Тест по дисциплине «Контактная сварка»
Краткое описание документа:
Тесты по дисциплине «Контактная сварка»
1. Пайкой называется ……
А) Процесс получения разъёмного соединения путём местного нагрева основного металла до температуры его плавления.
Б). Процесс получения соединения путём местного нагрева основного металла до температуры его плавления.
В). Процесс получения неразъёмного соединения путём местного нагрева металла до температуры плавления припоя.
2. Какие из перечисленных видов сварки относятся к сварке плавлением?
А ). Дуговая покрытыми и угольными электродами, сварка под флюсом.
Б ). Контактная, электрошлаковая и диффузионная.
В ). Сварка взрывом, газовая, контактная.
3. Какие виды сварки из перечисленных относятся к сварке с применением давления?
А. Сварка трением, контактная шовная, точечная и рельефная.
Б.
В. Электрошлаковая, под флюсом, в защитных газах.
4. Как классифицируют контактные машины по механизму сжатия и осадки?
А. рычажные, пневматические, гидравлические.
Б. рычажные, гидравлические, пневмогидравлические
В. рычажные, пневматические, гидравлические, пневмогидравлические, электромагнитные
5. Найдите правильную расшифровку контактной машины.
А) МР – машина для рельефной сварки
Б) МШВ 1601 — машина шовная с выпрямителем тока во вторичном контуре, максимальный сварочный ток 16 кА, первая модификация
В) МШВ 1601 — машина шовная с выпрямителем тока во вторичном контуре, максимальный сварочный ток 160 А, первая модификация
6. Расшифруйте обозначение следующих контактных машин.
1. МТПВ -1207
2. МСО
Ответы
1- В
2- А
3- А
4- В
5- Б
6-
- МТПВ -1207- машина точечная, с пневматическим приводом сжатия, с выпрямителем тока во вторичном контуре, максимальный сварочный ток 12 кА, седьмая модификация
- МСО – машина для стыковой сварки оплавлением
ТЕСТ №1
Анализ возможности создания универсального оборудования для замеса хлебного теста
18. 11.2009/научная работа
11.2009/научная работа
Технологический процесс производства хлебобулочных изделий. Прием и хранение сырья, приготовление и разделка теста, хранение выпеченных изделий. Классификация тестомесильных машин непрерывного действия. Разработка универсального оборудования для замеса.
Модернизация ленточного дозатора муки установленнного в тестоприготовительном отделении тестоприготовительного агрегатаВиды существующих дозаторов для муки и техническая характеристика ленточного дозатора, его устройство и назначение. Установка ленточных побудителей разрыхления муки перед дозированием. Технико-экономическое обоснование и срок окупаемости конструкции.
Модернизация тестомесильной машины в линии производства ржаного хлеба19.12.2009/курсовая работа
Технология производства ржаного хлеба, соблюдение необходимых режимов и параметров. Проведение технологических, энергетических, кинематических, экономических расчетов, подтверждающих работоспособность проектируемой конструкции тестомесильной машины.
21.07.2008/курсовая работа
Ознакомление с оборудованием для замеса тестовых полуфабрикатов. Подробная разработка принципа работы тестомесильной машины А2-ХТЗ-Б периодического действия с подкатной дежой емкостью 330л. и расчет ее основных характеристик. Создание новых технологий.
Расчет тестомесильной машины И8-ХТА-12/118.11.2009/курсовая работа
Классификация тестомесильных машин. Функциональные схемы машин периодического и непрерывного действия. Расчет производительности и расхода энергии на замес теста. Выбор моторредуктора, проектирование приводного вала, его проверка на усталостную прочность.
Кукла из соленого теста. Подарок11.11.2010/практическая работа
Обоснование выбранной темы и схема обдумывания. Выявление основных параметров ограничений. Теоретические сведения о выборе подарка. История солёного теста. Требования к изделию, его дизайн, способ изготовления и необходимые инструменты и материалы.
Выбор электродвигателя. Кинематический и силовой расчет, расчет клиноременной передачи, зубчатых колес редуктора. Конструктивные размеры шестерни и колеса. Этапы компоновки редуктора. Проверка долговечности подшипников. Уточненный расчет валов.
Анализ дозирующего оборудования20.03.2010/курсовая работа
Обзор дозирующего оборудования, предназначенного для автоматического отмеривания (дозирования) заданной массы, объема твердых сыпучих, вязко-пластичных материалов. Особенности объемных, весовых дозаторов. Устройство и технология работы дозатора для теста.
Емкости хранения молока5.03.2009/курсовая работа
Описание технологии хранения молока. Описание функциональной схемы автоматизации. Контроль качества при хранении молока. Описание элементов контура регулирования. Виртуальный эксперимент и его описание. Разработка тестов, их разновидности и сущность.
Механизация ручного труда технологического процесса формования заготовок кондитерских изделий 15. 08.2010/дипломная работа
08.2010/дипломная работаОбзор технологического процесса формования мучных кондитерских изделий. Описание проектируемого участка линии разделки теста при производстве изделий типа «коврижка». Расчет расхода рецептурных компонентов. Безопасность и экологичность линии производства.
Сварочные аппараты (бесплатные тесты) (Южно-Сахалинск)
Выбор сварочного оборудования всегда непростое дело, т.к. в разнообразии производителей можно запросто потеряться. Тем более, если дело касается полуавтоматов или аргонодуговых аппаратов с их множеством настроек и параметров.
Именно поэтому наша компания открыла демонстрационный зал для тестовой сварки оборудования перед покупкой. Находится он в том же здании, где выставочный зал, оснащен всем необходимым для всех типов сварки (220/380В).
Смотрите наши видео обзоры сварочного оборудования в Ютубе на канале ferrum csm
Вы можете бесплатно протестировать:
— Полуавтоматы (Mig/Mag)
— Аппараты для ручной сварки покрытым электродом (ММА)
— Аргонодуговые аппараты (TIG) DC и AC/DC
— Контактная сварка (клещи)
Образцы свариваемых деталей (толщины от 1,5 до 8,0 мм):
— Черная сталь
— Нержавеющая сталь
— Алюминий
Применяемые сварочные газы:
— Смесь
— Аргон
— Углекислота
Производители сварочного оборудования:
— TOP: ESAB (Швеция), EWM (Германия), Miller (США), Fronius (Австрия), Migatronic (Дания), Cebora (Италия)- для демонстрации данного дорогостоящего оборудования мы привлечем нашего сварщика!
— ASEA (Корея), Grovers (РФ/Китай), Аврора(РФ/Китай) , Сварог (РФ/Китай), Брима (РФ/Китай), Фубаг (Германия/Китай), FoxWeld (РФ/Китай), Тритон (РФ/Китай)
Дополнительные приятные опции:
— Примерить спецодежду сварщика ESAB и поработать в ней
— Опробовать различные сварочные электроды и проволоки для разных сталей
— Получить скидку 5% при покупке оборудования/спецодежды/масок с демозала.
Для проведения тестов оборудования нам нужно подготовиться, поэтому просим Вас сообщить нам заранее!
Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка – РТС-тендер
ГОСТ Р ИСО 15614-12-2009
Группа Т51
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОКС 25.160.10
Дата введения 2011-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана) и Национальным Агентством Контроля и Сварки (НАКС) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана) и Национальным Агентством Контроля и Сварки (НАКС) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1077-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15614-12:2005* «Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка» (ISO 15614-12:2005 «Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 12: Spot, seam and projection welding»)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
— Примечание изготовителя базы данных.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Международный стандарт ИСО 15609-12:2004 разработан Техническим комитетом СЕН/ТК 121 «Сварка» Европейского комитета по стандартизации (СЕН), секретариат которого закреплен за ДИН (Институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом ПК 10 «Унификация требований в области сварки металлов» в соответствии с Соглашением о техническом сотрудничестве ИСО и СЕН (Венское соглашение).
ИСО 15614 состоит из следующих частей под общим наименованием «Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки»:
— Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов.
— Часть 2. Дуговая сварка алюминия и алюминиевых сплавов.
— Часть 3. Испытания процедуры дуговой сварки чугуна.
— Часть 4. Отделочная сварка алюминиевых отливок.
— Часть 5. Дуговая сварка титана, циркония и их сплавов.
— Часть 6. Медь и медные сплавы.
— Часть 7. Наплавка.
— Часть 8. Сварка соединений труб с трубной доской.
— Часть 9. Подводная гипербарическая мокрая сварка.
— Часть 10. Гипербарическая сухая сварка.
— Часть 11. Электронно-лучевая и лазерная сварка.
— Часть 12. Точечная, шовная и рельефная сварка.
Точечная, шовная и рельефная сварка.
— Часть 13. Контактная стыковая сварка сопротивлением и оплавлением.
Настоящий стандарт является частью серии стандартов, которые приведены в ИСО 15607 (приложение А).
Настоящий стандарт устанавливает, как именно технические требования к сварке могут быть оценены по испытаниям процедуры точечной, шовной и рельефной сварки.
Настоящий стандарт — часть серии стандартов, описание которой представлено в ИСО 15607 (приложение А).
Настоящий стандарт определяет условия проведения испытаний и объективность аттестованной процедуры сварки для всех практических операций сварки, охваченных настоящим стандартом.
Испытания, требуемые для аттестации процедуры сварки конкретного изделия, зависят от применения и требований качества для данного изделия, которые должны быть установлены до проведения какой-либо аттестации.
Испытания необходимо проводить в соответствии с настоящим стандартом, если не требуется проведение более тщательных испытаний согласно основному применяемому стандарту или контракту.
Приемлемость применения принципов настоящего стандарта к другим процессам контактной сварки должна быть установлена до проведения какой-либо аттестации.
Примечание — Особенности применения (обслуживания), материал и производственные условия могут требовать проведения более полных испытаний, нежели это предписано настоящим стандартом.
Подобные испытания могут включать:
— испытания на усталость для соединений, сваренных точечной сваркой;
— размеры образцов и процедуру испытаний на удар, отрыв и срез для соединений точечной и рельефной сварки;
— испытания на изгиб;
— определение поверхностных трещин;
— ультразвуковые исследования, радиографию;
— химический анализ, коррозионные испытания;
— микроэкспертизу, включая сопротивляемость образованию горячим трещинам;
— испытания сварного изделия в целом или частями.
Настоящий стандарт включает следующие процессы сварки в соответствии с ИСО 4063:
— 21 — точечная контактная сварка;
— 211 — односторонняя точечная контактная сварка;
— 212 — двухсторонняя точечная контактная сварка;
— 22 — контактная шовная сварка;
— 221 — шовная сварка внахлестку;
— 222 — шовная контактная сварка с раздавливанием кромок;
— 225 — шовная контактная стыковая сварка по фольге;
— 226 — шовная контактная сварка с накладками;
— 23 — рельефная сварка;
— 231 — односторонняя рельефная сварка;
— 232 — двухсторонняя рельефная сварка.
Для датированных ссылок применяются только указанные ниже издания. Для недатированных ссылок применяются последние издания документов, на которые ссылаются в настоящем стандарте, включая все поправки.
В настоящем стандарте использованы ссылки на следующие стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. — Примечание изготовителя базы данных.
ИСО 669:2000 Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам (ISO 669:2000, Resistance welding. Resistance welding equipment. Mechanical and electrical requirements)
ИСО 10447 Сварка контактная сопротивлением. Испытание на отрыв и обрубание сварных точек и соединений, полученных рельефной сваркой (ISO 10447, Resistance welding — Peel and chisel testing of resistance sport and projection welds)
ИСО 14270:2000 Размеры образца и методика механизированного испытания на отрыв для сварных швов, полученных при контактной точечной, роликовой и рельефной сварке (ISO 14270:2000, Specimen dimensions and procedure for mechanized peel testing resistance sport, seam and embossed projection welds)
ИСО 14271:2000 Испытание на определение твердости по Виккерсу для сварных швов, полученных при контактной точечной, рельефной и роликовой сварке (низкая нагрузка и микротвердость) (ISO 14271:2000, Vickers hardness testing of resistance spot, projection and seam welds (low load and microhardness))
ИСО 14272:2000 Размеры образца и методика испытания на поперечное растяжение сварных швов, полученных при контактной точечной и рельефной сварке (ISO 14272:2000, Specimen dimensions and procedure for cross tension testing resistance spot and embossed projection welds)
ИСО 14273:2000 Размеры образца и методика испытания на срез для сварных швов, полученных при контактной точечной, рельефной и шовной сварке (ISO 14273:2000, Specimen dimensions and procedure for shear testing resistance spot, seam and embossed projection welds)
ИСО 14732 Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов (ISO 14372, Welding personnel — Approval testing of welding operators for fusion welding and of resistance weld setters for fully mechanized and automatic welding of metallic materials)
Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов (ISO 14372, Welding personnel — Approval testing of welding operators for fusion welding and of resistance weld setters for fully mechanized and automatic welding of metallic materials)
ИСО 15607:2003 Технические требования и аттестация процедур сварки металлических материалов. Общие правила (ISO 15607:2003, Specification and qualification of welding procedures for metallic materials — General rules)
ИСО 15609-5:2004 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка (ISO 15609-5:2004, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 5: Resistance welding)
ИСО 17653:2003 Контроль разрушающий сварных швов металлических материалов. Испытание на скручивание сварных точек (ISO 17653:2003, Destructive tests on welds in metallic materials — Torsion test of resistance spot welds)
Испытание на скручивание сварных точек (ISO 17653:2003, Destructive tests on welds in metallic materials — Torsion test of resistance spot welds)
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены термины и определения по ИСО 15607:2003.
Предварительные технические требования к процедуре сварки должны быть разработаны в соответствии с ИСО 15609-5.
Сварка и испытания образцов должны соответствовать положениям разделов 6 и 7.
В соответствии с 6.2 необходимо подготовить стандартное контрольное сварное соединение, в качестве которого может быть использовано сварное изделие целиком.
Образцы для испытаний должны быть вырезаны из соответствующих частей, контрольных сварных соединений или сварены отдельно согласно 6.3.
Необходимо использовать образцы для испытаний и контрольные сварные соединения из одного материала и с одинаковыми шириной кромок и длиной нахлеста. Если возможно, необходимо учитывать шунтирующие и индукционные эффекты. Если в применяемом стандарте есть соответствующее требование, необходимо указать направление проката на контрольном сварном соединении.
Форма и размеры контрольных сварных соединений и образцов для испытаний и испытания процедуры сварки представлены в следующих стандартах: ИСО 14270, ИСО 14271, ИСО 14272, ИСО 14273, ИСО 17653 и ИСО 10447.
Образец для испытаний должен быть подготовлен и протравлен, чтобы изготовить поперечные и продольные шлифы для выявления вкраплений, зоны термического влияния и при необходимости сечение сварного шва.
Поперечный макрошлиф должен содержать неповрежденный основной металл.
Подготовку узлов (деталей), контрольных сварных соединений или образцов для испытаний и сварку контрольных сварных соединений или образцов для испытаний необходимо проводить в соответствии с pWPS и согласно общим правилам производства сварочных работ (параметры, оборудование и т.д.).
Если при точечной сварке используют прихватки, то они должны быть и на конечном контрольном сварном соединении.
До проведения аттестации процедура сварки и программа испытаний контрольных сварных соединений должны быть согласованы с экспертом или экспертным органом.
Испытания включают как неразрушающие, так и разрушающие.
Выбор вида испытаний и количества образцов для испытаний зависит от условий эксплуатации и требований к качеству сварного изделия. Вид испытаний и количество образцов должны быть установлены до проведения аттестации (таблица 1).
Таблица 1 — Примеры испытаний точечных, шовных и рельефных сварных соединений
Контрольные сварные соединения/образцы для испытаний | Вид испытаний | Количество образцов |
Одноточечный образец точечной или рельефной сварки | Визуальный осмотр | Все |
Испытания на срез | 11 | |
Растяжение | 11 | |
Макрошлиф | 2 | |
Твердость | Если требуется | |
Испытание на кручение | 11 | |
Испытания на отрыв | 11 | |
Испытание зубилом | 11 | |
Двухточечный образец точечной или рельефной сварки | Визуальный осмотр | Все |
Испытания на срез | 11 | |
Растяжение (перекрестное) | 11 | |
Макрошлиф | 2 | |
Твердость | Если требуется | |
Испытания на отрыв | 11 | |
Испытание зубилом | 11 | |
Многоточечные или рельефные образцы | Визуальный осмотр | Все |
Испытания на срез (сдвиг) | 11 | |
Макрошлиф | 11 | |
Твердость | 2 | |
Испытания на отрыв | Если требуется | |
Испытание зубилом | 11 | |
Образцы шовной сварки внахлестку (контрольные сварные соединения) | Визуальный осмотр | Все |
Испытания на расслаивание | 11 | |
Испытания на срез (сдвиг) | 11 | |
Испытания на отрыв | 3 | |
Испытание на герметичность | 3 | |
Макрошлиф | 2 | |
Твердость | Если требуется | |
Шовная сварка с раздавливанием кромок | Визуальный осмотр | Все |
Испытания на срез | 11 | |
Испытания на изгиб | 2 | |
Испытания на отрыв | 9 | |
Раздувание | 3 | |
Испытание на герметичность | 3 | |
Макрошлиф | 2 | |
Твердость | Если требуется | |
Вместо испытания на срез. Два образца, смещенные на 90° и зажатые перпендикулярно плоскости пластины. Должно быть установлено ограничение деформации на главные оси. Вместо испытания на срез, если невозможно подготовить стандартный образец или в случае, когда преобладает кручение. Только для одностороннего токоподвода. Двухточечное соединение должно быть разрезано на образцы с одной точкой. Отклонение ширины образца от стандартного зависит от шага точек. Двухточечное соединение. Многоточечный шов должен быть выполнен с расположением точек так, как это делается на готовой продукции. В том случае, если точечный шов получен таким же образом, что и для двухточечных испытаний. Вместо испытания на разрыв в случае преобладания срезывающей нагрузки. Только при наличии требований по герметичности (гидроиспытание). Только при наличии повышенных требований по герметичности (течеискание). Один продольный и один поперечный образец. Если возможно, с правым углом ко шву. Наружная и внутренняя стороны. Только для шовной сварки: три образца — из начала, середины и конца шва. | ||
Если нет необходимости в определении среднеквадратичного отклонения результатов испытаний в поперечном и продольном направлениях, то допускается использовать меньшее количество образцов.
Образцы для испытания следует выбирать после визуального осмотра или других альтернативных испытаний.
Вырезка образцов согласно 6.2.
Допускается вырезать образцы для испытаний из областей, не содержащих допустимых дефектов.
Точечные сварные соединения и сварные соединения, выполненные шовной сваркой, должны быть обследованы с использованием лупы с 6-10-кратным увеличением, зеркала или эндоскопа, чтобы определить следующие поверхностные характеристики: поверхностные трещины, выгорание металла, брызги, осаждение материала электрода, выбоины от электрода и несплошности.
Если деталь или контрольное сварное соединение не удовлетворяют любому требованию визуального контроля или какому-либо другому виду контроля, то необходимо проконтролировать еще одну дополнительную деталь или контрольное сварное соединение. Если и эта дополнительная деталь или контрольное сварное соединение не удовлетворяют требованиям, то pWPS должны быть изменены. Измененные pWPS должны быть аттестованы в соответствии с настоящим стандартом.
Если любой образец для испытаний не удовлетворяет основным требованиям 6.2 из-за геометрических дефектов (например, положение, форма), то необходимо изготовить дополнительные образцы для испытаний, по одному на каждый не прошедший испытания. Эти образцы могут быть взяты из того же контрольного сварного соединения, если в нем достаточно материала, или из нового соединения
Если какой-либо из этих дополнительных образцов не будет удовлетворять основным требованиям, то pWPS необходимо изменить. Измененные pWPS должны быть аттестованы в соответствии с настоящим стандартом.
Измененные pWPS должны быть аттестованы в соответствии с настоящим стандартом.
Все перечисленные ниже требования необходимо применять независимо друг от друга.
Если параметры выходят за пределы допустимых значений, необходимо проведение новых испытаний процедуры сварки.
Аттестация pWPS посредством испытаний в соответствии с настоящим стандартом разрешает производить работы по сварке в цехах и на площадках под единовременным техническим контролем и контролем качества со стороны производителя.
Технический контроль и контроль качества распространяются на процедуру сварки, если изготовитель, проводивший аттестацию процедуры сварки, несет полную ответственность за сварку, выполняемую в соответствии с данной процедурой.
Все испытания необходимо проводить с использованием материалов, аналогичным применяемым при производстве (по толщине, химическому составу, механическим свойствам). В случае отклонений от указанных требований все изменения должны быть установлены до проведения аттестации.
Аттестация распространяется только на процесс сварки, который используют при испытаниях.
В тех случаях, когда оборудование имеет дистанционное управление или более одной сварочной программы, используемой в работе как часть последовательности операций, WPS должны содержать описание всех используемых сварочных программ.
Для автоматического или роботизированного управления более чем одной сварочной программой WPS должны содержать описание всех используемых сварочных программ, каждая из которых требует аттестации.
Процедуру сварки аттестуют по роду тока (переменный, постоянный или импульсный), частоте и полярности, используемых в испытаниях процедуры сварки.
Процедуру сварки аттестуют по сварочному циклу, используемому при сварке.
Любая предусмотренная термообработка должна быть учтена при проведении испытания процедуры сварки.
Процедуры сварки аттестуют по типу используемого в испытаниях оборудования.
Процедуры сварки аттестуют по материалам и конструкции используемых электродов.
Протокол аттестации процедуры сварки (WPQR) представляет собой отчет о результатах оценки каждого контрольного соединения, включая повторные испытания. Необходимо включить в протокол основные пункты, перечисленные для WPS в ИСО 15609-5 вместе с описанием характеристик, приведенных в разделе 7.
Если не обнаружено недопустимых результатов испытаний, WPQR, описывающий результаты испытаний, считается положительным и должен быть подписан и датирован экспертом или экспертным органом.
WPQR должен иметь вид, облегчающий восприятие данных.
Приложение ZA
(обязательное)
Представленные ниже документы являются необходимыми для применения настоящего стандарта. При датированных ссылках действует только издание, на которое ссылаются. При недатированных ссылках действует актуальное издание упомянутого документа (включая все изменения).
Публикация | Год | Название | ЕН | Год |
ИСО 14732 | 1998 | Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов | ЕН 1418 | 1997 |
Приложение ДА
(справочное)
Таблица ДА.1
ИСО 4063 Сварка и родственные процессы. Перечень и условное обозначение процессов (ISO 4063:1998).
M1E1T60 | Вариант 1 |
V1 | Дуговая сварка относится к классу |
Термическому | |
Механическому | |
термомеханическому | |
Физическому | |
Химическому | |
V2 | При каком сварном соединении свариваемые элементы расположены параллельно и перекрывают друг друга? |
нахлесточном | |
V- образном | |
угловом | |
Стыковом | |
Х- образном | |
V3 | К каким свойствам сварочной дуги относят мощность дуги? |
Технологическим | |
Электрическим | |
тепловым | |
Энергетическим | |
Силовым | |
V4 | Участок основного металла, не
подвергшийся расплавлению, структура и свойства которого изменились в
результате нагрева при сварке плавлением или резке относится к. |
присадочному металлу | |
основному металлу | |
зоне термического влияния | |
зоне сплавления | |
сварному шву | |
V5 | За счет, каких силовых компонентов воздействия дуги осуществляется плавление основного металла? |
поверхностных сил и объемной электродинамической силой в металле | |
давлением струи плазмы о поверхность металла | |
электромагнитных | |
реактивным давлением струи пара с поверхности сварочной ванны | |
объемной электродинамической силой в металле | |
V6 | Когда образуется прожог? |
Рд+Рм> Рп | |
Рд+Рм< Рп | |
Рд+Рм= Рп | |
Рд+Рм= 0 | |
Рд+Рм= ¥ | |
V7 | Вредные компоненты, выделяемые при металлургических реакциях |
марганец и кремний | |
сера и фосфор | |
азот, кислород, водород | |
углекислый газ и воды пары | |
азот, кислород, водород, углекислый газ и пары воды | |
V8 | Что происходит, когда в процессе кристаллизации нарушается технологическая прочность металла? |
холодные трещины | |
нарушение формообразования | |
горячие трещины | |
Прожог | |
Подрез | |
V9 | Правку, концов труб после резки при отрицательной t0 окружающего воздуха выполняют только после подогрева до t0 |
до 1500 | |
до 500 | |
250-3000 | |
50- 1000 | |
150- 2000 | |
V10 | Как подается горючий газ для кислородной резки в смесительную камеру в инжекторных горелках? |
под одинаковым давлением | |
под высоким давлением | |
за счет подсоса струей кислорода | |
под разным давлением | |
под низким давлением | |
V11 | Что означает буква А в обозначении электрода? |
гарантируемый предел прочности металла шва | |
Гарантированные пластические свойства металла | |
повышенные пластические свойства металла шва | |
повышенную прочность металла шва | |
содержание углерода в % в металле шва | |
V12 | Какой вид покрытия электрода имеет условное обозначение П? |
с прочими видами покрытий | |
смешанного типа | |
Основное | |
Рутиловое | |
Кислое | |
V13 | Электроды, в зависимости от толщины покрытия (Д/d), обозначаемые буквой Д имеют покрытие |
Толстое | |
особо толстое | |
Тонкое | |
особо тонкое | |
Среднее | |
V14 | При обратной полярности постоянного тока и Vxx = 70± 0В металлические электроды с покрытием имеют обозначение |
9 | |
6 | |
7 | |
5 | |
8 | |
V15 | Какие флюсы не выступают во взаимодействии с расплавленным металлом? |
Пассивные | |
Кислые | |
Активные | |
Основные | |
Неплавленые | |
V16 | В баллонах, какого цвета, с каким цветом надписи поставляют кислород? |
черный с желтой надписью | |
коричневый с белой надписью | |
черный с желтой надписью и коричневой полосой | |
голубой с черной надписью | |
серый с зеленой надписью и зеленой полосой | |
V17 | При какой толщине стенки трубы сваривают без разделки кромок? |
более 4 мм | |
менее 4,8- 5, мм | |
более 5, мм | |
до 4 мм | |
более 4 и менее 4,8- 5, мм | |
V18 | Максимально допустимая длина дуги при диаметре электрода 3,0-3, 25мм составляет: |
2 ,5- 2,6 мм | |
1 ,2 -1 ,4 мм | |
1,5- 1,6 мм | |
1,8-2 ,2 мм | |
2 ,8-4,2 мм | |
V19 | К однопостовым коллекторным генераторам относятся: |
ГСМ –500 | |
ГСО -300-5 | |
ГД -3 10 | |
ГД -3 12 0 | |
варианты б — г | |
V20 | Число слоев автоматической сварки под флюсом определяется |
формой разделки кромки | |
толщиной стенки трубы | |
видом покрытия электрода | |
режимами сварки | |
погонной энергией сварки | |
V21 | Для транспортировки внутренних центраторов при сборке стыков труб в секции на трубосварочных базах применяют |
самоходное устройство СЦ-1 4 1 | |
роликовые опоры ОР- 121 | |
внутренние центраторы | |
лебедку ЛТ-3Г | |
роликовый вращатель | |
V22 | Для питания цепи управления
внутреннего центратора и др. |
РБ-2 01 , РБ-301 | |
РБ-30 1 | |
ВДУ-Т2 0IVЗ | |
ВД-306УЗ | |
ВДМ-1 001 УЗ | |
V23 | Для сварки труб Æ 530-1020 мм с толщиной стенки до 2 5 мм применяют комплекс |
“Стык- 2” | |
“Стык-3” | |
“Стык-1 ” и “Стык-2 ” | |
“Стык- 1” | |
“Стык-4” | |
V24 | При контактной сварке на трубосварочной базе для центровки и сварки труб используют |
зачистные линии | |
приемные стеллажи | |
Рольганги | |
сварочные машины | |
внутренние и наружные гратосниматели | |
V25 | К основным параметрам сварки STT относятся: |
V подачи сварочной проволоки; | |
пиковый ток; | |
базовый ток; | |
длительность заднего фронта импульса; | |
все перечисленные выше параметры | |
V26 | В экстремальных природных условиях применяется сварка |
комплексом CRC-Evans AW; | |
процессом STT; | |
порошковой проволокой | |
автоматическая под флюсом | |
Электродуговая | |
V27 | К режимам сварки проволокой типа Иннершилд относят |
силу тока и напряжение; | |
V подачи проволоки; | |
силу тока и V подачи проволоки; | |
напряжение и V подачи проволоки; | |
силу тока, напряжение и V
подачи проволоки. | |
V28 | Сварку сферических резервуаров выполняют |
автоматической сваркой под флюсом с -2х сторон | |
автоматической сваркой в среде защитных газов | |
электродуговой ручной сваркой | |
аргонодуговой сваркой | |
электрошлаковой сваркой | |
V29 | При помощи какого неразрушающего контроля проверяют наружные дефекты сварных соединений? |
Радиографический | |
внешний осмотр | |
Радиометрический | |
Ультразвуковой | |
метод акустической эмиссии | |
V30 | Условие прочности в сварных соединениях труб имеет вид: |
| |
| |
| |
| |
|
 …
… вспомогательных цепей служит выпрямитель
вспомогательных цепей служит выпрямитель
Тест по ПМ.
 02 МДК Технология электродуговой сварки и резки металлов
02 МДК Технология электродуговой сварки и резки металловПредседатель ПЦК 20 г.
Областное государственное профессиональное образовательное бюджетное учреждение «Политехнический техникум» Утверждено на заседании ПЦК Утверждено зам.директора по УПР (протокол от ) Е.А.Астафьева Председатель
Подробнеедосрочный ответ 2 балла 1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 1 Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины
ПодробнееКОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ «ОРЛОВСКИЙ ТЕХНИКУМ ПУТЕЙ СООБЩЕНИЯ ИМЕНПИ В. А. ЛАПОЧКИНА» КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА Профессиональный модуль Профессия ПМ.02
А. ЛАПОЧКИНА» КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА Профессиональный модуль Профессия ПМ.02
КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» Индустриальный институт (СПО) КОНТРОЛЬНО-ОЦЕНОЧНЫЕ
Подробнее4.5. Дуговая сварка в среде защитных газов
4.5. Дуговая сварка в среде защитных газов При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа. В качестве защитных газов применяют инертные газы (аргон и гелий)
ПодробнееКонспект. Технология сварочных работ
Филиал ТОО «Қамқор Локомотив» «Казалинский локомотиворемонтный завод» Конспект. Технология сварочных работ 2015 г. Технология сварочных работ Для возникновения электрической дуги необходимы два токопроводящих
Технология сварочных работ Для возникновения электрической дуги необходимы два токопроводящих
Классификация видов сварки
СВАРНЫЕ СОЕДИНЕНИЯ СВАРНЫЕ СОЕДИНЕНИЯ Сварные соединения представляют собой основной тип неразъѐмных соединений. Они выполняются путем местного нагрева деталей в зоне их соединения до расплавления или
ПодробнееПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
ПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ 1.1. Область применения программы Рабочая программа профессионального модуля (далее программа) является частью образовательной программы среднего профессионального
ПодробнееКраткая теоретическая часть
ЛАБОРАТОРНАЯ РАБОТА 3 РУЧНАЯ ДУГОВАЯ СВАРКА Цель работы: ознакомление с сущностью процесса, оборудованием, особенностями формирования сварного соединения при различных режимах сварки. Краткая теоретическая
Краткая теоретическая
Сварочные деформации
Сварочные деформации Ю.А. Дементьев Краевое государственное бюджетное профессиональное образовательное учреждение «Бийский промышленно-технологический колледж» Изменение формы и размеров твердого тела
ПодробнееЛекция 19. Сварные соединения
Оглавление Преимущества:… Недостатки:… Виды сварки:… Виды соединений при электродуговой сварке… 3 Расчеты на прочность… 4 Сварка встык… 4 Сварка внахлестку… 4 Точечная сварка… 5 Шовная
ПодробнееТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
Проект «Инженерные кадры Зауралья» МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Курганский
ПодробнееКОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» Индустриальный институт (СПО) КОНТРОЛЬНО-ОЦЕНОЧНЫЕ
ПодробнееПодготовка и разделка кромок под сварку
Подготовка и разделка кромок под сварку Подготовка кромок Ю.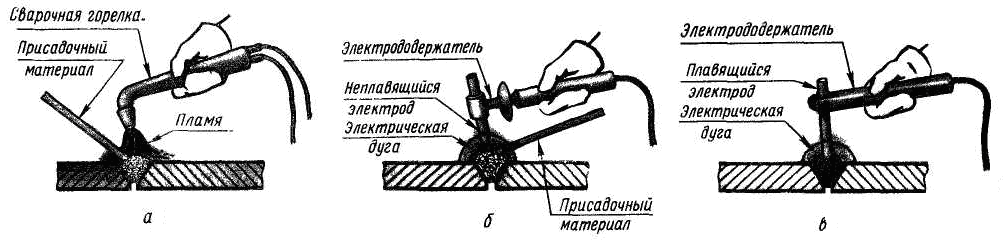 А. Дементьев преподаватель КГБПОУ «Бийский промышленнотехнологический колледж» Цель подготовки (зачистки) кромок под сварку-получение качественного
А. Дементьев преподаватель КГБПОУ «Бийский промышленнотехнологический колледж» Цель подготовки (зачистки) кромок под сварку-получение качественного
КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ «ОРЛОВСКИЙ ТЕХНИКУМ ПУТЕЙ СООБЩЕНИЯ ИМЕНПИ В.А. ЛАПОЧКИНА» КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА Профессиональный ПМ.04. Частично механизированная
ПодробнееМетодическая разработка
Методическая разработка Практического занятия по профессиональному модулю ПМ 03. «Выполнение сварки и резки средней сложности деталей». Профессия: 23.01.08. Слесарь по ремонту строительных машин Тема урока
ПодробнееПроект урока учебной практики
Проект урока учебной практики Специальность: 150709. 02 Сварщик (электросварочные и газосварочные работы). Мастер п/о: Рыжова Валентина Васильевна. ПМ.01 Подготовительно-сварочные работы. Тема урока: «Дуговая
02 Сварщик (электросварочные и газосварочные работы). Мастер п/о: Рыжова Валентина Васильевна. ПМ.01 Подготовительно-сварочные работы. Тема урока: «Дуговая
4. Практическое обучение
4. Практическое обучение 120 120 4.1. Инструктаж по безопасности труда, ознакомление с учебным участком, рабочим местом электрогазосварщика 4 4 4.2. Подготовка деталей к сварке (наплавке) 8 8 4.3. Практическое
Подробнее( ), , , :
АННОТАЦИЯ к рабочей программе ПМ.2 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях по профессии CПО 15.01.05 Сварщик (электросварочные
ПодробнееЭлектроды для ручной дуговой сварки
Электроды для ручной дуговой сварки При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы. Плавящиеся электроды изготовляют из сварочной
Плавящиеся электроды изготовляют из сварочной
СВАРОЧНЫЕ РАБОТЫ В СТРОИТЕЛЬСТВЕ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬ- НОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра
ПодробнееТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Курганский государственный университет» Кафедра
ПодробнееКонтактная сварка алюминия и его сплавов — «Вебер Комеханикс»
В последние годы наблюдается устойчивая тенденция к увеличению объема использования алюминия и его сплавов в различных отраслях промышленности, особенно в тех случаях, когда важны стойкость к коррозии, легковесность конструкции и высокое соотношение прочность/вес для металлических конструкций.
При точечной сварке заготовок из алюминия и его сплавов необходимо учитывать некоторые важные моменты, такие как специальные режимы сварки, предварительная обработка поверхности, контроль качества полученного сварного соединения и некоторые другие параметры. Об этом и пойдёт речь в статье.
Поскольку алюминий обладает очень высокими коэффициентом теплопроводности и интенсивностью нагрева, при проведении сварочных операций с ним нужно использовать жесткие режимы сварки с малым временем включения тока во избежание деформации и склеиваниясвариваемых заготовок. Следует учитывать тот факт, что сварочный ток будет значительно выше, так как коэффициент электрического сопротивления алюминия ниже, чем у стали.
Поверхность алюминиевых заготовок зачастую загрязнена пылью, маслом, включениями и покрыта оксидной пленкой из оксида Al2O3 (электроизоляционный слой с температурой плавления, превышающей 2000 С). Для получения качественного сварного соединения необходимо устранять все вышеуказанные примеси, в особенности это касается оксидной пленки, которая должна быть удалена, либо ее толщина должна быть минимальной, чтобы понизить сопротивление поверхности заготовки, насколько это возможно.
Оксидную пленку обычно удаляют механически, либо с помощью химических реагентов (травление). Механическая зачистка, которая, в основном, производится вручную, применяется для точечной обработки. При удалении оксидной пленки не желательно применение абразивных материалов с крупной зернистостью, так как это ухудшает качество поверхности. Подготовка поверхности травлением является наилучшим решением для получения качественных сварных соединений. К преимуществам травления можно отнести возможность получения равномерного электрического сопротивления после обработки. Во избежание повторного образования оксидной пленки рекомендуется произвести сварку обработанного материала в течение 24-36 часов после зачистки.
Качество соединения также во многом зависит от формы и материала электродов. При точечной контактной сварке электроды должны обладать высокой электро- и теплопроводностью, стойкостью к деформациям, а также низкой склонностью к диффузии со свариваемым материалом.
Основное назначение электродов:
— передача сварочного тока;
— отвод тепла от заготовок;
— передача сварочного усилия.
Качество соединения в контакте электрод-деталь является ключевой переменной для получения качественного сварного соединения. В процессе естественного износа электрода его рабочая поверхность увеличивается, уменьшая тем самым плотность тока и интенсивность передачи тепла в заготовку. Для определения максимального/минимального количества сварок до следующей зачистки и восстановления рабочей поверхности электродов, необходимо проводить тесты.
Образцы высококачественной сварки алюминия на машинах контактной сварки
Что касается формы электродов, то наилучшие результаты достигаются при использовании электродов с полусферической формой рабочей поверхности. Если на одной из сторон детали не допустимы механические отпечатки, то один из электродов может иметь плоскую рабочую поверхность. Важным параметром является фаза охлаждения, так как без должного охлаждения заготовки после пропускания тока (охлаждение происходит в сжатом состоянии через электроды) может возникать диффузия медного и алюминиевого сплавов, что сокращает срок службы электродов.
Для улучшения качества сварной точки можно увеличить усилие на электроде после протекания сварочного тока – применить ковочное усилие (в два раза больше сварочного усилия).
Необходимо обратить внимание, что при сварке сплавов с высокой электропроводностью (Al 99.5) рекомендуется увеличить ток на 15 %. При сварке сплавов с более низкой электропроводностью (АМг3) рекомендуется уменьшить значение тока на 5-10%.
Мы рекомендуем рассматривать табличные значения в качестве основы для проведения пробных тестов на образцах, в ходе которых Вы сможете подобрать оптимальные параметры для достижения требуемого качества сварки.
Ещё один важный момент, на который нужно обратить внимание. В процессе образования сварного соединения часть алюминия уходит из расплавленной зоны (литого ядра), создавая при этом условия для возможного образования трещин и пустот. Исходя из этого, рекомендуется увеличивать сварочное усилие в этой части цикла (время выдержки). При наличии возможности регулировки сварочного усилия внутри сварочного цикла (машины с пропорциональным клапаном) упрощается процесс оптимизации параметров сварки (времени, тока, мощности), и мы получаем дополнительные возможности для достижения лучшего качества сварки. Данные возможности реализованы на машинах производства компании СЕА серии PPN 3F CC, MF и серии PPN специального исполнения при установке пропорционального клапана.
Данные возможности реализованы на машинах производства компании СЕА серии PPN 3F CC, MF и серии PPN специального исполнения при установке пропорционального клапана.
Машины точечной и рельефной сварки серии PPN 3FCC
Особенности машин:
- Получение высококачественных сварных соединений.
- Большая мощность машин позволяет охватить широкий диапазон задач рельефной сварки.
- Отсутствие потерь мощности при увеличении длины хоботов.
- Отсутствие потерь мощности в случае наличия в сварочном контуре магнитных материалов.
- Сварка постоянным током обеспечивает большой ресурс электродов.
- Больший КПД по сравнению с однофазными машинами.
- Меньшее время сварки.
- Сбалансированное потребление мощности электрической сети.
- Большие коэффициент мощности и выходная мощность.

- Снижение потребляемой мощности и, как следствие, расходов на электроэнергию.
- Водяное охлаждение вторичной цепи.

В России официальным представителем компании CEA является компания «Вебер Комеханикс». Подробную информацию по широкому спектру сварочного и другого металлообрабатывающего оборудования Вы можете получить у специалистов компании по тел.: +7 (495) 925-8887.
Контроль точечной сварки
Применение
Оценка целостности точечных сварных соединений в металле.
Задний план
Точечная сварка — это распространенный метод соединения двух кусков металла, обычно тонких листов или пластин, с помощью серии небольших круглых прихваток. Этот процесс широко используется в автомобильной промышленности для сборки кузова и некоторых соединений шасси, а также другими производителями листового металла.Точечная сварка выполняется путем прижатия электродов к обеим сторонам соединяемых деталей и пропускания через них сильного тока, который на мгновение создает ванну расплавленного металла, которая затвердевает. в круглый сустав, известный как самородок.
в круглый сустав, известный как самородок.
Если сварной шов сформирован неправильно, возможно, что две части могут не сплавиться полностью или площадь наггетса может быть меньше, чем требуется для прочного соединения. Эти проблемы редко видны при визуальном осмотре, а разрушающие испытания на растяжение неэффективны и ограничиваются несколькими образцами.Однако при наличии надлежащего оборудования и техники ультразвуковой точечный контроль сварных швов может быстро и неразрушающим образом предоставить ценную информацию о качестве сварного шва.
Оборудование
Для контроля точечных сварных швов рекомендуется использовать ультразвуковой дефектоскоп EPOCH 650 или EPOCH 1000. Испытание точечной сварки требует передачи звука в чашеобразный сварной шов, обычно от 3 до 6 мм (от 0,125 до 0,250 дюйма). |
 ) в диаметре и генерируют множественные эхо-сигналы от задней стенки на высокой частоте. Olympus предлагает широкий выбор линий задержки и встроенных преобразователей водяного столба с частотой
диапазон от 10 до 20 МГц для этой цели. Преобразователи с линией задержки используют небольшой пластиковый волновод для передачи звуковой энергии от элемента преобразователя к испытуемому образцу. Преобразователи водяного столба с пленкой включают гибкую резиновую мембрану, закрывающую водяной столб, который соответствует топографии точечного сварного шва для оптимизации связи.В случае преобразователей с линией задержки диаметр линии задержки и диаметр элемента обычно соответствуют номинальному диаметру самородка с точностью до
несколько десятых миллиметра. В случае встроенных преобразователей водяного столба диаметр элемента обычно соответствует номинальному диаметру самородка. Для получения дополнительной информации о выборе преобразователя свяжитесь с Olympus.
) в диаметре и генерируют множественные эхо-сигналы от задней стенки на высокой частоте. Olympus предлагает широкий выбор линий задержки и встроенных преобразователей водяного столба с частотой
диапазон от 10 до 20 МГц для этой цели. Преобразователи с линией задержки используют небольшой пластиковый волновод для передачи звуковой энергии от элемента преобразователя к испытуемому образцу. Преобразователи водяного столба с пленкой включают гибкую резиновую мембрану, закрывающую водяной столб, который соответствует топографии точечного сварного шва для оптимизации связи.В случае преобразователей с линией задержки диаметр линии задержки и диаметр элемента обычно соответствуют номинальному диаметру самородка с точностью до
несколько десятых миллиметра. В случае встроенных преобразователей водяного столба диаметр элемента обычно соответствует номинальному диаметру самородка. Для получения дополнительной информации о выборе преобразователя свяжитесь с Olympus.
Теория Операции
В хорошем сварном шве расстояние между эхо-сигналами будет пропорционально толщине сварного шва, а скорость затухания (скорость уменьшения амплитуды последовательных эхо-сигналов) будет связана с затуханием в очаге.Каждому состоянию сварки соответствует характерная эхо-картина; хороший, не свариваемый, сварной шов меньшего размера и сварка электродами. Рекомендуется использовать программное обеспечение для хранения шаблонов, в котором хранятся и вызываются контуры различных эхо-сигналов. схемы каждого состояния сварки. Каждую эхо-картину можно легко наложить на А-скан в реальном времени одним нажатием кнопки, чтобы облегчить сравнение и улучшить осмотр. Можно сохранить несколько шаблонов, а -A- обозначает активный выбор шаблона. | |
Если между двумя кусками металла нет сплавления (состояние «нет сварки» или «несварка»), то последовательные эхо-сигналы будут намного ближе друг к другу и больше по амплитуде. | |
В случае сварки меньшего размера только часть звукового луча будет отражаться от общей толщины двух металлических листов, в то время как часть отражается от одной толщины.Это создает шаблон, в котором небольшие пики, представляющие толщину одного листа, появляются между более крупными и более далеко разнесенными пиками, представляющими полную толщину сварного шва. | |
Наконец, в условиях сварки электродами (или прихватки), когда металлические листы расплавлены, но из-за недостаточного нагрева сварной шов не полностью сформирован, скорость затухания эхо-сигнала изменится, что приведет к появлению на экране более крупных пиков с более длинным кольцом. время простоя. | |

 Это связано с тем, что эффект рассеивания зерен полностью сформированного самородка отсутствует, а зона сварки является более пропускающей, чем в случае полностью сформированного сварного шва.
Это связано с тем, что эффект рассеивания зерен полностью сформированного самородка отсутствует, а зона сварки является более пропускающей, чем в случае полностью сформированного сварного шва.Приборы для испытаний на выталкивание и растяжение НА ПРОДАЖУ [ 844-974-9353 ]
Инструменты и оборудование для испытаний ДЛЯ ПРОДАЖИ от Weld Systems Integrators
Используете ли вы испытание на падение, испытание на изгиб или комбинацию промышленных тисков и пассатижей для проведения испытаний на сопротивление разрушающему сварному шву? Используете ли вы визуальный контроль для неразрушающего контроля (НК)? Эти методы часто выявляют поверхностные дефекты, но могут пропустить внутренние дефекты, такие как трещины, пористость, дыры, включения, неполное проникновение и подрезы.
Проверка прочности, долговечности и качества сварного шва является важным этапом любой операции контактной сварки. Тестеры выталкивания и тестеры на растяжение, доступные от Weld Systems Integrators (WSI), представляют собой альтернативный метод разрушающего и неразрушающего контроля, предназначенный для того, чтобы помочь клиентам получить более точные результаты. СВЯЖИТЕСЬ С WSI сегодня для инвентаризации и доставки.
Тестеры выталкивания и тестеры на растяжение, доступные от Weld Systems Integrators (WSI), представляют собой альтернативный метод разрушающего и неразрушающего контроля, предназначенный для того, чтобы помочь клиентам получить более точные результаты. СВЯЖИТЕСЬ С WSI сегодня для инвентаризации и доставки.
Тестеры выталкивания серии WSI
Тестер выталкивания от Weld Systems Integrators оценивает прочность образцов сварных швов, чтобы гарантировать качество готового продукта.Насос с ручным приводом воздействует на приварные гайки и шпильки, чтобы измерить точку разрыва сварного шва. Выталкивающие тестеры WSI могут быть настроены в кН, даН, Н, фунтах и кг.
Тестер выталкивания WSI H-типа
Тестер выталкивания WSI H-типа предназначен для установки на ваш стол, тележку или другую рабочую поверхность. Технические характеристики включают:
- H-образная рама
- ЖК-дисплей, DFI-101 Измерительный прибор с ЖК-дисплеем, работающим от батареи
- Гидравлический насос с ручным управлением применим до 9000 фунтов. максимальное усилие выталкивания
- Плоская рабочая поверхность во всю ширину для образцов
- 4″ Ход поршня
- Размеры в фунтах, кН, даН, Т
- Защитный кожух
- Приблизительный вес 185 фунтов. (85 кг)
- 1 год ограниченной гарантии на запасные части и обслуживание
 максимальное усилие выталкивания
максимальное усилие выталкиванияТестер выталкивания WSI с расширенной горловиной (типа ET)
Тестер выталкивания WSI с удлиненной горловиной (ET-типа) предназначен для установки на верстак, тележку или другую рабочую поверхность. Тестер ET-типа позволяет использовать более крупные детали заказчика.Технические характеристики включают:
- Плоские опоры для крепления к столу или тележке
- Горловина 24″ вмещает большие детали
- 8″ закрытая высота
- 4″ Ход поршня
- Гидравлический насос с ручным управлением обеспечивает максимальное усилие выталкивания до 4500 фунтов
- Размеры в фунтах, кН, даН, Т
- Защитный кожух
- ЖК-дисплей, счетчик DFI-101
- Приблизительный вес 650 фунтов. (295 кг)
- 1 год ограниченной гарантии на запасные части и обслуживание
 (295 кг)
(295 кг)Приборы для испытаний на растяжение
Портативные приборы для проверки точечной сварки PT-10-5K-M3 и PT-10-5K-M5
Портативные приборы для проверки точечной сварки PT-10-5K-M3 и PT-10-5K-M5 имеют прочную раму и рабочий механизм, а также обеспечивают наилучшую портативность и малую занимаемую площадь.Индикатор крепится непосредственно к раме тестера и может непрерывно работать до 24 часов от встроенной батареи, прежде чем потребуется подзарядка, что делает его идеальным тестером для транспортировки от станции к станции.
- Защитный кожух в комплекте
- Вместимость: до 5000 фунтов силы
- M3 имеет выбираемые единицы измерения кгс, фунт-сила и кН
- M5 имеет выбираемые единицы измерения кгс, фунт-сила, Н и кН
- Точность и разрешение
- M3: +/- 0,7 % от номинальной мощности, разрешение 5 фунтов силы
- М5: +/- 0. Выходная мощность 6 %, разрешение 2 фунта-силы
- Захваты: в комплект входят клиновидные захваты с крупными зазубринами, которые подходят для образца шириной до 1,5 дюйма и толщиной 0,25 дюйма
- Расстояние открытия от 2 дюймов до 7 дюймов
- Прочная, тяжелая конструкция из листовой стали
- USB-кабель вывода данных в комплекте
- Программное обеспечение MESUR®-Lite
- Кейс для переноски входит в комплект поставки новых устройств. Его можно приобрести отдельно для старых устройств, уже имеющихся в эксплуатации
- Более низкий диапазон производительности доступен по специальному запросу
- Размеры: 18.Ширина 5 дюймов, глубина 4 дюйма, высота 7 дюймов для системы
- Память данных – 1000 показаний доступны ТОЛЬКО на M5
- Гарантия на отсутствие производственных дефектов в течение полных двух лет
 Выходная мощность 6 %, разрешение 2 фунта-силы
Выходная мощность 6 %, разрешение 2 фунта-силыПортативный тестер точечной сварки PT-10 Чемодан
Защитите свои инвестиции с помощью кейса для переноски/хранения/транспортировки.
Портативный кейс для тестера точечной сварки PT-10 — отличное решение для транспортировки и хранения вашего тестера и индикатора. Кейс предназначен для использования в неблагоприятных условиях транспортировки без повреждения содержимого.Индивидуальная вставка из пеноматериала разработана специально для современных моделей PT-10. Индикатор и более тяжелая испытательная рама надежно закреплены вдали друг от друга, что исключает возможность их повреждения.
Портативный тестер точечной сварки PT-10 входит в комплект поставки новых устройств и может быть приобретен отдельно у Weld Systems Integrators для старых устройств, уже находящихся в эксплуатации.
Кейс имеет семь защелок, предохраняющих крышку от случайного открытия. Колеса встроены в корпус напротив выдвижной ручки, что упрощает его транспортировку.
Свяжитесь с интеграторами сварочных систем
Сварка сопротивлением в Lynn Welding
Сварка
Предоставление аккредитованных Nadcap услуг контактной сварки нашим национальным и международным клиентам.

Lorem ipsum dolor sit amet, consetetur sadipscing elitr, sed diam nonumy eirmod tempor invidunt ut Labore et dolore magna aliquyam erat, sed diam voluptua.Lorem ipsum dolor sit amet, consetetur sadipscing elitr. Lorem ipsum dolor sit amet, consetetur sadipscing elitr, sed diam nonumy eirmod tempor invidunt ut Labore et dolore magna aliquyam erat, sed diam voluptua.
Lynn Welding предоставляет услуги контактной сварки многим своим клиентам. Наша команда использует сварочные аппараты SCIAKY, которые считаются лучшими в мире для соблюдения самых строгих допусков, требуемых аэрокосмической промышленностью. Наши сварочные аппараты SCIAKY способны сваривать алюминий, нержавеющую сталь, титан, инконель и большинство других металлов, поддерживая надлежащие условия для обеспечения качественного сварного шва.Наши операции контактной сварки тщательно контролируются нашим внутренним отделом качества, который гарантирует, что все функции контактной сварки соответствуют рекомендациям, установленным NADCAP (Национальная программа аккредитации подрядчиков в аэрокосмической и оборонной промышленности).
Lynn Welding имеет сертификат
AWS D17.2, сертифицированный . Просмотрите другие наши разрешения на сварку в аэрокосмической отрасли, используя ссылки в нижнем колонтитуле.
Сварка сопротивлением — это процесс соединения двух или более металлических частей с применением тепла, электричества и давления.Сварка сопротивлением охватывает отрасль сварочного искусства, в которой теплота сварки образуется за счет сопротивления свариваемых деталей и прохождения электрического тока. Он отличается от других видов сварки тем, что не используются посторонние материалы, такие как флюсы, присадочные прутки и т. д.; поэтому металлография сварного шва не усложняется добавлением этих материалов. Сварка сопротивлением также отличается от процесса сварки плавлением тем, что для соединения нагретых деталей используется приложение механического давления.Влияние давления заключается в измельчении зернистой структуры, в результате чего получается сварной шов с физическими свойствами, в большинстве случаев равными свойствам основного материала, а иногда даже превосходящими их.
Сертифицированный специалист по контактной сварке Детали программы
Сертифицированный специалист по контактной сварке Программа , проводимая Американским обществом сварщиков, отличается высокой конкуренцией и ориентированностью на работу. В настоящее время роль техника контактной сварки востребована в высокопроизводительной промышленности.Все хотят, чтобы хорошо обученные технические специалисты шли в ногу с неумолимым рынком. Сертификация AWS CRWT является доказательством знаний владельца о принципах, процессах и оборудовании контактной сварки, а также об образовании, экзаменах и опыте. Таким образом, приведенная ниже информация включает в себя все детали процесса сертификации AWS CRWT.
Основные моменты публикации:
- Что такое программа сертификации специалистов по контактной сварке?
- Требуемое образование и опыт работы
- Как подать заявку на участие в программе CRWT?
- Стоимость программы AWS CRWT
- Экзамен CRWT
- Повторная сертификация CRWT
- Преимущества сертификации CRWT
Сертифицированная программа для специалистов по контактной сварке
И AWS, и RWMA разработали полномочия сертифицированного специалиста по контактной сварке (CRWT). Программа сертификации повышает общую квалификацию техника, сварщика, квалифицированного мастера, менеджера по контролю качества, инженера или супервайзера. Программа представляет собой проверку навыков, знаний и умений по эксплуатации, тестированию, настройке, техническому обслуживанию и контролю качества оборудования для контактной сварки .
Программа сертификации повышает общую квалификацию техника, сварщика, квалифицированного мастера, менеджера по контролю качества, инженера или супервайзера. Программа представляет собой проверку навыков, знаний и умений по эксплуатации, тестированию, настройке, техническому обслуживанию и контролю качества оборудования для контактной сварки .
Технические документы:
- AWS C1.5:2019 – Спецификация для квалификации техников контактной сварки
- QC20:2020 — Спецификация для сертификации AWS специалистов по контактной сварке
Претенденты должны иметь как образовательную квалификацию, так и опыт работы, прежде чем они подадут заявку на сертификацию CRWT.Есть много школ сварки, предоставляющих эти дипломы.
| Уровень образования | Опыт работы |
| Диплом о среднем образовании, военный или государственный эквивалент (GED) | Опыт работы от одного года |
| Выпускник средней школы / GED | Шесть месяцев опыта работы |
| (альтернатива требованиям к образованию) | Опыт работы от трех лет |
Примечание: Опыт сварки сопротивлением означает применение, проектирование и эксплуатацию сварочных линий или ячеек для производства сварочной продукции.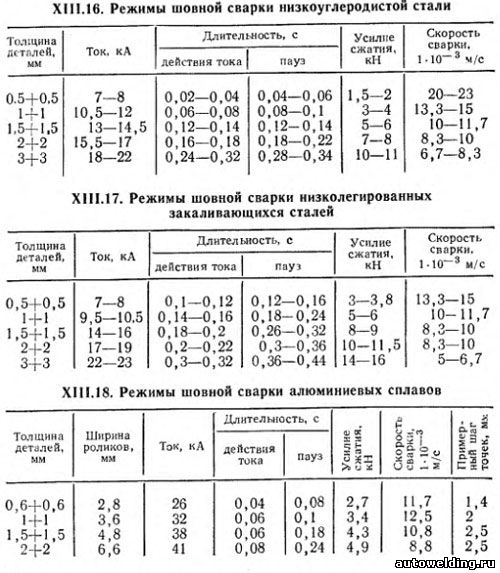
Как местные, так и иностранные кандидаты могут подать заявку на участие в программе сертификации AWS CRWT, посетив официальный веб-сайт AWS (www.aws.org) в установленной форме заявки. Прежде чем они подадут заявку на это, убедитесь, что условия приемлемости соблюдены.
Стоимость программы сертификации специалистов по контактной сваркеЦены на услуги сертифицированного специалиста по контактной сварке AWS на текущий год следующие.
| Старший № | Продукты | Участники AWS | Не члены |
| 1 | Экзамен CRWT | $370 | 495 долларов |
| 2 | CRWT 2-дневный семинар | 620 $ | 830 $ |
| 3 | Пакет семинаров и экзаменов CRWT | 855 долларов | 1140 долларов |
| 4 | Повторное тестирование | $185 | $185 |
| 5 | Повторная сертификация | $370 | 495 долларов |
| Итого | 2400 долларов | 3 145 долл. США США |
Примечание: Цены могут быть изменены без предварительного уведомления.
Шаблон экзамена на сертифицированного специалиста по контактной сваркеТребования к сдаче экзамена по программе сертифицированного специалиста по контактной сварке следующие.
Спецификации испытаний CRWT
| Старший № | Технические характеристики | Вес-возраст |
| 1 | Преобразование и расчеты | 5% |
| 2 | Определения и терминология | 10% |
| 3 | Техническое обслуживание | 12% |
| 4 | Материалы | 13% |
| 5 | Настройка сварочного оборудования, включая проектирование станков/инструментов | 15% |
| 6 | Качество сварки и испытания, включая разрушающие и неразрушающие испытания | 12% |
| 7 | Процедуры сварки | 15% |
| 8 | Сварочные процессы и графики | 15% |
| 9 | Символы сварки | 3% |
| Итого | 100% |
Области контрольных вопросов
- АМС А2. 4 – Стандартные символы для сварки, пайки и неразрушающего контроля
- AWS C1.1M/C1.1 – Рекомендуемые методы контактной сварки
- AWS RWPH (Карманный справочник RW)
- RWMA Руководство по контактной сварке
 4 – Стандартные символы для сварки, пайки и неразрушающего контроля
4 – Стандартные символы для сварки, пайки и неразрушающего контроляФакты об экзамене CRWT
- Будет 100 типов вопросов с несколькими вариантами ответов плюс 10 предварительных заданий .
- Это будет компьютерный тест (CBT) , проводимый в испытательном центре Prometric.
- Продолжительность экзамена составляет 135 минут (2 часа 15 минут). 2 часа 30 минут — это общее время экзамена.
- Минимальный проходной балл для экзамена CRWT будет 60%.
Все получатели сертификатов CRWT должны продлевать его каждые пять лет путем повторной проверки.
AWS CRWT предоставляет множество преимуществ получателям в различных областях сварочной промышленности.
Пособия для ветеранов – ветераны с G.I. Билл Преимущества и желание продолжить карьеру, возможно, возместили стоимость сертификационного теста AWS.
Демонстрация конкретных возможностей — В процессе сертификации проверяются знания человека в области контактной сварки, включая технические области. Это дает ему/ей возможность пройти сертификацию и повысить свою репутацию в сварочной отрасли.
Самозанятость – Лица, имеющие сертификат CRWT, могут как работать в соответствующих областях, так и заниматься частным бизнесом.
Таким образом, информация о программе сертифицированных специалистов по контактной сварке является ценной для тех, кто стремится получить сертификат AWS для специалистов по контактной сварке.
Связанный: Другие сертификаты сварки
Нравится:
Нравится Загрузка…
Вам также может понравиться:(PDF) Сравнение методов оценки качества контактной точечной сварки
ScienceDirect
Доступно на сайте www.sciencedirect.com
Доступно на сайте www.sciencedirect.com
ScienceDirect
Procedia Manufacturing 00 (2017) 000–000
www.elsevier.com/locate/procedia
* Paulo Afonso. Тел.: +351 253 510 761; факс: +351 253 604 741
Адрес электронной почты: [email protected]
2351-9789 © 2017 Авторы. Опубликовано Elsevier B.V.
Рецензирование под ответственность научного комитета Международной конференции Производственно-инженерного общества 2017.
Международная конференция Manufacturing Engineering Society 2017, MESIC 2017, 28-30 июня
2017, Виго (Понтеведра), Испания A. Santanaa, P. Afonsoa*, A. Zaninb, R. Wernkeb
a University of Minho, 4800-058 Guimarães, Portugal
bUnochapecó, 89809-000 Chapecó, SC, Бразилия
Abstract
Под концепцией «Индустрия 4. 0»,
0»,
производственные процессы будут становиться все более взаимосвязанными,
информации, основанной на основе реального времени и, безусловно, гораздо более эффективной. рентабельность и стоимость организации
Действительно, подходы к бережливому управлению и непрерывному совершенствованию предполагают оптимизацию мощностей вместо максимизации
. Изучение моделей оптимизации мощностей и расчета затрат является важной темой исследования, которая заслуживает
вклада как с практической, так и с теоретической точек зрения.В этом документе представлена и обсуждается математическая модель
для управления мощностями, основанная на различных моделях расчета затрат (ABC и TDABC). Была разработана общая модель
, которая использовалась для анализа неиспользуемых мощностей и разработки стратегий, направленных на максимизацию ценности организации. Выделен компромисс между максимизацией емкости и операционной эффективностью, и показано, что оптимизация емкости может скрывать операционную неэффективность.
© 2017 Авторы.Опубликовано Elsevier B.V.
Рецензирование под ответственностью научного комитета Международной конференции инженеров-технологов
2017.
Ключевые слова: стоимостные модели; азбука; ТДАБК; Управление мощностями; холостая емкость; Операционная эффективность
1. Введение
Стоимость простаивающих мощностей является фундаментальной информацией для компаний и их управления, имеющей чрезвычайно важное значение
в современных производственных системах. В целом он определяется как неиспользованная мощность или производственный потенциал и может быть
измерен несколькими способами: тоннами продукции, доступными часами производства и т. д.Управление простаивающими мощностями
Procedia Manufacturing 29 (2019) 305–312
2351-9789 © 2019 Авторы. Опубликовано Elsevier BV
Это статья в открытом доступе по лицензии CC BY-NC-ND (https://creativecommons.org/licenses/by-nc-nd/4.0/)
Отбор и рецензирование под ответственность оргкомитета ШЕМЕТ 2019.
10.1016/j.promfg.2019.02.142
10.1016/j.promfg.2019.02.142 2351-9789
© 2019 Авторы.Опубликовано Elsevier BV
Это статья в открытом доступе по лицензии CC BY-NC-ND (https://creativecommons.org/licenses/by-nc-nd/4.0/)
Отбор и рецензирование под ответственность оргкомитета SHEMET 2019.
Доступно на сайте www.sciencedirect.com
ScienceDirect
Procedia Manufacturing 00 (2018) 000–000
www.elsevier.com/locate/procedia
798 © 235 Авторы. Опубликовано Эльзевиром Б.V.Это статья в открытом доступе по лицензии CC BY-NC-ND (https://creativecommons.org/licenses/by-nc-nd/4.0/)
Отбор и рецензирование под ответственность оргкомитет SHEMET 2019.
18-я Международная конференция по листовому металлу, SHEMET 2019
Сравнение методов оценки качества контактной точечной сварки
Cameron Summervillea, Paul Compstona, Matthew Doolana* Building 32 North Road, Acton, ACT, 2601, Australia
Abstract
Точечная сварка сопротивлением (RSW) используется во многих различных производственных отраслях для соединения компонентов из листового металла благодаря быстрому времени цикла
, низкой стоимости и простоте реализации. и адаптируемость к различным конфигурациям соединений и материалам.Однако изменение качества
и адаптируемость к различным конфигурациям соединений и материалам.Однако изменение качества
при точечной сварке может повлиять как на функциональность, так и на безопасность изделий. Поэтому обеспечение качества точечных сварных швов жизненно важно во многих отраслях промышленности. Качество точечного сварного шва оценивается несколькими способами: от физических измерений сварных швов до ультразвукового контроля
и испытаний на механическую прочность.
В этом документе исследуются четыре широко используемых протокола проверки качества сварных швов: испытание на сдвиг при растяжении, испытание долотом, ультразвуковой контроль и испытание на прочность на отрыв
.Мы представляем ряд данных точечной сварки, чтобы продемонстрировать изменчивость результатов и оценить корреляцию
между диаметром наггетсов (промышленный стандарт) и прочностью соединения. В этом исследовании подчеркиваются преимущества и ограничения
каждого метода оценки качества, а также ограничения, связанные с использованием одного показателя для вывода результата другого. Сравнения
Сравнения
проводятся между отраслевым стандартом, измерением диаметра сварного шва и каждым дополнительным протоколом испытаний.Это дает
представление о достоверности каждого теста для оценки качества соединений в промышленности.
© 2018 Авторы. Опубликовано Elsevier BV
Это статья в открытом доступе по лицензии CC BY-NC-ND (https://creativecommons.org/licenses/by-nc-nd/4.0/)
Отбор и рецензирование под ответственность оргкомитета ШЕМЕТ 2019.
Ключевые слова: Соединение листового металла, контактная точечная сварка; Методы оценки качества
Введение
Точечная сварка сопротивлением (RSW) обычно выбирается для процессов соединения больших объемов листового металла из-за высокой скорости, при которой могут быть созданы прочные соединения.RSW можно использовать для соединения различных материалов из листового металла
, от всех типов стали до алюминия [1] и магния [2]. Автомобильная промышленность требует больших объемов соединения листового металла
, и контроль качества имеет первостепенное значение для безопасности клиентов. Элементы конструкции автомобилей соединяются по
Элементы конструкции автомобилей соединяются по
* Автор, ответственный за переписку. Тел.: +612 61250076.
Адрес электронной почты: [email protected]
Доступно на сайте www.sciencedirect.com
ScienceDirect
Procedia Manufacturing 00 (2018) 000–000
www.elsevier.com/locate/procedia
2351-9789 © 2018 The Authors. Опубликовано Elsevier BV
Это статья в открытом доступе по лицензии CC BY-NC-ND (https://creativecommons.org/licenses/by-nc-nd/4.0/)
Отбор и рецензирование под ответственность оргкомитета SHEMET 2019.
18-я Международная конференция по листовому металлу, SHEMET 2019
Сравнение методов оценки качества контактной точечной сварки University, Building 32 North Road, Acton, ACT, 2601, Australia
Abstract
Точечная сварка сопротивлением (RSW) используется во многих различных производственных отраслях для соединения компонентов из листового металла благодаря быстрому времени цикла
, низкой стоимости и простоте. реализации и приспособляемости к различным конфигурациям швов и материалам.Однако изменение качества
реализации и приспособляемости к различным конфигурациям швов и материалам.Однако изменение качества
при точечной сварке может повлиять как на функциональность, так и на безопасность изделий. Поэтому обеспечение качества точечных сварных швов жизненно важно во многих отраслях промышленности. Качество точечного сварного шва оценивается несколькими способами: от физических измерений сварных швов до ультразвукового контроля
и испытаний на механическую прочность.
В этом документе исследуются четыре широко используемых протокола проверки качества сварных швов: испытание на сдвиг при растяжении, испытание долотом, ультразвуковой контроль и испытание на прочность на отрыв
.Мы представляем ряд данных точечной сварки, чтобы продемонстрировать изменчивость результатов и оценить корреляцию
между диаметром наггетсов (промышленный стандарт) и прочностью соединения. В этом исследовании подчеркиваются преимущества и ограничения
каждого метода оценки качества, а также ограничения, связанные с использованием одного показателя для вывода результата другого. Сравнения
Сравнения
проводятся между отраслевым стандартом, измерением диаметра сварного шва и каждым дополнительным протоколом испытаний.Это дает
представление о достоверности каждого теста для оценки качества соединений в промышленности.
© 2018 Авторы. Опубликовано Elsevier BV
Это статья в открытом доступе по лицензии CC BY-NC-ND (https://creativecommons.org/licenses/by-nc-nd/4.0/)
Отбор и рецензирование под ответственность оргкомитета ШЕМЕТ 2019.
Ключевые слова: Соединение листового металла, контактная точечная сварка; Методы оценки качества
Введение
Точечная сварка сопротивлением (RSW) обычно выбирается для процессов соединения больших объемов листового металла из-за высокой скорости, при которой могут быть созданы прочные соединения.RSW можно использовать для соединения различных материалов из листового металла
, от всех типов стали до алюминия [1] и магния [2]. Автомобильная промышленность требует больших объемов соединения листового металла
, и контроль качества имеет первостепенное значение для безопасности клиентов. Элементы конструкции автомобилей соединяются по
Элементы конструкции автомобилей соединяются по
* Автор, ответственный за переписку. Тел.: +612 61250076.
Адрес электронной почты: [email protected]
Присоединяйтесь к Сопротивлению! — Роман Производство
Недавно Дон ДеКорте дал интервью Welding Productivity, в котором рассказал об индустрии контактной сварки, RWMA и CRWT.RWMA — это Альянс производителей контактной сварки, который является подкомитетом AWS (Американского общества сварщиков). Роман является членом с 1980 года, и в этом году Дон будет председателем организации. Последние 3 года RWMA работала над захватывающим проектом —
.Сертифицированный специалист по контактной сварке или CRWT. Несколько человек из RoMan были вовлечены в процесс воплощения этой сертификации в жизнь.
Выдержка из статьи объясняет новую сертификацию:
Уже более 40 лет RWMA предлагает интенсив 1.5-дневная школа контактной сварки, которая охватывает все аспекты контактной сварки. Их школа сварки с сопротивлением падению будет проходить с 11 по 14 ноября в McCormick Place в Чикаго. Дополнительную информацию, в том числе о способе регистрации, можно найти в Интернете.
Дополнительную информацию, в том числе о способе регистрации, можно найти в Интернете.
Также через AWS доступен онлайн-курс под названием «Основы сварки II», в котором основное внимание уделяется науке, оборудованию, расходным материалам, переменным параметрам, мерам предосторожности, а также преимуществам и недостаткам, присущим контактной сварке, плазменно-дуговой сварке, электронно-лучевой сварке, лазерной сварке, резке. и бурение.Дополнительную информацию можно найти на веб-сайте AWS. AWS и RWMA также рады представить новую сертификацию (и первую в области контактной сварки), сертификацию сертифицированного специалиста по контактной сварке (CRWT), которая будет предлагаться в конце 2019 года. Эта сертификация предназначена для квалифицированных мастеров, техников и инженеров, которые работают с контактной сваркой в своей повседневной работе и хотят глубже понять этот процесс.
«До сих пор единственной реальной мерой для работодателей, чтобы оценить знания человека в процессе контактной сварки, был вопрос, прошел ли он курс сварки RWMA», — объясняет ДеКорте. «Начиная с конца этого года, добавление CRWT и тот факт, что он будет управляться и поддерживаться так же, как и всеми сертификатами AWS, позволит работодателям знать, прежде чем нанимать кого-то, что у них есть конкретные рабочие знания процесса. . Это беспроигрышный вариант как для работодателя, так и для работника».
«Начиная с конца этого года, добавление CRWT и тот факт, что он будет управляться и поддерживаться так же, как и всеми сертификатами AWS, позволит работодателям знать, прежде чем нанимать кого-то, что у них есть конкретные рабочие знания процесса. . Это беспроигрышный вариант как для работодателя, так и для работника».
Кандидаты, сдавшие экзамен CRWT, должны продемонстрировать, что они обладают знаниями и навыками работы с оборудованием для контактной сварки, проверки качества сварных швов и производства стабильной продукции.Те, кто получает сертификат CRWT, могут иметь больше возможностей для карьерного роста и более высокого дохода. «Когда компании ищут высококвалифицированных специалистов в области дуговой сварки, они осознают ценность сертификации AWS CWI и готовы платить людям больше, когда она у них есть», — говорит ДеКорте. «Благодаря CRWT индустрия контактной сварки получит признанную сертификацию, которую работодатели смогут использовать в качестве эталона при найме новых операторов, техников и инженеров.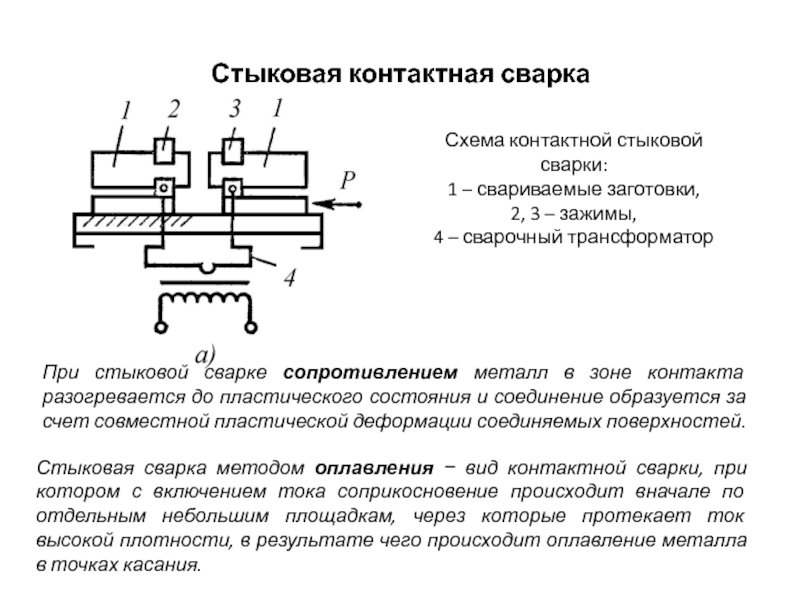 Школа RWMA наряду с добавлением сертификации CRWT гарантирует, что люди будут знать машины, настройку, испытания и процессы качества, которые напрямую связаны с контактной сваркой.
Школа RWMA наряду с добавлением сертификации CRWT гарантирует, что люди будут знать машины, настройку, испытания и процессы качества, которые напрямую связаны с контактной сваркой.
Полный текст статьи можно найти по адресу https://weldingproductivity.com/article/join-the-resistance/
.
Портативный тестер точечной сварки PT-10 Характеристики
Светодиодный индикатор датчика веса FI-521
Модели PT-1, PT-2, PT-3, PTLC-5 Портативный прибор для испытаний на растяжение PT создан для удобства и точности, что делает его
легко проверить все, от проволоки и полосовой стали до болтов и точечных сварных швов. Специальные возможности
| |||||
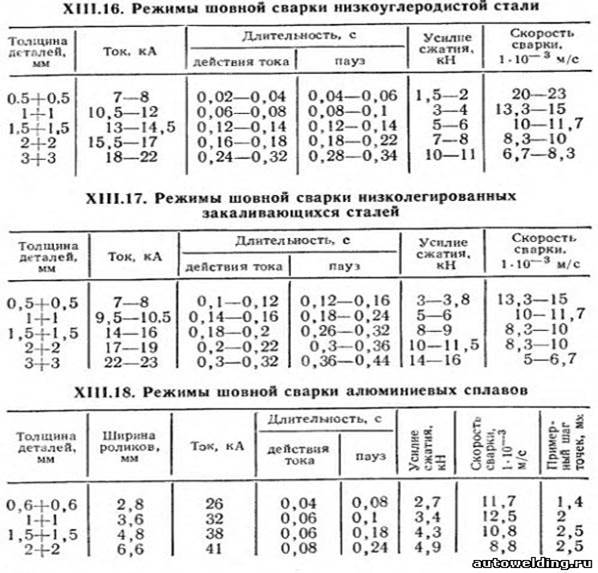 Оно имеет
прочный, чугунный, снаружи со стандартной вместимостью толщиной до восьмой дюйма
и шесть дюймов в длину. Кроме того, ПТ может быть модифицирован в соответствии с вашими требованиями.
если вам требуется большая емкость. Просто укажите ваши требования к размеру, когда
заказ. Для испытаний на растяжение, которые являются портативными и надежными, рассмотрите PT
Портативный тестер на растяжение для вашего магазина.
Оно имеет
прочный, чугунный, снаружи со стандартной вместимостью толщиной до восьмой дюйма
и шесть дюймов в длину. Кроме того, ПТ может быть модифицирован в соответствии с вашими требованиями.
если вам требуется большая емкость. Просто укажите ваши требования к размеру, когда
заказ. Для испытаний на растяжение, которые являются портативными и надежными, рассмотрите PT
Портативный тестер на растяжение для вашего магазина.