Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью.
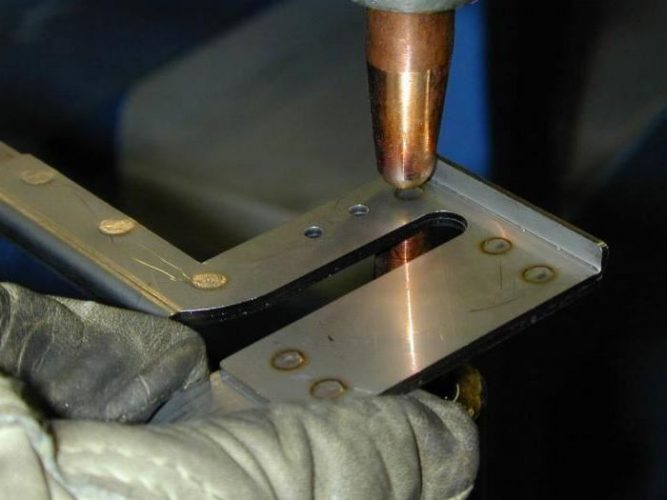
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.

- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.

Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т. д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 д., что снижает расходы и экономит время;
д., что снижает расходы и экономит время;В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 3
Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.
- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.
Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т.д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 Скорость формирования сварных точек может достигать несколько сот за минуту.
Скорость формирования сварных точек может достигать несколько сот за минуту.В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 3
Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.
- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.

Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т.д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 Воспользоваться ими сможет даже начинающий сварщик;
Воспользоваться ими сможет даже начинающий сварщик;В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 3
Что такое контактная сварка
Впервые контактной сваркой, как методом соединения металлов, воспользовался английский физик Уильям Томсон в 1856 г. Сейчас технология активно применяется в машиностроении, авиастроении, выпуске корпусов различной техники, авторемонте и т. д. Метод сварки один из наиболее быстрых, легко автоматизируется, качество соединения не зависит от опытности сварщика. Рассмотрим принцип работы аппаратов контактной сварки, виды этого метода, необходимые расходные материалы.
В этой статье:
- Принцип работы аппаратов контактной сварки
- Виды контактной сварки
- Дефекты сварки и контроль качества
- Машины для контактной сварки
- Расходные материалы
- Меры предосторожности
- Обозначение контактной сварки на чертеже
Принцип работы аппаратов контактной сварки
Аппараты контактной сварки имеют электрическую и механическую часть. Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Сварка происходит следующим образом:
- Две заготовки (прутки, пластины и пр.) сводятся клещами друг к другу до соприкосновения в одной точке
- На концах рабочей части клещей расположено два медных электрода, обладающих разной полярностью. К ним подается сварочный ток
- Дуга не загорается, поскольку детали плотно сведены друг к другу. Сварочная маска не требуется
- За счет прохождения тока от минуса к плюсу в месте стыковки возникает повышенное сопротивление, ведь стороны просто сведены
- От этого поверхность в месте соприкосновения начинает нагреваться. Электрическая энергия преобразуется в тепловую.
- Нагрев длится до тех пор, пока поверхность сторон не станет пластичной. За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
- После этого сварочный ток отключается, а тепло быстро рассеивается по остальной части изделия
- Стык остывает и получается неразъемное соединение без видимого шва и присадочного металла
Длительность подачи сварочного тока и его сила настраиваются в зависимости от толщины соединяемых сторон. Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Виды контактной сварки
Хотя принцип действия везде один, ГОСТ 15878-79 выделяет несколько разновидностей контактной сварки. Они определяют размеры соединения, прочность стыка, области применения. Оборудование для разных видов контактной сварки тоже имеет свои особенности.
Точечная сварка
Подразумевает соединение металла путем плавления в одной точке. В зависимости от оборудования и исполнительных механизмов подразделяется на:
Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.Рельефная сварка
Разновидность точечной сварки, но отличается формой свариваемой поверхности. Вместо плоских сторон деталей, в заготовках заранее создаются выпуклости (выступающие полусферы, шпильки). Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Метод сварки наиболее востребован в машиностроении, поскольку обеспечивает прочное соединение, чем обычная точечная сварка.
Шовная сварка
Разновидность контактной сварки, при которой выполняются длинные продольные швы. В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
Существует несколько техник выполнения шовной сварки контактным способом:
Ролики в сварочных аппаратах контактной сварки могут быть оба ведущими или один ведущий, а второй — ведомый. Последний движется за счет протягивания заготовки. Метод подходит для сборки бочек, емкостей.
Стыковая сварка
Реализуется одним из двух способов: сопротивлением или оплавлением. Стыковая сварка сопротивлением подразумевает подвод тока к двум деталям, сжатым с усилием. В месте стыковки образуется сопротивление и повышенный нагрев. Затем сжатие резко усиливают (происходит осадка деталей) и получается стыковое соединение.
Контактная стыковая сварка оплавлением проводится путем сведения двух заготовок стыками между собой. К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
Подходит для сварки арматуры встык.
Подготовка поверхностей
При выполнении контактной сварки качество соединения отчасти зависит от правильности подготовки поверхности. Чтобы стороны надежно сварились между собой, необходимо обеспечить их плотный прижим. Для этого убирают мусор, окалины, грязь и ржавчину в месте стыковки, а также на соседней зоне, расположенной в этой плоскости (там, где выступающий мусор помешает сведению сторон). Коррозию зачищают шлифовальными машинами.
Контактной сваркой разрешено соединять стороны, у которых толщина не отличается друг от друга более чем на 15%. Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Для стыковой сварки методом сопротивления плоские стороны требуется подогнать между собой по форме, чтобы не было просветов. Жаропрочные стали и легированные нуждаются в обезжиривании.
Дефекты сварки и контроль качества
Хотя шва, в его классическом понимании здесь нет, у соединения возможны дефекты. Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
«Родственный» непровару дефект — сварная точка уменьшенного диаметра. Соединение выполнено путем перемешивания материалов на уровне кристаллической решетки, но диаметра точки недостаточно, чтобы удержать стороны определенной толщины и веса под нагрузкой.
Противоположным дефектом является перегрев материала. Если подать повышенный сварочный ток или передержать изделие клещами, точка может разогреться очень сильно. Это приведет к уменьшению толщины металла в зоне контакта, выдавливанию жидкого металла в стороны, деформациям поверхности. При сильном перегреве возможны прожоги, когда вместо сварной точки будет дырка.
Контроль качества осуществляется визуальным путем. Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Методом разрушающего контроля испытываются тестовые образцы. Сваренные точками стороны пытаются разделить зубилом и молотком, провернуть между собой, оторвать монтировкой. После отрыва исследуют стороны. Качественное соединение будет иметь следы разорванного металла однородной структуры без пор и трещин. Затем, установив на каком режиме выполнялось соединение с приемлемым качеством, подобные настройки применяют для серийного выпуска продукции.
Машины для контактной сварки
Машины для контактной сварки бывают ручные (переносные), подвесные, настольные и напольные. Во всех имеется:
Источник видео: Telwin Viet Nam
Сварочные клещи подойдут для сборки корпусов и кузовов, чтобы подлазить к труднодоступным местам. Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
При выборе машин контактной сварки обращайте внимание на следующие параметры:
 5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
Еще при выборе обращайте внимание на размер плеч сварочных клещей. Длина определяет, как далеко от края листа получится выполнить сварочное соединение. Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Немаловажен бренд оборудования. Практика показывает, что установки марок Foxweld, Telwin надежно служат в самых суровых производственных условиях.
Расходные материалы
Среди расходных материалов для машин контактной сварки и сварочных клещей чаще всего требуют замены только медные электроды. Медными они кажутся снаружи, а на самом деле отливаются из кадмиевой или хромовой бронзы. Расходники рассчитаны на температуру 600 градусов и давление 5 кг\мм кв.
От работы они перегреваются, оплавляются, деформируются. При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
Меры предосторожности
Контактная сварка — это разновидность электрической сварки, поэтому нельзя вести работы в мокрой одежде, сырых рукавицах. Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Следите за целостностью кабелей, не допускайте потертостей, оголенных токоведущих частей. Важно, чтобы машина контактной сварки была заземлена. Следите, чтобы ручки и держаки были заизолированы.
Сварщик должен устойчиво стоять на ровном месте, а органы управления (педаль или кнопка) располагаться в легком доступе.
Обозначение контактной сварки на чертеже
Если работаете с чертежами, то пригодится знание обозначений контактной сварки. На рисунке она изображается крестом (+), указывая на место соединения сварочной точкой. Стрелкой делается вынос ГОСТа 15878-79 с дополнительным указанием вида соединения («К» — контактная, «т» — точечная). Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Ответы на вопросы: что такое контактная сварка и как с ней работать
Как соединить две детали толщиной 5 и 10 мм?
СкрытьПодробнее
На практике такое соединение невозможно. Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Как узнать, сколько по времени подавать сварочный ток?
СкрытьПодробнее
Сперва нужно потренироваться на черновых образцах такого же сечения, что и основное изделие. Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
С подобранными настройками переходите к сборке изделия.
Подходит ли контактная сварка для алюминия?
СкрытьПодробнее
Да, подходит. Но сперва нужно удалить оксидную пленку. Это достигается механическим путем (болгаркой, щеткой по металлу) или химическим (травлением).
С каким управлением удобнее работать на машине контактной сварки?
СкрытьПодробнее
Удобнее с ножным. Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Что такое цикл точечной сварки?
СкрытьПодробнее
Циклом называют процесс сжатия деталей, подачу импульса сварочного тока, снятие давления, выключение тока.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
необходимое оборудование, применяемые электроды, технология процесса
Точечная сварка – один из видов контактной сварки, представляющий собой термомеханический процесс. Принцип работы состоит в том, что электрический ток проходит между электродами через металл, разогревает его и доводит до плавления. В результате две металлические детали соединяются в конкретной точке. В точке сварки образуется маленькая круглая отметина – ядро сварной точки.
Содержание
- 1 Сферы применения
- 2 Режимы точечной сварки
- 3 Мягкий режим
- 4 Жесткий режим
- 5 Необходимое оборудование
- 6 Применяемые электроды
- 7 Технологический процесс
- 8 Преимущества и недостатки
Сферы применения
В производстве такая сварка применяется для соединения заготовок разной и одинаковой толщины: это могут быть пересекающиеся стержни, стальные листы, цветные сплавы, двутавры, уголки и иные профильные заготовки. Такой способ эффективен при сварке автомобильных и тракторных деталей и железнодорожных вагонов.
Такой способ эффективен при сварке автомобильных и тракторных деталей и железнодорожных вагонов.
Нашлось применение точечной сварки и в домашних условиях. С помощью купленных или самодельных сварочных аппаратов проводят ремонт электрических кабелей, деталей микроэлектроники, бытовой техники и многого другого.
Режимы точечной сварки
Точечная сварки применяется в двух режимах: мягком и жёстком.
Мягкий режим
Мягкий режим проводится с применением умеренной силы тока (до 100 ампер), из-за этого место соединения деталей нагревается более плавно. Однако данный режим занимает больше времени по сравнению с жёстким.
Благодаря невысокой мощности сварочного аппарата, не возникает высокой нагрузки на электрическую сеть, а сам агрегат будет стоить не так дорого.
На этом режиме рекомендуется сваривать легированную сталь и сталь с высоким содержанием углерода.
Примерная стоимость аппаратов для точечной сварки на Яндекс.маркетЖесткий режим
Жёсткий режим осуществляется при помощи мощного оборудования и с применением сильного давления на электроды. Это обеспечивает высокую скорость и производительность сварки.
Это обеспечивает высокую скорость и производительность сварки.
Однако для использования такого режима необходимо дорогое мощное оборудование, электрические сети подвергаются существенным нагрузкам.
Жёсткий режим применяется при сварке заготовок большой толщины, алюминиевых листов, медных сплавов и стойкими к коррозии сталями.
Необходимое оборудование
В зависимости от режима, в котором планируется вести работу, выбирается соответствующее оборудование. Сегодня в магазинах имеется большой ассортимент аппаратов для точечной сварки.
На крупных предприятиях устанавливаются дорогостоящие станки для данного типа сварки. Такой станок имеет высокую функциональность и может работать с самым разным металлом. Цена может меняться в зависимости от типа установленного на станке трансформатора.
Существуют легкие компактные аппараты для использования в быту. В их комплект входят трансформатор невысокой мощности, а также клещи.
Самым популярным аппаратом считается споттер. Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.
Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.
Споттер имеет достаточно простую схему работы, а качество работы соответствует всем требованиям.
Применяемые электроды
Выбор вида электродов имеет большое влияние на качество сварочного шва. Электроды являются сменными, поэтому необходимо подбирать наилучшее решение для каждого конкретного случая.
Важнейшими параметрами являются высокая тепло- и электропроводимость. Медные электроды полностью соответствую этим требованиям. Также часто применяются бронзовые сплавы. Иногда вместо электрода используется электролитическая медь.
Ещё одним важным параметром является толщина электрода. Нужно помнить, что диаметр электрода в 2-3 раза должен превышать толщину свариваемых изделий.
Примерная стоимость электродов на Яндекс.маркетТехнологический процесс
Процесс точечной сварки проводится по следующим этапам:
- Свариваемые элементы складываются внахлёст.
- В месте будущего соединения элементы зажимают между двумя электродами. Эти электроды, будучи подключёнными к трансформатору, проводят ток к месту сварки.
- С подачей тока происходит нагрев свариваемых деталей в точке, которая зажата между электродами.
- Необходимо подождать, пока внутренние слои металла достигнут пластичности.
- После выключения тока нужно некоторое время осуществлять давление на электроды. Это делается для того, чтобы расплавленный метал нормально кристаллизировался.

После проведения работы на месте сварки можно увидеть литую точку сварного соединения.
Преимущества и недостатки
Как и любой другой способ, точечная сварка имеет свои преимущества и недостатки.
Преимущества:
- Такой вид сварки позволяет достичь высокой скорости проведения работы. Благодаря высокой температуре нагрева, два куска металла соединяются быстро и равномерно. В результате удаётся избежать деформации соединяемых деталей. Поэтому такая разновидность сварки широко применяется в автомобилестроении.
- Скромные затраты на проведение такой работы позволяют применять эту технологию для массового производства. Также сварочный процесс можно автоматизировать.
- Точечная сварка позволяет значительно экономить электроэнергию по сравнению с другими, более энергоёмкими способами.
- Данный способ соединения металлов достаточно прост и известен очень давно. Технологический процесс подробно описан и широко применяется.
Недостатки:
- Точечный метод сварки не используется для соединения слишком толстых деталей. В противном случае, шов может получиться недостаточно крепким и детали можно будет легко разбить.
- Требуется достаточно большая площадь для места проведения сварочных работ.
- Внешний вид соединённых деталей не отличается особой привлекательностью. Зачастую точечную сварку применяют в тех местах, которые скрыты от человеческих глаз.
- Проведение такого вида сварки является очень опасным занятием. Необходимо соблюдать все меры предосторожности во избежание различного рода травм. Сварщику приходится работать с высоким напряжением тока, кроме того, необходима хорошая защита от искр и брызг металла.

Точечная сварка — технология, аппараты, преимущества
Содержание
- 1 Что такое точечная сварка?
- 2 Принцип действия точечной сварки
- 2.1 Разновидности и аппараты точечной сварки
- 2.2 Преимущества точечной сварки
- 3 Техника безопасности при точечной сварке
- 3.1 Средства защиты
- 3.2 Меры безопасности
- 3.3 Заключение
Точечная сварка – достаточно распространенный и востребованный метод соединения металла, являющийся разновидностью контактной сварки. В этой статье мы рассмотрим принцип действия точечной сварки, разновидности машин для точечной сварки, их особенности, а также сам процесс точечной сварки и технику безопасности при ведении точечной сварки.
В этой статье мы рассмотрим принцип действия точечной сварки, разновидности машин для точечной сварки, их особенности, а также сам процесс точечной сварки и технику безопасности при ведении точечной сварки.
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Принцип действия точечной сварки
Как уже говорилось выше, точечная сварка – разновидность контактной. При этом сварное соединение образуется посредством нагревания металла с помощью пропускаемого через него тока и пластической деформации сварной зоны под воздействием сжимающих усилий.
В основе контактной сварочной технологии лежит разогрев металла под воздействием электричества по закону Джоуля-Ленца. При сварке ток идет между электродами, проходя при этом через металл свариваемых деталей. При этом электроды изготавливают из материалов с хорошей электропроводностью, чтобы сопротивление контакта детали и электрода было наименьшим.

За счет наибольшего сопротивления контакта деталей между собой наибольший нагрев происходит именно там. При этом нагрев и плавление металла приводит к появлению литых ядер сварных точек. Как правило, их диаметр составляет 4-12 миллиметров.
Разновидности и аппараты точечной сварки
Методы точечного соединения металла можно разделить на две группы: мягкие и жесткие.
Мягкие режимы отличаются плавным нагревом деталей с помощью умеренного тока (плотность тока на поверхности электродов обычно не превышает ста ампер на квадратный миллиметр). Разогрев происходит за 0.5-3 секунды. Такие режимы характеризуются меньшей потребляемой мощностью (если их сравнивать с жесткими режимами), меньшими нагрузками на электросеть, меньшими требованиями к мощности и цене сварочных машин, меньшей закалкой сварочной зоны. Такие режимы часто используются для сваривания склонных к закалке сталей.
Жесткие режимы отличаются меньшей продолжительностью процесса, более сильными токами и давлением при сжатии деталей. Плотность тока достигает трехсот ампер на квадратный миллиметр при сваривании стали. Время разогрева длится от 0.1 до 1.5 секунд. Давление электродов обычно составляет от 3 до 8 килограмм на квадратный миллиметр. Недостатками таких режимов являются повышенные требовании к мощности аппаратов контактной точечной сварки, большие нагрузки на сеть. Преимущества – меньшее время процесса и большая производительность. Жесткие режимы контактной сварки часто используют для сварки сплавов меди и алюминия, деталей с высокой теплопроводностью, неравной толщины, а также для сварки высоколегированных сталей, так как такие режимы сохраняют их коррозионную стойкость.
Точечная сварка не только надежна, но и выглядит эстетично
Время приложения усилий сжатия и подачи сварочного тока определяются заданной циклограммой процесса соединения металла.
Таким образом, аппараты точечной сварки разделяются по мощности. Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Преимущества точечной сварки
Этот процесс соединения металла имеет массу преимуществ. К достоинствам метода соединения различных металлов следует отнести:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов). Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
- Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.
- Высокую производительность контактной точечной сварки. Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.
- Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичное расходование электродов, электрической энергии и других материалов. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.

Техника безопасности при точечной сварке
Как и любой сварочный процесс, этот метод тоже требует беспрекословного соблюдения определенных мер безопасности.
Средства защиты
Основная угроза при работе со сварочным оборудованием – поражение электрическим током и высокой температурой. Для предотвращения поражения электрическим током необходимо соблюдать такие меры безопасности, как заземление тех частей оборудования, которые должны быть заземлены, проверка исправности оборудования перед работой, использование средств защиты. Управляющие элементы аппарата для точечного соединения металлических деталей не должны быть под высоким напряжением. Все провода должны иметь достаточное сечение.
При контактной точечной сварке выделяются брызги и пары металла. Для предотвращения ожогов брызгами металла сварщик должен использовать рукавицы, спецодежду и очки с прозрачными стеклами либо головной щиток. Пары металла могут быть вредны для здоровья, поэтому необходимо использовать вентиляцию, а при необходимости – средства защиты органов дыхания.
Части аппарата для соединения металла, должны быть хорошо зачищены
Меры безопасности
Все блокировочные устройства и устройства быстрого отключения аппарата точечной сварки должны быть исправны, находиться на виду, к ним должен быть легкий доступ.
При проведении таких технических работ, как зачистка или смена электродов, нужно соблюдать меры, исключающие возможность смещения электрода и травмирования рук. При работе аппарата точечной сварки пространство зажимных механизмов нужно закрывать щитком, а при работе на мощных машинах – огораживать ширмами.
Должна быть исключена возможность травмирования сварщика движущимися частями аппарата точечной сварки.
Заключение
Мы рассмотрели технологию контактной точечной сварки, выявили основные ее преимущества, принцип действия, рассмотрели аппараты точечной сварки и технику безопасности при выполнении всего процесса.
Что такое точечная сварка? (Полное руководство по сварке)
Что такое точечная сварка?
Точечная сварка (также известная как контактная точечная сварка) представляет собой процесс контактной сварки. Этот процесс сварки используется в основном для сварки двух или более металлических листов вместе путем приложения давления и тепла от электрического тока к области сварки.
Он работает путем контакта электродов из медного сплава с поверхностями листа, при этом применяется давление и электрический ток, а тепло генерируется за счет прохождения тока через резистивные материалы, такие как низкоуглеродистая сталь.
Эта статья является одной из серии часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Как работает точечная сварка?
Форма контактной сварки, точечная сварка — один из старейших сварочных процессов, при котором два или более листа металла свариваются вместе без использования какого-либо присадочного материала.
Процесс включает приложение давления и тепла к зоне сварки с использованием формованных электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал плавится, сплавляя части вместе, после чего ток отключается, сохраняется давление электродов, и расплавленный «самородок» затвердевает, образуя соединение.
Материал плавится, сплавляя части вместе, после чего ток отключается, сохраняется давление электродов, и расплавленный «самородок» затвердевает, образуя соединение.
Схема контактной точечной сварки
Сварочное тепло вырабатывается электрическим током, который передается на заготовку через электроды из медного сплава. Медь используется для электродов, так как она имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других металлов, что обеспечивает выделение тепла преимущественно в заготовках, а не в электродах.
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от времени подачи тока. Это тепло может быть выражено уравнением:
Q = I 2 Rt
В этом уравнении «Q» — тепловая энергия, «I» — ток, «R» — электрическое сопротивление, а «t» — время, в течение которого подается ток.
Материалы, подходящие для точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Для сварки оцинкованной стали (с цинковым покрытием) требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, при использовании цинковых сплавов медные электроды быстро портят поверхность и приводят к ухудшению качества сварного шва. При точечной сварке оцинкованных сталей необходимо либо часто менять электроды, либо «зачищать» поверхность кончика электрода, когда резак удаляет загрязненный материал, обнажая чистую медную поверхность, и изменяет форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к меди, температура плавления алюминия ниже, что означает возможность сварки. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в пределах очень небольшого количества сварных швов, что означает, что добиться стабильно высокого качества сварки очень трудно. По этой причине в настоящее время в промышленности встречаются только специальные применения точечной сварки алюминия. Появляются различные новые технологические разработки, помогающие обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены контактной точечной сваркой, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медного сплава, поскольку выделение тепла электродами и заготовкой очень похоже.
Решение проблемы сварки меди заключается в использовании электрода из сплава с высоким электрическим сопротивлением и температурой плавления, значительно превышающей температуру плавления меди (намного выше 1080°C). Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где применяется точечная сварка?
Точечная сварка применяется в ряде отраслей, включая автомобильную, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость автоматизации точечной сварки в сочетании с роботами и манипуляционными системами, это наиболее распространенный процесс соединения на производственных линиях большого объема и, в частности, был основным процессом соединения при изготовлении стальных вагонов на протяжении более 100 лет. годы.
Сварка кузова автомобиля на линии по производству автомобилей.
Часто задаваемые вопросы
Какой электродный материал следует использовать для контактной точечной сварки?
Электроды являются одним из наиболее важных факторов в процессе контактной сварки, но часто им злоупотребляют. ..
..
Как выполнить контактную точечную сварку алюминиевых сплавов?
Алюминий и его сплавы обладают высокой тепло- и электропроводностью по сравнению со сталью и, так как процесс зависит от…
Как свести к минимуму разбрызгивание при сварке для обеспечения качества точечной сварки с сопротивлением и из соображений безопасности?
Чтобы гарантировать качество сварки, настройки параметров сварки часто устанавливаются близко к условиям разбрызгивания…
Как избежать брызг на поверхность или прилипания электрода при контактной точечной сварке?
Брызги на поверхности и прилипание электрода являются результатом чрезмерного нагрева между электродом и соединяемым листовым материалом…
Демистификация технологии контактной точечной сварки
Большинство средств управления контактной сваркой не имеют показаний сварочного тока и усилия. Поэтому хорошей идеей будет приобрести специализированный портативный амперметр и датчик силы для контактной сварки.
Поэтому хорошей идеей будет приобрести специализированный портативный амперметр и датчик силы для контактной сварки.
Точечная сварка сопротивлением выглядит простой и легкой до тех пор, пока швы не разваливаются, и в этот момент процесс внезапно приобретает совершенно новый уровень важности.
Однако успех точечной сварки не обязательно должен быть неуловимым и загадочным.
В отличие от дуговой сварки, при которой образуется валик, который можно легко осмотреть визуально, точечные сварные швы могут выглядеть нормально, но все равно разрушаться из-за того, что они не проварились должным образом. Однако это не вина процесса. Это может быть признаком того, что ваш аппарат для точечной сварки слишком мал для данного применения или неправильно настроен.
Несмотря на то, что для некоторых задач может подойти небольшая легкая машина, вы должны быть полностью информированы, чтобы знать, что вы получаете, прежде чем делать инвестиции.
Точечная сварка сопротивлением уникальна тем, что это высокоскоростной метод соединения металлов без добавления присадочного металла. Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока. Правильная сила зажима также является важной переменной, поскольку она помогает определить сопротивление.
Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока. Правильная сила зажима также является важной переменной, поскольку она помогает определить сопротивление.
При правильном применении контактная точечная сварка является самым быстрым, прочным и наименее дорогим методом соединения листового металла. Однако, несмотря на то, что точечная сварка используется в производстве уже более 100 лет, она до сих пор недостаточно изучена за пределами автомобильной промышленности.
Несмотря на то, что процесс выглядит простым, вы должны понимать многочисленные переменные и способы корректировки каждой из них для достижения желаемого результата — кованого соединения, которое прочнее основного металла.
Точечная сварка сопротивлением имеет три основных параметра, которые необходимо правильно настроить. Эти переменные можно запомнить как FCT:
Эти переменные можно запомнить как FCT:
1. Сила – усилие ковки
2. Ток – количество используемых сварочных ампер
Точечная сварка сопротивлением выглядит простой и легкой до тех пор, пока сварные швы не разваливаются, и в этот момент процесс внезапно приобретает совершенно новый уровень важности.
3. Время — продолжительность протекания тока
Неполное понимание того, насколько важны эти переменные и как они соотносятся друг с другом, может привести к получению слабых, некрасивых сварных швов. К сожалению, в этих проблемах часто обвиняют сам процесс, что заставляет мастерские заменять более медленные и дорогие методы соединения металлов, такие как дуговая сварка, клинчинг, клепка и клей.
Выбор подходящей машины и системы управления
Выбор подходящей машины для контактной точечной сварки и системы управления может сбить с толку владельца магазина, поскольку доступно очень много брендов и диапазонов цен. В дополнение к обычно используемым аппаратам для контактной сварки на переменном токе теперь доступны среднечастотные модели с постоянным током и конденсаторным разрядом.
В дополнение к обычно используемым аппаратам для контактной сварки на переменном токе теперь доступны среднечастотные модели с постоянным током и конденсаторным разрядом.
Электронные элементы управления, устанавливаемые на аппарат для контактной сварки, часто имеют другую марку и выбираются отдельно. В дополнение к управлению временем сварки и силой тока большинство современных моделей управления теперь включают в себя цифровые программируемые функции, которые ранее были дорогими опциями, такие как нарастание и пульсация. Некоторые даже предлагают обратную связь и мониторинг процесса сварки в качестве встроенных функций.
Номинальная мощность кВА
Сегодня в США продается много импортных аппаратов для точечной сварки, но лишь немногие из них соответствуют требованиям Альянса производителей контактной сварки для тяжелых условий эксплуатации (RWMA) по силе тока и мощности.
Некоторые аппараты сравниваются по размерам и параметрам в соответствии с их номинальной мощностью в киловольт-амперах (кВА), тепловой номинальной мощностью, которой производители сварочных аппаратов могут манипулировать для увеличения возможностей своих аппаратов, что вызывает путаницу у покупателей.
Промышленные стандарты RWMA требуют, чтобы машина для точечной сварки имела трансформатор с номинальным рабочим циклом 50%. Рабочий цикл измеряет процент времени, в течение которого трансформатор может проводить ток в течение одной минуты интегрирования без перегрева. Это значение используется для того, чтобы гарантировать, что электрические компоненты не превышают свои тепловые возможности. Однако, чтобы сбить с толку покупателя, некоторые производители машин оценивают свои трансформаторы всего на 10%, что более чем вдвое превышает номинальную мощность KVA, указанную на паспортной табличке.
Кроме того, значение KVA часто имеет мало общего с фактическими возможностями аппарата для точечной сварки. Доступный выходной ток вторичной сварки сильно зависит от длины плеча аппарата (глубины горловины), вертикального зазора между плечами и вторичного напряжения трансформатора.
Как и давление воды, вторичное напряжение трансформатора должно быть достаточно высоким, чтобы вторичная сварочная сила тока выходила из трансформатора и проходила через медные рукава сварщика и электроды для точечной сварки (наконечники).
Трансформаторы для точечной сварки обычно имеют вторичный выход только от 6 до 8 В, и если для вашего сварочного процесса требуется аппарат для глубокой сварки с длинными плечами, вам, вероятно, понадобится трансформатор с более высоким номинальным вторичным напряжением, чтобы преодолеть индуктивность большого вторичная петля.
Если машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока.
Это особенно важно, если места сварки требуют глубокой загрузки детали в горло машины. Сталь в горловине разрушает магнитное поле между руками и лишает машину доступных сварочных токов.
Да пребудет с вами сила ковки!
Сила ковки при сварке обычно создается с помощью пневматического цилиндра. Например, на машине с коромыслом доступное усилие сварки зависит от отношения длины рычага к расстоянию от пневматического цилиндра или ножного рычажного механизма до точки опоры. Другими словами, если короткие плечи заменить длинными, доступное усилие сварки существенно уменьшится.
Другими словами, если короткие плечи заменить длинными, доступное усилие сварки существенно уменьшится.
Машины с ножным управлением требуют, чтобы оператор нажимал на механическую ножную педаль, чтобы закрыть электроды. Из-за ограниченного усилия оператора эти машины редко создают усилие ковки, необходимое для выполнения наиболее желательных требований к точечной сварке класса А.
Точечная сварка класса А имеет самую высокую прочность и самый привлекательный внешний вид. Эти оптимизированные результаты достигаются путем настройки аппарата на относительно высокую вторичную силу тока, короткое время сварки и надлежащее усилие.
Важно отметить, что сила сварки должна быть в правильном диапазоне. Слишком низкое значение усилия может привести к выдавливанию металла и образованию глубоких вмятин, рваных точечных сварных швов. А слишком высокое значение снижает сопротивление в месте соединения, что снижает прочность и пластичность сварного шва.
Выбор правильного графика сварки
Таблицы, в которых перечислены настройки машин классов A, B и C для металла различной толщины, включены в справочники, такие как Руководство по контактной сварке RWMA, пересмотренное 4-е издание.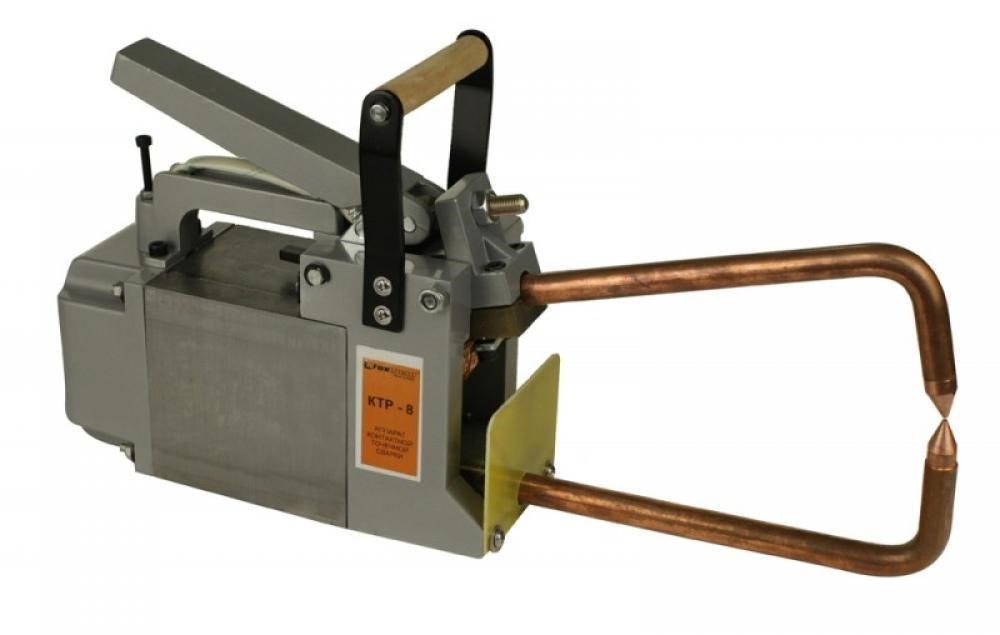
Несмотря на относительно высокую прочность, сварные швы класса C часто считаются неприемлемыми из-за большой зоны термического влияния (ЗТВ) в результате увеличения времени сварки.
Например, технические характеристики точечной сварки класса А для двух кусков чистой низкоуглеродистой стали 18-го калибра составляют 10 300 ампер при сварке, 650 фунтов. силы сварки и 8 циклов времени сварки. (Один цикл составляет всего 1/60 секунды, поэтому восемь циклов — это очень быстро.)
График сварки класса C для той же комбинации сталей: 6100 ампер, 205 фунтов. силы и целых 42 цикла сварочного тока. Это увеличенное время сварки, превышающее полсекунды, может привести к перегреву электродов, созданию чрезвычайно большой ЗТВ и, в конечном итоге, к перегоранию сварочного трансформатора.
По сравнению со сварным швом класса А предел прочности при сдвиге одиночного точечного сварного шва класса С снижен только с 1820 фунтов. до 1600 фунтов, но изделия выглядят намного лучше с привлекательным сварным швом класса А с малой маркировкой, выполненным с помощью машины для точечной сварки подходящего размера. Кроме того, в условиях производственной линии сварные наггетсы класса А будут неизменно прочными, а срок службы электрода будет намного дольше.
Кроме того, в условиях производственной линии сварные наггетсы класса А будут неизменно прочными, а срок службы электрода будет намного дольше.
Инвестиции в инструменты для настройки
Загадочность процесса добавляет тот факт, что в большинстве средств управления контактной сваркой отсутствуют показания силы тока и силы сварки. Поэтому, чтобы правильно отрегулировать эти важные переменные, рекомендуется инвестировать в специализированный портативный амперметр и датчик силы для контактной сварки.
Управление сваркой — сердце системы
Каждый раз, когда вы выполняете точечную сварку, ее качество и стабильность зависят от контроля контактной сварки. Старая технология управления может не обеспечивать одинаковое значение времени и тепла для каждого сварного шва. В результате вам нужно будет проводить непрерывные разрушающие испытания прочности сварного шва, чтобы убедиться, что ваш сварочный отдел не производит сварные швы su-par.
Обновление системы управления контактной сваркой — это наиболее экономичный способ привести вашу операцию контактной сварки в соответствие со стандартами качества, сварка за сваркой.
Для максимально эффективной точечной сварки рассмотрите возможность установки новой системы управления сваркой со встроенным контролем силы тока и силы электрода для каждого сварного шва в режиме реального времени. Некоторые из этих элементов управления даже позволяют задавать график сварки непосредственно в амперах, в то время как функция программируемого воздуха элемента управления устанавливает желаемое усилие сварки. Кроме того, некоторые из этих современных средств управления работают по замкнутому контуру, чтобы обеспечить однородность сварных швов даже при изменении материала и напряжения в цеховой линии.
Важность водяного охлаждения
Компоненты машины для точечной сварки должны иметь надлежащее водяное охлаждение, чтобы обеспечить качество сварных швов и длительный срок службы электрода во время производственных циклов. В некоторых магазинах используются небольшие неохлаждаемые рециркуляторы воды радиаторного типа, которые в лучшем случае могут подавать воду с температурой, близкой к комнатной. Эти рециркуляторы могут негативно повлиять на производительность, когда наконечники для точечной сварки разрастаются от тепла и требуют ремонта или замены несколько раз в смену.
Эти рециркуляторы могут негативно повлиять на производительность, когда наконечники для точечной сварки разрастаются от тепла и требуют ремонта или замены несколько раз в смену.
Поскольку идеальная температура воды для аппаратов для контактной сварки составляет от 55 до 65 градусов по Фаренгейту (или выше преобладающей точки росы для предотвращения образования конденсата), лучше всего подключать аппарат к автономному охладителю/рециркулятору охлажденной воды. При правильном размере охладители охлаждают электроды и другие компоненты сварочного аппарата, что значительно увеличивает количество сварных швов, выполняемых между зачисткой или заменой электрода.
Исследования показали, что можно выполнить 8000 сварных швов из низкоуглеродистой стали или 3000 сварных швов из оцинкованной стали без зачистки или замены электродов.
Все еще нужна дополнительная информация?
Обращайтесь к квалифицированному дилеру за помощью в выборе и обслуживании аппаратов для контактной сварки.
Хотите узнать больше? Американское общество сварщиков (AWS) имеет несколько публикаций по контактной сварке, которые можно приобрести. Кроме того, AWS и другие организации предлагают учебные курсы, на которых обучают основам процесса контактной сварки.
Кроме того, AWS предлагает сертификат сертифицированного специалиста по контактной сварке, который присуждается после сдачи экзамена с несколькими вариантами ответов на 100 вопросов на знание процесса контактной сварки.
Точечная сварка сопротивлением: принципы и ее применение
- Панель авторов Авторизация
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы являемся сообществом из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и некоторых самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемая глава в открытом доступе
Автор:
Das Tanmoy
Представлено: 23 января 2022 г. Рецензировано: 10 февраля 2022 г. Опубликовано: 23 июня 2022 г.
doi: 10.5772/intechopen.103174
Скачать бесплатноиз отредактированного тома
Отредактировано Кавиан Омар Кук и Роналду Câmara Cozza
Заказ.
СКАЧАТЬ БЕСПЛАТНОAdvertisement
Abstract
Точечная контактная сварка является одним из основных методов сварки, широко используемых в автомобильной и авиационной промышленности. В одном кузове автомобилей, которые сегодня управляются цифровым управлением, делается около 2000–3000 пятен. Точечная сварка сопротивлением работает по закону нагревания Джоуля, согласно которому выделяемое тепло прямо пропорционально квадрату сварочного тока. Этот метод сварки обычно используется для соединения тонких листов стали, титана, алюминия, магния и т. д. Сварка цветных металлов, таких как алюминий и магний, довольно утомительна из-за их высокой теплопроводности и образования оксида на их поверхности. Поэтому перед сваркой требуется тщательная подготовка поверхности. Этот метод сварки также имеет многочисленные ограничения, в том числе низкую прочность соединений и ограничения по толщине.
Этот метод сварки обычно используется для соединения тонких листов стали, титана, алюминия, магния и т. д. Сварка цветных металлов, таких как алюминий и магний, довольно утомительна из-за их высокой теплопроводности и образования оксида на их поверхности. Поэтому перед сваркой требуется тщательная подготовка поверхности. Этот метод сварки также имеет многочисленные ограничения, в том числе низкую прочность соединений и ограничения по толщине.
Ключевые слова
- точечная сварка сопротивлением
- сварочный ток
- время сварки
- автомобиль
- закон Джоуля
. Этот тип сварки использует огромное количество тока и очень низкое напряжение. Многочисленные типы металлов, такие как различные марки стали, алюминий (Al), магний (Mg), титан (Ti), медь (Cu) и их сплавы. Как правило, тонкие листы из одинаковых или разнородных металлов соединяются с помощью RSW внахлестку.
 RSW также страдает от нескольких ограничений, таких как ликвационное растрескивание, пустоты, смещение, износ электрода и т. Д. Более толстые листы металлов, как правило, трудно сваривать RSW, потому что тепло очень легко переходит в окружающий металл.
RSW также страдает от нескольких ограничений, таких как ликвационное растрескивание, пустоты, смещение, износ электрода и т. Д. Более толстые листы металлов, как правило, трудно сваривать RSW, потому что тепло очень легко переходит в окружающий металл.Реклама
2. Принципы контактной точечной сварки
2.1 Теория
Контактная точечная сварка представляет собой процесс сварки плавлением, работающий по принципу нагревания Джоуля, согласно которому: Q = I 2 Rt , где « Q » — количество тепла, выделяемого при РСВ, « I » — используемый сварочный ток, « R » — установка сопротивления на границе раздела металлических листов, а « t » — затраченное время сварки. В технологии RSW используются два электрода из медного сплава в форме усеченного конуса/купола, чтобы сконцентрировать сварочный ток в фиксированной небольшой точке и одновременно сжать листы вместе без какого-либо смещения. Тонкие листы металлов, используемые в качестве заготовок, удерживаются вместе под давлением электродов. Толщина металлических листов обычно варьируется от 0,5 до 3 мм. Подача большого количества тока через пятно расплавит металл и сформирует сварной шов. RSW позволяет распределять большое количество энергии в определенное место за короткий период (примерно 10–100 миллисекунд). Это позволяет проводить сварку без перегрева остального металлического листа.
Тонкие листы металлов, используемые в качестве заготовок, удерживаются вместе под давлением электродов. Толщина металлических листов обычно варьируется от 0,5 до 3 мм. Подача большого количества тока через пятно расплавит металл и сформирует сварной шов. RSW позволяет распределять большое количество энергии в определенное место за короткий период (примерно 10–100 миллисекунд). Это позволяет проводить сварку без перегрева остального металлического листа.
Сопротивление между электродами и между электродами и металлическими листами, а также амплитуда и продолжительность сварочного тока регулируют количество тепловой энергии, передаваемой на создаваемое пятно. Количество энергии выбирается в соответствии со свойствами материала листов, такими как теплопроводность, коэффициент теплового расширения, электропроводность и т. д. Применение слишком малой энергии не приведет к расплавлению локализованной области, и не будет достигнута достаточная прочность. Принимая во внимание, что применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию пустоты, а не пятна [1]. На рис. 1 представлена схема процесса контактной точечной сварки.
На рис. 1 представлена схема процесса контактной точечной сварки.
Рис. 1.
Схема контактной точечной сварки.
2.2 Используемая техника и оборудование
Как правило, процесс контактной сварки состоит из трех стадий: (a) электроды подносят к поверхности свариваемых металлических листов и прикладывают небольшое давление и (b) сварочный ток от электродов затем подается в течение очень короткого времени, после чего ток отключается, но электроды поддерживают давление, позволяющее металлу сварного шва остыть и затвердеть. Применяемое время сварки обычно составляет от 0,01 до 0,8 с в зависимости от толщины металла, силы электрода и диаметра кончика электрода [2, 3].
Установка для контактной точечной сварки в основном состоит из держателей инструментов и электродов из медного сплава. Держатели инструментов действуют как механизм, надежно удерживающий электроды на месте, а также поддерживающий шланги охлаждающей воды, которые используются для охлаждения электродов. Методы удержания инструмента, как правило, включают лопастные легкие, универсальные и обычные смещения. Электроды изготовлены из металлов с низким сопротивлением и высокой проводимостью, таких как медь, и изготавливаются в различных формах, таких как усеченный конус, купол, плоские формы, в зависимости от необходимого применения.
Методы удержания инструмента, как правило, включают лопастные легкие, универсальные и обычные смещения. Электроды изготовлены из металлов с низким сопротивлением и высокой проводимостью, таких как медь, и изготавливаются в различных формах, таких как усеченный конус, купол, плоские формы, в зависимости от необходимого применения.
Металлические листы, подлежащие сварке, известны как заготовки и должны быть хорошим проводником электричества. Ширина металлических листов ограничена длиной горловины сварочного оборудования и обычно составляет от 5 до 50 дюймов (13–130 см). Толщина может варьироваться от 0,20 до 3 мм.
В случае RSW есть два критических компонента системы инструментов, характеристики которых оказывают существенное влияние на весь процесс: пистолет и его тип, а также размер и форма электрода. Пистолет типа C обычно используется в тех случаях, когда конструкция пистолета должна быть максимально жесткой из-за больших приложенных усилий. Эта конструкция обеспечивает большую жесткость и гибкость инструмента, а также коллинеарное движение электрода. Расположение X-типа, как и C-типа, обеспечивает минимальную жесткость, хотя доступное рабочее пространство значительно больше, чем у C-типа. В результате эта архитектура очень часто используется там, где обрабатываются оловянные и плоские объекты. Однако с точки зрения оснастки обеспечивается низкая гибкость, поскольку траектории движущихся электродов не коллинеарны, поэтому следует использовать наконечник электрода в форме купола.
Расположение X-типа, как и C-типа, обеспечивает минимальную жесткость, хотя доступное рабочее пространство значительно больше, чем у C-типа. В результате эта архитектура очень часто используется там, где обрабатываются оловянные и плоские объекты. Однако с точки зрения оснастки обеспечивается низкая гибкость, поскольку траектории движущихся электродов не коллинеарны, поэтому следует использовать наконечник электрода в форме купола.
Электроды, используемые при точечной сварке, также различаются по назначению. Для высокотемпературных применений используются электроды радиального типа, электроды с усеченным наконечником используются для высокого давления, электроды с эксцентриком для сварки углов, смещенные эксцентриковые наконечники для доступа к углам и узким местам и, наконец, усеченные со смещением в саму заготовку.
2.3 Особенности точечной сварки сопротивлением
Точечная сварка сопротивлением имеет тенденцию упрочнять материал во время приложения силы электрода, вызывая его коробление. Это явление приводит к снижению усталостной прочности материалов и может привести к растяжению материала, а также к его отжигу. Различные дефекты точечной сварки включают внутреннее растрескивание, ликвационное растрескивание на внутренней части сварного шва и плохой внешний вид. Затронутые химические свойства включают внутреннее сопротивление металла и его коррозионные свойства.
Это явление приводит к снижению усталостной прочности материалов и может привести к растяжению материала, а также к его отжигу. Различные дефекты точечной сварки включают внутреннее растрескивание, ликвационное растрескивание на внутренней части сварного шва и плохой внешний вид. Затронутые химические свойства включают внутреннее сопротивление металла и его коррозионные свойства.
Используемое время сварки очень короткое, что может привести к износу электродов — они не могут двигаться достаточно быстро, чтобы удерживать материал в зажатом состоянии. Во время первого импульса контакт электрода может не обеспечить хорошего сварного шва. Первый импульс размягчит металл. В промежутке между двумя импульсами электроды сблизятся и улучшат контакт. Кроме того, более высокий сварочный ток создает огромное магнитное поле, а при пересечении электрического тока и магнитного поля создается сильное магнитное силовое поле, которое заставляет расплавленный металл двигаться очень быстро, до 0,5 м/с. В результате быстрое движение расплавленного металла могло существенно изменить распределение тепловой энергии при точечной сварке. Для наблюдения за быстрым движением точечной сварки можно использовать высокоскоростную камеру [4, 5, 6].
В результате быстрое движение расплавленного металла могло существенно изменить распределение тепловой энергии при точечной сварке. Для наблюдения за быстрым движением точечной сварки можно использовать высокоскоростную камеру [4, 5, 6].
2.4 Источник питания
Базовая установка для точечной сварки состоит из источника питания, накопителя энергии (например, батареи конденсаторов), выключателя, сварочного трансформатора и сварочных электродов. Батарея конденсаторов действует как источник высоких уровней мгновенной мощности. Накопленная энергия сбрасывается в сварочный трансформатор при нажатии переключателя. Затем этот трансформатор снижает напряжение при увеличении тока. Основная особенность трансформатора заключается в том, что он снижает количество электричества, которое может выдержать выключатель. Вторичная цепь трансформатора включает сварочный электрод. Также присутствует блок управления, который управляет переключателем, а также может контролировать напряжение или ток сварочного электрода.
Большое количество сопротивлений создается в разных регионах, что делает сопротивление довольно сложным. Вторичная обмотка, кабели и сварочные электроды имеют свое сопротивление. Контактное сопротивление между сварочными электродами и заготовкой также имеет значение. Есть также сопротивление заготовок и сопротивление контакта заготовок. Поскольку поначалу контактные сопротивления обычно высоки, большая часть энергии тратится впустую. Тепло, создаваемое усилием зажима, смягчает и разглаживает материал на границе электрод-материал, что приводит к лучшему контакту и снижению контактного сопротивления. В результате в заготовку будет передаваться больше электрической энергии, а сопротивление перехода между двумя заготовками увеличится. Электроды и заготовка отводят тепло, поскольку электрическая энергия подается на сварной шов, и температура повышается. Наиболее важной потребностью является обеспечение достаточного количества энергии, чтобы расплавить часть материала в пятне, не расплавляя все пятно. Периметр пятна будет отводить значительное количество тепла и поддерживать более низкую температуру периметра из-за теплопроводности. Поскольку изнутри пятна отводится меньше тепла, оно плавится первым. При использовании значительного сварочного тока происходит расплавление всего пятна, материал выливается, а вместо сварного шва образуется отверстие.
Периметр пятна будет отводить значительное количество тепла и поддерживать более низкую температуру периметра из-за теплопроводности. Поскольку изнутри пятна отводится меньше тепла, оно плавится первым. При использовании значительного сварочного тока происходит расплавление всего пятна, материал выливается, а вместо сварного шва образуется отверстие.
Рабочее напряжение, необходимое для сварки, зависит от сопротивления свариваемого материала, толщины листа и желаемого размера самородка. При сварке соединения внахлест толщиной 2 мм напряжение между электродами составляет всего около 1,5 В в начале сварки, но может упасть до 1 В в конце сварки. Это снижение напряжения связано с уменьшением сопротивления из-за плавления заготовки. Напряжение холостого хода от трансформатора выше, чем обычно, и составляет от 5 до 22 В.
Реклама
3. Обзор литературы
3.1 Точечная сварка сопротивлением аналогичных и разнородных усовершенствованных высокопрочных сталей (AHSS)
Усовершенствованные высокопрочные стали (AHSS) обычно используются в конструкциях автомобильных кузовов в автомобильной промышленности из-за снижение массы автомобиля, высокие требования безопасности по прочности, хорошая коррозионная стойкость, повышенная ударопрочность [7, 8, 9, 10]. Многочисленные рассматриваемые AHSS представляют собой двухфазные (DP) стали, стали с пластичностью, вызванной превращением, стали с комплексной фазой и мартенситные стали. Пуранвари [11] исследовал переход режима разрушения от межфазного режима к режиму отрыва стали DP600 и низкоуглеродистой стали в условиях как растяжения-сдвига, так и поперечного растяжения. Они сообщили, что увеличение углеродного эквивалента снижает коэффициент пластичности. Ван и др. В работе [12] исследовано влияние объемной доли и морфологии мартенсита на динамические механические свойства трех листов из стали ДП (ДП600, ДП800 и ДП1000) и одного листа из стали МС (М1200). Они установили, что прирост предела прочности уменьшается с увеличением объемной доли мартенсита. В режиме разрушения преобладала ферритная пластическая деформация. На рис. 2 представлены полученные деформированные микроструктуры и отверстия на различных расстояниях от поверхности подложки при скоростях деформации 10 −3 с −1 и 10 3 с −1 .
Многочисленные рассматриваемые AHSS представляют собой двухфазные (DP) стали, стали с пластичностью, вызванной превращением, стали с комплексной фазой и мартенситные стали. Пуранвари [11] исследовал переход режима разрушения от межфазного режима к режиму отрыва стали DP600 и низкоуглеродистой стали в условиях как растяжения-сдвига, так и поперечного растяжения. Они сообщили, что увеличение углеродного эквивалента снижает коэффициент пластичности. Ван и др. В работе [12] исследовано влияние объемной доли и морфологии мартенсита на динамические механические свойства трех листов из стали ДП (ДП600, ДП800 и ДП1000) и одного листа из стали МС (М1200). Они установили, что прирост предела прочности уменьшается с увеличением объемной доли мартенсита. В режиме разрушения преобладала ферритная пластическая деформация. На рис. 2 представлены полученные деформированные микроструктуры и отверстия на различных расстояниях от поверхности подложки при скоростях деформации 10 −3 с −1 и 10 3 с −1 .
Рис. 2.
Деформированная микроструктура и отверстия на различных расстояниях от поверхности М1200 при скоростях деформации 10 −3 с −1 и 10 3 с −1 . (а) 0,1 мм (10 -3 с -1 ). (б) 0,3 мм (10 -3 с -1 ). (в) 0,5 мм (10 -3 с -1 ). (г) 0,1 мм (10 3 с −1 ). (д) 0,3 мм (10 3 s −1 ). (е) 0,5 мм (10 3 с -1 ) [12].
Hayat и Sevim [13] выполнили точечную сварку оцинкованной стали DP600 и обнаружили, что вязкость разрушения сварного соединения зависит от сварочного тока и времени сварки. Кроме того, вязкость разрушения при точечной сварке зависит не только от диаметра наггетсов, но и от толщины листа, разрывной силы растяжения, времени сварки и силы тока. Пал и Бховмик [14] исследовали характеристики RSW стали DP780 и обнаружили, что на максимальную несущую способность влияет характер разрушения, то есть межфазное разрушение характеризуется более низкой несущей способностью по сравнению с разрушением типа пробки и отверстия. Чжао и др. [15] выполнили RSW аналогичных соединений DP600 и пришли к выводу, что сила электрода оказывает очевидное влияние на размер сварного шва сварного соединения. И существует критическое электродное усилие, при котором размер очага сварного шва достигает своего максимального значения. Механические свойства улучшаются с увеличением сварочного тока и времени. Изменение влияния силы электрода на диаметр и скорость проникновения самородка, а также взаимосвязь между растягивающей сдвиговой нагрузкой и поглощенной энергией в зависимости от диаметра самородка показаны на рис. 3а и б.
Пал и Бховмик [14] исследовали характеристики RSW стали DP780 и обнаружили, что на максимальную несущую способность влияет характер разрушения, то есть межфазное разрушение характеризуется более низкой несущей способностью по сравнению с разрушением типа пробки и отверстия. Чжао и др. [15] выполнили RSW аналогичных соединений DP600 и пришли к выводу, что сила электрода оказывает очевидное влияние на размер сварного шва сварного соединения. И существует критическое электродное усилие, при котором размер очага сварного шва достигает своего максимального значения. Механические свойства улучшаются с увеличением сварочного тока и времени. Изменение влияния силы электрода на диаметр и скорость проникновения самородка, а также взаимосвязь между растягивающей сдвиговой нагрузкой и поглощенной энергией в зависимости от диаметра самородка показаны на рис. 3а и б.
Рис. 3.
 w3.org/2001/XMLSchema-instance»> (а) Влияние силы электрода на диаметр и скорость проникновения и (б) взаимосвязь между растягивающей сдвиговой нагрузкой, энергией и диаметром зерна [15].
w3.org/2001/XMLSchema-instance»> (а) Влияние силы электрода на диаметр и скорость проникновения и (б) взаимосвязь между растягивающей сдвиговой нагрузкой, энергией и диаметром зерна [15]. Банерджи и др. [16] оценили усталостные характеристики стальных листов DP590, сваренных контактной точечной сваркой, и сообщили, что усталостная долговечность соединений зависит от размера наггетсов, чувствительности к надрезам, режима нагрузки и связанных с ними условий сдвига и номинального напряжения. В режимах высокой и средней нагрузки усталостные характеристики могут быть соотнесены с диаметром стержня, при этом более крупные стержни демонстрируют лучшие характеристики. Мэтлок и др. [17] изучили последние разработки в области AHSS для автомобильных применений. Ранние исследования двухфазной стали и стали TRIP в конце 1970-е и начало 1980-х превратились в основные идеи для этих прорывов. Контроль стабильности и объемной доли аустенита для производства высокопластичных сталей TRIP был отмечен как важный фактор в разработке нового AHSS третьего поколения. Хан и др. [18] провели исследование пригодности для контактной точечной сварки AHSS, таких как DP600, DP780, TRIP780 и 590R. В ходе исследования они обнаружили, что типичная микроструктура межкритической зоны термического влияния (ICHAZ) состоит из нерастворенного феррита и рассеянных мартенситных островков. Сталь TRIP показала некоторое количество остаточного аустенита в пределах ICHAZ. Кроме того, AHSS обеспечивает превосходную разрушающую нагрузку при растяжении по сравнению с HSLA. Во время испытаний на растяжение DP600 наблюдалось межфазное разрушение, в то время как для HSLA 59 возникали режимы отказа при вытягивании кнопки.0R, DP780 и TRIP780. Шоджаи и др. [19] исследовали механические свойства и поведение при разрушении соединений RSW в листах стали 980 и 1180 третьего поколения. Они пришли к выводу, что результаты испытаний на сдвиг при растяжении (TSS) показали, что сварные швы могут показывать режим IF и обладать высокой несущей способностью. Это говорит о том, что использование режима разрушения в качестве основного критерия для оценки испытаний на TSS является неточным и что несущая способность является лучшим показателем характеристик сварного соединения при сдвигающих нагрузках.
Хан и др. [18] провели исследование пригодности для контактной точечной сварки AHSS, таких как DP600, DP780, TRIP780 и 590R. В ходе исследования они обнаружили, что типичная микроструктура межкритической зоны термического влияния (ICHAZ) состоит из нерастворенного феррита и рассеянных мартенситных островков. Сталь TRIP показала некоторое количество остаточного аустенита в пределах ICHAZ. Кроме того, AHSS обеспечивает превосходную разрушающую нагрузку при растяжении по сравнению с HSLA. Во время испытаний на растяжение DP600 наблюдалось межфазное разрушение, в то время как для HSLA 59 возникали режимы отказа при вытягивании кнопки.0R, DP780 и TRIP780. Шоджаи и др. [19] исследовали механические свойства и поведение при разрушении соединений RSW в листах стали 980 и 1180 третьего поколения. Они пришли к выводу, что результаты испытаний на сдвиг при растяжении (TSS) показали, что сварные швы могут показывать режим IF и обладать высокой несущей способностью. Это говорит о том, что использование режима разрушения в качестве основного критерия для оценки испытаний на TSS является неточным и что несущая способность является лучшим показателем характеристик сварного соединения при сдвигающих нагрузках. На рис. 4 показаны карты микротвердости по Виккерсу по поперечному сечению сварного шва (а) 3G-9.Сталь 80, сваренная при 9,3 кА, и сталь 3Г-1180, сваренная при 9,1 кА. На рис. 4с показаны профили твердости, извлеченные из карт.
На рис. 4 показаны карты микротвердости по Виккерсу по поперечному сечению сварного шва (а) 3G-9.Сталь 80, сваренная при 9,3 кА, и сталь 3Г-1180, сваренная при 9,1 кА. На рис. 4с показаны профили твердости, извлеченные из карт.
Рис. 4.
(а) Карты микротвердости по Виккерсу в поперечном сечении (а) 3G-980, сваренного при 9,3 кА, и (б) 3G-1180, сваренного при 9,1 кА. (в) Профили твердости, извлеченные из карт [19].
3.2 Методы улучшения соединений RSW
Были разработаны многочисленные методы повышения прочности соединений точечной сварки как однородных, так и разнородных металлов. Методы перечислены ниже:
3.2.1 Использование двойного импульсного тока
Soomro и Pedapati [20] изучили влияние второго импульсного тока на микроструктуру и механическое поведение стали RSW HSLA350 и пришли к выводу, что введение второго импульсного тока увеличивает способность поглощения энергии. и предел прочности при сдвиге сварного шва. Кроме того, наблюдались углубления сдвига с небольшой долей микротрещин по сравнению с гребнями разрыва с высокой долей микротрещин, наблюдаемыми в сварном шве с одним импульсом. Соомро и др. [21] выполняли как одноимпульсную, так и двухимпульсную сварку ДП59.0 и наблюдали максимальное улучшение пиковой нагрузки растяжения на 62% и энергии разрушения на 62,3% при сварке двойным импульсом по сравнению со сваркой одиночным импульсом. Кроме того, в размере сварного шва наблюдалось увеличение на 3,7% при подводимой теплоте ( Q ) = 0,25 и на 13,8% при Q = 1. Джахандиде и др. [22] исследовали влияние времени догрева и тока догрева на качество сварного шва стали САП50 и пришли к выводу, что время догрева снижает межфазные трещины, но с меньшей скоростью. Стадия догрева не оказывает существенного влияния на прочность сварных соединений при растяжении при сдвиге и характер разрушения при испытаниях внахлест при растяжении при сдвиге. На рис. 5а показаны твердость гранул и режимы разрушения при различных параметрах сварки, а на рис. 5б и с — типичные режимы разрушения.
На рис. 5а показаны твердость гранул и режимы разрушения при различных параметрах сварки, а на рис. 5б и с — типичные режимы разрушения.
Рис. 5.
(а) Твердость ядра и вид разрушения при различных послесварочных токах и временах, (б) типичный межфазный излом и (в) типичный излом при отрыве [22].
Эфтехаримилани и др. [23] исследовали влияние одиночного и двойного импульса УВР на микроструктуры AHSS. По словам исследователей, элементное распределение фосфора на кромке первичного сварного шва двойных импульсных сварных швов является более равномерным. Когда область нагревается до более высокой температуры, распределение улучшается (т.е. второй импульс тока равен первому по величине). Механические свойства также улучшились за счет двойного импульсного воздействия, а сварные швы, подвергнутые воздействию двух одинаковых импульсов тока, демонстрируют наивысшую максимальную прочность на поперечное растяжение и сопротивление сдвигу при растяжении, а также благоприятную вероятность разрушения пробки. Лю и др. [24] изучали влияние двухимпульсной УВР на механические свойства и процесс разрушения Q&P9.80 стали. Они заметили, что мартенсит был преобладающей микроструктурой в сварном шве, и эта сталь была подвержена образованию ликвационных трещин. Кроме того, применение более высокого вторичного тока улучшило прочность на растяжение при сдвиге и режим разрушения, в то время как среднее значение увеличило прочность на поперечное растяжение и коэффициент пластичности. На Рисунке 6 показаны типичные формы разрушения в испытаниях TSS и соответствующие им поверхности разрушения и поперечные сечения.
Лю и др. [24] изучали влияние двухимпульсной УВР на механические свойства и процесс разрушения Q&P9.80 стали. Они заметили, что мартенсит был преобладающей микроструктурой в сварном шве, и эта сталь была подвержена образованию ликвационных трещин. Кроме того, применение более высокого вторичного тока улучшило прочность на растяжение при сдвиге и режим разрушения, в то время как среднее значение увеличило прочность на поперечное растяжение и коэффициент пластичности. На Рисунке 6 показаны типичные формы разрушения в испытаниях TSS и соответствующие им поверхности разрушения и поперечные сечения.
Рис. 6.
Типичные виды разрушения при испытаниях на TSS: (а)–(е) – поверхности разрушения и сечения; (g)–(p) – увеличенные изображения, расположенные в точках (g)–(p) соответственно [24].
3.2.2 Использование промежуточных слоев
Ibrahim et al. [25] исследовали свариваемость листа A6061-T6 с SS304 с использованием сплава Al-Mg в качестве промежуточного слоя. Они пришли к выводу, что разнородные сварные швы Al/сталь с промежуточным слоем демонстрируют более высокое усилие сдвига при растяжении, чем швы без промежуточного слоя. Прочность на сдвиг и усталостную прочность разнородных сварных швов RSW Al/сталь была выше, чем у сварных швов FSSW, выполненных с использованием инструмента со спиральными канавками без зонда. Пробка, сдвиг и разрушение верхнего алюминиевого листа преобладали при высоких, средних и низких уровнях нагрузки соответственно. Чжан и др. В работе [26] проведена термокомпенсированная РУО сплава АА5052-х22 Al и сплава АЗ31Б Mg с использованием Zn в качестве прослойки. Добавление промежуточного слоя Zn между листами не влияет на свойства растяжения разнородных соединений Mg/Al, а растягивающее усилие сдвига сварного соединения было улучшено до 219N методом термокомпенсации, тогда как пиковая нагрузка соединений RSW из Mg/Al и межслойных соединений RSW из Mg/Al с Zn составляла всего 33 и 727 Н соответственно.
[25] исследовали свариваемость листа A6061-T6 с SS304 с использованием сплава Al-Mg в качестве промежуточного слоя. Они пришли к выводу, что разнородные сварные швы Al/сталь с промежуточным слоем демонстрируют более высокое усилие сдвига при растяжении, чем швы без промежуточного слоя. Прочность на сдвиг и усталостную прочность разнородных сварных швов RSW Al/сталь была выше, чем у сварных швов FSSW, выполненных с использованием инструмента со спиральными канавками без зонда. Пробка, сдвиг и разрушение верхнего алюминиевого листа преобладали при высоких, средних и низких уровнях нагрузки соответственно. Чжан и др. В работе [26] проведена термокомпенсированная РУО сплава АА5052-х22 Al и сплава АЗ31Б Mg с использованием Zn в качестве прослойки. Добавление промежуточного слоя Zn между листами не влияет на свойства растяжения разнородных соединений Mg/Al, а растягивающее усилие сдвига сварного соединения было улучшено до 219N методом термокомпенсации, тогда как пиковая нагрузка соединений RSW из Mg/Al и межслойных соединений RSW из Mg/Al с Zn составляла всего 33 и 727 Н соответственно. Дас и др. В работе [27] проведен РИО стали AISI-1008 на сплав Al-1100 с использованием покрытия из графеновых нанопластинок (ЗНЧ) в качестве прослойки. Они сообщили об увеличении прочности сварного шва примерно на 124% по одному из параметров сварки. Также наблюдалось увеличение твердости за счет взаимодействия различных механизмов упрочнения. Интерметаллические соединения (ИМС) Al-Fe, такие как FeAl 3 , Fe 2 Al 5 и Fe 4 Al 13 образовались в межфазной области Al/Fe, которые были хрупкими. На рис. 7a–d представлены графики зависимости нагрузки от смещения образцов без покрытия и образцов с покрытием GNP, а также процентное увеличение за счет добавления GNP.
Дас и др. В работе [27] проведен РИО стали AISI-1008 на сплав Al-1100 с использованием покрытия из графеновых нанопластинок (ЗНЧ) в качестве прослойки. Они сообщили об увеличении прочности сварного шва примерно на 124% по одному из параметров сварки. Также наблюдалось увеличение твердости за счет взаимодействия различных механизмов упрочнения. Интерметаллические соединения (ИМС) Al-Fe, такие как FeAl 3 , Fe 2 Al 5 и Fe 4 Al 13 образовались в межфазной области Al/Fe, которые были хрупкими. На рис. 7a–d представлены графики зависимости нагрузки от смещения образцов без покрытия и образцов с покрытием GNP, а также процентное увеличение за счет добавления GNP.
Рис. 7.
Графики зависимости нагрузки от растяжения (а) образцов без покрытия, (б) образцов с графеновым покрытием, обработанных при наилучших параметрах сварки, (в) энергии разрушения образцов и (г) процентного увеличения пиковая нагрузка при добавлении графена по сравнению с голыми образцами [27].
Пеннер и др. [28] исследовали влияние промежуточного слоя никеля с золотым покрытием на механическое и микроструктурное поведение разнородных точечных сварных швов сопротивлением Al-Mg. Они сообщили, что не было выполнено никаких соединений с использованием промежуточного слоя без покрытия Ni. Сварные швы, выполненные током 24 кА, имели среднюю пиковую нагрузку 4,69 кН, что составляло 88% от оптимизированных аналогичных сварных швов AZ31B. А образование ИМС Al-Mg было полностью подавлено с помощью промежуточного слоя никеля с золотым покрытием. Таким образом, никель с золотым покрытием представлял собой многообещающий подход в разнородных RSW. Сан и др. [29] проведены разнородные РИО сплавов АА5052 и АЗ31 с прослойкой из стали с оловянным покрытием. Они сообщили, что с помощью промежуточного слоя были достигнуты прочные соединения, и он достиг 88% от максимального значения аналогичных соединений AZ31 RSW. Толщина Al-Mg IMC уменьшилась, а также пустоты уменьшились из-за длительного времени спада и, возможно, также из-за высокой температуры кипения Sn. Дас и др. В работах [30, 31] изучалось влияние многостенных углеродных нанотрубок (МУНТ) на УРО соединений из стали AISI-1008. Они пришли к выводу, что увеличение прочности соединения примерно на 45% наблюдалось благодаря включению промежуточного слоя МУНТ. Энергия разрушения также увеличивается при увеличении сварочного тока и при использовании прослойки. Сан и др. В работе [32] проведен РВ разнородного сплава AZ31 Mg на алюминий АА5754 с технически чистым Ni в качестве прослойки. Они подытожили, что увеличение сварочного тока увеличило диаметр заготовки и, следовательно, прочность соединения увеличилась до 36 кА. Но дефекты, такие как трещины и пористость, образовавшиеся в межфазной области Mg/Ni, были чрезмерно высокими при 42 кА. Это привело к раннему разрушению на границе раздела Mg/Ni и снижению прочности соединения. На рис. 8a–e представлена схема образца при растяжении при сдвиге и поверхности разрушения, четко изображающая межфазный характер разрушения и выброса металла.
Дас и др. В работах [30, 31] изучалось влияние многостенных углеродных нанотрубок (МУНТ) на УРО соединений из стали AISI-1008. Они пришли к выводу, что увеличение прочности соединения примерно на 45% наблюдалось благодаря включению промежуточного слоя МУНТ. Энергия разрушения также увеличивается при увеличении сварочного тока и при использовании прослойки. Сан и др. В работе [32] проведен РВ разнородного сплава AZ31 Mg на алюминий АА5754 с технически чистым Ni в качестве прослойки. Они подытожили, что увеличение сварочного тока увеличило диаметр заготовки и, следовательно, прочность соединения увеличилась до 36 кА. Но дефекты, такие как трещины и пористость, образовавшиеся в межфазной области Mg/Ni, были чрезмерно высокими при 42 кА. Это привело к раннему разрушению на границе раздела Mg/Ni и снижению прочности соединения. На рис. 8a–e представлена схема образца при растяжении при сдвиге и поверхности разрушения, четко изображающая межфазный характер разрушения и выброса металла.
Рис.
 8.
8.(а) схема образца при сдвиге при растяжении и поверхности разрушения; поверхность разрушения самородка со стороны Ni (Al) и Mg при сварочном токе 32 кА (б) и (в) и 42 кА (г) и (д) [32].
Дас и др. [33] исследовали влияние нанопластинок графена на RSW аналогичных соединений из стали AISI-1008 и пришли к выводу, что наблюдалось увеличение ~ 63% при параметре сварки. Исследования микротвердости также показали увеличение твердости при включении прослойки ЗНЧ, а также при увеличении сварочного тока.
Advertisement
4. Применение контактной точечной сварки
Контактная точечная сварка обычно используется при соединении определенных типов листового металла, сварной или неизолированной проволочной сетки. Более толстые листы труднее точечной сварки из-за более легкого отвода тепла в окружающий металл. Точечная сварка возможна с алюминиевыми сплавами, но их более высокая тепло- и электропроводность требуют больших сварочных токов. Это требует использования более крупных, мощных и более дорогих сварочных трансформаторов.
Точечная сварка возможна с алюминиевыми сплавами, но их более высокая тепло- и электропроводность требуют больших сварочных токов. Это требует использования более крупных, мощных и более дорогих сварочных трансформаторов.
Точечная сварка чаще всего используется в автомобилестроении, где она почти всегда используется для соединения листового металла автомобильных рам. Сварочные аппараты для точечной сварки также могут быть полностью автоматизированы, и многие промышленные роботы, установленные на сборочных линиях, являются аппаратами для точечной сварки.
Точечная сварка также используется в ортодонтических клиниках для изменения размера металлических «моляров», используемых в ортодонтии, с помощью небольшого оборудования для точечной сварки.
Для создания аккумуляторов точечная сварка также используется для присоединения ремешков к никель-кадмиевым, никель-металлогидридным или литий-ионным аккумуляторным элементам. Точечная сварка тонких никелевых полосок с клеммами аккумулятора соединяет элементы. Этот метод предотвращает перегрев батареи, который мог бы произойти, если бы использовалась традиционная пайка.
Для точечной сварки необходимо соблюдать некоторые правила проектирования, например, соединительные поверхности должны быть свободны от загрязняющих веществ, таких как окалина, масло и грязь, чтобы обеспечить качество сварных швов.
Объявление
5. Модификации контактной точечной сварки
Разработан модифицированный вариант контактной точечной сварки, известный как рельефная сварка. Сварка локализуется при рельефной сварке с использованием выступов или выступов на одном или обоих соединяемых металлических листах. Тепло концентрируется на этих выступах, что позволяет сваривать более тяжелые детали или уменьшать расстояние между сварными швами. Выступы также можно использовать для позиционирования заготовок таким образом, чтобы они были сбалансированы. Шпильки, гайки и другие детали машин с резьбой часто приваривают к металлической пластине методом рельефной сварки. К нему обычно присоединяют перекрещенные провода и стержни. С помощью этой высокопроизводительной техники можно выполнить несколько выступающих швов путем соответствующего планирования и отсадки [34].
Реклама
6. Выводы
В этой главе рассматривается метод контактной точечной сварки, различные принципы его работы и применения. Точечная контактная сварка применяется в основном для соединения тонких металлических листов и их сплавов. Также обсуждались трудности, связанные с соединением металлов с высокой теплопроводностью, таких как алюминий и магний. Используемый блок питания также обсуждался. Исследователи также обнаружили различные методы повышения прочности сварных соединений. Методы включали использование двухимпульсного сварочного тока и различных металлических или неметаллических прослоек. Кроме того, была упомянута широкая область применения контактной точечной сварки, а также в этой главе был разработан модифицированный метод RSW, который представляет собой рельефную сварку. 0004 Appendices and nomenclature RSW
resistance spot welding
GNPsgraphene nanoplatelets
MWCNTsmulti-walled carbon nanotubes
IMCsintermetallic compounds
AHSSadvanced high strength steels
DPdual-phase
HSLAhigh strength low alloy
TRIPПластичность, вызванная трансформацией
Q&PЗакалка и разделение
ICHAZМежкритическая зона термического влияния
Ссылки
- 1. Шумахер Б.В., Дилай В. Выборочное управление сваркой с адаптивным графиком. 1984
- 2. Пуранвари М., Хоррамифар М., Мараши С.П.Х. Точечная сварка ферритно-аустенитных нержавеющих сталей с разным сопротивлением: металлургические характеристики и характеристики разрушения. Наука и техника сварки и соединения. 2016;21:438-445. DOI: 10.1080/13621718.2015.1124491
- 3. Larsson H, Chamberlain A, Walin S, Schouri S, Nilsson L, Myrsell E, et al. Методы сварки электрических соединений в аккумуляторных системах. 2019
- 4. Ли Ю.Б., Линь З.К., Шен К., Лай С.М. Численный анализ транспортных явлений в процессе контактной точечной сварки. Журнал производственных наук и инженерных транзакций ASME. 2011;133:1-8. DOI: 10.1115/1.4004319
- 5. Li YB, Lin ZQ, Hu SJ, Chen GL. Численный анализ динамики магнитной жидкости при контактной точечной сварке. Журнал прикладной физики. 2007; 101:053506-1 по 053506-10. DOI: 10.1063/1.2472279
- 6. Li Y, Wei Z, Li Y, Shen Q, Lin Z. Влияние угла конусности усеченного электрода на тепломассоперенос при контактной точечной сварке. Международный журнал тепло- и массообмена. 2013;65:400-408. DOI: 10.1016/j.ijheatmasstransfer.2013.06.012
- 7. Кляйнер М., Чатти С., Клаус А. Методы обработки металлов давлением для легких конструкций. Журнал технологии обработки материалов. 2006;177:2-7. DOI: 10.1016/j. jmatprotec.2006.04.085
- 8. Zhang XQ, Chen GL, Zhang YS. Особенности износа электродов при контактной точечной сварке двухфазных сталей. Материалы и дизайн. 2008;29:279-283. DOI: 10.1016/j.matdes.2006.10.025
- 9. Озтурк Ф., Торос С., Килич С. Поведение при растяжении и пружинении усовершенствованной высокопрочной стали DP600 при высоких температурах. Журнал международных исследований железа и стали. 2009 г.;16:41-46. DOI: 10.1016/S1006-706X(10)60025-8
- 10. Ma C, Chen DL, Bhole SD, Boudreau G, Lee A, Biro E. Микроструктура и характеристики разрушения стали DP600, сваренной точечной сваркой. Материаловедение и инженерия А. 2008;485:334-346. DOI: 10.1016/j.msea.2007.08.010
- 11. Пуранвари М. Восприимчивость к режиму межфазного разрушения в точечных сварных швах с одинаковым и разным сопротивлением двухфазной стали DP600 и низкоуглеродистой стали в условиях поперечного растяжения и растяжения-сдвига. Материаловедение и инженерия А. 2012; 546:129-138. DOI: 10.1016/j.msea.2012.03.040
- 12. Wang W, Li M, He C, Wei X, Wang D, Du H. Экспериментальное исследование поведения при высокой скорости деформации высокопрочных двухфазных сталей 600–1000 МПа и Полностью мартенситные стали 1200 МПа. Материалы и дизайн. 2013;47:510-521. DOI: 10.1016/j.matdes.2012.12.068
- 13. Hayat F, Sevim I. Влияние параметров сварки на вязкость разрушения оцинкованных листов автомобильной стали DP600, сваренных контактной точечной сваркой. Международный журнал передовых производственных технологий. 2012;58:1043-1050. DOI: 10.1007/s00170-011-3428-x
- 14. Пал Т.К., Бхоумик К. Характеристики контактной точечной сварки и многоцикловая усталостная характеристика стального листа DP 780. Журнал материаловедения и производительности. 2012;21:280-285. DOI: 10.1007/s11665-011-9850-2
- 15. Zhao DW, Wang YX, Zhang L, Zhang P. Влияние силы электрода на микроструктуру и механическое поведение сварного соединения DP600 методом контактной точечной сварки. Материалы и дизайн. 2013;50:72-77. DOI: 10.1016/j.matdes.2013.02.016
- 16. Банерджи П., Саркар Р., Пал Т.К., Шоме М. Влияние размера наггетсов и геометрии надреза на характеристики многоцикловой усталости точечной сварки сопротивлением DP590 стальных листов. Журнал технологии обработки материалов. 2016; 238:226-243. DOI: 10.1016/j.jmatprotec.2016.07.023
- 17. Мэтлок Д., Спир Дж., Де Мур Э., Гиббс П. Последние разработки в области передовых высокопрочных листовых сталей для автомобильных применений: обзор. Журнал инженерных наук и технологий. 2012;15:1-12
- 18. Хан М.И., Кунц М.Л., Биро Э., Чжоу Ю. Микроструктура и механические свойства усовершенствованных высокопрочных сталей, сваренных контактной точечной сваркой. Сделки с материалами. 2008;49: 1629-1637. DOI: 10.2320/matertrans. MRA2008031
- 19. Shojaee M, Midawi ARH, Barber B, Ghassemi-Armaki H, Worswick M, Biro E. Механические свойства и поведение при разрушении усовершенствованных высокопрочных сталей третьего поколения, сваренных контактной точечной сваркой. Журнал производственных процессов. 2021;65:364-372. DOI: 10.1016/j.jmapro.2021.03.047
- 20. Soomro IA, Pedapati SR. Применение термообработки после сварки на месте с использованием технологии двойного импульса и ее влияние на микроструктуру и механические характеристики стали HSLA350, сваренной контактной точечной сваркой. Международный журнал передовых производственных технологий. 2019;105:3249-3260. DOI: 10.1007/s00170-019-04569-2
- 21. Soomro IA, Pedapati SR, Awang M. Оптимизация параметров импульса послесварочного отпуска для максимальной несущей способности и поглощения энергии разрушения в двухфазной (DP590) точечной сварке сопротивления стали. Материаловедение и инженерия А. 2021;803:140713. DOI: 10.1016/j.msea.2020.140713
- 22. Джахандиде А., Хамеди М., Мансурзаде С.А., Рахи А. Экспериментальное исследование влияния параметров последующего нагрева на контактную точечную сварку стали SAPh540. Наука и техника сварки и соединения. 2011;16:669-675. DOI: 10.1179/1362171811Y.0000000053
- 23. Eftekharimilani P, van der Aa EM, Hermans MJM, Richardson IM. Микроструктурная характеристика усовершенствованной высокопрочной стали, сваренной точечной сваркой двойным импульсным сопротивлением. Наука и техника сварки и соединения. 2017;22:545-554. DOI: 10.1080/13621718.2016.1274848
- 24. Liu XD, Xu YB, Misra RDK, Peng F, Wang Y, Du YB. Механические свойства при точечной сварке двойным импульсом сопротивления стали Q&P 980. Журнал технологии обработки материалов. 2019;263:186-197. DOI: 10.1016/j.jmatprotec.2018.08.018
- 25. Ibrahim I, Ito R, Kakiuchi T, Uematsu Y, Yun K, Matsuda C. Усталостное поведение точечных сварных швов с разным сопротивлением Al/сталь, изготовленных с использованием промежуточного слоя Al-Mg. Наука и техника сварки и соединения. 2016;21:223-233. DOI: 10.1179/1362171815Y.0000000086
- 26. Zhang Y, Luo Z, Li Y, Liu Z, Huang Z. Характеристика микроструктуры и свойства при растяжении разнородных соединений Mg/Al, изготовленных методом термокомпенсированной контактной точечной сварки с промежуточным слоем Zn. Материалы и дизайн. 2015;75:166-173. DOI: 10.1016/j.matdes.2015.03.030
- 27. Дас Т., Дас Р., Пол Дж. Точечная контактная сварка разнородных соединений внахлестку стали AISI-1008/сплава Al-1100 с графеновой прослойкой. Журнал производственных процессов. 2020;53:260-274. DOI: 10.1016/j.jmapro.2020.02.032
- 28. Penner P, Liu L, Gerlich A, Zhou Y. Исследование возможности контактной точечной сварки разнородных комбинаций Al/Mg с промежуточными слоями на основе Ni. Наука и техника сварки и соединения. 2013;18:541-550. DOI: 10.1179/1362171813Y.0000000129
- 29. Сунь М., Никнеджад С.Т., Гао Х., У Л., Чжоу Ю. Механические свойства точечных сварных швов алюминия с магнием с разным сопротивлением с прослойкой из стали с оловянным покрытием. Материалы и дизайн. 2016;91:331-339. DOI: 10.1016/j.matdes.2015.11.121
- 30. Das T, Rawal S, Panda SK, Paul J. Точечная контактная сварка соединений стали AISI-1008 с промежуточным слоем покрытия MWCNT. Материалы и производственные процессы. 2021;36:448-456. DOI: 10.1080/10426914.2020.1843667
- 31. Das T, Panda SK, Paul J. Микроструктура и механические свойства соединений внахлестку, сваренных контактной точечной сваркой из стали AISI-1008 с использованием многостенных углеродных нанотрубок в качестве промежуточного слоя. Журнал материаловедения и производительности. 2021;30:3333-3341. DOI: 10.1007/s11665-021-05687-3
- 32. Sun M, Niknejad ST, Zhang G, Lee MK, Wu L, Zhou Y. Микроструктура и механические свойства точечной сварки сопротивлением AZ31/AA5754 с использованием промежуточного слоя никеля. Материалы и дизайн. 2015;87:905-913. DOI: 10.1016/j.matdes.2015.08.097
- 33. Das T, Sahoo B, Kumar P, Paul J. Влияние промежуточного слоя графена на сварные соединения стали AISI-1008 методом контактной точечной сварки. Материаловедение Экспресс. 2019;6:0865c3
- 34. Zhang X, Yao F, Ren Z, Yu H. Влияние сварочного тока на формирование шва, микроструктуру и механические свойства при контактной точечной сварке CR59Двухфазная оцинкованная сталь 0T/340Y. Материалы (Базель). 2018;11:2310. Doi: 10.3390/ma11112310
Секции
Информация о авторе
- 1. ВВЕДЕНИЕ
- 2. PRINICHIPLES SPEED SPEEDANCE
- 3. LITERREALUTE
- 3.Splice
- 3. LITERUTURE
- .SPLICE
- 3. LITERUTURE
- 3 4.PPLICE 905. точечная сварка
- 6.Выводы
Ссылки
Реклама
Автор
Das Tanmoy
Опубликовано: 23 января 2022 г. Пересмотрено: 10 февраля 2022 г. Опубликовано: 23 июня 2022 г.
СКАЧАТЬ БЕСПЛАТНО © 2022 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Наши деловые ценности основаны на тех принципах, которые любой ученый применяет в своих исследованиях. Ценности нашего бизнеса основаны на тех же ценностях, которые все хорошие ученые применяют в своих исследованиях. Мы создали культуру уважения и сотрудничества в непринужденной, дружелюбной и прогрессивной атмосфере, сохраняя при этом академическую строгость.
Целостность — Мы последовательны и надежны, всегда стремимся к точности и аккуратности в истинном духе науки.
Открытость — Мы общаемся честно и прозрачно. Мы открыты для конструктивной критики и стремимся извлечь из нее уроки.
Деструктивность — Мы стремимся к открытиям, новым идеям и прогрессу. Мы подходим к своей работе творчески и решительно, с ясным видением, которое движет нас вперед. Мы смотрим дальше сегодняшнего дня и стремимся к лучшему завтра.
IntechOpen — динамичная, яркая компания, в которой выдающиеся люди добиваются больших успехов. Мы предлагаем творческую, преданную, преданную и страстную атмосферу, но никогда не упускаем из виду тот факт, что наука и открытия захватывают и вознаграждают. Мы постоянно стремимся к тому, чтобы члены нашего сообщества могли работать, путешествовать, встречаться со всемирно известными исследователями, развивать свою карьеру и приобретать собственный опыт.
Если это звучит как место, где вы хотели бы работать, независимо от того, находитесь ли вы в начале своей карьеры или являетесь опытным профессионалом, мы приглашаем вас напишите нам и расскажите, почему вы можете быть подходящим человеком для IntechOpen. .
Целостность — Мы последовательны и надежны, всегда стремимся к точности и аккуратности в истинном духе науки.
Открытость — Мы общаемся честно и прозрачно. Мы открыты для конструктивной критики и стремимся извлечь из нее уроки.
Деструктивность — Мы стремимся к открытиям, новым идеям и прогрессу. Мы подходим к своей работе творчески и решительно, с ясным видением, которое движет нас вперед. Мы смотрим дальше сегодняшнего дня и стремимся к лучшему завтра.
IntechOpen — динамичная, яркая компания, в которой выдающиеся люди добиваются больших успехов. Мы предлагаем творческую, преданную, преданную и страстную атмосферу, но никогда не упускаем из виду тот факт, что наука и открытия захватывают и вознаграждают. Мы постоянно стремимся к тому, чтобы члены нашего сообщества могли работать, путешествовать, встречаться со всемирно известными исследователями, развивать свою карьеру и приобретать собственный опыт.
Если это звучит как место, где вы хотели бы работать, независимо от того, находитесь ли вы в начале своей карьеры или являетесь опытным профессионалом, мы приглашаем вас напишите нам и расскажите, почему вы можете быть подходящим человеком для IntechOpen. .
\r\n\tВ этом разделе представлен всесторонний обзор последних тенденций в области гигиены полости рта на основе последних научных данных. Темы будут включать обзор заболеваний и инфекций полости рта, системных заболеваний, поражающих полость рта, профилактику, диагностику, лечение, эпидемиологию, а также текущие клинические рекомендации по лечению заболеваний полости рта, зубов и пародонта.
\r\n\tПреобразование нашего мира: Повестка дня в области устойчивого развития на период до 2030 г., одобренная Организацией Объединенных Наций и 193 государства-члена, вступили в силу 1 января 2016 г., чтобы направлять процесс принятия решений и действия до 2030 г. и далее. Центральное место в этой повестке дня занимают 17 целей, 169 связанных с ними задач и более 230 показателей, которые пересматриваются ежегодно. Видение, предусмотренное в реализации ЦУР, сосредоточено на пяти принципах: люди, планета, процветание, мир и партнерство. Этот призыв к новым целенаправленным усилиям гарантирует, что у нас будет безопасная и здоровая планета для нынешнего и будущих поколений.
\r\n\tЭта серия посвящена исследованиям и прикладным исследованиям, связанным с пятью P, по следующим темам:
\r\n\t1. Устойчивая экономика и справедливое общество, которые связаны с ЦУР 1 «Ликвидация бедности», ЦУР 2 «Ликвидация голода», ЦУР 8 «Достойная работа и экономический рост», ЦУР 10 «Сокращение неравенства», ЦУР 12 «Ответственное потребление и производство» и ЦУР 17 «Партнерство для достижения целей».
\r\n\t2. Здоровье и благополучие с упором на ЦУР 3 «Хорошее здоровье и благополучие» и ЦУР 6 «Чистая вода и санитария»
\r\n\t3. Инклюзивность и социальное равенство, включая ЦУР 4 по качественному образованию, ЦУР 5 по гендерному равенству и ЦУР 16 по миру, справедливости и сильным институтам
\r\n\t4. Изменение климата и экологическая устойчивость, включая ЦУР 13 по борьбе с изменением климата, ЦУР 14 по жизни под водой и ЦУР 15 по жизни на суше
\r\n\t5. Городское планирование и рациональное использование окружающей среды, включая ЦУР 7 по доступной чистой энергии, ЦУР 9 по промышленности, инновациям и инфраструктуре и ЦУР 11 по устойчивым городам и сообществам.
\r\n\tСерия также направлена на поддержку использования сквозных ЦУР, поскольку многие из перечисленных выше целей, задач и показателей взаимосвязаны, чтобы влиять на нашу жизнь и решения, которые мы принимаем ежедневно, делая их невозможно привязать к одной теме.
\r\n\tВо всем мире экологический след растет быстрее, чем ВВП. Это явление изучается учеными уже много лет. Однако сейчас как никогда нужны четкие стратегии и действия. Каждый день человечество, от отдельных лиц до предприятий (государственных и частных) и правительств, призвано изменить свое мышление, чтобы найти благотворное сочетание для устойчивого развития. Устойчивое мышление предполагает, в первую очередь, эффективное и стратегическое управление доступными ресурсами, будь то природные, финансовые, человеческие или реляционные. Таким образом, стоимость создается за счет содействия росту, улучшению и социально-экономическому развитию сообществ и всех участников, составляющих цепочку создания стоимости. В ближайшие десятилетия нам нужно будет перейти от общества, в котором экономическое благополучие и здоровье измеряются ростом производства и потребления материалов, к обществу, в котором мы живем лучше, потребляя меньше. В этом контексте оцифровка может нарушить процессы, что будет иметь серьезные последствия для окружающей среды и устойчивого развития. Существует множество проблем, связанных с устойчивостью и цифровизацией, необходимостью рассмотрения новых бизнес-моделей, способных извлекать ценность, владение данными, их совместное использование и интеграция, а также сотрудничество по всей цепочке поставок продукта. Чтобы создать ценность, эффективная разработка сложной системы, основанной на принципах устойчивости, является сложной задачей, требующей глубокой приверженности как технологическим факторам, таким как данные и платформы, так и человеческим измерениям, таким как доверие и сотрудничество. Регулярные исследования, исследования и внедрение должны быть частью пути к устойчивым решениям. Следовательно, в этой теме будут проанализированы модели и методы роста, направленные на достижение справедливости между поколениями с точки зрения экономического, социального и экологического благополучия. Он также будет охватывать различные темы, в том числе оценку рисков в контексте устойчивой экономики и справедливого общества.
\r\n\tУстойчивые подходы к здоровью и благополучию в нашем восстановлении после COVID 19 должны быть сосредоточены на экологических подходах, которые отдают приоритет нашим отношениям друг с другом и включают взаимодействие с природой, искусством и нашим наследием. Это гарантирует, что мы найдем способы жить в нашем мире, которые позволят нам и другим существам процветать. Мы больше не можем полагаться на медицинские подходы к здоровью, которые ждут, пока люди заболеют, прежде чем пытаться их лечить. Нам нужно жить в гармонии с природой и заново открывать для себя красоту и баланс в нашей повседневной жизни и окружающей среде, которые способствуют нашему благополучию и благополучию всех других существ на планете. Эта тема предоставит информацию и знания о том, как добиться этого изменения в здравоохранении, основанного на экологически устойчивых методах.
\r\n\tЭта тема посвящена усилиям и продвижению ЦУР 4 ЮНЕСКО, инициативе ЮНЕСКО в отношении будущего образования и необходимости нового общественного договора в сфере образования. Он направлен на распространение знаний о политике, стратегиях, методах и технологиях, которые повышают устойчивость и устойчивость развития будущего образования и нового общественного договора в сфере образования. Он также рассмотрит глобальные проблемы, такие как глобализация, демографические изменения, цифровая трансформация, изменение климата, окружающая среда и социальные основы устойчивого развития.
\r\n\tРеагирование на пандемию и предшествовавшее ей широкое недовольство должно основываться на новом общественном договоре и Новом глобальном курсе в области образования, обеспечивающем равные возможности для всех и уважающем права и свободы всех людей (ЮНЕСКО; 2021 г. ). ). Такой новый общественный договор, предложенный ЮНЕСКО, должен основываться на общих принципах, лежащих в основе прав человека, — инклюзия и равенство, сотрудничество и солидарность, коллективная ответственность и взаимосвязь, — и руководствоваться следующим фундаментальным принципом: обеспечить каждому доступ к к качественному образованию на протяжении всей жизни.
\r\n\tМы сталкиваемся с двойной задачей: выполнить невыполненное обещание обеспечить право на качественное образование для каждого ребенка, молодежи и взрослого, а также полностью реализовать преобразующий потенциал образования как пути к более устойчивое коллективное будущее. Для этого нам нужен новый общественный договор в сфере образования, который устранит неравенство и изменит будущее. Этот новый общественный договор должен основываться на правах человека и принципах недискриминации, социальной справедливости, уважения жизни, человеческого достоинства и культурного разнообразия. Она должна включать этику заботы, взаимности и солидарности. Новый общественный договор основывается на инклюзивности, справедливости, обучении на протяжении всей жизни, ЦУР, сотрудничестве и личном обучении в глобальном контексте демократии.
\r\n\tНа международном уровне принятие рекомендаций Open Educational Resources и Open Science представляет собой важный шаг на пути к построению более открытых и инклюзивных обществ знаний, а также к достижению Повестки дня ООН на период до 2030 года. Действительно, выполнение рекомендаций поможет достичь как минимум еще пяти Целей в области устойчивого развития (ЦУР), которые переплетаются с темой этой серии книг, а именно ЦУР 5 (Гендерное равенство), ЦУР 9 (Промышленность, инновации и инфраструктура), ЦУР 10. (Уменьшение неравенства внутри стран и между ними), ЦУР 16 (Мир, справедливость и сильные институты) и ЦУР 17 (Партнерство для достижения целей).
\r\n\tУстойчивое развитие направлено на увязку экономического развития с защитой окружающей среды и социальным развитием для обеспечения будущего процветания людей и планеты. Для решения глобальных проблем развития и окружающей среды Генеральная Ассамблея Организации Объединенных Наций в 2015 году приняла 17 целей в области устойчивого развития. В ЦУР подчеркивается, что экологическая устойчивость должна быть тесно связана с социально-экономическим развитием, которое должно быть отделено от эскалации использования ресурсов и ухудшения состояния окружающей среды с целью снижения нагрузки на окружающую среду, повышения благосостояния людей и улучшения региональной справедливости. Более того, устойчивое развитие ищет баланс между человеческим развитием и уменьшением экологических/экологических предельных выгод. В условиях усиливающегося стресса, вызванного изменением климата, возникло множество экологических проблем, которые оказывают серьезное воздействие как в глобальном, так и в местном масштабе, приводя к сокращению экосистемных услуг и утрате биоразнообразия. Отношения человечества с эксплуатацией ресурсов и защитой окружающей среды являются серьезной глобальной проблемой, поскольку в антропоцене возникают новые угрозы безопасности человека и окружающей среды. В настоящее время мир сталкивается с серьезными проблемами в области экологической устойчивости для защиты глобальной окружающей среды и восстановления деградировавших экосистем при сохранении человеческого развития с региональным равенством. Таким образом, экологическая устойчивость со здоровыми природными экосистемами имеет решающее значение для поддержания процветания человечества на нашей потеплевшей планете.
\r\n\tЕсли мы стремимся к процветанию как общества и как вида, альтернативы развитию и росту, ориентированным на устойчивость, не существует. Устойчивое развитие больше не выбор, а необходимость для всех нас. Экосистемы и сохранение экосистемных услуг, а также инклюзивное городское развитие представляют собой многообещающие решения экологических проблем. В контексте акцент на изучении этих областей позволит нам выявить и определить критические факторы территориального успеха в предстоящие десятилетия, которые будут учитываться главными действующими лицами, лицами, принимающими решения и определяющими политику, техническими специалистами и общественностью в целом.
\r\n\tПоэтому целостное городское планирование и управление окружающей средой являются важнейшими сферами, которые будут определять устойчивые траектории для нашей урбанизирующейся планеты. Эта тема городского и экологического планирования направлена на привлечение материалов, которые касаются проблем и решений в области устойчивого городского развития, включая комплексное управление городскими водными ресурсами, планирование городской экономики замкнутого цикла, мониторинг рисков, планирование на случай непредвиденных обстоятельств и реагирование на стихийные бедствия, а также ряд других проблем и решений.
WTC — Процесс контактной точечной сварки
| |
| Главная Компания Продукция & Решения Сервис & Поддержка Учебный центр Новости Юридическая информация Свяжитесь с нами Логин | ||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
. … Заинтересован в карьере возможности в Welding Technology Corp? | ||||||||||||||||||||||||||||||||||||
| Поиск: | ||||||||||||||||||||||||||||||||||||
Корпорация сварочных технологий | 24775 Двор Крествью | Фармингтон Хиллз, Мичиган, США 48335 | Телефон: +1 248-477-3900Copyright 2010 Welding Technology Corp. Все права защищены. |
Точечная контактная сварка — программные решения Simufact
- Simufact EN /
- Области применения /
- Области применения Соединение /
- Точечная сварка сопротивлением
Характеристика точечной сварки сопротивлением
Точечная сварка сопротивлением: экономичный процесс соединения при обработке листового металла
Точечная сварка передней части (Источник: KUKA) Точечная сварка сопротивлением (часто называемая просто точечной сваркой) — экономичная технология соединения, которая продолжает пользоваться большой популярностью в автомобильной промышленности, где важными критериями являются высокая воспроизводимость и автоматизация. Дополнительным преимуществом является то, что при соответствующем выборе параметров можно получить высокое качество соединений, не завися от навыков сварщика.
Точечная сварка сопротивлением — это процесс сварки давлением . Листы прижимаются друг к другу локально с помощью установленных сварочных пистолетов с медным электродом, к которым затем подается ток. В результате джоулев нагрев локально расплавляет соединительные элементы в месте соединения, что приводит к образованию когезионного композита после затвердевания соединения.
Типичные отрасли и области применения
Технология RSW: Широко распространена
Корпус белого цвета (Источник: fotolia)Технология RSW используется во многих отраслях промышленности, таких как:
- Транспортная промышленность
- Автомобильная конструкция (детали кузова, рамы, дополнительные детали, такие как двери и задние двери и т. д.)
- Коммерческие автомобили
- Рельсовый транспорт
- Производство листового металла
Тенденции и разработки
Уже более 150 лет контактная точечная сварка зарекомендовала себя как доминирующая технология при соединении тонких металлических листов. В частности, автомобильная промышленность продолжает использовать контактную точечную сварку в качестве основного процесса соединения, несмотря на сильную конкуренцию со стороны процессов лучевой сварки, клеевого соединения и механического соединения. Основная причина этого заключается в том, что точечная сварка сопротивлением обеспечивает высокую производительность при низких затратах и поэтому, вероятно, сохранит свои позиции в будущем.
Основные тенденции и разработки в контактной точечной сварке:
- Оптимизация процессов сварки. Также если речь идет о сварке алюминиевых сплавов, высокопрочных материалов и новых покрытий
- Использование новых высокопроизводительных роботизированных сварочных горелок
- Новое саморегулирующееся управление процессом, которое также может охватывать увеличенный диапазон комбинаций толщины материала
- Использование контрольных устройств для обеспечения качества и сокращения ресурсов, необходимых для проверки деталей и процессов.
- Исследования гибридных сварочных процессов, таких как точечная сварка
- Достижение стабильного качества за счет использования систем точечной сварки на вращающейся технологической ленте
- Исследования точечной сварки элементов УТС с использованием локальных металлоконструкций
Разработка сварочных процессов с низким потреблением энергии , компьютерное моделирование сварки и расширение обучения с использованием виртуальных тренажеров по сварке — все это способствовало созданию технологий соединения как энергоэффективный и экологически чистый насколько это возможно.
Один из способов сохранить экспертные знания в области сварки внутри компании и снизить затраты на испытания — это использовать программное обеспечение для моделирования сварки, которое предлагает моделирование как структуры, так и процесса. Это позволяет виртуально исследовать и исследовать потенциальные параметры процесса с документированием соответствующих параметров.
(на основе «В центре внимания — контактная сварка в DVS» [документ на немецком языке])
Проблемы контактной точечной сварки
Общая свариваемость
Чтобы доказать общую свариваемость конструкции, необходимо рассмотреть и спланировать надежность сварки (проектирование) , свариваемость (выбор материала) и возможность сварки (изготовление) . Эти домены взаимодействуют друг с другом, особенно в отношении сварочных деформаций.
Сварочные деформации и другие физические воздействия
Деформации, смоделированные с помощью Simufact Welding Деформации сварки играют экономичную роль вместе с пониженной прочностью компонента — это наиболее важная роль для проектирования процесса сварки или конструкции сварочного узла. Неожиданные сварочные деформации часто приводят к дорогостоящим последующим операциям механической обработки и правки.
Кроме того, дополнительные эффекты могут повлиять на качество конечного продукта. В зависимости от выбора материала, последовательности сварки и процесса сварки остаточные напряжения могут значительно снизить прочность отдельных соединений или всей сборки. Кроме того, свойства материала могут изменяться из-за нагревания и охлаждения, что также приводит к нежелательным эффектам (т. е. эффектам надрезов и концентрации напряжений из-за фазовых превращений). Компенсация таких эффектов обычно приводит к большему количеству и толщине материалов, что делает сборку более тяжелой и крупной и, следовательно, более дорогой, а также влияет на сам процесс соединения, т.е. приводит к многослойной сварке.
Узнайте больше о причинах сварочных деформаций.
Типовые задачи моделирования контактной точечной сварки
Основной целью моделирования сварки является прогноз сварных деформаций . Вот на чем Simufact Welding делает акцент. Благодаря реализации моделей материалов Simufact Welding также может рассчитывать пропорции фаз, состояние материала и результирующие локальные свойства материала, а также дополнительные эффекты, такие как пластичность, вызванная трансформацией, и деформация трансформации.
Как Simufact Welding поддерживает вас
Какую поддержку Simufact Welding может предоставить при разработке процесса сварки или сварочной сборки?
В зависимости от ожидаемого качества результата и требуемого времени расчета Simufact Welding может использоваться во время проектирования сборки
- Проектирование сварочного процесса
Оба приложения могут значительно сократить объем экспериментальных работ, позволяя изучать различные узлы, зажимные инструменты и приспособления, а также последовательности сварки до того, как будут вложены время и деньги в прототипы, компоненты и сварочное оборудование. Вышеупомянутые преимущества Simufact Welding также сокращают время вывода конечного продукта на рынок, значительно сокращая время и затраты на разработку.
Обеспечение качества отдельных точек соединения
Еще одной типичной задачей контактной точечной сварки является обеспечение качества отдельных точек соединения . Автомобиль обычно содержит от 4000 до 5500 точек сварки с от 200 до 400 различных комбинаций толщины материала. Технологические окна могут быть определены и утверждены в отношении мощности сварочной горелки, тока и времени процесса (среди прочих параметров) для каждой толщины материала в сочетании с соответствующими покрытиями в производственном процессе. Другие факторы, такие как радиусы кривизны сложной геометрии и эффекты шунтирования, также могут быть исследованы с помощью Simufact Welding .
Экономические преимущества более быстрой разработки процесса сварки
(Источник: Fotolia — Africa Studio)- Высокая эффективность процесса разработки за счет снижения количества дорогостоящих неудачных попыток
- Снижение затрат на изготовление прототипов
- Снижение затрат на механическую обработку и правку
- Сокращение времени разработки, что приводит к сокращению времени выхода на рынок
- Снижение расхода материалов и энергии на экспериментальные исследования
- Сокращение рабочей силы, необходимой для экспериментов
- При подаче заявки на проект эффективное технико-экономическое обоснование приводит к выигрышным предложениям
Обзор функций Simufact Welding см. в описании продукта:
Описание продукта Simufact Welding
Точечная сварка автомобильного алюминиевого сплава сопротивлением , использовался в автомобильной промышленности почти исключительно для соединения стальных листов без использования наполнителя или флюса. В этом процессе используются профилированные электроды из медного сплава, обычно с водяным охлаждением, для приложения тепла и давления для пропускания электрического тока через сложенные друг на друга листы для расплавления материала в самородок и, при выключенном токе, для приложения давления от электродов для плавления расплавленного металла. самородок, чтобы сформировать сустав. Все это происходит в течение секунды или около того, в зависимости от состава и толщины листового металла. Сегодня роботизированные станки RSW работают на автомобильных заводах (рис. 1), чтобы соединять не только сталь со стальным листом, но и алюминий с алюминиевым листом и алюминий со стальным листом.
Рис. 1. Роботизированная контактная точечная сварка автомобильной рамы белого цвета из алюминия, стали или комбинации алюминия и стали из нескольких материалов (источник: Kuka).Алюминиевому листу не всегда было так легко завоевать популярность на начальных этапах роста производства алюминия в автомобильной промышленности, в основном из-за нерешенных проблем с RSW, одним из наиболее экономичных и производительных способов соединения листового металла для закрывающих панелей и unibody или body-in-white структуры. Чтобы конкурировать со стальным листом в этих приложениях, алюминиевый лист в идеале должен собираться на том же оборудовании, что и стальной лист. Высокая проводимость алюминия требует в три раза больше электрического тока для соединения алюминиевого листа по сравнению со стальным листом, и срок службы электрода снижается при RSW алюминиевого листа. Кроме того, с учетом того, что сегодня в отрасли делается упор на конструкции из нескольких материалов, т. е. правильный материал в правильной форме для правильного применения , соединение алюминия со сталью для снижения веса стало еще одним препятствием для алюминиевого листа.
В последние годы исследовательская работа поставщиков алюминиевых листов и автомобильных компаний позволила решить многие первоначальные проблемы с RSW различных типов листов из алюминиевого сплава, так что сегодня они используются в производстве различных автомобильных транспортных средств. Например, GM представила запатентованную конструкцию электрода с несколькими кольцами для использования в RSW закрывающих панелей на различных крупносерийных автомобилях. В следующем патенте видно, что GM продолжает изобретать новые конструкции электродов и методы для RSW комбинаций алюминий-стальной лист. Точно так же и другие автомобильные компании и поставщики разработали и изобрели новые готовые к производству решения для RSW компонентов из листового алюминия и стали для многоцелевых автомобилей сегодняшнего и завтрашнего дня.
— Джозеф С. Бенедик, редактор
US10766095 — СОЕДИНИТЕЛЬНЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТРОЛЬНОЙ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЕВЫХ ЗАГОТОВОК СО СТАЛЬНЫМИ ЗАГОТОВКАМИ — GM Global Technology Operations LLC (США) — Точечная сварка может быть сформирована между алюминиевой заготовкой наплавку соседних стальных заготовок встречными электродами для точечной сварки, имеющими сопряженные поверхности сварки, предназначенные для взаимодействия с наружными поверхностями узла укладки заготовок. Электрод, сцепляющийся с накладным узлом вблизи алюминиевой заготовки, имеет центральную восходящую выпуклую поверхность, а электрод, сцепляющийся с накладным узлом рядом со стальной заготовкой, имеет кольцевую поверхность. Сопрягаемые поверхности сварки первого и второго электродов для точечной сварки распределяют проходящий электрический ток по расширяющемуся в радиальном направлении наружу пути потока, чтобы обеспечить более равномерное распределение температуры по предполагаемой границе раздела точечной сварки, а также могут создавать деформированную поверхность соединения внутри сформированного сварного соединения. . Каждое из этих событий может благотворно повлиять на прочность сварного соединения.
US10751830 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ИСПОЛЬЗОВАНИЯ ДЛЯ СОПРОТИВЛЕНИЯ ТОЧЕЧНОЙ СВАРКИ ЗАГОТОВКИ СОСТАВЫ, КОТОРЫЕ ВКЛЮЧАЮТ АЛЮМИНИЕВУЮ ЗАГОТОВКУ И СТАЛЬНУЮ ЗАГОТОВКУ — GM Global Technology Operations LLC (США) раскрывает, что электрод включает в себя сварочный электрод582 кожух для электродной сварки и глухой переходник, соединенные вместе, образуя внутреннюю полость. Кожух электродной сварки и глухой переходник могут быть выполнены как одно целое или могут быть отдельными компонентами, соединенными вместе. Наличие внутренней полости, образованной электродной сварочной оболочкой и глухим адаптером, снижает тепловую массу сварочного электрода и замедляет скорость кондуктивной теплопередачи от поверхности сварки к охлаждающей жидкости, что позволяет в центре поверхности сварки для сохранения тепла в течение более длительного времени после прекращения подачи тока через сварочный электрод, тем самым положительно влияя на процесс точечной сварки для определенных типов штабелей заготовок, включая те, которые включают алюминиевую заготовку и перекрывающуюся соседнюю стальную заготовку.
US10682723 — КОНТРОЛЬНАЯ ТОЧЕЧНАЯ СВАРКА ИЗДЕЛИЙ ИЗ СТАЛИ И АЛЮМИНИЯ ЭЛЕКТРОДОМ С ВСТАВКОЙ — GM Global Technology Operations LLC (США) — Способ контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава, и используемый там сварочный электрод. На одном этапе способа обеспечивается укладка заготовок друг на друга. Пакет заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап способа включает контактирование заготовки из алюминия или алюминиевого сплава с поверхностью сварного шва сварочного электрода. Сварочный электрод имеет корпус и вставку. Вставка состоит из материала, удельное электрическое сопротивление которого больше, чем удельное электрическое сопротивление материала корпуса. Поверхность сварного шва имеет первый участок, образованный поверхностью вставки, и второй участок, образованный поверхностью корпуса. Как первая, так и вторая секции обеспечивают поверхностный контакт с заготовкой из алюминия или алюминиевого сплава при контактной точечной сварке.
US10675704 — ПОПЕРЕМЕННАЯ ТОЧЕЧНАЯ СВАРКА ПРЯМЫМ СОПРОТИВЛЕНИЕМ СВАРКИ АЛЮМИНИЙ-АЛЮМИНИЙ, АЛЮМИНИЙ-СТАЛЬ И СТАЛЬ-СТАЛЬ СВАРОЧНЫМ ЭЛЕКТРОДОМ, ИМЕЮЩИМ ОКИСЛОРАЗРУШАЮЩИЕ КОНСТРУКЦИОННЫЕ ОСОБЕННОСТИ ) — Раскрыт способ контактной точечной сварки штабелей различных комбинаций металлических заготовок одной сварочной горелкой с использованием одного и того же набора сварочных электродов. В этом методе набор противоположных сварочных электродов, которые имеют оригинальную форму и структурные особенности, разрушающие оксид, используется для контактной точечной сварки по крайней мере двух из следующих типов укладки заготовок в определенной последовательности: (1) укладка заготовки — комплект из двух и более алюминиевых заготовок; (2) набор заготовок, включающий алюминиевую заготовку и соседнюю стальную заготовку; и (3) набор заготовок из двух или более стальных заготовок. Последовательность точечной сварки требует выполнения всех точечных сварных швов между алюминием и алюминием и/или всех точечных сварных швов между сталью и сталью в последнюю очередь.
US10668555 — МЕТОД ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ — Magna International Inc. (Канада) — Сварочный наконечник (20) для точечной сварки первой детали (22), выполненной из проводящего металла, например алюминия, со второй Предусмотрена часть (24), выполненная из алюминия или другого проводящего металла, такого как сталь. Сварочный наконечник (20) включает в себя выемку (30) на дальнем конце (38) и выпуклую контактную поверхность (28), проходящую радиально наружу и вверх от выемки (30) для зацепления с поверхностью первой части (22). Вращающийся сварочный наконечник (20) образует углубление (32) на поверхности первой детали (22) в процессе сварки. Выемка (30) создает штифт (34) в центре углубления (32), который обеспечивает фиксированную ось вращения вращающегося сварочного наконечника (20) и предотвращает радиальное перемещение сварочного наконечника (20) относительно неподвижного оси, тем самым улучшая качество конечной точечной сварки (36) и сокращая время процесса.
US10625367 — МЕТОД КОНТРОЛЬНОЙ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ СО СТАЛЬЮ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки алюминиевой заготовки и примыкающей к ней внахлест стальной заготовки, в котором раскрыт источник реактивный металл в диффундирующем состоянии расположен вдоль стыка алюминиевой заготовки и соседней перекрывающейся стальной заготовки. Источник реактивного металла в диффундирующем состоянии может принимать различные формы, включая (1) слой композитного клея, который включает реактивные частицы, диспергированные в структурной термореактивной клеевой матрице, или (1) слой реактивного сплава, который противостоит и находится в непосредственной близости от соприкосновение с поверхностью обшивки алюминиевой заготовки. Как только источник реактивного материала в диффундирующем состоянии находится на месте и пакет заготовок собран, электрический ток пропускается через набор заготовок и между набором противоположных сварочных электродов в зоне сварки, чтобы в конечном итоге произвести сварной шов.
US10500679 — ЭЛЕКТРОД ДЛЯ КОНТРОЛЬНОЙ СВАРКИ И СПОСОБ КОНТРОЛЬНОЙ СВАРКИ — GM Global Technology Operations LLC (США) — Описан сварочный электрод с радиальными прорезями, который можно использовать вместе со вторым электродом для контактной сварки точечная сварка на сборке штабеля заготовок, которая включает в себя стальную заготовку и перекрывающуюся соседнюю алюминиевую заготовку, особенно когда промежуточный слой органического материала расположен между соприкасающимися поверхностями стальной и алюминиевой заготовок. Сварочный электрод с радиальными прорезями включает поверхность сварного шва, которая имеет центральную выступающую площадку и выпуклую куполообразную часть, которая окружает центральную выступающую площадку и которая включает в себя множество разнесенных по окружности трапециевидных секций поверхности сварки, которые включают поперечные выступающие дугообразные гребни. Вместе центральная вертикальная площадка и трапециевидные участки поверхности сварного шва выпуклой части купола образуют кольцевой канал, который окружает центральную площадку, и множество радиальных пазов, которые сообщаются с центральным каналом и проходят наружу от него.
US10421148 — СВАРКА ИЗДЕЛИЙ ИЗ РАЗНЫХ МЕТАЛЛОВ С ВНЕШНИМ ТЕПЛОМ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки пакета деталей, состоящего из алюминиевой заготовки и примыкающей стальной заготовки внахлест раскрывается. В способе используется первый сварочный электрод, расположенный вблизи алюминиевой заготовки, и второй сварочный электрод, расположенный рядом со стальной заготовкой, для выполнения процесса точечной сварки. Чтобы положительно повлиять на прочность сварного соединения в конечном итоге, внешнее тепло может подаваться к первому сварочному электроду от внешнего источника нагрева, расположенного в теплообменной связи с первым сварочным электродом, либо до, либо после, или и то, и другое до или после этого между первым и вторым сварочными электродами пропускают электрический ток для создания расплавленной алюминиевой сварочной ванны внутри алюминиевой заготовки.
US10384296 — КРЕПЕЖНОЕ ОБОРУДОВАНИЕ, УСТРОЙСТВО И СПОСОБЫ ДЛЯ СОЕДИНЕНИЯ ПОХОДНЫХ И РАЗЛИЧНЫХ МАТЕРИАЛОВ ДЛЯ КОНТРОЛЬНОЙ СВАРКИ — Arconic Inc. (США) — Устройство и способ для соединения слоев цветных сплавов алюминия, магния и меди, таких как алюминий, магний и медные сплавы используется стальной крепеж и аппарат для точечной сварки. Крепеж и металлы укладываются друг на друга, и тепло от электрического тока сварщика размягчает алюминий с более низкой температурой плавления, позволяя крепежу проникать в алюминий. Зона сварки между крепежным элементом и различными слоями образует внутренний сварной шов. Крепеж имеет шероховатый стержень, который покрыт расплавленной зоной сварки и с трудом вынимается при затвердевании. Слои непроводящих материалов, таких как пластмассы и керамика, также могут быть прикреплены к проводящему слою с помощью застежки, изготовленной из совместимого материала, которая проходит через направляющее отверстие и приваривается к проводящему слою или проникает в него. Крепеж может иметь выступы, изначально уменьшающие площадь контакта со стопкой.
US10335892 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ПРИВЛЕКАТЕЛЬНОГО ВНЕШНЕГО ВНЕШНЕГО ШВА — GM Global Technology Operations LLC (США) — Раскрыт сварочный электрод для использования в контактной точечной сварке сборки расположенных друг над другом металлических заготовок, которая включает в себя заготовку из алюминиевого сплава. Сварочный электрод включает в себя корпус, выпуклую поверхность сварки на одном конце корпуса и кольцеобразные выступы, выступающие наружу от выпуклой поверхности сварки. Кольцевидные выступы расположены таким образом, чтобы входить в контакт с поверхностью заготовки из алюминиевого сплава и входить в нее, когда выпуклая поверхность сварки прижимается к заготовке из алюминиевого сплава во время точечной сварки. При контакте с поверхностью заготовки из алюминиевого сплава кольцеобразные выступы разрушают оксидную пленку, присутствующую на поверхности заготовки из алюминиевого сплава, что улучшает процесс точечной сварки.
US10335891 — КОНСТРУКЦИЯ ПОВЕРХНОСТИ СВАРКИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ — GM Global Technology Operations LLC (США) — Сварочный электрод для использования при контакте с заготовкой из алюминиевого сплава в процессе точечной сварки имеет поверхность сварки, которая включает основание поверхность и множество круглых ребер, выступающих наружу от базовой поверхности. Круглые гребни затуплены, а их присутствие на поверхности сварного шва дает первому сварочному электроду несколько полезных свойств, в том числе способность устанавливать лучший механический и электрический контакт с заготовкой из алюминиевого сплава. Поверхность сварного шва имеет куполообразную форму и, кроме того, включает в себя множество круглых ребер, выступающих наружу от базовой поверхности поверхности сварного шва. Затупленные гребни вызывают поперечное растяжение и разрушение оксидного слоя, присутствующего на поверхности заготовки из алюминиевого сплава, при контакте с этой поверхностью во время точечной сварки. На поверхности сварного шва может быть от двух до десяти выступающих наружу круглых гребней, и предпочтительно это число составляет от трех до пяти. Базовая поверхность поверхности сварного шва предпочтительно включает в себя, по меньшей мере, одну плоскую поверхность, которая может быть расположена внутри самого внутреннего кругового выступа или между любой парой смежных круговых выступов.
US10293428 — КРЕПЕЖНОЕ ОБОРУДОВАНИЕ, УСТРОЙСТВО И МЕТОДЫ ДЛЯ КОНТРОЛЬНОЙ СВАРКИ — Arconic Inc. (США) — Устройство и метод для крепления разнородных металлов, таких как сталь и алюминий, с использованием стальной заклепки и аппарата для точечной сварки. Заклепка и металлы укладываются друг на друга, и тепло от электрического тока сварщика размягчает алюминий с более низкой температурой плавления, позволяя заклепке проникнуть в алюминий и привариться к стальному слою. Крепеж можно использовать для соединения пакетов с несколькими слоями различных материалов, а также для крепления резьбовой втулки или шпильки из стали или титана к конструкции из алюминиевого или магниевого сплава. Слои непроводящих материалов, таких как пластик и керамика, также могут быть прикреплены к проводящему слою с помощью крепежного элемента, изготовленного из совместимого материала, который проходит через направляющее отверстие.
US10252369 — ОХЛАЖДЕНИЕ ДЛЯ КОНТРОЛЯ ТЕРМИЧЕСКИХ НАПРЯЖЕНИЙ И ОТВЕРЖДЕНИЯ ПРИ СВАРКЕ РАЗЛИЧНЫХ МАТЕРИАЛОВ — GM Global Technology Operations LLC (США) — Набор заготовок, включающий как минимум стальную заготовку и заготовку на алюминиевой основе может быть контактной точечной сваркой методом точечной сварки, при котором сварочный ток регулируется для выполнения одной или нескольких стадий развития сварного соединения. Когда требуется прекратить протекание сварочного тока и затвердеть жидкая сварочная ванна в сварочный шарик (в основном из состава на основе алюминия), применяется дополнительное охлаждение внешней поверхности заготовки на основе алюминия вокруг области контакта пятна. сварочный электрод, контактирующий с поверхностью заготовки на алюминиевой основе. Дополнительное охлаждение применяют и контролируют таким образом, чтобы увеличить скорость затвердевания жидкого материала на основе алюминия и контролировать направление затвердевания сварного шва, чтобы лучше удерживать примеси и т.п., первоначально находящиеся в расплаве, на поверхности. стальной заготовки.
US10245675 — СПОСОБ МНОГОЭТАПНОЙ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ ДЛЯ УСТАНОВКИ ЗАГОТОВОК, ИМЕЮЩЕЙ СМЕЖНЫЕ СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ ЗАГОТОВКИ — GM Global Technology Operations LLC (США) — Заготовка, состоящая как минимум из штабеля стали. и соседняя и перекрывающаяся алюминиевая заготовка может быть сварена контактной точечной сваркой методом многоступенчатой точечной сварки. Метод многоступенчатой точечной сварки предполагает первоначальное формирование сварного соединения между стальными и алюминиевыми заготовками. Сварной шов проходит в алюминиевую заготовку от стыковочной поверхности двух заготовок и включает в себя зону межфазного сварного соединения, примыкающую к стыковой поверхности стальной заготовки и соединенную с ней. После первоначального формирования сварного соединения метод многоэтапной точечной сварки требует повторного плавления и повторного затвердевания, по крайней мере, части сварного соединения, которая включает часть или всю область межфазного сварного соединения. По меньшей мере, часть полученного очищенного сварного соединения может быть затем подвергнута такому же повторному плавлению и повторному затвердеванию, если это необходимо. Могут быть выполнены несколько дополнительных практик повторного плавления и повторного затвердевания.
US10166627 — ПРОЦЕСС СВАРКИ АЛЮМИНИЕВОГО СПЛАВА СО СТАЛЬЮ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки может включать точечную сварку пакета заготовок, состоящего из стальной заготовки и заготовки из алюминиевого сплава которые перекрывают друг друга, чтобы обеспечить интерфейс faying. Пара противоположных сварочных электродов прижимается к противоположным сторонам стопки заготовок, при этом один сварочный электрод контактирует с заготовкой из алюминиевого сплава, а другой сварочный электрод соприкасается со стальной заготовкой. Сварочные электроды сконструированы таким образом, что, когда электрический ток проходит между электродами и через пакет заготовок, электрический ток имеет большую плотность тока в стальной заготовке, чем в заготовке из алюминиевого сплава, чтобы таким образом концентрировать тепло в пределах меньшего зона в стальной заготовке. Считается, что концентрация тепла в пределах меньшей зоны в стальной заготовке изменяет характер затвердевания полученной сварочной ванны из расплавленного алюминиевого сплава желаемым образом.
US10058949 — КОНТРОЛЬНАЯ ТОЧЕЧНАЯ СВАРКА ИЗДЕЛИЙ ИЗ СТАЛИ И АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ВСТАВЛЯЕМОЙ КРЫШКИ — GM Global Technology Operations LLC (США) — Способ контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава, включающий несколько этапов . Один шаг включает в себя вставку крышки между заготовкой из алюминия или алюминиевого сплава и соседним сварочным электродом. На другом этапе соседний сварочный электрод прижимается к крышке, а другой противоположный сварочный электрод прижимается к стальной заготовке в месте сварки. На еще одном этапе электрический ток пропускают между сварочными электродами, пропускают через крышку и пропускают через заготовки, чтобы инициировать и наращивать расплавленную сварочную ванну внутри заготовки из алюминия или алюминиевого сплава. Крышка предпочтительно изготовлена из металла, имеющего большее электрическое сопротивление, чем у сварочного электрода, контактирующего с алюминиевой заготовкой, и предпочтительно имеет большее электрическое сопротивление, чем у самой алюминиевой заготовки. Примеры металлических материалов, которые имеют большее удельное электрическое сопротивление, чем алюминиевая заготовка, включают нержавеющую сталь, молибден или сплав на основе молибдена, ниобий или сплав на основе ниобия, или вольфрам или сплавы на основе вольфрама, такие как вольфрам-медный сплав.
US10052710 — ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЕМ ИЗДЕЛИЙ ИЗ СТАЛИ И АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ПОКРЫТИЯ ЭЛЕКТРОДНОЙ СВАРКИ — GM Global Technology Operations LLC (США) — Способ точечной сварки сопротивлением стальной детали и алюминиевого или алюминиевого ») заготовки вместе включает в себя несколько шагов. Один шаг включает в себя создание набора заготовок из стальной заготовки и алюминиевой заготовки. Другой шаг включает в себя прикрепление крышки к поверхности сварки сварочного электрода. Крышка изготовлена из металлического материала с удельным электрическим сопротивлением, превышающим удельное электрическое сопротивление материала сварочного электрода. Еще один шаг включает в себя выполнение нескольких отдельных точечных сварных швов сопротивлением к пакету заготовок. Крышка упирается в алюминиевую заготовку, пока выполняются отдельные точечные сварные швы. И еще один шаг включает удаление покрытия со сварочного электрода после выполнения отдельных точечных сварных швов. Повышенное тепло, приходящееся на покрытие, лучше уравновешивает тепло, выделяемое между стальной и алюминиевой заготовками, и, как было обнаружено, изменяет характер затвердевания сварного соединения, выполненного в алюминиевой заготовке, таким образом, что предотвращает нежелательное накопление дефектов на и вдоль интерфейс стека. Это также может помочь уменьшить нагрев стальной заготовки, что, в свою очередь, уменьшает рост хрупких интерметаллических слоев Fe-Al на поверхности притирки. Общая прочность и целостность установленного сварного соединения между заготовками, таким образом, могут быть улучшены за счет использования покрытия. А поскольку крышку можно снять, один и тот же сварочный электрод можно использовать для точечной сварки штабелей заготовок, в том числе заготовок алюминий-алюминий и заготовок сталь-сталь. Возможность сделать это значительно повышает гибкость производства и снижает затраты. Также раскрыт узел точечной сварки, который может выполнить вышеописанное.
US10010966 — ЭЛЕКТРОД ДЛЯ КОНТРОЛЬНОЙ ТОЧЕЧНОЙ СВАРКИ РАЗНООБРАЗНЫХ МЕТАЛЛОВ — GM Global Technology Operations LLC (США) — Способ точечной сварки пакета заготовок, состоящего из стальной заготовки и заготовки из алюминиевого сплава, включает прохождение электрический ток через заготовки и между сварочными электродами, конструкция которых влияет на плотность тока электрического тока. Сварочные электроды, в частности, сконструированы таким образом, чтобы плотность электрического тока в стальной заготовке была выше, чем в заготовке из алюминиевого сплава. Эта разница в плотности тока может быть достигнута за счет пропускания, по крайней мере вначале, электрического тока между поверхностью сварки сварочного электрода, находящейся в контакте со стальной заготовкой, и областью периметра поверхности сварки сварочного электрода, находящейся в контакте с алюминиевым сплавом. заготовка. Для достижения такого эффекта можно использовать ряд конструкций сварочных электродов из стали и алюминиевого сплава. Например, в одном варианте осуществления область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может представлять собой кольцевую базовую поверхность периметра, которая окружает и ограничивает углубление. В качестве другого примера область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может представлять собой кольцеобразный выступ, который поднимается вверх от базовой поверхности поверхности сварного шва, образуя углубление на его внутренней стороне.
US9999939 — КОНТРОЛЬНАЯ ТОЧЕЧНАЯ СВАРКА ИЗДЕЛИЙ ИЗ СТАЛИ И АЛЮМИНИЯ С ЭЛЕКТРОДНОЙ ВСТАВКОЙ — GM Global Technology Operations LLC (США) — Способ контактной точечной сварки между стальной заготовкой и заготовкой из алюминия или алюминиевого сплава включает несколько этапов . За один шаг обеспечивается укладка заготовок. Пакет заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, обращенного к алюминиевой заготовке, и обеспечение второго сварочного электрода, обращенного к стальной заготовке. Первый сварочный электрод имеет корпус электрода и вставку, предназначенную для ограничения или исключения теплового потока в корпус электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами стопки заготовок и контактную точечную сварку стопки. Вставка предназначена для ограничения или устранения теплового потока в корпус электрода. Это достигается за счет того, что по крайней мере периферийная часть, примыкающая к окружающему телу электрода, имеет электрическую проводимость, меньшую или равную примерно 20% электропроводности IACS технически чистой отожженной меди, как определено в соответствии с проводимость, которая меньше или равна примерно 20% теплопроводности технически чистой отожженной меди.
US9999938 — КОНТРОЛЬНАЯ ТОЧЕЧНАЯ СВАРКА ИЗДЕЛИЙ ИЗ СТАЛИ И АЛЮМИНИЯ С ЭЛЕКТРОДНОЙ ВСТАВКОЙ — GM Global Technology Operations LLC (США) — Способ контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава, включающий несколько этапов . За один шаг обеспечивается укладка заготовок. Пакет заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, обращенного к алюминиевой заготовке, и обеспечение второго сварочного электрода, обращенного к стальной заготовке. Первый сварочный электрод имеет корпус электрода и вставку, предназначенную для ограничения или исключения теплового потока в корпус электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами стопки заготовок и контактную точечную сварку стопки. В одном конкретном варианте кожух может быть изготовлен из материала, такого как тефлон (ПТФЭ), или из высокотемпературного эпоксидного клея, а внутренняя часть может быть изготовлена из тугоплавкого металла, такого как молибден, сплав молибдена, вольфрам или вольфрамовый сплав.
US9987705 — ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЕМ СТАЛИ С АЛЮМИНИЕМ С ПРЕДВАРИТЕЛЬНЫМ ПОКРЫТИЕМ — GM Global Technology Operations LLC (США) — Точечная сварка сопротивлением стальной заготовки с алюминием или заготовкой из алюминиевого сплава может быть облегчена путем замены слой (слои) на основе тугоплавкого оксида алюминия, по меньшей мере, на прилегающей поверхности заготовки из алюминия или алюминиевого сплава с защитным покрытием, более подходящим для процесса точечной сварки. Защитное покрытие может представлять собой металлическое покрытие или конверсионное покрытие из оксида металла. В предпочтительном варианте защитное покрытие представляет собой покрытие из цинка, олова или оксида титана, циркония, хрома или кремния. Во время протекания тока защитное покрытие на передней поверхности алюминиевой заготовки плавится или разрушается, позволяя сварочной ванне расплавленного алюминиевого сплава вступить в непосредственный контакт со сталью в месте сварки. После прекращения подачи сварочного тока образуется сварной шов, который металлургически соединяет стальную заготовку и алюминиевую заготовку, обеспечивая качественную прочность сварного шва между двумя заготовками.
US9925617 — ЭЛЕКТРОД ДЛЯ ТОЧЕЧНОЙ СВАРКИ — GM Global Technology Operations LLC (США) — Электроды для точечной сварки с обычно куполообразными сварочными поверхностями имеют особенности поверхности для сварки как листов из алюминиевого сплава, так и сборок из стальных листов. На центральной оси купола формируют приподнятую круглую площадку, и в одном варианте осуществления подходящее количество круглых выпуклостей формируют на концентрическом расстоянии от смежной периферии площадки по направлению к круглой кромке свариваемой поверхности. При сварке стальных заготовок плато в основном служит элементом зацепления электрода. И плато, и концентрические выпуклости используются для проникновения через легкие металлические поверхности для подходящего прохождения тока. В другом варианте куполообразная поверхность выполнена с концентрическими террасами для взаимодействия с заготовками. Сварочные электроды по настоящему изобретению обычно изготавливаются из сплавов на основе меди с подходящей электропроводностью и прочностью, чтобы выдерживать приложение усилия сварки при прижатии к внешним противоположным поверхностям собранных листов или других заготовок, предназначенных для сварки вместе.
US9839971 — ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ И АЛЮМИНИЯ ГОРЯЧИМ ЭЛЕКТРОДОМ НА АЛЮМИНИЕВОЙ ИЗДЕЛИИ — GM Global Technology Operations LLC (США) — Способ контактной точечной сварки изделия из алюминия или алюминиевого сплава со стальной заготовкой включает в себя создание пакета заготовок, который включает в себя заготовку из стали и заготовку из алюминия, и предварительный нагрев сварочного электрода, предназначенного для контакта с заготовкой из алюминия или алюминиевого сплава. Способ дополнительно включает прижатие предварительно нагретого сварочного электрода и другого сварочного электрода к противоположным сторонам стопки заготовок, при этом предварительно нагретый сварочный электрод упирается в заготовку из алюминия или алюминиевого сплава и пропускание электрического тока между двумя сварочными электродами в месте сварки. для инициирования и роста расплавленной сварочной ванны внутри заготовки из алюминия или алюминиевого сплава. Предварительный нагрев сварочного электрода, который в конечном итоге упирается в алюминиевую заготовку, отдает больше тепла алюминиевой заготовке, чем в противном случае в случае контактной точечной сварки пакета заготовок. Таким образом, общая прочность и целостность сварного соединения, установленного между заготовками, могут быть улучшены за счет использования раскрытого способа.
US9682439 — СВАРОЧНЫЙ ЭЛЕКТРОД С КОНТУРНОЙ ПОВЕРХНОСТЬЮ — GM Global Technology Operations LLC (США) — Сварочный электрод для контактной точечной сварки имеет поверхность сварного шва, состоящую из колец ребер, выступающих наружу от основной поверхности сварного шва лицо. Кольца гребней располагаются на поверхности сварного шва так, чтобы контактировать и вдавливаться в поверхность заготовки из листового металла во время контактной точечной сварки. Если сварочный электрод используется во время контактной точечной сварки деталей из сплавов легких металлов, например, из алюминиевого сплава или сплава магния, кольца выступов на поверхности сварного шва могут способствовать улучшению характеристик сварки. Концентрические круговые гребни или канавки на головке электрода не только обеспечивают улучшенные сварочные характеристики электрода, но и представляют собой текстурированный рисунок, который можно очень быстро восстановить на лицевой стороне электрода, поскольку она повторно зачищается для продолжения сварочных операций.
US9505079 — МАКСИМАЛЬНАЯ МОЩНОСТЬ ДЛЯ АЛЮМИНИЕВОЙ ТОЧЕЧНОЙ СВАРКИ TRANS-GUN PRIMARY CABLE — Ford Global Technologies, LLC (США) — Мощная алюминиевая точечная сварочная горелка включает в себя пару противоположных электродов, контроль сварки, который управляет работой транс-пушки, и трансформатор, который регулирует напряжение на транс-пушке, имея первичное входное напряжение и вторичное выходное напряжение. Высоковольтный первичный проводник с жидкостным охлаждением электрически соединяет управление сваркой с первичным входом трансформатора, а вторичный проводник низкого напряжения электрически соединяет вторичный выход трансформатора со сварочной горелкой для подачи питания на противоположные электроды. Алюминиевый первичный кабель для точечной сварки с большой пропускной способностью по настоящему изобретению, в частности, преодолевает недостатки альтернативных систем за счет улучшения радиуса изгиба первичного проводника по меньшей мере на 300%, снижения затрат на 60%, увеличения допустимой нагрузки проводника в три раза при фиксированном номинальном весе на фут. , снижая требования к упаковке одежды робота и используя воду, уже используемую для охлаждения сварочной горелки, для охлаждения первичных проводников в упаковке одежды, устраняя избыточные шланги водяного охлаждения.
US9440305 — МЕТОД КОНТРОЛЬНОЙ ТОЧЕЧНОЙ СВАРКИ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки деталей из алюминиевых сплавов между собой включает несколько этапов. На одном этапе предоставляется сварочный электрод. Сварочный электрод имеет поверхность сварки. На другом этапе поверхности сварного шва сварочного электрода придают форму требуемого радиуса кривизны. Затем формованная поверхность сварного шва текстурируется до желаемой шероховатости поверхности, и выполняется контактная точечная сварка с использованием сварочного электрода для заготовок из алюминиевого сплава. На еще одном этапе поверхность сварного шва зачищают до степени, достаточной для удаления загрязнений, которые могли накопиться на поверхности сварного шва от заготовок из алюминиевого сплава. Способ обслуживания сварочного электрода при его использовании при контактной точечной сварке деталей из алюминиевых сплавов может включать несколько этапов. На одном этапе поверхность сварного шва сварочного электрода текстурируется для получения желаемой шероховатости поверхности. На другом этапе поверхность сварного шва снова текстурируется для получения желаемой шероховатости поверхности после выполнения первого ряда отдельных точечных сварных швов. И на еще одном этапе поверхность сварного шва зачищают для удаления требуемой толщины материала сварочного электрода после выполнения второго ряда отдельных точечных сварных швов сопротивлением. Второе количество отдельных точечных сварок сопротивлением больше, чем первое количество отдельных точечных сварок сопротивлением. На другом этапе зачищенная поверхность сварного шва текстурируется до желаемой шероховатости поверхности.
US9314878 — НЕРАЗРУШАЮЩАЯ ОЦЕНКА КАЧЕСТВА АЛЮМИНИЕВОЙ СВАРКИ — Ford Global Technologies, LLC (США) — Система точечной сварки алюминия включает в себя сварочный аппарат, сконфигурированный для сварки заготовки с алюминиевым самородком, и настроенное измерительное устройство. для измерения атрибута по меньшей мере одного из алюминиевого самородка и процесса сварки. Система дополнительно включает в себя устройство обработки, сконфигурированное для вывода сигнала качества сварки, представляющего качество сварного шва алюминия, по меньшей мере частично, на основе измеренного атрибута. Способ включает в себя измерение характеристики, по меньшей мере, одного из алюминиевого бруска, образующего соединение заготовки, и процесса сварки, определение качества алюминиевого сварного шва по меньшей мере частично на основе измеренной характеристики и выдачу сигнала качества сварки, представляющего собой определенное качество.
US8927894 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ПРИВЛЕКАТЕЛЬНОГО ВНЕШНЕГО ВНЕШНЕГО ШВА — GM Global Technology Operations LLC (США) — Сварочные поверхности электродов для контактной точечной сварки имеют подходящую площадь выступов и/или впадин. Размер, форма и высота или глубина выступов или впадин определяются для формирования подходящих точечных сварных швов внутри и между металлическими заготовками, такими как алюминиевые или стальные панели для кузовов транспортных средств. Выступы или углубления также предусмотрены и используются для формирования изображения, по меньшей мере, на видимой поверхности свариваемого изделия для создания привлекательного внешнего вида на поверхности свариваемого листа. В каждом случае сварки поверхность электрода имеет такие размеры и форму, чтобы обеспечить хороший сварной шов на межфазных поверхностях соприкасающихся поверхностей листа, т. е. на границе раздела. Поверхности электродов имеют такую форму, чтобы оставлять соответствующий рисунок впадин и/или выступов на свариваемой поверхности, которые предназначены для того, чтобы показать наблюдателю, что изображение на поверхности указывает на то, что сформирован заданный и подходящий высококачественный сварной шов. Для получения заметного элемента на свариваемой поверхности (поверхностях) предпочтительно, чтобы выступы или выступы на поверхностях электродов имели минимальную высоту/глубину около десяти микрон.
US8662568 — КОНСТРУКЦИЯ КУЗОВА В ОБЛАСТИ ПЕРЕДНЕЙ СТОЙКИ И ПОПЕРЕЧИНЫ ВЕТРОВОГО СТЕКЛА И СООТВЕТСТВУЮЩИЙ СПОСОБ ПРОИЗВОДСТВА — Audi AG (Германия) — Общий объект изобретения — усовершенствование обычного транспортного средства конструкция кузова в районе передней стойки и поперечины ветрового стекла для создания облегченной конструкции, обладающей необходимой жесткостью и подходящей для использования в крупносерийном производстве с соответствующими методами соединения. Изобретение относится к конструкции кузова транспортного средства в области передней стойки и поперечины ветрового стекла, включая переднюю стойку с обеих сторон кузова, при этом в конструкции стойки передней стойки передняя стойка имеет внутренняя стальная пластина передней стойки, ориентированная приблизительно вертикально и в продольном направлении автомобиля. Приблизительно горизонтальная поперечина ветрового стекла соединена на своих концах с соответствующей внутренней стальной пластиной передней стойки посредством сварного соединения. Согласно изобретению поперечина ветрового стекла выполнена в виде составного элемента, состоящего из удлиненной алюминиевой балки, имеющей переходные части из листовой стали, которые удлиняют алюминиевую балку на ее концах, но являются короткими по сравнению с общей длиной балки, и стальной пластиной. части адаптера соединены с соответствующей внутренней стальной пластиной передней стойки с помощью сварного соединения и с алюминиевой балкой с помощью заклепочного соединения.
US8502105 — СПОСОБ СОЕДИНЕНИЯ ПЛАСТИН ИЗ РАЗНЫХ МЕТАЛЛОВ И СОЕДИНЕННОГО ТЕЛА ИЗ РАЗНЫХ МЕТАЛЛОВ — Mazda Motor Corporation и Kone Steel, Ltd. (Япония) — Целью настоящего изобретения является эффективное повышение прочности соединения при соединении разнородных металлов. металлических пластин путем сочетания склеивания с помощью клея и точечной сварки. Способ соединения включает в себя этап притирки пластины из алюминиевого сплава и стальной пластины с покрытием с помощью клея, этап предварительного нагрева, заключающийся в зажиме обеих металлических пластин, притертых на этапе притирки, между парой электродов для точечной сварки и приложении к ним давления, а также ток между парой электродов, этап охлаждения, заключающийся в нагнетании давления на обе металлические пластины с усилием прижима, превышающем усилие в начале этапа предварительного нагрева, в состоянии, когда проводимость между электродами остановлен, и продолжении этого нагнетания давления в течение заданного времени. время охлаждения, и этап сварки, на котором обе металлические пластины оказывают давление при более высоком усилии прижима, чем в начале этапа предварительного нагрева, и сваривают обе металлические пластины, применяя ток, превышающий значение тока проводимости на этапе предварительного нагрева. шаг нагрева между парой электродов.
US8487206 — СОЕДИНИТЕЛЬНОЕ ИЗДЕЛИЕ МЕЖДУ СТАЛЬНЫМ ИЗДЕЛИЕМ И АЛЮМИНИЕВЫМ МАТЕРИАЛОМ, МЕТОД ТОЧЕЧНОЙ СВАРКИ СОЕДИНИТЕЛЬНОГО ИЗДЕЛИЯ И ЭЛЕКТРОДНЫЙ ЧИП ДЛЯ ИСПОЛЬЗОВАНИЯ В СОЕДИНЕННОМ ИЗДЕЛИИ — 0Ja8 изделие из стального изделия и алюминиевого материала, при этом совместное изделие образуется путем соединения стального изделия, имеющего толщину листа t 1 от 0,3 до 3,0 мм, с алюминиевым материалом, имеющим толщину листа t от 0,5 до 4,0 мм, точечной сваркой , при этом площадь ядра в стыковой части от 20t 2 0,5 до 100т 2 0,5 мм 2 площадь участка, где толщина межфазного реакционного слоя составляет от 0,5 до 3 мкм — 10т 2 90,5 и более разница между толщиной пограничного реакционного слоя в центре стыковочной детали и толщиной пограничного реакционного слоя в точке, удаленной от центра стыковой детали на расстояние, равное одной четверти диаметра стыка, составляет 5 мкм или менее, при этом алюминиевый материал представляет собой чистый алюминий или материал из алюминиевого сплава.
US8409725 — ЭЛЕМЕНТ КОНСТРУКЦИИ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ — Kobe Steel, Ltd. (Япония) — Изобретение предлагает конструктивный элемент из различных материалов, не имеющий части, связанной из другого материала, между материалом из алюминиевого сплава и стальным материалом для быть собранным. Конструкционный элемент из различных материалов, состоящий из стали и алюминиевого сплава, включает в себя первый конструктивный элемент, включающий сталь, и второй конструктивный элемент, имеющий часть, включающую сталь, и часть, включающую алюминиевый сплав, часть, включающую сталь, и часть, включающую алюминиевый сплав, соединенные склеивание различных материалов. Первый конструктивный элемент и второй конструктивный элемент соединяются друг с другом только посредством соединения сталей между частью, включающей в себя сталь второго конструктивного элемента и первого конструктивного элемента.
US8337998 — СТАЛЬНОЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ РАЗЛИЧНЫХ МЕТАЛЛОВ, СОЕДИНЕНИЕ ТЕЛА ИЗ РАЗНЫХ МЕТАЛЛОВ И ПРОЦЕСС ДЛЯ СОЕДИНЕНИЯ РАЗЛИЧНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ — Kobe Steel, Ltd. материал для соединения разнородных металлов, соединенное тело из разнородных металлов и процесс соединения материалов из разнородных металлов, которые имеют небольшие ограничения, такие как условия применения точечной сварки, имеют широкое применение и в то же время не снижают надежность в соединении за счет образования хрупкого интерметаллического соединения в месте соединения, и иметь соединение, имеющее высокую прочность соединения. Соединяемое тело из разнородных металлов, полученное путем соединения стального материала и материала из алюминиевого сплава, при этом соединяемый стальной материал имеет определенный состав и указан в составе наружного поверхностного оксидного слоя и внутреннего оксидного слоя и алюминиевого сплава. соединяемый материал представляет собой алюминиевый сплав на основе Al-Mg или Al-Zn-Mg, имеющий определенный состав. В соединенном теле из разнородных металлов регулируется содержание Fe на границе стыка со стороны материала алюминиевого сплава, а на границе стыка соединяемого тела из разнородных металлов формируется реакционный слой Fe и Al. Соединяемое тело из разнородных металлов обладает высокой прочностью соединения.
US8274010 — СВАРОЧНЫЙ ЭЛЕКТРОД С КОНТУРНОЙ ПОВЕРХНОСТЬЮ — GM Global Technology Operations LLC (США) — Способ сварки множества сварных швов алюминия с алюминием и множества сварных швов стали со сталью с использованием одного и того же сварочного аппарата включает обеспечение аппарат контактной точечной сварки с парой сварочных электродов, имеющих радиус кривизны поверхности электрода в диапазоне от 20 мм до 40 мм. Сначала выполняется серия сварных швов алюминия с алюминием, а затем, после завершения сварки алюминия с алюминием, выполняется серия сварных швов стали со сталью. После завершения сварки стали со сталью сварочные электроды очищают абразивом, чтобы удалить любые отложения или загрязнения алюминия на электродах. В случае образования грибов на электродах производится правка электродов, а затем проводится абразивная очистка для восстановления текстуры поверхности.
US8221899 — СТАЛЬНОЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ РАЗЛИЧНЫХ МЕТАЛЛОВ, СОЕДИНЕНИЕ РАЗНОМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И ПРОЦЕСС СОЕДИНЕНИЯ РАЗНОМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ — Kobe Steel, Ltd. стальной материал и материал из алюминиевого сплава, при этом соединяемый стальной материал имеет определенный состав и указан в составе наружного поверхностного оксидного слоя и внутреннего оксидного слоя, а соединяемый материал из алюминиевого сплава представляет собой Al-Mg-Si -основной алюминиевый сплав, имеющий определенный состав. Способ соединения, при котором точечная сварка включает подачу межэлектродного тока силой от 10 до 35 кА при межэлектродном давлении от 2,0 до 3,0 кН в течение времени 200 х t мс или менее в каждом месте точечной сварки, где t — толщина, мм. , части материала из алюминиевого сплава. Процесс, в котором в каждом месте точечной сварки средняя толщина реакционного слоя в направлении глубины очага находится в диапазоне от 0,1 до 3 мкм, а площадь формирования реакционного слоя составляет 70% или более от площади соединения точечной сваркой. . В соединенном теле из разнородных металлов регулируется содержание Fe на границе стыка со стороны материала алюминиевого сплава, а на границе стыка соединяемого тела из разнородных металлов формируется реакционный слой Fe и Al. Соединяемое тело из разнородных металлов обладает высокой прочностью соединения.
US8058584 — СПОСОБ СОЕДИНЕНИЯ РАЗЛИЧНЫХ МАТЕРИАЛОВ, ИЗГОТОВЛЕННЫХ ИЗ МЕТАЛЛОВ, И СВЯЗЫВАЮЩИЕ КОНСТРУКЦИИ ИЗ НИХ — Nissan Motor Co., Ltd. (Япония) такие как стальной материал, материал из алюминиевого сплава и тому подобное. В частности, изобретение относится к склеиванию, при котором материалы образованы путем наслоения трех или более листов и имеют разнородную поверхность раздела материалов и одинаковую поверхность раздела материалов. Предложен способ склеивания разнородных материалов из металлов и получаемые из него конструкции. Склеиваемые материалы формируют путем наслоения трех или более листов таким образом, что образуется поверхность раздела разнородного материала и поверхность раздела одного материала.