Технология магнитопорошкового контроля деталей железнодорожного транспорта. — Промприлад
Технология магнитопорошкового контроля деталей железнодорожного транспорта.
Инженер НПФ «ПРОМПРЫЛАД» Е.В. Дубовой.
Магнитопорошковый контроль нашел широкое применение в авиации, химическом машиностроении, при контроле крупногабаритных конструкций , магистральных трубопроводов, судостроении, автомобильной и во многих других отраслях промышленности, но особенно широко и повсеместно он применяется на железнодорожном транспорте. Магнитопорошковый метод контроля имеет высокую производительность, наглядность результатов контроля и высокую чувствительность. При правильной технологии контроля деталей этим методом обнаруживаются трещины усталости и другие дефекты в начальной стадии их появления. Так при использовании магнитной суспензии с черным порошком надежно выявляются поверхностные микротрещины размером: шириной раскрытия от 0,001 мм и более, глубиной 0,01-0,03 мм и более.
Суть метода такова: магнитный поток в бездефектной части изделия не меняет своего направления; если же на пути его встречаются участки с пониженной магнитной проницаемостью, например дефекты в виде разрыва сплошности металла (трещины, неметаллические включения и т.д.), то часть силовых линий магнитного поля выходит из детали наружу и входит в нее обратно, при этом возникают местные магнитные полюсы (N и S) и, как следствие, магнитное поле над дефектом. Так как магнитное поле над дефектом неоднородно, то на магнитные частицы, попавшие в это поле, действует сила, стремящаяся затянуть частицы в место наибольшей концентрации магнитных силовых линий, то есть к дефекту. Частицы в области поля дефекта намагничиваются и притягиваются друг к другу как магнитные диполи под действием силы так, что образуют цепочные структуры, ориентированные по магнитным силовым линиям поля.
В зависимости от магнитных свойств материала, формы и размеров контролируемой детали, наличия на ней немагнитного покрытия применяют два способа контроля:
- Контроль на остаточной намагниченности
- Контроль в приложенном поле.


Как уже отмечалось, магнитопорошковый метод широко применяется при контроле деталей подвижного состава, тяговоподвижного состава и моторовагонного подвижного состава железных дорог Украины. Для многих деталей магнитопорошковый метод контроля является фактически единственно возможным. В тоже время парк приборов и установок магнитопорошкового контроля в депо и вагонноремонтных заводах в большенстве своем как технологически, так и морально устарел.
Отвечая потребностям рынка, ООО «Промприлад» начала уделять особое внимание разработкам и производству оборудования для магнитопорошкового контроля.
Обладая значительным научным потенциалом, талантливыми конструкторами и солидными производственными возможностями, ООО «Промприлад» обеспечивает своих заказчиков оборудованием с уникальными техническими характеристиками при высоком качестве и доступных ценах.
Одной из таких разработок компании является изготовленная и поставленная по заказу ОАО «Интерпайп «Нижнеднепровский трубопрокатный завод» «Установка колес железнодорожного транспорта – УМПК-1». ОАО «Интерпайп «Нижнеднепровский трубопрокатный завод» (НТЗ,г. Днепропетровск, Украина) – это один из 3-х действующих в СНГ производителей более 240 типоразмеров колес и бандажей для железнодорожного транспорта, которые поставляются железным дорогам в более чем 60 стран мира.
ОАО «Интерпайп «Нижнеднепровский трубопрокатный завод» (НТЗ,г. Днепропетровск, Украина) – это один из 3-х действующих в СНГ производителей более 240 типоразмеров колес и бандажей для железнодорожного транспорта, которые поставляются железным дорогам в более чем 60 стран мира.
Установка отвечает требованиям таких нормативных документов на магнитопорошковый контроль, как ГОСТ 21105, PrEN 13262, ISO 6933, ААR M107, DIN EN ISO-9934-1,2,3. Условный уровень чувствительности магнитопорошкового контроля установки «В» по ГОСТ 21105. Система реализует полуавтоматический магнито-люминисцентный контроль ж/д колес 55 типоразмеров диаметром от 650 мм до 1300 мм со скоростью контроля до 40 колес в час.
Структурно система «УМПК-1» состоит из таких основных частей, связанных единой системой управления:
- механической части;
- аппаратно-вычислительного комплекса, который в свою очередь состоит из:
- пультов операторов;
- аппаратно-вычислительного блока;

Основные технические характеристики установки:
- обеспечивается реализация методов магнитопорошкового контроля колеса в соответствии с:
- ГОСТ 21105 «Контроль неразрушающий. Магнитопорошковый метод»;
- ISO 6933;
- PrEN 13262;
- DIN EN ISO – 9934 – 1,2,3;
- AAR M 107.
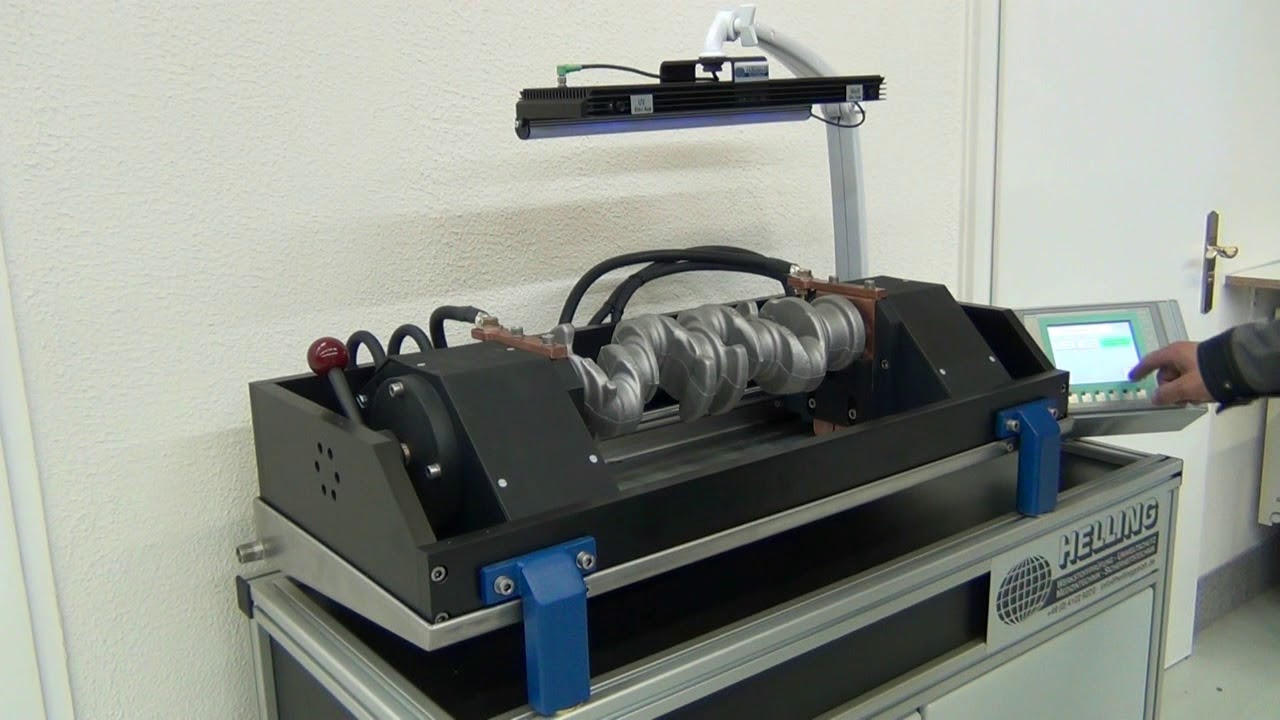
Еще одной крупной разработкой компании является магнитопорошковый дефектоскоп МД-83 ПК ІІ У (см.
Рис.5. Магнитопорошковый дефектоскоп МД-83 ПК ІІ У
Основные технические характеристики дефектоскопа:
- Максимальное значение импульсного тока составляет:
- в медном стержне, не менее 10000 А;
- в контролируемой детале, не менее 1500 А;
- при пропускании тока по медному стержню, не менее 1,3 Тл;
- при пропускании тока по пружине, не менее 1,3 Тл.
-services/tuv-rheinland-magnetic-particle-inspection-mpi-services_core_4_3.jpg)
Дефектоскоп успешно работает на заводе ОАО «Донецкгормаш» (г. Донецк, Украина) входящего в состав ЗАО НПК «Горные машины» – объединения крупных машиностроительных предприятий-изготовителей угольного и горнорудного оборудования.
Также ООО «Промприлад» выпускает целый ряд универсальных портативных ручных магнитопорошковых дефектоскопов, таких как электромагнит МД-01ПК (магнитные клещи), МД-4К, МД-4КМ, УниМАГ-01. Эти дефектоскопы могут быть использованы для контроля надрессорных балок и боковых рам тележек вагонов, сварных соединений и т.п.
Ручное намагничивающее устройство (магнитные клещи) МД-01 ПК III У предназначено для выявления поверхностных и подповерхностных дефектов типа нарушения сплошности металла магнитопорошковым методом на локальных участках крупногабаритных изделий путем создания приложенного переменного или постоянного магнитного поля. Блок намагничивающий представляет собой электромагнит с регулируемыми полюсами, позволяющими создавать постоянное и переменное магнитное поле на поверхностях любых ферромагнитных материалов, а также производить размагничивание контролируемых деталей.
Блок намагничивающий представляет собой электромагнит с регулируемыми полюсами, позволяющими создавать постоянное и переменное магнитное поле на поверхностях любых ферромагнитных материалов, а также производить размагничивание контролируемых деталей.
Рис.6. Дефектоскоп магнитопорошковый МД-01ПК (магнитные клещи)
Магнитопроводы выполнены из магнитомягкого материала, поверхность магнитопроводов защищена от коррозии гальваническим покрытием. Дефектоскоп может применяться для контроля качества промышленной продукции при ее изготовлении и эксплуатации в различных отраслях промышленности. Дефектоскоп изготавливается в двух исполнениях: 1) питание дефектоскопа от сети 220В; 2) питание дефектоскопа от аккумулятора 12В.
Основные технические характеристики дефектоскопа:
- Тип дефектоскопа…………переносной;
- Размер контролируемого при дефектации участка на поверхности изделия…………0 – 320 мм;
- Максимальный рабочий ток…………5(3*) А;
- Рабочее напряжение…………230(12*) В;
- Частота…………50 – 60 Гц;
- Габаритные размеры…………185х175х65 мм;
- Диапазон рабочих температур…………минус 40 °С до плюс 50 °С;
- Масса дефектоскопа в комплекте, не более…………5 кг.

*Магнитный дефектоскоп работающий от аккумулятора 12 В.
Дефектоскоп МД-4К (на постоянных магнитах) предназначен для контроля локальных участков крупногабаритных ферромагнитных деталей магнитопорошковым методом. В качестве намагничивающих элементов использованы постоянные магниты, поэтому дефектоскопу не требуется электропитание, что позволяет использовать его в полевых условиях во взрыпо- и пожароопасных средах, строительных площадках.
Рис.9. Дефектоскоп МД-4К
Основные технические характеристики:
- Тип дефектоскопа…………………………переносной
- Блоки намагничивающие комплектуются круглыми (МД4-4К)………постоянными магнитами
- Средний размер контролируемого при дефектации участка на поверхности детали ….120 мм
- Максимальная напряженность поля у полюсов блоков намагничивания, не менее..1100 А/см.
- Усилие отрыва блоков намагничивания от ферромагнитной поверхности составляет……35-40 кгс.

Для удобства работы был выпущен усовершенствованный дефектоскоп МД-4КМ, оснащенный набором полюсных наконечников и тросовой перемычкой, которые позволяют качественно проконтролировать детали разнообразной формы и облегчить работу дефектоскописта.
Рис.10. Дефектоскоп МД-4КМ
Одна из последних разработок компании, ультра легкое намагничивающее устройство на постоянных магнитах УниМАГ-1, предназначено для намагничивания участков сварных соединений и поверхностей изделий из ферромагнитных материалов приложенным магнитным полем при обнаружении поверхностных и подповерхностных дефектов в процессе проведения неразрушающего контроля магнитопорошковым методом.
Намагничивающее устройство может эксплуатироваться в цеховых, лабораторных, полевых условиях, на высотных объектах и в условиях, где энергоснабжение затруднено или недопустимо по правилам техники безопасности, при температуре окружающей среды от минус 30оС до плюс 50оС и относительной влажности до 95% при температуре 35оС.
Рис.11. Дефектоскоп УниМАГ-01
Основные технические характеристики:
- Тип дефектоскопа…………………переносной;
- Блоки намагничивания комплектуются постоянными магнитами из сплава Fe-Nd-B
- Средний размер контролируемого при дефектации участка на поверхности детали……200 мм
- При номинальном расстоянии между полюсами 200 мм обеспечивается напряженность магнитного поля не менее………… 20 А/см
- Максимальная напряженность поля у полюсов блоков нвмагничивания, не менее…2400 А/см
- Габаритные размеры дефектоскопа:
- цилиндрические пластмассовые корпуса O 35 мм и длиной 120 мм,
- гибкий магнитопровод длиной 400 мм,
- Масса устройства — 0,8 кг.
Наша компания предлагает потребителям большой выбор аксесуаров для магнитопорошкового контроля, таких как:
- Сухие магнитные порошки и порошки для приготовления магнитных суспензий: ПжВ5-71, а также вдущих зарубежных производителей таких как Ely Chemical и д. р.;
- Готовые к применению суспензии в аэрозолях;
- Средства для качественного распыления магнитных суспензий;
- Миллитесламетры;
- И многое другое.
 р.;
р.;НПФ «ПРОМПРЫЛАД» разрабатывает и производит как универсальные, так и специализированные магнитопорошковые комплексы. Если перед Вами стоит задача неразрушающего контроля поверхности изделий, наши специалисты разработают и предложат то, что требуется именно в Вашем конкретном случае.
ЛИТЕРАТУРА
- ГОСТ 21105-87 «Контроль неразрушающий. Магнитопорошковый метод».
- ЦВ – 0052 «Інструкція з неруйнівного контролю деталей та вузлів вагонів магнітопорошковим, вихрострумовим та ферозондовим методами та з випробування на розтягнення».
- РД–13–03–2006 . Методические рекомендации а порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах.
- ASTM E-1444: Standard Practice for Magnetic Particle Examination.
- Шелихов Г.С. Магнитопорошковая дефектоскопия деталей и узлов: практическое пособие. М.: НТЦ «Эксперт, 1995».

Universal 120 SW — Универсальные стационарные системы — Магнитопорошковая дефектоскопия — НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ — Оборудование и комплектующего для неразрушающий контроля, физико-механических испытаний, пробоподготовки, спектрального анализа 8 (495) 134-69-69
Две независимые катушки намагничивания с раздельным управлением позволяют воспользоваться комбинациями следующих методов намагничивания:
1. Поперечное намагничивание совместно с методом осевых токов или встроенным проводником (используется внутренний проводник)
2. Метод индукции совместно со встроенным проводником
Реализуемые схемы намагничивания:
циркулярное намагничивание продольное намагничивание
1, 4 – электроконтакты 1, 4 – катушки электромагнита
2 – линии магнитного поля 2 – линии магнитного поля
3 – деталь 3 – деталь
5 – трансформатор
Конструкция дефектоскопа позволяет также использовать комбинируемую схемунамагничивания.
Размагничивание детали после контроля может проводится как в ручном так и вавтоматическом режиме
Использование стенда Universal SW гарантирует безопасность в работе и постоянное качество:
• Непрерывное управление током намагничивания
• Управление параметрами электрического тока для обеих схем намагничивания
• Электронное размагничивание для обеих схем намагничивания
• Возможность работы в автоматическом режиме по заданной последовательности
• Методы намагничивания: циркулярный, с помощью катушки, индукционный, продольный, комбинированный
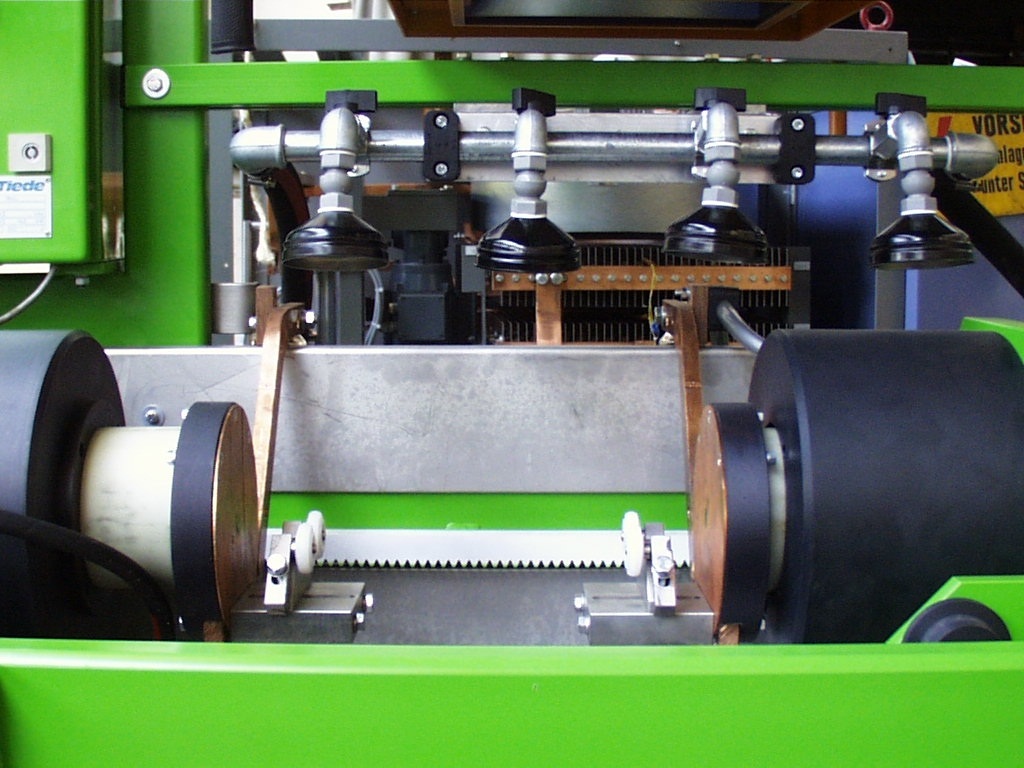
Технологический процесс
Объект контроля устанавливается на V-образные зажимы, предварительно подведя заднюю бабку на требуемое расстояние. Оператор, используя встроенную контрольную панель в блок управления, выставляет значение циркуляционного и протольного тока намагничивания, а так же время полива и время намагнивания
Опреация выполняется однократно для одного типа детали. Опреатор нажимает кнопку начала контроля, после чего через деталь пропускается электрический ток и происходит перемещение катушки от начала до конца детали, одновременно с перемещение катушки производится полив детали. Далее оператор разжимает деталь и проверяет деталь на наличие дефектов. Процедура размагничивания детали производится сразу после формирования рисунка детали по требования ГОСТа или нормативных документов.
Далее оператор разжимает деталь и проверяет деталь на наличие дефектов. Процедура размагничивания детали производится сразу после формирования рисунка детали по требования ГОСТа или нормативных документов.
Общая информация о ТБ
Магнитные поля
Магнитные поля высокой напряженности могут вызвать нарушения здоровья или отрицательно сказаться на активных имплантах. Всегда соблюдайте правила предотвращения несчастных случаев на месте эксплуатации системы. В процессе намагничивание соблюдайте безопасную дистанцию.
УФ-лампы, класс излучения 2
УФ-излучение может повреждать кожу и глаза. Никогда не смотрите на УФ-лампу. Избегайте контакта с кожей. Убедитесь что в опасной зоне находится только подготовленный персонал. Используйте лампы сподогнанным правильно закрепленным фильтром. При необходимости носите защитные приспособления для кожи и глаз.
Тяжелые детали
Тяжелые детали могут повредить руки. При загрузке/ выгрузке не засовывайте руки между деталью и частями системы. Носите защитные перчатки.
При загрузке/ выгрузке не засовывайте руки между деталью и частями системы. Носите защитные перчатки.
Опасность пожара
Масла реагентов легко воспламенимы! Используйте только невоспламеняемые реагенты с точкой воспламенения выше 100 °C. Оборудуйте рабочее место огнетушителем. Содержите намагничивающие контакты в чистоте
Соблюдайте инструкцию изготовителя реагента. В процессе намагничивания электрокардиостимуляторы и другие активные импланты такие как инсулиновые насосы могут отказать. Следующие категории лиц должны находиться на расстоянии не менее 5 м от местанамагничивания в любое время:
− Носители активных или намагничиваемых имплантов.
− Беременные женщины
− Дети до 16 лет
Указанная безопасная дистанция основана на предельных значениях, указанных в Немецких правилах по предотвращению несчастных случаев BGV B11, выпущенных в июне 2001 попредельному нахождению в изменяющихся полях (ICNIRP), версия 1998.
Данной системе присвоена категория 1 в соответствии с BGV 11.
При работе с системой соблюдайте следующие безопасные дистанции. Персонал без активных имплантов: s=500 ммПерсонал с активными имплантами (напр. Водители ритма): s=5000 мм
На расстоянии удаления от системы менее безопасной дистанции можно находиться только оченьнебольшое время. Оператор системы должен определить, задокументировать и промаркировать зоны с повышенным полем.
Он должен убедиться что:
• Только специально подготовленный и допущенный персоналнаходится в зоне с повышенным полем
• Время нахождения в таких зонах не превышено
• Используются средства защиты.
Важно: Магнитное поле проникает сквозь стены!
Работая в зонах с повышенной интенсивностью строго соблюдайте требования BGV 11.
Описание элементов системы
1.Пылезащищенный блок управления со встроенной контрольной панелью
Позволяет производить основные опрации при работе на установке
Контрольная панель содержит все необходимые элементы управления установкой:
− цифровой амперметра
− кнопка питания
− контролеры
− кнопка выбора режима намагничивания: обычный/автоматически
Основными функцими которые позволет осуществлять блок управления являются:
− зажим детали
− разжим детали
− намагчивание
− размагничивание
− перемежение катушки в 2 стороны
2. Освещение места контроля
Освещение места контроля
На системе возможна установка мобильных осветителей по требованию заказчика. Установка и монатж включаются в стоимость.
Освещение рабочего места зависит от нескольких параметров:
• типа детали,
• поверхности детали,
• реагента
• освещенности рабочего места в целом.
Избегайте слепящего света и отражений от блестящих поверхностей на рабочем месте или неправильного расположения источников освещения
При использовании реагентов без флуоресцирующих примесей необходимо обеспечить освещенность рабочего места не менее 500 Люкс.
3. Контейнер для рецеркуляии суспензии
Контейнер из нержавеющей стали
— Насос с крышкой легко снимаются
— Шланг для ручного распыления суспензии
— Емкость 40 л- Электропитание 3х400 В
— Мощность: 25л/мин при высоте 8 м
Система оснащена контейнером из нержавеющей стали, который обеспечивает циркуляцию суспензии. Сначала суспензия заливается в бак, затем поступает в систему ручного и автомтического полива. После проведения контроля суспензия собирается в ванной и стекает обратно в бак. Таким образом происходит процесс циркуляции суспензии. Процентное содержание магнитных частиц в суспензии оценивается в начале смены с помощью ASTM колбы или аналога.
Сначала суспензия заливается в бак, затем поступает в систему ручного и автомтического полива. После проведения контроля суспензия собирается в ванной и стекает обратно в бак. Таким образом происходит процесс циркуляции суспензии. Процентное содержание магнитных частиц в суспензии оценивается в начале смены с помощью ASTM колбы или аналога.
4.Подсистема реагента
Подсистема реагента состоит из:
• Бак для реагента
• Соединители между баком и намагничивателем
• Шланг для питания распылителя
Реагент циркулирует в замкнутой цепи из поддона через фильтр обратно в бак.
[1] Поток реагента к намагничивателю
[2] Заливочная горловина с крышкой
[3] Бак для реагента
[4] Насос для реагента
[5] Фильтр
[6] Возврат реагента от намагничивателя
5.Суспензия
Система позволяет использовать 2 типа носителя: масло и вода. Заказчиком определяется тип магнитного порошка и основа, далее система запускается в производтсва и осуществить смену основы суспензии будет проблематичным, и только тех специалистами нашей компании. Система позволяет использовать порошок как и производства компании Tiede, так и Российского производства.
Система позволяет использовать порошок как и производства компании Tiede, так и Российского производства.
6.Проверка концентрации реагента
С течением времени качество магнитного порошка падает. Чем более старый порошок используется для контроля, тем хуже результат. Срок годности порошка и жидкостей зависит отусловий эксплуатации. Регулярно проверяйте качество реагента и заменяйте его по мере необходимости. В системах, где поддерживается циркуляция суспензии, метод тестирования качества суспензии с применением колбы ASTM не применим. Частички загрязнений в реагенте могут повлиять на результат. Оптимальная индикативная характеристика реагента зависит от его концентрации. Концентрация должна соответствовать инструкциям завода-изготовителя.
Проверяйте концентрацию после:
• Замены реагента
• После длительных перерывов в работе.
7.Требования к условиям окружающей среды
|
Рабочая температура |
5 … 45 ° C |
|
Температура хранения |
5 … 55 ° C |
|
Рабочая влажность |
макс. |
|
Влажность при хранении |
макс. 90% относительной влажности, без конденсата |
 90% относительной влажности, без конденсата
90% относительной влажности, без конденсата8.Излучение
|
Электромагнитное излучение |
В соответствии с директивами и стандартами EMC для промышленных зон. |
|
Уровень шума |
Уровень шума на рабочем месте в при нормальном функционировании: 75 dB (A). Измерено по DIN EN ISO 3744 Class 2 Декларация DIN 45 649 Part 1 |
9. Схема управления системой
Система управляется одним человеком. Основное рабочее место при нормальном функционировании – передмашиной при дневном свете.
10 .Требования для проведения намагничивания
— Деталь закреплена.
— Управление включено.
— Цепь намагничивания запитана.
— Интенсивность намагничивания (намагничивающий ток) установлен на уровень не менее10% от максимума.
11.Процесс намагничивания в автоматическом режиме
Как только деталь закреплена для намагничивания, система зажимает ее между двумя валами шпинделей. Через валы и деталь устанавливается электрическая цепь, что создает условия для намагничивания методом пропуская тока по оси.
Процесс намагничивания состоит из двух фаз:
• Нанесение реагента и намагничивание (время нанесения)
• Намагничивание после нанесения (время намагничивания после обработки реагентом)
Намагничивания считается законченным, когда проходит время намагничивания после обработки реагентом. В случае наличия дефектов в детали магнитный порошок собирается в этих дефектах, делая их хорошо видимыми.
12.Процесс размагничивания в автоматическом режиме
После намагничивания намагничивающий ток регулируется в соответствии с е-функцией,переходя через 0. Посредством этого происходит размагничивание.
Посредством этого происходит размагничивание.
13.Нанесение реагента с помощью ручного шланга
Вы можете нанести реагент с помощью ручного шланга [1] на деталь [3]. С помощью запорногокрана [2] на рабочем месте Вы можете:
− прекратить подачу реагента в шланг
− настроить скорость подачи реагента.
13. Цепь реагента
[1] Бак с реагентом
[2] Насос
[3] Запорный кран на баке
[4] Клапан с соленоидом
[5] Кран на рабочей станции (опция)
[6] Распыляющие головки ручного шланга
[7] Коллектор реагента
[8] Сток (обратный поток в бак с фильтром)
Если система не используется более часа, но все еще эксплуатируется, необходимо держать насос реагента включенным в режиме циркуляции (например, через открытый клапан ручного шланга чтобы обеспечить замкнутую циркуляцию реагента через коллектор), чтобы обеспечить охлаждение реагента. В противном случае качество реагента упадет и входящее в его состав масло может даже воспламениться
Масла, входящие в состав реагента легко воспламенимы. Опасность возникновения пожара. Используйте только специально отобранные масла с точной воспламенения выше 100 °C. При использовании реагентов содержащих масло рабочее место должно быть оборудовано огнетушителем. Следуйте инструкциям по эксплуатации производителей жидкостей.
Опасность возникновения пожара. Используйте только специально отобранные масла с точной воспламенения выше 100 °C. При использовании реагентов содержащих масло рабочее место должно быть оборудовано огнетушителем. Следуйте инструкциям по эксплуатации производителей жидкостей.
14.Элементы управления на консоли управления
[2] Элементы управления цепью намагничивания 1 (кольцевое намагничивание). Опция при разделенных патронах
[3] Элементы управления цепью намагничивания 1 (продольное намагничивание)
[4] Рукоятка включения автоматического режима (Automatic) (режим функционирования)
[5] Включение режима размагничивания (Demagnetising)
[6] Потенциометр для времени распыления (spray time)
[7] Включение импульсного режима (Pulse) (опция)
[8] Выключатель пневмоцилиндра (Pneumatic Cylinder) для захвата направом патроне (опция)
[9] Кнопка с контрольным индикатором Контроль потока и сброс (Current flowcontrol and Reset)
[10] Кнопка размагничивания (Demagnetization) (ручной режим)
[11] Включение режима постоянного распыления (Permanent Spraying)вкл/выкл
[15] Кнопка с контрольным индикатором Управление включено (Control on)(опция)
[16] Контрольный индикатор начального положения (Homeposition)
[17] Кнопка Управление выключено (Control off) (опция)
15. Управляющие элементы цепей намагничивания
Управляющие элементы цепей намагничивания
[1] Цифровое табло тока намагничивания/проникновения намагничивания
[2] Выключатель цепи намагничивания вкл/выкл
[3] Потенциометр Интенсивность
[4] Потенциометр времени намагничивания после распыления
Цифровое табло тока намагничивания/проникновения намагничивания
Функция с потоком тока (кольцевое намагничивание)
Отображает эффективное действующее значение тока намагничивания.
Измеряется в A или kA. Функция с потоком поля (продольное намагничивание)
Отображает эффективное проникновение как произведение эффективного тока намагничивания и количества витков намагничивающей катушки. Измеряется в А*Вт или kА*Вт.
NDT Russia — Cредства визуального контроля, оптические методы и приборы контроля
Оптический метод контроля называют по-разному. Его могут именовать визуальным или визуально-оптическим. Собой он представляет способ анализа, во время которого прибегают к оптическим приспособлениям. Методика базируется на способности света отражаться от изучаемого объекта, в результате чего можно анализировать полученные сведения.
Методика базируется на способности света отражаться от изучаемого объекта, в результате чего можно анализировать полученные сведения.
Для такого НК применяются приспособления, за счет которых оператор видит четкую картину анализируемой детали. Сам принцип способа построен на том, чтобы структура обследуемого предмета не была нарушена.
Главными видами ВК считаются:
- Наружное наблюдение. Оно дает возможность найти наглядный дефект, который находится на поверхности предмета.
- Перископический. Здесь потребуется задействование специализированной техники для анализа узких полостей, которые вытянуты в прямой траектории.
- Эндоскопический. Тут тоже нужно специальное оборудование. Способ актуален при контролировании полостей вытянутого типа с изогнутыми формами.
В каких случаях требуется оптический метод контроля:
-
Когда нужно найти крупные недочеты, располагаемые прямо на поверхности изучаемой детали или конструкции (сюда можно отнести трещины, расслоения, заусенцы, открытые раковины и поры).
- При анализе деталей, которые можно осмотреть напрямую или для работы с мелкими трещинами. В последнем случае потребуется магнитопорошковая, цветная или люминесцентная дефектоскопия или же РК.
- При изучении трещин крупного размера, образований течи, загрязнений, наличия посторонних предметов в закрытой конструкции.
- При анализе характеристик и вида недочетов, которые были выявлены другими способами НК.
- Проверки сварных швов и поиска недостатков (свищи, поры, инородные включения, прожоги, западания и т.д.).

Оптические приборы контроля классифицируются на три типа:
-
Лупы, микроскопы. Они необходимы для контролирования деталей, которые располагаются на расстоянии от глаз оператора, не превышающем 250 мм. Существуют разные виды моделей оборудования, в зависимости от их характеристик (увеличительной способности и так далее). Устройства данного типа могут найти трещины, коррозийные поражения на поверхности, поры с надирами, выявить недочеты в лакокрасочных или полимерных слоях. Лупы с микроскопами могут заметить изменения термического характера, трещины усталости или же появившиеся в результате сколок, рисок и заусенцев.
- Видеоэндоскопы, эндоскопы и бороскоры. Такие средства визуального контроля востребованы при изучении скрытых повреждений, недочетов, располагающихся в труднодоступных местах. Видеоэндоскоп часто используется для диагностических работ с узлами транспортных средств без их предварительной дефектовки, во время изучения трубопроводной системы, станков и разного рода сосудов.
-
Цитоскопы. Такие средства визуального контроля внешне представляют собой тонкую трубку, оснащенную оптикой. Благодаря своему устройству, в котором положение объектива меняется вместе с направлением осмотра, может анализировать состояние полостей с диаметров свыше 8 мм, при глубине до 200 мм. Увеличение производится в диапазоне 1,1-1,8х.
 Устройства данного типа могут найти трещины, коррозийные поражения на поверхности, поры с надирами, выявить недочеты в лакокрасочных или полимерных слоях. Лупы с микроскопами могут заметить изменения термического характера, трещины усталости или же появившиеся в результате сколок, рисок и заусенцев.
Устройства данного типа могут найти трещины, коррозийные поражения на поверхности, поры с надирами, выявить недочеты в лакокрасочных или полимерных слоях. Лупы с микроскопами могут заметить изменения термического характера, трещины усталости или же появившиеся в результате сколок, рисок и заусенцев. Увеличение производится в диапазоне 1,1-1,8х.
Увеличение производится в диапазоне 1,1-1,8х.Оптический метод контроля
Использование оптического неразрушающего контроля распространено в разных промышленных сферах. Данный факт обусловлен широкими возможностями методики наряду с простотой исполнения. Чаще всего за услугами обращаются при необходимости проверить вентиляционные каналы на проходимости, для обследования здания, при анализе состояния сантехники, трубопроводной системы, автомобилей.
На NDT Russia будут представлены оптические приборы контроля, с характеристиками которых смогут ознакомиться все посетители. Посетив международную выставку, на которой соберутся не только отечественные, но и представители других стран, можно единовременно сравнить предложения десятков компаний, заключить взаимовыгодное сотрудничество, получить консультацию по своим вопросам от специалистов, а также приобрести необходимое оборудование для своих целей или заказать услуги по проведению ВЗ у наших гостей.
Неразрушающий контроль
Целью использования неразрушающего контроля компанией АСТ «Сварпром», является надёжное выявление опасных дефектов на строительных и нефтегазодобывающих объектов. Поэтому выбор конкретных методов НК определяется эффективностью обнаружения дефектов согласно требованиям проекта, ГОСТов и др. нормативной документации.Лабораторией неразрушающего контроля АСТ «Сварпром» применяются следующие методы:
1. Визуальный и измерительный метод контроля — который выявляет поверхностные дефекты и соблюдение геометрии сварного шва.
Визуальный и измерительный контроль проводим практически на всех этапах жизненного цикла отдельных деталей, узлов и агрегатов. Выполняется периодический входной контроль материала, подготовки деталей перед сборкой, контроль качества сборки, контроль качества сварных соединений, контроль в процессе эксплуатации с целью выявления изменений формы и обнаружения поверхностных дефектов в основном материале и сварных швах, образовавшихся в процессе работы данного элемента. Основные виды дефектов v трещины всех видов, коррозия, эрозионный износ, деформации, сколы покрытий, отложения сырья на стенках, сужение каналов, повреждения элементов автоматики.
Основные виды дефектов v трещины всех видов, коррозия, эрозионный износ, деформации, сколы покрытий, отложения сырья на стенках, сужение каналов, повреждения элементов автоматики.
Согласно требованиям руководящих документов визуальный и измерительный контроль проводится как с наружной, так и с их внутренней стороны изделий, что значительно осложняется ограниченным доступом во внутренние полости объектов.
В такой ситуации единственное решение — применение промышленных оптических и видео эндоскопических систем.
Более подробно о данном методе неразрушающего контроля >>>>>
4. Капилрный (цветная дефектоскопия) — для поиска поверхностных дефектов.
Капиллярная дефектоскопия – является одним из основных методов неразрушающего контроля и предназначена для обнаружения поверхностных и сквозных дефектов в объектах контроля, определения их расположения, протяженности (для протяженных дефектов типа непроваров, трещин) и их ориентации на поверхности.
Капиллярный метод неразрушающего контроля (ГОСТ 18442-80) основан на капиллярном проникновении внутрь дефекта индикаторных жидкостей, хорошо смачивающих материал объекта – поверхность контроля и последующей регистрации индикаторных следов (благодаря чему так же носит название цветная дефектоскопия).
Более подробно о данном методе неразрушающего контроля >>>>>
6. Магнитопорошковый (магнитный) — для обнаружения скрытых дефектов
Высокая универсальность, чувствительность, относительно низкая трудоемкость контроля и простота.
Магнитный контроль в наши дни применяется почти во всех отраслях тяжелой и легкой
промышленности: нефтехимической отрасли, черной металлургии, машиностроении и
авиационной промышленности, энергетическом и химическом машиностроение (ГРЭС, ТЭЦ, АЭС),
автомобильной промышленности и судостроении, строительстве (трубопроводы,
стальные конструкции, промышленные цистерны).
Более подробно о данном методе неразрушающего контроля >>>>>
Метод магнитопорошкового контроля | Метод влажного магнитопорошкового контроля
ВИДЕО
Магнитопорошковый контроль
Вот отличное видео из Университета прикладных наук Карлсруэ
в Германии, которое ясно объясняет, как работает магнитопорошковый анализ.
Чтобы понять, как работает магнитопорошковый контроль, мы можем использовать пример простого стержневого магнита с южным полюсом на одном конце, где входит магнитная силовая линия, и северным полюсом на другом, где она выходит.Если бы этот стержневой магнит треснул, но не полностью разломился пополам, на краю трещины образовались бы северный и южный полюса, что привело бы к распространению магнитного поля при столкновении с воздушным зазором. Когда магнитное поле распространяется, это называется «полем рассеяния потока». Теперь, если на этот треснувший магнит насыпать частицы железа, они соберутся не только на полюсах с каждого конца, но и на краях трещины. Этот набор магнитных частиц облегчает идентификацию трещины в магните.
Когда магнитное поле распространяется, это называется «полем рассеяния потока». Теперь, если на этот треснувший магнит насыпать частицы железа, они соберутся не только на полюсах с каждого конца, но и на краях трещины. Этот набор магнитных частиц облегчает идентификацию трещины в магните.
В методе магнитопорошкового контроля тот же принцип применяется к деталям из черных металлов. После намагничивания детали ее окунают во влажный раствор флуоресцентной суспензии, содержащий частицы оксида железа. Как и в случае с магнитом, используемым в нашем примере, эти частицы будут скапливаться везде, где возникает поле рассеяния потока, что указывает на наличие дефекта на поверхности или вблизи поверхности детали. Этот набор частиц создает индикацию разрыва, который виден обученному специалисту в ультрафиолетовом (УФ) свете.
Частицы железа скапливаются вокруг поля рассеяния флюса, указывая на наличие дефекта.
MPI использует два разных метода намагничивания, чтобы обеспечить видимость как горизонтальных, так и вертикальных дефектов в детали.
Шаги магнитопорошкового контроля →
На фото: один из трех настольных станков Magnaflux компании «Атрона» (вверху) и часть Металлургической лаборатории (внизу).
Испытательные лаборатории «Атрона» превзойдут ваши ожидания! Являясь независимой испытательной лабораторией, аккредитованной в соответствии со стандартом ISO/IEC 17025, испытательные лаборатории ATRONA проводят влажную магнитопорошковую дефектоскопию в соответствии со стандартом ASTM E1444. Расположенная в Лавс-Парке, штат Иллинойс, недавно расширенная зона MPI компании ATRONA спроектирована для обеспечения оптимального рабочего процесса благодаря трем скамьям Magnaflux, управляемым сертифицированными техническими специалистами, тысячам квадратных футов доступной площади для хранения входящих и исходящих деталей, а также примыкающему причалу на уровне земли. для удобства доступа.Кроме того, как лаборатория с полным спектром услуг, ATRONA имеет в своем штате опытных металлургов, готовых проконсультировать в случае возникновения вопросов. Они также могут провести дополнительное тестирование, если это необходимо, чтобы оценить серьезность или первопричину любых обнаруженных признаков.
Они также могут провести дополнительное тестирование, если это необходимо, чтобы оценить серьезность или первопричину любых обнаруженных признаков.
Магнитопорошковый контроль | Магнафлюкс
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или вашем устройстве, чтобы веб-сайт работал так, как вы ожидаете.Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт использования веб-сайта. Ниже описываются различные типы файлов cookie, которые мы используем, и предоставляется возможность запретить использование некоторых типов файлов cookie. Нажмите на заголовки категорий, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Строго необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции.Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе. Хотя вы можете настроить свой браузер так, чтобы он блокировал эти файлы cookie или уведомлял вас о них, некоторые части веб-сайта не будут работать без них.
Модули:Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, характер кликов и аналогичные показатели.Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация является агрегированной и, следовательно, анонимной. Если вы не разрешите использование этих файлов cookie, мы не будем знать, когда вы посещали наш веб-сайт.
Функциональный
Эти файлы cookie запоминают сделанные вами выборы, такие как страна, из которой вы посещаете веб-сайт, язык и т. д. Они могут помочь предоставить вам опыт, более соответствующий вашему выбору.Они могут быть установлены нами или сторонними поставщиками, услуги которых мы добавили на страницы нашего веб-сайта. Если вы не разрешите использование этих файлов cookie, некоторые функции могут работать не так, как предполагалось.
Модули:Таргетинг/реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов. Они настраиваются через наших рекламных партнеров, которые обобщают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах. Если вы не разрешите эти файлы cookie, вы не увидите нашу целевую рекламу в других местах в Интернете.
Если вы не разрешите эти файлы cookie, вы не увидите нашу целевую рекламу в других местах в Интернете.
Платформа ASP.NET
Стек технологий, необходимый для размещения веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайте, что позволяет нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, сделать его более удобным.
Имя файла cookie:
- _га
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _гид
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часов - НИД
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как предпочтительный язык (например, ваш язык).г. английский), сколько результатов поиска вы хотите отображать на странице (например, 10 или 20), и хотите ли вы, чтобы фильтр безопасного поиска Google был включен.
лет
Срок действия: 2 - _gat_UA-########-#
Используется для регулирования скорости запросов. Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Срок действия: 1 минута - _gac_<идентификатор-свойства>
Содержит информацию о кампании для пользователя.
Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не откажетесь от этого.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP. Другие возможные значения указывают на отказ, запрос в процессе или ошибку при получении идентификатора клиента из службы идентификатора клиента AMP
год
Срок действия: 1
 Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не откажетесь от этого.
Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не откажетесь от этого. Диспетчер согласия титанов
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Уникально идентифицирует пользователя для поддержки исторического отслеживания настроек согласия.
лет
Срок действия: 10 - CookieConsent_
Отражает самые последние настройки согласия для текущего сайта.
лет
Срок действия: 2

Поиск IP
Эти файлы cookie используются Magnaflux для направления пользователей на веб-сайт Magnaflux для их конкретной страны. Это делается автоматически.
ИксПардо
Для наших веб-сайтов, которые содержат веб-формы или отслеживание Pardot, мы собираем информацию о страницах, которые вы посещаете, о том, как долго вы находитесь на сайте, как вы сюда попали и на что вы нажимаете.Pardot помогает Magnaflux обеспечить беспрепятственный пользовательский интерфейс для тех клиентов и пользователей, которые создали у нас учетную запись для получения сообщений электронной почты.
Имя файла cookie:
- идентификатор_посетителя#
Уникально идентифицирует пользователя
лет
Срок действия: 10 - идентификатор_посетителя#-ХЭШ
Уникально идентифицирует пользователя
лет
Срок действия: 10 - pi_opt_in
Флаг согласия на личную информацию
лет
Срок действия: 10 - ИПВ
Неклассифицированный
Срок действия: Сессия - Пардо
Неклассифицированный
Срок действия: Сессия - dtCookie
Неклассифицированный
Срок действия: Сессия
Условия поиска
Для наших веб-сайтов, которые содержат поисковые запросы на сертификацию пакетов переводов, мы устанавливаем файл cookie, в котором сохраняется используемый поисковый запрос.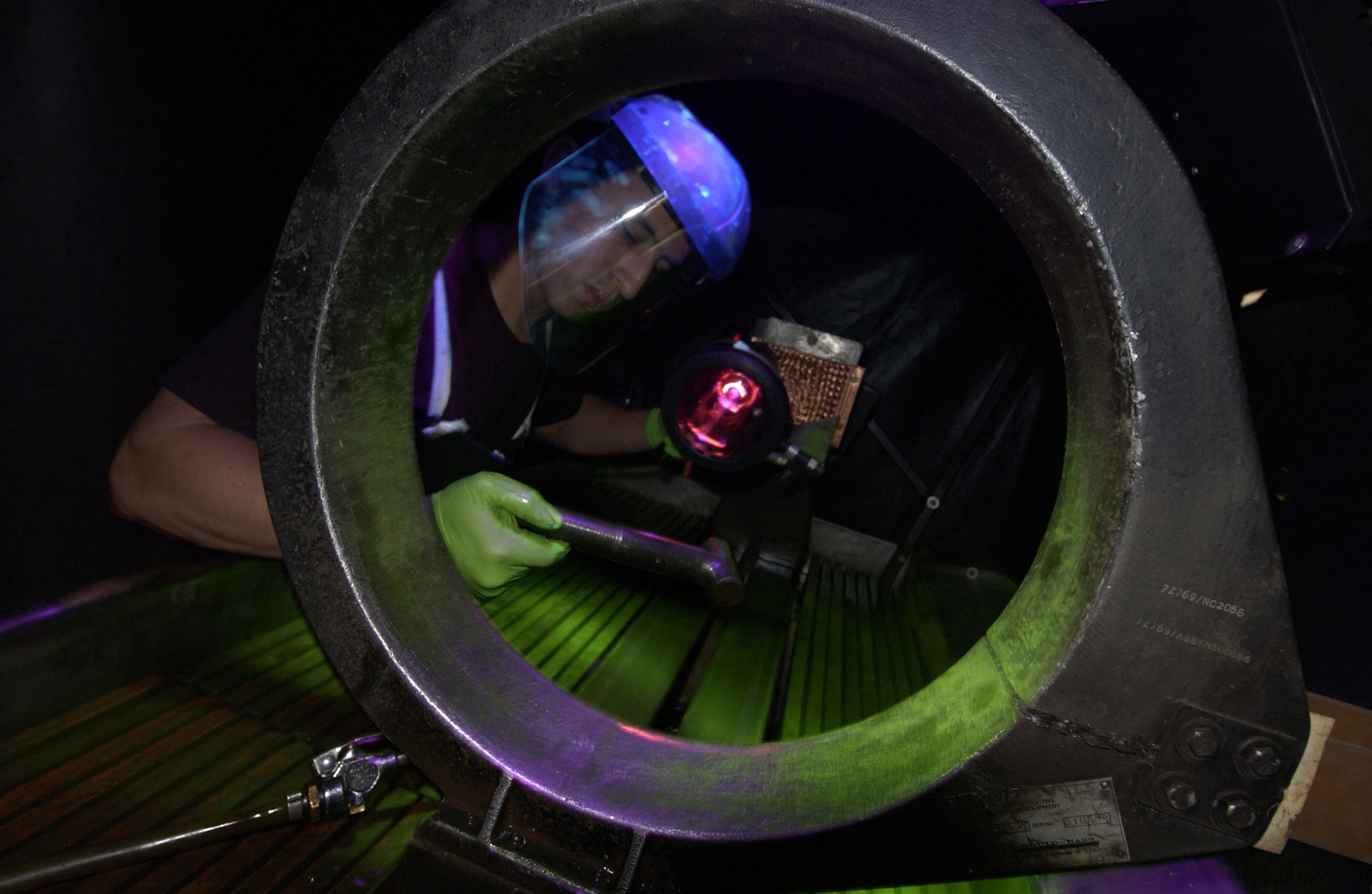
Отслеживание Google AdSense
Google использует файлы cookie, чтобы показывать рекламу на веб-сайтах своих партнеров, таких как веб-сайты, на которых размещена реклама Google или участвующие в рекламных сетях, сертифицированных Google. Когда пользователи посещают веб-сайт партнера Google, в браузере этого конечного пользователя может быть сохранен файл cookie.
Имя файла cookie:
- IDE
Используется Google для регистрации и отчета о действиях пользователя веб-сайта после просмотра или нажатия на одно из объявлений рекламодателя с целью измерения эффективности объявления и представления целевой рекламы пользователю.
Срок действия: 6 месяцев - НИД
Неклассифицированный
Срок действия: 6 месяцев - DSID
Неклассифицированный
Срок действия: Сессия
Отслеживание Google AdSense
Собирает данные для измерения эффективности просмотренных или нажатых объявлений и показывает целевые объявления
Имя файла cookie:
- р/собирать
Неклассифицированный
Срок действия: 6 месяцев - IDE
Используется Google DoubleClick для регистрации и отчета о действиях пользователя веб-сайта после просмотра или нажатия на одно из объявлений рекламодателя с целью измерения эффективности объявления и предоставления пользователю целевой рекламы.
год
Срок действия: 1 - test_cookie
Используется для проверки поддержки файлов cookie браузером пользователя.
Срок действия: Сессия

Аутентификация Titan CMS
Стек технологий, необходимый для размещения веб-сайта
Видео, объясняющие магнитно-порошковый метод неразрушающего контроля
Видео, объясняющее магнитно-порошковый метод неразрушающего контроля | Услуги по неразрушающему контролю HawkEye Здесь собраны видеоролики из Интернета, демонстрирующие несколько методов неразрушающего контроля, предоставляемых службой неразрушающего контроля Hawkeye. Все кредиты принадлежат создателям этих видео, и мы делимся ими как опубликованными ресурсами, а не для получения денежной выгоды и только в образовательных целях .
Все кредиты принадлежат создателям этих видео, и мы делимся ими как опубликованными ресурсами, а не для получения денежной выгоды и только в образовательных целях .Это первое видео демонстрирует процесс измерения толщины металла в УЗК, УЗК, НК.
Видео ниже демонстрирует LP, метод неразрушающего контроля жидкостной пенетрантной жидкостью.
Эти два видеоролика ниже демонстрируют MP, магнитно-порошковый метод неразрушающего контроля.
![]() youtube.com/embed/qpgcD5k1494?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/qpgcD5k1494?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Отчет о контроле магнитных частиц — Заполнение онлайн, для печати, для заполнения, пустой
Комментарии и справка по магнитопорошковому контролю
Видеоинструкции и помощь в заполнении и заполнении акта магнитопорошковой дефектоскопии
Инструкции и справка по форме
отчета об испытаниях с использованием магнитных частиц неразрушающий контроль магнитопорошковая дефектоскопия магнитопорошковая дефектоскопия является отличным методом исследования поверхностных дефектов в ферромагнитных материалах это видео показывает основной принцип и практическую процедуру испытание материала на машине, готовой к использованию, и образец вставляется между двумя полюсов электромагнита затем берет бутыль с суспензией магнитных частиц включает электромагнит педальным переключателем и наносит суспензию магнитных частиц на образец уже при дневном свете темные линии видны на поверхности линии видны сильно лучше в ультрафиолетовом свете и особенно хорошо при затемнении дневного света суспензия содержит пигменты, которые покрывают магнитные частицы и флуоресцируют в ультрафиолетовом свете частицы стекают в областях, свободных от дефектов, и они притягиваются и группируются вблизи дефектов на этой заготовке наблюдается целый ряд трещин основной принцип заключается в намагничивании ферромагнетика ic заготовка параллельна ее поверхности, как показано на разрезе, если заготовка не имеет дефектов, силовые линии магнитного поля проходят внутри заготовки и параллельны ее поверхности в местах магнитной неоднородности, например вблизи трещин, силовые линии локально выходят за пределы поверхность и поле рассеяния возникает теперь, если на поверхность образца нанести суспензию ферромагнитных частиц, магнитные частицы будут стекать по свободным от дефектов участкам в местах полей рассеяния магнитные частицы притягиваются и собираются вместе, что указывает на место дефекта метод работает лучше всего при использовании пигмента, который покрывает магнитные частицы и проявляет флуоресценцию в ультрафиолетовом свете. можно обнаружить даже трещины, которые не выходят на поверхность, а находятся чуть ниже нее, если они не слишком глубоко под поверхностью, но всегда должно выполняться одно предварительное условие. силовые линии магнитного поля должны быть перпендикулярны или, по крайней мере, под определенным углом к дефекту, в противном случае Если поля рассеяния не будет, а дефекты останутся незамеченными, наш тестовый образец был намагничен в горизонтальном направлении, силовые линии магнитного поля проходят горизонтально, по этой причине трещины в вертикальном направлении видны особенно хорошо, чтобы убедиться, что обнаружены все поверхностные трещины. чтобы еще раз намагнитить образец и лучше всего перпендикулярно к первому разу, испытатель материала переключает машину на метод протекания тока через образец протекает сильный электрический ток, создавая круговое магнитное поле, теперь видны трещины в горизонтальном направлении. очень хорошо тестируемый образец представляет собой закаленную направляющую скольжения трещины образовались в процессе закалки и последующей операции шлифования еще один образец должен пройти магнитопорошковую дефектоскопию часть большой шестерни та же процедура снова установка шестерни между магнитными полюсными наконечниками, намагничивающими и наносящими уже магнитно-порошковую суспензию.
можно обнаружить даже трещины, которые не выходят на поверхность, а находятся чуть ниже нее, если они не слишком глубоко под поверхностью, но всегда должно выполняться одно предварительное условие. силовые линии магнитного поля должны быть перпендикулярны или, по крайней мере, под определенным углом к дефекту, в противном случае Если поля рассеяния не будет, а дефекты останутся незамеченными, наш тестовый образец был намагничен в горизонтальном направлении, силовые линии магнитного поля проходят горизонтально, по этой причине трещины в вертикальном направлении видны особенно хорошо, чтобы убедиться, что обнаружены все поверхностные трещины. чтобы еще раз намагнитить образец и лучше всего перпендикулярно к первому разу, испытатель материала переключает машину на метод протекания тока через образец протекает сильный электрический ток, создавая круговое магнитное поле, теперь видны трещины в горизонтальном направлении. очень хорошо тестируемый образец представляет собой закаленную направляющую скольжения трещины образовались в процессе закалки и последующей операции шлифования еще один образец должен пройти магнитопорошковую дефектоскопию часть большой шестерни та же процедура снова установка шестерни между магнитными полюсными наконечниками, намагничивающими и наносящими уже магнитно-порошковую суспензию. ..
..
499 долларов США Онлайн-курс по магнитопорошковому тестированию (MT) от Atlas API Training
Самый удобный и экономичный способ выполнить требования классной комнаты для сертификации ASNT MT I/II
Почему онлайн-курсы неразрушающего контроля Atlas?
- AWS Аккредитация на 20 часов в рамках 9-летнего продления CWI, продления CWB и для профессиональных инженеров
- Доступ к 120-дневному курсу обеспечивает увеличенное время подготовки
- Продление свободного времени доступно по запросу
- Поддержка инструкторов доступна, когда вам нужна помощь
- Онлайн-удобство позволяет вам устанавливать свой собственный график и учиться в своем собственном темпе
- Пройди курс с первой попытки или пройди курс снова бесплатно
- Профессионально разработанные курсы создаются и проверяются полевыми экспертами
- Сертификация соответствует требованиям к аудиторному обучению неразрушающему контролю
Пройдено испытание с первого раза! Обучение было абсолютно бесценным.Брайан Прайдмор — Сателлит Бич, Флорида
 Вы можете видеть из моих записей о тренировках, что я прошел только 80% курса. Это просто хорошо!
Вы можете видеть из моих записей о тренировках, что я прошел только 80% курса. Это просто хорошо!Обзор магнитопорошковых испытаний класса
20-часовой онлайн-учебный курс Atlas по тестированию магнитных частиц удовлетворит требования аудитории в многоэтапном процессе сертификации. Наши онлайн-классы по магнитопорошковому тестированию ASNT соответствуют требованиям рекомендаций «Свода знаний» и «Общего теста», изложенных в SNT-TC-1A.Сертификат об обучении будет выдан после удовлетворительного завершения всех учебных материалов и экзаменов. Онлайн-обучение в классе NDT от Atlas очень удобно и экономично.
Магнитопорошковая дефектоскопия используется для обнаружения поверхностных и приповерхностных дефектов в ферромагнитных материалах и в основном используется для обнаружения трещин. МТ является одним из наиболее часто используемых методов неразрушающего контроля (НК). Образец намагничивается либо локально, либо в целом, и если материал прочный, то магнитный поток преимущественно находится внутри материала.Однако, если имеется поверхностный дефект, магнитное поле искажается, вызывая локальную утечку магнитного потока вокруг дефекта. Этот поток рассеяния проявляется путем покрытия поверхности очень мелкими частицами железа, нанесенными либо сухими, либо взвешенными в жидкости. Частицы скапливаются в местах утечки флюса, образуя наросты, видимые визуально даже при очень узком раскрытии трещины. Таким образом, трещина обозначается полосой частиц железного порошка на поверхности.
Образец намагничивается либо локально, либо в целом, и если материал прочный, то магнитный поток преимущественно находится внутри материала.Однако, если имеется поверхностный дефект, магнитное поле искажается, вызывая локальную утечку магнитного потока вокруг дефекта. Этот поток рассеяния проявляется путем покрытия поверхности очень мелкими частицами железа, нанесенными либо сухими, либо взвешенными в жидкости. Частицы скапливаются в местах утечки флюса, образуя наросты, видимые визуально даже при очень узком раскрытии трещины. Таким образом, трещина обозначается полосой частиц железного порошка на поверхности.
Метод намагничивания должен создавать магнитное поле с силовыми линиями под существенным углом к ожидаемому направлению трещин, которые техник пытается обнаружить.Стандартно применять намагничивание более одного раза в разных направлениях. Примером этого может быть использование магнетизма в двух направлениях взаимно под прямым углом друг к другу. Существуют и другие методы изменения направления поля во время намагничивания.
Магнитопорошковое тестирование – Учебная программа курсов I/II уровней
- Описание методов неразрушающего контроля
- Методы испытания поверхности
- Наука о магнетизме
- Типы и источники большинства дефектов
- Испытательные материалы и методы неразрушающего контроля
- Глоссарий терминов
- Материалы и процессы
- Типы коррозии
- Спецификации и процедуры (MPI Level I/II)
Ниже указан наш независимый сотрудник ASNT NDT Level III.Если вам нужны услуги уровня III, пожалуйста, обращайтесь к нему.
Брайан Ланкон — независимый консультант
ASNT NDT Level III / ACCP Professional Level III / NAS 410 Level 3
AWS-CWI : ATMAE-CTP : FAA A&P : Представитель FAASTeam
Электронная почта: [email protected]
Телефон: 210 -723-3347
Текущие классы неразрушающего контроля Atlas доступны онлайн
Подпишитесь на нашу рассылку
Подпишитесь на нашу рассылку и получайте информацию о наших последних предложениях курсов, кодах скидок, скидках компаний, групповых скидках и отраслевых новостях.
499 долларов США Онлайн-курс по магнитопорошковому тестированию (MT) от Atlas API Training
Самый удобный и экономичный способ выполнить требования классной комнаты для сертификации ASNT MT I/II
Почему онлайн-курсы неразрушающего контроля Atlas?
- AWS Аккредитация на 20 часов в рамках 9-летнего продления CWI, продления CWB и для профессиональных инженеров
- Доступ к 120-дневному курсу обеспечивает увеличенное время подготовки
- Продление свободного времени доступно по запросу
- Поддержка инструкторов доступна, когда вам нужна помощь
- Онлайн-удобство позволяет вам устанавливать свой собственный график и учиться в своем собственном темпе
- Пройди курс с первой попытки или пройди курс снова бесплатно
- Профессионально разработанные курсы создаются и проверяются полевыми экспертами
- Сертификация соответствует требованиям к аудиторному обучению неразрушающему контролю
Я сдал экзамен CWI.Рон Барнс, Сакраменто, Калифорния
 Ваше обучение самое лучшее. Он готовил меня к экзамену всеми возможными способами.
Ваше обучение самое лучшее. Он готовил меня к экзамену всеми возможными способами.Обзор магнитопорошковых испытаний класса
20-часовой онлайн-учебный курс Atlas по тестированию магнитных частиц удовлетворит требования аудитории в многоэтапном процессе сертификации. Наши онлайн-классы по магнитопорошковому тестированию ASNT соответствуют требованиям рекомендаций «Свода знаний» и «Общего теста», изложенных в SNT-TC-1A.Сертификат об обучении будет выдан после удовлетворительного завершения всех учебных материалов и экзаменов. Онлайн-обучение в классе NDT от Atlas очень удобно и экономично.
Магнитопорошковая дефектоскопия используется для обнаружения поверхностных и приповерхностных дефектов в ферромагнитных материалах и в основном используется для обнаружения трещин. МТ является одним из наиболее часто используемых методов неразрушающего контроля (НК). Образец намагничивается либо локально, либо в целом, и если материал прочный, то магнитный поток преимущественно находится внутри материала. Однако, если имеется поверхностный дефект, магнитное поле искажается, вызывая локальную утечку магнитного потока вокруг дефекта. Этот поток рассеяния проявляется путем покрытия поверхности очень мелкими частицами железа, нанесенными либо сухими, либо взвешенными в жидкости. Частицы скапливаются в местах утечки флюса, образуя наросты, видимые визуально даже при очень узком раскрытии трещины. Таким образом, трещина обозначается полосой частиц железного порошка на поверхности.
Однако, если имеется поверхностный дефект, магнитное поле искажается, вызывая локальную утечку магнитного потока вокруг дефекта. Этот поток рассеяния проявляется путем покрытия поверхности очень мелкими частицами железа, нанесенными либо сухими, либо взвешенными в жидкости. Частицы скапливаются в местах утечки флюса, образуя наросты, видимые визуально даже при очень узком раскрытии трещины. Таким образом, трещина обозначается полосой частиц железного порошка на поверхности.
Метод намагничивания должен создавать магнитное поле с силовыми линиями под существенным углом к ожидаемому направлению трещин, которые техник пытается обнаружить.Стандартно применять намагничивание более одного раза в разных направлениях. Примером этого может быть использование магнетизма в двух направлениях взаимно под прямым углом друг к другу. Существуют и другие методы изменения направления поля во время намагничивания.
Магнитопорошковое тестирование – Учебная программа курсов I/II уровней
- Описание методов неразрушающего контроля
- Методы испытания поверхности
- Наука о магнетизме
- Типы и источники большинства дефектов
- Испытательные материалы и методы неразрушающего контроля
- Глоссарий терминов
- Материалы и процессы
- Типы коррозии
- Спецификации и процедуры (MPI Level I/II)
Ниже указан наш независимый сотрудник ASNT NDT Level III. Если вам нужны услуги уровня III, пожалуйста, обращайтесь к нему.
Если вам нужны услуги уровня III, пожалуйста, обращайтесь к нему.
Брайан Ланкон — независимый консультант
ASNT NDT Level III / ACCP Professional Level III / NAS 410 Level 3
AWS-CWI : ATMAE-CTP : FAA A&P : Представитель FAASTeam
Электронная почта: [email protected]
Телефон: 210 -723-3347
Текущие классы неразрушающего контроля Atlas доступны онлайн
Подпишитесь на нашу рассылку
Подпишитесь на нашу рассылку, чтобы быть в курсе последних предложений курсов, кодов скидок и отраслевых новостей.
Магнитопорошковый контроль компонентов двигателя
Если вы какое-то время занимаетесь двигателестроением, вы, вероятно, слышали о компонентах — обычно блоках, шатунах и головках цилиндров — которые «обрабатываются магнитным флюсом», «проверены магнитным полем» или просто «промаркированы».![]() Вы заметите, что «Magnaflux» пишется с большой буквы, потому что это имя собственное — это торговая марка. Подобно тому, как «Kleenex», «Q-Tip» или «Thermos» стали эпонимами для описания предметов, а не просто брендом, Magnaflux сделала то же самое для автомобильной магнитопорошковой дефектоскопии.
Вы заметите, что «Magnaflux» пишется с большой буквы, потому что это имя собственное — это торговая марка. Подобно тому, как «Kleenex», «Q-Tip» или «Thermos» стали эпонимами для описания предметов, а не просто брендом, Magnaflux сделала то же самое для автомобильной магнитопорошковой дефектоскопии.
Если вы когда-либо работали на производстве или производстве металлоконструкций, вы, вероятно, знакомы с процессом магнитопорошкового контроля. Если нет, мы объясним. Магнитопорошковый контроль — это форма неразрушающего контроля, предназначенная для выявления любых структурных дефектов в железном (содержащем железо) материале.
При намагничивании проверяемой поверхности и последующем добавлении порошка магнитных частиц (влажного или сухого) любые дефекты поверхности разрушат магнитное поле, что позволит порошку осесть на них. После того, как излишки пудры удалены, ранее невидимые (или едва заметные) дефекты выделяются яркими полосами цвета (в зависимости от цвета используемой пудры).
После того, как излишки пудры удалены, ранее невидимые (или едва заметные) дефекты выделяются яркими полосами цвета (в зависимости от цвета используемой пудры).
Если говорить конкретно об автомобильных приложениях, нужно понять несколько моментов. Во-первых, этот процесс работает только с железными блоками, железными головками и стальными стержнями. Поскольку алюминий не железный, он не магнитный, и процесс не работает. Намагничивание проверяемых деталей может вызвать в воображении образы научного эксперимента с дугой катушки Тесла на заднем плане, но на самом деле это довольно обыденный процесс, как вы можете видеть в видео здесь.
Здесь компания Beck Racing Engines проверяет блок двигателя Gen-IV LY2 4,8 л перед тем, как приступить к запланированным для него работам. К счастью, все прошло хорошо, и мы готовы продолжать, зная, что у нас есть прочная основа.
Ручной электромагнит, обычно с шарнирными рычагами (в зависимости от марки и модели используемого оборудования), размещается на проверяемом участке. Затем магнитный порошок посыпается на намагниченную поверхность, а затем аккуратно удаляется, как при удалении отпечатков пальцев.Так как пудра оседает на любых дефектах, они становятся видимыми.
Затем магнитный порошок посыпается на намагниченную поверхность, а затем аккуратно удаляется, как при удалении отпечатков пальцев.Так как пудра оседает на любых дефектах, они становятся видимыми.
Как правило, из-за ограничений по размеру процесс может занять некоторое время, так как каждую проблемную область необходимо проверять отдельно. Не только это, но и магнит должен быть повернут в два положения при проверке, так как дефект, который проходит идеально параллельно между магнитными полюсами, может остаться незамеченным. В лучшем случае пудра вообще не прилипает и ваша вещь в идеальном рабочем состоянии. Тем не менее, обнаружение несовершенства не обязательно является концом света, так как часто его можно исправить.Однако стоит ли это времени и усилий на ремонт — это совсем другая история.
Так выглядела бы трещина, если бы она была. При прерывании магнитного поля порошок оседает прямо в трещину, подсвечивая ее. Следует отметить, что вам нужно проверять каждую точку в двух направлениях, так как любые трещины, которые проходят идеально параллельно полюсам электромагнита, могут не проявиться.
Хотя это не является строго необходимым шагом при сборке или восстановлении с использованием бывших в употреблении деталей, в случае блока цилиндров или головки цилиндров это может помешать вам тратить значительное количество времени, труда и/или денег на плохое литье, поскольку была проблема с нашим основным двигателем для LS5.0 проект. После тщательной очистки Фрэнк Бек из Beck Racing Engines тщательно проверил блок с помощью своего оборудования Magnaflux, и блок прошел с честью. Теперь у нас нет никаких опасений по поводу продолжения необходимых работ с машиной, чтобы привести наш 4,8-литровый блок Gen-IV в боевую форму.
.