Как проводится сварка полиэтиленовых труб в соответствии с ГОСТ
Трубы из полиэтилена (ПЭ) рассчитаны на монтаж водопроводных и газопроводных сетей, вентиляционных каналов. Материал не подвержен коррозии, не накапливает отложений, морозостоек (до -70 0С), безопасен для экологии. Показатели термостойкости варьируются в интервале +40+50 0С, сшитый полиэтилен сохраняет свойства до +95 0С.
Сварка полиэтиленовых труб ГОСТ обеспечивает стабильные характеристики на протяжении всего контура, включая стыковые участки.
Основные методы сваркиПолиэтилен относится к материалам с расширенным диапазоном вязкотекучих состояний и характеризуется свариваемостью без ограничений. На практике используют два варианта формирования систем:
- Стыковая сварка ПЭ ГОСТ: технология образования неразъёмных соединений позволяет получить трубопровод с высокой герметичностью зон. Области стыков по прочности не отличаются от гладких участков.

- Электромуфтовый метод: для работы используют специальные сварочные аппараты, благодаря которым можно соединять элементы в стеснённых условиях. Сваривание выполняют с использованием закладных нагревательных спиралей на участках труб от 20 мм.

Для каждого метода разработаны условия формирования прочных и герметичных соединений, рассчитанных на определённую сферу использования.
Стыковой способУсловия процесса контролируются показателями давления и временными отрезками на нагревание и охлаждение соединяемых частей. Зависимости показаны в таблице.
|
Сравниваемые параметры |
Материал труб |
|
|
ПЭ низкой плотности |
ПЭ высокой плотности |
|
|
Температура нагрева, 0С |
220 ±10 |
220 ±10 |
|
Давление в области стыка в условиях с нагретыми торцами, МПа |
0,02–0,05 |
0,02–0,05 |
|
Рекомендованное время нагрева (с) действительно при следующих параметрах толщин стенок (мм) 4 6 8 10 12 14 16 |
35 50 70 85 100 120 160 |
50 70 90 110 130 160 180 |
|
Давление осадки, МПа |
0,1–0,2 |
0,2–0,3 |
|
Минимальное время на охлаждение стыковой зоны (мин) рекомендовано для следующих диапазонов толщин стенок (мм) 4–6 7–12 14–16 |
3–4 5–8 10–15 |
3–5 6–9 10–15 |
|
Данные на охлаждение и нагрев приводятся для температуры окружающей среды для окружающего воздуха при температуре +20 0С. |
||

Сварка полиэтилена ГОСТ стыковым способом применяется для соединения участков труб с диаметрами от 50 мм. Вариант не рекомендуется для изделий с меньшим сечением из–за образования внутреннего грата, уменьшающего проходной канал.
Электромуфтовый методРасплавление участков закладными спиралями ведётся в условиях контролируемой герметизации, создаваемой благодаря тепловому расширению материала.
- В процессе сварки ПЭ труб ГОСТ на нагревательный элемент подаётся ток, плавящий полимер.
- Нагрев передаётся на торцевые части под муфтой.
- Участок расширяется, при этом возникает необходимое для процесса давление.
После отключения подачи тока материал остывает с образованием равномерно герметичного стыка.
Особенности монтажаДля полиэтилена характерно изменение линейных параметров в процессе нагрева и охлаждения.
Готовое сварное соединение проверяется по следующим критериям:
- Симметрия шва: зона выглядит одинаковым по обеим сторонам от места стыка. Отсутствие видимой симметрии указывает на отличие в вязкости частей, то есть прочность шва не соответствует ГОСТ.
- Качество грата: в стыке по требованиям оттенок совпадает с цветом трубы, поверхность не содержит трещин, пор и инородных включений.
- Положение
Соединение ПЭ–труб проводится в следующим порядке:
- Подготовительный этап: концевые части торцуют, после чего разогревают выровненные участки до плавления. Нагревательным элементом только касаются поверхности, при этом температура расплава снаружи постепенно распространяется к внутренним частям.
- Основной процесс: после прогрева полиэтилена нагревательный элемент аккуратно отводят от поверхности, наблюдая, чтобы размягчённые торцевые части не повредились.
- Соединение встык: сразу после удаления нагревателя торцы соединяют со сдавливанием до образования симметричного валика, контролируя, чтобы части стыковались без смещения. В результате приложения давления в зоне соприкосновения образуются прочные межмолекулярные связи.
- Завершающий этап: в процессе охлаждения полиэтилен структурируется, образуя прочный шов.
 Нагревательным элементом только касаются поверхности, при этом температура расплава снаружи постепенно распространяется к внутренним частям.
Нагревательным элементом только касаются поверхности, при этом температура расплава снаружи постепенно распространяется к внутренним частям. Расплавленные концы труб остаются зафиксированными в сварочном аппарате, соединяясь под давлением в течение заданного периода до полного охлаждения участка.
Требования к качеству соединения предусматривают три метода:
- При низком давлении (таблица 1).
- С применением двойного пониженного давления (таблица 2).
- В условиях высокого давления (таблица 3).
Таблица 1
Таблица 2
Таблица 3
Требования к сварному соединению
Процесс соединения расплавленных торцов с последующим охлаждением даёт прочный стык, при этом обе части трубы должны сохранять гибкость. Для того чтобы получить преимущества стыкового метода, важно соблюдать рекомендации к каждому этапу:
- В процессе торцевания необходимо добиваться максимально ровных стыков.
- После застывания шов должен быть визуально однородным и симметричным. Если заметны дефекты и перекосы, прочность соединения окажется ниже.
- Сварочное оборудование должно выдавать необходимую температуру.

Удаление нагревателя и последующий прижим торцов выполняют быстро и аккуратно, чтобы расплавленный полимер не деформировался. Необходимо следить, чтобы на поверхность не попадала влага, пыль и другие загрязнители — всё перечисленное ослабляет шов, снижая долговечность стыка.
Контроль качестваХарактеристики соединения проверяют следующими методами:
- Тест на растяжение (согласно требованиям ИСО 13953).
- Проверка на сопротивление гидростатическому давлению (ISO 1167–1,3,4 при +80 0С на протяжении 1000 ч).
- Исследование показателей при высокоскоростном растяжении (регламент АСТМ Ф2634).
Неразрушаемый контроль по месту работ проводится путём визуальной оценки качества шва.
Характеристики образовавшегося соединения должны соответствовать параметрам полиэтилена, а также условиям проведения сварочных работ. Дополнительно могут использоваться методы ультразвуковой диагностики и рентгенографии для обнаружения внутренних пустот и инородных включений.
Сварка ПЭ труб с соблюдением нормативов ГОСТ гарантирует образование герметичных соединений, не уступающих по техническим характеристикам бесстыковым участкам. Аппараты для стыковой и электромуфтовой технологии представлены в каталоге ПРОСВАР. По вопросам, связанным с техническими возможностями, консультируем бесплатно, помогаем с выбором.
Вернуться к списку статей
Поделиться:
Услуги. Сварка полиэтиленовых трубопроводов.
вернуться к списку
Компания «ООО НИС» уже многие годы, является поставщиком полиэтиленовых труб различного диаметра для систем водоснабжения, канализации, комплектует их всей необходимой соединительной арматурой и конструкционными материалами. Зарекомендовав себя, на рынке полиэтиленовых конструкций, как активный, честный и пунктуальный поставщик, мы готовы предложить дополнительные услуги по проектированию и подбору, оптимального технологического режима монтажа полиэтиленовых труб и узлов к ним.
Зарекомендовав себя, на рынке полиэтиленовых конструкций, как активный, честный и пунктуальный поставщик, мы готовы предложить дополнительные услуги по проектированию и подбору, оптимального технологического режима монтажа полиэтиленовых труб и узлов к ним.
Наша компания производит сварку и монтаж исключительно полиэтиленовых материалов, которые воплощают аккуратность и качество исполнения, заранее проработанный план поможет получить высокие результаты. Процесс сварки полиэтиленовых труб осуществляется на качественном импортном оборудовании квалифицированными специалистами.
Для компании важен каждый клиент, поэтому мы стараемся найти индивидуальный подход для каждого, свидетельством чего являются деловые партнеры компании.
С ценами на услуги по проведению монтажных сварных работ полиэтиленовых труб можно ознакомиться в прайсе, представленном в конце страницы.
Так же хотим предложить Вашему вниманию технологии сварки полиэтиленового трубопровода, встык и с помощью электросварных фитингов, да бы Вы смогли сами решить, какой способ сварки трубопровода приемлем для Вас, при возникновении уточняющих вопросов, мы всегда готовы оказать профессиональную помощь, и ответить на них.
1. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ ЭЛЕКТРОСВАРНЫМИ ФИТИНГАМИ
Процесс сварки труб с помощью закладных электросварных фитингов производится в следующей последовательности выполнения технологических процессов.
Перед началом сварочных работ концы соединяемых полиэтиленовых труб должны быть зачищены и обезжирены. Электросварной фитинг надевается, наконец, одной из зачищенных труб, до совмещения торца фитинга и полиэтиленовой трубы. Другая полиэтиленовая труба совмещается с первой «торец в торец», после чего электросварной фитинг надвигается в обратную сторону на 1/2 длины фитинга. Провода сварочного аппарата подключаются к клеммам электросварного фитинга, происходит процесс нагрева фитинга и полиэтиленовой трубы.
Процесс сварки полиэтиленовой трубы будет завершен, после того когда расплавленный полиэтилен выступил из контрольных отверстий фитинга. Охлаждение свариваемого участка происходит естественным образом до полной неподвижности.
ПРЕИМУЩЕСТВА СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ И ЭЛЕКТРОСВАРНЫХ ФИТИНГОВ
Главным преимуществом электросварного муфтового соединения полиэтиленовых труб является высокая скорость проведения монтажных работ, а так же достаточно небольшое пространство для выполнения работ по сравнению с монтажными работами аналогичных металлических конструкций.
Преимущества сварки полиэтиленовых труб и электросварных фитингов.
Главным преимуществом электросварного муфтового соединения полиэтиленовых труб является высокая скорость проведения монтажных работ, а так же достаточно небольшое пространство для выполнения работ по сравнению с монтажными работами аналогичных металлических конструкций.
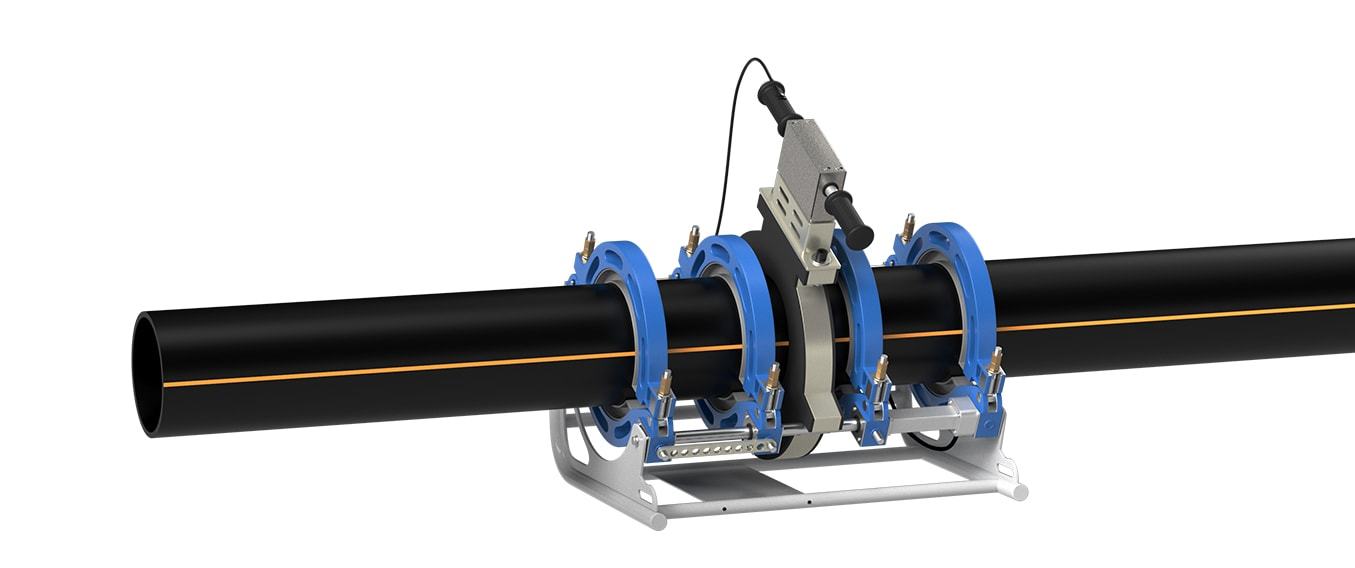
2. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ МЕТОДОМ СТЫКОВОЙ СВАРКИ
Предполагаемый участок сварки размещается и устанавливается в сварочное оборудование. Сварка полиэтиленовых труб встык заключается в нагреве торцов свариваемых труб до вязко-текучего состояния полиэтилена в результате соприкосновения с нагревателем и последующим соединением торцов под давлением после удаления нагревателя. При плавлении происходит образование первичного грата. В течении свариваемого процесса образуется окончательный грат и молекулярные связи которые обеспечивают однородное соединение. Заключительным этапом является процесс охлаждения, где происходит процесс охлаждения, где происходит осадка стыка и стык приобретает максимальную прочность.
При плавлении происходит образование первичного грата. В течении свариваемого процесса образуется окончательный грат и молекулярные связи которые обеспечивают однородное соединение. Заключительным этапом является процесс охлаждения, где происходит процесс охлаждения, где происходит осадка стыка и стык приобретает максимальную прочность.
ПРЕИМУЩЕСТВА СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ МЕТОДОМ СТЫКОВОЙ СВАРКИ
Основным преимуществом сварки полиэтиленовых труб встык является исключение человеческого фактора и тем самым обеспечение стабильно высокого качества сварки. Так же не маловажный факт подтверждения преимущества стыковой сварки стоит отметить автоматический контроль (время работы, свариваемые трубы и т.д.) всего процесса сварки и предоставления письменного отчета на каждый сваренный стык.
Из вышеперечисленных фактов можно сделать заключение о том, что при современных темпах строительства жилых площадей важную роль играет качества и быстрота монтажных работ по прокладки водопроводных и канализационных сетей.
Прайс-лист на сварку полиэтиленовых трубопроводов
Сварка полиэтиленовых труб: инструменты, оборудование, этапы работ
Главная » Сварка » Правила сварки полиэтиленовых труб
На чтение 4 мин
Содержание
- Особенности монтажа
- Способы сварки
- Раструбный
- Встык
- Экструдером
- Электросварными фитингами
- Инструменты и оборудование
- Этапы работ
Трубопроводы из полиэтиленовых элементов постепенно заменяют привычные металлические трубы. Пластик имеет множество серьезных преимуществ перед металлом. Сварка полиэтиленовых труб надежный метод соединения отдельных деталей. Готовой шов выдерживает большие нагрузки, долговечен, устойчив к воздействию влаги.
Сварка труб из полиэтиленаОсобенности монтажа
При пайке ПНД труб нужно учитывать, что сварочное соединение является неразъемным. Для изготовления прочного сварочного соединения, необходимо применять специализированное оборудование. Изначально лучше попробовать выполнить работу на черновых деталях.
Для изготовления прочного сварочного соединения, необходимо применять специализированное оборудование. Изначально лучше попробовать выполнить работу на черновых деталях.
При создании соединения на обжимных фитингах, необходимо выбирать возможность разъединения отдельных элементов. Стык, изготовленный на фитингах, может выдержать нагрузку индивидуального водяного отопления, но он не рассчитан на гидроудары или промышленное давление. Сварочный шов подходит для скрепления деталей большого диаметра.
Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.

Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.
- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.

Процесс проведения работ:
- Закрепить два конца трубопровода в центровочной станине.
- Зачистить, снять фаску с соединяемых мест.
- Сварочное зеркало разогревает две части трубопровода одновременно.
- Под давлением две части удерживаются до остывания.
Чтобы сделать прочный шов, необходимо ознакомиться с таблицей сварки полиэтиленовых труб встык.
Сварочный аппарат для полиэтиленовых трубЭкструдером
Пайка трубы ПНД экструдером применяется на производстве при изготовлении трубопроводов сложной формы. Пошаговая инструкция по выполнению работ:
- Обрезать детали по нужным размерам, зачистить их от заусенцев.
- Очистить места среза от грязи, обезжирить их.
- Точечной сваркой скрепить детали между собой.
- Проварить стык экструдером.
Чтобы довести шов до приемлемого вида, нужно дождаться остывания пластмассы, зачистить его наждачной бумагой.
Электросварными фитингами
Сварка ПНД труб электромуфтами считается дорогим методом, которые требует покупки определенных расходников, инструментов. Электросварные фитинги — это детали из полимерных материалов, которые имеют несколько нагревательных элементов, вмонтированных внутри. При использовании фитингов нужно применять специальный сварочный аппарат, который не имеет нагревающегося сегмента.
Инструменты и оборудование
Оборудование, инструменты для проведения работы выбираются зависимо от того, какой метод сварки будет применяться. Обязательно нужен труборез, механизм для снятия фаски. Например, для электромуфтовой сварки полиэтиленовых труб нужен специальный сварочный аппарат, нагревательные детали.
Терморезисторная сварка полиэтиленовых труб требуются применения закладных электронагревательных деталей. Для стыкового метода понадобится центратор, гидравлический привод, торцеватель.
Этапы работ
Чтобы выполнить сварку труб ПНД своими руками в домашних условиях, применяют метод соединения деталей в стык. Этапы выполнения работ:
Этапы выполнения работ:
- Обрезать элементы по требуемым размерам.
- Снять фаски, отцентровать две детали.
- Зачистить соединяемые части от заусенцев, грязи. Обезжирить их спиртом.
- Нагреть две части с помощью сварочного аппарата для пластика.
- Руками с нажимом соединить две детали.
Подождать пока шов остынет. Зачистить наплывы пластика с помощью мелкой наждачной бумаги. Стыковой метод соединения обеспечивает гибкость трубопровода на всем его протяжении, что считается плюсом. Если нужно сделать шов в труднодоступном месте, желательно выбрать муфтовый метод. Разъемные стыки подходят для изготовления временных трубопроводов.
Сварка полиэтиленовых труб считается надежным методом изготовления трубопроводов из пластика. Выделяется несколько методов проведения работ, которые отличаются друг от друга используемым оборудованием, этапами выполнения сварки. Изготовить прочное соединение можно самостоятельно.
Изготовить прочное соединение можно самостоятельно.
Поделиться
Технология сварки полиэтиленовых труб
Для создания любых полиэтиленовых трубопроводов необходимо скрепить трубы между собой. Для того, чтобы облегчить эту задачу, в нашей статье представлена технология сварки полиэтиленовых труб. Такие трубы можно соединять стыковым способом или электромуфтовой сваркой. Как сварное, так и электросварное крепление полиэтиленовых труб достаточно прочное, обладает необходимой герметичностью и устойчивостью к разрушающим внешним воздействиям на протяжении всего срока службы трубопровода.
Если вас больше интересует необходимое для этого оборудование, рекомендуем прочитать статью « ».
Подготовка оборудования к сварке
Процесс сварки полиэтиленовых труб низкого давления состоит из подготовительных мероприятий (они одинаковы для всех типов сварочных машин), собственно сварки и заключительных операций. Подготовка к сварке:
- Обустраивается площадка, где будет происходить сварка, на ней размещается сварочное оборудование.
- Подготовлены все необходимые трубы, фитинги и другие соединительные элементы.
- Трубы и фасонные части (фитинги) соединяются и центрируются.
- Обработка концов труб и деталей производится механическим способом.
Профессиональный наконечник:
Подготовительные работы сварочного аппарата должны выполняться качественно, при строгом соблюдении инструкций производителя оборудования. Тогда сварочный аппарат прослужит долго, выполняя сварочные работы в лучшем виде. Данные о проверках оборудования целесообразно заносить в журнал производственных работ.
Сварочный аппарат находится в специально организованном, освобожденном от посторонних предметов месте, куда ранее были доставлены полиэтиленовые трубы. Перед началом работы, перед подключением оборудования к сети его необходимо осмотреть и подготовить:
- визуальный осмотр узлов сварочного аппарата;
- проверка изоляции электрических проводов и заземлителей;
- заправка электрогенератора топливом и проверка его работоспособности путем контрольного включения;
- определение уровня масла в гидросистеме сварочного аппарата;
- проверка исправности подвижного фиксатора;
- проверка степени заточки ножей триммера;
- диагностика КИПиА;
- подготовка хомутов и переходных вставок, необходимых для сварки труб существующего диаметра;
- Смазка трущихся соединений и поверхностей сварочного оборудования составами, рекомендованными изготовителем оборудования;
- очистка отопителя, триммера и скребка от грязи и следов полиэтилена, обезжиривание поверхностей х/б салфеткой, смоченной растворителем.

Технология сварки полиэтиленовых труб
Процесс сварки встык
С помощью нагревательного элемента сварочного аппарата концы труб или свариваемых деталей нагревают до вязкого состояния полиэтилена. Далее нагреватель снимается, а концы соединяются под давлением.
Технология сварки полиэтиленовых труб состоит из нескольких этапов:
- плавка труб и фитингов — по окончании процесса образуется первичный заусенец;
- нагрев торцов деталей до определенной температуры – тепловое воздействие проникает глубоко в материал, при этом давление практически равно нулю, т. к. необходимо только обеспечить контакт между нагревательным элементом и торцами труб;
- технологическая пауза (удаление нагревателя) — нагревательный элемент аппарата выводится из зоны сварки, после чего следует соединение свариваемых поверхностей;
Профессиональный наконечник:
Технологическая пауза при сварке полиэтиленовых труб стыковым способом должна быть как можно короче, чтобы исключить снижение температуры концов свариваемых деталей, а также предотвратить попадание пыли и загрязнений, неблагоприятно влияет на качество готового соединения.
- сварка встык — при сварке образуется окончательный заусенец, а также молекулярные связи, определяющие однородность и прочность соединения; Охлаждение
- — обеспечивает осадку соединения, которое при этом приобретает максимальную прочность, этап нужен для предотвращения образования напряжений или ударов, которые могут нарушить прочность сварного шва.
Процесс сварки электромуфтами
Сварка полиэтиленовых труб также возможна с помощью деталей с электроспиралью. О том, как сварить полиэтиленовые трубы укладкой электронагревателя, рассказано ниже.
В частях, которые необходимо соединить сваркой, прокладывается металлическая проволока в виде спирали. Сварочный агрегат нагревает и плавит полиэтилен в местах, где будут соединяться элементы – муфты, переходы, изгибы и т. д. Это возможно за счет выделения тепла, которое образуется в результате протекания электрического тока по спиралям. После сварки элементов следует естественное охлаждение. Сварка со встроенными электронагревателями основана на явлении диффузии, т. е. на взаимном проникновении молекул соприкасающихся поверхностей друг в друга при их нагреве. После остывания соединяемых элементов получается прочный крепкий сварной шов.
Сварка со встроенными электронагревателями основана на явлении диффузии, т. е. на взаимном проникновении молекул соприкасающихся поверхностей друг в друга при их нагреве. После остывания соединяемых элементов получается прочный крепкий сварной шов.
Услуги | ISCO Industries
23 сентября 2022 г.
ISCO предлагает полный спектр услуг по слиянию. Мы можем не только доставить необходимое вам оборудование, но и полностью его поддержать. Мы также можем предоставить опытных, прошедших обучение на заводе техников, которые будут сопровождать любую купленную или арендованную машину для выездное обучение по всей стране. Эти технические специалисты также сертифицированы OSHA и сертифицированы для работы в замкнутом пространстве.
Сварка встык
Как правило, полиэтиленовые трубы и фитинги соединяются посредством стыковой сварки, которая выполняется с помощью сварочной машины, которая удерживает трубу и/или фитинг в стационарном положении. Затем торцеватель с режущим лезвием обрезает концы для сопряжения. Нагревательная пластина располагается между соединяемыми концами. Затем нагреватель снимают, концы соединяют и дают остыть.
Затем торцеватель с режущим лезвием обрезает концы для сопряжения. Нагревательная пластина располагается между соединяемыми концами. Затем нагреватель снимают, концы соединяют и дают остыть.
При соблюдении рекомендаций производителей по сварке встык сварной шов становится таким же прочным, как и сама труба. Можно даже протянуть несколько сотен футов или более трубы из полиэтилена высокой плотности после того, как она была сварена встык, поскольку вы фактически создали секцию монолитной трубы.
Стыковая сварка создает прочные, герметичные сварные швы из ПЭВП при соблюдении надлежащих процедур. ISCO предлагает в аренду и на продажу сотни надежных и простых в эксплуатации машин McElroy. Станки для сварки труб из полиэтилена высокой плотности от ½ до 65 дюймов легко доступны; блоки различных размеров и приложений, указанные ниже:
Малый диаметр
1/2” — 6”
- Mini Mc (1/2” CTS – 1” IPS)
- 1LC (1/2” CTS — 1”IPS)
- 2LC (1/2” CTS — 2” IPS)
- 2CU (1/2” CTS — 2” IPS)
- Pit Bull 14 (1” IPS — 4” DIPS)
- Pit Bull 26 (2” IPS — 6” DIPS)
- DynaMc 28 (2 дюйма в дюймах — 8 дюймов в дюймах)
- DynaMc 250 (2 дюйма в дюймах — 8 дюймов в дюймах)
- DynaMc 412 (4 дюйма в дюймах — 12 дюймов в дюймах)
- Pit Bull 28 (2” IPS — 8” DIPS)
- Pit Bull 250 (2” IPS — 8” DIPS)
- Pit Bull 412 (4” IPS — 12” DIPS)
- Pit Bull 618 (6” IPS — 18” OD)
Средний диаметр
6” — 20”
- Роллинг 28 (2” IPS – 8” DIPS)
- TracStar 28 (2 дюйма в дюймах — 8 дюймов в дюймах)
- Rolling 250 (2” IPS — 8” DIPS)
- TracStar 250 (2 дюйма в дюймах — 8 дюймов в дюймах)
- Роллинг 412 (4” IPS — 12” DIPS)
- TracStar 412 (4 дюйма в дюймах — 12 дюймов в дюймах)
- Роллинг 618 (6 дюймов, внутренний диаметр 18 дюймов)
- TracStar 618 (6 дюймов в секунду — внешний диаметр 18 дюймов)
- TracStar 500 Series III (6 дюймов в секунду — внешний диаметр 20 дюймов)
- Роллинг 824 (8” IPS – 24” OD)
- TracStar 630 (8 дюймов в секунду — внешний диаметр 24 дюйма)
- TracStar 900 (12 дюймов в секунду — внешний диаметр 36 дюймов)
- TracStar 1200 (наружный диаметр 16–48 дюймов)
Большой диаметр
24–48 дюймов
- MegaMc 824 (8 дюймов IPS — внешний диаметр 24 дюйма)
- MegaMc 1236 (12 дюймов в дюймах — внешний диаметр 36 дюймов)
- MegaMc 1648 (наружный диаметр 16–48 дюймов)
- MegaMc 1600 (наружный диаметр 20–65 дюймов)
- MegaMc 2065 (наружный диаметр 20–65 дюймов)
Сверхбольшой диаметр
52 дюйма — 2,5 м
- MegaMc 1600 (наружный диаметр 20–65 дюймов)
- MegaMc 2065 (наружный диаметр 20–65 дюймов)
- Талон (наружный диаметр 54–78 дюймов)
Электромуфта
Электромуфта — это простой и экономичный метод соединения труб из полиэтилена высокой плотности . Как альтернатива сварке встык, электромуфта идеально подходит для ремонта и сложных соединений труб из полиэтилена высокой плотности. Он успешно и экономически эффективно используется для таких применений, как разрыв труб, скользящая облицовка, двойная защитная оболочка, наклонно-направленное бурение и соединение люков.
Как альтернатива сварке встык, электромуфта идеально подходит для ремонта и сложных соединений труб из полиэтилена высокой плотности. Он успешно и экономически эффективно используется для таких применений, как разрыв труб, скользящая облицовка, двойная защитная оболочка, наклонно-направленное бурение и соединение люков.
Электрофузионные муфты доступны в широком диапазоне размеров. Другими фитингами, доступными для электромуфтовой сварки, являются тройники-саморезы, седловые отводы и тройники для врезки большого объема.
ISCO хранит электромуфтовые процессоры, в том числе марки Highland, для продажи или сдачи в аренду в нескольких точках ISCO.
Процессоры и инструменты Highland
Экструзия
Экструзионная сварка ПЭВП является стандартной процедурой сварки . Перед началом сварки поверхность полиэтилена должна быть отшлифована, чтобы обнажить чистый ПЭВП. В канавку может быть помещена искровая проволока; это будет использоваться для последующей проверки качества сварного шва. Теперь экструзионный пистолет установлен на место и начинает выдавливать шарик расплавленного полиэтилена. Перегретый воздух вытесняется из сопла, расплавляя поверхность. Затем расплавленный полиэтилен выдавливается из экструдера, где он связывается с поверхностью. Искровой тестер используется для проверки целостности сварного шва. Экструзионный шов создает молекулярную связь между секциями полиэтилена.
Теперь экструзионный пистолет установлен на место и начинает выдавливать шарик расплавленного полиэтилена. Перегретый воздух вытесняется из сопла, расплавляя поверхность. Затем расплавленный полиэтилен выдавливается из экструдера, где он связывается с поверхностью. Искровой тестер используется для проверки целостности сварного шва. Экструзионный шов создает молекулярную связь между секциями полиэтилена.
ЕСТЬ ВОПРОСЫ О ПРОЦЕССЕ СПЛАВКИ? ПОМОЩЬ ПО FUSION — ЗВОНОК ПО ТЕЛЕФОНУ!
Срочно нужна помощь? Клиенты могут позвонить на горячую линию Fusion по устранению неполадок по номеру 1-800-345-4726 • Доб. 4790. Квалифицированные специалисты по термоядерному синтезу доступны с понедельника по пятницу с 8:00 (EST) до 19:00 (EST) с понедельника по пятницу, чтобы ответить на любые вопросы о работе оборудования, методах термоядерного синтеза или решить проблемы.
ЗВОНИТЕ СЕЙЧАС
Чтобы узнать больше о нашей программе оборудования, ознакомьтесь с нашей брошюрой!Брошюра (PDF)
Машины для стыковой сварки — Австралийский производитель
БОЛЬШЕ О МАШИНАХ ДЛЯ СТЫКОВОЙ СВАРКИ
Что такое стыковая сварка? Сварка встык является основным методом, используемым для соединения труб и фитингов из полиэтилена высокой плотности. Для правильного и последовательного выполнения стыкового сварного шва вам потребуется машина для стыковой сварки, способная совместить свариваемые элементы, сделать их концы гладкими и параллельными, равномерно оплавить концы трубы под различным давлением, а затем соединить концы вместе с контролируемое давление в течение определенного периода.
Для правильного и последовательного выполнения стыкового сварного шва вам потребуется машина для стыковой сварки, способная совместить свариваемые элементы, сделать их концы гладкими и параллельными, равномерно оплавить концы трубы под различным давлением, а затем соединить концы вместе с контролируемое давление в течение определенного периода.
Для стыковой сварки существуют различные международные и национальные стандарты, в которых подробно описывается профиль температуры/давления/времени сварного шва. Некоторые из наиболее подходящих для общего применения:
- ISO 21307-2017, Процедуры стыкового соединения полиэтиленовых (PE) трубопроводов
- ASTM F 2620–20, Соединение полиэтиленовых труб и фитингов
- ASTM F 3124 – 15, Регистрация данных стыковой сварки
- DVS 2207-1-13, Сварка термопластов. Сварка труб, деталей трубопроводов и панелей из полиэтилена нагревательными элементами
Стандарт ISO охватывает стыковую сварку метрических труб и применяется в большинстве стран мира. Стандарты ASTM предназначены для труб IPS и DIPS (дюймы), которые используются в Северной Америке, в то время как DVS является уважаемым и консервативным стандартом Немецкого института сварки, успешно применяемым во всем мире.
Стандарты ASTM предназначены для труб IPS и DIPS (дюймы), которые используются в Северной Америке, в то время как DVS является уважаемым и консервативным стандартом Немецкого института сварки, успешно применяемым во всем мире.
Компания Worldpoly производит машины для стыковой сварки труб из полиэтилена высокой плотности диаметром от 40 мм до 3000 мм. Тем не менее, трубы и фитинги из ПЭВП любого диаметра могут быть сварены встык, но диаметр менее 63 мм обычно не рекомендуется, поскольку становится трудно точно и последовательно выровнять концы труб в соответствии со спецификациями соответствующего стандарта. Хотя Worldpoly производит машины для сварки до 40 мм, когда требуется сварное соединение, для малых диаметров предпочтение отдается электромуфтовой сварке. Напорные и безнапорные трубы большого диаметра до 3000 мм и выше в настоящее время регулярно свариваются, а фитинговые машины уже производят до 2000 мм/80”.
Сварка встык и сварка встык — это взаимозаменяемые термины, используемые для описания процесса соединения труб из полиэтилена высокой плотности. Таким образом, машины для стыковой сварки и машины для стыковой сварки выполняют одну и ту же функцию, однако эти термины используются в разных местах по всему миру. Страны, использующие метрическую систему измерения, обычно называют процесс стыковой сваркой, в отличие от стран, использующих имперскую систему, которые называют свои машины машинами для стыковой сварки. На нашем веб-сайте мы разделили их на метрические и британские, чтобы удовлетворить операторов, использующих ту или иную систему измерения.
Типы машин для стыковой сваркиПроизводятся два разных типа машин для стыковой сварки в полевых условиях. К ним относятся машины, широко известные как «европейский стиль» и «североамериканский стиль».
- Европейский тип: Самыми популярными и, безусловно, самыми дешевыми являются машины «европейского типа», в которых сварочная тележка и гидравлический блок отделены друг от друга, как и стойка, несущая инструмент для облицовки и нагревательную плиту. Поскольку инструмент для облицовки и нагревательную пластину необходимо вставлять и снимать вручную, для этой цели доступны более крупные машины для стыковой сварки с прикрепленными стреловыми кранами, или для подъема тяжелых грузов используется доступный ковш экскаватора.
- Североамериканский стиль: Эти машины для стыковой сварки имеют все необходимые компоненты на борту основного шасси, что облегчает передвижение на гусеницах или колесах, а гусеничные машины имеют собственный источник питания от дизельного двигателя.
 Поскольку инструмент для облицовки и нагревательную пластину необходимо вставлять и снимать вручную, для этой цели доступны более крупные машины для стыковой сварки с прикрепленными стреловыми кранами, или для подъема тяжелых грузов используется доступный ковш экскаватора.
Поскольку инструмент для облицовки и нагревательную пластину необходимо вставлять и снимать вручную, для этой цели доступны более крупные машины для стыковой сварки с прикрепленными стреловыми кранами, или для подъема тяжелых грузов используется доступный ковш экскаватора.Машины европейского типа
- Разработаны и спроектированы в Австралии, чтобы отразить истинные требования рынка
- Наружный диаметр труб не соответствует допускам машина должна повторно скруглить его для сварки. Из-за этого наши основные зажимы тяжелее, и да, это стоит нам денег.
- Электропроводка выполнена согласно требованиям IEC, чего нет у недорогих экземпляров. Удачи, если кого-то ударит током, используя один из них.
- Гидравлика Worldpoly рассчитана на основе реальных, а не теоретических данных. Большинство клиентов сваривают 12-метровые, а не 6-метровые трубы, как в Европе, и у реальных подрядчиков за пределами Европы свои методы, поэтому наша гидравлика обеспечивает необходимую мощность. И да, вы платите за это.
- Наше европейское оборудование и станки для мастерских производятся в Китае в соответствии с нашими специфическими требованиями. Мы занимаемся этим уже 20 лет, и у нас неплохо получается, но мы должны продолжать, потому что вы не будете платить за то, чтобы мы производили их в Австралии. Факты есть факты. Этот производственный центр производит продукцию исключительно для Worldpoly, полностью интегрирован с нашим Австралийским конструкторским центром и производит лучшее оборудование для стыковой сварки из Китая. Машины PolyForce на 100% произведены в Австралии.
- «Соответствие назначению» — это закон Австралии, и все наши машины для стыковой сварки соответствуют этому основному требованию, независимо от того, где мы их поставляем. Это очень старомодное отношение, это то, чем мы являемся.
- История Worldpolys началась с производства полипропиленовых труб в 1959 году и была частью их использования более чем в 100 странах, поэтому, пожалуйста, задавайте любые вопросы, от самых простых до анализа материалов и испытаний. Где бы вы ни находились при использовании труб из ПНД, у нас обязательно будет мнение.
 Удачи, если кого-то ударит током, используя один из них.
Удачи, если кого-то ударит током, используя один из них. Это очень старомодное отношение, это то, чем мы являемся.
Это очень старомодное отношение, это то, чем мы являемся.Машины североамериканского типа
Машины североамериканского типа имеют все компоненты на борту, а гусеничные версии имеют собственный источник питания.
Машины «европейского типа» на сегодняшний день являются самыми популярными во всем мире из-за их значительно более низкой цены. При сравнении доллара к доллару это выглядит несложно, но расположение объекта, затраты на оплату труда и доступность, требования к скорости и точности, местные соображения по охране здоровья и безопасности напоминают мне то, что мне сказали несколько десятилетий назад: «знак доллара — последний». элементов уравнения стоимости, иначе Mercedes Benz не существовало бы». Вы можете купить у нас машину для сварки труб диаметром 630 мм/24 дюйма за 18 000 австралийских долларов / 15 000 долларов США (Worldpoly630) или за 400 000 австралийских долларов / 300 000 долларов США вы получите PolyForce630i Tracked с полным набором опций.
элементов уравнения стоимости, иначе Mercedes Benz не существовало бы». Вы можете купить у нас машину для сварки труб диаметром 630 мм/24 дюйма за 18 000 австралийских долларов / 15 000 долларов США (Worldpoly630) или за 400 000 австралийских долларов / 300 000 долларов США вы получите PolyForce630i Tracked с полным набором опций.
Гусеничные машины PolyForce компании Worldpolys полностью спроектированы, спроектированы и изготовлены в Австралии в соответствии с нашими особо строгими требованиями по охране труда и технике безопасности, трудной окружающей средой и климатом, а также требованиями клиентов, проводящих сварку в сложных условиях.
Наличие запчастей всегда было проблемой для импортных машин, поэтому PolyForce использует только компоненты местного производства. Все, что вам нужно, мы можем взять либо у незавершенного производства, либо у нашего обычного поставщика, и вы будете работать как можно скорее, поэтому нет необходимости тратить 400 000 долларов, чтобы поддерживать работу еще одного. Если вы находитесь в Северной Америке, наши поставщики Rexroth, Danfoss, Yanmar, MecAlte и т. д. имеют обширную страховку на вашем пути, поэтому мы были более чем рады выполнить любую гарантийную работу с ними и вашим любимым специалистом по гидравлике или электрике.
Если вы находитесь в Северной Америке, наши поставщики Rexroth, Danfoss, Yanmar, MecAlte и т. д. имеют обширную страховку на вашем пути, поэтому мы были более чем рады выполнить любую гарантийную работу с ними и вашим любимым специалистом по гидравлике или электрике.
Некоторые особенности наших гусеничных машин PolyForce:
- Все машины PolyForce на 100% спроектированы, спроектированы и изготовлены в Австралии с более чем 60-летним опытом.
- PolyForce630i на гусеничном ходу поставляется в собранном виде, без каких-либо дополнительных приспособлений. Все диаметры вкладышей, регистрация данных, траншейный комплект, без сюрпризов.
- Обеспечивает полную сварку PLC с автоматическим временем, температурой и давлением, полуавтоматическую и ручную сварку.
- Простое, интуитивно понятное управление без использования переменных оператора.
- Позволяет выполнять сварку между зажимами 2 и 3 и 3 и 4 для коротких фитингов, сборок и т. д.
- Автоматическое переключение после нагрева происходит в течение 6 секунд, что постоянно снижает то, что считается существенной причиной долговременного разрушения сварного шва.
- Все диаметры футеровки входят в комплект поставки оригинальной машины.
- Регистрация данных в соответствии с ASTM F3124-15 включена бесплатно.
- Оборудование для будущего удаленного подключения было включено для будущего обновления программного обеспечения.

- PolyForce1000e обеспечивает сварку до 1000 мм / 36 дюймов DIPS с более высоким уровнем контроля оператора.
- Гусеничные двигатели невероятно мощные.
- Трубные хомуты всех диаметров, регистрация данных и траншейный комплект включены.
- Ширина разрешена для транспортировки без снятия сварочной тележки, и ее можно загнать прямо в транспортный контейнер.
- Открытие/закрытие/блокировка основных зажимов без помощи рук.
- Сверхпрочный дизайн и конструкция.
- Более высокий уровень обслуживания клиентов.
Стыковая сварка и стыковая сварка — взаимозаменяемые термины, используемые для описания процесса соединения труб и фитингов из полиэтилена высокой плотности. Сварка встык или сплавление — это термин, обычно используемый в странах, использующих имперские единицы измерения, таких как Соединенные Штаты. С другой стороны, стыковая сварка используется в местах, где принята метрическая система. Эти термины не следует путать с электроплавкой, которая представляет собой совершенно другой метод соединения термопластичных материалов с использованием электрического тока.
Сварка встык или сплавление — это термин, обычно используемый в странах, использующих имперские единицы измерения, таких как Соединенные Штаты. С другой стороны, стыковая сварка используется в местах, где принята метрическая система. Эти термины не следует путать с электроплавкой, которая представляет собой совершенно другой метод соединения термопластичных материалов с использованием электрического тока.
Трубопроводные системы из полиэтилена высокой плотности обеспечивают исключительное обслуживание, а газовые и водопроводные системы, установленные в таких странах, как Великобритания, рассчитаны на более чем 100 лет эксплуатации. Конечно, установка должна быть выполнена правильно, но поскольку труба является пластичным материалом, она вряд ли выйдет из строя, когда рядом будут проводиться земляные работы, расширение или ремонт, или произойдет другое значительное движение грунта. То же самое не относится к жестким трубным системам, отличным примером которых было землетрясение в Кобе (Япония) 19 баллов.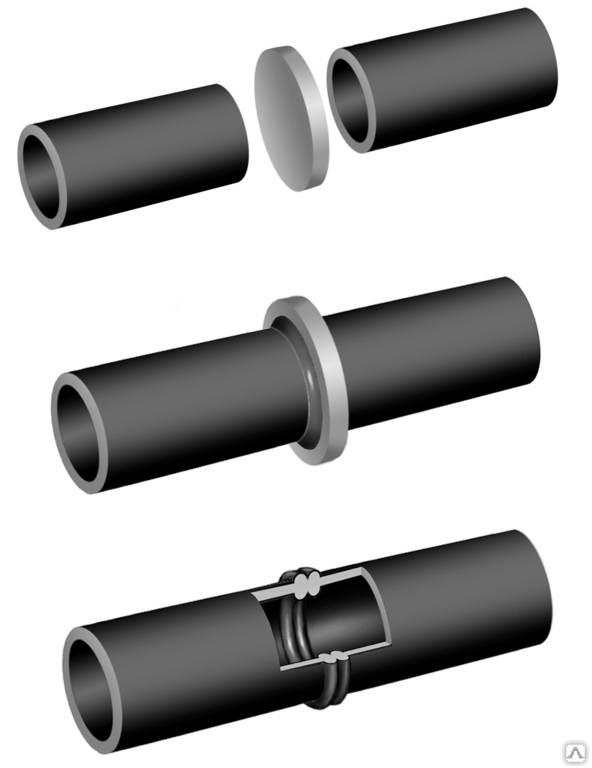 95, а совсем недавно Веллингтон (Новая Зеландия).
95, а совсем недавно Веллингтон (Новая Зеландия).
В прошлом системы сварных труб из ПЭВП были прерогативой городских газовых компаний и горнодобывающей промышленности, где высокая сравнительная стоимость компенсировалась другими важными факторами в их уравнении стоимости. За последние 15 лет значительное увеличение объема производимого сырья значительно снизило сравнительную стоимость труб, а технология сварки резко улучшилась, а это означает, что сегодня трубы из ПЭВП являются основным продуктом для водоснабжения, добычи полезных ископаемых, газа, канализации и промышленное применение от Норвегии до Боливии, от Германии до Чада.
Совет эксперта по сварке полипластиковых труб
По словам отраслевого эксперта и инструктора Polysmart Даррена Пойнтона, при правильной сварке и соединении полиэтиленовые трубы представляют собой наиболее герметичную трубопроводную систему на рынке.
Даррен основал свою компанию по сварке труб 26 лет назад и последние 10 лет передает свои экспертные знания следующему поколению сварщиков посредством обучения сварке полиэтиленовых труб.
На протяжении всей своей карьеры Даррен видел последствия неудачных сварных швов — серьезный ущерб инфраструктуре, финансовый и личный ущерб, проблемы со здоровьем населения — и всеми силами старается предотвратить подобные инциденты любой ценой.
Чтобы гарантировать качество и успех вашей следующей сварки, прочтите его рекомендации по сварке полиэтиленовых труб.
Понимание различных методов сварки полиэтиленовых трубПолиэтиленовые трубы можно сваривать с помощью сварки встык или электромуфтовой сварки.
Стыковая сварка полипропиленовых труб расплавляет и сплавляет настоящую трубу без использования наполнителя или растворителя, что делает соединение полностью однородным.
При электромуфтовой сварке фитинг с вживленными металлическими витками надевается на концы двух труб, которые необходимо соединить, и через витки пропускают ток. При нагревании змеевиков небольшое количество трубы и фитинга расплавляется, а при затвердевании образуется соединение.
Даррен говорит, что в большинстве случаев лучше всего использовать стыковую сварку, а не электромуфтовую сварку.
«Когда это применимо, я советую использовать стыковую сварку в каждом случае, поскольку она демонстрирует меньшую вероятность отказа из-за неправильной практики», — сказал он.
«При стыковой сварке также не нужно столько отдельных предметов, так как сварщики сами приезжают со всем необходимым, кроме, может быть, трубных стоек.
«Вы должны использовать электромуфтовую сварку только тогда, когда вы физически не можете использовать аппарат для стыковой сварки, например, между двумя фиксированными точками, в стесненных условиях или при выполнении работ на подвесных трубах.
«Кроме того, для электромуфтовой сварки требуется несколько специализированных вспомогательных инструментов, а также аппарат для электромуфтовой сварки».
Экструзионная сварка и сварка горячим воздухом также являются методами соединения полиэтиленовых труб, но редко используются для соединения труб, работающих под давлением, таких как водопроводные или газовые магистрали.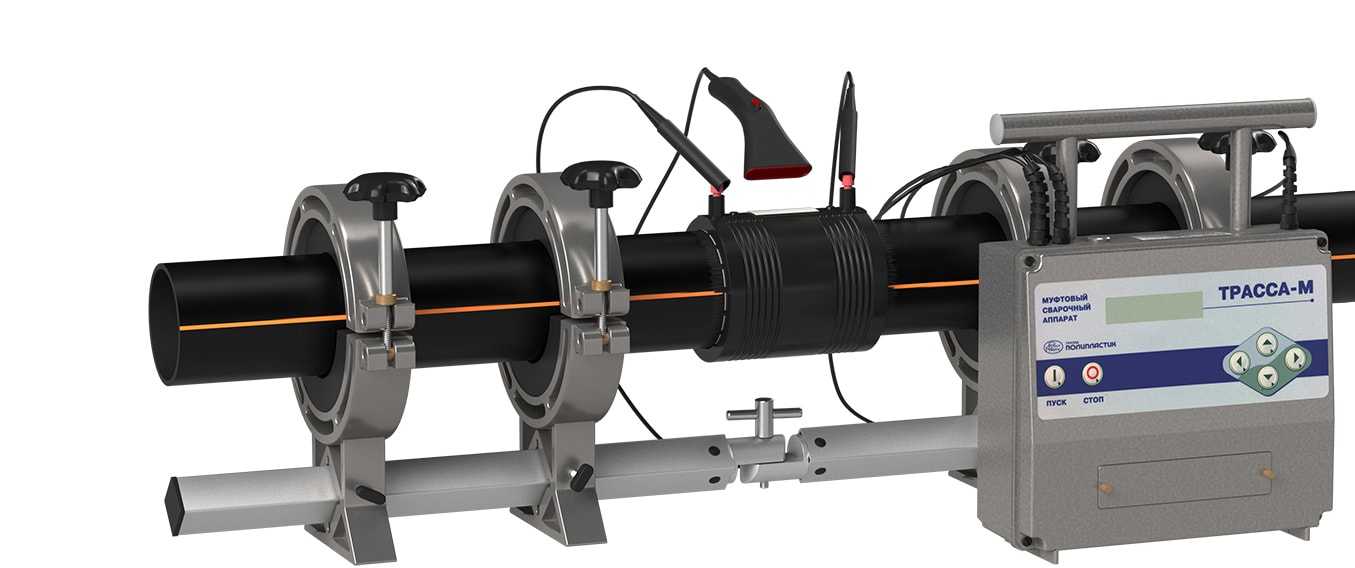
1. Убедитесь, что используются правильные параметры — убедитесь, что ваши трубы соединяются в нужное время и с правильным давлением, чтобы обеспечить успешную сварку. Несоблюдение процедур и параметров является наиболее распространенной ошибкой при стыковой сварке.
2. Убедитесь, что ваше оборудование находится в хорошем состоянии – дефектное или нестандартное оборудование может повлиять на качество вашего сварного шва.
3. Убедитесь, что труба хорошо выровнена. – когда ваши трубы помещаются в машину для стыковой сварки, убедитесь, что они правильно зажаты и выровнены относительно друг друга.
4. Убедитесь, что концы труб очищены и правильно отшлифованы. – Остатки или неровности на концах труб повлияют на качество сварного шва.
5. Используйте аккредитованный персонал – любой, кто занимается стыковой сваркой труб, должен пройти аккредитованный учебный курс по сварке полипропиленовых труб.
1. Труба должна быть очищена – нечистая труба, обычно вызванная остатками масла или грязью, является наиболее вероятной причиной отказа при электромуфтовой сварке и приведет к загрязненный шов.
2. Отслаивание должно быть выполнено правильно, сняв не менее 0,2 мм с поверхности – без правильной и аккуратной зачистки будут возникать дефекты сварного шва.
3. Трубы должны быть полностью вставлены в фитинги – если труба не будет полностью вставлена в фитинги, произойдет обратный поток расплава.
4. Необходимо использовать инструменты для выравнивания и закругления – после того, как труба полностью вставлена в фитинг, вы должны убедиться, что она правильно выровнена и закруглена.
5. Используйте аккредитованный персонал – каждый, кто занимается электромуфтовой сваркой труб, должен пройти аккредитованный учебный курс по сварке полипропиленовых труб.
Хотя никому не нравится бумажная работа, Даррен говорит, что это может спасти вас в долгосрочной перспективе, если вам понадобится восстановить неудавшийся сварной шов.
«Электроплавкая и стыковая сварка — чрезвычайно эффективный и надежный способ соединения полипропиленовых труб», — сказал он.
«Однако внимание к деталям и ведение записей чрезвычайно важны, поэтому я настоятельно рекомендую вести подробную запись данных о каждом сварном шве.
«За последние 15 лет мне прислали много неудачных сварных швов для оценки, но ни по одному из них не было предоставлено протоколов сварки».
Регистр для Advanced Piping Systems Обучение сварке полиэтиленаAdvanced Piping Systems рекомендует проводить сварку полиэтилена обученным и аккредитованным персоналом.
Мы предлагаем учебные курсы, чтобы улучшить ваши знания и получить национальную аккредитацию в области стыковой и электромуфтовой сварки полиэтиленовых трубопроводов.
Эти курсы регулярно проводятся в нашем учебном центре в Аделаиде или могут проводиться в любом подходящем месте. Узнайте сегодня о следующем доступном курсе.
Влияние скорости нагружения и толщины стенки трубы на прочность и ударную вязкость сварных и несварных полиэтиленовых труб | J. Технология сосудов под давлением.
Пропустить пункт назначения навигации
Научная статья
Тарек М.А.А. Э.Л.Багорий,
Хоссам Э. М. Саллам,
Махер Ю. А. Юнан
Информация об авторе и статье
электронная почта: [email protected]
электронная почта: [email protected]
электронная почта: myyounan@aucegypt.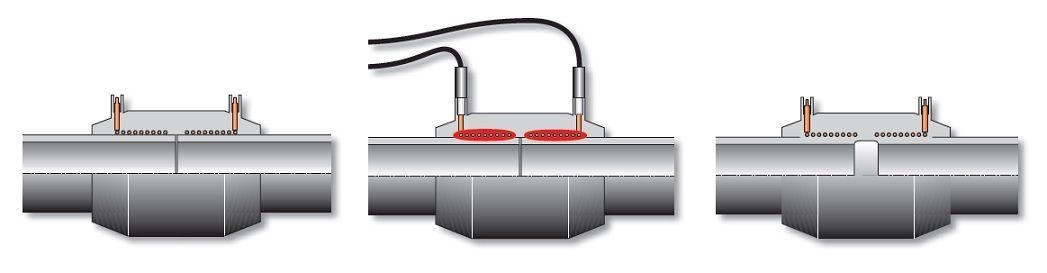 edu
edu
J. Технология сосудов под давлением . Февраль 2021 г., 143(1): 011505 (14 страниц)
Номер статьи: ПВТ-19-1234 https://doi.org/10.1115/1.4047444
Опубликовано в Интернете: 11 августа 2020 г.
История статьи
Получено:
9 ноября 2019 г.
Пересмотрено:
14 мая 2020 г.
Опубликовано:
11 августа 2020 г. Просмотры
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- MailTo
- Твиттер
Иконка Цитировать Цитировать
Разрешения
Citation
Э. Л.-Багори, Т.М.А.А., Саллам, Х.Е.М., и Юнан, М.Ю.А. (11 августа 2020 г.). «Влияние скорости нагружения и толщины стенки трубы на прочность и ударную вязкость сварных и несварных полиэтиленовых труб». КАК Я. J. Технология сосудов под давлением . февраль 2021 г.; 143(1): 011505. https://doi.org/10.1115/1.4047444
Л.-Багори, Т.М.А.А., Саллам, Х.Е.М., и Юнан, М.Ю.А. (11 августа 2020 г.). «Влияние скорости нагружения и толщины стенки трубы на прочность и ударную вязкость сварных и несварных полиэтиленовых труб». КАК Я. J. Технология сосудов под давлением . февраль 2021 г.; 143(1): 011505. https://doi.org/10.1115/1.4047444
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
Расширенный поиск
Abstract
Основной целью данной статьи является описание механического поведения сварных и несварных труб из полиэтилена высокой плотности (ПЭВП), чтобы предоставить проектировщику надежные расчетные данные, необходимые для практического применения. Поэтому необходимо изучить влияние скорости деформации и конфигурации образцов на механическое поведение сварных и несварных труб из ПЭНД. Испытания на растяжение проводят на образцах, продольно вырезанных из трубы толщиной (10 и 30 мм), при различных скоростях траверсы (5–500 мм/мин) и различной расчетной длине (20, 25 и 50 мм) для исследования механических свойств. свойства сварных и несварных образцов. Все тесты проводятся при комнатной температуре (T a = 23 °C). Сварка встык, BF, метод сварки используется для соединения различных частей труб из полиэтилена высокой плотности. Настоящие результаты показали, что механические характеристики сварных образцов ниже, чем у несварных образцов. В случае образцов для испытаний, взятых из несваренной трубы, результаты механических характеристик показали, что явление образования шейки перед разрушением возникает в разных местах вдоль калибровочного сечения. С другой стороны, разрушение сварных образцов происходит практически по зоне сплавления.
Поэтому необходимо изучить влияние скорости деформации и конфигурации образцов на механическое поведение сварных и несварных труб из ПЭНД. Испытания на растяжение проводят на образцах, продольно вырезанных из трубы толщиной (10 и 30 мм), при различных скоростях траверсы (5–500 мм/мин) и различной расчетной длине (20, 25 и 50 мм) для исследования механических свойств. свойства сварных и несварных образцов. Все тесты проводятся при комнатной температуре (T a = 23 °C). Сварка встык, BF, метод сварки используется для соединения различных частей труб из полиэтилена высокой плотности. Настоящие результаты показали, что механические характеристики сварных образцов ниже, чем у несварных образцов. В случае образцов для испытаний, взятых из несваренной трубы, результаты механических характеристик показали, что явление образования шейки перед разрушением возникает в разных местах вдоль калибровочного сечения. С другой стороны, разрушение сварных образцов происходит практически по зоне сплавления. Установлено, что скорость траверсы и конфигурация образцов оказывают существенное влияние на механическое поведение как сварных, так и несварных образцов.
Установлено, что скорость траверсы и конфигурация образцов оказывают существенное влияние на механическое поведение как сварных, так и несварных образцов.
Раздел выдачи:
Материалы и изготовление
Ключевые слова:
стыковая сварка плавлением (BF), полиэтилен высокой плотности (HDPE), механическое поведение, образец конфигурации, скорость загрузки, сварной и несварной образец
Темы:
Датчики, Механические свойства, трубы, Кривые напряжение-деформация, Сварка, Предел текучести, Плотность, Отказ, Температура, механическое поведение, полиэтиленовые трубы, Толщина стенки
Ссылки
1.
Дасари
,
А.
, а также
Мисра
,
Р.Д.К.
,
2003
, “
О чувствительности полиэтилена высокой плотности и полипропилена к скорости деформации
»,
Матер. науч. англ. А
,
358
(
1–2
), стр.
356
–
371
.10.1016/S0921-5093(03)00330-7
2.
Эль-Багори, Т. М. А., 2010 г., «Анализ отказов полимерных труб при изгибе, 2010 г., . диссертация, инженерный факультет Маттария, Хелуанский университет, Каир, Египет.
3.
Чанг
,
тел. ч.
ч.
, а также
тэн
,
Т. Л.
,
2004
, “
Расчетно-экспериментальные исследования остаточных напряжений стыковых сварных соединений
”,
Вычисл. Матер. науч.
,
29
(
4
), pp.
511
–
522
.10.1016/j.commatsci.2003.12.005
4.
Popelar
,
К. Ф.
,
1989
, “
Характеристика механических свойств полиэтиленовых материалов для газовых труб
», магистр наук. Тезис,
Тезис,
Высшая школа Университета штата Огайо
, Колумбус, Огайо.
5.
Греко
,
Р.
,
Муччариелло
,
Г.
,
Рагоста
,
Г.
, а также
Мартушелли
,
Д.
,
1980
, “
Свойства смесей полиэтилена и пропилена — Часть 1: Термическое набухание и механические характеристики экструдированных неориентированных образцов
”,
J. Mater. науч.
,
15
(
4
), стр.
845
—
853
.10.1007/BF00552093
6.
Tang
,
6.
Tang
,
.М.
,
Греко
,
Р.
,
Рагоста
,
Г.
, а также
Чиммино
,
С.
,
1983
, “
Свойства смесей полиэтилена и пропилена. Часть 3: Механическая характеристика ультравытянутых волокон
”,
J. Mater. науч.
,
18
(
4
), стр.
1031
—
1038
.10.1007/BF00551971
7.
Dusunceli
,
№
, а также
Колак
,
О. У.
,
2008
, “
Влияние производственных технологий на вязкоупругие и вязкопластические свойства полиэтилена высокой плотности (ПЭВП)
»,
Матер. Дес.
,
29
(
6
), pp.
1117
–
1124
.10.1016/j.matdes.2007.06.003
8.
Barber
,
стр.
, а также
Аткинсон
,
Дж. Р.
,
1974
, “
Использование испытаний на растяжение для определения оптимальных условий для стыковой сварки плавлением некоторых марок полиэтилена, полибутена-1 и полипропиленовых труб
»,
J. Mater. науч.
,
9
(
), стр.
1456
—
1466
.10.1007/BF00552931
9.
Tariq, F., F., F.An, naz, naz, n…, n. naz, n. naz, n. naz, n. naz, n. naz, n. naz, n. naz, n. naz, n. naz. и Белох, Р. А., 2012 г., «Анализ разрушения стыкового сварного соединения из полиэтилена высокой плотности»
J. Failure Anal. Пред.
Failure Anal. Пред.
, 12 , стр. 168–180.10.1007/s11668-011-9536-y
10.
Нисимура
,
Г.
, а также
Нарисава
,
И.
,
1991
, “
Оценка ударных свойств труб из полиэтилена средней плотности, соединенных встык сплавлением для газораспределения
»,
Полимер
,
32
(
12
), стр.
2199
–
2204
.10.1016/0032-3861(91)-L
11.
Декурси
,
Д. Р.
Р.
, а также
Аткинсон
,
Дж. Р.
,
1977
, “
Использование испытаний на растяжение для определения оптимальных условий стыковой сварки полиэтиленовых труб с различным индексом текучести расплава
»,
J. Mater. науч.
,
12
(
8
), стр.
1535
—
1551
.10.1007/BF00542804
12.
Wilson
,
К. А.
,
1995
, “
Проверка качества стыковой сварки плавлением в водопроводных трубах большого диаметра из ПЭ100
»,
Proceedings of the Ninth International Conference on Plastic Pipes
, Эдинбург, Великобритания, 18–21 сентября, стр.
168
–
180
.
13.
Чен
,
Г.
,
Скавуццо
,
Р. Дж.
, а также
Шриватсан
,
Т. С.
,
1997
, “
Влияние соединения на растяжение полиэтиленовой трубы высокой плотности
»,
Дж. Матер. науч.
,
16
, стр.
897
—
898
.10.1023/A: 1018579
514.
Chen
,
Г.
,
Скавуццо
,
Р. Дж.
, а также
Шриватсан
,
Т. С.
,
1997
, “
Влияние соединения на усталость и поведение при разрушении полиэтиленовой трубы высокой плотности
»,
J. Mater. науч. Выполнять.
,
6
(
4
), pp.
473
–
480
.10.1007/s11665-997-0119-8
15.
Daigle
,
Л.
,
Чжао
,
Дж.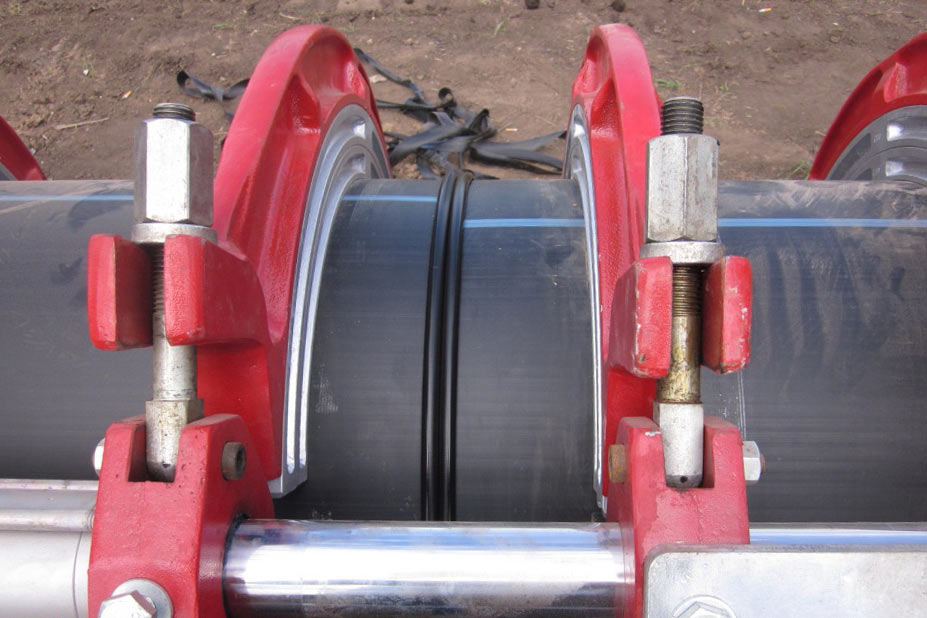 К.
К.
, а также
Больё
,
Д.
,
2003
, “
Инновационный подход к проверке качества сварных соединений
»,
Пласт.
,
32
(
8–9
), pp.
385
–
395
.10.1179/146580103225004153
16.
Zhao
,
Дж. К.
,
Дайгле
,
Л.
, а также
Больё
,
Д.
,
2002
, “
Влияние загрязнения шва на качество стыковых соединений труб из полиэтилена высокой плотности (ПЭВП)
”,
Can.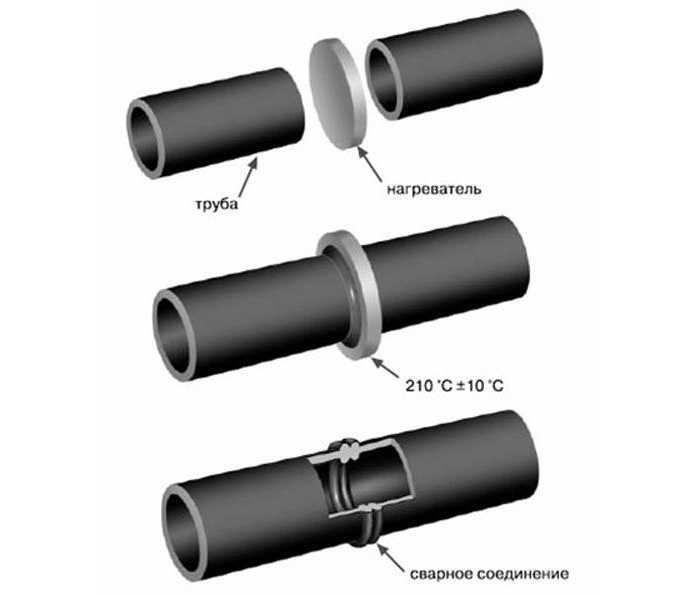 Дж. Гражданский. англ.
Дж. Гражданский. англ.
,
29
(
5
), с.0002 17.
Лесковиц
,
К.
,
Коллар
,
М.
, а также
Барчи
,
стр.
,
2006
, “
Исследование структуры и механических свойств сварных соединений полиэтиленовых труб
»,
Матер. науч. англ. А
,
419
(
1–2
), стр.
138
—
143
. 10.1016/j.msea.2005.12.019
10.1016/j.msea.2005.12.019
18.
El-Bagory
,
Т. М. А. А.
,
Алканхал
,
Т. А. Р.
, а также
Юнан
,
М.Ю.А.
,
2015
, “
Влияние геометрии образца на прогнозируемое механическое поведение материала полиэтиленовой трубы
»,
ASME J. Технология сосудов под давлением.
,
137
(
6
), с.
061202
.10.1115/1.4029795
19.
Эль-Багори
,
Т. М. А. А.
А. А.
,
Саллам
,
Е.М.
, а также
Юнан
,
М.Ю.А.
,
2014
, “
Влияние скорости деформации, толщины, сварки на кривую J-R для полиэтиленовых трубных материалов
”,
Теор. заявл. Фракт. мех.
,
74
, стр.
164
—
180
.10.1016/j.tafmec.2014.09.008
20.
El-Bagory
,
Т. М. А. А.
,
Саллам
,
Е.П.М.
,
Юнан
,
М. Ю.А.
Ю.А.
, а также
Абдель-Латиф
,
Л. А.
,
2014
, “
Определение предельных нагрузок и характеристика материалов изгибов полиэтиленовых труб с трещинами под углом
»,
ASME J. Сосуды под давлением Technol.
,
136
(
4
), с.
041203
.10.1115/1.4026330
21.
Эль-Багори
,
Т. М. А. А.
,
Саллам
,
Е.М.
, а также
Юнан
,
М. Ю.А.
Ю.А.
,
2015
, “
Оценка характеристик сопротивления разрушению материалов полиэтиленовых труб
»,
ASME J. Технология сосудов под давлением.
,
137
(
6
), с.
061402
.10.1115/1.4029925
22.
ЭЛЬ-Багоры
,
Т. М.
,
Юнан
,
М. А.
,
Саллам
,
Е.М.
, а также
Абдель-Латиф
,
Л. А.
,
2013
, “
Пластическая нагрузка на отводы полиэтиленовых труб с предварительным растрескиванием под действием изгибающего момента в плоскости
”,
ASME J. Сосуд под давлением Technol.
Сосуд под давлением Technol.
,
135
(
6
), с.
061203
.10.1115/1.4024658
23.
ЭЛЬ-Багори
,
Юнан
,
М. А.
, а также
Аларифи
,
И. М.
,
2018
, “
Анализ сбоев испытаний на растяжение кольцевого обруча (RHTT) в различных условиях загрузки
, ”
ASME
Документ № PVP 2018-84198.10.1115/PVP 2018-84198
24.
ASTM
6,
24.
6,
24.
9016,
4. 24.
9016,
24.
9
,
24.
.
2016
, “
Стандартный метод испытаний для определения размеров термопластичных труб и фитингов
, Ежегодный сборник стандартов ASTM, Часть 08.04, Пластиковые трубы и строительные изделия, ASTM International, West Conshohocken, PA, Стандарт №
D2122-2016
.10.1520/D2122-16
25.
Потенте
,
Г.
, а также
Таппе
,
стр.
,
1984
, “
Инструмент с подогревом – Стыковая сварка полиэтиленовых труб – Параметры сварки и методика испытаний
”,
Материал. Дес.
Дес.
,
5
(
6
), стр.
273
—
280
.10.1016/0261-3069 (85)
-8
26.
969
555950101101010101011011010101101101010101010110111010111110111112-8 9000 26.9969.
В.К.
,
1998
, “
Эксперименты по сварке горячим инструментом трех разнородных термопластов
»,
Полимер
,
39
(
12
), pp.
2469
–
2477
. 10.1016/S0032-3861(97)00569-7
10.1016/S0032-3861(97)00569-7
27.
DVS,
2015
, “
Сварка термопластов — сварка труб, компонентов трубопроводов и листов из полиэтилена нагретым инструментом
», DVS, Немецкий институт стандартизации (Deutsches Institut für Normung) (DIN), Дюссельдорф, Германия, №
DVS 2207-1:2015
.https://infostore.saiglobal.com/en-us/Standards/DVS-2207-1-2015-4_SAIG_DVS_DVS_1102248/
28.
ASTM,
2016
, “
Стандартные технические условия на полиэтиленовые (PE) пластиковые фитинги для стыковой сварки для полиэтиленовых (PE) пластиковых труб и трубок
, Ежегодный сборник стандартов ASTM, часть 08.04, Пластиковые трубы и строительные изделия, ASTM International, West Conshohocken, PA, Стандарт №
D3261
. 10.1520/D3261-16
10.1520/D3261-16
29.
ASTM
, 2019, «
Стандартная практика сварки полиэтиленовых труб и фитингов
, Ежегодный сборник стандартов ASTM, Часть 08.04, Пластиковые трубы и строительные изделия, ASTM International, West Conshohocken, PA, Стандарт №
F2620-13
. 10.1520/F2620-13
30.
Британский стандарт,
2011
, “
Methods of Testing Plastics
», Британский институт стандартов, Лондон, Великобритания, стандарт №
BS 2782–0
. 31.
ASTM
,
2014
, «
Стандартный метод испытаний свойств пластмасс на растяжение (метрическая система)
, Ежегодный сборник стандартов ASTM, часть 08. 01, Общий метод испытаний пластмасс, ASTM International, Западный Коншохокен, Пенсильвания, Стандарт №
01, Общий метод испытаний пластмасс, ASTM International, Западный Коншохокен, Пенсильвания, Стандарт №
D638
, стр.
59
—
67
.10.1520/D0638-14
32.
DIN,
1981
, «
Испытание пластмасс – Испытание на растяжение
»,
DIN, Немецкий институт стандартизации (Deutsches Institut für Normung) (DIN), Дюссельдорф, Германия, стандарт №
DIN 53455
, стр.
5 19
–
7
.https://infostore.saiglobal.com/en-us/Standards/DIN-53455-1981-408268_SAIG_DIN_DIN_924702/
33.
Арридж
,
Р.Г.К.
,
1975
,
Механика полимеров
,
Кларендон Пресс
,
Лондон
.
34.
Че
,
М.
,
Грелльманн
,
Ш.
, а также
Зайдлер
,
С.
,
1997
, “
Характеристики трещиностойкости поливинилхлорида
»,
J. Appl. Полим. науч.
,
64
(
6
), стр.
1079
—
1090
.10.1002/(SICI) 1097-4628 (19970509) 64: 64999:: AID-AID-Aid- .CO;2-I
В настоящее время у вас нет доступа к этому контенту.
$25,00
Покупка
Товар добавлен в корзину.
 Проверить
Продолжить просмотр Закрыть модальный режим
Проверить
Продолжить просмотр Закрыть модальный режим Elixon 7 — Курсы по электромуфтовой и стыковой сварке
СОТОВАЯ СВАРКА ПОЛИЭТИЛЕНОВЫХ ПЛАСТИКОВЫХ ТРУБ
ПОЛИЭТИЛЕНОВЫЕ ТРУБЫ, СВАРНЫЕ ЭЛЕКТРОСВАРКОЙ
КУРСЫ | ОБНОВЛЕНИЕ | ЛОС
PMBWELD301
ПОЛИЭТИЛЕНОВЫЕ ПЛАСТИКОВЫЕ ТРУБЫ С СОСТКОВОЙ СВАРКОЙ
Развитие теоретических и технических знаний по сварке полиэтиленовых труб с использованием методов и оборудования для стыковой сварки. Предназначен для подготовки стажеров к сварке в полевых и заводских условиях.
PMBWELD302
ЭЛЕКТРОСВАРКА ПОЛИЭТИЛЕНОВЫХ ТРУБ
Охватывая навыки и знания, необходимые для сварки полиэтиленовых (ПЭ) пластиковых труб с использованием электромуфтового оборудования и фитингов, слушатели проходят предложенный курс с практическим практическим опытом, демонстрируя компетентность в полевых условиях и в заводских условиях.
Продемонстрированные навыки
— Рассчитайте соответствующие параметры сварки
— Настройка оборудования
— Выполните сварку Weld
— Оцените суставы против спецификаций
— Поддерживайте сварочное оборудование
. Продемонстрированные навыки
— Понимание и аллегические параметры сварочных
Настройка электромуфтового оборудования
– Выполнение электромуфтовой сварки
– Оценка соединений в соответствии со спецификациями
– Решение проблем в зоне ответственности
ВОЗДЕЙСТВИЕ
Вы будете обучены выполнять стыковую сварку с использованием высоких и низких параметров силы в заводских условиях. Понимая расчеты, вы настроите сварочное оборудование и рабочее место. Выполняя несколько сварных швов с использованием труб разных размеров, вы будете контролировать основные ключевые переменные: температуру, давление, соосность.
ВОЗДЕЙСТВИЕ
Определив параметры сварки, вы пройдете обучение по настройке оборудования для электромуфтовой сварки и подготовке фитингов EF. Вы будете выполнять этапы нагрева, сварки и охлаждения, используя соответствующие параметры для каждого соединения, используя различные электросварные фитинги.
Вы будете выполнять этапы нагрева, сварки и охлаждения, используя соответствующие параметры для каждого соединения, используя различные электросварные фитинги.
КУРС ПОСТАВКИ
Теория покрытия и практическая сварка электромуфтовых пар на полиэтиленовых трубах.
Очное обучение с практическими и теоретическими компонентами, охватывающее параметры высоких и низких усилий в компании или на месте*
Этот курс обеспечивает универсальность применения, предоставляя слушателям возможность освоить методы электромуфтовой и стыковой сварки.
Наше обучение, проведенное
Что касается опыта в области сварки и изготовления термопластов, Ян Дэвис делится своим более чем двадцатилетним опытом. Работая в тесном контакте со стажерами, Ян фокусируется на эффективном проведении очного обучения, вовлекая студентов в обсуждение и позволяя студентам усовершенствовать методы сварки на практике. Ян делится национальным и международным опытом в области производства пластмасс и трубопроводов и уже более десяти лет предоставляет свои знания в области обучения.
ОТ 420 долларов США*
Предлагая широкий выбор курсов, адаптированных к индивидуальным уровням, наши обучающие семинары и модули оценки оцениваются как;
ПОВЫШЕНИЕ КВАЛИФИКАЦИИ: 1 день
ОБУЧЕНИЕ СТЫКОВОЙ СВАРКЕ – 1 день
ЭЛЕКТРОСПЛАВКА – 1 день
КОМБИНИРОВАННЫЙ – 2 дня
Семинар и дистанционное обучение
Наши учебные пакеты направлены на проведение соответствующего обучения опытных и неопытных операторов.
Курсы варьируются от 1 до 3 дней в зависимости от демонстрации теоретических и технических знаний в
полисварочное поле.
Мы можем организовать обучение на месте на национальном уровне.
Пожалуйста, свяжитесь с нами, чтобы обсудить цены и наличие на месте.
Выберите учебный курс
Примечание: продолжительность каждого курса может варьироваться в зависимости от продемонстрированных теоретических и технических знаний
Нажмите ЗАБРОНИРОВАТЬ, чтобы просмотреть запланированные учебные занятия для каждого курса!
Курс повышения квалификации
$ 420
На человека
1 день
Лицом к лицу
Теория
Практичный
ЗАБРОНИРОВАТЬ
Курс стыковой сварки
$ 585
На человека
1.
5 ДеньЛицом к лицу
Национальное признание
Оценка теории
Практическая оценка
 5 День
5 ДеньЗАБРОНИРОВАТЬ
Курс электромуфтовой сварки
$ 585
На человека
1 день
Лицом к лицу
Национальное признание
Оценка теории
Практическая оценка
ЗАБРОНИРОВАТЬ СЕЙЧАС
Комбинированный курс
$ 795
На человека
2-3-дневный курс
Лицом к лицу
Национальное признание
Электро и батт фьюжн
Оценка теории
Практическая оценка
Забронировать
Популярно
Свяжитесь с нами
Оставьте нам сообщение
Имя
Эл.