Точечная сварка — технология, аппараты, преимущества
Точечная сварка – достаточно распространенный и востребованный метод соединения металла, являющийся разновидностью контактной сварки. В этой статье мы рассмотрим принцип действия точечной сварки, разновидности машин для точечной сварки, их особенности, а также сам процесс точечной сварки и технику безопасности при ведении точечной сварки.
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Принцип действия точечной сварки
Как уже говорилось выше, точечная сварка – разновидность контактной. При этом сварное соединение образуется посредством нагревания металла с помощью пропускаемого через него тока и пластической деформации сварной зоны под воздействием сжимающих усилий.
В основе контактной сварочной технологии лежит разогрев металла под воздействием электричества по закону Джоуля-Ленца. При сварке ток идет между электродами, проходя при этом через металл свариваемых деталей. При этом электроды изготавливают из материалов с хорошей электропроводностью, чтобы сопротивление контакта детали и электрода было наименьшим.

За счет наибольшего сопротивления контакта деталей между собой наибольший нагрев происходит именно там. При этом нагрев и плавление металла приводит к появлению литых ядер сварных точек. Как правило, их диаметр составляет 4-12 миллиметров.
Разновидности и аппараты точечной сварки
Методы точечного соединения металла можно разделить на две группы: мягкие и жесткие.
Мягкие режимы отличаются плавным нагревом деталей с помощью умеренного тока (плотность тока на поверхности электродов обычно не превышает ста ампер на квадратный миллиметр). Разогрев происходит за 0.5-3 секунды. Такие режимы характеризуются меньшей потребляемой мощностью (если их сравнивать с жесткими режимами), меньшими нагрузками на электросеть, меньшими требованиями к мощности и цене сварочных машин, меньшей закалкой сварочной зоны. Такие режимы часто используются для сваривания склонных к закалке сталей.
Жесткие режимы отличаются меньшей продолжительностью процесса, более сильными токами и давлением при сжатии деталей. Плотность тока достигает трехсот ампер на квадратный миллиметр при сваривании стали. Время разогрева длится от 0.1 до 1.5 секунд. Давление электродов обычно составляет от 3 до 8 килограмм на квадратный миллиметр. Недостатками таких режимов являются повышенные требовании к мощности аппаратов контактной точечной сварки, большие нагрузки на сеть. Преимущества – меньшее время процесса и большая производительность. Жесткие режимы контактной сварки часто используют для сварки сплавов меди и алюминия, деталей с высокой теплопроводностью, неравной толщины, а также для сварки высоколегированных сталей, так как такие режимы сохраняют их коррозионную стойкость.
Точечная сварка не только надежна, но и выглядит эстетично
Время приложения усилий сжатия и подачи сварочного тока определяются заданной циклограммой процесса соединения металла.
Таким образом, аппараты точечной сварки разделяются по мощности. Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Преимущества точечной сварки
Этот процесс соединения металла имеет массу преимуществ. К достоинствам метода соединения различных металлов следует отнести:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов). Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
- Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.
- Высокую производительность контактной точечной сварки. Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.

- Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичное расходование электродов, электрической энергии и других материалов. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.

Техника безопасности при точечной сварке
Как и любой сварочный процесс, этот метод тоже требует беспрекословного соблюдения определенных мер безопасности.
Средства защиты
Основная угроза при работе со сварочным оборудованием – поражение электрическим током и высокой температурой. Для предотвращения поражения электрическим током необходимо соблюдать такие меры безопасности, как заземление тех частей оборудования, которые должны быть заземлены, проверка исправности оборудования перед работой, использование средств защиты. Управляющие элементы аппарата для точечного соединения металлических деталей не должны быть под высоким напряжением. Все провода должны иметь достаточное сечение.
При контактной точечной сварке выделяются брызги и пары металла. Для предотвращения ожогов брызгами металла сварщик должен использовать рукавицы, спецодежду и очки с прозрачными стеклами либо головной щиток. Пары металла могут быть вредны для здоровья, поэтому необходимо использовать вентиляцию, а при необходимости – средства защиты органов дыхания.
Части аппарата для соединения металла, должны быть хорошо зачищены
Меры безопасности
Все блокировочные устройства и устройства быстрого отключения аппарата точечной сварки должны быть исправны, находиться на виду, к ним должен быть легкий доступ.
При проведении таких технических работ, как зачистка или смена электродов, нужно соблюдать меры, исключающие возможность смещения электрода и травмирования рук. При работе аппарата точечной сварки пространство зажимных механизмов нужно закрывать щитком, а при работе на мощных машинах – огораживать ширмами.
Должна быть исключена возможность травмирования сварщика движущимися частями аппарата точечной сварки.
Заключение
Мы рассмотрели технологию контактной точечной сварки, выявили основные ее преимущества, принцип действия, рассмотрели аппараты точечной сварки и технику безопасности при выполнении всего процесса.
Технология точечной сварки металлов
Точечная сварка является одним из наиболее широко применяемых видов контактной сварки. Она используется при изготовлении кузовов автомобилей и вагонов, в самолетостроении и ряде других отраслей промышленности и транспорта.
Широкое применение технологии точечной сварки объясняется сравнительной простотой способа, сочетающегося со значительной универсальностью его возможностей. Так, точечной сваркой можно соединять листы металла толщиной от
Так, точечной сваркой можно соединять листы металла толщиной от 0,1 мм до суммарной толщины, равной 60 мм. При этом по сравнению с клепкой достигается экономия в массе до 20%.
Точечная сварка металлов
Обычно свариваются листы одинаковой толщины из одного и того же металла, причем для сварки конструкционных сталей используется двусторонняя сварка. Точечная сварка применяется в основном при соединении деталей из низкоуглеродистых сталей, однако она применяется и для сталей повышенной прочности, например, хорошо сваривается аустенитная, нержавеющая хромоникелевая сталь марки Х18Н8.
После зажатия свариваемых деталей в электродах контактной точечной машины и включения сварочного тока он проходит от одного электрода к другому через свариваемое изделие. Ток расплавляет металл в зоне сварки, создавая ядро сварной точки, имеющей чечевицеобразную форму.
Точечная сварка, как правило, выполняется с расплавлением слоя металла в месте контакта свариваемых поверхностей изделия между электродами машины. Поскольку скорости нагрева и охлаждения при использовании современных машин и режимов сварки достигают нескольких тысяч градусов в секунду, то и прилегающий к ядру точки участок металла подвергается сложной термической обработке.
Поскольку скорости нагрева и охлаждения при использовании современных машин и режимов сварки достигают нескольких тысяч градусов в секунду, то и прилегающий к ядру точки участок металла подвергается сложной термической обработке.
Сила давления электродов должна быть такой, чтобы преодолеть жесткость ввариваемого изделия и осуществить пластическую деформацию при сдавливании, необходимую для получения надежной прочности точки.
Обычно диаметр ядра сварной точки равен 4 – 12 мм, однако для прочности точки имеет значение и соотношение ее высоты с толщиной свариваемых изделий. Принято считать, что высота ядра должна составлять 30 – 80% суммарной толщины свариваемых листов и не меньше 30% малой толщины листа в случае сварки изделий с различной толщиной.
Твердость металла непосредственно ядра точки и зоны термического влияния в несколько раз выше, чем основного металла, что способствует повышенной хрупкости сварного соединения. Поэтому в ряде случаев в целях выравнивания твердости производится отпуск сварной точки непосредственно в электродах машины при помощи повторного нагрева. Однако даже после термообработки усталостная прочность сварного соединения уступает прочности исходного материала.
Однако даже после термообработки усталостная прочность сварного соединения уступает прочности исходного материала.
Непосредственно процесс точечной сварки состоит из операций сжатия свариваемых изделий, включения, затем выключения сварочного тока и снятия сжимающего давления.
В основные параметры режима точечной сварки входят: плотность тока (или сила тока), время сварки, величина давления электродов, определяющая пластическую деформацию, и диаметр электродов в месте контакта.
Поскольку сварка длится очень короткое время, то отклонение от оптимальных значений хотя бы одного из приведенных параметров может существенно повлиять на качество сварного соединения. Состояние современной сварочной техники в нашей стране и за рубежом дает возможность широкого программирования режимов точечной сварки, как по величине сварочного тока, так и по изменению давления электродов в процессе сварки.
Программирование может идти по пути прерывистого включения сварочного тока, применения повышенного начального или конечного давления (проковка в горячем состоянии), подачи импульсов тока в начальный или конечный момент сварки.
Например, при сварке незакаливающихся сталей при толщине изделий до 4 – 6 мм в основном применяется точечная одноимпульсная сварка с постоянным давлением. Для сварки изделий из легких сплавов толщиной до 1 – 1,5 мм и из сталей толщиной более 6 мм используется одноимпульсная сварка с «ковочным» давлением, т. е. после выключения сварочного тока усилие сжатия увеличивается.
Сварку изделий из закаливающихся углеродистых и легированных сталей толщиной до 4 – 6 мм рекомендуется вести при постоянном давлении с применением дополнительного импульса тока для последующей термообработки сварной точки. Для сварки горячекатаных и высоколегированных сталей используется многоимпульсная точечная сварка, как с постоянным, так и переменным давлением электродов.
В зависимости от материала, его толщины и характера свариваемой детали может применяться тот или иной цикл или составляться специальная программа из приведенных приемов ведения процесса сварки.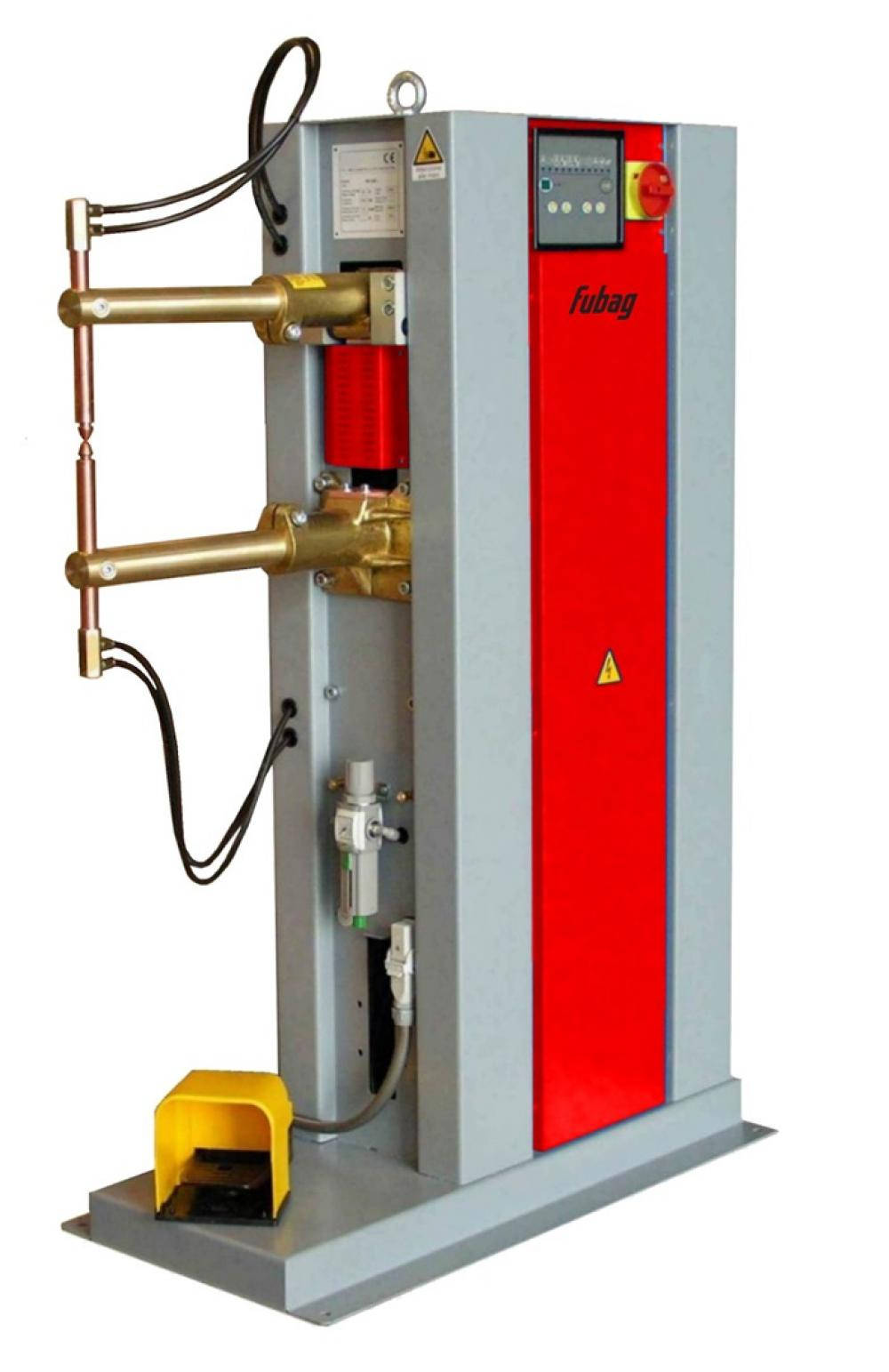
контактная сварка, точечная сварка, роликовая сварка, стыковая сварка, шовная сварка
Контактная сварка – это термомеханическое соединение деталей под давлением с предварительным нагревом места сварки электрическим током. Различают следующие виды такого соединения: стыковая, шовная, точечная и контактная сварка. Рассмотрим сущность процесса на примерах.
Стыковая сварка может быть выполнена двумя способами:
-
с одновременным разогревом всей площади стыка (сварка сопротивлением) – требует тщательной подгонки свариваемых поверхностей и подходит для деталей с простым сечением до 200 мм кв.;
-
с постепенным сближением деталей и с касанием и разогревом по отдельным выступам (сварка оплавлением) – позволяет упростить подготовку контактирующих элементов соединяемых деталей и дает возможность производить сварное соединение даже разнородных металлов.

Точечная сварка используется при сваривании внахлест листовых материалов толщиной до 0.5-0.8 мм. Свариваемее заготовки сжимаются между медными электродами с «точечными» контактами и подают электрический ток. При этом в зависимости от формы нижнего и верхнего электрода сварка может быть односторонней и двусторонней. Одновременно могут свариваться до десятков точек.
Шовная сварка (другое название: роликовая сварка) производится вращающимися роликами (дисковыми электродами), которые одновременно подают на свариваемее поверхности электрический ток и приводят в движение. В результате образуются сплошной шов из перекрывающих друг друга точек. Применяется для производства емкостей (бочки, резервуары, бензобаки и т.д.) с толщиной стенок до 3 мм.
Кроме того, контактная сварка может производиться конденсаторным способом, позволяющим экономить электроэнергию. Главным преимуществом этого метода является возможность сваривания материалов с очень незначительной толщиной – до 2-3 мкм.
Точечная сварка
Сеть профессиональных контактов специалистов сварки
Точечная сварка получила широкое распространение в промышленности, особенно при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, сельскохозяйственном и транспортном машиностроении, строительстве, а также в приборостроении при создании миниатюрных и прецизионных узлов и изделий электронной техники , средств связи и управления.
Другие страницы по теме
Точечная сварка
:
Большое значение и широкое применение контактной точечной сварки обусловлены следующими ее достоинствами:
- высокой производительностью и степенью автоматизации вследствие кратковременности самого процесса сварки и возможностью использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- возможностью получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
- практическим отсутствием необходимости использования присадочных материалов, флюсов и газов;
- относительно высокими санитарногигиеническими условиями труда и культурой производства.

Перечисленные достоинства можно отнести ко всем видам контактной сварки.
Точечной сваркой можно сваривать детали из большинства известных конструкционных материалов: низко- и среднеуглеродистых, а также низколегированных, легированных коррозионно-стойких и жаропрочных сталей, алюминиевых и магниевых сплавов, титана и его сплавов, некоторых медных сплавов и ряда других материалов.
Лучше всего свариваются между собой однородные металлы и сплавы, построенные на одной основе или имеющие разную основу, но образующие между собой ряд твердых растворов.
Например, аустенитные стали хорошо свариваются с конструкционными , коррозионно-стойкие стали — с жаропрочными. Никель сваривают с низколегированными и коррозионно-стойкими сталями. Однако в ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна, что обусловлено следующими основными факторами:
- различием теплофизических и механических свойств свариваемых пар металлов и зависимостью их от термического цикла сварки , что вызывает смещение электротеплового поля относительно плоскости свариваемого стыка;
- существенной химической и структурной неоднородностью металла литого ядра вследствие несимметричного проплавления деталей и незавершенности процессов перемешивания металла в ядре;
- образованием интерметаллических фаз и механических смесей, обладающих большой твердостью и хрупкостью, что приводит к низким механическим свойствам соединения.
Все чаще точечной сваркой соединяют металлы с антикоррозионными и декоративными покрытиями. Свариваемость таких металлов зависит от свойств покрытия и его толщины. Удовлетворительно свариваются металлы с электропроводными металлическими покрытиями толщиной 7… 30 мкм. В машиностроении используют стали, покрытые цинком, свинцом, алюминием, никелем и хромом, в приборостроении детали покрывают также оловом, оловянно-висмутовым сплавом, кадмием, золотом, серебром и никелем . Наибольшие трудности возникают при сварке металлов c неэлектропроводными фосфатными и оксидными покрытиями из-зa таких дефектов кaк выплески и непровары. Точечной сваркой обычно соединяют детали, собранные внахлестку, однако возможны и другие типы соединений.
Наиболее широко этим способом соединяют детали и заготовки, выштампованные из листового и вырезанные из профильного проката, а также детали, изготовленные резанием. Точечную сварку можно использовать для создания комбинированных конструкций, в которых заготовки из листового проката необходимо сваривать с деталями, изготовленными методами литья, ковки и высадки.
Как правило , точечной сваркой соединяют детали толшиной 0,5 . . .6,0 мм. На специальных машинах возможна сварка стали толщиной до 30,0 мм, при микросварке толщина привариваемых элементов составляет 20 … 50 мкм. Обычно в машиностроении сваривают детали равных толщин или с соотношением толщин не более 1 : 6 (при толщине тонкой детали 0,5 . . .1,5 мм) , в приборостроении соотношение толщин соединяемых элементов может быть более чем 1 : 100.
Точечная сварка может быть двусторонней и односторонней. Пpи сварке компактных деталей или узлов открытого типа c отбортовкой применяется двусторонняя сварка, а для крупногабаритных узлов и при ограниченном доступe к зоне сварки — односторонняя. Пpи сварке в массовом производствe для повышения производительности используется многоточечная сварка .
При проектировании сварной конструкции, выполняемой точечной сваркой на универсальном оборудовании с использованием простейших сборочных приспособлений, желательно обеспечить :
- минимальную и неизменную массу деталей из ферромагнитного материала, вводимую в контур сварочной машины, так как наличие магнитной стали в сварочном контуре ведет к увеличению его сопротивления и снижению силы сварочного тока; конструкция а на рис. 1 более предпочтительна, чем конструкция б;
- необходимые жесткость и прочность электродов и хоботов из сплавов с твердостью ≥120 НВ, передающих требуемую силу сжатия при сварке внутри узлов коробчатой формы, обечаек и труб (см . рис. 1, в), при этом размеры отверстия (в мм) свариваемых узлов прямоугольного или круглого сечения должны отвечать следующим зависимостям :
 1 более предпочтительна, чем конструкция б;
1 более предпочтительна, чем конструкция б;где Fсж — сила сжатия электродов, даН , определяемая толщиной и материалом , подлежащим сварке; L — длина детали (или вылет электрода), мм; при не возможности введения электрода внутрь полого тонкостенного профиля целесообразно использовать медные раздвижные вставки (см. рис. 1, г) или удаляемый после сварки легкоплавкий материал;
- свободный доступ электродов к месту сварки с тем, чтобы использовать прямые электроды с внутренним охлаждением, поэтому конструкция узла на рис. 1, д предпочтительнее узла, показанного на рис. 1, е;
- свободную деформацию деталей в зоне сварки, узел ж на рис. 1 полностью отвечает этому требованию, узел з на этом рисунке — частично;
- минимально возможные зазоры между деталями за счет повышения точности заготовок, фиксируюших приспособлений и качества сборки деталей в местах их сопряжения под сварку.
 1 полностью отвечает этому требованию, узел з на этом рисунке — частично;
1 полностью отвечает этому требованию, узел з на этом рисунке — частично;Рис. 1. Примеры узлов, соединяемых точечной (шовной) сваркой.
Точечная сварка чаще всего применяется для нахлесточных соединений c обязательным получением литого ядра. Прочность сварной точки определяется качествoм металла литого ядра, зoны термического влияния и размерами сечения ядра. Основной геометрический параметр точечного соединения — это диаметр литого ядра. ГОСТ 15878-79 регламентирует основные размеры конструктивных элементов сварных соединений для групп А и Б (см. таблицы в ГОСТ 15878-79 и рис. 2). Соединения группы А имеют большие диаметры литого ядра и обладают более высокой прочностью по сравнению с соединениями группы Б.
Фактический диаметр сварной точки должен быть не менее указанного в таблицах ГОСТа. При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
Величина проплавления h мало влияет на прочность точки и может изменяться в пределах 20 .. .80 % толщины каждой детали. При проплавлении <20 % не удается обеспечить стабильные размеры литого ядра и отсутствие в нем дефектов, при проплавлении >80 % наблюдается перегрев металла в околошовной зоне и в контакте электрод — деталь, что снижает коррозионную стойкость соединения, повышает изнашивание электродов и вероятность образования выплесков.
Обычно минимальное значение проплавления (20 %) достигается в тонкой детали при сварке деталей неравной толщины , максимальное проплавление (до 95 %) характерно для титановых сплавов ввиду их низкой теплопроводности.
Бесследная сварка , когда отсутствует заметная вмятина на поверхности одной из деталей, достигается при односторонней сварке на медной подкладке (см . п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
При сварке деталей неодинаковой толщины (см. рис. 2, в) конструктивные элементы соединения выбирают по более тонкой детали. Если соотношение толщин свариваемых деталей S / S1 > 2, величины В, t и с увеличивают на 20.. .30 %. При двусторонней сварке трех деталей (в исключительных случаях четырех) диаметр литого ядра, измеренный в плоскости сопряжений каждой пары деталей, должен соответствовать государственному стандарту (при односторонней сварке число одновременно свариваемых деталей не может быть более двух). Если при сварке пакета из трех деталей образуются два литых ядра (см. рис. 3, а) , то величина нахлестки В устанавливается по тонкой детали l, l‘. В случае образования обшей литой зоны (см . рис. 3, б) нахлестка со стороны края средней детали должна быть увеличена на 20 .. .30 % с тем , чтобы предотвратить возможное раздавливание края детали 2.
Рисунок 2. Конструктивные элементы, графическое изображение и условное обозначение сварных соединений, выполненных точечной сваркой из однотолщинных и одноименных металлов (а), плакированного (6) и разноименного металла (г), деталей неравной толщины (в).
Минимальный шаг точек при сварке пакета из трех стальных деталей увеличивают в — 1,5 раза по сравнению с шагом для пакета из двух деталей. Желательно, чтобы отношение толшин деталей в пакете не превышало трех.
Рис. 3. Точечная сварка трех деталей : а — раздельное формирование ядер; б — сквозное проплавление средней детали; 1, 1′ — тонкие детали; 2 — толстая деталь.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Технология контактной, точечной и шовной сварки
1. Технология контактной, точечной и шовной сварки
ТЕХНОЛОГИЯ КОНТАКТНОЙ, ТОЧЕЧНОЙ ИШОВНОЙ СВАРКИ
2.
 Контактная сварка КОНТАКТНАЯ СВАРКА
Контактная сварка КОНТАКТНАЯ СВАРКАВо многих областях промышленности применяется контактная
сварка. Для этого обычно используют сварочные устройства разных
типов с приведенной мощностью до 450-600 кВт. Они широко
применяются в инструментальном производстве, в авиастроении и
других областях машиностроения. Оборудование контактной сварки
применяется и в электронике, приборостроении и их смежных
производствах.
Главное преимущество контактной сварки – малое время процесса
соединения деталей, что резко повышает производительность и не
позволяет деталям коробиться. Этот вид соединений легко поддается
автоматизации, и поэтому технология и оборудование этого процесса
легко встраиваются в схемы поточного производства при массовом
или серийном выпуске. Один из наиболее ярких примеров
применения контактной сварки – создание кузовов автомобилей.
При помощи этой технологии возможно соединение металлических
листов или лент толщиной от нескольких сотых до нескольких десятков
миллиметров.
 Контактная сварка широко используется при приводке
Контактная сварка широко используется при приводкенефтепроводов или их газовых аналогов. Для питания схем
применяется не только ток стандартной частоты 50 Гц, но и
высокочастотные трансформаторные и иные системы, что позволяет
резко уменьшить габариты оборудования.
4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС КОНТАКТНОЙ СВАРКИ
Различают два основных типа этойтехнологии, которые определяются по
площади и методу соединения деталей:
контактная точечная;
соединение при помощи шва;
5. Контактная точечная сварка
КОНТАКТНАЯ ТОЧЕЧНАЯ СВАРКАТочечная контактная сварка — сварочный
процесс, при котором детали соединяются в
одной или одновременно в нескольких
точках. Прочность соединения определяется
размером и структурой сварной точки,
которые зависят от формы и размеров
контактной поверхности электродов, силы
сварочного тока, времени его протекания
через заготовки, усилия сжатия и состояния
поверхностей свариваемых деталей.
 С
Спомощью точечной сварки можно создавать
до 600 соединений за 1 минуту. Применяется
для соединения тончайших деталей (до 0,02
мкм) электронных приборов, для сварки
стальных конструкций из листов толщиной до
20 мм в автомобиле, самолёто и
судостроении, в сельскохозяйственном
машиностроении и других отраслях
промышленности.
6. Технология
ТЕХНОЛОГИЯТочечная сварка является
разновидностью контактной сварки,
поэтому в основу ее технологии заложены
тепловое воздействие электрического
тока по закону Джоуля — Ленца и усилие
сжатия свариваемых деталей. В процессе
сварки ток проходит от одного электрода к
другому через металл заготовок.
Электроды для контактной точечной
сварки изготовляются из сплавов с
высокой электропроводностью, чтобы
сопротивление в контакте электрод-деталь
было минимальным. Поэтому в местах
контактов деталь-деталь происходит
наибольший нагрев за счет наибольшей
величины электрического сопротивления.

Разогрев и расплавление металла под
действием электрического тока приводит
к образованию литого ядра сварной
точки, диаметр которой обычно
составляет 4-12 мм.
7. Контактная шовная сварка
КОНТАКТНАЯ ШОВНАЯ СВАРКАШовная сварка – способ контактной сварки, при котором соединение
деталей выполняется внахлестку в виде непрерывного или
прерывистого шва вращающимися дисковыми электродами
(роликами), к которым подведен ток и приложено усилие сжатия.
Применяют три способа шовной сварки:
•непрерывную;
•прерывистую с непрерывным вращением роликов;
•шаговую с периодическим вращением роликов.
8. Непрерывная шовная сварка
НЕПРЕРЫВНАЯ ШОВНАЯ СВАРКАВыполняется сплошным швом при
постоянном давлении роликов на
свариваемые поверхности и при постоянно
протекающем сварочном токе в течение
всего процесса сварки. При этом способе
большое значение имеют тщательная
зачистка свариваемых поверхностей,
равнотолщинность соединяемых листов и
однородность состава металла.

9. Прерывистая сварка
ПРЕРЫВИСТАЯ СВАРКАС непрерывным вращением роликов также
выполняется при постоянном давлении
роликов, но в этом случае сварочная цепь
периодически замыкается и размыкается.
Шов формируется в виде перекрывающих
друг друга сварных точек и отличается более
высоким качеством.
10. Шаговая шовная сварка
ШАГОВАЯ ШОВНАЯ СВАРКАОсуществляется при постоянном давлении
роликов; при этом сварочная цепь
замыкается в момент остановки роликов.
Такой способ обеспечивает более рельефный
шов, за счет качественного формирования
сварной точки. Однако машины для
реализации шагового способа сварки с
периодическим вращением роликов
отличаются сложностью конструкции и малой
производительностью.
11. Шовно-стыковая сварка
ШОВНО-СТЫКОВАЯ СВАРКАЭто разновидность шовной сварки,
применяется для соединения труб с
продольным сварным швом.
Из стальной ленты необходимой ширины
специальными формирующими роликами
подготавливают трубную заготовку 3 с
верхним расположением стыка 4 кромок
заготовки.
 Заготовка подается стыком под
Заготовка подается стыком подсварочные ролики 2, к которым подводится
сварочный ток от трансформатора 1.
Давление прижима передается заготовке
через нажимные ролики 5. После заварки
шва производится его обработка фрезой,
правка и разрезка заготовки на трубы
заданных размеров. Этим способом
изготовляют трубы диаметром 14…600 мм с
толщиной стенок 0,5…12,5 мм.
Точечная сварка своими руками, разбираем ошибки в работе
Точечная сварка наиболее распространена на промышленных производствах, благодаря высокому качеству сварных точек или швов. С её помощью можно делать очень много сварочных соединений за короткий промежуток времени. Чаще всего применяется в автомобильном, самолётном и судостроении. Нередко используют для сборки сельскохозяйственных машин и агрегатов для них. Собирают батареи аккумуляторов. Именно в производстве аккумуляторов точечная сварка показывает свою незаменимость.
Немного про сварочные работы
При правильно построенному процессу сварки и полном соответствии техническим нормам и требованиям, точечные соединения получаются невероятно крепкими, а качественными. Благодаря сильному разогреву металла и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному металлу, который сваривает аппарат.
В этой статье мы вам поможем разобраться с технологией контактной сварки и ответим на вопрос как сделать точечную сварку, расскажем о подготовке поверхности, выборе аппарата, электродов и прочих составляющих. Пошагово опишем схему сварочного процесса и укажем на возможные ошибки и дефекты, которые могут возникать. Объясним, что такое полярность и какая она бывает, а так же расскажем, как работать с тонкими материалами.
Подготовительные работы
Начнём с выбора подходящего аппарата. Тут следует учесть то, какой тип материала мы будем сваривать и насколько прочным должно быть соединение. Если вы используете тугоплавкий материал, с довольно большой толщиной тогда следует выбрать сварочный аппарат с более высокой мощностью.
Тут следует учесть то, какой тип материала мы будем сваривать и насколько прочным должно быть соединение. Если вы используете тугоплавкий материал, с довольно большой толщиной тогда следует выбрать сварочный аппарат с более высокой мощностью.
Если необходимо очень крепкое соединение, тогда к высокой мощности необходимо ещё и довольно большое давление во время процесса. Для увеличения крепости сварной точки, давление после нагревания должно ещё больше возрастать. Таким образом, точечная сварка получится практически той же прочности что и металл.
Схема сварки металла
Подготовка поверхности перед работой один из важнейших этапов сварочного процесса. Благодаря правильно подготовленной рабочей поверхности металла точечная сварка получится максимально крепкой и качественной. Если поверхность будет сделана правильно, тогда риск появления дефектов крайне низок.
Итак, что же следует сделать:
- Обезжирить, так качество сцепления будет максимальным.
- Удалить ржавчину и прочие эффекты коррозии или окисления.
- Пассивирование поверхности.
- Очистить от пыли и налёта. В случае если присутствует окалина на металле, её также следует удалить.
- Убедитесь, что детали плотно прилегают.
- После удаления излишних слоёв налёта и прочего, детали омываются и сушатся.
- Последняя стадия подготовки – контроль. Детали проверяются на остатки недопустимых элементов на поверхности, если всё нормально тогда можно приступать к работе.

Выбор электрода для сварочного аппарата, является ключевым фактором, который влияет на окончательное качество контактной сверки. Подобрав правильно электрод, точечная сварка своими руками получится максимально крепкой и долговечной.
Первое на что необходимо обратить внимание, это теплоэлектропроводность металла. Чтобы материал, из которого сделан электрод, не должен смешиваться с материалом, который сваривается. Поэтому теплоэлектропроводность электрода должна быть выше, чем у металла, и между ними не должно возникать никаких реакций. Если сварочный период нагревания уменьшается, тогда соотношение величин теплопроводности также должно возрастать.
Если сварочный период нагревания уменьшается, тогда соотношение величин теплопроводности также должно возрастать.
Режимы сварки низкоуглеродистых сталей
Каждая группа металлов соответствует определённому типу электродов, с которыми они могут совмещаться. Это особенно важно при работе с тонколистовыми и легкоплавкими металлами, которые легко поддаются воздействию температур. Это алюминиевые и магниевые сплавы, выбор электродов для них должен быть особенно тщательным
Так как сварочные работы связаны с большими температурами, и присутствует риск попадания раскалённых частиц на поверхность человеческого тела необходимо придерживаться правил безопасности при работе.
Экипировка сварщика – это элемент защиты от механических повреждений. Без чего процесс сварки не может проходить это без защитной маски, которая защитит ваше лицо и глаза от яркого света и частиц металла.
Сварочные перчатки обязательный атрибут для комфортной и безопасной работы, они защитят вас от ожогов и помогут работать без какого-либо дискомфорта от высоких температур. Для дополнительно защиты лучше носить специальный костюм для сварочных работ, он не поддаётся горению, и ткань не будет плавиться при попадании на неё раскалённых частиц металла.
Этапы работы
Условно точечная сварка разделяется на три шага, пройдя которые вы получаете готовую контактную самодельную точку, скрепляющую две заготовки. Для создания последующих точек процесс повторяется в том же порядке.
Давайте приступим к работе по следующей схеме:
- Фиксирование детали в зажиме между электродами аппарата. На деталь сразу производится определённое заданное давление, которое деформацию на микронеровностях.
- После плотной фиксации и необходимого сжатия происходит подача электрического импульса. Впоследствии чего металл разогревается до предельных температур и в месте соприкосновения электродов начинает плавиться, и заготовки соединяются. Жидкая фаза металла связывается, образуя цельное соединение, которое стаёт максимально приближённым к прочности самого материала.
- Подача импульса прекращается. Место сваривания охлаждается и происходит окончательный процесс кристаллизации. Убирать усилил сжатия необходимо через определённый промежуток времени, так как в процессе остывания металл при сжатии набирает более мелкозернистой структуры. Ещё лучше сжатие увеличить, так эффект будет ещё сильнее и соединение получится более однородным.
 Жидкая фаза металла связывается, образуя цельное соединение, которое стаёт максимально приближённым к прочности самого материала.
Жидкая фаза металла связывается, образуя цельное соединение, которое стаёт максимально приближённым к прочности самого материала.Производим различные соединения
При необходимости создания множества сварочных соединений повторяем весь цикл. Если же есть потребность сделать очень много таких точек, тогда можно использовать аппарат, у которого контактная сварка происходит сразу в нескольких указанных точках. Так, вы сэкономите время и будете работать более продуктивно.
Дефекты и ошибки контактной сварки
Точечная сварка довольно сложная схема, в котором есть множество нюансов и особенностей. Очень часто у новичков возникают следующие ошибки:
Очень часто у новичков возникают следующие ошибки:
- Неправильно подобранная мощность.
- Недостаточный либо слишком большой период давления на заготовку.
- Электрод не подходит к свариваемому металлу.
- Схема работы самого сварочного аппарата не подходит к условиям необходимого сварочного процесса.
- Поверхность для контактной сварки подготовлена неправильно.
Дефекты, возникающие при неправильной контактной сварке:
- Недостаточная степень расплавления, что способствует неправильному формированию ядра точки.
- Слишком глубокое образование вмятин при контактном давлении.
- Кромки нахлёстки могут разорваться при очень близком нахождении контактной сварной точки.
- Изменение свойства металла впоследствии слишком большого разогрева. Например, ухудшение рабочих качеств аккумуляторов.
- Сквозное прожигание металла.
- Образование внутренних трещин либо пустот.
Работая с тонкими металлами, или при сборке аккумуляторов следует тщательно подбирать мощность и силу давления на них. Так как при слишком большой мощности есть риск сквозного прожига и тогда такая заготовка стаёт непригодной. При слишком большом давлении могут образовываться вмятины и различные дефекты поверхности.
Так как при слишком большой мощности есть риск сквозного прожига и тогда такая заготовка стаёт непригодной. При слишком большом давлении могут образовываться вмятины и различные дефекты поверхности.
Работая с алюминиевыми заготовками нельзя перегревать их слишком долгое время, так как это потянет за собой смену их антикоррозийных свойств и повышается риск деформации поверхности.
Полярность при сварке
Полярность может быть прямой или обратной. Используя прямую полярность, к электроду подсоединяется минус, а на заготовку направляют плюс. Если же использовать обратную, тогда плюс и минус меняются местами. От схемы подключения полярности к аппарату зависит процесс возникновения катодного и анодного пята. Анод возникает на плюсовых полярностях, а катод, наоборот, на минусе.
Подведём итог
Точечная сварка технически сложный процесс, который требует тщательно подготовки. Вам следует знать все тонкости такой сварки, от выбора сварочного аппарата до необходимого давления, которое производится на заготовку. Тогда ваша работу будет выполнена качественно и надолго. Придерживаясь всех правил, с помощью контактного сварочного аппарата вы сделаете все ваши задумки связанные с металлом и его соединением.
Тогда ваша работу будет выполнена качественно и надолго. Придерживаясь всех правил, с помощью контактного сварочного аппарата вы сделаете все ваши задумки связанные с металлом и его соединением.
Что такое контактная сварка
Впервые контактной сваркой, как методом соединения металлов, воспользовался английский физик Уильям Томсон в 1856 г. Сейчас технология активно применяется в машиностроении, авиастроении, выпуске корпусов различной техники, авторемонте и т. д. Метод сварки один из наиболее быстрых, легко автоматизируется, качество соединения не зависит от опытности сварщика. Рассмотрим принцип работы аппаратов контактной сварки, виды этого метода, необходимые расходные материалы.
В этой статье:
Принцип работы аппаратов контактной сварки
Аппараты контактной сварки имеют электрическую и механическую часть. Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Сварка происходит следующим образом:
- Две заготовки (прутки, пластины и пр.) сводятся клещами друг к другу до соприкосновения в одной точке
- На концах рабочей части клещей расположено два медных электрода, обладающих разной полярностью. К ним подается сварочный ток
- Дуга не загорается, поскольку детали плотно сведены друг к другу. Сварочная маска не требуется
- За счет прохождения тока от минуса к плюсу в месте стыковки возникает повышенное сопротивление, ведь стороны просто сведены
- От этого поверхность в месте соприкосновения начинает нагреваться. Электрическая энергия преобразуется в тепловую.
- Нагрев длится до тех пор, пока поверхность сторон не станет пластичной. За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
- После этого сварочный ток отключается, а тепло быстро рассеивается по остальной части изделия
- Стык остывает и получается неразъемное соединение без видимого шва и присадочного металла
 За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
За счет прижима клещами происходит смешивание металлов на уровне кристаллической решеткиДлительность подачи сварочного тока и его сила настраиваются в зависимости от толщины соединяемых сторон. Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Виды контактной сварки
Хотя принцип действия везде один, ГОСТ 15878-79 выделяет несколько разновидностей контактной сварки. Они определяют размеры соединения, прочность стыка, области применения. Оборудование для разных видов контактной сварки тоже имеет свои особенности.
Точечная сварка
Подразумевает соединение металла путем плавления в одной точке. В зависимости от оборудования и исполнительных механизмов подразделяется на:
В зависимости от оборудования и исполнительных механизмов подразделяется на:
 Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.
Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.Рельефная сварка
Разновидность точечной сварки, но отличается формой свариваемой поверхности. Вместо плоских сторон деталей, в заготовках заранее создаются выпуклости (выступающие полусферы, шпильки). Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Метод сварки наиболее востребован в машиностроении, поскольку обеспечивает прочное соединение, чем обычная точечная сварка.
Шовная сварка
Разновидность контактной сварки, при которой выполняются длинные продольные швы. В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
Существует несколько техник выполнения шовной сварки контактным способом:
Ролики в сварочных аппаратах контактной сварки могут быть оба ведущими или один ведущий, а второй — ведомый. Последний движется за счет протягивания заготовки. Метод подходит для сборки бочек, емкостей.
Метод подходит для сборки бочек, емкостей.
Стыковая сварка
Реализуется одним из двух способов: сопротивлением или оплавлением. Стыковая сварка сопротивлением подразумевает подвод тока к двум деталям, сжатым с усилием. В месте стыковки образуется сопротивление и повышенный нагрев. Затем сжатие резко усиливают (происходит осадка деталей) и получается стыковое соединение.
Контактная стыковая сварка оплавлением проводится путем сведения двух заготовок стыками между собой. К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
Подходит для сварки арматуры встык.
Подготовка поверхностей
При выполнении контактной сварки качество соединения отчасти зависит от правильности подготовки поверхности. Чтобы стороны надежно сварились между собой, необходимо обеспечить их плотный прижим. Для этого убирают мусор, окалины, грязь и ржавчину в месте стыковки, а также на соседней зоне, расположенной в этой плоскости (там, где выступающий мусор помешает сведению сторон). Коррозию зачищают шлифовальными машинами.
Контактной сваркой разрешено соединять стороны, у которых толщина не отличается друг от друга более чем на 15%. Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Для стыковой сварки методом сопротивления плоские стороны требуется подогнать между собой по форме, чтобы не было просветов. Жаропрочные стали и легированные нуждаются в обезжиривании.
Дефекты сварки и контроль качества
Непровар
Сварная точка уменьшенного диаметра
Перегрев материала
Хотя шва, в его классическом понимании здесь нет, у соединения возможны дефекты. Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
«Родственный» непровару дефект — сварная точка уменьшенного диаметра. Соединение выполнено путем перемешивания материалов на уровне кристаллической решетки, но диаметра точки недостаточно, чтобы удержать стороны определенной толщины и веса под нагрузкой.
Противоположным дефектом является перегрев материала. Если подать повышенный сварочный ток или передержать изделие клещами, точка может разогреться очень сильно. Это приведет к уменьшению толщины металла в зоне контакта, выдавливанию жидкого металла в стороны, деформациям поверхности. При сильном перегреве возможны прожоги, когда вместо сварной точки будет дырка.
Контроль качества осуществляется визуальным путем. Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Методом разрушающего контроля испытываются тестовые образцы. Сваренные точками стороны пытаются разделить зубилом и молотком, провернуть между собой, оторвать монтировкой. После отрыва исследуют стороны. Качественное соединение будет иметь следы разорванного металла однородной структуры без пор и трещин. Затем, установив на каком режиме выполнялось соединение с приемлемым качеством, подобные настройки применяют для серийного выпуска продукции.
Машины для контактной сварки
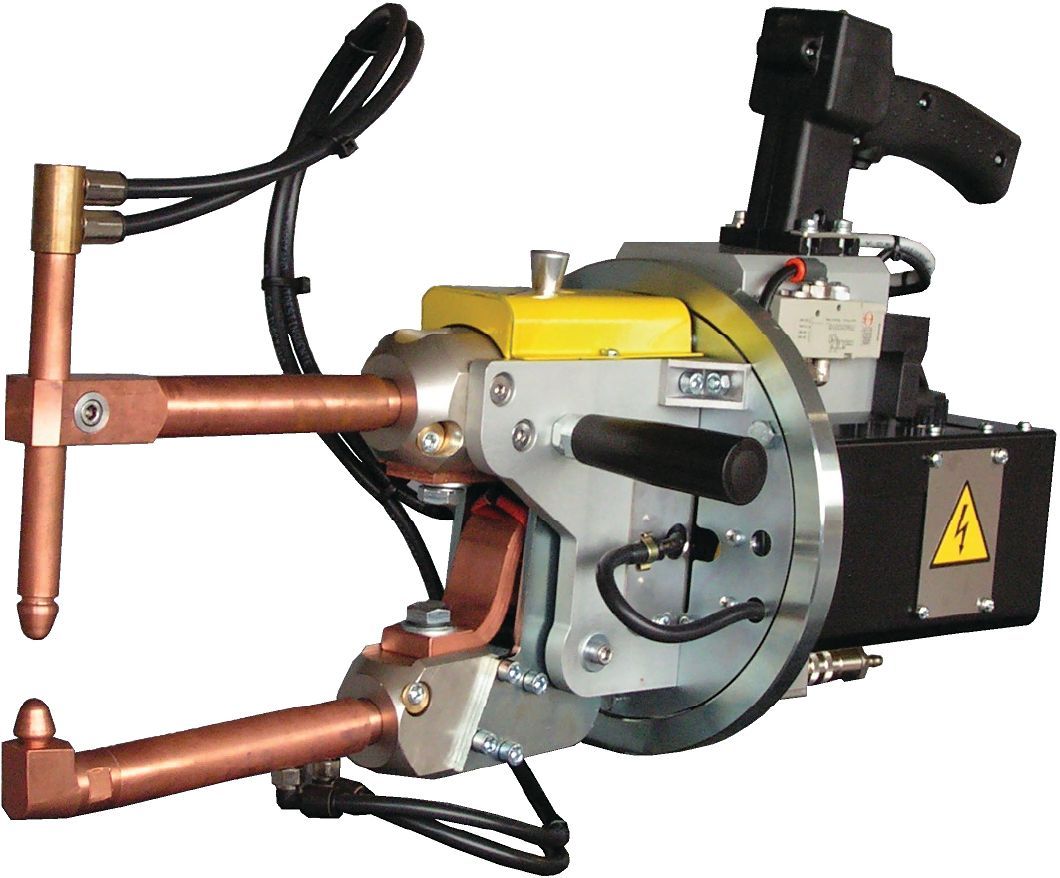
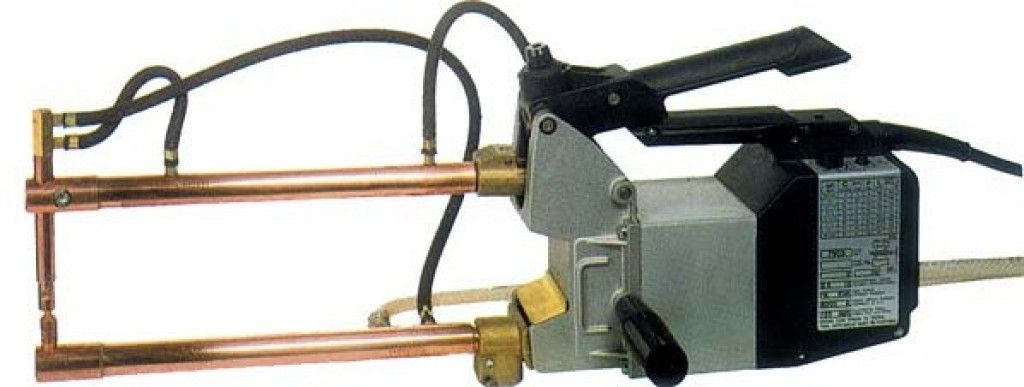
Машины для контактной сварки бывают ручные (переносные), подвесные, настольные и напольные. Во всех имеется:

Источник видео: Telwin Viet Nam
Сварочные клещи подойдут для сборки корпусов и кузовов, чтобы подлазить к труднодоступным местам. Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
При выборе машин контактной сварки обращайте внимание на следующие параметры:
 В цех или на производство требуются машины с питанием 380 V.
В цех или на производство требуются машины с питанием 380 V. Напрямую зависит от максимальной силы тока, но выводится в отдельную характеристику, чтобы покупателям было удобнее ориентироваться. Есть машины, способные соединить 1.5+1.5, 5+5,14+14, 22+22, 25+25 мм.
Напрямую зависит от максимальной силы тока, но выводится в отдельную характеристику, чтобы покупателям было удобнее ориентироваться. Есть машины, способные соединить 1.5+1.5, 5+5,14+14, 22+22, 25+25 мм.Еще при выборе обращайте внимание на размер плеч сварочных клещей. Длина определяет, как далеко от края листа получится выполнить сварочное соединение. Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Немаловажен бренд оборудования. Практика показывает, что установки марок Foxweld, Telwin надежно служат в самых суровых производственных условиях.
Расходные материалы
Среди расходных материалов для машин контактной сварки и сварочных клещей чаще всего требуют замены только медные электроды. Медными они кажутся снаружи, а на самом деле отливаются из кадмиевой или хромовой бронзы. Расходники рассчитаны на температуру 600 градусов и давление 5 кг\мм кв.
От работы они перегреваются, оплавляются, деформируются. При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
Меры предосторожности
Контактная сварка — это разновидность электрической сварки, поэтому нельзя вести работы в мокрой одежде, сырых рукавицах. Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Следите за целостностью кабелей, не допускайте потертостей, оголенных токоведущих частей. Важно, чтобы машина контактной сварки была заземлена. Следите, чтобы ручки и держаки были заизолированы.
Сварщик должен устойчиво стоять на ровном месте, а органы управления (педаль или кнопка) располагаться в легком доступе.
Обозначение контактной сварки на чертеже
Если работаете с чертежами, то пригодится знание обозначений контактной сварки. На рисунке она изображается крестом (+), указывая на место соединения сварочной точкой. Стрелкой делается вынос ГОСТа 15878-79 с дополнительным указанием вида соединения («К» — контактная, «т» — точечная). Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Ответы на вопросы: что такое контактная сварка и как с ней работать Как соединить две детали толщиной 5 и 10 мм? СкрытьПодробнее
На практике такое соединение невозможно. Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Как узнать, сколько по времени подавать сварочный ток? СкрытьПодробнее
Сперва нужно потренироваться на черновых образцах такого же сечения, что и основное изделие. Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
Да, подходит. Но сперва нужно удалить оксидную пленку. Это достигается механическим путем (болгаркой, щеткой по металлу) или химическим (травлением).
С каким управлением удобнее работать на машине контактной сварки? СкрытьПодробнееУдобнее с ножным. Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Что такое цикл точечной сварки? СкрытьПодробнееЦиклом называют процесс сжатия деталей, подачу импульса сварочного тока, снятие давления, выключение тока.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Точечная сварка — обзор
6.
 04.3.1 Точечная сварка
04.3.1 Точечная сваркаТочечная сварка широко используется в автомобильной промышленности для эффективного соединения металлических листов ( 35 ). Точечная сварка, относящаяся к контактной сварке, заключается в выделении тепла с использованием сильного тока, примерно 1000–100 000 А. Сварочные пистолеты являются основной частью сварки. Есть два разных типа пистолетов, но важным фактом является то, что они имеют схожую функцию, чтобы создать замкнутый контур, соединяющий источник питания с местом сварки (Рисунок 6).
Рисунок 6. Процесс точечной сварки.
Воспроизведено Радхакришнаном В. М. Технология и дизайн сварки ; New Age: New Delhi, 2006. Ток проходит через листовые металлы, когда два пистолета сжимаются одновременно. Подача высокого тока вызовет плавление поверхностей, контактирующих с электродами. После того, как энергия достигнет достаточного уровня, начнется формирование сварочного шва. Поверхности (между листами, имеющие наибольшее сопротивление) нагреваются до температуры твердое тело – жидкость и образуют сварочную ванну расплавленного металла ( 36 ). Сварочное пятно, которое представляет собой так называемую зону термического влияния, охлаждается за счет теплового режима, при котором тепло передается пистолету, который охлаждается протекающей через него водой. Затем пистолет открывается, чтобы завершить процесс. Преимущества точечной сварки заключаются в том, что этот метод использует эффективную энергию, которая вырабатывается за счет электроэнергии, и генерирует большой ток через генератор. Этот метод требует меньше времени на нагрев материалов. Кроме того, со временем на смену материала этот метод требует меньше времени на выполнение заказа, чем другие методы, и обеспечивает высокую производительность.Кроме того, точечную сварку легко автоматизировать, поскольку она проста в конструкции и при этом не требует присадочных материалов.
Сварочное пятно, которое представляет собой так называемую зону термического влияния, охлаждается за счет теплового режима, при котором тепло передается пистолету, который охлаждается протекающей через него водой. Затем пистолет открывается, чтобы завершить процесс. Преимущества точечной сварки заключаются в том, что этот метод использует эффективную энергию, которая вырабатывается за счет электроэнергии, и генерирует большой ток через генератор. Этот метод требует меньше времени на нагрев материалов. Кроме того, со временем на смену материала этот метод требует меньше времени на выполнение заказа, чем другие методы, и обеспечивает высокую производительность.Кроме того, точечную сварку легко автоматизировать, поскольку она проста в конструкции и при этом не требует присадочных материалов.
Оборудование, обычно используемое для точечной сварки, можно разделить на два основных типа: сварочное оборудование и роботизированное оборудование. Сварочный робот доступен в различных размерах, которые классифицируются в зависимости от максимальной нагрузки, с которой робот может манипулировать, от того, насколько далеко робот может дотянуться для сварки, и количества осей, на которых робот может работать.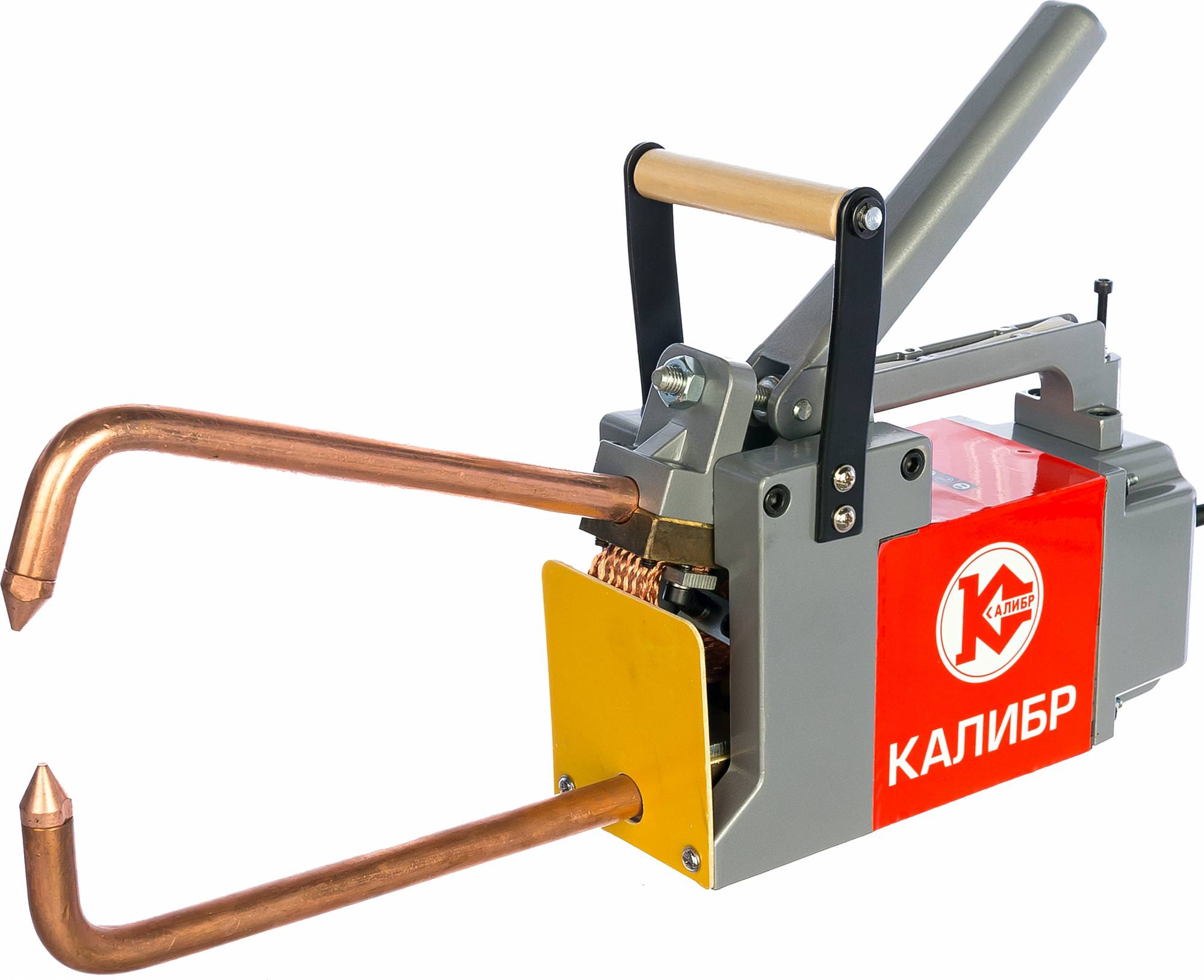 Сварочный пистолет прикреплен к рабочему органу робота.Он разработан с учетом процесса сборки, который бывает двух типов: C-типа, который будет дешевле, и X-типа. Эти пистолеты управляются с помощью пневматического привода, который обеспечивает равномерное усилие на электродах и гидравлическое срабатывание, что часто используется, когда требуется высокое давление в небольшом или ограниченном пространстве (Рисунок 7). Однако был изобретен новый сервопистолет, в котором серводвигатель управляет пистолетом ( 37 ). Этот пистолет имеет более точный контроль силы электродов по сравнению с пневматическим пистолетом ( 38 ).
Сварочный пистолет прикреплен к рабочему органу робота.Он разработан с учетом процесса сборки, который бывает двух типов: C-типа, который будет дешевле, и X-типа. Эти пистолеты управляются с помощью пневматического привода, который обеспечивает равномерное усилие на электродах и гидравлическое срабатывание, что часто используется, когда требуется высокое давление в небольшом или ограниченном пространстве (Рисунок 7). Однако был изобретен новый сервопистолет, в котором серводвигатель управляет пистолетом ( 37 ). Этот пистолет имеет более точный контроль силы электродов по сравнению с пневматическим пистолетом ( 38 ).
Рисунок 7. Сварочная горелка C-типа.
Воспроизведено Радхакришнаном В. М. Технология и дизайн сварки ; New Age: New Delhi, 2006. Обычно сварочный пистолет прикладывает соответствующее давление и ток к месту сварки. Это означает, что пистолет будет подвергаться воздействию тепла и давления, что вызовет деформацию сварочных электродов. Для заточки электрода используется автоматическое приспособление для заточки наконечников (рис. 8). Это необходимо из-за мягкого материала электрода, высокого сварочного тока и высокого давления.Повязка проводится после каждого рабочего цикла и занимает около 1–2 с. Важно поддерживать хорошую контактную поверхность электрода; он определяет качество сварки. Кроме того, поддержание правильной геометрии электродов может сократить время простоя производства и снизить затраты на коммунальные услуги. Одна из основных проблем, с которыми обычно сталкиваются в процессе сварки, — это положение кабелей и шлангов, которое ограничивает движение робота. Вертлюг используется для подачи сжатого воздуха, охлаждающей воды, тока и сигнала в один вращающийся блок.
Для заточки электрода используется автоматическое приспособление для заточки наконечников (рис. 8). Это необходимо из-за мягкого материала электрода, высокого сварочного тока и высокого давления.Повязка проводится после каждого рабочего цикла и занимает около 1–2 с. Важно поддерживать хорошую контактную поверхность электрода; он определяет качество сварки. Кроме того, поддержание правильной геометрии электродов может сократить время простоя производства и снизить затраты на коммунальные услуги. Одна из основных проблем, с которыми обычно сталкиваются в процессе сварки, — это положение кабелей и шлангов, которое ограничивает движение робота. Вертлюг используется для подачи сжатого воздуха, охлаждающей воды, тока и сигнала в один вращающийся блок.
Рисунок 8. Держатель наконечников.
Воспроизведено с сайта Timings, R. Производство и сварка; Newnes: Oxford, 2008. Вертлюг значительно повышает эффективность роботизированной сварки (рис. 9). Это позволяет максимально использовать доступ к участкам точечной сварки. Он устанавливается непосредственно на рабочий орган робота без шлангов и кабелей и обеспечивает высокое качество точечной сварки. Таймер точечной сварки используется для управления временем и током сварки, а также последовательностью и временем других частей сварочного цикла.
Он устанавливается непосредственно на рабочий орган робота без шлангов и кабелей и обеспечивает высокое качество точечной сварки. Таймер точечной сварки используется для управления временем и током сварки, а также последовательностью и временем других частей сварочного цикла.
Рисунок 9. Вертлюг.
Воспроизведено с сайта Timings, R. Производство и сварка; Newnes: Oxford, 2008. Как и другие методы сварки, этот метод сварки также имеет ряд параметров, которые необходимо учитывать в процессе сварки. Важно иметь оптимальный контроль параметров сварки, чтобы получить удовлетворительный результат формирования ядра, тем самым определяя уровень качества самой сварки. Параметры точечной сварки включают в себя электрическую силу, диаметр контактной поверхности электрода, время сжатия, время сварки, время выдержки и сварочный ток.Незначительная корректировка любого из параметров повлияет на все остальные параметры. Диаметр контактной поверхности электрода сильно зависит от силы электрода. Lai et al. ( 37 ) оценили диаметр поверхности электрода на основе серво пистолета. Сервопистолет имеет более точный контроль силы электрода. Он мягко касается листового металла, уменьшая удары и продлевая срок службы электрода. В ходе их исследования была получена математическая модель для оценки диаметра забоя.Он показывает, что увеличение сварочного тока и силы увеличивает скорость износа электрода, что приводит к уменьшению диаметра электрода ( 37 ). Поскольку электроды прикладывают силу к металлическим листам, электроды сжимаются. Интервал между начальным приложением силы и подаваемым током необходим для обеспечения того, чтобы сила достигла желаемого уровня до того, как сварочный ток достигнет перегрузки. Это предотвращает разбрызгивание, которое может привести к слипанию электрода и листов.
Lai et al. ( 37 ) оценили диаметр поверхности электрода на основе серво пистолета. Сервопистолет имеет более точный контроль силы электрода. Он мягко касается листового металла, уменьшая удары и продлевая срок службы электрода. В ходе их исследования была получена математическая модель для оценки диаметра забоя.Он показывает, что увеличение сварочного тока и силы увеличивает скорость износа электрода, что приводит к уменьшению диаметра электрода ( 37 ). Поскольку электроды прикладывают силу к металлическим листам, электроды сжимаются. Интервал между начальным приложением силы и подаваемым током необходим для обеспечения того, чтобы сила достигла желаемого уровня до того, как сварочный ток достигнет перегрузки. Это предотвращает разбрызгивание, которое может привести к слипанию электрода и листов.
Время сварки должно быть как можно короче. Это время, когда самородок формируется и увеличивается в размерах. Это может определить прочность сварного шва. Aslanlar et al. ( 39 ) наблюдал влияние времени сварки на прочность сварного соединения. Время сварки 12 и 15 периодов дает оптимальную прочность на разрыв при сварке 10 кА, а продолжительность сварки 10 периодов дает оптимальную прочность на отслаивание при сварочном токе 11 кА. Это потому, что самородку достаточно времени, чтобы вырасти до оптимального размера.Она должна составлять не менее 20% и не более 80% толщины листа.
( 39 ) наблюдал влияние времени сварки на прочность сварного соединения. Время сварки 12 и 15 периодов дает оптимальную прочность на разрыв при сварке 10 кА, а продолжительность сварки 10 периодов дает оптимальную прочность на отслаивание при сварочном токе 11 кА. Это потому, что самородку достаточно времени, чтобы вырасти до оптимального размера.Она должна составлять не менее 20% и не более 80% толщины листа.
Время выдержки — это время после процесса сварки, когда электроды все еще зажимают листы. Это охлаждает сварной шов и позволяет самородку затвердеть и соединить листы. Условие соответствует принципу теплопередачи. По мере того, как вода охлаждает электрод, тепло от точки сварки передается в холодную зону для достижения теплового эквивалента. Этот интервал не должен быть слишком большим, поскольку сварной шов может стать хрупким.Однако при использовании оцинкованной углеродистой стали рекомендуется более длительное время выдержки.
Еще одним параметром, который существенно влияет на сварку, является сварочный ток. Сварочный ток регулируется настройкой переключателя ответвлений трансформатора и величиной тока. Использование правильной величины тока также определяет прочность сварного шва. Aslanlar et al. ( 40 ) изучали влияние сварочного тока на прочность сварного соединения и обнаружили, что оптимальная прочность на сдвиг и отрыв достигаются при сварочном токе 10 и 11 кА соответственно.Сила тока должна быть как можно более низкой. Если ток достигнет величины перегрузки, произойдет разбрызгивание.
Сварочный ток регулируется настройкой переключателя ответвлений трансформатора и величиной тока. Использование правильной величины тока также определяет прочность сварного шва. Aslanlar et al. ( 40 ) изучали влияние сварочного тока на прочность сварного соединения и обнаружили, что оптимальная прочность на сдвиг и отрыв достигаются при сварочном токе 10 и 11 кА соответственно.Сила тока должна быть как можно более низкой. Если ток достигнет величины перегрузки, произойдет разбрызгивание.
Технологии могут быть дорогими, но они улучшают жизнь. Роботизированная точечная сварка не только увеличивает объем производства и сокращает время производственного цикла, но и улучшает качество продукта. Фактически, достигается лучшая стоимость производства по сравнению с ручной работой при мелкосерийном производстве ( 41 ). Обычно точечная сварка применяется в производстве никель-кадмиевых аккумуляторов, сварке металлических листов в автомобильной промышленности и даже в клиниках ортодонтов, которая используется для изменения размера металлических «молярных лент». ‘Поскольку его основная цель — соединение металлов, сварочный процесс в основном используется во всем мире при сборке. Это сложный процесс, который сложно параметризовать, а также эффективно контролировать и контролировать. Однако влияние на сустав до конца не изучено ( 4 ).
‘Поскольку его основная цель — соединение металлов, сварочный процесс в основном используется во всем мире при сборке. Это сложный процесс, который сложно параметризовать, а также эффективно контролировать и контролировать. Однако влияние на сустав до конца не изучено ( 4 ).
Основные области исследований — робототехника, сенсорная техника, системы управления и искусственный интеллект. Все это контролируется основным компонентом, называемым контроллером, который действует как «мозг» робота. Контроллер используется для программирования робота, дает команду роботу активировать датчики, перемещать и активировать сварочный пистолет для выполнения задания.Большинство ошибок при внедрении роботов связано с программным обеспечением, управляющим роботами. Многие исследователи изучают проблемы, связанные с четко определенными задачами, выполняемыми контроллером. Проблемы не только влияют на физическое движение робота, но также могут повлиять на качество самой сварки. Создан алгоритм, обеспечивающий пошаговый процесс, который используется для решения проблем. Ли и др. ( 42 ) обнаружили, что качество процесса точечной сварки сопротивлением низкое с высокой скоростью выталкивания.Он разработал нейро-нечеткий алгоритм, чтобы уменьшить процент ошибок образца и, следовательно, повысить качество сварки. Его исследование показало, что система нейро-нечеткого вывода является подходящей техникой для контроля качества процесса точечной сварки. Слишком большая продолжительность сварки и слишком большая сила тока снизят предел прочности на разрыв из-за слишком большого плавления. Одна из важнейших задач контроллера — контролировать параметры сварки и контролировать их, чтобы поддерживать постоянство величины параметра во время процесса сварки.Jou ( 43 ) исследовал влияние изменяемых параметров на выходной сигнал для различных сталей в автомобильной промышленности. Он обнаружил, что чрезвычайно высокий ток дает чрезмерный самородок и приводит к вытеснению расплавленного металла, что может вызвать непредсказуемые эффекты. Увеличение подачи тока также увеличит скорость джоулева нагрева.
Ли и др. ( 42 ) обнаружили, что качество процесса точечной сварки сопротивлением низкое с высокой скоростью выталкивания.Он разработал нейро-нечеткий алгоритм, чтобы уменьшить процент ошибок образца и, следовательно, повысить качество сварки. Его исследование показало, что система нейро-нечеткого вывода является подходящей техникой для контроля качества процесса точечной сварки. Слишком большая продолжительность сварки и слишком большая сила тока снизят предел прочности на разрыв из-за слишком большого плавления. Одна из важнейших задач контроллера — контролировать параметры сварки и контролировать их, чтобы поддерживать постоянство величины параметра во время процесса сварки.Jou ( 43 ) исследовал влияние изменяемых параметров на выходной сигнал для различных сталей в автомобильной промышленности. Он обнаружил, что чрезвычайно высокий ток дает чрезмерный самородок и приводит к вытеснению расплавленного металла, что может вызвать непредсказуемые эффекты. Увеличение подачи тока также увеличит скорость джоулева нагрева.
Другой подход, используемый для решения проблем, — использование искусственных нейронных сетей. Математическая модель используется для моделирования сложных отношений между входами и выходами или для поиска закономерностей в данных.Это было использовано Мартином и др. ( 44 ), чтобы объяснить систему нейронной сети, которая способна интерпретировать ультразвуковые осциллограммы, полученные методом эхо-импульсов. Он может классифицировать неиспользуемые входные векторы в обучении, поскольку 10 векторов компонентов используются для описания ультразвуковых осциллограмм. Чо ( 45 ) объясняет систему, которая способна оценивать качество точечной контактной сварки с использованием модели динамического сопротивления. Он обнаружил, что система Hopfield зарекомендовала себя как система оценки качества сварки с использованием метода распознавания образов.Эта система подходит для промышленной среды. Нейронная сеть дает наилучшие результаты при оценке прочности и диаметра самородка. Измерение необходимо проводить, когда скорость изменения тока равна нулю, чтобы избежать индуктивного шума.
Измерение необходимо проводить, когда скорость изменения тока равна нулю, чтобы избежать индуктивного шума.
Точечная сварка сопротивлением автомобильного алюминиевого сплава
Контактная точечная сварка (RSW), технология, которой уже не менее 100 лет, используется в автомобильной промышленности почти исключительно для соединения стальных листов без использования присадочного материала или флюса.В этом процессе используются профилированные электроды из медного сплава, обычно с водяным охлаждением, для приложения тепла и давления для пропускания электрического тока через уложенные друг на друга листы для плавления материала в самородок и, при отключенном токе, для приложения давления от электродов для плавления расплавленного металла. самородок, чтобы образовать сустав. Все это происходит в течение секунды или около того, в зависимости от состава и толщины листового металла. Сегодня роботизированные машины RSW работают на автомобильных заводах (рис. 1), чтобы соединять не только сталь со стальным листом, но также алюминий с алюминиевым листом и алюминий со стальным листом.
Не всегда было так просто завоевать популярность алюминиевого листа на начальных этапах роста производства алюминия в автомобильной промышленности, в основном из-за нерешенных проблем с RSW, одним из наиболее экономичных и производительных средств соединения листового металла для закрытия панелей и структуры unibody или тело в белом. Чтобы конкурировать со стальным листом в этих применениях, в идеале алюминиевый лист должен собираться на том же оборудовании, что и стальной лист.Высокая проводимость алюминия требовала в три раза большего электрического тока для соединения алюминиевого листа по сравнению со стальным листом, и срок службы электрода снизился при RSW алюминиевого листа. Кроме того, с учетом того, что сегодня промышленность делает упор на конструкции из нескольких материалов, то есть — правильный материал в правильной форме для правильного применения , соединение алюминия со сталью для снижения веса стало еще одним препятствием для алюминиевого листа.
В последние годы исследовательская работа поставщиков алюминиевых листов и автомобильных компаний позволила преодолеть многие из первоначальных проблем, связанных с RSW различных типов листов из алюминиевых сплавов, так что сегодня они используются в производстве различных автомобильных транспортных средств.Например, GM представила свою запатентованную конструкцию электрода с несколькими кольцами для использования в RSW закрывающих панелей на различных транспортных средствах, производимых крупными партиями. В последующем описании патентов видно, что GM продолжает изобретать новые конструкции электродов и методы для RSW комбинаций алюминиево-стальных листов. Точно так же другие автомобильные компании и поставщики разработали и изобрели новые готовые к производству решения для RSW компонентов из алюминия и стального листа для современных и будущих автомобилей из различных материалов.
— Джозеф К. Бенедик, редактор
US10766095 — СОПРЯЖЕНИЕ ЭЛЕКТРОДОВ ДЛЯ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ К СТАЛЬНЫМ ОБОРУДОВАНИЯМ — GM Global Technology Operations LLC (США) сварочные электроды, которые имеют сопрягаемые сварные поверхности, предназначенные для взаимодействия с внешними поверхностями сборки штабелированных деталей. Электрод, который входит в зацепление с комплектом сборки рядом с алюминиевой заготовкой, включает в себя центральную восходящую выпуклую поверхность, а электрод, который входит в зацепление с комплектом сборки рядом со стальной заготовкой, имеет кольцевую поверхность.Сопрягающиеся поверхности сварного шва первого и второго электродов для точечной сварки распределяют проходящий электрический ток вдоль расширяющегося в радиальном направлении наружу пути потока, чтобы обеспечить более равномерное распределение температуры по предполагаемой границе точечной сварки, а также могут создавать деформированную поверхность соединения внутри сформированного сварного шва. . Каждое из этих событий может положительно повлиять на прочность сварного соединения.
Электрод, который входит в зацепление с комплектом сборки рядом с алюминиевой заготовкой, включает в себя центральную восходящую выпуклую поверхность, а электрод, который входит в зацепление с комплектом сборки рядом со стальной заготовкой, имеет кольцевую поверхность.Сопрягающиеся поверхности сварного шва первого и второго электродов для точечной сварки распределяют проходящий электрический ток вдоль расширяющегося в радиальном направлении наружу пути потока, чтобы обеспечить более равномерное распределение температуры по предполагаемой границе точечной сварки, а также могут создавать деформированную поверхность соединения внутри сформированного сварного шва. . Каждое из этих событий может положительно повлиять на прочность сварного соединения.
US10751830 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ИСПОЛЬЗОВАНИЯ В СТЕКЛАХ ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ, ВКЛЮЧАЮЩИХ АЛЮМИНИЕВЫЕ И СТАЛЬНЫЕ РАБОЧИЕ ИЗДЕЛИЯ — GM Global Technology Operations LLC (США). заглушки, которые соединены вместе, чтобы совместно образовать внутреннюю полость. Кожух для сварки электрода и заглушка могут быть выполнены как единое целое или могут быть отдельными компонентами, соединенными вместе. Наличие внутренней полости, образованной кожухом для сварки электрода и заглушкой, снижает тепловую массу сварочного электрода и снижает скорость кондуктивной теплопередачи от поверхности шва к охлаждающей жидкости, что позволяет находиться в центре поверхности сварного шва. для сохранения тепла в течение более длительного времени после прекращения прохождения тока через сварочный электрод, тем самым положительно влияя на процесс точечной сварки для определенных типов штабелей заготовок, включая те, которые включают алюминиевую заготовку и перекрывающуюся смежную стальную заготовку.
Кожух для сварки электрода и заглушка могут быть выполнены как единое целое или могут быть отдельными компонентами, соединенными вместе. Наличие внутренней полости, образованной кожухом для сварки электрода и заглушкой, снижает тепловую массу сварочного электрода и снижает скорость кондуктивной теплопередачи от поверхности шва к охлаждающей жидкости, что позволяет находиться в центре поверхности сварного шва. для сохранения тепла в течение более длительного времени после прекращения прохождения тока через сварочный электрод, тем самым положительно влияя на процесс точечной сварки для определенных типов штабелей заготовок, включая те, которые включают алюминиевую заготовку и перекрывающуюся смежную стальную заготовку.
US10682723 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ЭЛЕКТРОДОМ С ВСТАВКОЙ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава и применяемый в ней сварочный электрод. На одном этапе метода обеспечивается штабелирование заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап метода заключается в контакте заготовки из алюминия или алюминиевого сплава с поверхностью сварного шва сварочного электрода.Сварочный электрод имеет корпус и вставку. Вставка состоит из материала, удельное электрическое сопротивление которого превышает удельное электрическое сопротивление материала корпуса. Поверхность сварного шва имеет первое сечение, определяемое поверхностью вставки, и второе сечение, определяемое поверхностью тела. Как первая, так и вторая секции контактируют поверхность-поверхность с заготовкой из алюминия или алюминиевого сплава при контактной точечной сварке.
На одном этапе метода обеспечивается штабелирование заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап метода заключается в контакте заготовки из алюминия или алюминиевого сплава с поверхностью сварного шва сварочного электрода.Сварочный электрод имеет корпус и вставку. Вставка состоит из материала, удельное электрическое сопротивление которого превышает удельное электрическое сопротивление материала корпуса. Поверхность сварного шва имеет первое сечение, определяемое поверхностью вставки, и второе сечение, определяемое поверхностью тела. Как первая, так и вторая секции контактируют поверхность-поверхность с заготовкой из алюминия или алюминиевого сплава при контактной точечной сварке.
US10675704 — ТОЧЕЧНАЯ СВАРКА Al-to-Al, Al-STEEL И СТАЛЬНАЯ СТАЛЬ С ПОМОЩЬЮ ПРЯМОГО СОПРОТИВЛЕНИЯ СО СВАРОЧНЫМ ЭЛЕКТРОДОМ, ИМЕЮЩИМ СТРУКТУРНЫЕ ХАРАКТЕРИСТИКИ, ВЫЗЫВАЮЩИЕ ОКСИДЫ — GM Global Technology Operations LLC (США) описывается наборов деталей для контактной точечной сварки различных комбинаций металлических деталей с помощью одного сварочного пистолета с использованием одного и того же набора сварочных электродов. В этом методе набор противоположных сварочных электродов, которые имеют оригинальную форму и структурные элементы, разрушающие оксид, используются для контактной точечной сварки, по крайней мере, двух из следующих типов штабелей заготовок в определенной последовательности: (1) стопка заготовок -уплотнение двух и более алюминиевых заготовок; (2) набор заготовок, который включает алюминиевую заготовку и прилегающую стальную заготовку; и (3) штабелирование двух или более стальных деталей. Последовательность точечной сварки требует завершения всех точечных сварных швов алюминия с алюминием и / или всех точечных сварных швов между сталью и сталью в последнюю очередь.
В этом методе набор противоположных сварочных электродов, которые имеют оригинальную форму и структурные элементы, разрушающие оксид, используются для контактной точечной сварки, по крайней мере, двух из следующих типов штабелей заготовок в определенной последовательности: (1) стопка заготовок -уплотнение двух и более алюминиевых заготовок; (2) набор заготовок, который включает алюминиевую заготовку и прилегающую стальную заготовку; и (3) штабелирование двух или более стальных деталей. Последовательность точечной сварки требует завершения всех точечных сварных швов алюминия с алюминием и / или всех точечных сварных швов между сталью и сталью в последнюю очередь.
US10668555 — СПОСОБ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ — Magna International Inc. (Канада) — Сварочный наконечник (20) для точечной сварки первой части (22), выполненной из проводящего металла, например алюминия, со второй частью (24), сформированной из алюминия или другого проводящего металла, например стали. Сварочный наконечник (20) включает выемку (30) на дальнем конце (38) и выпуклую контактную поверхность (28), проходящую радиально наружу и вверх от выемки (30) для зацепления с поверхностью первой части (22).Вращающийся сварочный наконечник (20) образует углубление (32) на поверхности первой части (22) во время процесса сварки. Паз (30) создает штифт (34) в центре углубления (32), который обеспечивает фиксированную ось вращения для вращающегося сварочного наконечника (20) и предотвращает перемещение сварочного наконечника (20) в радиальном направлении относительно фиксированного оси, тем самым улучшая качество окончательной точечной сварки (36) и сокращая время процесса.
Сварочный наконечник (20) включает выемку (30) на дальнем конце (38) и выпуклую контактную поверхность (28), проходящую радиально наружу и вверх от выемки (30) для зацепления с поверхностью первой части (22).Вращающийся сварочный наконечник (20) образует углубление (32) на поверхности первой части (22) во время процесса сварки. Паз (30) создает штифт (34) в центре углубления (32), который обеспечивает фиксированную ось вращения для вращающегося сварочного наконечника (20) и предотвращает перемещение сварочного наконечника (20) в радиальном направлении относительно фиксированного оси, тем самым улучшая качество окончательной точечной сварки (36) и сокращая время процесса.
US10625367 — СПОСОБ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ К СТАЛИ. диффузионное состояние находится на стыке стыка алюминиевой заготовки и смежной перекрывающейся стальной заготовки.Источник химически активного металла в диффундирующем состоянии может принимать различные формы, включая (1) композитный адгезивный слой, который включает реактивные частицы, диспергированные по всей структурной термореактивной адгезивной матрице, или (1) слой реактивного сплава, который противостоит и находится в непосредственной близости контакт с прилегающей поверхностью алюминиевой заготовки. После того, как источник реактивного материала в диффузионном состоянии находится на месте и собран пакет заготовок, электрический ток пропускается через штабель заготовок и между набором противоположных сварочных электродов в зоне сварного шва, чтобы в конечном итоге произвести сварку. сварной шов.
После того, как источник реактивного материала в диффузионном состоянии находится на месте и собран пакет заготовок, электрический ток пропускается через штабель заготовок и между набором противоположных сварочных электродов в зоне сварного шва, чтобы в конечном итоге произвести сварку. сварной шов.
US10500679 — ЭЛЕКТРОД ДЛЯ СОПРОТИВЛЕНИЯ СВАРКИ И СПОСОБ СОПРОТИВЛЕНИЯ СВАРКИ — GM Global Technology Operations LLC (США) — Раскрыт сварочный электрод с радиальными прорезями, который можно использовать вместе со вторым сварочным электродом для проведения контактной точечной сварки на заготовке. сборный узел, который включает стальную заготовку и перекрывающую смежную алюминиевую заготовку, особенно когда промежуточный слой органического материала расположен между стыковочными поверхностями стальной и алюминиевой заготовок.Сварочный электрод с радиальными прорезями включает сварочную поверхность, которая имеет центральное выступающее плато и выпуклую куполообразную часть, которая окружает центральное выступающее плато и которая включает в себя множество разнесенных по окружности трапециевидных участков сварочной поверхности, которые включают в себя выступающие поперечно выступающие дугообразные выступы. Вместе центральное выступающее плато и трапециевидные участки сварной поверхности выпуклой куполообразной части образуют кольцевой канал, который окружает центральное плато, и множество радиальных пазов, которые сообщаются с центральным каналом и проходят наружу от него.
Вместе центральное выступающее плато и трапециевидные участки сварной поверхности выпуклой куполообразной части образуют кольцевой канал, который окружает центральное плато, и множество радиальных пазов, которые сообщаются с центральным каналом и проходят наружу от него.
US10421148 — СВАРКА РАЗЛИЧНЫХ МЕТАЛЛИЧЕСКИХ ОБОРУДОВАНИЙ С НАРУЖНЫМ ТЕПЛОМ — GM Global Technology Operations LLC (США) — Раскрывается метод точечной контактной сварки штабелем заготовок, который включает алюминиевую заготовку и смежную перекрывающуюся стальную заготовку. В способе используется первый сварочный электрод, расположенный рядом с алюминиевой заготовкой, и второй сварочный электрод, расположенный рядом со стальной заготовкой, для осуществления процесса точечной сварки.Чтобы положительно повлиять на прочность окончательно сформированного сварного соединения, внешнее тепло может подводиться к первому сварочному электроду с помощью внешнего источника тепла, расположенного в отношении теплопередачи с первым сварочным электродом либо до, либо после, либо до или после после этого электрический ток пропускается между первым и вторым сварочными электродами для создания сварочной ванны расплавленного алюминия внутри алюминиевой заготовки.
US10384296 — ПРОЧНЫЙ СВАРОЧНЫЙ КРЕПЕЖ, УСТРОЙСТВО И СПОСОБЫ СОЕДИНЕНИЯ ПОДОБНЫХ И ДРУГИХ МАТЕРИАЛОВ — Arconic Inc.(США) — Устройство и способ крепления слоев из цветных сплавов, таких как алюминий, магний и медь, используют стальной крепежный элемент и машину для точечной сварки. Крепеж и металлы уложены друг на друга, и тепло от электрического тока сварщика смягчает алюминий с более низкой температурой плавления, позволяя крепежу проникать в алюминий. Зона сварки между крепежным элементом и различными слоями создает внутренний сварной шов. Крепежный элемент имеет шероховатый стержень, покрытый расплавленной зоной сварного шва, и его трудно вынуть при затвердевании.Слои из непроводящих материалов, таких как пластмассы и керамика, также могут быть прикреплены к проводящему слою с помощью застежки, изготовленной из совместимого материала, которая проходит через пилотное отверстие и приваривается к проводящему слою или проникает через него. Крепеж может иметь выступы, которые изначально уменьшают площадь контакта со стопкой.
Крепеж может иметь выступы, которые изначально уменьшают площадь контакта со стопкой.
US10335892 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ПРИВЛЕКАТЕЛЬНОГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВИДА — GM Global Technology Operations LLC (США) — Раскрыт сварочный электрод для использования при контактной точечной сварке сборки вышележащих металлических заготовок, которая включает заготовку из алюминиевого сплава.Сварочный электрод включает корпус, выпуклую поверхность сварного шва на одном конце корпуса и кольцевые выступы, которые выступают наружу от выпуклой поверхности сварного шва. Кольцевые выступы расположены так, чтобы контактировать с поверхностью заготовки из алюминиевого сплава и вдаваться в нее, когда выпуклая поверхность сварного шва прижимается к заготовке из алюминиевого сплава во время точечной сварки. При контакте с поверхностью заготовки из алюминиевого сплава кольцевые выступы разрушают оксидную пленку, присутствующую на поверхности заготовки из алюминиевого сплава, что улучшает процесс точечной сварки.
US10335891 — КОНСТРУКЦИЯ СВАРОЧНОЙ ЛИЦЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ — GM Global Technology Operations LLC (США) — Сварочный электрод для использования в контакте с заготовкой из алюминиевого сплава во время процесса точечной сварки имеет поверхность сварного шва, которая включает в себя базовую поверхность и множество круглые выступы, выступающие наружу от базовой поверхности. Круглые выступы притуплены, и их присутствие на поверхности сварного шва дает первому сварочному электроду несколько полезных возможностей, включая способность устанавливать лучший механический и электрический контакт с заготовкой из алюминиевого сплава.Поверхность сварного шва имеет куполообразную форму и, кроме того, включает в себя множество круглых выступов, которые выступают наружу от базовой поверхности поверхности сварного шва. Притупленные выступы вызывают поперечное растяжение и разрушение оксидного слоя, присутствующего на поверхности заготовки из алюминиевого сплава, при контакте с этой поверхностью во время точечной сварки. На поверхности сварного шва может присутствовать от двух до десяти круглых выступов, выступающих наружу, и, предпочтительно, это количество составляет от трех до пяти.Базовая поверхность поверхности сварного шва предпочтительно включает в себя по меньшей мере одну плоскую поверхность, которая может быть расположена внутри самого внутреннего кругового гребня или между любой парой смежных круглых выступов.
На поверхности сварного шва может присутствовать от двух до десяти круглых выступов, выступающих наружу, и, предпочтительно, это количество составляет от трех до пяти.Базовая поверхность поверхности сварного шва предпочтительно включает в себя по меньшей мере одну плоскую поверхность, которая может быть расположена внутри самого внутреннего кругового гребня или между любой парой смежных круглых выступов.
US10293428 — КРЕПЕЖ, УСТРОЙСТВО И СПОСОБЫ СВАРКИ — Arconic Inc. (США) — Устройство и способ крепления разнородных металлов, таких как сталь и алюминий, используют стальную заклепку и машину для точечной сварки. Заклепка и металлы уложены друг на друга, и тепло от электрического тока сварщика смягчает алюминий с более низкой температурой плавления, позволяя заклепке проникать в алюминий и привариваться к стальному слою.Крепежная деталь может использоваться для соединения стопок с несколькими слоями из разных материалов и может использоваться для прикрепления резьбового гнезда или шпильки, сделанной из стали или титана, к конструкции из алюминия или магниевого сплава. Слои из непроводящих материалов, таких как пластик и керамика, также могут быть прикреплены к проводящему слою с помощью застежки, изготовленной из совместимого материала, которая проходит через пилотное отверстие.
Слои из непроводящих материалов, таких как пластик и керамика, также могут быть прикреплены к проводящему слою с помощью застежки, изготовленной из совместимого материала, которая проходит через пилотное отверстие.
US10252369 — ОХЛАЖДЕНИЕ ДЛЯ КОНТРОЛЯ ТЕПЛОВЫХ НАПРЯЖЕНИЙ И ОТВЕРЖДЕНИЯ ДЛЯ СВАРКИ ДИНАМИЧЕСКИХ МАТЕРИАЛОВ — GM Global Technology Operations LLC (США) — Стопка заготовок, включающая как минимум стальную заготовку и заготовку на основе алюминия, может быть сварена контактной точечной сваркой методом точечной сварки, при котором сварочный ток регулируется для выполнения одной или нескольких стадий развития сварного соединения.Когда требуется прекратить прохождение сварочного тока и затвердеть жидкую сварочную ванну в сварной шов (в основном из состава на основе алюминия), к внешней поверхности заготовки на основе алюминия вокруг области контакта пятна применяется дополнительное охлаждение. сварочный электрод входит в контакт с поверхностью заготовки на основе алюминия.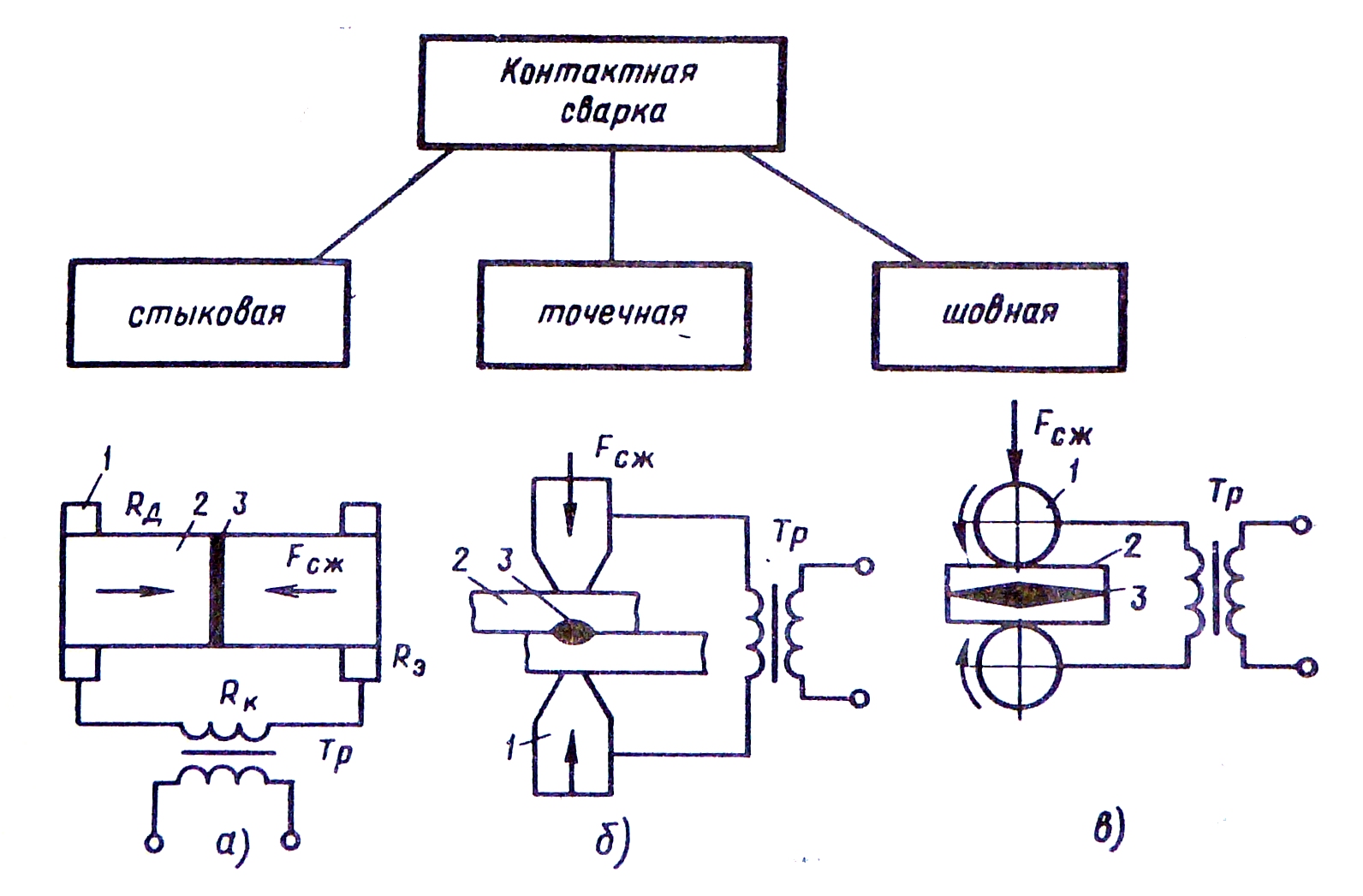 Дополнительное охлаждение применяется и регулируется таким образом, чтобы увеличить скорость затвердевания жидкого материала на основе алюминия и контролировать направление затвердевания сварочного шва, чтобы лучше удерживать примеси и тому подобное, первоначально находящиеся в расплаве, на поверхности. стальной заготовки.
Дополнительное охлаждение применяется и регулируется таким образом, чтобы увеличить скорость затвердевания жидкого материала на основе алюминия и контролировать направление затвердевания сварочного шва, чтобы лучше удерживать примеси и тому подобное, первоначально находящиеся в расплаве, на поверхности. стальной заготовки.
US10245675 — МНОГОЭТАПНЫЙ СПОСОБ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ ДЛЯ УПАКОВКИ РАБОЧИХ ДЕТАЛЕЙ С СМЕЖНЫМИ СТАЛЬНЫМИ И АЛЮМИНИЕВЫМИ ЗАГОТОВКАМИ — GM Global Technology Operations LLC (США) алюминиевую деталь можно сваривать точечной контактной сваркой многоступенчатым методом точечной сварки. Метод многоступенчатой точечной сварки предполагает первоначальное формирование сварного шва между стальной и алюминиевой заготовками.Сварное соединение проходит в алюминиевую заготовку от стыка двух заготовок и включает зону стыка межфазного сварного шва, прилегающую к стыковой поверхности стальной заготовки и соединенную с ней. После того, как сварное соединение изначально сформировано, многоступенчатый метод точечной сварки требует повторного плавления и повторного затвердевания, по крайней мере, части сварного соединения, которая включает в себя часть или всю площадь соединения межфазного сварного шва. По крайней мере, часть полученного улучшенного сварного шва может быть затем подвергнута такой же практике переплавки и повторного затвердевания, если это желательно.Могут быть выполнены многочисленные дополнительные практики переплавки и повторного затвердевания.
По крайней мере, часть полученного улучшенного сварного шва может быть затем подвергнута такой же практике переплавки и повторного затвердевания, если это желательно.Могут быть выполнены многочисленные дополнительные практики переплавки и повторного затвердевания.
US10166627 — ПРОЦЕСС СВАРКИ АЛЮМИНИЕВОГО СПЛАВА К СТАЛИ — GM Global Technology Operations LLC (США). обеспечить интерфейс обмена. Пара противоположных сварочных электродов прижимается к противоположным сторонам набора заготовок, при этом один сварочный электрод контактирует с заготовкой из алюминиевого сплава, а другой сварочный электрод контактирует со стальной заготовкой.Сварочные электроды сконструированы таким образом, что, когда электрический ток проходит между электродами и через штабель заготовок, электрический ток имеет большую плотность тока в стальной заготовке, чем в заготовке из алюминиевого сплава, чтобы таким образом концентрировать тепло в меньшей зона в стальной заготовке. Считается, что концентрация тепла в меньшей зоне стальной заготовки желаемым образом изменяет характеристики затвердевания полученной сварочной ванны из расплавленного алюминиевого сплава.
Считается, что концентрация тепла в меньшей зоне стальной заготовки желаемым образом изменяет характеристики затвердевания полученной сварочной ванны из расплавленного алюминиевого сплава.
US10058949 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ВСТАВОЧНОЙ КРЫШКИ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава включает вместе несколько этапов. Один из этапов заключается в установке крышки между заготовкой из алюминия или алюминиевого сплава и соседним сварочным электродом. На другом этапе соседний сварочный электрод прижимается к крышке, а другой противоположный сварочный электрод прижимается к стальной заготовке в месте сварки.На еще одном этапе электрический ток пропускается между сварочными электродами, проходит через крышку и проходит через заготовки, чтобы инициировать и увеличивать расплавленную сварочную ванну внутри заготовки из алюминия или алюминиевого сплава. Крышка предпочтительно изготовлена из металла, имеющего большее удельное электрическое сопротивление, чем у сварочного электрода, который контактирует с алюминиевой заготовкой, и предпочтительно имеет удельное электрическое сопротивление больше, чем у самой алюминиевой заготовки. Примеры металлических материалов, которые имеют большее удельное электрическое сопротивление, чем алюминиевая заготовка, включают нержавеющую сталь, молибден или сплав на основе молибдена, ниобий или сплав на основе ниобия, или сплавы на основе вольфрама или вольфрама, такие как сплав вольфрам-медь.
Крышка предпочтительно изготовлена из металла, имеющего большее удельное электрическое сопротивление, чем у сварочного электрода, который контактирует с алюминиевой заготовкой, и предпочтительно имеет удельное электрическое сопротивление больше, чем у самой алюминиевой заготовки. Примеры металлических материалов, которые имеют большее удельное электрическое сопротивление, чем алюминиевая заготовка, включают нержавеющую сталь, молибден или сплав на основе молибдена, ниобий или сплав на основе ниобия, или сплавы на основе вольфрама или вольфрама, такие как сплав вольфрам-медь.
US10052710 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОДНОЙ СВАРНОЙ КРЫШКИ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава («алюминий») вместе включает несколько шагов. Один из этапов заключается в обеспечении штабелирования стальной и алюминиевой заготовок. Другой шаг заключается в прикреплении крышки к поверхности сварного шва сварочного электрода.Крышка изготовлена из металлического материала с удельным электрическим сопротивлением, превышающим удельное электрическое сопротивление материала сварочного электрода. Еще один этап заключается в выполнении нескольких отдельных точечных сварных швов сопротивления штабелированию заготовок. Крышка упирается в алюминиевую заготовку во время выполнения отдельных точечных сварных швов. И еще один шаг включает снятие крышки со сварочного электрода после выполнения отдельных точечных сварных швов. Повышенное тепло, связанное с крышкой, лучше уравновешивает тепло, выделяемое между стальной и алюминиевой заготовками, и, как было обнаружено, изменяет поведение затвердевания сварного соединения, произведенного в алюминиевой заготовке, таким образом, что предотвращает нежелательное накопление дефектов внутри и вдоль Файловый интерфейс стека.Это также может помочь уменьшить нагрев стальной заготовки, что, в свою очередь, уменьшает рост хрупких интерметаллических слоев Fe-Al на стыковой поверхности.
Другой шаг заключается в прикреплении крышки к поверхности сварного шва сварочного электрода.Крышка изготовлена из металлического материала с удельным электрическим сопротивлением, превышающим удельное электрическое сопротивление материала сварочного электрода. Еще один этап заключается в выполнении нескольких отдельных точечных сварных швов сопротивления штабелированию заготовок. Крышка упирается в алюминиевую заготовку во время выполнения отдельных точечных сварных швов. И еще один шаг включает снятие крышки со сварочного электрода после выполнения отдельных точечных сварных швов. Повышенное тепло, связанное с крышкой, лучше уравновешивает тепло, выделяемое между стальной и алюминиевой заготовками, и, как было обнаружено, изменяет поведение затвердевания сварного соединения, произведенного в алюминиевой заготовке, таким образом, что предотвращает нежелательное накопление дефектов внутри и вдоль Файловый интерфейс стека.Это также может помочь уменьшить нагрев стальной заготовки, что, в свою очередь, уменьшает рост хрупких интерметаллических слоев Fe-Al на стыковой поверхности. Таким образом, общая прочность и целостность сварного шва между деталями могут быть улучшены за счет использования крышки. А поскольку крышку можно снять, этот же сварочный электрод можно использовать для точечной сварки штабелей деталей, в том числе деталей из алюминия и стали и деталей из стали. Возможность сделать это значительно увеличивает гибкость производства и снижает затраты.Также раскрыта установка для точечной сварки, которая может выполнять вышеуказанное.
Таким образом, общая прочность и целостность сварного шва между деталями могут быть улучшены за счет использования крышки. А поскольку крышку можно снять, этот же сварочный электрод можно использовать для точечной сварки штабелей деталей, в том числе деталей из алюминия и стали и деталей из стали. Возможность сделать это значительно увеличивает гибкость производства и снижает затраты.Также раскрыта установка для точечной сварки, которая может выполнять вышеуказанное.
US10010966 — ЭЛЕКТРОД ДЛЯ ТОЧЕЧНОЙ СВАРКИ РАЗЛИЧНЫХ МЕТАЛЛОВ — GM Global Technology Operations LLC (США) — Метод точечной сварки штабелированных заготовок, включающих стальную заготовку и заготовку из алюминиевого сплава, включает пропускание электрического тока через детали и между сварочными электродами, которые сконструированы так, чтобы влиять на плотность электрического тока.В частности, сварочные электроды сконструированы так, чтобы обеспечивать большую плотность электрического тока в стальной заготовке, чем в заготовке из алюминиевого сплава. Эта разница в плотностях тока может быть достигнута путем пропускания, по крайней мере, первоначально, электрического тока между поверхностью сварного шва сварочного электрода, контактирующей со стальной заготовкой, и областью периметра поверхности сварного шва сварочного электрода, контактирующей с алюминиевым сплавом. заготовка. Для достижения такого эффекта можно использовать различные конструкции сварочных электродов из стали и алюминиевых сплавов.Например, в одном варианте осуществления область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может быть кольцевой базовой поверхностью по периметру, которая окружает и ограничивает углубление. В качестве другого примера, область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может быть кольцевидным выступом, который поднимается вверх от базовой поверхности поверхности сварного шва, чтобы определить углубление на ее внутренней стороне.
Эта разница в плотностях тока может быть достигнута путем пропускания, по крайней мере, первоначально, электрического тока между поверхностью сварного шва сварочного электрода, контактирующей со стальной заготовкой, и областью периметра поверхности сварного шва сварочного электрода, контактирующей с алюминиевым сплавом. заготовка. Для достижения такого эффекта можно использовать различные конструкции сварочных электродов из стали и алюминиевых сплавов.Например, в одном варианте осуществления область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может быть кольцевой базовой поверхностью по периметру, которая окружает и ограничивает углубление. В качестве другого примера, область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может быть кольцевидным выступом, который поднимается вверх от базовой поверхности поверхности сварного шва, чтобы определить углубление на ее внутренней стороне.
US9999939 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ЭЛЕКТРОДОМ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава включает вместе несколько этапов. За один шаг выполняется наложение заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, который прилегает к алюминиевой заготовке, и обеспечение второго сварочного электрода, который прилегает к стальной заготовке. Первый сварочный электрод имеет корпус электрода и вставку, которая предназначена для ограничения или устранения теплового потока в корпусе электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами пакета заготовок и точечную сварку пакета сопротивлением.Вставка предназначена для ограничения или устранения теплового потока в корпус электрода. Это достигается за счет наличия, по крайней мере, периферийной части, смежной с окружающим телом электрода, которая демонстрирует электрическую проводимость, которая меньше или равна приблизительно 20% от электрической проводимости коммерчески чистой отожженной меди по шкале IACS, определяемой как термическим проводимость, которая меньше или равна примерно 20% теплопроводности технически чистой отожженной меди.
За один шаг выполняется наложение заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, который прилегает к алюминиевой заготовке, и обеспечение второго сварочного электрода, который прилегает к стальной заготовке. Первый сварочный электрод имеет корпус электрода и вставку, которая предназначена для ограничения или устранения теплового потока в корпусе электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами пакета заготовок и точечную сварку пакета сопротивлением.Вставка предназначена для ограничения или устранения теплового потока в корпус электрода. Это достигается за счет наличия, по крайней мере, периферийной части, смежной с окружающим телом электрода, которая демонстрирует электрическую проводимость, которая меньше или равна приблизительно 20% от электрической проводимости коммерчески чистой отожженной меди по шкале IACS, определяемой как термическим проводимость, которая меньше или равна примерно 20% теплопроводности технически чистой отожженной меди.
US9999938 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ЭЛЕКТРОДНОЙ ВСТАВКОЙ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава включает вместе несколько этапов. За один шаг выполняется наложение заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, который прилегает к алюминиевой заготовке, и обеспечение второго сварочного электрода, который прилегает к стальной заготовке.Первый сварочный электрод имеет корпус электрода и вставку, которая предназначена для ограничения или устранения теплового потока в корпусе электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами пакета заготовок и точечную сварку пакета сопротивлением. В одном конкретном варианте осуществления кожух может состоять из материала, такого как тефлон (ПТФЭ) или высокотемпературного эпоксидного клея, а внутренняя деталь может состоять из тугоплавкого металла, такого как молибден, молибденовый сплав, вольфрам или вольфрамовый сплав.
US9987705 — ТОЧЕЧНАЯ СВАРКА СТАЛИ К АЛЮМИНИЮ С ПРЕДВАРИТЕЛЬНЫМ ПОКРЫТИЕМ — GM Global Technology Operations LLC (США) — Точечная контактная сварка стальной заготовки с алюминием или заготовкой из алюминиевого сплава может быть облегчена путем замены тугоплавкого оксида алюминия. слой (и) на основе, по крайней мере, прилегающей поверхности заготовки из алюминия или алюминиевого сплава с защитным покрытием, которое в большей степени подходит для процесса точечной сварки. Защитное покрытие может представлять собой металлическое покрытие или конверсионное покрытие из оксида металла.В предпочтительном варианте защитное покрытие представляет собой покрытие из цинка, олова или оксида титана, циркония, хрома или кремния. Во время протекания тока защитное покрытие на стыковой поверхности алюминиевой заготовки плавится или разрушается, позволяя сварочной ванне расплавленного алюминиевого сплава непосредственно контактировать со сталью в месте сварки. После прекращения подачи сварочного тока образуется сварное соединение, которое металлургическим способом соединяет стальную заготовку и алюминиевую заготовку вместе для поддержания качественной прочности сварного шва между двумя заготовками.
После прекращения подачи сварочного тока образуется сварное соединение, которое металлургическим способом соединяет стальную заготовку и алюминиевую заготовку вместе для поддержания качественной прочности сварного шва между двумя заготовками.
US9925617 — ЭЛЕКТРОД ДЛЯ ТОЧЕЧНОЙ СВАРКИ — GM Global Technology Operations LLC (США) — Электроды для точечной сварки с обычно куполообразными сварочными поверхностями имеют поверхностные элементы для сварки как узлов из листов из алюминиевого сплава, так и узлов из стальных листов. На центральной оси купола образовано приподнятое круглое плато, и в одном варианте осуществления соответствующее количество круглых выпуклостей сформировано на концентрических расстояниях от прилегающей окружности плато к круговой кромке сварочной поверхности.При сварке стальных деталей плато в основном служит элементом зацепления электрода. И плато, и концентрические выступы используются для проникновения через легкие металлические поверхности для подходящего прохождения тока.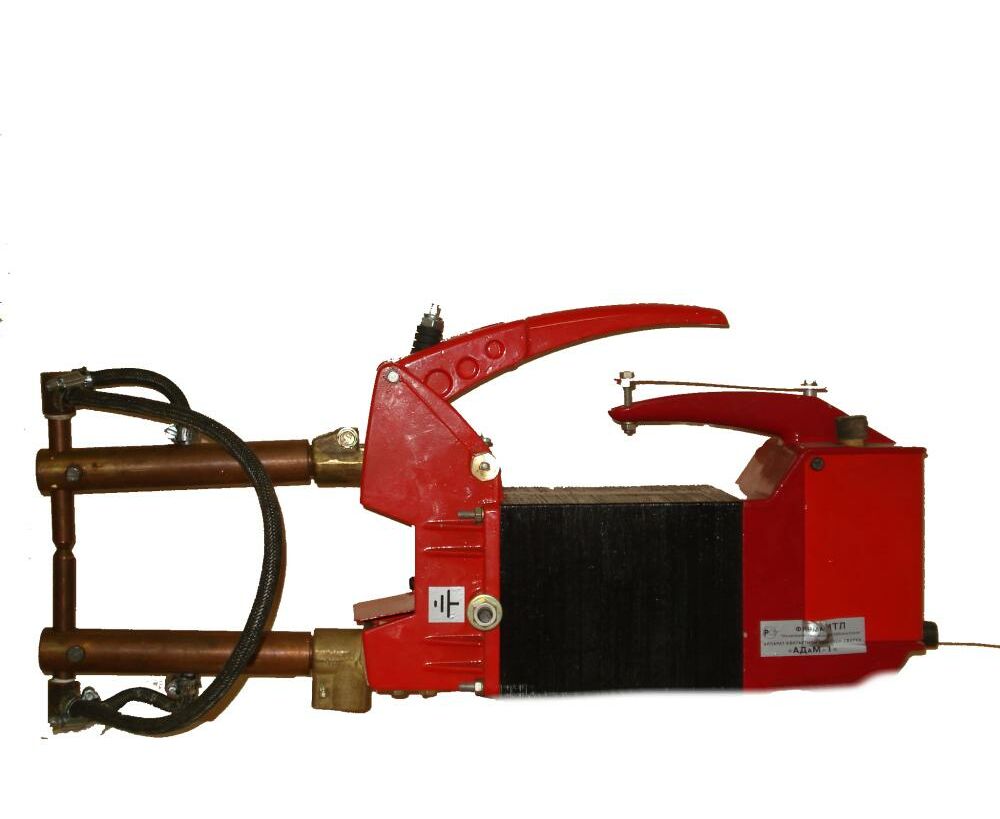 В другом варианте выполнения куполообразная поверхность имеет концентрические террасы для взаимодействия с деталями. Сварочные электроды по настоящему изобретению обычно изготавливаются из сплавов на основе меди с подходящей электропроводностью и прочностью, чтобы противостоять приложению сварочного усилия при прижатии к внешним противоположным поверхностям собранных листов или других деталей, форма которых предназначена для сварки.
В другом варианте выполнения куполообразная поверхность имеет концентрические террасы для взаимодействия с деталями. Сварочные электроды по настоящему изобретению обычно изготавливаются из сплавов на основе меди с подходящей электропроводностью и прочностью, чтобы противостоять приложению сварочного усилия при прижатии к внешним противоположным поверхностям собранных листов или других деталей, форма которых предназначена для сварки.
US9839971 — СОПРОТИВЛЕНИЕ ТОЧЕЧНОЙ СВАРКИ СТАЛЬНЫХ И АЛЮМИНИЕВЫХ ОБОРУДОВАНИЙ С ГОРЯЧИМ СВАРОЧНЫМ ЭЛЕКТРОДОМ НА АЛЮМИНИЕВЫХ ИЗДЕЛИЯХ — GM Global Technology Operations LLC (США) набор, который включает стальную заготовку и алюминиевую заготовку и предварительный нагрев сварочного электрода, который должен контактировать с заготовкой из алюминия или алюминиевого сплава.Кроме того, способ включает прижатие предварительно нагретого сварочного электрода и другого сварочного электрода к противоположным сторонам стопки заготовок, при этом предварительно нагретый сварочный электрод упирается в заготовку из алюминия или алюминиевого сплава и пропускание электрического тока между двумя сварочными электродами в месте сварки. для инициирования и роста расплавленной сварочной ванны в заготовке из алюминия или алюминиевого сплава. Предварительный нагрев сварочного электрода, который в конечном итоге упирается в алюминиевую заготовку, дает больше тепла алюминиевой заготовке, чем в противном случае при контактной точечной сварке штабелированных заготовок.Таким образом, общая прочность и целостность сварного соединения, установленного между деталями, могут быть улучшены за счет использования раскрытого способа.
для инициирования и роста расплавленной сварочной ванны в заготовке из алюминия или алюминиевого сплава. Предварительный нагрев сварочного электрода, который в конечном итоге упирается в алюминиевую заготовку, дает больше тепла алюминиевой заготовке, чем в противном случае при контактной точечной сварке штабелированных заготовок.Таким образом, общая прочность и целостность сварного соединения, установленного между деталями, могут быть улучшены за счет использования раскрытого способа.
US9682439 — СВАРОЧНЫЙ ЭЛЕКТРОД С КОНТУРНОЙ ЛИЦЕЙ — GM Global Technology Operations LLC (США) — Сварочный электрод для контактной точечной сварки включает сварную поверхность, состоящую из колец с выступами, которые выступают наружу от базовой поверхности поверхности сварного шва. Кольца выступов располагаются на поверхности сварного шва для контакта и вдавливания в поверхность заготовки из листового металла во время контактной точечной сварки.Если сварочный электрод используется во время контактной точечной сварки деталей из легких металлических сплавов, например из алюминиевого сплава или магниевого сплава, кольца гребней на поверхности шва могут способствовать улучшению характеристик сварки. Конструкция концентрического кругового гребня или канавки для крышки электрода не только обеспечивает улучшенные сварочные характеристики электрода, но также представляет собой текстурированный узор, который можно очень быстро восстановить на лицевой стороне электрода, когда она переодевается для продолжения сварочных операций.
Конструкция концентрического кругового гребня или канавки для крышки электрода не только обеспечивает улучшенные сварочные характеристики электрода, но также представляет собой текстурированный узор, который можно очень быстро восстановить на лицевой стороне электрода, когда она переодевается для продолжения сварочных операций.
US9505079 — ПЕРВИЧНЫЙ КАБЕЛЬ ДЛЯ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ ДЛЯ АЛЮМИНИЯ ВЫСОКОЙ МОЩНОСТИ — Ford Global Technologies, LLC (США). трансформатор и трансформатор, который регулирует напряжение на трансформаторе, имеющем первичное входное напряжение и вторичное выходное напряжение. Высоковольтный первичный проводник с жидкостным охлаждением электрически соединяет устройство управления сваркой с первичным входом трансформатора, а вторичный низковольтный проводник электрически соединяет вторичный вывод трансформатора со сварочным пистолетом для подачи питания на противоположные электроды.Первичный кабель для точечной сварки алюминия с высокой пропускной способностью, соответствующий настоящему изобретению, в частности, преодолевает недостатки альтернативных систем за счет улучшения радиуса изгиба первичного проводника по крайней мере на 300%, снижения затрат на 60%, увеличения допустимой нагрузки проводника в три раза при фиксированной расчетной массе на фут. , что снижает требования к упаковке для роботов и использует воду, уже использованную для охлаждения сварочного пистолета, также для охлаждения первичных проводов в упаковке для переодевания, устраняя избыточные шланги водяного охлаждения.
, что снижает требования к упаковке для роботов и использует воду, уже использованную для охлаждения сварочного пистолета, также для охлаждения первичных проводов в упаковке для переодевания, устраняя избыточные шланги водяного охлаждения.
US9440305 — СПОСОБ ДОПОЛНИТЕЛЬНОЙ ТОЧЕЧНОЙ СВАРКИ СВАРОЧНЫХ СВАРОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки деталей из алюминиевого сплава включает несколько этапов. За один шаг предоставляется сварочный электрод. Сварочный электрод имеет сварную поверхность. На другом этапе сварной поверхности сварочного электрода придают форму желаемого радиуса кривизны. Затем профилированная поверхность сварного шва текстурируется до требуемой шероховатости поверхности, и выполняется контактная точечная сварка с использованием сварочного электрода на заготовках из алюминиевого сплава.На еще одном этапе поверхность сварного шва обрабатывается до степени, достаточной для удаления накопления загрязнения, которое могло накопиться на поверхности шва от деталей из алюминиевого сплава. Способ поддержания сварочного электрода во время его использования при контактной точечной сварке деталей из алюминиевого сплава может включать несколько этапов. За один этап сварочная поверхность сварочного электрода текстурируется, чтобы получить желаемую шероховатость поверхности. На другом этапе поверхность сварного шва снова текстурируется, чтобы иметь желаемую шероховатость поверхности после того, как выполнено первое количество отдельных точечных сварных швов сопротивлением.И на еще одном этапе поверхность сварного шва обрабатывается для удаления материала сварочного электрода на желаемую глубину после выполнения второго количества отдельных точечных сварных швов сопротивлением. Второе количество отдельных контактных точечных сварных швов больше, чем первое количество отдельных контактных точечных сварных швов. На другом этапе обработанная поверхность сварного шва текстурируется до желаемой шероховатости.
Способ поддержания сварочного электрода во время его использования при контактной точечной сварке деталей из алюминиевого сплава может включать несколько этапов. За один этап сварочная поверхность сварочного электрода текстурируется, чтобы получить желаемую шероховатость поверхности. На другом этапе поверхность сварного шва снова текстурируется, чтобы иметь желаемую шероховатость поверхности после того, как выполнено первое количество отдельных точечных сварных швов сопротивлением.И на еще одном этапе поверхность сварного шва обрабатывается для удаления материала сварочного электрода на желаемую глубину после выполнения второго количества отдельных точечных сварных швов сопротивлением. Второе количество отдельных контактных точечных сварных швов больше, чем первое количество отдельных контактных точечных сварных швов. На другом этапе обработанная поверхность сварного шва текстурируется до желаемой шероховатости.
US9314878 — ОЦЕНКА КАЧЕСТВА ЗАЩИТНОЙ АЛЮМИНИЕВОЙ СВАРКИ — Ford Global Technologies, LLC (США) — Система точечной сварки алюминия включает сварочный аппарат, сконфигурированный для сварки заготовки с помощью алюминиевого самородка, и измерительное устройство, сконфигурированное для измерения характеристики по крайней мере, один из алюминиевого самородка и процесса сварки. Система дополнительно включает в себя устройство обработки, сконфигурированное для вывода сигнала качества сварки, представляющего качество сварного шва алюминия, по меньшей мере частично на основании измеренного атрибута. Способ включает в себя измерение атрибута по меньшей мере одного из алюминиевого самородка, образующего соединение заготовки и процесса сварки, определение качества алюминиевого сварного шва, по меньшей мере частично, на основе измеренного атрибута и вывод сигнала качества сварки, представляющего определенное качество.
Система дополнительно включает в себя устройство обработки, сконфигурированное для вывода сигнала качества сварки, представляющего качество сварного шва алюминия, по меньшей мере частично на основании измеренного атрибута. Способ включает в себя измерение атрибута по меньшей мере одного из алюминиевого самородка, образующего соединение заготовки и процесса сварки, определение качества алюминиевого сварного шва, по меньшей мере частично, на основе измеренного атрибута и вывод сигнала качества сварки, представляющего определенное качество.
US8927894 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ПРИВЛЕКАТЕЛЬНОГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВИДА — GM Global Technology Operations LLC (США) — Сварные поверхности электродов для контактной точечной сварки сформированы с подходящей площадью выступов и / или выступов.Размер, форма и высота или глубина выступов или выступов определяются для образования подходящих точечных сварных швов внутри и между металлическими деталями, такими как алюминиевые или стальные панели для кузовов транспортных средств. Выступы или выступы также задуманы и используются для формирования изображения, по меньшей мере, на видимой поверхности сварного изделия, чтобы создать привлекательный внешний вид на поверхности сварного листа. При каждой сварке поверхность электрода имеет размер и форму для образования хорошего сварного шва на межфазных поверхностях контактирующих поверхностей листов, т.е.е., файтинг интерфейс. А поверхности электродов имеют такую форму, чтобы оставлять соответствующий узор из выступов и / или выступов на свариваемой поверхности, которые предназначены для того, чтобы предположить наблюдателю, что изображение на поверхности указывает на то, что сформирован заранее определенный и подходящий сварной шов высокого качества. Для создания наблюдаемого элемента на свариваемой поверхности (ах) предпочтительно, чтобы выступы или выступы на поверхностях электродов имели минимальную высоту / глубину около десяти микрон.
Выступы или выступы также задуманы и используются для формирования изображения, по меньшей мере, на видимой поверхности сварного изделия, чтобы создать привлекательный внешний вид на поверхности сварного листа. При каждой сварке поверхность электрода имеет размер и форму для образования хорошего сварного шва на межфазных поверхностях контактирующих поверхностей листов, т.е.е., файтинг интерфейс. А поверхности электродов имеют такую форму, чтобы оставлять соответствующий узор из выступов и / или выступов на свариваемой поверхности, которые предназначены для того, чтобы предположить наблюдателю, что изображение на поверхности указывает на то, что сформирован заранее определенный и подходящий сварной шов высокого качества. Для создания наблюдаемого элемента на свариваемой поверхности (ах) предпочтительно, чтобы выступы или выступы на поверхностях электродов имели минимальную высоту / глубину около десяти микрон.
US8662568 — КОНСТРУКЦИЯ КУЗОВА АВТОМОБИЛЯ В ОБЛАСТИ ПЕРЕДНЕЙ СТОЙКИ И ПЕРЕСЕЧЕНИЯ ВЕТРОВОГО СТЕКЛА И СВЯЗАННЫЙ СПОСОБ ПРОИЗВОДСТВА — Audi AG (Германия) — Целью изобретения является усовершенствование типовой конструкции кузова обычного автомобиля в этом регионе. передней стойки и поперечины ветрового стекла, чтобы обеспечить легкую конструкцию, имеющую требуемую жесткость и подходящую для использования в крупносерийном производстве с соответствующими технологиями соединения.Изобретение относится к конструкции кузова транспортного средства в области передней стойки и поперечины ветрового стекла, включая переднюю стойку с обеих сторон кузова, при этом в конструкции стойки передней стойки передняя стойка имеет внутренняя стальная пластина передней стойки, ориентированная приблизительно вертикально и в продольном направлении автомобиля. Приблизительно горизонтальная поперечина ветрового стекла на концах соединена с соответствующей внутренней стальной пластиной передней стойки посредством сварного соединения.Согласно изобретению поперечина ветрового стекла изготавливается как составной элемент, состоящий из удлиненной алюминиевой балки, имеющей переходные части из стальных пластин, которые выступают за алюминиевую балку на ее концах, но являются короткими по сравнению с общей длиной балки, и стальной пластиной.
передней стойки и поперечины ветрового стекла, чтобы обеспечить легкую конструкцию, имеющую требуемую жесткость и подходящую для использования в крупносерийном производстве с соответствующими технологиями соединения.Изобретение относится к конструкции кузова транспортного средства в области передней стойки и поперечины ветрового стекла, включая переднюю стойку с обеих сторон кузова, при этом в конструкции стойки передней стойки передняя стойка имеет внутренняя стальная пластина передней стойки, ориентированная приблизительно вертикально и в продольном направлении автомобиля. Приблизительно горизонтальная поперечина ветрового стекла на концах соединена с соответствующей внутренней стальной пластиной передней стойки посредством сварного соединения.Согласно изобретению поперечина ветрового стекла изготавливается как составной элемент, состоящий из удлиненной алюминиевой балки, имеющей переходные части из стальных пластин, которые выступают за алюминиевую балку на ее концах, но являются короткими по сравнению с общей длиной балки, и стальной пластиной.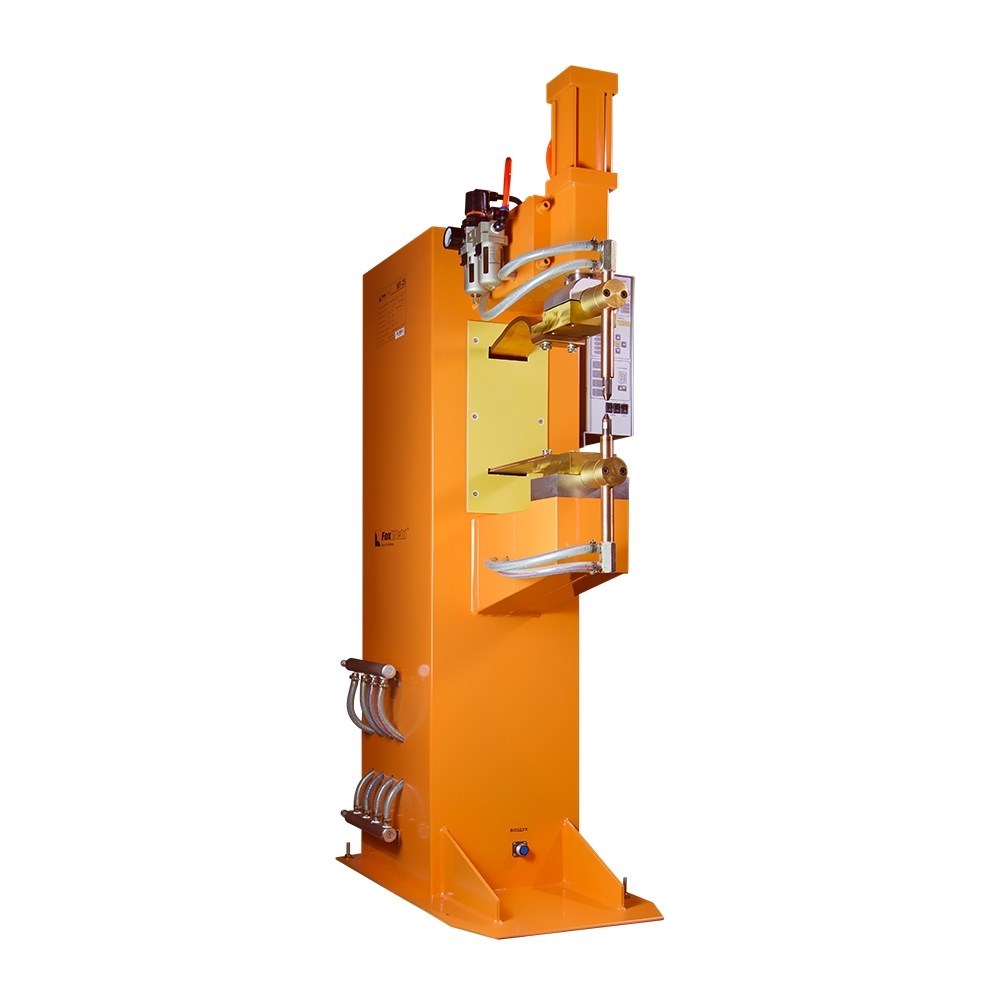 Детали адаптера соединяются с соответствующей внутренней стальной пластиной стойки A с помощью сварного соединения и с алюминиевой балкой с помощью заклепочного соединения.
Детали адаптера соединяются с соответствующей внутренней стальной пластиной стойки A с помощью сварного соединения и с алюминиевой балкой с помощью заклепочного соединения.
US8502105 — СПОСОБ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ПЛАСТИН И ДИНАМИЧЕСКОГО МЕТАЛЛИЧЕСКОГО КУЗОВА — Mazda Motor Corporation и Kone Steel, Ltd.(Япония) — Целью настоящего изобретения является эффективное улучшение прочности соединения при соединении разнородных металлических пластин путем сочетания адгезии с использованием клея и точечной сварки. Способ соединения включает этап притирки пластины из алюминиевого сплава и стальной пластины с гальваническим покрытием с помощью клея, этап предварительного нагрева, заключающийся в зажиме обеих металлических пластин, наложенных внахлест на этапе притирки, между парой электродов для точечной сварки и приложения к ним давления, а также приложения ток между парой электродов, этап охлаждения, на котором создается давление на обе металлические пластины с усилием прижима, превышающим силу в начале этапа предварительного нагрева, в состоянии, когда проводимость между электродами прекращается, и продолжение этого повышения давления в течение заранее определенного время охлаждения и этап сварки, на котором на обе металлические пластины подается давление с силой сжатия, превышающей силу в начале этапа предварительного нагрева, и сварка обеих металлических пластин путем подачи тока, превышающего значение тока проводимости в предварительном нагреве. шаг нагрева между парой электродов.
шаг нагрева между парой электродов.
US8487206 — СОВМЕСТНЫЙ ПРОДУКТ МЕЖДУ СТАЛЬНЫМ ИЗДЕЛИЕМ И АЛЮМИНИЕВЫМ МАТЕРИАЛОМ, СПОСОБ ТОЧЕЧНОЙ СВАРКИ СОВМЕСТНОГО ИЗДЕЛИЯ И ЭЛЕКТРОДНЫЙ ЧИП ДЛЯ ИСПОЛЬЗОВАНИЯ СОВМЕСТНОГО ИЗДЕЛИЯ — Kobe Steel, Ltd. (Япония) — Предоставляется совместный продукт стального продукта и алюминиевый материал, при этом соединительный продукт образован путем соединения стального изделия, имеющего толщину листа t 1 от 0,3 до 3,0 мм, с алюминиевым материалом, имеющим толщину листа t, равную 0.От 5 до 4,0 мм точечной сваркой, при этом площадь самородка в соединительной части составляет от 20t 2 0,5 до 100t 2 0,5 мм 2 площадь части, где толщина промежуточного реакционного слоя от 0,5 до 3 мкм составляет 10t 2 0,5 или более, и разница между толщиной межфазного реакционного слоя в центре соединительной детали и толщиной межфазного реакционного слоя в точке, удаленной от центра соединительной детали на расстоянии в одну четвертую диаметра соединения составляет 5 мкм или меньше, и при этом алюминиевый материал представляет собой чистый алюминий или материал из алюминиевого сплава.
US8409725 — КОНСТРУКЦИЯ ИЗ РАЗНЫХ МАТЕРИАЛОВ — Kobe Steel, Ltd. (Япония) — В изобретении предлагается конструктивный элемент из различных материалов, не имеющий соединяемых частей из алюминиевого сплава и стали, соединенных разными материалами, для сборки. Конструктивный элемент из различных материалов, состоящий из стали и алюминиевого сплава, включает в себя первый конструктивный элемент, включающий сталь, и второй структурный элемент, имеющий часть, включающую сталь, и часть, включающую алюминиевый сплав, причем часть, включающая сталь, и часть, включающую алюминиевый сплав, соединяемые посредством склеивание различных материалов.Первый структурный элемент и второй структурный элемент связаны друг с другом только посредством склеивания сталей между частью, включающей сталь, второго структурного элемента и первого структурного элемента.
US8337998 — СТАЛЬНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ РАЗНОСТНЫХ МЕТАЛЛОВ, СОЕДИНЕННЫЙ ТЕЛ ИЗ РАЗНЫХ МЕТАЛЛОВ И СПОСОБ СОЕДИНЕНИЯ РАЗЛИЧНЫХ МЕТАЛЛОВ — Kobe Steel, Ltd. (Япония) — Целью настоящего изобретения является предоставление стального материала для соединения разнородных металлов , соединенный корпус из разнородных металлов и процесс соединения разнородных металлических материалов, которые имеют небольшие ограничения, такие как условия применения точечной сварки, имеют прекрасное широкое применение и, в то же время, не препятствуют надежности соединения из-за образования хрупкого интерметаллического соединения в соединительной части, и иметь соединенную деталь, имеющую высокую прочность соединения.Соединенное тело из разнородных металлов, которое получают путем соединения стального материала и материала из алюминиевого сплава, причем стальной материал, который должен быть соединен, имеет особый состав и определяется составами внешнего поверхностного оксидного слоя и внутреннего оксидного слоя и алюминиевого сплава. Соединяемый материал представляет собой алюминиевый сплав на основе Al-Mg или Al-Zn-Mg определенного состава. В объединенном теле из разнородных металлов содержание Fe на стыке поверхности со стороны материала алюминиевого сплава регулируется, и на стыке стыка тела из разнородных металлов формируется реакционный слой из Fe и Al.
(Япония) — Целью настоящего изобретения является предоставление стального материала для соединения разнородных металлов , соединенный корпус из разнородных металлов и процесс соединения разнородных металлических материалов, которые имеют небольшие ограничения, такие как условия применения точечной сварки, имеют прекрасное широкое применение и, в то же время, не препятствуют надежности соединения из-за образования хрупкого интерметаллического соединения в соединительной части, и иметь соединенную деталь, имеющую высокую прочность соединения.Соединенное тело из разнородных металлов, которое получают путем соединения стального материала и материала из алюминиевого сплава, причем стальной материал, который должен быть соединен, имеет особый состав и определяется составами внешнего поверхностного оксидного слоя и внутреннего оксидного слоя и алюминиевого сплава. Соединяемый материал представляет собой алюминиевый сплав на основе Al-Mg или Al-Zn-Mg определенного состава. В объединенном теле из разнородных металлов содержание Fe на стыке поверхности со стороны материала алюминиевого сплава регулируется, и на стыке стыка тела из разнородных металлов формируется реакционный слой из Fe и Al. Соединенное тело из разнородных металлов демонстрирует высокую прочность соединения.
Соединенное тело из разнородных металлов демонстрирует высокую прочность соединения.
US8274010 — СВАРОЧНЫЙ ЭЛЕКТРОД С КОНТУРНОЙ ЛИЦЕЙ — GM Global Technology Operations LLC (США) — Метод сварки множества сварных швов алюминия с алюминием и множества сварных швов стали со сталью с использованием одного и того же сварочного аппарата включает установку точечного сварочного аппарата с пара сварочных электродов с радиусом кривизны лицевой поверхности электрода в диапазоне от 20 мм до 40 мм.Сначала выполняется серия сварных швов алюминия с алюминием, а затем, после завершения сварки алюминия с алюминием, выполняется серия сварных швов стали со сталью. После завершения сварки стали со сталью сварочные электроды очищаются абразивом для удаления любых отложений или загрязнений алюминия на электродах. В случае, если электроды разрослись, проводится правка электродов, а затем выполняется абразивная очистка для восстановления текстуры поверхности.
US8221899 — СТАЛЬНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МЕТАЛЛОВ, СОЕДИНЕННЫЙ ТЕЛО ИЗ ДИНАМИЧЕСКИХ МЕТАЛЛОВ И ПРОЦЕСС ДЛЯ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МЕТАЛЛОВ — Kobe Steel, Ltd. (Япония) — Соединенное тело из разнородных металлов, которое получают путем соединения стального материала и материала из алюминиевого сплава, при этом стальной материал, который должен быть соединен, имеет особый состав и указывается в составе оксидного слоя внешней поверхности и внутреннего оксида. слой, и соединяемый материал из алюминиевого сплава представляет собой алюминиевый сплав на основе Al-Mg-Si, имеющий определенный состав. Процесс соединения, при котором точечная сварка включает приложение межэлектродного тока от 10 до 35 кА при межэлектродном давлении 2.От 0 до 3,0 кН в течение 200 x t мсек или меньше в каждом месте точечной сварки, где t — толщина в мм детали из алюминиевого сплава. Процесс, при котором в каждом месте точечной сварки средняя толщина реакционного слоя в направлении глубины ядра находится в диапазоне от 0,1 до 3 мкм, а площадь образования реакционного слоя составляет 70% или более от площади соединения точечной сварки. . В объединенном теле из разнородных металлов содержание Fe на стыке поверхности со стороны материала алюминиевого сплава регулируется, и на стыке стыка тела из разнородных металлов формируется реакционный слой из Fe и Al.
(Япония) — Соединенное тело из разнородных металлов, которое получают путем соединения стального материала и материала из алюминиевого сплава, при этом стальной материал, который должен быть соединен, имеет особый состав и указывается в составе оксидного слоя внешней поверхности и внутреннего оксида. слой, и соединяемый материал из алюминиевого сплава представляет собой алюминиевый сплав на основе Al-Mg-Si, имеющий определенный состав. Процесс соединения, при котором точечная сварка включает приложение межэлектродного тока от 10 до 35 кА при межэлектродном давлении 2.От 0 до 3,0 кН в течение 200 x t мсек или меньше в каждом месте точечной сварки, где t — толщина в мм детали из алюминиевого сплава. Процесс, при котором в каждом месте точечной сварки средняя толщина реакционного слоя в направлении глубины ядра находится в диапазоне от 0,1 до 3 мкм, а площадь образования реакционного слоя составляет 70% или более от площади соединения точечной сварки. . В объединенном теле из разнородных металлов содержание Fe на стыке поверхности со стороны материала алюминиевого сплава регулируется, и на стыке стыка тела из разнородных металлов формируется реакционный слой из Fe и Al. Соединенное тело из разнородных металлов демонстрирует высокую прочность соединения.
Соединенное тело из разнородных металлов демонстрирует высокую прочность соединения.
US8058584 — СПОСОБ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МАТЕРИАЛОВ, ИЗГОТОВЛЕННЫХ ИЗ МЕТАЛЛОВ, И ИХ СВЯЗЫВАЮЩИЕ КОНСТРУКЦИИ — Nissan Motor Co., Ltd. (Япония). материал из алюминиевого сплава и т.п. В частности, изобретение относится к склеиванию, при котором материалы образованы наслоением трех или более листов и имеют разную поверхность раздела материалов и одинаковую поверхность раздела материалов.Раскрывается способ склеивания разнородных материалов из металлов и получаемых из него структур. Связываемые материалы формируются путем наложения трех или более листов таким образом, что образуются разнородная поверхность раздела материалов и одинаковая поверхность раздела материалов. Первый ток проводится между трехслойным пластинчатым материалом, в котором пластина из алюминиевого сплава, оцинкованная стальная пластина и стальная пластина без покрытия, например, наложены друг на друга по порядку. Самородок образуется на границе раздела между оцинкованной стальной пластиной и оголенной стальной пластиной, которые сделаны из тех же материалов.Затем проводится второй ток, больший, чем первый, и на границе раздела между пластиной из алюминиевого сплава и оцинкованной стальной пластиной образуется самородок.
Самородок образуется на границе раздела между оцинкованной стальной пластиной и оголенной стальной пластиной, которые сделаны из тех же материалов.Затем проводится второй ток, больший, чем первый, и на границе раздела между пластиной из алюминиевого сплава и оцинкованной стальной пластиной образуется самородок.
Точечная контактная сварка
Процесс сварки прост, энергоэффективен и не требует использования защитных газов или присадочных металлов. Неудивительно, что это один из самых рентабельных процессов присоединения в мире. При контактной точечной сварке используется ток, который передается на изделие через электрод с высокой проводимостью и низким термическим сопротивлением.Возникающая сила прилагается к заготовке: соединяемые пластины нагреваются в точках контакта до достижения желаемого диаметра сварного шва, в результате чего заготовки сливаются друг с другом.
КАКОВЫ ПРИМЕНЕНИЯ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ?
Примерно 80 процентов времени точечная контактная сварка используется для стандартных сталей. Заметная тенденция к облегчению конструкции — меньшая масса ведет к более низкому потреблению энергии и меньшим выбросам CO2 — означает, что требования, предъявляемые к технологии соединения, растут.Эта тенденция также означает, что автомобильная промышленность, которая составляет около 85 процентов мирового рынка точечной контактной сварки, использует все большее количество алюминия. Сварка алюминия представляет собой серьезную проблему, и свойства сварного шва значительно отличаются от свойств стали. В то время как сталь плавится при температуре около 1500 градусов по Цельсию, оксидный слой, покрывающий алюминий, плавится только при температуре около 2000 градусов по Цельсию. Сам алюминий плавится при температуре около 650 градусов по Цельсию. Точечная сварка сопротивлением также используется в железнодорожной, аэрокосмической и авиационной отраслях.В портфолио Fronius имеется ряд различных систем точечной сварки сопротивлением: DeltaSpot с ленточным электродом и DeltaCon, обычная система точечной сварки.
Заметная тенденция к облегчению конструкции — меньшая масса ведет к более низкому потреблению энергии и меньшим выбросам CO2 — означает, что требования, предъявляемые к технологии соединения, растут.Эта тенденция также означает, что автомобильная промышленность, которая составляет около 85 процентов мирового рынка точечной контактной сварки, использует все большее количество алюминия. Сварка алюминия представляет собой серьезную проблему, и свойства сварного шва значительно отличаются от свойств стали. В то время как сталь плавится при температуре около 1500 градусов по Цельсию, оксидный слой, покрывающий алюминий, плавится только при температуре около 2000 градусов по Цельсию. Сам алюминий плавится при температуре около 650 градусов по Цельсию. Точечная сварка сопротивлением также используется в железнодорожной, аэрокосмической и авиационной отраслях.В портфолио Fronius имеется ряд различных систем точечной сварки сопротивлением: DeltaSpot с ленточным электродом и DeltaCon, обычная система точечной сварки.
ОБЗОР ПРЕИМУЩЕСТВ
Там, где требуются особые требования к поверхности, малое разбрызгивание и рентабельные соединения, системы контактной точечной сварки от Fronius являются идеальным решением. Система точечной сварки DeltaSpot с непрерывной технологической лентой — это уникальная глобальная инновация, гарантирующая неизменно высокое качество в каждой точке.Это особенно важно для автомобильной промышленности, поскольку на автомобиле обычно имеется от 4 000 до 5 500 сварных точек. С помощью DeltaSpot можно без перерыва получать от 4000 до 7000 точек с неизменно высоким качеством поверхности. Кроме того, технологическая лента защищает электрод от захвата, износа и загрязнения. Это экономит пользователю много времени и дополнительных усилий. Обычные пистолеты имеют тенденцию к скольжению электрода, что приводит к потере качества. Этому противодействует высокая жесткость DeltaCon, а скольжение электрода ограничено значением менее 0.85 миллиметров. Благодаря этой жесткости и усовершенствованному контроллеру сварки Fronius можно продлить срок службы электродов при неизменно высоком уровне качества.
Высокая производительность при низких затратах — решающий аргумент в пользу точечной контактной сварки. Недаром процесс сварки является наиболее часто используемым методом соединения тонких листов на рынке. Главный драйвер этого — автомобильная промышленность. Помимо наиболее известных секторов, Fronius открыла для себя новые отрасли, которые также извлекают выгоду из этого проверенного процесса объединения, например, производство систем распределения энергии и лифтов.В результате область применения контактной точечной сварки, безусловно, будет продолжать расти.
Сварка сопротивлением | Bosch Rexroth США
Открыт для интеллектуального общения
Ethernet — будущее промышленной связи
Рост числа управляющих компонентов, исполнительных механизмов и датчиков в промышленной автоматизации приводит к появлению более сложных сетей управления. Промышленная связь в будущем будет характеризоваться очень рентабельной сетью этих компонентов автоматизации со стандартом Ethernet, адаптированной для удовлетворения требований промышленной автоматизации.
Специализированные системы полевых шин изначально использовались для упрощения работы в сети. Однако технология Fast Ethernet заменяет эти системы и предлагает множество преимуществ:
- Признанная перспективная технология
- Скорость передачи данных от 10 до 100 раз выше, чем у полевых шин
- Не требуется дорогое или проприетарное оборудование
- Стандартные компоненты, такие как медный кабель CATSe с двойным экраном, разъемы и контроллеры в больших количествах (например,г. ПЛИС)
- Широкие ИТ-концепции с интегрированной средой передачи от офиса к полевому уровню
- Гибкие и совместимые системы автоматизации благодаря международной стандартизации
- Возможность глобальной сети для диагностики и обслуживания
Ethernet IP, 1 порт
Полный адаптер EtherNet / IP (подчиненный) сервер ввода-вывода уровня 2
Макс. 256 байтов входных и 256 байтов выходных данных (в зависимости от системы управления сваркой)
Автоматическое определение скорости передачи, 10 или 100 Мбит / с в полудуплексном / полудуплексном режиме
Встроенное разделение потенциалов
Подключение Ethernet / IP через стандартный разъем RJ45
Возможен встроенный веб-сервер
Ethernet IP 2 порта
Подключение Ethernet / IP через 2 стандартных разъема RJ45
Поддержка кольцевой сети уровня устройства (DLR) и линейной топологии сети
Полный адаптер EtherNet / IP (подчиненный) сервер ввода-вывода уровня 2
Интегрированное разделение потенциалов
Автоматическое определение скорости передачи, 10 или 100 Мбит / с в полудуплексном режиме
Возможен встроенный веб-сервер
Поддерживается «несвязанная маршрутизация CIP»
Profinet
Встроенный модуль Profinet оптимизирован для использования в интеллектуальных устройствах автоматизации, таких как приводы, терминалы управления, промышленные весы и системы управления. l системы.Обычно это наблюдается в приложениях, которые требуют передачи больших объемов данных с высокой пропускной способностью вместе с изосинхронным циклом.
l системы.Обычно это наблюдается в приложениях, которые требуют передачи больших объемов данных с высокой пропускной способностью вместе с изосинхронным циклом.
Profinet IO (1 порт):
Параллельный 2 КБ двухпортовый интерфейс RAM
Скорость передачи Profinet: 100 Мбит / с
Функции реального времени Profinet и IT-функции могут использоваться одновременно
Макс. 512 байт циклических входных и выходных данных Profinet (в зависимости от типа сварочного контроллера)
Динамический веб-сервер
Profinet IRT (2 порта):
Интеллектуальный коммуникационный модуль с функциями Profinet IRT
Встроенный 2- порт коммутатора реального времени
Функции устройства Profinet IO i.a.w. класс соответствия C
220 байтов циклических входных и выходных данных каждый (в зависимости от типа сварочного контроллера)
На основе процессора Siemens ERTEC-200 и программного стека Siemens IRT
Интерфейс Profinet IRT с оптоволоконным кабелем:
Интеллектуальный коммуникационный модуль с функциями Profinet IRT
Устройство ввода-вывода Profinet iaw класс соответствия C
Встроенный 2-портовый коммутатор реального времени
Подключение Profinet через оптоволоконный кабель SC-RJ
220 байтов циклических входных и выходных данных каждый (в зависимости от типа сварочного контроллера)
Поддерживает улучшенную оптическую диагностика производительности i. a.w. спецификация требований AIDA
a.w. спецификация требований AIDA
На основе процессора Siemens ERTEC-200 и программного стека Siemens IRT
Технология контактной сварки — ELMA-Tech Gesellschaft für Innovation Schweiß
ELMA-Tech — глобальный поставщик инновационных многофункциональных аппаратов для точечной сварки для промышленного применения, в автомобилестроении (прототипы, предварительная подготовка, последующая обработка) и для кузовов автомобилей. производственно-ремонтного назначения.
Растущие и разнообразные требования к сегодняшним кузовам автомобилей
Благодаря использованию высокопрочных и сверхвысокопрочных сталей в кузовах автомобилей требования к ремонтным инструментам и концепциям неуклонно возрастают в случае каких-либо повреждений.Особенно проблематичным оказывается соединение различных материалов, закаленных сталей различной толщины. В будущем все больше и больше композитных материалов будут применяться и расширять этот обширный фонд материалов.
Для конструкций кузова современных автомобилей, которые состоят из различных смесей сталей и комбинаций металлов, абсолютно необходимо иметь доступ к подробным инструкциям по ремонту кузова, особенно по сварочным работам. Это становится еще более трудным из-за корректирующего обслуживания в процессе производства кузова автомобиля. E.г. применение конструкционных клеев и ремонтных деталей с антикоррозийным покрытием.
Обычные концепции управления и настройки общих параметров, представленные сегодня на рынке, часто оказываются сложными на практике, потому что регулировка текущего-времени основана на ранее сделанном «ОК тестовой сварке». Хотя этот метод мог хорошо служить для тонких листов, которые раньше использовались в автомобилях, материалы, используемые сегодня, требуют гораздо более точного соблюдения параметров сварки, особенно когда собираются соединить несколько закаленных листов и листов с покрытием разной толщины.
ELMA-Tech предлагает перспективные сварочные решения.
Для обеспечения хорошего соединения в таких случаях обычных аппаратов точечной сварки с управлением по времени и току уже недостаточно. Новые требования требуют стратегии контроля, глубоко укоренившейся в процессе, а также четкого заявления о качестве после каждой сварки.
В последние годы, с внедрением технологии управления на основе энергии «Виртуальная машина» и в сочетании с инновационными и передовыми сварочными аппаратами и пистолетами для точечной сварки, компания ELMA-Tech смогла разработать множество высококачественных сварочных решений.
Все точки сварки на фотографиях были сварены в автоматическом режиме.
- На первых трех рисунках показаны испытания на отслаивание комбинации с тремя пластинами (высокопрочная, оцинкованная, черный металл).
- На четвертом рисунке показана сварка жевательной резинки между листами.
- На пятом изображении полоса пенопласта шириной 1 мм застряла между листами. Первое испытание сварки точно в области полос привело к полной изоляции, что также отображается системой на дисплее панели управления. Еще одна точка сварки (на фото верхняя) была установлена шунтом рядом с полосами. После этого можно было успешно установить точку сварки в области полос.
- На последнем рисунке показана точка сварки с визитной карточкой, помещенной между листами.
 Еще одна точка сварки (на фото верхняя) была установлена шунтом рядом с полосами. После этого можно было успешно установить точку сварки в области полос.
Еще одна точка сварки (на фото верхняя) была установлена шунтом рядом с полосами. После этого можно было успешно установить точку сварки в области полос.Автоматическая точечная сварка | KUKA AG
Технология точечной сварки KUKA от отдельных роботов до комплексных систем точечной сварки
При точечной сварке или контактной сварке высокое механическое давление прикладывается к относительно небольшой площади, и большое количество энергии подается в виде электрического тока.В процессе два электрода сжимают листы металла вместе и преобразуют сварочный ток в тепло на поверхности контакта металла, в результате чего между двумя металлическими листами образуется постоянное неподвижное соединение . KUKA предлагает экономичные и высококачественные решения для точечной точечной сварки сопротивлением, а — даже для особых требований заказчика по сварке . Наши продукты Короткие сроки поставки позволяют создавать индивидуальные решения для автоматизации точечной сварки — от сварочных манипуляторов с высокой полезной нагрузкой и дополнительной дополнительной осью до комплектных линий точечной сварки с идеально подобранными компонентами
Программное обеспечение для экономичных сварочных процессов
KUKA.RoboSpin: сваривайте алюминий так же легко и быстро, как сталь
При традиционной точечной контактной сварке алюминиевых деталей процесс сварки не происходит. В этом процессе медные колпачки часто прилипают к листам, поэтому их приходится часто фрезеровать и, следовательно, чаще заменять.Поэтому компания KUKA создала решение с KUKA.RoboSpin, которое специально предназначено для решения этой проблемы. Во время процесса сварки робот перемещается к следующей точке сварки. Таким образом, электроды не остаются жесткими, а поворачиваются на на определенный угол в месте сварки.
 Robospin позволяет точечную сварку алюминия с низким износом и лучшим качеством.
Robospin позволяет точечную сварку алюминия с низким износом и лучшим качеством.
Робот вращает серво пистолет во время сварки, что значительно увеличивает срок службы электродных колпачков.
KUKA TechCenter для сварочных работ: близость к клиенту с консультациями, разработками и обслуживанием
Сделайте наш сервис вашим контактным лицом для комплексной поддержки вашего производства.
Роботизированная точечная сварка: роботы KUKA выполняют точечную сварку таких деталей, как алюминиевые или стальные коромысла и колесные арки.
Что такое сварка сопротивлением: RWMA: American Welding Society
Что такое контактная сварка
Контактная сварка — это соединение металлов путем приложения давления и пропускания тока в течение некоторого времени через металлическую область, которую необходимо соединить. Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например, точечная и шовная, выпуклая, оплавленная и осадка), которые различаются в основном типами и формой сварочных электродов, которые используются для приложения давления и проведения тока. Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других проводящих инструментов машины для контактной сварки.
Аппараты для контактной сварки разработаны и изготовлены для широкого спектра автомобильных, аэрокосмических и промышленных применений.Благодаря автоматизации работа этих машин строго контролируется и воспроизводится, что позволяет производителям легко укомплектовать производство персоналом.
Типы приложений контактной сварки:Точечная сварка и шовная сварка
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыкующимися поверхностями, а также усилие, которое прижимает детали друг к другу в течение определенного периода времени. При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы складываются и соединяются, образуя сварной шов.
- Контактная сварка швом — это разновидность контактной точечной сварки, в которой используются электроды в форме колеса для подачи силы и сварочного тока к деталям. Разница в том, что при подаче сварочного тока заготовка катится между электродами в форме колеса.В зависимости от конкретного сварочного тока и настроек времени сварки, созданные сварные швы могут накладываться друг на друга, образуя полный сварной шов, или могут быть просто отдельными точечными сварными швами с определенными интервалами.
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыкующимися поверхностями, а также усилие, которое прижимает детали друг к другу в течение определенного периода времени.
Проекционная сварка
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, все из которых фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
- Сплошные выступы часто используются при приваривании крепежных элементов к деталям. При соединении листового или пластинчатого материала часто используются тиснения. Примером проекционной сварки с использованием материала «Пересечения» является сварка поперечной проволокой. В этом случае пересечение самих проводов локализует тепловыделение и, следовательно, сопротивление. Проволоки переходят одна в другую, образуя при этом сварной шов.
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени.
Сварка оплавлением
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением — это процесс контактной сварки, который вызывает сопротивление за счет действия оплавления. Это действие достигается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени.
Сварка с осаждением
- Как и другие процессы сварки сопротивлением, при сварке с осаждением используется тепло, выделяемое сопротивлением потоку сварочного тока, а также сила, прижимающая детали друг к другу в течение определенного периода времени. Подобно сварке оплавлением, при сварке с вылетом детали уже находятся в плотном контакте друг с другом, поэтому оплавление не происходит. Давление прикладывается до запуска тока и поддерживается до завершения процесса.
 При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы складываются и соединяются, образуя сварной шов.
При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы складываются и соединяются, образуя сварной шов. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, все из которых фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, все из которых фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов. Сварка оплавлением — это процесс контактной сварки, который вызывает сопротивление за счет действия оплавления. Это действие достигается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
Сварка оплавлением — это процесс контактной сварки, который вызывает сопротивление за счет действия оплавления. Это действие достигается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва. Источник: C1.