сколотого волокна. Оно имеет диаметр 125 мкм, полностью соответствует диаметру канавки и позволяет качественно ее прочистить. В ходе чистки, волокно следует расположить под углом примерно 45 градусов к очищаемой поверхности, как показано на рисунке 3. Держать волокно необходимо на расстоянии 5 – 10 сантиметров от его среза. В таком случае легко обнаруживаются засоренные места.
Рисунок 4 – чистка V – канавки при помощи сколотого оптического волокна
Для качественной чистки совмещайте оба описанных выше метода.
Чистка V – канавок держателей аппарата для сварки оптических волокон
Загрязненность держателей конечно в меньшей степени влияет на качество сварки, чем загрязненность V – канавки, однако ее тоже не следует игнорировать. Особенно тщательно за чистотой держателей необходимо следить в сварочных аппаратах с юстировкой по оболочке. В зависимости от типа буфера удерживаемого волокна, держатели делятся на:
- держатели для волокна в буфере 250 мкм
- держатели для волокна в буфере 900 мкм (пигтейл)
- держатели для волокна в буфере 2 – 3 мм (патч корд)
- держатели Indoor кабеля
Методика чистки держателей не отличается от описанной выше, однако при чистке канавки держателя 250 мкм при помощи оптического волокна, не стоит удалять буферный слой. В этом случае диаметр волокна в буферном слое будет соответствовать диаметру канавки.
Рисунок 5 – чистка V – канавки магнитного держателя при помощи оптического волокна
Для удаления маслянистых загрязнений следует пользоваться палочками, смоченными в изопропиловом спирте.
Рисунок 6 – чистка V – канавки магнитного держателя при помощи палочки
При необходимости, можно удалять частички пыли при помощи кисти
Рисунок 7 – удаление пыли с V – канавки магнитного держателя при помощи кисточки
Для получения наилучшего результата, рекомендуется комбинировать указанные выше способы чистки.
Очистка линзы объектива аппарата для сварки оптоволокна
Рисунок 8 – чистка объективов камер сварочного аппарата
Камеры сварочного аппарата – это его “глаза”. При помощи камер сварочный аппарат определяет положение волокон и дает команду моторам на их совмещение между собой. Загрязнение поверхности линзы объектива может привести к ошибочному определению положения сердцевины волокна, результатом чего может стать повышение потерь в сварном стыке и плохая работа сварочного аппарата. Поэтому линзы двух объективов следует регулярно очищать. В противном случае к поверхности может прилипнуть пыль, которую в конечном итоге невозможно будет удалить. Проведите очистку, как указано ниже.
- Перед очисткой линз выключите сварочный аппарат.
- Снимите электроды.
- Проверьте, нет ли на поверхности объектива видимых загрязнений. При их наличии аккуратно удалите их при помощи специализированной палочки слегка смоченной в изопропиловом спирте
- Протрите объектив круговым движением от центра мягкой палочкой, смоченной в спирте, как показано на рисунке 8.
- Удалите остатки спирта с поверхности линзы сухой палочкой.
- Убедитесь в отсутствии линий, царапин или пятен.
- Правильно установите электроды на место.
- Включите сварочный аппарат и выполните диагностический тест.
Категорически запрещается использование сжатого воздуха для чистки элементов сварочного аппарата. Во-первых, сжатый воздух не способен удалить присохшую грязь и маслянистые остатки. Во-вторых – при воздействии сжатого воздуха частицы пыли “бомбардируют” поверхность объективов камер, в следствии чего повреждается их антибликовое покрытие и сварочный аппарат выходит из строя.
Рисунок 9 – палочки для чистки линз и зеркал сварочных аппаратов
Очистка зеркал сварочного аппарата для оптического кабеля
Зеркала сварочного аппарата используются для отражения светового потока от установленного на корпусе светодиода и направления его в камеру. Сварочные аппараты для ВОЛС последнего поколения, такие как Fujikura FSM-80S, ilsintech K11, ilsintech KF4, ilsintech KF4A уже не имеют зеркал. Светодиод у них расположен непосредственно на крышке, что повышает надежность. Однако на рынке эксплуатируется большое количество сварочных аппаратов, имеющих этот конструктивный элемент.
Загрязнение отражающего зеркала снижает уровень прозрачности оптического пути и приводит к неправильному расположению сердечника волокна. Это является причиной повышения потерь в сварном стыке. Методика чистки отражающих зеркал, описана ниже:
- Выключите сварочный аппарат
- Очистите поверхность отражающего зеркала мягкой палочкой, смоченной в изопропиловом спирте. (Зеркала находятся на крышке сварочного аппарата, как видно из рисунка 7.
- Удалите остатки спирта чистой и сухой палочкой.
- Отражающее зеркало должно быть чистым, без линии, царапин или пятен.
- Включите питание и проведите диагностический тест.
Рисунок 10 – очистка зеркал сварочного аппарата
Очистка блока толкателя
Любые оставшиеся в блоке толкателя загрязнения могут отрицательно повлиять на позицию удержания волокон и привести к плохой их сварке. Таким образом, важно часто проводить осмотр и регулярно очищать блок.
Рисунок 11 – очистка блока толкателя
Для комплексной чистки сварочного аппарата ВОЛС своими руками существуют специальные наборы Chemtronics FSK1002E, включающие в себя весь необходимый инструментарий.
Чистка сварочного аппарата ilsintech KF4A
СМОТРИТЕ ТАКЖЕ:
- Какие характеристики важны и какие не важны при выборе сварочного аппарата для оптических волокон?
- Способы юстировки (выравнивания) оптических волокон
- Какая дешевая модель оптического рефлектометра может замерять расстояние до обрыва?
- Документация ВОЛС – составление технического паспорта
Подписаться на рассылку статей
Сварка волс
Главная » Статьи » Сварка волс
Сварка оптоволокна в картинках с описанием « dert.ru/travel — путешествия, фотографии
Список всех частей: Статьи и заметки
Сегодня будет научно-познавательный пост 🙂
Эти цветные проводочки есть ни что иное, как оптоволокно, уложенное в кассету муфты. Наверняка многие слышали фразу «сварка оптоволокна», которая неизменно сопровождает крупные аварии на линиях связи. Но я уверен, что мало кто представляет себе этот увлекательный процесс. До недавнего времени я тоже был в их числе, но сегодня готов поделиться тайным знанием.
К счастью, в этот раз была не авария, а плановые работы, поэтому процесс проходил, можно сказать, в тепличных условиях.
Обычно оптический кабель разваривается на специальный кросс, каждое волокно на свой порт, откуда уже коммутируется с оборудованием или другим кроссом. Но в этот раз надо было сварить между собой два кабеля в обход оптических кроссов. Процесс, в общем-то, схож со сваркой кабеля при разрыве, за тем исключением, что кабель не надо сначала вытаскивать из кросса.
Вот так выглядят два рабочих оптических кросса, от которых надо будет избавиться и состыковать кабели напрямую. Сейчас пока данные бегают по желтым патч-кордам между кроссами.
Оптический кросс изнутри. Аккуратно распутываем и вытаскиваем кабель из кассеты.
Цветные проводки — это оптоволокно из кабеля, только пока в изоляции. Само оптоволокно бесцветное, а изоляцию специально делают цветной, чтобы различать волокна.
Волокон в кабеле может быть много. Может быть и 4, и 12, и 38. Как правило, для передачи данных используется пара волокон, по одному волокну в каждом направлении. По такой одной паре может передаваться от 155 Мбит/с до нескольких десятков Гбит/c, в зависимости от оборудования на концах волоконно-оптической трассы.
В этом кабеле 12 волокон, которые упакованы по 4 штуки в 3 цветных (белый, зеленый, рыжий) модуля.
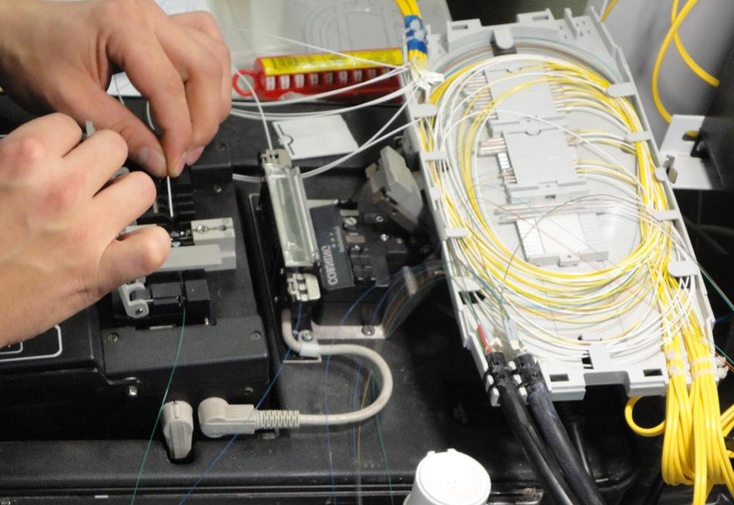
Поскольку место сварки волокна — потенциально ломкая зона, эту часть кабеля упаковывают в оптическую муфту. Перед сваркой кабели заводят в муфту через специальные отверстия.
Теперь можно приступить к процессу сварки. Сначала с волокна при помощи точных инструментов снимается изоляция, и обнажается сам оптоволоконный стержень.
Перед сваркой нужно, чтобы торец волокна был максимально ровным, т.е. необходим очень точный перпендикулярный срез. Для этого есть специальная машинка.
Чик! Угол скола должен отклоняться от плоскости не более, чем на 1 градус. Обычные значения — от 0,1 до 0,3 градуса.
Обрезки чистого волокна тут же прибираются. На столе его фиг потом найдешь, а под кожу оно запросто может впиться, там обломиться и остаться.
А вот и самый главный аппарат в этом процессе — сварочник. Оба волокна укладываются в специальные пазы в середине аппарата с двух сторон (на картинке — голубого цвета), и фиксируются зажимами.
После этого самое сложное. Нажимаем кнопку «SET» и смотрим на экранчик. Аппарат сам позиционирует волокна, выравнивает их, кратковменной электрической дугой мгновенно спаивает волокна и показывает результат. Весь процесс происходит быстрее, чем я написал эти три предложения выше, и занимает секунд 10.
На волокно одевается термоусадочная трубочка с металлическим стержнем, чтобы укрепить место сварки, и волокно помещается в печку в том же самом аппарате, только уже в верхней его части.
Каждое волокно затем аккуратно укладывается в кассету муфты. Творческий процесс.
И результат.
Для герметизации места ввода кабеля в муфту одеваются термоусадочные трубки, которые обрабатываются специальным феном. Трубка от высокой температуры сжимается, препятствуя доступу воды и воздуха в муфту.
И последний штрих. На муфту одевается колпак и фиксируется специальными застежками. Теперь не страшна ни влажность, ни жара, ни мороз. Такие муфты могут годами плавать в болоте без ущерба для кабеля внутри.
Весь процесс сварки двух 12-волоконных кабелей вместе занимает около полутора часов.
Ну вот, теперь вы знаете все тонкости этого процесса, можно смело покупать аппарат для сварки и опутывать оптоволоконными сетями все, что вам вздумается.
Список всех частей раздела Статьи и заметки:
- Выбор фотохостинга
- Как правильно подписывать картинки?
- Как организовать турпоездку самостоятельно?
- Сварка оптоволокна в картинках с описанием
- Осторожно! Фильтры для воды. Часть 1
- Осторожно! Фильтры для воды. Часть 2
- WordPress. Доработка напильником: делаем автоматическое оглавление
- Какую зеркалку купить?
dert.ru
Сварка оптоволоконного кабеля
Создание оптического волокна — одно из самых значимых событий в сфере инфокоммуникационных технологий. Оптоволоконный кабель применяют для высокоскоростной передачи информации с незначительным затуханием на дальние расстояния. До недавнего времени оптику использовали в основном для соединения разных континентов в единую глобальную сеть. В настоящий момент многие провайдеры предоставляют такую услугу, как высокоскоростной интернет при помощи оптических линий в каждую квартиру. И без такого процесса, как сварка оптоволоконного кабеля, просто не обойтись.
Разделка кабеля
Оборудование для сварки ВОЛС
Оптоволоконный кабель разделывают с использованием следующих инструментов:
Оборудование для сварки ВОЛС
- стриппер;
- тросокус;
- отвертки;
- бокорезы;
- пузырек спирта;
- безворсовые салфетки;
- изолента;
- цифры-маркеры на самоклеящейся основе и прочие.
Если оптоволоконный кабель хранился на складе в сырости, то необходимо отрезать и выбросить примерно метр кабеля. При наличии троса его необходимо перекусить тросокусом.
Важно! Следует быть аккуратными, чтобы не повредить волокна.
Внешняя оболочка кабеля снимается с помощью стриппера. Такой нож имеет вращающееся во все стороны лезвие, которое может регулироваться согласно толщине кабеля. Стриппером делается надрез по кругу на оболочке, затем – два продольных надреза вдоль кабеля, чтобы внешнее покрытие распалось на две части.
Снятие внешней оболочки с помощью стриппера
Если следующим слоем идет кевларовое покрытие, то его перекусывают тросокусом. Металлическая гофра снимается с помощью усиленного ножа. Последняя тонкая оболочка снимается стриппером.
Открывшиеся модули обрабатываются салфетками с использованием спирта. Чтобы снять гидрофоб, используют растворитель. Сам модуль надкусывают и снимают при помощи специального стриппера. Остается только убедиться, что все оптические волокна не поломались.
Процесс сварки оптического волокна
[ads-pc-1]
Далее представлена краткая инструкция, в которой сварка оптоволокна рассмотрена при помощи сварочного аппарата. Для этого процесса потребуются следующие материалы:
- скалыватель;
- сварочный аппарат;
- пузырек со спиртом;
- безворсовые салфетки;
- муфта или кросс;
- пинцет;
- изолента;
- схема разварки.
Рекомендуем! Как варить алюминий инвертором с помощью электрода
Стеклянная часть подготовленных волокон аккуратно протирается проспиртованной салфеткой.
Протирка волокна спиртовой салфеткой
Очищенный кончик помещается в скалыватель. Данный аппарат делает качественный скол оптики, без него сварка оптического волокна просто невозможна.
Установка волокна в скалыватель
Подготовленное волокно не должно загрязниться, поэтому его сразу отправляют в сварочный аппарат.
Оптоволокно готово для сварки на аппарате
На аппарате нажимается кнопка начала спайки. На этом сварка ВОЛС окончена. Остальную работу сварочник выполняет самостоятельно, стыковка отображается на дисплее.
Процесс сварки отображается на дисплее
Процесс сварки волокна занимает немного времени, в зависимости от выбранной модели аппарата. По окончанию работы соединенные волокна достают из сварочного аппарата, надевается гильза КЗДС.
Установка гильзы на месте сварки
Далее гильза запекается с двух сторон в печке сварочного аппарата.
Гильза запекается в сварочном аппарате
После защищенное волокно прячут в кассету кросса.
Уложенное волокно в кассете кросса
Проверка качества сварного шва
В процессе сварки необходимо обратить внимание на форму дуги сварного шва. Идеальная сварка практически не заметна невооруженным глазом. Если дуга кривая, то рекомендуется сколоть сварной шов и повторить работу заново.
Также признаком плохого качества спайки считается черный пузырек либо смещение волокон относительно друг друга.
Если сварочный аппарат выдает существенное затухание сигнала в месте шва (более 0,1 Дб), то волокна лучше переварить. Но даже если потеря сигнала несущественная, в сумме несколько сварок все же могут дать потерю сигнала на другом конце кабеля.
Проверка затухания всей оптической трассы, состоящей из нескольких муфт и кроссов, проводится при помощи рефлектометра. Это измерительный прибор, который посылает по оптической трассе импульс и анализирует его рассеивание и отражение. С его помощью можно посмотреть общую длину трассы и затухание сигнала на отдельном его участке. Так есть возможность узнать, где именно оптоволоконный кабель дает обрыв сигнала либо его существенное затухание. Прибор сохраняет измерения в электронном файле, что позволяет проводить анализ рассеивания спустя некоторое время после проведения проверки.
Рекомендуем! Сварка швов в различных пространственных положениях
Ремонт оптической линии
Ремонт ВОЛС состоит из следующих действий:
- поиск места обрыва оптической линии;
- организация доступа ремонтника к поврежденным оптическим волокнам;
- ремонт оптического кабеля;
- повторная проверка кабельной трассы.
Как было указано ранее, место обрыва ищут с помощью рефлектометра. Потеря сигнала может произойти как в одном из кроссов или муфт, так и в середине целого участка кабеля (к примеру, проведение подземных работ в месте прокладки кабеля).
соединительная муфта для ВОЛС
В первом случае ломается место некачественного шва и делается новая сварка оптики. Во втором случае все куда сложнее, ремонт оптоволокна невозможен. Если технический запас и особенность расположения кабеля позволяет, то в месте разрыва устанавливается дополнительная муфта. В противном случае весь участок кабеля меняется, сварные работы проводятся на обоих концах нового кабеля. Ремонт ВОЛС – процесс весьма затратный, поэтому лучше заранее качественно провести монтажные работы.
svarkagid.ru
Высокотехнологичное оборудование для сварки оптики: применение, нюансы работы
Оптоволоконные линии в наше время – это самый эффективный способ передачи информации, состоящий из широкополосного материала, пропускающего огромные потоки данных по десяткам тысяч каналов на достаточно большие расстояния. Кабель при этом обладает небольшими габаритами и малым весом.
Особенности сварки при монтаже ВОЛС
ВОЛС (волоконно-оптические линии связи) имеет широкую сферу применения. Кабель используется при сооружении вертикальных разводок в многоэтажных зданиях, для передачи данных между коммутационными центрами, такими как сервер, рабочая станция, коммутатор, маршрутизатор и другое оборудование. Сварка оптики является одной из самых важных работ при монтаже систем связи.
Сварка оптоволокна – это процесс, во время которого специальные оптоволоконные материалы подвергаются высокотемпературной обработке, с помощью специального устройства, соединяющего различные, даже самые мелкие части, линии за максимально короткий срок. Тщательно подобранный аппарат для сварки оптики, стоимость которого зависит от степени автоматизации процессов, позволяет без посторонней помощи выполнить все необходимые работы. Новейшие сварочные устройства, оснащенные системой распознающей сечение кабеля, обладают 10, заложенными в программу, режимами сварки, способствующими проведению работ в условиях любой сложности.
Оборудование для сварки оптоволоконных линий связи
Существуют ручные, полуавтоматические и автоматические устройства для сварки оптики. Недостатком ручного аппарата является тот факт, что стыковка волокон выполняется оператором вручную, а контролируется ход работы при помощи микроскопа. Все это значительно усложняет и затягивает процесс сварки.
Полуавтоматическое устройство, также оснащенное микроскопом, самостоятельно стыкует волокна, предварительно уложенные специалистом. Часть работы по-прежнему выполняется вручную.
Современное высокотехнологичное оборудование для сварки оптики полностью автоматизировано, что положительно сказывается на времени проведения работ и комфорте специалистов. Аппараты появились на рынке недавно, но стремительно набирают популярность, благодаря своей универсальности и уникальным свойствам. Процесс сварки оптических волокон выполняется в автоматическом режиме, и контролируется специальными датчиками, которые передают изображение на экран. Специалисту остается только очистить соединяемые волокна, сколоть и уложить их в специальные зажимы аппарата.
Недостатком оборудования является высокая стоимость, что делает его приобретение целесообразным лишь при наличии большого объема работы. В другом случае имеет смысл обратиться в специальные службы или взять аппарат в аренду.
Для работы на высокотехнологичном оборудовании необходимо пройти курс обучения оптоволоконной сварки, чтобы знать об ее отличии от традиционных методов сварки металлов и сплавов. Схожесть процессов можно найти в соединении проводящей линии, состоящей из нескольких кабелей, плавлением под воздействием максимальных температур. При этом варка оптоволокна требует высокой точности и исключения потери волокон. Высокая пропускная способность канала и сигнал, обладающий качественным прохождением, обеспечиваются равнопрочным и неразрывным сварным соединением вдоль всей линии связи.
Нюансы процесса сварки оптики
Сварка оптического кабеля выполняется очень быстро, но качественное соединение может быть получено только в результате соблюдения всех требований к точности выполнения работы. Разделка кабеля, являющегося модулем, объединяющим 6-8 волокон, покрытых изоляционным слоем, остается обязательным этапом подготовки к сварке.
Концы кабеля следует оголить и очистить их от защитного слоя в пределах 3 см от края. Далее концы нужно обработать спиртовым очистителем. Пыль, загрязнения, жировые наслоения не позволят выполнить качественное и прочное соединение волокон. Торцы края волокон скалывают под определенным углом с помощью высокоточного прибора (скалывателя), это обеспечивает максимально точное совмещение оптоволоконных линий.
Укладка свариваемых концов кабеля в зажимы сварочного устройства требует специального обучения и опыта работы.
Автоматическое сварочное оборудование, совмещающее с микроскопической точностью концы волокон, и выполняющее автопроверку результата, не требует высокой квалификации сварщика. Но знать все этапы процесса, свойства материалов и соединений все же необходимо.
Сварка оптики выполняется под влиянием электрической дуги, которая создает температуру необходимую для разогревания волокон в зоне стыка торцов кабеля. Оплавляясь и, затем, кристаллизируясь, волокна образуют между собой высокопрочное соединение. Аппаратура самостоятельно контролирует температуру, не допуская перегрева изделий.
Когда сварочный процесс завершается, волокна укладываются в кассету оптической муфты. Окончательную защиту сварного шва кабель получает, проходя термоусадку в тепловой камере сварочного устройства.
Строгое соблюдение всех правил и требований позволяет получить высокопрочное качественное соединение за, сравнительно, короткий срок.
stroitel5.ru
Сварка оптоволокна — это… Что такое Сварка оптоволокна?
Сварка ВОЛС — Сварка оптоволокна (Сварка оптики, сварка волоконно оптического кабеля, сварка ВОЛС) процесс соединения оптических волокон (жил оптического кабеля) с помощью высокотемпературной термической обработки.
Содержание 1 Сварочные аппараты 2 Технология… … ВикипедияОптоволокно — Связка оптоволокна. Теоретически, использование передовых технологий, таких как DWDM, со скромным количеством волокон, которое представлено здесь, может дать достаточную пропускную способность, с помощью которой легко было бы передать всю… … Википедия
Волокно оптическое — Связка оптоволокна. Теоретически, использование передовых технологий, таких как DWDM, со скромным количеством волокон, которое представлено здесь, может дать достаточную пропускную способность, с помощью которой легко было бы передать всю… … Википедия
Кабель оптический — Связка оптоволокна. Теоретически, использование передовых технологий, таких как DWDM, со скромным количеством волокон, которое представлено здесь, может дать достаточную пропускную способность, с помощью которой легко было бы передать всю… … Википедия
Оптико-волоконный кабель — Связка оптоволокна. Теоретически, использование передовых технологий, таких как DWDM, со скромным количеством волокон, которое представлено здесь, может дать достаточную пропускную способность, с помощью которой легко было бы передать всю… … Википедия
Оптоволоконный кабель — Связка оптоволокна.
Теоретически, использование передовых технологий, таких как DWDM, со скромным количеством волокон, которое представлено здесь, может дать достаточную пропускную способность, с помощью которой легко было бы передать всю… … ВикипедияСветовод — Связка оптоволокна. Теоретически, использование передовых технологий, таких как DWDM, со скромным количеством волокон, которое представлено здесь, может дать достаточную пропускную способность, с помощью которой легко было бы передать всю… … Википедия
Волоконно-оптическая линия связи — (ВОЛС) представляет собой волоконно оптическую систему, состоящую из пассивных и активных элементов, предназначенных для передачи оптического сигнала по оптоволоконному кабелю. Содержание 1 Элементы ВОЛС 2 Монтаж ВОЛС 3 Применение ВОЛС … Википедия
ВОЛС — Волоконно оптическая линия связи (ВОЛС) представляет собой волоконно оптическую систему, состоящую из пассивных и активных элементов, предназначенных для передачи оптического сигнала по оптоволоконному кабелю.
Содержание 1 Элементы ВОЛС 2 Монтаж… … ВикипедияВолоконно-оптическая система — Волоконно оптическая линия связи (ВОЛС) представляет собой волоконно оптическую систему, состоящую из пассивных и активных элементов, предназначенных для передачи оптического сигнала по оптоволоконному кабелю. Содержание 1 Элементы ВОЛС 2 Монтаж… … Википедия
dic.academic.ru
Сварка оптического волокна
- Услуги
Компания «Канон» — системный интегратор сетей связи, работающий на рынке телекоммуникационных услуг c 1993 года. Это динамично развивающееся предприятие, которое уверенно осваивает новые рубежи в области сетевых и телекоммуникационных решений.
Компания осуществляет поставку и инсталляцию оборудования, предоставляет своим клиентам комплексные решения — на основе современных технологий, начиная от проектирования и заканчивая послегарантийным обслуживанием сетей связи для передачи голоса, видео и данных, систем оповещения, контроля и управления доступом, видеонаблюдения. Реализация проектов с использованием современных технологий на высоком уровне в немалой степени определяет тесное сотрудничество нашим предприятием с ведущими производителями оборудования.
Совместная проработка проектов с партнерами позволяет найти ту «золотую середину», при которой достигается высокая технологичность создаваемых систем и оптимальное соотношение их цены и качества
Перечень наших услуг
Задать вопрос
Наши специалисты ответят на любой интересующий вопрос по услуге
Одной из важнейших операций, определяющих параметры и качество ВОЛС, является сварка оптических волокон, поэтому наиболее важно выполнение данного вида работ на профессиональном уровне.
Соединение оптических волокон с помощью сварки является наиболее распространенным методом получения неразъемных соединений. Этот метод позволяет получать качественные соединения с низкими показателями вносимых потерь.
Cварка оптики (сварка оптоволокна, сварка оптических волокон) — это лучший и самый надежный способ соединения оптического волокна. Несмотря на относительную простоту, сварка волокон – это наиболее ответственный момент, ведь случайная ошибка может вывести из строя всю линию. Поэтому она должна проводиться квалифицированными специалистами с применением новейшего оборудования и инструментов.
Сварка оптики производится аппаратом Fujikura 60S. Данный сварочный аппарат является передовым в области сварок оптических волокон: высокая скорость при наивысшем качестве сварки — это самое главное преимущество этого аппарата.
Компания Fujikura (Фуджикура) представляет новейшую серию FSM-60S и в очередной раз устанавливает новые стандарты в классе автоматических сварочных аппаратов по степени защиты, быстродействию, размерам и весу.
Рассчитанный на работу в самых жестких условиях эксплуатации, FSM-60S имеет высокую защиту от пыли и влаги, не боится ударов, обеспечивает работу в диапазоне температур от -10°С до +50°С. Предназначен для сварки всех типов оптических волокон c выравниванием по сердцевине OB.
Особенности:
- Самый современный аппарат для сварки оптических волокон;
- Самый компактный в своем классе;
- Защита от пыли с размером частиц 36-54 микрон;
- Защита от влаги со скоростью выпадения осадков не более 10 мм в час;
- Автостарт для начала сварки и термоусадки;
- Поворотный монитор, автоматическое распознавание положения монитора, дублированное управление;
- Удобный монтажный стол на кейсе сварочного аппарата;
- Обновление программного обеспечения аппарата через Internet.
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Товары
Поделиться ссылкой:
Вернуться к списку
Проекты
Наиболее значимые проекты реализованы на сетях ОАО «Башинформсвязь», ОАО «Башнефть», ЗАО «Уфанет», ОАО «Салаватстекло», ОАО «КАМАЗ», Уфимский нефтяной технический университет, проработан и реализуется проект модернизации сети ОАО «Гидравлика» г. Уфа. Реализованы проекты видеоконференций в ОАО «Уралсибнефтепровод», Администрации города Уфа со всеми муниципальными службами, холдинга «Урало-Поволжская агропромышленная группа», Управления федеральной налоговой службы по РБ, проводится опытная эксплуатация в Министерстве связи РБ.
Каждый проект, разработанный ООО «Канон» — будь то локальная или виртуальная корпоративная сеть предприятия, района или региона — неординарен, так как реализован с учетом всех потребностей конкретного заказчика.
Специалисты нашей организации участвуют в проектировании, строительстве и обслуживании сетей для операторов мобильной связи.
ООО «Канон», являясь авторизованным представителем ЗАО НПО «Сенсор» (Ярославль) и ООО «Элес», построило под ключ локальные сети оповещения (ЛСО) для ряда потенциально опасных объектов: Юмагузинское и Нугушское водохранилище, Павловская ГЭС и Шлюз, Кармановская ГРЭС, объединения «Салаватнефтеоргсинтез», «Уфанефтехим», «Сода», «Синтез- Каучук», «УМПО», «БМК», «Шихан», предприятий пищевой промышленности и других.
В настоящее время реализуется проект ЛСО ООО «Тобольск-Нефтехим». Введены в эксплуатацию единые диспетчерские пункты (ЕДДС) муниципальных образований в городах Салават, Сибай, Межгорье, Уфимского, Мелеузовского и Иглинского районов РБ в рамках построения системы единого номера службы спасения 112.
Выполнен проект «Реконструкция территориальной автоматизированной системы централизованного оповещения гражданской обороны Республики Башкортостан», аналогичный — Курганской области.
Почему необходимо выбрать нас?
Каждый проект, разработанный ООО «Канон» — будь то локальная или виртуальная корпоративная сеть предприятия, района или региона — неординарен, так как реализован с учетом всех потребностей конкретного заказчика.
Специалисты нашей организации участвуют в проектировании, строительстве и обслуживании сетей для операторов мобильной связи.
Компания ведёт строительство волоконно-оптических линий связи ВОЛС, сетей широкополосного доступа, структурированных кабельных систем (СКС), предоставляет аутсорсинговые услуги, регулярно участвует в выставках, проводит семинары и презентации, сотрудничает с учебными заведениями по подготовке специалистов профильных направлений.
Работая в сфере динамично развивающихся наукоёмких технологий, компания учитывает особенности и тенденции развития инфокоммуникационного пространства, тщательно отслеживает потребности рынка, внедряет инновационные решения и развивает новые направления деятельности, что делает ее привлекательной для сотрудничества.
Чтобы обратиться к нам – позвоните по номеру +7 (347)256-57-07 или напишите специалисту в онлайн чат.
Оценка влияния параметров сварки ВИГ на предел прочности при растяжении алюминиевого сплава 5083
Авторы: Лакшман Сингх, Раджешвар Сингх, Навин Кумар Сингх, Давиндер Сингх, Паргат Сингх
Abstract:
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это высококачественный сварочный процесс, используемый для сварки тонких металлов и их сплавов. Алюминиевые сплавы 5083 играют важную роль в машиностроении и металлургии из-за превосходных коррозионных свойств, простоты изготовления и высокой удельной прочности в сочетании с наилучшим сочетанием ударной вязкости и формуемости.
Метод сварки TIG является одним из самых точных и быстрых процессов, используемых в аэрокосмической, судостроительной и морской промышленности. Процесс сварки ВИГ используется для анализа данных и оценки влияния входных параметров на предел прочности при растяжении образцов из алюминиевого сплава 5083 с размерами 100 мм в длину, 15 мм в ширину и 5 мм в толщину. Сварочный ток (I), расход газа (G) и скорость сварки (S) являются входными параметрами, влияющими на прочность на растяжение сварных соединений из алюминиевого сплава 5083. По мере увеличения скорости сварки прочность на растяжение увеличивается сначала до оптимального значения, а затем оба уменьшаются при дальнейшем увеличении скорости сварки. Результаты исследования показывают, что максимальная прочность на растяжение 129МПа сварного соединения получают при сварочном токе 240 А, расходе газа 7 л/мин и скорости сварки 98 мм/мин. Эти значения являются оптимальными значениями входных параметров, которые позволяют получить эффективное сварное соединение, обладающее хорошими механическими свойствами, такими как предел прочности при растяжении.
Ключевые слова: 5083 Алюминиевый сплав, Расход газа, аргонодуговая сварка, Сварочный ток, Скорость сварки и прочность на растяжение.
Цифровой идентификатор объекта (DOI): doi.org/10.5281/zenodo.1336244
ProcediaAPABibTeXChicagoEndNoteHarvardJSONMLARISXMLISO 690PDF Скачано 3847
Ссылки:
[1] Balaji, C., Abinesh, K. и Sathish, R. (2012), «Оценка механических свойств сварных деталей из нержавеющей стали с использованием вольфрамовой сварки в среде инертного газа», International Journal of Engineering Science и технологии, Том 4, № 5, стр. 2053-2057.
[2] Эдельс, Х. (1951), «Техника зажигания дуги», Br. J. Appl. Phys., Vol.2, No.6, pp.171–174.
[3] Хейдман, Р., Джонсон, К. и Коу, С. (2010), «Металлургический анализ точечной сварки трением Al/Cu с перемешиванием», Наука и технология сварки и соединения, Том 15, стр. 597 -604.
[4] Сингх, Р.К.Р., Шарма, К. и Двиведи, Д.К. (2011). «Микроструктура и механические свойства сплава Al-Zn-Mg, сваренного трением с перемешиванием, в условиях сварки и термической обработки», Материалы и конструкция, Том 32, стр. 682-687.
[5] Гадевар С., Сваминадхан П. и Харкаре М. (2010 г.), «Экспериментальные исследования характеристик сварного шва для однопроходной сварки ВИГ с нержавеющей сталью», Журнал техники и технологий, Том 2, № .8, стр. 3676-3686.
[6] Кэри, Х.Б. и Helzer, SC (2005), «Современная технология сварки», Upper Saddle River, New Jersey: Pearson Education, стр. 75.
[7] Шупп, Дж., Фишер, В. и Мекке, Х. (2000), «Управление сварочной дугой с помощью силовой электроники», Восьмая международная конференция по силовой электронике и частотно-регулируемым приводам, стр. 443-450.
[8] Вердельо, П., Сильва, М.П., Маргато, Э. и Эстевес, Дж. (1998), «Электронная схема управления сварочным аппаратом, промышленное электронное общество», Материалы 24-й Международной конференции IEEE, Том 2 , стр. 612-617.
[9] Ярмуч, М.А.Р. и Патчетт, Б.М. (2007), «Поведение GTAW при плавлении с переменной полярностью переменного тока в алюминии 5083», Welding Research Journals, Vol.86, No.2, pp.196-s-200-s.
[10] Оутс, В. Р. (1996), «Американское общество сварщиков, восьмое издание», Справочник по сварке, том 3, стр. 37-38.
[11] О’Брайен, Р.Л. (1991), «Американское общество сварщиков, восьмое издание», Справочник по сварке, том 2, стр. 86.
[12] Фюршбах, П.В. (1998), «Катодная очистка и подвод тепла при плазменно-дуговой сварке алюминия с переменной полярностью», Welding Journals, Vol.77, No.2, pp.76-s.
[13] Чжан Ю.М. и Чжан, С.Б. (1999), «Сварка алюминиевого сплава 6061 с противоположным процессом GTAW с двумя горелками», Приложение по исследованиям в области сварки, том 83, стр. 202–206.
[14] Гош А., Чаттопадхьяя С. и Саркар П.К. (2007), «Влияние входных параметров на геометрию валика сварного шва в процессе SAW», Материалы международной конференции.
[15] Фундерберк, С.Р. (1999), «Ключевые понятия в технике сварки», Welding Innovation, Vol.16, No.1.
[16] Ли, Л., Лю, З. и Сноу, М. (2006), «Влияние дефектов на усталостную прочность литого алюминиевого сплава, отремонтированного методом GTAW», стр. 1с-6с.
[17] Hetmanczyk, M., Swadzba, L. and Mendala, B. (2007), «Усовершенствованные материалы и защитные покрытия для применения в авиационных двигателях», Journal of Achievements in Materials and Manufacturing Engineering, Vol.24, No. 2, стр. 372-381.
[18] Mee, V., Meelker, H. и Schelde, R. (1999), «Как контролировать уровень водорода в (супер) дуплексных сварных соединениях из нержавеющей стали с использованием процесса GTAW или GMAW», Welding Research Supplement, Vol. 78, №1, с.7.с-14.с.
[19] Сингх Л., Шах В. и Сингх Н. К. (2013), «Исследование влияния параметров сварки TIG на характеристики сварного шва алюминиевого сплава 5083», Международный журнал инженерных наук и инновационных технологий, Том 2, № 5.
Глава 074- Том. 1 Карточки «Сварка и родственные процессы»
Что такое сварка категории А?
Постоянный ремонт или изменение границ суббезопасности на сертифицированных SUBSAFE подводных лодках.
Что такое сварной шов категории B?
Аварийный временный ремонт сертифицированных SUBSAFE подводных лодок.
Какие существуют типы постоянного ремонта и изменения сварного шва категории C?
- Прочная оболочка корпуса подводных лодок, не сертифицированных как SUBSAFE.
- Несущая конструкция прочного корпуса подводной лодки
- Основные конструкции надводных кораблей
- Системы трубопроводов Р-1, П-ЛТ, П-3а
- Сосуды высокого давления А-1, А-2, А-Ф, А-ЛТ
- Т- 1 паровые турбины
- Части машин или компонентов, которые необходимы для выполнения определенных задач.
Что такое сварной шов категории D?
Временный ремонт и переделка изделий категории C.
Что такое сварка категории F?
Ремонт в элементах с малой вероятностью отказа является удаленным. Отказ не приведет к опасности для корабля или персонала.
Что такое сварка категории E?
Постоянный ремонт и переделка изделий, не перечисленных в категориях A, C и исключенных из категории F.
Какие четыре сварки NEC?
0000- Basic Welding
4954- General Maintenance Welder
4955- Non Nuclear Welder
4956- Nuclear Welder
Каковы требования для получения квалификации Basic Welder?
- Обучение SMAW на листах и трубах из углеродистой и низколегированной стали.
- SMAW на тонколистовой стали.
- GMAW на алюминиевой пластине.
Каковы требования к сварочному аппарату общего обслуживания?
- Курсы A-701-0025 и A-701-0026
- Квалификационные испытания двух раструбных сварных соединений.
- Знание методов аварийного ремонта котлов и проведение жидкостного контроля контрольных сварных швов.
- Квалификация раструбного сварного соединения с ограниченным доступом, выполненного электродом 7018 в горизонтальном фиксированном И вертикальном фиксированном положении с фитингом сверху в вертикальном фиксированном положении.
- Тест должен состоять из двух секций трубы толщиной менее 3/16 дюйма.
- Тест будет проверен визуально и PT.
Какие категории сварки могут выполнять сварщики общего обслуживания?
Кат. D, E и F.
Какие еще категории сварных швов могут выполнять сварщики общего обслуживания и каковы требования?
Категория C. В экстренных случаях проверяйте с помощью красителя проникающие раструбные соединения из IPS категории C 2 (размер железной трубы) или меньше.
Каковы требования для достижения NEC 4955?
- Курсы A-701-0025 и A-701-0027
- Аттестация пластин SMAW, сваренных в положениях 3G и 4G. Минимальная толщина листа 3/8 дюйма.
- Квалификация труб SMAW для позиций 2G и 5G. Труба должна иметь размер NPS 2 1/2 дюйма и толщину стенки 3/8 дюйма или более.
- Квалификационные испытания труб GTAW в положениях 2G и 5G с конструкцией соединения P-73 или P-74.
- Все тесты рентгенографически проверены при комнатной температуре.
Когда аварийное состояние угрожает жизни или судну, кто определяет действия по ремонту?
Командир
Кому сообщается о ремонтных работах после того, как они приняты и завершены?
Type Commander и NAVSEA
Какой ток запрещен при какой сварке?
Переменный ток
Дуговая сварка защищенным металлом
Какие обстоятельства препятствуют сварке на смачиваемых поверхностях?
- Если требуется предварительный нагрев, когда вода, масло или аналогичные материалы находятся на другой стороне, необходимо сварить.
- Менее 1/4 дюйма основного материала между зоной сварки и стороной, контактирующей с жидкостью.
Какая минимальная температура предварительного нагрева рекомендуется для смачиваемых поверхностей?
60 градусов по Фаренгейту
15,6 градусов по Цельсию
Мелки для индикации температуры какого типа, содержащие элементы, загрязняющие сварку, использовать нельзя?
- Свинец
- Сера
- Цинк
- Кадий
- Ртуть
Какой номер федеральной классификации запасов для термоиндикаторов?
Какие проблемы возникают при перегреве переходных соединений между сталью и алюминием, соединенных биметаллическим соединением?
Деградация
Какую максимальную температуру не должны превышать площади склеивания??
400 градусов или максимальная межпроходная температура, в зависимости от того, что меньше.
Какой тип сварных швов не следует наплавлять на сварные швы, выполненные аустенитными или цветными электродами?
Ферритные сварные швы
Какие типы отливок не должны выполняться без одобрения NAVSEA??
Горячее или холодное формование отливок
Как готовят и сваривают конструкции с двойным скосом?
- Скошить одну сторону соединения перед сваркой.
- Заглубление корня шва на второй стороне после того, как на первой стороне будет наплавлено достаточное количество металла шва.
При каких обстоятельствах можно повторно использовать существующий фитинг с уменьшенной глубиной раструба соединений P-14 и P-15?
- Зазор между концами трубы должен составлять максимум от 1/32 до 1/16 дюйма.
- Диаметральный зазор между трубой и фитингом составляет 0,025 дюйма или меньше, размер L может быть уменьшен на 50 процентов.
- Диаметральный зазор больше 0,025 дюйма, но в пределах 0,065 дюйма размер L может быть уменьшен на 25 процентов.
Какая глубина зенковки для ремонта от Р-73 до Р-76, которые были вырезаны и переоборудованы?
Минимум 1/8 дюйма
Какая публикация регламентирует пайку всех труб?
NAVSEA 0900-LP-001-7000 Изготовление и проверка паяных трубопроводных систем
Какой тип сварки используется только для сварных швов категории F?
Сварка сопротивлением
Как определить допустимое количество ремонтных циклов для соединений труб P-3a и P-3b?
- Предположим, что стыки труб P-3a были отремонтированы один раз во время первоначального строительства.
- Соединения труб P-3b не требуют такого внимания.
Что вызывает протекание тока?
Разница в электрическом потенциале между любыми двумя местами.
Что можно использовать в качестве замены стали специальной обработки (STS) на надводных кораблях, когда имеющиеся запасы STS ограничены?
HY-100 Сталь
Что можно использовать вместо HY-80 там, где требуется баллистическая защита?
Сталь HY-80
Сталь HY-100
Какой тип наполнителя используется для конструкций, изготовленных из алюминиевого сплава 6061-T6?
Тип 4043
Тип 5xxx
Что требует управления предварительным нагревом и промежуточным проходом на стальных куполах сонара?
Толщина обшивки и толщина опорного стержня в месте ремонта.
Когда применяется процедура негерметичности механически скрепленных швов?
Только аварийный ремонт.
Какая часть корабля, протекающая через механически скрепленный шов, никогда не будет использоваться?
Отсутствие срезных, скатных или скуловых кольев в пределах 3/5 длины миделя
Когда используется метод наложения для блокировки трещин?
Аварийные условия только для стали обычной прочности, стали повышенной прочности или стали STS.
Где нужно просверлить отверстие, чтобы остановить трещину?
Через обшивку в конце трещины.
Где запрещена сварка, если речь идет о трещине?
Отсутствие сварки на трещине или в пределах 1/2 дюйма от отверстия.
Как обеспечить удовлетворительный сварочный ремонт корродированных поверхностей?
Отшлифовать корродированную поверхность до состояния прочного металла.
Что является альтернативой шлифовке корродированных поверхностей?
Абразивоструйная очистка до белого металла, если выполняются требования.
При каком пределе уменьшения толщины будет запрещен ремонт путем наплавки корродированных пластин?
Превышение первоначальной толщины на 45 %.
При каких измерениях область коррозии считается ямкой?
2 дюйма или менее в диаметре перед подготовкой к сварке.
Изолированные ямки подлежат ремонтной сварке, если остаточная толщина листа под ямкой составляет _____ ?
1/4 дюйма или больше
Какова температура предварительного нагрева материала с числом твердости по Бринеллю более 192?
150 градусов перед сваркой
Высокопрочная сталь какой толщины должна быть проверена на твердость по Бринеллю?
Толщина 3/4 дюйма
Каковы требования к близости для механически закрепленных швов?
Порезы, которые пересекаются или выходят на 6 дюймов в пределах механически закрепленных швов, крепежные детали должны быть удалены и заменены на 6 дюймов от кромки сварного шва.
Или механически скрепленные шов и застежки должны быть проверены на герметичность.
Что такое сварка в сухой камере?
Метод гипербарической подводной сварки, при котором сварка производится в сухой среде, обеспечиваемой камерой, установленной над свариваемым соединением.
Вода вытесняется из камеры давлением окружающего воздуха.
Что такое подводная сварка?
Как мокрая сварка, так и сварка в сухой камере.
Для каких сталей разрешена сварка в сухой камере?
Обычная сталь, сталь повышенной прочности и эквивалентная стружка из углеродистой стали толщиной менее 2 дюймов.
На какой максимальной глубине можно проводить подводную сварку?
50 футов
Каковы интервалы калибровки калиброванных манометров?
Не более 6 месяцев.
Какое единственное предприятие
может выполнять подводную сварку?
IMA или верфи
Какой ток нельзя использовать для подводной сварки?
Переменный ток
Квалификация для подводной сварки должна проводиться в сухой камере, погруженной в воду при равном эквивалентном давлении?
23-50 футов
На каком расстоянии необходимо проводить частичную проверку округлости корпусных конструкций подводных лодок?
Проверка должна производиться как можно ближе к обрезаемым рамам, но не дальше 6 дюймов.
В какие сроки необходимо отправить отчет о запросе на отъезд в NAVSEA после проведения измерений?
Не позднее, чем за 3 недели до переустановки корпуса.
Зачем делать надрезы в существующих сварных швах на конструкции прочного корпуса подводной лодки?
Чтобы избежать ненужного множества сварных швов в конструкции прочного корпуса.
Какой тип стали вызывает серьезные проблемы при использовании в сварных швах с проплавлением прочного корпуса?
Сталь, содержащая 0,20%
HY 80, HY 100 бар, легированные стали 8620, 8630 и 4130
Каковы требования к пробитию прочного корпуса, если сталь содержит более 0,20% углерода?
Приварка к оболочке прочного корпуса HY-80/100 с полным проплавлением.
Что считается избыточным содержанием углерода и не может использоваться для проходки прочного корпуса?
0,30% или более
Когда не требуется наплавка для проходок, приваренных к высокопрочной стали?
Если число пенетрации по Бринеллю меньше 190
На каком расстоянии следует осматривать механически скрепленные соединения сварных закладок и стыков? Что вы проверяете?
2 фута
Плохой контакт головки
Ремонт сварных швов до полного провара или 100% сварных швов в HY-80, HY-100 или STS, где глубина ремонта превышает 1/4T Каким методом следует проверять?
MT- Магнитные частицы
Какова площадь зоны ремонта, которую необходимо осмотреть, когда речь идет о ремонте сваркой корродированных конструкций?
Осмотр должен проходить на 3 дюйма за пределы зоны ремонта 1/4T.
Каковы требования к проверке всех проплавляющих или линейных установочных швов на подводных лодках в оболочке прочного корпуса независимо от размера?
MT контроль после каждого слоя сварки.
Окончательная проверка МТ после 7-дневного ожидания.
Проверки жесткого резервуара (HY-80/HY-100) могут исключить гидростатические испытания при ремонте сварных швов на основании каких критериев?
Ремонт сварных швов длиной 18 дюймов или менее.
Глубина не более 1/8 дюйма.
Угловые сварные швы
Частичное проплавление длиной менее 18 дюймов или компоненты диаметром 6 дюймов или менее.
В каких случаях гидростатические испытания на подводных лодках не требуются, когда речь идет о ремонте сварными швами царапин и питтингов?
— Не превышать 10% площади любой панели или более 100 дюймов для любой отдельной области
Расстояние между кромками любого смежного ремонта сварных швов должно быть не менее 12 дюймов
При ремонте оболочки прочного корпуса, который был инспекцией RT/UT, при превышении какой глубины должно быть проверено расстояние какой величины за пределами площади сварка?
1/4 дюйма в глубину
3 дюйма за пределами зоны повторной сварки
Каковы критерии приемлемости сварных швов, проверенных в эксплуатации?
Контроль RT – сварные швы без трещин
Контроль UT (угловые балки) – Отсутствие разрывов, которые стали больше из-за новой сварки.
Каков процесс контроля для MT/испытания проникающей жидкостью для проверенных в эксплуатации сварных швов с полным проплавлением в оболочке прочного корпуса HY-80/HY-100 с глубиной ремонта менее или равной 1/3T?
Осмотрите не менее 6 дюймов за каждым концом быстрорежущего в пределах тех же сварных швов на ремонтной поверхности ремонт более 1/3Т и в том числе 2/3Т?
Осмотрите как минимум 6 дюймов за каждым концом ремонтируемого участка с теми же сварными швами на ремонтируемой поверхности на предмет беспокоящего ремонта и противоположной поверхности.
Каков процесс проверки для MT/испытания проникающей жидкостью для проверенных в эксплуатации сварных швов с полным проплавлением в оболочке корпуса HY-80/HY-100 с глубиной ремонта более 2/3T, включая повторную сварку проверенных в эксплуатации сварных швов?
Осмотрите не менее 6 дюймов за каждым концом ремонтируемого участка с теми же сварными швами на ремонтируемой поверхности на предмет беспокоящего ремонта и противоположной поверхности.
Когда необходимы дополнительные требования для ремонта более 2/3T, включая повторную сварку проверенных в эксплуатации сварных швов?
Если эксплуатация подтвердила, что сварные швы с полным проплавлением оболочки прочного корпуса находятся в пределах 3 дюймов от
Недавно установленные сварные швы с полным проплавлением оболочки прочного корпуса
Ремонт сварных швов оболочки прочного корпуса, которые превышают общую глубину выемки грунта на 2/3 т
Что такое процесс проверки для MT / испытание проникающей жидкостью для проверенных в эксплуатации сварных швов с полным проплавлением в оболочке прочного стального корпуса высокого давления с глубиной ремонта менее или равной 1/3T?
MT — осмотрите как минимум 6 дюймов за каждый конец ремонтируемого участка с тем же сварным швом на ремонтируемой поверхности.
PT — То же, что и выше, за исключением 3 дюймов
Каков процесс контроля для MT/испытания проникающей жидкостью для подтвержденных эксплуатацией сварных швов с полным проплавлением в корпусе прочного стального корпуса высокого давления с глубиной ремонта более 1/3T?
MT — осмотрите не менее 6 дюймов за каждым концом ремонтируемого участка с одинаковым сварным швом на ремонтируемой и противоположной поверхностях.
PT — То же, что и выше, за исключением 3 дюймов
Что используется для идентификации трубопроводов на корабле?
Цвета
Mil Std 101 Цветовой код для трубопроводов и газовых баллонов Cimoressed
Когда не следует использовать кислородные баллоны при сварке и резке?
Когда давление падает ниже 25 фунтов/кв. дюйм.
Как вы перемещаете цилиндры вручную?
Наклоняйте и вращайте нижние края.
Резьба на выходных отверстиях кислородного регулятора, соединениях шлангов и входных отверстиях клапана горелки в каком направлении?
Правостороннее исполнение
Какое направление резьбы на выходных отверстиях ацетиленового регулятора, шланговых соединениях и входных отверстиях клапана горелки?
Левша
Как происходит открытие и использование ацетилена?
Медленно открывайте ацетилен, пока кислород закрыт. Зажгите пламя, затем отрегулируйте пламя, открыв кислород.
Когда разрешена GTAW высокочастотного переменного тока?
Для инициирования GTAW и непрерывного наложенного тока во время AC GTAW алюминиевого сплава.
Какой тип тока запрещен при дуговой сварке защищенным металлом?
Торий природный _______.
Радиоактивный
Что такое огневые работы?
Нагрев пламенем, сварка, резка газовой горелкой, пайка или строжка угольной дугой
Любая операция, при которой температура превышает 400 градусов
Что такое огневые работы класса 1?
Пламенная резка
Сварка
Плазменная резка
Дуговая резка и строжка
Электродуговая сварка
Термическое напыление
Что такое огневые работы класса 2?
Приварка шпилек
GTAW
Горючая пайка
Шлифование черных металлов абразивными дисками
Электрический нагрев полосы для предварительного нагрева металла до 400 градусов
На какое расстояние перемещать горючие вещества от огневых работ?
35 футов
Каковы требования пожарной охраны класса 1?
Пожарные дежурят, когда проводятся огневые работы.
Пост пожарной охраны Через 30 мин после окончания огневых работ.
Каковы требования пожарной охраны класса 2?
DCA или начальник отдела пожарной охраны определяют потребность на основе осмотра рабочего места.
Какое максимальное количество горячих рабочих может наблюдать одна пожарная вахта?
4 разнорабочих.
Изоляция корпуса корабля должна быть удалена, если она находится близко к месту проведения огневых работ?
12 дюймов или меньше.
Какие номера затемнения у линз для сварки SMAW?
10,12 и 14
Увеличивается с толщиной электродов
Что такое инертная сварка цветных линз количество оттенков?
Что такое номер заштрихованной линзы для инертной сварки?
Что такое легкая резка до 1 дюйма, средняя резка от 1 дюйма до 6 дюймов и тяжелая резка 6 дюймов или более?
Легкая резка — от 3 до 4
Средняя резка — от 4 до 5
Тяжелая резка — от 5 до 6
Что такое дуговая строжка и воздушная резка с затемненными линзами?
Что такое пайка и пайка заштрихованными линзами?
Пайка — 2
Пайка — от 3 до 4
Что такое газовая сварка с легкими, средними и тяжелыми заштрихованными линзами?
Легкий до 1/8 дюйма — от 4 до 5
Средний от 1/8 до 1/2 — от 5 до 6
Тяжелый 1/2 или более — от 6 до 8
Понимание ультразвуковой сварки ВИД
Рисунок 1
Хотя средства, с помощью которых вибрации в клиновидной системе и отличаются от системы с боковым приводом, получаются те же самые результаты.
Ультразвуковые колебания используются для сварки металлов и пластмасс с 19 века.50-е годы. Для ультразвуковой сварки металлов твердотельный характер процесса, а также другие преимущества привели к широкому применению в электронной, автомобильной, аэрокосмической, бытовой и медицинской промышленности. Различные особенности ультразвуковой сварки металлов, а также последние тенденции в разработке процессов ведут к более широкому использованию этого процесса в ряде отраслей промышленности.
Системы ультразвуковой сварки
При ультразвуковой сварке ультразвуковые колебания создают относительное движение, подобное трению, между двумя поверхностями, удерживаемыми вместе под давлением. Движение деформирует, сдвигает и сглаживает локальные неровности поверхности, рассеивая оксиды и загрязняющие вещества на границе раздела, чтобы обеспечить контакт металла с металлом и сцепление между поверхностями. 1, 2 Процесс является твердофазным, т. е. протекает без плавления или плавления основных металлов.
На рис. 1 изображены два основных типа систем, используемых для ультразвуковой сварки металлов, а также подробно показано локальное поведение в зоне сварки. Система бокового привода включает ультразвуковой преобразователь, усилитель и рупор/сонотрод. Источник питания подает высокочастотную электрическую энергию на пьезоэлектрический преобразователь, создавая высокочастотную механическую вибрацию на конце преобразователя. Типичная рабочая частота составляет 20 кГц, но возможна частота 30 кГц и выше. Эта вибрация передается через усилительную секцию, которая может быть предназначена для усиления вибрации, а затем передается на рупор/сонотрод, который передает вибрации на заготовки.
ЩЕЛКНИТЕ НА ИЗОБРАЖЕНИИ, ЧТОБЫ УВЕЛИЧИТЬ его
Рис. 2a
Показанная здесь сварочная система с боковым приводом подает высокочастотную электрическую энергию на пьезоэлектрический преобразователь, создавая высокочастотную механическую вибрацию на конце преобразователя. Фото предоставлено EWI.
Заготовки, обычно два тонких листа металла в простом соединении внахлестку, прочно зажимаются между сонотродом и жесткой наковальней под действием статической силы. Верхняя заготовка прижимается к движущемуся сонотроду за счет рифленого рисунка на поверхности сонотрода. Точно так же нижняя заготовка прижимается к наковальне с помощью рифленого узора на наковальне. Ультразвуковые колебания сонотрода, которые параллельны поверхностям заготовки, создают относительное движение, подобное трению, между поверхностью раздела заготовок, вызывая деформацию, сдвиг и сплющивание неровностей, отмеченных ранее.
Компоненты сварочной системы размещены в корпусе, который захватывает сварочную сборку в критических точках, чтобы не гасить ультразвуковые колебания и обеспечивать возможность приложения силы и перемещения сборки для приведения сонотрода в контакт с заготовки и применить статическую силу. Пример сварочного аппарата с боковым приводом показан на рис. 2A .
Второй тип системы ультразвуковой сварки металлов известен как клин-язычок. Ключевым элементом этой системы является пьезоэлектрический преобразователь, приводящий в действие бустер, который называется клином из-за его характерной формы (но в остальном играет ту же роль, что и ранее описанный бустер). Затем клин приводит вертикальный стержень (трость) в изгибную вибрацию. Затем вибрация на конце берда передается через сонотрод на берде на заготовки (см. 9).0003 Рисунок 2B ).
Расположение заготовки аналогично системе бокового привода — она зажимается между сонотродом и наковальней под действием статической силы. Наковальня клино-язычковой системы не жесткая (как при боковом приводе), а предназначена для небольшого изгиба под действием ультразвуковых колебаний. Хотя способ, которым вибрации производятся в язычковом клине, отличается от бокового привода, результаты те же: вибрационное движение сонотрода, параллельное поверхностям заготовки, создает относительное движение, подобное трению в заготовках. интерфейс.
Это видно при более детальном рассмотрении зоны сварки ( Рисунок 1 ), который показывает, что две системы производят одинаковый эффект в зоне сварного соединения тонкой области пластически деформированного материала, где твердое тело между заготовками произошло соединение без расплавления материалов.
Системы ультразвуковой сварки аналогичны устройствам для точечной сварки, поскольку они обеспечивают соединение на небольшой площади деталей (обычно порядка 40 мм 2 ). Также возможно производить ультразвуковой сварной шов путем непрерывного проката твердого диска с ультразвуковой вибрацией по заготовкам. Другие типы систем ультразвукового соединения включают крутильные колебания и ультразвуковое микросоединение, широко используемые в электронной промышленности для соединения тонких проводов со схемами и микросхемами, где размеры сварных швов составляют порядка 0,150 мм 2 .
Параметры ультразвуковой сварки
ЩЕЛКНИТЕ НА ИЗОБРАЖЕНИИ, ЧТОБЫ УВЕЛИЧИТЬ его
Рисунок 3a
Фото предоставлено Sonobond Corp. и оснастка.
Ультразвуковая частота. Ультразвуковые сварочные преобразователи предназначены для работы на определенной частоте от 15 до 300 кГц для различных систем и приложений. Большинство систем сварки металлов работают на частоте от 20 до 40 кГц, причем 20 кГц является наиболее распространенной частотой.
Амплитуда вибрации. Амплитуда вибрации сварочного наконечника напрямую связана с энергией, подводимой к сварному шву. Амплитуды ультразвуковых колебаний довольно малы — 10, 30 или 50 микрон на сварном шве и редко превышают 100 микрон (примерно 0,004 дюйма). В некоторых сварочных системах амплитуда является зависимой переменной; то есть это связано с мощностью, приложенной к системе. В других системах амплитуда является независимой переменной, которую можно задавать и контролировать в источнике питания через систему управления с обратной связью.
Статическая сила. Сила, действующая на заготовку через сварочный наконечник и наковальню, создает тесный контакт между противоположными поверхностями, когда начинаются колебания сварного шва. Величина усилия, которая зависит от материалов и толщин, а также размеров получаемого шва, может составлять от десятков до тысяч ньютонов. Например, для сварки 40 мм 2 в алюминии серии 6000 может потребоваться усилие 1500 Н, в то время как 10 мм 2 сварных швов в листе мягкой меди толщиной 0,5 мм может потребовать только 400 Н.
Сила, энергия и время. Несмотря на то, что параметры мощности, энергии и времени указаны как отдельные параметры сварки, их лучше всего рассматривать вместе, поскольку все они тесно связаны между собой. Когда выполняется сварка, напряжение и ток от источника питания создают электрическую энергию, которая поступает на преобразователь во время цикла сварки. Подведенная энергия представляет собой площадь под кривой мощности сварки. Большинство источников сварочного тока оцениваются по пиковой мощности, которую они могут обеспечить, и она варьируется от нескольких сотен ватт до нескольких киловатт. Установлено, что в большинстве случаев время сварки составляет менее одной секунды. Исходя из постоянной выходной мощности, 0,4-секундный сварной шов от сварщика мощностью 2 кВт выделит 800 Дж энергии.
Материалы. Охватывает широкий спектр вопросов и параметров, связанных с ультразвуковой сваркой металлов. Во-первых, это тип материала или комбинация материалов. Было обнаружено, что большинство материалов и комбинаций материалов в той или иной степени пригодны для сварки, хотя для большинства из них обычно отсутствуют данные о конкретных параметрах сварки и характеристиках. Свойства материала, включая модуль, предел текучести и твердость, являются ключевым фактором.
Вообще говоря, мягкие сплавы, такие как алюминий, медь, никель, магний, золото, серебро и платина, легче всего свариваются ультразвуком. Более твердые сплавы, такие как титан, железо и сталь, аэрокосмические сплавы на основе никеля и тугоплавкие металлы (молибден и вольфрам) сложнее.
Характеристики поверхности материала — еще один параметр, включающий отделку, оксиды, покрытия и загрязнения.
Геометрия детали. Форма свариваемых деталей играет важную роль, доминирующим фактором является толщина детали. Вообще говоря, тонкие детали имеют больше шансов на успешную ультразвуковую сварку. Увеличение толщины детали, в частности части, контактирующей со сварочным наконечником, требует большей площади сварочного наконечника, большей статической силы и более высокой мощности сварки. Максимально достижимая толщина будет зависеть от материала и доступной мощности источника сварочного тока.
Инструменты. Инструмент, состоящий из сонотрода/сварочного наконечника и наковальни, служит для поддержки деталей и передачи ультразвуковой энергии и статической силы. В большинстве случаев наконечник инструмента обрабатывается как неотъемлемая часть цельного сонотрода (см. , рисунок 2A ), но в некоторых случаях используются съемные наконечники инструмента. Контактные поверхности инструментов обычно имеют механически обработанные рифленые узоры канавок и площадок или другую шероховатость поверхности для улучшения захвата заготовки.
В то время как контактные поверхности наконечника сварного шва и наковальни обычно плоские, наконечник сварного шва может иметь небольшую выпуклость для изменения контактных напряжений.
Ultrasonic Welding Applications
CLICK ON IMAGE FOR LARGER VIEW
Figure 3e
Photo courtesy of Dukane Corp.
Applications for ultrasonic welding are found in the electrical/electronic, automotive, aerospace, appliance, и медицинской промышленности. В настоящее время наиболее широкое применение в этих отраслях промышленности связано со сплавами меди, алюминия, магния и связанных с ними более мягких металлов, включая золото и серебро. Некоторые примеры:
- Соединения медных проводов в якорях двигателя ( Рисунок 3A ).
- Жгуты проводов, которые распределяют электрические сигналы и питание по всей конструкции кузова автомобиля и требуют множества ответвлений и объединений плетеных и одножильных проводов различных размеров. Аналогичные приложения, хотя и в меньшем масштабе, можно найти в производстве бытовой техники (, рис. 3B, ).
- Упаковочные изделия, требующие ультразвуковой сварки, торсионной или обычной точечной сварки. Сварка кручением используется для герметизации многих типов цилиндрических емкостей, содержащих высокореакционное или чувствительное к теплу содержимое, а также для приварки шпилек ( Рисунок 3C ).
- Соединения в батареях и топливных элементах из тонких медных, никелевых или алюминиевых пластин, слоев фольги или металлических сеток и пенопластов. Рисунок 3D представляет собой аккумуляторную батарею, запаянную шовной сваркой, включая крепление клемм. Шовная сварка также широко используется для герметичного сшивания пищевых и кулинарных пакетов из фольги и для сращивания рулонов фольги при их изготовлении.
- Несколько тонких пленок, позволяющих комбинировать тонкую и толстую фольгу ( Рисунок 3E ). Простая электрическая заделка точечной сваркой показана на рис. 3F , а медные контакты на клеммной пластине показаны на рис. 3G .
Будущее ультразвуковой сварки
Будущая тенденция использования ультразвуковой сварки связана с конструкционными автомобильными и аэрокосмическими приложениями для соединения тонколистового алюминия и других легких металлов. Осуществимость процесса была продемонстрирована для закрывающих панелей как на вертолетах, так и на самолетах.
Разрабатываются более мощные сварочные установки мощностью 5 кВт и выше. Это позволит сваривать более сложные материалы и более толстые соединения.
Исследования, ведущие к лучшему пониманию этого процесса сварки, проводятся в нескольких промышленных и университетских лабораториях для определения всего спектра материалов и приложений, которые реально могут быть соединены. Некоторый прогресс достигается в конфигурациях суставов, помимо наиболее распространенных соединений внахлестку; в качестве примера сообщалось о достижении стыковых сварных швов. Более широкое использование технологических датчиков может позволить контролировать и улучшать качество соединения.
Недавно появившееся применение ультразвуковой сварки — аддитивное производство, при котором тонкие металлические ленты свариваются вместе с чередующимися операциями механической обработки для производства цельнометаллических деталей. Это приложение может иметь специальное применение в области быстрого прототипирования.
Преимущества
- Сварка тонких и толстых комбинаций материалов.
- Отлично подходит для Al, Cu и других материалов с высокой теплопроводностью, которые часто трудно соединить процессами плавления.
- Сваривает оксиды и загрязнения, что является атрибутом действия, подобного трению на границе раздела.
- Твердотельный процесс, который не плавит материалы.
- Успешно соединяет множество комбинаций разнородных материалов.
- Сварка без присадочных металлов или газов.
- Быстро и легко автоматизируется.
Недостатки
- Ограничено суставами внахлестку.
- Ограничена по толщине шва.
- Сложная работа с высокопрочными материалами высокой твердости.
- Подлежит деформации материала под оснасткой.
- Может создавать слышимый шум из-за резонанса деталей.
- Процесс, незнакомый многим инженерам.
Д-р Карл Графф — технический лидер в области ультразвука, а Мэтт Блосс — инженер проекта в Институте сварки Эдисона, 1250 Arthur E. Adams Drive, Columbus, OH 43221, 614-688-5000, [email protected].
Риски рака среди сварщиков и случайных сварщиков в национальном когортном исследовании населения: Канадская перепись населения, когорта здоровья и окружающей среды
1. Husgafvel-Pursiainen K, Siemiatycki J. Сварочные дымы при определении исследовательских потребностей для определения канцерогенности высокоприоритетных канцерогенов IARC. Лион, Франция: Международное агентство по изучению рака (IARC), 2009 г. Технический отчет №: 42. с. 40–9.
2. Международное агентство по изучению рака (IARC) vol. 49. МАИР; Лион, Франция: 1990. Монографии МАИР по оценке канцерогенных рисков для человека. Хром, никель и сварка. 677 стр. [Академия Google]
3. ‘т Маннетье А., Бреннан П., Заридзе Д., Шеженя-Добровска Н., Руднай П., Лиссовска Дж., Фабианова Э., Кэссиди А., Матес Д., Бенцко В., Форетова Л. ., Janout V., Fevotte J., Fletcher T., Boffetta P. Сварка и рак легких в Центральной и Восточной Европе и Соединенном Королевстве. Am J Эпидемиол. 2012; 175:706–714. [PubMed] [Google Scholar]
4. Мулен Дж.Дж. Метаанализ эпидемиологических исследований рака легких у сварщиков. Scand J Work Environment Health. 1997; 23:104–113. [PubMed] [Академия Google]
5. Симонато Л., Флетчер А.С., Андерсен А., Андерсон К., Беккер Н., Чанг-Клод Дж., Ферро Г., Герин М., Грей С.Н., Хансен К.С. Историческое проспективное исследование европейских сварщиков нержавеющей стали, мягкой стали и судостроительных заводов. Br J Ind Med. 1991; 48: 145–154. [Бесплатная статья PMC] [PubMed] [Google Scholar]
6. Сью С.С., Кауппинен Т., Кюйронен П., Хейккила П., Пуккала Э. Воздействие железа и сварочного дыма и риск рака легких. Scand J Work Environment Health. 2008; 34: 444–450. [PubMed] [Академия Google]
7. Pukkala E., Martinsen J.I., Lynge E., Gunnarsdottir H.K., Sparén P., Tryggvadottir L., Weiderpass E., Kjaerheim K. Профессия и последующее наблюдение за раком 15 миллионов человек в пяти странах Северной Европы. Акта Онкол. 2009; 48: 646–790. [PubMed] [Google Scholar]
8. Jockel K.H., Ahrens W., Pohlabeln H., Bolm-Audorff U., Muller K.M. Риск рака легких и сварка: результаты исследования случай-контроль в Германии. Am J Ind Med. 1998; 33: 313–320. [PubMed] [Google Scholar]
9. Кендзия Б., Беренс Т., Джокель К.Х., Семятицкий Дж., Кромхаут Х., Вермеулен Р., Петерс С., Ван Гелдер Р., Олссон А., Бруске И. , Вичманн Х.Е., Штукер И., Гуида Ф., Тардон А., Мерлетти Ф., Мирабелли Д. , Ричиарди Л., Поллабельн Х., Аренс В., Ланди М.Т., Капорасо Н., Консонни Д., Заридзе Д. , Шесеня-Дабровска Н., Лиссовска Дж., Густавссон П., Маркус М., Фабианова Э., т Маннетье А., Пирс Н., Це Л.А., Ю И.Т., Руднай П., Бенцко В., Янут В. , Матес Д., Форетова Л., Форастьер Ф., Маклафлин Дж., Демерс П., Буэно-де-Мескита Б., Боффетта П., Шуз Дж., Страйф К., Пеш Б., Брюнинг Т. Сварка и рак легких в объединенном анализе исследований случай-контроль. Am J Эпидемиол. 2013; 178:1513–1525. [Бесплатная статья PMC] [PubMed] [Google Scholar]
10. Лерхен М.Л., Виггинс С.Л., Самет Дж.М. Рак легких и профессия в Нью-Мексико. J Natl Cancer Inst. 1987; 79: 639–645. [PubMed] [Google Scholar]
11. Бреслоу Л., Хоаглин Л., Расмуссен Г., Абрамс Х.К. Профессии и курение сигарет как факторы рака легкого. Am J Общественное здравоохранение Здоровье наций. 1954; 44: 171–181. [Бесплатная статья PMC] [PubMed] [Google Scholar]
12. Ambroise D., Wild P., Moulin J.J. Обновление метаанализа рака легких и сварки. Scand J Work Environment Health. 2006; 32:22–31. [PubMed] [Академия Google]
13. Шегрен Б., Хансен К.С., Кьюус Х., Перссон П.Г. Воздействие сварочного дыма из нержавеющей стали и рак легких: метаанализ. Оккупируйте Окружающая среда Мед. 1994; 51: 335–336. [Бесплатная статья PMC] [PubMed] [Google Scholar]
14. Антонини Дж. М. Влияние сварки на здоровье. Критический преподобный Toxicol. 2003; 33: 61–103. [PubMed] [Google Scholar]
15. Kjuus H., Skjaerven R., Langard S., Lien J.T., Aamodt T. Референтное исследование рака легких, профессионального воздействия и курения. I. Сравнение информации о профессии, основанной на названии и экспозиции. Scand J Work Environment Health. 1986;12:193–202. [PubMed] [Google Scholar]
16. Международное агентство по изучению рака (IARC). Агенты, классифицированные монографиями IARC, тома 1–113 [Интернет]. Лион, Франция: IARC. 2016 [цитировано 7 апреля 2016 г.]. Доступно по адресу: http://monographs.iarc.fr/ENG/Classification/.
17. Уорд Э.М., Шульте П.А., Страйф К., Хопф Н.Б., Колдуэлл Дж.К., Карреон Т., Демарини Д.М., Фаулер Б.А., Гольдштейн Б.Д., Хемминки К., Хайнс С.Дж., Пурсиайнен К.Х., Куемпель Э., Льютас Дж. , Ланн Р.М., Линге Э., МакЭлвенни Д.М., Мюле Х., Накадзима Т., Робертсон Л.В., Ротман Н., Рудер А.М., Шубауэр-Бериган М.К., Семятицкий Дж., Сильверман Д., Смит М.Т., Сорахан Т., Стинленд К., Стивенс Р.Г., Винейс П., Зам С.Х., Цейзе Л., Кольяно В.Дж. Рекомендации по исследованию некоторых агентов, классифицированных IARC. Перспектива охраны окружающей среды. 2010; 118:1355–1362. [Бесплатная статья PMC] [PubMed] [Google Scholar]
18. Международное агентство по изучению рака (IARC). Отчет консультативной группы по рекомендации приоритетов для монографий IARC на 2015–2019 гг. Лион, Франция: Всемирная организация здравоохранения, 2014 г. Отчет №: 14/002. п. 54.
19. Стинланд К. Десятилетний отчет о смертности среди сварщиков мягких сталей. Scand J Work Environment Health. 2002; 28: 163–167. [PubMed] [Google Scholar]
20. Лауритсен Дж.М., Хансен К.С. Смертность от рака легких у сварщиков нержавеющей и мягкой стали: вложенное референтное исследование. Am J Ind Med. 1996;30:383–391. [PubMed] [Google Scholar]
21. Zeidler-Erdely P.C., Kashon M.L., Battelli L.A., Young S.H., Erdely A., Roberts J.R., Reynolds S.H., Antonini J.M. Воспаление легких и индукция опухоли у восприимчивых к опухоли легких A/J и резистентные мыши C57BL/6J, подвергшиеся воздействию сварочного дыма. Часть клетчатки Toxicol. 2008;5:12. [Бесплатная статья PMC] [PubMed] [Google Scholar]
22. Хайден С.П., Пинкок А.С., Хайден Дж., Тайлер Л.Е., Кросс К.В., Бишоп Дж.М. Респираторные симптомы и легочная функция сварщиков в машиностроении. грудная клетка. 1984;39:442–447. [Бесплатная статья PMC] [PubMed] [Google Scholar]
23. McMillan G.H. Здоровье сварщиков на военно-морских верфях. Риск заболеваний, связанных с асбестом, у сварщиков. J Оккуп Мед. 1983; 25: 727–730. [PubMed] [Google Scholar]
24. Шрам Дж., Шофилд С.Дж., Косгроув М.П., Куллинан П. Сварка, снижение продольной функции легких и хронические респираторные симптомы: систематический обзор когортных исследований. Eur Respir J. 2013; 42:1186–1193. [PubMed] [Академия Google]
25. Беккер Н. Смертность от рака среди сварщиков, подвергающихся воздействию паров, содержащих хром и никель: результаты третьего наблюдения: 1989–1995 гг. J Occup Environ Med. 1999; 41: 294–303. [PubMed] [Google Scholar]
26. Худер С.А. Влияние курения сигарет на основные гистологические типы рака легкого: метаанализ. Рак легких. 2001; 31: 139–148. [PubMed] [Google Scholar]
27. Пеш Б., Кендзиа Б., Густавссон П., Джокель К.Х., Йонен Г., Поллабельн Х., Олссон А., Аренс В., Гросс И.М., Бруске И., Вихманн Х.Э., Мерлетти Ф., Ричиарди Л., Симонато Л., Фортес К., Семятицкий Дж., Парент М.Е., Консонни Д., Ланди М.Т., Капорасо Н., Заридзе Д., Кэссиди А., Шешеня-Дабровска Н., Руднай П., Лиссовска Ю., Штукер И., Фабианова Е., Думитру Р. С., Бенцко В., Форетова Л., Янут В., Рудин С.М., Бреннан П., Боффетта П., Страйф К., Брюнинг Т. Сигарет курение и рак легких – оценки относительного риска для основных гистологических типов на основе объединенного анализа исследований случай-контроль. Инт Джей Рак. 2012;131:1210–1219. [PMC free article] [PubMed] [Google Scholar]
28. Raffn E., Lynge E., Korsgaard B. Заболеваемость раком легких по гистологическим типам среди рабочих асбестоцементных заводов в Дании. Br J Ind Med. 1993; 50:85–89. [Бесплатная статья PMC] [PubMed] [Google Scholar]
29. Mollo F., Piolatto G., Bellis D., Andrion A., Delsedime L., Bernardi P., Pira E., Ardissone F. Воздействие асбеста и гистологические клеточные типы рака легкого в хирургической и аутопсийной сериях. Инт Джей Рак. 1990; 46: 576–580. [PubMed] [Академия Google]
30. Карьялайнен А., Анттила С., Ванхала Э., Вайнио Х. Воздействие асбеста и риск рака легких у городского населения в целом. Scand J Work Environment Health. 1994; 20: 243–250. [PubMed] [Google Scholar]
31. Husgafvel-Pursiainen K., Karjalainen A., Kannio A., Anttila S., Partanen T., Ojajärvi A., Vainio H. Рак легких и воздействие асбеста на работе в прошлом. Роль мутаций p53 и K-ras. Am J Respir Cell и Mol Biol. 1999; 20: 667–674. [PubMed] [Академия Google]
32. CAREX Канада. Сварщики и связанные с ними операторы станков: пакет сводных данных о профессиональном воздействии [Интернет]. Ванкувер, Британская Колумбия. 2015 [цитировано 5 мая 2016 г.]. Доступно по адресу: http://www.carexcanada.ca/CAREX_Welder_Package_July-16-2015.pdf.
33. Яруп Л. Опасности загрязнения тяжелыми металлами. Бр Мед Булл. 2003; 68: 167–182. [PubMed] [Google Scholar]
34. Всемирная организация здравоохранения. Воздействие свинца: главная проблема общественного здравоохранения [Интернет]. Женева, Швейцария: Всемирная организация здравоохранения. 2010 [цитировано 5 мая 2016 г.]. Доступно по адресу: http://www.who.int/ipcs/features/lead..pdf.
35. Дрисколл Т.Р., Кэри Р.Н., Питерс С., Гласс Д.К., Бенке Г., Рейд А., Фричи Л. Австралийское исследование воздействия на рабочем месте: воздействие свинца и соединений свинца на рабочем месте. Энн Оккуп Хайг. 2016;60:113–123. [PubMed] [Google Scholar]
36. Arrandale V.H., Beach J., Cembrowski GS, Cherry N.M. Концентрация металлов в моче женщин-сварщиков. Энн Оккуп Хайг. 2015;59:52–61. [PubMed] [Google Scholar]
37. Pesch B., Haerting J., Ranft U., Klimpel A., Oelschlägel B., Schill W. Профессиональные факторы риска почечно-клеточной карциномы: специфические для агента результаты из случая- контрольное исследование в Германии. Int J Эпидемиол. 2000;29: 1014–1024. [PubMed] [Google Scholar]
38. Международное агентство по изучению рака (IARC), том. 87. МАИР; Lyon: 2006. Монографии IARC по оценке канцерогенных рисков для человека. Неорганические и органические соединения свинца. 506 стр. [Google Scholar]
39. д’Эррико А., Пасиан С., Баратти А., Занелли Р., Альфонзо С. , Джиларди Л., Беатрис Ф., Бена А., Коста Г. Исследование случай-контроль о профессиональных факторах риска синоназального рака. Оккупируйте Окружающая среда Мед. 2009; 66: 448–455. [Бесплатная статья PMC] [PubMed] [Google Scholar]
40. Hernberg S., Westerholm P., Schultz-Larsen K., Degerth R., Kuosma E., Englund A., Engzell U., Hansen H.S., Mutanen P. Рак носа и околоносовых пазух. Связь с профессиональным облучением в Дании, Финляндии и Швеции. Scand J Work Environment Health. 1983; 9: 315–326. [PubMed] [Google Scholar]
Связь тотального рака и рака легких с воздействием кадмия в окружающей среде: метааналитические данные. Рак вызывает контроль. 2015;26:1281–1288. [PubMed] [Академия Google]
42. Феки-Тунси М., Хамза-Чаффаи А. Кадмий как возможная причина рака мочевого пузыря: обзор накопленных данных. Environ Sci Pollut Res Int. 2014;21:10561–10573. [PubMed] [Google Scholar]
43. Международное агентство по изучению рака (IARC), том. 100Д. МАИР; Лион: 2012. Монографии МАИР по оценке канцерогенных рисков для человека. Радиация. 341 стр. [Google Scholar]
44. Williams P.R., Phelka A.D., Paustenbach D.J. Обзор исторического воздействия асбеста на квалифицированных мастеров (1940–2006) J Toxicol Environ Health B Crit Rev. 2007; 10:319–377. [PubMed] [Google Scholar]
45. Wilkins R., Tjepkema M., Mustard C., Choiniere R. Последующее исследование смертности в рамках переписи населения Канады, 1991–2001 гг. Health Rep. 2008; 19:25–43. [PubMed] [Google Scholar]
46. Петерс П.А., Чепкема М., редакторы. 1991–2011 гг. Последующее наблюдение за результатами переписи населения в области здравоохранения. Материалы симпозиума Статистического управления Канады 2010 г. Социальная статистика: взаимосвязь переписей, обследований и административных данных. Статистическое управление Канады; Оттава: 2011. С. 150–156. Каталог 11-522-ХСВ. [Академия Google]
47. Петерс П.А., Чепкема М., Уилкинс Р., Файнс П., Крауз Д.Л., Чан П.С., Бернетт Р. Т. Профиль ресурса данных: когорта переписи населения Канады 1991 года. Int J Эпидемиол. 2013;42:1319–1326. [PubMed] [Google Scholar]
48. Medicode (фирма) Medicode; Солт-Лейк-Сити (Юта): 1996. МКБ-9-КМ: Международная классификация болезней, 9-й пересмотр, клиническая модификация. [Google Scholar]
49. Всемирная организация здравоохранения. 3-е изд. Всемирная организация здравоохранения; Лион, Франция: 2000 г. МКБ-О-3: Международная классификация онкологических болезней. [Академия Google]
50. Ferlay J, Rous B. Глава 4. Гистологические группы. В: Форман Д., Брей Ф., Брюстер Д.Х.М., К.Г., Колер Б., Пинерос М., Стелиарова-Фуше Э., редакторы. Заболеваемость раком на пяти континентах. Научная публикация IARC № 164. Том. X. Лион: Международное агентство по изучению рака; 2014.
51. Статистическое управление Канады. Стандартная профессиональная классификация (SOC). 1991 [Интернет]. Оттава: Статистическое управление Канады. 2014 [цитировано 7 апреля 2016 г.]. Доступно по адресу: http://www23. statcan.gc.ca/imdb/p3VD.pl?Function=getVD&TVD=143375.
52. Vallières E., Pintos J., Lavoué J., Parent M.-E., Rachet B., Siemiatycki J. Воздействие сварочного дыма увеличивает риск рака легких среди малокурящих, но не среди заядлых курильщиков: данные двух исследования случай-контроль в Монреале. Рак Мед. 2012; 1:47–58. [Бесплатная статья PMC] [PubMed] [Google Scholar]
53. Статистическое управление Канады. Стандартная отраслевая классификация – предприятия (SIC-E) 1980. [Интернет]. Оттава: Статистическое управление Канады. 2014 [цитировано 7 апреля 2016 г.]. Доступно по адресу: http://www23.statcan.gc.ca/imdb/p3VD.pl?Function=getVD&TVD=53446.
54. Роллан П., Грамон К., Лакур А., Астуль П., Чамминг С., Дюкамп С., Френей К., Галато-Салле Ф., Ильг А.Г., Имбернон Э., Ле Станг Н., Pairon J.C., Goldberg M., Brochard P. Профессии и отрасли во Франции с высоким риском развития мезотелиомы плевры: популяционное исследование случай-контроль (1998–2002 гг.) Am J Ind Med. 2010;53:1207–1219. [PubMed] [Google Scholar]
55. Pezzotto S.M., Poletto L. Профессия и гистопатология рака легких: исследование случай-контроль в Росарио, Аргентина. Am J Ind Med. 1999;36:437–443. [PubMed] [Google Scholar]
56. Бродкин К.А., Маккалоу Дж., Стовер Б., Бальмес Дж., Хаммар С., Оменн Г.С., Чековей Х., Барнхарт С. Доля происхождения и гистологический тип ассоциированного рака легкого с воздействием асбеста в исследовании эффективности каротина и ретинола (CARET) Am J Ind Med. 1997; 32: 582–591. [PubMed] [Google Scholar]
57. Эррен Т.С., Якобсен М., Пекарски С. Синергия между асбестом и курением при риске рака легких. Эпидемиология. 1999; 10:405–411. [PubMed] [Академия Google]
58. Аминян О., Сабури А., Мохсени Х., Акбари Х., Чавоши Ф., Акбари Х. Профессиональный риск рака мочевого пузыря среди иранских рабочих-мужчин. Урол Энн. 2014; 6: 135–138. [Бесплатная статья PMC] [PubMed] [Google Scholar]
59. Cordier S., Clavel J., Limasset J.C., Boccon-Gibod L., Le Moual N. , Mandereau L., Hemon D. Профессиональные риски рака мочевого пузыря во Франции: многоцентровое исследование случай-контроль. Int J Эпидемиол. 1993; 22: 403–411. [PubMed] [Google Scholar]
60. Gaertner R.R., Trpeski L., Johnson K.C. Исследование случай-контроль профессиональных факторов риска рака мочевого пузыря в Канаде. Рак вызывает контроль. 2004; 15:1007–1019.. [PubMed] [Google Scholar]
61. Мелкильд А., Лангард С., Андерсен А., Тоннессен Дж.Н. Заболеваемость раком среди сварщиков и других рабочих на норвежской верфи. Scand J Work Environment Health. 1989; 15: 387–394. [PubMed] [Google Scholar]
62. Беккер Н., Чанг-Клод Дж., Френтцель-Бейме Р. Риск рака для дуговых сварщиков в Федеративной Республике Германии: результаты второго наблюдения (1983–88) Br J Ind Med. 1991; 48: 675–683. [PMC бесплатная статья] [PubMed] [Google Scholar]
63. Ильясова Д., Шварц Г.Г. Кадмий и рак почки. Toxicol Appl Pharmacol. 2005;207:179–186. [PubMed] [Google Scholar]
64. Song J., Luo H., Yin X., Huang G., Luo S., Lin du R., Yuan DB, Zhang W., Zhu J. Связь между воздействием кадмия и риск рака почки: метаанализ обсервационных исследований. Научный доклад 2015; 5:17976. [Бесплатная статья PMC] [PubMed] [Google Scholar]
65. Даниэльсен Т.Е., Лангард С., Андерсен А. Заболеваемость раком среди сварщиков и других рабочих верфи с информацией о предыдущем трудовом стаже. J Occup Environ Med. 2000;42:101–109. [PubMed] [Академия Google]
66. Канадское онкологическое общество. Канадская статистика рака, 2015 г. [Интернет]. Торонто: Канадское онкологическое общество. 2015 [цитировано 22 ноября 2016 г.]. Доступно по адресу: https://www.cancer.ca/∼/media/cancer.ca/CW/cancer%20information/cancer%20101/Canadian%20cancer%20statistics/Canadian-Cancer-Statistics-2015-EN.pdf.
67. Koné Pefoyo A.J., Genesove L., Moore K., Del Bianco A., Kramer D. Изучение полезности реестров профессионального воздействия для надзора: случай Реестра асбестовых рабочих Онтарио (1986–2012) J Occup Environ Med. 2014;56:1100–1110. [Бесплатная статья PMC] [PubMed] [Google Scholar]
68. Программа ООН по окружающей среде, Химическое отделение, DTIE. 2010. Заключительный обзор научной информации по кадмию. 201 стр. [Google Scholar]
69. Даш Дж., Д’Арси Дж. Физические и химические характеристики переносимых по воздуху частиц при сварочных операциях на автомобильных заводах. J Occup Environ Hyg. 2008; 5: 444–454. [PubMed] [Google Scholar]
70. Guerreiro C., Gomes J.F., Carvalho P., Santos T.J., Miranda RM, Albuquerque P. Характеристика частиц в воздухе, образующихся в процессе сварки металлов с активным газом. Вдыхать токсикол. 2014;26:345–352. [PubMed] [Академия Google]
71. Персонс Р., Арну Д., Монссу Т., Кюли О., Рош Г., Дюффо Б., Шале Д., Мэтр А. Детерминанты профессионального воздействия металлов при дуговой сварке металлическим электродом в среде защитного газа и меры по управлению рисками : биомониторинговое исследование. Токсикол Летт. 2014; 231:135–141. [PubMed] [Google Scholar]
72. Pouzou J.G., Warner C., Neitzel R.L., Croteau G.A., Yost M.G., Seixas N.S. Вентиляция замкнутого пространства сварщиками верфей: наблюдаемое использование и эффективность. Энн Оккуп Хайг. 2015;59:116–121. [Бесплатная статья PMC] [PubMed] [Google Scholar]
73. Wetter D.W., Cofta-Gunn L., Fouladi R.T., Irvin J.E., Daza P., Mazas C., Wright K., Cinciripini P.M., Gritz E.R. Понимание связей между образованием, характеристиками занятости и курением. Поведение наркомана. 2005;30:905–914. [PubMed] [Google Scholar]
74. Шенберг Дж. Б., Стемхаген А., Мейсон Т. Дж., Паттерсон Дж., Билл Дж., Альтман Р. Профессия и риск рака легких среди белых мужчин в Нью-Джерси. J Ntl Cancer Inst. 1987; 79: 13–21. [PubMed] [Google Scholar]
75. Ньюхаус М.Л., Оукс Д., Вулли А.Дж. Смертность сварщиков и других мастеров на верфи в северо-восточной Англии. Br J Ind Med. 1985;42:406–410. [Бесплатная статья PMC] [PubMed] [Google Scholar]
76. Hull C.J., Doyle E., Peters J.M., Garabrant D. H., Bernstein L., Preston-Martin S. Исследование рака легких у сварщиков округа Лос-Анджелес методом случай-контроль. . Am J Ind Med. 1989; 16: 103–112. [PubMed] [Google Scholar]
Как получается дуговая сварка в воде?
Часто задаваемые вопросы
Дуговая сварка осуществляется путем организации электрической цепи, в которой ток проходит от источника сварочного тока через сварочный электрод, через дугу к заготовке и через обратный провод к источнику питания. Для безопасности сварщика/водолаза во время мокрой подводной сварки крайне важно, чтобы он или она были полностью изолированы от сварочного контура. Используется изолированный электрододержатель или сварочный пистолет, а сварщик/водолаз работает в резиновых перчатках. В целях безопасности, по словесному указанию сварщика/водолаза, электропитание (которое управляется с поверхности с помощью двухполюсного рубильника) отключается сразу же после прекращения сварки. Рассуждения о подводной электробезопасности см. в разделе 9. 0589 Ref.1 .
После того, как сварочная цепь зажглась дугой, тепла дуги достаточно для испарения окружающей воды. Следовательно, дуга окружена паровой защитой, подобной газовой защите, которая окружает дугу при сварке на воздухе. Однако реакция с расплавленным металлом влияет на состав этого пара, и он обычно включает ~ 70% водорода, ~ 25% диоксида углерода и ~ 5% моноксида углерода. Результирующий уровень диффузионного водорода в металле сварного шва может быть чрезвычайно высоким (до 100 мл/100 г наплавленного металла для рутиловых электродов), но намного ниже для окисляющих электродов (~25 мл/100 г наплавленного металла). Эти уровни увеличиваются по мере увеличения глубины сварки, тем самым увеличивая риск водородного растрескивания. См. ссылки [2,3] для информации по металлургии мокрой подводной сварки.
В большинстве случаев мокрая подводная сварка выполняется с использованием ручных электродуговых электродов, которые имеют водонепроницаемое покрытие поверх флюсового покрытия. Было разработано полуавтоматическое сварочное оборудование, в котором используется сплошная проволока, окруженная газовой защитой, удерживаемой внутри «водяной завесы». После его раннего использования в Германии [4] процесс был позже возрожден в Японии [5-8] , где он использовался на Megafloat. Вариант процесса с использованием проволочной щетки [9,10] вместо водяной завесы для содержания газового щита. Уровни диффузионного водорода в металле сварного шва сравнимы с таковыми для сварных швов, наплавленных всухую. В альтернативном полуавтоматическом процессе, разработанном в бывшем Советском Союзе, используется порошковая проволока без защитного газа [11-13] . Мокрая подводная сварка использовалась для постоянного ремонта портовых сооружений, морских сооружений, трубопроводов и судов. См. Refs [2,11,12,14] для получения информации о подводном ремонте.
Дополнительная информация
- Оценка процесса механизированной дуговой сварки порошковой проволокой для мокрой сварки под водой.
Каталожные номера
- Электробезопасность под водой для дайверов; www.underwater.com/archives/arch/044.01.shtml
- Проц. Международный семинар по подводной сварке морских конструкций, Новый Орлеан, США, 7-9 декабря 1994 г., Американское бюро судоходства.
- Лю С., Олсон Д.Л. и Ибарра С.: «Сварка под водой» ASM Metals Handbook, том 6, 1993 1010-1015.
- Hoffmeister H, Küster K и Schafstall H-G: «Свойства сварных соединений сталей средней прочности после мокрой сварки MIG под водой с использованием процесса водяной завесы», Proc. Второй междунар. конф. о морских сварных конструкциях, 16-18 ноября 1982 г., Лондон, Институт сварки, 1983 г., стр. 17-1 — стр. 17-8.
- Ириэ Т., Оно, Ю., Мацусита Х., Китамура Н., Тоно К., Морита, Т. и Огава, Ю.: «Формирование локальной полости соплом водяной завесы». проц. 16-я Международная конференция по морской механике и арктическому инжинирингу (OMAE), Йокогама, Япония, 13-17 апреля 2019 г. 97. Изд.: М.М. Салама, М. Тойода, С. Лю, Дж. Ф. Дос Сантос, Х. Эндо, О. Б. Андерсен, Изд.: Нью-Йорк, Нью-Йорк 10017, США; Американское общество инженеров-механиков, 1997, Том 3. стр.43-50.
- Ирие Т., Оно Ю.; Сато М., Китамура Н. и Огава Ю.: «Подводная стыковая сварка на глубине до 10 м». проц. 17-я Международная конференция по морской механике и арктическому инжинирингу (OMAE), Лиссабон, Португалия, 5–9 июля 1998 г. Под редакцией: C Guedes-Soares. Опубликовано: Нью-Йорк, NY 10017, США, ASME International; 1998, Материалы, Бумага 2232.
- Огава Ю., Китамура Н., Тоно К., Ире Т. и Мацусита Х.: «Автоматическая подводная сварка для строительства морских сооружений». проц. 8-я международная конф. О поведении морских сооружений (БОСС ’97), 1997, под ред. JH Vugts, Vol.3 279-291.
- Anon: «Новый материал требует сварки под водой», Marine Engineers Review, декабрь/январь 2003 г., стр. 53.
- Хамасаки М., Сакакибара Дж. и Арата Ю.: «Сварка MIG под водой с использованием насадки с проволочной щеткой». Металлоконструкции, 1979, 11(6), 288-289.
- Хамасаки М., Сакакибара Дж. и Арата Ю.: «Мокрая» подводная сварка МИГ на большой глубине». проц. Междунар. конф. по исследованиям в области сварки в 1980-х годах. Осака, 27-29 октября 1980 г. Опубл. Научно-исследовательский институт сварки Университета Осаки, Осака, Япония, сентябрь 1980 г. Заседание B. Доклад B-11. стр.61-66.
- Кононенко В.Я., Рыбченков: «Опыт мокрой механизированной сварки самозащитными порошковыми проволоками при подводном ремонте газонефтепроводов».
- Кононенко В. Я., Савич И. М. «Мокрая механизированная сварка самозащитными порошковыми проволоками при ремонте подводных трубопроводов» Тр. 2 и Междунар. Конференция по трубопроводным технологиям, Остенде, Бельгия, сентябрь 1995 г., Р. Денис, изд., Elsevier, 1995, Vol. II 73-78.
- Лукас В.: «Дуговой процесс с флюсовой проволокой для мокрой сварки и резки – оценка», Бюллетень исследований Института сварки, май/июнь 1997 г. 38 (3) 44-48.
- Никсон Дж.: «Технология подводного ремонта», Woodhead Publishing Limited, 2000.
Сварочные аппараты TIG
Что такое сварка TIG?
|
Invertec® 220TPX — K12057-1 | Invertec® 300TPX — K12060-1 |
Входная мощность
| Основные характеристики
|
| ||||||
Invertec® 400TPX — K12043-1
| Аспект 300 — K12058-1
| ||||||||
Аспект 375 перем./пост. тока — K3946-2
| Прямоугольная волна Tig200 — K5126-1
| ||||||||