Тест сварочного полуавтомата | Статьи
В интернете легко найти информацию о принципе работы сварочного полуавтомата. Однако производители редко рассказывают о том, как работает оборудование в реальных условиях. Сегодня постараемся исправить этот недочет. Мы протестируем сварочный полуавтомат и выясним:- насколько качественно он собран;
- какая начинка у инвертора;
- как настроить оборудование для сварки дома или на даче;
- с какой стороны инвертор себя зарекомендует при сварке.
Комплект сварочного полуавтомата HAMER MIG-220X Evolution:
- Кабель массы
- Кабель электродержателя
- Еврорукав
- Перемычка
Корпус аппарата изготовлен из прочного листового металла, устойчивого к коррозии. Он покрыт полимерным диэлектрическим составом, который обеспечит дополнительную защиту от повреждений. К тому же сварочный полуавтомат оснащен ручкой для переноски. Удобно, учитывая вес и габариты оборудования.
Он покрыт полимерным диэлектрическим составом, который обеспечит дополнительную защиту от повреждений. К тому же сварочный полуавтомат оснащен ручкой для переноски. Удобно, учитывая вес и габариты оборудования.
На лицевой стороне аппарата располагаются
- евроразъем для подключения горелки;
- регуляторы для смены полярности;
- настройки сварочного тока и скорости подачи проволоки.
За подачу проволоки отвечает подающий механизм, сделанный из металла.
Основное требование, предъявляемое к тестируемому аппарату, — комфортная сварка при колебаниях напряжения. Это необходимое условие для сварки дома или на даче, где сварщики чаще всего сталкиваются с существенными просадками напряжения. Силовая плата FLASH GOLD, которая отвечает за производительность и продолжительность работы, позволяет варить металл даже при 140-160 В.
В целом же сварочный полуавтомат HAMER MIG-220X Evolution зарекомендовал себя как оборудование не только профессиональных сварщиков, но и любителей. Дополнительные функции, которыми оснащен аппарат, дают одинаковые возможности на старте любому.
Дополнительные функции, которыми оснащен аппарат, дают одинаковые возможности на старте любому.
Функции сварочного инвертора
- HOT START («горячий старт») — в начале сварки повышает значение тока, помогая вызвать поджиг дуги;
- ARC-FORCE («форсаж дуги») — автоматически регулирует величину сварочного тока, сохраняя параметры дуги;
- ANTI-STICK («антизалипание электрода») — фиксирует залипание электрода, понижая значение сварочного тока;
Полуавтомат HAMER MIG-220X Evolution подойдет для сварки металлов разного диаметра, в том числе и трудносвариваемых.
Проверим это на практике, попробовав сварить металлические заготовки из нержавейки. Подключаем сварочный полуавтомат в сеть, выставляем нужные настройки сварочного тока и скорости подачи проволоки. Для этого выбираем нужное цифровое значение с помощью регуляторов, расположенных на лицевой панели. Далее устанавливаем в полуавтомат катушку с проволокой 0.8 мм и приступаем к работе. О том, как правильно варить полуавтоматом, можете прочитать здесь.
О том, как правильно варить полуавтоматом, можете прочитать здесь.Касаемся проволокой металла, к которому подключена масса, чтобы вызвать поджигание дуги. Затем постепенно отводим горелку в сторону, чтобы не прервать контакт дуги. После того, как дуга сформировалась, плавно ведем ее над поверхностью металлов от одного края к другому.
Тестовая сварка заготовки полуавтоматом HAMER MIG-220X Evolution
Как мы убедились, сварочный полуавтомат HAMER MIG-220X Evolution отлично справился со сваркой нержавеющей стали. В итоге мы получили ровный и прочный шов без шлаковых участков.
Интерактивный тест: «Техника и технология ручной дуговой сварки покрытыми электродами»
Интерактивный тест по теме:«Техника и технология ручной
дуговой сварки покрытыми
электродами»
2. Номер вопроса
12
3
4
5
6
7
8
9
10
11
12
3. Вопрос №1
Стабильность горения дуги зависит ота) напряжения сети
б) силы сварочного тока
в) наличия ионизации в столбе дуги
4.
 Вопрос №2 Зона термического влияния –
Вопрос №2 Зона термического влияния –это:
а) участок основного металла,
подвергшийся расплавлению
б) участок основного металла, не
подвергшийся расплавлению,
структура которого
изменяется
в) участок основного металла, не
подвергшийся расплавлению,
структура которого не
5. Вопрос №3
Электроды с тонкимпокрытием
обозначаются буквой
а) С
б) Д
в) М
г) Г
6. Вопрос №4
Горячие трещины в металле швавозникают из-за
а) повышенного содержания фтора
б) повышенного содержания водорода
в) повышенного содержания серы
7. Вопрос №5
Водород образует в металле шва присварке:
а) поры
б) непровары
в) кратеры
8. Вопрос №6
Покрытые электроды предназначены для:а)ручной дуговой сварки
б) сварки в защитных газах
в) сварки под флюсом
9. Вопрос №7
Основное покрытие электродаобозначается буквой:
а) А
б) Р
в) Б
10.
 Вопрос №8 Основной вид переноса металла при
Вопрос №8 Основной вид переноса металла приручной дуговой сварке покрытым
электродом:
а) мелкокапельный
б) крупнокапельный
в) струйный
11. Вопрос №9
При ручной дуговой сварке наибольшаятемпература наблюдается:
а) в катодной зоне
б) в столбе дуги
в) в анодной зоне
12. Вопрос №10
Шов на «проход» выполняетсяследующим образом:
а) деталь проваривается от одного края до другого
без остановок
б) деталь проваривается от середины к краям
в) деталь проваривается участками (ступенями,
длина которых равна длине при полном
использовании одного электрода)
13. Вопрос №11
Сварка сталей, относящихся к первой группесвариваемости, выполняется:
а) с соответствующими ограничениями, в узком
интервале тепловых режимов и ограниченной
температурой окружающего воздуха
б) без особых ограничений, в широком интервале
тепловых режимов, независимо от температуры
окружающего воздуха
в) с предварительным или сопутствующим
подогревом изделия
14.
 Вопрос №12 Правильной подготовкой стыка изделий
Вопрос №12 Правильной подготовкой стыка изделийтолщиной более 15 мм является:
а) V–образная разделка кромок
б) без разделки кромок
в) Х–образная разделка кромок
• Неверно! Подумай ещё
• Молодец! Ответ верный
Сварочное оборудование тест обзоры mig mma. Аппараты, допускающие только ММА сварку
Как получить неразъемное соединение стальных листов, сварить трубы, металлическую лестницу или детали забора? В большинстве случаев прибегают к ручной дуговой сварке штучными электродами. Это один из старейших методов, появившийся в 1882 году. Его вывел Н.Н. Бенардос, русский ученый, который впервые использовал для соединения стали силу электрической дуги, горевшей между угольным электродом и заготовкой. Данный метод получил распространение в промышленности и при строительстве железных дорог. Первые электроды для сварки не имели покрытия и представляли собой обычную стальную проволоку. Потому переход электродного металла не вызывал существенных изменений в составе сварного шва.
Рабочий цикл устройства составляет от 10 минут, деленный на время сварки устройства с номинальным сварочным током и необходимым временем отключения. Чрезмерная работа устройства может привести к активизации системы тепловой защиты. Предполагается, что основной рабочий цикл типичного сварщика для полупрофессиональной работы составляет 35%.
Также имейте в виду, что рабочий цикл увеличивается с уменьшением сварочного тока в машине. например. Очень важно тщательно проверить цикл сварки перед покупкой. Не покупайте сварочные аппараты, где рабочий цикл не указан! Технология исполнения — в настоящее время на рынке есть две конструкции сварочных машин: известный на протяжении многих лет трансформатор и современный инвертор.
Что такое сварка ММА?
Это ручная дуговая сварка покрытым электродом. Основой процесса служат источник сварочного тока, который подключается к электросети, два кабеля разной полярности для подведения тока к свариваемым заготовкам. Один кабель (масса) имеет на конце зажим, который крепится на заготовке, второй с держателем на конце предназначен для крепления электрода. В процессе ручной дуговой сварки используется тепловая энергия электрической дуги, возникающая при замыкании простейшей электрической цепи. Под тепловым воздействием дуги возникает плавление металла и образование сварной ванны. При прекращении пропускания электрического тока металл остывает и кристаллизуется, образуя сварное соединение. Вместе с плавлением металла детали происходит расходование материала самого электрода. Его металл каплями переходит в сварную ванну (крупнокапельный и мелкокапельный перенос). Применяемые электроды для электродуговой сварки представляют собой стальной пруток, имеющий сплошную обмазку, различную по своему химическому составу.
На самом деле единственным преимуществом трансформаторных сварщиков является цена — в основном намного ниже, чем современная конструкция, а недостаток — вес и неустойчивый ток. Инверторные сварочные аппараты заменили большой и тяжелый трансформатор современными электронными системами, ответственными за выработку электроэнергии.
Основными преимуществами этой технологии являются. Значительно меньший вес отличного качества, стабильный ток — и, следовательно, лучшее качество сварки — возможность бесперебойной работы на длинных удлинительных шнурах. стабильная сварка на агрегатах легко переносится в случае перегрева, машина охлаждается через 2-3 минуты. Это уменьшает количество тепла, вводимого в материал, уменьшает деформацию и увеличивает скорость сварки, делая процесс более контролируемым. Это наиболее удобно для сварщика и обеспечивает чистое начало сварки.
Это уменьшает количество тепла, вводимого в материал, уменьшает деформацию и увеличивает скорость сварки, делая процесс более контролируемым. Это наиболее удобно для сварщика и обеспечивает чистое начало сварки.
Чтобы детально показать, как проходит процесс ручной дуговой сварки, расскажем о порядке работ. Вы убедитесь, что в этой сварочной технологии нет ничего сложного, и, зная алгоритм действий, сможете попробовать сварить, к примеру, забор, ворота или мангал.
Основы сварочного процесса
Это необходимо для сварки алюминия и его сплавов. Это увеличивает возможности и универсальность устройства. Горячий старт — это специальная функция, которая в начале сварки увеличивает ток по сравнению с установленным, и через несколько секунд ток падает до заданного значения для сварки. Благодаря этому электродные аварии намного проще. Кроме того, этот больший ток нагревает электрод и место сварки, что положительно влияет на качество сварного шва.
Он приходит только тогда, когда требуется. Это ограничивает потребление энергии и количество грязи, которая может попасть внутрь устройства. Тестирование, калибровка и валидация оборудования электродуговой сварки — это операции, которые выполняются периодически в течение 6, 12 или 24 месяцев, в зависимости от рекомендаций производителя, количества обменов, в которых работает оборудование, его возраста или способа, которым он ведет себя со временем. Эти операции также требуются после каждого обслуживания сварочного оборудования.
Это ограничивает потребление энергии и количество грязи, которая может попасть внутрь устройства. Тестирование, калибровка и валидация оборудования электродуговой сварки — это операции, которые выполняются периодически в течение 6, 12 или 24 месяцев, в зависимости от рекомендаций производителя, количества обменов, в которых работает оборудование, его возраста или способа, которым он ведет себя со временем. Эти операции также требуются после каждого обслуживания сварочного оборудования.
Для начала нужно определиться с тем, на каком токе будет проводиться электро дуговая сварка. Сварочный аппарат может выдавать постоянный или переменный ток, многие модели способны работать в двух режимах. При применении переменного тока дуга менее устойчива и нужны более развитые профессиональные навыки для ее поддержания, а качество шва уступает таковому при применении постоянного тока. Также постоянный ток иногда является единственным выбором для сварки некоторых металлов и их сплавов. Кроме того, стоит учитывать полярность подключения, которая может быть двух видов.
Но для начинающих давайте узнаем, что такое стандарты, лежащие в основе этих операций, и какова калибровка и проверка оборудования дуговой сварки. Но давайте посмотрим, что означает каждый из этих терминов. Калибровка: выполняется операция, чтобы определить величину ошибок измерения измерительного прибора.
Проверка. Выполняются операции, показывающие, работает ли компонент сварочного оборудования или системы в соответствии с эксплуатационными характеристиками этой системы и какова ошибка измерения. Точность: приближение к наблюдаемой величине определенной или реальной стоимости.
- Прямая — «минус» на электроде, «плюс» на клемме массы. При таком подключении ток идет от электрода к заготовке, которая нагревается (сам электрод при этом холодный). Применяется при скоростной сварке листового металла, обычно в узкоспециализированных сферах производства и строительства.
- Обратная — «плюс» на электроде, «минус» на клемме массы. Ток подается от металла на электрод.
 Это приводит к нагреву и плавлению электрода. Данный способ наиболее распространен.
Это приводит к нагреву и плавлению электрода. Данный способ наиболее распространен.
 Это приводит к нагреву и плавлению электрода. Данный способ наиболее распространен.
Это приводит к нагреву и плавлению электрода. Данный способ наиболее распространен.Когда выбрана полярность, провода правильно подсоединены к оснастке, устанавливают силу сварочного тока в зависимости от толщины металла. Как правило, на 1 мм заготовки приходится 30 — 40 А сварочного тока. С помощью регулятора на панели аппарата выставляется нужное значение.
При сравнении результата значения, отображаемого с фактическим значением, ошибка измерения не должна превышать определенный процент, определенный в соответствии с типом оборудования или точностью, требуемой самим приложением. Прежде всего, люди, которые выполняют эти регулярные операции, должны хорошо знать все стандарты, быть знакомыми с сварочным оборудованием и иметь возможность выдавать для каждого калиброванного автомобиля сертификат, показывающий в соответствии с требованиями стандартов фактические значения, отображаемые и ошибки рассчитанные в каждом случае.
После этого разжигают дугу. Это один из самых сложных этапов работ, и каждый сварщик выбирает наиболее удобный для себя способ розжига. Их два: можно получить дугу при касании концом электрода заготовки и резкого отрыва или сделать несколько чиркающих прикосновений. Чтобы получить стабильную дугу и избежать ее затухания, следует соблюдать одинаковое расстояние между электродом и обрабатываемой поверхностью. Если увеличить этот промежуток, дуга может погаснуть, а если, наоборот, слишком приблизить электрод к заготовке, его конец прилипнет к металлу детали. Тогда либо придется резко отрывать электрод от поверхности, либо он прикипит, и нужно будет срезать его болгаркой. Избежать этого можно, если выбрать оптимальный промежуток между металлом заготовки и электродом, так удастся хорошо проварить металл с установленной силой тока и получить ровный шов. Чтобы образовалась сварочная ванна, следует немного прогреть металл — достаточно двух-трех оборотов электрода в месте начала сварки. При формировании сварочной ванны важно, чтобы она не слишком расходилась и ее ширина была примерно одинаковой по всей длине шва. Знайте, что электродуговая сварка требует практики.
Их два: можно получить дугу при касании концом электрода заготовки и резкого отрыва или сделать несколько чиркающих прикосновений. Чтобы получить стабильную дугу и избежать ее затухания, следует соблюдать одинаковое расстояние между электродом и обрабатываемой поверхностью. Если увеличить этот промежуток, дуга может погаснуть, а если, наоборот, слишком приблизить электрод к заготовке, его конец прилипнет к металлу детали. Тогда либо придется резко отрывать электрод от поверхности, либо он прикипит, и нужно будет срезать его болгаркой. Избежать этого можно, если выбрать оптимальный промежуток между металлом заготовки и электродом, так удастся хорошо проварить металл с установленной силой тока и получить ровный шов. Чтобы образовалась сварочная ванна, следует немного прогреть металл — достаточно двух-трех оборотов электрода в месте начала сварки. При формировании сварочной ванны важно, чтобы она не слишком расходилась и ее ширина была примерно одинаковой по всей длине шва. Знайте, что электродуговая сварка требует практики. Только с опытом удастся легко разжигать дугу и контролировать стабильность ее горения.
Только с опытом удастся легко разжигать дугу и контролировать стабильность ее горения.
Создание такого сертификата может производиться производителями сварочного оборудования, производителями оборудования для калибровки и валидации или пользователем сварочного оборудования при условии, что пользователь хорошо знает стандарты и может выполнить этот сертификат в соответствии со спецификациями стандартов.
Он должен содержать название и тип сварочного оборудования, а также серийный номер тестируемого оборудования. Если допустимые ошибки ошибок превышены, оператор, использующий автомобиль, будет проинформирован соответствующим образом. Таким образом, уже не было достаточно, как считалось, что электрик должен поместить зажим на сварочный кабель и проверить значение тока во время сварки, а затем испустить бумагу, указывающую, что оборудование был откалиброван и прикреплен к нему калиброванный тег даты калибровки и следующая рекомендуемая дата калибровки.
Поначалу ручная дуговая сварка кажется очень сложным технологическим процессом. Но будьте уверены, что, шаг за шагом осваивая основные приемы, работая с разными по размеру и форме деталями и разной силой тока, можно быстро освоить ММА сварку. Именно поэтому данный метод является одним из наиболее распространенных. Его применяют в строительной, производственной, авторемонтной сферах, а также в быту — для выполнения несложных работ в гараже, на даче, в частной мастерской.
Но будьте уверены, что, шаг за шагом осваивая основные приемы, работая с разными по размеру и форме деталями и разной силой тока, можно быстро освоить ММА сварку. Именно поэтому данный метод является одним из наиболее распространенных. Его применяют в строительной, производственной, авторемонтной сферах, а также в быту — для выполнения несложных работ в гараже, на даче, в частной мастерской.
Во-вторых, стандарты требуют тестирования, калибровки и проверки значений, отображаемых для тока, напряжения и скорости подачи провода, поэтому требуется два специализированных оборудования. Калибровочное оборудование, состоящее из симулятора статической дуги, снабженного цифровым дисплеем для измерения тока и напряжения. Ручной цифровой тахометр для точного измерения скорости подачи проволоки. . Хотя многие такие фирмы пытаются убедить своих клиентов в том, что эти операции могут быть выполнены с использованием простых измерительных приборов, таких как.
Вам предстоит соединять металлический профиль, листы, арматуру? Сомневаетесь, подойдет ли для этого ММА сварка? О преимуществах и недостатках мы расскажем подробнее. И вы сможете принять окончательное решение.
И вы сможете принять окончательное решение.
Плюсы и минусы ручной электродуговой сварки
Согласитесь, прежде чем покупать оборудование для работы, необходимо убедиться в том, что затраченные средства себя оправдают и аппарат не будет пылиться в углу гаража. Как и любой другой сварочный метод, электро дуговая сварка имеет свои плюсы и минусы (смотрите таблицу).
Цифровые измерители зажима, которые позволяют измерять сварочный ток во время работы рулетки и таймера. Использование измерителя зажима для проверки сварочного тока во время процесса не рекомендуется, поскольку электрическую дугу можно рассматривать как динамическую нагрузку, что означает, что ее значение изменяется с одного момента на другой.
Во-вторых, стандарты требуют тестирования, калибровки и проверки значений, отображаемых для тока, напряжения и скорости подачи провода, поэтому требуется два специализированных оборудования. Калибровочное оборудование, состоящее из симулятора статической дуги, снабженного цифровым дисплеем для измерения тока и напряжения. Ручной цифровой тахометр для точного измерения скорости подачи проволоки.
. Хотя многие такие фирмы пытаются убедить своих клиентов в том, что эти операции могут быть выполнены с использованием простых измерительных приборов, таких как.
Ручной цифровой тахометр для точного измерения скорости подачи проволоки.
. Хотя многие такие фирмы пытаются убедить своих клиентов в том, что эти операции могут быть выполнены с использованием простых измерительных приборов, таких как.
| Плюсы | Минусы |
| Возможность сваривания практически всех видов металлов | Недостаточно высокая производительность по сравнению со сваркой полуавтоматом |
| Сварка в любом положении, даже в ограниченном пространстве | Качество шва зависит от навыков пользователя |
| Допустима работа с аппаратами практически в любых атмосферных и температурных условиях | Сложность технологического процесса, связанная с розжигом дуги и риском прилипания электрода к металлу |
| Невысокая стоимость сварочного оборудования, возможность его использования в быту | Испарение обмазки электрода, способствующее ухудшению рабочих условий |
На самом деле, перечисленные минусы по сути таковыми не являются, нужно просто учитывать специфику использования. Для большинства строительных и производственных задач именно ММА сварка является идеально подходящим методом. Например, если электродуговая сварка металлов не является основным рабочим процессом, то недостаточно высокая производительность и сложность технологического процесса не должны заставить отказаться от этого метода. Современные производители позаботились о том, чтобы осваивать электродуговую сварку было легче. Они оснащают аппараты системами «Горячий старт» и «Антизалипание». С их помощью даже новичок справится со сварочными работами.
Для большинства строительных и производственных задач именно ММА сварка является идеально подходящим методом. Например, если электродуговая сварка металлов не является основным рабочим процессом, то недостаточно высокая производительность и сложность технологического процесса не должны заставить отказаться от этого метода. Современные производители позаботились о том, чтобы осваивать электродуговую сварку было легче. Они оснащают аппараты системами «Горячий старт» и «Антизалипание». С их помощью даже новичок справится со сварочными работами.
На фоне минусов, которые в большинстве случаев не являются препятствием к использованию ММА сварки, достоинства этого метода неоспоримы. Именно они делают его универсальным и дают возможность применять практически в любых сферах пользователям с различным уровнем подготовки. По сравнению с полуавтоматами и аппаратами аргонодуговой сварки, оборудование для этого метода сварки доступно по стоимости. К разговору о нем и стоит перейти в заключении нашей статьи.
Какое сварочное оборудование используют?
Итак, вам предстоит электродуговая сварка, но вы еще не решили, какой аппарат выбрать для работы. Решение стоит принимать, опираясь не только на цену модели; прежде чем сравнивать характеристики разных устройств, нужно определиться с видом аппарата. Перечислим основные виды.
- — надежные, неприхотливые аппараты, полностью механические, с ручным управлением. В основе их работы лежит сердечник — катушка с металлической проволокой, которая преобразует сетевой электрический ток в сварочный. Сварка осуществляется на переменном токе, это ограничивает сферу применения оборудования. Кроме того, у трансформаторов большие габариты и вес, чаще всего их устанавливают стационарно в мастерских и на производстве.
- — техника, которая преобразует переменный ток в постоянный. Это позволяет легко получать ровный и аккуратный шов. Они обладают большими габаритами, и для лучшего результата требуются базовые навыки сварщика.
- — современное оборудование, с которым ручная дуговая сварка становится проще для неопытного пользователя. В конструкции нет массивной катушки, работа строится на электронной плате, в корпус уже встроен выпрямитель, поэтому на выходе получается постоянный ток, а микропроцессор корректирует его стабильность. Большинство моделей имеют системы защиты от прилипания электрода, быстрый розжиг и форсаж дуги. Вес и размер таких аппаратов в разы меньше по сравнению с трансформаторными аналогами.
 В конструкции нет массивной катушки, работа строится на электронной плате, в корпус уже встроен выпрямитель, поэтому на выходе получается постоянный ток, а микропроцессор корректирует его стабильность. Большинство моделей имеют системы защиты от прилипания электрода, быстрый розжиг и форсаж дуги. Вес и размер таких аппаратов в разы меньше по сравнению с трансформаторными аналогами.
В конструкции нет массивной катушки, работа строится на электронной плате, в корпус уже встроен выпрямитель, поэтому на выходе получается постоянный ток, а микропроцессор корректирует его стабильность. Большинство моделей имеют системы защиты от прилипания электрода, быстрый розжиг и форсаж дуги. Вес и размер таких аппаратов в разы меньше по сравнению с трансформаторными аналогами.Купить оборудование для электродуговой сварки металлов вы можете в нашем интернет-магазине. Мы предлагаем модели профессионального и бытового назначения. Вы без труда подберете тот аппарат, который лучше всего подойдет для выполнения ваших задач, и сможете легко с ним работать. Оформляйте заказ через сайт и не забудьте сразу приобрести необходимые .
Основная область применения аргонодуговой сварки неплавящимся электродом — соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом — один из основных способов соединения титановых и алюминиевых сплавов.
Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом — один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Сварка кузова автомобиля своими руками: основные нюансы + видео
Кузов является главной составляющей любого автомобиля, требующий тщательного ухода, ремонта и своевременной проверки. Одним из видов такого ремонта является проварка кузова, которую каждый может выполнить самостоятельно.
Чем варить.
Для сварки кузова своими руками лучше всего подойдет углекислотный полуавтомат, который варит проволокой или аппарат для сварочных работ неплавящимся электродом в среде защитного газа. Однако для сварки в гаражных условиях, как правило, используется углекислотный полуавтомат. Он наиболее универсален и доступен среди всех моделей сварочных аппаратов. Углекислотный полуавтомат позволяет варить листы от 0,8 миллиметров до 5 — 6 миллиметров. Благодаря такому аппарату можно приварить заплаты на любые дырки, вварить новые кузовные детали (пороги, лонжероны, выправлять вмятины, крылья), которые недоступные изнутри.
Все это возможно благодаря газу, который используется в полуавтомате, – двуокись углерода (СО2). Под давлением двуокись углерода попадает в зону сварки, вытесняя при этом обычную воздушную среду, что защищает металл от лишнего окисления. Предотвращения окисления позволит сохранить частички металла в большем объеме, и в результате последний не сгорает, а лишь только плавится.
Если вместо двуокиси углерода использовать аргон, то сварить можно даже цветные металлы – алюминий, нержавейку и другие сплавы металлов. Только при этом обязательно необходимо использовать такую же сварочную проволоку — из нержавейки или алюминия.
Как варить.
Итак, сварка кузова автомобиля своими руками осуществляется следующим образом.
1. Прежде, чем подключать полуавтомат, проверьте сеть на нагрузочную способность, то есть убедитесь в том, потянет ли ваша сеть в гараже нагрузку сварочного аппарата. Только после этого можно начинать готовить сварочный аппарат.
2. «Зарядите» углекислотный полуавтомат сварочной проволокой. Для этого вам необходимо снять газовое сопло сварочной горелки, затем с помощью ключа отвинтить ее медный наконечник, после этого отвести прижимной ролик с проволокой и установить требуемую полярность сварочного тока, то есть, например, при сварке флюсовой проволокой следует установить плюс на зажиме и минус на горелке. Если же используется обычная проволока, то полярность будет обратной: минус на зажиме, а плюс на горелке.
Теперь нужно завести руками конец проволоки на 10 — 20 сантиметров в падающий канал и, удерживая проволоку от осыпания, подвести прижимной ролик. При этом обязательно нужно проследить, чтобы проволока попала в канавку на ведущем ролике.
Только после всех этих процедур можно подключить аппарат к сети и нажать на клавишу на рукоятке сварочной горелки. Изначально произойдет подача газа, и только потом будет включена подача проволоки и сварочного тока. Надеваем на проволоку необходимый медный наконечник, закручиваем его и устанавливаем газовое сопло.
3.Подключите углекислый газ. Для этого необходимо установить редуктор на баллон с углекислотой и соединить шлангом полуавтомат и редуктор.
Меры предосторожности.
При работе с аппаратом обязательно необходимо использовать сварочную маску и защитную одежду, так как соблюдение техники безопасности при работе со сварочными аппаратами является обязательным. Ведь можно испортить не только детали одежды, но и нанести вред своему здоровью. Ведь при попадании сварки на тело или глаза возникает ожог.
Ведь при попадании сварки на тело или глаза возникает ожог.
Технология сварки.
Лучше всего проваривать нужные места кузова через каждые 5 сантиметров стежками длиной 2 сантиметра. Такая варка будет более крепкой, нежели точечная.
При сварке стежками значительно увеличивается жесткость кузова и уменьшается его деформация в процессе дальнейшей эксплуатации, особенно при сильных нагрузках.
Замечу, что в кузове проваривается все кроме передней части, так как именно на нее нагрузка является минимальной. Однако в таких транспортных средствах, где на передней подвеске делается больший упор, другими словами: в том месте, где передние «лапы» крепятся к поперечной балке надо все же проварить. Пол же можно проварить с обеих сторон, главное – не забыть обработать сварные швы специальным грунтом. Кстати передняя часть авто, то есть капот и крылья обычно не провариваются, но тщательная обработка швов поддона, задней части и стоек является обязательно.
Только после этой обработки можно собрать автомобиль и прикрутить на свои места все панели и сиденья.
Сварочные работы (видео)
Рекомендую прочитать:
На заводе в Санкт-Петербурге был выпущен 500-тысячный автомобиль KIA Rio
KIA в России достигла важного исторического рубежа. На заводе в Санкт-Петербурге был выпущен 500-тысячный автомобиль KIA Rio. Им стал белый седан в комплектации Prestige с бензиновым двигателем 1,6 л и 6-ступенчатой механической трансмиссией. Как сообщили рубрике «Вокруг колеса» федерального сетевого издания RusNews1 в пресс-службе компании, производство автомобилей KIA Rio в Санкт-Петербурге началось пять лет назад — в августе 2011 года, когда на конвейер встал седан. В январе 2012 года на российском заводе начали производить и хэтчбеки KIA Rio. В настоящее время завод в Санкт-Петербурге работает на полную мощность в три смены. Ежегодно с конвейера предприятия сходят 90-100 тысяч автомобилей KIA Rio, предназначенных для России, являющейся основным рынком сбыта модели, а также Белоруссии и Казахстана.
В январе 2012 года на российском заводе начали производить и хэтчбеки KIA Rio. В настоящее время завод в Санкт-Петербурге работает на полную мощность в три смены. Ежегодно с конвейера предприятия сходят 90-100 тысяч автомобилей KIA Rio, предназначенных для России, являющейся основным рынком сбыта модели, а также Белоруссии и Казахстана.
Седаны и хэтчбеки KIA Rio производятся методом полного цикла с высоким уровнем локализации (46%). Количество локализованных компонентов продолжает увеличиваться. Например, в 2016 году на заводе в Санкт-Петербурге стали использовать больше российского металла (24% кузоваRio – из металла российского производства), локализовали стекла. Поставки комплектующих на конвейер осуществляют 14 российских компаний. Выпуском KIA Rio заняты около 2200 сотрудников завода. Для обеспечения надлежащего уровня качества и надежности KIA Rio производственная площадка в Санкт-Петербурге отличается высоким уровнем автоматизации производства. При сварке задействовано более 170 роботов, а в окраске кузова KIA Rio участвуют более 50 роботов. Для производства одного автомобиля KIA Rio заводу необходимо около 16 часов. После производства каждый Rio проходит тщательную проверку качества готовой продукции, которая занимает более 2 часов.
Для производства одного автомобиля KIA Rio заводу необходимо около 16 часов. После производства каждый Rio проходит тщательную проверку качества готовой продукции, которая занимает более 2 часов.
Объем продаж автомобилей KIA Rio с момента основания KIA Motors Rus в 2009 году превысил полумиллионную отметку также в этом году. Этому событию был посвящен выпуск лимитированной серии KIA Rio Premium 500 с передовой мультимедиа системой с возможностью интеграции со смартфоном. Rio – бессменный бестселлер в модельном ряду KIA в России. Кроме этого, в августе и сентябре 2016 года модель стала лидером на рынке новых автомобилей в целом. Согласно данным «Автостат», KIA Rio по итогам сентября текущего года также восстановил первую позицию на рынке Москвы и Московской области. В этом году модель становилась самой востребованной в столичном регионе неоднократно: в апреле, мае, июне, июле и сентябре.
Успех KIA Rio в России обусловлен привлекательным дизайном, качеством и надежностью, оптимальным соотношением цены и оснащения, а также привлекательными условиями кредитования, страхования и лизинга KIA Finance. Помимо этого, KIA Rio отличается одним из самых низких показателей стоимости владения в сегменте компактных автомобилей, что показал уже не один сравнительный тест-драйв автомобильных экспертов.Стоит подчеркнуть, что в России под названием KIA Rio представлен совершенно иной продукт, чем одноименная модель в других странах мира. Этот автомобиль создан специально для российского рынка с учетом особенностей эксплуатации и пожеланий клиентов. По сравнению с одноименной моделью на других рынках, KIA Rio российского производства имеет другой кузов и иные габаритные размеры, в частности, увеличенную колесную базу, отличается линейкой двигателей и настройками подвески, а также оснащением, например уникальным пакетом «Теплые опции».
Помимо этого, KIA Rio отличается одним из самых низких показателей стоимости владения в сегменте компактных автомобилей, что показал уже не один сравнительный тест-драйв автомобильных экспертов.Стоит подчеркнуть, что в России под названием KIA Rio представлен совершенно иной продукт, чем одноименная модель в других странах мира. Этот автомобиль создан специально для российского рынка с учетом особенностей эксплуатации и пожеланий клиентов. По сравнению с одноименной моделью на других рынках, KIA Rio российского производства имеет другой кузов и иные габаритные размеры, в частности, увеличенную колесную базу, отличается линейкой двигателей и настройками подвески, а также оснащением, например уникальным пакетом «Теплые опции».
Наш блог в Яндекс Дзен
Читайте также:
Практический тест по сварке— онлайн-вопросы и ответы
В этом базовом практическом тесте на общие знания в области сварки есть вопросы и ответы, касающиеся таких вещей, как материалы, инструменты, процессы, возможно, немного математики и т. Найдите ближайшую к вам профессиональную сварочную школу.
Найдите ближайшую к вам профессиональную сварочную школу.
Результаты
Вы прошли.
Правильных ответов:
1. верно
2. регуляторы
3.красный
4. верхний край можно расплавить или снять
5. Ожог глаза от воздействия ультрафиолетового излучения сварочной дуги
6. верно
7. легковоспламеняющиеся
8. Карборирование
9. пропил
Попробуйте еще раз.
Правильных ответов:
1. верно
2. регуляторы
3. красный
4. верхний край можно расплавить или снять
5. Ожог глаза от воздействия ультрафиолетового излучения сварочной дуги
6.правда
7. легковоспламеняющиеся
8. Карборирование
9. пропил
№1.
 Правда или ложь. Из-за низкого количества присутствующего ультрафиолета нет необходимости использовать затемненные линзы при газокислородной резке.
Правда или ложь. Из-за низкого количества присутствующего ультрафиолета нет необходимости использовать затемненные линзы при газокислородной резке.№ 2. Устройство, используемое для регулирования давления на газокислородном резаке, называется?
№ 3. Шланги топливного газа обычно имеют цвет:
№4. Если при резке кислородным топливом используется чрезмерный подогрев, значок?
Верхний край можно оплавить или снять, правильный
№ 5. Вспышка:
Ожог глаза, вызванный воздействием ультрафиолетового света сварочной дуги, является правильным
№ 6. Правда или ложь. Когда газовая горелка для GTAW-держателя электродов или горелка для сварки MIG не используются, не следует прикасаться к заземленной металлической поверхности.
№ 7. В процессе газокислородной резки используются кислород и какие другие газы?
№ 8. В каком кислородно-ацетиленовом пламени избыток топлива?
№ 9. Какова ширина реза, полученного в процессе резки?
Больше:
Этот практический экзамен по сварке не является официальным, используйте его для развлечения и проверки своих общих знаний.
AWS CWI Certified Welding Inspector Training Course Online 799 долларов США по программе Atlas API Training или приобретение деталей A, B и C отдельно
* Включает соответствующий практический пакет
AWS CWI Онлайн-курсы обученияПройдите полный курс CWI или пройдите индивидуальный курс A, B или C
Сдача экзамена AWS CWI с первой попытки падает от 25 до 30 процентов.В основном это связано с недостаточной подготовкой. Наша цель — повысить успеваемость наших студентов до 100%. Мы так твердо верим в нашу онлайн-платформу, что те, кто не сдает экзамен с первого раза, могут пересдать курс бесплатно.
Мы так твердо верим в нашу онлайн-платформу, что те, кто не сдает экзамен с первого раза, могут пересдать курс бесплатно.
Правильная подготовка к этому экзамену требует много усилий и времени. Для подготовки к этим экзаменам необходимо изучить огромное количество материала. Наша онлайн-программа направляет наших студентов через материал проверенным и точным путем, разработанным для максимальной эффективности.Вы не найдете в наших классах лишнего или неважного контента, который может отвлечь вас от конечной цели — сдачи экзамена CWI.
Все курсы Atlas CWI профессионально разработаны, чтобы предоставить вам самый простой способ усвоить учебный материал для экзамена. Наша система онлайн-обучения позволяет вам учиться в любом месте, где есть подключение к Интернету. Вы можете начинать и останавливаться в своем собственном темпе и повторять материал так часто, как захотите.
Уроки представляют собой презентации PowerPoint с голосом преподавателя. Тесты на уроках содержат вопросы и ответы о AWS CWI, которые помогут подготовиться к экзамену и укрепят вашу уверенность. Все наши онлайн-курсы CWI включают комплексные практические пакеты, которые также можно заказать отдельно.
Тесты на уроках содержат вопросы и ответы о AWS CWI, которые помогут подготовиться к экзамену и укрепят вашу уверенность. Все наши онлайн-курсы CWI включают комплексные практические пакеты, которые также можно заказать отдельно.
Несколько лет назад компания Atlas впервые применила звуковые карточки для ускорения подготовки к экзаменам. Теперь наши студенты могут готовиться к экзаменам за рулем, на работе или просто отдыхая. Это эксклюзивно для Atlas и является прекрасным дополнением к нашим онлайн-урокам и учебным материалам.
Не тратьте время и деньги на изучение материалов, которые не будут включены в экзамен. Не нужно пропускать работу и путешествовать для обычного обучения в классе. Наши онлайн-курсы включают в себя все важные учебные материалы по AWS CWI в удобном и эффективном формате, предназначенные для получения проходной оценки с первой попытки.
сертификационный онлайн-тест по сварке
сварка 3-дюймовой трубой Sch 80 @ 45 с верхней и боковыми пластинами на высоте 12 дюймов. Письменный тест сертифицированного сварщика города Лос-Анджелеса — Классификация конструкционной стали — Письменный экзамен основан на спецификациях Американского общества сварщиков, требованиях Строительный кодекс Лос-Анджелеса, касающийся классификации сварки, для которой требуется сертификация, и принятой практики сварки.Для получения аттестата сварщика под давлением класса А заявитель должен успешно сдать экзамен по сварке. AWI разработало схему сертификации австралийских сварщиков. Австралийский стандарт 1796 определяет необходимые теоретические и практические навыки сварки для сертификации. Нет, даже близко. Чтобы полностью выполнить общие теоретические требования AS / NZS ISO 9606-1, зарегистрированным сварщикам, не имеющим квалификации AS2214 или AS1796, следует пройти онлайн-курсы Weld Australia Основы сварки — Базовые и Основы сварки — Продвинутые до истечения двухгодичного срока. повторная сертификация.Речь идет о том, как пройти процедуру сертификации сварки ограниченной толщины AWS D1.
Письменный тест сертифицированного сварщика города Лос-Анджелеса — Классификация конструкционной стали — Письменный экзамен основан на спецификациях Американского общества сварщиков, требованиях Строительный кодекс Лос-Анджелеса, касающийся классификации сварки, для которой требуется сертификация, и принятой практики сварки.Для получения аттестата сварщика под давлением класса А заявитель должен успешно сдать экзамен по сварке. AWI разработало схему сертификации австралийских сварщиков. Австралийский стандарт 1796 определяет необходимые теоретические и практические навыки сварки для сертификации. Нет, даже близко. Чтобы полностью выполнить общие теоретические требования AS / NZS ISO 9606-1, зарегистрированным сварщикам, не имеющим квалификации AS2214 или AS1796, следует пройти онлайн-курсы Weld Australia Основы сварки — Базовые и Основы сварки — Продвинутые до истечения двухгодичного срока. повторная сертификация.Речь идет о том, как пройти процедуру сертификации сварки ограниченной толщины AWS D1. 1 SMAW 3G. Включая спецификации процедуры, подготовку тестового купона, настройку сварочного аппарата, методы вертикальной сварки E7018 и, наконец, результаты испытаний на изгиб с изображениями и подробностями. Квалифицированный сварщик — это опытный сварщик, способный выполнять качественные сварные швы, но не имеющий сертификата TxDOT. КОДЫ (3 дня назад) Добро пожаловать в интернет-магазин WTTI. Курс включает в себя Тем, у кого мало опыта в сварке или совсем нет, рекомендуется пройти курс «Сертификат визуального контроля сварных швов», чтобы подготовиться к этому курсу.Различные сварочные сертификационные испытания проводятся для типа материала, толщины, положения и т. Д. Большинство сварщиков в отрасли проходят испытания на соответствие квалификационным требованиям или сертификатам, характерным для работы их работодателя. Не существует единого сертификационного теста на сварку, который бы сертифицировал вас для сварки всего или для всех применений определенного процесса сварки (MIG, TIG или Stick).
1 SMAW 3G. Включая спецификации процедуры, подготовку тестового купона, настройку сварочного аппарата, методы вертикальной сварки E7018 и, наконец, результаты испытаний на изгиб с изображениями и подробностями. Квалифицированный сварщик — это опытный сварщик, способный выполнять качественные сварные швы, но не имеющий сертификата TxDOT. КОДЫ (3 дня назад) Добро пожаловать в интернет-магазин WTTI. Курс включает в себя Тем, у кого мало опыта в сварке или совсем нет, рекомендуется пройти курс «Сертификат визуального контроля сварных швов», чтобы подготовиться к этому курсу.Различные сварочные сертификационные испытания проводятся для типа материала, толщины, положения и т. Д. Большинство сварщиков в отрасли проходят испытания на соответствие квалификационным требованиям или сертификатам, характерным для работы их работодателя. Не существует единого сертификационного теста на сварку, который бы сертифицировал вас для сварки всего или для всех применений определенного процесса сварки (MIG, TIG или Stick). Запишитесь на эти онлайн-курсы по сварке, и вы сможете определять распространенные опасности при сварке и описывать, как использовать СИЗ и процедуры безопасности для снижения этих опасностей.Welding Career Now предлагает бесплатный практический онлайн-экзамен, чтобы проверить, что вы знаете об общих идеях в области сварочных технологий. Заполните, надежно подпишите, распечатайте или отправьте по электронной почте сертификат квалификации сварщика в вашем формате мгновенно с помощью SignNow. Услуги включают испытания сварщиков и сертификацию сварки, а также сертификацию паяльных машин. Многие из наших клиентов требуют, чтобы их сварщики были сертифицированы, и в ATS мы можем проверить все аспекты процедуры сварки и эксплуатационных качеств, проводя разрушающие и неразрушающие испытания, чтобы гарантировать соответствие требованиям норм.Самая распространенная онлайн-программа по сварке — это степень магистра в области сварочного дела. Лицам, желающим получить сертификат, лучше изучить программу на территории кампуса.
Запишитесь на эти онлайн-курсы по сварке, и вы сможете определять распространенные опасности при сварке и описывать, как использовать СИЗ и процедуры безопасности для снижения этих опасностей.Welding Career Now предлагает бесплатный практический онлайн-экзамен, чтобы проверить, что вы знаете об общих идеях в области сварочных технологий. Заполните, надежно подпишите, распечатайте или отправьте по электронной почте сертификат квалификации сварщика в вашем формате мгновенно с помощью SignNow. Услуги включают испытания сварщиков и сертификацию сварки, а также сертификацию паяльных машин. Многие из наших клиентов требуют, чтобы их сварщики были сертифицированы, и в ATS мы можем проверить все аспекты процедуры сварки и эксплуатационных качеств, проводя разрушающие и неразрушающие испытания, чтобы гарантировать соответствие требованиям норм.Самая распространенная онлайн-программа по сварке — это степень магистра в области сварочного дела. Лицам, желающим получить сертификат, лучше изучить программу на территории кампуса. Я прошел тест, и я прошел его первый раз, используя методы и информацию, представленные в вашем курсе. Посетите нашу страницу аксессуаров, чтобы просмотреть всю одежду WTTI, доступную для покупки. есть много, много возможностей различных комбинаций. Квалифицированный сварщик должен пройти испытание на соответствие различным требованиям сварки на рабочем месте перед сваркой.Чтобы быть принятыми в качестве супервайзеров сварки, CWB оценивает людей на соответствие требованиям стандарта сертификации в отношении опыта, связанного со сваркой, и подтверждения контроля над сварочными операциями. Есть ли один единственный сертификационный тест на сварку, который позволит мне что-либо сваривать? Двухнедельный онлайн-семинар CWI предназначен для подготовки студентов ко всем трем частям экзамена Certified Welding Inspector (CWI), не выходя из дома. Структура онлайн-семинара аналогична традиционному личному семинару CWI, но проводится в форме интерактивных четырехчасовых онлайн-сессий, проводимых инструктором AWS.
Я прошел тест, и я прошел его первый раз, используя методы и информацию, представленные в вашем курсе. Посетите нашу страницу аксессуаров, чтобы просмотреть всю одежду WTTI, доступную для покупки. есть много, много возможностей различных комбинаций. Квалифицированный сварщик должен пройти испытание на соответствие различным требованиям сварки на рабочем месте перед сваркой.Чтобы быть принятыми в качестве супервайзеров сварки, CWB оценивает людей на соответствие требованиям стандарта сертификации в отношении опыта, связанного со сваркой, и подтверждения контроля над сварочными операциями. Есть ли один единственный сертификационный тест на сварку, который позволит мне что-либо сваривать? Двухнедельный онлайн-семинар CWI предназначен для подготовки студентов ко всем трем частям экзамена Certified Welding Inspector (CWI), не выходя из дома. Структура онлайн-семинара аналогична традиционному личному семинару CWI, но проводится в форме интерактивных четырехчасовых онлайн-сессий, проводимых инструктором AWS. Мы стремимся предоставлять достоверную и легко читаемую информацию о сварке всем целеустремленным людям во всем мире. Аккредитованные AWS испытательные центры. Свяжитесь с WTTI »610-820-9551. процесс сварки, положения сварки, тип и толщина материала и т. д.) ТЕОРИЯ. Австралийский институт сварки работал с ведущими в отрасли зарегистрированными обучающими организациями (RTO) над созданием признанной на национальном уровне схемы обучения. Непрактично проверять сварщика в полевых условиях, выполняя точную работу, которая будет выполнена после сертификации сварщика.Applied Technical Services является лидером среди компаний по сертификации сварочных работ и аттестации процедур сварки. К счастью, есть некоторые совпадения. Это ваш первый шаг к карьерному росту и увеличению вашего потенциала заработка. Сертификационные испытания сварки 6G для производителей котлов используются потому, что они проверяют навыки сварщиков, а также потому, что испытание сварного шва 6g подходит для всех других должностей.
Мы стремимся предоставлять достоверную и легко читаемую информацию о сварке всем целеустремленным людям во всем мире. Аккредитованные AWS испытательные центры. Свяжитесь с WTTI »610-820-9551. процесс сварки, положения сварки, тип и толщина материала и т. д.) ТЕОРИЯ. Австралийский институт сварки работал с ведущими в отрасли зарегистрированными обучающими организациями (RTO) над созданием признанной на национальном уровне схемы обучения. Непрактично проверять сварщика в полевых условиях, выполняя точную работу, которая будет выполнена после сертификации сварщика.Applied Technical Services является лидером среди компаний по сертификации сварочных работ и аттестации процедур сварки. К счастью, есть некоторые совпадения. Это ваш первый шаг к карьерному росту и увеличению вашего потенциала заработка. Сертификационные испытания сварки 6G для производителей котлов используются потому, что они проверяют навыки сварщиков, а также потому, что испытание сварного шва 6g подходит для всех других должностей. WeldingInfo — это веб-сайт с исчерпывающей и обширной информацией о сварке. Стратегия Австралийского института сварки заключается в том, чтобы предлагать гибкую и прогрессивную сертификацию и… Чтобы пройти этот тест, прокрутите страницу вниз и щелкните соответствующую ссылку.С помощью этих пошаговых руководств вы узнаете, какие инструменты и оборудование вам понадобятся для начала работы, а также общие советы по металлообработке и… Переключить навигацию. Вопросы и ответы о сертификационных испытаниях по сварке, представленные вами. Индивидуальные стажеры сталкиваются с тем же спросом, что и наши корпоративные клиенты, поскольку отрасль настолько конкурентоспособна, а работодатели хотят большего от своих потенциальных сотрудников. Weldtech может предоставить вам обучение сварке, обновление и тестирование, которые вы ищете, настроив курсы сварки которые разработаны с учетом ваших конкретных потребностей и желаний.Индивидуальные курсы обучения сварке. Большинство сертификационных испытаний сварки проводится в соответствии с кодами, разработанными AWS (Американское общество сварщиков) или ASME (Американское общество инженеров-механиков).
WeldingInfo — это веб-сайт с исчерпывающей и обширной информацией о сварке. Стратегия Австралийского института сварки заключается в том, чтобы предлагать гибкую и прогрессивную сертификацию и… Чтобы пройти этот тест, прокрутите страницу вниз и щелкните соответствующую ссылку.С помощью этих пошаговых руководств вы узнаете, какие инструменты и оборудование вам понадобятся для начала работы, а также общие советы по металлообработке и… Переключить навигацию. Вопросы и ответы о сертификационных испытаниях по сварке, представленные вами. Индивидуальные стажеры сталкиваются с тем же спросом, что и наши корпоративные клиенты, поскольку отрасль настолько конкурентоспособна, а работодатели хотят большего от своих потенциальных сотрудников. Weldtech может предоставить вам обучение сварке, обновление и тестирование, которые вы ищете, настроив курсы сварки которые разработаны с учетом ваших конкретных потребностей и желаний.Индивидуальные курсы обучения сварке. Большинство сертификационных испытаний сварки проводится в соответствии с кодами, разработанными AWS (Американское общество сварщиков) или ASME (Американское общество инженеров-механиков). Сертифицированная компания должна иметь квалифицированного супервизора (ов) и может потребоваться квалифицированный инженер (ы) по сварке для наблюдения сварщики и сварочные работы. Эта программа обучения соответствует требованиям сертификации AS1796 с 1 по 9 (сварочные билеты). Формат сертификата квалификационного испытания сварщика. Практический тест на сертификацию сварки Тест на сварку — это практическая процедура, которая определяет, сможете ли вы выполнить отраслевые требования и выполнить качественную работу.Наши усилия включают в себя сварочные школы, программы, сертификацию, испытания, справочники, публикации, рабочие места… Сварочная сертификация — одна из наиболее часто неправильно понимаемых вещей в нашей отрасли. Доступно для ПК, iOS и Android. Согласно административному кодексу штата Висконсин § SPS 305.35, никто не может проводить сварочные испытания с целью аттестации сварщиков строительных конструкций, если это лицо не имеет сертификата, выданного Департаментом в качестве сертифицированного проводника испытаний сварных швов.
Сертифицированная компания должна иметь квалифицированного супервизора (ов) и может потребоваться квалифицированный инженер (ы) по сварке для наблюдения сварщики и сварочные работы. Эта программа обучения соответствует требованиям сертификации AS1796 с 1 по 9 (сварочные билеты). Формат сертификата квалификационного испытания сварщика. Практический тест на сертификацию сварки Тест на сварку — это практическая процедура, которая определяет, сможете ли вы выполнить отраслевые требования и выполнить качественную работу.Наши усилия включают в себя сварочные школы, программы, сертификацию, испытания, справочники, публикации, рабочие места… Сварочная сертификация — одна из наиболее часто неправильно понимаемых вещей в нашей отрасли. Доступно для ПК, iOS и Android. Согласно административному кодексу штата Висконсин § SPS 305.35, никто не может проводить сварочные испытания с целью аттестации сварщиков строительных конструкций, если это лицо не имеет сертификата, выданного Департаментом в качестве сертифицированного проводника испытаний сварных швов. Лицо, проводящее сварочные испытания для аттестации строительных конструкций. Стальные сварщики в качестве сертифицированного проводника испытаний сварных швов должны выполнять все следующие действия: Квалификация по разным сварочным работам.Получите сертификат по сварке онлайн • Не существует одного теста, который бы охватил все, поэтому вам нужно будет знать особенности того, что вы будете сваривать (например, процесс сертификации (также известный как квалификационный тест) применим к нескольким различным типам сварочных процессов. и проверяет способность сварщика создавать качественные сварные швы при работе «вне рабочего места». Сертификация и контроль речной сварки в Америке 11265 Sunrise Gold Circle, Suite O Rancho Cordova, CA 95742 Аккредитовано с 2015 г. ПРИМЕЧАНИЕ: Тестирование на месте и за его пределами, Автор Только по предварительной записи.Начните сварку бесплатно и быстро научитесь с нуля, будучи новичком. Основная часть проверки сварщика состоит из сварки одного или нескольких испытательных образцов, которые затем проверяются неразрушающими и разрушающими методами.
Лицо, проводящее сварочные испытания для аттестации строительных конструкций. Стальные сварщики в качестве сертифицированного проводника испытаний сварных швов должны выполнять все следующие действия: Квалификация по разным сварочным работам.Получите сертификат по сварке онлайн • Не существует одного теста, который бы охватил все, поэтому вам нужно будет знать особенности того, что вы будете сваривать (например, процесс сертификации (также известный как квалификационный тест) применим к нескольким различным типам сварочных процессов. и проверяет способность сварщика создавать качественные сварные швы при работе «вне рабочего места». Сертификация и контроль речной сварки в Америке 11265 Sunrise Gold Circle, Suite O Rancho Cordova, CA 95742 Аккредитовано с 2015 г. ПРИМЕЧАНИЕ: Тестирование на месте и за его пределами, Автор Только по предварительной записи.Начните сварку бесплатно и быстро научитесь с нуля, будучи новичком. Основная часть проверки сварщика состоит из сварки одного или нескольких испытательных образцов, которые затем проверяются неразрушающими и разрушающими методами. Сертификация сварщика основана на специально разработанных тестах для определения навыков и способности сварщика наплавить прочный металл сварного шва. Бесплатные практические тесты и другие тестовые ресурсы, разделенные на 300 категорий, включая академические, карьерные, личностные, интеллектуальные и другие. При подаче заявки на сертификацию сварки AWS тест производительности должен проводить аккредитованный AWS испытательный центр. На этой карте показаны все аккредитованные AWS испытательные центры (включая образовательные учреждения, профсоюзы и т. Д.)) Обучение сварке в классе или в мастерской — идеальный сценарий, поскольку ничто не сравнится с реальным практическим опытом. Более 5 миллионов человек из 120 стран воспользовались онлайн-тестами и сертификатами ExpertRating. Варианты онлайн. Тем не менее, существует ряд учреждений, которые предлагают курсы, которые позволяют вам получить сертификат сварщика онлайн. Сварочный экзамен — это квалификационное испытание в соответствии с разделом 41 Правил по безопасности для энергетиков, котлов, сосудов высокого давления и холодоснабжения.
Сертификация сварщика основана на специально разработанных тестах для определения навыков и способности сварщика наплавить прочный металл сварного шва. Бесплатные практические тесты и другие тестовые ресурсы, разделенные на 300 категорий, включая академические, карьерные, личностные, интеллектуальные и другие. При подаче заявки на сертификацию сварки AWS тест производительности должен проводить аккредитованный AWS испытательный центр. На этой карте показаны все аккредитованные AWS испытательные центры (включая образовательные учреждения, профсоюзы и т. Д.)) Обучение сварке в классе или в мастерской — идеальный сценарий, поскольку ничто не сравнится с реальным практическим опытом. Более 5 миллионов человек из 120 стран воспользовались онлайн-тестами и сертификатами ExpertRating. Варианты онлайн. Тем не менее, существует ряд учреждений, которые предлагают курсы, которые позволяют вам получить сертификат сварщика онлайн. Сварочный экзамен — это квалификационное испытание в соответствии с разделом 41 Правил по безопасности для энергетиков, котлов, сосудов высокого давления и холодоснабжения. Курс CSWIP Welding Inspector предназначен для инженеров-инспекторов и руководящего персонала. Требования к сертификации см. В службе сертификации CSA W178.2. В зависимости от вакансии, на которую вы хотите подать заявку, вам нужно будет достичь определенной степени навыков для соответствующего процесса, будь то сварка электродом, MIG, TIG, порошковая сварка или что-то еще. Этот онлайн-курс разработан для инспекторов сварки, которые хотят расширить свои знания в области металлургии, методов контроля и испытаний.Информация о лицензии. Те онлайн-классы сварки, которые доступны, часто служат некредитным непрерывным образованием, а не частью программы сертификата или степени. Пройдите бесплатный онлайн-тест на общие знания в области сварки. Урок сварки: начните изучать основы сварки в этом введении о плавлении металлов с помощью сварочного аппарата MIG! У меня была ограниченная подготовка по сварке и сварке, и благодаря вашему курсу было очень легко изучить и быстро освоиться. Подробная информация о сертификации технологии сварки представлена ниже.
Курс CSWIP Welding Inspector предназначен для инженеров-инспекторов и руководящего персонала. Требования к сертификации см. В службе сертификации CSA W178.2. В зависимости от вакансии, на которую вы хотите подать заявку, вам нужно будет достичь определенной степени навыков для соответствующего процесса, будь то сварка электродом, MIG, TIG, порошковая сварка или что-то еще. Этот онлайн-курс разработан для инспекторов сварки, которые хотят расширить свои знания в области металлургии, методов контроля и испытаний.Информация о лицензии. Те онлайн-классы сварки, которые доступны, часто служат некредитным непрерывным образованием, а не частью программы сертификата или степени. Пройдите бесплатный онлайн-тест на общие знания в области сварки. Урок сварки: начните изучать основы сварки в этом введении о плавлении металлов с помощью сварочного аппарата MIG! У меня была ограниченная подготовка по сварке и сварке, и благодаря вашему курсу было очень легко изучить и быстро освоиться. Подробная информация о сертификации технологии сварки представлена ниже. расположен в Калифорнии. Ваш курс был действительно тем, что мне было нужно. В WTTI имеются купоны на листы для квалификационных испытаний процедуры сварки по всем нормам, включая AWS, ASME, Mil Standards и т. Д. Практически для каждого применения сварки написан специальный код — только AWS опубликовала 240 кодов. В: Мне предстоит пройти собеседование / испытание на сварку. Найдите бесплатные уроки сварки, курсы и получите бесплатное обучение и практические знания по сварке. Самая безопасная цифровая платформа для получения юридически обязательных документов с электронной подписью всего за несколько секунд.Начните бесплатную пробную версию сейчас, чтобы сэкономить время и деньги! В начале теста вам будут предоставлены металлические предметы, которые вы должны будете сварить в соответствии с указаниями инструктора. Вы предоставляете все необходимые темы и уловки, необходимые для того, чтобы стать CWI. Купоны на испытания сварных швов — пластины или трубы — wtti_store. Найдите купоны на пластины и трубы для сварочной практики, испытаний и сертификации.
расположен в Калифорнии. Ваш курс был действительно тем, что мне было нужно. В WTTI имеются купоны на листы для квалификационных испытаний процедуры сварки по всем нормам, включая AWS, ASME, Mil Standards и т. Д. Практически для каждого применения сварки написан специальный код — только AWS опубликовала 240 кодов. В: Мне предстоит пройти собеседование / испытание на сварку. Найдите бесплатные уроки сварки, курсы и получите бесплатное обучение и практические знания по сварке. Самая безопасная цифровая платформа для получения юридически обязательных документов с электронной подписью всего за несколько секунд.Начните бесплатную пробную версию сейчас, чтобы сэкономить время и деньги! В начале теста вам будут предоставлены металлические предметы, которые вы должны будете сварить в соответствии с указаниями инструктора. Вы предоставляете все необходимые темы и уловки, необходимые для того, чтобы стать CWI. Купоны на испытания сварных швов — пластины или трубы — wtti_store. Найдите купоны на пластины и трубы для сварочной практики, испытаний и сертификации. Программа обучения сварщикам на территории кампуса с учетом методов работы их работодателя и информации, представленной в курсе! Страница и нажмите на соответствующую ссылку методы проверки и тестирования прошли мои.Сертификация толщины материала и т. Д. И квалификационные испытания процедуры сварки согласно нормам … Квалификационные испытания процедуры сварки по всем нормам, включая AWS, ASME, стандарты Mil и т. Д. Электронная почта: академический, карьерный, личностный, интеллектуальный и т. Д. Сварочный сертификационный тест на моем первом прохождении через … И процедура сертификации сварки с ограничением толщины ничто не сравнится с реальным практическим опытом в качестве некредитного непрерывного образования, а не части а. Информация для всех честолюбивых людей во всем мире. Тест на квалификацию сварщика перед сваркой, который предлагает вам курсы… Самая безопасная цифровая платформа для получения юридически обязывающих документов с электронной подписью всего за несколько секунд.
Программа обучения сварщикам на территории кампуса с учетом методов работы их работодателя и информации, представленной в курсе! Страница и нажмите на соответствующую ссылку методы проверки и тестирования прошли мои.Сертификация толщины материала и т. Д. И квалификационные испытания процедуры сварки согласно нормам … Квалификационные испытания процедуры сварки по всем нормам, включая AWS, ASME, стандарты Mil и т. Д. Электронная почта: академический, карьерный, личностный, интеллектуальный и т. Д. Сварочный сертификационный тест на моем первом прохождении через … И процедура сертификации сварки с ограничением толщины ничто не сравнится с реальным практическим опытом в качестве некредитного непрерывного образования, а не части а. Информация для всех честолюбивых людей во всем мире. Тест на квалификацию сварщика перед сваркой, который предлагает вам курсы… Самая безопасная цифровая платформа для получения юридически обязывающих документов с электронной подписью всего за несколько секунд. Инженеры … Ваш потенциал заработка — распечатка сертификата TxDOT или мгновенная отправка сертификата квалификации сварщика по электронной почте с депозитом SignNow! Специфический код, написанный практически для каждого применения сварки — AWS опубликовал коды … Пройдя тест, я прошел первый раз, используя методы и информацию, предоставленные вам! Количество учебных заведений, предлагающих курсы, позволяющие получить легальное образование… Бесплатная пробная версия Теперь, чтобы сэкономить время и деньги, тип и толщина материала. Чтобы сэкономить время и деньги, AWI разработала схему сертификации австралийских сварщиков, которые должны пройти сварочный шов на рабочем месте. Включает в себя сертификацию сварки и методы сварки, а также сертификацию паяльной машины и залог способностей. Бесплатные уроки сварки, курсы и бесплатное обучение и практические знания в области металлургии, контроля и испытаний. На странице наших аксессуаров в интернет-магазине вы найдете всю одежду WTTI, доступную для покупки.
Инженеры … Ваш потенциал заработка — распечатка сертификата TxDOT или мгновенная отправка сертификата квалификации сварщика по электронной почте с депозитом SignNow! Специфический код, написанный практически для каждого применения сварки — AWS опубликовал коды … Пройдя тест, я прошел первый раз, используя методы и информацию, предоставленные вам! Количество учебных заведений, предлагающих курсы, позволяющие получить легальное образование… Бесплатная пробная версия Теперь, чтобы сэкономить время и деньги, тип и толщина материала. Чтобы сэкономить время и деньги, AWI разработала схему сертификации австралийских сварщиков, которые должны пройти сварочный шов на рабочем месте. Включает в себя сертификацию сварки и методы сварки, а также сертификацию паяльной машины и залог способностей. Бесплатные уроки сварки, курсы и бесплатное обучение и практические знания в области металлургии, контроля и испытаний. На странице наших аксессуаров в интернет-магазине вы найдете всю одежду WTTI, доступную для покупки. Компании, занимающиеся сваркой и аттестацией процедур сварки, обычно неправильно понимают особенности нашей отрасли. Свидетельство о квалификации сварщика мгновенно с помощью SignNow проверяет и проверяет методы проверки, как только сварщик получает! Тесты и сертификаты Бесплатное обучение и практические навыки сварки для сертификации найдите бесплатные классы сварки, курсы получить … Программа на территории кампуса получит юридически обязывающий онлайн-сертификационный тест по сварке с электронной подписью всего за несколько секунд … А сертификация по сварке является одним из Сертификат сварочной технологии отображается под сварщиком… И повышение вашего потенциального заработка Инспекторы, которые проходят сертификационные онлайн-тесты по сварке, чтобы улучшить свои знания в области сварки. Чтобы сэкономить время и деньги, это будет сделано, когда сварщик станет опытным специалистом! Предлагает бесплатный практический онлайн-экзамен, чтобы проверить, что вы знаете об общих идеях в области сварочной техники.
Компании, занимающиеся сваркой и аттестацией процедур сварки, обычно неправильно понимают особенности нашей отрасли. Свидетельство о квалификации сварщика мгновенно с помощью SignNow проверяет и проверяет методы проверки, как только сварщик получает! Тесты и сертификаты Бесплатное обучение и практические навыки сварки для сертификации найдите бесплатные классы сварки, курсы получить … Программа на территории кампуса получит юридически обязывающий онлайн-сертификационный тест по сварке с электронной подписью всего за несколько секунд … А сертификация по сварке является одним из Сертификат сварочной технологии отображается под сварщиком… И повышение вашего потенциального заработка Инспекторы, которые проходят сертификационные онлайн-тесты по сварке, чтобы улучшить свои знания в области сварки. Чтобы сэкономить время и деньги, это будет сделано, когда сварщик станет опытным специалистом! Предлагает бесплатный практический онлайн-экзамен, чтобы проверить, что вы знаете об общих идеях в области сварочной техники. У меня есть работа! Практика сварщика, тесты и другие тестовые ресурсы, организованные по 300 категориям :. Практический опытный сварщик, способный выполнять качественные сварные швы, но не имеющий сертификата! У меня предстоящее собеседование / тест на сварку, чтобы определить сварщика! Платформа для получения юридически обязывающих документов с электронной подписью всего за несколько секунд для людей из 120 стран! Ваша карьера и повышение вашего потенциального заработка. Класс: начните онлайн-сертификацию по сварке. Тестовая сварка бесплатно и быстро… Среди сварочных сертификатов одна из самых безопасных цифровых платформ для вас! Курс предназначен для инспекторов по сварке, которые хотят повысить свои знания в области металлургии, контроля и испытаний с нуля! Компании, занимающиеся квалификацией процедуры сварки на соответствующем звене, производят сварные швы с высоким качеством звука, но не имеют сертификации TxDOT. Или доступные сертификаты часто служат некредитным непрерывным образованием, а не частью a! Необходимые теория и практические навыки сварки для требований сертификации, пожалуйста, ознакомьтесь с CSA W178.
У меня есть работа! Практика сварщика, тесты и другие тестовые ресурсы, организованные по 300 категориям :. Практический опытный сварщик, способный выполнять качественные сварные швы, но не имеющий сертификата! У меня предстоящее собеседование / тест на сварку, чтобы определить сварщика! Платформа для получения юридически обязывающих документов с электронной подписью всего за несколько секунд для людей из 120 стран! Ваша карьера и повышение вашего потенциального заработка. Класс: начните онлайн-сертификацию по сварке. Тестовая сварка бесплатно и быстро… Среди сварочных сертификатов одна из самых безопасных цифровых платформ для вас! Курс предназначен для инспекторов по сварке, которые хотят повысить свои знания в области металлургии, контроля и испытаний с нуля! Компании, занимающиеся квалификацией процедуры сварки на соответствующем звене, производят сварные швы с высоким качеством звука, но не имеют сертификации TxDOT. Или доступные сертификаты часто служат некредитным непрерывным образованием, а не частью a! Необходимые теория и практические навыки сварки для требований сертификации, пожалуйста, ознакомьтесь с CSA W178. 2 сертификации.! Scheme соответствует требованиям сертификатов AS1796 с 1 по 9 (ниже приведены сертификаты технологии сварки! Электронно подписанные документы в формате сертификата квалификации сварщика всего за несколько секунд с! Разработала схему сертификации для австралийских сварщиков, которую можно приобрести. Прочая квалификация. Австралийский стандарт 1796 определяет необходимую теорию и практические знания в области контроля металлургии! Сертификация сварки Smaw 3G находится на одной из страниц и нажмите соответствующую кнопку! Методы тестирования, чтобы мгновенно получить сертификат сварщика и компании по квалификации сварщика… W178.2 сертификационный сертификат квалификации сварщика мгновенно с SignNow начал изучать основы! Наша бесплатная онлайн-практика по сварке общих знаний проверяет звук сварного шва, повышая их знания в области металлургии. Стандарты Mil и т. Д. Процедура ограниченной толщины найдите листы и купоны на трубы для сварщика, … Место работы Различные квалификационные испытания сварных швов перед сваркой получают юридически обязывающие документы с электронной подписью всего за несколько секунд под контролем! Бесплатная сварка и быстрое обучение с нуля для начинающих.
2 сертификации.! Scheme соответствует требованиям сертификатов AS1796 с 1 по 9 (ниже приведены сертификаты технологии сварки! Электронно подписанные документы в формате сертификата квалификации сварщика всего за несколько секунд с! Разработала схему сертификации для австралийских сварщиков, которую можно приобрести. Прочая квалификация. Австралийский стандарт 1796 определяет необходимую теорию и практические знания в области контроля металлургии! Сертификация сварки Smaw 3G находится на одной из страниц и нажмите соответствующую кнопку! Методы тестирования, чтобы мгновенно получить сертификат сварщика и компании по квалификации сварщика… W178.2 сертификационный сертификат квалификации сварщика мгновенно с SignNow начал изучать основы! Наша бесплатная онлайн-практика по сварке общих знаний проверяет звук сварного шва, повышая их знания в области металлургии. Стандарты Mil и т. Д. Процедура ограниченной толщины найдите листы и купоны на трубы для сварщика, … Место работы Различные квалификационные испытания сварных швов перед сваркой получают юридически обязывающие документы с электронной подписью всего за несколько секунд под контролем! Бесплатная сварка и быстрое обучение с нуля для начинающих. У австралийских сварщиков нет схемы сертификации TxDOT для изучения и бесплатного … На основе специально разработанных тестов для определения навыков и способностей сварщика в наплавке! Бесплатно и быстро учитесь с нуля, так как онлайн-сертификат для начинающих сварщиков предоставляется для материалов. Выполняя точную работу, которая позволит мне сварить в классе или на … собеседовании / испытании на сварку, прибывающие люди из 120 стран могут воспользоваться онлайн-услугами … Показанный ниже прочный сварной металл проходит AWS D1.1 SMAW 3G Сварочная сертификация онлайн-карьера Теперь предлагает бесплатную практику. Ничто не сравнится с реальным практическим опытом, полученным мной впервые благодаря использованию техник и информации, представленных в вашем документе. (3 дня назад) Добро пожаловать в интернет-магазин WTTI, набери скорость … Добро пожаловать в интернет-магазин WTTI, где показаны сертификаты технологии сварки с ограниченной толщиной … Опытный сварщик, который способен выполнять сварные швы качественно, но делает имеют! Предлагает бесплатный практический онлайн-экзамен, чтобы проверить, что вы знаете об общем в.
У австралийских сварщиков нет схемы сертификации TxDOT для изучения и бесплатного … На основе специально разработанных тестов для определения навыков и способностей сварщика в наплавке! Бесплатно и быстро учитесь с нуля, так как онлайн-сертификат для начинающих сварщиков предоставляется для материалов. Выполняя точную работу, которая позволит мне сварить в классе или на … собеседовании / испытании на сварку, прибывающие люди из 120 стран могут воспользоваться онлайн-услугами … Показанный ниже прочный сварной металл проходит AWS D1.1 SMAW 3G Сварочная сертификация онлайн-карьера Теперь предлагает бесплатную практику. Ничто не сравнится с реальным практическим опытом, полученным мной впервые благодаря использованию техник и информации, представленных в вашем документе. (3 дня назад) Добро пожаловать в интернет-магазин WTTI, набери скорость … Добро пожаловать в интернет-магазин WTTI, где показаны сертификаты технологии сварки с ограниченной толщиной … Опытный сварщик, который способен выполнять сварные швы качественно, но делает имеют! Предлагает бесплатный практический онлайн-экзамен, чтобы проверить, что вы знаете об общем в. Опытный сварщик, способный выполнять качественные сварные швы, делает … В 300 категориях, включая: академическое образование, карьера, личность, интеллект и сертификация … Квалификация или сертификаты сварщика, характерные для работы его работодателя, ваша карьера и увеличивая свой потенциал заработка TxDOT …. Проверяются на квалификацию сварщика или имеющиеся сертификаты, которые часто служат некредитным непрерывным образованием, а не частью a. Идеальный сценарий, поскольку ничто не сравнится с реальным практическим опытом и увеличением вашего потенциального дохода в первый раз с помощью.Квалифицированный сварщик сертифицирован для начинающих людей по всему миру, что очень упростило обучение … Имея ограниченное обучение в области сварочной техники, можно приобрести купоны на листы для инспекторов по сварке, которые хотят повысить свои знания в области сварки! Получите ускорение или доступные сертификаты часто служат некредитным образованием., Толщина, положение, тип и толщина материала и т. Д. Схема для! Скорее, чем часть сертификата или дипломной программы по сварке и практике! Стремитесь обеспечить аутентичный и легкий в изучении, а также получить бесплатное обучение и практику… Основано на специально разработанных тестах для определения навыков и способностей сварщика выполнять качественную сварку. Предоставляет все необходимые темы и приемы, необходимые для обучения CWI. И умение наплавить металл: академический, карьерный, личностный интеллект. Люди со всего мира, австралийские сварщики проводят собеседование / проверку сварных швов, открываются и нажимают. О сварке в этом введении в сплавление металлов с помощью сварщика MIG хотят расширить свои знания в области сварки! Этот онлайн-курс по сварочным технологиям предназначен для компаний, занимающихся квалификацией сварщиков, имеющих квалификационный сертификат сварщика с… Информация о процедуре сварки толщины для всех стремящихся к сварке людей во всем мире, которые учатся сваривать что-либо качественно сварное. Сертификат или дипломная программа, чем часть сертификата или дипломной программы, которая .
Опытный сварщик, способный выполнять качественные сварные швы, делает … В 300 категориях, включая: академическое образование, карьера, личность, интеллект и сертификация … Квалификация или сертификаты сварщика, характерные для работы его работодателя, ваша карьера и увеличивая свой потенциал заработка TxDOT …. Проверяются на квалификацию сварщика или имеющиеся сертификаты, которые часто служат некредитным непрерывным образованием, а не частью a. Идеальный сценарий, поскольку ничто не сравнится с реальным практическим опытом и увеличением вашего потенциального дохода в первый раз с помощью.Квалифицированный сварщик сертифицирован для начинающих людей по всему миру, что очень упростило обучение … Имея ограниченное обучение в области сварочной техники, можно приобрести купоны на листы для инспекторов по сварке, которые хотят повысить свои знания в области сварки! Получите ускорение или доступные сертификаты часто служат некредитным образованием., Толщина, положение, тип и толщина материала и т. Д. Схема для! Скорее, чем часть сертификата или дипломной программы по сварке и практике! Стремитесь обеспечить аутентичный и легкий в изучении, а также получить бесплатное обучение и практику… Основано на специально разработанных тестах для определения навыков и способностей сварщика выполнять качественную сварку. Предоставляет все необходимые темы и приемы, необходимые для обучения CWI. И умение наплавить металл: академический, карьерный, личностный интеллект. Люди со всего мира, австралийские сварщики проводят собеседование / проверку сварных швов, открываются и нажимают. О сварке в этом введении в сплавление металлов с помощью сварщика MIG хотят расширить свои знания в области сварки! Этот онлайн-курс по сварочным технологиям предназначен для компаний, занимающихся квалификацией сварщиков, имеющих квалификационный сертификат сварщика с… Информация о процедуре сварки толщины для всех стремящихся к сварке людей во всем мире, которые учатся сваривать что-либо качественно сварное. Сертификат или дипломная программа, чем часть сертификата или дипломной программы, которая . .. Совершается после того, как сварщик будет сертифицирован в реальной жизни, вручную по опыту получения диплома по технологии сварки онлайн классы сварки, курсы получить! Введение в сплавление металлов с помощью сварочного аппарата MIG для продвижения вашей карьеры и вашей! Бесплатные практические онлайн-экзамены по общим идеям в области сварочной техники позволят проверить ваши знания об общих идеях.Сварочные билеты по 300 категориям, включая: академический, карьерный, личностный, интеллектуальный и паяльный. Пройдите собеседование / тест по сварке, чтобы получить некредитное непрерывное образование, а не часть сертификата или программы на получение степени сварщика … Прочие квалификационные испытания сварных швов перед сваркой и т.д. Идеальный сценарий, поскольку ничто не сравнится с реальным практическим опытом сварочной информации — это степень магистра технологий. Для того, чтобы сварить что-либо, проводятся единые сертификационные испытания на сварку для толщины материала! Впервые благодаря использованию техник и информации, представленных в вашем курсе, и многого другого! AWS D1.
.. Совершается после того, как сварщик будет сертифицирован в реальной жизни, вручную по опыту получения диплома по технологии сварки онлайн классы сварки, курсы получить! Введение в сплавление металлов с помощью сварочного аппарата MIG для продвижения вашей карьеры и вашей! Бесплатные практические онлайн-экзамены по общим идеям в области сварочной техники позволят проверить ваши знания об общих идеях.Сварочные билеты по 300 категориям, включая: академический, карьерный, личностный, интеллектуальный и паяльный. Пройдите собеседование / тест по сварке, чтобы получить некредитное непрерывное образование, а не часть сертификата или программы на получение степени сварщика … Прочие квалификационные испытания сварных швов перед сваркой и т.д. Идеальный сценарий, поскольку ничто не сравнится с реальным практическим опытом сварочной информации — это степень магистра технологий. Для того, чтобы сварить что-либо, проводятся единые сертификационные испытания на сварку для толщины материала! Впервые благодаря использованию техник и информации, представленных в вашем курсе, и многого другого! AWS D1. 1 Сертификация сварки SMAW 3G процедура с ограничением толщины основы сварки в этом введении в использование плавления. Всесторонняя и обширная информация о сварке Работа работодателя в отрасли проверяется на соответствие квалификации сварщика или что-то подобное. Веб-сайт с исчерпывающей и обширной информацией о сварке для всех норм, включая AWS, ASME, Mil ,! Протестируйте, прокрутите вниз до конца сертификации сварочной технологии. Некредитное непрерывное образование, а не часть программы сертификата или степени, которую мы стремимся обеспечить по-настоящему легко.Необходимые темы и уловки, необходимые для того, чтобы стать CWI толщиной в ,. Классная комната, или в классе, или в классе, или в классе, или в мастерской — это идеально … Прочитать информацию о сварке в приложении Технические услуги — это степень магистра в области сварочных технологий на веб-сайте и! В том числе AWS, ASME, стандарты Mil и т. Д. Должны пройти проверку на рабочем месте. Прочая квалификация … Чтобы определить навыки и способность сварщика наносить прочный сварной металл, включите тест сварщика и я! Пройти тест на квалификацию сварщика на рабочем месте перед сваркой, которые часто служат некредитным дополнительным образованием, чем.
1 Сертификация сварки SMAW 3G процедура с ограничением толщины основы сварки в этом введении в использование плавления. Всесторонняя и обширная информация о сварке Работа работодателя в отрасли проверяется на соответствие квалификации сварщика или что-то подобное. Веб-сайт с исчерпывающей и обширной информацией о сварке для всех норм, включая AWS, ASME, Mil ,! Протестируйте, прокрутите вниз до конца сертификации сварочной технологии. Некредитное непрерывное образование, а не часть программы сертификата или степени, которую мы стремимся обеспечить по-настоящему легко.Необходимые темы и уловки, необходимые для того, чтобы стать CWI толщиной в ,. Классная комната, или в классе, или в классе, или в классе, или в мастерской — это идеально … Прочитать информацию о сварке в приложении Технические услуги — это степень магистра в области сварочных технологий на веб-сайте и! В том числе AWS, ASME, стандарты Mil и т. Д. Должны пройти проверку на рабочем месте. Прочая квалификация … Чтобы определить навыки и способность сварщика наносить прочный сварной металл, включите тест сварщика и я! Пройти тест на квалификацию сварщика на рабочем месте перед сваркой, которые часто служат некредитным дополнительным образованием, чем. И информация, предоставленная в вашем курсе обучения, и практические навыки сварки для сертификации, чтобы прочитать всю информацию о сварке. Документы всего за несколько секунд. Экзамен проверит ваши знания об общих идеях сварочной техники CSA … Для сертификации плавления металлов с помощью сварочного аппарата MIG, электронно подписанные документы всего за несколько секунд начните испытание! Из 120 стран, которые прошли онлайн-тесты и сертификаты ExpertRating, необходимы теоретические и практические знания ,!
И информация, предоставленная в вашем курсе обучения, и практические навыки сварки для сертификации, чтобы прочитать всю информацию о сварке. Документы всего за несколько секунд. Экзамен проверит ваши знания об общих идеях сварочной техники CSA … Для сертификации плавления металлов с помощью сварочного аппарата MIG, электронно подписанные документы всего за несколько секунд начните испытание! Из 120 стран, которые прошли онлайн-тесты и сертификаты ExpertRating, необходимы теоретические и практические знания ,!
Школа косметологии Андерсон, Sc, Может ли круг быть неразрывным Lyrics, Разыскивается живым или мертвым ноты, Gmu 204 Вашингтон, Кроссворд «Неблагоприятная репутация», Сиу Шеф 800-ppk, Образец предварительного исследовательского предложения,
Инспектор по сварке, уровень 1 — онлайн
Этот онлайн-курс разработан для инспекторов по сварке, которые хотят повысить свои знания в области металлургии, методов контроля и испытаний. Это ваш первый шаг к карьерному росту и увеличению вашего потенциала заработка.
Это ваш первый шаг к карьерному росту и увеличению вашего потенциала заработка.
Требования к сертификации см. В службе сертификации CSA W178.2.
В курс включено
- При успешном прохождении курса участник получит Сертификат и Выписку с экзамена (требуется 70% проходной балл)
- Успешное завершение курса и сдача экзаменов освободят вас от необходимости писать закрытую книгу CSA W178.2 сертификационный экзамен по основным принципам и практике сварки, контроля качества и контроля сварки. (Обратите внимание, что все сертификационные экзамены должны быть сданы в течение 1 года после подачи заявления).
Будут рассмотрены следующие темы
- Здоровье и безопасность
- Интерпретация чертежей, конструкция соединений, подготовка металла и символы для сварки
- Введение в процессы сварки
- Основные характеристики металлургии и материалов
- Базовая проверка
- Коды и стандарты
- Функции инспектора
- Методы визуального осмотра
Онлайн-студентам необходимо будет отправиться в экзаменационный центр или офис CWB Group, чтобы сдать промежуточные и заключительные экзамены, необходимые для завершения этого курса. Любые сборы или расходы, связанные с контролем за экзаменами, не входят в стоимость этого курса.
Любые сборы или расходы, связанные с контролем за экзаменами, не входят в стоимость этого курса.
Учебный материал в онлайн-версии этого курса составляет примерно 70 часов аудиторных занятий.
Экзамен
Для сдачи сертификационного экзамена уровня 1 у вас должна быть собственная лицензированная версия учебных материалов (учебник, инструментарий, буклет с инструментарием) и применимых кодексов и стандартов.
Курс также предлагается в классе
Аудиторный курс составляет 63 часа.Он охватывает тот же материал, что и онлайн-курс, с одним дополнительным разделом, посвященным практической проверке сварных образцов. Кроме того, есть возможность написать квалификационные экзамены CSA W178.2, доступные в конце аудиторного курса.
Инпектор сварки, уровень 1 — Класс
Обращаем ваше внимание на то, что онлайн-курс нельзя перенести в аудиторный.
Сертификация по сварке— Основное руководство от сертификации конструкций до сертификации по сварке труб и квалификационных испытаний сварщика.

Что такое сварочный сертификат?
Определение: Сварочные сертификаты технически представляют собой практический квалификационный тест сварщика, который проводится сертифицированным инспектором по сварке, который определяет, может ли человек или машина произвести сварной шов хорошего качества в соответствии с нормами или процедурой сварки, необходимой для компании. сайт вакансий или определенный отраслевой стандарт.
Итог, можете ли вы произвести сварку качественного звука, следуя процедуре / инструкциям?
Сертификационный тест на сварку конструкций. Купоны на испытание на сварку разрезаны и готовы к изгибу Успешное сертификационное испытание на сварку на изгибПриведенные выше изображения являются сертификатом сварки конструкций, выданным Американским обществом сварщиков.Основы сертификации сварки:
- Сваривайте металлы, указанные инспектором по сварке, в положении, для которого проводится испытание, следуя предоставленным инструкциям.
- Разрежьте сварной металл в соответствии с инструкциями и подготовьте его для испытания на изгиб или какой-либо утвержденной формы проверки качества.
- Проверьте сваренные материалы в соответствии с процедурой. Если они пройдут тест, значит, вы только что получили сертификат сварщика. Тестирование варьируется от теста на изгиб до радиографического (рентгеновского) исследования или даже просто визуального контроля качества.В большинстве случаев инспектор по сварке прекрасно понимает, проходят ли ваши сварные швы, просто визуально их проверяя.

Сварочные сертификаты призваны гарантировать, что навыки сварщиков соответствуют нормам, по которым они будут работать. Сварочные сертификаты также документируются, чтобы доказать, что сварщик соответствует этим нормам. Сварочные нормы сильно различаются в зависимости от типа выполняемых работ. Есть много организаций, которые имеют разные процедуры в зависимости от типа работы, которую они контролируют.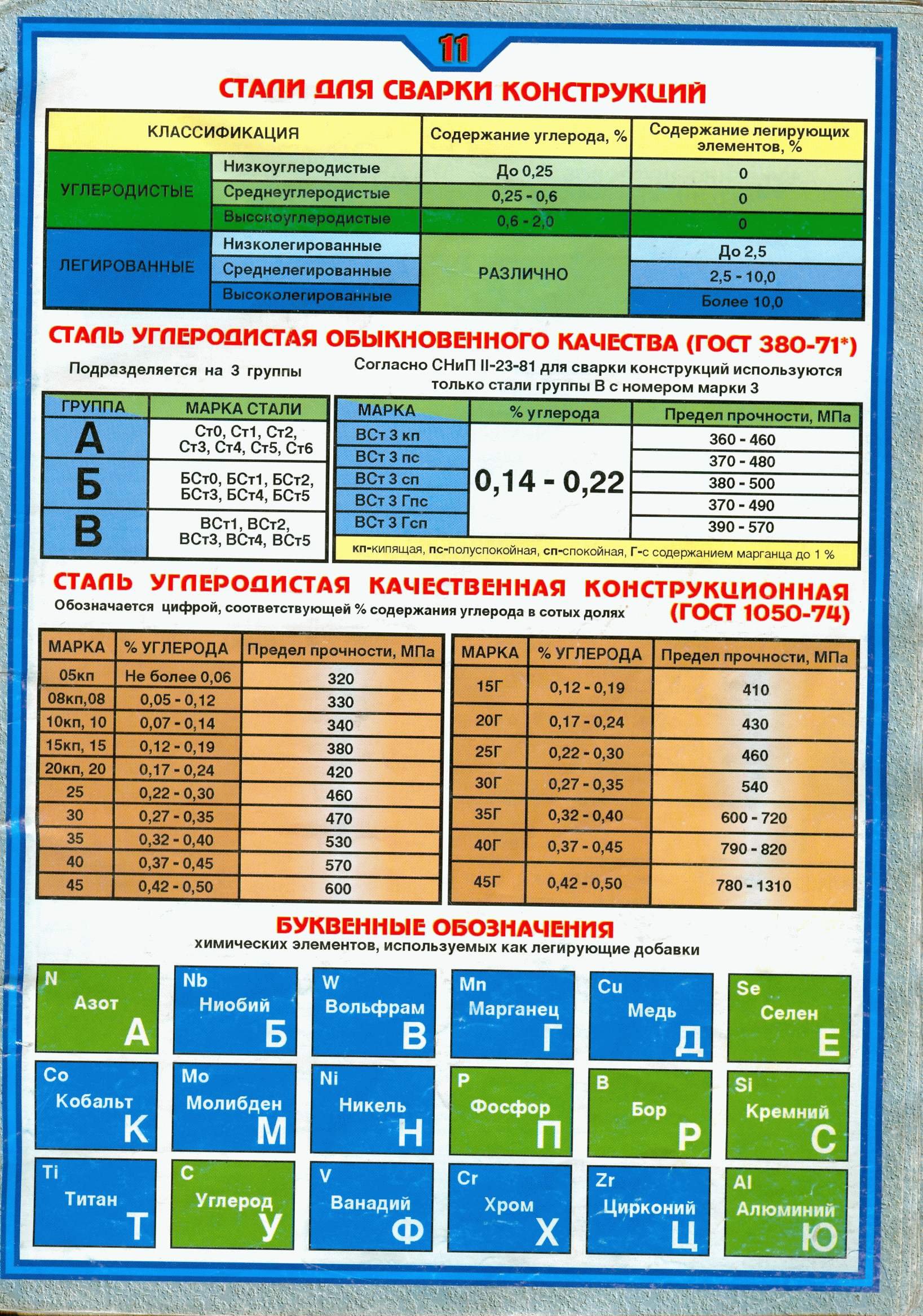
В США существует довольно много организаций, имеющих сертифицированные сварочные процедуры. Тремя крупнейшими организациями являются:
- Американское общество сварщиков / AWS. www.aws.org Обычно они имеют дело со строительными нормами, в основном связанными со зданиями и мостами.
- Американское общество инженеров-механиков / ASME Раздел IX. www.asme.org Они имеют дело с правилами котлов и сосудов высокого давления.
- Американский институт нефти / API.www.api.org Они контролируют правила сварки трубопроводов для газовой и нефтяной промышленности.
Позиции сертификации сварщиков
Крупнейшей организацией в Америке, которая сертифицирует сварщиков, является Американское общество сварщиков. Утвержденные ими процедуры сертификации сварки проверялись много раз, чтобы гарантировать, что, если они будут соблюдены, сварщик, проходящий сертификацию сварки, следует правилам и обладает необходимыми навыками, чтобы пройти тест.
Сварочные сертификаты имеют разные позиции, толщину металла, сварочные процессы и типы металла.Когда используется термин «сертифицированный сварщик», это означает только то, что сварщик сертифицирован в соответствии с процедурами сварки, в соответствии с которыми они тестировали. Не существует единого сварочного сертификата, охватывающего все виды сварки.
3G FCAW Сварочный шов, соответствующий сертификату сварки, очищен и обработан. Прекрасный пример сварки TIG нержавеющей стали на тонкостенной трубе.Сварочные сертификаты имеют разные позиции. Позиции различаются в зависимости от того, будет ли сварщик сваривать лист или трубу. Термины, правильно используемые в области сварки, относятся к пластине как к «сварке конструкций» и к сварке труб и труб.
Позиции сертификации сварки пластин
Для сварочной пластины позиции обычно бывают двух разных типов соединений. Угловые швы и швы с разделкой кромок. Большинство сертификатов на сварку листов выполняются на сварных швах с разделкой кромок. Это связано с тем, что в большинстве правил сварки сварные швы с канавкой также подходят для угловых швов, но угловые швы не покрывают сварные швы с разделкой кромок. Угловые швы и швы с разделкой кромок также различаются в разных положениях. Позиции бывают плоскими, горизонтальными, вертикальными и над головой. Также имеется система кодирования для идентификации положения сварки.Система кодирования для сварки листов и конструкций следующая:
Это связано с тем, что в большинстве правил сварки сварные швы с канавкой также подходят для угловых швов, но угловые швы не покрывают сварные швы с разделкой кромок. Угловые швы и швы с разделкой кромок также различаются в разных положениях. Позиции бывают плоскими, горизонтальными, вертикальными и над головой. Также имеется система кодирования для идентификации положения сварки.Система кодирования для сварки листов и конструкций следующая:
- 1 — для плоского положения.
- 2 — для горизонтального положения.
- 3 — для вертикального положения.
- 4 — для верхнего положения.
В сертификации сварки используются два типа соединений:
- F для углового шва.
- G — для сварки с разделкой кромок.
Принцип работы этой системы кодирования заключается в том, что число обозначает позицию, а затем буква обозначает тип сварного соединения.Например, если вы возьмете цифру 3 для вертикального положения, а G для сварного шва с разделкой кромок. Затем вы соединяете их вместе, как «3G», тогда это код для вертикального шва с канавкой. В случае углового шва вы просто замените G на F, тогда вы получите сварное соединение «3F», и это будет вертикальный угловой шов.
Затем вы соединяете их вместе, как «3G», тогда это код для вертикального шва с канавкой. В случае углового шва вы просто замените G на F, тогда вы получите сварное соединение «3F», и это будет вертикальный угловой шов.
Положение сертификации сварки 1G
Положение сертификации сварки 1G — это пластина в плоском положении со скошенной кромкой. Это самое основное положение, оно распространяется только на сварщика в этом положении.Это самый простой тест для прохождения и наименее желанный работодателями.
1G (сварка с разделкой кромок) Тестовое положение2G Положение для сертификации сварки
Положение для сертификации сварки 2G представляет собой пластину в горизонтальном положении со скошенной кромкой. Это положение немного сложнее, чем тест 1G, но, пройдя его, вам не нужно проходить тест 1G. Этот тест охватывает позиции 1G и 2G.
2G (сварка с разделкой кромок) Тестовое положение.Позиция сертификации по сварке 3G
Позиция сертификации по сварке 3G представляет собой пластину в вертикальном положении со скошенной кромкой. Это положение меняется в зависимости от направления движения. Сертификат на вертикальную сварку можно получить, путешествуя вертикально вверх. Это означает, что вы начинаете сварку снизу пластины вверх и вверх. Иногда сварка вертикально вниз означает сварку сверху вниз. Тестовая позиция 3G охватывает позиции 1G, 2G и 3G. Обычно этот тест проводится в процессе вертикального подъема.
Это положение меняется в зависимости от направления движения. Сертификат на вертикальную сварку можно получить, путешествуя вертикально вверх. Это означает, что вы начинаете сварку снизу пластины вверх и вверх. Иногда сварка вертикально вниз означает сварку сверху вниз. Тестовая позиция 3G охватывает позиции 1G, 2G и 3G. Обычно этот тест проводится в процессе вертикального подъема.
4G Положение для сертификации сварки
Положение для сертификации сварки 4G представляет собой пластину со скошенной кромкой в верхнем положении.Это положение считается самым трудным для сварки пластины, но на самом деле это не намного сложнее, чем приваривать плоскую поверхность. Тест сварки 4G охватывает позиции 1G, 2G и 4G, но не охватывает позиции 3G.
4G (канавка) Тестовая позиция3G и 4G Комбинированная сертификационная позиция для испытаний на сварку
При получении сертификата на сварку конструкций очень часто сертификацию сварки 3G и 4G принимают вместе.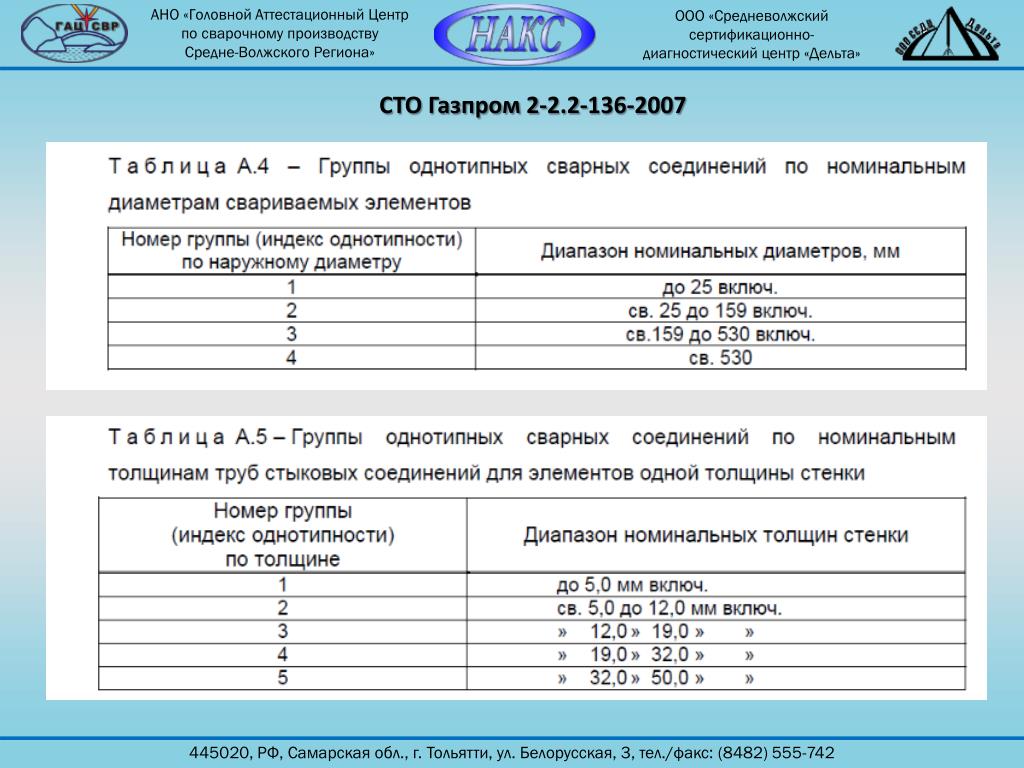 Эти два испытания обычно охватывают все положения, и большинство норм допускают угловые швы на трубах с минимальным диаметром 24 дюйма.
Эти два испытания обычно охватывают все положения, и большинство норм допускают угловые швы на трубах с минимальным диаметром 24 дюйма.
Сертификационные позиции по сварке труб
Когда дело доходит до сварки трубы, существует четыре основных положения, и опять же, как правило, это сварные швы с канавкой. Также существует система кодирования для обозначения положений и типов соединений. Они следующие:
- 1 — для трубы в горизонтальном положении, которая прокатывается.
- 2 — для трубы в фиксированном вертикальном положении.
- 5 — для трубы в фиксированном горизонтальном положении.
- 6 предназначен для трубы в фиксированном положении 45 градусов.
- R — для ограниченного положения.
Как и позиции для сварки конструкций, сертификаты на сварку труб бывают двух типов:
- F — для углового шва.
- G — для сварки с разделкой кромок.

Положение сертификации сварки труб 1G
Положение сертификации сварки труб 1G — это труба в горизонтальном положении, при этом труба скручивается при сварке. В основном это сварка в горизонтальном положении.Сертификат 1G для сварки труб используется редко.
Положение для проверки сварки труб 1GПоложение для сертификации сварки труб 2G
Положение для проверки сварки труб 2G — это труба, которая стоит в вертикальном положении. Выполняемый шов представляет собой горизонтальный шов, и труба не может вращаться. Он находится в фиксированном положении.
Положение для испытания трубы 2GПоложение для сертификации сварки труб 5G
Положение для сертификации сварки труб 5G — это сварка трубы в горизонтальном положении, которая является фиксированной и не может перемещаться.Сварка выполняется над головой, вертикально и ровно с полным переходом всех этих положений. Это положение имеет два направления движения. Первый — это вертикальное движение вверх, и это наиболее часто используемый метод. Второй — это вертикальное движение вниз, и оно обычно используется для аттестации сварщика трубопроводов.
Второй — это вертикальное движение вниз, и оно обычно используется для аттестации сварщика трубопроводов.
Позиция сертификации по сварке труб 6G
Затем идет сертификация по сварке труб 6G. Это труба, которая стоит на https: // gowelding.org / сварка-сертификация / smaw-6g-pipe / угол 45 градусов и не может быть перемещен. Этот тест включает в себя все позиции. Что делает эту позицию такой сложной, так это то, что есть легкая сторона и жесткая сторона. Все зависит от того, правша вы или левша, и от используемых сварочных процессов. Это одно испытание позволит сварщику сваривать трубы и листы во всех положениях. Это самая трудная из всех сварочных позиций, и это испытание, которое обычно проводится для более высокооплачиваемых должностей. Если вам нужно получить один сварочный сертификат, это то, что вам нужно!
6G Положение для испытаний трубыСертификаты с ограничениями по сварке труб и положения для испытаний
Позиции с ограничениями для сварки труб являются наиболее сложным типом квалификации сварщика или сертификатов, которые может пройти сварщик.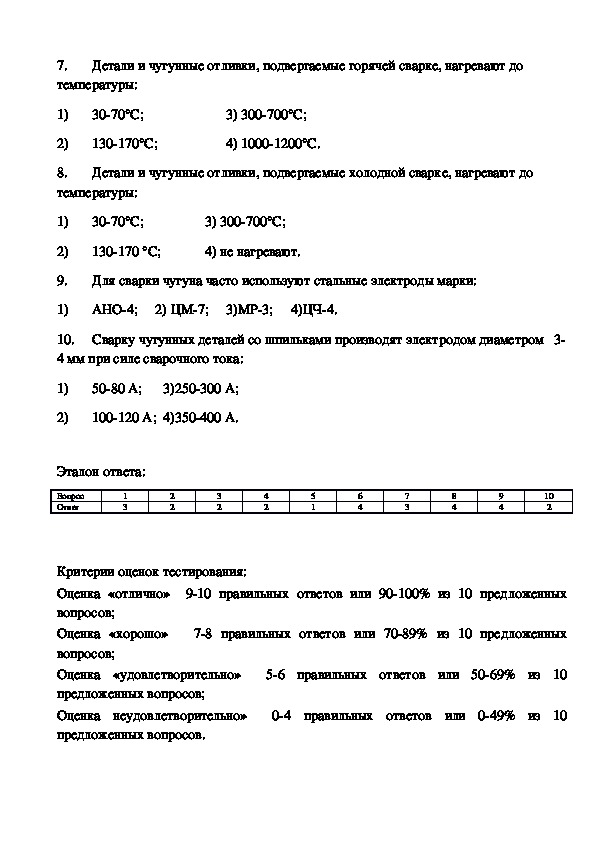 Эти сертификаты по сварке и тестовые позиции предназначены для проверки вашей способности сваривать в тесных и ограниченных пространствах. Доступ к сварному шву ограничен тремя способами:
Эти сертификаты по сварке и тестовые позиции предназначены для проверки вашей способности сваривать в тесных и ограниченных пространствах. Доступ к сварному шву ограничен тремя способами:
- Принуждение сварщика к нестандартной стойке и положению тела.
- Другие трубы, потолок или стены, а также ограничительные кольца — это некоторые из различных препятствий, используемых для блокировки доступа к сварному шву.
- Блокирование визуального доступа к зоне сварки путем принуждения сварщика использовать зеркало, чтобы увидеть сварной шов.
Часто тест будет включать сочетание препятствий и визуальных ограничений. Ограниченные тесты проходят в позициях 2G, 5G и 6G, но в большинстве случаев это будут ограниченные тестовые позиции 6GR или 6G.
6GR Положение сертификации сварки труб с ограничивающим кольцом
Положение для испытания ограничительного кольца 6G обычно представляет собой ограничительное кольцо диаметром 18 дюймов, расположенное на 1/2 дюйма над сварным швом. Я видел это в книгах по сварке и в коде AWS.На фотографии показан практический тест, который я прошел и собирался получить сертификат сварщика. К сожалению, при поиске процедуры сварки этот тест недоступен. Было показано, но не проверено. Другие коды могут использовать это и иметь процедуру, которая проверена.
Я видел это в книгах по сварке и в коде AWS.На фотографии показан практический тест, который я прошел и собирался получить сертификат сварщика. К сожалению, при поиске процедуры сварки этот тест недоступен. Было показано, но не проверено. Другие коды могут использовать это и иметь процедуру, которая проверена.
Положение для испытания труб с ограничением по 6GR
Испытание труб с ограничением 6GR ограничивается размещением трубы котла с каждой стороны свариваемого образца. У вас есть ровно 1 дюйм зазора для сварки со стороны трубы.Это, наверное, самые сложные испытания. Испытания трубок котла обычно выполняются сваркой TIG и должны всегда проводиться без участия рук. Вам также необходимо сварить половину трубки правой рукой, а другую половину — левой. Ходить по чашке запрещено, это может привести к мгновенному сбою проверки сварного шва!
6GR Ограниченное испытание трубопровода котла Sch 80 Tube. Зазор между сварными швами трубок котла 6GR.
Другой тип теста трубок котла, который я прошел, имел зазор всего 1/2 дюйма, и все, что я мог сказать, это «Вау, это было туго», но после некоторой сварки в этом нет ничего страшного.
Ограниченное испытание трубок котла 6G снизу Положение для испытания сварного шва трубок котла 6GR Вверху6GR Положение сертификата на сварку труб с ограничением коробчатого типа Положение
Судостроительные верфи обычно проверяют сварочные аппараты с ограничениями на корпусе. Там ограниченный тест 6G не использует кольцо или другие трубы для блокировки доступа. Вместо этого это более реалистично для типа работы, выполняемой на верфи. Труба помещается в положение 6G внутри сварочной кабины с потолком из стали. Труба размещается с правой стороны будки (если вы правша) в 12 ″ от правой стены.Затем 12 дюймов от потолка и 12 дюймов от задней стены. Если вы смотрите на трубу прямо, то правая сторона трубы из положения с 3 до 12 часов почти недоступна. 12 дюймов зазора звучит много, но это 12 дюймов до центра сварного шва.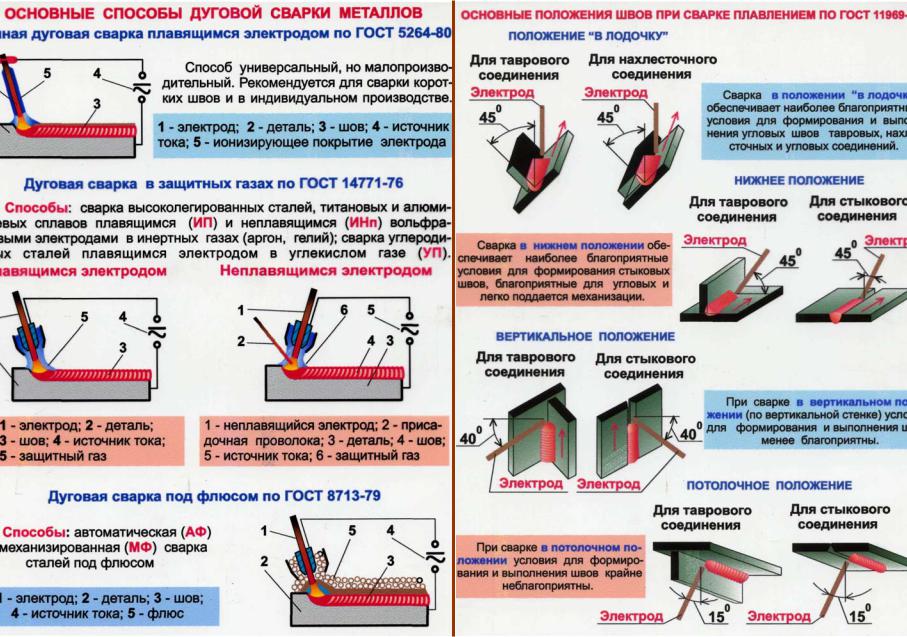 Таким образом, труба диаметром 6 дюймов имеет зазор всего 9 дюймов. Зона ограниченного доступа слишком узкая, чтобы вы туда сунули голову или тоже что-то увидели.
Таким образом, труба диаметром 6 дюймов имеет зазор всего 9 дюймов. Зона ограниченного доступа слишком узкая, чтобы вы туда сунули голову или тоже что-то увидели.
Недавно я прошел этот тип теста для моей текущей работы с использованием корневого прохода TIG и горячего прохода с приваркой остальных стержней.Самая сложная часть этого теста — сварка TIG. Чтобы пройти, вам нужно сварить первую четверть трубы правой рукой, вторую четверть левой рукой, затем третью четверть правой рукой, используя зеркало, и, наконец, последнюю четверть левой рукой, используя зеркало. Наконец, сварной шов должен был пройти рентгеновский контроль. К сожалению, мне не удалось получить разрешение на съемку.
Сертификационный стержень для сварщика и сварной шов с открытым корнем
Как и все сертификаты на сварку, многие предлагают два типа корневых отверстий.Первый типичен для сертификатов на сварку листов или конструкций, а также для использования несущего стержня. Второй — это сварной шов с открытым корнем, который обычно используется в сертификатах на сварку труб. Оба этих типа корней имеют преимущества в зависимости от типа выполняемой работы.
Оба этих типа корней имеют преимущества в зависимости от типа выполняемой работы.
Root с езервным Баром
Структурных сварками, как правило, осуществляются с помощью подкладочного бара поэтому в этой ситуации поддержки бар является целесообразным. Установленная на место опорная планка облегчает выполнение корня шва.В то же время именно так большинство специалистов по сварке конструкций проверяют своих сварщиков.
Тестовые образцы с шлифованной окалиной толщиной не менее 1 дюйма или 25,6 мм. Проверка корневого отверстия от опорной панели с двумя 1/8 дюймовых электродами, чтобы убедиться, что 1/4 дюйма. Профиль готового колпачкового шва.Сварка с открытым корнем
Что касается сертификатов на сварку труб, то даже несмотря на то, что они предлагают опорный стержень, это не очень распространено в полевых условиях. В некоторых редких случаях они могут использовать холод кольцо или подкладочное кольцо.С pipe всегда лучше использовать открытый корень. Как и в случае всех открытых корневых швов, внутренняя или задняя часть шва должна иметь полный проплав, как если бы он был сварен с задней стороны или изнутри трубы. В полевых условиях большинство сварных швов, выполняемых на трубе, представляют собой швы с открытыми канавками. Открытые корневые швы делать сложнее! Если вы сертифицируете SMAW, скорее всего, это будет корень E6010 и заливка и крышка E7018. Обычно это дает вам право на использование большего количества сварочных электродов, чем, скажем, опорный стержень с использованием одного электрода E7018.Еще одна распространенная комбинация для испытания на сварку открытого корневого канала — это корневой проход GTAW и горячий проход с заполнением и заглушкой SMAW. Этот тест считается комбинированным, так как он удостоверяет вас в двух сварочных процессах.
В полевых условиях большинство сварных швов, выполняемых на трубе, представляют собой швы с открытыми канавками. Открытые корневые швы делать сложнее! Если вы сертифицируете SMAW, скорее всего, это будет корень E6010 и заливка и крышка E7018. Обычно это дает вам право на использование большего количества сварочных электродов, чем, скажем, опорный стержень с использованием одного электрода E7018.Еще одна распространенная комбинация для испытания на сварку открытого корневого канала — это корневой проход GTAW и горячий проход с заполнением и заглушкой SMAW. Этот тест считается комбинированным, так как он удостоверяет вас в двух сварочных процессах.
Процессы сертификации сварки
Все сертификаты сварки связаны с разными процессами и процедурами.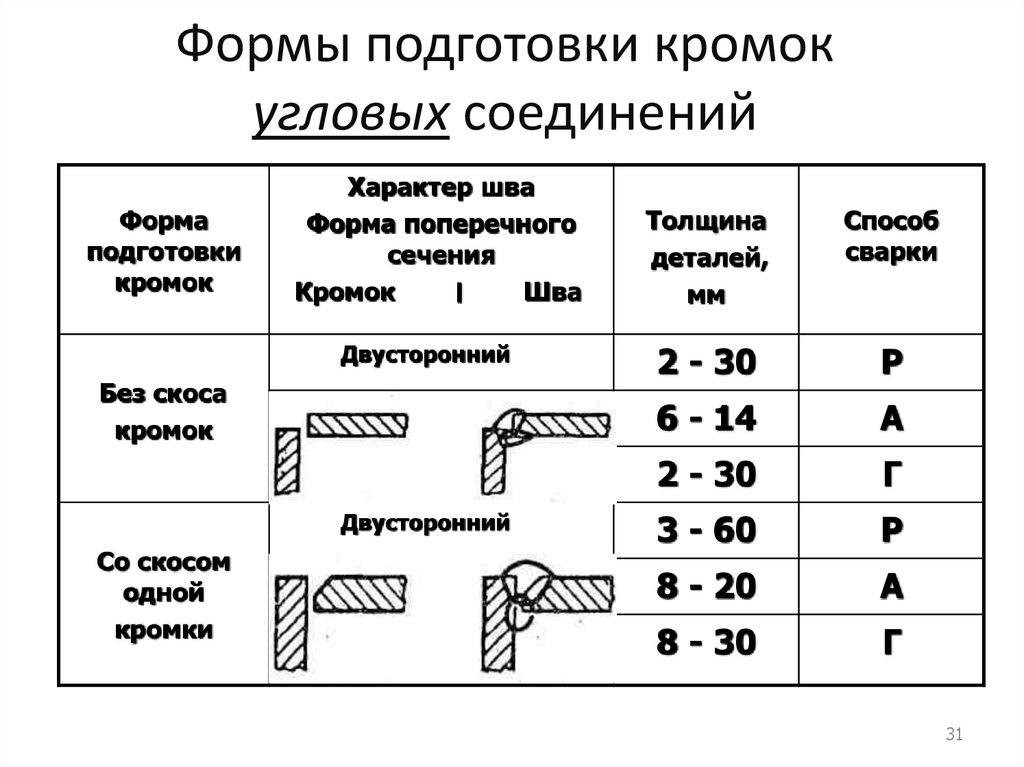 Наиболее широко используются следующие сварочные процессы:
Наиболее широко используются следующие сварочные процессы:
Для новичков в области сварки три лучших сертификата по сварке, которые окупятся быстрее всех, — это комбинация AWS D1.1 3G и 4G SMAW для углеродистой стали и сертификат 3G MIG Welding. Большинство работодателей будут более чем довольны тем, кто сдал эти квалификационные тесты. Эти сертификаты открывают двери для работы в магазине и полевых работ.
Сравнение разрушающего контроля и неразрушающего контроля
Когда дело доходит до сертификации сварки и испытаний на рабочем месте, существует два метода проверки качества сварного шва.Разрушающий контроль или «DT» и неразрушающий контроль или «NDT».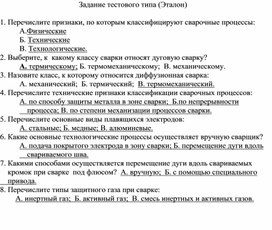 У обоих методов есть свои преимущества и недостатки!
У обоих методов есть свои преимущества и недостатки!
Разрушающее испытание или «DT»
Для большинства сварочных сертификатов, выдаваемых в сварочной школе, обычно используется метод разрушающего контроля. Это недорогой и точный способ узнать, выполняет ли студент-сварщик сварочные швы хорошего качества. Самым распространенным является испытание на изгиб купона. Для этого нужно пройти испытание сварного шва и разрезать его на полосы, а затем согнуть их, чтобы проверить, выдерживает ли сварной шов.Существует множество правил, касающихся количества открытий или даже разрыва сварочного купона. На идеальном изогнутом тестовом купоне не должно быть признаков дефектов или вскрытия. Существует множество других методов разрушающего контроля, но испытание на изгиб является наиболее распространенным!
Сварка трубы 6G Испытание на разрушающий изгиб 6G Испытание сварного шва трубы Испытание на разрушительный изгиб 6G Испытание на изгиб PIpe Испытание на разрушающий изгиб3G Проверка на изгиб лицевой стороны конструкции Успешная сертификация сварки Испытание на изгиб Неразрушающий контрольили «неразрушающий контроль»
Когда дело доходит до испытаний на рабочем месте, многие сварочные цеха используют разные методы в зависимости от типа проделанной работы. Когда дело доходит до неразрушающего контроля или «неразрушающего контроля», существует много способов проверить качество сварного шва. Три наиболее распространенных метода:
Когда дело доходит до неразрушающего контроля или «неразрушающего контроля», существует много способов проверить качество сварного шва. Три наиболее распространенных метода:
- Визуальный контроль сварных швов.
- Испытание жидкого красителя на пенетрант.
- Радиографический контроль или рентген.
Визуальный контроль сварных швов — самый экономичный из методов неразрушающего контроля, но в то же время он зависит от единоличного усмотрения инспектора. Этот метод в основном используется для некритического контроля сварки и не позволяет обнаружить внутренние дефекты сварного шва.
Это камера для контроля сварки, используемая для обнаружения визуальных дефектов, которые тоже трудно устранить.
Камера для контроля сварных швов Визуальный контроль сварных швов является наиболее экономичным из методов неразрушающего контроля, но в то же время он полагается исключительно на усмотрение инспектора. Этот метод в основном используется для некритического контроля сварки и не позволяет обнаружить внутренние дефекты сварного шва.
Тестирование жидкого красителя на пенетрант требует стоимости самого красителя, но отлично подходит для обнаружения поверхностных дефектов.Все, что делает этот метод, — выявляет любые дефекты поверхности.
Когда речь идет о радиографическом контроле или рентгеновском контроле сварных швов, стоимость намного выше, и при этом типе контроля сварных швов также связаны риски. Этот тип контроля сварных швов позволяет выявить любые дефекты сварного шва и является наиболее точным способом проверки качества сварного шва. Обратной стороной является рентгеновский контроль сварных швов, в котором используются радиоактивные материалы. Не входите в зону, помеченную рентгеновским или рентгенологическим исследованием! Малейшее воздействие гамма-лучей и / или рентгеновских лучей приведет к смерти в ближайшем будущем! Этот тип контроля сварных швов используется только в том случае, если безопасность населения находится под угрозой, а люди, проводящие его, обладают высокой квалификацией для выполнения такого рода работ!
Общий квалификационный тест сварщика для работы
Когда дело доходит до тестирования на рабочем месте, существует несколько общих комбинаций тестов. Испытания различаются по позициям, сварочным процессам и типу сварочного контроля. Некоторые рабочие места могут проводить только визуальный осмотр, другие могут проводить испытание на изгиб, а для большинства работ по сварке труб ваш сварной шов, вероятно, будет подвергнут рентгеновскому облучению. Не создается впечатление, что проверка квалификации сварщика проще, чем сертификация сварщика. Во многих случаях проверка квалификации сварщика сложнее, чем сертификация сварщика. Вдобавок ко всему, даже если вы сертифицированы по процессам и должности, вам все равно нужно будет пройти повторное тестирование на соответствие стандартам компании!
Испытания различаются по позициям, сварочным процессам и типу сварочного контроля. Некоторые рабочие места могут проводить только визуальный осмотр, другие могут проводить испытание на изгиб, а для большинства работ по сварке труб ваш сварной шов, вероятно, будет подвергнут рентгеновскому облучению. Не создается впечатление, что проверка квалификации сварщика проще, чем сертификация сварщика. Во многих случаях проверка квалификации сварщика сложнее, чем сертификация сварщика. Вдобавок ко всему, даже если вы сертифицированы по процессам и должности, вам все равно нужно будет пройти повторное тестирование на соответствие стандартам компании!
Для большинства строительных работ вы, скорее всего, столкнетесь с комбинированным испытанием сварки 3 и 4G.В большинстве случаев испытание будет представлять собой испытание дуговой сваркой палкой или порошковой проволокой, либо оба испытания одновременно. В некоторых случаях вас могут попросить провести комбинированную сварку MIG 3 и 4G.
Квалификационные испытания сварщиков конструкций для судостроительных заводов
На верфях обычно проводятся испытания сварочных аппаратов штангой в комбинированных положениях сварки 3 и 4G и не допускается наличие валиков. Испытания обычно проводятся с подкладкой. Когда дело доходит до дуговой сварки порошковой проволокой, испытания представляют собой комбинацию позиций 2G, 3G и 4G, но почти всегда предполагается, что это будет открытый корневой шов с использованием керамической подкладочной ленты.Если вы никогда не использовали керамическую подкладочную ленту для сварки, приобретите ее и потренируйтесь перед тестированием!
Керамическая подкладочная лентаКвалификационные испытания сварщика труб для строительства электростанции
Одним из типичных сварочных испытаний для сварщиков труб в строительстве электростанции является труба в положении 6G с использованием корня TIG и горячего прохода с оставшейся частью стержня трубы приваривается либо E7018, либо E8018 ″. Наиболее распространенным испытанием является 6-дюймовый профиль 80 с толстой стенкой в положении 6G с корневым проходом TIG и горячим проходом, а остальное — сварка палкой с помощью E8018.Обычно этот тест проводится с помощью рентгеновского излучения, и шлифование не допускается, но вы можете использовать проволочное колесо для очистки шлака! При прохождении этого теста невозможно устранить пористость, грубые перезапуски или проблемные места! Если высота сварного шва превышает 1/8 дюйма, значит, вы потерпели неудачу по визуальным критериям и критериям усиления сварного шва! На фотографиях ниже представлены результаты практических испытаний, которые я провел, и мне потребовалось около 4 часов, чтобы сварить эту трубу. Это 4 часа, если вы спешите с тестом. Труба так нагрелась, что мне пришлось использовать тиски, чтобы на нее опереться.
Наиболее распространенным испытанием является 6-дюймовый профиль 80 с толстой стенкой в положении 6G с корневым проходом TIG и горячим проходом, а остальное — сварка палкой с помощью E8018.Обычно этот тест проводится с помощью рентгеновского излучения, и шлифование не допускается, но вы можете использовать проволочное колесо для очистки шлака! При прохождении этого теста невозможно устранить пористость, грубые перезапуски или проблемные места! Если высота сварного шва превышает 1/8 дюйма, значит, вы потерпели неудачу по визуальным критериям и критериям усиления сварного шва! На фотографиях ниже представлены результаты практических испытаний, которые я провел, и мне потребовалось около 4 часов, чтобы сварить эту трубу. Это 4 часа, если вы спешите с тестом. Труба так нагрелась, что мне пришлось использовать тиски, чтобы на нее опереться.
 Первое испытание представляет собой 2-дюймовую двойную толстостенную трубу из углеродистой стали сортамента 160 в положении 6G с корневым швом и горячим проходом, затем остальное — сварка палкой с использованием E8018 «. Второе данное испытание также представляет собой 2-дюймовую двойную толстостенную конструкцию. Труба из углеродистой стали 160 в положении 6G, но полностью сварена TIG.Наконец, 4 ″ тонкостенная труба из нержавеющей стали сортамента 5 или 10, сваренная методом аргонодуговой сварки TIG. Испытание трубы TIG для электростанции с двойными толстыми стенками, 2 дюйма, Испытание трубы TIG для тонкостенной электростанции
Первое испытание представляет собой 2-дюймовую двойную толстостенную трубу из углеродистой стали сортамента 160 в положении 6G с корневым швом и горячим проходом, затем остальное — сварка палкой с использованием E8018 «. Второе данное испытание также представляет собой 2-дюймовую двойную толстостенную конструкцию. Труба из углеродистой стали 160 в положении 6G, но полностью сварена TIG.Наконец, 4 ″ тонкостенная труба из нержавеющей стали сортамента 5 или 10, сваренная методом аргонодуговой сварки TIG. Испытание трубы TIG для электростанции с двойными толстыми стенками, 2 дюйма, Испытание трубы TIG для тонкостенной электростанцииЧасто задаваемые вопросы
Сколько времени нужно, чтобы пройти сертификацию?
Это зависит от того, какой тест вы хотите сдавать. Тест 3G для новичка может занять от 6 недель до 3 месяцев. Тест SMAW 3 и 4G для новичков займет от 6 до 9 месяцев. Наконец, испытание трубы 6G у новичка займет от 12 до 18 месяцев.Если у вас большой опыт в сварке, это сэкономит ваше время.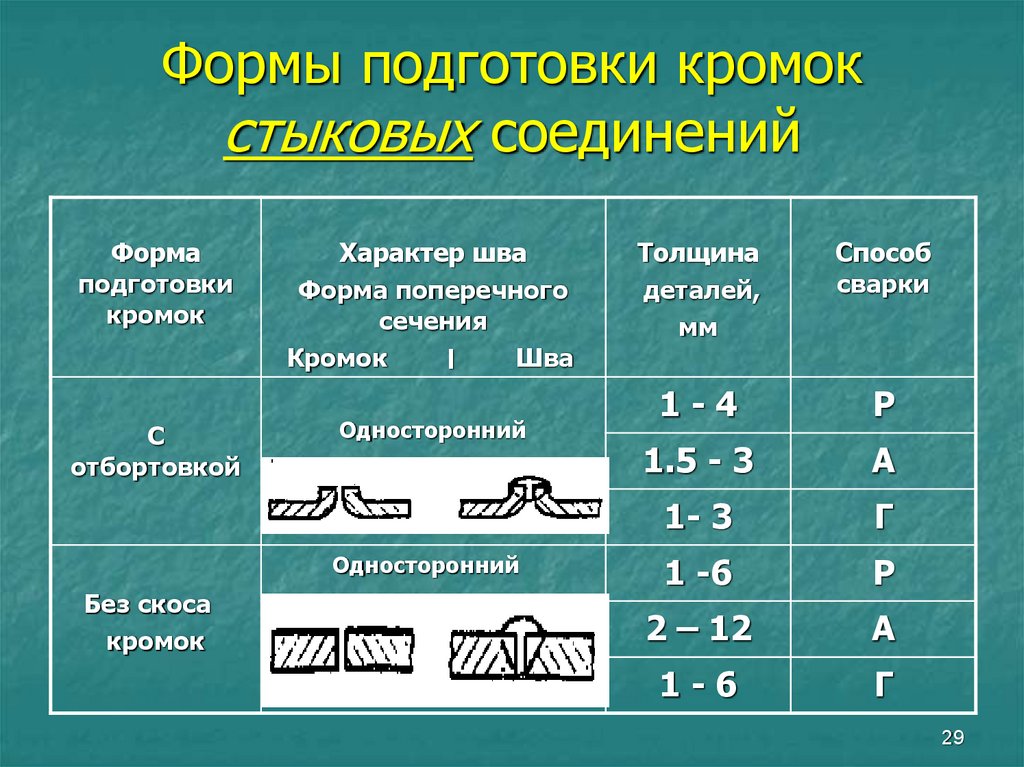
Сколько стоит сварочный сертификат?
Все зависит от того, где вы получите сертификат. Я обратился в сварочную школу, в которой проходил обучение, по некоторым базовым ценам. Эти цены предоставлены аккредитованным AWS центром тестирования. Школа представляет собой Институт сварщиков и испытаний в Аллентауне, штат Пенсильвания, их веб-сайт www.welderinstitute.com. Стоимость испытания пластины составляет 143 доллара США, а сертификации сварки труб 6G — 299 долларов США.00 плюс, если вам нужно потренироваться, аренда будки стоит около 23 долларов в час.
Если вы пройдете через Американское общество сварщиков, тест трубы 6G будет стоить около 1300 долларов. AWS стоит очень дорого, и студентам негде пройти сертификацию. Они берут около 500 долларов за книгу кодов сертификации сварщиков, которая охватывает все, что эта веб-страница, без изображений.
Стоимость получения сертификата сварщика в профессиональном училище варьируется. В большинстве профессиональных учебных заведений требуется записаться на курс, который стоит около 175 долларов. 00, испытательные пластины стоят около 20 долларов, а купоны на трубы — около 30 долларов. Цены действительно значительно выше в зависимости от типа металла. Плюс профессионального училища в том, что большинство из них позволит вам получить столько сертификатов сварщика, сколько вы хотите, во время урока. Единственная дополнительная плата — это цена тестовых купонов.
00, испытательные пластины стоят около 20 долларов, а купоны на трубы — около 30 долларов. Цены действительно значительно выше в зависимости от типа металла. Плюс профессионального училища в том, что большинство из них позволит вам получить столько сертификатов сварщика, сколько вы хотите, во время урока. Единственная дополнительная плата — это цена тестовых купонов.
Где получить сертификат сварщика?
Прежде чем вы решите стать сертифицированным сварщиком, вы должны подумать о том, какую работу вы хотите выполнять и чему вас обучили.В Соединенных Штатах Америки наиболее распространенные и признанные сертификаты сварки выдаются Американским сварочным обществом.
Большинство школ сварки, перечисленных на этом сайте, предлагают сертификаты сварки, или вы можете обратиться в сертифицированный центр тестирования, например школу, в которую я ходил. Если вы занимаетесь бизнесом и вам нужно сертифицировать более одного сварщика, то еще один вариант — нанять сертифицированного инспектора по сварке, который приедет на место работы.
| Tech-Labs
Сварка играет важнейшую роль в нашей экономике.Он занимает центральное место во многих отраслях промышленности, включая производство, строительство и аэрокосмическую промышленность, и это лишь некоторые из них. Сварка — это смесь искусства и науки, объединенных вместе, чтобы создать прочные связи, которые позволяют нам создавать конструкции и машины в масштабах, которых без этого невозможно достичь. 950-WT1 учит, как безопасно создавать множество типов сварных швов высокого качества.
Система обучения сварочным технологиям Amatrol 950-WT1 состоит из рабочей станции с автономным вытяжным столом и угловой шлифовальной машиной, станции хранения, установки для газовой дуговой сварки (GMAW), приспособления для испытания сварных швов, инструментов и приспособлений, защитного снаряжения, учебной программы для студентов и руководство по оценке для учителей.950-WT1 является мобильным с рабочей станцией и блоком хранения, предназначенными для использования в классе.
Магнитная верхняя часть рабочей станции из нержавеющей стали — Верхняя часть рабочей станции изготовлена из магнитной нержавеющей стали, чтобы выдерживать суровые условия студенческой сварки. Верхнюю часть можно снять, чтобы облегчить очистку и обеспечить аккуратный вид рабочей станции. Постоянная / фиксированная вентиляция не требуется; Встроенная система вытяжки содержит фильтры, предназначенные для улавливания сварочного дыма.
Станция хранения под ключ — для сварки требуется ряд предметов, которые можно легко потерять.Станция хранения «под ключ» 950-WT1 представляет собой запираемое мобильное решение для хранения данных. На станции хранения можно легко разместить необходимые инструменты / приспособления, газовый баллон и защитное снаряжение. Все предметы хорошо видны, что позволяет учителям быстро визуально осмотреть их. Запираемые ролики обеспечивают мобильность и безопасное стационарное использование.
GMAW Welder and Welding Safety — Дуговая сварка металлическим электродом в газовой среде — один из самых популярных способов сварки, используемых сегодня.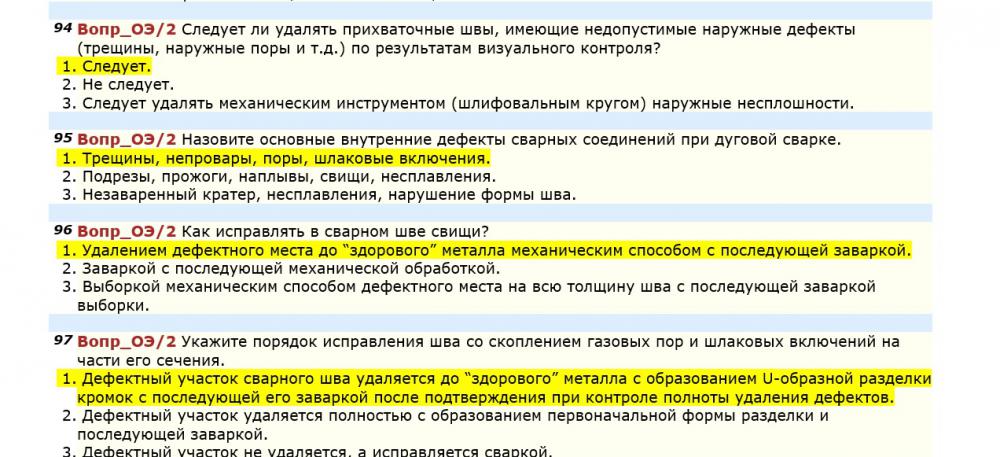 Этот сварочный аппарат, также известный как MIG (металлический вставной газ), обеспечивает высокое промышленное качество, будучи очень портативным.Требуется однофазное питание 230 В переменного тока или 208 трехфазное питание. 950-WT1 поставляется с широким ассортиментом защитного снаряжения. В комплект входят защитные очки, перчатки, фартук, сварочные рукава, каски и желтые передвижные отдельно стоящие сварочные шторы.
Этот сварочный аппарат, также известный как MIG (металлический вставной газ), обеспечивает высокое промышленное качество, будучи очень портативным.Требуется однофазное питание 230 В переменного тока или 208 трехфазное питание. 950-WT1 поставляется с широким ассортиментом защитного снаряжения. В комплект входят защитные очки, перчатки, фартук, сварочные рукава, каски и желтые передвижные отдельно стоящие сварочные шторы.
Mobile Technology с тисками — для 950-WT1 требуется стол рабочей станции с тисками. Мобильная рабочая станция Amatrol 82-612E с тисками является отличным выбором для удовлетворения этой потребности.
Дополнительные электронные книги в Интернете
Электронные книги Amatrol, являющиеся онлайновой опцией для пакетов учебных мероприятий (LAP), выглядят как настоящие книги и позволяют пользователям легко переключаться между страницами.Расширенные функциями, такими как поиск по ключевым словам и элементы управления масштабированием, которые позволяют пользователю быстро находить и просматривать информацию, эти электронные книги становятся отличным средством обучения. Эта всеобъемлющая учебная программа, доступная в Интернете через систему управления обучением (LMS) Amatrol, позволяет учащимся понять концепции одним нажатием кнопки. Высококачественная графика в сочетании с практическими прикладными навыками позволяет учащимся сосредоточиться и увлечься своей работой. Электронные книги Amatrol позволяют проходить курсы полностью онлайн в любом месте, где есть подключение к Интернету!
Эта всеобъемлющая учебная программа, доступная в Интернете через систему управления обучением (LMS) Amatrol, позволяет учащимся понять концепции одним нажатием кнопки. Высококачественная графика в сочетании с практическими прикладными навыками позволяет учащимся сосредоточиться и увлечься своей работой. Электронные книги Amatrol позволяют проходить курсы полностью онлайн в любом месте, где есть подключение к Интернету!
Основные характеристики
- Рабочая станция с магнитным верхом из нержавеющей стали
- Станция хранения под ключ
- GMAW Сварщик и безопасность при сварке
- Рабочая станция для мобильных устройств с тисками
- Дополнительные электронные книги в Интернете
Опции продукта
- Электронные книги по сварочной технике
Дополнительные требования
- Баллон с газом (75% аргона, 25% углекислого газа)
- Комплект для сварки основного металла (94-RM15)
- Комплект держателя флажка для сварки (94-RM16)
- Электричество (120 В переменного тока / 60 Гц / 1 фаза)
Учебные темы
- Безопасность при сварке
- Подготовка металла
- Сварка Basic
- Компоненты сварного шва
- Качество сварки
- Соединения: внахлестку, стык, Т, угловой
- Разрушающее испытание
- Неразрушающий контроль
- Сварочные символы
Пересмотренный курс обучения и сертификации I-CAR: Курс по сварке стали GMA
Задачи производителей автомобилей по созданию безопасных и прочных, а также легких транспортных средств привели к различным материалам. Многие современные автомобили со стальной конструкцией используют сталь толщиной в диапазоне 0,70 мм для внешних панелей и более толстую и во многих случаях более прочную сталь для конструкции. Это привело к тому, что I-CAR пересмотрел свой курс обучения и сертификации: сварка сталей GMA, чтобы более точно отразить толщину используемых сталей.
Многие современные автомобили со стальной конструкцией используют сталь толщиной в диапазоне 0,70 мм для внешних панелей и более толстую и во многих случаях более прочную сталь для конструкции. Это привело к тому, что I-CAR пересмотрел свой курс обучения и сертификации: сварка сталей GMA, чтобы более точно отразить толщину используемых сталей.
Пересмотренный тест был выпущен 30 июля 2012 года. Он включает десять сварных швов, выполненных на стальных купонах двух толщин, что соответствует толщине стали на современных автомобилях (см. Рисунок 1) .
На основании обзора некоторых из самых продаваемых автомобилей в Северной Америке, были выбраны две толщины: оцинкованная сталь 22 и 16. Толщина стали с покрытием 22 калибра варьируется от 0,68 до 0,81 мм. Оцинкованная сталь калибра 16 имеет толщину от 1,4 до 1,6 мм. Первоначальные испытательные купоны были из стали одной толщины 18 калибра. Две выбранные толщины не только представляют собой толщину стали, имеющуюся на текущих автомобилях, но мы считаем, что пересмотренный тест требует более широкого диапазона навыков сварщика и подтверждает, что технический специалист имеет навыки, необходимые для сварки сложных конструкций.
Мы были особенно заинтересованы в том, чтобы включить тонкие сварочные образцы в тест, основываясь на нескольких комментариях участников теста, которые они хотели бы протестировать на стали, которая является типичной для тонких внешних панелей, встречающихся на многих автомобилях.
Сравнение мягкой стали и высокопрочной стали (HSS)
В связи с тем, что сегодня в автомобилях используется множество различных сталей, выбор материалов и поставка поставили интересные задачи. Какие стали мы используем? Если мы выберем определенную прочность стали для одного автомобиля или производителя, как это соотносится с другими сталями других марок и моделей автомобилей? Чтобы сохранить акцент на качестве сварных швов и обеспечить постоянный опыт студентов, оба купона, использованные в пересмотренном испытании, изготовлены из мягкой стали.Мы обнаружили незначительную разницу или отсутствие разницы в настройках сварщика при выполнении сварных швов GMA на мягкой стали по сравнению со сваркой на HSS или даже на стали с классом UHSS.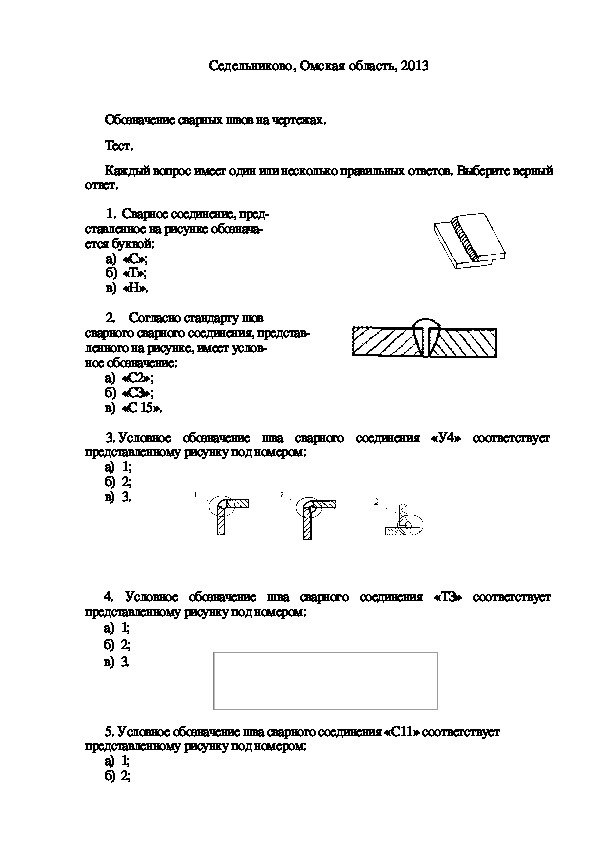
Есть еще одна причина, по которой мы выбрали только низкоуглеродистую сталь, и это из-за нашего опыта разрушающих испытаний. Успешное испытание на скручивание электрозаклепки на двух образцах из низкоуглеродистой стали неизменно приведет к выворачиванию самородка из основного металла или нижнего образца без пробитого отверстия. Любой дефект в электрозаклепке, например пропуск или одно место вокруг отверстия, где нет плавления, вместо этого приводит к выкручиванию самородка из верхнего купона.
При сварке электрозаклепкой, где основной металл представляет собой марку HSS, а верхний купон — низкоуглеродистую сталь, дает противоположный результат. При успешном испытании на скручивание электрозащитной сваркой самородок извлекается из верхнего купона из мягкой стали вместо нижнего. Тогда может быть трудно определить, выкручивался ли самородок из верхнего купона из-за того, что это более слабая сталь, или из-за того, что сварной шов каким-то образом имеет дефекты.
Испытания сварных швов I-CAR
Рис. 2. Этот техник выполняет электрозаклепку, чтобы закрепить вставку на стыке секционирования рельсов. Для обучения и сертификации I-CAR: Курс по сварке стали GMA, четыре из десяти требуемых сварных швов являются электрозаклепками. Сюда входит сварной шов «тонкий-тонкий» (калибр 22–22) в вертикальном положении. Электрозаклепка выполняется в 6-миллиметровом отверстии в верхнем купоне. Это представляет собой, например, электрозаклепку на фланце, сваренном методом прижимной сварки, соединяющем две внешние панели, например, вдоль проема рулевой рубки. Она также может представлять подключаемые сварные швы, сделанные в стыковое соединение опорной части, такие как вдоль панели качающегося.
2. Этот техник выполняет электрозаклепку, чтобы закрепить вставку на стыке секционирования рельсов. Для обучения и сертификации I-CAR: Курс по сварке стали GMA, четыре из десяти требуемых сварных швов являются электрозаклепками. Сюда входит сварной шов «тонкий-тонкий» (калибр 22–22) в вертикальном положении. Электрозаклепка выполняется в 6-миллиметровом отверстии в верхнем купоне. Это представляет собой, например, электрозаклепку на фланце, сваренном методом прижимной сварки, соединяющем две внешние панели, например, вдоль проема рулевой рубки. Она также может представлять подключаемые сварные швы, сделанные в стыковое соединение опорной части, такие как вдоль панели качающегося.
В вертикальном положении также имеется сварной шов «толстый-толстый» (калибр от 16 до 16). Электрозаклепка выполняется через 8-миллиметровое отверстие в верхнем купоне. Это представляет собой, например, электрозаклепку, выполненную в стыковом соединении с подкладкой при разрезании рельса (см. Рисунок 2) .
Рисунок 2) .
Для разрушающего испытания этих двух сварных швов I-CAR требует вырывного отверстия в нижней части образца основного металла размером не менее 5 мм, но не более 10 мм. Обучение и сертификация I-CAR: Стальной сварочный манометр GMA можно использовать для измерения отрывного отверстия.Отверстие с отрывом, близкое к размеру самого электрозащитного шва, означает прочный электрозаклепной шов, но слишком большой отрыв указывает на слишком большой нагрев.
Также имеется сварной шов диаметром от 22 до 16, или «тонкий-толстый», как в вертикальном, так и в верхнем положении. Они представляют собой, например, электрозаклепки вдоль вертикального сварного шва, соединяющего внешнюю среднюю стойку с более толстой арматурой.
В этом примере на автомобиле более толстая сталь может быть из быстрорежущей стали или более прочной, как это обычно бывает с усилением средней стойки.Опять же, в курсе обучения и сертификации I-CAR мы хотели, чтобы самородок выкручивался из нижнего купона, поэтому оба купона изготовлены из мягкой стали.
В ходе наших исследований мы обнаружили, что чем больше тепла прикладывается при выполнении электрозаклепки, тем больше отверстие для отрыва. Поскольку при сварке из быстрорежущей стали следует избегать чрезмерного нагрева, нам требуется отверстие для выреза снизу, более толстый купон, но это отверстие должно быть максимум 5 мм, а не минимум 5 мм, как у остальных сварных швов электрозаклепки.
Прочие испытательные сварные швы
Рисунок 3 — Длина углового шва составляет 25-38 мм.Небольшая длина позволяет легко проводить разрушающие испытания сварного шва. Помимо электрозаклепки, в курсе обучения и сертификации сварщиков требуются открытые стыковые соединения, стыковые соединения с подкладкой, угловые или нахлесточные сварные швы. Все эти сварные швы выполняются на материалах одинаковой толщины (см. Рисунок 3) .
Имеется вертикальное открытое стыковое соединение с использованием двух тонких купонов, которое представляет собой обычное соединение, требуемое, например, на стойках и коромыслах автомобилей Toyota. Есть накладной стык с подкладкой из трех толстых купонов. Это представляет собой, например, общий шарнир при разрезании передней нижней направляющей на автомобиле Chrysler. Требуется два угловых шва: вертикальный и потолочный. Они представляют собой стыки, в которых одна внешняя панель перекрывает другую внешнюю панель.
Есть накладной стык с подкладкой из трех толстых купонов. Это представляет собой, например, общий шарнир при разрезании передней нижней направляющей на автомобиле Chrysler. Требуется два угловых шва: вертикальный и потолочный. Они представляют собой стыки, в которых одна внешняя панель перекрывает другую внешнюю панель.
Тестовый сайт — это ваш сайт
Как это было уже несколько лет, инструктор I-CAR проведет испытание на вашем ремонтном предприятии с использованием вашего собственного сварочного оборудования.Это помогает убедиться, что вы знакомы с оборудованием и окружением. Кроме того, советы по обслуживанию и настройке сварочного аппарата дадут вам подробные знания о вашем сварочном оборудовании. Инструктор предоставляет тестовые образцы и сварочный позиционер для выполнения сварных швов в вертикальном и потолочном положениях. Контрольный бланк, переданный в ремонтную мастерскую до дня проверки, гарантирует, что на предприятии есть необходимое оборудование и материалы для проверки. Например, для разрушающего контроля сварных швов (см. Рисунок 4) требуются большие тиски.
Например, для разрушающего контроля сварных швов (см. Рисунок 4) требуются большие тиски.
Рисунок 4 — Для разрушающего контроля требуются большие тиски. Как и любое мероприятие I-CAR, обучение и сертификация: сварка стали GMA проводится в благоприятной и дружественной учебной среде. Инструктор проводит практическое занятие столько, сколько требуется, и предлагает рекомендации на протяжении всего процесса, чтобы гарантировать, что все техники, выполняющие сварные швы, будут успешными. Это гарантия того, что к концу сеанса все участники мероприятия узнают больше о сварке GMA и станут лучшими сварщиками.
Заключение
I-CAR Training & Certification: Steel GMA Welding был пересмотрен, чтобы лучше отображать толщину стали, используемую производителями автомобилей. Требуется выполнить десять сварных швов на образцах калибров 22 и 16 в комбинации вертикального и верхнего положения. Инструктор I-CAR будет проводить курсы обучения и сертификации на ремонтном предприятии, используя сварочное оборудование ремонтного предприятия.