Технология сварки арматуры ручной дуговой сваркой: Сварка арматуры: основные способы соединения
Содержание
Сварка арматуры: обзор способов и оборудования
0
На сумму:
0 р.
Сварка арматуры затруднительна не только для новичков, но даже бывалых сварщиков. Когда я уже был дипломированным специалистом и несколько лет работал по специальности, мне нужно было соединить два прутка арматуры диаметром 16 мм продольным швом длиной 10 см, выполнив его с двух сторон. Я использовал обычный инвертор и покрытые электроды «четверку». Каково же было мое удивление, когда, отбив шлак, стык оказался не проварен. Возможно, с таким сталкивались или столкнетесь и вы. Скругленная форма боковых сторон прутка, наличие выступов и большое сечение значительно затрудняют выполнение таких соединений. В этой статье я рассмотрю виды сварки арматуры и оптимальное оборудование для каждого способа.
Пять способов сварки арматуры
Начну с обоснования. Виды и характеристики самой арматуры прописаны в ГОСТ 34028-2016, содержащем технические условия для арматурного и железобетонного проката. Механические свойства полученных соединений после сварки должны соответствовать ГОСТ 10922-90. Сами способы сварки арматуры и виды стыков изначально были расписаны в ГОСТ 14098-91, а сейчас в пришедшем ему на смену 14098-2014.
В документе указаны варианты соединения арматуры сваркой, которые бывают: встык торцами, внахлест, Т-образные или продольные. Для этого применяют один из пяти способов:
Электродуговая ручная сварка;
Ванная круглым стержневым электродом;
Ванная электрошлаковая под флюсом;
Точечная сварка;
Машинная стыковая.
Особенности и применение каждого способа сварки арматуры
Перейдем к деталям каждого метода сварки арматуры, которая оказывается более капризной при соединении, чем кажется до начала работы.
Электродуговая ручная сварка
Самый простой вид сварки арматуры покрытыми электродами. Удобен для создания любого типа соединения и накладки шва в разных пространственных положениях. Минимальные затраты по себестоимости. Используется на стройках, в мастерских, при ремонте промышленной техники и станков. Не требует дорогостоящего оборудования.
Но этот вид подойдет только для неответственных соединений, на которые не будет оказываться высокая нагрузка. Еще качество сварки во многом зависит от опытности сварщика. Как я упоминал в начале, мой первый стык был полон непроваров — шлак просто вытеснил металл из центра шва. Оптимальный диаметр арматуры при таком методе составляет до 20 мм.
Оборудование для электродуговой ручной сварки
Здесь используются самые простые инверторы для ручной дуговой сварки.
Рекомендую следующие аппараты с оптимальными характеристиками:
ПТК Мастер ARC 180 D18 — инвертор со сварочным током 20-180 А. Один из самых доступных по цене.
ТОР Торус-200Д Классик — модель с силой тока 30-200 А. Выпускается в РФ — никакого Китая, очень надежная.
Сварог PRO ARC 180 (Z208S) — полупрофессиональная версия с регулировкой 10-180 А. Уверенно вариант «четверкой», весит всего 4.7 кг.
Сварог TECH ARC 250 (Z285) — инвертор для сварки арматуры с подключением к 380 В. Много полезных функций, варит электродами диаметром до 5 мм, а максимальная сила тока — 250 А.
EWM Pico 180 — сварочный аппарат изготавливается в Европе. Очень прочный корпус и выносливая электроника для суровых монтажных условий.
Ванная сварка
Суть метода — соединение арматуры сваркой при помощи электрода, где два торца прутков размещены в полукруглой форме. Между краями арматуры выдерживается зазор 10-20 мм для затекания жидкого металла.
Еще 2-3 мм отступа дают по бокам внутри формы. В результате металл затекает со всех сторон, обеспечивая цельное и массивное соединение.
Формочка может быть стальной — тогда она приваривается к арматуре, или медной — многоразовой. Метод подходит для соединения арматуры встык. Диаметр прутка может быть от 20 до 100 мм. Шов отлично переносит вибрации и динамические нагрузки. Применяется стыковая сварка арматуры в строительстве зданий по каркасно-монолитной технологии.
Оборудование для ванной сварки арматуры
Для реализации понадобятся стальные или медные накладки. Последние — многоразовые, но они стоят дороже. Аппарат для сварки арматуры нужен более мощный, поскольку приходится проплавлять толщину 20-100 мм. Рекомендую следующие модели:
ПТК Rilon MMA 315 G — трехфазный аппарат с диапазоном тока 40-315 А. Дешево и сердито.
Foxweld ВД-306И — это хит промышленного использования. Есть «Горячий старт», «Антиприлипание», «Форсаж». Силу тока 20-315 А можно регулировать как на панели, так и дистанционно через пульт.
BRIMA ARC 400-1 — сварочный аппарат для сварки арматуры с повышенной мощностью за сравнительно скромную цену. Максимальная сила тока — 400 А, а значит проплавит даже сечение 60 мм.
Сварог REAL ARC 500 (Z316) — сварочный гигант за относительно небольшие деньги — варит с силой тока 500 А. Подойдет для прутков арматуры 80-100 мм и электрода «шестерки».
EWM Pico 300 cel — аппарат европейской сборки с трехфазным подключением. Чрезвычайно легкий для своей категории — 16.5 кг, но уверенно варит в любых эксплуатационных условиях.
Обзоры и практика применения оборудования, инсайды производителей, новости!
Читайте бесплатно эксклюзивные материалы нашего блога. Знания в 2021 году самый ценный из ресурсов!
Электрошлаковая сварка
Метод аналогичен вышеописанному, но сверху формочка засыпается флюсом. Электрод поджигается и выдерживается немного времени для образования лужицы жидкого металла на дне ванночки. Затем его опускают полностью во флюс. Гранулы плавятся от температуры и выделяют дополнительный газ, лучше защищающий жидкий металл от включения внешних газов.
Сварка арматуры флюсом применяется при сборке массивных каркасов и подходит для вертикальных и горизонтальных соединений.
Оборудование для электрошлаковой сварки арматуры
Технология предусматривает заполнение формочки флюсом для более качественного провара. Оборудование для сварки арматуры под флюсом используется примерно такое же, как и при ванном методе. Лучшими инверторами, я считаю, такие:
Форсаж-315М — простой и надежный, выпускается в России, рассчитан на эксплуатацию на улице при температуре до -30 градусов.
ПТК Rilon MMA 400 G — один из самых бюджетных, способный выдавать 400 А. При возбуждении дуги понижает напряжение до 24 В, повышая безопасность сварщика.
Foxweld ВД-400И — хит продаж, очень выносливый, с повышенной защитой от пыли и влаги для суровых строительных условий.
Сварог ARC 630 (J21) — инвертор для сварки арматуры под флюсом с силой тока 630 А. Проплавит любое сечение, а цена ниже аналогов.
EWM Pico 350 cel puls — варит чисто и без брызгов, не оставляет кратеров. Легкий и удобный для переноски на плече. Идеален для стройки и частых перемещений сварщика. Советую его для самых ответственных стыков.
Точечная сварка
Точечная сварка арматуры происходит за счет преобразования кинетической энергии тока в тепловую, которая плавит стороны, соединяя их между собой. Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Подходит для арматуры диаметром 1-10 мм. Используется в полевых условиях для возведения сетчатых конструкций или стационарно при производстве небольших ЖБИ-изделий для создания армирующего каркаса.
Оборудование для точечной сварки арматуры
Аппарат контактной сварки арматуры представляет собой медные клещи, к которым подведены плюс и минус. Сведение электродов и пропускание тока обеспечивает быстрое соединение. Оборудование различается на ручное (для работы в поле, на стройплощадке и т. д.), и стационарное (для предприятий, цехов).
Подскажу проверенные варианты для такого метода сварки арматуры:
Fubag SG 2 — ручная модель с силой сжатия 40-120 кг. Автоматически регулирует время и ток сварки. Одна из самых бюджетных.
TECNA 7900 — аппарат для точечной сварки с регулировкой вылета плечей 125-500 мм. Изготовлен в Италии, очень надежный.
TECNA 3321 — итальянский аппарат повышенной мощности, которым можно соединить два прутка арматуры по 10 мм каждый.
Fubag RS 15 — стационарная машина контактной точечной сварки с жидкостным охлаждением. Усилие при сжатии клещей составляет 200 даН.
Fubag RSV 35 — стационарный аппарат повышенной мощности с удобным управлением педалью, оставляющий руки сварщика свободными для удержания заготовки.
Машинная стыковая сварка
Схожий метод с вышеописанным, только арматура сдавливается между собой при помощи более мощных электрических, пневматических или гидравлических приводов. За счет повышенного усилия происходит более глубокое проплавление, поэтому машинная контактная сварка арматуры оборудованием соединяет прутки сечением 4-20 мм.
Технология не требует присадочных материалов. Применяется при изготовлении армирующих каркасов для крупных ЖБИ-изделий.
Оборудование для машинной контактной стыковой сварки арматуры
Это машины, которые бывают только стационарными. Оборудование высокотехнологичное и дорогое. Посоветую следующие модели:
ЮГ-Сварка МСС-901 — трехфазная машина стыковой сварки с силой сведения электродов 1000 даН. Соединяет арматуру диаметром до 8 мм.
ЮГ-Сварка МСС 1902 Н — небольшой станок для сварки прутков диаметром 12 мм. Если толщина арматуры будет 3 мм, то за час можно выполнить 200 стыков.
ЮГ-Сварка МСО-201 — простая и компактная стационарная версия для соединения арматуры сечением 1000 мм².
ЮГ-Сварка МСО 606 НГ — Проплавляет арматуру сечением 500-2000 мм². Использует предварительный подогрев для лучшего последующего перемешивания металлов.
ЮГ-Сварка МСО 011 Н — соединяет круглый прокат сечением до 4000 мм². Машина способна за час выполнить 80 стыков арматуры диаметром 20 мм.
В зависимости от выбранного способа соединения подбирается соответствующее оборудование для сварки арматуры, а от его качества зависит надежность соединений и последующая целостность конструкций. Рекомендую выбирать аппараты и машины проверенных брендов, о которых есть достаточно отзывов. Если нужна помощь в подборе оборудования для конкретного метода и задач, то я с коллегами всегда готов помочь.
Сергей Шевцов
Сварщик и специалист демо-зала
Спасибо за подписку!
особенности технологических процессов для осуществления работ
При строительстве зданий и сооружений с применением монолитного бетона обязательно производят армирование бетонных конструкций с использованием арматуры. Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
Содержание
1 Типы соединений арматуры внахлест
2 Сварка арматуры внахлест
Типы соединений арматуры внахлест
Соединения арматуры железобетонных конструкций регламентируются по ГОСТ 10922-2012. Существуют различные виды изделий из арматуры: отдельные стержни, арматурные сетки, арматурные каркасы, закладные изделия. Каждый вид изделий требует соединения арматурных стержней между собой в различных пространственных положениях: встык, внахлёст, крестообразное или специальное соединения. Выбор вида изделия, диаметр и класс арматуры, способ её соединения будет зависеть от возводимой бетонной конструкции. Основными способами соединения арматурных стержней являются:
Вязка арматуры вязальной проволокой. Производится для соединения стержней внахлёст или с крестообразным расположением.
Механическое соединение специальными резьбовыми или опрессовочными муфтами. Применяется для стыкового соединения арматуры одинакового диаметра.
Сварное соединение арматуры. Выполняется различными способами сварки во всех пространственных положениях, регламентируется по ГОСТ 14098-2014.
Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке. Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.
Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие). Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств. При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка. Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Выбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг, визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
типы швов, их характеристика и оценка качества соединений
При сварке арматуры необходимо учитывать положения ГОСТа 14098-2014. Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.
Содержание
1 Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
2 Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
На сварные соединения стержневой арматуры.
На соединения арматурной проволоки, которая имеет диаметр 3 мм и более.
На соединения между арматурой и прокатом с толщиной от 4 до 30 мм.
Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
В стандарте устанавливаются типы, конструктивные особенности и размерности сварного шва. Здесь прописаны требования к выполнению работ посредством контактной и дуговой сварки.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
При сварке арматуры применяют 4 основных типа сварных соединений:
Крестообразное.
Стыковое.
Нахлесточное.
Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
Типы соединения
Способ сварки
Обозначение
Крестообразное
Контактная точечная
Кт
Дуговая (ручная)
Рп
Механизированная прихватками
Мп
Стыковое
Контактная стыковая
Ко
Ванная под флюсом механизированная
Мф
Ванная с одним электродом в инвентарной форме
Рв
Механизированная дуговая с порошковой проволокой и на стальной скобе-накладке
Мп
Ванно-шовная на стальной скобе
Рс
Дуговая (ручная) с многослойными швами на стальной скобе
Рм
Дуговая (ручная/механизированная) со швами со стержневыми накладками
Рн
Нахлесточное
Дуговая ручная или механизированная
Рш
Контактная по 1 рельефу на пластине
Кр
Контактная по 2 рельефам на пластине
Кр
Тавровое
Дуговая (механизированная) под флюсом без присадки
Мф
Дуговая (ручная) под флюсом без присадки
Рф
Дуговая (механизированная) со швами в среде СО2
Мз
Дуговая (ручная) с валиковыми швами
Рз
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
При выборе подходящего типа конструкции и способы соединении арматуры стоит остановиться на том, которое сможет обеспечить наиболее высокие эксплуатационные свойства, максимальное сокращение трудозатрат.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Конструкции швов состыкованных, крестообразных, тавровых и нахлесточных соединений арматуры, их размеры до и после сварочных работ должны соответствовать требованиям ГОСТ 14098-2014. Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр. Она производится с учетом внешних факторов:
Типа соединения, которое использовалось.
Способа сварки.
Марки стали и диаметра используемой арматуры.
Температуры эксплуатации и производства.
Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Баллы для арматурных соединений назначаются с учетом соблюдения производственной технологии арматуры и закладных. Так, балл 5 гарантирует равную прочность для сварного соединения исходному металлу и его пластичное разрушение. Результаты контроля сварных соединений фиксируются в рабочих журналах, а также отражаются в журнале сварочных работ.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
4. Технология сборки и сварки при изготовлении арматурных изделий
4.1.1.
Конструкция крестообразного соединения
арматуры, выполняемая ручной дуговой
сваркой прихватками типа КЗ-Рр, приведена
на рис.4.7 и в табл.4.4.
Рис.4.6. Схема
крестообразных соединений, выполняемых
контактной точечной сварки
а — двух
стержней; б — трех стержней
Рис.4.7. Конструкция
крестообразного соединения арматуры
типа К3-Рр
Таблица 4.4
Размеры в мм
Обозначение
типа соединения, способа сварки
Класс арматуры
Марка стали
dн,
d’н
l
b
К3-Рр
А-I
—
10-40
0,5d‘н,
но
не менее 8
0,3d‘н,
но
не менее 6
А-II
Ст5пс
10-18
Ст5сп
10-28
10ГТ
10-32
A-III
25Г2С
10-28
Ат-IIIС
Ст5пс, Ст5сп
10-32
At-IVC
25Г2С,
28C,
27 ГС
At-IVK
08Г2С,
10ГС2
At-V
20ГС
Примечания:
1. Значение временного сопротивления
срезу в соединениях КЗ-Рр не нормируется.
2. Эксплуатационные
характеристики этих соединений при
растяжении рабочих стержней приведены
в приложении 2.
4.1.2.
Сварные соединения типа К3-Рр в арматурных
стеках, каркасных и иных изделиях
являются нерасчетными и должны
обеспечивать конструктивные размеры
изделий и их транспортабельность вплоть
до бетонирования.
4.1.3.
Изделия с крестообразными соединениями,
выполняемыми дуговой сваркой (прихватками),
следует собирать в кондукторах, применяя
электроды диаметром 4-5 мм, обеспечивая
прижатие пересекающихся стержней таким,
чтобы отсутствовали зазоры между ними
(рис.4.7). Выполнение дуговых прихваток
должно производиться «короткой дугой»
(сопровождаться «сухим» характерным
потрескиванием) с незначительным
перемещением электрода вдоль места
соприкосновения стержней арматуры и
заканчиваться постепенным уменьшением
длины дуги, без образования кратера —
источника возникновения кристаллизационных
трещин.
4.1.4.
Крестообразные
соединения стержней могут выполняться
также механизированной сваркой
самозащитной порошковой проволокой.
4.1.5.
Допускается механизированная сварка
крестообразных соединений стержней
проволокой сплошного сечения в среде
углекислого газа.
4.1.6.
Техника сварки для всех приведенных
технологических процессов примерно
одинакова и в значительной мере зависит
от квалификации и индивидуальных
возможностей рабочего-сварщика.
Основным
следует считать то, что в случае, если
изделие (сетка, каркас) расположены в
горизонтальной плоскости, верхними и,
как правило, нерабочими стержнями,
должны быть стержни меньшего диаметра.
Электрод (сварочную проволоку) следует
располагать под углом α ≈ 30-40° к
горизонтальной плоскости, направляя
его торец в
угол,
образованный пересекающимися стержнями,
перемещая торец электрода на величину l = 0,5d‘н , но не менее 8 мм. Такие швы-прихватки
накладываются с двух сторон стержня
меньшего диаметра арматуры.
Если по техническим
условиям производства арматурное
изделие собирается, а затем сваривается
в вертикальном положении, сварку следует
выполнять со стороны рабочей арматуры,
т.е. со стороны арматуры большего
диаметра. В этом случае оба шва-прихватки
выполняются в вертикальной плоскости
справа и слева от рабочей арматуры. Швы
накладываются снизу вверх, кратеры
тщательно завариваются. В том случае,
если выполнить сварку оказывается
невозможным, швы наплавляются со стороны
меньшего стержня, но при этом нижний
шов приходится наплавлять в потолочном
положении. Сварка таких соединений
требует высокой квалификации работающих.
4.1.7. В
виде исключения крестообразные соединения
могут быть выполнены дуговой сваркой
электродами или в среде CO2 и при этом обеспечить расчетную прочность
соединений при восприятии растягивающих
и срезывающих усилий. Для обеспечения
условия, при котором
,
необходимо выполнить по ГОСТ «замкнутые»
валиковые швы, охватывающие стержень
меньшего диаметра по всему «периметру»
в местах пересечения продольной и
поперечной арматуры. «Замкнутые»
валиковые швы целесообразно выполнять,
кантуя изделие так, чтобы сварка расчетных
швов велась в достаточно удобном для
исполнителя положении.
4.1.8.
Не допускается сварка крестообразных
соединений стержней с нормируемой
прочностью при отрицательной температуре.
Особенности сварки арматуры для фундамента
Фундамент является основой любого сооружения, и от него зависит его надежность. Сварка арматуры для фундамента призвана обеспечить необходимую прочность конструкции. Она имеет свои особенности, которые необходимо учитывать при проведении строительных работ любого характера.
Схема армирования фундамента.
Сварка арматуры для фундамента часто используется для армирования конструкции, и ее параметры отработаны в достаточной степени. В то же время некоторые недостатки способа заставляют думать и о других вариантах соединения армирующих элементов. Можно также приобрести готовую арматуру. Например изготовлением арматурной сетки в Екатеринбурге занимается надежный производитель УКАЗ. Выбор методики упрочнения бетонного основания – это вопрос, который волнует многих людей, кто задумал построить собственный дом.
Особенности применения арматуры
Главная задача любого фундамента – обеспечение устойчивости сооружения в любых условиях эксплуатации. На него в течение очень длительного срока действует постоянная нагрузка, обеспеченная весом сооружения; а также периодические экстремальные нагрузки, вызванные поведением грунта (промерзание, просадка, подвижка и т.д.), ветровыми (вплоть до урагана) воздействиями, природными явлениями (землетрясение) и т.п.
Схема сварки арматурных соединений.
Эти факторы приводят к возникновению значительных сжимающих, растягивающих, изгибных и сдвигающих напряжений. В таких условиях, несмотря на высокую прочность, бетонный монолит не способен противостоять нагрузкам без деформации и повреждения, так как имеет недостаточную прочность при изгибающих и растягивающих усилиях (1pobetonu.ru).
Для повышения длительной прочности бетонного фундамента применяется его армирование с помощью металлической арматуры. Армирование решает следующие задачи:
Воспринимает на себя растягивающие и изгибные усилия.
Не допускает деформации бетона.
Перераспределяет нагрузки.
Повышает общую механическую прочность конструкции.
Вернуться к оглавлению
Конструкция армирующего элемента
Наиболее часто применяется армирование бетонного фундамента в виде каркаса из стальной арматуры. Такая система представляет собой параллельно уложенные основные стержни, которые в вертикальном и поперечном направлениях связаны промежуточными металлическими элементами, образуя единую конструкцию решетчатого типа. Направление расположения основных стержней зависит от типа фундамента: для ленточного типа – горизонтальное, для столбчатого или свайного – вертикальное.
Стыковка арматуры при помощи сварки.
Для армирования используется стальная арматура диаметром 10-40 мм; при частном строительстве, обычно, применяется арматура диаметром 12-16 мм. Стержни могут быть гладкими или рифлеными (периодического сечения) и выполняться из стали разной прочности. Для обычных сооружений в качестве основных армирующих элементов используется стальная арматура марок А240 (прежняя марка – АI), А400С (AII) и А500С (AIII) периодического профиля.
Основное условие надежного функционирования армирующей системы – она должна составлять единое целое, так как невозможно предсказать точку приложения разрушающего усилия. Для обеспечения выполнения этого условия все армирующие элементы должны быть прочно соединены между собой. Основные стержни должны составлять единую линию по всему периметру фундамента, а связывающие отрезки – надежно зафиксированы на основных элементах.
Вернуться к оглавлению
Виды соединения арматуры
Для надежного соединения армирующих элементов между собой используются 3 основных способа: сварка, вязка проволокой и опрессовывание. Варить арматуру можно разными способами, но этот метод имеет свои положительные и отрицательные стороны. Главный недостаток сварки – снижение прочностных характеристик арматуры в зоне разогрева. Он связан с тем, что ее прочность обеспечивается закалкой структуры, а сварочный разогрев ведет к отпуску металла.
Виды сварных соединений.
Сам сварной шов имеет повышенную хрупкость и плохо работает на изгиб, что может привести к его повреждению уже на стадии уплотнения бетона путем вибрации. Особо опасна хрупкость шва при размещении фундамента в податливых грунтах. При просадке конструкции возникают большие изгибающие усилия, которые ведут к разрушению сварного соединения. Такой эффект приводит к тому, что сваривать арматуру для фундамента в болотистой местности не рекомендуется.
Основное преимущество сварки – быстрота операции, что очень важно при больших объемах строительства. Кроме того, правильный выбор арматуры (с индексом С) позволяет значительно снизить негативные последствия и обеспечить нужное качество. На плотных грунтах способ сварки армирующих элементов остается наиболее востребованным.
Арматурные стержни можно вязать между собой с помощью стальной проволоки. Способ достаточно часто используется в частном строительстве из-за простоты и доступности. Принцип соединения основан на том, что стержни укладываются внахлест и прочно обвиваются стальной отожженной проволокой диаметром 1-1,2 мм из низкоуглеродистой стали. Такой способ не нарушает структуру металла и обеспечивает нужную прочность. Основной недостаток – низкая производительность, что ограничивает применение вязки при возведении больших фундаментов.
Метод опрессовывания предусматривает соединение стержней арматуры встык с помощью гильз, которые затем обжимаются специальными клещами.
Вернуться к оглавлению
Особенности сварки арматуры
Сварка ванным способом стержней арматуры.
Сваривать арматуру можно любым способом, но обычно применяется электродуговой метод с использованием инверторов, что обеспечивает возможность регулирования процесса. Система соединения может быть стыковая, нахлестная, тавровая и крестовая. Стыковая (когда стержни совмещаются встык) и тавровая (боковой стержень торцом упирается в продольную арматуру) сварка не рекомендуется из-за низкой прочности на изгиб и производится только в случаях крайней необходимости. Основная арматура обычно сваривается внахлест, а поперечные стержни привариваются к ней при укладке крестом.
Сварка применяется только при соединении арматуры марок А400С и А500С, позволяющей термическое воздействие. При соединении арматуры диаметром до 16 мм могут использоваться электроды диаметром 4-5 мм любого типа; при больших размерах элементов рекомендуются электроды, соответствующие марке используемой стали.
Ввиду повышенной ответственности сварки арматуры для фундаментов, ее должен проводить сварщик, обладающий необходимыми навыками. В процессе работы важно обеспечить плотность прилегания стержней друг к другу, что вызывается наличием рифленой поверхности. Для лучшего прилегания поверхностей рекомендуется участок сочленения обработать напильником, болгаркой или шлифовальной машиной для устранения ребер. Особо следует контролировать силу сварочного тока, продолжительность и площадь термического воздействия. Излишний перегрев может привести к ненужным структурным изменениям в металле. Качество каждого шва необходимо тщательно проверить на прочность.
Читайте также:
Как должен выглядеть правильный сварочный шов.
Правила применения холодной сварки для металла.
Вернуться к оглавлению
Ванная сварка стержней
Схема ручной дуговой сварки арматуры.
Если возникла необходимость в повышении надежности сварного соединения, то эффективным способом является применение электродуговой сварки в комбинации с ванным методом. Такой способ основан на том, что стержни соединяются встык в стальной форме, которая приваривается в месте сочленения элементов и формирует ванну для расплава, появляющегося при воздействии дуги.
При застывании образуется единое сварное соединение. Стандартные штампованные формы из листовой стали реализуются в широком ассортименте, но могут быть изготовлены и самостоятельно. Преимуществом способа является возможность зазора между торцами стержней, который заполняется затем расплавленным металлом.
Вернуться к оглавлению
Необходимый инструмент
Сварка арматуры для фундамента потребует наличия такого инструмента и оборудования, как:
сварочный аппарат с инвертором;
электроды сварочные;
болгарка;
шлифовальная машина;
тиски;
ножовка по металлу;
напильник;
зубило;
молоток;
кувалда;
плоскогубцы;
рулетка;
штангенциркуль;
линейка металлическая;
щетка металлическая.
Армирование фундамента любого сооружения является важным и ответственным мероприятием. Применение сварки для соединения арматуры имеет свои положительные и отрицательные стороны, которые следует учитывать при выборе способа изготовления фундамента. Если выбор пал на сварку, то ее должен производить человек, обладающий соответствующими навыками.
Сварка стержневой арматуры встык электродами с накладками
Сваривание соединений арматуры оказывается очень востребованным в различного рода производствах, так как сама арматура выступает в качестве основного конструкционного элемента. В зависимости от того, для каких целей создается конструкция, а также какие условия эксплуатации ей предстоит выдержать, подбирают различные способы соединения. Стыковая сварка арматуры является распространенным методом, так как благодаря ей можно получить удлинение детали на нужное расстояние, причем она сможет выдерживать практически такие же нагрузки, как и не сварная ее часть. В данном способе обваривается вся поверхность, так что получается качественное соединение.
Стыковая сварка арматуры
Здесь присутствует некоторая сложность воплощения, так как работа ведется на коротких участках расположенных в разных пространственных положениях. Благодаря востребованности технологии, был создан ручной и автоматический способ сварки. Чем больше диаметр изделия, тем больше длина шва. Толстая арматура легче варится, так как не возникает риска прожига. При использовании автоматических машин весь риск сводится к правильной установке режима. Существует несколько способов создания соединения, в зависимости от имеющегося оборудования, а также мастерства сварщика.
Стыковая арматура на сварке держится намного лучше, чем при соединении другими способами, так как здесь образуется однородная структура и металлоконструкция имеет цельный вид. Есть несколько дополнительных средств, которые помогают улучшить результат. Данный процесс должен проходить согласно ГОСТ 14098-2014.
Преимущества
Есть возможность не только укорачивать изделия, но и делать их длиннее;
Получается крепкое неразъемное соединение, рассчитанное на высокие нагрузки;
Может проводиться как в заводских, так и в домашних условиях;
Соединение можно сделать при помощи обыкновенного сварочного трансформатора.
Недостатки
Если на месте образования шва получается большое напряжение за счет рычажного усилия, то возникает большой риск поломки;
Вручную сложно обваривать поверхность в различных пространственных положениях;
Трудно работать с мелкими деталями, так как возникает риск перепаливания;
Необходимо тщательно готовить поверхность стыка перед соединением.
Способы
Стык арматуры на сварке может быть получен несколькими способами. Каждая технология стыковой сварки стержневой арматуры имеет свои особенности. Среди них выделяют:
Полуавтоматическую электрошлаковую – простой способ, распространенный среди профессионалов.
Ручная электродуговая сварка – самый распространенный способ в частной сфере. Он доступен в плане используемого оборудования и позволяет получить самый надежный в таких условиях шов.
Ванная сварка арматуры – здесь используется трансформатор для ручной дуговой сварки, а также специальные ванночки, формирующие нужный профиль шва.
Контактная сварка – применяется преимущественно при помощи машин, автоматических или полуавтоматических.
Режимы
Сварка арматуры встык электродами должна проходить с правильным подходом, чтобы не возникло брака во время соединения. Для этого необходимо точно соблюдать технические режимы и правильно выставлять величину тока. Естественно, что допускается небольшой процент отклонения (+/-5%), но особо отклоняться от параметров не стоит.
Величина диаметра арматуры, мм
Сила тока, А
5
200
6
250
8
300
10
350
15
400
20
450
Технология
Сварка арматуры встык с накладками проходит примерно по той же технологии, что и обыкновенная ручная, с учетом небольших, но эффективных исключений. На первом этапе всегда проводится зачистка стыка. Для лучшего результата резаком обрезают несколько миллиметров торца, чтобы получилась ровная и гладкая поверхность. Далее происходит зачистка металлической щеткой, чтобы поверхность дошла до блеска. На металле не должно быть ржавчины, окалин, грязи и прочих посторонних предметов.
Сварка арматуры встык с накладками
После этого нужно выставить оба конца в пределах одной оси. Отклонения возможно, но это действительно минимальное значение, которое не должно превышать 0,05% от диаметра. Для проверки точности нужно использовать измерительные инструменты, так как при нескольких соединения будут видны малейшие неточности, которые приведут к браку конструкции. Далее детали закрепляются прихваткой.
«Важно!
Для качественного стыка качественного стыка диаметр обоих стержней должен быть одинаковым.»
Технология сварки арматуры вручную предполагает простое обваривание швом по всей окружности. Желательно сделать это за один проход, но более комфортным будет обварить его за два раза с разных сторон в одном пространственном положении. При использовании подкладок и ванночек стык помещается в них и заполняется расплавленным металлом. Форма не позволяет ему растекаться и образуется более качественное соединение с надежным скреплением. Если форма медная, то она снимается после процесса, а стальная остается приваренной, так как она плавится при температуре сварки.
Когда заканчивается сварка арматуры встык или муфты, то сначала оббивается шлак, а потом проходит контроль полученного соединения. Шов не должен иметь видимых и скрытых дефектов, так как они могут ослабить стойкость металлоконструкции, которая впоследствии может сломаться под нагрузками.
сварка MIG и TIG — перевод на португальский язык – Linguee
Railtrac is
[…]
Специально спроектированная F O R MIG / M A G и сварка TIG и T H 9 9 9 9 9 999999 9 9 9 9 99999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999009.
products.esab.com
products.esab.com
O Railtrac foi
[…]
especialmente conc eb ido par a a soldadura MIG /MA G , T IG e co rte trm ic o .
products.esab.com
products.esab.com
По этой причине мы можем предложить
[…]
широкий диапазон e o f welding m a ch ines able to satisfy every requirement in t h e TIG , MIG , MM A и P L AS 90.MA процедуры
weco.it
weco.it
Por isso, somos capazes de
[. ..]
oferecer uma ampla gam a de fontes qu e satisfazem tod as as ex igncias nos procedimentos TI G, MI G, MMA e PLA СМА .
weco.it
weco.it
Этот инновационный многофункциональный преобразователь мощности
[…]
source allows to fully and professionally use t he 3 MIG — M AG , TIG and M M A сварка р р ок эссс.
weco.it
weco.it
Esta fonte inovadora com inversor multifunes
[…]
permite uti li zar plenament e e d e fo rm a profissional 3 p roce ssos d e soldadura: MI G-MA G, TIG e M MA .
weco.it
weco.it
Свариваем с помощью subme rg e d and e l ec tric ar c , tig/mig , w hi ch allow a strict contro l o f сварка и a r e возможность сварки […]
материалы по желанию заказчика.
gbindustria.com.br
gbindustria.com.br
Процессы продажи
[…]
ARC O Eltrico E Arc O SU BM ERSO, TI г/миг, QUE Perm IT E UM FIROROSO CORT OL EA E UM EUM FIROROSO CORT OL EA
0 EUM um Firgoroso CORT
E UM EUM FIROROSO CORT . продано e pos su i capacidade d e продано m в часов […]
especiais, de acordo co m as n ecessidades do cliente.
gbindustria.com.br
gbindustria.com.br
Предварительное изготовление труб по изометрическим чертежам для всех видов судов, из углеродистой стали, нержавеющей стали, мельхиора и т. д.? для машинного отделения, двойное дно,
[…]
резервуары, оснащение, системы загрузки палубы, подогрев резервуаров и т. д.? с
[…]
officially appr ov e d TIG , MIG and / o r MIX E D welding p r oc эсэс.
трубопроводы.es
трубопроводы.es
Prefabricao de tubos a partir de desenhos isomtricos para todo tipo de navios, em ao carbono, ao inox, cupronquel и т. д. para sala de mquinas, duplo fundo, tanques, camarotes,
[…]
sistemas de carga em convs, aquecimento de tanques, etc., com
[…]
Процедура S HOMOL OGA DOS DE SOLDADURA TIG , MIG E /O U MI STO .
трубопроводы.es
трубопроводы.es
Слави — молодая компания, которая производит покрытые электроды для сварки нержавеющих, чугунных, наплавочных
[…]
среди прочих. Мы продаем широкий ассортимент
[…]
welding products, li k e Mig / M a g wire s t o Tig R о d s , сварка e Q UI PM EN T S и A C CE SSories.
slavi.com.pt
slavi.com.pt
A Slavi uma jovem empresa produtora de elctrodos para soldadura vocacionada para os chamados especiais, inoxidveis, ferro fundido, enchimento e
[…]
дуреза и т. д. Possumos uma Vasta Gama
[…]
de pro du tos d e soldadura, desde M i g/ Mag a Tig, equip ame nt os e ac es sr ios e nt re outros.
slavi.com.pt
slavi.com.pt
Изометрическая и схематическая сборка трубопроводов с соединениями с двигателями, насосами, очистителями, теплообменниками, клапанами, контрольно-измерительными приборами, выполненными в двигателе
[…]
помещения, насосные отделения, погрузочные системы на палубе, подогрев резервуаров и т. д.? с
[…]
Officialy App OV E D TIG и / или MIG сварки P R OC Esses.
трубопроводы.es
трубопроводы.es
Сборка изомтрикосных и эскемтических трубок, реализованных в соединении с моторами, бомбами, очистителями, перестановками, влвуласами, оборудованием медио и контролем; Realizados e sala de mquinas,
[…]
camarotes, sistemas de carga em convs, aquecimento de tanques и т. д., com
[…]
Процедура S HOMOL OGA DOS DE SOLDADURA TIG E /OU MIG
PipWorks.ES
Pipeworks.es
.ES
669
.ES
9
.
В связи с использованием
[. ..]
самые современные источники сварочного тока в fi EL D S MIG / M AG , TIG O o 9. O 9. O 9. O O O 9 a сварка , w e способны обеспечить […]
Результаты сварки с минимальным временем цикла.
reisrobotics.cz
reisrobotics.cz
Atravs do emprego das mais modernas
[…]
mquinas d e solda n as reas d e solda MIG/M AG, TIG ou Plasm a, conseguimos timos resultados d e solda c ом о меньше […]
циклический темп.
reisrobotics.cz
reisrobotics.cz
Виды сварки: ацетилен
[…]
welding, shielded a r c welding ( S MAW ) , TIG , MIG / MA G, погружной a r c сварка и с р от сварка (сопротивление […]
сварка
).
приложения.ipb.pt:8080
приложения.ipb.pt:8080
Ti po s de soldadura : oxi ac etilnica, elctrodos revestidos, TIG, MIG/MAG, ar co su bme rso e por po нтос .
приложения.ipb.pt:8080
приложения.ipb.pt:8080
Implementation services thr ou g h welding p r oc e ss e s TIG , MIG / М А Г и e l ec троде с использованием сертифицированных сварщиков
Execuo de s ervi os de soldadura at rav s de proc ess os TIG , M IG/ МАГ e El ctr odo, co м рекурсо [. ..]
Сертифицированный продавец
Rivermont.pt
Rivermont.pt
Электрическая дуга поставляет энергию, необходимую для
[…]
Arc Proce SS E S MIG , M A G , TIG , and P l as m a welding a n d cutting.
hiq.linde-gas.com
hiq.linde-gas.com
Um arco eltrico fornece a energia
[…]
necessria par a corta re Soldar CO M OS PRO CES SOS MIG/ MAG , TIG E PL ASMA .
linde-gas.com.br
linde-gas.com.br
Gerdau поставляет проволоку
[. ..]
подходит f o r TIG , MIG , AR C и O x I TY P E Сварка .
gerdau.com
gerdau.com
Гердау
[…] TI G, M IG, AR, OXI 9.
gerdau.com
gerdau.com
С 1996 по 1998 год — курс MMI в Финиксе, EUA), единственное учебное заведение, имеющее поддержку и одобрение
[…]
Мотор Харлей Дэвидсон
[…]
Компания и работала над «Fat Rady Custom Cycles», где он Lea RN E D Сварка TIG и MIG T E CH NIQUES и Building и Custom Bikes CH и строительные шасси.0007
davidsperformance. com
davidsperformance.com
1996 a 1998 — Curso no MMI (PHOENIX — EUA), nica instituio de ensino de mecnica, oficialmenrte acreditada e apoiada pela
[…]
МОТОР ХАРЛЕЙ-ДЭВИДСОН
[…]
COMPAN Y e t ra balhou nos «FAT GUYS CUSTOM CYCLES», onde apren de u tc nic de 9ad продано0010 G, MIG E A CO NSTRUIR CHAS SI S E M OT OS CUSTEM
Davidsperformance.com
Davidsperformance.com
Welding e q ui pment includes ma nu a l and a u to m at i c TIG , P la sma, MM A , MIG , F CA Вт и SAW.
portobello-fab.co.uk
portobello-fab.co.uk
O eq uipam ent o d e solda i ncl UI TIG MANUA L E A UTOM T ICO, PLASMA, MMA, MI G, FCAW E SAW .
portobello-fab.co.uk
portobello-fab.co.uk
DISCOVERY 251MF прост в использовании, но отличается высокой производительностью: это
[…]
источник питания промышленного инвертора
[…]
производитель WECO, настроен на профессию al l y weld w it h MIG — M AG , TIG and М М А процедур.
weco.it
weco. it
De desempenho sofisticado e de simples uso, DISCOVERY 251MF uma fonte de potncia typeo inversor
[…]
для использования в промышленных целях
[…]
WECO, pred is post a pa ra soldar em mod o pr of ission al com processos MIG -MA G, TIG и MM A .
weco.it
weco.it
Welding a l um inium: skilled and experie nc e d MIG — and TIG — w e ld ers которые работают […]
в соответствии со всеми действующими национальными и международными стандартами, с использованием передовых, в основном
[. ..]
цифровое оборудование, включая роботов и сварку трением с перемешиванием, для выполнения первоклассных работ.
баярд.nl
баярд.nl
Solda de al um nio: so ldador es MIG e TIG h abilidosos e e xp eriente s, que […]
tr abalham de acordo com todos os atuais padres naciona is e in ternacionais, usandoequipamentos
[…]
avanados, na sua maioria digitais — inclusive robs e Soltagem Friction Stir, para fornecer produtos de primeira classe.
баярдс.nl
баярдс.nl
I N MIG , MA G и TIG P R OC Эссе, эссе для защиты для защиты WELD. загрязнения из воздуха и стабилизировать ar c , и сварка TIG p r oc [. ..]
окисление И MIG и
[…]
Процессы MAG, газ определяет тип сопротивления.
oxibras.com.br
oxibras.com.br
№№ p ro ce ssos MIG , M AG E TI G, OS Газы D E Proteo TM A Funo de Proteger A Poa de Fuso Dos Contaminantes do Artmosf R ICO -ESTABILISAROAR OSTABILISAROAR OSTABILISAROAR OSTABILISAROAR OSTABIR arc o eltrico, se ndo que no proc ess o d e soldagem T IG, o gs t am bm protege [.. .]
или вольфрамовый электрод
[…]
da oxidao, en nos processos MIG и MAG
oxibras.com.br
oxibras.com.br
Кроме того, производитель-экспортер заявил, что его электроды
[. ..]
лучшего качества, чем
[…]
у конкурентов с по r s и I N A NY Event Better Adude Advleding для основного продукта, изготовленного группой, T H E TIG Welding T O RC T O RC H.
eur-lex.europa.eu
eur-lex.europa.eu
Alm disso, um produtor-exportador sustentou que os seus elctrodos so de melhor
[…]
qualidade do que os dos
[…]
seus co ncor rent es e, d e qu alqu er forma, mais bem adaptados ao principal produto fabricado pelo gr up o, a toc ha de soldadura TIG .
eur-lex. europa.eu
eur-lex.europa.eu
Связь между коммутацией AT O R и T H E АРМАЦИОННАЯ Катушка принимает среду. Сварка ВИГ t e ch нология.
secmotor.com
secmotor.com
Конексо
[…]
вход co muta dor e as bobi na s de armadura adota tecnol og ia de soldagem de m di a freq nc ia , ou de soldagem T IG .
secmotor.com.pt
secmotor.com.pt
На самом деле он сочетает в себе чрезвычайно мощный и универсальный
[…]
микропроцессор с силовым каскадом на основе технологии IGBT
[. ..]
guarantees maximum qualit y i n welding in TIG DC and M M A processes.
weco.it
weco.it
Defato, associada a um estgio de potncia com IGBT e um
[…]
microprocessador extremante potente e verstil, que garante a
[…]
MXIM A Qual IDAD E DE SOLDADURA NO S PROC ESS OS TIG DC E MM A .
weco.it
weco.it
TheINVERTER MULTIFUNCTION WECO power sources are designed to unite max im u m welding q u al ity in the three MM A , TIG DC и MIG — M A G процессы с максимальной универсальностью в использовании.
weco.it
weco.it
As fontes de potnciaMULTIFUNES COM INVERSOR WECO DISCOVERYso projetadas para
[…]
associar a mxima versatilidade d e uso
[…] Qua LI DADE DE SOLDADURA NO S TR S ProcessOS M MA , TIG DC E
0
, TIG DC E
0
, TIG DC E 0010 МИГ- МАГ. To dos os proc es sos d e soldadura d as fo nt es de potncia multifunes DICOVERY WECO foram cuidados nos mnimos detalhes durante a fase d e proje to и тест .
weco.it
weco.it
Процессы, использующие не
[…]
расходуемый электрод a r e сварка TIG и сварка w i th плазма.
elinox.com.br
elinox.com.br
Os processos que utilizam eletrodo
[…]
без минусов um vel so soldagem TIG e so ldagem com plas ma .
elinox.com.br
elinox.com.br
Mechtrac построен в качестве GA NT R Y и C A N . e q ui pment для SA W o r MIG / M A G для создания полной сварочной станции.
products.esab.com
products.esab.com
O Mechtrac uma construo do
[…]
tipo p rtico e pode se r equipado com cabe as de soldadura A2 pa r a SAS ou MIG/MAG e f orne ci do como uma instalao comp le ta de soldadura .
products.esab.com
products.esab.com
Flux Cored Arc Welding (FCAW) is quite simila r t o MIG / M A G welding a s f ar as opera ti o n и e q 9000 отношение.
esab.co.uk
esab.co.uk
Soldadura P или AR CO ELCTRICO COM FIOS FLUXADOS (FCAW) S IM Ilar Soldadura M IG/MA G NO Que Diz Diz Respeito AO G NO Que Diz Diz Respeito AO G no Que Diz Diz Respeito AO G no Que Diz Diz Respeito G no Que Diz Diz Respei0009 S AscipeOs R EL Acionados C OM A OP ERA O E COM O Оборость утра ENTO.
pt.esab.net
pt.esab.net
Если заготовка вращается, o th e r сварка m e h th od 0010 a s TIG и P l as ma можно использовать, в зависимости […]
Нанесение и погрузочно-разгрузочное оборудование.
products.esab.com
products.esab.com
Разрешение на использование
[…]
de out ro s process os de soldadura co mo o TIG e o pl as ma, dependendo da apl ic ao e do e
[…]
по месту нахождения.
products.esab.com
products.esab.com
Помимо оснащения двигателем мощностью 120 Вт, который постоянно обеспечивает эффективное волочение, подача проволоки WF103 и WF105
[. ..]
Блоки
имеют переднюю панель со всеми функциями
[…]
available for Q UI C K and P R EC ISE setting of parameters in t h e MIG — M A G сварка p r oc доп.
weco.it
weco.it
Os carrinhos de alimentao do fio WF103 и WF105, alm de cobrir um motor de 120W que gurante um transporte emper eficaz,
[…]
apresentam um painel frontal com toda s as f unes
[…]
disponveis para uma program a o R PID A e E XAC TA do s parm 0
100000010 де Солдадура em MI G M AG .
weco.it
weco.it
Низшее качество
[…]
Кружевое кружево SS E S TIG , P LAS M A и MIG .
elinox.com.br
elinox.com.br
Qualidade do Cordo
[…]
нижний a os pr oce sso s TIG, Plas ma e MIG .
elinox.com.br
elinox.com.br
Многопроцессорный инверторный источник питания, разработанный WECO специально для MMA,
[…]
Целлюлоза ММ А , MIG — M AG , TIG D C -L IFT proce ss e s and A R C- ВОЗДУХ.
weco.it
weco.it
uma fonte com inversor multiprocesso, projectada pela WECO em modo especfico para os
[…]
процессы MMA, MMA Celuloso, MIG-MAG, TI G DC -LIF T e A RC-A 0 IR 90.
weco.it
weco.it
Специальные функции, например, зажигание дуги
[…]
без разрыва г i n MIG M A G режим, уменьшение разбрызгивания du ri n g сварка и c
9 u 91 […]
проволока в конце процесса сварки, до
[…]
при разработке этого источника питания.
weco.it
weco.it
No planeamento desta fonte foram apuradas funcionalidades especiais como a escorva sem
[. ..]
exploso e m MIG M AG, a reduo dos resping os dura nte a soldadura e o c orte do fio no [… ]
фильм солдата.
weco.it
weco.it
Многофункциональный инверторный сварочный аппарат AUTOOL M528
Многофункциональный инверторный сварочный аппарат AUTOOL M528 использует технологию цифрового инвертора для преобразования тока частоты 50/60 Гц в стабильный выходной сварочный ток и использует технологию широтно-импульсной модуляции (ШИМ) для получения характеристик постоянного тока и отличные эффекты процесса сварки и резки. Дугообразование легкое, стабильное и хорошо формируется в процессе сварки.
Многофункциональный инверторный сварочный аппарат M528 обеспечивает различные методы сварки, включая ручную сварку, аргонно-дуговую сварку, сварку в среде защитного газа и т. д. Он может использоваться для сварки углеродистой стали, нержавеющей стали, сплошной проволоки и порошковой проволоки.
Ручной режим сварки
Ручная сварка является широко используемым методом сварки. Многофункциональный инверторный сварочный аппарат AUTOOL M528 обеспечивает ручной режим сварки. Он может использовать электроды диаметром 3,2 мм или менее для сварки металлов толщиной менее 6,0 мм.
Режим аргонно-дуговой сварки
Аргонно-дуговая сварка — это технология сварки, использующая аргон в качестве защитного газа. Многофункциональный инверторный сварочный аппарат Autool M528 обеспечивает режим аргонно-дуговой сварки, при котором можно использовать сварочную проволоку диаметром менее 2,0 мм и сваривать металл толщиной менее 6,0 мм.
Режим сварки в среде защитного газа
Сварка в среде защитного газа относится к методу сварки, защищенному двуокисью углерода или стандартной газовой смесью, без сварочной проволоки. Многофункциональный инверторный сварочный аппарат Autool M528 обеспечивает режим сварки в защитных газах, при котором можно использовать обычную сварочную проволоку диаметром менее 0,8 мм и сваривать металл толщиной менее 6,0 мм.
Режим безвоздушной сварки
Безвоздушная сварка означает, что громоздкий баллон с углекислым газом можно заменить сварочной проволокой с флюсовой сердцевиной. Порошковое горение сварочной проволоки образует защитный газ, который подвижен в движении и удобен при сварке. Многофункциональный инверторный сварочный аппарат AUTOOL M528 обеспечивает режим безвоздушной сварки, который может быть установлен порошковой проволокой диаметром 0,8мм или 1,0мм для сварки без внешнего источника воздуха, и может сваривать металлы толщиной менее 6,0мм.
Легкий и портативный
Многофункциональный инверторный сварочный аппарат AUTOOL M528 имеет в целом легкую конструкцию, небольшой размер, малый вес, высокую эффективность и энергосбережение; компоненты оснащены переносной ручкой, которую очень легко переносить и легко переносить в любое место для сварки.
Защита от перегрева
Многофункциональный инверторный сварочный аппарат AUTOOL M528 имеет встроенную схему защиты, если температура во время работы слишком высока, оборудование автоматически прекратит работу для обеспечения безопасности; в то же время M528 также имеет встроенный вентилятор высокой мощности, который автоматически запускается при включении, чтобы гарантировать, что устройство не перегревается при работе и обеспечивает безопасность работы.
Интеллектуальная панель управления с цифровым дисплеем
Многофункциональный инверторный сварочный аппарат AUTOOL M528 оснащен интеллектуальной панелью управления с цифровым дисплеем, которая может отображать регулировку напряжения, скорость подачи проволоки в сочетании с регулировкой тока и т. д. Полностью цифровое управление функциями, стабильность мощность, можно регулировать унифицированным образом, можно реализовать одну ручку для управления двумя параметрами сварки, нет необходимости в нескольких ручках для переключения вперед и назад, что позволяет избежать частого использования потенциометров, вызывающих неисправности.
Трехлетняя гарантия и пожизненное техническое обслуживание
В случае повреждений, вызванных нечеловеческими факторами, AUTOOL обещает повторно отправить детали бесплатно в течение 3 лет. По любому запросу мы тепло приветствуем вас, чтобы связаться с нами, и мы ответим вам как можно скорее в течение 24 часов.
Ежедневное обслуживание многофункционального инверторного сварочного аппарата AUTOOL M528
Регулярно используйте сухой сжатый воздух для удаления пыли. Если сварочный аппарат используется в среде с сильным задымлением и загрязнением воздуха, его необходимо очищать от пыли не реже одного раза в месяц.
Проверьте электрические разъемы сварочного аппарата на наличие идеального контакта (особенно вилку и розетку). Закрепите ослабленные соединения, а когда произойдет окисление, используйте наждачную бумагу, чтобы удалить оксидную пленку, а затем снова соедините.
Не допускайте попадания воды в оборудование. Если он случайно попал в воду, немедленно высушите его. Используйте трамеггер для измерения изоляционного материала, чтобы убедиться, что он подходит для использования.
Через каждые 300 часов работы механизма подачи проволоки необходимо полировать углерод двигателя, коллектор якоря и редуктор должны быть очищены, а турбина, спиральный стержень и подшипник должны быть покрыты консистентной смазкой 2 # на основе дисульфида молибдена.
Если сварочный аппарат не будет использоваться в течение длительного времени, следует использовать оригинальную упаковку и хранить его в сухом месте.
Технические характеристики
Входное напряжение: однофазный переменный ток 110/220 В±15%
Номинальный максимальный входной ток: 220 В: 32,2 A (MIG), 20,5 A (TIG), 33 A (STICK) 110 В: 54,8 А (МИГ), 36 А (ВИГ), 55,8 А (СТИК)
Диапазон регулировки тока: 220 В: 50–180 А (МИГ), 15–160 А (ВИГ), 15–160 А (ММА) 110 В: 50–160 А (МИГ), 15–140 А (ВИГ), 15–140 А (ММА) )
Номинальное выходное напряжение: 220 В: 23 В (МИГ), 16,5 В (ВИГ), 26,5 В (ММА) 110 В: 22 В (МИГ), 15,6 В (ВИГ), 25,6 В (ММА)
1 шт. * Многофункциональный инверторный сварочный аппарат AUTOOL M528 Основной блок
1 шт.* Зажим электрода
1 шт.* Газовая сварочная горелка
1 шт.* Сварной зажим
1 шт.* Сварочная маска
1 шт.* Щетка из стальной проволоки для сварочного шлака
1 шт.* Руководство пользователя
1шт* Квалификационный сертификат
Архивы бетона | Hume Steel Engineering
От администратора Строительство • Сварка Бетон • Арматура • Сварка 0 Комментарии
Сварка арматуры позволяет быстро изготовить прочный каркас любого размера. Однако использование этой методики не всегда допустимо. Решение зависит от материала стержней и действующей на них нагрузки.
Что такое арматура?
Бетон обладает высокой прочностью на сжатие, но плохо работает на растяжение. Чтобы избежать растрескивания под этими нагрузками, в него закладывают стальные стержни круглого сечения – арматуру. Их дополнительная функция заключается в укреплении бетона при сжатии.
Разновидности арматуры:
1. Гладкие стержни из горячекатаной спокойной, полуспокойной или кипящей стали Ст3. 2. Арматура этого и следующих классов имеет периодический профиль – выступы, обеспечивающие прочное сцепление с бетоном. Прутки диаметром менее 40 мм изготавливают из стали (спокойной и полуспокойной). 3. Этот сорт является улучшенной версией и маркируется нанесением на концы несмываемой белой краски. В отличие от первого, его можно соединить электросваркой; стержни обладают повышенной прочностью за счет холодного волочения. Это один из самых распространенных видов армирования. Применяется в ответственных конструкциях, в том числе предварительно напряженных.
В железобетонных изделиях различают два вида арматуры:
Продольная. Является основным, держит расчетную нагрузку. Поперечный. Служит для соединения поясов продольной арматуры в трехмерный каркас. Обеспечивает связь между сжатым бетоном и растянутыми стержнями, поглощает силы теплового расширения.
Особенности сварки арматуры
Круглая форма стержней обусловила появление особого способа – трубчатого. Используется при стыковой сварке, когда концы элементов прилегают друг к другу.
Основные требования
В месте сварки металл не должен терять своей прочности и пластичности. Некоторые стали запрещено соединять этим методом, так как материал в зоне сварного шва становится хрупким. Каркасы таких стержней собираются с помощью вязальной проволоки или хомутов из пружинной стали.
Перед сваркой с арматуры удаляют грязь и пыль. При небольших объемах работ его зачищают до металлического блеска, что положительно сказывается на качестве сварного шва. Это не делается на больших строительных площадок , так как такая подготовка влечет за собой значительное удорожание процесса и растягивает его во времени. Толщина электрода и сварочный ток выбираются таким образом, чтобы избежать прожога стержня.
Способы сварки фитингов
Использовать ручную дуговую сварку, автоматическую и полуавтоматическую. Существует несколько способов расположения стержней относительно друг друга.
Внахлест
Этот метод используется в местах, не подверженных большим нагрузкам.
Соединение встык
Этот тип соединения используется для стержней диаметром 20-100 мм. Сварка осуществляется банным методом. Недостатком является большой расход электродов. Для заполнения ванны между брусьями толщиной 28 мм необходимо 3 расходных материала по 4 мм. Если они плавятся последовательно, мастер обязан знать, как их быстро поменять. Проще зажать все 3 электрода в специальную гребенку и приварить их одновременно.
Точечный контакт
Такая сварка используется в автоматизированном производстве. Его преимущество – высокая производительность. Его недостатки: высокое энергопотребление; Необходимость специального крупногабаритного оборудования (можно использовать только в условиях промышленного предприятия).
Крестообразная
Сварка осуществляется строго горизонтально или вертикально. Это обеспечивает плотный контакт фитингов и предотвращает вытекание расплавленного металла. Электрод держат под углом 30-45° к плоскости стержней.
Технология сварки арматуры
В качестве примера полезно рассмотреть соединение ваннным методом. Выполните следующие действия:
Стержни обрезаются с помощью гильотины или болтореза до нужной длины. Можно использовать сварочный аппарат, но это более затратный способ.
Грязь и пыль удаляются и торцы шлифуются до металлического блеска на длине 3-4 см. Затем их промывают и обезжиривают.
Установите клапан в проектное положение. Максимально допустимое отклонение от соосности составляет 5 % от толщины стержня. Величина зазора между концами зависит от напряжения: 1,5D (диаметр электрода), если 220 В; и 2D, если 380 В.
Закрепите в месте соединения накладки или скобу, не допуская вытекания металла. Стальные детали приходится оставлять, что приводит к удорожанию работы. Съемные керамические или графитовые колодки используются много раз. Их фиксируют проволокой или проволочным хомутом.
Если используются металлические прокладки, они привинчиваются к якорю.
Очистить один из концов расходным материалом и оплавить, совершая колебательные движения между стержнями арматуры. Сгоревший электрод быстро заменяют новым, и так до тех пор, пока ванна не наполнится.
Дождитесь остывания шва и проверьте его качество.
Проверка прочности готовой конструкции
Проверяется качество соединений:
Визуально. Осмотрите соединение на наличие трещин, сквозных прожогов, подрезов, несрезов, пор и кратеров.
Гамма-контроль. Метод обнаружения внутренних дефектов (глухих отверстий, пор, микротрещин, неметаллических включений).
Постукиванием молотком или падением рамы на пол с высоты 1-1,5 м (испытание на прочность).
Арматура электромагнитного клапана диаметром 13 мм Китайский производитель
Арматура электромагнитного клапана диаметром 13 мм0003
3.1 Мы используем качественные, качественные материалы, потому что хорошая вещь имеет хорошую основу, но мы используем качественные материалы для изготовления продукции, что эквивалентно хорошему фундаменту, который может эффективно улучшить нас. Проблемы с качеством продукции и продление срока службы нашей продукции.
3.2 Мы используем бесшумный тип переменного тока, шум также относится к типу загрязнения, мы не используем шум, с одной стороны, это может немного уменьшить загрязнение, но также может улучшить окружающую среду продукта, вы можете получить тихий Окружающая среда.
3.3 У нас есть различные передовые технологии сварки, такие как аргонно-дуговая сварка, серебряная сварка, лазерная сварка и т. Д., Использование передовых технологий сварки может эффективно повысить прочность продукта, но также может эффективно решить проблемы с продуктом. и продлить срок службы продукта.
3.4 Прежде чем изделие покинет завод, мы проверим его детали. Во-первых, мы будем использовать метод ультразвуковой очистки для очистки пятен и масляных пятен на поверхности деталей или изделий, которые достигли внешнего вида деталей или изделий.
3.5 Затем, после того, как изделие будет собрано, мы проведем проверку на герметичность и безопасность, чтобы убедиться в качестве изделия.
4. Об образце:
4.1 Если вы найдете продукт, который вы хотите или хотите в нашей мощной библиотеке продуктов, не сдавайтесь, вы можете связаться со мной по контакту.
4.2 Вы можете предоставить нам чертежи желаемой продукции или общее описание. У нас будет кто-то, кто будет обсуждать и изучать рисунки с вами, и рисовать новый рисунок, который вас удовлетворит.
4.3 Затем у нас будет специальный человек, который сделает нужные вам продукты на основе чертежей, которые были доработаны после вашего обсуждения.
5. Заводская среда:
6. О процессе заказа и послепродажном обслуживании:
6.1 Процесс заказа:
1) Клиент подтверждает модель приобретаемого продукта и отправляет нам запрос .
2) После получения запроса клиента мы определяем цену продукта и время доставки в соответствии с запросом, и мы напишем официальное и подробное предложение клиенту.
3) Клиент получает предложение от нас и проверяет содержание предложения, чтобы заказать продукт после заказа.
4) Ответственный за коммерческое предложение подготовит договор купли-продажи на основе модели и количества заказанного клиентом продукта.
5) После получения договора купли-продажи от клиента клиент считает, что нет проблем с опечатыванием обратно после проверки содержания и перечислением в банк компании в соответствии с суммой продаж в договоре.
6) После нашей финансовой проверки мы организуем доставку товара продавцом и уведомим клиента о необходимости следовать накладной.
6.2 Послепродажное обслуживание:
1) Знак на каждой катушке электромагнитного клапана, произведенной на нашем заводе, имеет номер. Этот номер хранится в информационной библиотеке нашего завода со всеми параметрами электромагнитного клапана, поэтому вам удобно обслужить вас в любое время.
2) Наша фабрика предоставляет вам один год трехкомпонентного обслуживания в строгом соответствии с национальными стандартами.
3) При условии, что пользователь соблюдает требования по установке, использованию и техническому обслуживанию изделия, электромагнитный клапан будет отремонтирован или заменен бесплатно для пользователя в течение одного года с даты поставки из-за низкого качества товар.
4) Если вы обнаружите, что в процессе использования продукта возникла проблема или проблема, пожалуйста, свяжитесь с нами вовремя, мы обсудим решение в соответствии с проблемой, которую вы нам представили.
Ищете идеального производителя и поставщика соленоида газового клапана? У нас есть широкий выбор по отличным ценам, чтобы помочь вам проявить творческий подход. Все штоки соленоида газового клапана 12 В постоянного тока имеют гарантированное качество. Мы фабрика происхождения Китая 110-вольтовой катушки соленоида газового клапана переменного тока. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами.
Категории продукта : Якорь/шток соленоида
Ищете идеальный диаметр 13 Производитель и поставщик? У нас есть широкий выбор по хорошим ценам, чтобы помочь вам проявить творческий подход. Все трубы высотой 55 имеют гарантию качества. Мы китайская фабрика по производству клапанов. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами.
Категории продуктов : Якорь электромагнитного клапана в сборе > Плунжер якоря электромагнитного клапана
Узнать определение, принцип работы, уравнение ЭДС (2022)
Электромеханический преобразователь энергии, использующий электромагнитную индукцию для преобразования механической энергии в электрическую энергию постоянного тока, известен как генератор постоянного тока. Это вращающаяся машина, которая обеспечивает электрический выход с однонаправленным напряжением и током.
В этой статье мы узнаем о генераторах постоянного тока, их конструкции, принципе работы, типах и использовании, а также на реальных примерах генераторов постоянного тока.
Генератор постоянного тока
Генератор постоянного тока (DC) представляет собой электрическую машину, используемую для преобразования механической энергии в электричество постоянного тока. В процессе преобразования энергии используется принцип энергетически индуцированной электродвижущей силы.
В соответствии с принципом электромагнитной индукции Законов Фарадея, когда проводник пересекает магнитный поток, в нем возникает энергетически индуцированная электродвижущая сила. Даже если цепь проводника не разомкнута, эта электродвижущая сила все равно может привести к протеканию тока.
Конструкция генератора постоянного тока
Генератор постоянного тока также называют машиной постоянного тока. Основные компоненты генератора постоянного тока приведены ниже:
Статор- Стационарный компонент системы. Статор также имеет сердечник, обмотку статора и внешний каркас. Статор является неотъемлемой частью генераторов постоянного тока и служит источником магнитных полей, вокруг которых вращаются катушки. В нем есть два стабильных магнита, противоположные полюса которых обращены друг к другу.
Ротор- Ротор или сердечник якоря, состоящий из вентилятора, якоря, коллектора и вала, является еще одним важным компонентом генератора постоянного тока. Этот компонент вращается в магнитном поле, создаваемом статором, но подвижен, в отличие от статора. Железные щелевые пластины с пазами, которые были наслоены для создания цилиндрического сердечника якоря, составляют сердечник якоря. Это ламинирование снижает потери энергии, вызванные вихревыми токами.
Обмотки якоря — Пазы сердечника якоря в основном используются для удержания обмоток якоря. Для увеличения количества вырабатываемого тока их соединяют последовательно-параллельно в виде обмотки замкнутого контура. Обмотка якоря, уникальная конфигурация проводников, считается мозгом или центром генератора постоянного тока. Обмотки якоря могут быть как намоточными, так и волнистыми, в зависимости от типа соединений.
Подшипники- Система использует подшипники для обеспечения плавного движения различных частей машины постоянного тока. Трение между вращающимися и стационарными частями машины уменьшается с помощью подшипников. В результате компоненты системы не требуют постоянной смазки и прослужат дольше. Роликовые и шариковые подшипники являются двумя наиболее распространенными типами подшипников, используемых в генераторах постоянного тока.
Ярмо- Ярмо представляет собой наружную крышку из чугуна или стали, которая не только крепит внутренний узел к основанию машины и обеспечивает его механическую защиту, но также обеспечивает канал для магнитного потока, создаваемого обмоткой возбуждения. генерирует.
Полюса- Основное назначение полюсов – поддерживать обмотки возбуждения. Обычно эти обмотки наматывают на полюса и соединяют с обмотками якоря в определенном порядке. В итоге столбы приваривают к хомуту с помощью шурупов.
Полюсный башмак- Железная или стальная пластина, называемая полюсным башмаком, в основном используется для распределения магнитного потока и предотвращения падения катушки вращающегося поля.
Коммутатор- Для усиления обмотки якоря коммутатор преобразует переменное напряжение в постоянное аналогично выпрямителю. Листы слюды используются для защиты каждого медного сегмента в этом проводящем металле от другого.
Щетки- Одним из ключевых компонентов генератора постоянного тока являются щетки. Эти углеродные блоки позволяют гарантировать электрическое соединение между коммутатором и внешней цепью нагрузки.
Вал- В машине постоянного тока вал представляет собой механический компонент, который вызывает вращение, создавая крутящий момент. Он имеет максимальную прочность на разрыв и изготовлен из мягкой стали. Вал является одним из компонентов генератора постоянного тока, который помогает генератору передавать механическую энергию. Коллектор, охлаждающий вентилятор, центр якоря и другие вращающиеся компоненты закреплены на валу.
Символ генератора постоянного тока
Генератор постоянного тока символически изображается в виде круга с двумя линиями, прикрепленными к диаметрально противоположным концам. Круг представляет якорь, а линии представляют щетки генератора.
Принцип работы генератора постоянного тока
Электромагнитное поле (ЭДС) индуцируется в проводнике с током, когда он помещается в изменяющееся магнитное поле в соответствии с законом электромагнитной индукции Фарадея и правилом правой руки Флеминга, согласно которому по мере изменения направления движения проводника меняется и направление индуцированного тока.
Давайте теперь посмотрим, как это помогает в работе генератора постоянного тока.
Индуцированный ток будет протекать по замкнутому пути проводника при условии обеспечения ситуации. Проводники якоря закручиваются в электромагнитное поле, создаваемое катушками возбуждения в генераторе постоянного тока. В результате проводники в якоре создают ЭДС электромагнитного поля.
Рассмотрим якорь, вращающийся по часовой стрелке, в то время как проводник движется вверх слева. Направление движения этого конкретного проводника изменится на нисходящее после того, как якорь завершит половину оборота. В результате ток будет протекать через каждый проводник якоря переменным образом. Однако коммутатор с разъемным кольцом также меняет местами соединения проводников якоря при изменении направления тока. В результате клеммы испытывают однонаправленный ток.
Уравнение ЭДС генератора постоянного тока
Предположим, что генератор имеет Z проводников, которые спроектированы таким образом, что все параллельные маршруты всегда идут последовательно. Следовательно, уравнение для ЭДС индукции в генераторе постоянного тока имеет вид;
Blue Iris Software Review — Learn CCTV.com10 Best Системы проводных камер видеонаблюдения 2022 г. 100 лучших технологических компаний в сфере здравоохранения 2021 г.
Z обозначает общее количество проводников
A обозначает количество параллельных путей
P обозначает количество полюсов в генераторе
Z/A = количество последовательно соединенных проводников
N обозначает число оборотов якоря в об/мин Н/60 = количество оборотов в секунду
e = ЭДС индукции генератора постоянного тока
Типы генераторов постоянного тока
В зависимости от того, как возбуждается поле, генераторы постоянного тока можно разделить на три основных типа: самовозбуждающиеся, генераторы с независимым возбуждением и генераторы с постоянными магнитами.
Давайте обсудим каждый из них один за другим:
Генераторы постоянного тока с постоянными магнитами
Самый простой тип генератора — это генератор постоянного тока с постоянными магнитами, который использует постоянные магниты для создания потока в магнитной цепи. Один или несколько постоянных магнитов расположены вокруг якоря. Конструкция генератора и выходная мощность ограничены, из-за чего этот тип не используется в промышленных целях. Подобно динамо-машинам в велосипедах, генераторы постоянного тока с постоянными магнитами часто используются в небольших приложениях.
Величина напряжения, возникающего, когда провод пересекает магнитные силовые линии, зависит от петель провода и скорости вращения поля. Кроме того, угол между магнитным потоком и движущейся поверхностью влияет на величину присутствующего напряжения. Напряжение изменяется при повороте каждого контура от нуля до максимального значения в зависимости от угла, создавая абсолютную величину синусоидального напряжения. Напряжение становится постоянным при наибольшем значении по мере увеличения количества петель под разными углами. 92 \)
Генератор постоянного тока с независимым возбуждением
В этом типе генератора постоянного тока магниты возбуждения питаются от внешнего источника постоянного тока, например батареи. Более высокая ЭДС и напряжение на выходе могут создаваться по мере увеличения скорости вращения. Принципиальная схема генератора постоянного тока с независимым возбуждением приведена ниже.
Генераторы постоянного тока с самовозбуждением
Магниты возбуждения в генераторах постоянного тока с самовозбуждением питаются от собственного внутреннего тока, а катушки возбуждения внутренне соединены с якорем. Из-за остаточного магнетизма в полюсах все время присутствует поток. Небольшое количество тока генерируется при вращении якоря, и этот ток проходит через катушки возбуждения с нагрузкой, чтобы усилить полюсный поток. Ток и ЭДС возрастают в результате увеличения полюсного потока, и процесс накопления продолжается до тех пор, пока не потребуется возбуждение. В зависимости от катушек возбуждения и их размещения генераторы постоянного тока с самовозбуждением делятся на следующие категории:
Генераторы с шунтовой обмоткой
Генераторы с комбинированной обмоткой
Генераторы серии SWound
Использование генератора постоянного тока
Генераторы постоянного тока широко применяются в зависимости от их типов и свойств:
7 Генераторы постоянного тока часто упоминаются отдельно используются для тестирования в лабораториях из-за их способности выдавать широкий диапазон напряжения.
Функционируют в стабильном состоянии при любых колебаниях поля возбуждения. Они также используются в качестве источника питания для двигателей постоянного тока, скорость которых необходимо контролировать для различных приложений из-за этой функции.
Из-за склонности к потере напряжения шунтирующие генераторы имеют относительно ограниченный диапазон применения. Они используются для обеспечения электроэнергией оборудования, которое находится в непосредственной близости от него. С помощью регуляторов возбуждения эти типы генераторов постоянного тока часто обеспечивают постоянное напряжение на клеммах для работы на коротких дистанциях от холостого хода до полной нагрузки.
Шунтовые генераторы служат общими источниками света и используются для зарядки аккумуляторов.
Шунтовые генераторы с самовозбуждением используются для обеспечения стимуляции генераторов переменного тока. Они также служат скромными источниками питания.
Из-за способности поддерживать постоянное напряжение кумулятивные генераторы с составной обмоткой часто используются для освещения, электроснабжения и силовых служб.
Мотор также может приводиться в действие накопительными генераторами с составной обмоткой.
Плоские составные генераторы обычно используются для работы на коротких расстояниях, например, для обеспечения электроэнергией отелей, офисов, домов и домиков.
Из-за значительной реакции якоря на размагничивание дифференциальные генераторы с составной обмоткой используются для дуговой сварки, когда требуется значительное падение напряжения и постоянный ток.
Генераторы постоянного тока Реальные примеры
Когда требуется регулирование скорости, в двигателях постоянного тока используются генераторы постоянного тока. Когда требуется небольшое количество энергии, они служат портативными генераторами. Они служат динамо-машиной в мотоциклах, а также используются в электробритвах и игрушках, таких как автомобили с дистанционным управлением.
Одним из наиболее распространенных применений генератора постоянного тока в реальной жизни является генератор переменного тока в автомобиле, который используется для подзарядки аккумуляторной батареи. Кроме того, генератор постоянного тока также используется при электросварке стали, железа или других металлов.
Надеюсь, что эта статья о генераторах постоянного тока была полезна для вашей подготовки к экзамену. Вы также можете ознакомиться с другими темами по физике, чтобы повысить уровень своей концептуальной игры. Получите помощь от экспертов и подготовьтесь к экзаменам с помощью избранных учебных материалов, пробных тестов и ценных советов, которые помогут вам получить более высокие оценки и добиться отличных результатов на экзамене. Загрузите бесплатное приложение Testbook, чтобы получить эксклюзивные предложения прямо сейчас.
См. также
Что такое Arnold Split?Боишься морской болезни в круизе? Вот 33 подсказки, натуральные средства и лекарства, которые спасут ваш отпуск! — Станция сбора. Интерьерный мониторинг Audi – береговая линия hicap
Часто задаваемые вопросы по генератору постоянного тока
В. 1 Какова функция разрезных колец в генераторе постоянного тока?
Ответ 1 После каждого полуоборота катушки разрезное кольцо меняет направление тока, протекающего через катушку. В результате катушка продолжает вращаться в одном и том же направлении.
Q.2 Как работает генератор постоянного тока?
Ответ 2 Генератор постоянного тока (DC) работает по принципу электромагнитной индукции. Согласно принципу электромагнитной индукции законов Фарадея, когда проводник пересекает магнитный поток, в нем возникает энергетически индуцированная электродвижущая сила. Даже если цепь проводника не разомкнута, эта электродвижущая сила все равно может привести к протеканию тока.
Q.3 Каков принцип работы генератора постоянного тока?
Ответ 3 Генератор постоянного тока работает по принципу электромагнитной индукции. Электромагнитное поле (ЭМП) индуцируется в проводнике при изменении связывающего его магнитного потока.
Q.4 Каков КПД генератора постоянного тока?
Ans.4 Коммерческая эффективность генератора постоянного тока определяется как отношение между выходной электрической мощностью и входной механической мощностью. Кроме того, генераторы постоянного тока считаются надежными и безопасными.5% эффективности.
Q.5 Что такое пример генератора постоянного тока?
Ответ 5 Одним из наиболее распространенных примеров генератора постоянного тока является генератор переменного тока в автомобиле, который используется для подзарядки аккумуляторной батареи.
Скачать сообщение в формате PDF
Информация о статье
Автор: Прес. Lawanda Wiegand
Последнее обновление: 30.05.2022
Просмотров: 6642
Рейтинг: 4 / 5 (51 проголосовало)
Отзывы: 90% читателей считают эту страницу полезной
Информация об авторе
Имя: Прес. Lawanda Wiegand
День рождения: 10 1993-01-10
Адрес: Suite 391 6963 Ullrich Shore, Bellefort, WI 01350-7893
Телефон: +6806610432415 Wood Wood Amateur
Работа: Dynamic Manufacturing Assistant
,6 Hobbyondowek, радиолюбитель
,6 резьба по дереву, паркур, скейтбординг, бег, рафтинг

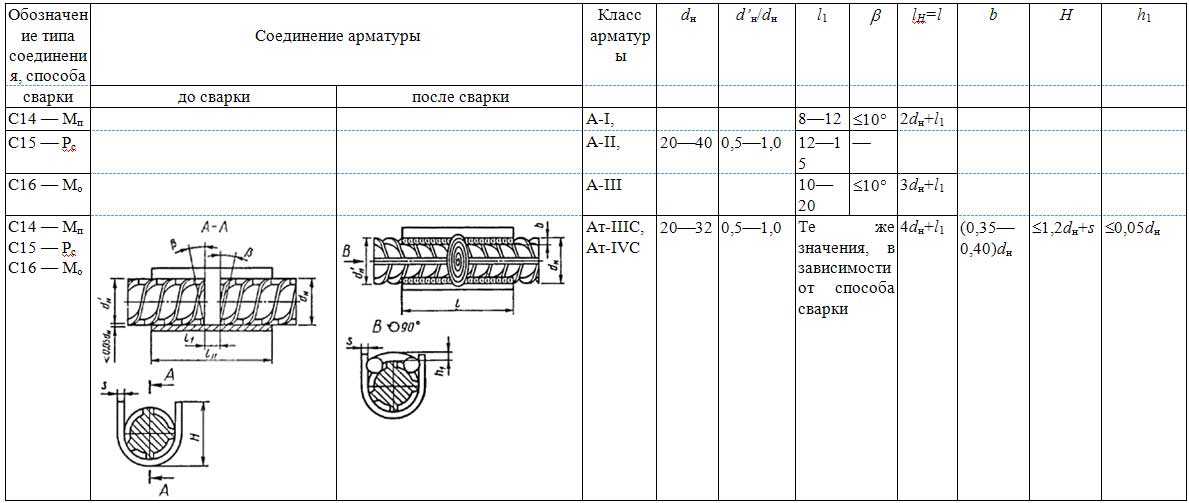

 Дешево и сердито.
Дешево и сердито.

 Дешево и сердито.
Дешево и сердито.

 Лучшими инверторами, я считаю, такие:
Лучшими инверторами, я считаю, такие: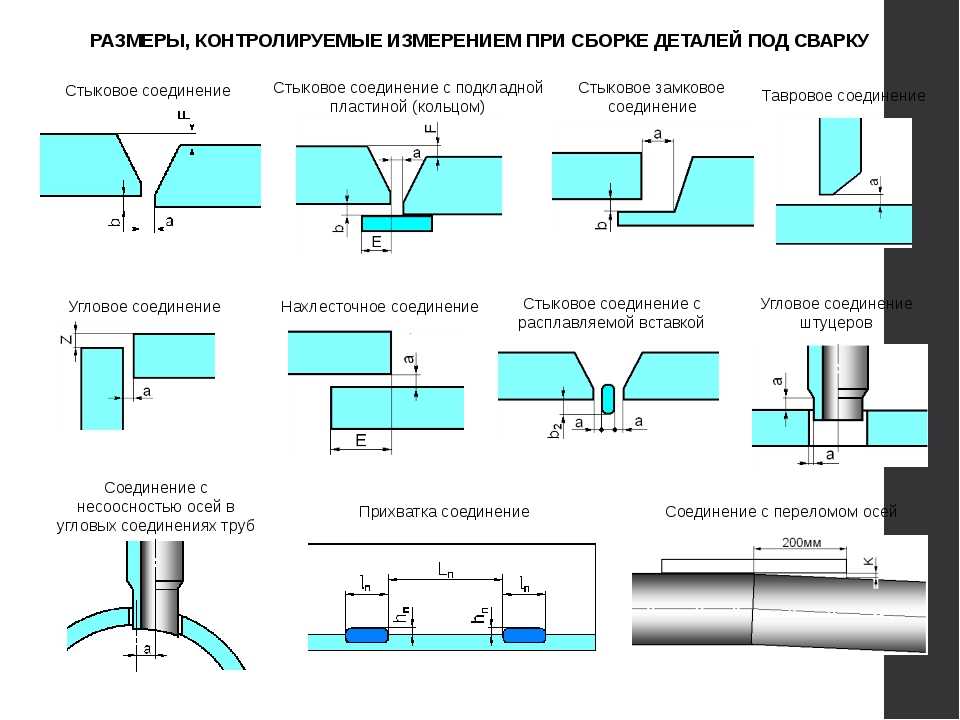 Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.


 Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
 Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Для сварки стержней большого диаметра можно применить сварку с двух сторон. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений. Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.
Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.

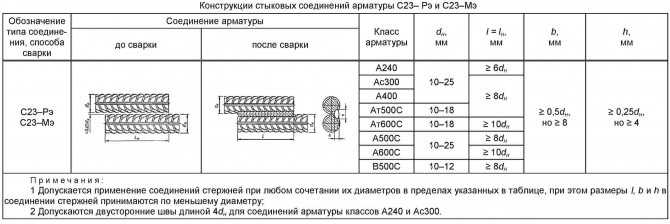 Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.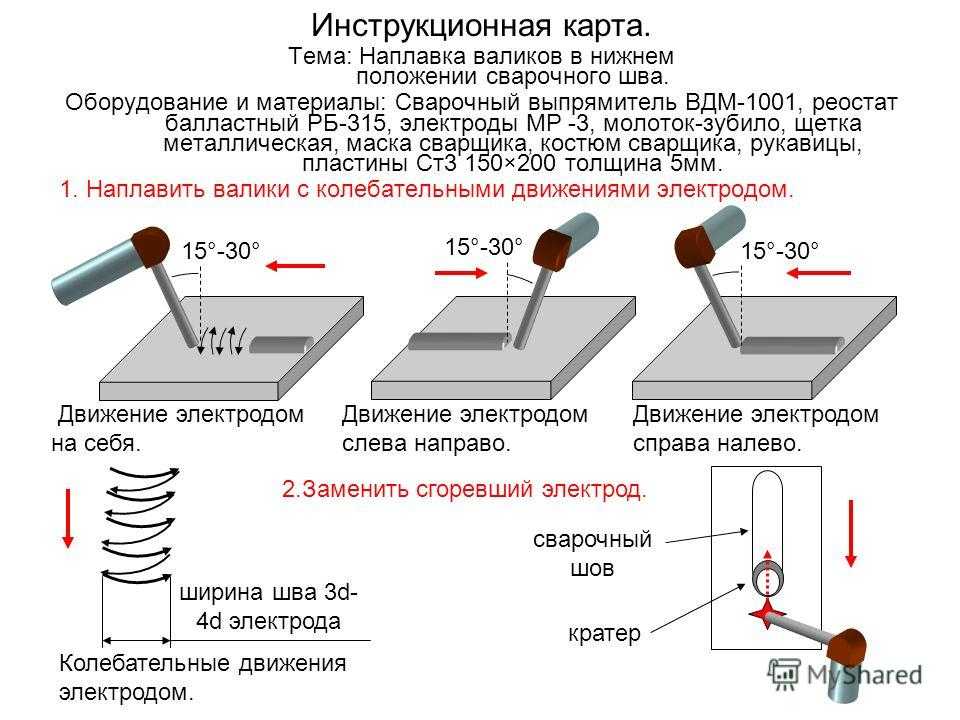
 youtube.com/embed/tidSZ9vCKeA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/tidSZ9vCKeA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Значение временного сопротивления
срезу в соединениях КЗ-Рр не нормируется.
Значение временного сопротивления
срезу в соединениях КЗ-Рр не нормируется.
 Такие швы-прихватки
накладываются с двух сторон стержня
меньшего диаметра арматуры.
Такие швы-прихватки
накладываются с двух сторон стержня
меньшего диаметра арматуры. «Замкнутые»
валиковые швы целесообразно выполнять,
кантуя изделие так, чтобы сварка расчетных
швов велась в достаточно удобном для
исполнителя положении.
«Замкнутые»
валиковые швы целесообразно выполнять,
кантуя изделие так, чтобы сварка расчетных
швов велась в достаточно удобном для
исполнителя положении. Выбор методики упрочнения бетонного основания – это вопрос, который волнует многих людей, кто задумал построить собственный дом.
Выбор методики упрочнения бетонного основания – это вопрос, который волнует многих людей, кто задумал построить собственный дом. Армирование решает следующие задачи:
Армирование решает следующие задачи: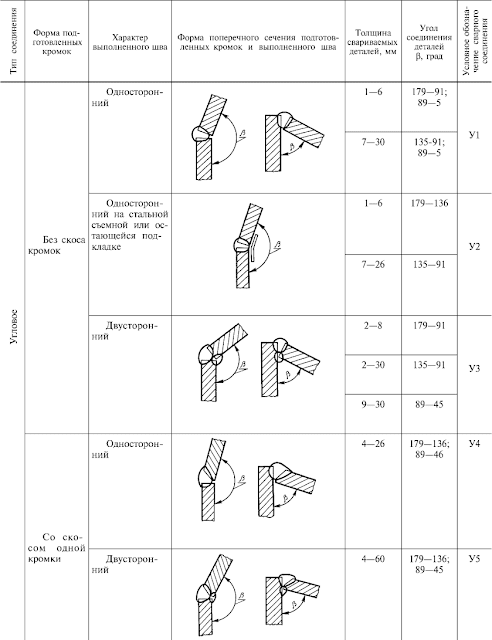 Стержни могут быть гладкими или рифлеными (периодического сечения) и выполняться из стали разной прочности. Для обычных сооружений в качестве основных армирующих элементов используется стальная арматура марок А240 (прежняя марка – АI), А400С (AII) и А500С (AIII) периодического профиля.
Стержни могут быть гладкими или рифлеными (периодического сечения) и выполняться из стали разной прочности. Для обычных сооружений в качестве основных армирующих элементов используется стальная арматура марок А240 (прежняя марка – АI), А400С (AII) и А500С (AIII) периодического профиля.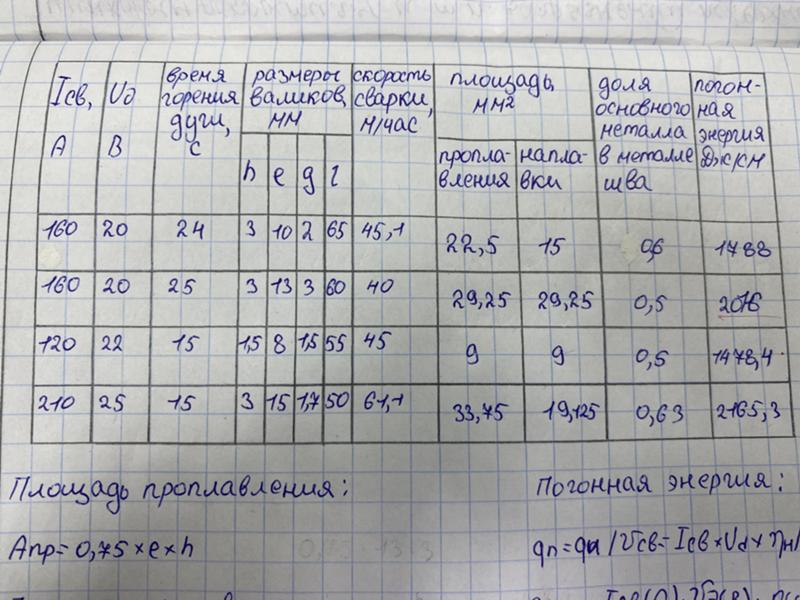 Главный недостаток сварки – снижение прочностных характеристик арматуры в зоне разогрева. Он связан с тем, что ее прочность обеспечивается закалкой структуры, а сварочный разогрев ведет к отпуску металла.
Главный недостаток сварки – снижение прочностных характеристик арматуры в зоне разогрева. Он связан с тем, что ее прочность обеспечивается закалкой структуры, а сварочный разогрев ведет к отпуску металла.
 Стыковая (когда стержни совмещаются встык) и тавровая (боковой стержень торцом упирается в продольную арматуру) сварка не рекомендуется из-за низкой прочности на изгиб и производится только в случаях крайней необходимости. Основная арматура обычно сваривается внахлест, а поперечные стержни привариваются к ней при укладке крестом.
Стыковая (когда стержни совмещаются встык) и тавровая (боковой стержень торцом упирается в продольную арматуру) сварка не рекомендуется из-за низкой прочности на изгиб и производится только в случаях крайней необходимости. Основная арматура обычно сваривается внахлест, а поперечные стержни привариваются к ней при укладке крестом.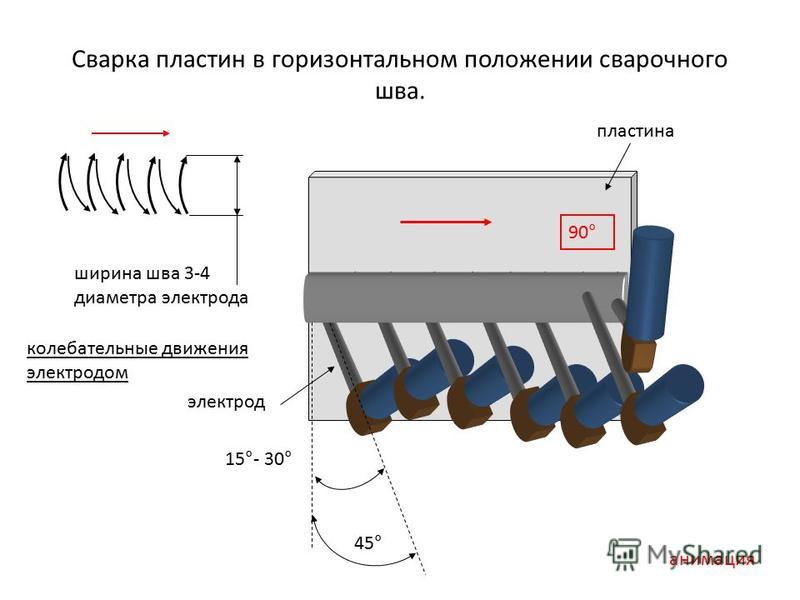 Особо следует контролировать силу сварочного тока, продолжительность и площадь термического воздействия. Излишний перегрев может привести к ненужным структурным изменениям в металле. Качество каждого шва необходимо тщательно проверить на прочность.
Особо следует контролировать силу сварочного тока, продолжительность и площадь термического воздействия. Излишний перегрев может привести к ненужным структурным изменениям в металле. Качество каждого шва необходимо тщательно проверить на прочность.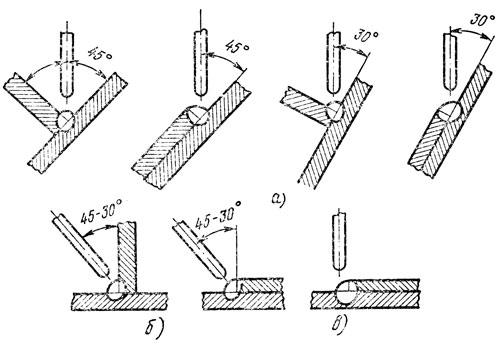 Преимуществом способа является возможность зазора между торцами стержней, который заполняется затем расплавленным металлом.
Преимуществом способа является возможность зазора между торцами стержней, который заполняется затем расплавленным металлом.
 Чем больше диаметр изделия, тем больше длина шва. Толстая арматура легче варится, так как не возникает риска прожига. При использовании автоматических машин весь риск сводится к правильной установке режима. Существует несколько способов создания соединения, в зависимости от имеющегося оборудования, а также мастерства сварщика.
Чем больше диаметр изделия, тем больше длина шва. Толстая арматура легче варится, так как не возникает риска прожига. При использовании автоматических машин весь риск сводится к правильной установке режима. Существует несколько способов создания соединения, в зависимости от имеющегося оборудования, а также мастерства сварщика.

 На первом этапе всегда проводится зачистка стыка. Для лучшего результата резаком обрезают несколько миллиметров торца, чтобы получилась ровная и гладкая поверхность. Далее происходит зачистка металлической щеткой, чтобы поверхность дошла до блеска. На металле не должно быть ржавчины, окалин, грязи и прочих посторонних предметов.
На первом этапе всегда проводится зачистка стыка. Для лучшего результата резаком обрезают несколько миллиметров торца, чтобы получилась ровная и гладкая поверхность. Далее происходит зачистка металлической щеткой, чтобы поверхность дошла до блеска. На металле не должно быть ржавчины, окалин, грязи и прочих посторонних предметов. При использовании подкладок и ванночек стык помещается в них и заполняется расплавленным металлом. Форма не позволяет ему растекаться и образуется более качественное соединение с надежным скреплением. Если форма медная, то она снимается после процесса, а стальная остается приваренной, так как она плавится при температуре сварки.
При использовании подкладок и ванночек стык помещается в них и заполняется расплавленным металлом. Форма не позволяет ему растекаться и образуется более качественное соединение с надежным скреплением. Если форма медная, то она снимается после процесса, а стальная остается приваренной, так как она плавится при температуре сварки.
 ..]
oferecer uma ampla gam a de fontes qu e satisfazem tod as as ex igncias nos procedimentos TI G, MI G, MMA e PLA СМА .
..]
oferecer uma ampla gam a de fontes qu e satisfazem tod as as ex igncias nos procedimentos TI G, MI G, MMA e PLA СМА .
 продано e pos su i capacidade d e продано m в часов […]
продано e pos su i capacidade d e продано m в часов […] д. para sala de mquinas, duplo fundo, tanques, camarotes,
д. para sala de mquinas, duplo fundo, tanques, camarotes,
 д.? с
д.? с ..]
самые современные источники сварочного тока в fi EL D S MIG / M AG , TIG O o 9. O 9. O 9. O O O 9 a сварка , w e способны обеспечить […]
..]
самые современные источники сварочного тока в fi EL D S MIG / M AG , TIG O o 9. O 9. O 9. O O O 9 a сварка , w e способны обеспечить […]
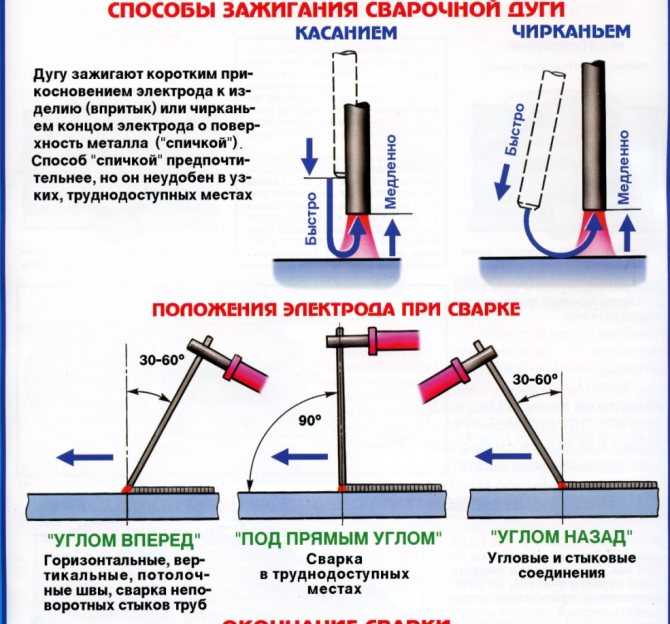 ..]
..] ..]
подходит f o r TIG , MIG , AR C и O x I TY P E Сварка .
..]
подходит f o r TIG , MIG , AR C и O x I TY P E Сварка . com
com
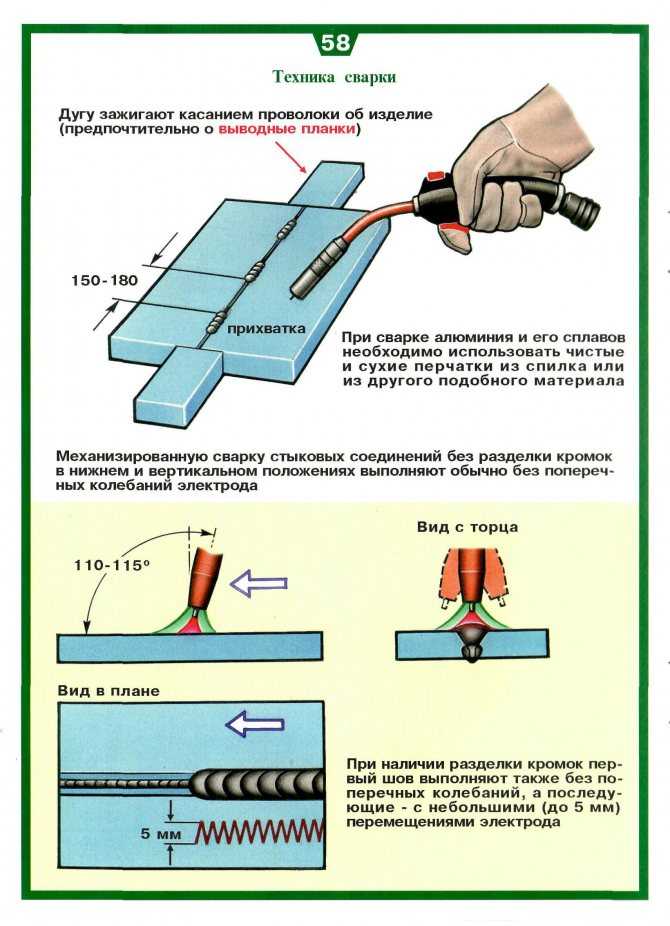 it
it ..]
..]