Технология сварки алюминия и его сплавов
Температура плавления алюминия 660°С, окисной пленки 2060°С
Марка | Свариваемость | Технологические особенности сварки | |
Технически чистый алюминий | Очистка кромок и присадка от окисной пленки | ||
АД00, АД0, АДД, АД | Хорошая | Электродная проволока Св-А1, Св-А000, Св-85Т. Защитные газы Ar, He и их смеси | |
Деформируемые, термически не упрочняемые сплавы | |||
АМц, АМцС, Д12 | Хорошая | Электродная проволока Св-АМЦ | |
АМг1 ,АМг2, АМг3 | Электродная проволока Св-АМг3 | ||
АМг4, АМг5 | Электродная проволока Св-АМг5 | ||
АМгб | |||
Деформируемые, термически упрочняемые сплавы | |||
АД31, АДЗЗ, АД35 АВ, АК6, АК8 | Удовлетворительная | Электродная проволока Св-АК5, Св-1557 | |
АК4, АК4-1 | Ограниченная | ||
В95 | Плохая | Предварительный подогрев Термообработка после сварки при t=200-250°C.  Электродная проволока Св-1557, Св-АМг5, Св-АМг6 Электродная проволока Св-1557, Св-АМг5, Св-АМг6 | |
1915, 1925 | Удовлетворительная | ||
Литейные сплавы | |||
АЛ 1, АЛ2, АЛ9, АЛ 25, АЛ 26 | Хорошая | Электродная проволока той же марки, что и основной металл Защитные газы Ar, He и их смеси | |
АЛЗ, АЛ4, АЛ5, АЛ7, АЛ8, АЛ 10В | Удовлетворительная | ||
Трудности при сварке
- высокая температура плавления окисной пленки по сравнению с температурой плавления алюминия;
- высокая теплопроводность:
- образование значительных остаточных напряжений и деформаций;
- нерастворимость окисной пленки в жидком металле сварочной ванны;
- при нагреве нет явных признаков перехода алюминия и его сплавов в жидкое состояние;
- образование кристаллизационных трещин.
Подготовка к сварке
Резку и подготовку кромок деталей из алюминия и его сплавов следует вести механическими способами
Стыковое соединение металла разной толщины
Конструктивные элементы подготовки кромок (размеры приведены в мм)
Конструктивные элементы подготовки кромок при сварке со сквозным проплавлсннем н формированием шва на весу
При сварке за один проход может возникнуть надрез корня шва
При снятии фаски с обратной стороны стыкуемых кромок надрез не возникает. Для снятия фасок можно использовать напильник
Для снятия фасок можно использовать напильник
Свариваемые поверхности тщательно очищают от смазки, на ширине 100-150 мм от кромок обезжиривают ацетоном, уайт-спиритом или другим растворителем.
Пленку окиси алюминия удаляют механически или химическим травлением.
При механической обработке (непосредственно перед сваркой) кромки зачищают на ширину 25-30 мм абразивной бумагой, шабером или щеткой из нержавеющей проволоки диаметром не более 0,15 мм.
Химическое травление проводят в течение 0,5-1 мин в растворе, состоящем из 50г едкого натра и 45г фтористого натрия на 1 л воды. После травления поверхность промывают проточной водой, а затем осветляют в 30-35%-ном растворе азотной кислоты (для алюминия и сплавов типа АМц) или в 25%-ном растворе ортофосфорной кислоты (для сплавов типа АМг и В95). После повторной промывки поверхность сушат до полного испарения влаги.
Алюминиевую сварочную проволоку перед сваркой тоже обрабатывают. Сначала ее обезжиривают, а затем подвергают травлению в 15%-ном растворе едкого натра в течение 5-10 мин при 60-70°С. после чего следует промывка в холодной воде и сушка при температуре 300°С в течение 10-30 мин.
после чего следует промывка в холодной воде и сушка при температуре 300°С в течение 10-30 мин.
Подготовленные к сварке материалы сохраняют свои свойства 3-4 дня. Позже на поверхности вновь образуется окисная пленка.
Детали из алюминия и его сплавов собирают в приспособлениях или на прихватках, выполняемых аргонодуговой сваркой W-электродом. Расстояние между прихватками должно быть не более 150-180 мм.
Поверхности прихваток непосредственно перед сваркой зачищают металлическими щетками. Обнаруженные дефектные прихватки удаляют, и стыки прихватывают повторно. При сварке прихватки полностью переплавляют.
Выбор параметров режима
Сварку ведут на постоянном токе обрат ной полярности. Защитным газом служит apгон или гелий и их смеси. Непосредственно перед сваркой кромки обезжиривают .
Диаметр сопел горелок выбирают равным не менее 18-22 мм.
Длина дуги должна составлять 2-6 мм, а сварочный ток — быть больше, чем при ручной аргонодуговой сварке W-электродом. Сварку выполняют за один проходили двусторонними швами.
Сварку выполняют за один проходили двусторонними швами.
Процесс сварки может быть: импульсно-дуговым (ИДС), струйным (СТР) или с короткими замыканиями дуги (КЗ).
Ориентировочные режимы
Вид соединения | Размеры, мм | Процесс сварки | Газ | Сварочный ток, А | Напряжение на дуге, В | Диаметр электрода , мм | Вылет электрода, мм | Расход газа, л/мин | ||
S | b | |||||||||
2,5-3 | 0+0,5 | ИДС | Ar | 40-80 | 15-18 | 35-45 | 1,2 | 10-13 | 7-9 | |
4 | 0+0,5 | ИДС ИДС СТР | Ar | 80-130 | 18-20 | 30-40 | 1,4-1,6 | 13-18 | 8-10 10-20 | |
6 | 0+1 | ИДС ИДС СТР | Ar | 180-250 | 23-26 | 20-35 | 1,6-3 | 15-30 | 12-14 | |
8-10 | 0+1 | ИДС СТР СТР | Ar | 250-320 | 25-30 | 20-35 | 1,6-3 | 15-40 | 12-20 | |
12-16 | 0+4 | СТР | Ar | 320-420 | 26-28 | 20-30 | 2 | 18-25 | 20-25 | |
20-30 | 0+1,5 | СТР | Ar | 310-550 | 26-35 | 18-20 | 2-4 | 20-40 | 18-25 | |
2,5-3 | 0+0,5 | ИДС | Ar | 60-100 | 16-18 | 35-40 | 1-1,4 | 10-15 | 6-8 | |
4-5 | 0+0,5 | ИДС | Аг | 120-220 | 18-22 | 25-35 | 1,2-1,6 | 12-18 | 10-12 | |
| 8 и более | 0+1 | СТР | Аг Не | 280-330 280-320 | 27-29 | 20-25 | 1,6 | 18-30 | 20-25 | |
Техника сварки
При сварке алюминия и его сплавов необходимо использовать чистые и сухие перчатки из спилка или из другого подобного материала
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебаний электрода
При наличии разделки кромок первый шов выполняют также без поперечных колебаний, а последующие — с небольшими (до 5 мм) перемещениями электрода
При сварке угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки — 30-45°. Угловой шов на вертикальной плоскости ведут снизу-вверх «углом вперед». Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
Угловой шов на вертикальной плоскости ведут снизу-вверх «углом вперед». Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
С внутренней стороны шов защищают остающимися или съемными подкладками либо защитным газом, подаваемым каким-либо из способов:
1- защитный газ; 2- свариваемые детали; 3- заглушки; 4 — соединительные тросики
Схема установки заглушек в трубопровод для поддува защитного газа
При сварке деталей толщиной 4 мм и более из-за быстрого остывания сварочной ванны в шве образуются поры. Чтобы предотвратить их появление, применяют шаговую сварку с возвратно-поступательными перемещениями горелки. Каждый шаг вперед на 3-6 мм сопровождается перемещением назад на 1,5-3 мм. Такая техника сварки обеспечивает более эффективную защиту и медленную кристаллизацию сварочной ванны, что в конечном счете гарантирует отсутствие пор.
Чтобы уменьшить деформации при соединении длинномерных конструкций, широко применяют обратноступенчатый метод сварки.
Для заварки кратера горелку возвращают в обратном направлении на расстояние, немного превышающее длину кратера, и одновременно снижают скорость подачи проволоки
При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.
Эффективным способом окончания сварки служит вывод конца шва на выводные планки, которые после сварки удаляют
Частые вопросы о сварке алюминия
Здесь мы постарались дать ответы на самые частые вопросы на тему сварки алюминия:
- Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
- Какой защитный газ использовать для сварки алюминия?
- Какие электроды подходят для TIG-сварки алюминия?
- Как проводить предварительный подогрев перед сваркой алюминия?
- Как снимается остаточное напряжение после сварки алюминия?
- Как различать сплавы алюминия?
- Как вести сварку по алюминию переменной толщины?
-
Как вести сварку сплава 7075?
1. Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
При сварке стали наплавленный металл можно сделать таким же прочным, как и основной. Но для алюминия это не так. Почти во всех случаях сварки алюминия наплавленный металл имеет меньшую прочность.
Чтобы лучше понять, из-за чего это происходит, давайте рассмотрим два типа алюминиевых сплавов: с тепловой обработкой и без нее. Для упрочнения сплавов второй категории проводится только холодная обработка, которая вызывает определенные физические изменения металла. Чем интенсивнее холодная обработка, тем прочнее становится сплав.
Но во время сварки сплава, прошедшего холодную обработку, вы производите локальный отжиг материала, он теряет закаливание и становится «мягким». Поэтому при сварке сплавов, не проходивших тепловую обработку, создать такой же прочный наплавленный металл, как и основной, можно только при условии изначально незакаленного материала.
При тепловой обработке алюминиевых сплавов на последнем этапе они нагреваются примерно до 200°C. Однако во время сварки материал в зоне теплового воздействия нагревается значительно выше этой отметки, и из-за этого теряет свои механические свойства. Поэтому, если после сварки не провести подогрев материала, зона вокруг соединения станет значительно менее прочной по сравнению с остальным алюминием — примерно на 30-40%. Если подогрев проводится, то он позволит улучшить характеристики сплава.
Однако во время сварки материал в зоне теплового воздействия нагревается значительно выше этой отметки, и из-за этого теряет свои механические свойства. Поэтому, если после сварки не провести подогрев материала, зона вокруг соединения станет значительно менее прочной по сравнению с остальным алюминием — примерно на 30-40%. Если подогрев проводится, то он позволит улучшить характеристики сплава.
Ниже указано, какие серии алюминиевых сплавов проходят тепловую обработку, а какие — нет:
Проходят тепловую обработку: 2000, 6000, 7000.
Не проходят тепловую обработку: 1000, 3000, 4000, 5000.
2. Какой защитный газ использовать для сварки алюминия?
Для TIG (аргонодуговой) и MIG (в защитных газах) сварки материалов толщиной до 12,7 мм рекомендуется чистый аргон. При толщине выше 12,7 мм в смесь можно добавить от 25 до 75 процентов гелия, чтобы увеличить температуру дуги и глубину проплавления. Аргон подходит для этого лучше всего, потому что он обеспечивает более качественное очищающее действие дуги по сравнению с гелием и меньше стоит.
Никогда не используйте газовые смеси с содержанием кислорода или двуокиси углерода, так как это приведет к окислению алюминия.
3. Какие электроды подходят для TIG-сварки алюминия?
Для большинства материалов, в том числе стали, рекомендуется использовать электроды с 2-процентным содержанием тория. Но так как сварка алюминия происходит на переменном токе, а не постоянном, на вольфрамовый электрод поступает больше энергии. По этой причине для сварки алюминия рекомендуются электроды из чистого вольфрама или с добавлением циркония.
Кроме того, для сварки на переменном токе требуются электроды значительно большего диаметра. Рекомендуем начать с диаметра 3,1 мм и при необходимости попробовать другие варианты. Вольфрам с добавлением циркония позволяет работать на более высоких токах, чем чистый вольфрам. Также учтите, что при сварке на переменном токе удобнее работать электродом с затупленным концом — из-за острого конца дуга может отклоняться в стороны.
4. Как проводить предварительный подогрев перед сваркой алюминия?
Хотя предварительный подогрев в определенных пределах довольно полезен, слишком сильный нагрев может отрицательно сказаться на механических свойствах алюминия.
Как уже было упомянуто ранее, на последнем этапе тепловой обработки алюминий нагревается до 200°C, поэтому, если перед сваркой оператор нагреет алюминий до 175°C и будет удерживать эту температуру на протяжении всей работы, механические свойства алюминия снизятся.
В случае сплавов без тепловой обработки, например, серии 5000, даже если ограничить температуру до 90°C, материал окажется уязвим к коррозии под напряжением. В большинстве случаев небольшой предварительный подогрев для удаления влаги считается приемлемым, но он должен быть строго ограничен.
Многие неопытные сварщики воспринимают предварительный подогрев как некий костыль. Так как оборудование для сварки алюминия часто работает на максимальной мощности, считается, что подогрев поможет преодолеть ограничения оборудования. Алюминий имеет достаточно низкую температуру плавления — 650°C по сравнению с 1420°C для стали. Из-за низкой температуры плавления кажется, что для сварки алюминия нужно оборудование минимальной мощности. Но при этом алюминий имеет в 5 раз более высокую теплопроводимость по сравнению со сталью, т. е. тепло в этом случае рассеивается намного быстрее. Поэтому ток и напряжение для сварки алюминия должны быть еще выше, чем для стали, что требует использования более мощного оборудования.
Алюминий имеет достаточно низкую температуру плавления — 650°C по сравнению с 1420°C для стали. Из-за низкой температуры плавления кажется, что для сварки алюминия нужно оборудование минимальной мощности. Но при этом алюминий имеет в 5 раз более высокую теплопроводимость по сравнению со сталью, т. е. тепло в этом случае рассеивается намного быстрее. Поэтому ток и напряжение для сварки алюминия должны быть еще выше, чем для стали, что требует использования более мощного оборудования.
5. Как снимается остаточное напряжение после сварки алюминия?
Из-за того, что расплавленный металл по мере застывания сжимается, в зоне сварки образуется остаточное напряжение. Более того, если после сварки изделие подвергнется механической обработке, это еще больше усилит деформации и разброс размеров. Чтобы этого избежать, сварщики проводят снятие напряжения, то есть нагревают материал до такой степени, чтобы атомы алюминия смогли более свободно перемещаться.
Если для стали температура снятия напряжения составляет 565-590°C, то для алюминия она ограничена 343°C.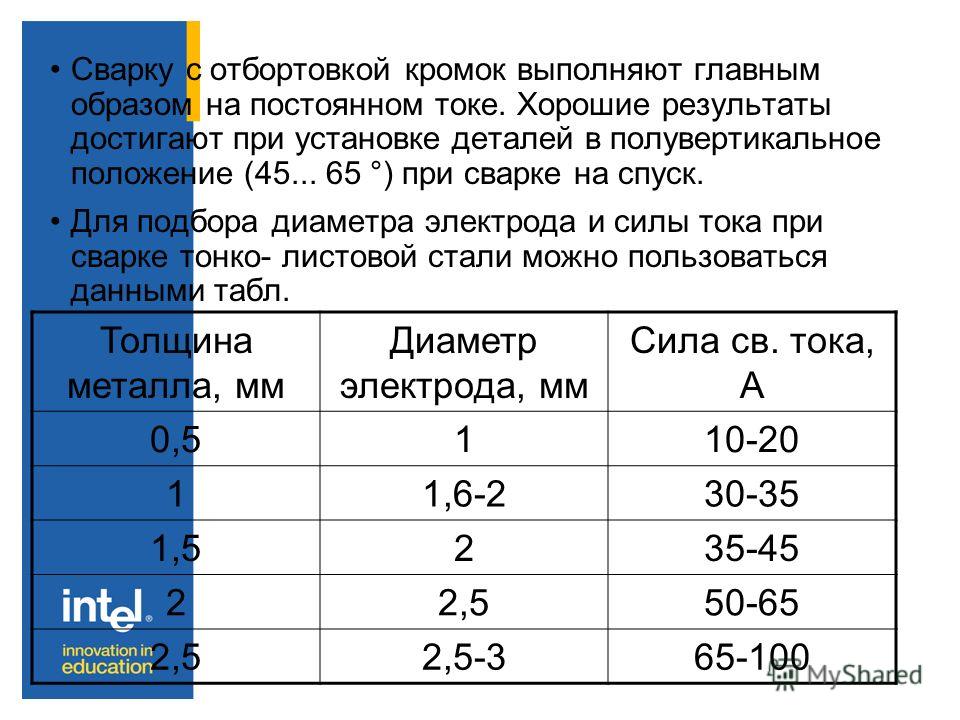 Это означает, что для того, чтобы снятие напряжения было хоть сколько-нибудь эффективным, материал придется нагреть до температуры, при которой он потеряет механические свойства. Поэтому для алюминия снятие напряжение после сварки не рекомендуется.
Это означает, что для того, чтобы снятие напряжения было хоть сколько-нибудь эффективным, материал придется нагреть до температуры, при которой он потеряет механические свойства. Поэтому для алюминия снятие напряжение после сварки не рекомендуется.
6. Как различать сплавы алюминия?
Существует достаточно много различных сплавов алюминия и для надежной сварки нужно знать, с каким сплавом вы работаете. Если эта информация недоступна, вы можете ориентироваться на следующее:
штампованные изделия обычно выполняются из сплавов серии 6000;
литые изделия часто представляют собой сочетание алюминия/кремния — некоторые из них поддаются сварке, некоторые — нет;
листовой металл, пластины и болванки обычно изготавливаются из сплавов 5000 и 6000;
Если вам нужна более точная информация, приобретите комплект для анализа, который поможет вам определить точный состав сплава.
7. Как вести сварку по алюминию переменной толщины?
Если вам требуется вести сварку по материалу переменной толщины, оборудование следует настроить для сварки части с самым большим сечением. Во время сварки будьте осторожны и сделайте большее тепловложение в части с большим сечением.
Во время сварки будьте осторожны и сделайте большее тепловложение в части с большим сечением.
8. Как вести сварку сплава 7075?
Большинство сплавов алюминия поддается сварке, но некоторые для этого подходят плохо — в частности, сплав 7075. Мы выделили в этом примере именно 7075, потому что этот сплав имеет одно из самых высоких значений предела прочности. Когда проектировщики и сварщики начинают подбирать сплав алюминия, многие в первую очередь обращаются к таблице со сплавами алюминия и их пределами прочности. Но они не знают, что лишь немногие из сплавов с высокой ударной вязкостью поддаются сварке, особенно если они относятся к сериям 7000 и 2000, и их использования следует избегать.
Единственное исключение — это отрасль литья под давлением. В этом случае для ремонта штампов проводится сварка алюминия 7075 — однако он никогда не используется для изготовления металлоконструкций.
При выборе подходящего сплава алюминия можно опираться на следующие рекомендации:
Серия сплава | Основные элементы сплава |
Серия 1000 | Чистый алюминий |
Серия 2000 | Алюминий и медь (высокопрочный алюминий для аэрокосмической отрасли) |
Серия 3000 | Алюминий и марганец (сплавы с низкой и средней прочностью, например, используются в алюминиевых банках и трубах систем охлаждения) |
Серия 4000 | Алюминий и кремний (большинство сплавов этой серии — это заполняющие материалы для сварки и припоя) |
Серия 5000 | Алюминий и магний (эти сплавы в основном используются для создания металлоконструкций из листового материала и пластин — все сплавы серии 5000 пригодны для сварки) |
Серия 6000 | Алюминий, магний и кремний (эти сплавы поддаются тепловой обработке и часто используются для производства штампованных изделий, листового металла и пластин — все поддаются сварке, но могут быть склонны к растрескиванию. Не пытайтесь проводить сварку этих сплавов без буферного слоя) Не пытайтесь проводить сварку этих сплавов без буферного слоя) |
Серия 7000 | Алюминий и цинк (высокопрочные сплавы для аэрокосмической отрасли, которые могут содержать другие элементы). |
Если вам необходимо использовать высокопрочный алюминий, компания Lincoln рекомендует использовать сплавы серии 5000 с высоким содержанием магния вместо серий 2000 и 7000. Сплавы серии 5000 хорошо поддаются сварке и обеспечивают самые лучшие результаты.
Заключение
Компания Lincoln Electric предлагает полный спектр решений для сварки алюминия, например, аппараты Power Wave® 455M, специально разработанные для эффективной сварки алюминия, пуш-пульные механизмы Cobramatic® для подачи мягкой алюминиевой проволоки и сварочную проволоку SuperGlaze® премиум-класса со строгим контролем химического состава для стабильного качества сварки. Кроме широкого выбора продуктов, компания Lincoln гордится своим опытом работы с алюминием. Если вам нужен совет,
напишите нам.
Если вам нужен совет,
напишите нам.
способы сварки, флюсы и сварочные электроды
Оксидная пленка — источник загрязнения и водорода
Алюминий имеет сравнительно низкую температуру плавления (657°C) при довольно высокой теплопроводности, которая примерно в три раза превосходит теплопроводность малоуглеродистой стали. Алюминий отличается также значительным коэффициентом теплового расширения — 22,2х10-6°C-1. Главным затруднением при сварке алюминия является лёгкая его окисляемость в твердом и жидком состояниях. Тугоплавкий и механически прочный окисел Аl203 плавится при температуре 2050°C, что превышает температуру кипения алюминия. Окись алюминия представляет собой прочное химическое соединение, которое слабо поддаётся действию флюсующих материалов, ввиду своего химически нейтрального характера. Оксид алюминия не растворяется ни в твердом, ни в жидком алюминии, его плотность составляет 4,0 г/см3 у гексагональной α-фазы и 3,77 г/см3 у кубической γ-фазы, что превышает плотность алюминия 2,7 г/см3. Оксидная пленка не всплывает на поверхность жидкого алюминия и остается после застывания внутри шва в виде твердых и хрупких интерметаллидных включений. Это нарушает однородность при формировании сварного шва, снижает прочность и коррозионную стойкость сварного соединения.
Оксидная пленка не всплывает на поверхность жидкого алюминия и остается после застывания внутри шва в виде твердых и хрупких интерметаллидных включений. Это нарушает однородность при формировании сварного шва, снижает прочность и коррозионную стойкость сварного соединения.
Оксидная пленка на поверхности свариваемых деталей и присадочной проволоки адсорбирует водяные пары из воздуха. γ-оксид Аl203 сохраняет некоторое количество воды даже после выжержки при 890-900°С. Вода реагирует с жидким алюминием и выделяет водород, который растворяется в расплаве. При застывании расплава алюминия снижается растворимость водорода, что может создать пористую структуру шва. При концентрации оксида алюминия в сварочной ванне ниже 0,001% пузырьковое газовыделение прекращается. Поэтому для получения качественного металла шва необходимо рафинировать сварочную ванну не только от водорода, но и от мелкодисперсной оксидной пленки.
Подготовка поверхности
Подготовка поверхности свариваемых деталей и электродной проволоки существенно влияет на качество сварного соединения.
Жировую консервационную смазку удаляют промывкой в водном растворе каустической соды или в бензине. После промывки раствором соды необходима длительная и тщательная промывка проточной водой для предотвращения появления коррозии. Свариваемую поверхность обезжиривают ацетоном, уайт-спиритом, авиационным бензином или другим растворителем на ширину 100-150 мм от кромки.
Пленку оксида удаляют механическими средствами или химическим травлением. Зачистка кромок на ширину 25-30 мм стальными нержавеюшими щётками или шабровкой предпочтительнее, чем обработка наждачной бумагой или абразивным кругом. Абразивный инструмент загрязняет шов — в качестве твердого наполнителя в абразивных кругах и наждаке использую карбид кремния SiC или α-оксид алюминия Аl203 (корунд), от которого и надо избавиться.
Пленку удаляют химическим способом в реактиве: 50 г едкого натра технического + 45 г фтористого натрия технического на 1л воды. Заготовки травят в течение 0,5—1 минуты, после травления детали промывают в проточной воде. Сплавы с магнием АМг и цинком В95 осветляют в 25%-ном растворе ортофосфорной кислоты, а сплав АМц — в 30-35%-ном растворе азотной кислоты. Время осветления 1—2 минуты. После детали промывают в проточной воде и сушат потоком воздуха с температурой 80—90°С.
Сплавы с магнием АМг и цинком В95 осветляют в 25%-ном растворе ортофосфорной кислоты, а сплав АМц — в 30-35%-ном растворе азотной кислоты. Время осветления 1—2 минуты. После детали промывают в проточной воде и сушат потоком воздуха с температурой 80—90°С.
Подготовка проволоки
Сварочную проволоку обезжиривают растворителем и травят в 15% растворе едкого натра технического в течении 5-10 мин при температуре 60—70°С с последущей промывкой холодной водой и сушкой. Проволоку дегазируют в течение 5—10ч при температуре 350°С в вукууме 0,133Па. Вместо вакумной сушки проволоку прокаливают 10—30 мин на воздухе при температуре 300°С.
Другой метод очистки сварочной проволоки — электрополировка в электролите: 70 мл Н3PO4+42 г Cr2O3при температуре 95—100°С. Величина тока завмсмт от скорости протяжки и диаметра проволоки для сварки.
Порогревание проволоки в аргоне при 200—400°С в течение 30—80 мин после химическй обработки уменьшает количество поглощеной влаги в 5 раз.
Ручная сварка:
Газовая сварка и флюсы для сварки алюминия
Газовая сварка алюминия и сплавав алюминия применяют для соединения крупных слабонагруженных деталей, для заварки дефектов литья. Флюсы вводят в процессе сварки с присадочным прутком или наносят пасту на кромки свариваемого изделия. Пасту разводят на воде или спирте.
При ремонте толстостенных малонагруженных алюминиевых отливок или неответственных деталей можно иногда обходиться без специального флюса. При этом окись алюминия всё время очищается с поверхности ванны скребком из стальной проволоки, а конец присадочного прутка для уменьшения окисления погружается в сварочную ванну. В нормальных случаях необходимо применение специальных флюсов для сварки алюминия, энергично удаляющих окись алюминия при низких температурах.
Флюс при сварке алюминия имеет исключительно важное значение. До изобретения хороших флюсов сварка алюминия считалась настолько трудно выполнимой, что почти не применялась на практике. Особенно сильными растворителями являются для окиси алюминия галоидные соединения щелочного металла лития. Во флюсы для сварки алюминия чаще всего вводится хлористый или фтористый литий — LiCl или LiF.
Особенно сильными растворителями являются для окиси алюминия галоидные соединения щелочного металла лития. Во флюсы для сварки алюминия чаще всего вводится хлористый или фтористый литий — LiCl или LiF.
Разработка флюсов для сварки алюминия до сих пор не может считаться вполне законченной, и ведутся работы по изысканию новых, более совершенных составов флюса. Практически качество алюминиевого флюса может быть оценено следующей простой пробой. Расплавляют газовой горелкой небольшую ванночку на пластине алюминия, металл покрыт плёнкой окисла и имеет матовую тусклую сероватую поверхность. При подаче щепотки хорошего флюса на ванну, поверхность её почти мгновенно очищается и становится блестящей, белого серебристого цвета, напоминая по виду ртуть или расплавленное серебро. Хороший флюс очищает также и нагретый нерасплавленный основной металл вокруг ванны.
| Компонент | Марка флюса | |||||||||
| АФ-4А | АН-А201 | ВАМИ | КМ-1 | №1 | №2 | №3 | №4 | №5 | №6 | |
| Хлористый натрий | 28 | – | 30 | 20 | 33 | 19 | 41 | 45 | 35 | 30 |
| Хлористый калий | 50 | – | 50 | 45 | 45 | 29 | 51 | 30 | 48 | 45 |
| Хлористый литий | 14 | 15 | – | – | 15 | – | – | 10 | 9 | 15 |
| Хлористый барий | – | 70 | – | 20 | – | 48 | – | – | – | – |
| Фтористый натрий | 8 | – | – | 15 | – | – | 8 | – | 8 | 10 |
| Фтористый кальций | – | – | – | – | – | 4 | – | – | – | – |
| Фтористый литий | – | 15 | – | – | – | – | – | – | – | – |
| Фтористый калий | – | – | – | – | 7 | – | – | 15 | – | – |
| Фтористый алюминий | – | – | – | – | – | – | – | – | – | – |
| Фтористый магний | – | – | – | – | – | – | – | – | – | – |
| Фтористый барий | – | – | – | – | – | – | – | – | – | – |
| Криолит | – | – | 20 | – | – | – | – | – | – | – |
| Оксид магния | – | – | – | – | – | – | – | – | – | – |
Флюсы и обмазки для сварки алюминия должны изготовляться из химически чистых препаратов. Некоторые флюсы изготовляются путём тщательного перемешивания с одновременным размолом компонентов, например, в шаровой мельнице с фарфоровым корпусом и шарами. Для других флюсов рекомендуется предварительно сплавить компоненты и затем размалывать полученный однородный сплав. Изготовление сплавлением часто даёт лучшие результаты и меньшую гигроскопичность флюсов. Алюминиевые флюсы чувствительны к воздействию влажности воздуха, под влиянием которой они меняют свой состав и свойства. Поэтому алюминиевые флюсы должны сохраняться плотно закупоренными в стеклянных банках с притёртой пробкой. Для работы сварщик берёт количество флюса не более чем на одну смену.
Ручная сварка покрытым электродом
Этот метод применяют при сварке малонагруженных конструкций из алюминия технической чистоты, из сплавов АМц, АМг, АМг2, АМг3, АМг5 и силумина АК12. Металл сваривают постоянным током обратной полярности с предварительным подогревом заготовки от 250 до 400°C в завасимости от толщины свариваемого материала. Минимальные толщина при сварке покрытым электродом составляют 4 мм. Разделку кромок выполняют при толщине более 20мм
Минимальные толщина при сварке покрытым электродом составляют 4 мм. Разделку кромок выполняют при толщине более 20мм
Хлористые и фористые соли, которые входят в состав обмазки электродов для ручной сварки алюминия, понижают устойчивость электродуги, поэтому сварку ведут на пастоянном токе обратной полярности. Обмазка адсорбирует влагу и электроды необходимо подготавливать непосредствено перед сваркой и хранить в сухом воздухе.
Автоматическая сварка с флюсом:
Дуговая сварка над флюсом
Автоматическая сварка алюминия и его сплавов по слою флюса (полуоткрытая дуга) плавящимся электродом обеспечивет высокую производительностью за счет применения однопроходной двухсторонней сварки. Высокая концентрация энергии при сварке над флюсом создает глубокое проплавление свариваемого металла, отпадает треблвание скашивать кромки деталей толщиной 20-25мм. Энергия дуги достаточна для прогрева свариваемых кромок и заготовки не надо подогревать перед сваркой.
Для сварки алюминия и алюминиевых сплавов под флюсом применяют, как правило, плавленные флюсы. Плавленные флюсы уменьшают пористость шва, но ушудшают его формирование по сравнения с механически перемешанными флюсами. Флюсы хранят в герметичной таре и прокаливают перед использованием.
Плавленные флюсы уменьшают пористость шва, но ушудшают его формирование по сравнения с механически перемешанными флюсами. Флюсы хранят в герметичной таре и прокаливают перед использованием.
Обезвоживание флюса перед сваркой не полностью устраняет влияние влаги на качество сварки, так так открытая сварочная дуга способствует насыщению расплава алюминия в сварочной ванне водородом из влаги воздуха. Сварка открытой дугой по слою флюса загрязняет рабочую атмосверу пылью, продуктами горения, озоном, оксидами азота и ультрафиолетовым излучением. Концентрация озона при автоматической сварке по слою флюса на уровне дыхания сварщика превышает норму в 8 — 10 раз и только на расстоянии свыше 1,8 м от места горения дуги достигает нормы . Сварочное оборудование при сварке открытой дугой работает в тяжелых условиях.
| Компонент | Марка флюса | ||||||
| для сварки по слою флюса | для сварки под флюсом (керамические флюсы) | ||||||
| АН-А1 | АН-А4 | 48-АФ-1 | МАТИ-1а | МАТИ-10 | ЖА-64 | ЖА-64А | |
| Хлористый натрий | 20 | — | — | — | — | 17 | 15 |
| Хлористый калий | 50 | 57 | 47 | 47 | З0 | 43 | 38 |
| Хлористый литий | – | – | – | 8 | – | – | – |
| Хлористый барий | – | 28 | 47 | – | 68 | – | – |
| Фтористый натрий | – | – | – | 42 | – | – | – |
| Фтористый калий | — | — | 2 | — | — | — | — |
| Фтористый литий | – | 7,5 | — | — | — | — | — |
| Фтористый кальций | — | — | — | — | — | — | 3 |
| Фтористый алюминий | – | 7,5 | — | — | — | — | — |
| Криолит | 30 | – | – | 3 | 2 | 36 | 43 |
| Фторцирконат калия | — | — | 2 | — | — | — | — |
| Песок кварцевый | — | — | — | — | — | 4 | ≤1 |
| Оксид хрома | — | — | 2 | — | — | — | — |
Дуговая сварка под флюсом
Дуговой сварка под слоем керамического флюса (закрытой дугой) с плавящимся электродом имеет преимущества перед сваркой над флюсом. Сварка закрытой дугой значительно уменьшает вредные выделения в окружающую среду. Мощный и концентрированный источник энергии имеет закрытую зону электродуги от воздействия наружного воздуха. Состав газовой фазы в зоне дуги можно контролировать. Активные добавки в керамический флюс легируют, модифицируют и очищают алюминий в зоне расплава. Плотность тока при сварке закрытой дугой в 2-4 раза выше, чем при сварке открытой дугой, благодаря чему материал плавится на большую глубину.
Сварка закрытой дугой значительно уменьшает вредные выделения в окружающую среду. Мощный и концентрированный источник энергии имеет закрытую зону электродуги от воздействия наружного воздуха. Состав газовой фазы в зоне дуги можно контролировать. Активные добавки в керамический флюс легируют, модифицируют и очищают алюминий в зоне расплава. Плотность тока при сварке закрытой дугой в 2-4 раза выше, чем при сварке открытой дугой, благодаря чему материал плавится на большую глубину.
Дуговая сварка в среде защитных газов:
TIG сварка неплавящимся электродом
В промышленности наибольшее распространение получили два вида сварки: TIG сварка неплавящимся вольфрамовым электродом с присадкой в среде инертных газов, и MIG сварка сплошной проволокой в среде инертных газов с автоматической или полуавтоматической подачей проволоки.
Оксидная пленка разрушается при сварке переменным или постоянным током обратной полярности. В этом случае происходит катодное распыление, которое разбивает оксидную пленку. Сваривать постоянным током прямой полярности возможно только в гелиевой среде, где возникают условия для испарения окисной пленки.
Сваривать постоянным током прямой полярности возможно только в гелиевой среде, где возникают условия для испарения окисной пленки.
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (TIG) может проводить на малых токах (от 5 А) и обеспечивать высокую устойчивость горения дуги для всех величин токов.
Для процесса TIG применяют источник питания с внутренним генератором переменного тока. Источник питания для аргонодуговой TIG-сварки регулирует частоту и баланс переменного тока. Регулировка частоты тока устраняет прожигание тонких деталей. Баланс тока обеспечивает при сварке неплавящимся электродом особые условия горения дуги. В первом полупериоде вольфрам становится катодом и создаются условия для увеличения термоэлектронной эмисси. Это увеличивает силу тока и снижает напряжение дуги. Во втором полупериоде катодом становится свариваемая заготовка, проводимость дугового промежутка снижается, уменьшается сила тока дуги и возрастает напряжение. Синусоида тока дуги получается несимметричной — прямая полярность генерирует мощную дугу для плавления металла, а обратная проводит катодную обработку, которая удаляет оксид с поверхности алюминия.
Синусоида тока дуги получается несимметричной — прямая полярность генерирует мощную дугу для плавления металла, а обратная проводит катодную обработку, которая удаляет оксид с поверхности алюминия.
Импульсные источников питания для сварки алюминиевых сплавов расширили возможности сварки неплавящимся электродом. При сварке импульсной дугой на переменном токе удается сваривать алюминиевые сплавы толщиной от 0,2 мм и выше.
Сварку неплавящимся вольфрамовым электродом на постоянном токе прямой полярности проводят в среде гелия. Прямая полярность и низкая теплопроводность гелия генерируют дугу с высокой концентрацией тепловой энергии. При этом получаются узкие швы и малая зона термического влияния, что важно для повышения прочности соединений в темоупрочняемых сплавах алюминия. Проплавляющая способность дуги в гелии сваривает детали до 20мм без разделки кромок.
Для сварки алюминиевых сплавов в среде защитных газов применяют аргон высшего сорта или смеси аргона с гелием.
Металл толщиной до 2 мм в нижнем положении сваривают в один проход без присадочного материала на подкладках м длина дуги не более 3 мм. Металл толщиной 4–8 мм сваривают «левым способом». Сварка неплавящимся электродом металла с толщиной боле 8 мм используют «правый способ».
Для дуговой сварки неплавящимся электродом применяют электроды из лантанированного (ЭВЛ), иттрированного (ЭВИ), торированного (ЭВТ) или чистого вольфрама (ЭВЧ). Наибольшую стойкость и сварочный ток показывают электроды ЭВИ. Этими электродами сваривают за один проход заготовки с толщиной 20 мм при сварочном токе 800-1000 А.
MIG сварка плавящимся электродом
Автоматической и полуавтоматической сваркой плавящимся электродом получают стыковые, тавровые, нахлесточные и других соединений алюминия и сплавов алюминия толщиной 3—6 мм и более. Детали тоньше 3 мм соединяют импульсно‑дуговой сваркой при мелкокапельном струйном переносе металла. Автоматическая сварка преимущественно ведется для металла толщиной 10—12 мм и более. Экономическая целесообразность применения сварки плавящимся электродом возрастает с увеличением толщины свариваемых заготовок. Высокую производительность процесса обеспечивает глубокое проплавление. Этим способом сварки удается получать надежное проплавление корня шва при сварке тавровых и нахлесточных соединений.
Экономическая целесообразность применения сварки плавящимся электродом возрастает с увеличением толщины свариваемых заготовок. Высокую производительность процесса обеспечивает глубокое проплавление. Этим способом сварки удается получать надежное проплавление корня шва при сварке тавровых и нахлесточных соединений.
Сварка плавящимся электродом проходит в защитной среде инертных газов — в аргоне, гелии или их смеси. Дуга питается постоянным током обратной полярности дляудаления пленки оксидов, когда плавящийся электрод будет анодом, а свариваемый металл — катодом. Оксидную пленку разрушают и распыляют положительные ионы, которые бомбардируют катод (эффект катодного распыления).
Недостаток способа сварки алюминия плавящимся электродом — снижение по сравнению со сваркой неплавящимся электродом показателей механических свойств. Для сплава АМг6 предела прочности уменьшается на 15 %. Прочность шва ухудшается, так как электродный металл проходит через дуговой промежуток и перегревается в большей степени, чем присадочная проволока при сварке неплавящимся электродом.
Преимущество этого способа сварки в том, что металл хорошо перемешивается в сварочной ванне, поэтому шов лучше очищается от оксидных включений. Сварки алюминия плавящимся электродом обеспечивает высокую производительность.
При импульсно-дуговой сварке плавящимся электродом на постоянный ток обратной полярности накладываются кратковременные импульсы тока. Импульсное устройство регулирует частоту следования и величину импульсов тока для получения мелкокапельного направленного переноса электродного металла через дугу. Капли переносятся при более низких значениях сварочного тока, чем при естественном мелкокапельном переносе. Величина и длительность импульсов управляет переносом металла с торца электрода небольшими каплями в широком диапазоне токов. Импульсы тока воздействуют на ванну жидкого металла, создают более мелкую структуру металла шва. В паузах между импульсами постояная составляющая тока поддерживает горение сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Особенности сварки сплавов алюминия
В технике применяются различные сплавы алюминия, которые обладают более высокой механической прочностью по сравнению с прочностью чистого алюминия и сохраняют невысокую плотность (2,65—2,8 г/см3). Алюминиевые сплавы разделены на две группы: сплавы термически не упрочняемые и сплавы термически упрочняемые. Термически не упрочняемые сплавы мало чувствительны к термической обработке, их сварное соединение приближается к прочности основного металла в отожжённом состоянии.
| Сплав | Толщина мм | Образец | Состояние образца | σ0,2, МПа при Т, °С | ||
| 20 | 200 | 250 | ||||
| АД1 | 1,5 | Основной металл | Отожженный | 86,3 | – | – |
| Сварное соединение | Отожженный после сварки | 83,4 | – | – | ||
| АМц | 1,5 | Основной металл | Отожженный | 118,7 | – | – |
| Сварное соединение | Отожженный после сварки | 118,7 | – | – | ||
| Основной металл | Полунагартованный | 186,4 | – | – | ||
| Сварное соединение | Полунагартованный после сварки | 117,7 | – | – | ||
| АМг3 | 2,0 | Основной металл | Отожженный | 230,5 | – | – |
| Сварное соединение | Отожженный после сварки | 220,7 | – | – | ||
| АМг6 | 2,0 | Основной металл | Отожженный | 361,0 | 201,1 | 145,1 |
| Сварное соединение | Отожженный после сварки | 367,9 | 206,0 | 174,6 | ||
| Основной металл | Нагартованный | 459,1 | 260,0 | – | ||
| Сварное соединение | Нагартованный после сварки | 359,0 | 255,0 | – | ||
| Д20 | 2,0 | Основной металл | Закаленный и искусственно состаренный | 443,4 | 343,4 | – |
| Сварное соединение | Закаленный и искусственно состаренный после сварки | 272,7 | 235,4 | – | ||
Все способы и режимы сварки плавящимся электродом технического алюминия пригодны и для термически неупрочняемых алюминиевых сплавов типа АМц и АМг. При сварке высокопрочных алюминиевых сплавов и особенно термически упрочненного основного металла в каждом конкретном случае подбирают способы увеличения коэффициента прочности сварных соединений и повышения стойкости шва и околошовной зоны против образования трещин и устранения других дефектов: выбор присадочной проволоки оптимального состава, подбор режимов сварки, рациональный порядок выполнения швов, предварительный и сопутствующий подогрев и др. Внедение модификаторов (цирконий, титан, бор) в проволоку резко повышает стойкость швов против образования кристаллизационных трещин. Для ряда высоколегированных сплавов (например, систем Al—Mg и Al—Cu) хорошие результаты дает применение проволоки с пониженным содержанием сопутствующих примесей. В ряде случаев удовлетворительные свойства швов на высокопрочных сплавах получают при сварке проволокой, которая отличается по составу от основного металла (например, проволока марки СвАК5 для сплавов типа АВ, АД31, АДЗЗ).
Заметно снижается прочность сварных соединений по сравнению с прочностью основного металла при сварке сплавов в нагартоваином состоянии, особенно при сварке высоколегированных термически упрочняемых сплавов. В этом случае коэффициент прочности сварных соединений составляет 0,5—0,65. Существенное повышение прочности сварных соединений в этом случае достигается путем термической обработки — закалки с последующим старением или только естественного старения. Усталостная прочность сварных соединений из алюминиевых сплавов заметно снижается по сравнению с прочностью основного металла, Швы со снятым усилением имеют усталостную прочность выше, чем швы с усилением.
Из сплавов, упрочняемых термически, важнейшим является дуралюминий, широко применяемый в самолётостроении и имеющий ряд разновидностей с пределом прочности от 38 до 46 кг/мм2. Задача сварки этого важнейшего сплава до сих пор не разрешена полностью. Дуралюминий представляет собой в основном сплав алюминия с медью и магнием, образующих интерметаллические соединения. Растворимость этих соединений в алюминии зависит от температуры. При нагреве алюминия до температуры выше критической, соединения полностью растворяются в металле и остаются в нём в таком виде при быстром охлаждении, т. е. происходит закалка сплава. При последующем старении раствор соединений в металле распадается, выделяя частицы в мелко дисперсном виде, что придаёт дуралюминию его выдающиеся механические свойства, высокую прочность и твёрдость. В процессе сварки происходит местный перегрев металла, вызывающий резкое снижение механических свойств соединения. При застывании металла в сварном шве растут крупные кристаллиты. Они создают напряжения, которые делают шов хрупким.
Снижение прочности не может быть устранено последующей термообработкой, которая не возвращает металлу ослабленной зоны первоначальных высоких механических свойств. Сплавы типа дюралюминий Д16, Д1 сваривают точечной сваркой, при которой перегрев и расплавление происходят не по всей длине соединения.
Стыковая контактная сварка
Удовлетворительные результаты даёт контактная сварка алюминия. Стыковая контактная сварка алюминия производится непрерывным оплавлением на машинах с электрическим приводом. Сварочный ток берётся около 15000 A на 1 см2 свариваемого сечения. Величина оплавления составляет от 5 до 12 мм, а величина осадки от 1,5 до 5 мм в зависимости от величины сечения сварного шва. Время непрерывного оплавления колеблется от 30 до 70 периодов переменного тока. Ток выключается в начале осадки, продолжительность осадки — от 2 до 5 периодов тока.
Контактная точечая сварка
Существенными затруднениями при точечной сварке являются высокая электропроводность алюминия и быстрое за 0,002—0,005 сек. расплавление металла в процессе сварки, что требует быстро перемещать электрод сварочной машины, чтобы поддержать давление и контакт с основным металлом.
Для алюминия и его сплавов точечную сварку применяют к деталям с тощиной 0,4—6 мм. Точечная сварка требует сварочных токов с плотностью 1000 А/мм2, что в 4 раза больше сварочных токов для стали.
Хорошие результаты даёт точечная сварка аккумулированной энергией. В промышленности применяется конденсаторная точечная сварка алюминия. Электроды для точечной сварки алюминия рекомендуется изготовлять из медных сплавов с высокой твёрдостью, высокой электропроводностью и теплопроводностью. Удовлетворительные результаты даёт сплав ЭВ.При прилипании алюминия к медному электроду необходима немедленная зачистка электрода со снятием тонкого слоя металла, иначе неизбежно повреждение поверхности точек. Необходимо интенсивное охлаждение электродов проточной водой. Возможна также и шовная сварка алюминия, но для этой цели необходимы мощные машины с ионными прерывателями.
как правильно это делать и на что обратить внимание при подготовке
Вопросы, рассмотренные в материале:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов
Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов. Приведем примеры самых распространенных проблем:
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.

- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.
- Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.
VT-metall предлагает услуги:
Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей
Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.

Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
- Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Сушка при температуре не ниже +60° С до полного удаления влаги.
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра.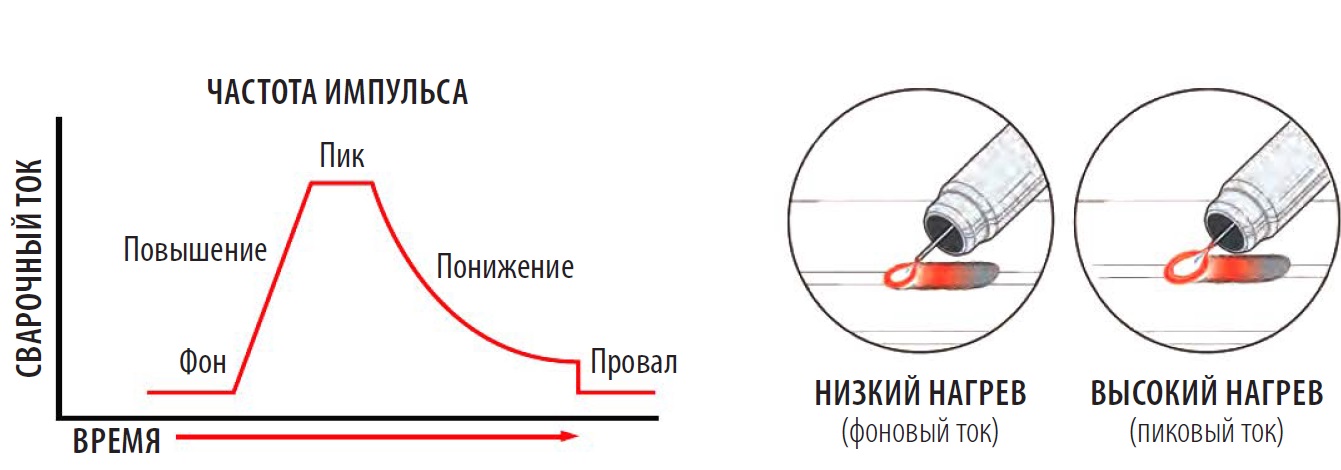 Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.
Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами
Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).
Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).
Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
- Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).
- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
 Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса
По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.
Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
|
Режимы аргонодуговой сварки алюминия вольфрамовым электродом |
||||
|
Толщина металла, мм |
Диаметр, мм |
Сила тока, А |
||
|
Вольфрамового электрода |
Присадочной проволоки |
В аргоне |
В гелии |
|
|
1-2 |
2 |
1-2 |
50–70 |
30–40 |
|
3-4 |
3 |
2-3 |
100–130 |
60–90 |
|
4–6 |
4 |
3 |
160–180 |
110–130 |
|
6–10 |
5 |
3-4 |
220–300 |
160–240 |
|
11–15 |
6 |
4 |
280–360 |
220–300 |
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.
При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.
Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
Технология сварки алюминия полуавтоматом
Другим названием полуавтоматического сваривания является MIG сварка. Высокая производительность данного процесса обеспечивается импульсным оборудованием, которое формирует мощный импульс высокого напряжения. Под его воздействием оксидная оболочка быстро разрушается.
Технология действия данного оборудования подразумевает забивку каждой частицы расплава металлического стержня в область сваривания. Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
MIG/MAG соединение в полуавтоматическом режиме производится на довольно дорогостоящем оборудовании, приобрести которое может не каждый. Но современные мастера, увлекающиеся сварочными работами, нашли выход из этого положения, модифицировав стандартный полуавтоматический аппарат, используемый для соединения алюминиевых заготовок и нержавейки.
Принцип действия такого аппарата аналогичен MIG соединению, хотя есть ряд технических особенностей, оказывающих существенное влияние на качество получаемого результата:
- Чистый алюминий и его сплавы не поддаются варке током высокого напряжения и прямой полярности. Используется прямо противоположный вариант.
- Для подачи алюминиевого прутка необходимо специальное оборудование. Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
- Цветной металл при нагреве сильно расширяется. Эта особенность может стать причиной застревания проволоки в зоне наконечника подающего механизма. Предотвратить это помогут особые наконечники с маркой Al. Их можно заменить на стандартные модели наконечников с увеличенным диаметром.
- Расход материала и качество сварного шва определяется маркой присадочной проволоки. Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
 Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.Современные технологии сварки алюминия
1. Лазерная сварка.
Это сугубо производственная технология, отличающаяся очень специфическими характеристиками. До начала сварочных работ важно очень тщательно очистить изделие от загрязнений.
Технология сварки алюминия лазером позволяет достигать удивительной точности соединения. При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
- возможность создавать швы сложной формы;
- высокий уровень производительности;
- оперативность сварочного процесса и (чаще всего) его автоматизация;
- экологически безопасный режим сварки;
- сваривание может проводиться в любом пространственном положении;
- околошовная зона практически не подвергается тепловому воздействию, что позволяет сохранять все первоначальные свойства.
Следует помнить и о недостатках данного метода:
- высокая стоимость оборудования и всего процесса в целом;
- лазер плохо обрабатывает толстостенные изделия;
- предназначен для работы с узким спектром изделий.
2. Плазменная сварка.
Современная технология сварки алюминия при помощи плазмы позволяет добиться очень хороших результатов. Этим достигается высокая концентрация энергии и довольно глубокое проплавление.
Технология аналогична процессу соединения металлов в аргоновой среде. Во время сварочного процесса металл в нужном месте расплавляется под воздействием плазмы. Все это действие происходит в защитном облаке, благодаря которому в зону сварочной ванны не попадают газы, содержащиеся в атмосфере.
Технология сварки алюминия при помощи плазмы подразумевает использование специального оборудования– аппарата для плазменной сварки. Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Существует несколько модификаций источников питания, отличающихся друг от друга величиной силы тока, напряжением холостого тока, продолжительностью нагрузки и пр. В зависимости от этих характеристик меняется потребляемая мощность источника питания.
Плазмотрон оборудован специальными подводами, по которым подается плазмообразующий и защитный газ и обеспечивается охлаждение стенок сопла жидкостью или воздухом. Технология функционирования горелки опирается на использование электрода, сделанного из меди, тугоплавкого вольфрама или гафния.
Всего выделяют четыре вида плазменной сварки алюминия:
1. Сварка при помощи плавящегося электрода.
Для выполнения данного процесса понадобится специальная газовая среда, которая будет иметь защитные свойства. Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
2. Автоматическая дуговая сварка.
Для выполнения автоматической дуговой сварки понадобится полуоткрытая плазменная дуга по флюсу и закрытая дуга под флюсом. Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Слой флюса необходим для того, чтобы предотвратить возможные нарушения технологического процесса и шунтирование. Если сварка осуществляется вручную, то размеры флюса определяются исходя из показателя толщины элементов. Средними данными являются ширина 20–45 мм, толщина 7–15 мм.
3. Ручная дуговая.
Технология сварки алюминия в ручном режиме используется, когда соединяются разные металлы (алюминий, алюминиево-кремниевый сплав, цинковый или магниевый сплав). В этом случае необходима толщина деталей не менее 4 мм. Ток должен быть постоянным с обратной полярностью и высокой скоростью.
Разделка кромок нужна, если их толщина более 1 см. В случае разделки кромок сварной шов формируется встык. Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
4. Электронно-лучевая.
Технология электронно-лучевого соединения подразумевает использование вакуума. Оксиды под влиянием паров металлов разрушаются. Так, благодаря вакууму окись разлагается, а водород выводится из сварного шва.
Качество соединения очень высокое, швы ровные, заготовка не деформируется, а материал в зоне стыка сохраняет свои прочностные характеристики.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка алюминия
ТЕХНОЛОГИЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
ХАРАКТЕРИСТИКА АЛЮМИНИЕВЫХ СПЛАВОВ
Отличаясь малой массой, сравнительно высокой прочностью, хорошей обрабатываемостью и способностью легко деформироваться, полуфабрикаты из алюминиевых сплавов (листы, профили, трубы) имеют важное значение во всех отраслях народного хозяйства.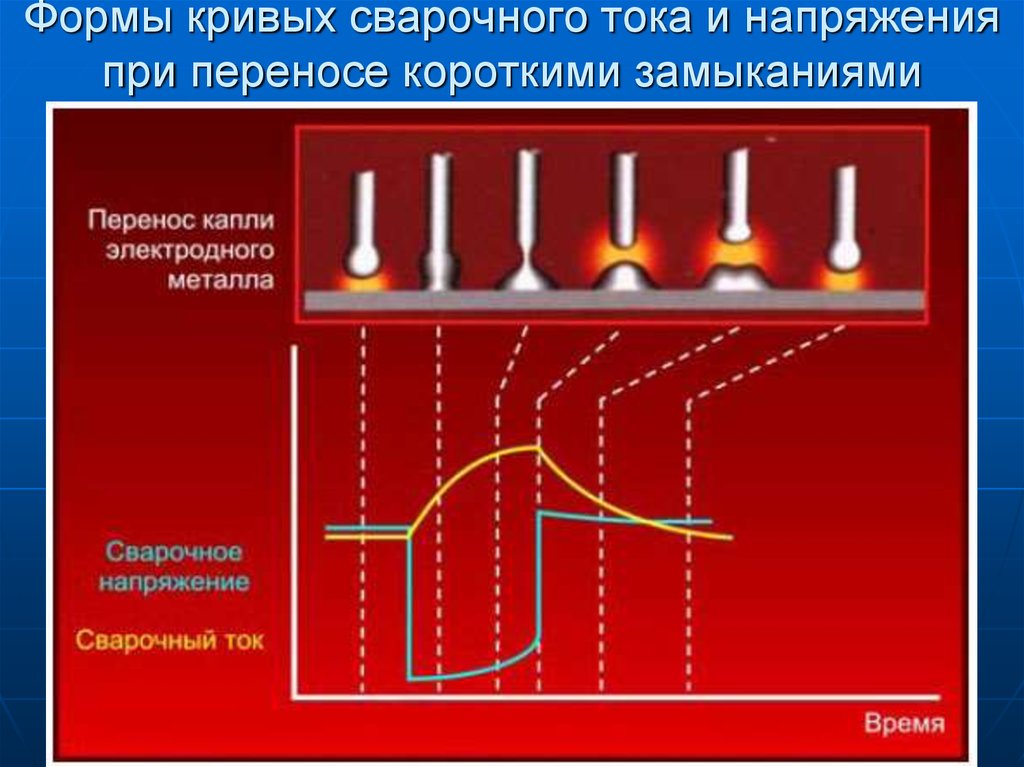 Высокая коррозионная стойкость большинства алюминиевых сплавов, хорошая теплопроводность и электропроводимость делают их во многих случаях труднозаменимым конструкционным материалом. В сварных конструкциях получили распространение деформируемые алюминий (АД, АД1 и др.) и алюминиевые сплавы, не упрочняемые термообработкой (АМц, АМг, АМгЗ, АМгбВ, АМгб и др.), а также упрочняемые (АД31, АДЗЗ, 1201, 1915, 1420 и др.).
Высокая коррозионная стойкость большинства алюминиевых сплавов, хорошая теплопроводность и электропроводимость делают их во многих случаях труднозаменимым конструкционным материалом. В сварных конструкциях получили распространение деформируемые алюминий (АД, АД1 и др.) и алюминиевые сплавы, не упрочняемые термообработкой (АМц, АМг, АМгЗ, АМгбВ, АМгб и др.), а также упрочняемые (АД31, АДЗЗ, 1201, 1915, 1420 и др.).
МЕТАЛЛУРГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ
Взаимодействие алюминия с кислородом, кислородо-содержащими газами и азотом. Алюминий обладает способностью активно взаимодействовать с кислородом. Так, например, при температуре 1000°С реакция окисления алюминия может протекать даже в условиях глубокого вакуума или в чистом аргоне, где кислород присутствует в тысячных долях процента. Образующийся в результате этого взаимодействия оксид алюминия Аl203 покрывает поверхность изделия прочной и плотной пленкой. Окисление алюминия при нормальной температуре после достижения предельной толщины пленки практически прекращается. Предельная толщина пленки при выдержке алюминия в атмосфере воздуха при температуре 20°С устанавливается через 7-14 дней и достигает 5-10 нм.
Предельная толщина пленки при выдержке алюминия в атмосфере воздуха при температуре 20°С устанавливается через 7-14 дней и достигает 5-10 нм.
Такое поведение алюминия может быть объяснено хорошими защитными свойствами оксидной пленки. Это подтверждается известным правилом, согласно которому плотная пленка с защитными свойствами образуется в том случае, если отношение объема оксида к объему окислившегося металла больше единицы. Для алюминия такое соотношение равно 1,24, а для магния 0,79. Благодаря плохим защитным свойствам оксидной пленки магния окисление его в отличие от алюминия идет непрерывно, и толщина пленки возрастает со временем линейно.
Важнейшей характеристикой оксидной пленки алюминия служит ее способность адсорбировать газы, в особенности водяной пар. Последний удерживается оксидной пленкой вплоть до температуры плавления металла. Отличаясь значительной механической прочностью (20 МПа при толщине 10-5 см), оксидная пленка алюминия, несмотря на большую плотность, чем у алюминия (2,85- 3,95), легко удерживается на поверхности жидкого металла силами поверхностного натяжения. Коэффициент температурного расширения оксидной пленки почти в 3 раза меньше коэффициента расширения алюминия, поэтому при нагреве металла в оксидной пленке образуются трещины.
Коэффициент температурного расширения оксидной пленки почти в 3 раза меньше коэффициента расширения алюминия, поэтому при нагреве металла в оксидной пленке образуются трещины.
При наличии в алюминии легирующих добавок состав оксидной пленки может меняться. В составе оксидной пленки сплавов, содержащих кремний или магний, обнаруживается соответственно присутствие силлиманита (Al203-Si02) и магнезиальной шпинели (MgO-AI203).
При наличии в алюминии примесей щелочных и щелочноземельных элементов оксидная пленка обогащается их оксидами. Подобная сложная оксидная пленка — более рыхлая, более гигроскопичная и хуже защищает металл от диффузии газов.
Наличие оксидной пленки на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (2050°С), оксидная пленка не расплавляется в процессе сварки и покрывает металл прочной оболочкой, затрудняющей образование общей ванны. При сварке должны быть приняты меры для разрушения и удаления пленки и защиты металла от повторного окисления.
Благодаря большой химической прочности соединения восстановление алюминия из его оксида в условиях сварки практически невозможно. Также не удается связать Аl203 в прочное соединение по реакции кислота + основание = соль. Поэтому действие флюсов для сварки алюминия основано на процессах растворения и смывания диспергированной оксидной пленки расплавленным флюсом.
Флюсы и покрытия электродов для сварки алюминия и его, сплавов построены однотипно. Основу флюсов, как правило, составляют легкоплавкие смеси хлористых солей щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений, активизирующих действие флюса.
Ранее предполагалось, что действие флюсов основано исключительно на растворении оксидной пленки фторидами, имеющимися в составе флюсов. Однако сравнение данных растворимости оксида алюминия фторидами позволяет признать это объяснение маловероятным, поскольку его растворимость во фторидах невелика, а их содержание во флюсах недостаточно. Так, например, в чистых расплавленных солях натрия и калия, часто служащих основой флюсов для сварки, оксид алюминия практически не растворяется. При введении в состав флюса криолита растворимость оксида алюминия возрастает. Однако при температуре 900°С при содержании во флюсе 10% криолита растворимость оксида алюминия все же не превышает 0,15%.
Так, например, в чистых расплавленных солях натрия и калия, часто служащих основой флюсов для сварки, оксид алюминия практически не растворяется. При введении в состав флюса криолита растворимость оксида алюминия возрастает. Однако при температуре 900°С при содержании во флюсе 10% криолита растворимость оксида алюминия все же не превышает 0,15%.
Более вероятен следующий механизм действия флюса. В процессе нагрева металла, благодаря различным коэффициентам теплового расширения металла и пленки, в последней образуются мельчайшие трещины. В трещины затекает расплавленный флюс, содержащий хлориды. В результате взаимодействия алюминия с флюсом образуется соединения АlСl3. Хлорид алюминия возгоняется при температуре 183°С, и при сварке упругость паров хлоридов алюминия может достичь значительной величины. Образующиеся в месте контакта с жидким металлом пары хлористого алюминия отрывают частицы пленки от его поверхности. Последние уносятся движущимся флюсом и частично в нем растворяются.
Известный факт благоприятного действия фторидов, содержащихся во флюсах, на повышение их активности можно объяснить тем, что фториды, растворяя оксид алюминия преимущественно по границам образующихся в пленке трещин, облегчают доступ флюсов к жидкому металлу под пленкой, активизируя процесс ее разрушения и удаления.
В условиях аргонодуговой сварки возможно удаление оксидной пленки за счет катодного распыления. Катодное распыление обусловлено бомбардировкой поверхности катода положительно заряженными ионами.
Благодаря относительно большим размерам положительно заряженные ионы при соударении отдают свою энергию (кинетическую и потенциальную) поверхностным атомам, которые в свою очередь передают энергию глубинным атомам. В связи с концентрированной передачей энергии поверхностным атомам создаются благоприятные условия для их испарения. При этом в первую очередь испаряются атомы поверхностных оксидных пленок.
Анод бомбардируется в основном электронами, которые из-за малых размеров передают свою энергию (кинетическую и потенциальную) не только поверхностным атомам, но и глубинным. В этом случае энергия, передаваемая электронами аноду, распределяется более равномерно между поверхностными атомами и расположенными глубже. Такой характер передачи энергии снижает вероятность испарения поверхностных атомов, но с другой стороны способствует интенсивному’ нагреву металла в поверхностном слое анода. Благодаря этому анод при прочих постоянных условиях нагревается до более высокой температуры по сравнению с катодом (температура нагрева вольфрамового анода 4200 К, катода 3600 К, температура плавления вольфрама 3600 К), а испарение поверхностных атомовпроисходит более интенсивно с катода. Это учитывают при разработке технологии сварки алюминия и его сплавов.
В этом случае энергия, передаваемая электронами аноду, распределяется более равномерно между поверхностными атомами и расположенными глубже. Такой характер передачи энергии снижает вероятность испарения поверхностных атомов, но с другой стороны способствует интенсивному’ нагреву металла в поверхностном слое анода. Благодаря этому анод при прочих постоянных условиях нагревается до более высокой температуры по сравнению с катодом (температура нагрева вольфрамового анода 4200 К, катода 3600 К, температура плавления вольфрама 3600 К), а испарение поверхностных атомовпроисходит более интенсивно с катода. Это учитывают при разработке технологии сварки алюминия и его сплавов.
Поскольку в процессе аргонодуговой сварки имеет место лишь разрушение пленки, а не удаление ее, как при сварке с флюсами, то возникает необходимость повышения требований к качеству предварительной обработки деталей перед сваркой с целью получения возможно более тонкой и однородной пленки по всей поверхности кромок изделий. Для предупреждения дополнительного окисления ванны и засорения ее оксидами в процессе сварки обязательное условие — применение аргона высокой чистоты.
Для предупреждения дополнительного окисления ванны и засорения ее оксидами в процессе сварки обязательное условие — применение аргона высокой чистоты.
В алюминиевых сплавах концентрация легирующих элементов, как правило, невелика и редко превышает 5-10 %. Если учесть исключительно высокую активность алюминия по отношению к кислороду и его способность восстанавливать многие металлы из их оксидов, то ожидать ощутимых потерь в результате окисления таких элементов, как Си, Mn, Fe, Si, Zn, входящих в небольших концентрациях в состав сплавов, нет основания.
Исключение может составить магний, обладающий значительно большим сродством к кислороду, чем алюминий. Ориентировочные расчеты показывают, что в присутствии алюминия преимущественное окисление магния наблюдается при содержании его в сплаве нескольких десятых долей процента. Наличие же на поверхности алюминиево-магниевых сплавов сложной оксидной пленки, которая в ряде случаев представляет собой практически чистую магнезию, подтверждает это положение.
Присутствие на поверхности металла прочной оксидной пленки сказывается на характере капельного переноса металла. При сварке в окислительной среде размер капель, переходящих с электрода, достигает большой величины, и горение дуги протекает неустойчиво. Снижение окисляющего действия атмосферы и применение покрытий на электродах способствуют уменьшению размеров переходящих капель.
Большое влияние на размер переходящих капель и устойчивость-процесса сварки оказывают выбранная полярность и плотность тока на электроде. При сварке на прямой полярности благодаря разрушению пленки на катодном пятне наблюдается быстрое плавление электрода при сравнительно мелкокапельном переносе металла. Начиная с некоторой величины плотности тока металл переходит в виде очень мелких капель, создающих впечатление струи.
При сварке на обратной полярности при прочих равных условиях размер переходящих капель с электрода оказывается большим, чем при сварке на прямой полярности. Однако и в этом случае начиная с определенной величины плотности тока крупнокапельный перенос металла сменяется мелкокапельным струйным. Дуга приобретает высокую устойчивость и способность к саморегулированию.
Дуга приобретает высокую устойчивость и способность к саморегулированию.
Сварка алюминия при низких температурах — Технологии и документации
#1 Виктор Р
Отправлено 09 October 2015 09:49
Добрый день, коллеги! Какая минимальная температура должна быть в цеху для сварки металлоконструкций из алюминиевого сплава 6063 либо 6082? Толщина металла порядка 4 мм. Полагаю, что не менее +5 градусов, возможно нужен будет подогрев начальных мест сварки…
- Наверх
- Вставить ник
#2 A L E X
Отправлено 09 October 2015 15:41
Добрый день, коллеги! Какая минимальная температура должна быть в цеху для сварки металлоконструкций из алюминиевого сплава 6063 либо 6082? Толщина металла порядка 4 мм.
 Полагаю, что не менее +5 градусов, возможно нужен будет подогрев начальных мест сварки…
Полагаю, что не менее +5 градусов, возможно нужен будет подогрев начальных мест сварки…Я гляжу вам вообще наплевать на требования к микроклимату рабочих мест в производственных и офисных помещениях, люди для вас это расходный материал что ли.
Берём и открываем СанПиН 2.2.4.548-96 Гигиенические требования к микроклимату производственных помещений.
У вас 3я категория работ по уровню энергозатрат:
к категории III — работы с интенсивностью энергозатрат более 250 ккал/ч (более 290 Вт), связанные с постоянными передвижениями, перемещением и переноской значительных (свыше 10 кг) тяжестей и требующие значительных физических усилий (ряд профессий в кузнечных цехах с ручной ковкой, литейных цехах с ручной набивкой и заливкой опок машиностроительных и металлургических предприятий и подобные).
А это значит что в зимний период года температура воздуха в цеху должна быть плюс 16-18 градусов, а температура поверхностей плюс 15-19 градусов и скорость воздуха не выше 0.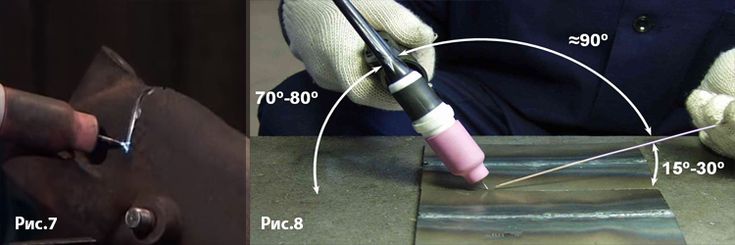 3 м/с
3 м/с
Допускается температура воздуха и плюс 13-15.9 градусов.
Не соблюдения температуры в цеху влечёт наложение штрафа или производится приостановление деятельности на срок до 90 суток, в соответствии со ст. 6.3 Кодекса об Административных правонарушениях.
- Наверх
- Вставить ник
#3 Виктор Р
Отправлено 09 October 2015 16:07
Я гляжу вам вообще наплевать на требования к микроклимату рабочих мест в производственных и офисных помещениях, люди для вас это расходный материал что ли.
Берём и открываем СанПиН 2.2.4.548-96 Гигиенические требования к микроклимату производственных помещений.
У вас 3я категория работ по уровню энергозатрат:
к категории III — работы с интенсивностью энергозатрат более 250 ккал/ч (более 290 Вт), связанные с постоянными передвижениями, перемещением и переноской значительных (свыше 10 кг) тяжестей и требующие значительных физических усилий (ряд профессий в кузнечных цехах с ручной ковкой, литейных цехах с ручной набивкой и заливкой опок машиностроительных и металлургических предприятий и подобные).
А это значит что в зимний период года температура воздуха в цеху должна быть плюс 16-18 градусов, а температура поверхностей плюс 15-19 градусов и скорость воздуха не выше 0.3 м/с
Допускается температура воздуха и плюс 13-15.9 градусов.
Не соблюдения температуры в цеху влечёт наложение штрафа или производится приостановление деятельности на срок до 90 суток, в соответствии со ст. 6.3 Кодекса об Административных правонарушениях.

Спасибо за отзыв, с позиции человеческого фактора это понятно, над зданием работают наши проектировщики…вопрос стоял скорее с технической точки зрения…ведь часто бывают ситуации, когда нужно варить не в совсем комфортных условиях или условиях, не попадающих под определённые нормы
- Наверх
- Вставить ник
#4 nik633
Отправлено 09 October 2015 16:54
Так можно и на улице варить. Пред подогрев и вперед. Незабывайте когда оборудование заносите с холода в тепло , выпадает конленсат. Давайте отогреться.
Пред подогрев и вперед. Незабывайте когда оборудование заносите с холода в тепло , выпадает конленсат. Давайте отогреться.
- Наверх
- Вставить ник
#5 svarnoi69
Отправлено 09 October 2015 17:02
Виктор Р, тогда действуют рекомендации изготовителя сварочного оборудования.
инверторные источники до -10С.
сварочные выпрямители типа ВД-306/505 ,ВДУ-508 до -10/-40.С ,в зависимости то климатического исполнения.
Сообщение отредактировал svarnoi69: 09 October 2015 17:25
- Наверх
- Вставить ник
#6 aleksey 13
Отправлено 09 October 2015 19:29
Я сначала тоже переживал, но потом смотрю народ варит в мороз и я варил. Было примерно -20, варил алюминий 4043, кушать охота было.
Было примерно -20, варил алюминий 4043, кушать охота было.
- Наверх
- Вставить ник
#7 Виктор Р
Отправлено 12 October 2015 08:22
Доброе утро! Спасибо всем за ответы! Теперь есть общая картина…
- Наверх
- Вставить ник
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовых автомобилей, профили рельсовых транспортных средств, материалы для космических путешествий — алюминий — это САМЫЙ материал, когда речь идет о снижении веса и сохранении стабильности . Кроме того, красиво сваренный алюминиевый шов привлекает внимание.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех достоинств, при обработке этого металла есть и некоторые каверзные моменты. Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Помимо всех достоинств, при обработке этого металла есть и некоторые каверзные моменты. Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Что делает сварку алюминия такой сложной
Алюминий обладает одним свойством, которое делает сварку этого металла такой сложной: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу неповторимый серебристо-серый цвет. Но это также делает алюминий коррозионно-стойким к воде, кислороду и даже многим химическим веществам. Он защищает алюминий, так сказать. Эта защита должна быть в первую очередь буквально «расколота», потому что, как и сплошная броня, оксидный слой препятствует образованию соединения между дугой и сварочной ванной.
Оксидный слой имеет температуру плавления 2050°С, сам алюминий плавится при ок. 660°С. Так что вам пришлось бы приложить к поверхности температуру в три раза выше, чтобы расколоть оксидный слой одной лишь сваркой. При такой высокой подводимой энергии существует большой риск того, что алюминий расплавится, как только разрушится оксидный слой. По этой причине очень важно, чтобы алюминий был подготовлен к процессу сварки: необходимо снять оксидный слой.
660°С. Так что вам пришлось бы приложить к поверхности температуру в три раза выше, чтобы расколоть оксидный слой одной лишь сваркой. При такой высокой подводимой энергии существует большой риск того, что алюминий расплавится, как только разрушится оксидный слой. По этой причине очень важно, чтобы алюминий был подготовлен к процессу сварки: необходимо снять оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы все делаете правильно при сварке алюминия
1. Подготовьте надлежащим образом
Прежде чем добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло. Для сварки алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, предварительно пропитанную такими растворителями, как бутанол, ацетон или растворитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорает в процессе сварки и ее будет труднее удалить после.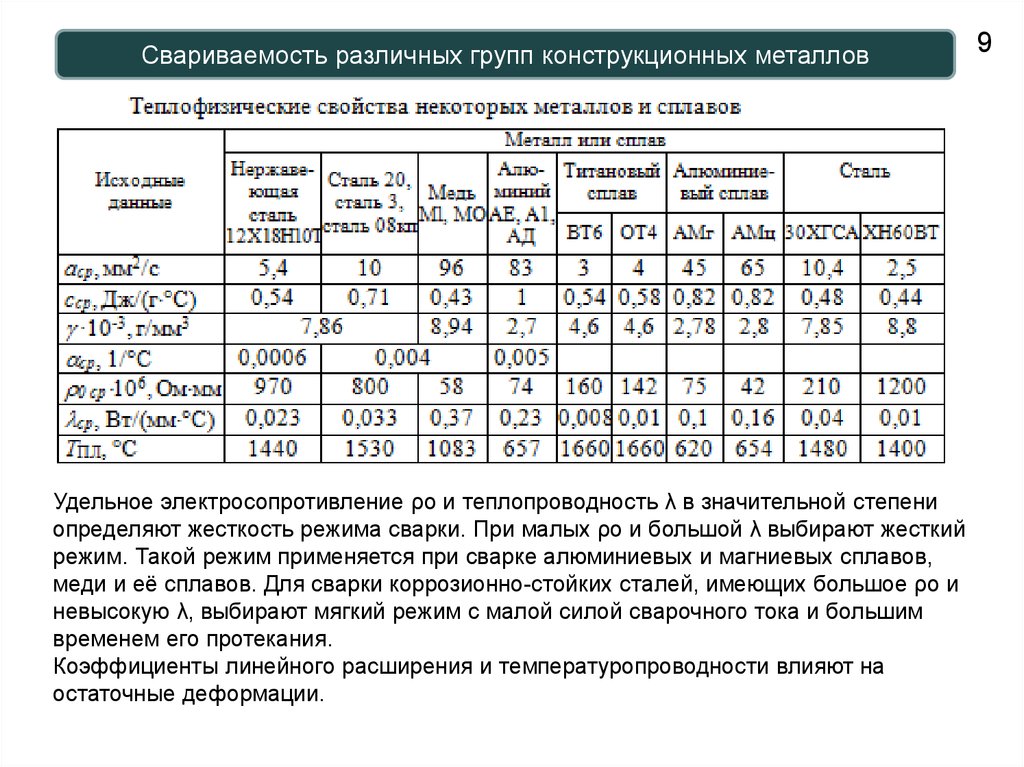
После того, как вся консистентная смазка и остатки смазки будут удалены, можно приступить к удалению слоя оксида алюминия . С одной стороны, это хорошо получается кистью или начесом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и тоже некрасиво выглядят. Вместо этого мы рекомендуем использовать синтетическое волокно, содержащее частицы, связанные с синтетикой, с помощью которого слой можно удалить сравнительно аккуратно. Поскольку через несколько минут алюминий снова окисляется, в зависимости от условий окружающей среды вам, возможно, придется пройти всю процедуру подготовки несколько раз. Черные, закопченные остатки после сварки на металле указывают на примеси газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда происходит смена положительных и отрицательных полуволн. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемый провар, достигается за счет отрицательной полуволны. Электрод также снова остывает. Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемый провар, достигается за счет отрицательной полуволны. Электрод также снова остывает. Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
В частности, при сварке переменным током необходимо учитывать еще одну вещь: электродом вы привариваете шарик на передней части, так называемую калотту. При этом вы можете проталкивать расплавленный оксидный слой вперед, как комки, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые листы алюминия – чуть более 10 мм – мы рекомендуем предварительный нагрев заготовки. Без предварительного нагрева во время сварки в заготовку будет выделяться слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать различными способами, а именно TIG, MIG и плазмой. Сварочный процесс TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения хорошо свариваются с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, вы должны убедиться, что край на обратной стороне сломан. Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
В частности, стыковые соединения хорошо свариваются с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, вы должны убедиться, что край на обратной стороне сломан. Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
Еще один совет: При сварке алюминия с помощью сварочной горелки MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов. Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу работать лучше и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать с использованием лазерного процесса и гибридного процесса лазер-MIG. Однако наиболее широко используемым процессом для сварки алюминия является процесс TIG с переменным током.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG/MAG:
Не следует также забывать об оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия. Распространенной ошибкой является использование вкладыша из стали. Однако, если бы проволока была подана, она бы терлась о сталь футеровки и непреднамеренно попадала бы частицы стали в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальную вкладыш изготовлен из углеродистого ПТФЭ , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока. С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
С процессом сварки ВИГ:
При сварке алюминия на переменном токе с помощью процесса ВИГ важно правильно выбрать вольфрамовый электрод , так как оксиды могут не содержаться. По этой причине следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнить основной материал, вызывая накопление небольшого количества остатков в сварном шве. Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, для сварки алюминия необходимо использовать не только специальные изнашиваемые детали, но и специальные детали .транспортировочные ролики для подачи проволоки от сварочного аппарата. Они должны иметь U-образный паз, чтобы предотвратить риск деформации. Алюминиевую проволоку трудно транспортировать на расстояние более трех и более метров. Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
В зависимости от основного материала и желаемых свойств соединения выбирается дополнительный материал. Сплавы AlMg обладают более высокой прочностью, чем, например, присадочная проволока AlSi.
5. Правильный защитный газ
Инертные газы – аргон или смеси аргона – используются в качестве защитных газов при сварке алюминия. Чистый аргон используется до толщины листа ок. 12,5 мм. В случае более толстого материала аргон смешивают с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25 % до 75 % в зависимости от рекомендации.
Еще одно замечание о газе:
Всегда следует помнить о точке росы защитного газа. Для сварки в основном используется аргон 4.6, который имеет чистоту 99,996 % и, следовательно, точку росы -62 °C. Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Наши рекомендации для сварки алюминия
После установки сварочного поста для сварки алюминия мы рекомендуем оставить его настроенным исключительно для сварки алюминия и настроить еще один пост для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро переключиться со стали на алюминий без необходимости все менять и перенастраивать. Вы просто меняете рабочее место.
И после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень закалки которого можно повлиять. Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки.
Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
Надо признать, что сварка алюминия немного сложнее, чем сварка стали. Но если вы будете выполнять наши советы и рекомендации, то вскоре станете настоящим специалистом по сварке алюминия.
Вытяжка дыма также является важной проблемой при сварке алюминия. Узнайте больше по этой теме в нашей бесплатной электронной книге:
Руководство по сварке алюминия: советы и методы
Алюминий — это легкий, мягкий, низкопрочный металл, который легко поддается литью, ковке, механической обработке, формованию и сварной.
Если он не легирован особыми элементами, он подходит только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяется с помощью обычного оборудования и методов, используемых для других металлов. Однако иногда может потребоваться специальное оборудование или методы.
Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость являются факторами, определяющими выбор процесса. Каждый процесс имеет определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и матовый при окислении.
Характеристики
Излом алюминиевых профилей показывает гладкую блестящую структуру. Алюминий не дает искр при искровом испытании и не показывает красный цвет до плавления. На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий имеет малый вес и сохраняет хорошую пластичность при отрицательных температурах. Он также обладает высокой коррозионной стойкостью, хорошей электро- и теплопроводностью и высокой отражательной способностью как для тепла, так и для света.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют примерный диапазон плавления от 900 до 1220ºF (от 482 до 660ºC). В алюминии не происходит изменения цвета при нагреве до температуры сварки или пайки.
В алюминии не происходит изменения цвета при нагреве до температуры сварки или пайки.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Single Wire MIG Сварка алюминияСварка алюминия и стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не проявляет окраску по мере приближения к температуре плавления до тех пор, пока он не будет поднят выше точки плавления, после чего он начнет светиться. тусклый красный.
При пайке или пайке алюминия горелкой используется флюс. Флюс будет плавиться, когда температура основного металла приблизится к требуемой температуре. Флюс высыхает первым и плавится, когда основной металл достигает правильной рабочей температуры.
При сварке горелкой с кислородно-ацетиленовой или кислородно-водородной сваркой поверхность основного металла плавится первой и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигается температура сварки. ) При сварке с использованием газовой вольфрамовой дуги или газовой дуги цвет не так важен, потому что сварка завершается до того, как плавится прилегающая область.
) При сварке с использованием газовой вольфрамовой дуги или газовой дуги цвет не так важен, потому что сварка завершается до того, как плавится прилегающая область.
Расплавленный алюминиевый наполнитель
Алюминиевый наполнитель при правильном добавлении в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы можно удовлетворительно сваривать дуговой сваркой металлическим электродом, угольной дугой и другими способами дуговой сварки. Чистый алюминий может быть легирован многими другими металлами для получения широкого диапазона физических и механических свойств.
Средства, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термообрабатываемые. Деформируемые сплавы в виде листов и плит, труб, прессованных и прокатных профилей, поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одни и те же методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Практически одни и те же методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не получило широкого распространения там, где требуется сварная конструкция. Однако они были склеены и в ограниченной степени спаяны. Недавние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основное преимущество использования процессов дуговой сварки заключается в том, что с помощью дуги получается высококонцентрированная зона нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, отличающих его сварку от сварки сталей. Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Обычные металлургические коэффициенты, применимые к другим металлам, применимы и к алюминию.
Алюминий — это активный металл, который вступает в реакцию с кислородом воздуха с образованием на поверхности твердой тонкой пленки оксида алюминия.
Температура плавления оксида алюминия составляет приблизительно 3600ºF (1982ºC), что почти в три раза превышает температуру плавления чистого алюминия (1220ºF (660ºC)). Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, вызывающего пористость алюминиевых сварных швов. Водород также может поступать из масла, краски и грязи в зоне сварки. Он также исходит от оксида и посторонних материалов на электроде или присадочной проволоке, а также от основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород выбрасывается при затвердевании. При высокой скорости охлаждения свободный водород остается внутри сварного шва и вызывает пористость. Пористость снижает прочность и пластичность сварного шва, в зависимости от ее количества.
Сварочные стержни
Сварочные стержни для алюминия (алюминиевые сварочные стержни) доступны толщиной примерно 1/8 дюйма стали. Это отличный выбор для ремонта резервуаров и труб в полевых условиях. Также хороший выбор при работе в ветреную погоду. Это не для точной работы.
Недостатком использования алюминиевых сварочных прутков является необходимость значительной практики. Также есть проблема с флюсом. флюс горит агрессивно и его трудно удалить. Он также прожигает краску.
Существуют превосходные альтернативы алюминиевым сварочным электродам, такие как сварка с подачей проволоки.
Читать : Можно ли приклеивать алюминий?
Нумерация алюминиевых сплавов
Было разработано множество сплавов алюминия. Важно знать, какой сплав предстоит сваривать. Алюминиевая ассоциация, Inc. разработала систему четырехзначных чисел для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов следующая:
- Серия 1XXX . Это алюминий чистотой 99 процентов или выше, который используется в основном в электротехнической и химической промышленности.
- Серия 2XXX . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при правильной термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто покрываются чистым алюминием или специальным алюминиевым сплавом. Эти сплавы используются в авиастроении.
- 3XXX серия . Марганец является основным легирующим элементом в этой группе, который не подвергается термической обработке. Содержание марганца ограничено примерно 1,5 процентами. Эти сплавы имеют умеренную прочность и легко поддаются обработке.
- Серия 4XXX . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в количествах, достаточных для существенного снижения температуры плавления, и он используется для пайки припоев и сварочных электродов. Большинство сплавов этой группы не поддаются термической обработке.
- Серия 5XXX . Магний является основным легирующим элементом этой группы сплавов средней прочности. Они обладают хорошими сварочными характеристиками и хорошей коррозионной стойкостью, но количество холодных операций должно быть ограничено.
- Серия 6XXX . Сплавы этой группы содержат кремний и магний, что делает их термообрабатываемыми. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- Серия 7XXX . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термообрабатываемый сплав очень высокой прочности, который используется для каркасов самолетов.
Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сварки, пайки или пайки материала. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или подобными средствами. Использование инертных газов или обильное нанесение флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя очищать едким натром или чистящими средствами с pH выше 10, так как они могут вступить в химическую реакцию.
Пленка оксида алюминия должна быть удалена перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида останутся в сварочной ванне и вызовут снижение пластичности, несплавление и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскабливание острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), напильником или любым другим механическим методом.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травящих или не травящих. Непротравливающие типы следует использовать только при работе с относительно чистыми деталями и в сочетании с другими очистителями на основе растворителей. Для лучшей очистки рекомендуются травильные растворы, но их следует использовать с осторожностью.
При погружении настоятельно рекомендуется горячее и холодное ополаскивание. Растворы травильного типа представляют собой щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не происходило слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки твердым припоем и пайки. Покрытие на покрытых алюминиевых электродах также сохраняет флюсы для очистки основного металла. Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и материалы для щелочного травления должны быть полностью удалены из зоны сварки, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В электрической системе удаления оксидов используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода дуговой сварки вольфрамовым электродом на переменном токе, когда электрод положительный (обратная полярность).
Это электрическое явление, которое фактически разрушает оксидное покрытие, создавая чистую поверхность. Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Так как алюминий химически активен, оксидная пленка сразу же начнет восстанавливаться. Время наплавки не очень быстрое, но сварные швы должны выполняться после очистки алюминия в течение не менее 8 часов для качественной сварки. При более длительном периоде времени качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления. Он проводит тепло в три-пять раз быстрее, чем сталь, в зависимости от конкретного сплава.
В алюминий нужно вложить больше тепла, хотя температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых профилей часто используется предварительный нагрев. Если температура слишком высока или период времени слишком велик, прочность сварного соединения как в термообработанных, так и в нагартованных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем это необходимо. Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные процессы сварки с высоким подводом тепла. И газовая вольфрамовая дуга, и газометаллическая дуга удовлетворяют этому требованию.
Высокая теплопроводность алюминия может оказаться полезной, так как сварной шов будет очень быстро затвердевать, если тепло очень быстро отводится от сварного шва. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает сварку во всех положениях газовой вольфрамовой дугой и дуговой сваркой металлическим электродом в среде защитного газа.
Тепловое расширение алюминия в два раза больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может привести к деформации и растрескиванию.
Сварка алюминиевых листов
При сварке алюминиевых листов из-за сложности управления дугой трудно выполнить стыковые и угловые сварные швы на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке листа тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом под углом 20 градусов, будет иметь прочность, равную сварке, выполненной кислородно-ацетиленовым процессом.
Этот сварной шов может быть пористым и не подходящим для соединений, непроницаемых для жидкости или газа. Однако дуговая сварка металлическим электродом особенно подходит для тяжелых материалов и используется для листов толщиной до 2-1/2 дюйма (63,5 мм).
Параметры тока и полярности
Параметры тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем испытания соединений.
Подготовка кромок листа
В целом конструкция сварных соединений для алюминия вполне соответствует конструкции для стальных соединений. Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При более легком толщине алюминиевого листа меньшее расстояние между канавками является преимуществом, когда растворение сварного шва не является фактором.
Контролирующим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит для сварки только с одной стороны и там, где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна наноситься на все материалы толщиной более 1/8 дюйма (3,2 мм).
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Обеспечивается превосходный контроль проплавления и качественного корневого шва. Эта подготовка кромок может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогами или перепроварами в положениях перегрева и горизонтальной сварки. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая сварка MIG одиночной проволокойДуговая сварка металлическим электродом (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большей толщины. , в любом положении, толщиной от 1/016 дюйма (1,6 мм) до нескольких дюймов. В ТМ 5-3431-211-15 описана работа типового сварочного аппарата МИГ.
Защитный газ
Необходимо принять меры предосторожности, чтобы обеспечить максимальную эффективность защитного газа. Для сварки алюминия используется сварочный аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проплавление и более горячую дугу, чем аргон.
Напряжение дуги выше при использовании гелия, и заданное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и картина проплавления алюминиевых сварных швов MIG, выполненных с использованием аргона и гелия, различаются. У аргона профиль шарика более узкий и выпуклый, чем у гелия. Схема проникновения показывает глубокий центральный разрез.
Гелий позволяет получить более плоский и широкий валик, а также обеспечивает более широкое проникновение под валик. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без каких-либо нежелательных характеристик ни того, ни другого.
Схема проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоновой. Угол наклона пистолета или горелки более важен при сварке алюминия в среде инертного защитного газа. Рекомендуется угол опережения 30º.
Наконечник проволоки электрода должен быть большего размера для алюминия. В Таблице 7-21 приведены графики технологических процессов для газовой дуговой сварки алюминия.
Сварка алюминия GMAW
Сварка алюминия, выполненная с использованием процесса GMAW. Сварщик «накладывает валик» из расплавленного металла, который становится сварным швом без шлака.Техника сварки алюминия
Электродная проволока должна быть чистой. Дуга зажигается электродной проволокой, выступающей из чашки примерно на 1/2 дюйма (12,7 мм).
Часто используемый метод заключается в поджигании дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстром подведении дуги к начальной точке сварки, изменении направления движения и продолжении обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами канавки под сварку на начальном выступе.
При завершении или прекращении сварки аналогичная практика может применяться путем изменения направления сварки на противоположное и одновременного увеличения скорости сварки для уменьшения ширины расплавленной ванны перед разрывом дуги. Это помогает предотвратить образование кратеров и растрескивание кратеров. Обычно используются вкладки стока.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя передний угол от 70 до 85 градусов по отношению к заготовке.
Обычно предпочтительнее использовать технику нанизывания бисером. Следует следить за тем, чтобы передний угол не изменялся и не увеличивался по мере приближения к концу сварного шва. Скорость перемещения дуги определяет размер валика.
При сварке алюминия этим процессом важно поддерживать высокие скорости перемещения. При сварке деталей одинаковой толщины угол электрода к рабочему месту должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если горелку направить немного вверх. При сварке толстых листов с тонкими полезно направлять дугу на более тяжелую часть.
Небольшой задний угол иногда полезен при сварке тонких профилей с толстыми. Для корневого прохода сустава обычно требуется короткая дуга, чтобы обеспечить желаемое проникновение. При последующих проходах можно использовать немного более длинные дуги и более высокие дуговые напряжения.
Оборудование для подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для эффективной подачи проволоки. Используйте вкладыши нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Алюминиевые провода чрезвычайно малого диаметра труднее протолкнуть через длинные тросы пистолета, чем стальные провода. По этой причине для электродных проволок малого диаметра используются шпульные пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Пистолеты с водяным охлаждением требуются, за исключением слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с соответствующим механизмом подачи проволоки, чувствительным к напряжению, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки с постоянной скоростью. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником постоянного тока.
Как правило, система CV предпочтительнее при сварке тонких материалов с использованием электродной проволоки любого диаметра. Это обеспечивает лучший запуск и регулирование дуги. Система CC предпочтительнее при сварке толстых материалов с использованием более крупных электродных проволок.
С этой системой качество сварки кажется лучше. Источник питания постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильный ввод мощности в сварку и высочайшее качество сварки.
Алюминий Конструкция сварного соединения
Кромки могут быть подготовлены для сварки пилением, механической обработкой, ротационным строганием, фрезерованием или дуговой резкой.
Полностью автоматическая сварка алюминия MIG одной проволокой
Пример сварки алюминия: Присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размеры: 500 x 150 x 15 мм (без предварительного нагрева) Защитный газ : Ar70/He30 Скорость сварки: 60/40 см/мин Положение сварки: 1 G Два слоя, второй слой > осциллирующийДуговая сварка вольфрамовым электродом (TIG) (GTAW)
Меры предосторожности
Процесс дуговой сварки вольфрамовым электродом (TIG) используется для сварки тонких профилей алюминия и алюминиевых сплавов. Есть несколько предосторожностей, которые следует упомянуть в отношении использования этого процесса.
- Переменный ток рекомендуется для обычных работ, т.к. он обеспечивает полупериод очищающего действия. В Таблице 7-22 приведены графики процедур сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется в ручном и автоматическом режимах. Необходимо строго соблюдать процедуры и уделять особое внимание типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа. При ручной сварке длина дуги должна быть короткой и равной диаметру электрода. Вольфрамовый электрод не должен слишком сильно выступать за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснется расплавленного металла, его необходимо исправить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для процесса дуговой сварки вольфрамовым электродом в среде защитного газа. В новом оборудовании предусмотрено программирование, пред- и постподача защитного газа, пульсация.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямой полярности). Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. Когда используется отрицательный электрод постоянного тока, можно получить чрезвычайно глубокое проникновение и высокие скорости. В Табл. 7-23 приведены графики сварочных процедур для сварки электродом с отрицательным знаком на постоянном токе.
- Защитными газами для сварки алюминия являются аргон, гелий или их смесь. Аргон используется при более низкой скорости потока. Гелий увеличивает проникновение, но требуется более высокая скорость потока. Когда используется присадочная проволока, она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая приведет к полярности наплавленного металла.
Ручная MIG-сварка алюминия
Ручная сварочная горелка с «квазиподобной» геометрией соединения Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка переменным током
Характеристики процесса
Сварка алюминия вольфрамовым электродом с использованием переменного тока приводит к очистке от оксидов.
Используется защитный газ аргон. Лучшие результаты получаются при сварке алюминия переменным током с использованием оборудования, предназначенного для получения уравновешенной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и уменьшению очищающего действия дуги. Характеристики стабильной дуги: отсутствие разрывов или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не тенденция к отталкиванию. Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника сварки алюминия
При ручной сварке алюминия на переменном токе держатель электрода держится в одной руке, а присадочный стержень, если он используется, — в другой. Первоначальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга прерывается и снова зажигается в стыке. Этот метод снижает склонность к вольфрамовым включениям в начале сварного шва. Дуга удерживается в начальной точке до тех пор, пока металл не расплавится и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны имеет важное значение, и сварка не должна начинаться перед сварочной ванной.
Если требуется присадочный металл, его можно добавить к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легким движением вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня нельзя вынимать из аргонового экрана. Необходимо поддерживать короткую длину дуги, чтобы получить достаточное проплавление и избежать подреза, чрезмерной ширины валика сварного шва и, как следствие, потери контроля провара и контура сварного шва.
Одним из правил является использование длины дуги, приблизительно равной диаметру вольфрамового электрода. При обрыве дуги в кратере сварного шва могут возникать усадочные трещины, что приводит к дефектному сварному шву.
Этот дефект можно предотвратить путем постепенного удлинения дуги при добавлении присадочного металла в кратер. Затем быстро выключите и снова зажгите дугу несколько раз, добавляя дополнительный присадочный металл в кратер, или используйте педаль, чтобы уменьшить ток в конце сварки. Прихватка перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а их концы должны быть зачищены или скошены перед сваркой.
Конструкция сварного шва
Конструкции швов применимы к процессу дуговой сварки вольфрамовым электродом в среде защитного газа с небольшими исключениями. Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилежащий угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также дает удовлетворительный припой. Краевые и угловые сварные швы быстро выполняются без добавления присадочного металла и имеют хороший внешний вид, но очень важна очень плотная посадка.
Постоянный ток, прямая полярность
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов выгоден для многих автоматических сварочных операций, особенно при сварке тяжелых профилей. Поскольку существует меньшая склонность к нагреву электрода, для данного сварочного тока можно использовать электроды меньшего размера. Это поможет сохранить узкий валик сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает большее тепловложение, чем при использовании переменного тока. Больше тепла выделяется в сварочной ванне, которая, следовательно, глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Пуск от касания загрязнит вольфрамовый электрод. Нет необходимости образовывать ванну, как при сварке переменным током, так как плавление происходит в момент зажигания дуги. Следует соблюдать осторожность при поджигании дуги в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные технологии, такие как выпускные язычки и ножные регуляторы температуры. Они полезны для предотвращения или заполнения кратеров, для регулировки тока по мере нагревания изделия и для регулировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед. Присадочная проволока равномерно подается к передней кромке сварочной ванны или укладывается на стык и расплавляется по мере продвижения дуги вперед.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины в кратере. Размер филе можно контролировать, изменяя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых профилей, а зона термического влияния будет меньше с меньшей деформацией.
Алюминиевые конструкции сварных соединений
При ручном dcsp концентрированное тепло дуги обеспечивает превосходное сплавление корня. Корневая поверхность может быть толще, канавки уже, а наросты можно легко контролировать, изменяя размер присадочной проволоки и скорость перемещения.
Сварка прямоугольным переменным током (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Пуск от касания загрязнит вольфрамовый электрод. Нет необходимости образовывать ванну, как при сварке переменным током, так как плавление происходит в момент зажигания дуги. Следует соблюдать осторожность при поджигании дуги в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные технологии, такие как выпускные язычки и ножные регуляторы температуры. Они полезны для предотвращения или заполнения кратеров, для регулировки тока по мере нагревания изделия и для регулировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается к передней кромке сварочной ванны или укладывается на стык и расплавляется по мере продвижения дуги вперед. Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины в кратере.
Размер галтели можно контролировать, меняя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых профилей, а зона термического влияния будет меньше с меньшей деформацией.
Алюминиевые сварные соединения
При ручной dcsp концентрированное тепло дуги обеспечивает превосходное срастание корня. Корневая поверхность может быть толще, канавки уже, а наросты можно легко контролировать, изменяя размер присадочной проволоки и скорость перемещения.
Дуговая сварка металлическим электродом в среде защитного газа
В процессе дуговой сварки металлическим электродом в среде защитного газа используется толстый погруженный или экструдированный электрод с покрытием из флюса с dcrp. Покрытие электродов аналогично обычным стальным электродам. Флюсовое покрытие обеспечивает газообразную защиту вокруг дуги и ванны расплавленного алюминия, а также химически связывает и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого контроля дуги, ограничений для тонкого материала и коррозионного действия флюса, если он не удален должным образом.
Дуговая сварка в среде защитного газа
Процесс дуговой сварки в среде защитного газа может использоваться для соединения алюминия. Для этого требуется флюс, и он дает сварные швы такого же внешнего вида, прочности и структуры, как и сварка в кислородно-ацетиленовой или кислородно-водородной сварке. Дуговая сварка в среде защитного газа выполняется как вручную, так и автоматически.
В качестве источника тепла используется угольная дуга, а присадочный металл подается из отдельного присадочного стержня. Флюс необходимо удалить после сварки; в противном случае может возникнуть сильная коррозия.
Ручная углеродно-дуговая сварка в среде защитного газа обычно ограничивается толщиной менее 3/8 дюйма (9,5 мм) и выполняется тем же методом, что и ручная углеродно-дуговая сварка других материалов. Подготовка соединения аналогична той, которая используется для газовой сварки. Используется стержень, покрытый флюсом.
Атомно-водородная сварка
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть как ручным, так и автоматическим, с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, не пропускает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса. Повышается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Приварка стержней
Приварка алюминиевых стержней может выполняться с помощью обычного оборудования для дуговой сварки стержней с использованием методов конденсаторного разряда или конденсаторного разряда с вытяжной дугой.
Обычный процесс дуговой сварки шпилек можно использовать для сварки алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
Пистолет для приварки алюминиевых шпилек немного модифицирован за счет добавления специального адаптера для контроля защитного газа высокой чистоты, используемого во время цикла сварки. Дополнительный вспомогательный элемент управления для контроля погружения шпильки в конце цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность, электрод-пистолет положительный, а заготовка отрицательная. Небольшой цилиндрический или конический выступ на конце алюминиевой шпильки инициирует дугу и помогает увеличить длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированным конденсаторным разрядом или вытянутой дугой с конденсаторным разрядом используются с алюминиевыми шпильками диаметром от 1/16 до 1/4 дюйма (от 1,6 до 6,4 мм).
Сварка конденсаторным разрядом использует систему электростатического накопления низкого напряжения, в которой энергия сварки накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки разрядом конденсатора для зажигания дуги используется небольшой наконечник или выступ на конце шпильки.
В процессе приварки шпилек с конденсаторным разрядом вытянутой дугой используется шпилька с заостренным или слегка закругленным концом. Он не требует зубчатого наконечника или выступа на конце шпильки для зажигания дуги. В обоих случаях цикл сварки подобен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее равномерную сварку.
Короткое время горения дуги в процессе разрядки конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная рабочая толщина алюминия, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, при этом практически вся кинетическая энергия электронов преобразуется в тепло при ударе.
Электронно-лучевая сварка обычно происходит в вакуумной камере. Размер камеры является ограничивающим фактором для размера сварного шва. Обычный дуговой и газовый нагрев плавят чуть больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет теплопроводности во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный пучок способен к настолько интенсивному локальному нагреву, что практически мгновенно испаряет дырку по всей толщине шва. Стенки этого отверстия расплавлены, и по мере того, как отверстие перемещается вдоль стыка, расплавляется больше металла на продвигающейся стороне отверстия. Эти дефекты образуются вокруг отверстия отверстия и затвердевают вдоль задней стороны отверстия, образуя сварной шов.
Интенсивность луча можно уменьшить, чтобы обеспечить частичное проникновение с той же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для кромочных, стыковых, угловых, плавящихся внахлестку и точечных сварных швов. Присадочный металл используется редко, за исключением наплавки.
Сварка контактной сваркой
Сварка алюминия контактной сваркой (точечной, шовной и оплавлением) важна при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термообрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые можно соединить контактной сваркой практически без потери прочности.
Натуральное оксидное покрытие на алюминии имеет довольно высокое и непостоянное электрическое сопротивление. Для получения точечных или шовных сварных швов с наивысшей прочностью и консистенцией обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы одинаково высокой прочности и хорошего внешнего вида зависят от неизменно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимы некоторые операции по очистке.
Подготовка поверхности к сварке обычно заключается в удалении жира, масла, грязи или опознавательных знаков, а также в уменьшении и улучшении консистенции оксидной пленки на поверхности алюминия. Удовлетворительные характеристики точечной сварки в эксплуатации в значительной степени зависят от конструкции соединения.
Точечные сварные швы всегда должны быть рассчитаны на поперечные нагрузки. Однако, когда можно ожидать растягивающих или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при рабочей нагрузке.
Прочность точечных сварных швов при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Шовная сварка
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Места, сделанные машиной для шовной сварки, можно накладывать внахлест для образования газонепроницаемого или жидкостнонепроницаемого соединения. Регулируя синхронизацию, машина для шовной сварки может производить точечные сварные швы с равномерным интервалом, по качеству равные тем, которые производятся на обычной машине для точечной сварки, и с более высокой скоростью. Эта процедура называется точечной или прерывистой шовной сваркой.
Сварка оплавлением алюминия
Все алюминиевые сплавы могут быть соединены с помощью процесса сварки оплавлением. Этот процесс особенно подходит для изготовления стыковых или косых соединений между двумя деталями одинакового поперечного сечения. Он был адаптирован для соединения алюминия с медью в виде стержней и трубок. Соединения, полученные таким образом, разрушаются за пределами зоны сварки при приложении растягивающих нагрузок.
Газовая сварка алюминия
Газовая сварка алюминия выполняется с использованием как кислородно-ацетиленового, так и кислородно-водородного пламени. В любом случае требуется абсолютно нейтральное пламя. Флюс используется так же, как и присадочная проволока. Этот процесс также не слишком популярен из-за низкой тепловложения и необходимости удаления флюса.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения чистого алюминия, но не подходит для сварки алюминиевых сплавов. Дуговая сварка под флюсом используется в некоторых странах, где нет доступа к инертному газу.
Другие процессы
Большинство процессов сварки в твердом состоянии, включая сварку трением, ультразвуковую сварку и холодную сварку, используются для алюминия. Алюминий также можно соединять с помощью пайки и пайки. Пайка может быть выполнена большинством методов пайки. Используется наполнитель из сплава с высоким содержанием кремния.
Для дополнительного чтения
Газовая сварка алюминия
Пайка алюминия
Подробнее о аргонодуговой сварке алюминия
Руководство по сварке алюминия — Miracle Welding
Сварка алюминия — это производственный процесс, в котором используется тепло и давление для соединения двух компонентов, изготовленных из алюминия или сплавов на его основе. По сравнению со сварными узлами, изготовленными из других материалов, таких как сталь, сварные алюминиевые узлы не демонстрируют такой же уровень прочности, как их исходные материалы. Таким образом, крайне важно, чтобы профессионалы отрасли выбрали правильный основной материал и метод сварки, чтобы создать максимально прочную связь между алюминиевыми компонентами.
Выбор этих элементов, однако, может быть сложной задачей, поскольку операции сварки алюминия сильно различаются в зависимости от основных материалов и применяемых методов сварки в зависимости от продукта и производственных спецификаций. В следующей статье представлен обзор сварки алюминия, чтобы клиенты могли лучше понять, какие алюминиевые материалы и методы сварки лучше всего подходят для их проекта.
Алюминий в сварочных работах: характеристики, сплавы и серия
По сравнению с другими материалами, используемыми в сварочных операциях, алюминий обладает особыми характеристиками, которые требуют специальных процедур обращения и создают уникальные проблемы. Свойства алюминия и его различных сплавов влияют на то, насколько хорошо материал подходит для процесса сварки, и на характеристики конечного продукта. Например:
- Он имеет гораздо более низкую температуру плавления, чем сталь (1222 градуса по Фаренгейту по сравнению с 2500 градусов по Фаренгейту). Это качество позволяет выполнять сварочные операции при более низких температурах для получения сопоставимого сварного шва.
- Он имеет оксидный слой с температурой плавления 3700 градусов по Фаренгейту, который действует как изолятор, что может вызвать проблемы при сварке при более низких температурах.
- Он теряет силу при нагревании и восстанавливает силу при остывании. В отличие от стали, алюминий остается прочным при более низких температурах, что делает его пригодным для использования в криогенных системах и при транспортировке сжиженного природного газа (СПГ).
Большинство, если не все, алюминиевых сплавов демонстрируют эти свойства, поскольку они состоят в основном из алюминия с меньшим процентным содержанием других элементов. В следующем списке представлена классификация серий алюминия и соответствующих элементов сплава:
- Серия 1xxx (чистый алюминий) – элементы не добавляются преднамеренно
- Серия 2xxx (термически обработанная) – Медь
- Серия 3xxx (без термической обработки) – марганец
- Серия 4xxx (без термической обработки) – силикон
- Серия 5xxx (без термической обработки) – Магний
- Серия 6xxx (термообрабатываемые) – магний и кремний
- Серия 7xxx (термообрабатываемый) – Цинк
- Серия 8xxx – Прочие элементы
Рекомендации по сварке алюминия
При планировании сварки алюминия необходимо учитывать несколько факторов, чтобы обеспечить наилучший сварной шов. Три ключевых момента:
Чистота алюминиевой поверхности
Любые загрязнения на поверхности алюминиевой заготовки могут помешать процессу сварки. Помимо потенциального изменения химической реакции, происходящей во время сварочных работ, они могут ослабить прочность сварного шва. В частности, склонность алюминия притягивать кислород и реагировать с ним, образуя тонкий оксидный слой на поверхности, требует тщательной очистки и подготовки поверхности алюминия перед началом любой операции сварки.
Размер алюминиевой заготовки
Алюминиевые листы и пластины доступны в различной толщине для широкого спектра применений. В зависимости от толщины заготовки, используемой в операции сварки, некоторые методы сварки могут не подходить, а другие — быть идеальными. Например:
- Стыковые и угловые швы, как правило, не подходят для соединения алюминиевых листов толщиной менее 1/8 дюйма (3/2 мм).
- Дуговая сварка металлическим электродом подходит для более тяжелых алюминиевых материалов толщиной до 2 1/2 дюймов (63,5 мм).
Теплопроводность алюминия
Алюминий имеет относительно низкую температуру плавления для металла. Это качество в сочетании с высокой степенью теплопроводности требует тщательного баланса подачи тепла, чтобы избежать как преждевременного рассеивания тепла, так и плавления. Алюминий проводит тепло в три-пять раз быстрее, чем сталь, и каждый из его сплавов имеет немного разный уровень теплопроводности.
Чтобы учесть эти факторы, специалисты по сварке, как правило, используют более высокие подводы тепла, чтобы обеспечить более высокую скорость сварки и предварительно нагревать более толстые детали алюминия перед выполнением любой сварочной операции. В процессе предварительного нагрева технические специалисты нагревают алюминий не более чем до 400 градусов по Фаренгейту, чтобы уменьшить изменчивость, вызванную проводимостью. Однако, поскольку воздействие слишком высокой температуры в течение слишком длительного времени может снизить прочность сварного шва в термически обработанных и нагартованных алюминиевых сплавах, заготовку нагревают в течение минимально возможного времени.
Методы сварки алюминия
Принимая во внимание эти соображения, профессионалы отрасли могут выбрать наилучшие методы для различных алюминиевых материалов, размеров деталей и предполагаемых областей применения. К наиболее распространенным методам сварки алюминия относятся следующие:
Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), также известная как сварка в среде инертного газа (MIG), при сварке используется инертный газ и постоянный ток с обратной полярностью. два куска алюминия вместе. Он подходит для сварки алюминиевых пластин толщиной от 1/16 дюйма до нескольких дюймов. Как метод сварки, он является быстрым и универсальным, предлагая высокую скорость сварки для широкого спектра материалов и предполагаемых областей применения.
Дуговая сварка вольфрамовым электродом (GTAW)
Дуговая сварка вольфрамовым электродом (GTAW) — также называемая сваркой вольфрамовым электродом в среде инертного газа (TIG) — использует вольфрамовый газ для создания дуги. В отличие от GMAW, он лучше подходит для более тонких алюминиевых листов или профилей из алюминиевых сплавов.
Дуговая сварка угольным электродом (SCAW)
Дуговая сварка угольным электродом (SCAW) — это процесс ручной или автоматической сварки, в котором для создания дуги используется углеродный газ. Угольная дуга в сочетании с присадочным материалом из отдельного присадочного стержня используется для завершения сварного шва. Хотя флюс требуется на протяжении всей операции сварки, в конце его необходимо удалить. Конечные продукты, произведенные с помощью операций SCAW, имеют сварные швы, идентичные сварным швам продуктов, изготовленных с помощью операций кислородно-ацетиленовой или кислородно-водородной сварки.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
При дуговой сварке металлическим электродом в среде защитного газа (SMAW) сварщики используют электрод, покрытый экструдированным или сильно погруженным флюсом. Это покрытие защищает сварной шов, образуя газообразный экран вокруг дуги и расплавленного материала. Он также объединяет оксид алюминия с образованием шлака, который можно удалить в конце процесса сварки или во время отделочных операций.
Сварка атомным водородом
При сварке атомным водородом используется атмосфера газообразного водорода для поддержания дуги между двумя вольфрамовыми электродами. Процесс, методы и результаты аналогичны кислородно-ацетиленовой сварке, и производители могут автоматизировать процесс или выполнять его вручную.
Приварка шпилек
Для приварки шпилек используются обычные инструменты для дуговой сварки шпилек и специальный адаптер для сварочной горелки (который позволяет управлять защитными газами высокой чистоты) для сварки шпилек диаметром от 3/16 до 3/4 дюйма. В этом процессе используются методы разряда конденсатора или разряда конденсатора с вытянутой дугой.
Электронно-лучевая сварка
При электронно-лучевой сварке сварщики бомбардируют алюминиевые детали потоком электронов с высокой скоростью. Этот поток сплавляет соединения, преобразовывая кинетическую энергию электронов в тепловую энергию при контакте с заготовкой (заготовками). Поскольку этот процесс может быть опасным, его обычно проводят в вакуумной камере.
Сварка сопротивлением
Существует три основных метода контактной сварки: сварка оплавлением, сварка швом и точечная сварка. Каждый из этих процессов подходит для соединения алюминия и алюминиевых сплавов, в том числе высокопрочных, термообрабатываемых алюминиевых сплавов.
Чудесная сварка отвечает на ваши молитвы о сварке алюминия
Компания Miracle Welding обладает более чем 44-летним опытом производства и сварки высококачественной продукции. Знания и навыки, полученные благодаря этому опыту, позволяют нам лучше понять нюансы операций сварки алюминия, в том числе то, как используемые сплавы, размеры деталей и методы влияют на качество свариваемого конечного продукта.
От MIG и TIG до дуговой и контактной сварки — у нас есть ноу-хау, чтобы удовлетворить все ваши потребности в сварке алюминия. Свяжитесь с нашей командой сегодня, чтобы узнать больше о наших сварочных возможностях, или запросите предложение, чтобы обсудить спецификации вашего следующего сварочного проекта с одним из наших экспертов.
Как сваривать алюминий: подробное руководство
Сварка алюминиевых сплавов является более сложной задачей, чем сварка стальных сплавов. Поскольку алюминий имеет более высокую теплопроводность и более низкую температуру плавления по сравнению со сталью, он может страдать от большего прожога.
Изучив свойства алюминия и лучшие методы сварки алюминия, вы поймете, как сваривать алюминий.
Фидерные проволоки из алюминия более мягкие по сравнению со стальными фидерными проволоками. Поэтому алюминиевые фидерные провода могут запутаться в этих фидерах. Более тонкие алюминиевые профили, в частности, более подвержены этому риску. В результате сварка алюминия может быть сложной задачей даже для опытных сварщиков.
Правильный выбор метода сварки алюминия зависит от условий применения и уровня квалификации сварщика. Необходимо сначала рассмотреть химические и физические свойства алюминия, чтобы понять проблемы его сварки.
Свойства алюминия
Температура плавления алюминия почти вдвое меньше, чем у стали. Алюминий плавится при температуре всего 1221 градус по Фаренгейту, а сталь плавится при 2500 градусах по Фаренгейту.
Оксидный слой алюминия имеет гораздо более высокую температуру плавления 3700 градусов по Фаренгейту. Слой оксида алюминия является твердым и обеспечивает устойчивость к коррозии и истиранию. Теплопроводность и пористость являются двумя основными проблемами при сварке алюминия.
Водород обладает высокой растворимостью в жидком алюминии. Когда алюминиевый основной металл и присадочный материал плавятся в жидкость в процессе сварки, полученная жидкая смесь может поглощать водород (газ образует раствор). Когда расплавленный металл начинает затвердевать, он становится неспособным удерживать водород в гомогенной форме. Затем в металле образуются пузырьки водорода, что приводит к пористости.
Смесь защитного газа аргона и гелия используется для борьбы с пористостью. Однако напряжение должно быть повышено, чтобы преодолеть более высокий потенциал ионизации. Из-за более высокого напряжения будет большее проникновение и подвод тепла. Следовательно, эту смесь следует использовать для более толстых алюминиевых объектов.
Алюминиевый сплав 6061 более подвержен растрескиванию благодаря своему химическому составу. Следовательно, сварка его автогенным способом очень сложна. Использование наполнителя с аналогичным химическим составом также создаст проблемы. Присадочный металл, содержащий кремний или магний, должен использоваться для уменьшения склонности этого материала к растрескиванию.
Алюминий также обладает большей теплопроводностью, чем сталь. Это означает, что холодные области алюминия могут быстро поглощать тепло из сварочной ванны, что может привести к низкому проплавлению сварного шва. Поскольку алюминий имеет в 5 раз большую теплопроводность, чем сталь, он требует гораздо большего подвода тепла, чтобы избежать низкого провара при сварке.
Выбор присадочного металла
При выборе присадочного металла для алюминия рекомендуется обращаться к таблице выбора. Для различных алюминиевых сплавов рекомендуются различные присадочные металлы в соответствии с требуемыми характеристиками сварного шва.
Таблица выбора содержит 8 характеристик, которые имеют решающее значение для сварочных работ.
- Прочность
- Чувствительность к трещинам
- Коррозионностойкий
- Пластичность
- Прочность
- Термическая обработка после сварки
- Цвет после анодирования соответствует
- Работа в условиях повышенной температуры
Можно определить, какие свойства наиболее важны для конкретного приложения, учитывая требования всех компонентов. Затем вы можете выбрать присадочный металл, который лучше всего соответствует требуемым характеристикам.
Следует отметить, что повышенная рабочая температура для алюминия составляет от 150 до 350 градусов по Фаренгейту. Это, наряду с другой информацией об остальных характеристиках, присутствует в таблице выбора алюминия.
Крайне важно выбрать правильный присадочный металл в зависимости от области применения. Возвращаясь к алюминию 6061, лучшим выбором присадочного металла являются 5356, 4943 и 4043. Проволока GMAW 4943/4043 может помочь увеличить текучесть сварочной ванны, улучшить свариваемость и уменьшить пористость, в то время как материал 5356 может повысить его прочность и ударную вязкость.
Помимо выбора правильного присадочного материала, важно использовать лучшие методы сварки алюминия.
Лучшие методы сварки алюминия
Чтобы свести к минимуму дефекты и добиться наилучших результатов при сварке алюминия, вы должны следовать этим рекомендациям.
Не ткать
Техника плетения обычно используется для сварки стали. Однако он непригоден для сварки алюминиевых сплавов. Стрингерный валик является лучшим вариантом, поскольку он обеспечивает лучшее сплавление и проникновение.
Для сварки MIG алюминия необходимо обеспечить большее тепловложение и большую скорость перемещения. Из-за физических свойств алюминия требуется более высокая скорость перемещения. Метод сварки алюминия лучше всего можно описать как «быстрый и горячий». Для алюминия требуется более высокое напряжение и сила тока по сравнению со сталью, поскольку алюминий обладает большей теплопроводностью. Скорость перемещения сварного шва должна быть достаточно высокой, чтобы избежать проблем с прожогами, особенно на тонких алюминиевых профилях.
Очистите поверхность
Перед сваркой необходимо очистить алюминиевую поверхность от влаги, остатков, грязи и масла. Это поможет свести к минимуму вероятность пористости и обеспечить наилучшие результаты. Ацетон является эффективным раствором для удаления углеводородов с поверхности алюминия. s
Соскребите оксидный слой
После очистки поверхности используйте чистую щетку из нержавеющей стали, чтобы избавиться от оксидного слоя перед началом сварки. Однако убедитесь, что вы используете легкие штрихи. Интенсивная чистка щеткой может привести к более глубокому внедрению оксидного слоя в поверхность. Щетка должна использоваться для алюминия. Не используйте его для углеродистой или нержавеющей стали. Вы также можете использовать травильные растворы и растворители для удаления оксидного слоя.
После использования травильных растворов убедитесь, что они полностью удалены до начала сварки алюминия. Вы можете использовать обезжириватель для удаления углеводородов из растворителей и масел для резки. Сам обезжириватель не должен содержать углеводородов.
Как указывалось ранее, температура плавления оксидного слоя намного выше, чем у основного металлического алюминия. Из-за своей природы он будет действовать как изолятор. Для плавления оксидного слоя, если он не удален, необходимы значительно более высокие уровни тепла. Создание дуги также может быть проблематичным при наличии оксидного слоя.
Так как оксид алюминия плавится при температуре выше 3500 градусов по Фаренгейту, он останется в твердом состоянии, если не будет подвода достаточного количества тепла. Это станет барьером, препятствующим проникновению сварочного присадочного металла.
Повышенное тепловложение может увеличить риск прожога, что приведет к пористости. Это связано с тем, что оксидный слой имеет тенденцию удерживать влагу.
Правильное хранение
Правильное хранение присадочного металла и основного алюминиевого сплава может способствовать снижению пористости.
По возможности алюминиевые листы следует хранить в помещении. Если вам необходимо хранить алюминиевые листы снаружи, держите листы вертикально, чтобы вода не скапливалась на поверхности и не образовывала больший оксидный слой. То же самое следует сделать и с наполнителями.
Если присадочные материалы или алюминиевый основной металл хранятся снаружи или в кондиционируемом помещении предприятия, доставьте их в цех и дайте их температуре стабилизироваться перед сваркой. Протрите поверхность начисто, чтобы уменьшить конденсат, образующийся из-за разницы температур.
Проверка расходных материалов
Некоторые проблемы при сварке алюминия методом MIG могут возникнуть из-за состояния расходных материалов.
Используйте шланги и газопроводы в хорошем состоянии, чтобы свести к минимуму вероятность пористости. Убедитесь, что соединения шлангов затянуты, чтобы не было утечки воздуха в линию.
Используйте подходящие приводные ролики и вкладыши. Пластиковые вкладыши могут быть лучшим вариантом для сварки алюминия, поскольку латунные или металлические направляющие и стальные вкладыши могут привести к истиранию мягкой алюминиевой проволоки по мере ее продвижения вперед. Затем может начать накапливаться стружка, что может вызвать проблемы с кормлением.
Для обработки алюминия предпочтительнее использовать приводные ролики с U-образными канавками, поскольку приводные ролики других типов могут вызывать деформации проволоки.
Следите за температурой
Обратитесь к руководству по алюминиевому наполнителю, чтобы определить оптимальные значения межпроходной температуры и температуры предварительного нагрева. Неблагоприятные тепловые эффекты из-за размера сечения можно устранить путем предварительного нагрева толстых профилей перед их сваркой. Для алюминиевых применений этот предварительный нагрев должен быть минимальным.
Растрескивания сварного шва можно избежать путем предварительного нагрева алюминиевой детали до нужной температуры. Используйте термометр, чтобы убедиться, что температура предварительного нагрева не слишком высока. Температура предварительного нагрева должна поддерживаться ниже 230 градусов по Фаренгейту. Поместите прихваточные швы на концах зоны сварки, чтобы облегчить предварительный нагрев.
Если существует большая разница в толщине свариваемых алюминиевых профилей, то толстый профиль следует предварительно нагреть, чтобы избежать возможности холодной притирки. Если это все-таки произойдет, вам следует попробовать вкладыши для набегания и набегания.
Техника сварки проталкиванием
При сварке алюминия горелку следует отталкивать от сварочной ванны, а не тянуть. Этот метод сварки приведет к увеличению охвата защитным газом, снижению загрязнения сварного шва и улучшению очистки.
Защитный газ
Благодаря желаемому профилю проникновения и очищающему действию аргон является предпочтительным защитным газом для сварки алюминия. При сварке алюминиевых сплавов серии 5ххх следует использовать смесь гелия и аргона. Содержание гелия должно быть не более 75 процентов. Использование этой смеси гарантирует, что образование оксида магния сведено к минимуму.
Сварочная проволока
При выборе сварочной проволоки убедитесь, что ее температура плавления сравнима с основным металлом заготовки. Вы получите лучшие результаты сварки с меньшей разницей температур плавления. Кормление легче с более толстыми проводами. Диаметр проволоки должен быть около 1/16 дюйма.
Сварка тонкого алюминиевого листа требует особых мер предосторожности. Вы должны использовать проволоку диаметром 0,035, а также импульсную технику сварки. Скорость подачи проволоки должна быть в пределах 100-300 дюймов в минуту.
Выпукло-фасонные сварные швы
Растрескивание лунок является основной причиной большинства отказов при сварке алюминия. Растрескивание является результатом быстрого теплового расширения, которое происходит во время самой сварки, и сжатия, которое происходит во время охлаждения.
Вогнутые кратеры имеют наибольшую вероятность растрескивания, так как поверхность кратера может сжиматься и раскалываться при остывании. Поэтому сварщики должны прибегнуть к насыпи или выпуклой форме, чтобы решить эту проблему. Когда сварной шов остывает, выпуклая форма минимизирует результирующие силы сжатия.
Источник питания
Для сварки алюминия методом MIG в первую очередь следует рассмотреть возможность импульсной сварки или дуговой сварки со струйным распылением. Для дуговой сварки со струйным распылением можно использовать машины постоянного напряжения или источники постоянного тока. При дуговой сварке со струйным распылением небольшая струя расплавленного материала распыляется вдоль дуги на основной металл из проволоки. Аппараты постоянного тока дадут наилучшие результаты для толстых алюминиевых профилей, для которых требуется сварочный ток выше 350 А.
Передача импульсов может осуществляться с помощью инверторного источника питания. Импульсные функции встроены в новые блоки питания. В этой процедуре (импульсный MIG) одна капля расплавленного присадочного материала проходит через заготовку с электрода во время каждого импульса тока. С помощью этой процедуры можно свести к минимуму разбрызгивание и использовать более высокие скорости перемещения по сравнению со сваркой струйным переносом.
С помощью этого процесса сварки алюминия вы также можете лучше контролировать подвод тепла и упростить работу вне рабочего места. Операторы также могут использовать более низкие токи и скорости подачи проволоки для сварки алюминиевых листов небольшого размера.
Устройство подачи проволоки
При переходе от сварки MIG стали к сварке MIG алюминия разница в скорости подачи является одним из самых больших изменений, с которыми вы столкнетесь. Из-за механических свойств алюминия могут возникнуть определенные проблемы с подачей, которых нет у стальной присадочной проволоки.
Сталь намного прочнее алюминия, поэтому она может выдерживать гораздо более серьезные нагрузки. Его также легче кормить на большие расстояния. Алюминий, с другой стороны, мягче и более подвержен деформации в результате подачи. Выбор системы подачи для сварки алюминия требует гораздо большего внимания, чем для сварки стали.
Существуют две очень распространенные проблемы, связанные с подачей алюминиевой проволоки. Одной из проблем является неравномерная подача проволоки. Другой проблемой является сплавление алюминиевой сварочной проволоки с контактным наконечником сварочного пистолета.
Для наиболее подходящей системы подачи, которая может свести к минимуму эти проблемы, сначала следует проанализировать настройки тормоза. Установочное натяжение тормоза должно быть достаточным для предотвращения свободного вращения катушки при остановке сварки. Это не должно быть больше, чем это.
Для подачи алюминиевых проводов на большие расстояния предпочтительнее использовать двухтактный метод. В этом методе шкаф подачи проволоки защищает алюминиевую проволоку от окружающей среды. Проволока проталкивается и направляется через сопло с постоянной скоростью и усилием с помощью двигателя с регулируемой скоростью и постоянным крутящим моментом. Сварочная горелка оснащена двигателем с высоким крутящим моментом, который протягивает проволоку с постоянной скоростью.
Новые сварочные системы теперь имеют электронные тормозные механизмы, которые могут минимизировать нагрузку на алюминиевую проволоку, поддерживая натяжение на пороговом уровне.
Один и тот же механизм подачи проволоки используется в некоторых цехах для подачи как алюминиевой, так и стальной проволоки. В этом случае следует использовать тефлоновые вкладыши, чтобы обеспечить равномерную и плавную подачу алюминиевой проволоки. Чтобы проволока не запутывалась, используйте пластиковые входные трубки и отводящие трубки типа долото, чтобы проволока опиралась как можно ближе к приводным роликам. Кабель следует держать прямо, чтобы свести к минимуму сопротивление подачи проволоки во время сварки. Алюминиевая стружка может быть сведена к минимуму путем правильного выравнивания направляющих трубок и приводных роликов.
Установите нужный уровень натяжения приводного ролика для равномерной подачи проволоки. Чрезмерное натяжение деформирует форму проволоки и приведет к грубой подаче. Вы можете ожидать неравномерную подачу с низким натяжением. Чрезмерное и недостаточное натяжение может вызвать пористость сварного шва и неравномерность дуги.
Валки приводные теперь имеют П-образные контуры с ровными кромками, на которых сделаны фаски. Это создает минимальные напряжения на алюминиевой проволоке, чтобы предотвратить ее деформацию. Точно так же контактные наконечники в настоящее время разрабатываются специально для сварки алюминия. Внутреннее отверстие остается максимально гладким, а острые кромки и заусенцы, особенно на кончике, устранены.
Сварочный пистолет
Для сварки алюминия следует использовать отдельный вкладыш для пистолета. Перетирание проволоки можно свести к минимуму, зафиксировав два конца вкладыша, чтобы закрыть зазоры между газовым диффузором и вкладышем. Частая смена направляющих может свести к минимуму вероятность проблем с подачей проволоки, возникающих из-за абразивного слоя оксида алюминия. Контактный наконечник должен быть примерно на 0,015 больше диаметра присадочного металла. Это необходимо, поскольку при нагревании наконечник может принять овальную форму, что может ограничить подачу проволоки. Для сварочных токов более 200 А следует использовать горелку с водяным охлаждением, чтобы предотвратить проблемы с подачей проволоки и накопление тепла.
Функция горячего запуска
Для решения проблем с теплопроводностью сварочное оборудование теперь имеет функцию горячего запуска. Пусковой ток обычно выше сварочного тока, используемого в течение большей части процесса сварки. Более сильный начальный ток поддерживается в течение заданного периода времени.
Затем ток падает до нормального значения до конца сварочного процесса. Сильный начальный ток обеспечивает высокое тепловложение, необходимое для преодоления исключительной теплопроводности алюминия. Это снижает вероятность непровара, низкого проплавления и последующих дефектов сварки, связанных с алюминиевыми соединениями.
Сравнение сварки алюминия и стали
Во многих случаях сварка алюминия требует соблюдения некоторых специальных процедур. Одним из ключевых факторов является выбор правильного присадочного металла для основного материала и требований к применению.
Сварка алюминия представляет некоторые уникальные проблемы по сравнению со сваркой стали или других распространенных материалов, особенно с точки зрения химии и чувствительности к растрескиванию.
Во многих случаях сварка алюминия требует выполнения некоторых специальных процедур. Важными факторами при сварке материала являются: выбор правильного присадочного металла; правильное хранение и тщательная очистка основного материала; и правильную технику сварки.
Вот некоторые распространенные проблемы при сварке алюминия и основные рекомендации по их решению.
Характеристики алюминия
Качественный сварной шов зависит от химии, снижения содержания углеводородов и правильной техники. Характеристики алюминия отличаются от стали по нескольким параметрам. Температура плавления алюминия намного ниже, чем у стали — 1221 градус по Фаренгейту для алюминия по сравнению с 2500 градусами для стали. Алюминий также имеет оксидный слой, который плавится примерно при 3700 градусах. Этот оксидный слой намного тверже, чем алюминий, и помогает материалу противостоять коррозии и истиранию. Однако он также действует как изолятор, который может создавать проблемы во время сварки.
Поскольку прочность алюминия имеет тенденцию к увеличению при понижении рабочей температуры, в отличие от стали, которая становится более хрупкой при понижении рабочей температуры, алюминий обычно используется в низкотемпературных применениях, таких как криогеника и транспортировка сжиженного природного газа.
В то время как железо является основным сплавом в стали, алюминиевые материалы в основном представляют собой алюминий с добавлением различных элементов.
Деформируемые сплавы, такие как алюминий серии 1xxx, представляют собой чистый алюминий без преднамеренно добавленных легирующих элементов. Основными легирующими элементами в других типах алюминия являются медь серии 2ххх, марганец серии 3ххх, кремний серии 4ххх, магний серии 5ххх, магний и кремний серии 6ххх, цинк серии 7ххх и другие элементы серии 8ххх.
Проблемы сварки алюминия
В процессе сварки проявляются различные характеристики алюминия. Теплопроводность и проблемы с пористостью — два самых больших отличия сварки алюминия от стали.
Водород хорошо растворяется в жидком алюминии. Поскольку присадочный материал и алюминиевый основной металл становятся жидкими в процессе сварки, они поглощают водород и могут удерживать его в растворе. Как только расплавленный материал начинает затвердевать, он больше не может удерживать водород в однородной смеси. Водород образует пузырьки, которые попадают в металл, что приводит к пористости.
Смесь защитного газа гелия и аргона можно использовать для решения проблем с пористостью, если все другие варианты были опробованы. Имейте в виду, что со смесью гелия напряжение должно быть увеличено, чтобы преодолеть более высокий потенциал ионизации этого газа по сравнению с аргоном. Повышенное напряжение вызовет более высокое тепловложение и дополнительное проникновение, поэтому эта смесь используется на более толстых алюминиевых базовых материалах.
Тщательно очистите основной материал перед сваркой от масла, грязи, остатков и влаги. Это помогает обеспечить наилучшие результаты и снижает вероятность пористости.
В отличие от стали присутствие водорода не вызывает растрескивания алюминиевых сварных швов. Тем не менее, горячее растрескивание, которое может произойти по мере затвердевания сварного шва, представляет угрозу для алюминия. Решение для этого возвращается к химии. Если горячее растрескивание является проблемой, обратитесь к таблице выбора алюминиевого присадочного металла, чтобы найти присадочный металл, который лучше всего решает эту проблему.
Основной металл 6061-алюминий является примером материала, который находится на пике склонности к растрескиванию при его нынешнем химическом составе, что очень затрудняет автогенную сварку или присадочный материал аналогичного химического состава. Использование присадочного металла с такими элементами, как магний (ER5XXX) или кремний (ER4XXX), может помочь вытолкнуть материал за пределы подверженного растрескиванию диапазона.
Еще одна проблема с алюминием заключается в том, что его теплопроводность в пять раз выше, чем у стали. Холодные участки основного металла пытаются отвести тепло от сварочной ванны, что может привести к непровару сварного шва. Из-за этой разницы в теплопроводности алюминий при сварке требует гораздо больших тепловложений, чем сталь.
Выбор присадочного металла
Крайне важно использовать таблицу выбора при выборе присадочного металла для алюминия. Каждая комбинация обозначений алюминия имеет рекомендуемые варианты присадочного металла в зависимости от характеристик сварного шва, требуемых приложением.
Таблица выбора включает восемь характеристик, важных для различных видов сварки: чувствительность к растрескиванию, прочность, пластичность, коррозионная стойкость, стойкость к повышенным температурам, соответствие цвета после анодирования, термообработка после сварки и ударная вязкость. Анализируя потребности конечного компонента, можно определить, какие свойства наиболее важны для конкретного применения, и выбрать присадочный металл, который лучше всего соответствует требуемым характеристикам. Важно отметить, что повышенная рабочая температура алюминия составляет от 150 до 350 градусов по Фаренгейту. Это и другие определения характеристик можно найти в таблице выбора алюминия.
Другой вариант — использовать приложение для выбора присадочного металла, такое как это. В приложении можно найти ту же информацию, что и в таблице полного выбора, но она показывает присадочный металл только для выбранных базовых материалов.
Правильный выбор присадочного металла всегда имеет ключевое значение. Например, если основным свариваемым материалом является алюминий 6061, хорошими вариантами присадочного металла являются 4043, 4943 и 5356. Проволока 4043/4943 для дуговой сварки металлическим электродом (GMAW) или электрод для дуговой сварки вольфрамовым электродом могут уменьшить пористость и обеспечить лучшую свариваемость. и повышенная текучесть лужи, в то время как продукт 5356 обеспечивает большую ударную вязкость и прочность.
Передовой опыт
Наряду с выбором присадочного металла, наиболее подходящего для конкретного применения, соблюдение некоторых основных передовых методов также может помочь добиться успеха при сварке алюминия.
- Не плести. Хотя метод плетения обычно используется для сварки стали, его нельзя использовать с алюминием. Вместо этого используйте стрингерный валик, который помогает обеспечить надлежащее проникновение и сплавление. Для алюминия GMAW обязательно используйте более высокие тепловложения и высокую скорость движения, чтобы оставаться впереди лужи.
- Очистите металл. Тщательно очистите основной материал перед сваркой от масла, грязи, остатков и влаги. Это помогает обеспечить наилучшие результаты и снижает вероятность пористости. Ацетон или алюминиевый очиститель хорошо подходят для удаления углеводородов, которые могут находиться на поверхности материала. При подготовке сварных швов не продувайте их сжатым воздухом, так как это может привести к загрязнению влагой и маслами, если используются цеховые инструменты.
- Удалите оксидный слой. После очистки используйте щетку из нержавеющей стали — новую или использовавшуюся только для алюминия — для удаления слоя оксида алюминия перед сваркой. Как упоминалось ранее, оксид алюминия имеет гораздо более высокую температуру плавления, чем алюминий. Он действует как изолятор, который может вызвать проблемы с запуском дуги, и для сварки через оксидный слой требуется очень высокая температура. Это может вызвать прожог основного материала и пористость, так как оксидный слой имеет тенденцию удерживать влагу.
- Правильно храните. Методы хранения основных материалов и присадочных металлов также играют роль в предотвращении пористости. По возможности храните листы алюминия внутри. Если их необходимо хранить на открытом воздухе, ставьте листы вертикально, а не друг на друга, чтобы предотвратить попадание воды, которая будет способствовать образованию более толстого слоя гидратированного оксида алюминия. Материалы и присадочные металлы, хранящиеся снаружи или в части здания с кондиционированием воздуха, занесите их внутрь цеха перед сваркой, желательно накануне, чтобы температура металла стабилизировалась и чтобы влага из воздуха не образовывала конденсат на сварных швах. алюминий.
- Проверьте расходные материалы. Некоторые проблемы со сваркой алюминия, особенно при использовании GMAW, могут быть связаны с расходными материалами. Чтобы снизить риск пористости, используйте газовые линии и шланги, которые являются новыми или в хорошем состоянии, и убедитесь, что все соединения шлангов затянуты, чтобы они не втягивали воздух в линию.
Также важно использовать подходящие вкладыши и приводные ролики. Пластиковые вкладыши и входные направляющие могут иметь преимущества по сравнению со стальными вкладышами при сварке алюминия, поскольку металлические или латунные входные направляющие и стальные вкладыши могут стирать более мягкую алюминиевую проволоку, когда она проходит через систему привода и вкладыш. Это может привести к образованию проволочной стружки, которая забьет вкладыш и вызовет проблемы с подачей. Точно так же приводные ролики с U-образной канавкой являются стандартными для алюминиевых изделий, поскольку приводные ролики других типов могут сломать или деформировать проволоку.
- Следите за температурой. Для определения соответствующих диапазонов температуры предварительного нагрева и межпроходной температуры обратитесь к руководству или нормам по алюминиевым наполнителям. Предварительный нагрев можно использовать для уменьшения термического воздействия размера сечения при сварке толстых основных металлов или металлов разной толщины, но при сварке алюминия сведите предварительный нагрев к минимуму.
Поддающиеся термообработке недрагоценные металлы и неблагородные металлы серии 5xxx, содержащие более 3 процентов магния, не должны подвергаться предварительному нагреву или температуре между проходами выше 250 градусов по Фаренгейту в течение более 15 минут. Время, проведенное при повышенных температурах, может снизить прочность материала и способствовать растрескиванию.
Достижение успеха
Решение проблем сварки алюминия часто сводится к химии. Правильный подбор основного материала и присадочного металла имеет большое значение для достижения успеха и сведения к минимуму проблем. Также важно следовать рекомендуемым передовым методам сварки алюминия. И помните, методы и передовые методы сварки алюминия сильно отличаются от методов сварки стали.
Как сварить алюминий в домашних условиях >> Подробное руководство для начинающих
Сварка алюминия намного проще, чем вы можете себе представить. Сварка — это процесс соединения металла с помощью тепла, прикладываемого при температуре, достаточно высокой для расплавления и сплавления металла. Так как алюминий тоньше, чем нержавеющая сталь (и, следовательно, вероятность прожечь отверстие выше), процесс должен выполняться осторожно и медленно.
Чтобы сварить алюминий в домашних условиях, выполните следующие действия:
| Шаги | Необходимые действия |
|---|---|
| 1 | Отполируйте латунной щеткой или наждачной бумагой, чтобы удалить окисление. |
| 2 | Закрепите алюминий |
| 3 | Нагрейте источник тепла до 730 градусов по Фаренгейту (точка плавления алюминия). |
| 4 | Аккуратно проткните алюминий стержнем для пайки |
| 5 | Создание желаемой формы или соединения |
| 6 | Не прикасаться, пока не остынет |
Правильный сварной шов достигается за счет понимания химии и технологии. Даже если вы уже сварили нержавеющую сталь, с алюминием процесс будет другим.
Используйте это краткое руководство, чтобы узнать, как сварить алюминий в домашних условиях , понять свой материал, как с ним обращаться, а также некоторые творческие идеи, которые помогут вам сварить!
Прежде чем вы продолжите чтение, вот статья, которую мы написали о том, сколько времени нужно, чтобы научиться сварке, и вот самые высокооплачиваемые сварочные работы.
Содержание
Как сварить алюминий в домашних условиях
В навыках сварки так много аспектов и деталей. С целыми книгами по этому предмету и курсами, на которые сварщики оттачивают свои навыки годами, мы не ожидаем, что вы станете опытным сварщиком за одну ночь,
, но необходимые шаги для сварки алюминия заключаются в следующем:
| Шаги | Действия |
|---|---|
| 1 | Соберите кусочки алюминия |
| 2 | Отполируйте их, чтобы удалить все окисления, используя медную щетку или наждачную бумагу. Делайте это тщательно, чтобы мусор не мешал чистой линии сварки |
| 3 | Надежно соедините две детали (при использовании двух) и убедитесь, что нет зазоров, прежде чем приступать к сварке. Вам нужна четкая, прочно сросшаяся леска, так что подгоните их плотно |
| 4 | Поместите керамическую плитку с обеих сторон алюминия, почти как захват вокруг алюминия, над которым можно затянуть зажимные тиски. |
| 5 | Плотно зажмите плоскогубцы вокруг прутка для пайки |
| 6 | Начните нагревать алюминий, но периодически гасите огонь |
| 7 | Аккуратно проткните алюминий прутком для пайки (надежно удерживая острогубцами). Если тыкаешь в него и ничего не происходит, значит он еще недостаточно горячий. Температура, которую вы хотите достичь, составляет около 730 градусов по Фаренгейту (390 градусов Цельсия). Если вы достигли этой температуры, вы проткнете алюминий прутком для пайки и увидите, как начнет появляться лужа алюминия. По сути, это означает, что алюминий достаточно горячий (и им можно манипулировать). Например, если вы свариваете вместе два куска алюминия, вы должны провести стержнем прямо по линии, которая проходит между двумя отдельными частями. Вы бы нагрели его, проткнули, а затем позволили металлу остыть как единое целое. Когда алюминий горячий, это единственный раз, когда вы сможете придать ему желаемую форму, которую планируете |
| 8 | После того, как вы довели материал до желаемого соединения или разделения, пока не прикасайтесь к алюминию, так как он, вероятно, все еще имеет температуру более 500+ градусов по Фаренгейту. Даже если вы все еще в перчатках, не трогайте его |
| 9 | При наличии большого количества сварных швов вы можете взять свое творение и окунуть его в прохладную воду, чтобы сварной шов затвердел. Однако с алюминием этого не требуется. Вам не нужно окунать свое творение в воду; просто дайте ему остыть самостоятельно и не прикасайтесь к нему в течение нескольких часов |
Понимание выбранного вами материала
Каждый свариваемый вами материал будет иметь свой список уникальных требований , препятствий и ограничений.
- Он имеет более высокую точку проводимости , чем нержавеющая сталь.
- Он имеет значительно более низкую температуру плавления , чем нержавеющая сталь (около 1200 градусов по Фаренгейту для алюминия и ближе к 2500 градусов по Фаренгейту для стали).
- Более реагирует на окисление и воздействие воздуха.
- Этот слой окисления похож на щит вокруг алюминия. Его температура плавления будет ближе к 3700 градусов по Фаренгейту и защитит алюминий от коррозии.
- Во время работы вы должны помнить о оксидном слое и его изоляции, так как это снижает ваши сварочные способности. Из-за этого вам нужно будет:
- Смахните щеткой перед сваркой
(И возможно)
- Смахните в процессе сварки (если заметите, что слой окисления отделяется от собственно алюминия).
Это связано с тем, что температура окисления и плавления этого верхнего слоя иногда плавится быстрее, чем сам алюминий. Вы будете использовать проволочную щетку или наждачную бумагу, чтобы очистить алюминий заранее и, возможно, в середине работы. Слой окисления необходимо удалить , чтобы получить чистый сварной шов.
- Ваш алюминий станет прочнее, чем больше вы сварите ; наоборот, стали не будет.
- Для вашего алюминия потребуется сварочный аппарат с более высокой силой тока (или напряжением), так как это создаст более высокую скорость. Наоборот, со сталью труднее «прожечь» материал, потому что он намного толще алюминия.
Что вам понадобится
Основные элементы и требования к основному проекту сварки алюминия включают (но не ограничиваются):
| №. | Предметы и требования |
|---|---|
| 1 | Сварочная маска |
| 2 | Кожаные перчатки |
| 3 | Очки |
| 4 | Латунная щетка или наждачная бумага |
| 5 | Источник тепла |
| 6 | Инвертор для дуговой сварки |
| 7 | Пруток для пайки |
| 8 | Плоскогубцы с иглами |
| 9 | Керамическая плитка (дополнительно) |
- Сварочная маска
- Кожаные перчатки – это стандарты безопасности для сварщиков.
- Защитные очки — предназначены специально для сварки или могут выдерживать экстремальные температуры.
- Латунная щетка или наждачная бумага — полезна для очистки алюминия от окисления перед началом сварки. После использования на алюминии сохраните его для этой цели и всегда используйте чистую щетку.
- Источник тепла – Матовый газ горит немного горячее, чем пропан, и нагревается быстрее, но можно использовать и пропан.
- Инвертор для дуговой сварки — Ваш источник тепла, (ищите источник с высокой мощностью и напряжением, которые потребуются для алюминия), или Паяльная лампа (сварочный электрод).
- Стержень для припоя – Стержень для сварки деталей, почти как малярная кисть.
- Плоскогубцы с иглами — Для удержания пылающего стержня на месте и дополнительного контроля, чтобы вам не приходилось держать пылающий стержень в руках.
- Керамическая плитка (дополнительно) — помещается между тисками (которые будут удерживать алюминиевую деталь) и керамической плиткой, которая будет удерживать алюминий на месте. Цель состоит в том, чтобы создать тепловой барьер, в котором алюминий подвергается воздействию тепла (керамика не поглощает тепло), и, следовательно, тиски не перегреваются. Это удерживает тепло сосредоточенным на алюминии. Можно использовать любой материал, не являющийся проводником тепла.
Заключительные советы для начинающих
Опять же, чтобы полностью погрузиться в сложное искусство сварки, могут потребоваться годы; тем не менее, мы все знаем, что практика делает совершенным! Несколько советов для вашего первого практического проекта:
- Будьте осторожны, двигайтесь медленно — Вы хотите избежать растрескивания алюминия, которое может произойти, когда изделие остывает и сварка затвердевает. Медленное движение сохранит материал в достаточно прочном состоянии, чтобы более эффективно противостоять колебаниям температуры.
- Имейте в виду, что алюминий — это :
- Проводимость намного выше, чем у стали
- Склонен к отделению или непровару сварного шва
- Потребуется больше тепла, чем сталь
- Изучите свой присадочный материал . Если вы добавляете в свое творение любой другой тип металла или материала, перед началом сварки убедитесь, что вы понимаете:
- Точка плавления
- Слабые стороны
- Совместимость с алюминием
Вы не хотите испортить свой алюминиевый проект, поэтому заранее убедитесь, что эти два материала будут работать вместе.
- Для хранения Храните свое творение в помещении, чтобы защитить его от влаги, плесени, грибка и т. д.
Прежде чем вы продолжите читать, вот статья, которую мы написали о 8 причинах, по которым ваши алюминиевые сварные швы черные — как их избежать
Идеи, что сварить из алюминия
Напоследок, чтобы вдохновить вас, вы уже мечтали о том, что собираетесь сваривать из алюминия? Сварной алюминий обычно используется для криогеники и транспортировки природного газа (вероятно, , а не , что вы будете делать по дому).
Несколько идей для сварки алюминия вокруг вашего дома:
- У вас может быть предмет домашнего обихода из алюминия (включая приборы, трубы и т. д.), который нуждается в ремонте.
- Лодка
- Стол с алюминиевым основанием. Вы также можете оставить верхнюю часть открытой, чтобы установить сверху кусок стекла для стильной отделки.
Вы ограничены только своим воображением. Получайте удовольствие и экспериментируйте, потому что чем больше проб/ошибок вы испытаете, тем более умелым вы станете!
В заключение
Реакция алюминия на сварку совершенно иная, чем у обычных стальных материалов , так что не вступайте в процесс с предвзятыми представлениями. Алюминий потребует более высокого теплового индекса, чем сталь, и он склонен к растрескиванию, если вы торопитесь.