Технологические дефекты одежды
Устранение дефектов одежды
ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ ОДЕЖДЫ
Для обеспечения выпуска высококачественных изделий на предприятиях швейной промышленности внедряют новую технику и технологию, новые материалы, средства механизации, комплексно-механизированные потоки и организационно-технические мероприятия по контролю качества изготовления изделий.
Как показывает практика, технически невозможно изготовить все изделия в одинаковых условиях и так, чтобы они в полной мере соответствовали и проекту, и друг другу.
Это происходит от того, что на технологический процесс приемки тканей, раскроя и изготовления изделий действует большое число изменяющихся во времени факторов: исходные материалы, квалификация и добросовестность исполнителей, отлаженность оборудования, приспособлений, режимы обработки и многое другое.
Если изменения показателей качества швейных изделий происходят в результате значительного нарушения технологического процесса и превышают величины допускаемых отклонений параметров, мы говорим о возникновении технологических дефектов одежды.
Нужно отметить, что в готовом изделии (или полуфабрикате) трудно определить, является ли дефект следствием плохой посадки на фигуре недостаточно правильно сконструированной одежды или результатом нарушения технологии изготовления изделия. Ведь в том и в другом случае, например, могут возникать горизонтальные складки по спинке изделия или, скажем, наклонные складки из-под проймы изделия.
С нашей точки зрения, основным критерием отличия технологических дефектов от сходных конструктивных является их внешнее проявление при различных состояниях.
Конструктивные дефекты одежды внешне проявляются только в изделиях, надетых на фигуру человека или манекен, тогда как технологические могут быть обнаружены уже в изделиях (или деталях), разложенных на поверхности стола или повешенных на вешалке или просто на руке.
В зависимости от стадий изготовления изделий в швейном производстве совокупность всех дефектов может быть разбита на 5 групп:
1. Технологические дефекты подготовительного производства.
Технологические дефекты подготовительного производства.
2. Технологические дефекты раскройного производства.
3. Технологические дефекты швейного производства.
4. Технологические дефекты окончательной влажно-тепловой обработки (ВТО) изделия.
5 Технологические дефекты, возникающие при транспортировке и хранении готовой продукции.
|
Дефект |
Причина возникновения |
Рекомендации по предупреждению или устранению дефекта |
|---|---|---|
|
Укорочение (удлинение) детали швейного изделия |
Неправильно проведена операция подрезки низа изделия или намелена эта линия |
Перед намелкой линии подрезки следует проверить соответствующие линейные размеры деталей, намелку линий подрезки следует производить остро заточенным мелом (толщина линии не более 0,1 см), а внутренняя сторона линий намелки должна совпадать с контуром лекал |
|
полочки разные по длине |
Неправильно выполнена намелка или подрезка низа изделия |
Соблюдение технических условий при намелке или подрезке низа изделия |
|
линия перегиба лацкана расположена выше или ниже линий, определяемых моделью |
Воротник укорочен или удлинен в результате неправильной подрезки или намелки линий подрезки нижнего воротника |
При укорочении деталей швейного изделия сверх допускаемой величины деталь предназначать для изделия более низкого роста, а при удлинении низ детали подрезать |
|
Несовпадение рисунка материала в швейном изделии |
Не произведена требуемая подгонка рисунка деталей изделия; при стачивании или настрачивании детали сместились друг относительно друга |
Соблюдение технических условий на подгонку рисунка различных деталей швейного изделия; контроль за правильностью работы швейного оборудования |
|
несовпадение рисунка материала полочки и листочки |
Не выполнена подгонка рисунка ткани листочки и полочки по шву притачивания |
Тщательное исполнение операции с соблюдением технических условий на подгонку рисунка материала |
|
При настрачивании листочки на полочку произошло смещение ранее подогнанного рисунка |
Контроль за правильностью регулировки механизмов прижимной лапки и двигателя ткани |
|
|
несовпадение полосок или клеток по краям лацканов и бортов |
Разная ширина обтачивания швов левого и правого лацканов или бортов |
Добросовестное и квалифицированное исполнение операции обтачивания лацканов и бортов |
|
Искривленный край детали (швейного изделия) |
Искривление краев, например клапана или хлястика, происходит в результате выполнения неровного шва обтачивания, а также из-за невыправленных краев этих деталей |
При использовании специального оборудования - полуавтоматов для обтачивания краев деталей и их вывертывания с помощью шаблонов резко улучшается качество выполнения операции |
|
искривление рамки или канта кармана |
Неравномерный по ширине шов притачивания обтачек |
Необходимо использовать для настрачивания обтачек кармана двухигольные специальные машины с одновременным разрезанием прореза кармана |
|
искривленный край борта или лацкана |
Неровно проведена меловая линия при операции намелки линий лацкана и борта или проведена подрезка этих срезов |
Соблюдение технических условий на выполнение операций намелки и подрезки края лацкана и борта |
|
Строчка обтачивания бортов проложена на неодинаковом расстоянии от края |
Контроль за соблюдением Установленой ширины шва при выполнении операции обтачивания борта |
|
|
Неравномерная ширина канта по краю лацкана и борта |
При настрачивании припусков на шов (у лацкана на полочку и у борта на подборт) нужно следить за правильностью прокладывания строчки, ее ровнотой | |
|
Не выправлен край борта при выметывании |
При выметывании шва по краю борта необходимо следить за его ровнотой, выправляя край с помощью канта; использовать полочки, цельнокроенные с подбортами |
|
|
искривленныи край воротника по отлету и концам |
Неправильно выполнена операция подрезки подворотника, обработки отлета и концов воротника |
Обработку воротника доверять
высококвалифицированным работницам, добросовестно выполняющим технические условия на изготовление этой
сборочной единицы. |
|
искривление линии низа рукава |
Неправильно намелена линия подгиба низа рукава, приутюжены рукава внизу |
Низ рукава намелять остро заточенным мелом, заутюживать строго по намеченной линии. Для устранения дефекта заметывают рукав по исправленной линии низа, приутюживают, затем скрепляют соответствующие швы |
|
искривление верхнего края пояса |
Неровный шов обтачивания или настрачивания верхнего края пояса юбки или брюк, неровный его кант |
На искривленном участке пояса осуществить
подпарывание шва, выравнивание края и обтачивание или настрачивание детали заново. |
|
искривление низа изделия |
Неправильно намелен или подшит низ изделия. Не прикреплен подгиб низа к швам изделия |
Подпороть искривленный низ изделия, заметать и приутюжить по исправленной линии. Подгиб низа изделия прикрепить к вертикальным швам |
|
Искривление швов деталей швейных изделий |
Соединение деталей швейного изделия произошло с отклонением от Установленого направления |
Необходимо строго соблюдать технические условия на выполнение швов с последующим межоперационным контролем их качества |
|
искривление шва втачивания рукава |
Неравномерный по ширине шов втачивания рукава. |
Необходимо при втачивании рукава следить за параллельностью прокладываемой строчки и среза проймы. При превышении ширины шва втачивания подпарывают искривленную строчку и заново втачивают рукав. Ширина шва при крепления плечевых накладок не должна превышать по величине шов втачивания рукава. Отпарывают неверно притачанные плечевые на кладки и заново выполняют операцию |
|
искривление бокового шва |
Посажена передняя или задняя половинка брюк около закрепки кармана |
Распороть боковой шов, заново стачать боковой шов брюк без посадки |
|
Неправильно сделаны закрепки на карманах у боковых швов брюк: при постановке закрепки материал верха брюк смещен относительно припуска на боковой шов |
Аккуратно удалить закрепку, расправить слои материалов у боковых швов, заново поставить закрепку |
|
|
искривление шва раскепа воротника |
Раскепы неровно намелены и подрезаны или стачаны швом, неравномерным по ширине |
Правильно выполнить намелку и подрезку, а также стачивание раскепов |
|
Излишнее натяжение (слабина) детали швейного изделия |
Неправильное соединение деталей швейного изделия, которое приводит к образованию сборок, складок |
При излишнем натяжении детали необходимо выпустить, если возможно, запас шва детали в направлении ее обужения; при излишней слабине забирать в шов избыток материала детали |
|
излишнее натяжение подбортов пиджака |
Недостаточная посадка подбортов при их наметывании или слабина подбортов по перегибу лацкана |
При наметывании подбортов необходимо следить за
тем, чтобы в углах лацкана пиджака образовалась необходимая посадка ткани подборта. |
|
Подборт смещен во время присоединения его внутреннего края к бортовой прокладке изделия |
Следует распороть строчку наметывания подборта на бортовую прокладку, выполнить операцию снова, устраняя дефект |
|
|
излишняя слабина в верхней части полочек ниже плечевых швов |
Натяжение прокладки или подкладки при обработке пройм, что приводит к возникновению поперечных или косых складок |
Подпороть дефектный участок шва проймы и освободить прокладку или подкладку, после чего вновь обработать пройму |
|
излишнее натяжение верхнего воротника |
Недостаточная посадка верхнего воротника относительно нижнего в его углах, а также недостаточная слабина по перегибу стойки приводят к возникновению такого дефекта |
Подпороть шов притачивания подкладки к воротнику, разметать воротник полиции перегиба стойки, после чего стачать его с подкладкой |
|
Шов обтачивания отлета воротника шире, чем предусмотрено в технических условиях |
Необходимо соблюдать технические условия при выполнении настрачивания верхнего воротника на нижний, осуществлять строгий межоперационный контроль |
|
|
излишняя слабина подкладки по низу изделия |
Подкладка стачана меньшими по ширине, чем предусмотрено, швами |
Подпороть низ изделия в месте избыточной ширины подкладки, стачать подкладку швами необходимой величины, после чего вновь обработать низ изделия |
|
излишняя слабина подкладки по длине изделия |
Подкладка притачана к швам верха изделия не по надсечкам, в результате подкладка видна внизу из-под основной ткани |
Удалить швы прикрепления подкладки к верху изделия, устранить дефект, притачивая подкладку к верху по надсечкам |
|
излишнее натяжение по локтевому шву рукава у проймы |
Неправильно втачан рукав в пройму: вершина оката рукава смещена назад при втачивании |
Строго соблюдать технические условия на втачивание рукава, правильно регулировать машину для обеспечения необходимой посадки по окату рукава Выпороть рукава, затем правильно втачать |
|
излишнее натяение по переднему перекату рукава вверху |
Неправильно соединен рукав с проймой: вершина оката рукава смещена вперед при втачивании |
То же |
|
излишнее натяжение клапанов карманов |
Не сделана посадка детали верха в уголках клапана; подкладка по размеру больше детали верха клапана |
Обтачивание клапанов целесообразно производить па специальном оборудовании, а вывертывание их на лицевую сторону и приутюживание осуществлять с использованием шаблонов |
|
излишнее натяжение или слабина нижнего края прорезного кармана |
Обтачка во время притачивания натянута или посажена, неправильно расправлен карман при скреплении боковых сторон обтачек |
Распарывают закрепки боковых сторон обтачек, расправляют карман, обеспечивая обтачкам нормальное натяжение, после чего ставят новые закрепки боковых сторон обтачек |
|
излишнее натяжение (слабина) по шаговому шву брюк |
Неправильно соединены шаговые срезы: передняя половинка брюк при выполнении бокового шва смещена вниз, а при выполнении шагового — вверх |
Распороть шаговые швы, после чего правильно стачать срезы |
|
Несимметричность конструктивных линий (элементов, деталей) изделия |
Неточность выполнения намелки симметричных деталей |
Строго соблюдать технические условия на обработку и намелку парных симметричных деталей |
|
несимметричность лацканов швейного изделия |
Лацканы обтачаны швами различной ширины, при выметывании лацканов не были выправлены углы и швы обтачивания |
Строго соблюдать технические условия на выполнение обтачивания, настрачивание швов (лацкана на полочку, а борта на подборт), а также их выметывание |
|
несимметричность положения шлевок |
Неправильно поставлены надсечки для шлевок, а также неправильно закреплены верхние края шлевок |
Проверить симметричность расстановки надсечек перед выполнением притачивания шлевок; при неправильной постановке закрепки распороть закрепку по верхним краям шлевок и, переместив их в правильное положение, сделать новые закрепки |
|
несимметричность расположения накладных карманов |
Неточно намечены места расположения карманов, обработка карманов произведена с отклонением от намеченных линий |
Внимательно выполнять намелку карманов и их
настрачивание. |
|
Неправильная посадка швейного изделия на фигуре или манекене |
Нарушение принятого положения деталей и швов изделия относительно всего швейного изделия |
Соблюдение технических условий на выполнение операций, строгий межоперационный контроль качества исполнения технологических операций |
|
неправильная посадка спинки швейного изделия |
Недостаточное сутюживание спинки на выпуклость лопаток, недостаточная посадка спинки в верхнем участке бокового шва |
Нужно правильно с учетом необходимой посадки проложить кромку или дублирующий слой клеевой прокладки по срезам проймы спинки |
|
неправильная посадка брюк на фигуре |
Сгибы передних половинок брюк расходятся, если при стачивании шаговых срезов передняя половинка брюк смещена вниз; при сгибах, смещенных внутрь, передние половинки брюк при соединении шаговых срезов смещены вверх |
Распороть шаговые швы, после чего стачивать срезы, передвинув предварительно переднюю половинку брюк в первом случае вверх, во втором — вниз |

 Шов
искривлен при прикреплении плечевых накладок
Шов
искривлен при прикреплении плечевых накладок Для обеспечения
прилегания лацканов к полочкам нужно качественно выполнять разметывание линии перегиба лацкана пиджака
Для обеспечения
прилегания лацканов к полочкам нужно качественно выполнять разметывание линии перегиба лацкана пиджака Для устранения дефекта отпороть один карман и настрочить его симметрично другому
Для устранения дефекта отпороть один карман и настрочить его симметрично другомуДефекты швейных товаров
В настоящее время отсутствие информации об особенностях изготовления одежды приводит к возникновению технологических дефектов.
Иногда в готовых изделиях конструктивные дефекты трудно отличить от технологических дефектов. Так, например, от неправильного соединения боковых или плечевых срезов могут возникнуть такие дефекты, как расхождение полочек внизу или чрезмерный заход одной на другую, поперечные заломы на рукаве вследствие изменения длины проймы, а от неправильного соединения рукава с проймой -неправильное распределение посадки — могут быть заломы, перекосы и т. д.
Технологические дефекты возникают из-за искажения конфигурации конструктивных линий вследствие неправильного раскроя деталей швейных изделий, из-за несоответствия сопряженных размеров соединяемых деталей, смещения монтажных надсечек. Дефекты технологии пошива проявляются при недостаточном растяжении или посадке срезов деталей, нарушении установленной ширины швов, несовмещении монтажных надсечек, кривых строчках, искривлении швов и краев изделия, несоответствии размеров и перекосов прокладок и подкладки, составляющих пакет одежды. Нарушения режимов влажно-тепловой обработки выявляются при выполнении неправильных приемов формообразования, не предусмотренных конструкцией растяжений и посадок, при искривлении швов и краев изделия.
Технологические дефекты подразделяются на четыре группы:
1. Дефекты стежков и строчек. 2. Дефекты швов. 3. Дефекты соединения. 4. Дефекты влажно-тепловой обработки.
Дефекты стежков и строчек. Качество изделия, его эксплуатационные и защитные свойства во многом зависят от частоты стежков в строчке, которая, в свою очередь, определяется свойствами материала, видом и конструкцией шва, числом строчек в шве.
К наиболее распространенным дефектам относятся:
1. Пропуск стежков в строчке — дефект, характеризуемый частичным отсутствием переплетения нитей, образующих строчку в швейном изделии.
2. Слабая (стянутая) строчка в изделии — дефект, характеризуемый недостаточным (излишним) натяжением нитей при образовании строчки в швейном изделии.
3. Нарушение целостности строчки в швейном изделии -дефект, характеризуемый частичным отсутствием стежка в строчке швейного изделия.
4. Редкая (частая) строчка в швейном изделии — дефект, характеризуемый несоответствием частоты стежков в строчке швейного изделия требованиям стандартов.
Дефекты швов. Ширина швов должна соответствовать требованиям стандартов, техническим описаниям и образцу-эталону и определяется расстоянием от среза до стачного или обметочного шва.
Наиболее распространены следующие дефекты швов:
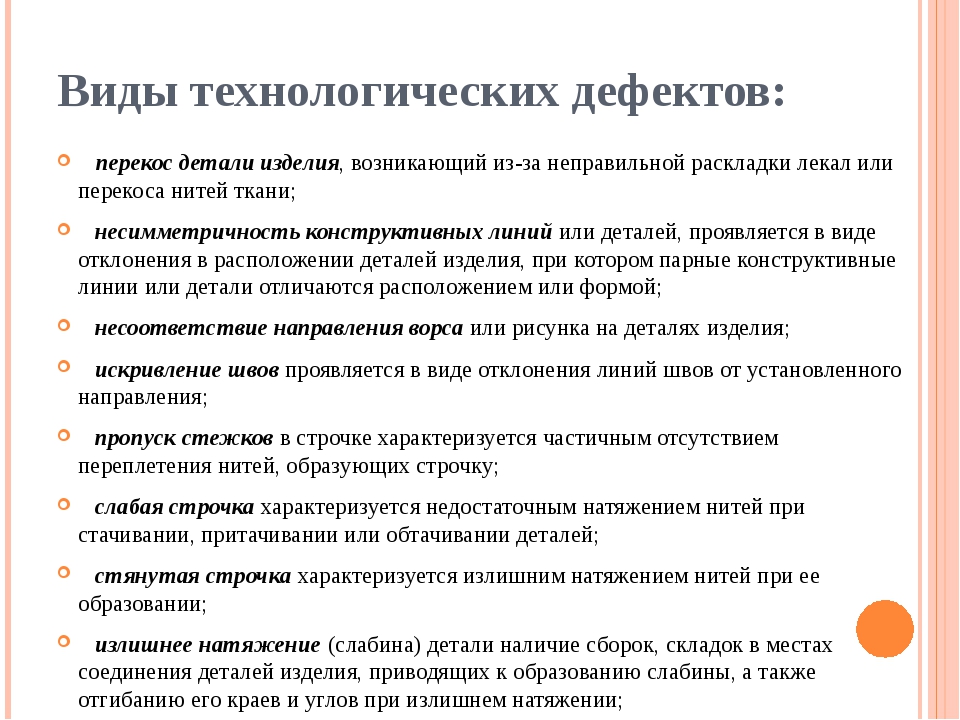
1. Излишнее натяжение (слабина) детали швейного изделия — дефект, характеризуемый наличием сборок, складок в местах соединения деталей одежды, приводящих к образованию слабины, а также отгибанием его краев и углов при излишнем натяжении.
2. Отклонение конструктивных линий в виде несоответствия положения деталей швейного изделия установленному образцу.
3. Несимметричность расположения деталей — дефект в виде отклонения в расположении деталей изделия, при котором парные конструктивные линии изделия отличаются расположением или формой.
4. Несимметричность петель — дефект, характеризуемый нарушением установленного размера петель, их расположением от края детали или между собой.
5. Изменение ширины шва в деталях швейного изделия -дефект в виде искривления ширины шва по всей длине в деталях изделия.
6. Неравномерное расстояние между строчками в стеганых деталях изделия — дефект, характеризуемый нарушением установленного шага простегивания деталей.
Швы в одежде выполняются ровными строчками, без пропуска стежков, с равномерным натяжением всех ниток
строчки, достаточно эластичными, без прорубания материала в швах.
Концы строчек в швах закрепляют, длина обратной строчки должна быть равна 7-10 мм. При выполнении швов на машинах цепного стежка концы строчек закрепляют учащением стежков до 10 на 10 мм строчки, в концах швов оставляют цепочку переплетенных ниток длиной 7-10 мм, которую при дальнейшей обработке зарабатывают в швы.
Выполнение швов по замкнутым линиям, например при втачивании рукавов в проймы, завершается при заходе одной строчки на другую не менее чем на 15 мм.
Все срезы открытых швов в изделиях из осыпающихся тканей обметывают или окантовывают.
Дефекты соединений. Для соединения деталей одежды и обработки их срезов используют ниточные, клеевые, сварные, заклепочные или комбинированные швы.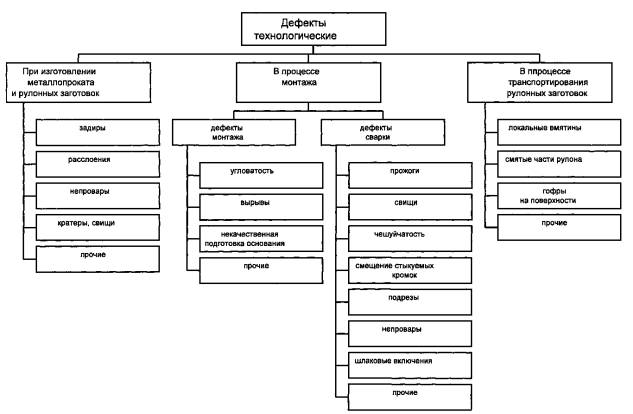 К ниточным швам относятся места обработки или соединения одного или нескольких слоев материала ниточными строчками. В клеевых швах материалы скрепляются клеем. В сварных швах используются термопластические свойства синтетических материалов. В заклепочных швах соединение деталей осуществляется с помощью заклепок или кнопок.
К ниточным швам относятся места обработки или соединения одного или нескольких слоев материала ниточными строчками. В клеевых швах материалы скрепляются клеем. В сварных швах используются термопластические свойства синтетических материалов. В заклепочных швах соединение деталей осуществляется с помощью заклепок или кнопок.
К наиболее распространенным дефектам относятся:
1. Перекос детали швейного изделия — дефект, возникающий из-за неправильного расположения и соединения деталей.
2. Прохождение клея через деталь швейного изделия -дефект, при котором клей выступает на лицевую сторону швейного изделия при дублировании его деталей.
3. Отслоение термоклеевого прокладочного материала от основного материала детали швейного изделия — дефект, характеризуемый вздутиями, пузырями на дублированных деталях швейного изделия после влажно-тепловой обработки.
4. Коробление дублированных деталей швейного изделия — дефект, характеризуемый волнообразной поверхностью деталей швейного изделия в результате дублирования разноусадочных основных и прокладочных материалов.
5. Растянутый край детали — дефект, характеризуемый нарушением конфигурации края детали по сравнению с установленным размером.
6. Искривленный край детали — дефект, характеризуемый нарушением конфигурации края детали.
7. Продавливание сварного шва детали — дефект, характеризуемый уменьшением остаточной толщины сварного шва, более допустимой в детали швейного изделия.
8. Прожог сварного шва детали — дефект в виде проплавленных мест желтого цвета или дыры в сварном шве детали.
9. Непрочное соединение кнопок с изделием.
10. Искривление поверхности кнопок и др.
Дефекты влажно-тепловой обработки возникают в результате нарушения режимов влажно-тепловой обработки деталей одежды. Наиболее известны следующие дефекты.
1. Ласы — дефект, характеризуемый блеском, оставшимся на изделии в результате нарушения режима влажно-тепло-вой обработки.
2. Пролегание швов — дефект, характеризуемый резким обозначением контуров швов на лицевой стороне изделия после влажно-тепловой обработки или дублирования.
3. Прожог — дефект, характеризуемый изменением цвета или возникновением дыры в результате нарушения режима влажно-тепловой обработки изделия.
4. Опал — дефект, характеризуемый изменением или ослаблением окраски или структуры материала в результате нарушения режима влажно-тепловой обработки.
Дефекты моделирования
Дефекты, связанные с неправильным композиционным решением модели, — нарушающие целостность композиции, гармоничность изделия — согласованность всех частей и элементов (материала, пропорций, линий, цветов, рисунка и др.).
Дефекты, связанные с неправильным подбором пакета материалов изделия, — снижающие эстетическую ценность, удобство и надежность в эксплуатации изделия из-за несоответствия свойств материалов верха и подкладки и (или) прокладочных, отделочных, фурнитуры.
Дефекты, связанные с несоответствием свойств материалов назначению изделия, — снижающие утилитарные свойства изделия из-за несоответствия свойств материалов (гигиенических, толщины, усадки, жесткости, гибкости и др. ) области применения и условиям эксплуатации изделия.
) области применения и условиям эксплуатации изделия.
Дефекты, связанные с несоответствием свойств материалов форме изделия, — снижающие эстетическую ценность изделия из-за несоответствия свойств материалов (пластических, прозрачности, художественно-колористического оформления и др.) конкретной модели — характеру формы и линий, силуэту, композиции и др.
Дефекты конструирования
Дефекты посадки изделия на фигуре — характеризуемые нарушением принятого положения деталей и швов относительно всего изделия и тела человека, возникающие вследствие несоответствия формы изделия форме тела человека и выражающиеся в образовании поперечных, продольных и наклонных складок, морщин, нарушении баланса, отклонении рукавов.
Наклонные складки (заломы) — сладки в диагональном направлении по боковым швам, в пройме, по окату и локтевым швам рукавов, по шаговым швам брюк, возникающие вследствие излишней длины срезов соответствующих деталей.
Нарушение баланса изделия — нарушение равновесного положения спинки и переда, рукавов, воротника, передних и задних половин брюк, полотнищ юбок, возникающее в результате неправильного расчета длины деталей, неправильного расположения контрольных знаков (надсечек).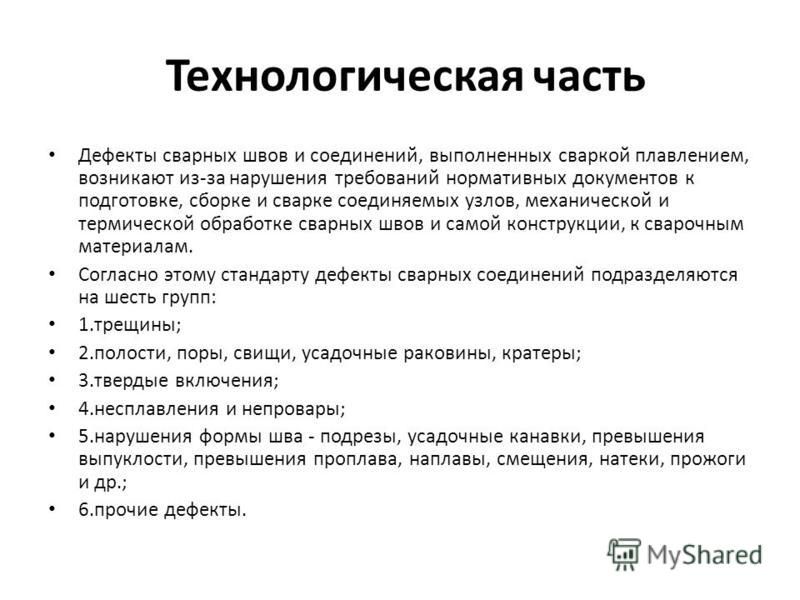 При уменьшении баланса спинка “перевешивает” перед, боковые швы смещаются вперед, воротник сзади отстает от шеи, полочки излишне заходят одна на другую; при увеличении баланса “перетягивает” перед, боковые швы смещаются назад, воротник сзади прилегает к шее, полочки излишне расходятся внизу. Неравновесное положение рукавов выражается в отклонении их вперед или назад.
При уменьшении баланса спинка “перевешивает” перед, боковые швы смещаются вперед, воротник сзади отстает от шеи, полочки излишне заходят одна на другую; при увеличении баланса “перетягивает” перед, боковые швы смещаются назад, воротник сзади прилегает к шее, полочки излишне расходятся внизу. Неравновесное положение рукавов выражается в отклонении их вперед или назад.
Несоответствие конструкции изделия утвержденному образцу — дефекты, выражающиеся в неправильном расположении, направлении, конфигурации и т. д. конструктивных и декоративных линий; в несоответствии линейных размеров изделия в целом и его деталей техническому описанию модели.
Обужение (расширение) детали изделия — дефект в виде отклонения в величине измерений, характеризуемый изменением размеров детали в сторону обужения (расширения) в поперечном направлении.
Отклонение в величине измерения детали изделия — дефект в виде несоответствия конструктивных размеров детали установленному образцу.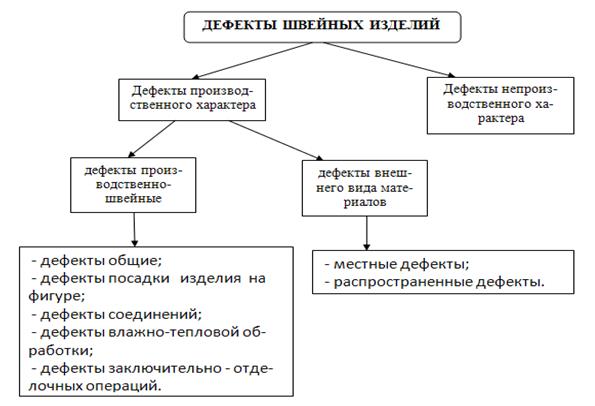
Отклонение в расположении деталей (элементов) изделия — дефект в виде несоответствия положения деталей (элементов) установленному образцу.
Поперечные складки и морщины — горизонтальные складки на спинке изделия, по окату рукава, по застежке и боковому шву брюк, возникающие вследствие излишней длины или недостаточной ширины соответствующих деталей.
Продольные складки и морщины — вертикальные складки на спинке по среднему шву, у шва проймы спинки и полочек, в рукавах реглан, в задних половинах брюк у боковых швов, в области застежки брюк и т. д., возникающие вследствие недостаточной длины или излишней ширины соответствующих деталей.
Укорочение (удлинение) детали изделия — дефект в виде отклонения в величине измерений, характеризуемый изменением размеров детали в сторону укорочения (удлинения) в долевом направлении.
Дефекты раскроя, операций соединения деталей и узлов
Деформация прокладочных материалов в изделии — дефект, вызывающий слабину или перекос материала верха.
Захват материала или ворса в шов изделия — дефект, характеризуемый попаданием части материала или ворса отдельной детали в шов стачивания.
Излишнее натяжение (слабина) детали изделия — дефект, характеризуемый наличием сборок, складок в местах соединения деталей изделия, приводящих к образованию слабины, а также отгибанием его краев и углов при излишнем натяжении.
Изменение ширины шва в деталях изделия — дефект в виде отклонения от требований к качеству шва изделия, характеризуемый нарушением ширины шва в деталях изделия от установленной.
Искривление швов и отделочных строчек изделий — дефект, характеризуемый отклонением швов и отделочных строчек от направления, установленного моделью.
Искривленный край детали (изделия) — дефект в виде отклонения от формы детали (изделия), характеризуемый нарушением конфигурации края детали (изделия).
Кант на лицевую сторону из нижней детали изделия — дефект в результате выступания нижней детали в виде узкой полосы на определенном участке, не предусмотренной моделью.
Миграция утеплителя в изделии — дефект, характеризуемый проникновением материала утепляющей прокладки (пуха, пера, синтетического волокна и др.) через материал верха на лицевую сторону изделия.
Навалы швов в изделии — дефект, характеризуемый слабиной и перекосом материала в отделочных и настрочных швах.
Нарушение целостности строчки в изделии — дефект в виде отклонения от требований к качеству шва изделия, характеризуемый частичным отсутствием стежка в строчке или проплавом между слоями свариваемых материалов в деталях изделия.
Незахват среза детали в шов — дефект, характеризуемый непопаданием края детали в шов на определенном участке.
Неправильное соединение подкладки или прокладки с верхом изделия — дефект, вызывающий деформацию всего изделия или деталей.
Неравномерное расстояние между строчками в стеганых деталях изделия — дефект в виде отклонения от требований к качеству шва, характеризуемый нарушением установленного шага простегивания деталей изделия.
Неравномерность настила утепляющей прокладки в изделии — дефект, характеризуемый резко выраженным утолщением (утонением) настила утепляющей прокладки в изделии.
Несимметричность конструктивных линий (элементов, деталей) изделия — дефект в виде отклонения в расположении деталей (элементов) изделия, при котором парные конструктивные линии (элементы, детали) изделия отличаются расположением или формой.
Несимметричность петель детали (изделия) — дефект, характеризуемый нарушением установленного размера петель, их расположения от края детали (изделия) или между собой.
Несовпадение рисунка материала в изделии — дефект, характеризуемый несовпадением параллельности или симметричности рисунка материала в деталях изделия.
Несоответствие направления ворса (рисунка) в деталях изделия — дефект, характеризуемый разным направлением ворса на различных деталях изделия.
Несоответствие размеров подкладки изделия размерам деталей верха — дефект, вызывающий деформацию изделия или неравномерное распределение подкладки.
Отклонение в распределении посадки детали (узла) изделия — дефект, характеризуемый слабиной, морщинистостью или сборками по шву соединения детали (узла) изделия.
Отклонение от требований к качеству шва изделия — дефект в виде неправильно выполненного стежка или шва по отношению к установленному образцу.
Отклонение от формы деталей (элементов) изделия — дефект в виде несоответствия формы или линий деталей (элементов) изделия установленному образцу.
Отсутствие крепления прокладочных деталей к верху и подкладке изделия — дефект, характеризуемый слабиной или провисанием отдельных деталей.
Перекос детали изделия — дефект, возникающий из-за неправильной раскладки лекал или перекоса нитей в ткани.
Продавливание сварного шва в детали изделия — дефект в виде отклонения от требований к качеству шва, характеризуемый уменьшением остаточной толщины сварного шва в детали изделия более допустимой.
Прожог сварного шва в детали изделия — дефект в виде отклонения от требований к качеству шва, при котором возникают проплавленные места желтого цвета и дыры в сварном шве детали изделия.
Пропуск стежков в строчке швейного изделия — дефект в виде отклонения от требований к качеству шва изделия, характеризуемый частичным отсутствием переплетения ниток, образующих строчку.
Прорубка материала по линии шва изделия — дефект в виде точечных отверстий вдоль линии шва вследствие разрушения материала иглой швейной машины.
Разнооттеночность материала в деталях изделия—разные оттенки цвета на различных участках изделия.
Растянутый край детали (изделия) — дефект в виде отклонения от формы детали (изделия), характеризуемый удлинением края детали (изделия) по сравнению с установленным размером.
Редкая (частая) строчка в изделии — дефект в виде отклонения от требований к качеству шва изделия, характеризуемый несоответствием частоты стежков в строчке изделия.
Резкое несоответствие цвета ниток цвету материала изделия в наружных строчках (кроме отделочных строчек, предусмотренных моделью) — дефект, характеризуемый резкой разницей цвета материала и ниток.
Сквозные прохваты потайных стежков в изделии — дефект, характеризуемый попаданием ниток потайных стежков на лицевую сторону.
Слабая (стянутая) строчка в изделии — дефект в виде отклонения от требований к качеству шва изделия, характеризуемый недостаточным (излишним) натяжением нитей при образовании строчки.
Дефекты влажно-тепловой обработки и заключительно — отделочных операций
Высокая жесткость и бумагоподобность пакета склеенных материалов изделия — дефект, характеризуемый образованием сплошной клеевой прослойки в результате растекания клея по поверхности материалов в условиях высокой температуры нагрева подушек пресса.
Замины материала деталей изделия — дефект, характеризуемый смятыми, имеющими другой оттенок, участками материала, исчезающими после глажения.
Коробление дублированных деталей изделия — дефект, характеризуемый волнообразной поверхностью деталей верха изделия и разноусадочных прокладочных материалов в результате дублирования.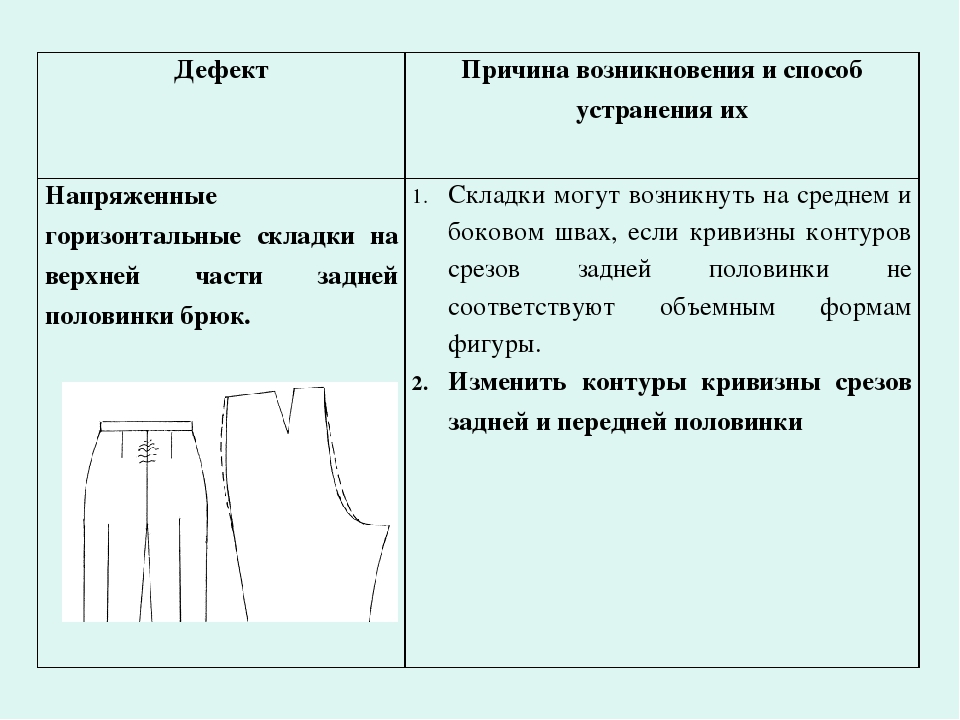
Ласы изделия — дефект, характеризуемый блеском, оставшимся на изделии в результате нарушения режима влажнотепловой обработки.
Опал детали изделия — дефект, характеризуемый изменением или ослаблением окраски или структуры материала детали изделия в результате нарушения режима влажно-тепловой обработки.
Отпечатывание точечного клеевого покрытия на детали изделия — дефект в виде обозначенных точек, возникающих при выполнении отделочной строчки из-за излишнего давления прижимной лапки швейной машины.
Отслоение термоклеевого прокладочного материала от основного материала детали изделия—дефект, характеризуемый вздутиями, пузырями на дублированных деталях изделия после влажно-тепловой обработки.
Пролегание швов изделия — дефект, характеризуемый резким обозначением контуров швов на лицевой стороне изделия после влажно-тепловой обработки или дублирования.
Прохождение клея через деталь изделия — дефект, характеризуемый выступанием клея на лицевую сторону изделия при дублировании деталей.
Дефекты упаковывания
Некомплектность предметов в комплекте — дефект, характеризуемый несоответствием частей комплекта по размеру, росту, цвету (оттенку) материала.
Отсутствие дополнительных деталей в комплекте или изделии — дефект, характеризуемый отсутствием предусмотренных моделью предметов (капюшон, пояс и др.).
2.3 Технологические дефекты. Изготовление женского пальто при индивидуальном пошиве
Похожие главы из других работ:
Выбор материалов для женского демисезонного пальто
1.5 Технологические требования к швейному изделию, конструктивно — технологические требования к материалам для изготовления швейного изделия
Под технологическими требованиями к одежде понимается такое конструктивное решение деталей, узлов и изделий в целом…
Выбор технологии и оборудования термической обработки для сверл малого диаметра из быстрорежущей стали Р6М5
8.
 Дефекты при ТО
Дефекты при ТО1. Нарушение формы инструмента при закалке — дефект возникающий у сталей, температура закалки которых близка к температурам начала плавления. В результате чрезмерного перегрева или расположения инструмента в ванне близко к электродам…
Изменение свойств дислокаций при деформации металлов
2. Точечные дефекты
Важнейшими точечными дефектами в кристаллах являются вакансии и междоузельные атомы. Точечные дефекты характеризуются малыми размерами во всех трех измерениях. Величина их не превышает нескольких атомных диаметров…
Исследование процессов ионного легирования полупроводниковых материалов
2.2 Радиационные дефекты
При облучении твердых тел ионами, так же как и быстрыми частицами (нейтронами, протонами, электронами), образуются радиационные дефекты. Это могут быть либо точечные дефекты (вакансии и атомы в межузлиях, комплексы), либо их скопления…
Конструирование и технология изготовления металлической качели
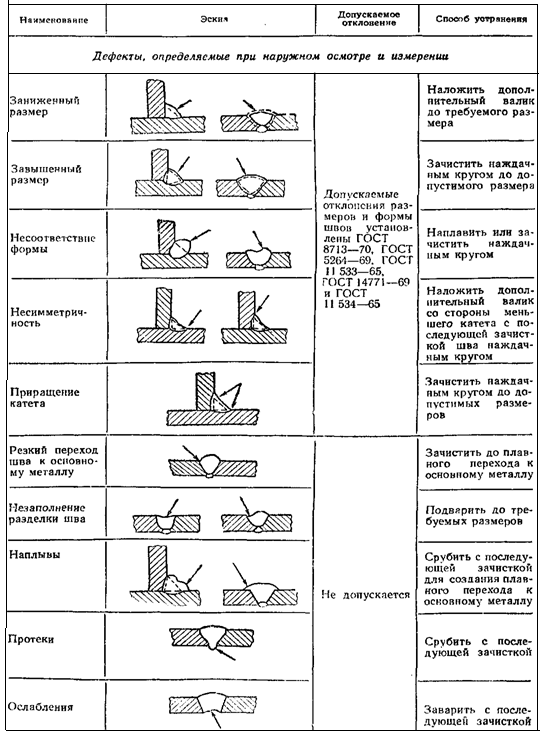
2.
 4 Дефекты при сварке
4 Дефекты при сваркеВ процессе образования сварного соединения в металле шва и зоне термического влияния могут возникнуть дефекты, т.е. отклонения от установленных норм и требований, приводящие к снижению прочности, эксплуатационной надежности, точности…
Метрологическая служба предприятия
6. Дефекты металлических изделий. Дефекты, возникающие при хранении и эксплуатации
Дефекты металла — это такие отклонения от нормального, предусмотренного стандартами качества, которые ухудшают рабочие характеристики металла и приводят к снижению сортности или отбраковке…
Понятие о термической обработке (закалка, отжиг, нормализация)
5. ДЕФЕКТЫ ПРИ ЗАКАЛКЕ
Недостаточная твердость закаленной детали — следствие низкой температуры нагрева, малой выдержки при рабочей температуре или недостаточной скорости охлаждения…
Разработка приспособлений и технологической карты на восстановление детали
1.
 1 Дефекты детали
1 Дефекты детали2-Износ наружной поверхности под шарикоподшипник 214К3; 3-Износ поверхности отверстия под штифт. Таблица 2 -Дефекты детали N, п/п Износ поверхности под втулку балансир Размер…
Разработка способа формовки трубной заготовки на линии 1420 в условиях АО «ВМЗ»
2.5 Возможные дефекты
Риска — дефект поверхности в виде канавки без выступа кромок с закругленным или плоским дном. Образуется от царапания поверхности металла транспортным или технологическим оборудованием…
Технологический процесс изготовления входной двери
6.2 Дефекты и их устранение
Дефекты сварных соединений должны устраняться следующими способами: обнаруженные перерывы швов и кратеры завариваются; швы с другими дефектами, превышающими допускаемые…
Технологический процесс производства катаных помольных шаров
7.3 Дефекты при закалке
1) Недогрев — возникает в том случае, если сталь была нагрета до температуры ниже критической. Часть сорбита не превращается в аустените, в результате закалки получается структура имеющая низкую твёрдость…
Часть сорбита не превращается в аустените, в результате закалки получается структура имеющая низкую твёрдость…
Технология литья под давлением
1.2.3 Дефекты отливок
Качественная отливка отличается однородностью, сплошностью всех сечений и отсутствием дефектов поверхности. Следует учитывать, что не всякий дефект является браковочным признаком. Дефекты приводят к браку отливок в тех случаях…
Технология надглазурной росписи по фарфору
2. ДЕФЕКТЫ
надглазурная роспись краска фарфор После обжига могут образоваться дефекты. Иногда после декоративного обжига начинает осыпаться краска. Это неисправимый дефект, у которого есть две причины. Во-первых, он возникает…
Технология производства ржаного хлеба
8. Дефекты хлеба
В процессе производства могут возникнуть дефекты хлеба…
Формирование свойств текстильных товаров на разных этапах их производства
1.3 Дефекты волокон
Дефекты хлопковых волокон: Незрелые волокна характеризуются лентообразной формой, тончайшей первичной стенкой , наличием канала, занимающего почти весь поперечник волокна, отсутствием штопорообразной извитости. ..
..
Дефекты технологические — Энциклопедия по машиностроению XXL
Под идентификацией будем подразумевать определение природы дефекта (технологический или эксплуатационный) [c.99]Однако сцепление любого металлического покрытия с основным металлом может значительно ухудшиться при неправильной предварительной обработке или нанесении покрытий. Для выявления таких дефектов, технологических отклонений или измерения предельной прочности связи в вышеприведенных случаях необходимо провести испытания на адгезию. Из-за трудностей измерения адгезии большинство методов исследования являются эмпирическими и применяются по принципу годится, не годится . По этой причине многие из них не вызывают разрушений при условии, что адгезия покрытия может выдержать испытания. Эти испытания вызывают разрушение, когда образцы не имеют адекватной адгезии покрытия. Ниже описаны методы контроля прочности сцепления покрытий. [c.149]
[c.149]
Один из резервов повышения качества изготовления и функционирования исполнительных устройств — широкое использование методов технической диагностики. Для оценки технического состояния и диагностики ненаблюдаемых динамических процессов исполнительных электромеханических устройств автоматических систем наиболее информативные сигналы — характеристики собственной вибрации конструкции. Параметры вибрации зависят от конструктивных параметров, условий работы и дефектов (технологических погрешностей) элементов, которые изменяются в процессе функционирования исполнительных устройств. Наиболее эффективны диагностические исследования при комплексном использовании измерительных средств и методов моделирования систем с помош ью ЭВМ. Диагностические модели функционирования дают возможность применять для диагностики электромеханических исполнительных устройств функциональные методы. [c.
 157]
157]В этой ситуации сосуды следует рассчитывать не только с учетом давлений и температур, но также изменений свойств металла из-за наличия дефектов, технологических напряжений и др. К сожалению, точный расчет пока невозможен. Следовательно, нельзя однозначно дать ответ достаточно прочна ли сварная конструкция. Исходя из этого наиболее целесообразно делать все возможное для повышения надежности столь ответственной конструкции. [c.57]
Подогреватели высокого давления серии БИП первых партий имели дефекты технологического происхождения в контактных стыках трубок и местах вварки штуцеров в корпус. Эти дефекты приводили к частым выходам аппаратов из строя. Вследствие трудности подхода к сварным соединениям при данной конструкции подогревателя условия сварки при изготовлении аппарата, а также при ремонте являются затрудненными. После улучшения технологического процесса сварки выходы аппарата из строя стали единичными. [c.207]
Не останавливаясь на повреждениях, обусловленных дефектами технологического или металлургического происхождения, а также газовой коррозией или ползучестью при превышении тем- [c. 8]
8]
Трещины и другие дефекты технологического происхождения могут быть в основных сварных соединениях барабанов в швах приварки штуцеров и защитных рубашек. [c.67]
Наличие опасных дефектов технологического и эксплуатационного происхождения как раз и объясняет обычно кажущуюся преждевременной поломку конструкции. [c.197]
Причинами разрушения не следует считать недостатки или дефекты технологических процессов или низкую квалификацию сварщиков. Однако на всех стадиях производства необходим непрерывный контр о ль. [c.408]
В табл. 5.1 приведены типичные дефекты технологического происхождения в основном металле и сварных соединениях, а также причины их появления. [c.210]
Дефекты технологического происхождения чаще всего способствуют зарождению эксплуатационных трещин. На рис. 5.1 показан пример зарождения трещины от технологического зазора в сварном соединении дымогарной трубы и трубной доски котла КВ-8 (г. Ново-полоцк).
[c.211]
Ново-полоцк).
[c.211]
В настоящее время, когда техническому диагностированию подвергаются сосуды и аппараты давления, резервуары, кожухи доменных печей и воздухонагревателей и другие ответственные конструкции, срок эксплуатации которых превысил 20 лет, следует ожидать дефектов технологического происхождения с размерами, существенно превышающими требования современной НТД. [c.211]
Подклассы деталей 162 Подобие дефектов технологическое 170 Подразделения авторемонтных предприятий 21—23 [c.323]Дефекты технологических и тепловых процессов сварки. К дефектам указанной группы относятся кристаллизационные трещины, поры, холодные трещины, неметаллические включения, несплавление. [c.182]
В процессе эксплуатации при контроле состояния металла барабанов приходится сталкиваться с двумя группами дефектов технологическими и появившимися в процессе эксплуатации. [c.265]
Корпус выбраковывают при аварийных изломах, а также в зависимости от дефекта, технологических возможностей ремонтной мастерской и экономической целесообразности. [c.279]
[c.279]
Давление критическое 201 Дефекты технологические 191 [c.503]
Технологическая дисциплина является также непременным условием высокой производительности труда. Мастеру необходимо разъяснять рабочим цеха, что только при соблюдении строжайшей технологической дисциплины возможно быстрое и эффективное выявление дефектов технологического процесса и его дальнейшее улучшение для повышения производительности труда и качества обработки. [c.326]
Необходимо заметить, что в стальных конструкциях встречаются второстепенные детали, образующие надрез или резкое изменение контуров элементов, а также мелкие дефекты технологического происхождения, которые могут не оказывать влияния на статическую прочность конструкции, но в то же время могут существенно снижать прочность нри переменных напряжениях из-за возникающей концентрации напряжений. Можно надеяться, что распространение сведений >гипа приведенных в данной книге поможет обратить внимание конструкторов и технологов на важность правильного выполнения деталей конструкции и контроля качества изготовления в деле предотвращения усталостных разрушений стальных конструкций. [c.276]
[c.276]
Дефекты технологического процесса сварки — шлаковые включения, поры в наплавленном металле, непровары и т. п. — являются концентратора. и1 напряжений. Эти зоны представляют собой очаги разрушений прп переменных нагрузках. [c.44]
Для того чтобы устранить первую случайную часть ошибки механизма, нужно по результатам точностных измерений последнего в эксплуатационных условиях сделать необходимые выводы для устранения соответствующих конструктивных дефектов механизма или дефектов технологического процесса изготовления деталей механизма. Аналогично, для того чтобы устранить вторую устойчиво закономерную часть ошибки механизма, нужно по соответствующим результатам точностных измерений механизма, проводимых в условиях его эксплуатации, установить характер и величины коррективов, которые должны быть сделаны в размерах звеньев и внести требуемые поправки в технологический процесс производства деталей и всей машины.
[c. 7]
7]
Достаточно подвергнуть точностным испытаниям лишь одну машину из серии, чтобы сделать необходимые исправления в конструкции и в технологическом процессе производства всей серии изготовляемых машин. Такой вывод вытекает из самого факта признания причинности в происхождении кинематических ошибок механизма, факта, подтверждаемого также тем, что ошибки, вызываемые дефектами технологического процесса изготовления деталей, как показывает опыт, имеют совершенно определенные причины, которые всегда можно установить и тем или иным путем устранить. Что касается устранения дефектов в конструкции машин, вызывающих их неточность, то эффективность этого для всей серии машин не вызывает сомнений. [c.8]
Прочность при переменных нагрузках соединений, сваренных встык, в зависимости от технологического процесса сварки. Дефекты технологического процесса сварки — шлаковые включения, поры, окислы в наплавленном металле, трещины, непровары и т. п,— вызывают концентрацию напряжений. Зоны с такими дефектами представляют собой очаги разрушений при переменных нагрузках. Хороший провар, плотность и однородность наплавленного металла играют существенную роль в получении высокого предела выносливости.
[c.222]
п,— вызывают концентрацию напряжений. Зоны с такими дефектами представляют собой очаги разрушений при переменных нагрузках. Хороший провар, плотность и однородность наплавленного металла играют существенную роль в получении высокого предела выносливости.
[c.222]
Прочность соединений с угловыми швами при переменных нагрузках, как уже указывалось выше, понижена по сравнению со стыковыми. Разрушения образуются в различных зонах по разным плоскостям в наплавленном шве (фиг. 142, е), в зоне концентраторов напряжений, вызванных дефектами технологического процесса (фиг. 142, ж). При устранении концентраторов разрушения нередко наступают по наименьшей рабочей плоскости поперечного сечения шва (фиг. 142, з). [c.251]
Существование связей между погрешностями зубчатых колес и передач с дефектами технологического оборудования позволяет заменить прямой контроль точности изделий косвенным. Последний заключается в контроле таких погрешностей станка, инструмента и приспособлений, по которым можно судить о точности зубчатых колес. Косвенный контроль сокращает трудоемкость контрольных операций и потребность в измерительных средствах. Однако это достигается только при обоснованной системе контроля, охватывающей все элементы производства и устанавливающей виды контрольных поверок, методы, средства и периодичность их проведения.
[c.283]
Косвенный контроль сокращает трудоемкость контрольных операций и потребность в измерительных средствах. Однако это достигается только при обоснованной системе контроля, охватывающей все элементы производства и устанавливающей виды контрольных поверок, методы, средства и периодичность их проведения.
[c.283]
ДЕФЕКТЫ ТЕХНОЛОГИЧЕСКОГО ПРОИСХОЖДЕНИЯ [c.267]
В крупных отливках корпусных деталей часто присутствуют дефекты технологического происхождения пористость, пузыри, загрязнения скоплениями неметаллических включений, ликвация вредных примесей, трещины. Каждый из этих дефектов может служить источником эксплуатационных трещин. Если грубые макродефекты выявляются и устраняются при контроле отливок на заводе и при входном контроле на электростанции, то микродефекты остаются в эксплуатации и влияют на повреждаемость отливок. Так, при удалении усадочной раковины в металле отливок остается зона, примыкающая к полости усадочной раковины и обогащенная углеродом и примесями (серой, фосфором). При макротравлении шлифов отливок эта зона выявляется в виде темнотравящегося участка, примыкающего к низу усадочной раковины. На микрошлифах в этих зонах обнаруживаются скопления сульфидов и оксидов.
[c.34]
При макротравлении шлифов отливок эта зона выявляется в виде темнотравящегося участка, примыкающего к низу усадочной раковины. На микрошлифах в этих зонах обнаруживаются скопления сульфидов и оксидов.
[c.34]
Допускаются наружные дефекты без острых углов (вмятины), мелкая рябизна и другие мелкие дефекты технологического характера глубиной не более 5% номинальной толщины стенки, но не более 2 мм для горячедеформированных труб, 0,2 мм для холодно-и теплодеформированных труб при отношении наружного диаметра к толщине стенки более 5 и 0,6 мм для холодно- и теплодеформированных труб при отношении тех же величин, равном 5 и менее, при условии, что толщина стенки не превышает предельное номинальное значение. Иа вогнутой (сжатой) части допускается Н вличие неровностей типа гофр, а в местах переходов гнутых участков в прямые -единичных плавных неровностей. [c.161]
В мае 1971 г. в ленинградском Доме научно-технической пропаганды состоялся семинар-совещание, посвященный неразрушающему контролю качества конструкций и изделий из стеклопластиков. На совещании обсуждались доклады, в которых были сделаны сообщения по результатам исследования физикомеханических характеристик, состава и структуры, влажности, контроля толщины, дефектов, технологических параметров при помощи ультразвуковых, микрорадиоволновых, инфракрасных, радиометрических, рентгеновских, электронных, электрических и других методов. Основные материалы совещания были опубликованы в сборнике [149]. В результате дискуссии и обсуждения результатов исследований были приняты рекомендации совещания, направленные на дальнейшее развитие методов и средств неразрушающего контроля качества конструкций и изделий из стеклопластиков.
[c.72]
На совещании обсуждались доклады, в которых были сделаны сообщения по результатам исследования физикомеханических характеристик, состава и структуры, влажности, контроля толщины, дефектов, технологических параметров при помощи ультразвуковых, микрорадиоволновых, инфракрасных, радиометрических, рентгеновских, электронных, электрических и других методов. Основные материалы совещания были опубликованы в сборнике [149]. В результате дискуссии и обсуждения результатов исследований были приняты рекомендации совещания, направленные на дальнейшее развитие методов и средств неразрушающего контроля качества конструкций и изделий из стеклопластиков.
[c.72]
Помимо дисбаланса наиболее часто встречающимися дефектами технологических роторных машин, определяющими их виброакгив-ность, являются погрешности монтажа соединенных с ротором валов, механическое ослабление крепления элементов роторных машин (люфт), дефекты фундамента, повреждение подшипников качения и скольжения, изгиб роторного вала и др. [c.40]
[c.40]
Технологические и эксплуатационные дефекты канатов. Образование дефектов в канатах связано как с недостатками изготовления проволоки, свивки прядей и канатов (технологические дефекты), так и с условиями их навески и эксплуатации (эксплуатационные дефекты). Технологические дефекты проявляются при эксплуатации канатов, хотя они фактически — результат нарушения технологии изготовления каната — дефекты изготовления. Когда тормоза на прядевьющей и канатовьющей машинах отрегулированы хорошо, дефекты отсутствуют. Нарушение же этого условия приводит к неравномерности натяжения проволок и прядей в канате при его свивке. Причем неодинаковое натяжение проволок и прядей при изготовлении каната иногда получается не по всей длине, а на каком-то участке каната (число и длина дефектных участков зависит не только от тормозов, но и от квалификации мастера-канатчика). Из одной и той же бухты могут быть канаты с дефектами и без них. [c.74]
На рис.
 244 представлены про-фидограммы поверхности гильзы цилиндра двигателя СМД-14 после двухчасовой приработки на серийном масле ДС-11 и на этом же масле с добавками олеиновой и сульфосалициловой кислоты. Из рисунка видно, что введение в масло поверхностно-активных и химически активных веществ в большой мере влияет на изменение микрорельефа поверхностей. ПАВ, влияющие на формирование граничных слоев смазки, вызывают пластифицирование поверхностного слоя, что облегчает его деформацию и разрушение [3]. Если в процессе приработки используются в качестве присадок химически активные вещества, образование защитных пленок протекает более интенсивно, чем в случае применения поверхностно-активных добавок. Это способствует быстрому устранению дефектов технологической обработки, улучшению микрорельефа и значительному сокращению длительности обкатки тракторных двигателей [3].
[c.369]
244 представлены про-фидограммы поверхности гильзы цилиндра двигателя СМД-14 после двухчасовой приработки на серийном масле ДС-11 и на этом же масле с добавками олеиновой и сульфосалициловой кислоты. Из рисунка видно, что введение в масло поверхностно-активных и химически активных веществ в большой мере влияет на изменение микрорельефа поверхностей. ПАВ, влияющие на формирование граничных слоев смазки, вызывают пластифицирование поверхностного слоя, что облегчает его деформацию и разрушение [3]. Если в процессе приработки используются в качестве присадок химически активные вещества, образование защитных пленок протекает более интенсивно, чем в случае применения поверхностно-активных добавок. Это способствует быстрому устранению дефектов технологической обработки, улучшению микрорельефа и значительному сокращению длительности обкатки тракторных двигателей [3].
[c.369]Очаг хрупкого разрушения часто удается установить при ослю-тре поверхности излома это может быть очень острый надрыв или чаше — старая треи1ина или другой дефект технологического происхождения.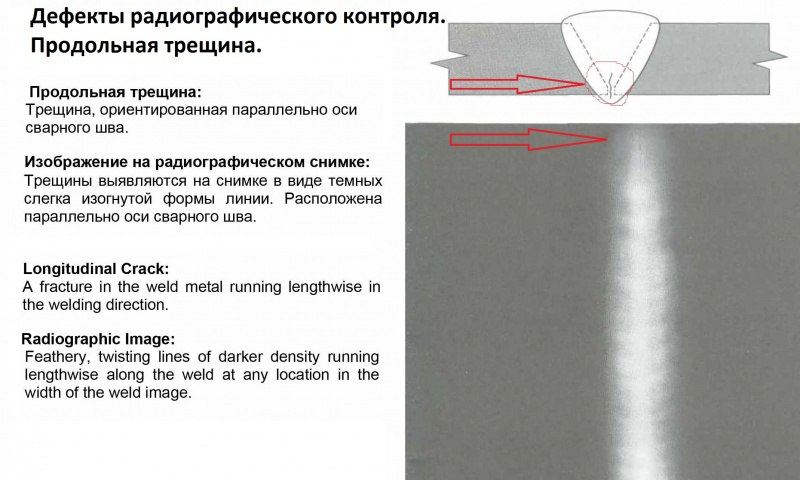 [c.26]
[c.26]
До сих пор рассматривалось влияние остаточных напряжений. Теперь расс.мотрим сосуд, не имеющий дефектов технологического происхождения, отожженный после сварки н находящийся под действием эксплуатационной нагрузки. Для сосуда без остаточных напряжений (кованый или сварной сосуд, отожженный после изготовления) дюжно определить аналогичным путем предельное напряжение а ред или предельное давление р ред, при которых возможно внезапное хрупкое разрушение стенки сосуда при низкой рабочей температуре. [c.357]
Наряду с перечисленными выше факторадш, влияющилш иа масштабный эффект, существует еще статистический фактор, особенно заметный при хрупком разрушении серии образцов, однако проявляющийся до некоторой степени также и при вязких разрушениях. Первоначально статистический фактор выдвигался в качестве единственного объяснения масштабного эффекта. Очевидно, вероятность наличия дефектов и пустот (например, трещин) больших размеров выше для крупных деталей, чем для деталей малых размеров [201]. Это относится не только к дефектам, присущим материалу, но также и ко всем дефектам технологического происхождения, например к нарушению правильной структуры материала, повышенному уровню и неравномерному распределению остаточных напряжений, ухудшению возможности контроля качества обработки. Вероятность наличия в материале исходных трещин представляет собой только одну нз сторон задачи, при известных упрощениях допускающую математическую формулировку. Однако важное значение имеют не только закон распределения дефектов в зависимости от размеров детали и вероятность наличия в детали дефекта больших размеров, но также и другие обстоятельства, например, ориентировка дефектов относительно направления напряжения растяжения. И, наконец, необходимо учитывать отличие свойств металла в поверхностном слое, наиболее ослабленном дефектами.
[c.371]
Это относится не только к дефектам, присущим материалу, но также и ко всем дефектам технологического происхождения, например к нарушению правильной структуры материала, повышенному уровню и неравномерному распределению остаточных напряжений, ухудшению возможности контроля качества обработки. Вероятность наличия в материале исходных трещин представляет собой только одну нз сторон задачи, при известных упрощениях допускающую математическую формулировку. Однако важное значение имеют не только закон распределения дефектов в зависимости от размеров детали и вероятность наличия в детали дефекта больших размеров, но также и другие обстоятельства, например, ориентировка дефектов относительно направления напряжения растяжения. И, наконец, необходимо учитывать отличие свойств металла в поверхностном слое, наиболее ослабленном дефектами.
[c.371]
Слабым звеном в изделиях чаще всего являются скопления пор, вызванные неравномерностью строения, скрытые перепрессовочные трещины, неравномерная плотность при прессовании, сушке, обжиге и другие дефекты технологического характера. [c.157]
[c.157]
Трудно установить корреляцию между такими механическими свойствами металла, как предел прочности, текучести, пластичность, ударная вязкость и чувствительность к дефектам. Например, аустенитиые стали обладают высокими пластическими и вязкими свойствами. Однако сварные соединения аустенитных сталей очень чувствительны к концентраторам напряжений. Напротив, стали СтЗ и 20 обладают относительно пониженной чувствительностью к концентраторам. Высокую чувствительность к концентраторам имеют высокопрочные стали, например 20 и ЗОХГСНА, ряд алюминиевых и титановых сплавов. Чувствительность сварных соединений этих сталей и сплавов проявляется не только в отношении дефектов технологического процесса в форме непроваров, трещин, включений, но и в отношении нерациональных типов сварных соединений. Например, предел выносливости титанового сплава при симметричном цикле нередко составляет более 30 кгс/мм , при пределе прочности 90—100 кгс/мм и более. В то же время предел выносливости при тех же характеристиках цикла точечных соединений падает до 3—3,5 кгс/мм . Далеко не все материалы обладают таким катастрофическим падением предела выносливости в результате наличия концентраторов.
[c.93]
Далеко не все материалы обладают таким катастрофическим падением предела выносливости в результате наличия концентраторов.
[c.93]
Общая характеристика дефектов в одежде
Проектируя одежду, а также изготавливая её самостоятельно либо на заказ, мы очень часто задаёмся вопросом, связанным с факторами, обеспечивающими безупречное качество посадки изделия на фигуре. Не секрет, что даже самая эффектная модель, которая является прекрасным воплощением творческого замысла художника — модельера, нуждается в тщательной конструкторской проработке «формы и содержания».
В одной из предыдущих статей мы уже рассматривали признаки, характеризующие высокий уровень качества посадки швейных изделий, как на манекене, так и на фигуре человека. Безусловно, большинство из этих показателей предопределяются качеством используемых для пошива материалов, качеством конструкторской подготовки, то есть правильной разработкой конструкции модели, а также качеством технологической обработки отдельных узлов и изделия в целом.
Однако не всегда на начальном этапе разработки чертежа конструкции можно точно воспроизвести развертку желаемой модели на плоскости (чем и является чертеж конструкции изделия), в особенности, если модель характеризуется сложной поверхностью, формирующейся драпировкой, сложными подрезами, складками и т.п
Важным этапом проверки качества конструктивных разработок является изготовление образца модели, который при надевании на фигуру или манекен позволяет выявить достоверность изготовленной модели её художественному варианту (эскизу, рисунку) либо фотографии (если работа ведётся с каталогами и журналами мод). Именно изучение и анализ качества посадки изготовленного изделия на фигуре позволяет выявить все неточности конструктивного решения (конструктивные дефекты) и определить перечень приёмов по их устранению.
Этой публикацией мне хотелось бы начать цикл статей, посвящённых анализу конструктивных дефектов в одежде и способов их устранения. Изучение материала по указанной теме поможет не только точно выявлять дефекты в одежде, но и применять полученные знания для корректировки конструкции моделей при подгонке на индивидуальные фигуры с учётом особенностей их телосложения.
Изучение материала по указанной теме поможет не только точно выявлять дефекты в одежде, но и применять полученные знания для корректировки конструкции моделей при подгонке на индивидуальные фигуры с учётом особенностей их телосложения.
Немного теории…
При разработке новых моделей одежды возможно возникновение различных дефектов, появляющихся внешне в виде натяжений, морщин, перекосов, ненужных складок, утраты равновесного состояния изделия в целом и отдельных его частей. Для обеспечения необходимого удобства распознавания и устранения дефектов одежды разработана их классификация, согласно которой выделены три основные группы:
- конструктивные дефекты;
- технологические дефекты;
- дефекты моделирования.
Конструктивные дефекты возникают из-за несоответствия размеров и формы изделия размерам и форме фигуры человека.
Технологические дефекты возникают в следующих случаях:
- при искажении конфигурации конструктивных линий вследствие неправильного раскроя деталей швейных изделий,
- при неправильном выборе методов и параметров технологической обработки,
- при несоблюдении параметров принудительной влажно – тепловой обработки, предусмотренной формообразованием в конструкции (например, сутюживание, оттягивание и т.
 п.)
п.) - при нарушении установленной ширины швов,
- при несовмещении монтажных надсечек,
- при недостаточной ровноте прокладываемых строчек, искривлении швов и краев изделия и др.
 п.)
п.)Дефекты моделирования возникают в одежде в результате применения неправильных приемов конструктивного моделирования, приводящих к утрате достоинств базовой конструкции.
Все виды конструктивных дефектов в одежде, встречающихся в практике работы конструкторов, можно разделить на шесть групп:
1 — горизонтальные складки, образующиеся в результате недостаточной ширины детали в горизонтальном направлении или ее излишней длины в вертикальном;
2 — вертикальные складки, вызванные недостаточной длиной участка детали в вертикальном направлении или ее излишней шириной в горизонтальном направлении;
3 — наклонные складки, образующиеся вследствие недостаточных размеров детали в диагональном направлении, что приводит к действию разнонаправленных сил давления на обуженные участки деталей или к их одностороннему укорочению;
4 — угловые заломы на соответствующем участке детали, вызванные недостаточной выпуклостью или вогнутостью сформованной детали;
5 — балансовые нарушения – результат неправильного определения длины монтируемых деталей или перекосов при их монтаже, что приводит к нарушению равновесного положения деталей изделия и спиралеобразному перемещению (закручиванию)
6 — дефекты динамического несоответствия, проявляющиеся только в процессе выполнения человеком определенных видов движений.
Далее, в последующих статьях, будут рассмотрены примеры проявления и способы устранения основных видов конструктивных дефектов, относящихся к различным группам.
Не забудьте подписаться на рассылку статей сайта, чтобы быть в курсе новинок!!!!
Внесите в форму, расположенную ниже, адрес Вашей электронной почты.
Также на эту тему можно прочитать следующие статьи:
- Общая характеристика конструкции изделий из трикотажных полотен
- Общая характеристика покроя одежды с цельновыкроенными рукавами
Дефекты технологические — Справочник химика 21
Профилактические работы по выявлению дефектов технологической подсистемы включают ревизию армату- [c.253]Под идентификацией будем подразумевать определение природы дефекта (технологический или эксплуатационный) [c.99]
Однако сцепление любого металлического покрытия с основным металлом может значительно ухудшиться при неправильной предварительной обработке или нанесении покрытий. Для выявления таких дефектов, технологических отклонений или измерения предельной прочности связи в вышеприведенных случаях необходимо провести испытания на адгезию. Из-за трудностей измерения адгезии большинство методов исследования являются эмпирическими и применяются по принципу годится, не годится . По этой причине многие из них не вызывают разрушений при условии, что адгезия покрытия может выдержать испытания. Эти испытания вызывают разрушение, когда образцы не имеют адекватной адгезии покрытия. Ниже описаны методы контроля прочности сцепления покрытий. [c.149]
Для выявления таких дефектов, технологических отклонений или измерения предельной прочности связи в вышеприведенных случаях необходимо провести испытания на адгезию. Из-за трудностей измерения адгезии большинство методов исследования являются эмпирическими и применяются по принципу годится, не годится . По этой причине многие из них не вызывают разрушений при условии, что адгезия покрытия может выдержать испытания. Эти испытания вызывают разрушение, когда образцы не имеют адекватной адгезии покрытия. Ниже описаны методы контроля прочности сцепления покрытий. [c.149]
Вследствие недостатков конструирования или эксплуатации на элементах конструкций также могут возникать дефекты. Число таких дефектов по сравнению с дефектами технологического типа существенно меньще. [c.48]
В действительности, как было показано в разд. 2, при эксплуатации обнаруживается существенное число дефектов технологической природы, а также происходят аварии или катастрофы, связанные с развитием дефектов. Это свидетельствует о том, что реальное качество НК соответствует кривой 3. [c.129]
Это свидетельствует о том, что реальное качество НК соответствует кривой 3. [c.129]
Методы контроля состояния подповерхностных слоев металла конструкции должны применяться совместно с методами поверхностного контроля на стадиях входного и предэксплуатационного контроля с целью снижения вероятности существования дефектов технологической природы до приемлемого уровня. В эксплуатации эти методы следует применять только по показаниям прочностного анализа, проводимого с использованием данных о фактических эксплуатационных воздействиях и об остаточной дефектности конструкции, когда появляется опасность интенсивного развития трещин от оставшихся в конструкции технологических дефектов. [c.255]
Как правило, ремонт бывает эффективен в случае устранения дефекта технологической природы. [c.214]
Тот факт, что очень часто при высокой концентрации узлов сетки прочность полимера оказывается ниже, чем для полимера с более низкой концентрацией узлов (см. выше данные по сополимеру стирола с дивинилбензолом), может быть легко понят, если учесть, что понижение релаксационной способности полимера с увеличением концентрации узлов приводит к значительно большей чувствительности его к различным дефектам (технологическим и структурным) и разрушение такого полимера протекает на дефекте хрупким образом, не достигая предела вынужденной эластичности. Поэтому сравнение прочностных свойств сетчатых полимеров с различной концентрацией узлов, разрушаемых до достижения предела вынужденной эластичности, как это делалось в целом ряде работ, очевидно, лишено смысла. [c.232]
выше данные по сополимеру стирола с дивинилбензолом), может быть легко понят, если учесть, что понижение релаксационной способности полимера с увеличением концентрации узлов приводит к значительно большей чувствительности его к различным дефектам (технологическим и структурным) и разрушение такого полимера протекает на дефекте хрупким образом, не достигая предела вынужденной эластичности. Поэтому сравнение прочностных свойств сетчатых полимеров с различной концентрацией узлов, разрушаемых до достижения предела вынужденной эластичности, как это делалось в целом ряде работ, очевидно, лишено смысла. [c.232]
Хд.—долговечность при фиксированном сг,, что свидетельствует о необратимом характере разрушения [44]. Рассмотрение модели идеализированного композитного материала, состоящего из непрерывных армирующих волокон и монолитной полимерной матрицы, показало, что разрушение материала происходит вследствие разрыва волокон и разрушения связующего ввиду локальной концентрации касательных напряжений. На прочность композиции и ее дисперсию заметное влияние оказывают дефекты технологического происхождения. [c.196]
Эти дефекты технологической схемы породили мысль заменить фильтрацию центробежным отстаиванием. В этом направлении вначале были проведены лабораторные, а затем поЛузаводские испытания, результаты которых коротко излагаются в настоящей статье. [c.140]
Борьба с пожарами. Анализ причин пожаров на нефтегазо-хранилищах и нефтегазоперерабатывающих заводах показывает, что они являются следствием нарушения норм проектирования, правил строительства и эксплуатации. Пожары возникают в основном при пуске объектов в эксплуатацию, ремонтных работах, а также вследствие дефектов технологического оборудования и уплотнений, поломок вентиляционных систем, коррозии оборудования, электрических разрядов молнии. Пожары можно предотвратить при условии строгого соблюдения [c.142]
Зона стыка изолированных труб представляет собой металлополимерную поверхность сложной конфигурации, очистка и изоляция которой имеет свои особенности. Рассмотрим подробно зону стыка труб, изолированных экструдированным полиэтиленом. Толщина изоляционного покрытия, как правило, составляет примерно 3 мм, концы труб освобождены от изоляционного покрытия на длину 150 мм, переход оформлен фаской с углом 45°. Свободные от изоляции концы труб в состоянии поставки покрыты консервационным слоем, при сварке часть этого слоя обгорает. Описанную зону необходимо очистить, нагреть до температуры 493-543 К и покрыть двумя слоями термоусаживающего-ся рулонного материала без гофр, пузырей, пустот и других дефектов. Технологическое оборудование для выполнения этих операций включает внутритрубный газовый подогреватель и смонтированные в кабине сварочной установки ПАУ-1001В очистное и намоточное устройства. [c.130]
Рассмотрим подробно зону стыка труб, изолированных экструдированным полиэтиленом. Толщина изоляционного покрытия, как правило, составляет примерно 3 мм, концы труб освобождены от изоляционного покрытия на длину 150 мм, переход оформлен фаской с углом 45°. Свободные от изоляции концы труб в состоянии поставки покрыты консервационным слоем, при сварке часть этого слоя обгорает. Описанную зону необходимо очистить, нагреть до температуры 493-543 К и покрыть двумя слоями термоусаживающего-ся рулонного материала без гофр, пузырей, пустот и других дефектов. Технологическое оборудование для выполнения этих операций включает внутритрубный газовый подогреватель и смонтированные в кабине сварочной установки ПАУ-1001В очистное и намоточное устройства. [c.130]
Воскование положительно влияет на качество обработки сглаживаются дефекты технологической обработки, улучшаются цвет и товарный вид тущек птицы благодаря образованию тонкого глянцующего слоя воскомассы на поверхности. При восковании удаляется волосовидное перо и отпадает необходимость газовой опалки тушек. [c.346]
При восковании удаляется волосовидное перо и отпадает необходимость газовой опалки тушек. [c.346]
Способность образовывать высококачественные сварные соединения при использовании разных способов сварки. Данное свойство часто называют свариваемостью, вкладьшая в это понятие несколько различное содержание в зависимости от трудностей, которые приходится преодолевать в каждом конкретном случае. При этом подчеркивают либо равноценность сварных соединений с основным металлом по механическим и другим свойствам, либо возможность образовывать сварные соединения без дефектов технологического происхождения, либо простоту получения необходимых сварных соединений без особых операций защиты расплавленного металла, подогревов, последующей термической обработки и т.п. [c.19]
Непрекращающиеся случаи катастрофических разрушений сварных конструкций свидетельствует о несовершенстве учета наличия трещиноподобных дефектов технологического и экслу атацион ного происхождения. Достигнутый уровень науки о проадости таков, что позволяет разработать процедуру определения предельных разм еров дефектов и концентраторов, исходя из эксплуатационных требований или оценить остаточную работоспособность конструктивного элемента, в котором [c.213]
Если в конструкции имеется трещина или объемный дефект технологической природы (непровар, несплавление и т.п.) эти дефекты всегда будут схематически представляться как трещины. Обусловлено это тем, что трещина является самым опасным дефектом сплошности материала и такой подход автоматически обеспечивает консервативность анализа. Кроме того, объемные и плоские дефекты сплошности могут иметь на своих краях острые микронадрывы, микротрещины, что приближает их поведение к поведению трещин. [c.13]
В разд. 2.1, 2.2, 5.3.2, 6.4 показано, что подавляющее количество дефектов, выявленных и ремонтируемых на этапе эксплуатации, возникли на этапах изготовления или монтажа и имеют технологическую природу. Причиной такой ситуации служат как объективные, так и, по-видимому, субъективные факторы. К субъективным можно отнести стремление заводов-изготовителей или монтажных организаций как можно быстрее сдать изделие заказчику и отсутствие материальной и юридической ответственности за заводской брак (дефекты технологртческой природы), выявляемый во время последующей эксплуатации. Практически весь ремонт технологических дефектов АЭС проводит за свой счет. Входной контроль на АЭС доверен часто неопытным дефектоскопистам, так как объект является новым и коллектив АЭС только формируется. К объективным факторам можно отнести практическое отсутствие в настоящее время методов и средств неразрушающего контроля, позволяющих со 100%-ной достоверностью выявлять все дефекты технологической природы непосредственно на заводе-изготовителе или после окончания монтажа. [c.249]
Причиной такой ситуации служат как объективные, так и, по-видимому, субъективные факторы. К субъективным можно отнести стремление заводов-изготовителей или монтажных организаций как можно быстрее сдать изделие заказчику и отсутствие материальной и юридической ответственности за заводской брак (дефекты технологртческой природы), выявляемый во время последующей эксплуатации. Практически весь ремонт технологических дефектов АЭС проводит за свой счет. Входной контроль на АЭС доверен часто неопытным дефектоскопистам, так как объект является новым и коллектив АЭС только формируется. К объективным факторам можно отнести практическое отсутствие в настоящее время методов и средств неразрушающего контроля, позволяющих со 100%-ной достоверностью выявлять все дефекты технологической природы непосредственно на заводе-изготовителе или после окончания монтажа. [c.249]
На рис. 123 показаны некоторые дефекты технологического и металлургического происхождеиия, не выявленные при изготовлении кожухов и обнаруженные при ультразвуковом контроле в эксплуатации. [c.242]
[c.242]
Дефекты технологического происхождения в матрице также являются источником разрушения связующего. Даже при малых напряжениях возникают трещины вследствие высокой концентрации напряжений в вершинах дефектов. Экспериментальные данные С. Фелтнера [65] показали, что трещины в связующем наблюдаются вокруг дефектов структуры. Поверхность разрушения образца из связующего имеет гладкую зону вокруг малого дефекта, возникающего при медленном прорастании трещины, и зону ше- [c.199]
14 основных технических проблем и способы их решения в 2021 году
В верхнем ряду слева: Билл Маллхолланд, Ник Риз, Мэтью Подольски, Зак Джонсон, Дейзи Джинг. В среднем ряду слева: Амин Рахал, Джош Колбах, Джаред Атчисон, Джош Брэкетт, Викас Агравал. В нижнем ряду слева: Стефани Уэллс, Сайед Балхи, Сэмюэл Тимоти, Крис Кристофф. Прошлый год стал свидетелем беспрецедентных вызовов для систем общественного здравоохранения и мировой экономики. Многие аспекты повседневной жизни и работы перешли в цифровую сферу, и этот сдвиг высветил некоторые основные проблемы бизнес-технологий, которые мешают производительности, коммуникации и безопасности.
Многие аспекты повседневной жизни и работы перешли в цифровую сферу, и этот сдвиг высветил некоторые основные проблемы бизнес-технологий, которые мешают производительности, коммуникации и безопасности.
Как успешные бизнес-лидеры, члены Совета молодых предпринимателей понимают, насколько важно иметь функциональные, современные технологии. Вот почему мы попросили группу из них поделиться тем, что они считают самой большой технологической проблемой для бизнеса за последний год. Вот проблемы, которые их беспокоят, и инновации, которые, по их мнению, помогут их решить.
Текущие основные технологические проблемы
- Потребность в надежных платформах для цифровых конференций
- Скорость удаленного Интернета и подключения
- Проблемы с фишингом и конфиденциальностью данных
- Контент Deepfake
- Слишком много внимания уделяется автоматизации
- Смешивание данных из-за внедрения искусственного интеллекта
- Плохо Пользовательский опыт
 Измерение производительности сотрудников
Измерение производительности сотрудников Поскольку большинство компаний почти мгновенно перешли на 100-процентный удаленный доступ, многие поняли, что им не хватает эффективного способа измерения производительности труда сотрудников. Технология с «отчетами о производительности пользователей» стала бесценной. Не имея возможности «видеть» сотрудника на рабочем месте, компании должны найти технологию, которая поможет им отслеживать и сообщать о том, насколько продуктивны сотрудники дома. —Билл Малхолланд, ARC Relocation
2. Платформы для конференций цифровой индустрии Когда дело касается развития бизнеса, ничто не может сравниться с личным общением.В прошлом отраслевые конференции были королем. Однако сегодня переход к удаленным конференциям действительно оставляет желать лучшего и превращает нематериальную ценность, получаемую от участия, в нечто чисто информационное. Крайне необходима новая форма или платформа для отраслевых конференций. —Ник Риз, Руководство для старейшин
—Ник Риз, Руководство для старейшин
В связи с внезапным переходом к тому, что большинство сотрудников работают удаленно, корпорациям необходимо повысить скорость и возможности домашнего доступа к Интернету для сотрудников, у которых ранее не было требований для надлежащего выполнения работы.Компаниям необходимо инвестировать в новые технологии, такие как 5G, и обеспечивать их поддержку дома. —Мэттью Подольски, советники по правовым вопросам Флориды, П.А.
4. Слишком много внимания уделяется автоматизацииДа, автоматизация и многоплатформенное управление могут быть идеальными для крупных брендов и компаний, но для владельцев небольших сайтов и предприятий это просто излишек. Слишком много людей слишком усложняют. Придерживайтесь своей бизнес-модели и того, что работает, не пытаясь перегрузить процесс.—Зак Джонсон, Blogger
5.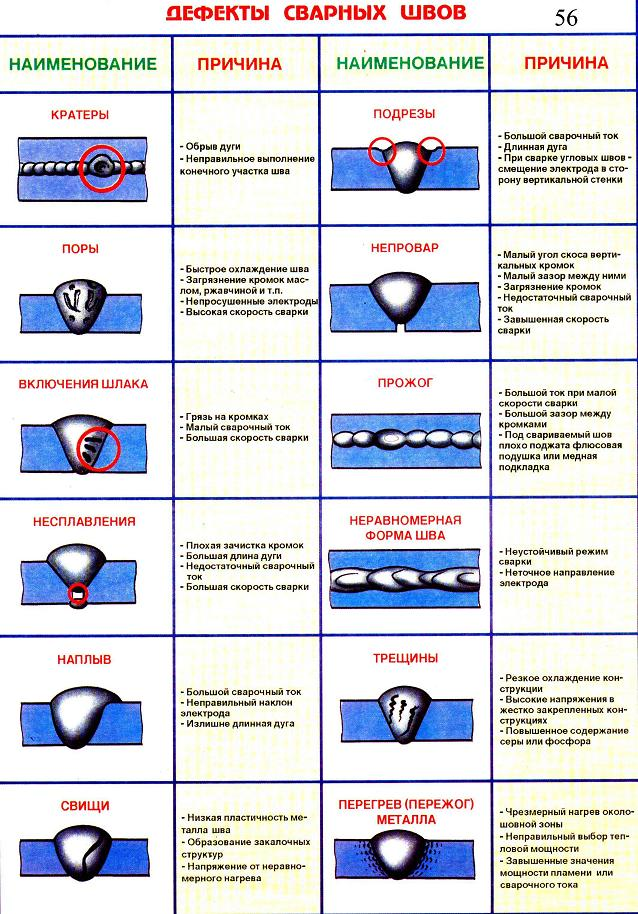 Фишинговые сайты
Фишинговые сайты Есть много примеров жертв фишинговых сайтов. В прошлом году я осознал важность хороших блокировщиков всплывающих окон для вашего ноутбука и мобильных устройств. Так страшно попасть на сайт, о котором вы не знаете, или даже заплатить, чтобы попасть на сайты, которых на самом деле не существует. Если возможно, придумайте более эффективные блокировщики всплывающих окон. —Дэйси Цзин, изгнание
6. Конфиденциальность данныхЯ думаю, что конфиденциальность данных по-прежнему остается одной из самых серьезных проблем в сфере бизнес-технологий.Технология блокчейн может решить эту проблему. Нам нужно, чтобы все больше и больше компаний понимали, что блокчейны не только обслуживают цифровые валюты, они также защищают конфиденциальность людей. Нам также нужны Amazon, Facebook, Google и т. Д., Чтобы понимать, что личные данные принадлежат человеку. —Амин Рахал, IronMonk Solutions
7.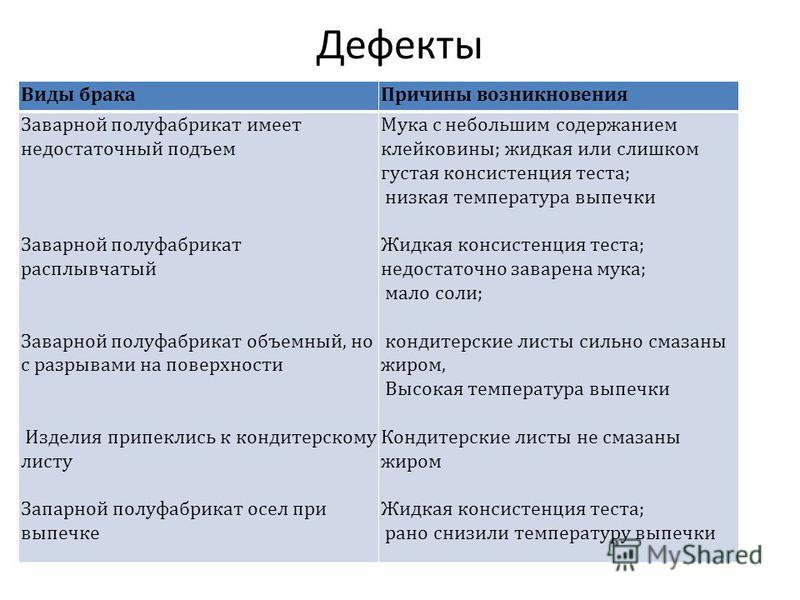 Мобильная безопасность
Мобильная безопасность Мобильная безопасность — большая проблема, потому что сегодня мы очень сильно полагаемся на мобильный доступ в Интернет. Нам нужно больше знать о том, как эти сети могут быть скомпрометированы и как их защитить.Будь то устройства Интернета вещей, помогающие доставлять данные по беспроводной сети компаниям или людям, использующим приложения на своих смартфонах, нам необходимо лучше понимать нашу мобильную кибербезопасность и способы защиты наших данных. —Джош Колбах, Wholesale Suite
8. Deepfake Content Все больше и больше людей выбирают дипфейк-контент, то есть контент, созданный так, чтобы он выглядел реальным, но таковым не является. Используя искусственный интеллект, люди могут редактировать видео, чтобы они выглядели так, как будто кто-то сделал то, чего они не делали, и наоборот, что нарушает подлинность и заставляет людей сомневаться в том, что реально.Законодатели должны серьезно отнестись к этому вопросу и найти способы, чтобы люди не делали этого.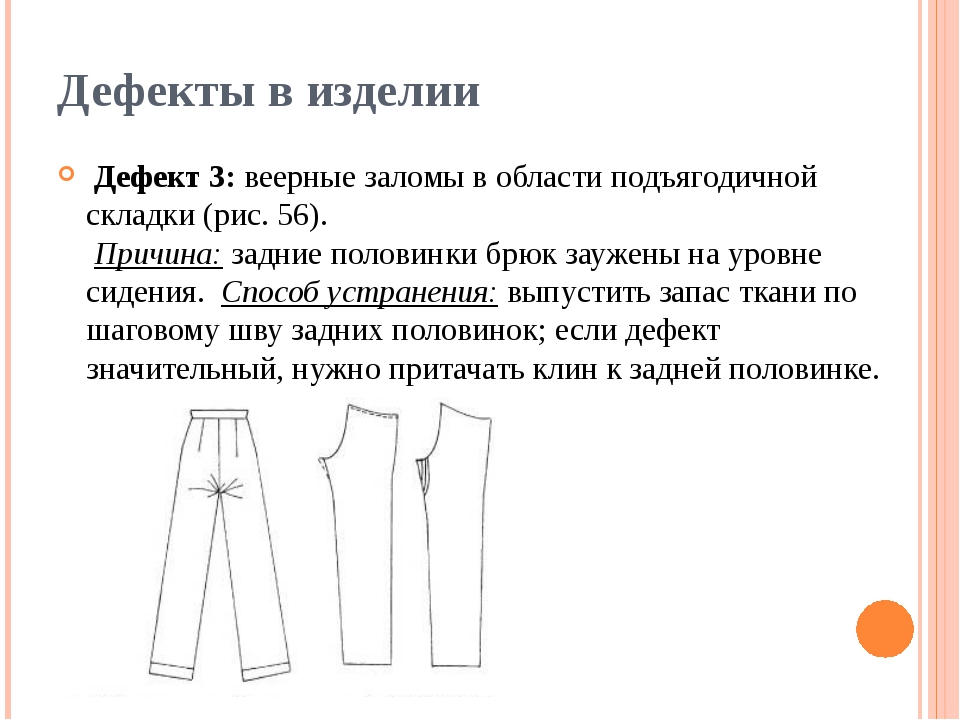 —Джаред Атчисон, WPForms
—Джаред Атчисон, WPForms
Я заметил, что некоторые бренды борются за создание удобного пользовательского интерфейса. Существует так много тем, плагинов и изменений, которые люди могут внести на свой сайт, что это может быть ошеломляющим. В результате владелец бизнеса в конечном итоге создает то, что ему нравится, но при этом жертвует UX. Я подозреваю, что мы увидим больше компаний, использующих отзывы клиентов для внесения изменений в дизайн.—Джон Брэкетт, Smash Balloon LLC
10. Угрозы кибербезопасности Угрозы кибербезопасности стали более распространенными, чем когда-либо прежде, в связи с ростом цифровой активности. Это привлекло множество хакеров, которые становятся все более изощренными и нацелены на гораздо большее количество предприятий. Важная информация, такая как коммерческая тайна, информация, чувствительная к ценам, записи кадров и многие другие, более уязвимы. Ужесточение законов о кибербезопасности может поддерживать равновесие. —Викас Агравал, Infobrandz
Ужесточение законов о кибербезопасности может поддерживать равновесие. —Викас Агравал, Infobrandz
Как компания, вы будете хранить и хранить большое количество данных, необходимых для развития бизнеса. Огромная техническая проблема, с которой сталкиваются предприятия, — это процесс восстановления из резервной копии, когда их система выходит из строя. Если что-то случится, вам понадобится доступ к вашей информации. Резервное копирование данных имеет решающее значение для обеспечения того, чтобы ваш бренд не стоял на месте. У вашего ИТ-отдела должен быть запасной план на случай, если что-нибудь случится. —Стефани Уэллс, грозные формы
12.Несколько рекламных и маркетинговых платформ Основная проблема, с которой сталкиваются маркетологи, — это необходимость использования нескольких рекламных и маркетинговых платформ, каждая из которых выполняет свою деятельность. Это может перегрузить веб-сайт и стоит довольно дорого. Мы уже видим, как AdTech и MarTech объединяются как MAdTech. Компаниям необходимо следить за этой конвергенцией технологий и внедрять новые платформы, которые ее поддерживают. —Сайд Балхи, WPBeginner
Это может перегрузить веб-сайт и стоит довольно дорого. Мы уже видим, как AdTech и MarTech объединяются как MAdTech. Компаниям необходимо следить за этой конвергенцией технологий и внедрять новые платформы, которые ее поддерживают. —Сайд Балхи, WPBeginner
Концентрация технологических компаний в таких местах, как Сиэтл и Сан-Франциско, привела к быстрому росту стоимости жизни в этих городах.Доходы не догоняют, а государственная инфраструктура испытывает нагрузку. Плохие интернет-услуги в сельской местности также усугубляют эту проблему. Инновации должны быть децентрализованными. — Самуэль Тимоти, OneIMS
. 14. Внедрение искусственного интеллекта Компании, особенно в сфере высоких технологий, испытывают проблемы с внедрением ИИ. Если вы использовали и улучшали свой ИИ на протяжении многих лет, вам, вероятно, будет легче приспособиться. Но новые онлайн-компании тестируют сразу несколько программ ИИ, и это вызывает путаницу в коммуникации и данных. По мере того, как компании выбирают конкретные программы и узнают, что для них работает, мы увидим улучшения. —Крис Кристофф, MonsterInsights
По мере того, как компании выбирают конкретные программы и узнают, что для них работает, мы увидим улучшения. —Крис Кристофф, MonsterInsights
20 самых неприятных технических проблем | The Independent
Каждый восьмой британец сломал свои гаджеты или технологии в припадке ярости, говорится в исследовании.
Опрос 2000 взрослых, проведенный по заказу Wiztek, занимающейся поддержкой мобильных устройств и технологий, показал, что многие люди в какой-то момент потеряли терпение в отношении своих технических устройств.
В среднем опрошенные заявили, что они будут сталкиваться с 63 ИТ-проблемами в год, включая прерывистый Wi-Fi, бесконечные всплывающие окна с рекламой и застревание бумаги в принтерах.
И обычно они начинают разочаровываться после того, как потратят 12 минут на попытки исправить технические проблемы.
Треть опрошенных заявили, что они настолько устали от этих проблем, что вместо ремонта старого они купили совершенно новое устройство.
Новости устройств и технологий: в фотографиях
Показать все 251/25 Новости устройств и технологий: в фотографиях
Гаджеты и технические новости: Фото
Гуманоидный робот с оружием, отправленный в космос
Россия запустила в космос гуманоидного робота на ракете, направлявшейся к Международной космической станции (МКС).Робот Федор проведет 10 дней на борту МКС, отрабатывая такие навыки, как использование инструментов для устранения проблем на борту. Вице-премьер России Дмитрий Рогозин ранее публиковал видеоролики, на которых Федор стреляет из огнестрельного оружия со смертельной точностью.
Дмитрий Рогозин / Twitter
Новости гаджетов и технологий: в фотографиях
Google исполняется 21 год
27 сентября Google отмечает свой 21 день рождения. Поисковая система была основана в сентябре 1998 года двумя аспирантами, Ларри Пейджем и Сергеем Брином. в своих общежитиях в Стэнфордском университете в Калифорнии.Пейдж и Брин выбрали имя Google, поскольку оно напомнило математический термин «гугол», означающий 10 в степени 100
Гаджеты и технические новости: На фотографиях
Дрон Hexa взлетает
Главный инженер самолета LIFT Балаш Керуло демонстрирует личный дрон компании Hexa в Лаго-Виста, штат Техас, 3 июня 2019 г.
Reuters
Новости гаджетов и технологий: на фотографиях
Project Scarlett станет преемником Xbox One
Microsoft анонсировала Project Scarlett, преемника Xbox One на E3 2019.Компания заявила, что новая консоль будет в 4 раза мощнее Xbox One, и ее выпуск запланирован на Рождество 2020 г.
Getty
Новости гаджетов и технологий: на фотографиях
Первый новый iPod за четыре года
Apple анонсировала новый iPod Touch, первый новый iPod за четыре года. Устройство будет иметь возможность добавить дополнительную память, до 256 ГБ
Apple
Гаджеты и технические новости: на фотографиях
Складной телефон может потерпеть неудачу
Samsung отменит заказы на свой телефон Galaxy Fold в конце мая, если телефон тогда еще не готов к продаже.Было обнаружено, что складной телефон за 2000 долларов легко ломается, и его копии отзывались после обратной реакции. как способ заряжать сразу несколько продуктов Apple
AFP / Getty
Новости гаджетов и технологий: На фотографиях
«Суперлига» Индия сбила спутник
Индия заявила о статусе члена «суперлиги» наций после сбития спутника в режиме реального времени при испытании новой ракетной технологии
EPA
Новости гаджетов и технологий: на фотографиях
Входящий 5G
Ожидается, что запуск беспроводного Интернета 5G начнется в 2019 году со скоростью 50 МБ / с.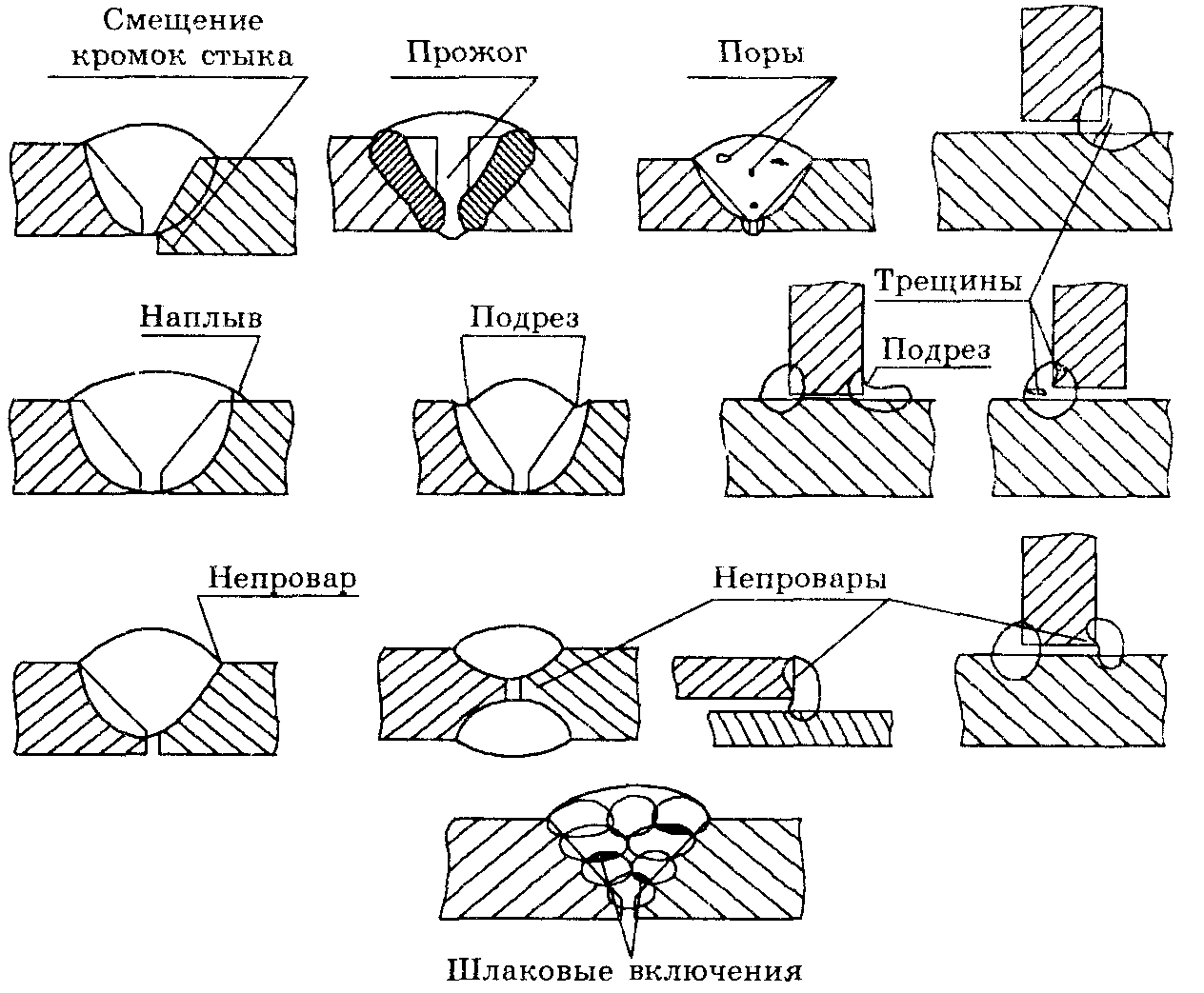 s
s
Getty
Новости гаджетов и технологий: на фотографиях
Uber прекращает тестирование беспилотных автомобилей после смерти
Uber прекращает тестирование беспилотных транспортных средств после того, как женщина была убита одной из их машин в Темпе, Аризона.19 марта 2018 г.
Getty
Новости гаджетов и технологий: на фотографиях
Робот-гуманоид жестикулирует во время демонстрации на стенде на выставке Indian Machine Tools Expo, IMTEX / Tooltech 2017, проходившей в Бангалоре
Getty
Новости гаджетов и технологий : На фотографиях
Человекоподобный робот жестикулирует во время демонстрации на стенде на выставке Indian Machine Tools Expo, IMTEX / Tooltech 2017, проходившей в Бангалоре
Getty
Новости гаджетов и технологий: на фотографиях
Инженеры тестируют четырехметровый- высокий человекоподобный пилотируемый робот, получивший название Method-2, в лаборатории Hankook Mirae Technology в Гунпо, к югу от Сеула, Южная Корея
Jung Yeon-Je / AFP / Getty
Гаджеты и технические новости: на фотографиях
Инженеры тестируют четверку Человекоподобный пилотируемый робот ростом в метр, получивший название Method-2, в лаборатории компании Hankook Mirae Technology в Гунпо, к югу от Сеула, Южная Корея
Jung Yeon-Je / AFP / Getty
Гаджеты и технические новости: на фотографиях
Джиан Робот, похожий на человека, поразительно похож на военных роботов из фильма «Аватар» и считается первым в мире его создателями из южнокорейской робототехнической компании
Jung Yeon-Je / AFP / Getty
Gadget and технические новости: на фотографиях
Инженеры испытывают четырехметрового пилотируемого робота-гуманоида, получившего название Method-2, в лаборатории Hankook Mirae Technology в Гунпо, к югу от Сеула, Южная Корея
Jung Yeon-Je / AFP / Getty
Гаджеты и технические новости: на фотографиях
Робот-саксофонист университета Васэда WAS-5, разработанный профессором Ацуо Таканиси
Rex
Гаджет и технические новости: на фотографиях
Робот-саксофонист университета Васэда WAS-5, разработанный профессором Ацуо Такаси и Капитан Рок, играющий на световой сабле на струнной гитаре, исполняет джем-сейшн
Rex
Гаджеты и технические новости: на фотографиях
Испытательная линия новой энергетической подвесной железной дороги, напоминающей гигантскую панду i s замечен в Чэнду, провинция Сычуань, Китай
Reuters
Гаджеты и технические новости: На фотографиях
В Чэнду, провинция Сычуань, Китай, видна испытательная линия новой энергоподвесной железной дороги, напоминающей гигантскую панду
Reuters
Новости гаджетов и технологий: на фотографиях
Концепт-кар Трампчи от GAC Group показан на Международной автомобильной выставке в Гуанчжоу, Китай
Rex
Гаджеты и технические новости: на фотографиях
Автомобиль на топливных элементах Mirai от Toyota представлена на Международной автомобильной выставке в Гуанчжоу, Китай
Reuters
Новости гаджетов и технологий: на фотографиях
Посетитель испытывает опыт Nissan VR на Международной автомобильной выставке в Гуанчжоу, Китай
Reuters
Гаджеты и технологии новости: на фотографиях
Мужчина смотрит на выставку под названием «Мимус» — гигантский промышленный робот, который был перепрограммирован для взаимодействия с Люди во время фотосессии в новом Музее дизайна в Южном Кенсингтоне, Лондон
Getty
Гаджеты и технические новости: на фотографиях
Новый израильский беспилотный летательный аппарат Da-Vinci производства Elbit Systems демонстрируется во время 4-й Международной конференции, посвященной Home Land Security and Cyber в израильском прибрежном городе Тель-Авив
Getty
Каждый пятый даже поссорился со своим партнером из-за того, что его телефон, компьютер или планшет не работали должным образом.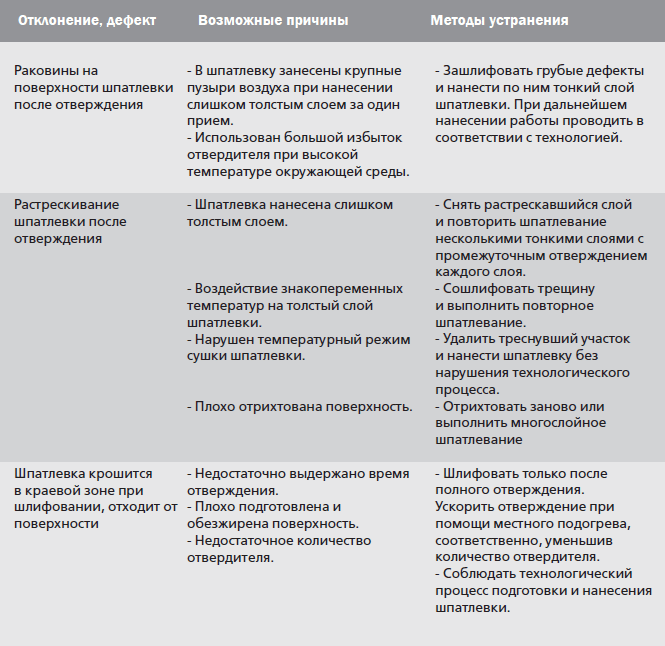
Пол Амселлем, генеральный директор Wiztek, сказал: «Технологии — неотъемлемая часть жизни, будь то работа или домашняя жизнь.
«И как таковые, мы были бы в значительной степени затруднены в нашей повседневной жизни — не могли бы проверять электронную почту на наличие важных сообщений, использовать спутниковую навигацию, чтобы успешно добраться из пункта А в пункт Б или отслеживать встречи.
«Поэтому, когда наши устройства перестают работать или не работают должным образом, это становится очень неприятным».
Более 45 процентов опрошенных заявили, что они не очень осведомлены, когда дело доходит до решения компьютерных и технических проблем.
Поддерживайте свободомыслящую журналистику и посещайте независимые мероприятия
И трое из десяти говорят, что они усугубили проблему, пытаясь починить свои гаджеты.
Исследование также показало, что 40 процентов населения остались нетрудоспособными из-за проблем с ИТ-оборудованием.
И 25 процентов потеряли важные файлы, такие как семейные фотографии и ключевые документы, в результате технического сбоя.
Г-н Амселлем добавил: «Технические и вычислительные проблемы — это такое минное поле — существует так много возможных причин повседневных проблем, что даже самые знающие люди время от времени могут попасть в тупик.
«Простой из-за технических проблем может привести к потере многих часов, и в современном обществе, где мы все так заняты, время стоит денег».
20 самых неприятных технических проблем
1. Медленный интернет
2 . Медленный компьютер
3. Всплывающая реклама
4. Wi-Fi продолжает отключаться
5. Забытый пароль
6. Медленные загрузки
7. Обновления программного обеспечения ухудшают ситуацию
8. Не удается войти в систему
9 Принтер не работает
10.Батарея телефона быстро разряжается
11. Случайное удаление чего-то важного
12. Приложение продолжает вылетать
13. Замятие бумаги
14. «Синий экран смерти»
15. Не удается открыть вложения электронной почты
16 . Продолжайте видеть «есть проблема с сертификатом безопасности этого веб-сайта»
Продолжайте видеть «есть проблема с сертификатом безопасности этого веб-сайта»
17. Чернила не печатаются должным образом
18. Неисправность жесткого диска
19. Запоминание, где вы сохранили определенные файлы / данные
20.Недостаточно места на жестком диске
SWNS
7 наиболее распространенных технологических проблем для малых предприятий
Информационные технологии критически важны для работы большинства компаний и способны катапультировать рост при эффективном использовании. И наоборот, если с ИТ не все в порядке, мощные бизнес-инструменты могут быстро стать неприятным и дорогостоящим препятствием на пути к достижению бизнес-целей.
В ходе обширных бесед со многими руководителями об их ИТ-ситуации возникли некоторые общие темы.Это семь наиболее распространенных ИТ-проблем, с которыми сталкиваются малые предприятия.
Узнайте, как изучить возможные варианты, если вы знаете, что вам нужно изменить то, как вы финансируете услуги ИТ-поддержки.
1. Проблемы интеграции
По мере появления новых технологий иногда они не работают со старыми системами или приложениями. Это может привести к двойному вводу данных, необходимости искать информацию в нескольких местах и другой неэффективности. Тщательное планирование перед внедрением может свести к минимуму эти проблемы.
2. Проблемы резервного копирования и аварийного восстановления
Если вы когда-либо случайно удалили файл, столкнулись с отключением электричества, сбоем сервера или любым другим «сбоем данных», то вы знаете, насколько важным может быть (или могло бы быть) иметь надежное резервное копирование и план аварийного восстановления! ) Наличие правильного решения для резервного копирования и процедур аварийного восстановления на случай, когда эти события неизбежно произойдут, имеют решающее значение для устранения времени простоя и связанных с ними расходов.
3.Основные причины не обнаружены и не устранены
Когда у ИТ-отделов или поставщиков есть процесс отслеживания проблем, они могут анализировать данные и определять тенденции.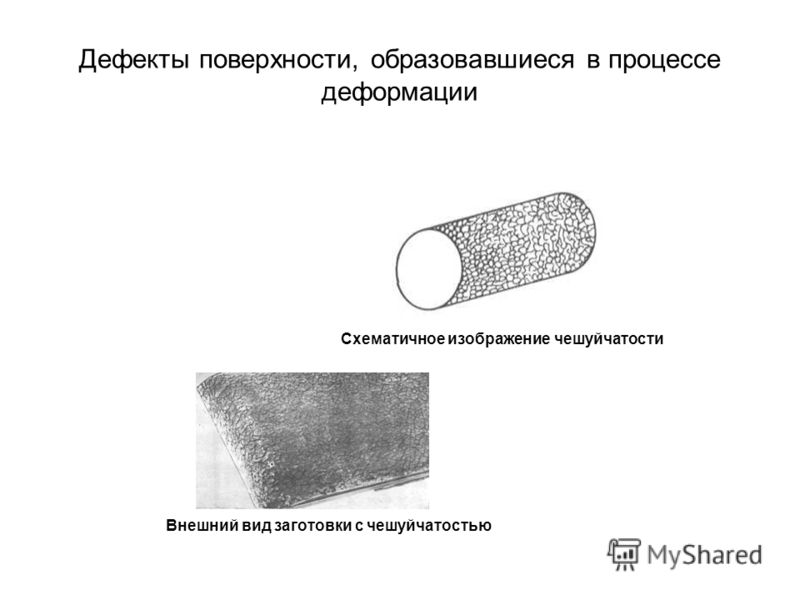 Когда они копаются в тенденциях, иногда они обнаруживают, что проблема является симптомом более серьезной проблемы. Устранение первопричины устранит проблему навсегда и позволит сотрудникам продуктивно работать вместо того, чтобы разговаривать по телефону с ИТ-службой поддержки.
Когда они копаются в тенденциях, иногда они обнаруживают, что проблема является симптомом более серьезной проблемы. Устранение первопричины устранит проблему навсегда и позволит сотрудникам продуктивно работать вместо того, чтобы разговаривать по телефону с ИТ-службой поддержки.
4. Риски безопасности
Хакеры становятся все более изощренными, и малые предприятия становятся объектом нападений больше, чем когда-либо прежде.Подумайте обо всех своих коммерческих секретах, конфиденциальном общении, информации о клиентах и кадровых записях, которые хранятся на компьютерах вашей компании. Что будет, если эти данные попадут в чужие руки? Существует экономичный набор процедур и решений ИТ-безопасности, которые стоит рассмотреть. В конечном итоге это приносит дивиденды — инцидент не стоит головной боли.
5. Отсутствие стратегического ИТ-планирования
Часто руководители ИТ и бизнеса теряют связь.Лидеры видят более широкую картину, но иногда они не работают с ИТ, чтобы убедиться, что они могут достичь своих целей, не вмешиваясь в технологии.
Чем изменилась бы организация, если бы бизнес-планы и технологические планы были согласованы и организация могла бы масштабироваться без ограничений? Например, если вы планируете значительно вырасти в следующие три года, а ИТ-специалисты были в курсе, инфраструктура, реализованная для решения текущих задач, может быть другой, чтобы обеспечить долгосрочный рост.
6. Ожидание, пока что-то сломается
Для правильной и безопасной работы систем необходимо регулярное обслуживание. С помощью правильных ИТ-процессов проблемы можно прогнозировать, планировать и решать до того, как они станут неотложными. Как сказал Бенджамин Франклин: «Унция профилактики стоит фунта лечения».
Разве не лучше решать проблемы и решать их до того, как они превратятся в дорогостоящие и требующие много времени чрезвычайные ситуации?
7. Разочарованные пользователи (сотрудники)
Взаимодействие с технологиями — огромная часть рабочего дня ваших сотрудников.Использование медленных, устаревших систем с частыми проблемами усложняет им жизнь и продуктивность, что в конечном итоге увеличивает их производительность.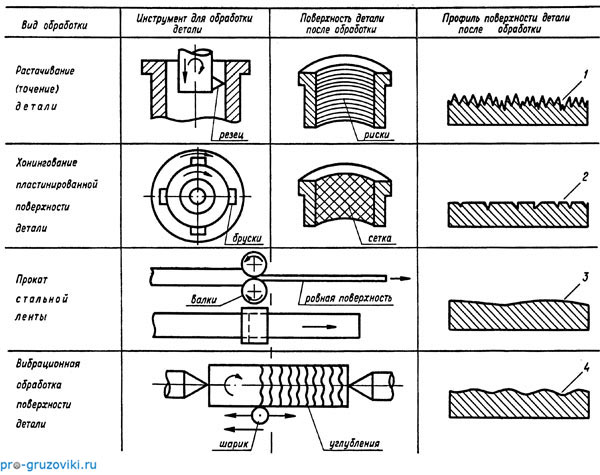 Как бы это повлияло на ваш бизнес, если бы вы позволили своим сотрудникам получать только на 5 процентов больше результатов каждый день, просто поддерживая свои технологии в актуальном состоянии?
Как бы это повлияло на ваш бизнес, если бы вы позволили своим сотрудникам получать только на 5 процентов больше результатов каждый день, просто поддерживая свои технологии в актуальном состоянии?
Эти семь проблем ИТ-поддержки и многие другие, с которыми сталкиваются малые предприятия, считаются «нормой», потому что предприятия не знали, что можно добиться лучших результатов ИТ-поддержки.
Решаете дилемму ИТ? Хотите получить максимальную отдачу от инвестиций в информационные технологии? Позвоните нам по телефону (800) 481-4369.
Как было опубликовано в выпуске «Пресс-Энтерпрайз» от 12 апреля.
11 самых серьезных проблем, с которыми ИТ сталкиваются сегодня
Каждый год мы обсуждаем с техническими лидерами самые большие проблемы, с которыми они столкнутся в ближайшем будущем, и начинаем замечать некоторые тонкие и не столь тонкие сдвиги по сравнению с проблемами 2018 года.
Перегрузка данных, которая вызвала серьезную озабоченность 12 месяцев назад, возникла по мере того, как новые требовательные к данным инструменты и ИИ помогают анализировать данные и принимать бизнес-решения.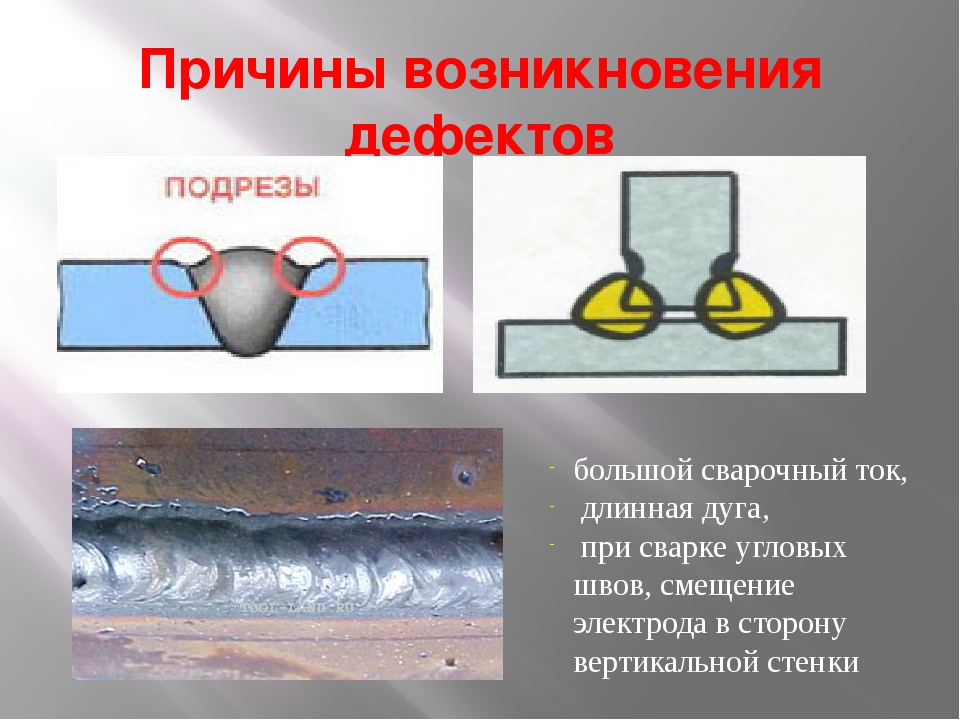 В этом году ИТ-директора говорят, что их больше беспокоит, как защитить эти данные, поскольку организации борются с новыми правилами конфиденциальности.
В этом году ИТ-директора говорят, что их больше беспокоит, как защитить эти данные, поскольку организации борются с новыми правилами конфиденциальности.
По мере того, как экономика продолжает улучшаться, в 2019 году ИТ-директорам меньше препятствует ужесточение бюджетов. И беспокойство о переходе в облако — меньшая проблема, поскольку многие компании уже сделали это. Руководители уделяют больше внимания защите своих облачных активов в нескольких облачных средах.
Читайте дальше, чтобы узнать, что, по мнению экспертов из высшего руководства, рекрутеров и тех, кто в окопах, вызывает наибольшую озабоченность сегодня, и как с ними справиться.
1. Новые угрозы безопасности
Последние события, получившие широкую огласку, могут вызвать новые неожиданные угрозы безопасности, говорит Рик Гриннелл, основатель и управляющий партнер Glasswing Ventures.
«Прекращение работы правительства способствовало возникновению серьезной киберугрозы для правительства США, критической инфраструктуры и других государственных и частных организаций», — говорит Гриннелл. «После отключения многие специалисты по безопасности, отслеживающие угрозы на национальном уровне, не дежурили, создавая большую дыру для злоумышленников. Время покажет, будет ли месяц пониженной защиты иметь более серьезные последствия в 2019 году и в последующий период ».
«После отключения многие специалисты по безопасности, отслеживающие угрозы на национальном уровне, не дежурили, создавая большую дыру для злоумышленников. Время покажет, будет ли месяц пониженной защиты иметь более серьезные последствия в 2019 году и в последующий период ».
Технические лидеры также готовятся к кибератакам нового поколения, основанным на искусственном интеллекте.
«Специалисты по безопасности должны проявлять особую бдительность при обнаружении этих угроз и обучении против них», — говорит Джон Сэмюэл, ИТ-директор CGS. «В этом году компаниям необходимо будет внедрить системы защиты на основе искусственного интеллекта, чтобы иметь возможность сдерживать любые подобные атаки, создаваемые этой технологией следующего поколения.”
Гриннелл говорит, что ИИ не участвовал в самых заметных атаках прошлого года, но он ожидает, что ситуация изменится.
«Я считаю, что 2019 год принесет первую из многих атак с использованием ИИ на американские компании, критическую инфраструктуру и государственные учреждения», — говорит он. «Будем надеяться, что я ошибаюсь».
«Будем надеяться, что я ошибаюсь».
2. Защита данных
Дальновидные организации в настоящее время внедряют конфиденциальность в своих продуктах, но обеспечение того, чтобы эти усилия соответствовали стандартам GDPR, является постоянной проблемой.Google, например, только что увидел рекордный штраф французских регуляторов за сбор данных.
“США компаниям необходимо будет рассмотреть политику типа GDPR для защиты граждан еще до того, как будут приняты какие-либо нормативные акты », — говорит Самуэль. «В конечном счете, должны быть международные руководящие принципы для обеспечения конфиденциальности и защиты клиентов в глобальном масштабе, чтобы упростить соблюдение требований».
Джейкоб Ансари, старший менеджер Schellman and Co., говорит, что безопасности Интернета вещей в прошлом году уделялось много внимания, но это не привело к практическим изменениям в отрасли.
«Производители устройств IoT по-прежнему используют уязвимые программные компоненты, низкую безопасность сети и связи и не могут предоставлять обновления программного обеспечения на местах», — говорит Ансари. «Они по-прежнему делают практически все ошибки, которые совершали все остальные в конце 1990-х — начале 2000-х годов. Да, и ваше домашнее устройство с голосовой активацией шпионит за вами и за компанией, которая его производит, и случайно передаст ваши данные не тому человеку с минимальным надзором и подотчетностью. Это также говорит о том, что более совершенное законодательство о конфиденциальности данных — по крайней мере, в США.С. — потенциально горячая тема для 2019 года, особенно в свете событий недавних выборов. Никто не любил внедрять GDPR в Европе, но его защита для простых людей достойна ».
«Они по-прежнему делают практически все ошибки, которые совершали все остальные в конце 1990-х — начале 2000-х годов. Да, и ваше домашнее устройство с голосовой активацией шпионит за вами и за компанией, которая его производит, и случайно передаст ваши данные не тому человеку с минимальным надзором и подотчетностью. Это также говорит о том, что более совершенное законодательство о конфиденциальности данных — по крайней мере, в США.С. — потенциально горячая тема для 2019 года, особенно в свете событий недавних выборов. Никто не любил внедрять GDPR в Европе, но его защита для простых людей достойна ».
3. Недостаток навыков
Более чем один из наших источников упоминал о широко обсуждаемом дефиците навыков в ИТ, но с одной изюминкой — некоторые технические лидеры теперь видят проблему скорее в самих себе, чем в неразрешимой.
«Если вы смотрите только на выпускников колледжей с дипломами в области информатики или электротехники из десяти лучших университетов США». С. Тогда да, кандидатов почти нет, и большинство из них уходит в пятерку крупнейших работодателей », — говорит Тод Бердсли, директор по исследованиям Rapid7. «Но потенциальный резерв талантов настолько, намного больше, чем это, и компаниям было бы хорошо, если бы они исследовали это пространство немного более свободно».
С. Тогда да, кандидатов почти нет, и большинство из них уходит в пятерку крупнейших работодателей », — говорит Тод Бердсли, директор по исследованиям Rapid7. «Но потенциальный резерв талантов настолько, намного больше, чем это, и компаниям было бы хорошо, если бы они исследовали это пространство немного более свободно».
Сандра Томс, вице-президент и куратор конференции RSA, говорит, что ИТ-отделы могли бы помочь себе, «восполнив пробелы в своих навыках с помощью более разнообразных сотрудников, причем не только с точки зрения расы и пола.Большинство групп по найму ИТ-специалистов не обращают внимания на разнообразие жизненного опыта, религии, происхождения, сексуальной ориентации и образования. Более целостный подход к разнообразию должен открыть более широкий круг кандидатов и привести к более высокому уровню продуктивности ».
Для более глубокого изучения рынка найма см. «Пробел в ИТ-навыках: факты против вымысла».
4. Многооблачная безопасность
При изучении новых облачных сервисов ИТ-директорам теперь необходимо задавать вопросы о безопасности на нескольких платформах, — говорит Лоран Гил, архитектор стратегии продуктов безопасности в Oracle Cloud Infrastructure.
«Традиционно мультиоблако заставляет предприятие управлять множеством различных, часто несовместимых и несовместимых систем безопасности», — говорит Гил. «Мы думаем, что выбор кросс-облачных платформ безопасности, не зависящих от облачных сред, теперь имеет основополагающее значение для обеспечения согласованности и, что наиболее важно, полноты защиты активов в масштабах всего предприятия, независимо от того, где эти активы находятся».
Узнайте «7 секретов успешной мультиоблачной стратегии».
5. Инновации и цифровая трансформация
По данным Gartner, около двух третей руководителей предприятий считают, что их компаниям необходимо ускорить цифровую трансформацию, иначе им придется уступить позиции конкурентам.
Большинство компаний будут продолжать идти по тому же пути, пока они не будут вынуждены поступить иначе, — говорит Меррик Оливс, управляющий партнер консалтинговой компании Candid Partners.
«Очень важно увязать расходы на ИТ со стратегическими бизнес-возможностями и ответить на вопрос« Как это повысит нашу конкурентоспособность? »», — говорит Олив. «Модели финансирования, основанные на потоке создания ценности, в отличие от финансирования на основе проектов, становятся все более и более эффективными в привязке целей на уровне совета директоров к бюджетным влияниям.Структура затрат и эффективность процессов унаследованных и гибких цифровых возможностей сильно различаются — маневренность дешевле и намного эффективнее ».
«Модели финансирования, основанные на потоке создания ценности, в отличие от финансирования на основе проектов, становятся все более и более эффективными в привязке целей на уровне совета директоров к бюджетным влияниям.Структура затрат и эффективность процессов унаследованных и гибких цифровых возможностей сильно различаются — маневренность дешевле и намного эффективнее ».
См. Также «6 секретов инновационных ИТ-директоров» и «Советы инсайдеров о том, как правильно осуществить цифровую трансформацию».
6. Поиск новых источников дохода
Ян Мюррей, вице-президент компании Tangoe, занимающейся программным обеспечением для управления расходами на телекоммуникации, говорит, что, хотя бизнес-среда постоянно развивается, основная предпосылка получения прибыли остается прежней.
«Процесс поиска и использования возможностей получения дохода принципиально не изменился — найдите проблему, которую мы можем решить, которая является общей, распространенной и за решение которой люди будут платить», — говорит Мюррей.
Что изменилось, так это упор на прямое получение дохода, который находится в ведении ИТ-директора, — говорит Майк Фурман, директор по продукту поставщика гибридной ИТ-инфраструктуры Peak 10 + ViaWest.
«Возможно, я придерживаюсь старой закалки, но я не думаю, что ИТ-директор должен беспокоиться о прямом получении дохода», — говорит Фурман.«Я начинаю видеть это все чаще и чаще среди моих сверстников. Чтобы оставаться востребованными ИТ-директорами, многие стараются повысить свою продуктивность. Хотя в таком мышлении есть свои преимущества, я думаю, что это также может быть рецептом для расфокусировки команды и зала заседаний. Когда дело доходит до возможностей получения дохода, ИТ-директор должен сосредоточиться на этих проектах и преобразовать бизнес в масштабную автоматизированную платформу. Нам необходимо сосредоточиться на сокращении затрат на бизнес и масштабировании с точки зрения выхода на рынок.Вот как ИТ-директор должен сосредоточиться на доходах ».
Дополнительные сведения см.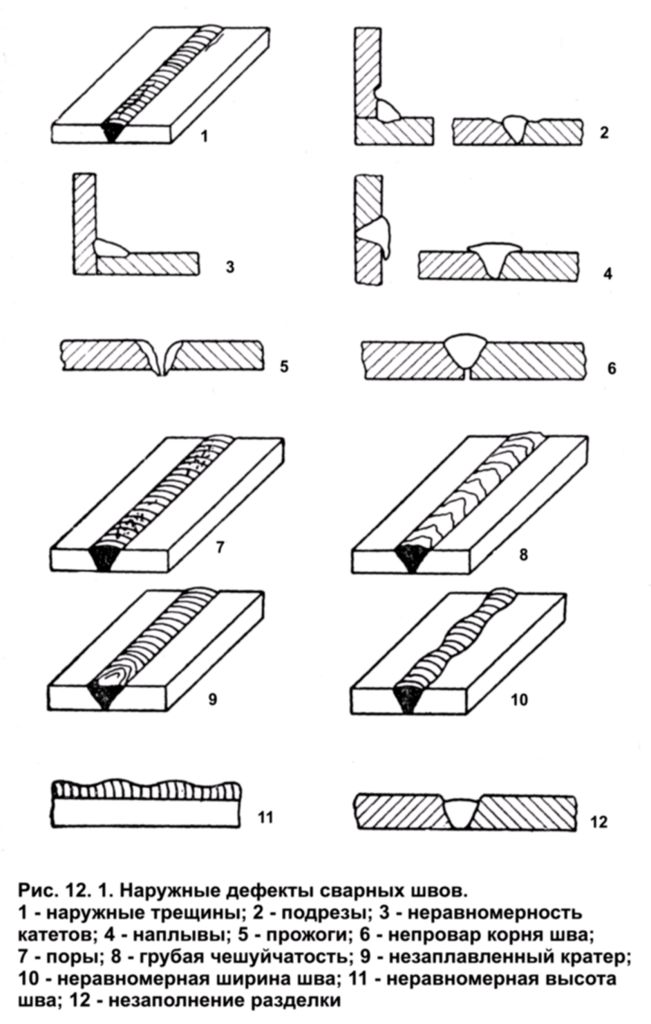 В разделе «6 секретов прибыльных ИТ-директоров».
В разделе «6 секретов прибыльных ИТ-директоров».
7. Недостаток маневренности
Организации, которые стремятся внедрить гибкие методы, иногда заканчивают тем, что хромают в своего рода гибридной модели, которая включает гибкие практики, но также и более линейные «водопадные» методы. Короче говоря, худшее из обоих миров.
Мюррей изTangoe излагает это: «Разработчики кодируют в соответствии с конкретными спецификациями, не имея большого концептуального представления о том, как эта кнопка или функция вписывается в общий пользовательский интерфейс.Для этого необходим дисциплинированный подход, при котором решение конкретных проблем решается в рамках определенного выпуска. Затем каждый выпуск координируется для набора спринтов, так что комплексное решение, которое добавляет к UX, достигается с каждым выпуском, а не просто набор запрошенных функций, которые могут поддерживать или не поддерживать друг друга ».
См. Также: «5 заблуждений ИТ-директоров об Agile».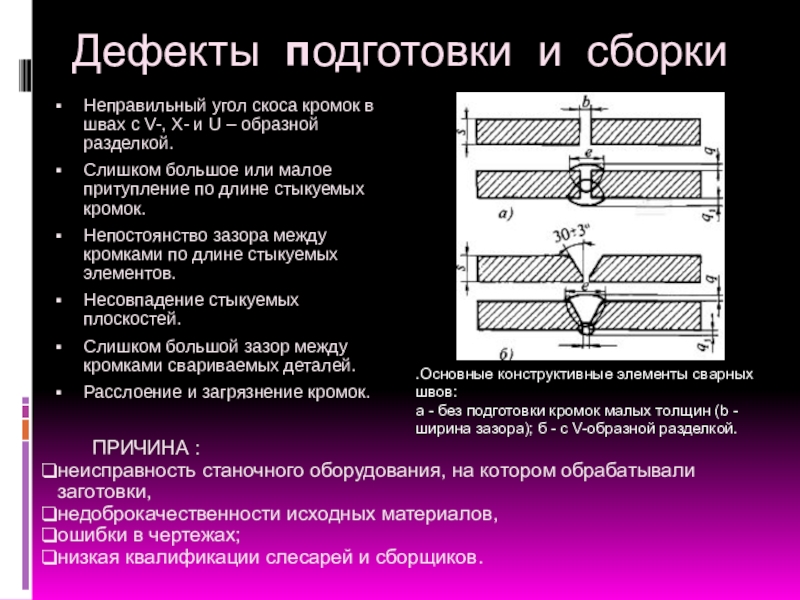
8. Риски аутсорсинга
Нехватка навыков заставит многие организации искать помощи извне.Но эти иногда необходимые решения могут вызвать проблемы с надежностью и безопасностью.
«Наша главная цель — выполнить обещания, которые мы даем каждому клиенту», — говорит Санчес. «Вы строите свою репутацию и бизнес на одной важной вещи. При передаче вашей работы на аутсорсинг качество результатов иногда находится во власти фирмы, которой вы поручили аутсорсинг. Учитывая конфиденциальный характер проектов, которыми мы управляем, мы используем строгие оценки сторонних поставщиков для оценки партнеров в случае, если проект требует от нас рассмотреть возможность передачи некоторых или всех необходимых задач на аутсорсинг.”
Помимо проблем с качеством, аутсорсинг создает хорошо известные угрозы безопасности. «Особые угрозы для ИТ-директоров, которые должны быть в центре внимания, — это инсайдер и подрядчик», — говорит Френч Колдуэлл, главный евангелист MetricStream и бывший советник Белого дома по кибербезопасности.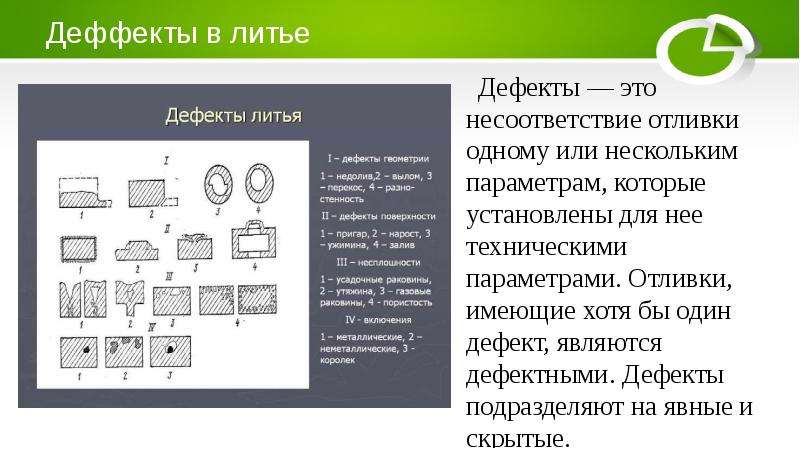 «Пока мы не откажемся от паролей для учетных данных, наибольшую угрозу по-прежнему будут представлять люди».
«Пока мы не откажемся от паролей для учетных данных, наибольшую угрозу по-прежнему будут представлять люди».
Подробнее см. «11 ключей к успешным отношениям с аутсорсингом».
9.Результаты деятельности
Мэтт Уилсон, главный советник по информационной безопасности в BTB Security, говорит, что существует разрыв между тем, что выделяется на ИТ-бюджет, и измеримыми результатами для бизнеса.
«Большинство организаций не стали жестко и честно взглянуть на свои текущие расходы», — говорит Уилсон. «За тем, как дела идут в настоящее время, за уже приобретенными решениями и за процессами, созданными за десятилетие, часто стоит слишком большой импульс, чтобы можно было внести какие-либо значимые изменения.Вместо этого организации могут сколотить частичные решения, которые никогда не смогут полностью устранить корень ИТ-проблемы — например, Equifax не исправляет известную уязвимость. Мы живем с ИТ-болью. Мы тратим доллары. Мы расстраиваем наши талантливые ресурсы из-за решаемых проблем, которые из-за импульса становятся совершенно невозможными для наших компаний. В 2019 году мы должны отказаться от привязанности к истории ».
В 2019 году мы должны отказаться от привязанности к истории ».
См. Также: «Новые правила согласования ИТ-бизнеса в цифровую эпоху».
Кристиан Тейсманн, старший вице-президент по глобальному корпоративному бизнесу в Lenovo, утверждает, что новая рабочая сила сотрудников, выросшая на цифровых технологиях, требует новых методов работы, которые позволят повысить чистую прибыль.
«Поколение Z, например, ожидает контроля над типами доступных ему технологий», — говорит Тейсманн. «Они отдают предпочтение технологиям, на которых они выросли, и используют их в других сферах своей жизни на рабочем месте, а также признают личные и культурные элементы. Обогащенные технологиями вспомогательные пространства, которые можно настраивать и гибко, будут продолжать оставаться в тренде ».
11. Восстановление траста
Исаак Вонг, менеджер по разработке программного обеспечения в Retriever Communications, называет 2018 год «плохим годом для ИТ-рекламы» на основании ряда широко разрекламированных хакерских атак крупных компаний и сомнительного обмена информацией об онлайн-привычках клиентов.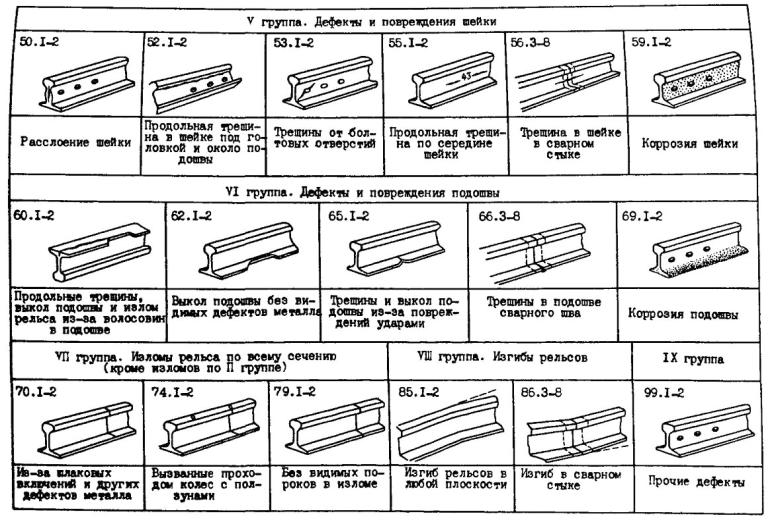
«Крупные и мелкие игроки отрасли должны немедленно решать такие проблемы, как конфиденциальность, безопасность и зависимость от устройств», — говорит Вонг. «Как сектор, мы должны быть ответственными корпоративными гражданами. Нам нужно показать, что мы заботимся о людях, которым, как мы утверждаем, служат, и действуем в их интересах. Люди доверяли нам, и мы должны уважительно относиться к этому ».
При обогащении детского питания обнаруженотехнологических проблем | Технология обогащения пищевых продуктов: Труды семинара
. К сожалению, эту книгу нельзя распечатать из OpenBook.Если вам нужно распечатать страницы из этой книги, мы рекомендуем загрузить ее в формате PDF.Посетите NAP.edu/10766, чтобы получить дополнительную информацию об этой книге, купить ее в печатном виде или загрузить в виде бесплатного PDF-файла.
«Предыдущая: Стабильность и доступность питательных веществ Предлагаемое цитирование: «Технологические проблемы, возникающие при обогащении детского питания. «Национальный исследовательский совет. 1975. Технология обогащения пищевых продуктов: Труды семинара . Вашингтон, округ Колумбия: The National Academies Press. Doi: 10.17226 / 20201.
«Национальный исследовательский совет. 1975. Технология обогащения пищевых продуктов: Труды семинара . Вашингтон, округ Колумбия: The National Academies Press. Doi: 10.17226 / 20201.×
» Предлагаемое цитирование: «Технологические проблемы, возникающие при обогащении детского питания». Национальный научно-исследовательский совет. 1975. Технология обогащения пищевых продуктов: Труды семинара .Вашингтон, округ Колумбия: The National Academies Press. DOI: 10.17226 / 20201.×
Предлагаемое цитирование: «Технологические проблемы, возникающие при обогащении детского питания». Национальный научно-исследовательский совет. 1975. Технология обогащения пищевых продуктов: Труды семинара . Вашингтон, округ Колумбия: The National Academies Press. DOI: 10.17226/20201.
Вашингтон, округ Колумбия: The National Academies Press. DOI: 10.17226/20201.×
Предлагаемое цитирование: «Технологические проблемы, возникающие при обогащении детского питания». Национальный научно-исследовательский совет. 1975. Технология обогащения пищевых продуктов: Труды семинара . Вашингтон, округ Колумбия: The National Academies Press. DOI: 10.17226 / 20201.×
Предлагаемое цитирование: «Технологические проблемы, возникающие при обогащении детского питания.»Национальный исследовательский совет. 1975. Технология обогащения пищевых продуктов: Труды семинара . Вашингтон, округ Колумбия: The National Academies Press. Doi: 10. 17226 / 20201.
17226 / 20201.×
» Предлагаемое цитирование: «Технологические проблемы, возникающие при обогащении детского питания». Национальный научно-исследовательский совет. 1975. Технология обогащения пищевых продуктов: Труды семинара .Вашингтон, округ Колумбия: The National Academies Press. DOI: 10.17226 / 20201.×
Ниже приведен неисправленный машинно-читаемый текст этой главы, предназначенный для обеспечения наших собственных и внешних систем поиска богатым, репрезентативным по главам текстом каждой книги с возможностью поиска. Поскольку это НЕПРАВИЛЬНЫЙ материал, пожалуйста, рассматривайте следующий текст как полезный, но недостаточный прокси для авторитетных страниц книги.
Далее: Зерновые продукты »Опасности технологического развития
Проблемы: как повлияют технологии Нас?
Экономический | Социальные | Военный
Занятость и экономика:
Пожалуй, самый фундаментальный
и прямое влияние, которое технологии оказывают на повседневную жизнь большинства людей,
экономический характер. Проблема рабочих мест и безработицы поражает всех.
аккорд беспокойства почти в каждом человеке. В то время как конкуренция между
машины и человеческий труд издавна существовали в сфере физических задач,
только недавно был введен в сферу умственной работы. Во многом как
тяжелая техника устранила необходимость физических нагрузок со стороны
люди, также как и современные технологии, в виде микрочипов и
компьютеры, несут с собой потенциал, чтобы избавиться от тяжелой умственной работы.Делает
это означает, однако, что у людей больше не будет никакой цели служить в
мир?
Проблема рабочих мест и безработицы поражает всех.
аккорд беспокойства почти в каждом человеке. В то время как конкуренция между
машины и человеческий труд издавна существовали в сфере физических задач,
только недавно был введен в сферу умственной работы. Во многом как
тяжелая техника устранила необходимость физических нагрузок со стороны
люди, также как и современные технологии, в виде микрочипов и
компьютеры, несут с собой потенциал, чтобы избавиться от тяжелой умственной работы.Делает
это означает, однако, что у людей больше не будет никакой цели служить в
мир?
Чтобы получить некоторую перспективу
по этому вопросу мы можем взглянуть в прошлое. В начале 20-го
века в Соединенных Штатах рабочие места на фабриках и в сельском хозяйстве были
исчезают с большой скоростью. Но с потерей этих рабочих мест пришли
потенциал для миллионов новых рабочих мест и экономического развития в новых
отрасли. Действительно, макроэкономическая тенденция прошлого века была
в подавляющем большинстве положительный. Количество рабочих мест в США выросло в 10 раз (с
12 миллионов в 1870 году до 116 миллионов в 1985 году) и процент населения
занятость выросла с 21 до 48 процентов. Валовой национальный доход на душу населения
продукта, а также средняя доходность рабочих мест увеличилась на 600
процентов в постоянных долларах за тот же период. Сегодня новое производство
технологии быстро сокращают количество рабочих мест. Пришествие
новых технологий, как ожидается, быстро снизит спрос на канцелярские
рабочие и другие такие полуквалифицированные и неквалифицированные рабочие.
Количество рабочих мест в США выросло в 10 раз (с
12 миллионов в 1870 году до 116 миллионов в 1985 году) и процент населения
занятость выросла с 21 до 48 процентов. Валовой национальный доход на душу населения
продукта, а также средняя доходность рабочих мест увеличилась на 600
процентов в постоянных долларах за тот же период. Сегодня новое производство
технологии быстро сокращают количество рабочих мест. Пришествие
новых технологий, как ожидается, быстро снизит спрос на канцелярские
рабочие и другие такие полуквалифицированные и неквалифицированные рабочие.
Как будет развиваться более продвинутого программного обеспечения влияют на нашу экономику? Обязаны ли технологии предоставлять для экономического роста? Могут ли компьютеры и технологии действительно заменить человечество?
Вернуться к верх
Общество:
компьютеров, на которых
произвели революцию на рабочем месте, точно так же проникают в общество. Они имеют
привел к неисчислимым успехам в образовании и личном общении.
Медленно, но верно, компьютеры начали проникать в классную комнату.Хотя еще не оптимизирован Что касается образования, то персональный компьютер имеет большой потенциал в этой области. Беспроводные сети позволяют легко обмениваться учебными программами и материалами. студентами, написавшими работы, экзамены, ответы на учебные программы и другие творения. В сеть информации может предоставить студентам мгновенный доступ к обширным количество информации и знаний.
Царство коммуникация также претерпела огромные изменения. Нам предоставлены новые способы общения друг с другом, такие как электронная почта и обмен мгновенными сообщениями.Документы, размещенные в Интернете, являются источниками информации для остальных мир. Обширные базы данных позволяют легко хранить информацию. Глобальный спутники позиционирования позволяют нам отслеживать наше точное местоположение и находить дорогу по разным направлениям.
Но какие социальные проблемы
возникнет с таким прогрессом? Станем ли мы все более зависимыми от наших
компьютеры на грани развала общества? Как писал Теодор Качиньский,
«технологии — более мощная социальная сила, чем стремление к
свобода, в то время как технический прогресс КАК ВСЕ непрерывно сужает наши
сфере свободы, каждый новый технический прогресс, РАССМАТРИВАЕМЫЙ САМ, кажется,
быть желанным.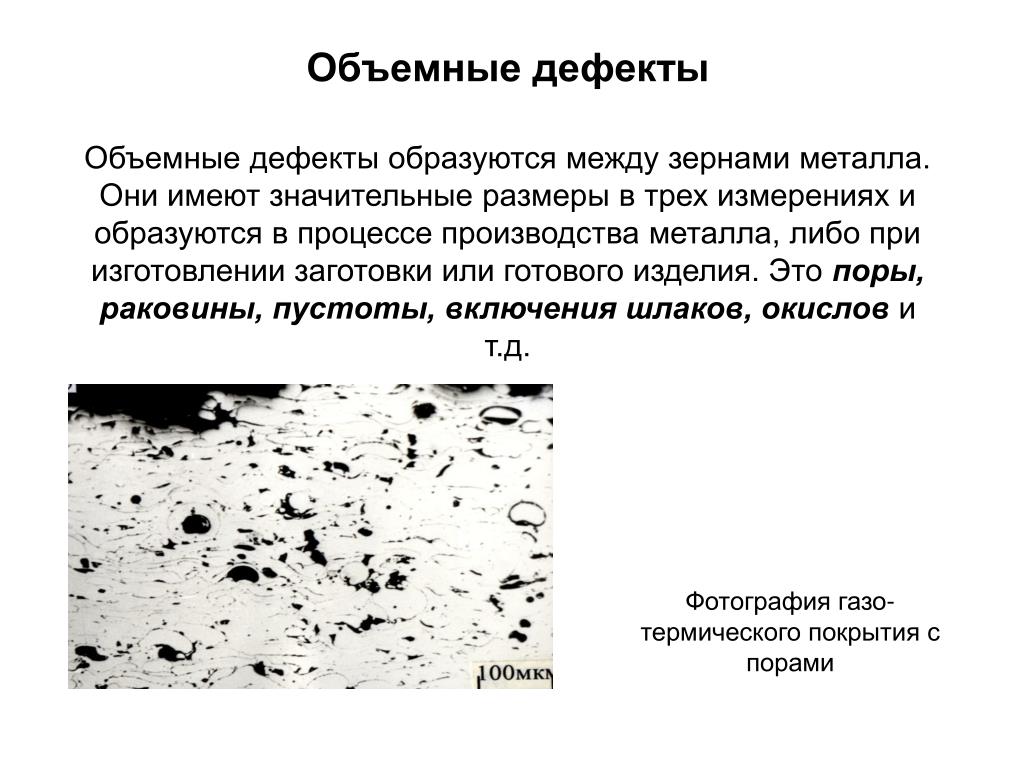 «Будут ли технологии настолько укоренившимися в обществе, чтобы разрушать
это и заточить человечество?
«Будут ли технологии настолько укоренившимися в обществе, чтобы разрушать
это и заточить человечество?
Вернуться к верх
Военный:
Возможности применения технологии ведения войны хорошо известны. Но является ли это приложение положительным или отрицательный?
Можно утверждать, что военное применение науки, несомненно, отрицательно, поскольку привело к создание атомной бомбы и другого подобного оружия массового поражения. Технологии сделали возможным полное уничтожение человечества.Тот потенциал продолжает расти, поскольку все больше стран развивают ядерные технологии и распространение ядерных боеголовок продолжается.
С другой стороны, это
также можно утверждать, что наука сделала возможным более
точное поражение вражеских целей и, тем самым, уменьшило
непреднамеренный ущерб гражданскому населению. Умные бомбы и крылатые ракеты
уменьшили человеческий компонент войны, по крайней мере, до некоторой степени.
Но какой будет эффект технологии будущего быть? Уменьшит ли это количество разрушений и смертей? Или это будет наша окончательная гибель?
Вернуться к верх
Меньше дефектов, больше удовлетворенности: цифровые технологии для оптимизации
Первые оцифрованные строительные проекты начались много лет назад, но все еще есть некоторые основные подрядчики, которые еще не внедрили технологию для организации, мониторинга и передачи своих проектов.
Программное обеспечение для помощи в проектировании появилось на потребительском рынке в 1960-х годах. В последующие десятилетия демократизация ИТ принесла с собой долю издателей программного обеспечения с целью модернизации строительного сектора. Программное обеспечение того времени было в основном предназначено для облегчения проектирования конструкций и фактически было ограничено для использования архитектурными командами. Только в 2010-х годах, когда появились планшеты и смартфоны, появились ИТ-инструменты, адаптированные к ограничениям строительных площадок. Эти инструменты можно использовать в дороге, с подключением или без, и не требуют специального обучения.
Эти инструменты можно использовать в дороге, с подключением или без, и не требуют специального обучения.В этой статье объясняется, как использование программного обеспечения, такого как Kairnial, позволяет сделать планирование каждого этапа проекта более гибким, облегчить повседневную жизнь сайта, упростить управление и обмены между всеми заинтересованными сторонами сайта для достижения — в конечном итоге — плавная передача.
BIM & EDM: необходимые инструменты для организации строительных площадок
Строительный проект всегда включает ключевые этапы: этап проектирования, этап строительства или выполнения, этап передачи, этап доставки и этап эксплуатации или даже этап демонтажа.
Будь то жилые, офисные или инфраструктурные проекты или крупные произведения искусства, они всегда начинаются с определения архитектурных и технических потребностей, на которые вы, как главный подрядчик, должны будете дать некоторые ответы. Получение контракта на выполнение работ зависит от предложений и решений, которые вы предоставите. Однако следует отметить, что это не единственный критерий выбора подрядчика, который будет выполнять работы. Техническое задание, общая репутация вашей компании и ваша количественная оценка затрат или разбивка общей и фиксированной цены также играют роль в вашем потенциальном выборе в процессе тендера.
Однако следует отметить, что это не единственный критерий выбора подрядчика, который будет выполнять работы. Техническое задание, общая репутация вашей компании и ваша количественная оценка затрат или разбивка общей и фиксированной цены также играют роль в вашем потенциальном выборе в процессе тендера.
Начиная с этой стадии, предшествующей подписанию контрактов на выполнение работ, цифровые технологии являются союзником, на которого вы должны положиться. Действительно, цифровые технологии позволяют вам предвидеть ваши затраты на работу и вашу производительность, а также предложить как можно более точный финансовый ответ на запросы, сделанные владельцем и архитектором. С помощью BIM или информационного моделирования зданий, которое обеспечивает метод работы, отображение 2D-планов и 3D-моделирование тех же планов, которые предоставляет команда управления проектом, вы можете максимально эффективно планировать свою организацию, а также затраты на проект. .Между прочим, это отличная возможность продемонстрировать свой профессионализм командам архитекторов и владельцев, которые сами активно используют цифровые технологии в своей повседневной работе.
С помощью цифровых технологий вы также сможете предложить владельцам и архитекторам возможность поделиться всеми консультационными документами подрядчиков на вашем Kairnial EDM (электронный документооборот). Действительно, в Интернете, а также на планшетах и смартфонах вы получаете выгоду от места для хранения, которое дает вам возможность связывать различные уровни доступа к документам, прав на редактирование и изменение.Другими словами, вы предоставляете владельцу и архитектору мгновенный доступ к своим ответам, будучи уверенными, что они не будут изменены без вашего разрешения. Фактически этот электроэрозионный станок можно продолжать использовать при выполнении работ. Затем вы можете в любое время и очень просто проконсультироваться со всей информацией, относящейся к строительному проекту, такой как ваш CCAG-P (общие и специальные административные положения), ваш CCTG-P (общие и специальные технические положения), планирование строительства SPC и, прежде всего, планы, намеченные архитектором. Благодаря управлению версиями документов вы можете легко идентифицировать только что обновленные элементы.
Благодаря управлению версиями документов вы можете легко идентифицировать только что обновленные элементы.
Защитите свою прибыль с помощью контроля качества
Пришло время приступить к работе над сооружением. Хотя использование BIM и Kairnial EDM облегчает организацию сайта, само по себе оно не может гарантировать плавное продвижение и качество работы. Зацепы — обычное дело на строительных площадках. Вот почему максимальный контроль качества работы является ключом к сокращению непредвиденных событий, которые замедляют работу сайта и приводят к дополнительным расходам.
Проактивность — основа выполнения работы. Вместо того, чтобы реагировать и ждать выявления дефектов на этапах предварительной передачи или передачи или даже вмешиваться позже в течение периода ответственности за дефекты (DLP), вы можете регулярно контролировать соблюдение и профессиональные строительные стандарты посредством ваших проверок качества. Раньше это выполнялось во время конкретных проверок консультантом компании по качеству, который отмечал все запланированные контрольные точки и потребности в исправлении или модификации работы непосредственно на распечатанных листах. Эти листы затем хранились в папках, которые архивировались и, возможно, сканировались для отправки по электронной почте другим заинтересованным сторонам, таким как инспекционный офис или архитектор. Критерием проверки выполнения этих проверок очень часто был общий вид самого контрольного листа: довольно смятый, с несколькими брызгами бетона, если это возможно. Как и в промышленности, которая уже много лет использует цифровые проверки, теперь эти проверки качества могут полностью выполняться с помощью программного обеспечения.
Эти листы затем хранились в папках, которые архивировались и, возможно, сканировались для отправки по электронной почте другим заинтересованным сторонам, таким как инспекционный офис или архитектор. Критерием проверки выполнения этих проверок очень часто был общий вид самого контрольного листа: довольно смятый, с несколькими брызгами бетона, если это возможно. Как и в промышленности, которая уже много лет использует цифровые проверки, теперь эти проверки качества могут полностью выполняться с помощью программного обеспечения.
Во-первых, контрольные листы вашей компании будут оцифрованы и сохранены на платформе благодаря командам Kairnial.Затем команды, которые должны осмотреть всю конструкцию, смогут проконсультироваться и заполнить все листы качества прямо на своем планшете или смартфоне. Информация автоматически сохраняется в программном обеспечении и может быть предоставлена всем заинтересованным сторонам проекта, как внутренним, так и внешним по отношению к вашей компании. Оцифровав свои процессы контроля качества, вы получите полное и консолидированное представление о выполнении работы в виде настраиваемых отчетов в формате PDF или Excel.
Оцифровав свои процессы контроля качества, вы получите полное и консолидированное представление о выполнении работы в виде настраиваемых отчетов в формате PDF или Excel.
Каждый раз, когда инспекция поднимает вопрос о несоответствии, вы можете связать его с дефектом, который нужно исправить.Нет необходимости звонить соответствующему лицу или подрядчику. Приложение позволит вам найти дефект прямо на вашей модели BIM или на ваших планах, назначить его и уведомить нужных людей. Помимо ускорения обработки проблемы, вы сможете отслеживать ее решение в режиме реального времени благодаря уведомлениям о статусе: сделать, выполнено, выполняется и т. Д. В дополнение к наблюдениям, созданным во время проверок, вы, конечно, можете добавлять дефекты в приложение во время инспекций на объекте или в разовом порядке.Цель состоит в том, чтобы позволить вам, генеральному подрядчику, выявить все дефекты во время выполнения работ, чтобы исправить их как можно скорее. Это означает, что продвижение сайта не замедляется при одновременном снижении количества дефектов при передаче обслуживания. Фактически это стало важным фактором, поскольку некоторые девелоперские компании взяли на себя обязательство сдавать здания без дефектов. Что касается вашего контроля качества, у вас есть возможность поделиться процессом устранения неполадок с помощью специальных отчетов и, таким образом, заверить ваших клиентов в хорошей производительности работы.
Цифровые технологии должны стать краеугольным камнем вашей стратегии нулевой аварии
Безопасность на строительной площадке принимает разные формы. Будь то безопасность человека или инфраструктуры, ясно, что цель состоит в том, чтобы предоставить командам максимально здоровую рабочую среду.
Сохраняя паспорта безопасности в вашем приложении, вы упрощаете профилактику для ваших команд. Действительно, первая трудность — это всегда доступ к информации.Если бригады не могут легко ознакомиться с паспортами безопасности, очевидно, очень сложно разработать план профилактики, которому нужно будет следовать.
С таким программным обеспечением, как Kairnial, все ваши проверки безопасности передаются всем командам, работающим на строительных площадках. Это оптимизирует шансы на правильную реализацию этих проверок.
Упрощенное сотрудничество с вашими субподрядчиками
Если изначально программное обеспечение приносит в основном внутреннюю пользу, то на самом деле это связано с поэтапным размещением сайтов.Действительно, на первых этапах строительства редко проводятся специализированные работы. Однако, как только структурная работа завершена, становится намного легче понять ценность инструмента, который облегчает и оптимизирует сотрудничество с другими командами.
По окончании строительных работ ваши каменщики переедут на другие участки, оставив место вашим субподрядчикам, которые займутся архитектурными работами. На этот раз вы выступите в роли координатора (и руководителя проекта). Так же, как вы сами воспользовались платформой Kairnial, она затем используется для распространения комплектов планов и документов, касающихся проекта, среди всех субподрядчиков.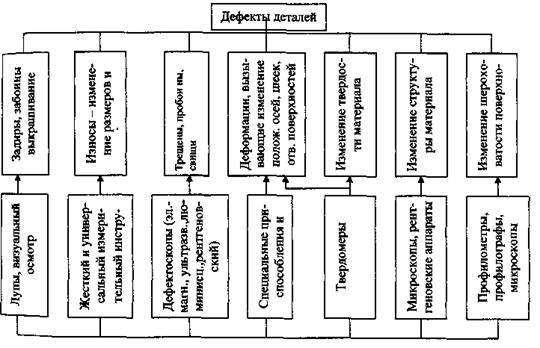 Вы также можете поделиться субподрядным контрактом напрямую через модуль EDM платформы. Каждый раз, когда субподрядчик проводит проверку качества или безопасности и выявляет дефект на планах или модели, вы можете просмотреть его, не связываясь с подрядчиком, и проверить устранение дефектов в вашем офисе. Сэкономленное время можно использовать для подготовки будущих сайтов.
Вы также можете поделиться субподрядным контрактом напрямую через модуль EDM платформы. Каждый раз, когда субподрядчик проводит проверку качества или безопасности и выявляет дефект на планах или модели, вы можете просмотреть его, не связываясь с подрядчиком, и проверить устранение дефектов в вашем офисе. Сэкономленное время можно использовать для подготовки будущих сайтов.
Пора сдавать!
Завершение работ требует решающего и обязательного этапа передачи.Все участники проекта встречаются на месте и тщательно исследуют каждую часть конструкции, чтобы найти малейшие дефекты. Затем каждый дефект фотографируется и отмечается в отдельном документе (чаще всего в электронной таблице Excel), который затем очищается еще раз в офисе и, наконец, отправляется по электронной почте соответствующим подрядчикам. Эта работа после передачи занимает много времени и может привести к ошибкам. Часто бывает трудно точно вспомнить, какая проблема была выявлена и где находится неисправный дефект.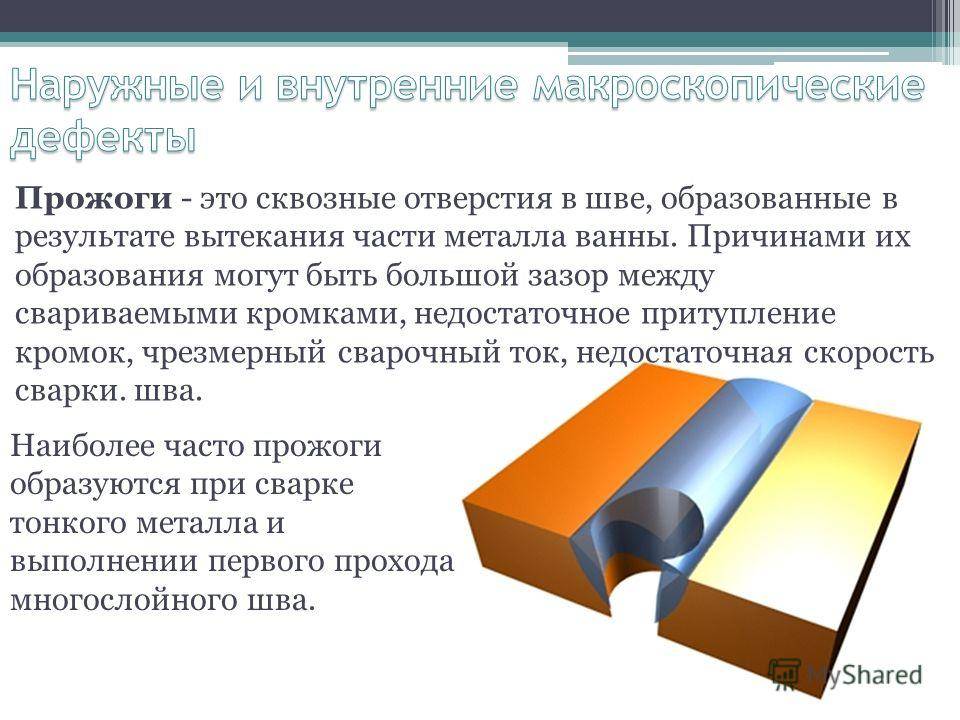 Любой, кто уже принял проект, знает, что часто совершаются поездки между домами или офисами, чтобы убедиться, что дефекты правильно зарегистрированы.
Любой, кто уже принял проект, знает, что часто совершаются поездки между домами или офисами, чтобы убедиться, что дефекты правильно зарегистрированы.
При использовании Kairnial, если, несмотря на вашу предыдущую бдительность, будут выявлены определенные дефекты, вы непосредственно укажете на планах в планшете или смартфоне те дефекты, которые вы хотите передать своим субподрядчикам одновременно с передачей работы владельцу вместе с архитектор. Чтобы гарантировать, что эти дефекты будут должным образом поняты будущими заинтересованными сторонами, вы можете снова дополнить атрибуты дефекта фотографиями и комментариями.Вы экономите драгоценное время и избегаете значительного стресса. Наконец, уменьшение количества дефектов гарантирует отсутствие необходимости слишком частого вмешательства после передачи.
Прослеживаемость и постоянное улучшение
То, что происходит на платформе, остается на платформе. Все действия, которые вы делаете с Kairnial, регистрируются и сохраняются в приложении, что позволяет вам обосновать всю работу, которую вы сделали или выполняете.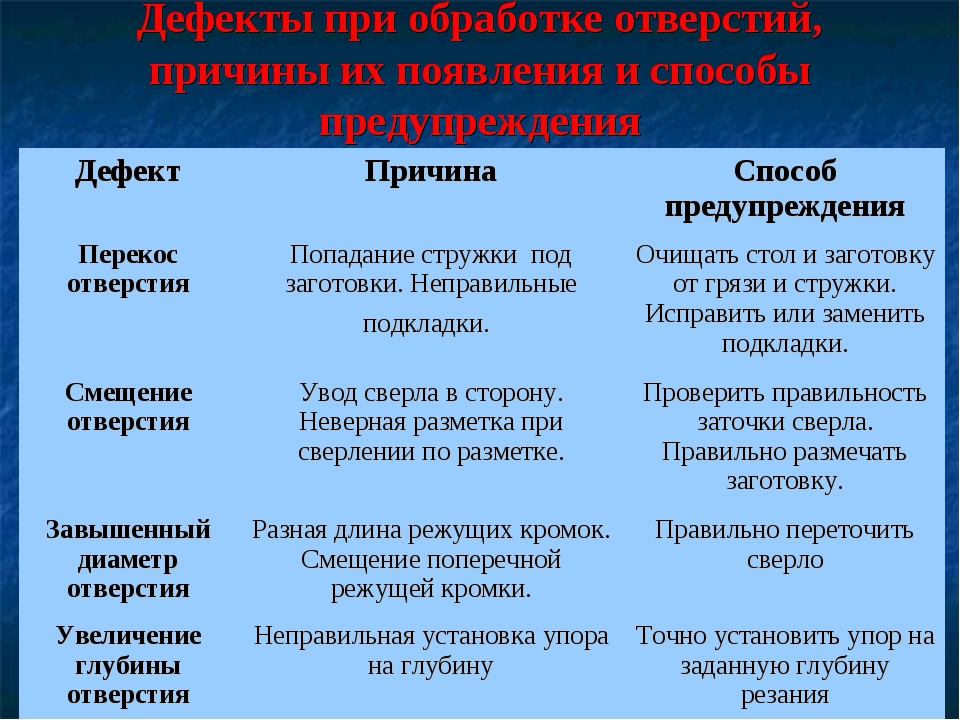
Но, прежде всего, это прекрасная возможность использовать опыт каждого сайта для улучшения.
Без программного обеспечения очень сложно точно определить наиболее часто встречающиеся ошибки. Часто мы делаем предположения, а не утверждения. С помощью программного обеспечения все данные о работе собраны на единой платформе. Данные отображаются в таблицах, организованных для оптимизации анализа проверок и дефектов, связанных с операциями. Это так называемая визуализация данных.
Руководство предприятия с помощью своих руководителей и руководителей объектов может за несколько щелчков мышью отобразить наиболее часто встречающиеся проблемы в своих проектах и, следовательно, предложить специальное обучение, чтобы сотрудники были осведомлены о наименее освоенных предметах.Таким образом, компания может с помощью цифровых технологий извлекать выгоду из предыдущих сайтов. Каждый проект становится для вас, как главного подрядчика, возможностью улучшить и повысить квалификацию ваших команд. В долгосрочной перспективе вы должны увидеть значительное уменьшение количества неисправностей и дефектов.
В долгосрочной перспективе вы должны увидеть значительное уменьшение количества неисправностей и дефектов.
Цифровая передача: удостоверение личности проекта
После передачи и устранения всех дефектов вы, безусловно, сконцентрируетесь на другом проекте, но это не обязательно для всех.Владелец, не говоря уже о них, доставит работу своему конечному покупателю. Например, им нужно будет получить передаточный документ от архитектора и сделать его доступным для управляющего недвижимостью или оператора здания. Вы обязаны передать все элементы, предусмотренные в общих и специальных административных положениях.
BIM снова занимает свое место в этом процессе. Обновляя модель самостоятельно или сообщая архитектору о фактических технических модификациях на протяжении всего жизненного цикла проекта в режиме реального времени, вы наверняка доставите документ о передаче в срок благодаря модели BIM, которая уже отражает реальность здания.Это называется моделью передачи обслуживания.