Алюминий Термообработка после сварки — Энциклопедия по машиностроению XXL
Было достигнуто при этом заметное улучшение структуры металла сварных соединений и некоторое улучшение механических свойств. Особенно эффективным было модифицирование основного и присадочного металла алюминием и титаном. Однако добиться заметного улучшения качества границ применением вышеуказанных мер не удалось. Поэтому одним из важнейших требований, предъявляемых к ЭШС ответственных конструкций, является необходимость проведения после сварки высокотемпературной термической обработки (нормализация или закалка с отпуском). В тех случаях, когда заготовки, сваренные ЭШС, подвергаются последующей обработке давлением (ковка или штамповка), высокотемпературная термообработка сварного соединения может быть совмещена с этими операциями, и тогда проводится термическая обработка по режимам, предусмотренным для кованого или штампованного изделия. [c.151]По свариваемости сплавы титана разделяются на свариваемые без последующей термообработки и требующие после сварки термообработку.

Восстановление сваркой не используется для высокопрочных алюминиевых, алюминий-медных, алюминий-цинк-магниевы сплавов из-за потери прочности и увеличивающейся чувствительности к коррозии и коррозионному растрескиванию под напряжением. Высокопрочные сплавы алюминия и магния требуют после сварки сложной термообработки для восстановления прочности и снятия напряжений. Заварка дефектов отливок сдерживается наличием в отливках неметаллических включений и пустот, которые при сварке увеличивают пористость и трещины [4]. Восстановление алюминиевых литых деталей гальваническим покрытием осложняется пористостью, поскольку раствор, попадающий в поры, приводит к появлению непокрытых участков или к слабому сцеплению покрытия в этих местах [5].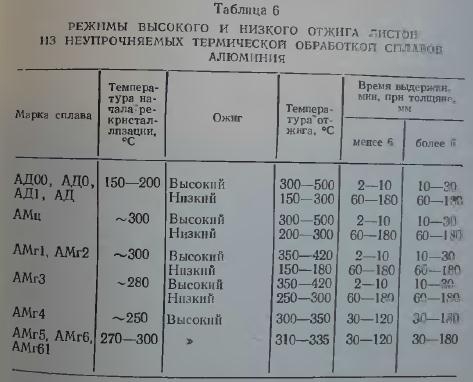
Аустенит снижает вязкость разрушения, что показано на сплавах с повышенным содержанием никеля, имеющих остаточный аустенит. Результаты исследования показали, что вязкость разрушения сильно снижается в сплавах, в которых основной вредной примесью является кислород. Основная роль химически активного металла — алюминия— состоит в удалении таких примесей путем связывания их в соединения. Кроме того, добавка алюминия измельчает размер зерна, что способствует повышению прочности и вязкости разрушения. Сплав Fe—12Ni—0,5А1, сваренный дуговой сваркой вольфрамовым электродом в среде защитного газа с последующей термообработкой после сварки, имеет вязкость разрушения в зонах шва и термиче-
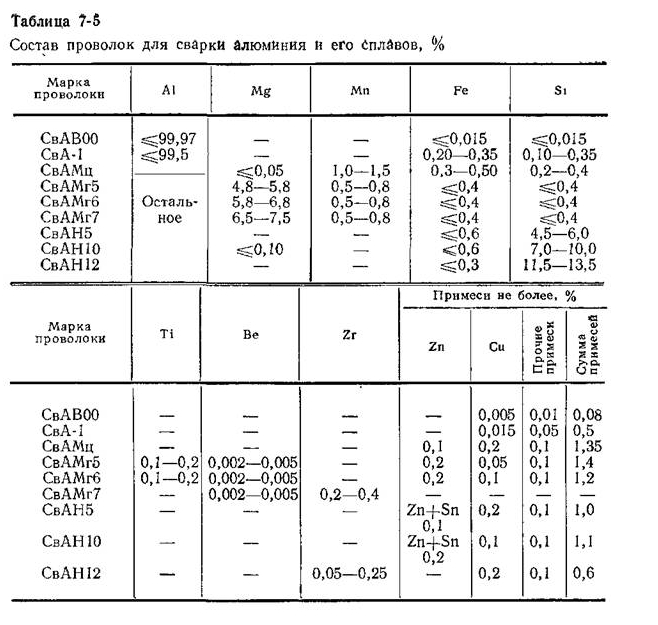
Присадочный металл выбирают в зависимости от свариваемого основного металла для алюминия — алюминий или сплав АК для алюминиевомарганцовых —сплав АК для алюминиевомагниевых — подобный основному металлу, но с содержанием магния не более 6% для дюралюминов — алюминий или сплав, подобный основному металлу (если будет производиться термообработка после сварки) для литых деталей — силуминовые стержни. [c.125]
[c.125]
При сварке проволок смещение осей не должно превышать (0,05— 0,07)к. Режимы сварки проволок и стержней выбирают по табл. 7. У проволок с Легированные стали зачищ ают после дополнительного подогрева или после термообработки. [c.77]
Термообработка алюминия
Термическая обработка алюминиевых сплавов
Термическую обработку алюминиевых профилей применяют для модификации свойств алюминиевых сплавов, из которых они сделаны, путем изменения их микроструктуры. Основными упрочняющими механизмами в алюминиевых сплавах являются упрочнение за счет легирования твердого раствора и упрочнение за счет выделений вторичных фаз. Как правило, один из этих механизмов в сплаве является доминирующим.Твердый раствор алюминиевых сплавов
Твердый раствор получают нагревом алюминиевого сплава, при котором все имеющиеся в нем фазы растворяются с образованием одной гомогенной фазы – алюминия с растворенными в нем легирующими элементами. С повышением температуры растворимость элементов увеличивается, со снижением температуры – снижается. Механизм упрочнения заключается в том, что при достаточно быстром охлаждении алюминиевого сплава растворенные элементы остаются в атомной решетке алюминия и искажают, упруго деформируют ее. Эта искаженная атомная решетка затрудняет движение дислокаций и, следовательно, пластическую деформацию сплава и тем самым повышает его механическую прочность.
С повышением температуры растворимость элементов увеличивается, со снижением температуры – снижается. Механизм упрочнения заключается в том, что при достаточно быстром охлаждении алюминиевого сплава растворенные элементы остаются в атомной решетке алюминия и искажают, упруго деформируют ее. Эта искаженная атомная решетка затрудняет движение дислокаций и, следовательно, пластическую деформацию сплава и тем самым повышает его механическую прочность.
Старение алюминиевых сплавов
Алюминиевые сплавы, которые упрочняются старением, содержат определенное количество растворимых легирующих элементов, например, некоторых комбинаций из меди, магния, кремния, марганца и цинка. При соответствующей термической обработке эти растворенные атомы соединяются в виде очень малых частиц, которые выделяются внутри зерен алюминиевого сплава. Этот процесс и называют старением, так он происходит «сам собой» при комнатной температуре. Для ускорения и достижения большей эффективности упрочнения алюминиевого сплава старение проводят при повышенной температуре, скажем, 200 °С.
Закалка алюминиевых профилей на прессе
Закалка на прессе является весьма экономически выгодной технологией термической обработки алюминиевых профилей по сравнению с закалкой с отдельного нагрева. При закалке на прессе охлаждение алюминиевых профилей проводят от температуры, с которой они выходят из матрицы. Необходимое условие для закалки на прессе — интервал температур нагрева алюминиевого сплава под закалку должен совпадать с интервалом температур алюминиевых профилей на выходе из пресса. Это, в принципе, выполняется только для «мягких» и «полутвердых» алюминиевых сплавов – технического алюминия, алюминиевых сплавов серий 3ххх и 6ххх, а также малолегированных сплавов серии 5ххх (с магнием до 3 %) и некоторых алюминиевых сплавов серии 7ххх без легирования медью (7020, 7005 (наш 1915), 7003). Эффект закалки для алюминиевых сплавов 3ххх и 5ххх очень незначителен и, как правило, не принимается во внимание. Окончательные механические свойства алюминиевые сплавы 3ххх и 5ххх принимают не в результате термического упрочнения, а при последующей нагартовке, что может включать и операции термической обработки: один или несколько отжигов.
Закалка на прессе алюминиевых профилей из сплавов АД31, 6060 и 6063
Все алюминиевые сплавы серии 6ххх могут получать закалку непосредственно на прессе. Для фиксирования растворенных фаз в твердом растворе алюминия необходимо охлаждение алюминиевых профилей на выходе из пресса со скоростью не ниже некоторой критической скорости. Эта скорость зависит от химического состава алюминиевого сплава. Обычно усиленного охлаждения вентиляторами бывает достаточно для большинства алюминиевых профилей, однако иногда бывает необходимым и охлаждение их водой или смесью воздуха и воды. Успешная закалка алюминиевых сплавов серии 6ххх зависит от толщины профиля, а также от типа сплава и его химического состава. В случае чрезмерно массивных алюминиевых профилей, например, из сплава АД33 (6061) и относительно медленной скорости прессования материал на выходе из матрицы может не достигать интервала температур, необходимого для закалки и часть частиц Mg2Si останется не растворенной.
Старение алюминиевых профилей: искусственное и естественное
Заключительной операцией термической обработки алюминиевых профилей является старение, естественное или искусственное. Естественное старение происходит само собой в течение некоторого времени, разного для различных алюминиевых сплавов – от нескольких недель до нескольких месяцев. Искусственное старение производят в специальных печах старения.
Какой присадочный пруток выбрать при сварке алюминия?
Как элементы основного материала сочетаются с элементами присадочного металла, играет роль в окончательном химическом составе и механических свойствах алюминиевого сварного шва, включая прочность. На диаграмме слева направо показаны наименее желательный коэффициент разбавления, при котором могут возникнуть проблемы, и лучший коэффициент разбавления для более надежного шва.
На диаграмме слева направо показаны наименее желательный коэффициент разбавления, при котором могут возникнуть проблемы, и лучший коэффициент разбавления для более надежного шва.
Характеристики алюминиевых сплавов
Основным отличием различных серий является легирующий элемент или элементы, которые, в свою очередь, влияют на многие характеристики серии.
1ххх. Эта серия не подвергается термической обработке и имеет предел прочности на разрыв от 10 000 фунтов на квадратный дюйм (PSI) до 27 000 PSI. Они поддаются сварке, но из-за их узкого диапазона плавления для получения приемлемых сварных швов необходимы специальные процедуры сварки. Их превосходная коррозионная стойкость делает их пригодными для использования в специализированных химических резервуарах и трубопроводах; их превосходная электропроводность делает их пригодными для применения в сборных шинах. Они обладают относительно низкими механическими свойствами и редко используются для общих структурных применений. Эти основные сплавы часто свариваются с подходящим присадочным материалом или с присадочными сплавами 4xxx, в зависимости от области применения и требований к характеристикам.
Эти основные сплавы часто свариваются с подходящим присадочным материалом или с присадочными сплавами 4xxx, в зависимости от области применения и требований к характеристикам.
2ххх. Эта серия поддается термообработке; предел прочности при растяжении составляет от 27000 до 62000 фунтов на квадратный дюйм. В них содержание меди от 0,7 до 6,8 процента. Это высокопрочные сплавы с высокими характеристиками, часто используемые в аэрокосмической и авиационной промышленности. Они обладают отличной прочностью в широком диапазоне температур.
Некоторые из них считаются несвариваемыми с помощью процессов дуговой сварки из-за их склонности к горячему растрескиванию и коррозионному растрескиванию под напряжением; другие успешно свариваются дуговой сваркой с соблюдением правильных процедур сварки. Эти основные материалы часто можно сваривать с использованием высокопрочных присадочных сплавов серии 2ххх, соответствующих их характеристикам, но в некоторых случаях их можно сваривать с присадочными материалами серии 4ххх, содержащими кремний или комбинацию кремния и меди, в зависимости от области применения и требований к обслуживанию.
3ххх. Это нетермообрабатываемые сплавы с пределом прочности на разрыв от 16 000 до 41 000 фунтов на квадратный дюйм. Основным легирующим элементом является марганец, содержание которого колеблется от 0,05 до 1,8 процента. Они обладают средней прочностью, хорошей коррозионной стойкостью, хорошей формуемостью и подходят для использования при повышенных температурах. Одним из первых их применений были кастрюли и сковороды, и сегодня они являются основным компонентом теплообменников в транспортных средствах и электростанциях. Их умеренная прочность обычно делает их непригодными для использования в строительстве. Эти базовые сплавы свариваются с присадочными сплавами серий 1ххх, 4ххх и 5ххх, в зависимости от их специфического химического состава и конкретных требований к применению и обслуживанию.
4ххх. В эту серию входят как термически обрабатываемые, так и нетермообрабатываемые сплавы. Предел прочности на разрыв варьируется от 25000 до 55000 фунтов на квадратный дюйм. В них есть кремний в количестве от 0,6 до 21,5 процента. Кремний снижает температуру плавления и улучшает текучесть при расплавлении. Эти характеристики желательны для присадочных материалов, используемых для сварки плавлением и пайки; следовательно, эта серия сплавов преимущественно используется в качестве присадочного материала. Кремний сам по себе делает алюминий нетермообрабатываемым; однако добавление магния или меди приводит к термообработке сплава. Обычно эти термически обрабатываемые присадочные сплавы используются только тогда, когда свариваемый компонент должен подвергаться термообработке после сварки.
В них есть кремний в количестве от 0,6 до 21,5 процента. Кремний снижает температуру плавления и улучшает текучесть при расплавлении. Эти характеристики желательны для присадочных материалов, используемых для сварки плавлением и пайки; следовательно, эта серия сплавов преимущественно используется в качестве присадочного материала. Кремний сам по себе делает алюминий нетермообрабатываемым; однако добавление магния или меди приводит к термообработке сплава. Обычно эти термически обрабатываемые присадочные сплавы используются только тогда, когда свариваемый компонент должен подвергаться термообработке после сварки.
Присадочный материал 4943 может обеспечить сварной шов с повышенным пределом прочности на растяжение и сдвиг примерно на 25% в исходном состоянии.
5ххх. Эта серия без термической обработки имеет предел прочности на разрыв от 18 000 до 51 000 фунтов на квадратный дюйм. В них добавка магния от 0,2 до 6,2 процента. Они обладают самой высокой прочностью среди нетермообрабатываемых сплавов. Кроме того, эти сплавы легко свариваются и поэтому используются в различных областях, таких как судостроение, транспорт, сосуды высокого давления, мосты и здания. Основные сплавы с содержанием магния менее примерно 2,5 процентов часто успешно свариваются с присадочными сплавами серии 5ххх или 4ххх. Базовый сплав 5052 обычно считается основным сплавом с максимальным содержанием магния, который можно сваривать с присадочным сплавом серии 4ххх. Из-за проблем, связанных с эвтектическим плавлением и, как следствие, плохими механическими свойствами после сварки, материалы этой серии, относящиеся к верхнему пределу шкалы магния, не следует сваривать с присадочными материалами серии 4ххх; Для этих металлов подходят присадочные сплавы 5ххх, которые обычно соответствуют составу основного сплава.
Кроме того, эти сплавы легко свариваются и поэтому используются в различных областях, таких как судостроение, транспорт, сосуды высокого давления, мосты и здания. Основные сплавы с содержанием магния менее примерно 2,5 процентов часто успешно свариваются с присадочными сплавами серии 5ххх или 4ххх. Базовый сплав 5052 обычно считается основным сплавом с максимальным содержанием магния, который можно сваривать с присадочным сплавом серии 4ххх. Из-за проблем, связанных с эвтектическим плавлением и, как следствие, плохими механическими свойствами после сварки, материалы этой серии, относящиеся к верхнему пределу шкалы магния, не следует сваривать с присадочными материалами серии 4ххх; Для этих металлов подходят присадочные сплавы 5ххх, которые обычно соответствуют составу основного сплава.
6ххх. Эти термически обрабатываемые металлы имеют предел прочности на разрыв от 18 000 до 58 000 фунтов на квадратный дюйм. Они содержат небольшое количество магния и кремния — около 1,0 процента. Они широко используются в сварочной промышленности, преимущественно в виде профилей, и включены во многие структурные компоненты. Термическая обработка раствора повышает их прочность. Эти сплавы чувствительны к образованию трещин при затвердевании, и по этой причине их нельзя подвергать автогенной дуговой сварке (без присадочного материала). Присадочный металл разбавляет основной материал, предотвращая тем самым образование горячих трещин. Они свариваются с присадочными материалами 4ххх и 5ххх, в зависимости от области применения и требований к эксплуатации.
Они широко используются в сварочной промышленности, преимущественно в виде профилей, и включены во многие структурные компоненты. Термическая обработка раствора повышает их прочность. Эти сплавы чувствительны к образованию трещин при затвердевании, и по этой причине их нельзя подвергать автогенной дуговой сварке (без присадочного материала). Присадочный металл разбавляет основной материал, предотвращая тем самым образование горячих трещин. Они свариваются с присадочными материалами 4ххх и 5ххх, в зависимости от области применения и требований к эксплуатации.
7ххх. Эти термически обрабатываемые сплавы имеют предел прочности на разрыв от 32000 до 88000 фунтов на квадратный дюйм. Основным легирующим элементом является цинк в количестве от 0,8 до 12,0%. Они состоят из одних из самых прочных алюминиевых сплавов и часто используются в высокопроизводительных приложениях, таких как самолет, аэрокосмическая промышленность и спортивное оборудование. Как и сплавы 2xxx, в эту серию входят некоторые сплавы, которые считаются непригодными для дуговой сварки, а другие часто успешно свариваются. Обычно свариваемые сплавы этой серии, такие как 7005, свариваются преимущественно с присадочными сплавами серии 5ххх.
Обычно свариваемые сплавы этой серии, такие как 7005, свариваются преимущественно с присадочными сплавами серии 5ххх.
Знаете ли вы, что алюминий составляет 8 процентов земной коры? Эта материальная часть не только является той самой почвой, на которой мы стоим, но также составляет многие вещи, которые окружают нас в нашей повседневной жизни.
Среди множества преимуществ алюминий имеет формуемость, прочность, коррозионную стойкость, легкий вес, прочность, эластичность и свойства поглощения энергии. Например, при производстве полуприцепов — в приложении, в котором важен легкий вес — изготовление различных деталей из алюминия, а не из мягкой стали, может значительно снизить вес, например, на 1000 фунтов. для боковой стенки 187 фунтов. для задней двери, 60 фунтов. для крыши кабины и 30 фунтов. на колесо.
Однако этот материал не лишен проблем, когда дело касается сварки. Из-за низкой температуры плавления и высокой теплопроводности алюминия необходимо проявлять особую осторожность, чтобы предотвратить прожог тонких калибров и обеспечить адекватное плавление или проплавление на более толстых калибрах.
Когда в применении требуется алюминий, обычно выбирают базовый материал серии 6XXX из-за его универсальности для многих приложений. Один конкретный сплав, 6061-T6, часто используется в таких областях, как судостроение, автомобилестроение и строительство трейлеров.
Итак, какие присадочные металлы следует использовать с алюминием серии 6ХХХ?
Ответ — присадочные металлы серии 4ХХХ или 5ХХХ. Но имейте в виду, что конечное использование и требования к детали, которую вы свариваете, по-прежнему являются наиболее важными факторами.
Общие препятствия с базовыми материалами 6XXX
Механические свойства основного материала серии 6XXX после сварки делают его более чувствительным к различным параметрам сварки, таким как подвод тепла и конструкция соединения, по сравнению с материалами серии 5XXX.
Например, основные материалы серии 6XXX имеют на 30 процентов большую теплопроводность, чем основные металлы серии 5XXX, что затрудняет получение стабильных качественных сварных швов. Более высокая теплопроводность сплавов 6ХХХ требует более высоких тепловложений для получения такого же проплавления, что, в свою очередь, может сделать материал более склонным к деформации.
Более высокая теплопроводность сплавов 6ХХХ требует более высоких тепловложений для получения такого же проплавления, что, в свою очередь, может сделать материал более склонным к деформации.
Использование термической обработки основных металлов серии 6XXX — один из способов решения некоторых проблем, связанных с материалом. При сварке основных материалов 6ХХХ микроструктура зоны термического влияния (ЗТВ) ухудшается, и механические свойства могут быть снижены на 30–50 процентов. Если до сварки материал имел состояние T6, его можно подвергнуть термообработке на твердый раствор и состарить после сварки, что восстановит его до состояния T6.
Также важно удалить оксидный слой перед сваркой алюминия любого типа, в том числе серии 6ХХХ. Используйте щетку из нержавеющей стали, предназначенную исключительно для этой цели. В противном случае подвод тепла, необходимого для проникновения через оксидный слой во время сварки, может прожечь основной материал.
Выбор подходящего присадочного металла
При выборе присадочного металла для алюминия серии 6ХХХ важно понимать, как будет использоваться готовый сварной шов. Желаемый результат влияет на выбор. Будет ли он подвергаться длительному воздействию высоких температур? Ключевыми требованиями являются прочность, пластичность и вязкость? Определите, какие свойства наиболее важны для готового сварного шва, и выберите присадочный металл в соответствии с этими приоритетами.
Желаемый результат влияет на выбор. Будет ли он подвергаться длительному воздействию высоких температур? Ключевыми требованиями являются прочность, пластичность и вязкость? Определите, какие свойства наиболее важны для готового сварного шва, и выберите присадочный металл в соответствии с этими приоритетами.
При выборе присадочных металлов существует компромисс: некоторые присадочные металлы придают конечному сварному шву особые свойства, такие как высокая прочность, трещиностойкость или способность к анодированию. Присадочный металл серии 4ХХХ, например, исключает возможность совпадения цвета после анодирования материала, но позволяет термически обрабатывать сварной шов. Напротив, присадочный металл серии 5ХХХ позволяет согласовать цвет после анодирования, но не допускает термообработку после сварки (за исключением 5554).
Присадочные материалы серий 4ХХХ и 5ХХХ чаще всего используются для сварки алюминия серии 6ХХХ. Проконсультируйтесь с таблицей выбора алюминиевого присадочного металла или руководством при выборе, чтобы определить, как выбор присадочного металла может повлиять на следующее:
- Пластичность
- Устойчивость к коррозии
- Обслуживание при повышенной температуре
- Соответствие цвета после анодирования
- Послесварочная термообработка
- Стойкость
Присадочные металлы серии 4ХХХ.
При выборе присадочного металла серии 4XXX для использования с алюминием 6XXX наиболее популярными вариантами являются 4043 и 4943.
Присадочный металл 4043 имеет несколько преимуществ, таких как отличная стойкость к растрескиванию и коррозии, его способность выдерживать термообработку после сварки, его характеристики при высоких температурах от 150 до 350 градусов по Фаренгейту и пластичность. Однако 4043 не соответствует цвету, как присадочные материалы 5XXX, когда деталь анодируется после сварки, и его прочность ниже, чем у присадочных металлов 5XXX.
Присадочный металл 4943 во многом схож с характеристиками 4043, но лучше поддается термической обработке. Добавление магния в присадочный металл 4943 также обеспечивает более высокую повторяемую прочность, не полагаясь на разбавление основного материала для создания прочного шва.
Процесс разбавления, при котором элементы основного материала сочетаются с элементами присадочного металла, влияет на окончательный химический состав и механические свойства алюминиевого сварного шва, включая прочность. Хотя вы можете оценить разбавление и результирующую прочность сварного шва, многочисленные переменные оператора, такие как угол резака, скорость перемещения и сила тока, влияют на глубину проплавления, что, в свою очередь, влияет на разбавление. В результате вы не всегда можете получить приблизительное разведение согласно вашим расчетам. Использование присадочного металла 4943 решает вопрос прочности.
Хотя вы можете оценить разбавление и результирующую прочность сварного шва, многочисленные переменные оператора, такие как угол резака, скорость перемещения и сила тока, влияют на глубину проплавления, что, в свою очередь, влияет на разбавление. В результате вы не всегда можете получить приблизительное разведение согласно вашим расчетам. Использование присадочного металла 4943 решает вопрос прочности.
С присадочным металлом 4943 вы можете произвести сварной шов с примерно на 25% более высоким пределом прочности на растяжение и сдвиг в состоянии после сварки. Этот присадочный металл использует то же напряжение и скорость подачи проволоки, что и 4043. Он обладает высокой текучестью, низкой степенью усадки и меньшим количеством сварочного дыма по сравнению с 4043. Его также можно использовать для сварки основных материалов 1XXX, 3XXX и 5XXX с расходом менее 3 процента магния (например, 5052), а также неблагородные металлы 6XXX.
В целом присадочные металлы серии 4ХХХ вызывают меньшее обесцвечивание сварных швов и загвоздку по сравнению с присадочными материалами серии 5ХХХ, что может помочь сократить время и деньги, которые вы тратите на очистку после сварки.
Присадочные материалы серии 5XXX. Существует множество вариантов присадочного металла 5ХХХ, которые можно использовать для сварки основного алюминия 6ХХХ. Два распространенных варианта — 5356 и 5556.
При сварке серии 6XXX присадочный металл 5356 обеспечивает хорошую стойкость к растрескиванию и прочность, отличную пластичность, приемлемую коррозионную стойкость, отличную способность сочетания цветов после анодирования и отличную вязкость. Обратите внимание, что эти присадочные металлы не подходят для термической обработки после сварки или при высоких температурах (150-350 градусов).
Присадочные материалы 5556 имеют такое же сопротивление растрескиванию, пластичность и коррозионную стойкость, что и 5356, но они также обладают еще более высокой прочностью. Как и сплавы 5356, присадочные металлы 5556 не выдерживают высокотемпературных применений или термообработки после сварки, но они хорошо сочетаются по цвету после анодирования.
Другой присадочный металл серии 5ХХХ — 5554 — явля
Как снять напряжение металла после сварки
Приемы, позволяющие снять напряжение металла после сварки
Сварка
Участки свариваемых деталей, расположенные в зоне и вокруг шва, подвергаются неравномерным температурным перепадам — моментально нагреваются до состояния плавления и интенсивно остывают. Вследствие таких процессов металл сначала начинает расширяться. Он оказывает воздействие на ближайшие зоны, имеющие совсем другую температуру. Влияние расширяющейся стали будет выше, чем меньше теплопроводность металла. В результате возникает мощные напряжения, приводящие к деформации материала. Они негативно влияют на результат работы, поэтому необходимо понимать, каким образом снять напряжение металла после сварки.
Вследствие таких процессов металл сначала начинает расширяться. Он оказывает воздействие на ближайшие зоны, имеющие совсем другую температуру. Влияние расширяющейся стали будет выше, чем меньше теплопроводность металла. В результате возникает мощные напряжения, приводящие к деформации материала. Они негативно влияют на результат работы, поэтому необходимо понимать, каким образом снять напряжение металла после сварки.
- Остаточные напряжения
- Термообработка
- Аргонодуговой прием
- Проковка сварочного шва
- Механическая правка шва
- Термическая правка
Остаточные напряжения
В металле напряжения возникают во время сварки и по завершению процесса. В последнем случае они формируются по мере охлаждения детали и называются остаточными. Такие напряжения практически во всех конструкционных материалах присутствуют в течение всего эксплуатационного периода. Они представляют наибольшую опасность для изделий, так как являются причиной изменения габаритов и формы деталей. Поэтому так важно снять напряжение в металле после сварки. Это позволит исключить вероятность изменения внешнего вида изделия и уменьшить степень снижения его эксплуатационных характеристик. Если же остаточные напряжения в материале слишком большие, то существует вероятность, что деталь невозможно будет использовать.
В последнем случае они формируются по мере охлаждения детали и называются остаточными. Такие напряжения практически во всех конструкционных материалах присутствуют в течение всего эксплуатационного периода. Они представляют наибольшую опасность для изделий, так как являются причиной изменения габаритов и формы деталей. Поэтому так важно снять напряжение в металле после сварки. Это позволит исключить вероятность изменения внешнего вида изделия и уменьшить степень снижения его эксплуатационных характеристик. Если же остаточные напряжения в материале слишком большие, то существует вероятность, что деталь невозможно будет использовать.
Формоизменение изделий, изготовленных с помощью сварки, происходит из-за перемещения соединенных элементов, так как в каждой точке металла появляются деформации. Существуют несколько видов изменения формы:
- продольные укорочения, образующиеся в результате усадки в одноименном направлении;
- изгиб плоскости;
- поперечные укорочения; возникающие тоже в результате усадки в соответствующем направлении;
- угловые деформации, когда выполняются тавровые и стоковые сочленения;
- формоизменения балочных конструкций, происходящие из-за деформации поперечных и продольных сварочных швов (в редких случаях происходит закручивание балок).


Чтобы избежать изменения формы изделия любого типа нужно конкретно знать, как снять напряжение в металле после сварки. Существует несколько способов. Приемы применяются одновременно или по отдельности.
Термообработка сварных швов и соединений
Для создания крупных магистральных трубопроводов используют коллекторы с большим внутренним диаметром. Это применяется в теплосетях и системах водоснабжения. Из-за большого веса проходящей жидкости возрастает и давление на стенки коммуникации. Поэтому последние выполняются из материалов достаточной толщины, чтобы выдерживать большие нагрузки. Но это создает новую проблему — сложно качественно сварить стороны с такой толщиной, обеспечив длительную последующую эксплуатацию. При такой массе изделия прогрев достигает сравнительно небольшой зоны, что приводит к ряду физических процессов, неблагоприятно сказывающихся на дальнейшем использовании материала. Для решения этой проблемы разработана и применяется термообработка сварных соединений. Что это такое? В каких случаях необходима термообработка после сварки? Каким оборудованием и как выполняется процесс?
Что это такое? В каких случаях необходима термообработка после сварки? Каким оборудованием и как выполняется процесс?
Суть и предназначение процесса
Сварочный шов создается электрической дугой и присадочным материалом с электрода при температуре от 1500 до 5000 градусов. Это приводит к нескольким негативным явлениям на толстом металле. А именно:
- Непосредственно в месте соединения основного и присадочного материалов происходит значительный перегрев. Это содействует кристаллизации металла с крупной зернистой структурой, что снижает его пластичность. Выгорание марганца и кремния тоже подвергает эту область преобразованию в жесткий участок, плохо взаимодействующий, при естественных расширениях, со всей конструкцией.
- Немного дальше от шва образуется зона закалки. Она испытывает значительный, но меньший перегрев, чем предыдущий участок, поэтому в ней происходит закаливание некоторых элементов. Этот участок характеризуется включениями с высокой твердостью и сниженной пластичностью. Ухудшаются показатели металла и по ударной вязкости.
- На удаленном расстоянии от шва появляется зона разупрочнения. Благодаря непродолжительному воздействию умеренной температуры от электрической дуги, данный участок сохраняет высокую пластичность, но снижаются характеристики по прочности.
 Ухудшаются показатели металла и по ударной вязкости.
Ухудшаются показатели металла и по ударной вязкости.Общим дефектом после сварки являются остаточные напряжения в металле, которые способны деформировать изделие. Из-за этого возникают трудности при монтаже объемных конструкций, где требуется точность при стыковке новых узлов. Остаточное напряжение вызывает и последующее образование трещин, что недопустимо для швов трубопроводов. В сочетании с высокой температурой, это способствует снижению коррозионной устойчивости, циклической прочности, и способности сопротивляться хрупким разрушениям в условиях холода.
Термообработка сварных швов выполняется при температуре от 700 до 1000 градусов. Это позволяет устранить последствия неравномерного прогрева при дуговой сварке на толстых металлах, чем повышает надежность будущих коллекторов и магистралей трубопроводов. Труба и наложенный шов приобретают более похожую структуру, и лучше взаимодействуют во время естественных физических процессов (расширения и сужения материалов, воздействия влаги и т.д.).
Труба и наложенный шов приобретают более похожую структуру, и лучше взаимодействуют во время естественных физических процессов (расширения и сужения материалов, воздействия влаги и т.д.).
Термообработка сварных соединений трубопроводов происходит в три этапа:
- нагрев околошовной зоны или всего изделия одним из нескольких видов оборудование;
- выдержка материала на заданной температуре в течении определенного времени;
- последующее планомерное охлаждение до нормальных температур.
Это нейтрализует остаточные явления от сварки, выравнивая структуру металла, и снимая напряжение в металле, способствующее деформации. Процесс может выполняться несколькими способами, а технология разнится в зависимости от типа и толщины металла. Не все сварные соединения необходимо подвергать термообработке, но в некоторых случаях она является обязательной.
Что и когда подвергается термической обработке
Нейтрализации остаточных явлений от электродуговой сварки необходимо подвергать все трубопроводы диаметром от 108 мм, имеющими стенку 10 мм и более. Для этого используют индукционный нагрев изделия током с частотой 50 Гц. Термообработка способна воздействовать на металл трубы со стенкой 45-60 мм, для чего применяют гибкие электронагревательные проволоки или муфельные печи. Если толщина стенки конструкции не более 25 мм, то можно использовать газопламенный способ нагрева. Во всех случаях важен фактор равномерности распределения температуры во все стороны от сварочного соединения.
Для этого используют индукционный нагрев изделия током с частотой 50 Гц. Термообработка способна воздействовать на металл трубы со стенкой 45-60 мм, для чего применяют гибкие электронагревательные проволоки или муфельные печи. Если толщина стенки конструкции не более 25 мм, то можно использовать газопламенный способ нагрева. Во всех случаях важен фактор равномерности распределения температуры во все стороны от сварочного соединения.
Стыки, выполненные с применением труб из стали 12XIMФ и ее разновидности 15XIMIФ, имеющие толщину стенки магистрали 45 мм должны подвергаться термической обработке сразу после окончания сварочных работ. Охлаждение материала не должно допускаться до температуры 300 градусов. Стыки из аналогичных сталей на трубах с диаметром 600 мм, при стенке 25 мм, обрабатываются в этот же временной период. В случае невозможности выполнить процесс, соединение необходимо укрыть слоем теплоизоляции 15 мм, а при первой же возможности произвести обработку. Максимальный срок на проведение этих работ составляет трое суток.
Термообработке необходимо подвергать не только кольцевые швы на трубопроводе, но и вваренные отводы, краны, заглушки. Крепление под участок трубы, которое присоединялось посредством сварки, тоже необходимо обработать нагревом.
Режимы процесса
Разные виды стали подвергаются термообработке в конкретный временной промежуток. Влияет на режим и толщина стенки изделия. На хромомолибденовых сталях и их сплавах с ванадием применяется нагрев индукционным способом, с частотой тока в 50 Гц и выше, или радиационным методом по следующим показателям:
| Толщина стенки, мм | Радиационный способ, минуты | Индукционный способ, минуты |
| До 20 | 40 | 25 |
| 21-25 | 70 | 40 |
| 26-30 | 100 | 40 |
| 31-35 | 120 | 60 |
| 36-45 | 140 | 70 |
| 46-60 | 160 | 90 |
| 61-80 | 160 | 110 |
| 81-100 | 160 | 140 |
Виды оборудования
Термообработка выполняется несколькими видами средств, выбор которых зависит от толщины свариваемых труб и местной доступности оборудования. Выделяются три основные способа нагрева околошовной зоны.
Выделяются три основные способа нагрева околошовной зоны.
Индукционный
На рабочем месте устанавливается аппарат, вырабатывающий переменное высокочастотное напряжение. К нему подсоединяется нагревательный элемент, которым служит гибкий провод. Последний наматывают на сварочное соединение, предварительно укутанное асбестом для теплоизоляции. Эту технологию можно применять независимо от положения трубы в пространстве (вертикального или горизонтального).
Намотку провода производят вплотную к изолятору, а между витками оставляют зазор в 25 мм. Таким образом должно быть покрыто по 250 мм участка трубы с каждой стороны шва. После правильного наложения витков аппарат включается на время, предназначенное для конкретной толщины стенки трубопровода. Напряжение, проходя через витки провода, создает индукцию и разогревает изделие. Похожим способом выполняется и накладка цельных поясов, содержащих внутри себя ряд проводов, которые сразу покрывают нужную ширину трубы.
Радиационный
Вторым распространенным способом термической обработки сварных соединений является радиационный метод. Здесь тепловой эффект исходит от специальных нихромовых проводов, по которым идет напряжение, и околошовную зону греет непосредственно тепло от провода, а не индукция тока, как в первом способе. Тэн укладывают на основу из теплоизоляции.
Здесь тепловой эффект исходит от специальных нихромовых проводов, по которым идет напряжение, и околошовную зону греет непосредственно тепло от провода, а не индукция тока, как в первом способе. Тэн укладывают на основу из теплоизоляции.
Газопламенный
Самым дешевым способом выполнить термическую обработку сварного шва является пламя от горения смеси ацетилена и кислорода. Это подходит для труб с диаметром не более100 мм. На горелку устанавливается мундштук с крупным отверстием. Для равномерности подачи тепла от пламени на сопло одевается асбестовая воронка, распределяющая пламя по ширине в 250 мм. Правильный нагрев производится одновременно двумя горелками, работающими с каждой стороны.
Виды термообработки
Тепловое воздействие на сварочное соединение и прилегающую зону может выполняться по разной технологии для достижения определенных целей. Вот основные процессы и их влияние на изделие:
- Термический отдых. Трубопровод подвергают нагреву до 300 градусов с удержание этой температуры до 120 минут. Это действие способствует снижению содержания водорода в шве, и частичному снятию остаточного напряжения. Метод применяется на особо толстостенных изделиях, где невозможно выполнить другие техники термообработки.
- Высокий отпуск. Трубу и сварной шов нагревают до температуры 600-700 градусов. Выдержка происходит в течении 1-3 часов в зависимости от толщины стенки. Вследствие чего остаточное напряжение снижается до 90%. В низколегированных сталях разрушается закалочная структура, а карбиды становятся крупнее. Это приводит к повышению пластичности и ударной вязкости. Чаще всего этот вид термообработки применяют на сталях перлитного класса.
- Нормализация. Шов и трубу нагревают до 800 градусов, но на короткое время (выдержка от 20 до 40 минут). Это частично убирает напряжение в металле, но главным образом придает однородность и мелкозернистую структуру, что улучшает механические свойства. Такая технология используется на тонкостенных трубах небольшого диаметра.
- Аустенизация. Разогрев материала до 1100 градусов с длительным удержанием температуры (около двух часов) и последующим остыванием на воздухе. Реализуется на высоколегированных сталях для снижения остаточного напряжения и повышения пластичности.
- Стабилизирующий отжиг. Трубопровод с наложенным швом разогревают до 970 градусов с выдержкой до 180 минут. Охлаждение выполняется естественным образом на воздухе. Метод предупреждает возникновение межкристаллической коррозии на высоколегированных сталях.
 Это действие способствует снижению содержания водорода в шве, и частичному снятию остаточного напряжения. Метод применяется на особо толстостенных изделиях, где невозможно выполнить другие техники термообработки.
Это действие способствует снижению содержания водорода в шве, и частичному снятию остаточного напряжения. Метод применяется на особо толстостенных изделиях, где невозможно выполнить другие техники термообработки. Разогрев материала до 1100 градусов с длительным удержанием температуры (около двух часов) и последующим остыванием на воздухе. Реализуется на высоколегированных сталях для снижения остаточного напряжения и повышения пластичности.
Разогрев материала до 1100 градусов с длительным удержанием температуры (около двух часов) и последующим остыванием на воздухе. Реализуется на высоколегированных сталях для снижения остаточного напряжения и повышения пластичности.Применение термообработки на трубопроводах из различных металлов значительно продлевает их срок эксплуатации. Для успешного использования метода важно правильно подбирать температуру, время выдержки и способ нагрева.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Термообработка
Одним из вариантов снятия напряжения является высокотемпературный отпуск. Техническое мероприятие применяется во время сочленения углеродистых сплавов. Оно осуществляется за счет нагрева до 630-650 °C. После выдержки температуры, длящейся 2-3 минуты на 1 мм толщины стали, деталь охлаждается.
После выдержки температуры, длящейся 2-3 минуты на 1 мм толщины стали, деталь охлаждается.
Снижение температуры изделия проводят медленно. Это позволяет избежать повторного образования напряжения. Скоростной параметр зависит от состава металла. Он уменьшается с увеличением в сплаве элементов, влияющих на его закалку.
Термообработка при сварке металла
Печь для термообработки
Термическая обработка (ТО) – процесс нагрева металлических изделий до критической точки по превышению которой меняется микроструктура и характеристики металла; выдержка и последующее резкое или медленное охлаждение. Часто задают вопрос, можно ли варить термообработанную сталь? Термообработка не влияет на свариваемость. Можно варить как закаленную, так и «сырую» сталь, либо отоженную сталь.
ТО допускается до, во время и после проведения сварочных работ.
Часто используемые виды термообработки для стали
Отжиг – снимает напряжения, улучшает пластичность, формирует мелкое зерно. Температура (650±10) оС. Время выдержки рассчитывается в зависимости от максимальной толщины детали и усредненно составляет 2,5 мин. На 1 мм толщины. При отжиге детали всегда охлаждаются вместе с печью. При полном отжиге детали нагревают до 800-900 оС. Происходит рекристаллизация и упрочнение сварного шва. Время выдержки и условия охлаждения, как и в предыдущем случае. Данные приведенные здесь являются ознакомительными, точные данные можно почерпнуть из справочника.
Температура (650±10) оС. Время выдержки рассчитывается в зависимости от максимальной толщины детали и усредненно составляет 2,5 мин. На 1 мм толщины. При отжиге детали всегда охлаждаются вместе с печью. При полном отжиге детали нагревают до 800-900 оС. Происходит рекристаллизация и упрочнение сварного шва. Время выдержки и условия охлаждения, как и в предыдущем случае. Данные приведенные здесь являются ознакомительными, точные данные можно почерпнуть из справочника.
Нормализация – процесс очень похожий на отжиг, с одним только отличием – охлаждение делают на воздухе (самоотпуск).
Отдых проводится на низких температурах 200 … 300 оС в течении 2…3 ч. Такая процедура понижает содержание диффузионного водорода и снижает величину внутреннего напряжения. Все виды ТО проводят в печах с нагревом электросопротивлением в воздушной атмосфере.
Термообработка алюминия
Предварительный подогрев алюминия необходим в следствии его высокой теплопроводности. Образование нормальной сварочной ванны и формирование сварного шва будет затруднено из-за недостатка температуры, которую постоянно «отнимает» тело алюминиевого сплава. Если речь идет о деталях небольших размеров, отсутствие подогрева не будет катастрофичным, но когда имеешь дело, например, с подваркой дефектов крупного литейного корпуса, тогда трудности станут очевидны даже человеку, не посвященному в тонкости сварочного искусства. Подогревать можно как все изделие целиком, так и выполнять местный (локальный подогрев) подвариваемого места ацетилено-кислородными, пропановыми и другими горелками. Так же, возможен подогрев непосредственно во время выполнения сварочной операции при условии, что это осуществимо технически. Предварительный подогрев применяется так же для некоторых видов сталей, склонных к трещинообразованию (например, 30ХГСА).
Если речь идет о деталях небольших размеров, отсутствие подогрева не будет катастрофичным, но когда имеешь дело, например, с подваркой дефектов крупного литейного корпуса, тогда трудности станут очевидны даже человеку, не посвященному в тонкости сварочного искусства. Подогревать можно как все изделие целиком, так и выполнять местный (локальный подогрев) подвариваемого места ацетилено-кислородными, пропановыми и другими горелками. Так же, возможен подогрев непосредственно во время выполнения сварочной операции при условии, что это осуществимо технически. Предварительный подогрев применяется так же для некоторых видов сталей, склонных к трещинообразованию (например, 30ХГСА).
Послесварочная термообработка для алюминия представляет собой закалку + старение. Правда подобная ТО чревата большими короблениями. Если ремонтируемые изделия имеют уже готовые чертежные размеры, проведение такой процедуры становится невозможной. В таком случае придется обойтись совсем без ТО, либо применить полумеры: нагрев до температуры старения и выдержка в течении определенного времени (режим подбирается исходя из марки алюминиевого сплава). На что влияет подобная мера вопрос спорный, но это лучше, чем вообще ничего не предпринимать.
На что влияет подобная мера вопрос спорный, но это лучше, чем вообще ничего не предпринимать.
Если после сварки нужно повысить пластичность и снизить твердость, целесообразно выполнить неполный или полный отжиг. Так же нужно понимать, что если вы варите термообработанный алюминий, шов даже при последующей полной ТО, будет мягкий (существенно отличаться от твердости основного металла). Пишите в комментариях, если есть присадочные прутки, которые могут испытывать полиморфные превращения.
Похожее
svarka-master.ru
Аргонодуговой прием
Смысл аргонодуговой обработки состоит в расплавление участка, находящегося между сварным швом и основным металлом. Процесс выполняется неплавящимся электродным стержнем в аргоновой среде. Такое воздействие позволяет избавиться от напряжений в переходной зоне. Однако в дальнейшем происходит кристаллизация, в результате которой они снова появляются. Величина вновь появившихся напряжений существенно меньше начальных значений. Разница достигает 70%.
Совет! Используя такой прием можно не только уменьшить напряжение, но и получить плавный переход на участке, расположенным между швом и металлом конструкции. Благодаря этому у металлоконструкции повышается прочностная характеристика.
Проковка сварочного шва
Технологическая операция проводится с целью создания дополнительных деформаций. Они позволяют полностью избавиться от остаточных напряжений. Проковка осуществляется, когда сочленение остывает. Мероприятие проводится, если температура превышает 450 °C. Проковывать соединение также можно при температурном режиме меньше 150 °C. В других случаях процесс не выполняется, так как существует риск появления надрывов.
Операция проводится ручным методом при использовании молотка. Его масса составляет в среднем 1000 г. Разрешено применять пневматический молоток. Когда осуществляется проковка многослойных сочленений, мероприятие не проводится для 1-го и последнего слоя, так как существует большая вероятность образование трещин. Способ позволяет избавиться от напряженного состояния во время устранения дефектов и при создании замыкающего сочленения.
Способ позволяет избавиться от напряженного состояния во время устранения дефектов и при создании замыкающего сочленения.
Проковка сварного шва с целью уменьшения напряжений и устранения деформаций
Если в металле шва или близлежащих областях металла создать дополнительные пластические деформации, то можно полностью устранить остаточные напряжения и деформации при сварке. Для этого выполняют проковку сварных швов.
Проковывают сварное соединение во время его остывания при температурах выше 450°C, либо ниже 150°C. При температурах от 200°C до 400°C проковку не выполняют из-за повышенного риска образования надрывов.
Проковывают швы вручную, молотком, массой около 1кг. Допускается применять пневматический молоток. В случае выполнения многослойных швов, не выполняют проковку последнего слоя и первого, на котором от ударов возможно образование трещин. Таким способом снимают напряжения в металле при заварке дефектов или при выполнении замыкающего сварного шва.
Термическая правка
Этот метод подразумевает под собой нагрев сочленения при использовании газового пламени. Может также применяться электродуга, образующаяся от неплавящегося электродного стержня. Нагрев материала осуществляется до 750-850 °C. Затем происходит быстрое расширение сплава. Однако рядом расположенные слои не дают металлу расширяться. Из-за этого возникает пластическая деформация нагретой зоны. Когда происходит охлаждение, предварительно нагретый участок начинает сжиматься. В итоге деформация полностью или частично устраняется.
Может также применяться электродуга, образующаяся от неплавящегося электродного стержня. Нагрев материала осуществляется до 750-850 °C. Затем происходит быстрое расширение сплава. Однако рядом расположенные слои не дают металлу расширяться. Из-за этого возникает пластическая деформация нагретой зоны. Когда происходит охлаждение, предварительно нагретый участок начинает сжиматься. В итоге деформация полностью или частично устраняется.
Зная, как снять напряжение металла после сварки, удастся уменьшить вероятность снижения прочности сварных конструкций. Это особенно важно в условиях, которые способствуют появлению хрупкого разрушения шва. Используя вышеописанные методы, удается избежать дефектов при эксплуатации сварной металлоконструкции.
Источник
Термическая правка металла
Для устранения сварочных деформаций может применяться термическая правка, при которой нагрев сварного соединения происходит газовым пламенем, либо электрической дугой от неплавящегося электрода. При термической правке металл нагревается до температуры 750-850°C и начинает стремительно расширяться. Но, окружающие его холодные слои металла препятствуют его расширению и вызывают пластическую деформацию данного участка. При охлаждении, металл нагретого участка сжимается, и в нём происходит частичное или полное устранение деформаций.
При термической правке металл нагревается до температуры 750-850°C и начинает стремительно расширяться. Но, окружающие его холодные слои металла препятствуют его расширению и вызывают пластическую деформацию данного участка. При охлаждении, металл нагретого участка сжимается, и в нём происходит частичное или полное устранение деформаций.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
Основные причины возникают как следствие:
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
 Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.

Причины возникновения деформаций и напряжений при сварке
Напряжения и деформации во время сварки могут возникать по нескольким причинам. Их принято разделять на две группы: основные и побочные. Отличительная особенность между ними состоит в том, что первые образуются во время сварочного процесса и объективно неизбежны. А вот побочные напряжения можно и нужно предотвращать.
Основные причины деформаций, относящиеся к второй группе (побочные):
- Неравномерный нагрев металлической заготовки. Суть физического процесса сводится к тому, что металл с более высокой температурой расширяется больше. Между двумя примыкающими слоями с разной температурой образуется напряженность. Она тем больше, чем выше показатели температуры и, соответственно, коэффициент теплового расширения. С возрастанием значений прямо пропорционально увеличивается и вероятность деформации конструкции.
- Усадки имеют место в тех случаях, когда жидкий металл резко охлаждается и переходит в твердое состояние. Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.
- Структурные изменения. Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
 Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.
Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.К побочным причинам деформаций причисляют:
- неверный выбор электродов,
- сварка выполнялась в неправильном режиме;
- нарушения технологии выполнения сварочных работ;
- плохая подготовка кромок;
- ошибка при выборе типа шва;
- слишком маленькое расстояние между двумя разными швами;
- большое количество точек пересечения;
- неопытность специалистов;
- ошибки конструктивного характера.

Классификация напряжений и деформаций
В зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла. По виду напряженного состояния их называют:
- линейными, с односторонним действием;
- плоскостными, действующими по двум направлениям;
- объемными, распространяющиеся по трем осям.
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно.
Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей. После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
Термообработка сварных швов
Дефекты сварочного шва – это несоответствие выполненной работы принятым нормам, которые отражены не только в ГОСТах, но и в заранее разработанных проектах и технических условиях. В соответствии с этими нормами специалист определяет размер шва, его сплошность, прочность и пластичность.
Автоматическая дуговая сварка – это новое веяние в отрасли. Ее внедрение позволило значительно повысить производительность, улучшить качество работ, сделать процесс сварки более быстрым и точным. В этой статье мы расскажем о сущности дуговой сварки на автоматах и полуавтоматах.
В этой статье рассказано о многих особенностях термообработки сварных соединений. К примеру режим обработки тем или иным способом определяется по типу стали, жесткости металлоизделия в целом и его состоянию. Например, для сварки черных металлов обычно применяется режим подогрева деталей. Эти и другие детали вы можете прочитать.
Например, для сварки черных металлов обычно применяется режим подогрева деталей. Эти и другие детали вы можете прочитать.
stalevarim.ru
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.

Методы устранения деформаций
Дефекты устраняют термическим с местным или общим нагревом, холодным механическим, термомеханическим способами. Для правки термическим методом с полным отжигом конструкцию закрепляют в устройстве, которое создает давление на искривленный участок, затем нагревают в печи.
Способ локального нагрева основан на сжимании металла при остывании. Для исправления дефектов искривленное место греют горелкой или сварочной дугой. Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется.
Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется.
Термическим способом выправляют любые виды деформаций, однако при работе с тонкостенным металлом следует учитывать его особенности:
- тепло при местном нагреве тонких стальных листов быстро распространяется по всей площади, поэтому величина усилия сжатия оказывается недостаточной для исправления дефекта;
- температура локального нагрева тонкостенного металла не должна превышать 600 — 650⁰C, поскольку при увеличении температуры начнется образование пластических деформаций даже при отсутствии напряжения.
При механической правке растянутые участки деформируются внешними нагрузками в обратном направлении. Дефекты устраняют применением изгибания, вальцовки, растяжения, ковкой, прокаткой роликами.
Термомеханическую правку проводят с подогревом растянутого участка до 700 — 800⁰C и внешнего воздействия. Для выправления участков с большим растяжением сначала из избытков металла холодной рихтовкой формируют выступы в форме куполов. Затем по отдельности нагревают и резко охлаждают.
Затем по отдельности нагревают и резко охлаждают.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции. При этом учитывают эффективность метода, трудоемкость, величину финансовых затрат.
Источник
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.
Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Сварка титана — Остальные вопросы
Свойства и структура сварных соединений промышленных титановых сплавов
alpha- и псевдо alpha сплавы
Сплавы, относящиеся к первой группе: alpha-сплавы (BT1-00; ВТ1-0; ВТ5; BT5-1; 4200) и псевдо alpha-сплавы (ОТ4-0, ОТ4-1, ОТ4, ВТ4, ОТ4-2, АТ2, АТЗ, АТ4, ВТ20, ТС5) относятся к малолегированным (J-стабилизирующими элементами сплавам с К $ <=0,25. Эти сплавы хорошо свариваются всеми видами сварки, и сварное соединение по прочности и пластичности приближается к основному металлу. Сплавы не требуют обязательного стабилизирующего отжига после сварки. Поскольку в сварном шве возможно наличие пор, то прочность сварного соединения принимается в расчет с коэффициентом ослабления сваркой, равным 0,9-0,95 от прочности основного материала. С повышением прочности сварные соединения этих сплавов становятся более чувствительными к дефектам сварки (порам, концентраторам напряжения и т. п.) и несколько увеличивается разница в прочности и пластичности между сварным соединением и основным металлом.
Эти сплавы хорошо свариваются всеми видами сварки, и сварное соединение по прочности и пластичности приближается к основному металлу. Сплавы не требуют обязательного стабилизирующего отжига после сварки. Поскольку в сварном шве возможно наличие пор, то прочность сварного соединения принимается в расчет с коэффициентом ослабления сваркой, равным 0,9-0,95 от прочности основного материала. С повышением прочности сварные соединения этих сплавов становятся более чувствительными к дефектам сварки (порам, концентраторам напряжения и т. п.) и несколько увеличивается разница в прочности и пластичности между сварным соединением и основным металлом.
Технический титан марки ВТ1-00 изготавливают из наиболее чистых сортов титановой губки. Он содержит меньше таких примесей, как углерод, железо, кремний, кислород, чем допускается для других титановых сплавов.
Титан марки ВТ1-00 отличается низкими характеристиками прочности и высокой пластичностью. Хорошо деформируется в горячем и холодном состояниях. Из титана марки ВТ1-00 изготавливают практически все виды полуфабрикатов: фольгу, ленту, листы, плиты, поковки, штамповки, профили, трубы, проволоку и т. д.
Из титана марки ВТ1-00 изготавливают практически все виды полуфабрикатов: фольгу, ленту, листы, плиты, поковки, штамповки, профили, трубы, проволоку и т. д.
Технический титан марки ВТ 1-00 в связи с его невысокой прочностью в качестве конструкционного материала применяется ограниченно.
При сварке с присадкой в качестве присадочного материала используют сварочную проволоку из титана ВТ1-00 или ВТ1-0. Сварные соединения титана марки ВТ1-00, полученные АДС Нп с присадкой ВТ1-00, после неполного отжига имеют следующие механические свойства при комнатной температуре: а*=0,9ав основного металла; ан>=9,0 кгс*м/см2, а=180° для листа толщиной 1,5 мм и а=140° для листа толщиной 3,0 мм.
Технический титан марки ВТ1-0 приготовляют из нелегированной губки, несколько уступающей по чистоте титановой губке, применяемой для изготовления титана марки ВТ1-00. Тем не менее содержание примесей в титане марки ВТ1-0 меньше, чем в легированных титановых сплавах. Сплав ВТ1-0 при несколько меньшей пластичности по сравнению с техническим титаном марки ВТ1-00 имеет более высокую прочность и широко применяется как конструкционный материал. Типичные механические свойства при комнатной и повышенных температурах титана марки ВТ1-0 приведены в табл. 28. Титан марки BT1-0 хорошо сваривается всеми видами сварки. Из ВТ 1-0 изготавливают листы, ленту, фольгу, прутки, профили, трубы, проволоку и т. п. Сплав ВТ1-0 применяют в конструкциях, длительно работающих при температурах от −253 до +150° С.
Сплав ВТ1-0 при несколько меньшей пластичности по сравнению с техническим титаном марки ВТ1-00 имеет более высокую прочность и широко применяется как конструкционный материал. Типичные механические свойства при комнатной и повышенных температурах титана марки ВТ1-0 приведены в табл. 28. Титан марки BT1-0 хорошо сваривается всеми видами сварки. Из ВТ 1-0 изготавливают листы, ленту, фольгу, прутки, профили, трубы, проволоку и т. п. Сплав ВТ1-0 применяют в конструкциях, длительно работающих при температурах от −253 до +150° С.
Сварные швы пластичны и допускают значительную холодную деформацию [52]. Пластичность сварного соединения (угол изгиба а) практически не изменяется при нагартовке до 20%. Термической обработки после сварки не требуется. Механические свойства сварных соединений титана марки ВТ1-0, полученные АДС Нп с присадкой, после неполного отжига имеют следующие механические свойства при комнатной температуре: сгв=0,9ав основного металла; ан>=7 кгс*м/см2, а=135° для листа толщиной 1,5 мм и а=110° для листа толщиной 3,0 мм. основного материала соответственно при всех рабочих температурах. В качестве присадочного материала используют проволоку из титана ВТ1-00 или из сплава ВТ2.
основного материала соответственно при всех рабочих температурах. В качестве присадочного материала используют проволоку из титана ВТ1-00 или из сплава ВТ2.
Сплавы с alpha+β-структурой мартенситного типа
В эту группу входят среднелегированные р-стабилизирующими элементами сплавы с Ка =0,3-0,9, термически Упрочняемые путем закалки и старения. Сплавы этой группы непосредственно после сварки имеют пониженную пластичность сварного соединения в связи с образованием в структуре шва довольно прочной мартенситной а’-фазы. Для восстановления пластичности сварных соединений у сплавов такого типа применяют стабилизирующую термическую обработку, в результате которой а’-фаза превращается в стабильные а+р-составляющие.
Большинство сварных конструкций из а+b-сплавов мартенситного типа изготовляют с прочностью сварных соединений 85-100 кгс/мм2. Реже сварные конструкция подвергают упрочняющей термической обработке на прочность 105-130 кгс/мм2, и тогда швы утолщают и подвергают отжигу, при этом достигается равнопрочность конструкции и обеспечивается достаточная на-дежность сварного соединения.
Сплав ВТ6 — аналог широко применяемого зарубежного сплава Ti-6Аl-4V [2, 121], а также отечественного сплава ВТ6С. Изготавливается сплав в виде листом плит, прутков, поковок, штамповок, сварных колец. Сплав может применяться как в отожженном, так и в I термически упрочненном (закалка+старение) состояниях. Упрочняющей термической обработкой прочности сплава может быть увеличена на 15-20%. Сплав удовлетворительно сваривается всеми видами сварки, применяемыми для титана. Сварное соединение сплава ВТ6 непосредственно после сварки имеет несколько пониженную пластичность. Для восстановления пластичности сварного соединения требуется стабилизирующая термическая обработка. Прочность сварных соединений сплава ВТ6, выполненных ААрДЭС неплавящимся электродом без присадки, составляет после отжига при 760- 800° С и после закалки с 900° С и старения при 500° С в течение 2 ч 95-100 и 105 кгс/мм2 соответственно. Сплав I сваривается со всеми листовыми титановыми сплавами.
В качестве присадочного материала используют проволоку из сплавов ВТ1-00, ВТ1-0, ВТ2, СПТ2, ВТ6С.
Сплав ВТ6 применяется для изготовления сварных деталей, длительно работающих в отожженном состояв нии при температурах до 450° С, а в термически упрочненном состоянии — при температурах до 400°С. Сплав ВТ6С рекомендуется для изготовления штампосварных конструкций; работающих длительно при температурах до 400-450° С и кратковременно при температурах до 700-750° С. Предел прочности сварного соединения, выполненного сваркой плавлением, составляет не менее 90% от предела прочности основного металла. При сварке металла большой толщины используют прогрессивные методы сварки, например сварку погруженной дугой; швы сплава ВТ6С, полученные этим способом, равнопрочны отожженному основному металлу, а их ударная вязкость выше на 1,2-4,0 кгс*м/см2.
Сварка алюминия и его сплавовПри сварке алюминия и его сплавов возникает ряд сложностей. Алюминий и его сплавы делятся на две основные группы: деформируемые и недеформируемые материалы. Деформируемые материалы применяются в катаном, прессованном и кованом состояниях. Они бывают термически неупрочняемые (алюминий нормальной и высокой чистоты, сплавы алюминия с марганцем, магнием) и термически упрочняемые (сплавы алюминия с медью и цинком). Недеформируемые (литейные) материалы используются в виде литья. К этой группе относятся сплавы типа силумин со значительным содержанием кремния и меди. Сварные конструкции в основном изготавливаются из деформируемых термически неупрочняемых сплавов алюминия в ненагартованном виде. Для термически упрочняемых сплавов сварка плавлением не находит широкого применения вследствие снижения прочности металла околошовной зоны. Основным затруднением при сварке алюминия является наличие на свариваемых кромках плотной и тугоплавкой окисной пленки, которая препятствует сплавлению металлов основного и сварочной ванны. Попадая в шов, пленка, кроме того, образует неметаллические включения. Пленка удаляется с помощью компонентов электродного покрытия и постоянного тока обратной полярности или переменного тока. При бомбардировке положительными ионами поверхности сварочной ванны окисная пленка разрушается и с помощью катодного распыления устраняется с места сварки. Большая трудность при сварке алюминия и его сплавов заключается в том, чтобы препятствовать образованию пор в металле шва, основной причиной, их вызывающей, считается водород. Металл шва при сварке алюминия по своим прочностным характеристикам близок к нагартованнаму основному металлу, при сварке сплава АМц — приближается к основному металлу. Труднее получить равнопрочное соединение при сварке алюминиевонмагниевых сплавов. Поэтому для повышения прочности используют проволоки с повышенным содержанием магния по сравнению с основным металлом. По коррозионным свойствам сварные соединения из алюминия и его сплавов незначительно уступают основному металлу. Ручная электродуговая сварка в инертных газах. Для ручной сварки вольфрамовым электродом в подавляющем большинстве случаев применяется аргон. Только иногда пользуются смесью аргона с гелием или одним гелием повышенной чистоты. Стыковые швы изделий толщиной до 4 мм свариваются без разделки кромок с присадочной проволокой. Ручная сварка вольфрамовым электродом обеспечивает минимальное коробление свариваемого изделия при высоком качестве сварного соединения, поэтому ее с успехом используют для тонколистовых изделий. Дуговая сварка покрытыми электродами. Ручная .дуговая сварка покрытыми электродами выполняется на постоянном токе обратной полярности и применяется для изделий толщиной более 4 мм. Изделия толщиной 3—5 мм сваривают без скоса кромок, свыше 5 мм с односторонним скосом кромок с разделкой 60°. Величина зазора также зависит от толщины свариваемых изделий: для толщин до 12 мм ‘зазор — 1 мм, для толщин 13 — 20 мм и более 20 мм зазор соответственно — 2 и 2,5 мм. Металла толщиной свыше 10 мм предварительно подогревается до 100—400°С. Чем больше толщина изделия, тем выше температура подогрева. Сварку ведут по возможности наиболее короткой дугой без поперечных колебаний конца электрода. Для сварки магниевых сплавов применяют электроды со стержнем из проволоки, соответствующей по составу основному металлу, с покрытием из фтористых солей или сМеои их с хлористыми солями. Сварка угольными или графитовыми электродами. Сварку выполняют на постоянном токе прямой полярности. Окисную пленку удаляют с помощью флюса, содержащего до 50% фтористых соединений. Шихта флюса замешивается на воде и наносится кисточкой на свариваемые кромки непосредственно перед сваркой. Изделия толщиной до 0,8 мм свариваются встык с отбортовкой кромок без присадочной проволоки, толщиной свыше 0,8 мм—с присадочной проволокой. Стыковые соединения при толщине металла более 2 мм свариваются с зазором в 0,5—0,7 мм или с разделкой кромок. Факел электрической дули должен быть направлен на конец присадочного прутка, а сама дуга — перемещаться вдоль разделки в соответствии со скоростью плавления кромок и прутка. Чистый алюминий имеет ограниченное применение из-за своей низкой прочности и высокой пластичности. В повседневной жизни находят применение сплавы алюминия — дюралю-мины и силумины. При сварке алюминия на поверхности расплавленного металла образуется тугоплавкая пленка оксида алюминия, которая препятствует процессу сплавления между собой частиц металла. Разность между температурой плавления оксида алюминия (2050 °С) и температурой плавления алюминия (658 °С) создает технологические трудности в ходе сварочных работ. Независимо от способа сварки изделия должны проходить специальную подготовку. Поверхности обезжиривают и удаляют с них пленку оксида алюминия. Обезжиривание проводят с помощью растворителей, например авиационного бензина или технического ацетона. Следующий этап — механическая зачистка или химическое травление, которое удаляет оксидную пленку. Обезжиривание и травление проводят не более чем за 2-4 ч до сварки. Для неответственных изделий применяется ручная сварка угольным электродом на постоянном токе прямой полярности. Если металл имеет толщину до 2 мм, то сварку ведут без присадки и без разделки кромок; при толщине металла свыше 2 мм сварку выполняют с зазором, равным 0,5-0,7 толщины свариваемых листов или с разделкой кромок. Ручная сварка покрывши электродами выполняют при изготовлении конструкций Из Технического алюминия, сплавов АМц и АМг и силумина. При умеренных токах требуемое проплавление обеспечивается ис пользованием постоянного тока прямой полярности с предва рительным подогревом (для средних толщин — 250-300 °С, д. Сварочный ток принимается из расчета не более 60 А 1 мм диаметра электрода — это обеспечит устойчивость пр цесса и минимальные потери при разбрызгивании. Электр! ды предварительно просушивают при температуре 150-200 °С в течение 2 ч. При ручной аргонодуговой сварке применяют неплавя: щиеся вольфрамовые электроды в осушенном от влаги аргон высшего сорта на переменном токе. Если толщина сварива мого металла равна 5-6 мм, то применяются электроды ди метром 1,5-5 мм. Техника сварки имеет здесь свои особенности. Между электродом и присадочной проволокой должен выдерживаться угол примерно в 85-90°. При подаче присадки используют возвратно-поступательные движения. Эффективная защита достигается оптимальным расходом газа. Металл толщиной до 10 мм сваривают справа налево: этот прием позволяет снизить перегрев свариваемого металла. — Металлургические особенности сварки алюминия и его сплавов определяются взаимодействием их с газами окружающей среды, интенсивностью испарения легирующих элементов, а также особенностями кристаллизации в условиях сварки. Основным затруднением при сварке является наличие на свариваемых кромках плотной и тугоплавкой Ькисной пленки, которая препятствует сплавлению металла сварочной ванны с основным металлом. Большая трудность заключается в предотвращении порообразования, источником которого в основном является водород. Кроме того, при нагреве алюминий не меняет цвет, и поэтому трудно уловить момент начала его плавления. Для этого требуется опыт и навык сварщика. При сварке плавлением алюминиевых сплавов наиболее рациональным типом сварных соединений являются стыковые. Для устранения окисных включений в металле шва применяют подкладки с канавкой или разделку кромок с обратной стороны шва, что создает условия для удаления окисных включений из стыка в канавку или разделку. Ручная дуговая сварка неплавящимся электродом является лучшим способом для сварки изделий из тонколистового металла, так как обеспечивает минимальную деформацию изделия и высокое качество сварного шва. Сварку ведут на переменном токе с применением осцилляторов. С помощью переменного тока разрушается оксидная пленка, что достигается катодным распылением в моменты, когда катодом является изделие. Дуговая сварка покрытыми электродами применяется при изготовлении конструкций из металла толщиной более 3 мм. Недостатком является внутренняя пористость сварных швов. При сварке термически упрочняемых сплавов прочность сварных соединений меньше прочности основного металла. Сварка угольным электродом используется при случайных работах небольшого объема и отбортовке тонколистового алюминия. Этот способ сварки позволяет получить плотные швы, практически равнопрочные основному металлу. Изделия под сварку подготовляют, как и под сварку покрытыми электродами. Плазменная сварка является перспективным способом сварки для соединения алюминиевых сплавов благодаря высокой скорости, стабильности процесса и значительному сокращению зоны термического влияния. Однако плазменная сварка требует точной сборки деталей и ведения горелки строго по свариваемому стыку. В основном сварку ведут на переменном токе. Для сварки на постоянном токе обратной поляпности требуются специальные горелки с усиленным принудительным охлаждением вольфрамового электрода. При микроплазменной сварке можно сваривать алюминиевые сплавы толщиной 0,2—1,5 мм при силе тока 10—100 А с применением лантанированных электродов диаметром 0,8 — 1,5 мм. Газовая сварка выполняется нормальным пламенем. Избыток кислорода и горючего газа не допускается, так как свободный кислород окисляет алюминий, а избыток горючего газа приводит к сильной пористости шва. Мощность пламени горелки выбирается из расчета 75 дм3/ч ацетилена на 1 мм толщины свариваемого металла. Сварку ведут восстановительной зоной пламени, расстояние от конца ядра до свариваемой поверхности 3— 5 мм. Читать далее: |
 Во-первых, в процессе сварки на поверхности расплавленного металла появляется пленка оксида алюминия, мешающая сплавлению частей изделия. Поэтому сначала необходимо тщательно очистить края деталей и электрод. Обезжиривание и травление, производимые для удаления оксидной пленки, нужно делать за 2-4 часа до начала самого процесса. Скорость сварки алюминия достаточно высока, рекомендуется выполнять ее одним электродом. Предварительный подогрев и применение постоянного тока обратной полярности позволяют осуществлять нужное проплав-ление изделия.
Во-первых, в процессе сварки на поверхности расплавленного металла появляется пленка оксида алюминия, мешающая сплавлению частей изделия. Поэтому сначала необходимо тщательно очистить края деталей и электрод. Обезжиривание и травление, производимые для удаления оксидной пленки, нужно делать за 2-4 часа до начала самого процесса. Скорость сварки алюминия достаточно высока, рекомендуется выполнять ее одним электродом. Предварительный подогрев и применение постоянного тока обратной полярности позволяют осуществлять нужное проплав-ление изделия.
 В процессе изготовления алюминиевых листов на них остается техническая смазка, удаляют которую промывкой листов горячей водой или органическими растворителями. При ручной дуговой сварке толстолистового алюминия можно применять предварительный и сопутствующий подогрев до 200— 400°С. Алюминиево-магниевые сплавы следует подогревать только до 100—150°С, так как излишний подогрев усиливает пористость. Подогрев облегчает устранение газовых пузырьков из сварочной ванны. Дополнительные затруднения яри сварке алюминия и его сплавов возникают из-за появления кристаллизационных трещин, у алюминиево-марганцевого сплава АМц образование трещин зависит от содержания железа и кремния в металле шва: увеличение количества кремния до 0,6% приводит к снижению стойкости, а с повышением содержания железа до 0,7% растет стойкость металла шва против образования кристаллизационных трещин. Подогрев деформируемых алюминиевых сплавов до 200—250°С не предотвращает появление трещин, поскольку при этом значительно увеличиваются размеры кристаллитов.
В процессе изготовления алюминиевых листов на них остается техническая смазка, удаляют которую промывкой листов горячей водой или органическими растворителями. При ручной дуговой сварке толстолистового алюминия можно применять предварительный и сопутствующий подогрев до 200— 400°С. Алюминиево-магниевые сплавы следует подогревать только до 100—150°С, так как излишний подогрев усиливает пористость. Подогрев облегчает устранение газовых пузырьков из сварочной ванны. Дополнительные затруднения яри сварке алюминия и его сплавов возникают из-за появления кристаллизационных трещин, у алюминиево-марганцевого сплава АМц образование трещин зависит от содержания железа и кремния в металле шва: увеличение количества кремния до 0,6% приводит к снижению стойкости, а с повышением содержания железа до 0,7% растет стойкость металла шва против образования кристаллизационных трещин. Подогрев деформируемых алюминиевых сплавов до 200—250°С не предотвращает появление трещин, поскольку при этом значительно увеличиваются размеры кристаллитов. Алюминий имеет большой коэффициент линейного расширения, поэтому при его сварке необходимо применять специальные меры борьбы с деформациями (сосредото-ченые источники нагрева, сварка в кондукторах, приспособлениях) .
Алюминий имеет большой коэффициент линейного расширения, поэтому при его сварке необходимо применять специальные меры борьбы с деформациями (сосредото-ченые источники нагрева, сварка в кондукторах, приспособлениях) . Диаметр присадочной проволоки к сварочный ток выбирают в зависимости от толщины свариваемого металла.
Диаметр присадочной проволоки к сварочный ток выбирают в зависимости от толщины свариваемого металла. При толщине листов до 16 мм шов с обратной стороны заваривается без вырубки корня шва. Угловые швы выполняют с катетами шва не менее 6×6 мм, так как катет меньшего размера практически получить невозможно из-за быстрого плавления электрода. Изделия толщиной до 14 мм свариваются в 1—2 прохода, толщиной свыше 14 мм — в 2—3 прохода. Длина нагреваемого участка должна быть не менее 200 мм. Шлак после сварки удаляют, промывая сварное соединение горячей водой и очищая его стальной щеткой. Изделия из литых сплавов после сварки подвергают термообработке при 300—350 °С с медленным охлаждением, что способствует уменьшению внутренних напряжений. Для получения мелкозернистой сруктуры металла шва остывание детали после сварки во всех случаях должно быть замедленным, а сварной шов следует подвергнуть легкой проковке.
При толщине листов до 16 мм шов с обратной стороны заваривается без вырубки корня шва. Угловые швы выполняют с катетами шва не менее 6×6 мм, так как катет меньшего размера практически получить невозможно из-за быстрого плавления электрода. Изделия толщиной до 14 мм свариваются в 1—2 прохода, толщиной свыше 14 мм — в 2—3 прохода. Длина нагреваемого участка должна быть не менее 200 мм. Шлак после сварки удаляют, промывая сварное соединение горячей водой и очищая его стальной щеткой. Изделия из литых сплавов после сварки подвергают термообработке при 300—350 °С с медленным охлаждением, что способствует уменьшению внутренних напряжений. Для получения мелкозернистой сруктуры металла шва остывание детали после сварки во всех случаях должно быть замедленным, а сварной шов следует подвергнуть легкой проковке. Шихту покрытия разводят на воде и наносят на стержень слоем 1—1,1 мм при диаметре проволоки 4 мм и слоем 1,4—1,5 мм при диаметре 8 мм. Сварка производится только в нижнем положении на постоянном токе прямой полярности. Можно использовать и переменный ток, но при этом напряжение холостого хода должно быть не ниже 100—120 В.
Шихту покрытия разводят на воде и наносят на стержень слоем 1—1,1 мм при диаметре проволоки 4 мм и слоем 1,4—1,5 мм при диаметре 8 мм. Сварка производится только в нижнем положении на постоянном токе прямой полярности. Можно использовать и переменный ток, но при этом напряжение холостого хода должно быть не ниже 100—120 В. После сварки изделие промывают теплой водой, на поверхность наносят защитную пленку путем оксидирования при 70—80°С в водном растворе, состоящем из 2% бихромата калия, 0,1% хлористого аммония и 3%’ азотной кислоты. Сварка угольным и графитовым электродами в настоящее время вытесняется более производительными способами, обеспечивающими, кроме того, лучшие условия труда сварщикам.
После сварки изделие промывают теплой водой, на поверхность наносят защитную пленку путем оксидирования при 70—80°С в водном растворе, состоящем из 2% бихромата калия, 0,1% хлористого аммония и 3%’ азотной кислоты. Сварка угольным и графитовым электродами в настоящее время вытесняется более производительными способами, обеспечивающими, кроме того, лучшие условия труда сварщикам. Точно так же подготавливают присадочную проволоку и электродные стержни перед нанесением на них покрытия.
Точно так же подготавливают присадочную проволоку и электродные стержни перед нанесением на них покрытия. больших толщин — до 400 °С). Скорость сварки алюминия дол жна быть выше, чем скорость сварки стали. Она ведется непр рывно в пределах одного электрода в связи с тем, что плен шлака на кратере в конце электрода препятствует повторном зажиганию дуги.
больших толщин — до 400 °С). Скорость сварки алюминия дол жна быть выше, чем скорость сварки стали. Она ведется непр рывно в пределах одного электрода в связи с тем, что плен шлака на кратере в конце электрода препятствует повторном зажиганию дуги.
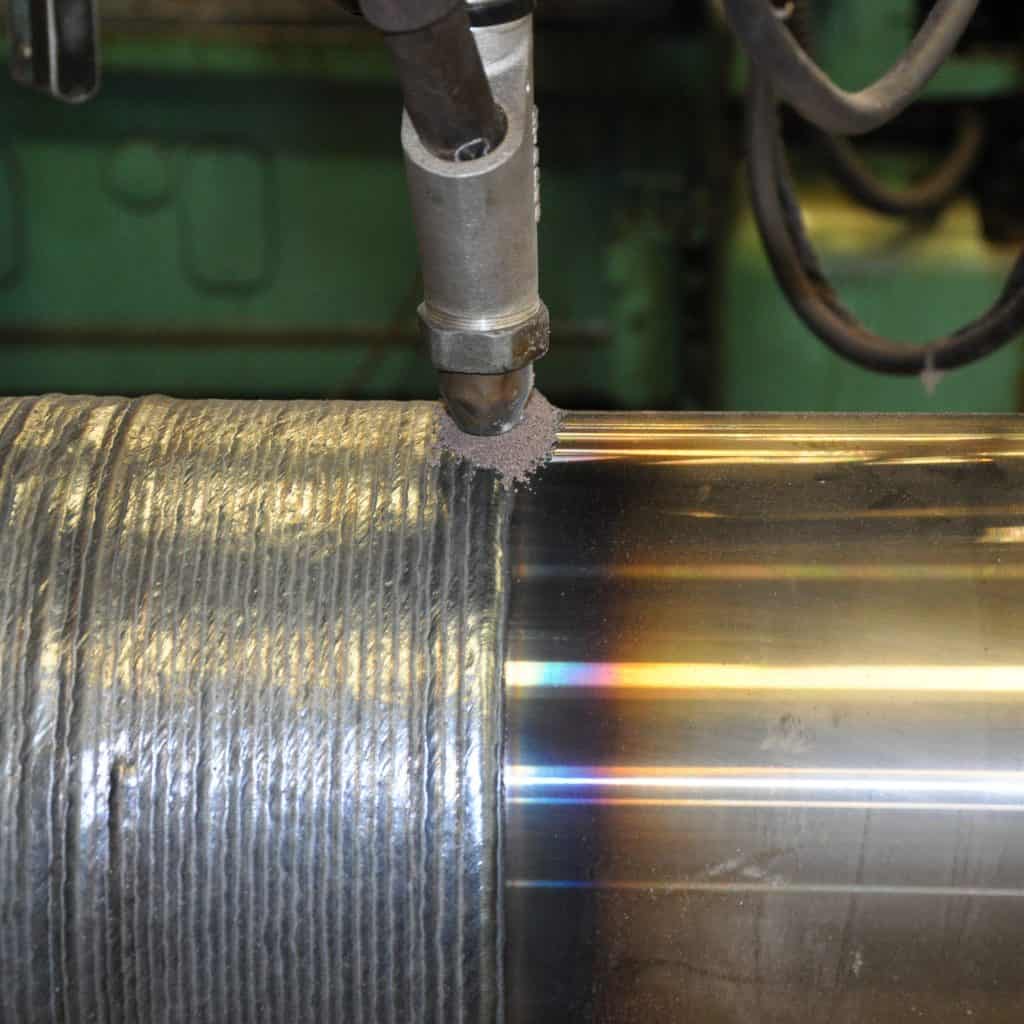 Угол разделки кромок следует ограничивать для уменьшения объема наплавленного металла в соединении, а следовательно, и вероятности образования дефектов. При подготовке деталей к сварке со свариваемых кромок удаляют загрязнения и окислы, кромки профилируют. Обезжиривание и удаление загрязнений производят органическими растворителями. Окисную пленку удаляют металлическими щетками или шабрением. После зачистки кромки вновь обезжиривают. Перед сваркой изделий из алюминиевомагниевых сплавов с содержанием магния повышенной концентрации кромки и особенно их торцевые поверхности необходимо зачищать шабером.
Угол разделки кромок следует ограничивать для уменьшения объема наплавленного металла в соединении, а следовательно, и вероятности образования дефектов. При подготовке деталей к сварке со свариваемых кромок удаляют загрязнения и окислы, кромки профилируют. Обезжиривание и удаление загрязнений производят органическими растворителями. Окисную пленку удаляют металлическими щетками или шабрением. После зачистки кромки вновь обезжиривают. Перед сваркой изделий из алюминиевомагниевых сплавов с содержанием магния повышенной концентрации кромки и особенно их торцевые поверхности необходимо зачищать шабером. Ручную сварку можно выполнять во всех пространственных положениях как с присадочным металлом, так и без него. Дуга, длина которой не должна превышать 2,5 мм, зажигается на вспомогательной графитовой пластинке, а затем, переносится на изделие. Расстояние от выступающего конца электрода до нижнего среза наконечника горелки при сварке стыковых соединений должно составлять 1—1,5 мм, при сварке тавровых соединений — 4 — 8 мм. Сварку выполняют без поперечных колебаний. Химический состав присадочной проволоки и основного металла должен быть близким. Рабочее давление аргона устанавливается в пределах 0,01—0,05 МПа. Подача аргона начинается за 3—5 с до возбуждения дуги, а прекращение — спустя 5—7 с после обрыва дуги.
Ручную сварку можно выполнять во всех пространственных положениях как с присадочным металлом, так и без него. Дуга, длина которой не должна превышать 2,5 мм, зажигается на вспомогательной графитовой пластинке, а затем, переносится на изделие. Расстояние от выступающего конца электрода до нижнего среза наконечника горелки при сварке стыковых соединений должно составлять 1—1,5 мм, при сварке тавровых соединений — 4 — 8 мм. Сварку выполняют без поперечных колебаний. Химический состав присадочной проволоки и основного металла должен быть близким. Рабочее давление аргона устанавливается в пределах 0,01—0,05 МПа. Подача аргона начинается за 3—5 с до возбуждения дуги, а прекращение — спустя 5—7 с после обрыва дуги. Стыковые бесскосные соединения рекомендуются для металла толщиной до 5 мм, при больших толщинах делается разделка под углом 600 и притуплением 1—2 мм. Кромки соединяемых деталей перед сваркой зачищают с помощью ручных или механических проволочных щеток, а затем обезжиривают. Наиболее чистую поверхность кромок получают при химической очистке. Изделие толщиной до 4 мм сваривают без подогрева, толщиной 5—6 мм — с подогревом начала шва до 100 °С, толщиной 8 — 10 мм — с подогревом до 160—200 °С, при большей толщине подогрев должен быть еще выше. Сварку ведут электродами диаметром 4—8 мм на постоянном токе обратной полярности при быстром их перемещении без поперечных колебаний. Для заплавления кратера в конце сварки дугу следует обрывать постепенно.
Стыковые бесскосные соединения рекомендуются для металла толщиной до 5 мм, при больших толщинах делается разделка под углом 600 и притуплением 1—2 мм. Кромки соединяемых деталей перед сваркой зачищают с помощью ручных или механических проволочных щеток, а затем обезжиривают. Наиболее чистую поверхность кромок получают при химической очистке. Изделие толщиной до 4 мм сваривают без подогрева, толщиной 5—6 мм — с подогревом начала шва до 100 °С, толщиной 8 — 10 мм — с подогревом до 160—200 °С, при большей толщине подогрев должен быть еще выше. Сварку ведут электродами диаметром 4—8 мм на постоянном токе обратной полярности при быстром их перемещении без поперечных колебаний. Для заплавления кратера в конце сварки дугу следует обрывать постепенно. Сварку ведут на постоянном токе прямой полярности только в нижнем положении. Присадочным материалом служит электродная проволока АО, А1 или прутки из сплава АК- Сварку выполняют без поперечных колебаний при угле наклона электрода 10—20° к вертикали с подформовкой обратной стороны шва. Факел электрической дуги направляют на конец присадочного прутка, а дугу перемещают вдоль разделки в соответствии со скоростью плавления кромок и прутка. Изделия толщиной до 0,8 мм сваривают встык с отбортовкой кромок без присадочной проволоки, толщиной более 0,8 мм — с присадочной проволокой. Стыковые соединения из металла толщиной более 2 мм сваривают с зазором 0,5—0,7 мм или с разделкой кромок. Для удаления окисной пленки применяют специальный флюс, шихта которого замешивается на воде, и в пастообразном состоянии флюс наносят кисточкой на свариваемые кромки непосредственно перед сваркой. Остатки флюса и шлаки сильно разъедают алюминий, поэтому их следует тщательно удалять с поверхности шва и прилегающего к нему основного металла промывкой водой или механическим способом.
Сварку ведут на постоянном токе прямой полярности только в нижнем положении. Присадочным материалом служит электродная проволока АО, А1 или прутки из сплава АК- Сварку выполняют без поперечных колебаний при угле наклона электрода 10—20° к вертикали с подформовкой обратной стороны шва. Факел электрической дуги направляют на конец присадочного прутка, а дугу перемещают вдоль разделки в соответствии со скоростью плавления кромок и прутка. Изделия толщиной до 0,8 мм сваривают встык с отбортовкой кромок без присадочной проволоки, толщиной более 0,8 мм — с присадочной проволокой. Стыковые соединения из металла толщиной более 2 мм сваривают с зазором 0,5—0,7 мм или с разделкой кромок. Для удаления окисной пленки применяют специальный флюс, шихта которого замешивается на воде, и в пастообразном состоянии флюс наносят кисточкой на свариваемые кромки непосредственно перед сваркой. Остатки флюса и шлаки сильно разъедают алюминий, поэтому их следует тщательно удалять с поверхности шва и прилегающего к нему основного металла промывкой водой или механическим способом.
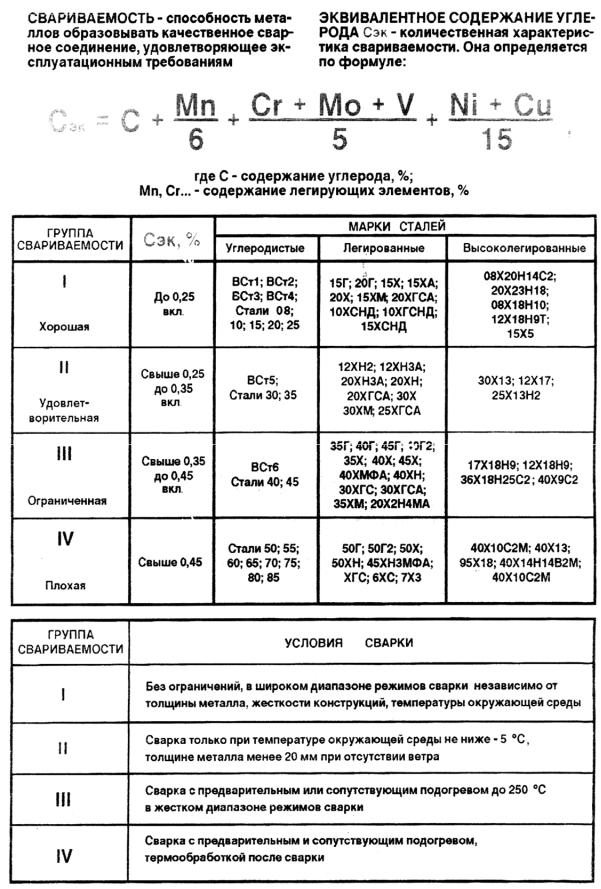 Основным видом соединений являются стыковые с зазором 0,5—3 мм, что соответствует толщине металла 0,5—5 мм. На толщинах до 5 мм скос кромок не делают, на толщинах до 12 мм применяют V-образную разделку, а свыше 12 мм — Х-образную разделку. После зачистки кромок и присадочной проволоки их промывают в щелочном растворе;, а потом в воде. Затем кромки и проволоку травят в течение 2 мин в растворе ор-тофосфорной или азотной кислоты. После травления их промывают в горячей воде, затем в холодной воде и протирают ветошью. Для облегчения разрушения окис-ной пленки и удаления окислов из сварочной ванны применяют флюсы из щелочных и щелочноземельных элементов, легкоплавких смесей хлористых соединений и небольшого количества фтористых соединений. Их наносят на кромки или нагретую сварочную проволоку в виде порошка или пасты. При выполнении прихваток флюс наносят только на присадочный металл. Сварку ведут левым способом при толщине металла до 5 мм, при толщине металлов более 5 мм — применяют правый способ.
Основным видом соединений являются стыковые с зазором 0,5—3 мм, что соответствует толщине металла 0,5—5 мм. На толщинах до 5 мм скос кромок не делают, на толщинах до 12 мм применяют V-образную разделку, а свыше 12 мм — Х-образную разделку. После зачистки кромок и присадочной проволоки их промывают в щелочном растворе;, а потом в воде. Затем кромки и проволоку травят в течение 2 мин в растворе ор-тофосфорной или азотной кислоты. После травления их промывают в горячей воде, затем в холодной воде и протирают ветошью. Для облегчения разрушения окис-ной пленки и удаления окислов из сварочной ванны применяют флюсы из щелочных и щелочноземельных элементов, легкоплавких смесей хлористых соединений и небольшого количества фтористых соединений. Их наносят на кромки или нагретую сварочную проволоку в виде порошка или пасты. При выполнении прихваток флюс наносят только на присадочный металл. Сварку ведут левым способом при толщине металла до 5 мм, при толщине металлов более 5 мм — применяют правый способ. В начале сварки мундштук горелки устанавливают под углом 90° к свариваемой поверхности, а затем по мере прогрева деталей под углом 20—45 ° в зависимости от толщины металла. Угол наклона присадочной проволоки в течение всего процесса составляет 40—60 Сварку изделий толщиной до 3 мм выполняют без поперечных колебаний горелки, а при больших толщинах — с поперечными колебаниями. Детали толщиной более 10 мм перед сваркой подогревают до 300— ; 350 °С. Сварка должна осуществляться без перерыва, отрыв пламени от сварочной ванны не допускается. Сварку листовых изделий начинают в 50—100 мм от края. Оставленные участки затем заваривают в обратном направлении.
В начале сварки мундштук горелки устанавливают под углом 90° к свариваемой поверхности, а затем по мере прогрева деталей под углом 20—45 ° в зависимости от толщины металла. Угол наклона присадочной проволоки в течение всего процесса составляет 40—60 Сварку изделий толщиной до 3 мм выполняют без поперечных колебаний горелки, а при больших толщинах — с поперечными колебаниями. Детали толщиной более 10 мм перед сваркой подогревают до 300— ; 350 °С. Сварка должна осуществляться без перерыва, отрыв пламени от сварочной ванны не допускается. Сварку листовых изделий начинают в 50—100 мм от края. Оставленные участки затем заваривают в обратном направлении.К делу: Термическая обработка алюминиевых рам
Рамы подвешиваются на специальных стеллажах в печи для термообработки, чтобы предотвратить деформацию
при температурах около 1100 градусов по Фаренгейту.
 Intense уникален для большинства североамериканских брендов велосипедов, потому что он по-прежнему производит свои алюминиевые рамы на своем заводе в Темекуле, Калифорния. Все сварные алюминиевые рамы требуют какого-либо процесса последующей термообработки, чтобы вернуть металлу надлежащую твердость и консистенцию.Поскольку у Intense есть собственная печь для термообработки, мы попросили Джеффа провести читателей Pinkbike через этот процесс.
Intense уникален для большинства североамериканских брендов велосипедов, потому что он по-прежнему производит свои алюминиевые рамы на своем заводе в Темекуле, Калифорния. Все сварные алюминиевые рамы требуют какого-либо процесса последующей термообработки, чтобы вернуть металлу надлежащую твердость и консистенцию.Поскольку у Intense есть собственная печь для термообработки, мы попросили Джеффа провести читателей Pinkbike через этот процесс.Intense самостоятельно проводит термообработку, что довольно необычно для производителей алюминия. Как это дает вам преимущество?
Первоначально мы использовали компанию под названием Alumatherm в округе Ориндж для получения всей нашей термообработки, но они не специализировались на велосипедных рамах, поэтому у нас иногда возникали проблемы с выравниванием и другими проблемами. Кроме того, нам приходилось еженедельно совершать поездки из Темекулы в округ Ориндж, что было значительным расстоянием (более 50 миль в одну сторону).Мы хотели большего контроля над процессом, потому что это была одна из самых важных частей производства наших рам, поэтому я начал исследовать возможность сделать это самостоятельно. Я знал, что у Роберта Райзингера из Mountain Cycles была на продажу печь для термообработки, которая идеально подходила нам, поэтому, когда он продал активы своей компании, мы купили ее.
Я знал, что у Роберта Райзингера из Mountain Cycles была на продажу печь для термообработки, которая идеально подходила нам, поэтому, когда он продал активы своей компании, мы купили ее.
Что такое печь для термообработки?
По сути, это большая печь для пиццы, в которую вы помещаете несколько рам, которые удерживаются на месте специальными стойками.Рамы нагревают до определенной температуры, близкой к температуре плавления алюминиевого сплава, и выдерживают около часа. Бак, полный смеси воды и гликоля (антифриза), закатывается под печь, когда рамы готовы. Затем рамы в течение нескольких секунд сбрасываются в закалочную ванну, которая замораживает рамы до отожженного состояния. При отжиге каркасы становятся очень мягкими и податливыми – это называется «нулевой отпуск» (Т-0).
Новые рамки ждут печи.Печь возвышается на каркасе позади них. Закалочный бак перемещается на место в пространстве ниже. Интенсивное фото
TIG-сварка алюминиевой рамы Tracer: околошовные зоны в местах сварки
отожжены и без термической обработки разрушатся.
 Насыщенное фото Зачем термообрабатывать рамки?
Насыщенное фото Зачем термообрабатывать рамки?На самом деле, мы имеем дело с разными степенями закалки в разных материалах, из которых мы делаем раму. Все различные части рамы могут варьироваться от отожженного состояния до полного отпуска перед сборкой рамы.Трубы могут поступать на стадии Т-4, что составляет примерно половину прочности, а лист, из которого мы сооружаем гидроформованные детали, отжигается на стадии Т-0. Механически обработанные детали, такие как каретка, дропауты и амортизаторы, полностью твердые, на стадии Т-6. Кроме того, сварка создает напряжения в раме, потому что центр зоны сварки по существу отожжен и очень мягкий, в то время как области вокруг зоны могут варьироваться от мягкого до полностью твердого. Таким образом, процесс термообработки необходим, чтобы вернуть всей раме постоянный уровень твердости, что для нас является состоянием Т-6.
Требуется ли повторная центровка рам для сварки и термообработки?
Смесь воды и гликоля помогает рамам охлаждаться с постоянной скоростью во время процесса закалки, что предотвращает деформацию, но в раме все еще остается некоторая несоосность, которую мы проверяем во время отжига рам. Мы выравниваем рамки в течение 12 часов, пока они мягкие, на специальном приспособлении, а затем снова помещаем их в печь для искусственного состаривания. Алюминий автоматически начнет затвердевать при комнатной температуре, но печь дает нам контроль над окончательным отпуском, который является оптимальным условием Т-6.
Мы выравниваем рамки в течение 12 часов, пока они мягкие, на специальном приспособлении, а затем снова помещаем их в печь для искусственного состаривания. Алюминий автоматически начнет затвердевать при комнатной температуре, но печь дает нам контроль над окончательным отпуском, который является оптимальным условием Т-6.
Партия маятников, только что прошедших процесс отжига, ожидает своей очереди для проверки и выпрямления на стальном установочном столе Intense толщиной четыре дюйма. Интенсивное фото
Объясните процесс искусственного старения:
После отжига рамок кристаллическая структура различных элементов в алюминии более или менее выровнена, поэтому, когда металл испытывает напряжение, они скользят друг по другу довольно легко, из-за чего металл легко изгибается или деформируется.По мере старения сплава при температуре около 350 градусов по Фаренгейту кристаллы начинают притягиваться друг к другу, что формирует неравномерные пути для напряжений внутри сплава. Это заставляет алюминий сопротивляться деформации, и он становится намного более жестким. Процесс старения происходит при 350 градусах около восьми часов в печи.
Это заставляет алюминий сопротивляться деформации, и он становится намного более жестким. Процесс старения происходит при 350 градусах около восьми часов в печи.
Простой тест на твердость по Роквеллу используется для точного определения состояния термообработанных рам
. Интенсивное фото
Как можно быть уверенным, что рамы отожжены до надлежащей твердости Т-6?
Мы используем простой твердомер по Роквеллу на каждой раме, который в основном представляет собой ручной пресс с заостренным щупом, который вдавливает точно нужное количество в алюминий с измеренным усилием при правильном отпуске.Несколько раз в год мы отправляем образцы в независимую лабораторию, где они проводят испытание на растяжение полосы, которое определяет предел прочности металла на растяжение. Мы также калибруем наши печи через регулярные промежутки времени, чтобы обеспечить постоянство.
Если рама сломана, можно ли ее отремонтировать, сварить и затем подвергнуть повторной термообработке?
Ну да.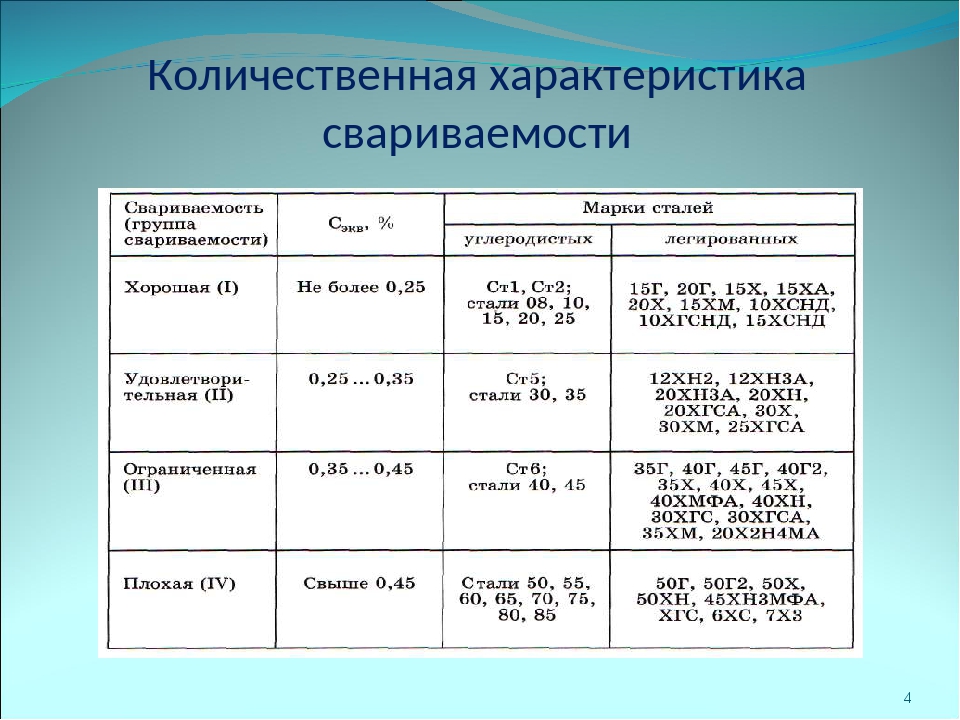 Это зависит от того, подлежит ли он ремонту. Некоторые говорят, что повторная термообработка рамы может быть неразумной, но, по сути, мы подвергаем повторной термообработке каждую часть рамы при ее первой сборке.Ключом к сборке или ремонту рамы является то, что алюминий не должен быть загрязнен краской, смазкой или любыми посторонними веществами. У нас есть специальная шайба, через которую проходит каждая деталь, которая будет собираться в раму, и мы также используем ее при ремонте. Тот факт, что алюминий серии 6000 можно восстановить до полной прочности, делает его таким хорошим материалом для рамы и позволяет ремонтировать их с хорошими результатами.
Это зависит от того, подлежит ли он ремонту. Некоторые говорят, что повторная термообработка рамы может быть неразумной, но, по сути, мы подвергаем повторной термообработке каждую часть рамы при ее первой сборке.Ключом к сборке или ремонту рамы является то, что алюминий не должен быть загрязнен краской, смазкой или любыми посторонними веществами. У нас есть специальная шайба, через которую проходит каждая деталь, которая будет собираться в раму, и мы также используем ее при ремонте. Тот факт, что алюминий серии 6000 можно восстановить до полной прочности, делает его таким хорошим материалом для рамы и позволяет ремонтировать их с хорошими результатами.
Какие алюминиевые сплавы вы используете в Intense?
Все наши рамы изготовлены из алюминия серии 6000.Некоторые детали изготовлены из сплава 6061, некоторые из родственных сплавов, таких как 6009, и все они требуют одинакового процесса термообработки. Мы используем различные сплавы, такие как 7075, для несварных деталей, таких как шарниры подвески, нестандартные винты и коромысла, которые мы обрабатываем и которые имеют различные требования к прочности, а также для деталей, которые будут анодированы позже.
Интенсивные циклы
ЗТВ при сварке алюминия
Чтобы оценить влияние дуговой сварки на зону термического влияния различных алюминиевых сплавов, необходимо оценить различные типы алюминиевых сплавов, как эти сплавы достигают своей прочности и возможность изменения прочности после сварки.Различные типы алюминиевых сплавов
Принимая во внимание семь серий алюминиевых сплавов, используемых для деформируемых сплавов, можно сразу определить основные легирующие элементы, используемые для производства каждой из серий сплавов. Возможно дальнейшее изучение влияния каждого из этих элементов на алюминий.
Серия Первичный легирующий элемент
1xxx Алюминий – 99,00 % или выше
2xxx Медь
3xxx Марганец
4xxx Силикон
5xxx Магний
6xxx Магний и кремний
7xxx Цинк
Основные эффекты легирующих элементов в алюминии следующие:
Чистый алюминий 1xxx — Хотя сплавы серии 1xxx представляют собой почти чистый алюминий, они поддаются деформационному упрочнению, особенно если они содержат значительное количество примесей, таких как железо и кремний. Однако даже в упрочненном состоянии сплавы серии 1ххх имеют очень низкую прочность по сравнению с другими сериями алюминиевых сплавов. Наиболее распространенными областями применения сплавов серии 1xxx являются алюминиевая фольга, электрические шины, металлизирующая проволока, а также некоторые резервуары для химикатов и системы трубопроводов. Эти сплавы не подлежат термической обработке.
Однако даже в упрочненном состоянии сплавы серии 1ххх имеют очень низкую прочность по сравнению с другими сериями алюминиевых сплавов. Наиболее распространенными областями применения сплавов серии 1xxx являются алюминиевая фольга, электрические шины, металлизирующая проволока, а также некоторые резервуары для химикатов и системы трубопроводов. Эти сплавы не подлежат термической обработке.
Медь (Cu) 2xxx – Алюминиево-медные сплавы обычно содержат от 2 до 6% меди с небольшими добавками других элементов.Медь обеспечивает существенное увеличение прочности и облегчает дисперсионное твердение. Эти сплавы включают в себя некоторые из наиболее прочных термообрабатываемых алюминиевых сплавов. Наиболее распространенными сферами применения сплавов серии 2xxx являются аэрокосмическая промышленность, военная техника и ракетные стабилизаторы.
Марганец (Mn) 3xxx – Добавление марганца к алюминию до некоторой степени повышает прочность за счет упрочнения раствора.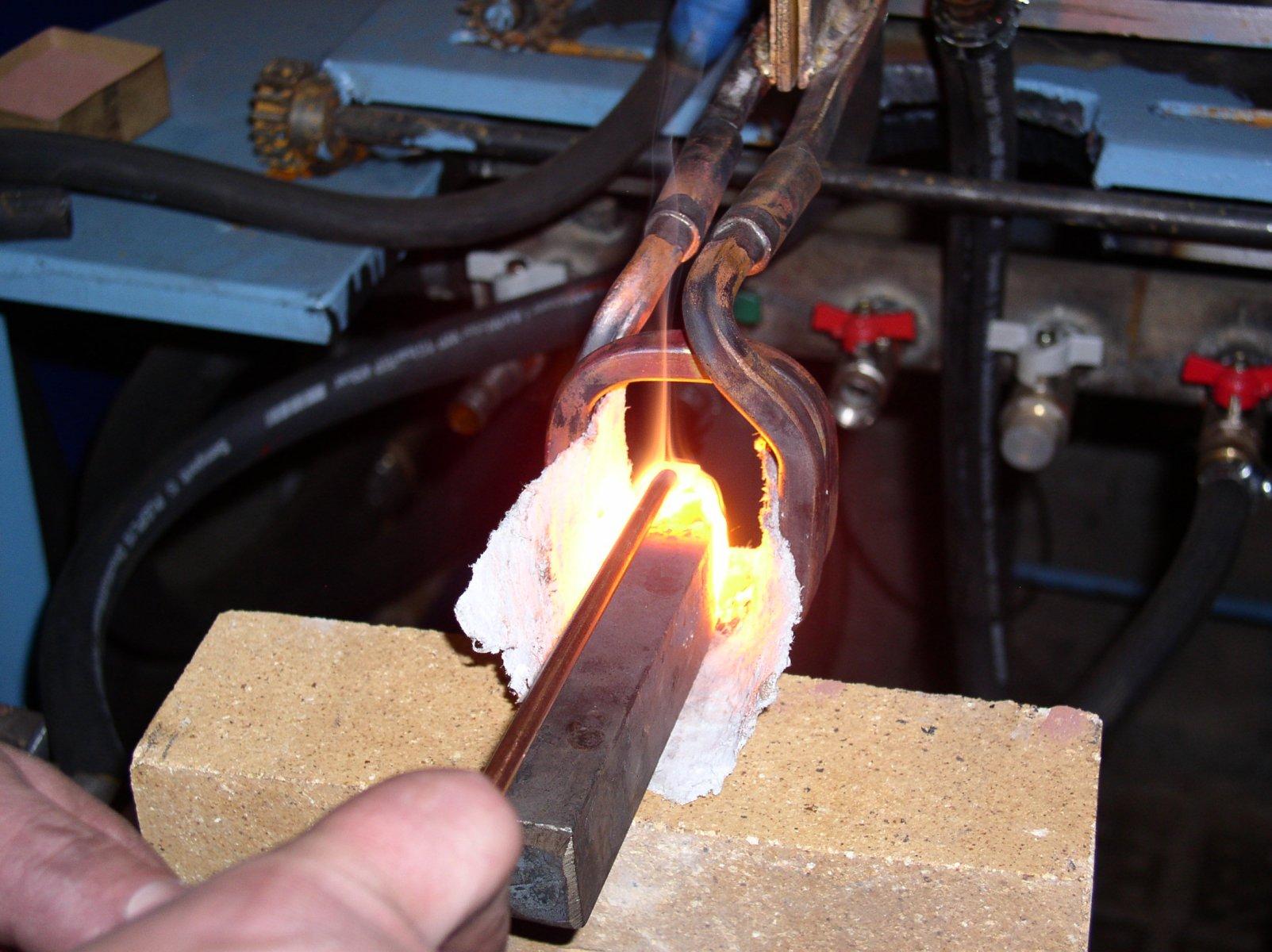 Он улучшает деформационное упрочнение и существенно не снижает пластичность или коррозионную стойкость.Это нетермообрабатываемые материалы средней прочности, сохраняющие прочность при повышенных температурах. Однако для крупных структурных приложений они используются редко. Наиболее распространенными сферами применения сплавов серии 3xxx являются кухонная утварь, радиаторы, конденсаторы кондиционеров, испарители, теплообменники, контейнеры для напитков, обшивка жилых помещений, а также погрузочно-разгрузочное и складское оборудование.
Он улучшает деформационное упрочнение и существенно не снижает пластичность или коррозионную стойкость.Это нетермообрабатываемые материалы средней прочности, сохраняющие прочность при повышенных температурах. Однако для крупных структурных приложений они используются редко. Наиболее распространенными сферами применения сплавов серии 3xxx являются кухонная утварь, радиаторы, конденсаторы кондиционеров, испарители, теплообменники, контейнеры для напитков, обшивка жилых помещений, а также погрузочно-разгрузочное и складское оборудование.
Кремний (Si) 4xxx – Добавление кремния к алюминию снижает температуру плавления и улучшает текучесть.Один только кремний в алюминии дает сплав, не поддающийся термической обработке; однако в сочетании с магнием он образует дисперсионно-упрочняемый термообрабатываемый сплав. Следовательно, в серии 4xxx есть как термообрабатываемые, так и нетермообрабатываемые сплавы. Наиболее распространенным применением добавок кремния к алюминию является производство алюминиевых отливок. Наиболее распространенными областями применения сплавов серии 4ххх являются присадочные проволоки для сварки плавлением и пайки алюминия.
Наиболее распространенными областями применения сплавов серии 4ххх являются присадочные проволоки для сварки плавлением и пайки алюминия.
Магний (Mg) 5xxx — Добавление магния к алюминию повышает механические свойства за счет упрочнения твердого раствора.Кроме того, это улучшает их способность к деформационному упрочнению. Эти сплавы представляют собой нетермообрабатываемые алюминиевые сплавы с самой высокой прочностью, они оптимальны и широко используются для конструкционных применений. Сплавы серии 5ххх выпускаются в основном в виде листа и плиты и лишь изредка в виде штамповки. Эти сплавы быстро твердеют при деформации, поэтому их сложно и дорого выдавливать. Некоторыми распространенными областями применения сплавов серии 5xxx являются кузова грузовиков и поездов, здания, бронетехника, судостроение и судостроение, танкеры-химовозы, сосуды под давлением и криогенные резервуары.
Магний и кремний (Mg 2 Si) 6xxx – При добавлении магния и кремния к алюминию образуется соединение магний-силицид (Mg 2 Si). Образование этого соединения обеспечивает серию 6ххх способностью к термообработке. Сплавы серии 6xxx легко и экономично экструдируются. По этой причине они чаще всего встречаются в обширном ассортименте экструдированных форм. Эти сплавы образуют важную дополнительную систему со сплавом серии 5xxx.Сплав серии 5ххх, используемый в виде пластины, и сплав серии 6ххх, используемый в экструдированной форме, часто соединяют с пластиной. Некоторыми из распространенных применений сплавов серии 6xxx являются поручни, приводные валы, секции автомобильных рам, велосипедные рамы, трубчатая садовая мебель, строительные леса, элементы жесткости и распорки, используемые на грузовиках, лодках и многих других конструкционных изделиях.
Образование этого соединения обеспечивает серию 6ххх способностью к термообработке. Сплавы серии 6xxx легко и экономично экструдируются. По этой причине они чаще всего встречаются в обширном ассортименте экструдированных форм. Эти сплавы образуют важную дополнительную систему со сплавом серии 5xxx.Сплав серии 5ххх, используемый в виде пластины, и сплав серии 6ххх, используемый в экструдированной форме, часто соединяют с пластиной. Некоторыми из распространенных применений сплавов серии 6xxx являются поручни, приводные валы, секции автомобильных рам, велосипедные рамы, трубчатая садовая мебель, строительные леса, элементы жесткости и распорки, используемые на грузовиках, лодках и многих других конструкционных изделиях.
Цинк (Zn) 7xxx – Добавление цинка к алюминию (в сочетании с некоторыми другими элементами, в первую очередь, магнием и/или медью) позволяет получить термообрабатываемые алюминиевые сплавы высочайшей прочности.Цинк существенно повышает прочность и позволяет проводить дисперсионное твердение.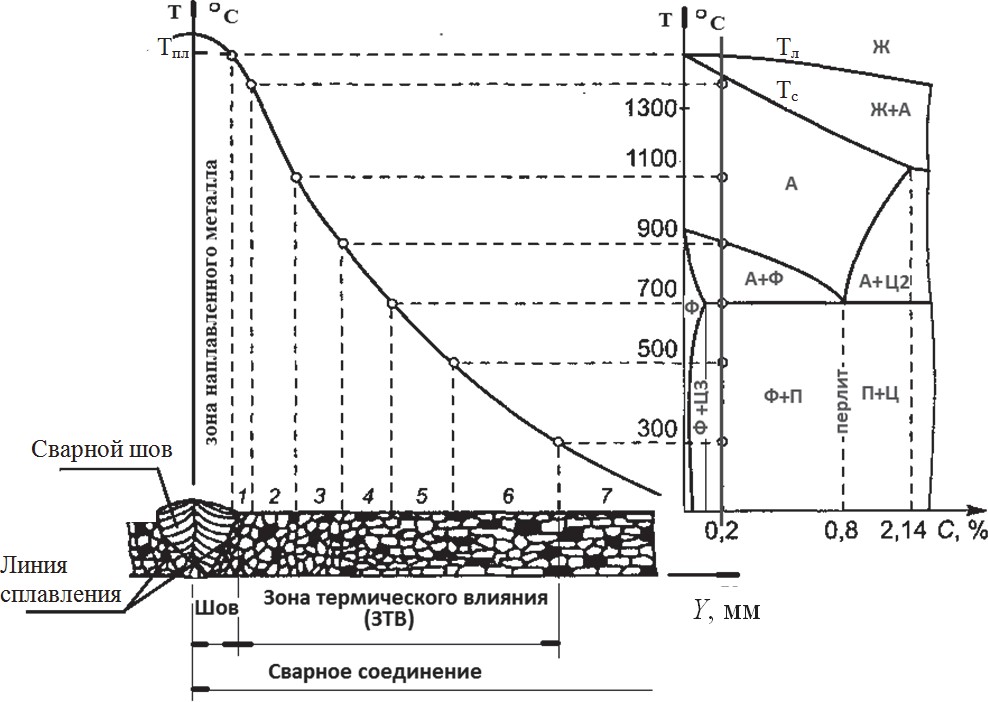 Некоторые из этих сплавов могут быть подвержены коррозионному растрескиванию под напряжением и по этой причине обычно не свариваются плавлением. Другие сплавы этой серии часто свариваются плавлением с отличными результатами. Некоторые из распространенных применений сплавов серии 7xxx — аэрокосмическая промышленность, бронетехника, бейсбольные биты и велосипедные рамы.
Некоторые из этих сплавов могут быть подвержены коррозионному растрескиванию под напряжением и по этой причине обычно не свариваются плавлением. Другие сплавы этой серии часто свариваются плавлением с отличными результатами. Некоторые из распространенных применений сплавов серии 7xxx — аэрокосмическая промышленность, бронетехника, бейсбольные биты и велосипедные рамы.
Как алюминиевые сплавы получают свою прочность:
Как показано выше, алюминиевые сплавы бывают как термообрабатываемыми, так и нетермообрабатываемыми.Добавление легирующих элементов к алюминию является основным методом, используемым для производства различных материалов, используемых в широком диапазоне применений. Основной причиной добавления основных легирующих элементов является улучшение физических и/или механических характеристик сплава. Как правило, добавление первичных легирующих элементов к алюминию должно обеспечить улучшение характеристик деформационного упрочнения и/или дисперсионного твердения.
Нагартование
Деформационное упрочнение, широко используемое для получения деформационного упрочнения нетермообрабатываемых алюминиевых сплавов, является важным процессом, повышающим прочность материалов, которые не могут быть упрочнены термической обработкой.Этот процесс включает в себя изменение формы, вызванное вводом механической энергии. По мере деформации материал становится прочнее, но тверже и менее пластичен. Например, деформационно-упрочненный отпуск h28, полностью твердый материал, можно получить при холодной обработке, равной примерно 75% уменьшению площади. Состояния h26, h24 и h22, полученные при меньшем количестве холодной обработки давлением, представляют собой три четверти твердости, полутвердость и четверть твердости соответственно.
Дисперсионное твердение
Осаждение Термическая обработка предшествует термообработке на раствор.Термическая обработка раствором достигается путем нагревания материала до подходящей температуры, выдержки при этой температуре в течение достаточно долгого времени, чтобы позволить компонентам перейти в твердый раствор, а затем быстрого охлаждения, чтобы компоненты оставались в растворе.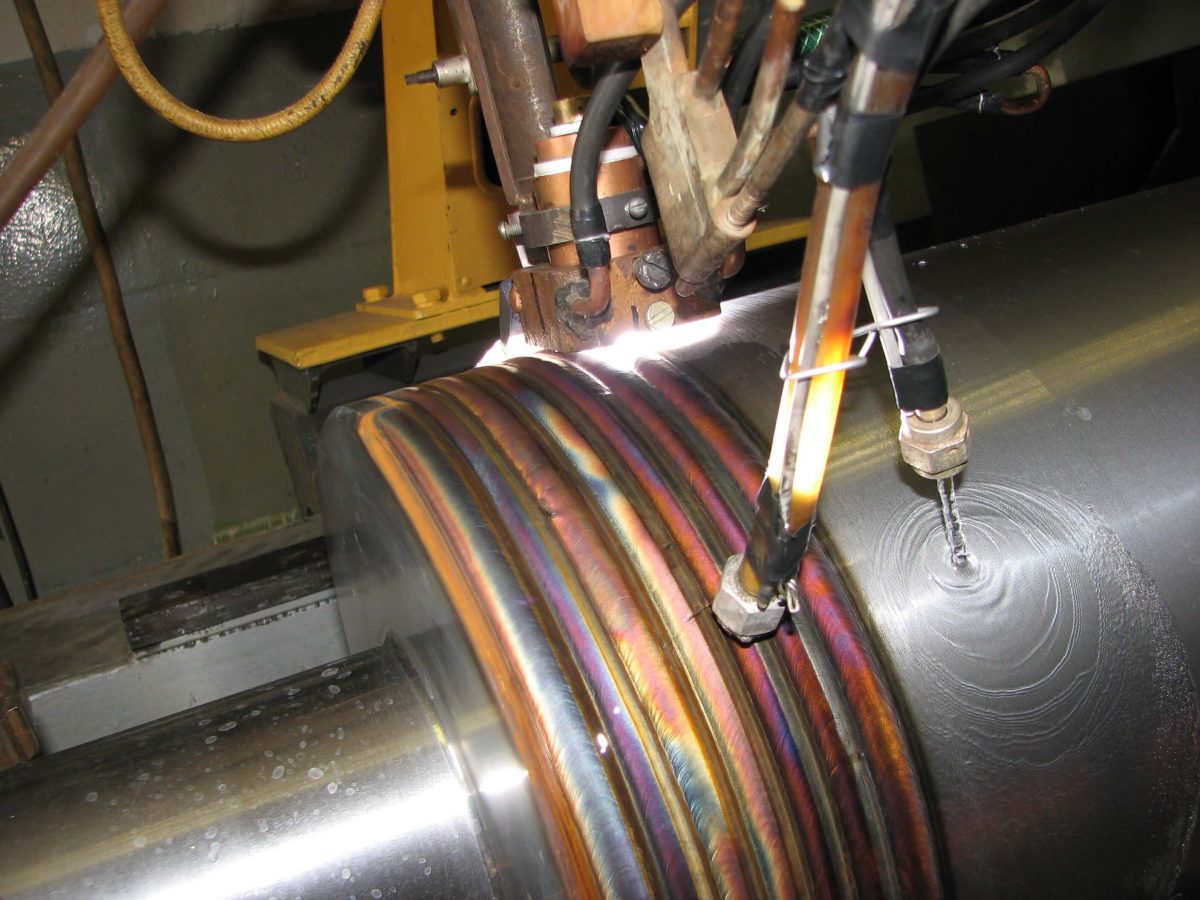 Обычно за этим следует дисперсионное твердение или так называемое искусственное старение. Это достигается повторным нагревом сплава до более низкой температуры и выдержкой при этой температуре в течение заданного периода времени. В результате получается металлургическая структура материала, обеспечивающая превосходные механические свойства.Если во время термической обработки материал выдерживается при температуре слишком долго или используется слишком высокая температура, материал будет перестариваться, что приведет к снижению прочности на растяжение. Важно понимать, что процесс дисперсионного твердения контролируется как по времени, так и по температуре.
Обычно за этим следует дисперсионное твердение или так называемое искусственное старение. Это достигается повторным нагревом сплава до более низкой температуры и выдержкой при этой температуре в течение заданного периода времени. В результате получается металлургическая структура материала, обеспечивающая превосходные механические свойства.Если во время термической обработки материал выдерживается при температуре слишком долго или используется слишком высокая температура, материал будет перестариваться, что приведет к снижению прочности на растяжение. Важно понимать, что процесс дисперсионного твердения контролируется как по времени, так и по температуре.
Влияние дуговой сварки на зону термического влияния
Для выполнения сварного соединения в алюминиевой конструкции с использованием процесса дуговой сварки должно происходить расплавление основного материала.Во время операции плавления тепло передается за счет проводимости в основной материал, прилегающий к сварному шву. Как правило, завершенная сварка делится на три отдельные области: металл шва, зона термического влияния, примыкающая к сварному шву, и основной материал за пределами ЗТВ, на который не повлияла операция сварки. Поскольку ЗТВ будет подвергаться циклам нагрева и охлаждения во время операции сварки, дуговая сварка материалов, упрочненных деформационным упрочнением или дисперсионным твердением, изменит свои свойства и может сильно отличаться от свойств исходного основного сплава и незатронутой области. из основного материала (см. рис. 1 и рис. 2)
Как правило, завершенная сварка делится на три отдельные области: металл шва, зона термического влияния, примыкающая к сварному шву, и основной материал за пределами ЗТВ, на который не повлияла операция сварки. Поскольку ЗТВ будет подвергаться циклам нагрева и охлаждения во время операции сварки, дуговая сварка материалов, упрочненных деформационным упрочнением или дисперсионным твердением, изменит свои свойства и может сильно отличаться от свойств исходного основного сплава и незатронутой области. из основного материала (см. рис. 1 и рис. 2)
Нетермообрабатываемые сплавы
Что важно с точки зрения ЗТВ, так это то, что алюминиевые сплавы, упрочненные деформационным упрочнением, могут быть восстановлены до полностью мягкого и пластичного состояния путем отжига.Отжиг устраняет деформационное упрочнение, а также микроструктуру, возникающую в результате обработки с охлаждением. Нагрев ЗТВ, происходящий во время дуговой сварки, достаточен для отжига основного материала в зоне ЗТВ. По этой причине минимальные требования к прочности на растяжение для нетермообрабатываемых сплавов после сварки основаны на прочности основного сплава в отожженном состоянии. Типичные значения прочности на растяжение нетермообрабатываемых сплавов в отпущенном состоянии и после сварки приведены в таблице 1
По этой причине минимальные требования к прочности на растяжение для нетермообрабатываемых сплавов после сварки основаны на прочности основного сплава в отожженном состоянии. Типичные значения прочности на растяжение нетермообрабатываемых сплавов в отпущенном состоянии и после сварки приведены в таблице 1
Термообрабатываемые сплавы
В случае термообрабатываемых сплавов ЗТВ не будет полностью отожжена.Обычно ЗТВ не выдерживают при адекватной температуре в течение периода времени, достаточного для полного отжига ЗТВ. Это не означает, что опытов по снижению прочности в ЗТВ не будет. Влияние на ЗТВ термообрабатываемого сплава, сваренного в условиях термообработки на твердый раствор и искусственного старения, обычно представляет собой влияние частичного отжига и перестаривания. На это состояние влияет подвод тепла во время операции сварки. Общее правило заключается в том, что чем выше погонная энергия, тем ниже прочность после сварки.Типичные значения прочности на растяжение некоторых термообрабатываемых сплавов в состоянии отпуска и после сварки показаны в таблице 2.
Сводка
В зависимости от конкретного типа алюминиевого сплава и его состояния часто существует значительная разница между пределом прочности на растяжение ЗТВ и пределом прочности на разрыв незатронутой области сварного компонента. Снижение предела прочности при растяжении ЗТВ в контролируемых условиях, особенно для нетермообрабатываемых сплавов, можно в некоторой степени предсказать.Снижение прочности на растяжение ЗТВ в термообрабатываемых сплавах в большей степени зависит от условий сварки и может быть снижено ниже требуемого минимального требования, если во время операции сварки происходит чрезмерный нагрев.
Стол 1
Типичные свойства прочности на растяжение сварных швов с разделкой кромок
Нетермообрабатываемые сплавы
Основной сплав и закалка
|
Прочность на растяжение базового сплава — тысяч фунтов/кв. |
В сварном состоянии Прочность на растяжение, тыс.фунтов на кв. дюйм |
1060-х28 | 19 | 10 |
5052-х42 | 33 | 27 |
5052-х49 | 42 | 27 |
5086-х44 | 47 | 38 |
5086-х48 | 53 | 38 |
5083-х216 | 46 | 43 |
3003-х44 | 35 | 16 |
3004-х48 | 41 | 24 |
 дюйм
дюйм
Стол 2
Типичные свойства прочности на растяжение сварных швов с разделкой кромок
Термообрабатываемые сплавы
Основной сплав и закалка
|
Прочность на растяжение базового сплава — тысяч фунтов/кв. |
В сварном состоянии Прочность на растяжение, тыс.фунтов на кв. дюйм |
6063-Т6 | 31 | 19 |
6061-Т6 | 45 | 27 |
6061-Т4 | 35 | 27 |
2219-Т81 | 66 | 35 |
2014-Т6 | 70 | 34 |
7005-Т53 | 57 | 43 |
 дюйм
дюйм
Рис. 1
1
Рис. 2
Металлы | Бесплатный полнотекстовый | Влияние термической обработки после сварки на прочность трех алюминиевых сплавов, используемых в фонарных столбах
Рис. 1. Изображение испытательного образца с угловым сварным соединением внахлестку.
Рисунок 2. Готовый образец для испытаний на растяжение, содержащий угловой сварной шов после обработки на станке с числовым программным управлением (ЧПУ).
Рисунок 3. Светооптические микрофотографии алюминиевого сплава 6061-T4, показывающие следующую микроструктуру: ( a ) Крупные и промежуточные частицы второй фазы в основном металле в состоянии получения или поставки; ( b ) Распределение интерметаллических частиц в термообработанном образце.
Рисунок 4. Оптическая микрофотография сварочной ванны, показывающая мелкие зерна разного размера и формы.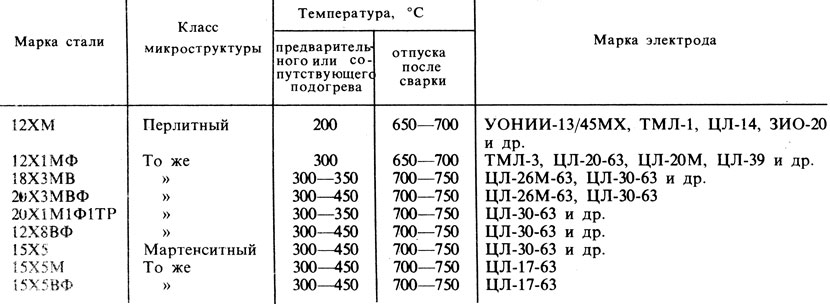 ( a ) Размер и морфология зерен в сварочной ванне в состоянии после сварки; ( b ) сварочная ванна после термообработки после сварки.
( a ) Размер и морфология зерен в сварочной ванне в состоянии после сварки; ( b ) сварочная ванна после термообработки после сварки.
Рисунок 5. Оптические микрофотографии, показывающие следующее: ( a ) Микроструктура на границе раздела сварной шов-основной металл после сварки алюминиевого сплава 6061-T4; ( b ) микроструктура границы раздела сварной шов-основной металл в алюминиевом сплаве 6061, подвергнутом термообработке после сварки.
Рисунок 6. Оптические микрофотографии AA6061, показывающие следующее: ( a ) Распределение интерметаллических частиц в основном металле рядом с наплавленным валиком; и ( b ) микроструктура сварочной ванны термообработанного сплава.
Рис. 7. Реакция напряжения на деформацию AA6063 толщиной 6,4 мм (1/4 дюйма) в состоянии поставки (AR), в состоянии поставки с термической обработкой осаждением (AR+PHT), после сварки (AW) и с термообработкой после сварки (PWHT) ) условия.
Рис. 8. Реакция на напряжение и деформацию AA6063 толщиной 9,5 мм (3/8 дюйма) в состоянии поставки (AR), в состоянии поставки с термической обработкой осаждением (AR+PHT), после сварки (AW) и термообработке после сварки (PWHT) условия.
Рис. 9. Реакция напряжения на деформацию экструзионного профиля AA6061 толщиной 6,4 мм (1/4 дюйма) в состоянии поставки (AR), в состоянии поставки с термической обработкой осаждением (AR+PHT), после сварки (AW) и после сварки. лечили условия.
Рис. 10. Реакция на напряжение-деформацию экструзионного профиля AA6061 толщиной 9,5 мм (3/8 дюйма) в состоянии поставки (AR), в состоянии поставки с термической обработкой осаждением (AR+PHT), после сварки (AW) и после термообработки после сварки (PWHT) условия.
Рисунок 11. Реакция на напряжение и деформацию 3,2 мм (1/8 дюйма) AA6005A в состоянии поставки (AR), в состоянии поставки плюс термообработка с осаждением (AR+PHT), термообработка на твердый раствор плюс термообработка с осаждением (SHT+PHT), как — сварка (AW), термообработка после сварки (PWHT) и термообработка на твердый раствор плюс термообработка после сварки (SHT+PWHT).
Рисунок 12. Оптическая микрофотография, показывающая область вторичного плавления на линии сплавления сварного шва с основным металлом из алюминиевого сплава 6061.
| Элемент | AL | CR | CU | Fe | MG | MN | MN | SI | Ti | Ti | Zn |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 6063 | |||||||||||
| Баланс | 0. 1 1 | 0,1 | 0,35 | 0,9 | 0,1 | 0,6 | 0,1 | Макс 0,1 | |||
| 6005A | Баланс | 0,3 | 0,3 | 0,35 | 0,4 | 0,5 | 0,9 | 0.1 | 0.2 | 0,2 | |
| 6061 | 0.04 | 0. 04 04 | 0,15 | 0,7 | 1.2 | 0,15 | 0,8 | 0,15 | Макс. Макс.05 |
| Сплав | Толщина (мм) | Средний предел текучести (МПа) | Средний предел прочности (МПа) | Количество испытаний | Стандартное отклонение предела текучести/предела | Мин. Предел текучести (МПа) | Мин. Предел (МПа) Предел (МПа) | Мин. Выход/ADM | Мин. Ул./АДМ | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 6063 | 6.4 | 190 | 219 | 10 | 0,92 / 0,95 | 165 | 193 | 0,96 | 0,93 | |||
| 6063 | 9,5 | 204 | 234 | 21 | 2,44 / 1,57 | 150 | 199 | 199 | 0. 87 87 | 0.87 | ||
| 6005A | ||||||||||||
| 6005A | 327 | 227 | 272 | 12 | 1.0 / 1.05 | 201 9 | 245 | 0.83 | 0,93 | |||
| 6005A | 6,4 | 217 | 250 | 12 | 0,44 / 0,82 | 205 | 229 | 0,85 | 0,87 | |||
| 6061 | 6,4 | 261 | 281 | 15 | 15 | 0,93 / 0,98 | 299 | 258 | 0. 98 98 | 0.98 | 0,98 | |
| 6061 | 9.5 | 241 | 241 | 24 | 4.1/3,1 | 122 | 173 | 0,5 | 0,66 |
Термообработка до или после сварки (или и то, и другое)
Я болтал о нагреве, послесварочной термообработке, теплоотводе и обдувании горячим воздухом в целом. В основном обсуждение было сосредоточено на характеристиках сварного шва и свариваемости. Этот блог возьмет немного другой угол.
Термическая обработка может использоваться по разным причинам: упрочнение, отжиг, снятие напряжения и износостойкость, и это лишь некоторые из них. Но когда лучше всего проводить термическую обработку сварной детали?
Но когда лучше всего проводить термическую обработку сварной детали?
Как правило, ответ после завершения всех остальных операций. Но всегда есть исключения.
Если ваш материал (например, 17-4PH нержавеющая сталь ) хорошо сваривается в закаленном состоянии, а окончательная сборка довольно большая, может иметь смысл закалить ваши подкомпоненты перед сваркой и чистовой обработкой. Эта большая сборка может потребовать более крупной печи, что потребует более высокой цены.
Некоторые из нержавеющих сталей серии 400 выдерживают сварку в закаленном состоянии с сохранением превосходных прочностных характеристик.
Многие сорта (свариваемого) алюминия хорошо себя чувствуют при сварке в закаленном состоянии. Эта крупная алюминиевая конструкция корпуса может вообще не поместиться в камеру для термообработки и в любом случае не потребует дополнительного усиления сварного шва.
Если вы работаете с материалом, который плохо поддается сварке в закаленном состоянии, например, со сталью h23 , вам следует серьезно рассмотреть возможность механической обработки и сварки в отожженном состоянии с термообработкой и отпуском как одним из последние шаги в этом процессе.Это обеспечит однородность характеристик вашей детали и отсутствие дефектов.
Вы знаете, что я люблю вставлять пару предостережений в каждый из этих постов, так что вот над чем стоит подумать.
Тот факт, что предварительная термическая обработка дает бездефектный сварной шов, не означает, что сварной шов всегда будет иметь те же характеристики, что и основной материал. Свяжитесь с нами по телефону 860.653-0111, чтобы проконсультироваться со специалистом, который расскажет вам, чего ожидать от вашей сварной сборки, чтобы вы могли принять наилучшее решение о термической обработке для сварки.
Механические свойства после сварки и термической обработки после сварки алюминиевого сплава 6082
Аннотация
Легкие материалы в настоящее время набирают популярность и востребованы в строительной и транспортной отраслях. Термообрабатываемые алюминиевые сплавы серии 6хххх популярны в производстве легких изделий благодаря сочетанию хорошей формуемости в обработанном на твердый раствор и естественном состаренном состоянии (Т4) и высокой эксплуатационной прочности в искусственно состаренном состоянии (Т6). Дуговая сварка является промышленным способом соединения алюминиевых конструкций, однако сварные соединения серии 6ххх теряют значительный процент прочности в зоне термического влияния (ЗТВ).Целью данного исследования было повышение прочности сварного компонента путем изменения геометрии ЗТВ с помощью лазера. Идея управления геометрией ЗТВ заключается в создании более сложной геометрической формы ЗТВ для повышения общей прочности сварного компонента. Потенциал применения лазерной термообработки после сварки в случае успеха велик, поскольку самой мягкой частью сварного соединения согласно EN AW-6082-T6 является ЗТВ. Повышение прочности и понимание ограничений ЗТВ важны для минимизации веса новых структурных конструкций.
Термообрабатываемые алюминиевые сплавы серии 6хххх популярны в производстве легких изделий благодаря сочетанию хорошей формуемости в обработанном на твердый раствор и естественном состаренном состоянии (Т4) и высокой эксплуатационной прочности в искусственно состаренном состоянии (Т6). Дуговая сварка является промышленным способом соединения алюминиевых конструкций, однако сварные соединения серии 6ххх теряют значительный процент прочности в зоне термического влияния (ЗТВ).Целью данного исследования было повышение прочности сварного компонента путем изменения геометрии ЗТВ с помощью лазера. Идея управления геометрией ЗТВ заключается в создании более сложной геометрической формы ЗТВ для повышения общей прочности сварного компонента. Потенциал применения лазерной термообработки после сварки в случае успеха велик, поскольку самой мягкой частью сварного соединения согласно EN AW-6082-T6 является ЗТВ. Повышение прочности и понимание ограничений ЗТВ важны для минимизации веса новых структурных конструкций. При этом было изучено распределение тепла лазера и создана модель распределения тепла на основе решения «Пластина средней толщины» по Розенталю [1]. Модель используется для изучения коэффициента полезного действия и влияния изменения параметров лазера на установление оптимальных параметров. Лазерная обработка проводилась на экструдированном профиле EN AW-6082-T6, сваренном с помощью сварки в среде инертного газа (MIG). Создана испытательная установка, в которой четыре образца были подвергнуты лазерной термообработке, испытаны и сравнены с необработанным образцом.Испытания на растяжение поперечного сварного шва, измерения твердости и микроскопия сварного шва были выполнены, проанализированы и представлены в этой диссертации. Прочность не была увеличена лазерной обработкой, проведенной в диссертации, поскольку используемые параметры создавали локально слишком высокую температуру. Тем не менее, пластичность и сопротивление разрушению были улучшены. Был сгенерирован набор параметров лазера, который, как ожидается, приведет к положительной лазерной термообработке.
При этом было изучено распределение тепла лазера и создана модель распределения тепла на основе решения «Пластина средней толщины» по Розенталю [1]. Модель используется для изучения коэффициента полезного действия и влияния изменения параметров лазера на установление оптимальных параметров. Лазерная обработка проводилась на экструдированном профиле EN AW-6082-T6, сваренном с помощью сварки в среде инертного газа (MIG). Создана испытательная установка, в которой четыре образца были подвергнуты лазерной термообработке, испытаны и сравнены с необработанным образцом.Испытания на растяжение поперечного сварного шва, измерения твердости и микроскопия сварного шва были выполнены, проанализированы и представлены в этой диссертации. Прочность не была увеличена лазерной обработкой, проведенной в диссертации, поскольку используемые параметры создавали локально слишком высокую температуру. Тем не менее, пластичность и сопротивление разрушению были улучшены. Был сгенерирован набор параметров лазера, который, как ожидается, приведет к положительной лазерной термообработке.
Термическая обработка алюминия 6061 — Закалка и старение алюминия 6061
В компании Jones Metal мы формируем и термообрабатываем металлы и сплавы различной прочности и свойств.Чтобы осветить наши процессы термообработки алюминия, мы рассмотрим пример нашего процесса с алюминием 6061 в качестве предпочтительного металла. Вот как мы упрочняем и смягчаем детали из алюминиевого сплава.
Около 6061 Алюминий
Алюминий6061 представляет собой пластичный металл, который можно штамповать, резать, глубоко вытягивать, сверлить, нарезать резьбу, гнуть, сваривать, гидроформовать и выполнять другие операции. Магний и кремний являются основными легирующими элементами в этом металле, а 6061, как правило, прочен и устойчив к коррозии. Он поддается термообработке и устойчив к растрескиванию при снятии напряжения.
Когда алюминий 6061 поступает к нам с полки, он чаще всего находится в состоянии O, которое является его самым мягким и податливым состоянием. В процессе формования некоторых алюминиевых деталей наши клиенты запрашивают термообработку для смягчения и снятия напряжения с детали, чтобы избежать проблем с вибрацией и сохранить форму детали. Поскольку наше собственное оборудование охватывает широкий спектр возможностей, мы можем взять мягкий алюминий и обработать его до твердости, которая соответствует потребностям наших клиентов.
Поскольку наше собственное оборудование охватывает широкий спектр возможностей, мы можем взять мягкий алюминий и обработать его до твердости, которая соответствует потребностям наших клиентов.
Процесс термообработки закалкой и старением
Процесс превращения детали из алюминия 6061 в состояние O в более прочное и долговечное состояние начинается с термообработки деталей при температуре 985 градусов по Фаренгейту в течение часа в печи с откидным дном.В этот момент корзину с деталями опускают в закалочный бак. Охлаждающая жидкость циркулирует для быстрого охлаждения деталей. Ключом к этому процессу является скорость и равномерное охлаждение; детали закаливаются в течение шести секунд после открытия дверцы печи с откидным дном.
После завершения этого процесса закаленная алюминиевая деталь теперь находится в состоянии W. В этом состоянии материал можно формовать или выпрямлять. Поскольку время и комнатная температура воздуха также могут оказывать упрочняющее действие, хранение этих недавно обработанных алюминиевых деталей на открытом воздухе на полу рабочего помещения в течение 96 часов доведет их до твердости T4. Алюминий 6061-T4 является одним из самых твердых сплавов, которые могут быть в этом алюминиевом сплаве. Процесс затвердевания алюминия можно остановить, поместив алюминиевые детали в морозильную камеру, пока они не будут снова готовы к прессованию.
Алюминий 6061-T4 является одним из самых твердых сплавов, которые могут быть в этом алюминиевом сплаве. Процесс затвердевания алюминия можно остановить, поместив алюминиевые детали в морозильную камеру, пока они не будут снова готовы к прессованию.
После этого вторичного прессования детали проходят процесс термообработки старения. Старение алюминия 6061 происходит при температуре от 350 до 500 градусов по Фаренгейту, и, в зависимости от толщины и других факторов, детали остаются в печи в течение 12-24 часов.
После этого старения детали теперь находятся в состоянии T6.В общем, T6 является наиболее распространенным состоянием для алюминия, и поскольку алюминий 6061 часто используется в тяжелых конструкциях, прочность и ограниченная формуемость металла при этом состоянии важны.
Термическая обработка алюминия в компании Jones Metal Products
Компания Jones с гордостью предлагает процессы формовки и термообработки как для крупных, так и для небольших заказов, независимо от формы и материала.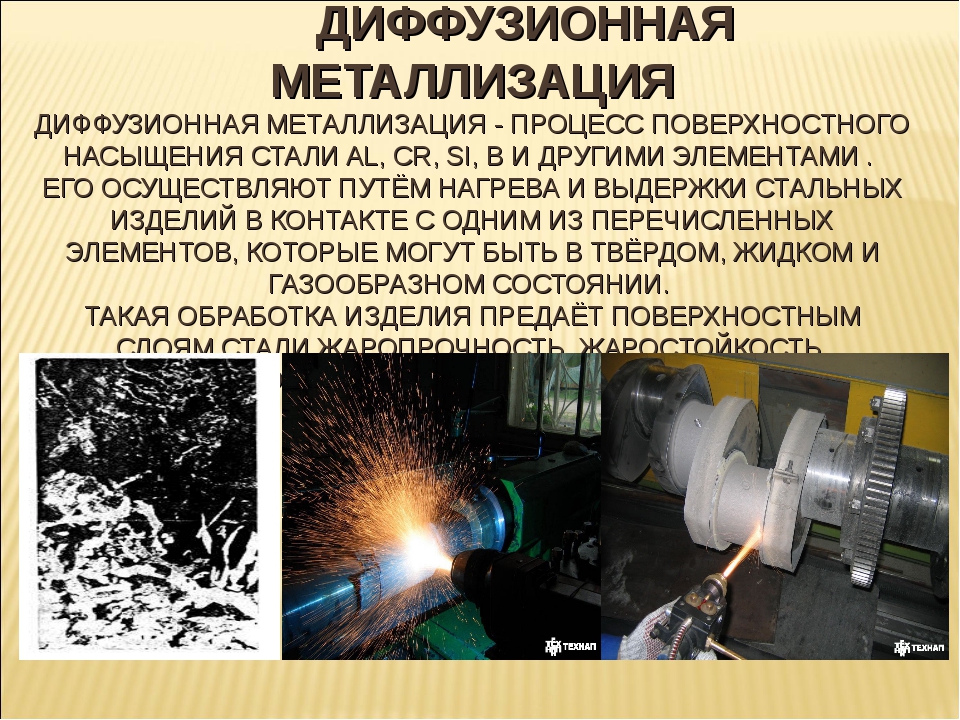 Свяжитесь с нами онлайн или позвоните по телефону 888-868-6535 сегодня, чтобы поговорить с экспертом о том, какой процесс подходит для необходимых вам деталей.Вы также можете прислать нам свои рисунки онлайн, чтобы узнать цену
Свяжитесь с нами онлайн или позвоните по телефону 888-868-6535 сегодня, чтобы поговорить с экспертом о том, какой процесс подходит для необходимых вам деталей.Вы также можете прислать нам свои рисунки онлайн, чтобы узнать цену
%PDF-1.3
%
15 0 объект
>
эндообъект
внешняя ссылка
15 37
0000000016 00000 н
0000001104 00000 н
0000001159 00000 н
0000001540 00000 н
0000001747 00000 н
0000001908 00000 н
0000002318 00000 н
0000005869 00000 н
0000005946 00000 н
0000007051 00000 н
0000007156 00000 н
0000008511 00000 н
0000008533 00000 н
0000008643 00000 н
0000010115 00000 н
0000010137 00000 н
0000011630 00000 н
0000011652 00000 н
0000013056 00000 н
0000013078 00000 н
0000014212 00000 н
0000014233 00000 н
0000015239 00000 н
0000015261 00000 н
0000016356 00000 н
0000016377 00000 н
0000017407 00000 н
0000017428 00000 н
0000018442 00000 н
0000026173 00000 н
0000026281 00000 н
0000026388 00000 н
0000026495 00000 н
0000026602 00000 н
0000026795 00000 н
0000001300 00000 н
0000001519 00000 н
трейлер
]
>>
startxref
0
%%EOF
16 0 объект
>
эндообъект
17 0 объект
zx!vHt39U6z\\ o|6″}W5ط\(?Q@)
/П-44
>>
эндообъект
50 0 объект
>
ручей
s@?3-ChԷ8~F~: Zl8!ŕYؚC
;,wbjp4QQ~O¶JL?4eνs;O+9-g)yNUJF#ov
Б
конечный поток
эндообъект
51 0 объект
135
эндообъект
18 0 объект
>
эндообъект
19 0 объект
>
/XОбъект >
/ExtGState >
>>
эндообъект
20 0 объект
Uz67=FZ҇#/Je{F’`gn[ͼ\ryipBVHVMjbEW7Iӹ*JrƥB=y’㫈r;h~ѭ’\
ɽ\\KCp[uRuy:R%$\r8B^)
/FontFile3 21 0 R
>>
эндообъект
21 0 объект
>
ручей
~MX3/B+Ƌ!xR!~h2;n|i5rl’K?BOyZ:Na&!jdDˮtr^um/Ԛ.