Сжатая дуга — это… Что такое Сжатая дуга?
сжатая дуга — Дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN constricted arc DE eingeschnürter Lichtbogen FR arc contractéarc étranglé … Справочник технического переводчика
Сжатая дуга — дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. [ГОСТ 2601 84] Рубрика термина: Сварочное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
дуга сжатая — Электрическая дуга, столб которой при сварке сжат с помощью сопла плазменной горелки или потока газа [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN constricted arc DE… … Справочник технического переводчика
ДУГА СЖАТАЯ — электрическая дуга, столб которой при сварке сжат с помощью сопла плазменной горелки или потока газа (Болгарский язык; Български) свита дъга (Чешский язык; Čeština) zploštěný oblouk (Немецкий язык; Deutsch) komprimierter Lichtbogen (Венгерский… … Строительный словарь
ДУГА СЖАТАЯ — [constricted arc] дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля … Металлургический словарь
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Плазменное напыление — У этого термина существуют и другие значения, см. Напыление … Википедия
Сварочное оборудование — Термины рубрики: Сварочное оборудование Автомат для дуговой сварки Автомат сварочный Агрегат сварочный Аппарат сварочный … Энциклопедия терминов, определений и пояснений строительных материалов
Арка — У этого термина существуют и другие значения, см. Арка (значения). Арка из каменной кладки 1. Замковый камень 2. Клинчатый камень 3. Внешн … Википедия
МЫШЕЧНАЯ СИСТЕМА — МЫШЕЧНАЯ СИСТЕМА.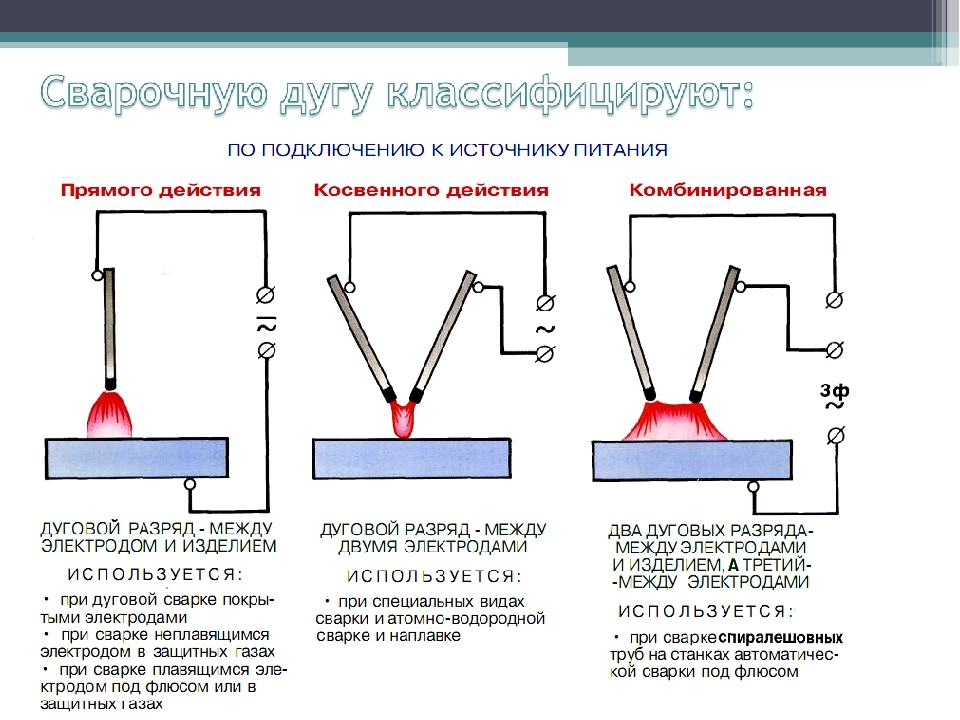 Содержание: I. Сравнительная анатомия……….387 II. Мышцы и их вспомогательные аппараты . 372 III. Классификация мышц…………375 IV. Вариации мышц……………378 V. Методика исследования мышц на хрупе . . 380 VI.… … Большая медицинская энциклопедия
Содержание: I. Сравнительная анатомия……….387 II. Мышцы и их вспомогательные аппараты . 372 III. Классификация мышц…………375 IV. Вариации мышц……………378 V. Методика исследования мышц на хрупе . . 380 VI.… … Большая медицинская энциклопедия
Сжатая дуга — Энциклопедия по машиностроению XXL
Для сжатия дуги также иногда применяют продольное магнитное поле, ось которого совпадает с осью сто.лба дуги. Сжатый в области oH.ua столб дуги сохраняет свои поперечные размеры на значительном удалении от него, до расстояния 15—20 мм. [c.151]| Таблица 31. Характеристики установок для резки стали сжатой дугой |
Плазменная струя, применяемая для сварки, представляет собой направленный поток частично или полностью ионизированного газа, имеющего температуру 10 ООО—20 ООО °С. Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги.
 Дуга горит в узком канале сопла горелки, через который продувают газ. При этом столб дуги сжимается, что приводит к повышению в нем плотности энергии и температуры. Газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух и их смеси. Газ выбирают в зависимости от процесса обработки и вида обрабатываемого материала.
[c.198]
Дуга горит в узком канале сопла горелки, через который продувают газ. При этом столб дуги сжимается, что приводит к повышению в нем плотности энергии и температуры. Газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух и их смеси. Газ выбирают в зависимости от процесса обработки и вида обрабатываемого материала.
[c.198]Сущность технологического процесса плазменной резки заключается в том, что под воздействием тепла электрической сжатой дуги металл обрабатываемого изделия плавится, а струя газа, вытекающая из мундштука, удаляет расплавленный металл из зоны реза. [c.134]
Какие применяются способы сжатия дуги при плазменной сварке и резке [c.139]
Плазменное напыление — это разновидность электродугового напыления сжатой дугой. Способ получения плазменной дуги заключается в сжатии столба сварочной дуги путем ее обдувания потоками холодного газа.
Дуговая сварка — сварка плавлением, при которой нагрев осуществляют электрической дугой. Особым видом дуговой сварки является Плазменная сварка, при которой нагрев осуществ-, ляют сжатой дугой. [c.4]
Сжатая дуга. Особым видом сварочной дуги является сжатая дуга — дуга, столб которой сжат с помощью сопла плазменной горелки или потока газов (аргона, азота и др.). Плазма — это газ, состоящий из положительно и отрицательно заряженных частиц, общий заряд которых равен нулю. [c.12]
Какие свойства имеет сжатая дуга [c.19]
Сварка сжатой дугой осуществляется переменным или постоянным током прямой полярности. Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого [c.84]
Сжатой дугой можно сваривать практически все металлы в нижнем и вертикальном положениях. В качестве плазмообразующего газа используют аргон и гелий, которые также могут быть и защитными. К преимуществам плазменной сварки относятся высокая производительность, малая чувствительность к колебаниям длины дуги, устранение включений вольфрама в металле шва. Без скоса кромок можно сваривать металл толщиной до 15 мм с образованием провара специфической грибовидной формы, что объясняется образованием сквозного отверстия в основном металле, через которое плазменная струя выходит на обратную сторону изделия. По существу, процесс представляет собой прорезание изделия с заваркой места резки. Плазменной струей сваривают стыковые и угловые швы. Стыковые соединения на металле толщиной до 2 мм можно сваривать с отбортовкой кромок, при толщине свыше 10 мм рекомендуется делать скос кромок. В случае необходимости используют дополнительный металл.
К преимуществам плазменной сварки относятся высокая производительность, малая чувствительность к колебаниям длины дуги, устранение включений вольфрама в металле шва. Без скоса кромок можно сваривать металл толщиной до 15 мм с образованием провара специфической грибовидной формы, что объясняется образованием сквозного отверстия в основном металле, через которое плазменная струя выходит на обратную сторону изделия. По существу, процесс представляет собой прорезание изделия с заваркой места резки. Плазменной струей сваривают стыковые и угловые швы. Стыковые соединения на металле толщиной до 2 мм можно сваривать с отбортовкой кромок, при толщине свыше 10 мм рекомендуется делать скос кромок. В случае необходимости используют дополнительный металл.
Z0-60 кислородно-дуговая резка резка сжатой дугой. [c.92]
В Ме-дугах возникают встречные плазменные струи как на катоде, так и на аноде. Они иногда могут располагаться концентрически внутренняя — от электрода к пластине, а наружная — от пластины к электроду, причем анодные струи часто движутся быстрее, чем катодные. Скорость их движения равна примерно 10 м/с. Причиной сжатия дуги у плоского анода может быть охлаждение слоя газа в прианодной зоне.
[c.77]
Они иногда могут располагаться концентрически внутренняя — от электрода к пластине, а наружная — от пластины к электроду, причем анодные струи часто движутся быстрее, чем катодные. Скорость их движения равна примерно 10 м/с. Причиной сжатия дуги у плоского анода может быть охлаждение слоя газа в прианодной зоне.
[c.77]
Всякое сжатие дуги может послужить причиной возникновения плазменной струи из-за появления градиента давления. Это хорошо видно на рис. 2.31, где между угольными электродами показана в двух положениях а, б) охлаждаемая водой медная пластинка [c.77]
Если при расчёте угла сжатия (дуга МА на фиг. 14) пока атель политропы в уравнениях [c.550]
В области сварки и пайки повышение качества соединений обеспечивается применением электронно-лучевой (рис. 7), лазерной сварки, сварки сжатой дугой, а также за счет управления процессом кристаллизации, улучшения защиты металла от окисления, равномерного распределения присадочного материала. [c.75]
[c.75]
С помощью защитного газа можно сжать электрическую дугу в узком канале горелки так, что дуга станет высококонцентрированным источником тепла. В таком случае говорят о сварке сжатой дугой, или [c.8]
Сварочные дуги, используемые в технологических процессах сварки, классифицируют по ряду признаков. По составу материала электрода различают дугу с плавящимся и неплавящимся электродом по степени сжатия столба свободную и сжатую дугу по роду тока -дугу постоянного и дугу переменного тока по полярности постоянного тока — дугу прямой полярности источника питания дуги подключен к электроду, + — к изделию) и обратной полярности ( +
СУЩНОСТЬ и ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ СЖАТОЙ ДУГИ [c.223]
Различают плазмотроны прямого и косвенного действия. В плазмотронах косвенного действия дуга горит между электродом и соплом. Их применяют при обработке неэлектропроводных материалов и в качестве нагревателей газа. Для сварки и резки чаще применяют плазмотроны прямого действия. В них дуга горит между электродом и обрабатываемым изделием. Расстояние между ними в плазмотроне больше, чем при сварке горелками для свободной дуги, поэтому сжатую дугу зажигают в две стадии. После подачи в плазмотрон газа зажигают вспомогательную (дежурную) дугу между электродом и соплом плазмотрона искровым разрядом от осциллятора или замыкая промежуток электрод -сопло графитовым стержнем, хотя последнее и повышает износ электрода и сопла. Дежурную дугу питают от отдельного маломощного ис-
[c.223]
Для сварки и резки чаще применяют плазмотроны прямого действия. В них дуга горит между электродом и обрабатываемым изделием. Расстояние между ними в плазмотроне больше, чем при сварке горелками для свободной дуги, поэтому сжатую дугу зажигают в две стадии. После подачи в плазмотрон газа зажигают вспомогательную (дежурную) дугу между электродом и соплом плазмотрона искровым разрядом от осциллятора или замыкая промежуток электрод -сопло графитовым стержнем, хотя последнее и повышает износ электрода и сопла. Дежурную дугу питают от отдельного маломощного ис-
[c.223]
Напряжение сжатой дуги всегда выше, чем свободной при их одинаковой длине. Это объясняется тем, что при сжатии дуги стенками сопла возрастает плотность тока в ней, что ведет к увеличению напряженности электрического поля. [c.224]
| Рис. 114. Схема основных участков столба и геометрические характеристики сжатой дуги |
Основные параметры сжатой дуги — это диаметр и длина /5 цилиндрического участка сопла, расстояние от плазмотрона до детали Iq, ток дуги /д и расход плазмообразующего газа G (см.

Плазмообразующий газ, попадая в дугу, проникает в ее столб и, проходя вдоль канала, нагревается. Плотность газа уменьшается, возрастает его объем. Поэтому резко увеличивается скорость газа по мере его движения вдоль канала. Она достигает максимума на выходе из сопла. Нагретый в дуге газ, сталкиваясь с поверхностью свариваемой детали, нагревает и оплавляет ее. Под давлением газа расплавленный металл раздвигается, тепло передается непосредственно твердому металлу дна сварочной ванны. Поэтому эффективная тепловая мощность примерно в два раза выше, чем у свободной дуги. Меняя расход газа и диаметр канала сопла, можно изменять давление струи плазмы, а также плотность теплового потока, передаваемого от дуги к детали. Это основные технологические преимущества сжатой дуги, позволяющие регулировать размеры и форму сварочной ванны. В сжатой дуге достигается более высокая плотность теплового потока, особенно при малой мощности дуги. Это позволяет получать узкие швы с малой шириной зоны термического влияния и увеличивать скорость сварки. [c.225]
[c.225]
Так как плазмообразующий газ передает детали значительную долю общей полезной мощности, а нагрев газа сильно зависит от всех параметров режима, то эффективный КПД сжатой дуги можно изменять в пределах 30…80 %. Другим преимуществом сжатой дуги является повышение ее пространственной устойчивости. Уменьшается блуждание активного пятна по поверхности детали из-за стабилизирующего действия плазмообразующего газа. Это улучшает формирование шва. [c.225]
Напряжение сжатой дуги существенно зависит от рода плазмообразующего газа. Это обусловлено различной способностью газов поглощать энергию при высокой температуре дуги. Более высокое напряжение имеет дуга, горящая в газе, имеющем большую теплоемкость и теплопроводность. В качестве плазмообразующих газов используют аргон, гелий, углекислый газ, воздух, кислород, азот, водород и смеси газов. При сварке в большинстве случаев используют аргон. Он имеет хорошие защитные свойства и обеспечивает высокую стойкость электрода. Теплоемкость и теплопроводность аргона низкие, поэтому дуга в нем имеет самое низкое напряжение, что удобно при ручной сварке.
[c.225]
Теплоемкость и теплопроводность аргона низкие, поэтому дуга в нем имеет самое низкое напряжение, что удобно при ручной сварке.
[c.225]
На практике чаще применяют дугу прямой полярности, обеспечивающую более высокую стойкость неплавящегося электрода. Кроме того, такая дуга передает детали наибольшую мощность, ею сваривают высоколегированные стали, титановые сплавы, медь. При сварке алюминиевых сплавов сжатая дуга прямой полярности не используется, так как не обеспечивает разрушения тугоплавкой окисной пленки. Хорошо разрушается пленка окиси алюминия при сварке аргоновой сжатой дугой на обратной полярности, однако при этом низка тепловая эффективность [c.225]
Промежуточное положение по своим параметрам занимает дуга переменного тока. Так как в течение периода переменного тока электрод является попеременно катодом и анодом, то стойкость электрода обеспечивается. Разрушение окисной пленки в полупериод обратной полярности происходит достаточно интенсивно, хорошее качество сварного соединения обеспечивается. Главный недостаток дуги переменного тока — низкая устойчивость повторных зажиганий при смене полярности. Это усугубляется в сжатой дуге, так как ее столб интенсивно охлаждается плазмообразующим газом. Чтобы повысить устойчивость дуги, нужно или высокое напряжение источника питания, или специальные сложные стабилизаторы. Поэтому сжатая однофазная дуга переменного тока используется мало.
[c.226]
Главный недостаток дуги переменного тока — низкая устойчивость повторных зажиганий при смене полярности. Это усугубляется в сжатой дуге, так как ее столб интенсивно охлаждается плазмообразующим газом. Чтобы повысить устойчивость дуги, нужно или высокое напряжение источника питания, или специальные сложные стабилизаторы. Поэтому сжатая однофазная дуга переменного тока используется мало.
[c.226]
При зажигании рабочих дуг электроды — деталь легко получить отношение тока в детали к току в электроде = 1,73. Это уменьшает диаметр электродов и позволяет уменьшить габариты и массу плазмотрона, что важно для ручной сварки. Другое преимущество трехфазной сжатой дуги — повышение стабильности повторных зажиганий в моменты перемены полярности, так как межэлектродная дуга постоянно ионизирует дуговой промежуток электроды — деталь. Благодаря этому по устойчивости трехфазная дуга близка к дуге постоянного тока. [c.226]
ТЕХНОЛОГИЯ СВАРКИ СЖАТОЙ ДУГОЙ [c. 229]
229]Сварка сжатой дугой применяется при изготовлении изделий из высоколегированных сталей, титана, никелевых сплавов, молибдена, вольфрама и многих других металлов и их сплавов. [c.229]
Пятну нагрева при сварке сжатой дугой может быть придана различная форма путем применения специальных сопел (рис. 119). Если необходимо иметь пятно нагрева вытянутой формы, то в сопле делают два дополнительных отверстия. Через них поступает холодный плазмообразующий газ. Он уменьшает поперечный размер пятна нагрева и придает ему вытянутую форму. При сварке таким соплом зона термического влияния сужается, а скорость сварки возрастает на [c.229]
При плазменной сварке применяют сварочный ток силой 3…300 А, напряжение дуги 25…35 В, средняя скорость сварки составляет 30…50 м/ч. Расход аргона в 5…6 раз меньше, чем при сварке свободной дугой. Сжатой дугой сваривают детали толщиной 0,01…10 мм, отношение глубины проплавления к ширине шва (коэффициент формы шва) составляет 3 1 при толщине свариваемых кромок 3. ..10 мм.
[c.230]
..10 мм.
[c.230]
При больших плотностях тока в электроде (при автоматической сварке в среде защитных газов, где обычно применяют малый диаметр электрода, сжатой дуге), когда катодное пятно и сечепие столба дуги пе могут увеличиваться с возрастанием тока в дуге, а следовательно, плотность тока и напряженность пропорцио-пальпо увеличиваются с увеличением силы тока, статическая характеристика становится возрастающей. [c.124]
В сильноточных сжатых дугах ионизация газа в столбе может достигать значений, близких к 100%, а термоэмиссионная способность катода исчерпана. В этом случае увеличение тока практически уже не может изменить числа заряженных частиц в дуге. Ее сопротивление становится положительным и почти постоянным R = onst. Высокоионизированная сжатая плазма по своим свойствам близка к металлическому проводнику. Закон Ома вновь становится справедливым в его обычном виде [c.39]
Образованию пятна на катоде способствуют введение добавки тория, иттрия или лантана к вольфраму (обычно до 1.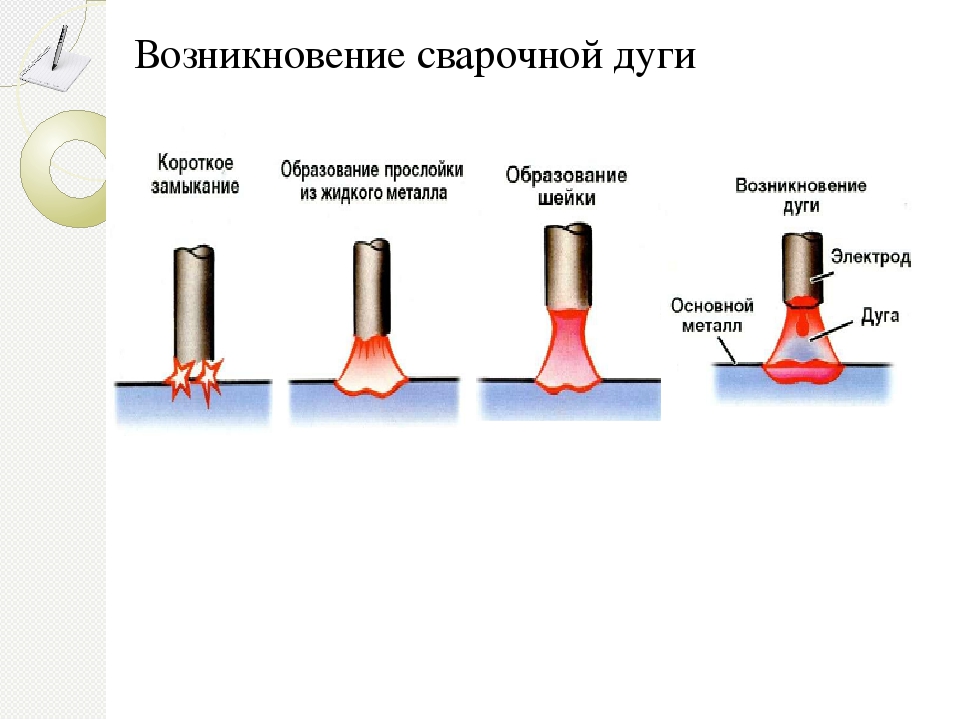 ..2%), лучший теплоотвод (меньший вылет) электрода и более острая заточка его рабочего конца. Поверхность торированного, иттри-рованного или лантанированного вольфрама, имеющего по сравнению с чистым W пониженную температуру, практически не оплавляется в широком диапазоне токов (100…400 А). Коническая вершина электрода сохраняет свою форму, что обеспечивает сжатие дуги у катода.
[c.100]
..2%), лучший теплоотвод (меньший вылет) электрода и более острая заточка его рабочего конца. Поверхность торированного, иттри-рованного или лантанированного вольфрама, имеющего по сравнению с чистым W пониженную температуру, практически не оплавляется в широком диапазоне токов (100…400 А). Коническая вершина электрода сохраняет свою форму, что обеспечивает сжатие дуги у катода.
[c.100]
Очень широкое распространение для создания кави-тационностойкого поверхностного слоя получила элект-родуговая наплавка, причем применяются как ручной, так и механизированный способы наплавки. Разрабатываются и другие методы наплавки, например сваркой, взрывом, сжатой дугой, а также различные способы наплавки и напыления порошкообразных материалов. С помощью наплавки удается сравнительно легко получить поверхностный слой заданного состава с необходимыми прочностными и пластическими свойствами, обладающий высокой кавитационно-эрозионной стойкостью. Этот способ нанесения защитного поверхностного слоя является наиболее простым, универсальным и может быть применен как при изготовлении, так и при ремонте гидротурбин. [c.32]
[c.32]
Плазменной называют сварку сжатой дугой. Столб дуги помещают в узкий канал, который ограничивает его расширение. Устройства для получения сжатой дуги называют плазмотронами (рис. 113). Простейший плазмотрон состоит из изолятора 1, неплавяш егося электрода 2 и медного охлаждаемого водой сопла 3. В сопло тангенциально (по касательной к его цилиндрической поверхности) или аксиально (вдоль оси электрода) подают плазмообразующий инертный, нейтральный или содержащий кислород газ, который в столбе дуги нагревается до высокой температуры. Плазмотроны могут работать на постоянном или переменном токе. [c.223]
Столб сжатой дуги состоит из досоплового участка I, участка сжатия II и открытого участка III (рис. 114). Если сжатая дуга используется для резки, у ее столба появляется и четвертый участок — в полости реза. Физические свойства каждого участка существенно отличаются друг от друга и от свойств свободной дуги. Свойства катодной и анодной областей сжатой и свободной дуг отличаются незначительно. Технологические преимущества сжатая дуга приобретает на участке II.
[c.224]
Технологические преимущества сжатая дуга приобретает на участке II.
[c.224]
Разновидностью дуги переменного тока является трехфазная дуга. В плазмотроне для трехфазной сжатой дуги (рис. 115) устанавливаются два неплавящихся электрода. Дежурной дугой служит дуга между этими электродами, а сопло остается электрически нейтральным. Дежурная дуга питается от фаз основного источника питания. Когда дуги между электродами и деталью еще не возбуждены, сила тока межэлектродной дуги невелика, но достаточна для зажигания основных дуг. Для ограничения силы тока дежурной дуги не требуется никаких спещ1альных устройств. [c.226]
Энергетические возможности сжатых дуг ограничиваются возникновением аварийного режима работы плазмотрона -двойным дугообразованием. При увеличении силы тока сжатой дуги до определенного значения столб рабочей дуги распадается, образуя каскад дуг (рис. 116). Возникают дуги электрод — сопло и сопло -деталь. Активные пятна этих мощных дуг быстро разрушают сопло и могут полностью вывести его из строя. Уменьшение диаметра сопла, расхода плазмообразующего газа и увеличение длины канала влияют
[c.227]
Уменьшение диаметра сопла, расхода плазмообразующего газа и увеличение длины канала влияют
[c.227]
Дуга сварочная сжатая — Энциклопедия по машиностроению XXL
Сжатая дуга. Особым видом сварочной дуги является сжатая дуга — дуга, столб которой сжат с помощью сопла плазменной горелки или потока газов (аргона, азота и др.). Плазма — это газ, состоящий из положительно и отрицательно заряженных частиц, общий заряд которых равен нулю. [c.12]Полуавтомат состоит из сварочной головки (держателя), механизма подачи электродной проволоки, флюсоаппарата и шкафа управления. Флюс в зону дуги подается сжатым воздухом по резиновой трубке. Регулирование скорости подачи электродной проволоки осуществляется при помощи потенциометра. Конструкция завода Электрик [c.288]
ПЛАЗМЕННАЯ ДУГА, сжатая дуга — сварочная дуга особого вида, горящая в замкнутом цилиндрическом канале, через который подается под давлением газ (аргон, азот и др.
 ), служащий плазмообразующей средой.
[c.104]
), служащий плазмообразующей средой.
[c.104]Деформации и напряжения сварочные 49 -Виды 49 — Искажение формы и размеров 52 — Разделки кромок 52 — Конструкции 52 — Механизмы возникновения 50 Деформации и перемещения при ЭШС 147 Допущения и упрощения в теории распространения теплоты 15 Дуга сварочная 16, 17 -сжатая 18 [c.613]
Рнс. 6. Удельная мощность различных источников энергии сварочных процессов в пятне нагрева. Левая штриховка соответствует сварке, правая — резке (Р), Обозначение. ГП — газовое пламя СвД — свободная дуга СжД — сжатая дуга ЭЛ — электронный луч ФЛ — фотонный луч [c.27]
Деформацию изгиба (рис. 5.60, а) можно исключить предварительным обратным прогибом балки перед сваркой (рис. 5.60, б) рациональной последовательностью укладки швов относительно центра тяжести сечения сварной балки (рис. 5.60,6, в случае несимметричной двутавровой балки вначале сваривают швы I и 2, расположенные ближе к центру тяжести) термической (горячей) правкой путем нагрева зон, сокращение которых необходимо для исправления деформации заготовки, до температур термопластического состояния (рис. 5.60, г штриховкой показаны зоны нагрева). При правке заготовки нагревают газовым пла.менем или дугой с применением неплавящегося электрода. Разогретые зоны претерпевают пластическую деформацию сжатия, а после охлаждения — остаточное укорочение. Последнее обусловливает дополнительную деформацию сварной заготовки, противоположную но знаку первоначальной внешней сварочной деформации. Подобную деформацию можно также получить, если наложить в указанных зонах холостые сварные швы.
[c.252]
5.60, г штриховкой показаны зоны нагрева). При правке заготовки нагревают газовым пла.менем или дугой с применением неплавящегося электрода. Разогретые зоны претерпевают пластическую деформацию сжатия, а после охлаждения — остаточное укорочение. Последнее обусловливает дополнительную деформацию сварной заготовки, противоположную но знаку первоначальной внешней сварочной деформации. Подобную деформацию можно также получить, если наложить в указанных зонах холостые сварные швы.
[c.252]
Плазменное напыление — это разновидность электродугового напыления сжатой дугой. Способ получения плазменной дуги заключается в сжатии столба сварочной дуги путем ее обдувания потоками холодного газа. Устройство для получения плазменной дуги называется плазмотроном. [c.291]
Полуавтоматы. Применение автоматов для дуговой сварки под флюсом не всегда осуществимо и целесообразно. Сварку в труднодоступных местах, а также криволинейных и коротких швов можно выполнять шланговыми полуавтоматами. Сущность способа полуавтоматической сварки под флюсом заключается в том, что электродная проволока в зону сварки подается из кассеты, расположе([-ной на 1,5—3 м от горелки (держателя), через специальный шланговый провод, который одновременно служит для подвода сварочного тока к электродной проволоке через мундштук горелки. Дуга вдоль свариваемых кромок перемещается вручную. Флюс в зону сварки поступает либо из небольшого бункера, укрепленного на горелке, либо по гибкому резиновому шлангу с помощью сжатого воздуха. Для подвода сварочного тока н направления электродной проволоки служит полый гибкий кабель, соединяющий сварочную горелку с механизме подачи.
[c.75]
Сущность способа полуавтоматической сварки под флюсом заключается в том, что электродная проволока в зону сварки подается из кассеты, расположе([-ной на 1,5—3 м от горелки (держателя), через специальный шланговый провод, который одновременно служит для подвода сварочного тока к электродной проволоке через мундштук горелки. Дуга вдоль свариваемых кромок перемещается вручную. Флюс в зону сварки поступает либо из небольшого бункера, укрепленного на горелке, либо по гибкому резиновому шлангу с помощью сжатого воздуха. Для подвода сварочного тока н направления электродной проволоки служит полый гибкий кабель, соединяющий сварочную горелку с механизме подачи.
[c.75]
При сварке в среде молекулярных газов (азот, углекислый газ) практически получить струйный перенос металла очень трудно. Это можно объяснить стягиванием пятна на поверхности капли (см. рис. 2.44, а) и увеличением степени сжатия сварочной дуги из-за охлаждения ее при образовании стержня диссоциации, который в этих газах появляется при сравнительно низких температурах.
 [c.90]
[c.90]Сварочные дуги, используемые в технологических процессах сварки, классифицируют по ряду признаков. По составу материала электрода различают дугу с плавящимся и неплавящимся электродом по степени сжатия столба свободную и сжатую дугу по роду тока -дугу постоянного и дугу переменного тока по полярности постоянного тока — дугу прямой полярности источника питания дуги подключен к электроду, + — к изделию) и обратной полярности ( + [c.85]
Плазмообразующий газ, попадая в дугу, проникает в ее столб и, проходя вдоль канала, нагревается. Плотность газа уменьшается, возрастает его объем. Поэтому резко увеличивается скорость газа по мере его движения вдоль канала. Она достигает максимума на выходе из сопла. Нагретый в дуге газ, сталкиваясь с поверхностью свариваемой детали, нагревает и оплавляет ее. Под давлением газа расплавленный металл раздвигается, тепло передается непосредственно твердому металлу дна сварочной ванны. Поэтому эффективная тепловая мощность примерно в два раза выше, чем у свободной дуги. Меняя расход газа и диаметр канала сопла, можно изменять давление струи плазмы, а также плотность теплового потока, передаваемого от дуги к детали. Это основные технологические преимущества сжатой дуги, позволяющие регулировать размеры и форму сварочной ванны. В сжатой дуге достигается более высокая плотность теплового потока, особенно при малой мощности дуги. Это позволяет получать узкие швы с малой шириной зоны термического влияния и увеличивать скорость сварки.
[c.225]
Меняя расход газа и диаметр канала сопла, можно изменять давление струи плазмы, а также плотность теплового потока, передаваемого от дуги к детали. Это основные технологические преимущества сжатой дуги, позволяющие регулировать размеры и форму сварочной ванны. В сжатой дуге достигается более высокая плотность теплового потока, особенно при малой мощности дуги. Это позволяет получать узкие швы с малой шириной зоны термического влияния и увеличивать скорость сварки.
[c.225]
При плазменной сварке применяют сварочный ток силой 3…300 А, напряжение дуги 25…35 В, средняя скорость сварки составляет 30…50 м/ч. Расход аргона в 5…6 раз меньше, чем при сварке свободной дугой. Сжатой дугой сваривают детали толщиной 0,01…10 мм, отношение глубины проплавления к ширине шва (коэффициент формы шва) составляет 3 1 при толщине свариваемых кромок 3…10 мм. [c.230]
Характерным примером технологических возможностей сжатой дуги является точечная сварка тонколистовых конструкций из алюминиевых сплавов, которая выполняется трехфазной сжатой дугой (рис. 120). Процесс сварки состоит из нескольких стадий. Вначале происходит образование сварочной ванны на верхней пластине. С увеличением ванны под действием давления дуги возникает углубление и при определенном диаметре ванны в ней образуется отверстие (рис. 120, в). Жидкий металл на верхнем листе приобретает форму тора. Активное
[c.231]
120). Процесс сварки состоит из нескольких стадий. Вначале происходит образование сварочной ванны на верхней пластине. С увеличением ванны под действием давления дуги возникает углубление и при определенном диаметре ванны в ней образуется отверстие (рис. 120, в). Жидкий металл на верхнем листе приобретает форму тора. Активное
[c.231]
Саморегулирование дуги 141 Сборка деталей под сварку 171, 376 Свариваемость 35, 364 Сварка (определение) 5 Сварка в лодочку 14, 15, 121 Сварка в защитных газах 8, 152 Сварка в контролируемой атмосфере 153 Сварка взрывом 269 Стадии образования соединения при сварке давлением 255 Стационарные машины для термической резки 299 Стенды сварочные 149 Стол сварщика ПО Сварка давлением 6, 255 Сварка лежачим электродом 122 Сварка на проход 117, 119 Сварка наклонным электродом 123 Сварка плавлением 7 Сварка по слою флюса 197 Сварка погружённой дугой 200 Сварка пучком электродов 122 Сварка сжатой дугой 8, 223 [c.393]
Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченной силой сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги.
[c.144]
Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченной силой сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги.
[c.144]
Сварочный полуавтомат (рис. 4.6) содержит кассету с проволокой I, подающее устройство 2, гибкий направляющий шланг 3 и ручной держатель или горелку 4. Электродная проволока 5 сматывается с кассеты и проталкивается ведущим б и прижимным 7 роликами через канал и горелку в дугу. В канале проволока находится в сжатом состоянии усилие сжатия изменяется от максимального при входе в канал до нуля в наконечнике 8 горелки. [c.175]
[c.175]
Загрязнение следует удалять с поверхности металла. даже, если оно не располагается в зоне действия сварочной дуги, так как при кантовке или перестановке изделия грязь может попасть в разделку шва. Особенно тщательно должны зачищаться торцы соединяемых элементов изделия. Зачищать элементы необходимо перед их сборкой. После сборки разделку шва и прилегающие к нему участки можно прожечь пламенем газовой горелки или продуть сжатым воздухом, чтобы удалить попавшие туда после сборки грязь и влагу. Прожигание можно делать с одной или двух сторон. Первый способ применяется при толщине металла до 10—12 мм, второй — для металла большей толщины.. [c.104]
Полуавтомат для дуговой сварки под флюсом типа ПДШМ-бОО аостоит из сварочной головки, механизма подачи электродной проволоки, флюсоаппарата и шкафа управления. Внутри корпуса сварочной головки проходит токо-проводящая медная трубка с каналом для электродной проволоки и резиновая трубка, по которой поступает флюс. Механизм подачи электродной проволоки — редуктор с электродвигателем постоянного тока — подает проволоку с барабана по гибкому шлангу в зону сварки. Ток к сварочной головке подведен по проводу, затянутому в гибкий шланг. Бункер для флюса установлен на ручной тележке, где размещены также вибрационное пневматическое сито для просева флюса, воздушный фильтр и редуктор для регулирования давления -воздуха. Флюс в зону дуги подается сжатым воздухом по резиновому шлангу. Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки, которая от напряжения дуги не зависит.
[c.180]
Механизм подачи электродной проволоки — редуктор с электродвигателем постоянного тока — подает проволоку с барабана по гибкому шлангу в зону сварки. Ток к сварочной головке подведен по проводу, затянутому в гибкий шланг. Бункер для флюса установлен на ручной тележке, где размещены также вибрационное пневматическое сито для просева флюса, воздушный фильтр и редуктор для регулирования давления -воздуха. Флюс в зону дуги подается сжатым воздухом по резиновому шлангу. Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки, которая от напряжения дуги не зависит.
[c.180]
Сварка закрытой сжатой дугой. Сущность этого способа состоит в следующем (рис. 6.7). Сварка осуществляется дугой, которая возбуждается между вольфрамовым электродом и изделием через канал медного сопла, охлаждаемого водой. Дуга, сварочная ванна и прилегающие зоны нагретого металла защищены от атмосферного воздуха медной, латунной или стальной микрокамерой, охлаждаемой водой. Горелка отделена от нее изоляционной втулкой. Присадочная проволока подается в зону сварки через отверстие в микрокамере. Плазмообразующий газ при выходе из горелки заполняет микрокамеру и под некоторым избыточным давлением выходит по каналу над остывающим сварным щвом. Микрокамеру в процессе сварки прижимают к изделию с силой, достаточной для устранения коробления кромок в месте сварки. При сварке тонких листов (до 2…3 мм) для защиты щва достаточно потока плазмообразующего газа. Для листов большей толщины в микрокамеру подают дополнительно защитный газ. Форма микрокамеры соответствует профилю изделия и типу соединения. Закрытой сжатой дугой удается сваривать листы толщиной 0,1… 16 мм за один проход без разделки кромок.
[c.412]
Горелка отделена от нее изоляционной втулкой. Присадочная проволока подается в зону сварки через отверстие в микрокамере. Плазмообразующий газ при выходе из горелки заполняет микрокамеру и под некоторым избыточным давлением выходит по каналу над остывающим сварным щвом. Микрокамеру в процессе сварки прижимают к изделию с силой, достаточной для устранения коробления кромок в месте сварки. При сварке тонких листов (до 2…3 мм) для защиты щва достаточно потока плазмообразующего газа. Для листов большей толщины в микрокамеру подают дополнительно защитный газ. Форма микрокамеры соответствует профилю изделия и типу соединения. Закрытой сжатой дугой удается сваривать листы толщиной 0,1… 16 мм за один проход без разделки кромок.
[c.412]
При наплавке с использованием сварочной сжатой дуги между электродом и изделием проплавление основного металла существенно увеличивается. Возрастает и степень переме-щивания основного и присадочного металлов. [c.208]
Ограничение площади поперечного сечения статба дуги приводит к уменьшению площади активного пятна анода, зоны его перемещения и, как следствие, к увеличению концентрации энергии и температуры в приэлектродной области анода. Сварочная дуга с ограниченной площадью поперечного сечения столба дуги называется сжатой. Уменьшают площадь поперечного сечения столба дуги соплом специальной конструкции. Изменяя напряжение дуги, скорость движения охлаждающего газа и диаметр сопла, получают необходимые режимы сварки или резки.
[c.6]
Сварочная дуга с ограниченной площадью поперечного сечения столба дуги называется сжатой. Уменьшают площадь поперечного сечения столба дуги соплом специальной конструкции. Изменяя напряжение дуги, скорость движения охлаждающего газа и диаметр сопла, получают необходимые режимы сварки или резки.
[c.6]
Максимальная температура обычной сварочной дуги, горящей в чистом гелии = 24,59 В), составляет 810X246 = 19 845°. При наличии в дуге паров других элементов эффективный потенциал уменьшается и соответственно снижается температура дуги. Поэтому возникает вопрос, почему же при сварке и резке плазменной струей в некоторых случаях получают температуру 30 000° и более. Это как будто противоречит вышеуказанному. Но в действительности никакого противоречия нет. Температура столба дуги-плазмы зависит от многих факторов, в том числе от упругих соударений частиц в ней. Чем их больше, тем выше температура. Представим себе, что мы каким-то путем (подачей газа по бокам столба или размещением дуги в постороннем магнитном поле) заставим столб дуги сжаться, т. е. уменьшить свое сечение. Так как сварочный ток не меняется, количество электродов, проходящих по сечению столба дуги, не изменится, а количество упругих и неупругих соударений увеличится. Плазма становится более высокотемпературной и в определенных условиях может достигать ранее указанных температур.
[c.134]
е. уменьшить свое сечение. Так как сварочный ток не меняется, количество электродов, проходящих по сечению столба дуги, не изменится, а количество упругих и неупругих соударений увеличится. Плазма становится более высокотемпературной и в определенных условиях может достигать ранее указанных температур.
[c.134]
В настоящее время в сварочном производстве используются более 130 рапичных способов сварки При этом в ряде отраслей вполне отчетливо намслились тенденции по применению современной сварочной течно. юг ИИ для изготовления ответственных сварных конструкций. Среди способов сварки плавлением все более щирокое применение находят концентрированные источники нагрева, позволяющие осуществлять интенсивное проплавление металла при повышенных скоростях сварки сжатая (плазменная) дуга, электронный луч, луч лазера, Нап )имер, при электронно-л чевой сварке минимальная плотность энергии достигает [c.22]
Ценные результаты были получены проф. , докт. техн. наук В. И. Дятловым в работах по теории свободнорасширяющейся и сжатой сварочной дуги, расчету рел имов автоматической сварки под флюсом, переносу электродного металла.
[c.23]
, докт. техн. наук В. И. Дятловым в работах по теории свободнорасширяющейся и сжатой сварочной дуги, расчету рел имов автоматической сварки под флюсом, переносу электродного металла.
[c.23]
Сварочные деформации предотвращают обычными методами, применяемыми при изготовлении сварных конструкций. Вместе с тем режимы сварки аустенитных сталей должны характеризоваться высокими скоростями, пониженным напряжением дуги и минимальным током. Полностью предотвратить образование горячих трещин предварительным подогревом или созданием принудительного сжатия металла шва и околошовных зон при помощи специальных приспособлений невозможно. В конструкциях, работающих при температуре до 600—650° С, эффективным средством борьбы с горячими трещинами является выполнение шва с аустенитно-ферритной структурой. Для этого применяют электроды и сварочные проволоки с повыщенным содержанием ферритообразующих элементов (хрома, молибдена, вольфрама и ниобия). В связи с вредным влиянием углерода на стойкость сварных швов при сварке сталей типа Х18Н10Т не рекомендуется применять проволоку, имеющую на поверхности следы графитовой смазки. [c.145]
[c.145]
Сжатой дугой можно производить сварку с глубоким проплавлением, образуя в сварочной ванне сквозное отверстие, по форме напоминающее сверху замочную скважину. Столб дуги при этом погружается в ванну почти на всю толщину кромки детали, вьвдавливая жидкий металл. При движении дуга как бы раздвигает расплавленный металл, направляя его в хвостовую часть ванны. Процесс похож на плазменную резку, но жидкий металл из ванны не удаляется. С обратной стороны через отверстие вырывается факел остывающего газа. Такой способ сварки требует очень точного поддержания режимов сварки и качественной подготовки стыка, так как металл в ванне удерживается только за счет сил поверхностного натяжения. [c.230]
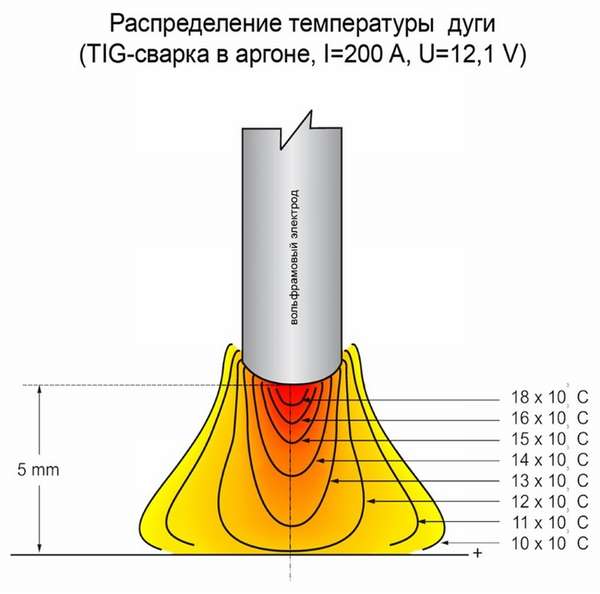
В последнее время развивается еще одна разновидность ар-гоно-дуговой сварки вольфрамовым электродом — плазменно-дуговая сварка. Температура обычной вольфрамовой дуги в аргоне не превышает 5000—6000° С. Если принудительно сжать дугу газовым потоком с помощью, например, специального сопла, температура столба дуги достигнет 30 ООО » С. Высокотемпературная плазма используется для разделительной резки аусте-нитных сталей. Делаются попытки применить ее для сварки этих сталей. При этом плазменна дуга может быть использована как зависимая, так и независимая, т. е. прямого или косвенного действия. Трудно сказать, будет ли плазменная аргоновая дуга иметь заметные технические преимущества. Экономические ее достоинства, по-видимому, бесспорны. Так, по данным С. П. Лакизы (частное сообщение), при плазменной сварке стали 1Х18Н10Т толщиной 1 мм расход аргона составляет всего 1 л/мин, против 20 л1мин при обычной аргоно-дуговой сварке. В первом случае сварочный ток не превышает 85—90 а против 140—150 а при аргоно-дуговой сварке. Еще одна интересная особенность плазменной дуги состоит в практически полной нечувствительности процесса сварки к изменениям длины дуги в широких пределах. Это дает возможность придавать дуге любую требуемую форму — круглую, овальную, прямоугольную.
Если принудительно сжать дугу газовым потоком с помощью, например, специального сопла, температура столба дуги достигнет 30 ООО » С. Высокотемпературная плазма используется для разделительной резки аусте-нитных сталей. Делаются попытки применить ее для сварки этих сталей. При этом плазменна дуга может быть использована как зависимая, так и независимая, т. е. прямого или косвенного действия. Трудно сказать, будет ли плазменная аргоновая дуга иметь заметные технические преимущества. Экономические ее достоинства, по-видимому, бесспорны. Так, по данным С. П. Лакизы (частное сообщение), при плазменной сварке стали 1Х18Н10Т толщиной 1 мм расход аргона составляет всего 1 л/мин, против 20 л1мин при обычной аргоно-дуговой сварке. В первом случае сварочный ток не превышает 85—90 а против 140—150 а при аргоно-дуговой сварке. Еще одна интересная особенность плазменной дуги состоит в практически полной нечувствительности процесса сварки к изменениям длины дуги в широких пределах. Это дает возможность придавать дуге любую требуемую форму — круглую, овальную, прямоугольную. Эта особенность плазменной дуги может быть использована, например, при сварке труб с трубными решетками.
[c.333]
Эта особенность плазменной дуги может быть использована, например, при сварке труб с трубными решетками.
[c.333]Полуавтоматы для сварки и наплавки без внешней защиты дуги и под флюсом плавящимся электродом. В этой группе полуавтоматов применяется порошковая самозащитная проволока или используется внешняя защита зоны дуги и сварочной ванны с помощью флюса. В зону сварки флюс поступает из укрепленной на горелке небольшой воронки либо из отдельно расположенного бункера по гибкому резиновому шлангу со струей сжатого воздуха. Процесс ведется с применением электродной проволоки диаметром 1,6…2,0 мм при высоких плотностях силы тока. Это обеспечивает глубокое проплавление и сварку металла большой толщины за один проход. При сварке самоза-щитной порошковой проволокой процесс ведется в любом пространственном положении, [c.66]
АРНД). Аналогично для устранения отклонений силы тока и напряжения дуги для большинства применяемых режимов сварки свободно расширяющейся дугой — (область II) эффективным является использование явления саморегулирования дуги (системы АРДС), регуляторов типа АРНД с воздействием на скорость подачи электродной проволоки, либо систем совместного регулирования силы тока и напряжения дуги с воздействием на подачу электродной проволоки и на источник сварочного тока. Возрастающая статическая характеристика сжатой дуги, например, при сварке тонкой электродной проволокой в защитном газе в сочетании с жесткой внешней характеристикой источника сварочного тока (область III) требует применения автоматических регуляторов силы тока дуги типа АРТД.
[c.101]
Возрастающая статическая характеристика сжатой дуги, например, при сварке тонкой электродной проволокой в защитном газе в сочетании с жесткой внешней характеристикой источника сварочного тока (область III) требует применения автоматических регуляторов силы тока дуги типа АРТД.
[c.101]
Воздушно-дуговая резка. Б процессе воздушно-дуговой резки металл в месте реза расплавляется теплом электрической дуги, горящей между угольным илп угольнр-графитированиьгм электродом и металлом, при непрерывном удалении жидкого металла струей сжатого воздуха. Установка дшя воздушно-дуговой резки сос-то(ит из резака, источникО В питания дуги электрическим токо м и сжатого воздуха, шлангов для подачи. сжатого воздуха и сварочных проводов. [c.82]
Комплект оборудования для ручной плазменной резки состоит из резака (плазмотрона), источника питания электрическим током, пульта управления, баллонов с плазмообразующими газами. Основным элементом является резак, который имеет два узла — электродный и насадковый. Резак снабжен устройством для управления рабочим циклом резки — подачей и перекрытием газов, зажиганием вспомогательной дуги. Резаки имеют водяное или воздушное (сжатым воздухом) охлаждение. В качестве источников питания используют оборудование постоянного тока с крутопа-дающей внешней характеристикой, напряжением холостого хода 180—500 В и током 100—12.50 А. Для плазменной резки можно применять и стандартные источники питания сварочной дуги, соединив их параллельно для получения требуемого напряжения. Для резки металлов больших толщин необходимо использовать только специальные источники питания с повышенным напряжением холостого хода.
[c.44]
Резак снабжен устройством для управления рабочим циклом резки — подачей и перекрытием газов, зажиганием вспомогательной дуги. Резаки имеют водяное или воздушное (сжатым воздухом) охлаждение. В качестве источников питания используют оборудование постоянного тока с крутопа-дающей внешней характеристикой, напряжением холостого хода 180—500 В и током 100—12.50 А. Для плазменной резки можно применять и стандартные источники питания сварочной дуги, соединив их параллельно для получения требуемого напряжения. Для резки металлов больших толщин необходимо использовать только специальные источники питания с повышенным напряжением холостого хода.
[c.44]
В а й н б о й м Д. И,, Гольдфарб В, М, Юрк А. Д, Резка металлов сжатой воздушной дугой с циркониевым катодом. Сварочное производство , [c.9]
Установка УЗПИ для ручной наплавки сплавов сжатой дугой состоит из головки, аппаратного ящика, источника питания — сварочного генератора ПС-500, балластного реостата РБ-300, баллона с аргоном, водогазокоммуникаций и водяного электронасоса для охлаждения головки. Особенность установки — несложная электрическая схема и простая конструкция малогабаритной головки.
[c.31]
Особенность установки — несложная электрическая схема и простая конструкция малогабаритной головки.
[c.31]
Флюсовые аппараты А-361 и А-381 разработаны применительно к двуду говым сварочным автоматам А-330 и предназначены для осуществления циркуляции флюса при сварке. Необходимое разрежение в системе создается эжектором, действующим от цеховой сети сжатого воздуха давлением 4—7 ати. Всасывание флюса предусмотрено непосредственно со шва, на некотором расстоянии от дуги. Проведенные испытания аппаратов и длительный опыт их работы на производстве показали хорошие результаты. Аппараты А-361 и А-381 между собой подобны. Отличие состоит лишь в системе пылеотделения и в расположении эжектора. В первом случае эжектор расположен вертикально, а во втором — горизонтально. [c.123]
В электрометаллизационных аппаратах (ручные ЭМ-ЗА, ЭМ-9 станочные ЭМ-6, МЭС-1, УМА-1) проволока расплавляется электрической дугой. К наконечникам аппаратов непрерывно с помощью родиков и червячных колес подают две проволоки диаметром 1,0—2,5 мм, через которые пропускают ток. При встрече проволок между их концами возникает вольтова дуга. Расплавленный металл распыляется сжатым воздухом (рис. 32). Для нанесения покрытий на внутренние глубокие поверхности црименяют удлиненные головки УГ-1А. Имеются также трехпроволочные головки МТГ и трехфазный аппарат ТМ-2, которые позволяют получать покрытие из трех различных металлов. Питание электрометаллизационных аппаратов осуществляется как переменным, так и постоянным -токами. В первом случае используют сварочные
[c.74]
При встрече проволок между их концами возникает вольтова дуга. Расплавленный металл распыляется сжатым воздухом (рис. 32). Для нанесения покрытий на внутренние глубокие поверхности црименяют удлиненные головки УГ-1А. Имеются также трехпроволочные головки МТГ и трехфазный аппарат ТМ-2, которые позволяют получать покрытие из трех различных металлов. Питание электрометаллизационных аппаратов осуществляется как переменным, так и постоянным -токами. В первом случае используют сварочные
[c.74]
Газодуговая резка сталей. Воздушно-дуговую резку производят вручную резаком РВД-1 с жесткой головкой. Для питания дуги током используют наиболее мощные сварочные генераторы с напряжением холостого хода 70—90 в и падающей внешней характеристикой. Источником сжатого воздуха служат передвижные поршневые компрессоры с воздушным охлаждением. Угольные или графитовые электроды диаметром 3—10 мм используют для резки нержавеющей стали и вырезки дефектов сварных твои в толстостенных изделиях.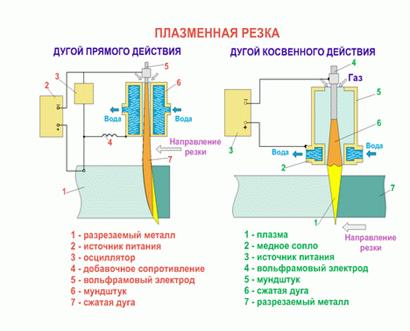 Воз-душно-дугопая резка целесообразна ирп ре же стали толщиной до 20 мм прн этом она более прои 1Подптельна, чем кислородно-флюсовая и не дает грата на кромках.
[c.432]
Воз-душно-дугопая резка целесообразна ирп ре же стали толщиной до 20 мм прн этом она более прои 1Подптельна, чем кислородно-флюсовая и не дает грата на кромках.
[c.432]
Сжатая дуга обладает высокой устойчивостью и широким диапазоном технологических свойств. Столб дуги и струя плазмы имеют цилиндрическую форму, поэтому изменение дугового промежутка практически не влияет на площадь пятна нагрева, что дает возможность стабилизировать проплавление основного металла. Питание дуги осуществляется от источника тока —переменного или постоянного прямой полярности. Дуга возбуждается с помощью осциллятора. В плазматрон одновременно подаются два независимых потока газов — плазмообразующего и защитного. Плазмообразующим газом служит аргон и др., а защитным — аргон, гелий, углекислый газ или смеси газов. Внешний поток защищает сварочную ванну и зону сварки от воздей-стаия атмосферного воздуха. [c.230]
Наибольшее распространение получили электродуговые ме-таллизаторы типа ЭМ-За, ЭМ-6. Они просты по устройству и безопасны в эксплуатации. Распылительная головка аппарата устанавливается на суппорте токарного станка, а восстанавливаемая деталь— в его патроне или в центрах. К головке подключается шланг подачи сжатого воздуха от цеховой сети (давление 5—6 кг/см ). Для подачи металлической проволоки 1 в направляющее устройство 2 в головке имеется две пары электрически изолированных подающих роликов, приводимых во вращение от электродвигателя (рис. 205, а). Направляющее устройство подключено к источнику сварочного тока — сварочному генератору или трансформатору. При контакте проволок возникает электрическая дуга, расплавляющая проволоку. Расплавленный металл сжатым воздухом распыляется на частицы размером 0,01—0,4 мм и в таком виде наносится на восстанавливаемую деталь 4. Скорость частиц металла в момент выхода из сопла обычно находится в пределах 120- 200 м/с. Металл детали в зоне напыления нагревается до температуры 90—200° С, так что наносимый и основной металл не сплавляются.
Они просты по устройству и безопасны в эксплуатации. Распылительная головка аппарата устанавливается на суппорте токарного станка, а восстанавливаемая деталь— в его патроне или в центрах. К головке подключается шланг подачи сжатого воздуха от цеховой сети (давление 5—6 кг/см ). Для подачи металлической проволоки 1 в направляющее устройство 2 в головке имеется две пары электрически изолированных подающих роликов, приводимых во вращение от электродвигателя (рис. 205, а). Направляющее устройство подключено к источнику сварочного тока — сварочному генератору или трансформатору. При контакте проволок возникает электрическая дуга, расплавляющая проволоку. Расплавленный металл сжатым воздухом распыляется на частицы размером 0,01—0,4 мм и в таком виде наносится на восстанавливаемую деталь 4. Скорость частиц металла в момент выхода из сопла обычно находится в пределах 120- 200 м/с. Металл детали в зоне напыления нагревается до температуры 90—200° С, так что наносимый и основной металл не сплавляются. Соединение напыленного и основного металла создается силами механического сцепления. Кроме того, с целью увеличения прочности сцепления создается искусственная шероховатость поверхности дробеструйной обработкой, нарезкой мелкой рваной резьбы и другими спо-
[c.315]
Соединение напыленного и основного металла создается силами механического сцепления. Кроме того, с целью увеличения прочности сцепления создается искусственная шероховатость поверхности дробеструйной обработкой, нарезкой мелкой рваной резьбы и другими спо-
[c.315]
Пост для воздушно-дуговой резки (рис. 23.6) состоит из пусковой аппаратуры, псточника питания, сварочного кабеля, воздушного шланга (рукава), резака и воздушного компрессора. Если пост оборудуют в цехе, то воздушный шланг подсоединяют к цеховому воздухопроводу. На строительной площадке пост, как правило, оборудуют в передвижном машзале или используют уже имеющийся машзал со сварочным оборудованием постоянного тока. Для резки применяют угольные омедненные и графитизированные электроды диаметром 6—12 мм или прямоугольного сечения. Резак типа РВД (рис. 23.7), широко применяемый в строительстве, состоит из корпуса, рукоятки, воздушного клапана, подсоединенного к рукоятке кабель-шланга, подвижной и неподвижной губок или другого вида соплового устройства для зажима угольного электрода. Пуск струй сжатого воздуха в резаке осуществляется из двух отверстии в неподвижной губке. Струя воздуха направляется параллельно электроду и сдувает расплавленный угольной дугой металл. Для резки применяют типовое сварочное оборудование преобразователи ПСО-500, ПД-502, выпрямители типа БД или ВДУ, а также многопостовые источники с балластными реостатами. При отсутствии компрессора можно использовать сжатый воздух из баллонов через редуктор, понижающий давление.
[c.280]
Пуск струй сжатого воздуха в резаке осуществляется из двух отверстии в неподвижной губке. Струя воздуха направляется параллельно электроду и сдувает расплавленный угольной дугой металл. Для резки применяют типовое сварочное оборудование преобразователи ПСО-500, ПД-502, выпрямители типа БД или ВДУ, а также многопостовые источники с балластными реостатами. При отсутствии компрессора можно использовать сжатый воздух из баллонов через редуктор, понижающий давление.
[c.280]
Электродуговая металлизация с жидким углеводородным топливом
Плазменная сварка закрытой сжатой дугой
Исследована возможность использования механизированной сварки закрытой сжатой дугой для формирования сварных швов, определены технологические особенности закрытой сжатой дуги и условия, исключающие образования дефектов при сварке продольных и кольцевых швов на изделиях из титана.
Ключевые слова: плазменная сварка закрытой сжатой дугой, установка для сварки продольных и кольцевых швов, крепление и характеристика сварочных головок.
Плазменная сварка закрытой сжатой дугой (закрытой плазмой) относится к высококонцентрированным источникам тепла и отличается от обычной сварки открытой дугой большей проплавляющей способностью и высокой стабильностью формирования сварного шва. По мере сжатия дуги плазмообразующим газом увеличивается концентрация теплового потока и повышается проплавляющая способность источника тепла. Однако, преимущества плазменной сварки закрытой сжатой дугой и ее технологические возможности далеко не раскрыты. При сварке сжатой дугой обеспечиваются большие возможности регулирования тепловыми режимами. Особенно важно такие свойства учитывать при сварке тонколистового металла. Плазменный нагрев сжатой дугой решает важную технологическую проблему — устранение опасности образования дефектов в виде прожогов, газовой пористости, коробления сварного соединения и, как следствие, нарушение процесса сварки. Преимущества сварки сжатой дугой были использованы при отработке серийной технологии изготовления сосудов внутреннего давления диаметром 250 мм из титанового сплава марки ОТ-4 толщиной стенки 0,5-0,8 мм. Сварку продольных и кольцевых швов выполняли на специальной установке (рис.1) с применением устройства для сварки закрытой сжатой дугой (рис. 2).
Сварку продольных и кольцевых швов выполняли на специальной установке (рис.1) с применением устройства для сварки закрытой сжатой дугой (рис. 2).
Рис. 1 Установка для сварки кольцевых и продольных швов. Рис. 2 Устройство для сварки закрытой сжатой дугой
После сварки изделия подвергали низкотемпературному отжигу с нагревом до температуры 485 0С для снятия остаточных напряжений. Процессы рекристаллизации при указанной температуре и выдержке 10 мин не развиваются, так как заметные изменения в строении структуры и механических свойствах соединений отсутствовали [2, 3, 4]. Все сварные швы после отжига проходили визуальный контроль и рентгеновское просвечивание. Следует отметить, что после сварки сосудов давления из титана закрытой сжатой дугой, газовая пористость и микротрещины в металле сварного шва не наблюдались. Отсутствие газовой пористости в титане в процессе сварки закрытой сжатой дугой — явление малоизученное и, являясь важным преимуществом в технологии плазменной сварки титана, может быть предметом дальнейших исследований. В новой конструкции сварочной головки предусмотрена микрокамера, позволяющая эффективно использовать тепловую энергию плазменной дуги и защиту расплавленного металла от контакта с атмосферой воздуха. Основными параметрами конструкции плазменной головки, повышающих стабильность горения сжатой дуги, являются диаметр и длина сопла, зазор между соплом и изделием, а также расход плазмообразующего газа.
В новой конструкции сварочной головки предусмотрена микрокамера, позволяющая эффективно использовать тепловую энергию плазменной дуги и защиту расплавленного металла от контакта с атмосферой воздуха. Основными параметрами конструкции плазменной головки, повышающих стабильность горения сжатой дуги, являются диаметр и длина сопла, зазор между соплом и изделием, а также расход плазмообразующего газа.
На практике сварку закрытой сжатой дугой выполняли с меньшим значением сварочного тока на 20-25% по сравнению с открытой дугой. Благодаря такому преимуществу уменьшалась зона разогрева свариваемого металла и размер сварного шва, что является важным при сварке тонколистового металла для уменьшения коробления кромок и вероятности образования прожогов. Для более полного использования технологических возможностей закрытой сжатой дуги при сварке тонколистового материала была разработана новая конструкция сварочной головки для сварки прямолинейных и кольцевых швов (ГС-1, ГС-2, ГС-3). Головка состоит из следующих основных частей: микрокамеры 1, охлаждаемого медного сопла 2, изоляционной втулки 3, присадочной проволоки 4, свариваемого изделия 5 (рис. 3).
Головка состоит из следующих основных частей: микрокамеры 1, охлаждаемого медного сопла 2, изоляционной втулки 3, присадочной проволоки 4, свариваемого изделия 5 (рис. 3).
В обоих случаях сварку сжатой и открытой дугой выполняли на источнике питания постоянного тока ИПП-120В с крутопадающей вольтамперной характеристикой. Скорость сварки 16 м/ч, расход аргона для открытой дуги – 3,0 л/мин, для закрытой сжатой дуги – 0,5 л/мин. В качестве плазмообразующих газов для сварки закрытой сжатой дугой применяли аргон (допускается смесь аргона с гелием). Сварочная головка предназначена для механизированной сварки закрытой сжатой дугой изделий из сталей жаропрочных, титановых, алюминиевых и других сплавов. Особенность сварки закрытой сжатой дугой состоит в том, что плазменная сварка осуществляется внутри микрокамеры. Охлаждаемая водой микрокамера одновременно является прижимным приспособлением и защитным устройством, а также соответствует типу соединения и профилю свариваемого изделия.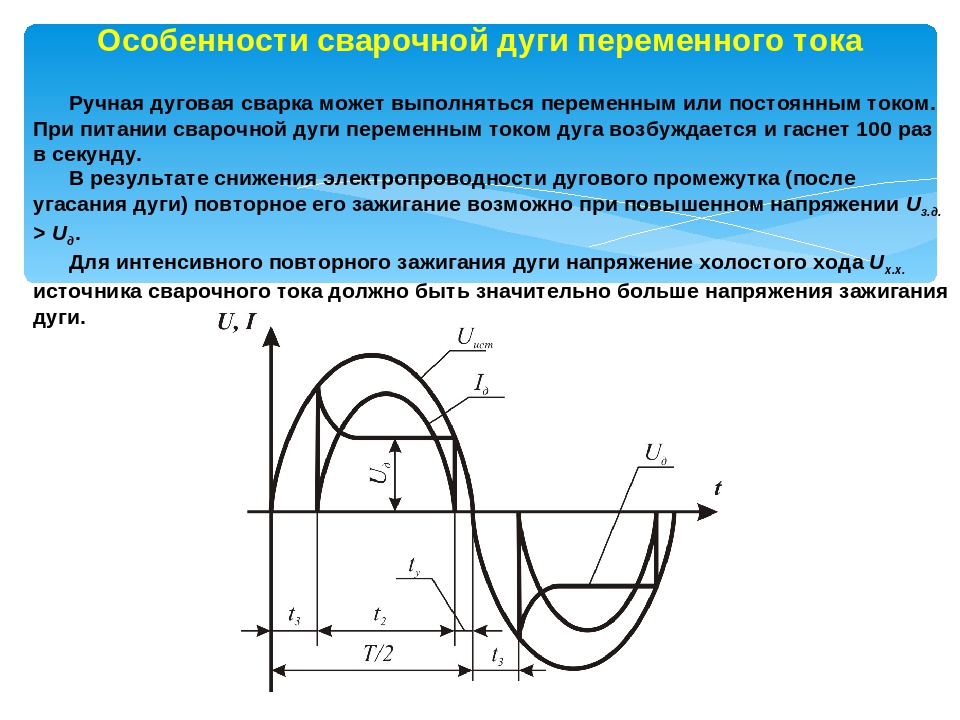 Сварка закрытой сжатой дугой имеет следующие преимущества по сравнению со сваркой открытой дугой:
Сварка закрытой сжатой дугой имеет следующие преимущества по сравнению со сваркой открытой дугой:
надежная защита шва при расходе аргона в 5-10 раз меньше, чем при – сварке открытой дугой;
высокая стабильность процесса формирования шва;
возможность увеличение скорости сварки в 1,5-2 раза;
снижение остаточных деформаций свариваемых изделий;
улучшение условий работы сварщика.
Сварочная головка устанавливается при помощи специального шарнирного крепления на серийных автоматах, предназначенных для аргонно-дуговой сварки, например, АДСВ-2, АДСВ-5, АДСП-2 и другие. Шарнирное крепление сварочной головки должно обеспечивать плотное прилегание микрокамеры к поверхности свариваемого изделия и не допускать торможение при движении головки вдоль стыка во время сварки.
При отработке режимов сварки эффективную тепловую мощность нагрева сжатой дуги оценивали в сравнении с эффективной мощностью нагрева при сварке открытой дугой в соответствии с теорией тепловых процессов. Равенство условий эффективных мощностей ( qu = 0,24.ηu.IU ) в обоих случаях обеспечивали путем подбора отношения сварочного тока при сварке сжатой дугой относительно величины тока в процессе сварки открытой дугой ( qu cж.д / qu откр.д ) Установлено, что сжатая дуга имеет более высокое напряжение, так как при сварке током 100А напряжение равнялось 20-22В, в то время как напряжение горения открытой дуги при токе 130А было равно 8-9В. Можно допустить, что эффективная тепловая мощность сжатой дуги примерно на 35-40% больше, чем тепловая мощность открытой дуги. Однако следует учитывать, что при сварке закрытой сжатой дугой тепловая эффективность теряется при охлаждении дуги холодными стенками сопла. Для сравнения были выполнены эксперименты, в результате из приведенных зависимостей можно сделать вывод, что при заданном проплавлении и определенной эффективной мощности сжатая дуга позволяет выполнять сварку на большей скорости, чем открытая дуга.
Равенство условий эффективных мощностей ( qu = 0,24.ηu.IU ) в обоих случаях обеспечивали путем подбора отношения сварочного тока при сварке сжатой дугой относительно величины тока в процессе сварки открытой дугой ( qu cж.д / qu откр.д ) Установлено, что сжатая дуга имеет более высокое напряжение, так как при сварке током 100А напряжение равнялось 20-22В, в то время как напряжение горения открытой дуги при токе 130А было равно 8-9В. Можно допустить, что эффективная тепловая мощность сжатой дуги примерно на 35-40% больше, чем тепловая мощность открытой дуги. Однако следует учитывать, что при сварке закрытой сжатой дугой тепловая эффективность теряется при охлаждении дуги холодными стенками сопла. Для сравнения были выполнены эксперименты, в результате из приведенных зависимостей можно сделать вывод, что при заданном проплавлении и определенной эффективной мощности сжатая дуга позволяет выполнять сварку на большей скорости, чем открытая дуга.
Для установления оптимальных условий сварки специалистами нашей компанией Сварзавод (svarzavod. ru) были выполнены эксперименты по определению влияния различных параметров режима на тепловые характеристики дуги и формирование шва. С уменьшением диаметра сопла, т.е. с увеличением степени сжатия дугового столба, резко увеличивается проплавляющая способность дуги. Результаты подтверждаются значительным увеличением термического коэффициентом полезного действия (ηt) проплавления с уменьшением диаметра сопла (рис. 4).
ru) были выполнены эксперименты по определению влияния различных параметров режима на тепловые характеристики дуги и формирование шва. С уменьшением диаметра сопла, т.е. с увеличением степени сжатия дугового столба, резко увеличивается проплавляющая способность дуги. Результаты подтверждаются значительным увеличением термического коэффициентом полезного действия (ηt) проплавления с уменьшением диаметра сопла (рис. 4).
В настоящей работе определение термического к п д. при обоих способах сварки проводили при одинаковых эффективных мощностях и равных погонных энергиях qи сж.д. = qи откр. д. Для обеспечения условий равенства эффективных мощностей были учтены сварочные токи сжатой и открытой дуги.
Выводы
1. Сжатая дуга отличается от обычной открытой дуги большей проплавляющей способностью, высокой стабильностью протекания процесса и формирования шва, а также большими технологическими возможностями.
2. Важным преимуществом сварки закрытой сжатой дуги является проявление эффекта подавления процесса порообразования при сварке титана на повышенных скоростях сварки, основанного на сокращении продолжительности пребывания металла в жидком состоянии.
Кросcворд по сварке — на тему «Общий»
По горизонтали2. Вид покрытия электрода
4. Что образуется в зоне сварки во время диссоциации водяных паров при высокой температуры дуги
5. Сжатая дуга, т=20000 с
6. Газ, активно поддерживающий горение
8. Составляющие электродного покрытия, необходимые для образования шлаков на поверхности сварного шва
10. Как называеться процесс при котором из нейтральных атомов и молекул образуеться положительные иотрицательные ионы
12. Фактор режима сварки, влияющий на увеличение или уменьшение ширины шва
14. Металлургический процесс при сварке
15. Процесс,происходящий со сварным швом при быстром охлаждении
16.
 Операция нанесения на баллон характерис¬тик емкости, давления, сроков испытания и др
Операция нанесения на баллон характерис¬тик емкости, давления, сроков испытания и др17. Один из видов многослойных швов
18. Цвет кислородного баллона
20. Горючий газ, применяемый для резки
22. Неполадка газового редуктора, когда при полностью вывернутом регули¬ровочном винте давление в камере низкого давления возрастает По вертикали
1. Однократное перемещение в одном направлении источника тепла при сварки и (или) наплавке
3. Процесс получения неразьемного сварного шва методом воздействия на свариваемые поверхности расплава металла
4. Тип электрододержателя
7. Свойство металлов образовывать сварное соединение
9. Название геометрического параметра сварного шва, размер которого значительно зависит от длины дуги
11.
 Разновидность сварки, заключающуюся в локальном нанесении методом сварки материала на основное изделие для защиты его от коррозии и износа или для наращивания и увеличения его объема
Разновидность сварки, заключающуюся в локальном нанесении методом сварки материала на основное изделие для защиты его от коррозии и износа или для наращивания и увеличения его объема 13. Изменение полюсов при сварке
19. Один из химических элементов в стали
21. Отец сварки Открыть кроссворд в MS Word, OpenOffice Writer (*.rtf)
Сварочная дуга
Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. При сварке на постоянном токе электрод подсоединяют к положительному полюсу источника питания, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является то анодом, то катодом.Промежуток между электродами называют дуговым промежутком. В обычных условиях газы не обладают электропроводностью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов.
Процесс образования заряженных частиц называют ионизацией, а сам газ ионизированным. Дуга горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой (в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля).Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Существует также бесконтактное зажигание дуги с помощью осциллятора. Сварочный осциллятор представляет собой искровой генератор дающий ток высокого напряжения (3000—6000 В) и частоты (150—250 кГц). Сварочный осциллятор пробивая расстояние между электродом и деталью ионизирует газ в котором загорается рабочая дуга. Такой ток не представляет большой опасности для сварщика.
По длине дугового промежутка дуга разделяется на три области: катодную, анодную и столб дуги. Катодная область включает в себя нагретую поверхность катода (катодное пятно). Температура катодного пятна на стальных электродах 2400-2700 оС. Анодная область состоит из анодного пятна. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Столб дуги занимает наибольшую часть дугового промежутка между катодом и анодом. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных и нейтральных частиц. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом его сечении одновременно находятся равные количества противоположных заряженных частиц. Температура столба дуги достигает 6000…8000 оС и более.
Катодная область включает в себя нагретую поверхность катода (катодное пятно). Температура катодного пятна на стальных электродах 2400-2700 оС. Анодная область состоит из анодного пятна. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Столб дуги занимает наибольшую часть дугового промежутка между катодом и анодом. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных и нейтральных частиц. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом его сечении одновременно находятся равные количества противоположных заряженных частиц. Температура столба дуги достигает 6000…8000 оС и более.
Особым видом сварочной дуги является сжатая дуга, столб которой сжат с помощью узкого сопла горелки или обдувающим потоком газа (аргона, азота и др.) Плазма это ионизированный газ дугового столба, состоящий из положительно и отрицательно заряженных частиц. Плазма генерируется в канале сопла горелки, обжимается и стабилизируется его водоохлаждаемыми стенками и холодным потоком плазмообразующего газа. Обжатие и охлаждение наружной поверхности столба дуги вызывает его концентрацию, что приводит к резкому увеличению числа соударений между частицами плазмы, увеличению степени ионизации и резкому повышению температуры столба дуги (10000…30000 К) и кинетический энергии плазменной струи. В результате плазма представляет собой источник теплоты с высокой концентрацией энергии. Это позволяет с успехом использовать ее для сварки, напыления и термической резки самых разнообразных материалов.
Плазма генерируется в канале сопла горелки, обжимается и стабилизируется его водоохлаждаемыми стенками и холодным потоком плазмообразующего газа. Обжатие и охлаждение наружной поверхности столба дуги вызывает его концентрацию, что приводит к резкому увеличению числа соударений между частицами плазмы, увеличению степени ионизации и резкому повышению температуры столба дуги (10000…30000 К) и кинетический энергии плазменной струи. В результате плазма представляет собой источник теплоты с высокой концентрацией энергии. Это позволяет с успехом использовать ее для сварки, напыления и термической резки самых разнообразных материалов.
Плазменная сварка
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Виды сварки — Плазменная сварка
Источником теплоты служит сжатая дуга, имеющая температуру 20 000.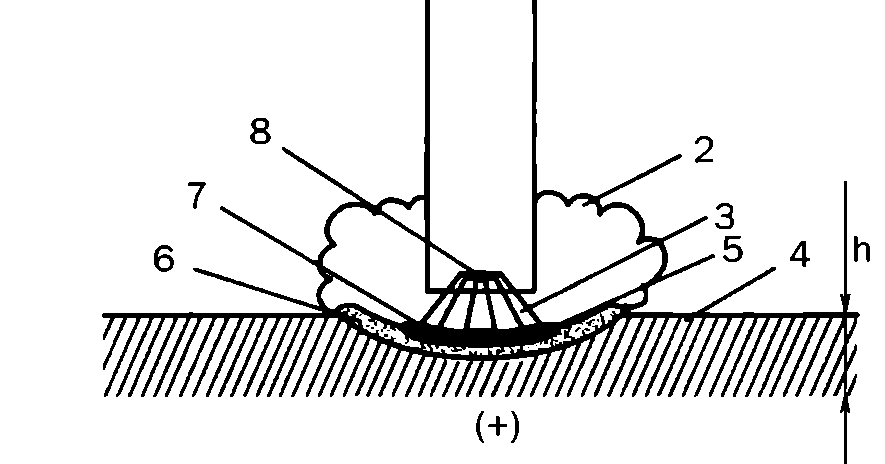 ..50 000 °С. Плазму получают, пропуская поток газа через столб электрической дуги (рис. 1.6, а, б). В узком канале сопла столб дуги сжимается, что приводит к повышению в нем плотности энергии и температуры. В качестве плазмообразующего газа, используют аргон, азот или водород. Плазменной сваркой соединяют металлы и неметаллы, в том числе и в разнородных сочетаниях. Особенно эффективно сваривать этим способом тонколистовые материалы.
..50 000 °С. Плазму получают, пропуская поток газа через столб электрической дуги (рис. 1.6, а, б). В узком канале сопла столб дуги сжимается, что приводит к повышению в нем плотности энергии и температуры. В качестве плазмообразующего газа, используют аргон, азот или водород. Плазменной сваркой соединяют металлы и неметаллы, в том числе и в разнородных сочетаниях. Особенно эффективно сваривать этим способом тонколистовые материалы.
Рис. 1.6. Плазменные горелки (плазматроны) прямого (а) и косвенного (б) действия: 1 — вольфрамовый электрод, 2 — изоляционная втулка, 3 — сопло, 4 — сжатая дуга, 5 — заготовка
Этот способ сварки находит применение при изготовлении изделий из высоколегированных сталей, никелевых сплавов, молибдена к многих других металлов, главным образом в авиационной и электронной промышленности. Сжатую дугу, используемую для сварки, получают в плазматронах прямого или косвенного действия (см. рис. 1.6). Сварку металлов обычно выполняют с помощью первых, принцип действия которых основан на горенйи дуги между неплавящимся вольфрамовым электродом и свариваемыми заготовками.
Сжатая дуга обладает высокой устойчивостью и широким диапазоном технологических свойств. Столб дуги и струя плазмы имеют цилиндрическую форму, поэтому изменение дугового промежутка практически не влияет на площадь пятна нагрева, что дает возможность стабилизировать проплавление основного металла. Питание дуги осуществляется от источника тока — переменного или постоянного прямой полярности. Дуга возбуждается с помощью осциллятора. В плазматрон одновременно подаются два независимых потока газов — плазмообразующего и защитного. Плазмообразующим газом служит аргон и др., а защитным — аргон, гелий, углекислый газ или смеси газов. Внешней поток защищает сварочную ванну и зону сварки от воздействия атмосферного воздуха.
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992
|
|
 .. Бесплатная альтернатива WinRar, WinZip и
похожий
фирменное программное обеспечение .
.. Бесплатная альтернатива WinRar, WinZip и
похожий
фирменное программное обеспечение . 

 .. показывает архив
экран извлечения, чтобы установить
путь вывода, пароль (при необходимости) и другие параметры извлечения
.. показывает архив
экран извлечения, чтобы установить
путь вывода, пароль (при необходимости) и другие параметры извлечения ARC.001 расширение).
ARC.001 расширение).13.
 Файлы ARC архива Интернета
Файлы ARC архива Интернета13. Файлы ARC архива Интернета
По умолчанию heritrix записывает все просмотренные им файлы на диск с помощью ARCWriterProcessor. Этот процессор записывает найденный контент обхода как Internet Archive ARC. файлы. Формат файла ARC описан здесь: Файл Arc Формат. Heritrix записывает файлы ARC версии 1.
По умолчанию Heritrix записывает в сжатом виде файлы ARC версии 1. Сжатие выполняется с помощью gzip, а скорее
сжать ARC в целом, вместо этого каждая запись ARC по очереди
сжатый.Все заархивированные записи объединяются вместе, чтобы составить
файл из нескольких заархивированных элементов. Эта конкатенация, оказывается,
это законный файл gzip; вы можете передать его в gzip, и он отменит каждый
сжатая запись в свою очередь. Это податливая техника сжатия
потому что он позволяет случайный поиск одной записи и отмену
только эта запись. В противном случае сначала должен быть
без сжатия, чтобы получить любую запись.
Предварительная версия Heritrix 1.0 внесена поправка в файл ARC формат версии 1, позволяющий записывать дополнительные метаданные в первую запись файл ARC. Эти дополнительные метаданные записываются в формате XML. Схема XML, используемая Документы экземпляров метаданных можно найти по адресу http://archive.org/arc/1.0/xsd. Схема документирована здесь.
Если присутствует дополнительная информация о метаданных XML, второй Поле ‘<зарезервировано>‘ во второй строке файлов ARC версии 1 будет изменено с ‘0’ на ‘1’: т.е. ARC с метаданными XML являются версией ‘1.1 ‘.
Если присутствует, тело записи метаданных файла ARC будет содержать не менее следующие поля (более поздние версии ARC могут добавлять другие полей):
Программное обеспечение и версия программного обеспечения, использованная при создании файла ARC. Пример: heritrix 0.7.1 http://crawler.archive.org.
IP-адрес хоста, создавшего файл ARC.
 Пример:
«103.1.0.3».
Пример:
«103.1.0.3».Имя хоста, создавшего файл ARC. Пример: ‘деборд.archive.org ‘.
Контактное лицо оператора сканирования. Значение по умолчанию «админ».
Поле http-заголовка user-agent из задания сканирования. файл. Это поле записывается здесь в метаданных только до дня ARC записывают сделанный HTTP-запрос. Пример: ‘os-heritrix / 0.7.0 (+ http: //localhost.localdomain) ‘.
HTTP-заголовок «from» из файла заказа сканирования. Этот здесь записывается в метаданные только до дня ARCs записать сделанный HTTP-запрос.Пример: [email protected].
«Описание» из файла заказа сканирования. Пример: «Интегрированное самотестирование Heritrix»
Политика соблюдения роботов. Пример: «классический».
Организация, от имени которой оператор запускает ползти.
Пример «Интернет-архив».Получатель ресурса ARC обхода, если известен. Пример: ‘Библиотека Конгресса’.
 Пример:
«103.1.0.3».
Пример:
«103.1.0.3». Пример «Интернет-архив».
Пример «Интернет-архив».Когда heritrix создает файлы ARC, он использует следующий шаблон назвав их:
<УКАЗАНО ОПЕРАТОРОМ> '-' <12-ЦИФРОВАЯ ВРЕМЯ> '-' <СЕРИЙНЫЙ НОМЕР> '-' '.arc' | '.gz'
… где любой оператор
указанный текст, представляет собой 5-значное число с нулями и
это полное доменное имя, на котором
сканирование было запущено.ARCReader может использоваться для чтения файлов дуги. Он имеет интерфейс командной строки, который может использоваться для вывода метаинформации в псевдо CDX формат и для получения произвольного доступа записи дуги (Интерфейс командной строки описан в главном метод javadoc comments).
Netarchive.dk также разработали инструменты для чтения и записи дуги.
Том Эмерсон из Basis Technology реализовал проект по
sourceforge для размещения лицензированной BSD программы чтения C ++ ARC под названием libarc (с тех пор
был перемещен в
архив-доступ).
Французская национальная библиотека (BnF) также выпустила GPL perl / c Читатель ARC. Видеть BAT для документации и где скачать ..
См. Hedaern для читателей / писателей Python и для базового веб-приложения, которое также позволяет запрашивать по метке времени + дате как полнотекстовый поиск содержимого ARC..Функция # 6950: ARC должен кэшировать сжатые данные — illumos gate
Это изменение касается чтения и записи сжатых заголовков дуги, совместного использования данных между arc_hdr_t и arc_buf_t, а также реализации нового кэша dbuf для обеспечения частого доступа к данным без сжатия.
Я добавил в l1 arc hdr нового члена под названием b_pdata. B_pdata всегда зависает от arc_buf_hdr_t (если используется L1 hdr) и указывает на физический блок для этого DVA. Физический блок может быть сжат, а может и не быть.Если сжатая дуга включена и блок на диске сжат, то b_pdata будет соответствовать блоку на диске и останется сжатым в памяти. Если блок на диске не сжат, то и b_pdata. Наконец, если сжатая дуга отключена, то b_pdata всегда будет несжатой версией блока на диске.
Если блок на диске не сжат, то и b_pdata. Наконец, если сжатая дуга отключена, то b_pdata всегда будет несжатой версией блока на диске.
Обычно дуга кэширует только arc_buf_hdr_t и агрессивно удаляет все arc_buf_t, на которые больше нет ссылок. Это означает, что дуга в основном будет иметь сжатые блоки, так как arc_buf_t считаются накладными и всегда несжатыми.Когда потребитель читает блок, мы сначала проверяем, кэширован ли arc_buf_hdr_t. Если hdr кэшируется, мы выделяем новый arc_buf_t и распаковываем содержимое b_pdata в файл b_data arc_buf_t. Если в hdr уже есть arc_buf_t, то мы выделим дополнительный arc_buf_t и скопируем несжатое содержимое из первого arc_buf_t в новое.
Запись в сжатую дугу требует, чтобы мы сначала сбросили b_pdata, поскольку физический блок скоро будет перезаписан.Новое содержимое данных будет передано через arc_buf_t (несжатое), и на этапах конвейера ввода-вывода мы скопируем содержимое физического блока во вновь выделенные b_pdata.
Когда используется l2arc, он также будет использовать b_pdata. Теперь l2arc всегда будет записывать содержимое b_pdata в l2arc. Это означает, что при включении сжатой дуги блоки l2arc идентичны блокам, хранящимся в основном пуле данных. Это дает значительное преимущество, поскольку мы можем использовать контрольную сумму bp при чтении из l2arc, чтобы определить, является ли содержимое допустимым.Если сжатая дуга отключена, мы должны сначала преобразовать блок чтения, чтобы он выглядел как физический блок в основном пуле данных, прежде чем сравнивать контрольную сумму и определять ее действительность.
Теперь l2arc всегда будет записывать содержимое b_pdata в l2arc. Это означает, что при включении сжатой дуги блоки l2arc идентичны блокам, хранящимся в основном пуле данных. Это дает значительное преимущество, поскольку мы можем использовать контрольную сумму bp при чтении из l2arc, чтобы определить, является ли содержимое допустимым.Если сжатая дуга отключена, мы должны сначала преобразовать блок чтения, чтобы он выглядел как физический блок в основном пуле данных, прежде чем сравнивать контрольную сумму и определять ее действительность.
arc (1): утилита для архивирования ПК — справочная страница Linux
Имя
arc — утилита для архивирования ПККраткое содержание
arc a | m | u | f | d | x | e | r | p | l | v | t | c [biswnoq] [g пароль ] архив [ имя файла …]Описание
Arc — это общая утилита для архивирования и сжатия файлов, используемая для поддержки сжатых файлов. архив файлов.Архив — это один файл, который объединяет множество файлов, уменьшая пространство для хранения и позволяя обрабатывать несколько файлов как один. Arc использует один из нескольких методов сжатия для каждого файла в архиве , в зависимости от того, какой метод дает наименьший результат.
Arc использует один из нескольких методов сжатия для каждого файла в архиве , в зависимости от того, какой метод дает наименьший результат.Инструкции
Выполните arc без аргументов для достаточно подробных, полезных инструкций.Командные переключатели
- а
- добавить файлы в архив. Копирует указанные файлы в архив.
- кв.м.
- переместить файлы в архив. То же, что и переключатель «a», за исключением того, что файлы удаляются из каталога по мере их перемещения в архив.
- u
- файлов обновления в архиве. Этот переключатель заменяет заархивированные файлы, если указанный файл новее заархивированной копии. Будут добавлены новые файлы автоматически.
- f
- файлов в архиве. То же, что и u, за исключением того, что новые файлы добавляться не будут.
- д
- удалить файлы в архиве.Указанные файлы удаляются из архива.
- х, е
- извлечь файлы из архива. Именованные файлы извлекаются из архива и создаются в текущем каталоге в несжатом состоянии.
- г
- запустить один файл с аргументами из архива. Любая программа может быть запущена прямо из архива. Параметры, указанные после имени программы, передаются в программа без доработок.
- п
- копирует файлы из архива на стандартный вывод.Полезно при перенаправлении ввода-вывода. Подача страницы добавляется после каждого файла для облегчения использования с принтерами.
- л
- перечислить файлы в архиве. Ограниченный список информации о файлах, содержащихся в архиве. Отображает имя файла, исходную длину и дату последнего изменения. Если Используется опция ‘n’ (см. ниже), отображается только имя файла.
- в
- подробный список файлов в архиве. Полный информационный список файлов, содержащихся в архиве. Отображает имя файла, исходную длину, способ хранения,
коэффициент хранения (% экономии), сжатый размер, дата, время и CRC.
- т
- проверка целостности архива. Вычисляет значения CRC для каждого члена архива и сравнивает их с ранее сохраненным значением.
- c
- преобразовать ввод в новый метод упаковки. Преобразуйте файлы, хранящиеся со старыми методами, в более новые, более эффективные методы. Также полезно для файлов ранее заархивировано с опцией ‘s’.
 Именованные файлы извлекаются из архива и создаются в текущем каталоге в несжатом состоянии.
Именованные файлы извлекаются из архива и создаются в текущем каталоге в несжатом состоянии.
Опции
- б
- сохранить резервную копию архива. Сохраните исходный архивный файл и переименуйте его в.БАК. Этот переключатель можно использовать со следующими командами: a, m, u, f, d, c.
- я
- подавить режим изображения. Этот переключатель заставляет файлы обрабатываться как текстовые файлы и переводит их последовательность конца строки. (Unix ‘\ n’ vs. ‘\ r \ n’ используется на
многие другие системы.) По умолчанию при сжатии или извлечении файлов перевод не выполняется. Эта опция значительно упрощает работу с текстовыми файлами,
хотя также можно использовать команду ‘tr’. (‘\ r’ в make-файлах и исходном коде C — такая неприятность…)
- с
- подавить сжатие. Это заставляет новые файлы сохраняться с использованием метода 2 (без сжатия). Этот переключатель можно использовать со следующими командами: a, m, u, f, c.
- Вт
- подавить предупреждающие сообщения. Этот переключатель предотвращает отображение предупреждающих сообщений, что установлено по умолчанию. Большинство предупреждений касается удаления или наличие файлов с таким же именем.
- n
- подавить заметки и комментарии. Этот переключатель предотвращает отображение полезных заметок, что установлено по умолчанию.В большинстве примечаний указывается, на каком этапе сжатия находится в процессе работы (анализ, уплотнение, хранение).
- o
- перезаписать существующие файлы при распаковке. Этот переключатель заставит существующие файлы незаметно перезаписать вместо запроса подтверждения, что является дефолт.
- q
- force Метод сжатия сжатого воздуха. Этот переключатель заставляет использовать метод сжатия Squash вместо Crunch, который используется по умолчанию.
- г
- зашифровать / расшифровать запись архива.Это используется для кодирования файлов, чтобы другие не могли их прочитать. БУДЬ ОСТОРОЖЕН! Это должен быть последний параметр в переключателях. потому что все последующее является частью пароля.
 (‘\ r’ в make-файлах и исходном коде C — такая неприятность…)
(‘\ r’ в make-файлах и исходном коде C — такая неприятность…) Этот переключатель заставляет использовать метод сжатия Squash вместо Crunch, который используется по умолчанию.
Этот переключатель заставляет использовать метод сжатия Squash вместо Crunch, который используется по умолчанию.Замечания по программированию
Arc Версия 2 отличается от версии 1 тем, что записи в архиве автоматически сжимаются, когда они добавляются в архив, что делает ненужным отдельный этап сжатия. Характер сжатия обозначается версией заголовка. номер, помещенный в каждую запись архива, а именно:1 = старый стиль, без сжатия 2 = Новый стиль, без сжатия 3 = Сжатие только повторяющихся символов 4 = Сжатие повторяющихся символов плюс кодирование Хаффмана 5 = упаковка повторяющихся струн по Лемпелю-Зеву (старый стиль) 6 = упаковка повторяющихся струн по Лемпелю-Зеву (новый стиль) 7 = Упаковка Лемпеля-Зева Вильямса с улучшенной хэш-функцией 8 = динамическое уплотнение Лемпеля-Зева с адаптивным сбросом 9 = СжатиеТип 5, уплотнение Лемпель-Зев, было добавлено в версии 4.
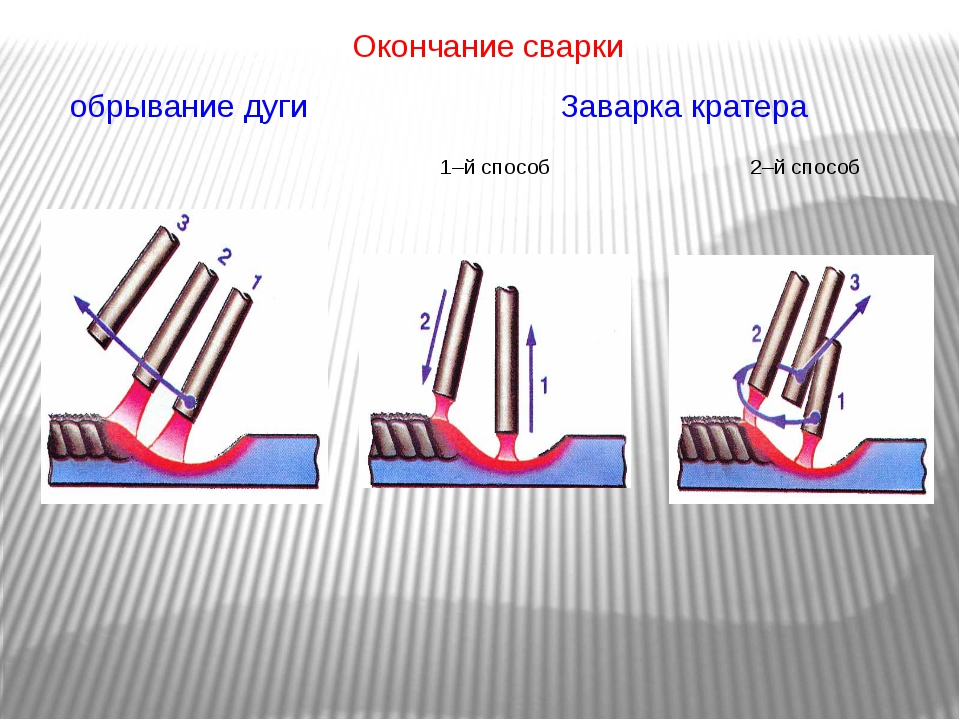 0
0Тип 6 — это упаковка Лемпеля-Зева, в которой серии повторяющихся символов были свернуты, и
добавлено начиная с версии 4.1
Тип 7 — это вариант Lempel-Zev, использующий другую хеш-функцию, которая дает улучшение скорости на 20-25%, и был добавлен как
версии 4.6
Тип 8 — это другая реализация Lempel-Zev, использующая переменный размер кода и адаптивный сброс блока, и был добавлен в версии
5,0
Тип 9 — это еще один вариант Lempel-Zev, использующий более крупную хеш-таблицу.Этот метод был разработан Филом Кацем и не поддерживается «официальным». ARC программ.
Arc будет искать переменные среды с именами ARCTEMP или TMPDIR , которые, если они есть, указывают путь, по которому должны находиться временные файлы. быть создан. Обычно это расположение RAMdisk на микрокомпьютере, «/ tmp /» или оставленное неустановленным.
Дополнительные сведения см. В прилагаемом файле документации.
История
Arc уже много лет используется в мире CP / M и MSDOS.Том Хендерсон разработал оригинальной версии, но важно отметить, что arc основан на теориях сжатия файлов, разработанных Хаффманом, Велчем, Кноттом, Кнутом и многими другими. другие ученые. Эта реализация основана на версии 5.21 программы MSDOS.Ошибки
Arc ведет себя так же, как версия программы для ПК; все функции дисплея «использования» работающий. Поддерживается полная совместимость с файлами PC ARC, цена за которую arc не любит длинные имена файлов и может архивировать только файлы. с именами до 12 символов.Он * иногда * поступает с ними правильно, но я предлагаю вам поместить длинные имена файлов в «шар» перед arc ing им.Проблем быть не должно (ха!), Но если вы их обнаружите, пришлите их мне по адресу:
Авторы
Оригинальная программа MSDOS Тома ХендерсонаАВТОРСКИЕ ПРАВА (C) 1985-87 гг.
 , Компания System Enhancement Associates; ВСЕ ПРАВА ЗАЩИЩЕНЫ
, Компания System Enhancement Associates; ВСЕ ПРАВА ЗАЩИЩЕНЫИсходный код Лемпеля-Зева, полученный из compress 4.0. Изменено для поддержки сжатия, выполненное Дэном Ланчиани ([email protected]) Портировано из MSDOS Говардом Чу, с помощь от Джона Гилмора (hoptoad! gnu), Джеймса Тернера (daisy! Turner) и других.
Наборы цифровых данных в формате ARC / INFO
Наборы цифровых данных в формате ARC / INFOЗагрузить сжатые файлы экспорта ARC / INFO 14-значных гидрологических единиц для Индиана
Щелкните соответствующую область карты или соответствующий 6-значный код гидрологической единицы. под картой, чтобы загрузить нужные данные.Чтобы скачать 14-значные гидрологические единицы для весь штат (приблизительно 45,4 Мбайт), щелкните здесь: Индиана 14 цифр HUC.
После загрузки сжатый файл можно распаковать, чтобы восстановить файл экспорта ARC / INFO. программами (такими как gzip), совместимыми с алгоритмом сжатия Лемпеля-Зива.
Gzip доступен в проекте GNU Free Software Foundation, доступен для нескольких
различные компьютерные операционные системы и могут быть загружены с нескольких сайтов на
Интернет.Команда gzip для распаковки файлов: «gzip -d -c prefix.gz>
prefix.e00 «, где» prefix «- это часть имени файла перед точкой, а» e00 «- это
буква е с двумя нулями. Команда ARC / INFO для преобразования несжатого файла экспорта
для покрытия ARC / INFO — это «import cover prefix.eoo out_name», где out_name — это имя
для выходного покрытия.
программами (такими как gzip), совместимыми с алгоритмом сжатия Лемпеля-Зива.
Gzip доступен в проекте GNU Free Software Foundation, доступен для нескольких
различные компьютерные операционные системы и могут быть загружены с нескольких сайтов на
Интернет.Команда gzip для распаковки файлов: «gzip -d -c prefix.gz>
prefix.e00 «, где» prefix «- это часть имени файла перед точкой, а» e00 «- это
буква е с двумя нулями. Команда ARC / INFO для преобразования несжатого файла экспорта
для покрытия ARC / INFO — это «import cover prefix.eoo out_name», где out_name — это имя
для выходного покрытия.
| 6-ЦИФРОВОЙ КОД ГИДРОЛОГИЧЕСКОЙ УСТАНОВКИ и ССЫЛКА ДЛЯ ЗАГРУЗКИ | ОПИСАНИЕ | ИМЯ ФАЙЛА | ПРИБЛИЗИТЕЛЬНЫЙ РАЗМЕР ФАЙЛА |
| 040400 | Юго-западное озеро Мичиган | hu040400. gz gz | |
| 040500 | Юго-восточное озеро Мичиган (включая реку Сент-Джозеф в Индиане) | hu040500.gz | |
| 040602 | Озеро Мичиган (включая его заливы и острова) | hu040602.gz | |
| 041000 | Западное озеро Эри (включая реку Мауми в Индиане) | hu041000.gz | |
| 050800 | Великий Майами (включая реку Уайтуотер в Индиане) | hu050800. gz gz | |
| 050902 | Средний Огайо — Маленький Майами | hu050902.gz | |
| 051201 | Wabash | hu051201.gz | |
| 051202 | Патока-Уайт | hu051202.gz | |
| 051401 | Нижний Огайо-Соль | hu051401.gz | |
| 051402 | Нижний Огайо | hu051402. gz gz | |
| 071200 | Верхний Иллинойс (включая реку Канкаки в Индиане) | hu071200.gz |
Данные ГИС USGS для водных ресурсов
Вернуться в Hydrologic Units in Indiana Home Страница
U.S.G.S. Домашняя страница Индианы
Динамическое давление сжатой дуги при резке металла
Давыденко В.Г., Харитонов Е.П., Шапиро И.С., Шиманович В.Д. // Инж.-физ. Ж., 2 , №3 (1974).
Алексеев С.В. и др. «Исследование скорости и температуры высокоинтенсивной сжатой дуги в азоте и аргоне» // Физика, технология и применение низкотемпературной плазмы.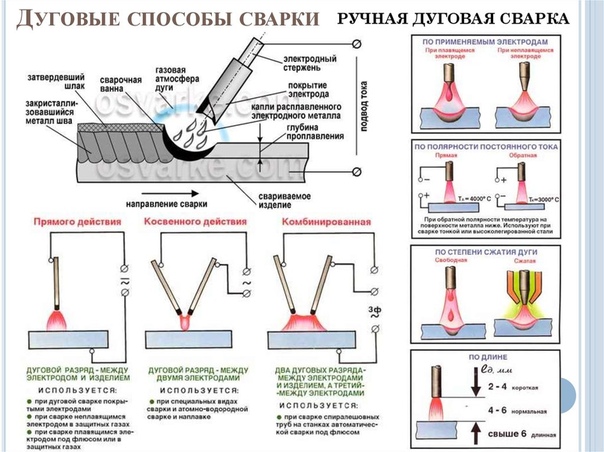 , Алма-Ата (1970), с. 145.
, Алма-Ата (1970), с. 145.
Д. Г. Быховский, Плазменная резка, Москва (1972), с. 8.
В. М. Батенин, П. В. Минаев, Теплофиз. Журн. Выс. Темп., 7 , № 2 (1969).
Вт.Пирс, в: Производство и исследование высокотемпературной плазмы, ИЛ, Москва (1962).
Google ученый
В. Визе, М. Смит, Вероятности атомных переходов (1966).
J. Burchorn, Z. Phys. Chem., № 3, 215 (1960).
Google ученый
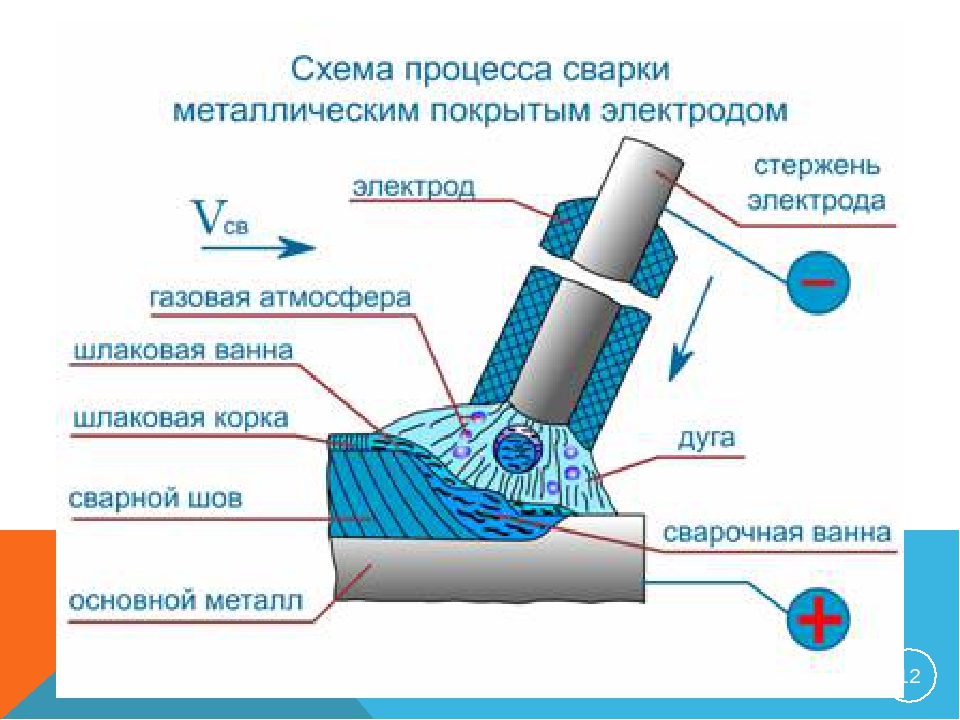 org/ScholarlyArticle»> 8.
org/ScholarlyArticle»> 8.J. Takakija и K. Takaynki, IEEE Trans. Ионно-газовое приложение.№ 6 (1970).
Дресвин С.В. (редактор), Физика и технология низкотемпературной плазмы (1972).
Л. М. Биберман, Г. Н. Норман, Усп. Физ. Наук, -91, , 193 (1967).
Google ученый
Христос, Шерман и Гласс, Ракетн. Тех. Космонавт., № 1 (1966).
Списки форматов файлов растровых данных в ГИС —
Цифровая растровая графика — это формат файлов растров.При сканировании бумажной топографической карты USGS для использования на компьютере создается цифровое изображение, называемое DRG. DRG, которые создаются USGS, обычно сканируются с разрешением 250 dpi, а затем DRG сохраняются на сервере в виде файла TIFF. Изображение с растровыми данными обычно включает в себя исходную информацию о границах, называемую «воротником карты». Файл растровой карты проецируется UTM и привязан к поверхности земли.
DRG, которые создаются USGS, обычно сканируются с разрешением 250 dpi, а затем DRG сохраняются на сервере в виде файла TIFF. Изображение с растровыми данными обычно включает в себя исходную информацию о границах, называемую «воротником карты». Файл растровой карты проецируется UTM и привязан к поверхности земли.
Оцифрованная растровая графика ARC (ADRG)
Оцифрованная растровая графика ARC — стандартный цифровой продукт Национального агентства изображений и картографии (NIMA).ADRG разработан для поддержки приложений, которым требуется фоновое отображение растровой карты.
ADRG — это оцифрованные карты и преобразованные диаграммы, а предполагаемый носитель обмена для ADRG — компакт-диск (CD-ROM).
Карты ADRG преобразованы в специальную структуру географической регистрации и дополнены файлами поддержки в кодировке ASCII. ADRG имеет географическую привязку с использованием системы растровых карт / карт равной угловой секунды (ARC), в которой земной шар разделен на 18 широтных полос или зон. Данные состоят из растровых изображений и другой графики, созданной при сканировании исходных документов.Несколько файлов Файл данных - расширение * .img или * .ovr Файл легенды - расширение * .lggРасширенная сжатая растровая графика ARC (ECRG)
Файл расширенной сжатой растровой графики ARC (ECRG) — это расширенная сжатая растровая графика ARC. ECRG географически привязан к системе ARC, в которой земной шар разделен на 18 широтных полос или зон. ECRG использует сжатие JPEG 2000.
Распространяется NGA.CADRG / ECRG имеет географическую привязку с помощью системы ARC. Данные состоят из растровых изображений и другой графики, созданной при сканировании исходных документов. CADRG достигает номинальной степени сжатия 55: 1. ECRG использует сжатие JPEG 2000 с коэффициентом сжатия 20: 1.Сжатая цифровая растровая графика ARC (CADRG)
CADRG — это компьютерно-читаемая цифровая карта и изображения диаграмм.
они также являются форматами файлов растровых данных. Файлы CADRG обычно физически форматируются в сообщении National Imagery Transmission Format (NITF).Он поддерживает различное оружие, управление боевыми действиями на театре военных действий C3I, планирование миссий и системы цифровых движущихся карт. Данные CADRG извлекаются непосредственно из ADRG и других цифровых источников посредством понижающей дискретизации, фильтрации, сжатия и переформатирования в формат Raster Product Format (RPF). CADRG Reader может читать файлы CADRG с оболочкой сообщений NITF или без нее. CADRG Writer может создавать наборы данных CADRG с оболочкой сообщений NITF или без нее.CADRG обеспечивает номинальную степень сжатия 55: 1.ECRG использует сжатие JPEG 2000 с коэффициентом сжатия 20: 1
Расширение файла зависит от конкретного продукта. Вы можете указать, какие продукты вы хотите, чтобы ArcGIS распознавал (Настройка> Параметры ArcMap> Растр> Форматы файлов).
 Данные состоят из растровых изображений и другой графики, созданной при сканировании исходных документов.
Данные состоят из растровых изображений и другой графики, созданной при сканировании исходных документов.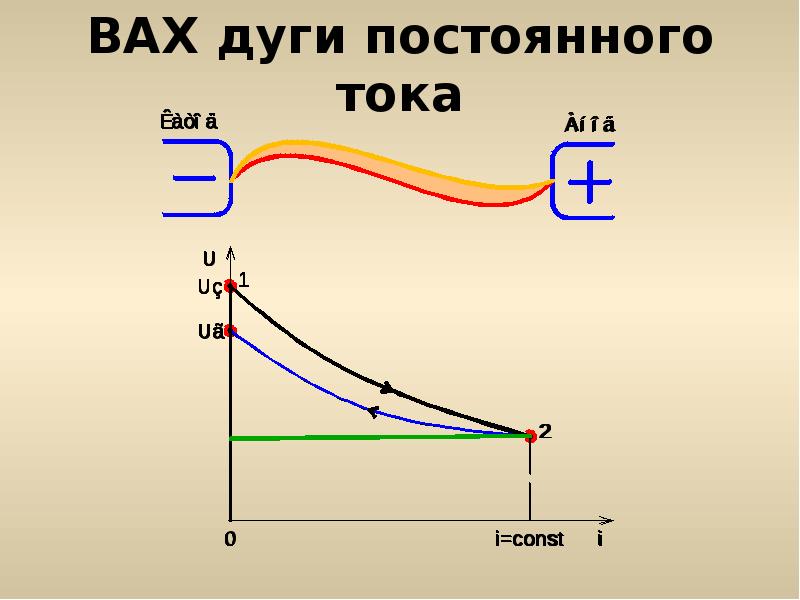 они также являются форматами файлов растровых данных. Файлы CADRG обычно физически форматируются в сообщении National Imagery Transmission Format (NITF).Он поддерживает различное оружие, управление боевыми действиями на театре военных действий C3I, планирование миссий и системы цифровых движущихся карт. Данные CADRG извлекаются непосредственно из ADRG и других цифровых источников посредством понижающей дискретизации, фильтрации, сжатия и переформатирования в формат Raster Product Format (RPF). CADRG Reader может читать файлы CADRG с оболочкой сообщений NITF или без нее. CADRG Writer может создавать наборы данных CADRG с оболочкой сообщений NITF или без нее.
они также являются форматами файлов растровых данных. Файлы CADRG обычно физически форматируются в сообщении National Imagery Transmission Format (NITF).Он поддерживает различное оружие, управление боевыми действиями на театре военных действий C3I, планирование миссий и системы цифровых движущихся карт. Данные CADRG извлекаются непосредственно из ADRG и других цифровых источников посредством понижающей дискретизации, фильтрации, сжатия и переформатирования в формат Raster Product Format (RPF). CADRG Reader может читать файлы CADRG с оболочкой сообщений NITF или без нее. CADRG Writer может создавать наборы данных CADRG с оболочкой сообщений NITF или без нее.Формат растрового продукта (RPF)
Формат растрового продукта, военный формат файла, указанный в MIL-STD-2411. RPF — это стандартная структура данных, разработанная в 1994 году как U.С. Военный стандарт для геопространственных баз данных. База данных RPF состоит из прямоугольных массивов значений пикселей (например, в оцифрованных картах или изображениях) в сжатой или несжатой форме.
RPF — это стандартная структура данных, разработанная в 1994 году как U.С. Военный стандарт для геопространственных баз данных. База данных RPF состоит из прямоугольных массивов значений пикселей (например, в оцифрованных картах или изображениях) в сжатой или несжатой форме.
Он был разработан как адаптируемый формат для охвата продуктов растровых данных в сжатой или несжатой форме. Цель заключалась в том, чтобы позволить прикладному программному обеспечению использовать данные в формате RPF на машиночитаемых носителях обмена данными (например, CD-ROM) напрямую, без дополнительных манипуляций или преобразований.
Базовый формат CADRG и CIB.
Один файл — без стандартного расширения файла
1. Сжатый ADRG — Сжатый ADRG, разработанный NGA, номинальное сжатие 55: 1 по сравнению с ADRG (тип формата растрового продукта)
2. CIB — База управляемых изображений, разработан NGA (тип формата растрового продукта)
Двоичный файл
Неформатированный файл, состоящий из растровых данных, записанных в одном из нескольких типов данных, где несколько полос хранятся в BSQ (чередование полос), BIP (полосы чередуются по пиксель) или BIL (полосы чередуются по строкам). Географическая привязка и другие метаданные хранятся в одном или нескольких сопроводительных файлах.
Географическая привязка и другие метаданные хранятся в одном или нескольких сопроводительных файлах.
Формат двоичного ландшафта был создан проектом Virtual Terrain Project (VTP) для хранения данных о высоте в более гибком формате файла. Формат BT является гибким с точки зрения размера файла и системы пространственной привязки.
Один файл - расширение * .bt
Файл проекции - расширение * .prj - Band Interleaved by Pixel (BIP), Band Interleaved by Line (BIL), Band Sequential (BSQ)
Этот формат предоставляет метод для чтения и отображения в распакованном виде, BIL, Данные изображения BIP и BSQ.Создав файл описания ASCII, который описывает компоновку данных изображения, можно отображать черно-белые, полутоновые, псевдоцветные и многополосные данные изображения без перевода в частный формат.
BIP и BIL — это форматы, создаваемые системами дистанционного зондирования. Основное различие между ними — это метод, используемый для хранения значений яркости, полученных одновременно в каждом из нескольких цветов или спектральных диапазонов.
Несколько файловФайл данных - расширение *.bil, * .bip или * .bsq Заголовочный файл - расширение * .hdr Файл цветовой карты - расширение * .clr Файл статистики - расширение * .stx

Расширенный сжатый вейвлет (ECW)
Формат сжатого вейвлета, часто с потерями. ECW — это закрытый формат ERMapper для сжатия изображений. Это более новый формат, чем MrSID, но он набирает популярность из-за бесплатных утилит сжатия, доступных на веб-сайте ER Mapper. ECW — это частный формат. Это сжатие с потерями на основе вейвлетов, аналогичное JPEG 2000.
Это запатентованный формат вейвлет-сжатия изображений, оптимизированный для аэрофотоснимков и спутниковых изображений.
Этот формат можно использовать для настольных компьютеров, но при публикации вам потребуется лицензия на расширение ECW for ArcGIS for Server.
Один файл - расширение * .ecw Сетка ESRI — собственные двоичные и не содержащие метаданных растровые форматы ASCII, используемые Esri. Собственный Esriformat, поддерживающий 32-битные целочисленные и 32-битные растровые сетки с плавающей запятой.Сетки полезны для представления географических явлений, которые непрерывно меняются в пространстве, и для выполнения пространственного моделирования и анализа потоков, тенденций и поверхностей, таких как гидрология.
Собственный Esriformat, поддерживающий 32-битные целочисленные и 32-битные растровые сетки с плавающей запятой.Сетки полезны для представления географических явлений, которые непрерывно меняются в пространстве, и для выполнения пространственного моделирования и анализа потоков, тенденций и поверхностей, таких как гидрология.
файл цветовой карты - расширение * .cl Расширяемый N-мерный формат данных (NDF)
Формат, используемый для хранения данных, представляющих n-мерные массивы чисел, например изображения. Использует файлы-контейнеры (каталоги, содержащие файлы и каталоги) для управления объектами данных.
Каталог - расширение * .sdf Виртуальный формат GDAL (VRT)
Это формат файла, созданный Библиотекой абстракции геопространственных данных (GDAL). Это позволяет получить виртуальный набор данных из других наборов данных, которые может читать GDAL.
Один файл с расширением * .vrt Форматы файлов изображений с тегами (TIFF)
Этот формат связан со сканерами.Он сохраняет отсканированные изображения и читает их. TIFF может использовать длину тиража и другие схемы сжатия изображений. Он не ограничен 256 цветами, как GIF. Широко используется в мире настольных издательских систем. Он служит интерфейсом для нескольких сканеров и графических пакетов. TIFF поддерживает черно-белые, полутоновые, псевдоцветные и полноцветные изображения, все из которых могут быть сохранены в сжатом или распакованном формате. Поддерживается
BigTIFF.
Один файл - возможные расширения файлов *.tif, * .tiff и * .tff
Файл World - расширение * .tfw ArcCatalog по умолчанию распознает только расширение файла .tif. Чтобы добавить файлы .tiff или .tff в ArcMap без их переименования, добавьте эти расширения файлов в ArcCatalog или перетащите эти файлы из Проводника Windows на свою карту.![]()
Географические форматы файлов изображений с тегами (GeoTIFF)
Вариант TIFF, обогащенный соответствующими метаданными ГИС. Как часть заголовка в формате TIFF он помещает широту / долготу по краям пикселей.Драйвер GeoTIFF поддерживает чтение, создание и обновление внутренних обзоров. Внутренние обзоры могут быть созданы для файлов GeoTIFF, открытых в режиме обновления (например, с помощью gdaladdo). Если файл GeoTIFF открыт только для чтения, создание обзоров будет выполняться во внешнем файле .ovr. Обзор обновляется только по запросу с помощью метода BuildOverviews (). Формат GeoTIFF полностью совместим с TIFF 6.0, поэтому программное обеспечение, не способное читать и интерпретировать специализированные метаданные, по-прежнему сможет открывать файл формата GeoTIFF.
Формат обмена графическими данными (GIF)
Формат обмена графическими данными. Формат файла для файлов изображений, обычно используемый в Интернете. Он хорошо подходит для изображений с резкими краями и относительно небольшим количеством градаций цвета. Формат растрового изображения, обычно используемый для небольших изображений.
Формат растрового изображения, обычно используемый для небольших изображений.
Один файл - расширение * .gif
Файл мира - расширение * .gfw Цифровая модель рельефа (DEM)
Представление непрерывных значений высоты над топографической поверхностью с помощью регулярного массива z-значений, привязанных к общей вертикальной системе координат.ЦМР иногда используется как общий термин для ЦМР и ЦММ, только когда ЦМР представляет информацию о высоте без какого-либо дополнительного определения поверхности.
ЦМР может быть представлена в виде растровых данных (сетка квадратов, также известная как карта высот при отображении высоты) или в виде векторной треугольной нерегулярной сети (TIN). Когда вы смотрите на цифровую модель рельефа (ЦМР) на карте, вы не видите матрицу ячеек. Вместо этого вы видите слой, обозначенный цветовой шкалой.
- Цифровые модели высот или ЦМР имеют два типа дисплеев.
Первый — это 30-метровые данные высот с карты четырехугольника размером 1: 24 000 за семь с половиной минут.Второй — это цифровые данные о местности 1: 250 000 за 3 угловые секунды. ЦМР производятся Национальным картографическим отделом Геологической службы США. - Стандарт передачи пространственных данных (SDTS) цифровая модель рельефа (DEM)
Стандарт передачи пространственных данных (SDTS) был создан Геологической службой США. Целью этого формата была передача цифровых геопространственных данных между различными компьютерными системами в совместимом формате, который не потерял бы никакой информации.Несколько файлов - расширение *.ddfФактический файл высот, который читает ArcGIS, называется * CATD.DDF.
- Геологическая служба США (USGS) цифровая модель рельефа (DEM)
Этот формат состоит из растровой сетки с регулярными значениями высоты, полученными из серии топографических карт USGS. В своем собственном формате они записываются как символы ASCII стандарта ANSI в формате фиксированного блока.Один файл - расширение * .dem (необходимо изменить.dat в .dem)

 В своем собственном формате они записываются как символы ASCII стандарта ANSI в формате фиксированного блока.
В своем собственном формате они записываются как символы ASCII стандарта ANSI в формате фиксированного блока.RS Landsat
Спутниковые изображения Landsat и информация BIL используются в RS Landsat. В одном формате с использованием BIL значения пикселей из каждой полосы извлекаются и объединяются. Программы, использующие такую информацию, включают IDRISI, GRASS и MapFactory. В этих растровых форматах довольно легко обмениваться информацией.
ArcInfo Grid
ArcInfo Grid не имеет отдельного расширения файла.Вместо этого он состоит из двух папок в «рабочей области», каждая из которых содержит несколько файлов. Одна из двух папок носит имя сетки и содержит ряд различных файлов .adf. Другая папка — это папка «info», которая обычно содержит файлы .dat и .nit для всех покрытий и сеток в рабочей области. Лучший способ управлять сетками ArcInfo (копировать, перемещать, удалять, переименовывать) — использовать ArcCatalog или ArcInfo Workstation (командная строка).