Электрические свойства дуги — Сварка металлов
Электрические свойства дуги
Категория:
Сварка металлов
Электрические свойства дуги
Электрическая дуга представляет собой мощный электрический длительный разряд в газовой среде между двумя электродами. Электрический разряд в газах есть прохождение электрического тока в ионизированной газовой среде.
При нормальных условиях все газы не проводят электрический ток, т. к. в них нет свободных электрических зарядов. При этих условиях все газы являются хорошими диэлектриками (изоляторами). Газы способны проводить электрический ток в том случае, если в них появляются свободные электрически заряженные частицы.
Явление ионизации газов. Процесс образования в газе свободных электрически заряженных частиц называется ионизацией. Свободными заряженными частицами в газах могут быть электроны, ионы (положительные и отрицательные). Если к ионизированному газовому промежутку приложить электрическое напряжение, то начнется электрический газовый разряд (прохождение электрического тока).
Ионизация газа может происходить при воздействии на газ высокой температуры, мощного электрического поля, мощного светового излучения, при столкновении свободных электронов с нейтральными атомами. В зоне сварочной дуги ионизация газа происходит в основном за счет высокой температуры (термическая ионизация). Высокая температура газа поддерживается притоком энергии из питающей электрической цепи.
Явление электронной эмиссии. Для начала процесса ионизации необходим приток в газовый промежуток свободных электронов от внешнего источника. В этом случае особенно важна роль отрицательного электрода электрической цепи — катода, который служит мощным источником свободных электронов.
Процесс выхода свободных электронов с поверхности металла носит название электронной эмиссии. Электронная эмиссия возникает при воздействии высокой температуры, мощного электрического поля, мощного светового излучения, за счет энергии, выделяемой при ударах положительных ионов о поверхность раскаленного катода.
Электронная эмиссия возникает при воздействии высокой температуры, мощного электрического поля, мощного светового излучения, за счет энергии, выделяемой при ударах положительных ионов о поверхность раскаленного катода.
Основными факторами, которые обеспечивают в дуговом промежутке мощный поток электронов, способствующий устойчивому горению сварочной дуги, являются термоэлектронная эмиссия и эмиссия электронов от ударов положительных ионов о поверхность катода.
Процесс возникновения сварочной дуги. Ионизация дугового промежутка в начальный момент возникает в результате термоэлектронной эмиссии с поверхности катода. Существенное влияние на стабильное горение сварочной дуги оказывает термическая ионизация дугового промежутка.
Чтобы создать условия термоэлектронной эмиссии, необходимо раскалить поверхность катода. С этой целью производят короткое замыкание электрической (сварочной) цепи: электродом касаются основного металла (изделия). При отрыве электрода дуговой промежуток заполняется свободными электронами, вышедшими с поверхности раскаленного катода. Одновременно происходит термическая ионизация дугового промежутка — он заполняется ионизированными частицами газов, паров металла и электродного покрытия.
Одновременно происходит термическая ионизация дугового промежутка — он заполняется ионизированными частицами газов, паров металла и электродного покрытия.
С ростом числа свободных заряженных частиц в дуговом промежутке растет его электрическая проводимость. В результате сила тока через дуговой промежуток увеличивается, а напряжение дуги уменьшается. Рост тока и уменьшение напряжения дуги происходят до определенного предела, затем наступает устойчивое состояние дугового разряда — горение дуги.
В установившемся режиме горения дуга при сварке плавящимся штучным (покрытым) электродом горит устойчиво при напряжении 18—25 В. Этого напряжения достаточно для поддержания дугового разряда, когда дуговой промежуток хорошо ионизирован и имеет малое электрическое сопротивление.
Но для возбуждения сварочной дуги такого напряжения недостаточно, так как в начальный момент образования дуги (мгновенное состояние после отрыва электрода от изделия после короткого замыкания) дуговой промежуток ионизирован очень слабо и имеет большое электрическое сопротивление. В момент возбуждения сварочной дуги необходимо более высокое напряжение — не менее 60 В.
В момент возбуждения сварочной дуги необходимо более высокое напряжение — не менее 60 В.
В прошлом при низких технологических характеристиках электродов и источников питания для повышения стабильности гооения при сварке переменным током использовалось вспомогательное устройство — осциллятор. Он обеспечивал на дуговом промежутке вспомогательное высокое напряжение (до нескольких киловольт) при высокой частоте. Высокая частота необходима для безопасности людей. При использовании осциллятора возникновение дуги в начальный момент происходит без касания электродом изделия (без короткого замыкания). Дуга возбуждается при приближении электрода к изделию (основному металлу) на расстояние 2— 3 мм. В этом случае начальная ионизация дугового промежутка происходит за счет мощного электрического поля, создаваемого высоким напряжением.
Современные электроды и источники питания имеют высокие технологические характеристики, обеспечивающие стабильное горение дуги при сварке переменным током. Поэтому отпала необходимость в дополнительных вспомогательных устройствах, усложняющих сварочный процесс.
Поэтому отпала необходимость в дополнительных вспомогательных устройствах, усложняющих сварочный процесс.
Понятие устойчивости горения дуги. Сварочная дуга, горящая равномерно, без произвольных обрывов, с незначительными произвольными изменениями величины тока в ней, называется устойчивой.
Сварочная дуга называется неустойчивой, если она горит неравномерно, часто обрывается и гаснет, если произвольные изменения величины тока в ней значительны.
Строение сварочной дуги. Электрическая сварочная дуга постоянного тока имеет три основные четко выраженные зоны: катодную область, анодную область и столб дуги.
В процессе горения дуги на катоде и аноде наблюдаются активные пятна, представляющие собой наиболее нагретые участки электрода и основного металла. Через активные пятна проходит весь ток дуги. При среднем значении сварочного тока (200—300 А) диаметр анодного пятна в 1,5—2 раза больше диаметра катодного пятна.
Столб дуги расположен между катодной и анодной областями. Столб дуги представляет собой ярко светящийся, нагретый до высокой температуры сложный газ, состоящий из смеси электродов, положительных и отрицательных ионов, нейтральных атомов. Такое состояние вещества называется плазмой. Плазма в целом электрически нейтральна, так как количество положительных и отрицательных частиц в ней одинаково.
Столб дуги представляет собой ярко светящийся, нагретый до высокой температуры сложный газ, состоящий из смеси электродов, положительных и отрицательных ионов, нейтральных атомов. Такое состояние вещества называется плазмой. Плазма в целом электрически нейтральна, так как количество положительных и отрицательных частиц в ней одинаково.
Явление магнитного дутья. Отклоняющее действие магнитных полей на сварочную дугу носит название магнитного дутья. Сварочную дугу можно рассматривать как гибкий газовый проводник электрического тока. При взаимодействии магнитного поля столба Дуги с магнитными полями, возникающими при прохождении сварочного тока по изделию, или с ферромагнитными массами может произойти отклонение сварочной дуги от своей оси и в результате нарушится сварочный процесс.
Рис. 1. Строение сварочной дуги:
1 — катодная зова; 2 — анодная зона; 3 —столб дуги; 4 — ореол пламени; 5 — сварочная ванна
Pис. 2. Явление магнитного дутья:
a — влияние места токоподвода к изделию; б — влияние ферромагнитной массы; в — влияние типа сварного соединения
Магнитное дутье резко повышает разбрызгивание электродного металла, ухудшает качество сварных швов и снижает производительность сварочного процесса. Явление магнитного дутья может существенно затруднить сварку постоянным током, при сварке переменным током оно проявляется значительно слабее. Силовое действие магнитного поля пропорционально квадрату силы тока, поэтому магнитное дутье особенно заметно себя проявляет при сварке на больших токах (свыше 250 А).
Явление магнитного дутья может существенно затруднить сварку постоянным током, при сварке переменным током оно проявляется значительно слабее. Силовое действие магнитного поля пропорционально квадрату силы тока, поэтому магнитное дутье особенно заметно себя проявляет при сварке на больших токах (свыше 250 А).
На величину магнитного дутья оказывают влияние следующие факторы: место присоединения сварочного провода к основному металлу (изделию), присутствие вблизи места сварки значительных ферромагнитных масс, тип сварного соединения.
Присоединение сварочного провода к изделию в отдалении от дуги приводит к отклонению ее в сторону, противоположную токо-подводу. Сильным фактором, действующим на отклонение дуги, являются ферромагнитные массы, имеющие, высокую магнитную проницаемость, значительно большую, чем воздух. Близко расположенные к дуге ферромагнитные массы вызывают направленный магнитный поток, который отклоняет дугу в сторону массы. Это явление наблюдается при сварке стыковых швов вблизи массивных элементов крепления, при сварке угловых швов, при сварке листов различной толщины, при сварке стыковых швов с разделкой кромок при большой толщине металла.
Для уменьшения отрицательного влияния магнитного дутья рекомендуется принимать следующие меры:
1) В процессе сварки поддерживать предельно короткую дугу.
2) В зависимости от величины отклонения дуги изменять угол наклона электрода, при этом конец электрода направлять в сторону отклонения дуги.
4) Присоединять сварочный провод к изделию в непосредственной близости к дуге. При сварке длинных швов токо-подвод к изделию можно осуществлять при помощи двух проводов (в начале и в конце шва) и даже трех (в начале, середине и в конце шва). При сварке длинных швов в нижнем положении сварочный провод можно присоединить к стальной плитке и периодически перемещать ее по изделию вдоль шва по мере продвижения дуги.
Рис. 3. Уменьшение отрицательного влияния магнитного дутья
Магнитное дутье проявляется значительно слабее при применении электродов с толстым покрытием. Если все перечисленные способы борьбы с магнитным дутьем не дают эффекта, то необходимо перейти на сварку переменным током.
Если все перечисленные способы борьбы с магнитным дутьем не дают эффекта, то необходимо перейти на сварку переменным током.
Особенности горения дуги переменного тока. Устойчивость горения сварочной дуги, питаемой переменным током, ниже, чем питаемой постоянным током. Это объясняется тем, что при переходе тока через нуль и изменении полярности напряжения в начале и конце каждого полупериода дуговой разряд угасает. Дуга горит примерно 70% времени в течение каждого полупериода переменного тока. При промышленной частоте переменного тока 50 герц перерывы в горении дуги повторяются 100 раз в секунду. В эти моменты резко уменьшается температура дугового промежутка и степень его ионизации. При этом электропроводимость дугового промежутка падает, и дуговой разряд может не возникнуть вновь в начале следующего полупериода, т. е. дуга может погаснуть.
Длительность перерывов в горении дуги зависит от величины напряжения холостого хода источника питания переменного тока (трансформатора), состава электродного покрытия, температуры плавления электродного металла.
Для повышения устойчивости горения дуги переменного тока можно применять источники питания сварочной дуги с повышенным напряжением холостого хода (в сравнении с источниками питания постоянного тока), можно включать в сварочную цепь индуктивное сопротивление для сдвига нулевого значения тока относительно нулевого значения напряжения.
Если в зоне дуги присутствуют легкоионизируемые элементы, то зажигание дуги в начале каждого полупериода облегчается, т. е. повышается устойчивость горения дуги переменного тока. С этой целью в состав электродных покрытий вводят элементы с низким потенциалом ионизации: калий, натрий, кальций. Эти элементы содержатся в таких компонентах электродных покрытий, как мел, мрамор, поташ, полевой шпат, жидкое стекло.
Производство штучных (покрытых) электродов все время совершенствуется. Разработаны составы электродных покрытий, которые обеспечивают достаточно устойчивое горение дуги при сварке переменным током.
Сварка переменным током нашла широкое применение на производстве. Она имеет следующие достоинства:
Она имеет следующие достоинства:
а) экономические — оборудование сварочного поста и его эксплуатация значительно проще и дешевле,
б) технологические — практически отсутствует явление магнитного дутья.
Реклама:
Читать далее:
Сварочные свойства электрической дуги
Статьи по теме:
2017 Справка по SOLIDWORKS — Дуги
Можно вычерчивать дуги следующих типов:| Типы дуги | Инструмент | Свойства дуги |
|---|---|---|
| Дуга с указанием центра | Создание дуг на основе центральной, начальной и конечной точки. |
|
| Касательная дуга | Создание дуг, касательных к объектам эскиза. | |
| Дуга через три точки | Вычерчивание дуг по трем указанным точкам (начальная, конечная и средняя точка). |
По умолчанию в приложении SOLIDWORKS создается последний использовавшийся тип дуги.
Для доступа к инструментам дуг:
- Вкладка Эскиз. Щелкните Дуга CommandManager, чтобы выбрать инструменты окружности в соответствующем всплывающем инструменте Дуга
.

- Меню. Выберите для выбора инструментов дуги.
- Дуга PropertyManager Выбор различных инструментов дуги в окне Дуга PropertyManager.

Технологические сваойства сварочной дуги
Под технологическими качествами сварочной дуги понимают совокупа ее термического, механического и физико-химического воздействия на свариваемый материал, определяющую интенсивность плавления электрода, нрав переноса электродного металла, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относят также ее пространственную устойчивость и упругость. Технологические характеристики дуги взаимосвязаны и зависят от характеристик режима сварки. Принципиальные технологические свойства дуги — зажигание и стабильность горения дуги. Условия ее зажигания и горения зависят от рода тока, полярности, хим состава электродов, межэлектродного промежутка и длины дуги. Для надежного обеспечения процесса зажигания дуги нужно подведение к электродам от источника питания довольно высочайшего напряжения холостого хода, но в то же время неопасного для работающего. Напряжение холостого хода сварочных источников не превосходит 80 В при сварке на переменном токе и 90 В — на неизменном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2… 2,5 раза, на неизменном токе — в 1,2… 1,4 раза. Время установления дугового разряда составляет 10-5… 10~4 с. Непрерывное горение дуги будет поддерживаться, если приток энергии в дугу компенсирует ее утраты. Пылающая дуга может быть растянута до определенной длины, после этого она угасает. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Наибольшая длина пылающей без обрыва дуги охарактеризовывает ее важное технологическое свойство — стабильность, которая находится в зависимости от целого ряда причин: температуры катода, его эмиссионной возможности, степени ионизации среды, свариваемых материалов. К технологическим чертам дуги относят также пространственную устойчивость и упругость. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отличия и перемещения без затухания под действием наружных причин.
Напряжение холостого хода сварочных источников не превосходит 80 В при сварке на переменном токе и 90 В — на неизменном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2… 2,5 раза, на неизменном токе — в 1,2… 1,4 раза. Время установления дугового разряда составляет 10-5… 10~4 с. Непрерывное горение дуги будет поддерживаться, если приток энергии в дугу компенсирует ее утраты. Пылающая дуга может быть растянута до определенной длины, после этого она угасает. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Наибольшая длина пылающей без обрыва дуги охарактеризовывает ее важное технологическое свойство — стабильность, которая находится в зависимости от целого ряда причин: температуры катода, его эмиссионной возможности, степени ионизации среды, свариваемых материалов. К технологическим чертам дуги относят также пространственную устойчивость и упругость. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отличия и перемещения без затухания под действием наружных причин. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может вести взаимодействие. При всем этом содействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в главном при сварке неизменным током, именуют магнитным дутьем. Его появление разъясняется тем, что в местах конфигурации направления тока создаются магнитные поля различной напряженности. Дуга служит специфичной газовой токоведущей вставкой меж электродами и, как хоть какой проводник, ведет взаимодействие с магнитными полями. При всем этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может передвигаться, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, обратную большей напряженности. При сварке переменным током, когда полярность изменяется с частотой тока, это явление выражено существенно слабее. Отклонение дуги также имеет место при сварке поблизости ферромагнитных масс (железо, сталь).
Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может вести взаимодействие. При всем этом содействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в главном при сварке неизменным током, именуют магнитным дутьем. Его появление разъясняется тем, что в местах конфигурации направления тока создаются магнитные поля различной напряженности. Дуга служит специфичной газовой токоведущей вставкой меж электродами и, как хоть какой проводник, ведет взаимодействие с магнитными полями. При всем этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может передвигаться, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, обратную большей напряженности. При сварке переменным током, когда полярность изменяется с частотой тока, это явление выражено существенно слабее. Отклонение дуги также имеет место при сварке поблизости ферромагнитных масс (железо, сталь). Это разъясняется тем, что магнитные силовые полосы проходят через ферромагнитные массы, владеющие неплохой магнитной проницаемостью, существенно легче, чем через воздух. Дуга в данном случае отклоняется в сторону таких масс. Магнитное дутье вызывает непровары и усугубляет формирование швов. Для его устранения изменяют место токоподвода к изделию либо угол наклона электрода либо располагают поблизости сварного соединения балластные ферро¬магнитные массы, разглаживающие непропорциональность магнитных полей, также подменяют неизменный ток переменным.
Это разъясняется тем, что магнитные силовые полосы проходят через ферромагнитные массы, владеющие неплохой магнитной проницаемостью, существенно легче, чем через воздух. Дуга в данном случае отклоняется в сторону таких масс. Магнитное дутье вызывает непровары и усугубляет формирование швов. Для его устранения изменяют место токоподвода к изделию либо угол наклона электрода либо располагают поблизости сварного соединения балластные ферро¬магнитные массы, разглаживающие непропорциональность магнитных полей, также подменяют неизменный ток переменным.
Свойства электрической дуги — Энциклопедия по машиностроению XXL
Какие основные электрические и тепловые свойства электрической дуги [c.240]Г. М. Тиходеев, Энергетические свойства электрической дуги большой мощ,ности, автореферат диссертации, 1956. [c.264]
СВОЙСТВА ЭЛЕКТРИЧЕСКОЙ ДУГИ [c.457]
Свойства электрической дуги
[c. 303]
303]
В последнее время применяют дуговую резку металлов (особенно сплавов на алюминиевой основе) в среде защитных газов. Способ основан на режущих свойствах электрической дуги, горящей между вольфрамовым электродом и разрезаемым материалом в смеси аргона и водорода. Для ручной резки применяют смесь из 80% аргона и 20% водорода, для механизированной — 65% аргона и 35% водорода. [c.358]
Сварочные свойства электрической дуги [c.76]
ПОНЯТИЕ ОБ ЭЛЕКТРИЧЕСКОЙ ДУГЕ И ЕЕ СВОЙСТВА [c.184]
Электродуговая сварка основана на использовании теплоты электрической дуги для расплавления металла. Для защиты расплавленного металла от вредного действия окружающего воздуха на поверхность электрода наносят толстую защитную обмазку, которая выделяет большое количество шлака и газа, образуя изолирующую среду. Этим обеспечивают повышение качества металла сварного шва, механические свойства которого могут резко ухудшиться под влиянием кислорода и азота воздуха. [c.54]
[c.54]
Важным фактором при ручной сварке является устойчивость дуги. На устойчивость дуги оказывают влияние внутренние условия в самой дуге (состав и свойства плазмы) и внешние условия — статические и динамические свойства источника питания и свойства электрической цепи, определяющие в большой мере переходные процессы в дуге. [c.94]
Значительно больше световая отдача электрических дуг, положительный кратер которых имеет температуру около 4000 К. В дугах интенсивного горения, (сила тока до 300 А) температура кратера достигает 5000 К, а в дугах под давлением около 20 ат Люммеру удалось довести температуру кратера до 5900 К, т. е. получить источник, близкий по своим световым свойствам к Солнцу. В обычных дугах главная часть излучения (от 85 до 95%) излучается положительным кратером, около 10% — катодом и лишь 5% приходится на свечение облака газов между электродами. В дугах интенсивного горения, в которые вводятся тугоплавкие соли некоторых элементов с большой испускательной способностью (редкие земли), роль облака повышается и на долю кратера приходится всего 40—50% общего излучения. Хотя, по-видимому, в таких дугах излучение носит почти исключительно тепловой характер, все же в силу большой селективности излучения элементов, вводимых в состав облака, световая отдача подобных источников оказывается выше, чем для раскаленного угля и металлов.
[c.709]
Хотя, по-видимому, в таких дугах излучение носит почти исключительно тепловой характер, все же в силу большой селективности излучения элементов, вводимых в состав облака, световая отдача подобных источников оказывается выше, чем для раскаленного угля и металлов.
[c.709]
Под дугостойкостью обычно понимают способность электроизоляционного материала длительно противостоять воздействию электрической дуги, сохраняя в заданных пределах требуемые электрические и физико-химические характеристики (удельное поверхностное сопротивление, поверхностные физико-химические свойства, масса, целостность структуры) или восстанавливая часть их (удельное поверхностное сопротивление) через короткое время после прекращения воздействия дуги. [c.122]
Если пробой произошел в газообразном или жидком диэлектрике, то в силу подвижности молекул пробитый участок после снятия напряжения восстанавливает свои первоначальные свойства и величину U , (но при условии, что мощность и длительность электрической дуги не были столь значительными, чтобы вызвать существенные изменения диэлектрика во всем его объеме).
 После пробоя твердого диэлектрика в нем остается след в виде пробитого (откуда и название пробой ), прожженного или проплавленного отверстия чаще всего неправильной формы. Если вновь подать напряжение, то пробой, как правило, происходит по пробитому ранее месту при значительно пониженном напряжении. В ряде случаев после пробоя остаются проводящие продукты разложения и диэлектрик теряет свои электроизоляционные свойства. Связанное с образованием проводящих следов ( треков ) повреждение поверхности твердого диэлектрика поверхностным пробоем называют трекингом.
[c.115]
После пробоя твердого диэлектрика в нем остается след в виде пробитого (откуда и название пробой ), прожженного или проплавленного отверстия чаще всего неправильной формы. Если вновь подать напряжение, то пробой, как правило, происходит по пробитому ранее месту при значительно пониженном напряжении. В ряде случаев после пробоя остаются проводящие продукты разложения и диэлектрик теряет свои электроизоляционные свойства. Связанное с образованием проводящих следов ( треков ) повреждение поверхности твердого диэлектрика поверхностным пробоем называют трекингом.
[c.115]Полиметилметакрилат известен под названиями органическое стекло, плексиглас и др. Этот прозрачный бесцветный материал широко применяется как конструкционный. Свойство выделять при воздействии электрической дуги большое количество газов (СО, Но, пары НаО, СОа) придает ему качество дугогасящего материала-, при разрыве дуги в ограниченном пространстве, в котором находится деталь из органического стекла, выделяющиеся газы создают высокое давление, что способствует гашению дуги (дугогасящими свойствами обладают также поливинилхлорид, фибра — см. стр. 144). Поэтому органическое стекло применяют в разрядниках высокого напряжения, где требуется быстрое гашение возникающей дуги,
[c.113]
стр. 144). Поэтому органическое стекло применяют в разрядниках высокого напряжения, где требуется быстрое гашение возникающей дуги,
[c.113]
СВОЙСТВА ТИПИЧНЫХ композиционных МАТЕРИАЛОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ, РАБОТАЮЩИХ В УСЛОВИЯХ СИЛЬНОТОЧНЫХ ЭЛЕКТРИЧЕСКИХ ДУГ [c.419]
Композиционные материалы, состоящие из тугоплавкого металла и серебра или меди, получают в основном тремя методами порошковой металлургии. Первый — спекание под давлением с пропиткой позволяет получать материал с наилучшими свойствами, наиболее стойкий к действию электрической дуги. Из этих материалов чаще всего производят электрические контакты. В этом методе порошок тугоплавкого металла смешивают со связующим веществом, которое может содержать пропитывающий металлический порошок, прессуют до достижения заданной пористости, спекают при высокой температуре для связывания частиц туго-14 [c.419]
Второй метод — спекание под давлением с допрессовкой. После прессования и спекания производится допрессовка для придания деталям окончательной формы. Материалы при этом методе спекаются при более низкой температуре, и поэтому их физико-механические свойства и стойкость к действию электрической дуги
[c.420]
После прессования и спекания производится допрессовка для придания деталям окончательной формы. Материалы при этом методе спекаются при более низкой температуре, и поэтому их физико-механические свойства и стойкость к действию электрической дуги
[c.420]
Горячее распыление металла. Для получения металлических пленок часто применяют струйный метод осаждения мелких капель расплавленного металла Расплавление осуществляется в электрической дуге, одним из электродов которой является проволока из наносимого металла. Расплавленный металл подхватывается струей газа и по выходе из сопла распыляется в капли размером порядка десятков микрон. Ударяясь с большой скоростью о напыляемую поверхность, капли закрепляются на ней и практически мгновенно затвердевают. Степень чистоты получаемой пленки и ее свойства зависят от природы газа. При распылении воздухом легко окисляющихся металлов пленка содержит обычно столь большое количество окислов, что становится практически непроводящей. Для получения пленок с высокой электропроводностью распыление ведут инертным газом.
[c.72]
Для получения пленок с высокой электропроводностью распыление ведут инертным газом.
[c.72]
При использовании в производстве нанотрубок электрической дуги с графитовыми электродами образуются разнообразные трубки с различными диаметрами и хиральностью. Этим определяется различие их электронной структуры и электрических свойств. Распределение нанотрубок по размерам и углу хиральности существенно зависит от конкретных условий горения дуги и не воспроизводится [c.40]
Помимо химико-термической обработки поверхностей для улучшения эрозионной стойкости металла применяются также методы металлизации. Как известно, металлизация распылением обычно производится следующим образом струп сжатого газа (воздуха, азота, аргона, генераторного или какого-либо другого газа) направляется на плавящиеся в электрической дуге концы двух электродов из материала, который предполагается наносить на обрабатываемую поверхность. Под действием струн распыленной в дуге металл диспергируется на частицы размером 8—10 мкм, которые, попадая на поверхность изделий, образуют прочный и твердый защитный слой с хорошей износоустойчивостью. По механическим свойствам, составу и физическим характеристикам слой, полученный в результате газопламенного напыления, может весьма существенно отличаться от основного материала изделия. В качестве материала для напыления используются тугоплавкие металлы и сплавы, а также керамические материалы.
[c.152]
По механическим свойствам, составу и физическим характеристикам слой, полученный в результате газопламенного напыления, может весьма существенно отличаться от основного материала изделия. В качестве материала для напыления используются тугоплавкие металлы и сплавы, а также керамические материалы.
[c.152]
Процесс вакуумно-дугового переплава изначально был разработан с целью улучшить структуру и свести к минимуму ликвационные явления в слитках суперсплавов, чтобы таким образом обеспечить сплавам максимально возможные свойства уже на стадии их выплавки. Следовательно, в процессе плавки необходимо как можно тщательнее регулировать температурные градиенты и скорость кристаллизации. Подвод тепла с электрической дугой уравновешивается его отводом через слиток к стенкам тигля и базовой плите, а также излучением от поверхности жидкой ванны с ее хорошо знакомой полусферической формой. Именно форма и глубина ванны ответственны за рост дендритов, расстояние между их осями, характер макро- и микроструктуры [13]. Достоинство процесса вакуумно-дугового переплава заключается в том, что он позволяет управлять этими возможностями ванны в заранее заданных пределах, особенно при использовании гелия для охлаждения поверхности раздела слитка и изложницы. Однако с увеличением размера слитков становится все труднее поддерживать оптимальные размер и глубину ванны, в конечном счете это ставит пределы размеру слитка, которому в рамках вакуумно-дугового переплава еще можно придать удовлетворительные свойства.
[c.152]
Достоинство процесса вакуумно-дугового переплава заключается в том, что он позволяет управлять этими возможностями ванны в заранее заданных пределах, особенно при использовании гелия для охлаждения поверхности раздела слитка и изложницы. Однако с увеличением размера слитков становится все труднее поддерживать оптимальные размер и глубину ванны, в конечном счете это ставит пределы размеру слитка, которому в рамках вакуумно-дугового переплава еще можно придать удовлетворительные свойства.
[c.152]
При плазменной наплавке в отличие от аргонодуговой наплавки электрическая дуга сжимается стенками водоохлаждаемого сопла. Газ, продуваемый сквозь эту дугу, приобретает свойства плазмы — становится ионизированным и электропроводящим. Слой газа, соприкасающийся со стенками сопла, интенсивно охлаждается, утрачивает электропроводность и выполняет функции электрической и тепловой изоляции, что приводит к уменьшению диаметра плазменной струи, который составляет 0,7 диаметра сопла. [c.302]
[c.302]
Высокие эксплуатационные свойства современных сварочных полуавтоматов достигаются за счет применения тонкой электродной проволоки, проталкиваемой к электрической дуге по гибкому направляющему шлангу, который позволяет разместить относительно тяжелый механизм для подачи проволоки на значительном расстоянии от зоны сварки (рис. 4.6). [c.175]
Известны также полимеры, обладающие высокими прочностными показателями при температурах до —200° С, дугостой-костью (способностью выдерживать действие электрической дуги), пористостью или монолитностью, водоотталкивающими свойствами и т. д. [c.392]
Оптический квантовый генератор является соверщен-но новым источником электромагнитных волн. Его излучение обладает уникальными свойствами, резко отличающимися от свойств известных источников ламп накаливания, люминесцентных ламп, электрической дуги, искры и т. д. Остановимся коротко на этих свойствах.
[c. 280]
280]
В зависимости от свойств изоляции и мощности источника электрической энергии, с помощью которого подается напряжение на образец, после пробоя в изоляции могут наблюдаться следующие изменения. В месте пробоя возникает искра, а при большой мощности источника — даже электрическая дуга, под действием которой происходят оплавление, обгорание, растрескивание и тому подобные изменения и диэлектрика, и электродов. В пробитом твердом диэлектрике в месте пробоя можно обнаружить пробитое, проплавленное, прожженное отверстие у- след пробоя. Если к такому образцу твердой изоляции напряжение приложить повторно, то пробой происходит, как правило, при значительно меньших напряжениях, чем ипервого пробоя. При пробое газообразных и жидких диэлектриков после снятия приложенного напряжения пробитый промежуток восстанавливает первоначальные значения U р, так как атомы и молекулы газа или жидкости практически мгновенно диффундируют в объем, который занимали разрушенные в процессе пробоя частицы. [c.166]
[c.166]
Способность диэлектрика выдерживать воздействие иа его поверхность электрической дуги без недопустимого ухудшения свойств называют дугостойкостью. Дугостойкость диэлектрика на переменном напряжении частоты 50 Гц определяется током дуги /д и временем поверхности плоского образца диэлектрика размещают два электрода, к которым приложено напряжение 1000 В. и горит дуга, ток которой равен Уд. Возникающая дуга вповерхности образуется токопроводящая перемычка. [c.184]
При работе в трансформаторе н.ли ином маслозаполненном электрическом аппарате масло постепенно стареет. При старении оно становится более темным, в нем образуются загрязняющие его продукты — кислоты, смолы, которые частично рае-творимы в масле, а частично оказываются нерастворимыми последние, как более тяжелые, осаждаются на дне бака и на погруженных в масло деталях в виде слоя пла , значительно ухудшающего теплоотвод от нагревающихся деталей. Образующиеся в масле низкомолекулярные кислоты разрушают изоляцию обмоток и вызывают коррозию соприкасающихся с маслом металлов. При старении увеличиваются вязкость и кислотное число масла, ухудшаются его электроизоляционные свойства. Обычно температура вспышки паров масла в эксплуатации постепенно повышается вследствие испаренпя углеводородов с малой молекулярной массой, однако при местных перегревах масла в трансформаторах (а также после разрыва электрической дуги в масляном выключателе) может произойти крекинг (разрыв молекул с образованием углеводородов пониженной молекулярной массы), что приводит к понижению температуры вспышки.
[c.98]
При старении увеличиваются вязкость и кислотное число масла, ухудшаются его электроизоляционные свойства. Обычно температура вспышки паров масла в эксплуатации постепенно повышается вследствие испаренпя углеводородов с малой молекулярной массой, однако при местных перегревах масла в трансформаторах (а также после разрыва электрической дуги в масляном выключателе) может произойти крекинг (разрыв молекул с образованием углеводородов пониженной молекулярной массы), что приводит к понижению температуры вспышки.
[c.98]
Ряд полимеров обладает устойчивостью и гибкостью при низких температурах (до —200° С), способностью выдерживать действие электрической дуги, пористостью и монолитностью, способностьво пропускать световые, звуковые или радиоволны, водоотталкивающими свойствами. [c.207]
Характерные свойстт хорошие электрические свойства, высокая прочность, тропикостойкие, формоустойчи. вость, низкое влагопоглощение, нестойки к электрической дуге. [c.318]
[c.318]
Характерные свойства, высокая теплостойкость (до 300° С), хорошие электрические свойства, в том числе и при высоких темпера гурах, стойкость к электрической дуге по своим механическим свойствам эти материалы превосхо дят аналогичные матер]галы из фенольных и эпоксидных смол, в том числе и при высоких температурах. [c.330]
Первую промышленную установку для получения азотной кислоты по способу фиксации азота воздуха в электрической дуге построили норвежские ученые — профессор физики X. Биркеланд и инженер С. Эйде. Бир-келанд предложил оригинальное решение, которое дало возможность придать электрической дуге растянутую по окружности форму, что чрезвычайно повысило эффективность окисления азота. Это решение он заимствовал из давно известного свойства вольтовой други отклоняться в магнитном поле от ее начального положения. В процессе работы установки дуга растягивается до тех пор, пока не порвется и не заменится новой. Такое прерывание и возникновение новой дуги в зависимости от условий может происходить с частотой от нескольких сот до 1000 раз в секунду. При соответствующей силе тока дуга, принимая форму сплошного и очень
[c.159]
При соответствующей силе тока дуга, принимая форму сплошного и очень
[c.159]
Если напряжение на электродах больше определенного значения, так называемого напряжения зажигания, то электрическая дуга возникает как при постоянном, так я при переменном токе. Величина этого напряжения зависит от температуры слоя, давлениян рода псевдоожнжающего газа, а также от свойств частиц слоя. При повышении температуры слоя уменьшается удельное сопротивление большинства твердых материалов и в сочетании с возрастающей проводимостью газовой фазы это увеличивает тенденцию к образованию дуговых разрядов в слое. Диаметр частиц слоя и форма их также играют важную роль. [c.179]
Эластичные [транспортных средств мусором В 65 F 3/18 Электрическая [дуга, использование электростатических распылителях 5/06) В 05 В для переплавки металлов С 22 В 9/20) обработка жидкого металла в литейных формах В 22 D 27/02 энергия механических колебаний В 06 В 1/02-1/08 в химических или физических процессах В 01 J 1/08) осветительные устройства со встроенным источником электроэнергии F 21 S 9/00-9/04)] Электрические [F 02 генераторы (использование в системах зажигания двигателей Р 1/02-1/06 привод с использованием ДВС В 63/(00-04)) цепи, использование для запуска двигателей N 11/08) ж. -д. В 60 (L, М) заряды (использование для изготовления металлических порошков В 22 F 9/14 средства для снятия с шин транспортных средств В 60 С 19/08) изоляторы в линиях энергоснабжения В 60 М 1/16-1/18 конвейеры В 65 G 54/02 контактные сети для электрического транспорта В 60 М опоры F 16 С 32/04 отопительные системы для жилых и других зданий F 24 D 13/(00-04) предельные вьпслючатели и цепи в подъемных кранах В 66 С 13/50 разряды, использование (для зарядки или ионизации частиц В 03 С 3/38 для нагрева печей F 27 D 11/(08-10)) ракеты В 64 G, F 02 К 11/00, В 64 С 39/00 сервоусилители (в
[c.218]
-д. В 60 (L, М) заряды (использование для изготовления металлических порошков В 22 F 9/14 средства для снятия с шин транспортных средств В 60 С 19/08) изоляторы в линиях энергоснабжения В 60 М 1/16-1/18 конвейеры В 65 G 54/02 контактные сети для электрического транспорта В 60 М опоры F 16 С 32/04 отопительные системы для жилых и других зданий F 24 D 13/(00-04) предельные вьпслючатели и цепи в подъемных кранах В 66 С 13/50 разряды, использование (для зарядки или ионизации частиц В 03 С 3/38 для нагрева печей F 27 D 11/(08-10)) ракеты В 64 G, F 02 К 11/00, В 64 С 39/00 сервоусилители (в
[c.218]
Вакуумно-дуговой переплав применяется для улучшения качества стали путем обработки ее вакуумом. При этом из стали удаляются газы и неметаллические включения. Вакуумная дуговая печь (рис. 3.8) имеет вакуумную камеру 1. По оси камеры перемещается водоохлаждаемый шток 2, к которому крепится расходуемый- электрод 3, изготовленный из слитка переплавляемой стали. При подаче напряжения между электродом и затравкой 8 возникает электрическая дуга.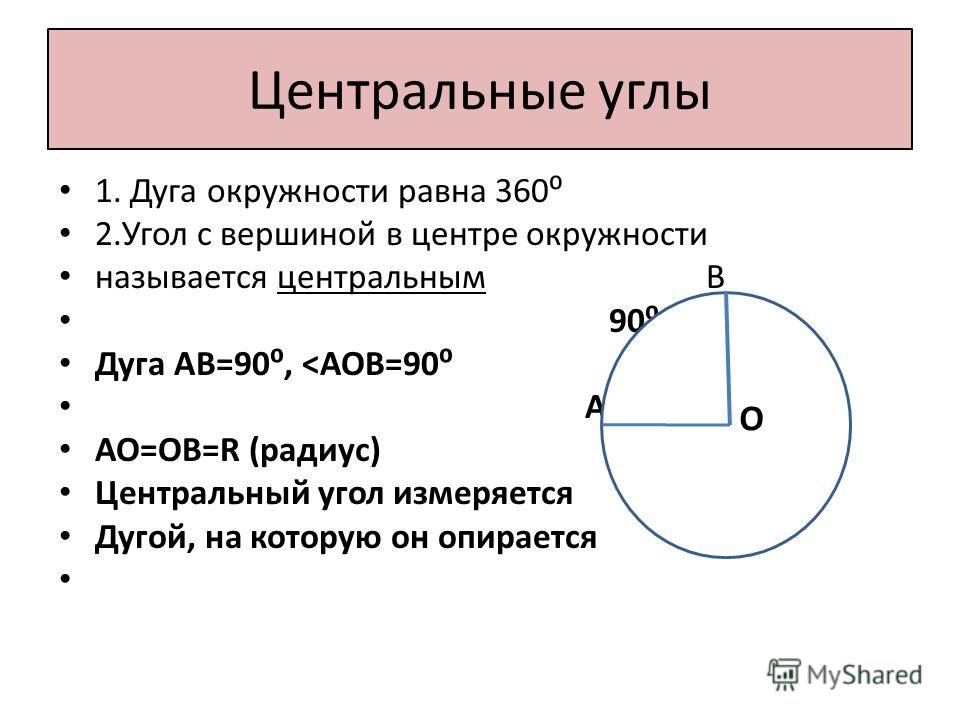 Конец электрода расплавляется, капли жидкого металла 4 дегазируются и стекают, заполняя водоохлаждаемый криеталлиза-тор 6 и образуя слиток 7, Электрическая дуга горит между расходуемым электродом и ванной жидкого металла 5 в течение всей плавки. В результате направленной кристаллизации неметаллические включения сосредотачиваются в верхней части слитка. Получающиеся слитки характеризуются равномерным химическим составом, однородной структурой, повышенными механическими свойствами. Масса слитков доходит до 50 т.
[c.92]
Конец электрода расплавляется, капли жидкого металла 4 дегазируются и стекают, заполняя водоохлаждаемый криеталлиза-тор 6 и образуя слиток 7, Электрическая дуга горит между расходуемым электродом и ванной жидкого металла 5 в течение всей плавки. В результате направленной кристаллизации неметаллические включения сосредотачиваются в верхней части слитка. Получающиеся слитки характеризуются равномерным химическим составом, однородной структурой, повышенными механическими свойствами. Масса слитков доходит до 50 т.
[c.92]
Вместо двух проволок можно взять три и подавать на них ток от трехфазного источника тока. В этом случае образуется сочетание электрических дуг, горящих между концами различных проволок. Такой металлизационный аппарат применяют обычно для получения псевдосплавов (искусственных сплавов железа с медью, цинком, алюминием и т.д.). Полученные таьсим образом псевдосплавы обладают очень высокими антифрикционными свойствами. [c.280]
Однако во многих важных практических задачах частицы имеют неправильную форму. Например, частицы, которые вводятся в газ для защиты ракетных двигателей от теплового излучения, частицы в перспективных ядерных реакторах и аэрозоли, вызывающие загрязнение атмосферы, не являются сферическими. В таких случаях экспериментальный метод является единственным способом определения поглощательных и рассеивающих свойств облака частиц, взвешенных в газе. В литературе были описаны некоторые эксперименты по определению радиационных свойств облака частиц неправильной формы. Ланцо и Рэгсдейл [97] измерили поглощение теплового излучения тугоплавкими частицами микроскопических размеров, взвешенными в потоке воздуха, в зависимости от их размера и концентрации. Поток воздуха, содержащий частицы угля, поглощал больше энергии излучения от электрической дуги, чем ноток без частиц. Беркиг [98] исследовал поглощение излучения частицами угля, железа и карбида тантала размером менее микрона, содержащимися в гелии и водороде, а Лав [99] определил индикатрису рассеяния и коэффициент ослабления для частиц окиси алюминия размером порядка микрона в интервале длин волн от 4 до 6 мкм.
Например, частицы, которые вводятся в газ для защиты ракетных двигателей от теплового излучения, частицы в перспективных ядерных реакторах и аэрозоли, вызывающие загрязнение атмосферы, не являются сферическими. В таких случаях экспериментальный метод является единственным способом определения поглощательных и рассеивающих свойств облака частиц, взвешенных в газе. В литературе были описаны некоторые эксперименты по определению радиационных свойств облака частиц неправильной формы. Ланцо и Рэгсдейл [97] измерили поглощение теплового излучения тугоплавкими частицами микроскопических размеров, взвешенными в потоке воздуха, в зависимости от их размера и концентрации. Поток воздуха, содержащий частицы угля, поглощал больше энергии излучения от электрической дуги, чем ноток без частиц. Беркиг [98] исследовал поглощение излучения частицами угля, железа и карбида тантала размером менее микрона, содержащимися в гелии и водороде, а Лав [99] определил индикатрису рассеяния и коэффициент ослабления для частиц окиси алюминия размером порядка микрона в интервале длин волн от 4 до 6 мкм. В работах Уильямса [100, 101] были представлены экспериментальные значения коэффициентов ослабления и индикатрис рассеяния на частицах вольфрама, кремния, угля, карбида вольфрама и карбиДа кремния размером менее микрона. Согласно его результатам, рассеяние такими частицами происходит преимущественно вперед.
[c.129]
В работах Уильямса [100, 101] были представлены экспериментальные значения коэффициентов ослабления и индикатрис рассеяния на частицах вольфрама, кремния, угля, карбида вольфрама и карбиДа кремния размером менее микрона. Согласно его результатам, рассеяние такими частицами происходит преимущественно вперед.
[c.129]
При производстве, дюнтаже и ремонте паровых котлов, трубопроводов и сосудов применяют электродуговую, газовую н контактную сварку металлов [36]. Процесс сварки сопровождается изменением структуры и свойств в зоне соединения и возникновением поля остаточных напряжений [12]. Для большинства методов сварки характерным является приложение концентрированных электрически.х, газовых или механических источников энергии непосредственно в зоне соединения. При электродуговой марке необходимая для нагрева и расплавления тепловая энергия обеспечивается электрической дугой при контактной сварке — выделяется за счет электросопротивления свариваемых деталей или зоны контакта деталей. Применяют также индукционный нагрев токами высокой частоты. При газовой сварке металл нагревается пламенем горючего газа (или паров ке-)осина), сжигаемого в кислороде при помощи сварочной горелки, (аждый способ сварки имеет много разновидностей [35, 36].
[c.145]
Применяют также индукционный нагрев токами высокой частоты. При газовой сварке металл нагревается пламенем горючего газа (или паров ке-)осина), сжигаемого в кислороде при помощи сварочной горелки, (аждый способ сварки имеет много разновидностей [35, 36].
[c.145]
40 Электрические и тепловые свойства дуги.Разновидности дуговой сварки.
. Внешняя характеристика источников питания сварочной дуги. Сварочный трансформатор с вынесенным дросселем.
Внешней характеристикой источника называется зависимость напряжения на его выходных клеммах от тока в электрической цепи. Внешние характеристики могут быть следующих основных видов: падающая, полого-падающая, жесткая, возрастающая и идеализированная. Источник тока выбирают в зависимости от вольт-амперной характеристики дуги, соответствующей принятому способу сварки.
Для
питания дуги с жесткой характеристикой
применяют источники с падающей или
пологопадающей внешней характеристикой
(ручная дуговая сварка, автоматическая
под флюсом, сварка в защитных газах
неплавящимся электродом).
Для дуги с возрастающей характеристикой применяют источники с жесткой или возрастающей характеристикой (сварка в защитных газах плавящимся электродом и автоматическая под флюсом током повышенной плотности)
Сварочные трансформаторы как правило имеют падающую внешнюю характеристику. Широко применяют трансформаторы с вынесенным дросселем. В этих трансформаторах первичная и вторичная обмотки раздвинуты относительно друг друга, что обуславливает их повышенное индуктивное сопротивление вследствие появления магнитных потоков рассеяния.
Из тетеради
Электрич. Дуга это мощный стабильный электрический разряд в ионизированной атмосфере.
Электрич. Св-ва дуги описываются в вольтамперной характеристике которая представляет собой зависимость напряжения дуги от силы сварочного тока.
41 Источники сварочного тока
Источник
сварочного тока преобразует высокое
сетевое напряжение в существенно более
низкое сварочное напряжение и обеспечивает
требуемые для сварки высокие значения
силы тока, которые отсутствуют в сети. Кроме того, он способен поддерживать и
регулировать необходимые значения
тока. Для сварки может использоваться
как переменный, так и постоянный ток.
Кроме того, он способен поддерживать и
регулировать необходимые значения
тока. Для сварки может использоваться
как переменный, так и постоянный ток.
Простейшим видом преобразования сетевого тока в сварочный ток является сварочный трансформатор. Он преобразует ток только с точки зрения силы тока и напряжения (трансформатор напряжения) и выдает синусообразный переменный ток для сварки. Принцип работы трансформатора показан на Рис. 12.
Трансформатор подключается к осветительной электросети однофазно между первой фазой и внешним проводом либо между двумя фазами сети трехфазного тока. Регулировка разных значений силы тока становится возможной благодаря перемещению сердечника рассеяния, отведением обмоток на первичной стороне либо с помощью трансдуктора.
На
сварочном выпрямителе ток после
трансформации выпрямляется диодами
или тиристорами, т.е. для сварки выдается
постоянный ток. На простых сварочных
выпрямителях трансформатор подключается
одно- или двухфазно, на более мощных
аппаратах — трехфазно ко всем трем фазам
сети трехфазного тока. Последние выдают
очень равномерный ток без большой
пульсации. Однородность тока особенно
важна при сварке основными электродами
и сварке металлических сплавов, например,
никелевых. Регулировка сварочного
выпрямителя на простых аппаратах
производится на трансформаторе – см.
Настройка сварочного трансформатора.
Современные сварочные выпрямители
регулируются тиристорами, т.е. управляемыми
выпрямителями, путем управления фазовой
отсечкой.
Последние выдают
очень равномерный ток без большой
пульсации. Однородность тока особенно
важна при сварке основными электродами
и сварке металлических сплавов, например,
никелевых. Регулировка сварочного
выпрямителя на простых аппаратах
производится на трансформаторе – см.
Настройка сварочного трансформатора.
Современные сварочные выпрямители
регулируются тиристорами, т.е. управляемыми
выпрямителями, путем управления фазовой
отсечкой.
Все большую популярность в практическом использовании получают электронные источники сварочного тока (инверторы) также для ручной сварки стержневыми электродами, Рис. 13.
Рис.
14 представляет блок-схему инвертора 3-
го поколения с тактовой частотой до 100
кГц. Эти источники тока имеют конструкцию,
во многом отличную от традиционных
источников тока. Ток, поступающий из
сети, сначала выпрямляется, а затем
снова разбивается путем включения и
выключения за счет транзисторов с
тактовой частотой до 100 кГц на короткие
отрезки. Эта разбивка необходима для
того, чтобы создать возможность
трансформировать ток. Затем прерывистый
ток переменным образом разряжается в
трансформатор. Таким образом, на вторичной
стороне возникает прямоугольно импульсный
переменный ток с соответствующей
частотой. Затем ток выпрямляется и
выравнивается дросселем. Высокая частота
трансформируемого тока дает возможность
использовать трансформаторы меньшей
массы. Таким образом, становится возможным
создание сварочных аппаратов, которые
при высокой мощности имеют очень
незначительный вес. Благодаря этому
они отлично подходят для использования
на строительных площадках. Рис. 15
представляет инвертор Triton 220 перем./пост.
тока компании EWM, применяемый для ручной
сварки стержневыми электродами с силой
тока до 180 ампер, массой всего 17,9 кг.
Эта разбивка необходима для
того, чтобы создать возможность
трансформировать ток. Затем прерывистый
ток переменным образом разряжается в
трансформатор. Таким образом, на вторичной
стороне возникает прямоугольно импульсный
переменный ток с соответствующей
частотой. Затем ток выпрямляется и
выравнивается дросселем. Высокая частота
трансформируемого тока дает возможность
использовать трансформаторы меньшей
массы. Таким образом, становится возможным
создание сварочных аппаратов, которые
при высокой мощности имеют очень
незначительный вес. Благодаря этому
они отлично подходят для использования
на строительных площадках. Рис. 15
представляет инвертор Triton 220 перем./пост.
тока компании EWM, применяемый для ручной
сварки стержневыми электродами с силой
тока до 180 ампер, массой всего 17,9 кг.
Для ручной дуговой сварки штучными плавящимися электродами с покрытием (метод ММА): — трансформаторы (предназначены для сварки на переменном токе); — выпрямители (предназначены для сварки на постоянном токе); — инверторы (для сварки на постоянном токе — постоянный ток получают по инверторной схеме
Эллиптические дуги – Справочный центр BricsCAD
Команда: ELLIPSE + A
Эллиптическая дуга представляет собой фрагмент эллипса. По умолчанию для построения эллиптической дуги необходимо указать конечные точки одной оси эллипса, длину половины второй оси, начальный и конечный углы дуги, измеренные относительно большой оси эллипса.
По умолчанию для построения эллиптической дуги необходимо указать конечные точки одной оси эллипса, длину половины второй оси, начальный и конечный углы дуги, измеренные относительно большой оси эллипса.
Для создания дуги также могут использоваться другие методы, доступные в подменю Эллиптическая дуга меню Черчение и на панели инструментов Эллиптические дуги.
Основной метод построения эллиптической дуги
- Выполните одно из следующих действий:
- Нажмите кнопку Эллиптическая дуга () на панели Черчение.
- Запустите команду Эллипс и выберите опцию Дуга.
Запрос программы: Центр(Center)/<Первая точка оси эллипса>:
Контекстное меню команды:
2. Укажите первую конечную точку оси эллипса.
Запрос программы: Вторая конечная точка оси эллипса:
3. Укажите вторую конечную точку оси эллипса.
Запрос программы: Угол поворота вокруг оси(Rotation)/<Вторая ось>:
Контекстное меню команды:
4. Укажите длину половины второй оси эллипса.
Запрос программы: Параметр(Parameter)/<Начальный угол дуги>:
Контекстное меню команды:
5. Укажите начальный угол эллиптической дуги.
На экране отобразится динамическое изображение эллиптической дуги.
Запрос программы: Параметр(Parameter)/Охваченный угол(Included)/<Конечный угол дуги>:
Контекстное меню команды:
6. Укажите конечный угол эллиптической дуги.
Редактирование эллиптической дуги
- Выберите эллиптическую дугу.
Свойства выбранной эллиптической дуги отобразятся на Панели свойств.
2. Введите в соответствующих полях Панели свойств новые значения для Центра, Большого радиуса, Малого радиуса, Соотношения радиусов, Начального или Конечного углов и нажмите клавишу Enter.
3. Нажмите клавишу Esc для завершения редактирования эллиптической дуги.
Сварочная дуга, ее свойства | svarnoy.info
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металла и компонентов, входящих в состав электродных покрытий, флюсов и т. д.
Если ионизированный воздушный промежуток находится в электрическом поле, то подвижные газовые ионы приходят в движение и создают электрический ток. Однако при вязкой ионизации наступает динамическое равновесие, заключающееся в том, что в каждую единицу времени восстанавливается столько же молекул из ионов (молизация, рекомбинация), сколько распадается. Таким образом, как только прекращается действие ионизирующих факторов, исчезает электропроводимость и ток прекращается.
Для возбуждения дугового разряда при сварке для получения начальной ионизации обычно два электрода сводят до соприкосновения (электрод и деталь), а затем их быстро разводят. При достаточно большом токе при соприкосновении электродов в промежутке между концами электродов выделяется большое количество теплоты. Ток между электродами проходит через мелкие неровности на торцах и разогревает их до расплавления. При быстром разведении электродов расплавленные мостики растягиваются и сужаются, вследствие чего плотность тока доходит в них в момент разрыва до такой величины, что обращает их в пар. При высокой температуре паров металла ионизация промежутка получается настолько значительной, что при сравнительно небольшой разности потенциалов между концами электродов возникает дуговой разряд. Разряд поддерживается далее как стационарная устойчивая дуга в том случае, если сохраняются факторы, поддерживающие ионизацию дугового промежутка.
Ток между электродами проходит через мелкие неровности на торцах и разогревает их до расплавления. При быстром разведении электродов расплавленные мостики растягиваются и сужаются, вследствие чего плотность тока доходит в них в момент разрыва до такой величины, что обращает их в пар. При высокой температуре паров металла ионизация промежутка получается настолько значительной, что при сравнительно небольшой разности потенциалов между концами электродов возникает дуговой разряд. Разряд поддерживается далее как стационарная устойчивая дуга в том случае, если сохраняются факторы, поддерживающие ионизацию дугового промежутка.
При нагреве концов электродов имеющиеся всегда в металле электроны получают такое приращение кинетической энергии, что становятся в состоянии вылететь за пределы поверхности катода. Это явление носит название термоэлектронной эмиссии. Если между электродами имеется достаточно сильное электрическое поле (достаточная разность потенциалов), то полет запряженных частиц ориентируется полем и устанавливается стабильная дуга. В момент зажигания дуги промежуток еще недостаточно нагрет и для его ионизации необходима увеличенная кинетическая энергия, которая может быть получена усилением электрического поля, т. е. некоторым повышением напряжения между электродами по сравнению с тем напряжением, которое требуется для поддержания дуги в установившемся состоянии.
В момент зажигания дуги промежуток еще недостаточно нагрет и для его ионизации необходима увеличенная кинетическая энергия, которая может быть получена усилением электрического поля, т. е. некоторым повышением напряжения между электродами по сравнению с тем напряжением, которое требуется для поддержания дуги в установившемся состоянии.
Схема горения дуги
При увеличении силы тока в дуге с возрастанием его плотности возрастает и электропроводимость газа, т. е. уменьшается сопротивление дугового промежутка, вследствие чего та часть общего напряжения цепи, которая приходится на дуговой промежуток, падает. Таким образом, для поддержания большего тока в дуге требуется меньшее напряжение, чем для поддержания меньшего тока. Опытным путем установлено, что указанная зависимость существует при токах в дуге до 50 А, когда зависимость между силой тока в дуге и напряжением дугового промежутка является однозначной при определенных неизменяемых условиях (длина столба дуги, состав газовой среды, свойства электродов). С увеличением силы тока напряжение дуги падает. Однако для больших токов (выше 50 А), которые используются обычно при дуговой сварке, напряжение дуги постоянной длины сохраняется практически постоянным. Это явление объясняется тем, что электропроводимость дугового промежутка при увеличении силы тока до 50 А возрастает быстрее силы тока, а более 50 А электропроводимость возрастает прямо пропорционально силе тока.
С увеличением силы тока напряжение дуги падает. Однако для больших токов (выше 50 А), которые используются обычно при дуговой сварке, напряжение дуги постоянной длины сохраняется практически постоянным. Это явление объясняется тем, что электропроводимость дугового промежутка при увеличении силы тока до 50 А возрастает быстрее силы тока, а более 50 А электропроводимость возрастает прямо пропорционально силе тока.
Ток в сварочной дуге обусловлен в основном упорядоченным движением свободных электронов. За положительное направление тока в дуге, как это принято в физике и электротехнике, принимают перемещение частиц, несущих положительный заряд, равный по абсолютной величине заряду электрона. Положительное направление тока противоположно направлению свободных электронов, движущихся между изделием и торцом электродной проволоки под действием сил электрического поля.
Области дуги, в которых температура столба дуги снижается до температуры расплавленного или нагретого металла, называют приэлектродными областями дуги. В них протекают процессы, резко отличающиеся от процессов в столбе дуги.
В них протекают процессы, резко отличающиеся от процессов в столбе дуги.
Энергия, выделяющаяся в этих областях, расходуется на плавление металла изделия и плавящегося электрода или на плавление металла и нагрев вольфрамового электрода. В приэлектродных областях скапливаются заряженные частицы и возникают пространственные (объемные) заряды. В катодной области скапливаются положительные ионы, а в анодной — электроны. В связи с этим в приэлектродных областях создаются условия для резкого возрастания напряженности электрического поля. Напряженность в приэлектродных областях порядка (1—2) х 106 В/см (в столбе дуги 10—35 В/см).
При горении дуги в катодной области возникает положительный объемный заряд и растет напряженность электрического поля у катода. Эмиссия электронов возникает в первую очередь с тех мест поверхности катода, где работа выхода электронов меньше. Эти места называют активными пятнами.
Активное пятно на катоде (катодное пятно) непрерывно перемещается (блуждает) по поверхности его торца. Перемещение катодного пятна вызывает пространственное изменение расположения столба дуги, так как оно является основанием дуги. Падение напряжения в катодной области обычно преобладает в общем напряжении дуги, а его величина зависит от конкретных физических условий. Мощность, выделяемая в катодной области, расходуется на нагрев и плавление электрода, т. е. непосредственно на процесс сварки. Часть теплоты, приобретенной катодом, уходит в его массу путем теплоотдачи.
Перемещение катодного пятна вызывает пространственное изменение расположения столба дуги, так как оно является основанием дуги. Падение напряжения в катодной области обычно преобладает в общем напряжении дуги, а его величина зависит от конкретных физических условий. Мощность, выделяемая в катодной области, расходуется на нагрев и плавление электрода, т. е. непосредственно на процесс сварки. Часть теплоты, приобретенной катодом, уходит в его массу путем теплоотдачи.
В анодной области при горении дуги создается отрицательный объемный заряд. Электроны, поступающие из столба дуги в анодную область, нейтрализуются у поверхности анода, отдают энергию при воссоздании нейтральных атомов вещества анода и вызывают увеличение его температуры. Кроме того, часть электронов задерживается в пространственном заряде. Так как максимальная температура анода не может превышать температуру кипения материала анода, которая меньше температуры столба дуги, то из столба идет интенсивный теплоотвод в сторону анода. В анодной области ионизация практически не происходит. Величина анодного падения напряжения практически не зависит от сварочного тока. Для дуг с плавящимся электродом анодное падение напряжения равно 2,5 ± 1 В. Мощность, выделяемая в анодной области при прямой полярности, расходуется на плавление металла анода.
В анодной области ионизация практически не происходит. Величина анодного падения напряжения практически не зависит от сварочного тока. Для дуг с плавящимся электродом анодное падение напряжения равно 2,5 ± 1 В. Мощность, выделяемая в анодной области при прямой полярности, расходуется на плавление металла анода.
Команда ARCTRUST — Добро пожаловать в ARCTRUST
Команда менеджеров ARCTRUST
РОБЕРТ Дж. АМБРОЗИ — ПРЕДСЕДАТЕЛЬ Роберт Дж. Амбрози, 1950 г.р., председатель, главный исполнительный директор и директор ARCTRUST, а также основатель компании ARCTRUST Properties, Inc., которая была основана в 1985 году. Г-н Амбрози также был основателем, президентом, председателем и главным исполнительным директором. Сотрудник ARC Corporate Realty Trust, Inc., публичного, но не включенного в листинг REIT Net Lease Properties с 1993 по 2008 год.Г-н Амбрози имеет более 40 лет опыта в приобретении, развитии и управлении проектами в сфере недвижимости на международном уровне. Он начал свою карьеру в качестве аналитика по недвижимости в компании Mutual Life Insurance Company в Нью-Йорке. Затем он был нанят в качестве вице-президента для открытия нью-йоркского офиса Marcil Properties, канадской фирмы, занимающейся инвестициями в недвижимость, и отвечал за приобретение недвижимости в США и Net Lease Properties от имени иностранных инвесторов. В 1979 году он стал соучредителем компании Pivko Group, Inc.а затем Tibor Pivko & Company, международная консалтинговая компания по недвижимости, ведущая деятельность в США, Европе и на Ближнем Востоке. В 1985 году он основал ARC Properties, Inc., чтобы специализироваться на приобретении и развитии чистой аренды и недвижимости по всей территории Соединенных Штатов. Он имеет степень магистра финансов в Университете Рутгерса, сертификат старшего специалиста по недвижимости Нью-Йоркского университета и степень бакалавра инженерных наук в Технологическом институте Нью-Джерси.Г-н Амбрози был частым приглашенным лектором по международному бизнесу в нескольких университетах, включая аспирантуру Университета Дьюка, Колумбийского университета и Университета Рутгерса.
Он начал свою карьеру в качестве аналитика по недвижимости в компании Mutual Life Insurance Company в Нью-Йорке. Затем он был нанят в качестве вице-президента для открытия нью-йоркского офиса Marcil Properties, канадской фирмы, занимающейся инвестициями в недвижимость, и отвечал за приобретение недвижимости в США и Net Lease Properties от имени иностранных инвесторов. В 1979 году он стал соучредителем компании Pivko Group, Inc.а затем Tibor Pivko & Company, международная консалтинговая компания по недвижимости, ведущая деятельность в США, Европе и на Ближнем Востоке. В 1985 году он основал ARC Properties, Inc., чтобы специализироваться на приобретении и развитии чистой аренды и недвижимости по всей территории Соединенных Штатов. Он имеет степень магистра финансов в Университете Рутгерса, сертификат старшего специалиста по недвижимости Нью-Йоркского университета и степень бакалавра инженерных наук в Технологическом институте Нью-Джерси.Г-н Амбрози был частым приглашенным лектором по международному бизнесу в нескольких университетах, включая аспирантуру Университета Дьюка, Колумбийского университета и Университета Рутгерса.
Джеймс М. Стютерман, 1956 года рождения, президент и финансовый директор ARCTRUST, где он отвечает за потребности ARCTRUST в капитале, а ранее занимал должность директора и члена комитета по аудиту ARC Corporate Realty Trust.До прихода в ARCTRUST г-н Штутерман был старшим вице-президентом компании Toll Brothers, Inc., входящей в список 500 крупнейших национальных строителей роскошных домов, где он отвечал за коммерческие земельные владения, приобретение, развитие и общее управление городским смешанным использованием и розничной торговлей в пригородах. многосемейные и офисные проекты для дочерних компаний Toll, включая Toll Brothers Realty Trusts I и II — совместные инвестиции с Системой пенсионного обеспечения сотрудников штата Пенсильвания (PaSERS). До Toll г-н Штутерман был главным операционным директором, членом правления и инвестиционного комитета New Plan Excel Realty Trust с капиталом в 3 миллиарда долларов; Инвестиционный фонд недвижимости NYSE (REIT). Г-н Штутерман обладает более чем 30-летним опытом управления недвижимостью и инвестициями, является членом Национальной ассоциации инвестиционных фондов недвижимости (NAREIT), Международного совета торговых центров (ICSC) и назначенного CSM. Г-н Стютерман имеет степень бакалавра наук в области делового администрирования Университета Миссури-Сент. Луи.
Г-н Штутерман обладает более чем 30-летним опытом управления недвижимостью и инвестициями, является членом Национальной ассоциации инвестиционных фондов недвижимости (NAREIT), Международного совета торговых центров (ICSC) и назначенного CSM. Г-н Стютерман имеет степень бакалавра наук в области делового администрирования Университета Миссури-Сент. Луи.
Гэри С. Бауманн, эсквайр, 1968 года рождения, является главным операционным директором ARCTRUST.Г-н Бауманн — поверенный, допущенный к юридической практике в Нью-Йорке и Нью-Джерси, а также занимался юридической практикой в признанной на национальном уровне фирме Lowenstein Sandler, P.C. и международная строительная юридическая фирма Peckar and Abramson, P.C. Г-н Бауманн проработал в сфере недвижимости и строительства в течение 20 лет в качестве руководителя строительного проекта, юриста по строительству и консультанта. Г-н Бауманн руководил участниками проекта с индивидуальными обязательствами на сумму от 3 до 200 миллионов долларов посредством изучения рисков, консультирования по реализации проекта, составления документов и переговоров, анализа претензий и разрешения споров. Г-н Бауманн получил степень доктора юридических наук в юридическом факультете Университета Рутгерса в Ньюарке и степень бакалавра финансов в Университете Кина, Magna Cum Laude.
Г-н Бауманн получил степень доктора юридических наук в юридическом факультете Университета Рутгерса в Ньюарке и степень бакалавра финансов в Университете Кина, Magna Cum Laude.
Марк Перель, CPA, родился в 1953 году, является президентом, главным операционным директором и соучредителем ARCTRUST Properties Inc., а также исполнительным вице-президентом и директором ARCTRUST. Г-н Перель имеет более чем 30-летний опыт работы во всех сферах недвижимости, включая приобретения, планирование, выплаты прав, девелопмент, лизинг, управление и финансирование.В качестве главного операционного директора г-н Перель отвечает за повседневную работу ARC. Г-н Перель начал свою карьеру в Zimmerman & Co., сертифицированной аудиторской фирме, где он стал партнером и руководителем отдела недвижимости фирмы. Г-н Перель принимал участие во всех аспектах девелопмента и приобретений недвижимости, включая конкретные обязанности по экологической реабилитации собственности, за что от имени компании он получил престижную Национальную премию Феникса, присужденную Агентством по охране окружающей среды. Г-н Перель имеет степень бакалавра бухгалтерского учета в Университете Лонг-Айленда и является дипломированным бухгалтером.
Г-н Перель имеет степень бакалавра бухгалтерского учета в Университете Лонг-Айленда и является дипломированным бухгалтером.
Джозеф М. Морена, 1953 года рождения, является исполнительным вице-президентом ARCTRUST Properties, Inc. и ранее работал казначеем ARC Corporate Realty Trust (ACRT). До ARCTRUST Properties г-н Морена был финансовым директором Tel-Save Holdings Inc., публичной телекоммуникационной компании.До Tel-Save г-н Морена был вице-президентом по финансам Air and Water Technologies, публичной международной проектно-строительной компании со штаб-квартирой в Нью-Джерси. Г-н Морена имеет значительный опыт в области корпоративных финансов, включая привлечение капитала на рынке публичных IPO, банковских кредитов, государственных облигаций и частных размещений. Г-н Морена также имеет значительный опыт управления бизнесом в области подготовки и контроля финансовой отчетности, а также отношений с инвесторами. Г-н Морена имеет степень магистра банковского дела и финансов и степень бакалавра бизнеса в Нью-Йоркском университете.
Г-н Морена имеет степень магистра банковского дела и финансов и степень бакалавра бизнеса в Нью-Йоркском университете.
Джейсон Кесслер, 1980 г.р., является директором по инвестициям в ARCTRUST Properties, где он отвечает за управление и реализацию Программы развития совместных предприятий, а также за проведение комплексной проверки всех приобретений и разработок. До прихода в ARCTRUST г-н.Кесслер был вице-президентом по приобретениям и развитию в FC Development Group, динамично развивающейся компании по развитию коммерческой недвижимости, специализирующейся на земельных участках, реконструкции и возможностях освоенных месторождений в Среднеатлантическом регионе, где он отвечал за определение и андеррайтинг возможностей развития и реконструкции, работая с кредиторами и альтернативами финансирования, а также ведущая диверсификация фирмы в области консалтинга. До прихода в сектор недвижимости г-н Кесслер работал на Уолл-стрит в компаниях Bear Stearns и Lehman Brothers. Г-н Кесслер учился в Школе бизнеса Леонарда Н. Стерна при Нью-Йоркском университете и получил степень бакалавра наук в области финансов и бухгалтерского учета, получив диплом Magna Cum Laude.
Г-н Кесслер учился в Школе бизнеса Леонарда Н. Стерна при Нью-Йоркском университете и получил степень бакалавра наук в области финансов и бухгалтерского учета, получив диплом Magna Cum Laude.
Майкл Р. Амбрози, 1981 г.р., вице-президент по аренде и маркетингу в ARCTRUST Properties. С момента прихода в фирму в 2004 году г-н Амбрози в первую очередь отвечал за анализ приобретения проектов, розничную аренду, общий маркетинг фирмы, а также выступал в качестве ключевого члена в других областях, таких как приобретение, продажа и развитие недвижимости. недвижимость и отношения с инвесторами.Кроме того, г-н Амбрози является администратором информационных и бизнес-технологий компании. Г-н Амбрози является выпускником Университета Вилланова со степенью бакалавра в области коммуникаций и делового администрирования и является членом ключевой исполнительной группы Vistage.
Стивен Л. Малой — Исполнительный вице-президент по закупкам
Малой — Исполнительный вице-президент по закупкам Стивен Л. Малой, 1957 года рождения, исполнительный вице-президент и директор по закупкам ARCTRUST Properties, Inc.где он концентрирует свои усилия на приобретении и продаже чистой арендованной торговой недвижимости. За последние 20 лет г-н Малой участвовал в финансировании, продаже и приобретении чистых сделок по аренде собственности на сумму более 3 миллиардов долларов, включая более 200 сделок по чистой аренде с ARC на сумму более 1 миллиарда долларов. Г-н Малой был партнером-основателем и исполнительным вице-президентом, отвечавшим за создание и развитие нового бизнеса в CapLease, публичном инвестиционном трасте чистой арендной собственности в сфере недвижимости, недавно приобретенном VEREIT.До основания CapLease г-н Малой был генеральным партнером Liberty Equities, отвечая за приобретение новой собственности, приобретение квартир и офисов по всей стране. Г-н Малой начал свою карьеру в сфере недвижимости в 1981 году в компании Cushman and Wakefield в Нью-Йорке. Г-н Малой имеет степень бакалавра бизнеса Хартфордского университета.
Г-н Малой имеет степень бакалавра бизнеса Хартфордского университета.
Роберт Дж. Мартоне, 1969 года рождения, является исполнительным вице-президентом по закупкам в ARCTRUST Properties, Inc.где он концентрирует свои усилия на приобретении Net Lease Properties. До прихода в ARCTRUST Properties г-н Мартоне в течение 14 лет занимал должность старшего финансового директора в CVS Caremark Corporation. Во время своего пребывания в CVS Caremark Corporation г-н Мартоне возглавлял команду, которая курировала программу продажи с обратной арендой, в рамках которой было выполнено транзакций на сумму 7,2 миллиарда долларов, представляющих 2100 магазинов и 8 распределительных центров на рынках частного и государственного долга. В другие ключевые обязанности входило управление общим процессом развития магазина для рынка Коннектикута, а также надзор за 1 долларом.5 миллиардов капитальных вложений для CVS Realty Co. Г-н Мартон также занимал различные финансовые должности в GTECH Corporation, American Medical Response, Inc. и Nortek, Inc. Г-н Мартоне имеет степень бакалавра наук в области бухгалтерского учета в колледже Святого Михаила и степень магистра делового администрирования в Providence College.
Г-н Мартон также занимал различные финансовые должности в GTECH Corporation, American Medical Response, Inc. и Nortek, Inc. Г-н Мартоне имеет степень бакалавра наук в области бухгалтерского учета в колледже Святого Михаила и степень магистра делового администрирования в Providence College.
Сильвия П. Фернандес, эсквайр, главный юрисконсульт в ARCTRUST Properties, Inc.Г-жа Фернандес — поверенный, имеющий право заниматься юридической практикой в Нью-Джерси, Пенсильвании, Нью-Йорке и Окружном суде США в Нью-Джерси. Во время учебы в юридической школе она работала клерком в офисе главного юрисконсульта Ernst & Young, LLP и занималась юридической практикой в Lindabury, McCormick, Estabrook & Cooper, P.C. до прихода в ARCTRUST Properties, Inc. она имела обширный опыт представления интересов покупателей, продавцов и кредиторов в сделках с коммерческой недвижимостью, а также в таких областях общей практики, как транзакционное право, трудовое право, льготы для сотрудников и коммерческие судебные разбирательства. Г-жа Фернандес получила степень доктора права на юридическом факультете Университета Сетон-Холл и степень бакалавра искусств в колледже Рамапо в Нью-Джерси, Summa Cum Laude. Она является членом правления Ассоциации женщин-юристов Нью-Джерси и членом Ассоциации адвокатов штата Нью-Джерси.
Г-жа Фернандес получила степень доктора права на юридическом факультете Университета Сетон-Холл и степень бакалавра искусств в колледже Рамапо в Нью-Джерси, Summa Cum Laude. Она является членом правления Ассоциации женщин-юристов Нью-Джерси и членом Ассоциации адвокатов штата Нью-Джерси.
Лиза Ганнелс — вице-президент по связям с инвесторами в ARCTRUST Properties, где она специализируется на отношениях с брокерами, дилерами и акционерами.Г-жа Ганнелс ежедневно тесно сотрудничает с брокерами-дилерами, консультантами и акционерами, обеспечивая рассмотрение всех запросов инвесторов, консультируется с инвестиционными консультантами по новым инвестиционным возможностям, обрабатывает подписки и управляет повседневной деятельностью внутреннего отдела по связям с инвесторами. отделение. Г-жа Ганнелс имеет в общей сложности более десяти лет опыта работы в сфере коммерческой и жилой недвижимости. До прихода в ARCTRUST г-жа Ганнелс начала свою карьеру в сфере жилой недвижимости, работая в Pulte Homes, компании из списка Fortune 500.Г-жа Ганнелс имеет степень бакалавра наук в области делового администрирования со специализацией в области промышленной / организационной психологии, а также степень магистра делового администрирования в колледже Св. Фомы Аквинского.
До прихода в ARCTRUST г-жа Ганнелс начала свою карьеру в сфере жилой недвижимости, работая в Pulte Homes, компании из списка Fortune 500.Г-жа Ганнелс имеет степень бакалавра наук в области делового администрирования со специализацией в области промышленной / организационной психологии, а также степень магистра делового администрирования в колледже Св. Фомы Аквинского.
Нил Дорнхейм, 1967 г.р., является вице-президентом по управлению активами в ARCTRUST Properties. До прихода в ARC Properties Inc. г-н Дорнхейм был руководителем по управлению активами в ARC Commercial Mortgage Company, калифорнийской коммерческой ипотечной компании для различных типов коммерческой недвижимости.До прихода в ARC Commercial Mortgage Company г-н Дорнхейм был директором по управлению портфелем VAP International, компании по развитию недвижимости в Нью-Джерси. Г-н Дорнхейм обладает обширными знаниями и опытом в области финансового и физического управления активами торговой недвижимости. Г-н Дорнхейм также имеет значительный опыт управления бизнесом в области управления проектами, управления строительством и развитием. Г-н Дорнхейм имеет степень бакалавра искусств в области делового администрирования в Государственном колледже Северной Каролины.
Г-н Дорнхейм также имеет значительный опыт управления бизнесом в области управления проектами, управления строительством и развитием. Г-н Дорнхейм имеет степень бакалавра искусств в области делового администрирования в Государственном колледже Северной Каролины.
Эдвард Финнеган, 1963 года рождения, вице-президент по рынкам капитала ARCTRUST. В качестве вице-президента по рынкам капитала г-н Финнеган отвечает за привлечение институционального капитала для ARCTRUST и дочерних компаний в сфере недвижимости. До прихода в ARCTRUST г-н Финнеган был управляющим директором в Estreich & Company, ведущей фирме по ипотечным брокерским операциям и консультациям по капиталу в Нью-Йорке. До Estreich & Company г-н.Финнеган был директором HFF в их офисе в Нью-Йорке, начав в компании-предшественнике, Fowler Goedecke Ellis & O’Connor, в 1994 году. Г-н Финнеган является лицензированным брокером по недвижимости в Нью-Йорке и работает в ICSC и REBNY. Он учился в Университете Карнеги-Меллона и в настоящее время учится в Фордхэмской школе профессионального и непрерывного образования.
Он учился в Университете Карнеги-Меллона и в настоящее время учится в Фордхэмской школе профессионального и непрерывного образования.
Высшее руководство поддерживается высококвалифицированными помощниками и другим вспомогательным персоналом, а также самыми современными компьютерными и бизнес-системами.
| Имя | Название | добавочный номер | Адрес электронной почты |
|---|---|---|---|
| Роберт Дж. Амбрози | Председатель и главный исполнительный директор | [email protected] | |
| Майкл Р. Амбрози | Главный операционный директор ARCTRUST III | 116 | [email protected] |
| Гэри Бауманн | Заместитель председателя ARCTRUST III | 110 | гбауманн @ arctrust. com com |
| Джоселин Бекман | Старший помощник юриста | 119 | [email protected] |
| Каралинн Бранкателла | Паралегал | 148 | [email protected] |
| Милли Колон | Бухгалтерский учет | 103 | [email protected] |
| Лиза Диенно | Вице-президент по закупкам | 141 | ldiienno @ arctrust.com |
| Нил Дорнхейм | Вице-президент по расширению активов | 143 | [email protected] |
| Сильвия Фернандес | Главный юрисконсульт | 247 | [email protected] |
| Лиза Ганнелс | Вице-президент по связям с инвесторами | 124 | [email protected] |
| Джейсон Кесслер | Директор по инвестициям | 147 | jkessler @ arctrust. com com |
| Джеймс Мабли | Аналитик по недвижимости | 120 | [email protected] |
| Стив Малой | Исполнительный вице-президент по приобретениям | 114 | [email protected] |
| Роб Мартоне | Исполнительный вице-президент по приобретениям | 101 | [email protected] |
| Робин Маттарочио | Бухгалтерский учет | 115 | rmattarochio @ arctrust.com |
| Джозеф Морена | Исполнительный вице-президент | 113 | [email protected] |
| Брюс Нельсон | Главный бухгалтер | 105 | [email protected] |
| Апуша Пагдал | Старший менеджер проекта | 145 | [email protected] |
| Маргарит Папамаркос | Помощник руководителя | 102 | mpapamarkos @ arctrust. com com |
| Марк Перель | Президент, ARCTRUST Development | 104 | [email protected] |
| Гэри Шихан | Управляющий директор Capital Resources | 146 | [email protected] |
| Джеймс Стейтерман | Президент и финансовый директор, ARCTRUST | 303 | [email protected] |
| Крис Дреер | Корреспондент по розничной торговле | cdreher @ arctrust.com |
ARC / arc.properties на главном сервере · InseeFr / ARC · GitHub
ARC / arc.properties на главном сервере · InseeFr / ARC · GitHub Постоянная ссылка В настоящее время невозможно получить участников40 строк (30 слотов) 1,2 КБ
| # Файл свойств для настройки веб-приложения | |
| # Версия | |
фр. insee.arc.version = $ {plateforme} _ $ {project.version} insee.arc.version = $ {plateforme} _ $ {project.version} | |
| # Dev environmentnement? | |
| fr.insee.arc.environnement.is.dev = true | |
| # Схема в БД | |
| fr.insee.arc.schema.reference = arc | |
| # Каталог пакетов | |
| фр.insee.arc.batch.parametre.repertoire = $ {env.applicationDirectory} | |
| ## Конфигурация базы данных | |
fr. insee.database.poolName = arc insee.database.poolName = arc | |
| fr.insee.database.arc.url = $ {env.urlDatabase} | |
| fr.insee.database.arc.username = $ {env.usernameDatabase} | |
| фр.insee.database.arc.password = $ {env.passwordDatabase} | |
| fr.insee.database.arc.driverClassName = org.postgresql.Driver | |
| ## файл конфигурации log4j | |
| fr.insee.arc.log.configuration = $ {env.logSettings: fr / insee / config / log4j2.xml} | |
| # Конфигурация Keycloak — оставьте поле пустым, чтобы отключить | |
| # Путь конфигурации Keycloak в пути к классам | |
плащ. ресурс = ресурс = | |
| # Файл конфигурации Keycloak в файловой системе | |
| keycloak.file = | |
| # Ограничение доступа на основе ролей — оставьте поле пустым, чтобы отключить | |
| fr.insee.arc.roles.admin = | |
| # Конфигурация управления WS-пользователями — оставьте поле пустым, чтобы отключить | |
| фр.insee.annuaire.arc.uri = | |
| fr.insee.annuaire.arc.ident = | |
| fr.insee.annuaire.arc.password = | |
# Учетная запись пользователя с ограниченным доступом. Оставьте поле пустым, чтобы игнорировать Оставьте поле пустым, чтобы игнорировать | |
| fr.insee.database.arc.restrictedUsername = $ {env.restrictedUserDatabase:} |
Электрическая дуга — свойства дуги — ионы, газ, электроны и ток
Электрическая дуга была впервые обнаружена в 1808 году британским химиком Хамфри Дэви. Он увидел яркое светящееся пламя, когда два стержня из угля , , проводящие ток, были разделены, и конвекционный ток горячего газа отклонил его в форме дуги.Типичные характеристики дуги включают относительно низкий градиент потенциала между электродами (менее нескольких десятков вольт) и высокую плотность тока (от 0,1 до тысяч ампер или выше). В проводящем канале присутствуют высокие температуры газа (несколько тысяч или десятков тысяч градусов Кельвина), особенно при высоких давлениях газа. Испарение электродов также является обычным явлением, и газ содержит молекулы материала электродов. В некоторых случаях может быть слышен шипящий звук, заставляющий дугу «петь».«Градиент потенциала между электродами неоднороден. В большинстве случаев можно различить три разных области: область, близкая к положительному электроду, называемая катодным падением ; область рядом с отрицательным электродом или анодным подъемом . ; и основной корпус дуги. Внутри корпуса дуги существует равномерный градиент напряжения. Эта область электрически нейтральна, где кумулятивная ионизация приводит к тому, что количество положительных ионов равно количеству электронов или отрицательных ионов.Ионизация происходит в основном из-за возбуждения молекул и повышения температуры.
В проводящем канале присутствуют высокие температуры газа (несколько тысяч или десятков тысяч градусов Кельвина), особенно при высоких давлениях газа. Испарение электродов также является обычным явлением, и газ содержит молекулы материала электродов. В некоторых случаях может быть слышен шипящий звук, заставляющий дугу «петь».«Градиент потенциала между электродами неоднороден. В большинстве случаев можно различить три разных области: область, близкая к положительному электроду, называемая катодным падением ; область рядом с отрицательным электродом или анодным подъемом . ; и основной корпус дуги. Внутри корпуса дуги существует равномерный градиент напряжения. Эта область электрически нейтральна, где кумулятивная ионизация приводит к тому, что количество положительных ионов равно количеству электронов или отрицательных ионов.Ионизация происходит в основном из-за возбуждения молекул и повышения температуры.
Область катодного падения составляет примерно 0,01 мм с разностью потенциалов менее примерно 10 вольт. Часто термоэлектронная эмиссия достигается на катоде. Электроды в этом случае изготовлены из преломляющих материалов, таких как вольфрам и углерод, а область содержит избыток положительных ионов и большой электрический ток . На катоде происходит переход от металлического проводника, в котором ток переносится электронами, к газу, в котором проводимость осуществляется как электронами, так и отрицательными ионами и положительными ионами.Газообразные положительные ионы могут свободно достигать катода и образовывать потенциальный барьер. Электроны, вылетающие из катода, должны преодолеть этот барьер, чтобы войти в газ.
Часто термоэлектронная эмиссия достигается на катоде. Электроды в этом случае изготовлены из преломляющих материалов, таких как вольфрам и углерод, а область содержит избыток положительных ионов и большой электрический ток . На катоде происходит переход от металлического проводника, в котором ток переносится электронами, к газу, в котором проводимость осуществляется как электронами, так и отрицательными ионами и положительными ионами.Газообразные положительные ионы могут свободно достигать катода и образовывать потенциальный барьер. Электроны, вылетающие из катода, должны преодолеть этот барьер, чтобы войти в газ.
На аноде происходит переход из газа, в котором и электроны, и положительные ионы проводят ток, к металлическому проводнику, в котором ток переносится только электронами. За некоторыми исключениями, положительные ионы не попадают в газ из металла . Электроны ускоряются по направлению к аноду и посредством ионизации обеспечивают поступление ионов в колонку. Электронный ток может разогреть анод до высокой температуры, что сделает его термоэлектронным эмиттером, но испускаемые электроны возвращаются к аноду, внося свой вклад в большой отрицательный объемный заряд вокруг него. Оплавление электродов и введение их пара в газ увеличивает давление в их окрестностях.
Электронный ток может разогреть анод до высокой температуры, что сделает его термоэлектронным эмиттером, но испускаемые электроны возвращаются к аноду, внося свой вклад в большой отрицательный объемный заряд вокруг него. Оплавление электродов и введение их пара в газ увеличивает давление в их окрестностях.
Поперечно-изотропные упруго-пластические свойства в покрытии Al – Zn, напыленном термической дугой: подход микропоромеханики
Davis, J. R. et al. Справочник по технологии термического напыления (ASM International, Кливленд, 2004 г.).
Google ученый
Абкенар А. П. Система электродугового напыления: производство, перенос и осаждение частиц (Университет Торонто, Торонто, 2007).
Google ученый
 org/ScholarlyArticle»> 3.
org/ScholarlyArticle»> 3.Wiecinski, P. et al. Микроструктура и свойства многослойных покрытий металл / керамика и керамика / керамика на титановом сплаве ТИ6АЛ4В. Surf. Пальто. Technol. 309 , 709–718 (2017).
CAS Статья Google ученый
Ян В., Ван Дж., Сюй Д., Ке П. и Ли Дж. Микроструктура и свойства дуплексных покрытий на магниевом сплаве. Surf. Англ. 32 , 601–606 (2016).
Артикул Google ученый
Huen, W. Y., Lee, H., Vimonsatit, V., Mendis, P. & Lee, H.-S. Наномеханические свойства напыленного термическим способом покрытия с использованием непрерывного измерения жесткости и искусственной нейронной сети. Surf. Пальто. Technol. 366 , 266–276 (2019).
366 , 266–276 (2019).
CAS Статья Google ученый
Zhang, X. et al. Пористость и эффективные механические свойства покрытий из сплавов на основе никеля, нанесенных плазменным напылением. Заяв. Серфинг. Sci. 255 , 4362–4371 (2009).
ADS CAS Статья Google ученый
Rezaei, S. et al. Новый подход к прогнозированию деформации и разрушения твердых покрытий: сравнение численного моделирования и тестов наноиндентирования. мех. Mater. 117 , 192–201 (2018).
ADS Статья Google ученый
 org/ScholarlyArticle»> 8.
org/ScholarlyArticle»> 8.Себастьяни, М., Йоханнс, К., Herbert, E., Carassiti, F. & Pharr, G. Новый тест на раскалывание вдавливанием колонны для измерения вязкости разрушения тонких керамических покрытий. Philos. Mag. 95 , 1928–1944. https://doi.org/10.1080/14786435.2014.0 (2014).
ADS CAS Статья Google ученый
Cheng, G., Sun, X., Wang, Y., Tay, S. L. & Gao, W. Исследование наноиндентирования электроосажденного тонкого покрытия ag: обратный расчет анизотропных упругопластических свойств. Surf. Пальто. Technol. 310 , 43–50. https://doi.org/10.1016/j.surfcoat.2016.12.056 (2017).
CAS Статья Google ученый
Wang, M. et al. Об определении анизотропной пластичности металлических материалов с помощью инструментального индентирования. Mater. Дизайн 111 , 98–107. https://doi.org/10.1016/j.matdes.2016.08.076 (2016).
Об определении анизотропной пластичности металлических материалов с помощью инструментального индентирования. Mater. Дизайн 111 , 98–107. https://doi.org/10.1016/j.matdes.2016.08.076 (2016).
CAS Статья Google ученый
Ди Джироламо, Г., Марра, Ф., Блази, К., Серра, Э. и Валенте, Т. Микроструктура, механические свойства и термостойкость наноструктурированных покрытий из диоксида циркония, напыленных плазмой. Ceram. Int. 37 , 2711–2717 (2011).
Артикул Google ученый
Ди Джироламо, Г., Брентари, А., Блази, С. и Серра, Э. Микроструктура и механические свойства покрытий на основе оксида алюминия, нанесенных плазменным напылением. Ceram. Int. 40 , 12861–12867 (2014).
Int. 40 , 12861–12867 (2014).
Артикул Google ученый
Wang, G. et al. Прочная супергидрофобная поверхность на алюминиевом основании, обладающая прочностью, стойкостью к коррозии и боязнью льда. Sci. Отчет 6 , 20933 (2016).
ADS CAS Статья Google ученый
Nemat-Nasser, S., Лори, М. и Датта, С. К. Микромеханика: общие свойства гетерогенных материалов. J. Appl. Мех. 63 , 561. https://doi.org/10.1115/1.2788912 (1996).
ADS Статья Google ученый
Ульм, Ф. -Дж., Делафарг, А., Константинидес, Г. Экспериментальная микропоромеханика. В Прикладная микромеханика пористых материалов 207–288 (Springer, Berlin, 2005).
-Дж., Делафарг, А., Константинидес, Г. Экспериментальная микропоромеханика. В Прикладная микромеханика пористых материалов 207–288 (Springer, Berlin, 2005).
Ульм, F.-J. & Abousleiman, Y. Нанозернистая природа сланца. Acta Geotech. 1 , 77–88 (2006).
Артикул Google ученый
Фишер-Криппс, А.С. Применение наноиндентирования. В Nanoindentation , 213–233 (Springer, 2011).
Бертельсен Р., Дензер Р., Опперманн П. и Менцель А. Вычислительная гомогенизация термовязкопластичности: нанесение на термически напыленные покрытия. Comput. Мех. 60 , 739–766 (2017).
MathSciNet Статья Google ученый
 org/ScholarlyArticle»> 19.
org/ScholarlyArticle»> 19.Циглер Т., Нойбранд А. и Пиат Р. Мультимасштабные модели гомогенизации для упругого поведения композитов металл / керамика с пластинчатыми доменами. Compos. Sci. Technol. 70 , 664–670 (2010).
CAS Статья Google ученый
Vimonsatit, V. et al. Идентификация поперечной изотропии гидрата силиката кальция с использованием наноиндентирования и анализа методом конечных элементов. В Строительные материалы . Принято 9 июня 2020 г. (2020 г.).
Ли, Х., Хуэн, В. Ю., Вимонсатит, В. и Мендис, П. Исследование наномеханических свойств материалов с использованием наноиндентирования и искусственной нейронной сети. Sci. Отчет 9 , 1–9 (2019).
Артикул Google ученый
 org/ScholarlyArticle»> 22.
org/ScholarlyArticle»> 22.Cheng, Y.-T. И Ченг, К.-М. Масштабирование, анализ размеров и измерения вдавливания. Mater. Sci. Англ. R Rep. 44 , 91–149. https://doi.org/10.1016/j.mser.2004.05.001 (2004).
Артикул Google ученый
Оливер, В. и Фарр, Г. Усовершенствованный метод определения твердости и модуля упругости с использованием экспериментов по вдавливанию с измерением нагрузки и смещения. J. Mater. Res. 7 , 1564–1583.https://doi.org/10.1557/jmr.1992.1564 (1992).
ADS CAS Статья Google ученый
Оливер У. и Фарр Г. Измерение твердости и модуля упругости с помощью инструментального вдавливания: успехи в понимании и уточнения методологии. J. Mater. Res. 19 , 3–20. https://doi.org/10.1557/jmr.2004.0002 (2004).
J. Mater. Res. 19 , 3–20. https://doi.org/10.1557/jmr.2004.0002 (2004).
ADS CAS Статья Google ученый
Huen, W. Y., Lee, H., Vimonsatit, V. & Mendis, P. Взаимосвязь свойств вдавливания на основе жесткости с использованием метода непрерывного измерения жесткости. Материалы 13 , 97 (2020).
ADS CAS Статья Google ученый
Набор инструментов оптимизации Matlab (2017a).
Ван, З., Кулькарни, А., Дешпанде, С., Накамура, Т. и Херман, Х. Влияние пор и границ раздела на эффективные свойства покрытий из диоксида циркония, напыленных плазменным напылением. Acta Mater. 51 , 5319–5334 (2003).
Acta Mater. 51 , 5319–5334 (2003).
CAS Статья Google ученый
Ang, A. S. M. и Berndt, C. C. Обзор методов испытаний покрытий термическим напылением. Внутр. Mater. Ред. 59 , 179–223 (2014).
CAS Статья Google ученый
Груичич, М., Сэйлор, Дж., Бизли, Д., ДеРоссет, В.И Хелфритч, Д. Расчетный анализ межфазной связи между частицами подаваемого порошка и подложкой в процессе динамического напыления холодным газом. Заяв. Серфинг. Sci. 219 , 211–227. https://doi.org/10.1016/s0169-4332(03)00643-3 (2003).
ADS CAS Статья Google ученый
 org/ScholarlyArticle»> 30.
org/ScholarlyArticle»> 30.Deshpande, S. & Sampath, S. 331 эволюция микроструктуры в покрытиях, наносимых термическим напылением, и ее значение для поведения при высоких температурах. Proc. 1992 Ann. Встретить. JSME / MMD 2005 , 235–237. https://doi.org/10.1299/jsmezairiki.2005.0_235 (2005).
Артикул Google ученый
Ulm, F.-J. et al. Статистические методы индентирования гидратированных нанокомпозитов: бетон, кость и сланец. J. Am. Ceram. Soc. 90 , 2677–2692. https://doi.org/10.1080/14786435.2014.00 (2007).
CAS Статья Google ученый
Bobko, C. & Ulm, F.-J. Нано-механическая морфология сланца. мех. Mater. 40 , 318–337. https://doi.org/10.1080/14786435.2014.01 (2008).
https://doi.org/10.1080/14786435.2014.01 (2008).
Артикул Google ученый
Toma, SL, Badescu, M., Ionita, I., Ciocoiu, M. & Eva, L. Влияние расстояния распыления и температуры струи на пористость и адгезию Ti-отложений, полученных термическим напыление в электродуговой термической активации. Заяв. Мех. Mater. 657 , 296–300. https://doi.org/10.1080/14786435.2014.02 (2014).
Артикул Google ученый
Ли, Х., Хор, К. и Ченг, П. Разрушение адгезии и изгиба термо напыленных гидроксиапатитовых покрытий: влияние наноструктур на границе раздела и явление распространения трещин во время изгиба. Eng. Фракция. Мех. 74 , 1894–1903. https://doi. org/10.1080/14786435.2014. 03 (2007).
org/10.1080/14786435.2014. 03 (2007).
Артикул Google ученый
Константинидес, Г., Чандран, К. Р., Ульм, Ф.-Ж. И Ван Влит, К. Анализ композитной микроструктуры и механики вдавливанием сетки: принципы и подтверждение. Mater. Sci. Англ. А 430 , 189–202 (2006).
Артикул Google ученый
Jaeger, H. M. & Nagel, S.Р. Физика зернистого состояния. Наука 255 , 1523–1531 (1992).
ADS CAS Статья Google ученый
Анандараджа А. Вычислительные методы упругости и пластичности: твердые тела и пористые среды (Springer, 2011).
Бобко, С. П. Оценка механической микроструктуры сланца методом наноиндентирования: связь между минеральным составом и механическими свойствами.Кандидат наук. докторская диссертация, Массачусетский технологический институт (2008 г.).
Cariou, S., Ulm, F.-J. И Дормье, Л. Соотношения масштабирования твердости и плотности упаковки для когезионных пористых материалов с трением. J. Mech. Phys. Твердые тела 56 , 924–952 (2008).
ADS CAS Статья Google ученый
Фишер-Криппс, А. К., Глойна, Э. Ф. и Харт, У. Х. Введение в контактную механику Vol.221 (Springer, Берлин, 2000).
Google ученый
 org/ScholarlyArticle»> 41.
org/ScholarlyArticle»> 41.Онода, Г. Ю. и Линигер, Э. Г. Случайные свободные упаковки однородных сфер и начало дилатансии. Phys. Rev. Lett. 64 , 2727 (1990).
ADS CAS Статья Google ученый
Ли, Х., Вимонсатит, В. и Чиндапрасирт, П. Механические и микромеханические свойства активированного щелочью цемента на основе летучей золы на основе нано-вдавливания. Констр. Строить. Mater. 107 , 95–102 (2016).
CAS Статья Google ученый
Ortega, J. A., Ulm, F.-J. & Abousleiman, Y. Влияние нанозернистой природы сланца на их пороупругое поведение. Acta Geotech. 2 , 155–182 (2007).
Артикул Google ученый
 org/Book»> 44.
org/Book»> 44.Дормье, Л., Кондо, Д.И Ульм, Ф.-Ж. Microporomechanics (Wiley, Hoboken, 2006).
Google ученый
Stoudt, M., Levine, L., Creuziger, A. & Hubbard, J. Фундаментальные отношения между ориентацией зерен, вызванной деформацией шероховатостью поверхности и локализацией деформации в алюминиевом сплаве. Mater. Sci. Англ. А 530 , 107–116. https://doi.org/10.1080/14786435.2014.04 (2011).
CAS Статья Google ученый
Ван Т., Чжу Т., Сун Дж., Ву Р. и Чжан М. Влияние направлений прокатки на микроструктуру, механические свойства и анизотропию сплава Mg-5Li-1Al-0.5Y. J. Mag. Сплавы 3 , 345–351. https://doi.org/10.1080/14786435. 2014.05 (2015).
2014.05 (2015).
CAS Статья Google ученый
Тан, Ю., Шьям, А., Чой, В., Лара-Курцио, Э. и Сампат, С. Анизотропные упругие свойства покрытий термическим напылением, определенные с помощью резонансной ультразвуковой спектроскопии. Acta Mater. 58 , 5305–5315. https://doi.org/10.1080/14786435.2014.06 (2010).
CAS Статья Google ученый
Накамура, Т. и Гу, Ю. Идентификация упруго-пластических анизотропных параметров с использованием инструментального индентирования и обратного анализа. мех. Mater. 39 , 340–356. https://doi.org/10.1080/14786435.2014.07 (2007).
Артикул Google ученый
 org/ScholarlyArticle»> 49.
org/ScholarlyArticle»> 49.Влассак, Дж. Дж. И Никс, В. Измерение упругих свойств анизотропных материалов с помощью экспериментов с вдавливанием. J. Mech. Phys. Твердые тела 42 , 1223–1245. https://doi.org/10.1080/14786435.2014.08 (1994).
ADS Статья Google ученый
Wang, Q., Birbilis, N., Huang, H. & Zhang, M.-X. Определение микроструктуры и наномеханика чистых композитных покрытий Al и Al-Al2O3, нанесенных холодным напылением. Surf. Пальто. Technol. 232 , 216–223. https://doi.org/10.1080/14786435.2014.09 (2013).
CAS Статья Google ученый
Булл С. Наноиндентирование покрытий. J. Phys. D Прил. Phys. 38 , R393 (2005).
ADS CAS Статья Google ученый
Гипотеза Слоана, Н. Дж. А. Кеплера подтверждена. Nature 395 , 435–436 (1998).
ADS CAS Статья Google ученый
Паскуэ М. и Фернандес Дж. Атомное взаимодействие типа MEAM для исследования интерметаллидов в сплаве Al – U. J. Nucl. Mater. 467 , 229–239. https://doi.org/10.1016/j.jnucmat.2015.09.030 (2015).
ADS CAS Статья Google ученый
Choudhary, K. et al. Многотельный потенциал с оптимизацией заряда для алюминия. J. Phys. Конденс. Дело 27 , 015003. https://doi.org/10.1088/0953-8984/27/1/015003 (2014).
Конденс. Дело 27 , 015003. https://doi.org/10.1088/0953-8984/27/1/015003 (2014).
ADS CAS Статья PubMed Google ученый
Jang, H.-S., Kim, K.-M. И Ли, Б.-Дж. Модифицированные межатомные потенциалы метода погруженного атома для бинарной системы чистого Zn и Mg-Zn. Калфад 60 , 200–207.https://doi.org/10.1016/j.calphad.2018.01.003 (2018).
CAS Статья Google ученый
Дикель Д. Э., Баскес М. И., Аслам И. и Барретт К. Д. Новый межатомный потенциал для сплавов Mg-Al-Zn с особым применением для разбавления сплавов на основе мг. Modell. Simul. Mater. Sci. Англ. 26 , 045010. https://doi.org/10.1088/1361-651x/aabaad (2018).
ADS CAS Статья Google ученый
Рёмер, Ф., Браун, С. и Краска, Т. Разработка потенциала ЕАМ для цинка и его применение для роста наночастиц. Phys. Chem. Chem. Phys. 11 , 4039. https://doi.org/10.1039/b820278h (2009).
CAS Статья PubMed Google ученый
Накамура, Т., Цянь, Г. и Берндт, К.С. Влияние пор на механические свойства керамических покрытий, нанесенных плазменным напылением. Дж.Являюсь. Ceram. Soc. 83 , 578–584 (2000).
CAS Статья Google ученый


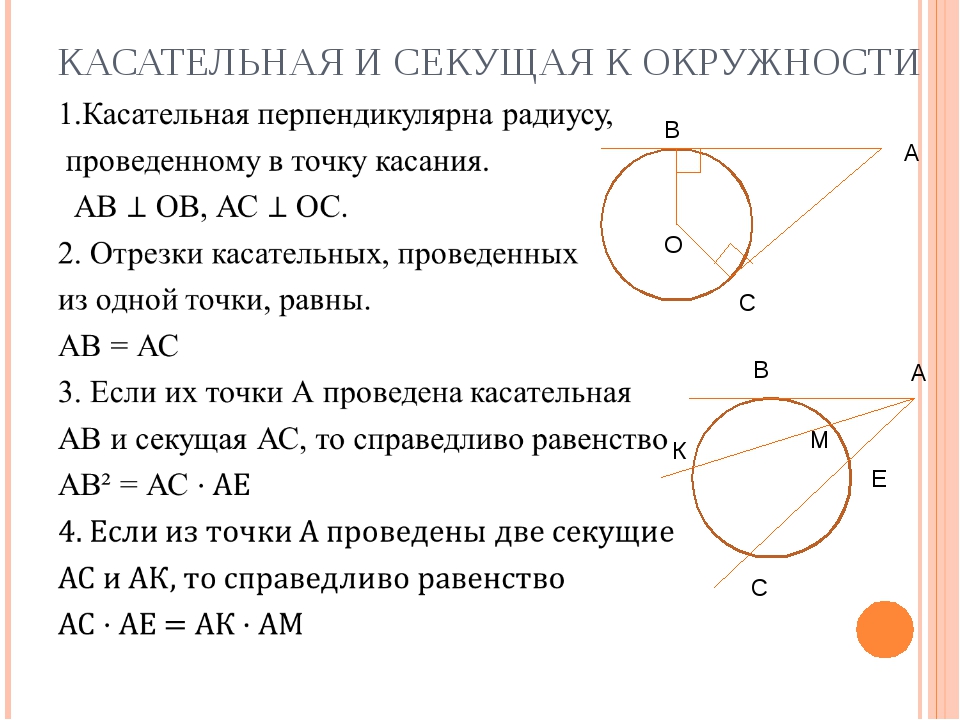 Значение элемента может быть:
— полное имя класса, например
Значение элемента может быть:
— полное имя класса, например  enterprise.inject.Produces
enterprise.inject.Produces 
 Вы можете отключить эту функцию, чтобы сэкономить память при запуске приложения в производственной среде.
Вы можете отключить эту функцию, чтобы сэкономить память при запуске приложения в производственной среде.