Точечная сварка для авто своими руками
Всем привет. Хочу представить вам свою очередную работу, а именно изготовление точечной сварки небольшой мощности для использования в гараже.
Забегая на перед вынужден признать что фотографий процесса к сожалению нет, по этому постараюсь объяснить все в устной форме.
За основу была взята старенькая и вышедшая из строя микроволновая печь, из которой благополучно был извлечен трансформатор и вентилятор. Из трансформатора была извлечена вторичная обмотка, а вместо нее намотано три витка сварочного провода сечением 16мм2.
Позже куплен на блошином рынке медный прут сечением 16мм. из которого токарь выточил по моей просьбе будущие электроды.
Чертеж прилагаю.
Ну а пока токарь творит, я облагораживаю трансформатор и все обслуживающие его узлы.
В схему был включен автомат включения/выключения, вентилятор для обдува трансформатора, магнитный пускатель, микро выключатель управляющий пускателем и пара лампочек для индикации наличия сети и работы трансформатора.
Для особо любопытных, желающих знать как это все подключено прилагаю принципиальную электро схему.
В примененной мною схеме предусмотрена работа микро выключателя от сети 220V, это чревато поражением тока, во избежании подобных случаев необходимо в схему внедрить низко вольное реле, что и будет мною обязательно сделано в последующих доработках.
Вот так я разместил узлы внутри аппарата.
Крышку корпуса сделал из той же микроволновки, ребра забора воздуха ( те что сбоку ) это родные, а отверстия на задней стенке выполнены в форме трубной решетки рассчитал в программа Компас 3D. распечатал и перенес на металл, просверлил и убрал заусенки.
Ну а с клещами придется еще поработать, что бы обеспечить прижим нужной силы, думаю делать эксцентрик, по тому что система рычагом займет много места.
Вот такие получились электроды
способ крепления
Думаю изложенной выше информации вполне достаточно для таких же самодельщиков как я, которые захотят повторить данную конструкцию.
В работе: металл толщиной меньше 0,8мм. приваривает хорошо, ну а для того что бы справлялся с металлом потолще думаю нужно доработать клещи и возможно сделать острее угол на электродах.
Всем мира и ровных дорог!
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.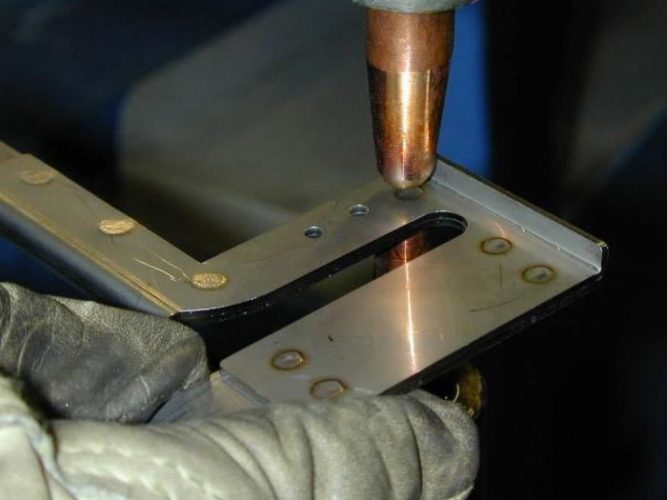
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Контактная сварка — относительно простой, быстрый и удобный метод соединения различных металлов. С ней не страшна сварка нержавейки или алюминия, которые имеют толстый слой оксидной пленки, также работу можно доверить не самому опытному мастеру и качество соединения все равно будет хорошим. Такой сваркой можно заниматься и дома, соорудив аппарат для контактной сварки своими руками. Делитесь свои опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе!
Споттеры — это удобное и простое в использовании электрооборудование, предназначенное для выполнения точечной сварки. Основное назначение таких аппаратов — это рихтовка и кузовной ремонт кузовных элементов автомобилей, а также использование в быту при выполнении отделочных и строительных работ. Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.
По своей конструкции самодельный споттер для рихтовки кузовных элементов отдалённо напоминает инверторные аппараты, предназначенные для точечной сварки. За счёт использования различных сменных рабочих насадок такие агрегаты отличаются универсальностью в использовании, благодаря возможности гибкой регулировки тока можно выполнять качественную сварку различных металлов.
Наибольшей популярностью на сегодняшний день пользуются инверторные споттеры, которые сочетают компактные габариты, обеспечивают качественный сварочный ток, а благодаря простоте конструкции их с легкостью можно выполнить самостоятельно. Необходимо лишь использовать качественные компоненты, а всю работу выполнять по имеющейся схеме сборки такого инструмента.
Самодельные споттеры
Простота конструкции позволяет все работы выполнить самостоятельно даже при начальных знаниях в области радиоэлектроники. Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата:
- сила тока на входе — 30 ампер;
- показатель потребляемого напряжения — 220 вольт;
- рабочий показатель силы тока — 250 ампер.
С помощью полуавтоматического импульсного споттера можно выполнять точечную сварку тугоплавких металлов, что позволяет применять такое оборудование для ремонта автомобилей, а также в быту при выполнении строительных и ремонтных работ. Отличная производительность таких устройств позволяет использовать самодельные споттеры при выполнении больших объемов работ.
Сварочный аппарат для точечной сварки включает следующие составные элементы:
- корпус устройства;
- аккумулятор;
- блок питания;
- силовой блок;
- драйверы для силовых ключей.
Имея базовые понятия по изготовлению такого оборудования и простейший опыт чтения схем сварочных аппаратов, можно с легкостью выполнить споттер, который будет иметь отличные эксплуатационные характеристики. Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов.
Материалы и инструменты для работы
От правильности выбора материалов и инструментов напрямую зависит качество выполняемой работы. Именно поэтому следует приобретать и использовать исключительно качественные микросхемы и другие компоненты, которые потребуются для изготовления такого оборудования.
Для изготовления споттера для кузовного ремонта своими руками потребуется следующее:
- листовой металл;
- элементы для изготовления электронных схем;
- медные провода и полосы;
- термобумага для изоляции;
- стеклоткань;
- слюда и текстолит;
- небольшие отвёртки;
- паяльник для работы с микросхемами;
- нож и ножовка по металлу.
Оборудование, которое используется в быту, предназначено для работы с напряжением 220 вольт. Впрочем, в интернете можно с легкостью найти схемы изготовления таких мощных промышленных споттеров, которые будут работать в трехфазной сети с напряжением в 380 вольт. Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.
Изготавливаем питание и силовую часть
Именно от качества получаемого аппаратом электротока напрямую зависит беспроблемность эксплуатации такого оборудования. Поэтому правильности изготовления блоков с питанием следует уделить особое внимание. Основой питания станет трансформатор, который выполняют с тремя или четырьмя обмотками.
- Для выполнения первой обмотки вам потребуется проволока 0,3 миллиметра диаметром, из которой выполняют около 100 витков.
- Второй контур включает 15 витков и выполняется из толстой миллиметровой проволоки.
- Внешний третий корпус сделан из 20 витков проволоки 0,3 миллиметра диаметром.

Непосредственно к питанию подключается реле, на которое подается напряжение в 25 вольт. Чтобы понизить напряжение используют резисторы, понижающие электроток и отвечающие за преобразование переменного тока в постоянный уже на выходе из блока питания.
Диодный мост, который является промежуточным звеном между блоком питания и силовой частью, отвечает за преобразование электротока и снижение его мощности.
Необходимо будет также продумать охлаждение блока питания, для чего используемые транзисторы и диоды устанавливают на компьютерных радиаторах или же монтируют вентиляторы и кулеры от блока питания старого ПК.
Используемый силовой блок у споттера одновременно снижает напряжение и увеличивает силу тока. Изготовить такой силовой блок инвертора можно из двух сердечников, которые изолируются при помощи газетной бумаги. Обмотку выполняют медной полосой, толщина которой составляет приблизительно 0,25 миллиметра.
Использовать для обмотки сердечника силового тока обычную медную проволоку не следует, так как по причине высокого нагрева такая проволока может оплавляться, что приведет к выходу из строя выполненного своими руками устройства. Обмотки сердечников изолируются друг от друга при помощи бумаги от кассовых аппаратов. Такая лента отличается прочностью, износоустойчивостью и предупреждает появление замыканий и полностью изолирует обмотку инвертора.
Технология охлаждения оборудования
Во время работы силовой блок и инверторная часть у споттера существенно нагревается, соответственно, вам придется продумать, каким образом будет охлаждаться корпус выполненного своими руками аппарата для сварки. Проще всего охлаждать споттер при помощи вентилятора и кулеров от компьютера. Сегодня в магазинах электротехники можно подобрать уже готовые кулеры, стоимость которых не слишком высока, а их подключение в цепь не представляет особой сложности. Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Рекомендации по сборке
Всю выполняемую работу по сборке цифрового споттера можно разделить на несколько этапов. Первоначально приобретаются все используемые компоненты, отдельно собирается диодный мост, силовой блок, инвертор, блок питания и лишь после этого непосредственно собирают споттер из полуавтомата своими руками.
Можно как использовать уже готовый корпус от старого компьютера, так и изготовить коробку из листовой стали и других подручных материалов. В том случае, если вы используете металлический корпус, то необходимо его тщательно заизолировать. Все компоненты прочно крепятся к корпусу с помощью заизолированного крепежа и подключаются друг к другу.
На центральную панель выводят фиксаторы-шайбы и пусковые клещи для сварочного кабеля, а также устанавливают тут небольшой тумблер для изменения силы тока и кнопку пуска запуска споттера в работу. В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.
Делаем споттер из инвертора
Путем простейших манипуляций можно изготовить из имеющегося сварочного инвертора универсальный в использовании споттер, который будет отличаться высокой мощностью, функциональностью и универсальностью. Всё что вам потребуется, это приобрести дополнительные диоды и тиристорный блок, которые дополнительно подключаются в схему инвертора.
Найти простейшие схемы выполнения таких споттеров из инверторов в интернете не составит какого-либо труда. Чтобы изготовить споттер из инвертора своими руками вам потребуется использовать:
- контактную группу в 220 вольт;
- реле на 30 ампер;
- диодный мост;
- тиристор в 200 вольт;
- понижающий трансформатор.
Выполненный диодный мост подключается в цепь к инвертору и трансформатору. Управление работой споттера осуществляется при помощи тиристорной цепи, которая подключена к трансформатору. Также напрямую от трансформатора осуществляется вывод силового кабеля, подключенного к сварочному пистолету.
Как изготовить сварочный пистолет
Особенностью споттера своими руками из сварочного аппарата является наличие рабочего пистолета, который позволяет осуществлять точечную обработку металла. Изготовить такой сварочный пистолет и обратный молоток можно самостоятельно из аналогичных приспособлений для герметика и строительного клея или же приобрести уже готовые инструменты, которые будут отличаться удобством и простотой в эксплуатации. Отметим, что изготовление сварочных пистолетов представляет собой определенные сложности, поэтому рекомендуется всё же пользоваться изготовленные промышленным способом сварочным инструментом для споттера.
как собрать аппарат своими руками
Содержание
- 1 Сварочный процесс при ремонте кузова
- 1.1 Применяемые аппараты
- 2 Самостоятельная сборка аппарата
Необходимость осуществления сварочных работ при кузовном ремонте не вызывает сомнений. И чтобы процесс этот не отнимал время, а также позволял устранить многие проблемы своими руками, важно подобрать соответствующее оборудование.
Ремонт кузова не мыслим без контактной сварки
Сварочный процесс при ремонте кузова
Абсолютное большинство работ при ремонте кузова автомобиля может произведено посредством контактной сварки. Этот вид, являясь довольно-таки специфическим, применяется преимущественно по причине своей простоты, отсутствия расходных материалов и высокого уровня производительности.
Подробнее о контактной сварке
Согласно техническому определению данная разновидность сварочных работ представляет собой процесс, в ходе которого образуется неразъемное соединение. Такое соединение есть следствие нагрева металла посредством проходящего электрического тока, а также пластический деформации самой зоны соединения (последнее происходит в результате сжатия).
Существует несколько способов осуществления контактной сварки своими руками, включая и точечный. Такая схема предполагает соединение деталей по отдельным участкам, которые и называются точками.
Для получения сварной точки свариваемые детали (предварительно тщательно зачищенные) собираются внахлестку, сжимаются с определенным усилием, после чего через место их контакта пропускается токовый импульс. На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.
Высверливание перед соединением деталей
Существует ряд факторов, способных оказать влияние на качество, т.е. прочность точки и ее размер:
- Речь идет о таком параметре, как усилие сжатия;
- Определенную роль играет и показатель величины сварочного тока, который выдает машина;
- Важна также длительность токового импульса;
- Наконец, имеет значение диаметр контактной поверхности электродов.
Применяемые аппараты
Контактная сварка своими руками при кузовных работах осуществляется при помощи соответствующих сварочных аппаратов. Схема их применения предполагает следующее: машина (аппарат иными словами) нагревается, и происходит в результате тепловыделения непосредственное сваривание в тех местах, где соединяются детали.
Получается, что любой аппарат основан на принципе нагревания места сваривания током с одновременным воздействием давления.
Может быть использована стационарная машина, а также машина подвесная либо мобильная (для ручной работы). Каждый такой аппарат, в свою очередь, делится на определенные разновидности с учетом способа сварки.
Схема каждого аппарата предполагает наличие ряда частей: электрической, механической, гидросистемы, пневмосистемы (или же системы водяного охлаждения).
Аппарат для контактной сварки вполне может быть сконструирован своими руками, о чем мы и предлагаем поговорить подробнее.
Образец заводского шва
Самостоятельная сборка аппарата
Аппарат для осуществления контактной сварки состоит из двух узлов:
- Сварочный выносной пистолет;
- Блок питания.
Порядок ручной сборки хорошо демонстрируют многочисленные видео. Процесс изготовления пистолета начинается с того, что следует создать переходник и электроды. Для этого берется текстолитовый лист и из него вырезаются накладки (габариты определяются под собственную руку). Затем нужно просверлить каналы в ламподержателе для проводов. Эти провода будут вести к лампе подсветки.
К готовым накладкам крепится при помощи винтов и двух держателей микропереключатель. Из полосы оргстекла можно изогнуть распорные планки, учитывая при этом их расположение на накладках. Не следует забывать и о размещении проходящего через рукоятку сварочного кабеля.
Конец такого кабеля опаивается, потом вставляется в отверстие переходника и фиксируется винтом. Острые кромки накладок рекомендуется притупить. Важно обмотать рукоятку изоляционной лентой. Готовый вариант, опять же, отлично рассматривается на видео.
Что касается блока питания, то он собирается из реле на сварочном трансформаторе и на тиристоре. Электрод подключается к одному выводу низковольтной обмотки при помощи сварочного кабеля. Второй вывод во время ручной сварки должен надежно соединяться с самой массивной деталью, подлежащей свариванию.
К сети первичная обмотка трансформатора подключается посредством диодного моста и включенного в его диагональ тиристора. При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки.
То есть самодельная контактная сварка вполне возможна. После окончания сборки сварочная машина должна быть протестирована. Готовый аппарат (как он выглядит, показывают видео) позволит выполнять многие работы.
Таким образом, при сборке своими руками соответствующего аппарата контактной сварки необходимо запастись вышеуказанными элементами для пистолета, а также для трансформатора. Поскольку именно трансформатор влияет на то, каким будет в итоге аппарат по размерам, именно с него и рекомендуется начать процесс сборки.
Контактная сварка своими руками для ремонта авто
Потребность в сварном соединении металлических деталей у автолюбителей возникает часто, а громоздкие и дорогие сварочные аппараты есть не у всех. Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от 200$, но самостоятельное изготовление приспособления из деталей вышедших из строя домашних приборов потребует минимальных затрат. Герметичного шва точечной сваркой добиться не удастся, но прочность соединения достигается высокая.
Точечная сварка относится к разряду так называемых контактных сварок
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
Сварка гвоздей аппаратом
Тип соединения также определяется видом сплава.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
Изготовление прибора своими руками
После готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
Самодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
Действие аппарата на кузове автомобиля
Точечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.
Пример работы профессионального сварщика
Мощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.
Для того, чтобы иметь представление о том, как работать с точечной сваркой при ремонте автомобиля, необходимо понимать процесс создания соединения.
Клещи контактной точечной сварки
Отличия от сварки плавлением
Точечная сварка давлением отлично показывает себя при соединении листовых заготовок, что подтверждается тем фактом, что практически все автопроизводители используют её при сварке кузовов автомобилей. Так же, следует отметить, что соединения, выполняемые точечной сваркой крепче, чем такие же, которые выполняются обычной сваркой оплавлением, и при этом дешевле обходятся. Дешевизна обеспечивается отсутствием вносимого металла, ведь единственная деталь, которую нужно время от времени заменять – сам электрод, который непосредственно соприкасается со свариваемыми заготовками.
Принцип работы процесса точечной сварки
Прежде всего, необходимо правильно разместить соединяемые детали, после чего поместить их между электродов сварочного аппарата. После этого можно начинать процесс сварки:
Сжатие деталей
Подача тока
Проковка (в некоторых случаях)
Снятие давления
Поскольку процесс образования жидкого ядра сварки происходит под давлением, соответственно ядро не соприкасается с атмосферой. Это позволяет избежать образования пор и других дефектов. Ядро защищено настолько хорошо, что не нуждается в дополнительной газовой или шлаковой защите.
Диаметр электрода и режимы (сила тока, время нагрева и давление) определяются толщиной и типом материалов, которые свариваются. Значительное влияние так же оказывает форма рабочей части электрода.
При сварке тонких стальных листов процесс образования точки зачастую занимает несколько секунд.
До недавнего времени точечная сварка имела ограниченное применение в повседневной жизни, поскольку требовала достаточно мощных источников питания и сварочных клещей, под которые можно установить далеко не каждую деталь.
Основной инструмент при работе со споттером — универсальный пистолет. Компактный и лёгкий
Но благодаря споттерам все изменилось. Этот способ, требует доступа только с одной стороны свариваемых деталей, имеет малую мощность, поэтому может работать даже от небольших инверторных источников питания, низкая цена которых делает их доступными многим СТО. Именно благодаря этим преимуществам сварка споттерами все чаще применяется при ремонте автомобилей. Прибавьте к этому еще и лучшие, по сравнению со сваркой плавлением, характеристики шва, хорошую продуктивность и получаем идеальный способ для сварки кузова автомобиля. Так же стоит отметить ещё одно немаловажное «умение» споттеров — возможность приваривать электрод к металлу и, благодаря специальным приспособлениям, исполнять роль обратного молотка, который способен работать без сверления или каких-либо других подготовительных операций, а потом легко его убирать.
Как видим, точечная сварка уже повсеместно используется при сварке автомобилей, а, от недавнего времени, начала широко использоваться и для ремонта. А все благодаря всего двум основным преимуществам — малым термическим деформациям и отличной продуктивности.
И всегда помните — если Вы решили улучшить свое СТО или цех оборудованием дли точечной сварки, мы всегда готовы Вам помочь
Аппараты контактной точечной сварки могут стать незаменимыми при ремонтных работах в гараже или автосервисе, а также в мелкосерийном производстве.
Контактная сварка сталь 65Г
Рассмотрим случай из практики, в котором точечная сварка выручает: предположим, вам необходимо сварить конструкцию из стали 65Г, но данная сталь не применяется для сварных конструкций.
Что делать?
Выход простой! Эта сталь сваривается без ограничений контактной сваркой. Правда состоит в том, что марок сталей, обладающих такими же свойствами, как Ст 65Г много, и деться от них некуда. Если вы хотите получить конструкцию или деталь с заданными свойствами, либо имеете дело с ремонтом конструкции, изготовленной из стали, которая не пригодна для сварки плавлением, возможно, вы сможете использовать в своей работе контактную сварку. Она существенно облегчит вам жизнь.
Аппарат для кузовных сварочных работ
Поменять крыло автомобиля — работы на пару часов со специально выпускаемую для работ по ремонту кузова аппаратом для контактной сварки Telwin Digital Car Puller 5000 (см. характеристики). Модель подходит не только для автосервиса. С его помощью производят все сварочные работы с тонкими металлическими листами.
Что такое «споттер»?, читайте на нашем сайте.
Кузовной ремонт видео — Telwin Digital Car Spotter 5500
Точечная сварка с Telwin Digital Car Spotter 5500
Digital Car Spotter 5500 – трехфазный аппарат точечной конденсаторной сварки с микропроцессорным регулированием. Он оснащен контрольной панелью, с помощью которой автоматически задаются параметры сварки.
Вам только нужно учесть используемый инструмент и толщину свариваемого листа. Небольшой, но многофункциональный аппарат Digital Car Spotter 5500 дает возможность выполнять работы любой сложности по кузовному ремонту в автосервисе, имея для этого стандартный и дополнительный набор инструментов и оснастки. Также незаменимым будет такой аппарат в мелкосерийном производстве. В стандартном наборе к аппарату прилагается пистолет для приварок шпилек, шайб, обратный молоток, набор аксессуаров.
В дополнительный набор входит: тележка для удобной транспортировки, с-образные клещи, универсальное рихтовочное устройство, разогревающий электрод, оснастка для вытяжки ребер жесткости, держатель для приварки волнистой проволоки, а также зажимы для кузовных работ, обратные молотки, точечные крепления массы.
С помощью данного аппарата не только осуществляют различную одно- двухстороннюю точечную сварку, но и выпрямляют листы с разнообразными деформациями, осуществляют нагрев и закалку с помощью угольного электрода (для закалки необходимо быстро охладить поверхность водой).
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
как сделать своими руками, особенности и нюансы
Содержание:
- Как работает контактная сварка
- Особенности сварочного аппарата
- Устройство сварочного аппарата
- Особенности изготовления контактной сварки
- Интересное видео
Нередко сварка проводится в домашних условиях, обычно при выполнении бытовых слесарных работ, к примеру, ремонт автомобиля, возведение металлического забора, изготовление или ремонт небольших металлических конструкций. Но поскольку профессиональный сварочный аппарат стоит достаточно дорого, то стоит задуматься об изготовлении оборудования. Контактная сварка своими руками будет наиболее оптимальным решением. Предварительно стоит рассмотреть главные особенности и нюансы.
Как работает контактная сварка
Перед тем как сделать контактную сварку своими руками стоит рассмотреть ее главные особенности. Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла.
Чтобы поверхности металлических элементов разогрелись и начали быстро расплавляться, на них подается ток с большой силой. Этот импульс вызывает быстрое расплавление металлов. Длительность его подачи зависит от видов соединяемых металлов. В среднем его продолжительность составляет от 0,01 до 0,1 секунды.
Расплавленная металлическая структура образует сварочную каплю, которая со временем застывает. Для этого свариваемые элементы следует удерживать в сдавленном состоянии в течение определенного времени. В этот момент капля переходит в состояние кристаллической решетки.
Стоит отметить! Во время сваривания обязательно подается сильное давление, оно выполняет важные функции — предотвращает растекание расплавленной капли по площади деталей. Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки.
Особенности сварочного аппарата
Чтобы правильно сделать контактную сварку требуется для начала соорудить сварочное оборудование. Но первым делом рекомендуется рассмотреть важные требования и нюансы, которые нужно соблюдать во время работы. Обычно для сварки дома используются приборы с точечным или стыковым устройством.
Далее необходимо определиться с типом сварочного аппарата, который будет применяться для домашнего сваривания. Он может быть переносным или стационарным. Затем выставляются настройки оборудования:
- показатели напряжения в самой области сваривания;
- тип тока (переменный или постоянный) и его сила;
- период воздействия сварочного импульса;
- число и параметры электродов.
Самодельная контактная сварка имеет простое изготовление. Изготовить простой аппарат смогут даже неопытные сварщики. Оборудование имеет два блока — контактный и источник сварочного тока. В первом блоке располагается зона сварки. Именно в ней отмечается контакт металлов. При помощи электродов к ним подается электрический импульс и в результате происходит их сваривание. Источник сварочного тока обеспечивает попадание импульса в область сварки.
Устройство сварочного аппарата
Контактная сварка, изготовленная своими руками из сварочного аппарата, сможет с легкостью заменить профессиональное оборудование. Но все же стоит рассмотреть устройство прибора. Главным элементом является трансформатор, который можно снять из старой микроволновой печи. Но данный элемент должен быть в рабочем состоянии.
Рекомендуется применять трансформатор с высокой мощностью, это позволит соединять самодельным прибором металлические листы с толщиной до 1 мм. Наиболее оптимальным будет показатель мощности от 1 кВт. Если потребуется работать с более толстыми листами из стали, то понадобится два трансформатора с обмоткой.
Важно! Чтобы самодельная контактная сварка для кузовных работ была собрана правильно, необходимо составить схему соединения важных конструктивных компонентов. Если четко выполнять ее указания и требования, то можно быстро сделать простой сварочный аппарат из СВЧ-печи.
Технологически весь рабочий процесс можно разделить на несколько этапов:
- Сооружение нижнего основания контактного сварочного прибора из микроволновой печи. Для этих целей рекомендуется использовать металлический профиль, брус из дерева или штангу. Один конец рекомендуется закрепить на корпусе, это можно сделать при помощи саморезов, они обеспечат более жесткую фиксацию. На второй край подсоединяется нижний сварочный электрод, к нему следует подвести кабель от трансформатора. Для лучшей фиксации его провода стоит примотать к штанге.
- Конструирование и обустройство верхней подвижной части устройства в виде рычага. Для оси можно использовать длинные не ржавый гвоздь. Стойки по бокам выполняются из брусков и профилей. Между стойками и основанием рычага не должно быть зазоров, иначе это может негативно отразиться на работе сварочного оборудования.
Чтобы правильно изготовить контактную сварку своими руками потребуется специальная схема. Ее можно сделать самостоятельно или взять из интернета.
Особенности изготовления контактной сварки
Как сделать контактную сварку? Процесс требует некоторых знаний и соблюдения принципов, от которых зависит полноценная работа самодельного оборудования. На начальном этапе из микроволновой печи необходимо вынуть трансформатор, потребуется магнитопровод и первичная обмотка.
Затем на трансформатор сооружается новая обмотка. Для этих целей применяется многожильный провод с сечением не меньше 10 см2. Кабель наматывается в 2-3 витка.
Чтобы правильно соорудить контактную сварку для ремонта авто своими руками в последующий период стоит выполнять следующие действия:
- продумывается управление контактной сваркой своими руками. Для этого устанавливается специальная система, которая позволяет наладить бесперебойное сваривание;
- изготовление и подсоединение сварных электродов;
- установка внутренней части устройства в прочный и надежный корпус. Подойдет корпус от старой микроволновой печи.
Если четко следовать всем этапам и рекомендациям, то можно с легкостью изготовить простой бытовой сварочный аппарат. Главное составить правильную схему и подготовить требуемые компоненты для оборудования. Готовый прибор подойдет для проведения бытовых работ, его можно будет применять для ремонта кузова автомобиля и других изделий.
Интересное видео
Оборудование для кузовного ремонта
Поговорим о проблемах с кузовом автомобиля, возникающих из-за коррозии. Каждый понимает, что если с ней не бороться, начнется процесс разрушения в местах образования очагов.
Существуют различные способы борьбы, такие как антикоррозионная обработка, но если кузов уже де-факто проржавел, прогнил и уже грозится развалиться, поможет только капитальный ремонт, либо частичный – замена прохудившихся частей.
Ремонт можно выполнить самостоятельно в гараже при наличии необходимого оборудования.
Сварка рамы
Читайте статью: Сварка рамы грузового автомобиля
Новички в деле восстановления кузова автомобиля считают, что такой ремонт можно выполнить ручной дуговой сваркой. То есть берешь штучный электрод с обмазкой и варишь. Это далеко не так.
Штучный электрод неэффективен при сварке тонкостенных стальных листов. Толщина кузова колеблется в пределах 0,8 … 1 мм. Ясно, что получить качественный сварной шов без включений шлака и прожогов затруднительно на таких толщинах. Тем более, что часто приходится варить такой листовой материал встык.
Оказывается, что наиболее качественная и эффективная сварка доступна только с углекислотным полуавтоматом – именно его чаще всего используют СТО для кузовного ремонта. Задайте ток – автомат оптимизирует скорость подачи проволоки. Задайте скорость – и сила тока будет скорректирована до оптимальной величины. Или просто выберите толщину листа. Вероятность сквозных прожогов и оплавления металла минимизируется. Берете горелку двумя руками – и получаете качественный и прочный шов.
Углекислотный полуавтомат подходит только для черных металлов, сварку нержавеющей стали и цветных металлов и сплавов проводят в среде аргона.
Нужно отметить, что в последнее время для ремонтно-восстановительных работ кузова автомобиля применяют контактную точечную сварку. Некоторые аппараты специально «заточены» под такой ремонт – имеют удобный интерфейс и перечень настроек для эффективной работы с кузовом. Плюс в сумме со специальными приспособлениями – такой аппарат в результате дает быстрый и качественный ремонт, который ничем не уступает ремонту полуавтоматом. Если кузов на заводе изначально был собран контактной точечной сваркой, то ее же и рекомендуется применять во время проведения работ по восстановлению кузова.
Сварка полуавтоматом
Вводный инструктаж для новичков, которые хотят переварить свой автомобиль, но не знают с чего начать.
Итак, подробно об минимуме инструмента, который Вам понадобится для начала:
- Сварочник
- Болгарка
- Дрель
- Проволока
- Баллон с углекислотой
- Шланг, соединяющий баллон
- Редуктор (будет регулировать подачу кислоты).
Приобретите миллиметровый лист стали размером 2х1,2м для организации латок . С него вы сможете вырезать кусок и вварить его в «прогнившее» место (после его предварительного удаления). Но прежде чем приступить к ремонту кузова автомобиля, потренируйтесь. В стальном листе вырежьте 2 образца размером 100Х100мм. Выполните в одном из них 10-15 отверстий не менее Ø5 мм дрелью или дыроколом. Сложите его со вторым образцом и начинайте варить. Подберите такую подачу проволоки и величину напряжения, при которой у вас будет получаться шов. На слабом токе вы будете недоплавлять металл, на сильном – проплавлять его. Нормальная сварка — это когда проволока из полуавтомата расплавляется и полностью заливает отверстие.
Настройка полуавтомата
Горелку уприте в металл, к которому прикреплена клемма массы, и отрегулируйте подачу проволоки на панели управления аппарата путем установки скорости на минимум. Нажмите на курок горелки: если подача проволоки медленная – вы это поймете – она начнет «стрелять». Увеличивайте скорость подачи, пока инвертор не начнет нормально варить. Если скорость слишком большая, проволока будет «отбрасывать» горелку назад из-за того, что она не успевает плавиться. Скорость подачи достаточно подобрать один раз и при дальнейших работах не менять.
Сила тока подбирается в зависимости от толщины металла. Ставьте минимальный ток, если нужно будет его добавить, это вы почувствуете интуитивно по характеру образования сварочной ванны. Излишки остывшего металла зачищаются болгаркой.
После того, как Вы отточите свое мастерство на образцах, переходите к сварке автомобиля. Варить начинайте с ровных поверхностей. Берите горизонтальные швы, когда электрод находится сверху (нижняя позиция). Потолочные и боковые швы, когда металл под силой тяжести вытекает с ванны, освоите позже. Здесь нужно учитывать гравитацию и требуется определенная сноровка.
Если у вас проржавел, например, заход на порог, вырежьте его болгаркой. Далее подготовьте латку с запасом, так как сварку выполняют внахлест по сантиметру с каждой стороны. Можно сделать и встык, но это делается в исключительных моментах, так как сварка встык дает меньшую прочность. Понятно, что металлическая накладка должна повторять изгибы дефектного места.
Сварку ведут путем наплавки точками, но не ставьте их один за другим по периметру латки, а ставьте их на диаметрально противоположных местах. Ставятся точки поочередно с одного края (сверху), потом с противоположного (снизу), прихватывается середина левого края и затем, правого. После прихватки заканчивают сварку точками в шахматном порядке. Места в которых нужно накладку прижать плотнее, можно прикрутить ее саморезами. Возможен и вариант изначального крепления латки на саморезах, что позволяет ее правильно выставить перед сваркой. Деталь размером 100х100 мм достаточно прихватить 8-ми такими шурупами.
Металл должен плотно прилегать к кузову. Если он где-то идет с зазором, используйте деревянную ручку молотка как прижим. Форма придается металлу лучше, когда вы прогреваете его: проварили точку – и сразу же молотком нужно подстучать, где не совсем точное прилегание.
Начинайте ремонт с легких мест, остальные можно будет освоить, когда вы поймете, как гнуть металл и «почувствуете» свой полуавтомат. Ремчасти крыльев, арок, моторный щит, силовые части машины лучше не трогать, пока не приобретете достаточный опыт, так как последствия при неумелом вмешательстве могут быть самыми неожиданными, вплоть до создания аварийной ситуации на дороге.
Технология ремонта порогов своими руками Порог находится в наиболее агрессивной среде, а потому является местом сильно подверженным коррозии. Если ваш порог проржавел, он требует немедленного ремонта. который вполне под силу выполнить самостоятельно.
Итак, общая последовательность работ по восстановлению порога, следующая:
- Зачистка проблемного места болгаркой с металлической щёткой («волосатым» кругом)
Будьте очень аккуратны во время работы, используйте защитные очки, но лучше маску. В любом случае, средствами защиты пользоваться обязательно нужно, потому что элементы щетки вылетают из нее и могут травмировать лицо и тело.
Если у Вас есть беруши, их лучше использовать, уж очень сильный звук производит инструмент. Зачистка производит много пыли, чтобы сохранить легкие одевайте респиратор.
Обратите внимание на одну небольшую тонкость: когда вы защищаете поверхность «волосатым» кругом металл вышлифовывается, но при этом вы также может накатить (завальцевать) на соседний фрагмент ржавчины металл, что обязательно проявится со временем.
- После того как вы обработали металл, нужно пройтись 120-й (или хотя бы 240-й) шкуркой так, чтобы появились риски. Это требуется для того, чтобы материал, который наносится в следующем пункте хорошо схватился.
- Обработать Цинкарем (могут быть разные варианты, такие как Цинкон, Цинкор) – преобразователями коррозии на основе цинковых и магниевых элементов, ортофосфорной кислоты и т.д. После того, как он «сделает свою работу», нужно повторно пройтись шкуркой до полного удаления остатков Цинкора и ржавчины. Завершить операцию нужно обезжириванием поверхности (сделать это можно, как известно, любым в наличии имеющимся растворителем, Уайт-спирит, нефрас, ацетон и т.д.)
- Чтобы обеспечить порогу надежную защиту наносят эпоксидный грунт.
Почему именно эпоксидный, а не акриловый или кислотный.
Кислотный грунт (он же фосфатирующий, либо реактивный) наносится, чтобы удалить какие-либо элементы коррозии в порах, углублениях, которые вы не смогли вычистить.
Эпоксидный грунт является первичным грунтом и имеет очень плотную структуру, он намного плотнее, чем акриловый. Он не пропускает ни влагу, ни воздух, которые как раз и нужны для процесса коррозии.
- Следующий этап, нанесение баранка (антигравия) – называется он так, потому что похож на баранью шерсть после высыхания. После отвердения его обязательно нужно закрасить, потому что баранок при попадании на него солнечных лучей рассыхается и разрушается. Мыть такой порог будет очень трудно.
Если порог прогнил до дыр, аварийное место вырезают. Вырезанную часть в дальнейшем можно использовать как шаблон, который можно приложить к листу и нацарапать на нем контуры будущей накладки. Отрезать нужно не по намеченному, а чуть с отступом. Вырезанные части порога, которые имеют радиус можно «образмерить» с помощью листа бумаги и в дальнейшем отпилить «накладку» по этому листу и придать ей нужную форму с помощью, например, плоскогубцев и тисков. Далее латка прихватывается точками к порогу машины внахлест.
Во время сварки не пользуйтесь щитком, который нужно держать в руке, лучше обзавестись полноценным хамелеоном, который и плотность затемнения светофильтра подберет автоматически, и защитит все части лица от обжигающего (кожа просто обгорит) влияния инфракрасного излучения. Щиток защищает от прямых лучей, с боков у него защиты нет и отражения от лакированной поверхности автомобиля (от дверей и других его частей), могут попасть в глаза, вызвав их повреждение. Думайте о своем здоровье!
Латочный ремонт порогов достаточно эффективный способ продлить ему жизнь. Тем не менее, это всегда временная мера, так как невозможно вычистить коррозию и обработать защитой порог изнутри, которая даст возможность хозяину поездить еще какое-то время, пособирать денег на замену.
Гарантию качества и долговечности вам даст только капитальный ремонт, т.е. когда порог полностью снимается и обрабатывается по всем поверхностям, либо ставится новый.
Точечная сварка для авто своими руками
Содержание
- Общая информация
- Преимущества и недостатки
- Разновидности контактной сварки
- Точечная сварка
- Рельефная сварка
- Шовная сварка
- Стыковая сварка
- Делаем аппарат для контактной сварки
- Вместо заключения
При ремонте кузова автомобиля часто применяется сварка. Тот, кто свободно обращается со сваркой, может с легкостью осуществить кузовной ремонт любой сложности.
Посмотрим на метод контактной сварки:
Сегодня сварка кузова автомобиля своими руками может осуществляться с применением инновационной методики точечной сварки. Подробнее об этом ниже:
Если вы заинтересовались этим методом, то ниже о том, как можно сделать самодельный аппарат точечной сварки:
Если же вы предпочитаете более традиционные методы. Посмотрите, как правильно делать сварку на примере ремонта колесных арок:
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Контактная сварка — относительно простой, быстрый и удобный метод соединения различных металлов. С ней не страшна сварка нержавейки или алюминия, которые имеют толстый слой оксидной пленки, также работу можно доверить не самому опытному мастеру и качество соединения все равно будет хорошим. Такой сваркой можно заниматься и дома, соорудив аппарат для контактной сварки своими руками. Делитесь свои опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе!
Всем привет. Хочу представить вам свою очередную работу, а именно изготовление точечной сварки небольшой мощности для использования в гараже.
Забегая на перед вынужден признать что фотографий процесса к сожалению нет, по этому постараюсь объяснить все в устной форме.
За основу была взята старенькая и вышедшая из строя микроволновая печь, из которой благополучно был извлечен трансформатор и вентилятор. Из трансформатора была извлечена вторичная обмотка, а вместо нее намотано три витка сварочного провода сечением 16мм2.
Позже куплен на блошином рынке медный прут сечением 16мм. из которого токарь выточил по моей просьбе будущие электроды.
Чертеж прилагаю.
Ну а пока токарь творит, я облагораживаю трансформатор и все обслуживающие его узлы.
В схему был включен автомат включения/выключения, вентилятор для обдува трансформатора, магнитный пускатель, микро выключатель управляющий пускателем и пара лампочек для индикации наличия сети и работы трансформатора.
Для особо любопытных, желающих знать как это все подключено прилагаю принципиальную электро схему.
В примененной мною схеме предусмотрена работа микро выключателя от сети 220V, это чревато поражением тока, во избежании подобных случаев необходимо в схему внедрить низко вольное реле, что и будет мною обязательно сделано в последующих доработках.
Вот так я разместил узлы внутри аппарата.
Крышку корпуса сделал из той же микроволновки, ребра забора воздуха ( те что сбоку ) это родные, а отверстия на задней стенке выполнены в форме трубной решетки рассчитал в программа Компас 3D. распечатал и перенес на металл, просверлил и убрал заусенки.
Ну а с клещами придется еще поработать, что бы обеспечить прижим нужной силы, думаю делать эксцентрик, по тому что система рычагом займет много места.
Вот такие получились электроды
способ крепления
Думаю изложенной выше информации вполне достаточно для таких же самодельщиков как я, которые захотят повторить данную конструкцию.
В работе: металл толщиной меньше 0,8мм. приваривает хорошо, ну а для того что бы справлялся с металлом потолще думаю нужно доработать клещи и возможно сделать острее угол на электродах.
Всем мира и ровных дорог!
Практическое руководство: Создайте свой собственный аппарат для точечной сварки
Аппараты для точечной сварки используются при производстве автомобилей, корпусов компьютеров, блоков питания, микроволновых печей, электрических распределительных коробок, клеток Фарадея и различной электроники. Используется аппарат для точечной сварки, потому что он обеспечивает четко определенную точку контактного сварного шва. Материалы свариваются без чрезмерного нагрева, поэтому рабочие детали легко обрабатываются. Сварка также строго контролируется и повторяема. В этом практическом руководстве мы рассмотрим основы устройства для точечной сварки, а затем покажем вам, как собрать его из трансформатора для микроволновой печи.
Электроды точечной сварки выполняют как минимум три функции. Они передают электрическую энергию материалу, а также удерживают его вместе; это также контролирует сопротивление. Чем больше сила сжатия, тем меньше сопротивление, что приводит к уменьшению резистивного нагрева. Меньшее усилие зажима приводит к повышенному резистивному нагреву. Электроды также отводят тепло от материала, а в нерабочих циклах помогают охладить и закалить сварной шов. Резистивную точечную сварку обычно называют «самородком». Сварочные аппараты для точечной сварки обычно используются только для черных металлов, что несколько ограничивает область их применения. Большинство из них производят сварку с низким напряжением и высоким током. Сварщик в этом руководстве работает от вторичной обмотки 3 В переменного тока. Первичное напряжение сети составляет 120 В переменного тока, к которому следует относиться с уважением. Вторичное низкое напряжение делает сварщика очень безопасным, поэтому опасность поражения электрическим током от электрода практически отсутствует. Однако существует риск ожога из-за высоких температур, как и при работе с любым другим сварочным аппаратом.
Этот сварочный аппарат не предназначен для сварки панелей кузова вашего джипа 1966 года; он не будет хорошо работать с материалом тяжелее листового металла толщиной 20GG. Предполагаемое использование для небольших проектов, поскольку он не может работать в непрерывном режиме. Возможные области применения: Сварочный электродный материал для электролизеров. Работа с тонкими компонентами вакуумной трубки. Создание легкой рамы для небольшой роботизированной платформы. У большинства из нас есть достаточно деталей, чтобы собрать аппарат для точечной сварки. Если у вас завалялся трансформатор для микроволновой печи (MOT), то вы уже на полпути. Кстати, в 2006 году мы рассмотрели сварочный аппарат для дуговой сварки в микроволновой печи.0003
Нам также понадобился медный провод большого сечения. Мы использовали около четырех футов проволоки 4AWG, чтобы построить аппарат для точечной сварки на фотографии. Другие материалы включали лом 2×6, 2×2, два медных винтовых наконечника, два медных сварочных кабельных наконечника, два сварочных наконечника MIG, две оцинкованных угловых скобы 4″ x 3/4″, винты для гипсокартона и три шайбы.
На фото выше рабочее ТО. Первое, что нам нужно было сделать, это снять вторичные катушки. А именно обмотка высокого напряжения и обмотка низкого напряжения. Мы использовали угловую шлифовальную машину с отрезным кругом, стараясь не срезать первичную обмотку.
Вырезаем вторичный заподлицо с сердцевиной ламината ТО. Обе стороны МТ должны быть обрезаны. Осмотрите МТ на наличие признаков того, что ламинат был приварен. Мы обнаружили, что сварные MOT могут выдержать немного больше злоупотреблений, чем их герметичные аналоги. Если возможно, постарайтесь сохранить нетронутой изоляцию сердечника, где будет намотана вторичная обмотка. Хотя это не остановит шоу, если изоляция будет повреждена. Изоляция немного облегчает обмотку толстой вторичной обмотки.
После удаления вторички у нас получилось что-то похожее на фото выше. Если материал магнитного шунта выпадет, обязательно замените его, как это было раньше. Шунт удерживает ядро от передачи слишком большой мощности на вторичную обмотку. Магнитный балласт, если хотите. Шунт управляет насыщением сердечника. Проект грубой силы, подобный этому, полагается на такой шунт для правильной работы.
Перемотка MOT с 4AWG — это не прогулка в парке. Если вы повредили изоляторы жил, мы предлагаем обмотать их изолентой. Это поможет избежать повреждения изоляции провода при его протягивании через жилу. Наш опыт показывает, что 3-4 обмоток достаточно. В конце концов, этот аппарат для точечной сварки полагается на высокий ток и предельное сопротивление. Не высокое напряжение.
Мы позаботились о том, чтобы вторичная катушка была намотана по спирали, чтобы завершить вторичную обмотку.
Мы установили ТО и 2×2 на базу 2×6. В этой конкретной сборке использовались 12-дюймовые колеса 2×6 и два 7-дюймовых колеса 2×2. Эти размеры могут работать или не работать в зависимости от физического размера вашего MOT. Единственная важная часть здесь — это максимально короткая длина провода.
После установки нижней челюсти мы также прикрепили угловые скобы. Было обнаружено, что запасная часть 2×2 в качестве прокладки хорошо работала для выравнивания верхней и нижней челюсти. После того, как верхняя челюсть была выровнена, мы прикрепили ее к угловым брекетам с помощью винтов. Это сформировало шарнирную часть челюсти.
На рисунке выше показан наконечник для сварки MIG и медный наконечник винтового типа. Это улучшение по сравнению с предыдущей моделью, которую мы построили. Первоначально мы использовали медную трубку с отверстием и кусок заземляющего провода 6AWG в качестве сварочного электрода. Заземляющий провод удерживался на месте винтом, который ввинчивался внутрь медной трубки перпендикулярно электроду. Это было очень грубо, но это сработало. Этот новый метод гораздо более практичен.
Вот два электрода, готовые к установке на нижнюю и верхнюю челюсти. Мы дважды проверили электроды MIG, чтобы убедиться, что они затянуты. Неплотное соединение будет отводить тепло от сварного шва.
Равномерно выравнивая сварочные электроды, мы старались сохранить верхнюю челюсть в естественном положении, в котором она была установлена. Это позволило сохранить плоскую контактную поверхность сварочных электродов. После того, как мы убедились, что электроды выровнены должным образом, губки были отмечены. Затем мы просверлили небольшое отверстие. Поскольку мы монтировали с зерном 2×2, отверстия помогли защитить от раскола 2×2.
С установленными электродами мы отрезаем провод до нужной длины. Мы никогда не режем ровно столько, сколько нам нужно. Мы всегда режем больше, чем нам нужно. Это эмпирическое правило должно применяться ко всей электропроводке. Ведь гораздо проще отрезать лишнее, чем намотать новую вторичку.
Мы согнули провода примерно в том положении, в котором они должны были быть собраны, и зачистили провод, готовясь к обжимным наконечникам для сварки. Здесь также рекомендуется снимать больше, чем необходимо. Просто отрежьте лишнее после определения глубины выступов. Никогда не обжимайте изоляцию наконечником. Это создаст потенциальную проблемную зону из-за потери проводимости.
Использование хорошего неизолирующего обжимного инструмента для закрепления провода. Мы осмотрели обжим и устроили ему испытание на растяжение. Просто потяните за провод, если он ослаблен, он вытянется. Если он не вытягивается, значит, был сделан соответствующий обжим, подходящий для высокого тока.
Гофрированные проволоки крепились к сварочным электродам винтами. Мы были осторожны, чтобы не перетянуть винты. Если бы шуруп для гипсокартона вырвался из дерева, нам пришлось бы использовать вместо него шуруп большего размера. После того, как оба сварочных электрода были закреплены на губках, мы выровняли электроды. С помощью плоскогубцев согнули электроды так, чтобы они равномерно соприкасались друг с другом. Электроды уже должны быть достаточно близко, так как они были выровнены перед сверлением.
Мы открыли челюсти и подключили первичную часть к электрическому шнуру, а затем проверили вторичную. Если выключатель срабатывает, проверьте следующее:
- Вторичная обмотка закорочена (клещи закрыты)
- Магнитные шунты отсутствуют или неправильно переустановлены
- Неисправная проводка к первичной обмотке или короткое замыкание первичной обмотки
- Слишком большая нагрузка на тестовую цепь или недостаточная мощность выключателя
Мы соблюдали правила электромонтажа. Также подчеркивается, что это сварочный аппарат, и он должен иметь выделенную цепь, как и любой другой сварочный аппарат.
При физическом отключении питания мы проверили выравнивание сварочного электрода с материалом, с которым собирались работать. Перед подключением питания и выполнением начальной сварки мы соблюдали несколько правил техники безопасности. Это сварочный аппарат, и он будет производить очень высокие температуры. Держите пальцы подальше от сварочных электродов. Дайте материалу остыть перед обработкой. Всегда надевайте защиту для глаз. Возможно, вам будет интересно прочитать о параметрах точечной сварки. Есть еще проблема горючих материалов…
Этот Compaq использовал очень тонкий алюминий для поддержки экрана и соединения петель. Металл сломался и разрушил большую часть нижнего пластика. Мы смогли изготовить новые опоры из листового металла из нержавеющей стали 22AWG. Все сварные швы были выполнены с помощью аппарата точечной сварки со специальным регулятором мощности. Контроллер питания будет рассмотрен в другом руководстве.
Точечная сварка сопротивлением сжатию
Понимание того, почему STRSW становится предпочтительным/требуемым методом крепления OEM-производителей, необходимо для обеспечения полного, безопасного и качественного ремонта.
Нажмите здесь, чтобы узнать больше
Современные автомобили спроектированы так, чтобы вести себя определенным образом во время удара. Когда вы слышите слово «воздействие», какой образ возникает у вас в голове? Это когда транспортное средство ударяется обо что-то или обо что-то ударяется? Так обычно думает большинство людей. Однако это только одна его часть.
При столкновении транспортных средств фактически происходят три удара:
- Столкновение транспортного средства с предметом
- Столкновение пассажиров с удерживающими устройствами
- Внутренние органы пассажиров сталкиваются с костями или друг с другом и перестраиваются
Перед производителями транспортных средств стоит задача создать более безопасные автомобили, которые лучше защищают пассажиров от этих трех ударов. Создание более прочного пассажирского салона или кабины для уменьшения проникновения имеет важное значение, но производители также должны гарантировать, что материалы, используемые в конструкции автомобиля, минимизируют силы, возникающие при третьем ударе.
Безопасность пассажиров
Как и в любой хорошей спортивной команде, существует групповая работа по обеспечению безопасности пассажиров. Нет ни одного аспекта автомобиля, который выполняет это в одиночку. Это полный пакет, предназначенный для совместной работы и обеспечивающий безопасность пассажиров при столкновении.
Подушки безопасности и другие удерживающие устройства предназначены для предотвращения столкновений автомобиля. Конструкция не только поглощает как можно больше энергии, когда детали деформируются (энергия нужна для изгиба металла), но и в то же время направляет энергию по салону, чтобы свести к минимуму деформацию и проникновение в пространство пассажира.
Время срабатывания подушек безопасности является критическим фактором для правильной работы подушек безопасности и натяжителей ремней безопасности. Если способность поглощать или направлять энергию изменяется во время ремонта, время срабатывания подушки безопасности также может быть изменено. Хуже того, это может привести к полному отсутствию развертывания.
Процедуры ремонта кузова OEM написаны так, как они есть, не случайно. Требуется много времени, усилий и испытаний, чтобы убедиться, что ремонт не только будет хорошо выглядеть и продлится весь срок службы автомобиля, но и сохранит тот же стандарт при столкновении, что и при выходе с завода, тем самым сохранив возможность ремонта. уменьшить проникновение в кабину и свести к минимуму силу третьего удара. Подумайте об этом в следующий раз, когда вы захотите отклониться от процедуры OEM.
STRSW гораздо менее подвержен неправильной настройке и человеческому фактору при выполнении сварки.
При ремонте после аварии существуют различные методы крепления, которые могут быть указаны в процедурах ремонта. Они могут различаться между OEM-производителями и даже внутри моделей автомобилей, но наиболее распространенными являются два метода: сварка электрозаклепкой и контактная точечная сварка методом выдавливания (STRSW). Хотя некоторые OEM-производители разрешают использовать сварку электрозаклепками вместо заводской точечной сварки, в процедурах ремонта может быть указано, что STRSW является предпочтительным методом сварки. Чтобы помочь вам понять, почему, давайте рассмотрим различия между сваркой электрозамком и STRSW.
Сварка электродом
Сварка электродом обычно выполняется сварочным аппаратом GMA (MAG) с подачей проволоки. Это процесс, который требует пробивки или сверления отверстий определенного диаметра на определенном расстоянии друг от друга, а затем каждый сварной шов должен выполняться вручную. Из-за характера того, как создается сварной шов, и из-за машины, используемой для его изготовления, это может привести к неравномерным и слабым сварным швам. Успешная сварка электрозаклепкой во многом зависит от опыта человека, устанавливающего машину и, следовательно, от правильного выполнения сварки. Существует много переменных при создании сварного шва — достаточно, чтобы даже опытный сварщик не был уверен в результате этих сварных швов, особенно при работе с незнакомыми материалами, такими как высокопрочные стали (HSS).
STRSW
STRSW выполняется с помощью специального сварочного аппарата. Однако многие аппараты для точечной сварки имеют другие насадки, которые позволяют выполнять дополнительные функции. Несмотря на то, что есть настройки, которые необходимо отрегулировать, а иногда и требуются специальные наконечники для сварки, STRSW гораздо менее подвержен неправильным настройкам и человеческим ошибкам при выполнении сварки. Простота настройки и снижение вероятности ошибки, связанной с человеческим фактором, позволяют производить более стабильные и предсказуемые сварные швы. Это, в свою очередь, повысит уверенность в результате сварки независимо от типа соединяемой стали.
D Несмотря на простоту STSRW, не думайте, что она надежна.
Многие OEM-производители, которые требуют или рекомендуют STRSW, имеют специальные устройства для точечной сварки, одобренные для их автомобилей. Эту информацию обычно можно найти в руководствах по ремонту кузова (BRM) для конкретных автомобилей в разделе общей информации о сварке или в процедурах ремонта или списках оборудования. Кроме того, информация о сварке обычно включает такую информацию, как текущие настройки, циклы или время, а также советы по использованию. Это ценная информация, поскольку общая цель OEM-производителя, рекомендующего или требующего STRSW, состоит в том, чтобы наиболее точно воспроизвести заводские точечные сварные швы, которые были удалены в процессе ремонта.
Хотя замена точечной сварки на точечную сварку, безусловно, воссоздает заводской вид после ремонта, тенденция OEM-производителей переходить на STRSW вместо сварки пробкой выходит за рамки простой эстетики. Возможность использовать метод крепления, который точно повторяет метод OEM, помогает поддерживать стандарт целостности автомобиля. Многие причины использования STRSW связаны с конструкцией автомобиля.
Развивающиеся материалы
Материалы, используемые в современных автомобилях, продолжают развиваться. Мы все были свидетелями снижения производства низкоуглеродистой стали и увеличения производства быстрорежущей стали. Все большее распространение получают быстрорежущие и сверхвысокопрочные стали (UHSS) различной прочности. Продолжается разработка более тонких и прочных сортов стали, которые найдут свое место в автомобилях завтрашнего дня.
Как указано выше, эти высокопрочные стали играют ключевую роль в OEM-производителях, которые рекомендуют или требуют точечную сварку для ремонта после столкновения. STRSW создает гораздо меньшую зону теплового воздействия, чем сварка пробкой. Это важно, так как многие высокопрочные стали ограничены количеством тепла, которое может быть применено к ним.
При использовании точечной сварки во время ремонта UHSS может не сваривать так же, как мягкую сталь. Сварщику почти неизбежно потребуются другие настройки для UHSS, чтобы выполнить надлежащий сварной шов. У изготовителя транспортного средства также могут быть требования к конкретным машинам для точечной сварки, которые могут иметь предустановленные программы для конкретных применений. Некоторым точечным сварщикам может потребоваться только толщина листа и тип вводимого материала, и сварщик внесет необходимые корректировки.
При выполнении STRSW необходимо помнить о следующих вещах:
- Большинство деталей UHSS обычно заменяются с помощью сварки STRSW на заводском шве, а сварка методом GMA (MAG) электрозаклепками используется для соединения деталей, недоступных для точечной сварки.
- Некоторые производители автомобилей, такие как Honda и Acura, имеют особые правила и ограничения при сварке стали с давлением 1500 МПа.
- При использовании оборудования для точечной сварки проверьте и убедитесь, что сварочный аппарат получает правильное напряжение в розетке. Это чрезвычайно важно, потому что, если напряжение слишком низкое, сварка не будет хорошей.
Ключ проверки
Несмотря на простоту STSRW, не думайте, что она надежна. Крайне важно убедиться, что сварочный аппарат настроен правильно не только для автомобиля, который вы ремонтируете, но и для выполняемой вами процедуры. Дополнительные слои или более толстые материалы часто требуют других настроек сварщика, чем меньшее количество слоев или более тонкий материал. Опять же, это должно быть прописано в BRM.
Кроме того, OEM-производители обычно рекомендуют или требуют проведения разрушающих испытаний на испытательных образцах того же типа и толщины свариваемого материала. Обычно приводятся иллюстрации или объяснение того, как будет выглядеть успешный сварной шов после разрушающего испытания. Важно удостовериться, что разрушающее испытание выполняется так, как указано в BRM.
Перед выполнением любых сварных швов на транспортном средстве необходимо выполнить точечные сварные швы, провести визуальный осмотр и испытания на разрушение, чтобы убедиться, что сварочный аппарат настроен и работает должным образом. При выполнении сварных швов от HSS к UHSS не должно быть отрыва сварного шва. При выполнении сварных швов мягкой стали с UHSS или высокопрочной низколегированной (HSLA) стали с UHSS должен быть отрыв сварного шва из более слабой стали. Если есть разрыв UHSS, тепло от STRSW изменило прочность металла.
При ремонте автомобиля задайте себе несколько вопросов:
- Будет ли автомобиль работать так, как задумано, если он подвергнется экстремальным испытаниям (крупное столкновение)?
- Вы бы посадили своих близких в этот автомобиль после того, как вы или ваши сотрудники отремонтировали его?
- Выдержат ли ваши сварные швы, и не ввели ли вы нежелательные компромиссы, которые могут не реализоваться до окончательного испытания?
- Если ваш клиент проверит вашу работу в реальном мире, будет ли результат благоприятным?
Резюме
Понимание того, почему STRSW становится предпочтительным или обязательным методом крепления для OEM-производителей, необходимо для обеспечения полного, безопасного и качественного ремонта, сохраняющего целостность автомобиля и защищающего пассажиров от трех ударов при столкновении.
5 лучших самостоятельных способов удаления точечных сварных швов — Иствуд
16 сентября 2015 г.
Как лучше всего избавиться от раздражающих точечных сварных швов?
Когда вы разбираете свой проектный автомобиль, вы неизбежно столкнетесь с точечными сварными швами, которые необходимо удалить. Их может быть сложно удалить, особенно если вы хотите сохранить как можно больше исходного металла. Хорошая новость заключается в том, что, приложив немного усилий и терпения, вы можете удалить точечные сварные швы с металла и перейти к следующей задаче. В этом руководстве рассматриваются пять самых простых методов удаления пятен, которые можно использовать в мастерской.
Как и многие другие аспекты реставрации автомобилей, одну и ту же задачу можно выполнить несколькими способами. Все сводится к тому, какой метод лучше всего подходит для вас. Все эти методы удаления точечных сварных швов преследуют одну и ту же цель. Какой из них вы выберете, зависит от того, какие инструменты у вас есть и насколько глубоко вы хотите углубиться.
Начнем с самого простого метода: фрезы для точечной сварки. Эти инструменты используются для разделения панелей, сваренных точечной сваркой, и с меньшей вероятностью могут повредить листовой металл, чем панельный резак. Но даже эти инструменты имеют несколько вариаций.
- Резка точечных сварных швов
Первым и наиболее распространенным вариантом является резак для точечной сварки. В нем используется небольшой центрирующий штифт, который первым контактирует с панелью; это предотвращает блуждание резака. Штифт находится на пружине, поэтому, как только вы нажмете на панель, он вдавится и начнет прорезать панель. Отрезной диск похож на кольцевую пилу по дереву, которая немного больше, чем точечный сварной шов. Их можно заменить режущими головками разного размера в зависимости от вашего проекта.
Преимущество этого типа резака перед остальными состоит в том, что после того, как режущая головка просверлит первую панель, панели можно будет разделить. Вы не останетесь с отверстием, прорезанным насквозь через обе панели. Такие резаки для точечной сварки стоят от 25 до 80 долларов. Это дороже, чем некоторые другие методы, но это самый профессиональный и точный метод для резки точечных сварных швов.
- Сверление точечных сварных швов специальной насадкой
Следующий резак для точечной сварки немного дешевле и выполняет ту же основную функцию. Это сверло для точечной сварки представляет собой очень широкое, но плоское сверло с самоцентрирующимся наконечником, поэтому оно не будет блуждать. (Если ваше сверло не имеет самоцентрирующегося наконечника, вы можете уменьшить блуждание, сделав небольшой паз в месте сварки с помощью металлического пробойника.) Преимущество этих сверл для точечной сварки состоит в том, что они сделаны из цельного куска металла, поэтому нет осколков, которые могли бы сломаться.
Основным недостатком является то, что каждый резак предназначен для точечной сварки определенного размера, в отличие от первого варианта, где режущая головка может быть заменена для работы с точечной сваркой различных размеров. При цене от 30 до 40 долларов они могут быть дороже, чем стандартное сверло, но они намного точнее и служат намного дольше, чем стандартное сверло (и не будут так легко просверливать обе панели).
Технический совет 1. При использовании этого метода удаления пятен или метода № 3, описанного ниже, вы должны выбрать сверло размером от 1/8 до ¼ дюйма больше, чем размер самого точечного сварного шва. Это гарантирует, что сварной шов и любые утечки будут полностью удалены.
- Использование обычной дрели для сверления сварных швов
Следующий способ, безусловно, самый простой и легкий. Однако это не обязательно делает его лучшим вариантом. Никаких специальных инструментов не требуется — вам понадобится только дрель и набор стандартных сверл. Просто выберите правильное сверло и начните сверление. Этот метод работает очень хорошо, но требует гораздо больше времени и может быстро изнашивать сверла.
Хотя это самый простой способ удаления точечных сварных швов, использование обычной дрели сопряжено с двумя другими серьезными проблемами. Во-первых, почти невозможно сохранить обе панели, так как вам придется полностью просверливать обе. Вторая проблема этого метода заключается в том, что вы не сможете удалить много точечных сварных швов, потому что даже самые лучшие сверла со временем затупятся, а значит, вам придется постоянно покупать новые сверла. Один из способов уменьшить износ сверла — сначала просверлить небольшое направляющее отверстие, а затем использовать сверло большего размера для удаления точечной сварки. Этот метод требует очень много времени и может вызвать разочарование, если ваши сверла затупятся.
Технический совет 2. Когда вы выполняете сверление любого типа, будь то с помощью специального резака для точечной сварки или с помощью обычного сверла, вы всегда должны использовать смазку или смазочно-охлаждающую жидкость. Это поможет сохранить биту прохладной и увеличит срок службы ваших бит.
Технический совет 3. При всех трех методах резки держите фрезу или сверло вращающимся, пока вы удаляете его из металла. Это помогает вытягивать мусор/стружку и предотвращает заедание. Используйте проволочную щетку или пылесос, чтобы удалить остатки мусора.
Охватывает три метода удаления точечной сварки, включающие резку. (Для получения дополнительной информации см. наше руководство Какой резак для точечной сварки является лучшим .) Теперь давайте рассмотрим два других метода избавления от этих сварных швов.
- Звездный метод удаления точечных сварных швов
Если у вас нет дрели или сверл, но вы все равно хотите или должны удалить точечные сварные швы, есть еще один метод, который является скорее последним средством. Для этого вам понадобятся такие инструменты, как отрезной круг и либо молоток с пробойником, либо пневматический молоток с насадкой-зубилом. Сначала вырежьте звездообразный узор прямо поверх сварного шва; вам нужно будет только прорезать верхнюю панель. Затем, используя пробойник или долото, слегка ударьте по центру разреза, чтобы освободить остальную часть металла. Если вы можете добраться до нижней части панели, этот шаг может стать проще, если использовать отвертку, чтобы разъединить две части. Этот метод следует использовать только в крайнем случае, когда вам не нужна верхняя панель.
- Шлифовка точечных сварных швов
Последний метод также является крайним средством, но в крайнем случае он позволит выполнить ту же задачу за меньшее время, чем звездный метод. По сути, вы шлифуете точечные сварные швы и удаляете часть металла, чтобы облегчить фактический процесс удаления. Используя угловую шлифовальную машину, удалите металл непосредственно над точечным сварным швом, не прожигая панель. После того, как вы удалили большую часть первого слоя металла, используйте пробойник или долото и молоток, чтобы освободить остальную часть металла. Если вы не уверены, сколько металла вы удалили, нажмите на центр точечного сварного шва, и появится контур точечного сварного шва.
Все эти методы удаляют точечные сварные швы с панелей из листового металла. Однако только резак для точечной сварки и дрель для точечной сварки позволят вам удалить сварной шов, не повредив другую панель. В долгосрочной перспективе более высокая цена этих инструментов будет стоить времени, которое они сэкономят с точки зрения процесса удаления и возможности повторного использования панелей.
Ознакомьтесь с блогом Eastwood и техническим архивом , где вы найдете дополнительные инструкции, советы и рекомендации, которые помогут вам во всех ваших автомобильных проектах. Если у вас есть рекомендация для будущей статьи или проекта, который вы хотите объяснить, не стесняйтесь оставлять комментарии.
Как сделать самодельный аппарат для точечной сварки литий-ионных аккумуляторов
Как и в случае со многими другими моими проектами, мне нужно создать отдельный проект, чтобы создать для него инструмент. В этом случае мне нужно было сделать литий-ионный аккумулятор. Вместо пайки я решил сделать точечную сварку, чтобы собрать аккумулятор.
Литий-ионные аккумуляторы чувствительны к теплу. Их можно спаять вместе, если соблюдать осторожность и не подвергать сильному нагреву в течение длительного периода времени. Однако гораздо более безопасным методом является использование точечной сварки для сварки батарей вместе. Для меня это был отличный повод заняться еще одним проектом! Кроме того, вы никогда не знаете, когда вам понадобится точечный сварщик.
Этот аппарат для точечной сварки в основном использует аккумулятор автомобиля или газонокосилки, чтобы обеспечить ток, необходимый для точечной сварки. Сила тока, подаваемого на сварной шов, довольно высока. Я ожидаю более 200 ампер. Чтобы приспособиться к этому, мы будем использовать соленоид стартера для пропуска тока. Мы будем контролировать время подачи тока с помощью платы управления и триггера. Я также сделаю сварочную ручку, чтобы завершить точечную сварку.
Вот краткий список компонентов, которые я использовал для сборки аппарата для точечной сварки.
- Стартовая соленоид
- Схема управления ГРМ
- 3 мм медные стержни (для сварки ручки)
- Красный и черный 8 -малиат. Основа для точечной сварки
Я начал эту сборку, сделав основу из нескольких сосновых досок, которые у меня были. По сути, я сделал L-образный пут из двух частей. Одна часть является основанием, а другая – вертикальной. Вертикальная часть будет той, к которой я тоже прикрепил компоненты. Нижняя часть предназначена только для устойчивости.
Установка компонентов
Затем я прикрепил соленоид к вертикальной деревянной стойке на основании. Я просверлил два отверстия и использовал болты и гайки, чтобы прикрепить его. Я также добавил плату управления синхронизацией. Эта плата поставляется с двумя пластиковыми стойками, чтобы снять плату с любой поверхности, на которой она установлена. Я установил крепления на плату управления, а затем закрепил ее горячим клеем.
Соленоид, установленный на аппарате для точечной сварки Плата управления, установленная на аппарате для точечной сваркиПрежде чем продолжить монтаж проводки, мне нужно было сделать две вещи.
Один из них был спусковым крючком с мгновенным выключателем. Другой — сварочная ручка. И то, и другое было довольно легко сделать, и я дам вам краткий обзор здесь.Изготовление триггера
Чтобы сделать триггер, я использовал мгновенный переключатель SPST. Сначала я убедился, что у меня достаточно провода звонка, чтобы у меня был небольшой провис для перемещения переключателя при использовании сварочного аппарата, в итоге я использовал около двух футов проволоки. Я припаял красный и черный провода звонка (около 20 калибра) к выключателю.
Затем я вставил провод через 6-дюймовый кусок ПВХ толщиной 3/4 дюйма. К счастью, край переключателя был достаточно широким, чтобы сидеть на краю ПВХ. После этого я надел термоусадочную трубку на всю сборку, убедившись, что край термоусадочной трубки перекрывает край переключателя. Ударяя по трубке тепловым пистолетом, я убедился, что трубка скручивается вокруг края переключателя, удерживая его на месте.
Изготовление сварочной ручки
Сварочная ручка была немного сложнее в изготовлении.
В качестве электродов я использовал два медных стержня диаметром 3 мм. Первой задачей было разработать метод удержания их на месте во время сварки. Второй заключался в том, чтобы прикрепить их к первичному проводу 8 калибра. Сначала я пытался паять, но это превратилось в огромный беспорядок. В итоге я использовал медные обжимные соединители. Они скользили прямо по проволоке и медному стержню и прочно удерживали все вместе при обжатии.Изготовление ручки для ручки точечной сварки
Ручка должна быть достаточно прочной, чтобы удерживать на месте два медных стержня, а также удобной для удержания. В итоге я использовал старую деревянную лестницу от чердачной лестницы. В ступенях лестницы были канавки, в которые могли укладываться стержни. В итоге я вырезал две части, которые собирался привинтить вместе так, чтобы канавки были обращены друг к другу. Идея заключалась в том, что медные стержни будут удерживаться на месте канавками.
Я использовал инструмент Dremel, чтобы вырезать области на одном конце, чтобы освободить место для проволоки 8 калибра.
Пришлось немного подрезать, чтобы медные стержни легли в канавку, а также хватило места для провода. Как только я это сделал, я использовал маленькие винты, чтобы закрепить две деревянные части на месте. В качестве последнего шага я оборачиваю ручку прочной термоусадочной пленкой.Подключение самодельного аппарата для точечной сварки
Кабели калибра 8
Первичный провод калибра 8 служит двум целям. Первая и, пожалуй, самая важная — это передача тока от батареи через соленоид к сварочному стержню. Второе, и не менее важное, это подключение к аккумулятору. Я выбрал кабели калибра 8 из-за силы тока, которую они будут выдерживать. Даже калибр 8 технически недостаточно велик, но с учетом небольшого количества времени, в течение которого они будут проводить ток, я подумал, что они будут в порядке. Если вам интересно, они были.
Сварочная ручка
Я приобрел кабельные наконечники специально для провода 8-го калибра. Конкретные, которые я получил, пришли с прочной термоусадочной пленкой, одна красная и одна черная.
В термоусадочной пленке также был клей внутри, поэтому, когда вы ее сжимали, она также расплавляла клей и помещала защитный слой внутрь термоусадочной пленки.Я отрезал около 12 дюймов красного и черного провода и пока отложил их в сторону. Затем я обжал два клеммных наконечника на концах красного и черного проводов, идущих от сварочной ручки, которую я сделал. Наконечник красного провода подключен к одной стороне соленоида. Наконечник клеммы черного провода соединен с болтом, которым соленоид крепится к стойке.
Соединения с батареей
Используя два провода, которые я обрезал и отложил в сторону, я сделал окончательные соединения с батареей. Я обжал клемму на одном конце красного провода и большой зажим типа «крокодил» на другом. Далее я повторил те же подключения к черному проводу.
Оба эти провода будут использоваться для подключения аппарата точечной сварки к аккумулятору. Красный провод подключается к другой стороне соленоида с помощью клеммной колодки.
Черный провод соединяется с болтом на задней стороне стойки (к этому же болту мы соединили черный провод от сварочной ручки).
Сделал так, чтобы было удобно подключать к аккумулятору. Прохождение черной (отрицательной) стороны через болт также обеспечивает заземление соленоида. В этот момент я также проложил кусок черного провода звонка между передней массой (болт, удерживающий соленоид) и одним из наконечников управления на соленоиде (маленький разъем)
Проводка модуля управления
Проводка в модуле управления было довольно просто. Ключевыми цепями, о которых мы беспокоимся, являются выходная цепь, которая управляет соленоидом, питанием платы управления и триггера. Ниже приведена схема, показывающая электрические соединения, которые я использовал, чтобы заставить это работать.
Чтобы подать питание на плату управления, я в основном протянул провод от наконечника клеммы на соленоиде (сторона, подключенная к аккумулятору) к плате управления. Оттуда я подключился к тому же соединению, чтобы запитать триггер и общую сторону выходного реле на плате управления.
Я также протянул провод (черный) к клемме заземления, которую мы использовали ранее для заземления печатной платы. Затем я подключил его к общей стороне триггерного входа. Возможно, это звучит сложнее, чем есть на самом деле, поэтому я добавил электрическую схему в эту статью!
Программирование модуля управления
Программирование модуля оказалось сложной задачей. Инструкции, прилагаемые к нему, являются плохим переводом и не имеют для меня абсолютно никакого смысла. Что ж, вроде как, но я нашел отличное руководство по программированию этого модуля на YouTube Programming the Control Module. В итоге я перевел модуль в режим 1.
Режим 1 закрывает реле на плате управления на определенное время, а затем размыкает его. Это, в свою очередь, закрывает соленоид на это время. По сути, плата управления позволяет точно запрограммировать время закрытия соленоида и подачи сварочного тока.
Тестирование устройства точечной сварки
Сначала я установил устройство точечной сварки на 100 мс.
Это выглядело немного жарко. Он определенно приварил никелевую полосу к старой литий-ионной батарее, которая у меня была. Но это бросило немного искры. Я поэкспериментировал с настройками времени и, наконец, обнаружил, что 70 мс с этой батареей кажутся идеальными.Я думаю, что с батареями разного размера в качестве источника вам придется поиграться с синхронизацией на плате управления. Батарея усилителя холодного пуска 800 будет выдавать намного больший ток, чем меньшая батарея 200CCA. Поэтому придется внести некоторые коррективы. Я бы определенно рекомендовал протестировать любую установку на металлоломе или батареях, прежде чем приваривать батарейный блок точечной сваркой.
Вы можете посмотреть видеоверсию этой статьи здесь: Как сделать свой собственный аппарат для точечной сварки своими руками для литий-ионных аккумуляторов 18650
Ниже приведены партнерские ссылки на детали, которые я использовал в этом проекте.
Что это? И как это работает?
Точечная сварка обычно используется для сварки листового металла.
Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки. В этой статье вы узнаете об основах процесса точечной сварки, о том, как он работает, о типичных применениях, о подходящих материалах и о типичных проблемах, с которыми вы можете столкнуться.
Что такое точечная сварка?
Медные электроды для машины для точечной сваркиТочечная сварка — это процесс сварки сопротивлением, используемый в основном для сварки двух или более металлических листов вместе. Это достигается приложением давления и электрического тока к зоне точечной сварки. Необходимое тепло вырабатывается внутренним сопротивлением металла электрическому току.
Электрический ток и давление подаются электродами из медного сплава, наконечники которых расположены на противоположных сторонах металлических деталей. Вырабатываемое тепло плавит металл, в то время как давление электродов сжимает расплавленный металл, образуя сварной шов.
Это называется точечной сваркой, потому что этот метод сварки создает крошечный точечный сварной шов, который выглядит как точка. Сварной шов, созданный между медными электродами, также иногда называют самородком.
Для чего используется точечная сварка?
Роботизированная точечная сварка для сборки каркаса кузова автомобильной деталиТочечная сварка используется для соединения электропроводящих металлических листов и проволочных сеток. Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только при использовании специального оборудования для тяжелых условий эксплуатации.
В основном используется для производства автомобилей. У одного автомобиля обычно более 1000 точечных сварных швов на панелях кузова. С помощью роботов для точечной сварки это делается за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
Точечная сварка сопротивлением также используется в таких отраслях, как аэрокосмическая, железнодорожная, обрабатывающая, электронная, строительная, аккумуляторная и других.
Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.Ручной аппарат для точечной сварки является полезным дополнением к любому сварочному цеху. Хотя он не автоматизирован, он может помочь вам создавать сложные формы с меньшими усилиями по сравнению со сваркой TIG или MIG. Кроме того, большинство работ, требующих контактной точечной сварки, трудно выполнить без нее.
Pros
- Точечная сварка сопротивлением позволяет за короткое время передать высокую энергию в сосредоточенное место
- Сваривает любой проводящий металл
- Относительно прост в исполнении – снижает требуемые навыки оператора
- Экономит время и усилия по сравнению с другими процессами сварки
- Лучший метод достижения надлежащей прочности сварного шва с тонким металлом без прожога
- Доступно множество типов электродов для точечной сварки для сварки различных металлических сплавов
- Обеспечивает быструю и эффективную сварку
- Электроды решают проблему теплопроводности, отводя тепло от места сварки
- Сварка сопротивлением создает контролируемые воспроизводимые сварные швы
- Это проверенный и проверенный временем процесс сварки с большим количеством доступной литературы
- Высокоэффективное использование сварочного тока
Минусы
- Вы не можете точечно сваривать металл, если одна сторона недоступна
- Точечная сварка сопротивлением может упрочнить самородок и материал вокруг него, что приведет к трещинам
- Может повлиять на химические и физические свойства металла заготовки. Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
- Выдает очень маленькое напряжение (1-20В). Таким образом, любое колебание может повлиять на качество точечной сварки
- В зависимости от типа и толщины металла может потребоваться частый ремонт
Как работает точечная сварка?
Давайте рассмотрим процесс точечной сварки, начав с обзора типичного аппарата ручной точечной сварки. Это простой трехэтапный процесс, но он также имеет много переменных, о которых я расскажу ниже.
Основы аппарата для точечной сварки
Сердце всех аппаратов для точечной сварки состоит из блока питания и сварочных электродов. Трансформатор увеличивает выходную силу тока примерно до 10-12 000 А, но снижает напряжение где-то между 1-20 В. Цифры будут различаться в зависимости от типа, марки и модели аппарата для точечной сварки.
Типичный переносной аппарат для точечной сварки, который вы, вероятно, будете использовать, также будет включать в себя трансформатор, электрододержатели, электроды, рычаг и баллон давления.
Эти ручные машины имеют меньшую мощность, чем промышленное оборудование для точечной сварки сопротивлением.
Выравнивание заготовок и металлических листов
Перед выполнением первой контактной точечной сварки необходимо выровнять заготовки. Имейте в виду, что возможны деформации и искажения.
Первые несколько точечных сварных швов должны быть расположены стратегически. Если возможно, расположите их так, чтобы одна мешала другой деформировать металл.
Повторное использование листового металла затруднено, если сварной шов смещен. Лучше начинать со свежих металлических кусочков, чтобы заготовка покоробилась.
Применение давления электрода
Затем вы должны выбрать тип электрода и приложить давление к точке, где вы хотите сделать точечную сварку. В большинстве случаев вы можете использовать стандартные медные электроды. Но в зависимости от свариваемого металла может потребоваться использование вольфрамово-медных, вольфрамовых или молибденовых электродов.
Существуют также медно-хромовые и медно-хромо-циркониевые электроды, применяемые при сварке высоко- и низкоуглеродистых сталей. Стандарт ISO 5182 подробно описывает все электроды для контактной сварки.
После того, как вы точно поместите кончики электродов на металл, вам нужно применить давление. Вы достигаете этого, используя рычаг при работе с переносным аппаратом для точечной сварки.
Пропускание тока через электроды
Щелчок переключателя позволяет току проходить через электроды в металлические детали. Внутреннее сопротивление плавит металл, а давление электродов затвердевает.
Количество тепла, выделяемого металлом, зависит от электрического сопротивления металла, теплопроводности и продолжительности подачи тока. Теплота выражается следующим уравнением:
Q = I2Rt
«Q» — тепло, «I» — ток, «R» — электрическое сопротивление, а буква «t» обозначает продолжительность приложенного тока.
Переменные для точечной сварки
Весь процесс точечной сварки можно изменить, применяя различное давление, электрическую мощность и продолжительность тока.
Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.Сила электрода
Усилие электрода сжимает металлические листы вместе, и вам придется приложить значительное усилие, чтобы получить качественный сварной шов. Чем сильнее приложенная сила, тем ниже сопротивление из-за лучшего контакта и меньшего выделения тепла. Поэтому, если проект требует более высокого усилия на электроде, вам необходимо увеличить ток, чтобы компенсировать более низкое сопротивление металла.
Типичное усилие составляет около 90 Н на мм2. Однако благодаря «грибовидному» наконечнику электрода на аппарате для точечной сварки площадь поверхности контакта между электродом и листовым металлом увеличивается по мере сварки. Это связано с тем, что поверхность металла будет трансформироваться, чтобы соответствовать форме наконечника электрода, и тогда стороны наконечника также будут соприкасаться с металлом. Таким образом, чтобы сохранить одинаковое усилие электрода на детали во время процесса сварки, вам необходимо постепенно увеличивать приложенное усилие.
Время сжатия
Время сжатия — это интервал между моментом, когда вы прикладываете усилие к электроду, и началом протекания тока. Задержка сварочного тока необходима, потому что она позволяет достичь надлежащего усилия на электроде. Это также помогает при износе электродов, искрении и межфазном вытеснении.
Хотя увеличение времени обжатия улучшает качество точечной сварки, оно увеличивает стоимость точечной сварки. В основном это связано с тем, что это занимает больше времени и приводит к уменьшению количества сварных швов в единицу времени.
Время сварки
Время сварки — это период, когда через металлические детали протекает активный электрический ток. Он рассчитывается с использованием циклов линейного напряжения. Время сварки трудно определить, поскольку оно зависит от реакции точки сварки.
Факторы, которые следует учитывать при определении времени сварки:
- Время сварки должно быть как можно короче. Это предотвращает проплавление, коробление и защищает электроды .
- При сварке толстого листа должна получиться крупка большого диаметра
- Если ваше оборудование не может обеспечить необходимый сварочный ток и усилие электрода, вы можете компенсировать это увеличением времени сварки до точки .
- При сварке листового металла толщиной более 2 мм может потребоваться разделить время сварки на несколько импульсов, чтобы избежать перегрева
Время выдержки
Время выдержки необходимо для затвердевания сварного шва. Этот период начинается после окончания времени сварки, а электроды еще приложены к металлу.
Электроды охлаждают сварной шов, отводя тепло от пятна. Не следует перебарщивать со временем выдержки, поскольку слишком большой приток тепла к электродам может ускорить их износ. Кроме того, если свариваемый металл имеет высокое содержание углерода, длительное время выдержки может привести к хрупкости сварных швов.
Точечная сварка различных материалов
Возможна точечная сварка ряда металлов и сплавов.
Но для достижения качественных контактных сварных швов требуется особый подход для каждого типа металла.Углеродистая сталь
Низкоуглеродистая сталь используется во всех процессах сварки, включая контактную точечную сварку. Благодаря высокому электрическому сопротивлению и низкой теплопроводности мягкая сталь идеально подходит для точечной сварки.
Стали с повышенным содержанием углерода (>0,4%) плохо поддаются точечной сварке. Они имеют тенденцию образовывать твердые и хрупкие микроструктуры при сильном тепловом воздействии. Поэтому требуется специальная термообработка после сварки, чтобы уменьшить вероятность растрескивания. Это делает высокоуглеродистую сталь непригодной для точечной сварки.
Оцинкованная сталь покрыта цинком и требует более высокого электрического тока, чем сталь без покрытия. Это сложная задача для точечных сварщиков, потому что медные электроды быстро разрушаются при контакте с цинковыми сплавами. Электроды приходится часто заменять или «заправлять» резаком.
С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.Нержавеющая сталь
Нержавеющая сталь чувствительна к высоким концентрированным источникам тепла. Но можно точечной сваркой. Существует множество методов и переменных, которые необходимо правильно настроить в зависимости от типа нержавеющей стали, толщины и требований к отделке. При работе с этим металлом всегда полезно получить спецификацию производителя и проверить предлагаемые требования к сварке.
Медно-кобальт-бериллиевые электроды часто используются для точечной сварки нержавеющей стали. Они обеспечивают оптимальную прочность на растяжение и электропроводность.
Алюминий
Алюминий является наиболее сложным металлом для точечной сварки. Это потому, что это отличный проводник тепла и электричества. Электричество проходит через него без особого сопротивления, и выделяется меньше тепла. Кроме того, тепло быстро рассеивается от сварного шва и затрудняет формирование жидкой лужи.
Единственный способ точечной сварки алюминия — использовать сварочный ток в два-три раза больше, чем при сварке стали. Вот почему для этого требуется аппарат для точечной сварки с трехфазным входом. Кроме того, аппарат точечной сварки должен иметь конденсаторную систему. Это позволяет ему «заряжаться» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем может проводить алюминий, и листы будут сплавляться друг с другом.
Точечная сварка сопротивлением любого алюминиевого сплава значительно ухудшает качество электродов уже после нескольких сварок. Поэтому точечная сварка алюминия в больших объемах не является приемлемым вариантом.
Медь
Медь можно сваривать точечной сваркой. Но неудивительно, что стандартные медные электроды для точечной сварки не работают. Молибденовые и вольфрамовые электроды являются основным выбором для точечной сварки меди. Эти металлы имеют высокое электрическое сопротивление и температуру плавления.
Распространенные проблемы при точечной сварке
Некоторые из наиболее заметных проблем при точечной сварке:
- Брызги ухудшают внешний вид
- Стоимость электродов может быстро возрасти
- Снижение качества сварки из-за смещения электрода
- Холодные сварные швы исключительно слабые
- Вдавление электрода на металлической поверхности
- Сварка слишком близко к краю может ухудшить качество сварки
Завершение сварки
Точечная сварка — это специализированный процесс, используемый в основном для листового металла, и он хорошо подходит для определенных применений. Но в отличие от сварки MIG или TIG, она не подходит для широкого спектра применений.
Шовная сварка представляет собой аналогичный процесс, основанный на тех же принципах, но обеспечивающий линейный сварной шов. Область контактной сварки шире и использует дисковые или «роликовые» электроды.
Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.Другие методы сварки
Холодная сварка
Лучший сварочный аппарат для кузовных работ
Советы по сварке автомобильных панелей
Важно знать, что сварка более тонких материалов, таких как в данном случае кузов автомобиля, гораздо сложнее и сложнее, чем работая над более толстыми, такими как мостовые балки или толстые плиты.
Подробнее о сварке листового металла
При креплении толстых металлических деталей нам редко приходится беспокоиться о тепловой деформации и деформации металла.
Толстые материалы не деформируются не только благодаря своему объему. Они также имеют тенденцию действовать как собственные теплоотводы. В отличие от работы с более толстыми материалами, сварщик кузова должен обладать определенными навыками и знаниями о том, как это сделать.
Насадки для сварки MIG панелей автомобиля
Сварка MIG (металл в среде инертного газа) является наиболее часто используемым методом ремонта кузова автомобиля.
Процесс сварки МИГ заключается в непрерывной подаче в зону сварки проволоки (присадочного металла) вдоль сварного шва. По проволоке течет ток, а в месте сварки она окружена инертным защитным газом. Инертный газ из газового баллона постоянно подается через шланг пистолета вместе с проволокой. Наиболее часто используемый защитный газ для сварки листового металла – это смесь C-25, 25% CO2 и 75% аргона.
Чтобы получить идеальный кузов автомобиля для сварки MIG, необходимо принять во внимание несколько моментов.
Во-первых, вам нужно убедиться, что у вас есть точный расход газа. Вы должны установить его с помощью регулятора. Наилучший диапазон составляет от 10 до 20 кубических футов в минуту в сочетании с проводом от 0,023 до 0,025 дюйма. Во-вторых, параметры силы тока имеют решающее значение.
Сила тока определяется скоростью подачи проволоки, а свариваемый металл разной толщины требует другой скорости подачи. Наконец, есть настройки напряжения, о которых стоит подумать.
Лучшие аппараты MIG поставляются с непрерывными настройками напряжения, в то время как более дешевые имеют ступенчатые настройки.Советы по сварке TIG для автомобильных панелей
Сварка TIG (вольфрам в инертном газе), вероятно, является наиболее требующим навыков типом, который у нас есть.
Однако, несмотря на то, что он требует больших знаний и понимания сложных терминов, его также можно выполнить без каких-либо проблем без особых технических знаний.
По сути, сварщик TIG сможет хорошо выполнять работу даже без специальных технических знаний.
Таким образом, сварщики TIG в то же время являются наиболее индивидуалистичными операторами.
Некоторые предпочитают использовать горелки с воздушным охлаждением, в то время как другие используют машины с жидкостным охлаждением, для которых может потребоваться подача воды. Трудно спорить, какой вариант лучше. Но нет никаких сомнений в том, что сварка TIG дает наилучшие результаты при правильном использовании.Насадки для точечной сварки
Точечная сварка — это процесс сварки, который используется в автомобильной промышленности с 1930-х годов. В этом процессе не используются ни флюс, ни наполнитель. Это делается с помощью концентрированного короткого замыкания и сильного физического давления на маленькое место.
Обычно это применяется к трем толщинам металла корпуса, чтобы его можно было соединить вместе.
Точечная сварка выполняется легко и быстро. Кроме того, они действительно аккуратные и прочные.
Что касается современных автомобилей, то они зависят от 3000-4000 точечных сварных швов, чтобы скрепить поверхность.
Несмотря на то, что этот процесс считается лучшим для сварки листового металла, у него есть некоторые недостатки.
Например, считается, что он подвержен коррозии, особенно в тех местах, где он может притягивать влагу.Наконечники для кислородно-ацетиленовой сварки
Это старый тип метода, который редко используется сегодня. Тем не менее, он по-прежнему используется, но в основном, когда речь идет об электросварке.
Несмотря на то, что он в основном уступает современным методам, все же бывают ситуации, когда сварка горелкой может оказаться полезной.
При сварке горелкой выделяется много тепла, около 6300 градусов по Фаренгейту, что также увеличивает вероятность деформации или побочного повреждения, о которых необходимо позаботиться после завершения процесса.
По этим причинам сварщикам рекомендуется использовать электрические методы для работы с листовым металлом. Чтобы выполнить работу кислородно-ацетиленовым методом, потребуется много навыков, в отличие, например, от сварки MIG, поэтому использовать его не очень выгодно.
Ваш бюджет
Деньги могут быть определяющим фактором при покупке сварочного аппарата.