Список типов сварных швов | Tekla User Assistance
Последнее обновление September 24, 2020 by Tekla User Assistance [email protected]
Версия программы:
Диалоговое окно Свойства сварки служит для определения типа сварного шва.Некоторые типы сварных швов автоматически подготавливают детали к сварке.В таблице ниже приведены доступные типы сварных швов.
Номер | Тип | Имя | Автоматическая подготовка под сварку (необязательно) | Твердотельный объект сварки |
|---|---|---|---|---|
0 | Нет | Нет | Нет | |
10 | Угловой сварной шов | Нет | Да | |
3 | Прямолинейный скос кромок (стыковой сварной шов «одиночное V») | Да | Да | |
4 | Прямолинейный скос кромок (стыковой сварной шов со скосом одной кромки) | Да | Да | |
2 | Квадратный скос кромок (стыковой сварной шов без скоса кромок) | Да | Да | |
5 | Стыковой сварной шов «одиночное V» с обширной поверхностью притупления | Да | Да | |
6 | Стыковой сварной шов со скосом одной кромки с обширной поверхностью притупления | Да | Да | |
7 | шов с U-образной разделкой кромок (стыковой шов с одним криволинейным скосом двух кромок) | Да | Да | |
8 | шов с J-образной разделкой кромок (стыковой шов с криволинейным скосом одной кромки) | Да | Да | |
16 | V–образный шов между закругленными элементами | Нет | Нет | |
15 | Сварной шов со скосом кромок между закругленными элементами | Нет | Нет | |
1 | Торцовый шов стыкового соединения с отбортовкой двух кромок | Нет | Нет | |
17 | Торцовый шов стыкового соединения с отбортовкой одной кромки | Нет | Нет | |
11 | Пробочный сварной шов | Нет | Нет | |
9 | Подварочный шов со скосом кромок | Нет | Нет | |
12 | Шов точечной сварки | Нет | Нет | |
13 | Сварной шов роликовой сварки | Нет | Нет | |
14 | Прорезной сварной шов | Нет | Нет | |
18 | Сварной шов с частичным проплавлением основного металла (стыковой со скосом одной кромки + угловой) | Нет | Нет | |
19 | Сварной шов с частичным проплавлением основного металла (квадратный скос кромок + угловой) | Нет | Нет | |
20 | Сварной шов со сквозным проплавлением | Нет | Нет | |
21 | Стыковой шов с V-образной разделкой кромок с крутым скосом | Да | Да | |
22 | Стыковой шов с крутым скосом одной кромки | Да | Да | |
23 | Торцовый шов | Нет | Нет | |
24 | Наплавка | Нет | Нет | |
25 | Фальцевое соединение | Нет | Нет | |
26 | Наклонное соединение | Нет | Нет |
Обратная связь
Типы сварных швов.

Привожу небольшой теоретический материал по свойствам и характеристикам сварных соединений.
Никто Вас не обязывает все это знать, но есть тут некоторые моменты облегчающие Вам работу как при подготовке металлических деталей для электросварки, так и для получения качественных электросварных швов в конечном итоге.
Виды сварных соединений, которые делятся по:
- положению, в котором выполняется сварка;
- конфигурации и протяженности;
- способу удержания расплавленного металла шва;
- количеству наложенных слоев;
- применяемому для сварки материалу;
- расположению свариваемых деталей относительно друг друга;
- объему наплавленного металла;
- форме свариваемой конструкции;
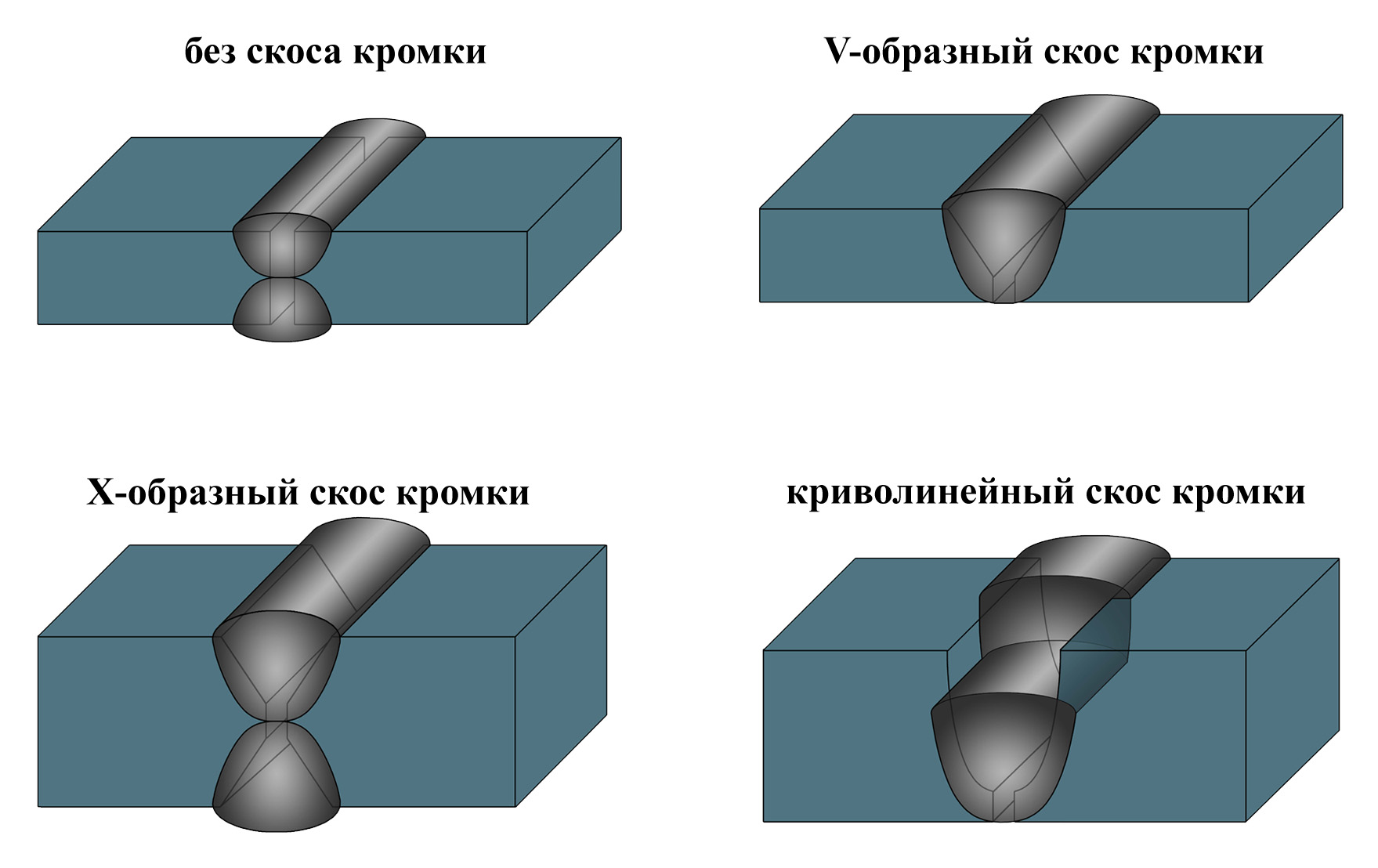
- форме подготовленных кромок под сварку,
По типу соединения сварные швы бывают стыковыми и угловыми. По расположению в пространстве швы сварных соединений подразделяются на:
- нижние,
- вертикальные,
- горизонтальные,
- потолочные.
По конфигурации сварные швы сварных соединений бывают:
- прямолинейными,
- кольцевыми,
- вертикальными,
- горизонтальными.
По протяженности сварные швы подразделяются на:
- сплошные,
- прерывистые.
Сплошные сварные швы подразделяются на:
- короткие,
- средние,
- длинные.
По способу удержания расплавленного металла сварные швы сварных соединений подразделяются на:
- выполненные без подкладок и подушек,
- на съемных и остающихся стальных
подкладках: на медных, флюсомедных,
керамических и асбестовых подкладках,
флюсовых и газовых подушках.
Сварной шов бывает односторонним и двусторонним.
По применяемому для сварки материалу сварные швы сварных соединений подразделяются на:
- соединения углеродистых сталей,
- легированных сталей;
По пространственному расположению свариваемых деталей сварные швы сварных соединений могут быть:
- под острым или тупым углом,
- под прямым углом,
- располагаться в одной плоскости.
По объему наплавленного металла сварные швы делятся на:
- нормальные,
- ослабленные,
- усиленные.
По форме и виду свариваемой конструкции сварные швы сварных соединений выполняются на:
- плоских конструкциях,
- сферических конструкциях,
по расположению на изделии сварочные швы бывают:
- продольными,
- поперечными.
Сварные швы бывают:
- стыковыми,
- угловыми,
- нахлесточными,
- тавровыми,
- торцевыми.
Стыковыми наз. соединения двух деталей своими торцами, расположенными в одной плоскости или на одной поверхности свариваемых деталей. Толщина свариваемых деталей может быть одинаковой или отличаться одна от другой. Обычно, на практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловыми наз. сварные соединения двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания своих краев. Обычно, такие сварные соединения применяются в строительстве.
Нахлесточными наз. сварные соединения, которые предусматривают наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Обычно, такие соединения встречаются в строительно-монтажных работах, при сооружении ферм, емкостей и т.д.
Обычно, такие соединения встречаются в строительно-монтажных работах, при сооружении ферм, емкостей и т.д.
Тавровыми наз. соединения, в которых к плоскости одного элемента приложен торец другого соединения под определенным углом.
Сварные швы различают по количеству слоев наложения, ориентации в пространстве, по длине и т.д. Если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварные швы могут быть плоскими, вогнутыми или выпуклыми. Форма сварочного шва предопределяет его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом( фрезами, абразивными кругами и т.д.).
Различают сварные швы по их положению в пространстве на:
- нижние,
- горизонтальные,
- вертикальные,
- потолочные.
Угол разделки кромок свариваемых деталей выполняется при толщине металла более 3 мм, поскольку отсутствие разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик увеличивает величину сварочного тока.
Разделка кромок свариваемых деталей позволяет вести сварку отдельными слоями небольшого сечения, при этом улучшается структура сварного соединения и уменьшается возникновение сварочных напряжений и деформаций в конструкциях.
Правильно установленный зазор между свариваемыми деталями перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого( корневого) слоя сварочного шва, если подобран оптимальный сварочный режим сварки.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок ухудшает прочностные свойства сварного соединения и способствует образованию непровара и концентраций напряжений. Допускается смещения свариваемых кромок относительно друг друга до 10% толщины металла, но не более 3 мм.
Сварные швы классифицируются по количеству наплавленных валиков: однослойные и многослойные; по расположению в пространстве: нижние, горизонтальные, вертикальные и потолочные; по отношению к действующим усилиям на: фланговые, торцовые; по направлению: прямолинейные, круговые, вертикальные и горизонтальные.
На качество сварных соединений влияет много факторов: свариваемость металлов, чувствительность металлов к термическим воздействиям, окисляемость металлов и т.д.
Свариваемость металлов определяет способность отдельных металлов или их сплавов образовывать при определенной технологической обработке соединения, отвечающие заданным параметрам, то есть оказывают влияние физические и химические свойства металлов, строение их кристаллической решетки, наличие примесей, степень легирования и т.д.
далее Основа электросварки.
ПОНРАВИЛОСЬ?
ПОДЕЛИСЬ с ДРУЗЬЯМИ:
Что такое сварка? Определение, процессы и типы сварных швов
Сварка — это производственный процесс, при котором две или более детали соединяются вместе с помощью тепла, давления или обоих, образуя соединение по мере охлаждения деталей.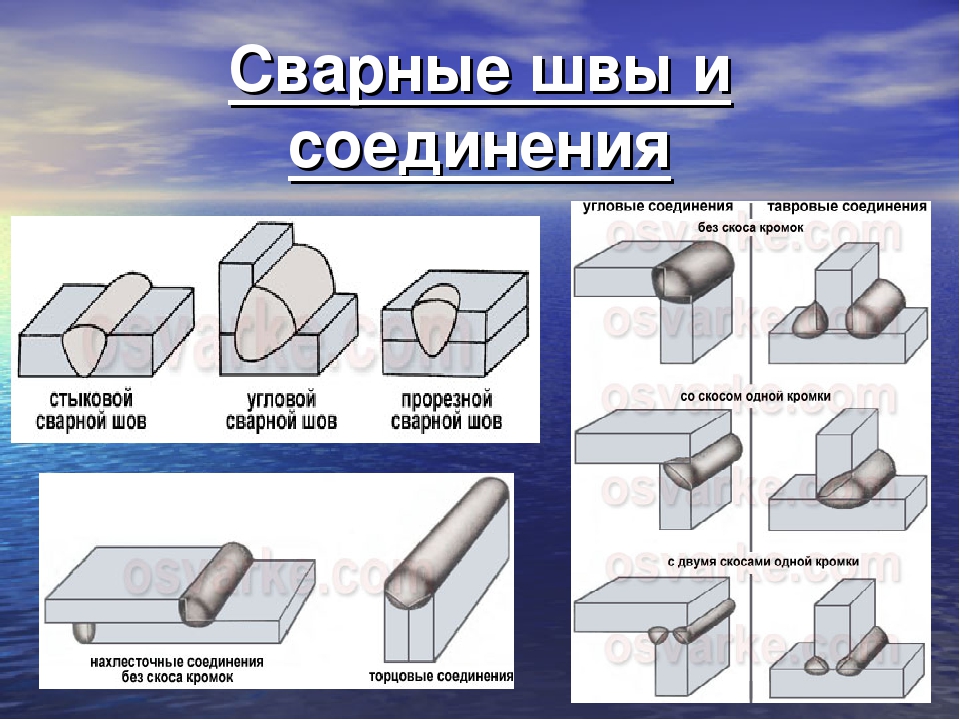
Сварка обычно применяется к металлам и термопластам, но также может применяться к дереву. Готовое сварное соединение может называться сварной конструкцией.
Соединяемые детали называются исходным материалом. Материал, добавленный для формирования соединения, называется наполнителем или расходным материалом. По форме эти материалы могут быть названы основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. Д.
Расходные материалы обычно выбираются подобными по составу основному материалу, таким образом формируя однородный сварной шов, но бывают случаи, например, при сварке хрупких чугунов, когда используется наполнитель с совершенно другим составом и, следовательно, свойствами. Такие сварные швы называют неоднородными.
Готовое сварное соединение может называться сварной конструкцией.
Содержание данной статьи:
- Как работает сварка?
- Общие конфигурации сварных соединений
- Виды сварных соединений
- Характеристики готовых сварных швов
- Типы сварки
Как работает сварка?
Соединение металлов
В отличие от пайки и пайки, при которых не плавится основной металл, сварка представляет собой процесс с высокой температурой плавления основного материала. Обычно с добавлением наполнителя.
Нагрев при высокой температуре вызывает сварочную ванну из расплавленного материала, которая остывает, образуя соединение, которое может быть прочнее, чем основной металл. Давление также можно использовать для создания сварного шва, наряду с нагревом или отдельно.
Он также может использовать защитный газ для защиты расплавленного металла и присадочного металла от загрязнения или окисления.
Соединение пластмасс
Сварка пластмасс также использует тепло для соединения материалов (хотя и не в случае сварки растворителем) и выполняется в три этапа.
Во-первых, поверхности подготавливаются перед приложением тепла и давления и, наконец, материалам дают остыть для плавления. Способы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева, в зависимости от конкретного используемого процесса.
Способы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение дерева
При сварке древесины для соединения материалов используется тепло, выделяемое трением. Соединяемые материалы подвергаются большому давлению, прежде чем линейное движение трения создает тепло для соединения деталей друг с другом.
Это быстрый процесс, который позволяет соединить древесину без клея и гвоздей за считанные секунды.
Общие совместные конфигурации
Стыковое соединение
Соединение концов или краев двух частей под углом друг к другу 135-180 ° включительно в области соединения.
Тавровое соединение
Соединение между концом или краем одной части и лицевой стороной другой части, при этом части составляют угол друг к другу от более 5 до 90 ° включительно в области соединения.
Угловое соединение
Соединение между концами или краями двух частей, составляющих угол друг к другу более 30, но менее 135 ° в области соединения.
Краевое соединение
Соединение краев двух частей под углом друг к другу от 0 до 30 ° включительно в области стыка.
Крестообразное соединение
Соединение, в котором две плоские пластины или два стержня приварены к другой плоской пластине под прямым углом и на одной оси.
Соединение внахлест
Соединение между двумя перекрывающимися частями, образующими угол между собой 0-5 ° включительно в области сварного шва или сварных швов.
Типы сварных соединений
1. Сварные швы в зависимости от конфигурации
Стыковой и угловой швы
Стыковые швы
Щелевой сварной шов
Соединение между двумя перекрывающимися компонентами, выполненное путем наложения углового сварного шва по периферии отверстия в одном компоненте таким образом, чтобы соединить его с поверхностью другого компонента, открытой через отверстие.
Выбор способа сварки и применяемой технологии:
1-е решение: способ сварки-сварка в щелевую разделку: 1 слой за 1 проход-сварка в щелевую разделку: 1 слой за 2 прохода-сварка в щелевую разделку: 1 слой с колебаниями (спецгорелка с колебаниями электрода)
2-е решение: применяемая технология-орбитальная сварка, полный оборот 360°-орбитальная сварка, два полуоборота на спуск-орбитальная сварка, два полуоборота на подъём
Варианты сварки в щелевую разделку:
Электрозаклёпка
Сварка выполняется путем заполнения отверстия в одном компоненте заготовки присадочным металлом так, чтобы соединить его с поверхностью перекрывающегося компонента, открытого через отверстие (отверстие может быть круглым или овальным).
2. Сварные швы на основе проникновения
Шов с полным проплавлением
Сварное соединение, при котором металл шва полностью проникает в соединение с полным проплавлением корня. В США предпочтительным термином является шов с полным проплавлением (CJP, см. AWS D1.1).
Сварной шов с частичным проплавлением
Сварной шов, в котором проплавление намеренно меньше полного проплавления. В США предпочтительным термином является шов с частичным проплавлением (PJP).
3. Сварные швы с учетом доступности:
односторонний шов / двусторонний шов
Характеристики готовых сварных швов
схема стыкового шва / схема углового шва
Какие существуют типы сварки и для чего они используются?
Существует множество различных процессов со своими собственными технологиями и приложениями для промышленности.
Вот некоторые из них:
Дуговая сварка
В категорию дуговой сварки входит ряд общих ручных, полуавтоматических и автоматических процессов.
К ним относятся:
- сварка в среде инертного газа (MIG),
- сварка штучной сваркой,
- сварка вольфрамовым электродом в среде инертного газа (TIG),
- дуговая сварка вольфрамовым электродом (GTAW),
- газовая сварка, сварка в среде активного газа (MAG),
- дуговая сварка порошковой проволокой (FCAW),
- газовая дуговая сварка металлическим электродом (GMAW),
- дуговая сварка под флюсом (SAW),
- дуговая сварка в среде защитного металла (SMAW)
- плазменная сварка.

В этих технологиях обычно используется присадочный материал, и они в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никель и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и др.
Лазерная сварка
Используемый для соединения термопластов или металлических деталей, в этом процессе используется лазер для создания концентрированного тепла, идеально подходящего для сварки бугров, глубоких сварных швов и высокой скорости соединения. Благодаря простоте автоматизации, высокая скорость сварки, с которой может выполняться этот процесс, делает его идеальным для применения в больших объемах, например, в автомобильной промышленности. Сварка лазерным лучом может выполняться на воздухе, а не в вакууме, например, при соединении электронным лучом.
Контактная сварка
Это быстрый процесс, который обычно используется в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная сварка швом. При точечной сварке используется тепло, передаваемое между двумя электродами, которое прикладывается к небольшой площади, когда детали зажимаются вместе. Шовная сварка похожа на точечную сварку, за исключением того, что электроды заменяются вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
Сварка трением
Методы сварки трением соединяют материалы с использованием механического трения. Это можно сделать различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
Механическое трение генерирует тепло, которое смягчает смешанные материалы, создавая связь по мере их охлаждения. Способ, которым происходит соединение, зависит от точного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и ротационная сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, поскольку оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не поддаются сварке.
Процессы трения используются в промышленности, а также изучаются как метод склеивания древесины без использования клея или гвоздей.
Центр Сварки 21 предлагает один из самых обширных наборов услуг.
| Длина дуги | Расстояние от электрода до детали при дуговой сварке. Длина дуги помогает определить вогнутость или выпуклость сварного шва. |
| дуговая сварка | Процесс сварки плавлением, в котором для выработки тепла, необходимого для плавления основных металлов, используется электричество.Дуговая сварка — наиболее распространенный вид сварки, поскольку она портативна и экономична. |
| обратная строжка | Удаление металла шва и основного металла со стороны, противоположной частично сварному стыку. Задняя строжка обычно используется для полного проплавления шва. |
| недрагоценные металлы | Два или более металла, которые необходимо сварить вместе для образования соединения.Состав основных металлов может сильно повлиять на прочность окончательного соединения. |
| бусина | Линия присадочного металла, созданная сваркой. Ровный сварной шов с хорошим проваром создаст прочный сварной шов. |
| стыковое соединение | Тип соединения двух металлических деталей, лежащих в одной плоскости. Стыковое соединение — самый распространенный тип соединения. Стыковое соединение — самый распространенный тип соединения. |
| выкрашивание | Акт резки или разлома мелких деталей или сколов острым инструментом. Для подготовки стыка к сварке часто используется скалывание. |
| полное проплавление шва | Распространение металла сварного шва на всю толщину основного металла в стыке с разделкой кромок.Полное проплавление шва труднее, но обычно получается прочный сварной шов. |
| шов со сплошным проплавлением | Сварной шов, проходящий на всем протяжении соединения. Сварные швы с полным проплавлением прочнее, чем швы с частичным проплавлением. |
| вогнутый | Изгиб внутрь.Вогнутая поверхность углового сварного шва возникает, когда сварщик слишком быстро запускает валик или устанавливает слишком высокое напряжение. |
| выпуклый | Изогнутая наружу, как внешняя часть круга. Выпуклая поверхность углового сварного шва возникает, когда сварщик слишком медленно запускает валик или устанавливает слишком низкое напряжение. |
| угловой шарнир | Тип соединения, в котором две металлические части соединяются под прямым углом.Угловые соединения очень распространены при сварке. |
| дефекты | Нарушение сплошности сварного шва настолько серьезное, что нарушает целостность сварного шва.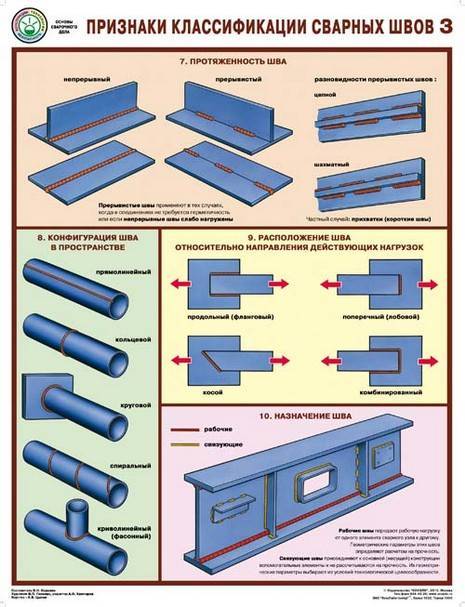 Дефекты сварного шва необходимо устранить, либо утилизировать свариваемую деталь. Дефекты сварного шва необходимо устранить, либо утилизировать свариваемую деталь. |
| двойные угловые швы | Сварной шов, состоящий из двух угловых сварных швов с каждой стороны соединения.Двойные угловые швы особенно полезны в тройниках. |
| сварной шов двойной канавки | Сварной шов, имеющий два сварных шва с разделкой кромок с обеих сторон соединения. Сварные швы с двумя разделками идеально подходят для сварки больших и толстых деталей. |
| сварные швы двойные | Сварной шов, состоящий из шва с разделкой кромок с обеих сторон соединения.Сварные швы с двумя канавками являются прочными и часто требуют меньше металла сварного шва, чем сварные швы с одной канавкой. |
| кромочный стык | Тип соединения, который соединяет поверхности двух параллельных частей. Краевые стыки появляются на общих краях деталей. |
| электрод | Устройство, проводящее электричество.При сварке электрод также может выступать в качестве присадочного металла. |
| быстрое заполнение | Когда соединение требует большого количества сварочного металла. Электроды с быстрой заливкой укладывают толстый сварной шов за короткое время. |
| быстрое отслеживание | Когда сварной шов требует, чтобы расплавленный металл следовал за дугой с высокой скоростью.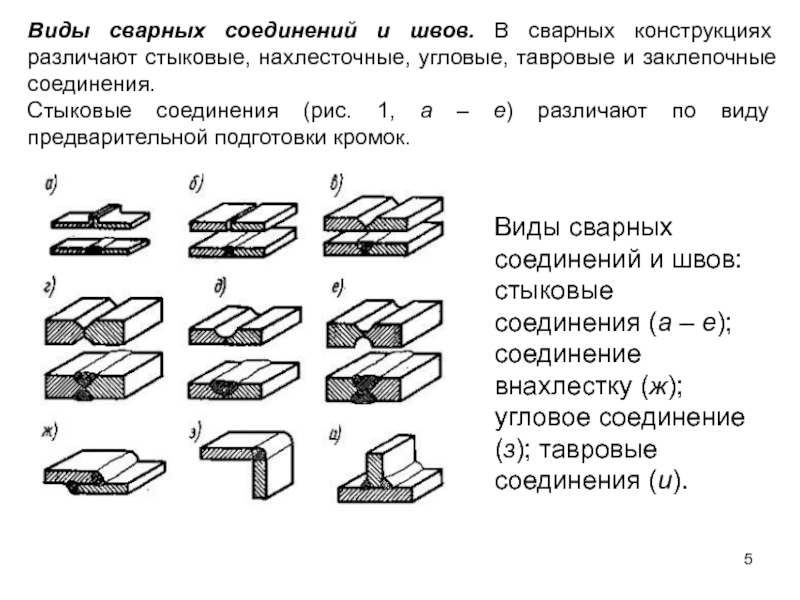 Электроды с быстрой сваркой часто требуются для сварных швов, которые необходимо выполнить за один проход. Электроды с быстрой сваркой часто требуются для сварных швов, которые необходимо выполнить за один проход. |
| быстрое замораживание | Когда соединение требует быстрого затвердевания металла шва. Электроды с быстрым замораживанием необходимы для предотвращения выхода расплавленного металла из области сварных швов, находящихся в неправильном положении. |
| присадочный металл | Металл, который может добавляться в стык во время сварки.Присадочный металл увеличивает прочность и массу сварного шва. |
| угловой шов | Тип сварного шва треугольной формы, соединяющий две поверхности под прямым углом друг к другу. Угловые швы являются наиболее распространенными типами сварных швов. |
| сварка в плоском положении | Сварка с верхней стороны стыка.При сварке в плоском положении поверхность шва горизонтальна. |
| строжка | Вычерпывание больших металлических частей инструментом. Строжка используется для полного проплавления шва или для подготовки поверхности к сварке. |
| шлифовальный | Применение абразива для истирания поверхности детали и изменения ее формы.Для шлифования часто используется быстро вращающийся абразивный круг. |
| сварной шов с разделкой кромок | Тип сварного шва, который состоит из отверстия между двумя поверхностями детали, обеспечивающего пространство для размещения металла шва. Для всех соединений, кроме соединений внахлест, используются швы с разделкой кромок. Для всех соединений, кроме соединений внахлест, используются швы с разделкой кромок. |
| шов с разделкой кромок | Тип сварного шва, который состоит из отверстия между двумя поверхностями детали, которое обеспечивает пространство для размещения металла сварного шва.Для всех соединений, кроме соединений внахлест, используются швы с разделкой кромок. |
| сварка в горизонтальном положении | При сварке в горизонтальном положении ось шва расположена горизонтально. Сварка в горизонтальном положении — это обычное положение для сварки угловых и канавок. |
| недостаточное проникновение в швы | Глубина проплавления металла сварного шва меньше указанного в проекте соединения.Недостаточная подготовка шва может быть результатом недостаточного нагрева или плохого управления дугой. |
| неполный сплав | Разрыв сварного шва, оставляющий пространство или промежутки между металлом сварного шва и основным металлом или прилегающими сварными валиками. Неполное сращение может быть результатом недостаточного тока, совместного доступа или совместной подготовки. |
| Сварной шов с J-образной канавкой | Вид сварного шва с отверстием в форме буквы «Дж.»Один край сварного шва с J-образной канавкой вогнутый, а другой — квадратный. |
| стык | Место встречи двух слитых вместе материалов. Сварка создает неразъемный шов. |
| проходка стыков | Глубина, на которую свариваемый металл доходит до поверхности стыка.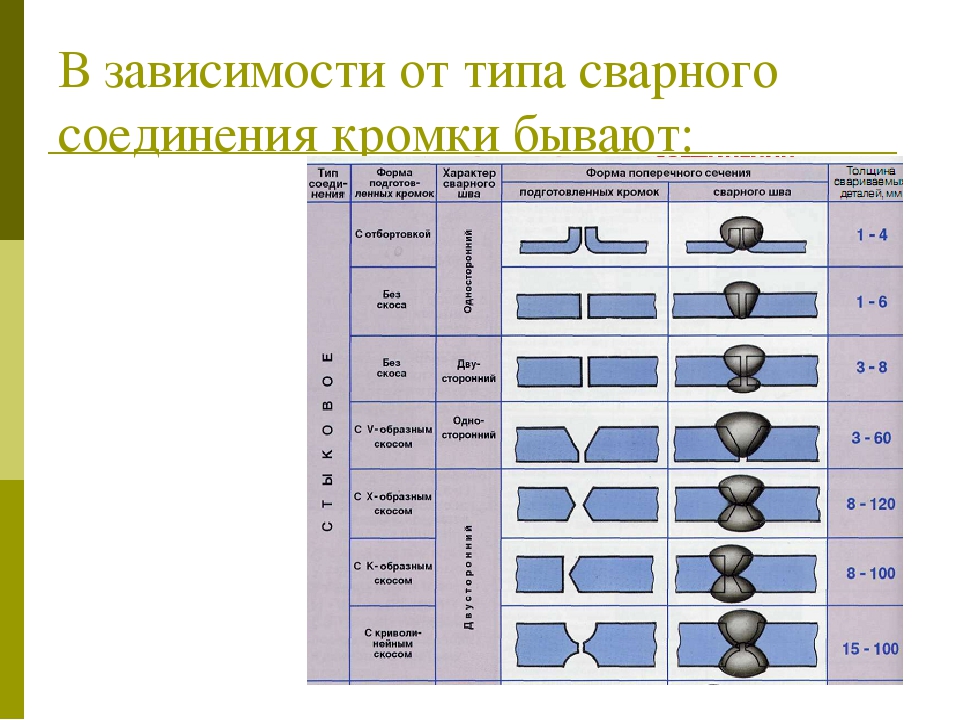 Проникновение в стык — важный фактор прочности стыка. Проникновение в стык — важный фактор прочности стыка. |
| подготовка швов | Подготовка основного металла перед сваркой. Совместная подготовка может включать предварительный нагрев и резку. |
| подготовка швов | Создание соответствующего отверстия для шва с разделкой кромок перед сваркой.Подготовка стыков может включать шлифовку или механическую обработку краев для создания подходящего пространства. |
| тип соединения | Конфигурация, в которой соединяются две или более детали. Обычные типы соединений для сварки включают стыковые, угловые, краевые, внахлестку и тройники. |
| соединение внахлестку | Тип соединения, которое соединяет две перекрывающиеся друг с другом металлические части в параллельных плоскостях.Соединения внахлест часто используются для сварки труб или листового металла. |
| ноги | Расстояние от корня до носка углового шва. Длина плеча определяет размер углового шва. |
| ноги | Участки сварного шва от носка до корня. Длина ножек является определяющим фактором прочности сварного шва. |
| механическая обработка | Процесс удаления металла с помощью режущего инструмента. Механическая обработка часто используется для удаления излишков сварочного металла с поверхности готовой детали. |
| Сварка над головой | Сварка с обратной стороны стыка.Сварка над головой — это самая сложная сварочная позиция. |
| перекрытие | Нарушение сплошности сварного шва, при котором металл шва выступает за выступ или основание сварного шва. В готовом сварном шве перекрытие почти всегда недопустимо. |
| частичное проплавление швов | Распространение металла сварного шва только через часть соединения в сварном шве с разделкой кромок.Частичное проникновение в сустав намеренно не полностью. |
| проникновение | Глубина, на которую металл шва проникает в соединение. Некоторые соединения требуют только неглубокого проплавления, потому что основные металлы тонкие, а другие требуют глубокого проплавления для обеспечения прочности соединения. |
| перпендикулярно | Угол, образованный двумя линиями под прямым углом.Тавровые соединения состоят из двух перпендикулярных деталей. |
| самолет | Плоская поверхность, которая бесконечно простирается в любом направлении в трех измерениях. Большинство сварных поверхностей можно измерить на плоскости. |
| электрозаклепка | Тип сварного шва, выполняемый путем соединения одной металлической детали с круглым отверстием с другой металлической деталью, расположенной непосредственно под ней. Электрозаклепки обычно используются для сварки деталей из листового металла. Электрозаклепки обычно используются для сварки деталей из листового металла. |
| пористость | Неровности или пузырьки в форме полостей, образованные захватом газа во время затвердевания металла сварного шва. Пористость значительно ослабляет готовый сварной шов. |
| сварка сопротивлением | Группа сварочных процессов, при которых детали соединяются с использованием тепла, полученного в результате сопротивления прохождению электрического тока.При контактной сварке детали свариваются под давлением. |
| прямой угол | Угол, равный точно 90 градусам. Два перпендикулярных объекта образуют прямой угол. |
| прямоугольный треугольник | Треугольник с углом 90 °, также известный как прямой угол.Прямоугольные треугольники часто рисуются с квадратом в углу треугольника 90 °. |
| корневое отверстие | Разделение в основании соединения между основными металлами. Размер корневого отверстия определяет, сколько металла сварного шва необходимо для получения плавления в корне. |
| корневое отверстие | Разделение в основании стыка основных металлов.Размер корневого отверстия определяет, сколько металла сварного шва необходимо для получения плавления в корне. |
| сварной шов | Тип непрерывного сварного шва между металлическими частями внахлест или на них. Сварные швы используются в самых разных областях, включая автомобильные топливные баки и стальные бочки. |
| одинарный сварной шов под фаску | Тип сварного шва с разделкой кромок с одной кромкой, имеющей форму шва с V-образной канавкой, и одной кромкой, имеющей квадратную форму.Этот сварной шов требует меньше подготовки и сварочного металла. |
| пропускает | Область сварного шва, которая не была сварена. Пропуски часто случаются непреднамеренно, но также могут использоваться намеренно для экономии сварочного металла. |
| шлаковые включения | Неметаллический твердый материал, застрявший в металле сварного шва или между металлом сварного шва и основным металлом. |
| сварка пазом | Тип сварного шва, выполняемый путем соединения одной металлической детали с удлиненным отверстием с другой металлической деталью, расположенной непосредственно под ней. Щелевой сварной шов очень похож на электрозаклеп, но удлиненное отверстие обеспечивает большую прочность. |
| точечная сварка | Небольшая зона сварки между металлическими частями внахлест или на них.Для соединения деталей обычно требуется несколько точечной сварки. |
| сварной шов с квадратной канавкой | Тип шва с разделкой кромок с небольшим разделением краев основных металлических деталей. Сварные швы с квадратной канавкой — это наиболее экономичный способ подготовки сварных швов с разделкой кромок. |
| сила | Способность материала противостоять внешним силам, которые пытаются его согнуть, сломать или деформировать.Готовый сварной шов обычно имеет большую прочность. |
| термическая резка | Группа промышленных процессов, в которых используется тепло для резки или формовки металла. Процессы термической резки включают кислородно-топливную, воздушно-угольную дугу и плазменную резку. |
| Тройник | Тип соединения, при котором две металлические части расположены перпендикулярно друг другу.Тройник по форме напоминает букву «Т»; |
| Сварной шов с U-образной канавкой | Тип сварного шва с разделкой кромкой с отверстием в форме буквы «U». Края сварного шва с U-образной канавкой вогнуты. |
| выточка | Канавка, проплавленная в основном материале, обычно вдоль носков сварного шва, которая образует слабое место в сварном шве.Подрезание может быть вызвано чрезмерным током, плохой техникой сварки или неправильным присадочным металлом. |
| выточка | Канавка, проплавленная в основном материале, обычно вдоль носков сварного шва, которая образует слабое место в сварном шве. Подрезание может быть вызвано чрезмерным током, плохой техникой сварки или неправильным присадочным металлом. |
| недостаточное заполнение | Углубление на поверхности сварного шва или корневой поверхности, которое проходит ниже прилегающей поверхности основного металла.Недостаточное заполнение — это результат того, что сварщик не смог должным образом заполнить стык металлом. |
| сварка в вертикальном положении | Сварка вертикальной поверхности заготовки. Сварка в вертикальном положении сложнее, чем сварка в плоском или горизонтальном положении. |
| Сварной шов с V-образной канавкой | Вид стыкового шва с отверстием в форме буквы «В.«Сварные швы с V-образной канавкой требуют большей подготовки стыка, но меньшего количества металла шва. |
| напряжение | Мера электрического давления или потенциала, известная как электродвижущая сила. Напряжение измеряется в вольтах. |
| сварка | Смесь металлов, соединяющая как минимум две отдельные части.Сварные швы можно производить путем приложения тепла, давления или их комбинации. |
| ось сварного шва | Воображаемая линия по длине сварного шва, перпендикулярная его поперечному сечению. Ось сварного шва проходит параллельно стыку. |
| подкладка под сварку | Полоса металла, расположенная напротив сварного шва, которая обеспечивает поверхность для нанесения первого слоя металла.Подложка сварного шва используется для предотвращения выхода расплавленного металла через соединение при сварке с полным проплавлением. |
| коронка сварного шва | Выпуклая поверхность сварного шва, выходящая за пределы линии, проведенной между носками сварного шва. В сварных швах, в которых свариваемые детали лежат в одной плоскости, коронка часто стачивается, чтобы получить гладкую поверхность. |
| дефект сварного шва | Разрыв сварного шва, нарушающий целостность сварного шва.Необходимо устранить дефекты сварного шва или утилизировать сварную деталь. |
| несплошности сварного шва | Нарушение типичной структуры сварного шва. Нарушение непрерывности не обязательно является дефектом. |
| поверхность сварного шва | Открытая поверхность сварного шва. Поверхность сварного шва может быть выпуклой, вогнутой или заподлицо с заготовкой. |
| металл сварного шва | Металл или металлы, сваренные вместе. Металл сварного шва — важный фактор, определяющий прочность сварного шва. |
| металл сварного шва | Часть сварного шва, расплавленная во время сварки. Металл сварного шва может состоять либо из основного металла, либо из комбинации основного металла и присадочного металла. |
| корень шва | Точка, в которой обратная сторона сварного шва пересекает поверхности основного металла. Сварной шов с полным проплавлением может иметь два корня шва. |
| сварное отверстие | Кратчайшее расстояние между корнем сварного шва и линией, проведенной между носками сварного шва.Горловина определяет размер и прочность сварного шва. |
| пальцы под приварку | Точка, в которой встречаются поверхность шва и основной металл. Неполный сплав вдоль носка сварного шва приводит к поднутрению. |
| сварщик | Человек, выполняющий сварку. Некоторые справочные материалы могут также относиться к источнику питания, используемому для дуговой сварки, как к сварщику. |
| сварка | Процесс соединения, в котором используется тепло, давление, трение или комбинация методов для постоянного соединения двух материалов. Сварка используется в самых разных отраслях промышленности — от автомобилестроения до авиакосмической техники. |
| коды сварки | Стандарты, используемые для управления сварочными процессами и обеспечения безопасных методов сварки и высококачественных сварных швов.Большинство правил сварки опубликовано Американским сварочным обществом. |
| сварочных позиции | Угол, под которым сварщик выполняет сварку. Различные положения сварки включают сварку в потолке, в вертикальном, плоском и горизонтальном положениях. |
8 самых прочных типов сварных швов и 9 типов сварки, которые вы должны знать
Легко упустить из виду прочность сварных швов, поскольку большинство сварных швов, выполненных при текущем ремонте, быстро устраняют проблемы с оборудованием, которое нельзя хранить в мастерской слишком долго.
Однако некоторые строительные нормы и правила предъявляют строгие требования к прочности сварных швов. Здесь вы узнаете, какие сварные швы самые прочные и в чем их прочность.
Какие типы сварных швов самые прочные? Мы выделили 8 типов особо прочных сварных швов:
- Угловые сварные швы
- Канавочные сварные швы
- Угловые сварные швы с помощью сварочного аппарата MIG
- Канавочные сварные швы при сварке штучной сваркой
- Алюминиевые сварные швы TIG TIGack 905 -v и соединения с квадратной канавкой с использованием TIG
- Сварка сердечником из флюса в более толстых металлах
Не существует типа сварного шва, который был бы самым прочным во всех областях сварки.Самый прочный сварной шов зависит от используемого основного металла и ожидаемой величины нагрузки на сварное соединение.
Здесь вы найдете исчерпывающее руководство по наиболее прочным типам сварных швов для самых разных применений, от автомобильных работ до изготовления стальных конструкций.
Какой сварной шов самый прочный?
Какой сварной шов самый прочный? Абсолютно самый прочный сварной шов , который может быть получен в обычных условиях, будет типом сварного шва, выполненного с помощью техники сварки вольфрамовым электродом в инертном газе (TIG) , также известной как сварка GTAW.Сварщики TIG известны своими чистыми и прочными сварными швами.
Отчасти причина того, что типы сварных швов, выполненные сварщиком TIG, являются сильными, — это высокая эффективность наплавки сварочного оборудования TIG .
Процент присадочного металла, попадающего непосредственно в сварное соединение, больше по сравнению с такими методами сварки, как сварка штучной сваркой, при которых образуется много брызг.
Ссылки по теме: 9 различных типов сварочных процессов и их преимущества
Сварщики TIG могут найти множество применений.Они способны производить прочные сварные швы в алюминиевых материалах, например в автомобильных деталях. Они также эффективны при использовании для укладки корневого шва в соединениях с пазами с одним v-образным вырезом и квадратным корнем .
Соединения с пазами часто используются в строительстве. В повседневном применении пазовые соединения используются при изготовлении металлических шкафов.
СваркаTIG также более эстетична. То, что сварной шов хорошо выглядит, не обязательно означает, что он прочнее.Однако в случае сварных соединений TIG они часто бывают прочнее, чем другие типы сварных швов.
Обратной стороной сварки TIG является количество практики, которую необходимо освоить.
Сварка TIGДругие методы сварки, такие как сварка MIG или сварка штучной сваркой, безусловно, позволяют получать сварные швы достаточной прочности в повседневных применениях.
Изготовление прочных сварных швов с использованием этих методов будет более подробно обсуждено позже в этой статье.
Заблуждения о прочности сварного шва
Неверно утверждать, что прочность сварного шва зависит исключительно от способности сварного шва проникать в опорную плиту. Прочность сварного шва измеряется пределом прочности на разрыв и пределом текучести , оба из которых будут рассмотрены более подробно, прежде чем мы перейдем к теме, какие конкретные сварные швы мы считаем самыми прочными.
Показатели прочности сварного шва могут включать:
- Прочность на растяжение
- Предел текучести
- Прочность на сдвиг
Все типы сварки, которые будут обсуждаться в этой статье, относятся к дуговой сварке.Проще говоря, цель любой техники дуговой сварки — соединить два куска металла вместе так, чтобы они стали единым целым. Это процесс, который называется слиянием .
Размер сварного шва и прочность сварного шва не коррелируют. Даже отдельные прихваточные швы могут быть более чем достаточно прочными для выполнения этой работы, о чем будет подробнее сказано ниже.
По этой причине я никогда не стану утверждать, что один конкретный сварной шов прочнее других.
Однако я представлю вам обширный список самых надежных сварных швов.Это виды сварочных технологий, которые ежедневно используются профессионалами во всем мире.
Если бы они не работали так хорошо, как они, вы бы гораздо больше услышали о катастрофах, возникающих в результате разрушения сварного шва.
Ссылки по теме: 5 основных преимуществ дуговой сварки над газовой сваркой
Наполнители и прочность на разрыв
Один из способов обеспечить прочность сварного шва — использовать присадочный металл, соответствующий требованиям работы. Присадочный металл — это термин, используемый для описания электрода, отвечающего за нанесение материала, который в конечном итоге будет составлять сварной шов.
Хотя этот термин традиционно использовался для описания расходуемых электродов, в последнее время это определение было расширено и для обозначения непотребляемых материалов.
Расходный электродЕсли вы когда-нибудь слышали что-нибудь о выборе присадочного металла, вам, возможно, посоветовали просто сопоставить присадочный металл с основным металлом. Мы все хотим, чтобы выбор присадочного металла был таким простым, но, к сожалению, это не всегда так по разным причинам.
Во-первых, конструктивные нормы, такие как AWS D1.1-Structural Code, предписывают, какой конкретный присадочный металл используется в промышленных условиях.
Положение сварки также определяет, какой присадочный металл обеспечит наилучшую прочность сварного шва. Есть некоторые присадочные материалы, которые настолько жидкие и расплавленные, что могут капать и причинять вред сварщику, если они используются в вертикальном или верхнем положении.
Расположение основных металлов может не позволить валику сварного шва полностью проникнуть через соединение, что приведет к сварному шву, который не пройдет проверку.
Ссылки по теме: Различные типы сварочных стержней и их применение
Что такое предел прочности на разрыв и почему это важно?
Предел прочности на разрыв (TS) также обычно называют пределом прочности на разрыв (UTS) или просто пределом прочности.
Определяется как максимальное напряжение , которое может выдержать материал до разрушения или разрушения . Причины стресса могут включать чрезмерное растяжение или растяжение.
В сварочных приложениях предел прочности на растяжение часто выражается в фунтах-силе на квадратный дюйм.
Предел прочности на разрыв электрода или присадочного металла можно найти в названии продукта в соответствии с системой классификации, созданной Американским обществом сварки.
В этой системе электрод E7018 будет иметь предел прочности на разрыв 70 000 фунтов на квадратный дюйм, что делает его совместимым с основным металлом с пределом прочности на разрыв на территории 70 000 фунтов на квадратный дюйм.
Если вы не выберете присадочный металл или электрод, у которого есть соответствующий предел прочности на разрыв для вашего предполагаемого использования, , тогда вы рискуете создать слабый сварной шов.
Мы настоятельно рекомендуем покупать множество различных присадочных материалов для удовлетворения своих потребностей, чтобы у вас не возникла проблема отсутствия подходящего инструмента для выполняемой работы.
Ссылки по теме: Вот почему сварочные стержни необходимо нагревать
Начните с учета требований к прочности сварного шва
Выбрать самый прочный тип сварного шва для вашего проекта — это экономично. Избыточная сварка влечет за собой высокие затраты, как дополнительно объясняется в данном Практическом руководстве по проектированию сварных соединений .
Не переплачивайте за сварные швы, учитывая, насколько прочный сварной шов действительно необходим вашей детали.
Таблица: Расчетная прочность (в тысячах фунтов на квадратный дюйм) на единицу длины (в дюймах) для угловых швов с прямой нагрузкойПо данным Университета Висконсина, статически нагруженные сварные швы, такие как шкафы, определенные типы сварки не критичны, поскольку рабочие нагрузки невелики.
Вы будете больше беспокоиться о длине, размере, расстоянии и частоте сварных швов.Следовательно, качество сварных швов не зависит только от прочности сварного шва. Ниже вы можете найти различные типы сварных швов:
1. Что такое угловой сварной шов?
Это может быть первый тип сварных швов, которому вы когда-либо научились. Для новичков в сварке угловой шов считается наиболее распространенным типом сварных швов.
Угловой сварной шов — это соединение между горизонтально расположенной пластиной и вертикально расположенной пластиной.
Две детали, используемые в угловом сварном шве, могут быть размещены перпендикулярно друг другу (как в Т- или Г-образном соединении) или соединены вместе в виде двух перекрывающихся деталей (как в соединении внахлест).
Одна из основных причин того, что угловой шов настолько распространен, связана с затратами, связанными с использованием этого сварного шва.
Пример угловых швовУгловые сварные швы — это доступный способ создания сварного шва, выполненного дуговой сваркой, благодаря тому, что вы просто ставите один кусок металла друг против друга.
Угловые швы более экономичны, чем швы с разделкой кромок — еще один тип сварного шва, который будет обсуждаться в этой статье.
По этой причине они часто используются в конструкционной стали. Для проектов такого типа может потребоваться большое количество сварных швов. Делать что-либо, кроме углового шва, просто неэкономично.
Угловые швы также способны выдерживать большие нагрузки. К сожалению, они не всегда считаются практичными в проектах, где динамическая нагрузка применяется к месту сварки .
Одним из потенциальных источников динамической нагрузки на сварной шов могут быть автомобили, пересекающие мост.
2. Сварка с разделкой кромок
По данным Американского сварочного общества, радиальные сварные швы представляют собой тип сварного шва, который может быть сделан на резьбе внутри поверхности заготовки, между краями заготовки, а также между краями заготовки и поверхностями (такими как опорная полоса).
Один из сценариев, в котором вы увидите этот тип сварных швов, — это соединение двух скошенных деталей.
Пример сварного шва с разделкой кромокСуществуют обстоятельства, при которых единственный способ получить сварной шов достаточной прочности — это выполнить скос на заготовке перед тем, как приступить к сварке.
Как отмечается в журнале Fabricating & Metalworking , резка под углом имеет разнообразный набор применений, включая все, от изготовления металлических шкафов до строительства мостов.
Сварные швы с разделкой кромок отличаются от угловых швов разнообразием соединений, с которыми совместим этот тип сварного шва.
У вас есть свои стыковые сварные швы с квадратной канавкой, стыковые сварные швы с косой кромкой, стыковые швы с V-образной канавкой и многое другое.
Швы с разделкой кромок могут быть полными или частичными в зависимости от того, насколько глубоко сварной шов проникает в основные материалы.
Сварной шов с полным проплавлением (CPJ) с разделкой кромок — это тип сварного шва в , размер которого не коррелирует с прочностью сварного шва.
Объем присадочного металла, необходимый для надлежащего плавления, может быть уменьшен, если используемый метод сварки обеспечивает более глубокое проплавление шва.
Сварные швы CPJ используются там, где требуется максимальная прочность соединения.
Если требования к прочности сварного шва не столь высоки, то сварка с частичным проплавлением (PJP) будет менее затратной и по-прежнему будет работать надлежащим образом.
Угловой шов применяется гораздо чаще в связи с тем, что он намного экономичнее.
Для сварки с разделкой кромок требуется подготовка заготовки перед сваркой.
Если требования к прочности выше, чем у среднего углового сварного шва, , то PPJ может быть экономичным до тех пор, пока при меньшем количестве присадочного металла может быть обеспечено адекватное сплавление.
SMAW 3G Вертикальный сварной шов с разделкой кромок, открытый корень >> Посмотрите видео ниже
3.Угловые швы с помощью сварочного аппарата MIG
Угловые швы считаются прочным сварным швом для соединения алюминиевых автомобильных сплавов. Это прочный сварной шов для всех типов алюминиевых сплавов. Экранирование на 100% состоит из аргона, который обычно используется для выполнения угловых швов сварочными аппаратами MIG.
Причины, по которым угловые швы с использованием сварочного аппарата MIG могут быть предпочтительны, включают:
- Подходит для металла толщиной от 24-го калибра (1/40 дюйма) до ½ дюйма
- Производимый сварной шов является гибким, что делает его пригодным для автомобильной промышленности
Сварочное оборудование MIG поставляется по относительно низкой цене, поэтому эти типы сварки продаются для домашних мастеров / любителей.Доступность этого оборудования очевидна по цене этого сварочного аппарата MIG на 120 В. Сварочные аппараты MIG не только доступны по цене, но и обеспечивают прочный сварной шов.
Связанное чтение: Можно ли сваривать низкоуглеродистую сталь методом MIG с чистым или 100% аргоном (прямой аргон)?
4. Желобчатая сварка стержневой сваркой
Дуговая сварка в экранированном металле (SMAW) — отличный способ сварки с разделкой кромок в вашем цехе. Это связано с тем, что стержневые электроды известны тем, что могут иметь глубоко проникающую дугу.
Швы с разделкой кромок для материалов толщиной до 3/16 дюйма могут выполняться без предварительной подготовки сварного шва, если вы используете сварку SMAW.
Толстая подкладка сварного шва не требуется, если вы выполняете сварку швов с помощью сварочного аппарата SMAW.
Подложка часто требуется при выполнении сварных швов с разделкой кромок, чтобы обеспечить полное проплавление шва. Основа под сварку часто изготавливается из меди, стали или керамики.
Сварочные процессы SMAW требуют только подложки толщиной не менее 3/16 дюйма, чтобы предотвратить расплавление.
ВМС США часто используют сварочное оборудование SMAW благодаря его универсальности. В своем руководстве по безопасности при сварке SMAW ВМС заявляют, что этот метод сварки более полезен, чем другие, для сварки сложных конструктивных узлов, поскольку его легко транспортировать, а большинство типов электродов можно использовать в нескольких положениях.
Что касается выбора электрода, вам может потребоваться электрод с глубоким проникновением, например E6010 или E6011 для сварки с разделкой кромок.
Электрод E6010 гораздо больше рекомендуется для сварки плоских соединений с открытым корнем и одним V-образным пазом.
Вы можете найти электроды E6010 в Интернете здесь. Что касается конкретных движений, вам рекомендуется использовать стрингер и бусинки для завершения этого шва. Вам также нужно будет сначала скрепить кусочки вместе, чтобы избежать неравномерного сращивания.
Недавно я написал статью, в которой более подробно описываю различные типы сварочных стержней и их использование. Прочтите эту статью здесь.
5. Алюминий для сварки TIG
Сварка алюминия — сложная задача из-за его относительно низкой температуры плавления . Сваривать алюминий стержневым электродом практически невозможно, но сварка MIG и TIG — жизнеспособные методы.
Я считаю сварку TIG лучшим вариантом, особенно в профессиональной среде, из-за прочного и чистого шва, получаемого с помощью этой техники.
Связанное чтение: 6 причин, почему трудно сваривать алюминий?
При сварке алюминия методом TIG часто обсуждают вопрос о том, какой присадочный металл следует использовать. Споры часто возникают между сварочными стержнями 4043 и 5356.
Оба подходят для конкретных приложений. Я не буду вдаваться в подробности, а сосредоточусь на вопросе о том, какой присадочный пруток обеспечивает самый прочный сварной шов в алюминиевых деталях.
Из присадочных материалов для алюминия 5356 обеспечивает самые прочные сварные швы. Сварочный пруток 5356 имеет прочность на продольный сдвиг 17 Ksi по сравнению с 11,5 Ksi у 4043.
5356 также имеет прочность на поперечный сдвиг 26 Ksi по сравнению с 15 Ksi у 4043. Прочность на сдвиг — это сопротивление материала накоплению повреждений от сдвигающей нагрузки.
Сдвигающая нагрузка
Сдвигающая сила — это сила, действующая в направлении, параллельном поверхности или плоскому поперечному сечению тела. Хорошим примером поперечной силы является давление воздуха, действующее на переднюю часть крыла самолета.
Почему имеет значение прочность на сдвиг? Прочность на сдвиг важна в ситуации, когда нагрузка, прикладываемая к угловому сварному шву, не прикладывается перпендикулярно угловому шву.
Не углубляясь в технические сложности, мы можем увидеть, что прочность сварного шва на сдвиг, безусловно, является параметром, который ежедневно учитывается при строительных работах.
Фактическое значение прочности на сдвиг может быть не так важно при небольших операциях, таких как ремонт сломанной газонокосилки, но оно полезно для объяснения того, почему вы хотели бы выбрать сварочный стержень 5356 вместо 4043.
6. Прихваточные швы с помощью аппарата для сварки TIG
Сварщик TIG — самый медленный сварщик и требует наибольшего мастерства.Тем не менее, сварочное оборудование TIG, такое как этот сварочный аппарат TIG на 200 А, относится к числу наиболее подходящих из всех типов сварочного оборудования для получения прочного сварного шва .
Сварочные аппараты TIG производят сварной шов более высокого качества , так как во время процесса не образуются брызги.
Помимо самого прочного сварного шва, этот тип сварных швов более эстетичен, чем другие типы сварных швов, которые могут нуждаться в чрезмерной очистке, особенно в профессиональных условиях, когда клиенты ожидают, что сварной шов будет минимально инвазивным.
В совокупности эти факторы делают сварку TIG отличным методом для выполнения прихваточных швов. Прихваточные сварные швы обеспечивают достаточную прочность листового металла, что позволяет избежать высоких затрат, если вместо полного углового шва использовать прихваточные швы.
Прихваточные швы часто используются для соединения частей основного металла без использования каких-либо приспособлений. Это короткие сварные швы разрывом, с несколькими прихваточными швами, расположенными по длине заготовки.
Прихваточные швы имеют множество преимуществ. Использование прихваточных швов обеспечивает правильное совмещение деталей друг с другом.
Неправильная центровка, даже самая незначительная, потребует доработки заготовки, которая в конечном итоге может ослабить ее.
Он также устанавливает зазор в стыке таким образом, чтобы сварной шов имел одинаковую прочность по всей длине сварного шва.
Прихваточный шов также предотвратит ослабление заготовок из-за какого-либо источника движения во время процесса сварки. .Слишком легко случайно ослабить сварной шов, сдвинув всю деталь до завершения проекта.
Вы особенно уязвимы к этому типу разрушения сварного шва, если вы работаете с большой деталью, требующей нескольких сварных швов.
Инновационные комплекты для точечной сварки TIG, такие как этот, поставляются с оборудованием, настроенным для выполнения точечной сварки без использования более сложных методов, таких как контактная сварка.
Как выполнить прихватку >> Посмотрите видео ниже
7.Сварка TIG одинарными V-образными и квадратными канавками
Ранее я упоминал, что сварка штучной сваркой позволяет получить прочный шов с разделкой кромок. Это, безусловно, верно, поскольку аппарат для ручной сварки является одним из самых популярных вариантов для большинства магазинов благодаря простоте использования и проникающей способности электрода.
Однако многие профессионалы сочтут сварочный аппарат TIG более подходящим по причинам, которые будут обсуждаться здесь.
Сварочный аппарат TIG производит сварные швы, которые выглядят немного чище, чем сварочные аппараты MIG и SMAW (стержневой сваркой).Кроме того, сварочные аппараты SMAW действительно совместимы только с толстыми металлами, чугуном и высокопрочным чугуном. Он достаточно универсален для домашнего оператора.
Сварочные аппараты TIG можно использовать для сварки большинства металлов и сплавов. Это займет больше времени, но качество останется, с минимальным разбрызгиванием.
Насколько лучше сварщики TIG сводят к минимуму разбрызгивание? Вы можете оценить способность сварочного аппарата TIG сводить к минимуму разбрызгивание.
В таблице ниже показано, что рейтинг эффективности наплавки значительно различается в зависимости от методов сварки .
Рейтинг эффективности наплавки означает способность оборудования наносить присадочный металл непосредственно в сварное соединение. Низкий рейтинг эффективности показывает, что при сварке образуется много брызг.
| Сварочный процесс | Типичный диапазон эффективности наплавки (%) |
|---|---|
| FCAW-G (с газовой защитой) | 80-88 |
| FCAW-S (без защиты) | 78 |
| GMAW (MIG) | 96-98 |
| GTAW (TIG) | 92-96 |
| SAW | 96-98 * |
| AMAW | (рукоять) 55 |
TIG имеют рейтинг эффективности наплавки 96-98% , а сварщики стержневой сваркой имеют рейтинг 50-55%.Это одна из причин, по которой вы, возможно, слышали о том, что профессионалы уходят от сварщиков штангой.
СваркаTIG была признана особенно подходящей для выполнения корневого прохода сварных швов как с одним клином, так и с квадратной канавкой.
Какие типы электродов используются для сварки швов с разделкой кромок?
Как всегда, выбор присадочной проволоки действительно зависит от свойств основного металла. При этом были проведены исследования с целью выяснить, какой присадочный металл обеспечивает сварной шов с разделкой кромок с наивысшим пределом прочности на растяжение.
Исследование, проведенное в Индонезии, показало, что самая высокая прочность на растяжение была обнаружена при использовании присадочного металла ER 308L-16 из нержавеющей стали.
Этот присадочный металл также оказался наиболее эффективным с точки зрения прочности на разрыв при соединении разнородных металлов.
8. Порошковая проволока обеспечивает прочную сварку толстых металлов
Сварка порошковой проволокой похожа на сварку металла в среде инертного газа (MIG). Вы обычно будете видеть это сокращенно как сварка FCAW.
Флюсовый сердечник, присутствующий в проволоке, позволяет использовать сварочный аппарат без использования какого-либо защитного газа , хотя есть некоторые приложения, в которых вы все равно будете использовать защитный газ с проволокой с флюсовым сердечником.
Порошковая проволока имеет репутацию способной обеспечить прочный сварной шов. Это связано с тем, что газозащитные флюсовые проволоки позволяют нанесенному флюсовому покрытию затвердевать с большей скоростью, чем расплавленный материал сварного шва.
В результате образуется полка, позволяющая выполнять сварку сверху или снизу вверх, не опасаясь стекания расплавленного сварочного материала.
Связанное чтение: Проводка с сердечником из флюса выходит из строя | Советы по предотвращению воздействия влаги
Флюсовое покрытие также позволяет самому сварному шву охладиться более постепенно. Это делает сварной шов более стабильным и однородным по всей длине сварного шва.
Этот метод сварки используется в основном для сварки на открытом воздухе. Сварка сердечником флюсом хороша для сварки более толстых металлов, с которыми сварщики MIG часто не могут добиться успеха.
Порошковая проволокатакже имеет более высокую скорость наплавки, чем проволока MIG.
Самая популярная и универсальная порошковая проволока — это проволока E71T-GS. Причина, по которой эта проволока так популярна, заключается в ее способности наносить валики полной прочности за один проход.
Единственным недостатком является то, что он имеет низкое проникновение в основной металл.Это отличный выбор для ремонта оборудования, но для длительных сварных швов вам следует использовать проволоку из углеродистой стали E-71T-11, которую можно использовать для выполнения нескольких проходов.
Какие виды сварки легче всего изучить?
Сварка MIG — один из самых простых видов сварочных процессов, который вы можете изучить, и поэтому настоятельно рекомендуется для начинающих.
Здесь вы можете найти статью с нашего веб-сайта по этой теме и о том, почему MIG-сварка проста в освоении.
9 видов сварочных процессов
Какие бывают виды сварочных процессов? Сварщик имеет множество специальностей.Здесь вы можете найти подробную статью, которую я написал, в которой перечислены 9 типов сварочных процессов и их преимущества:
- Сварка Mig
- Сварка TIG
- Дуговая сварка порошковой проволокой
- Дуговая сварка под флюсом
- Дуговая сварка металлическим электродом с палкой
- Термическая сварка
- Оксиацетановая сварка
- Сварка 911
- フ ジ キ ン に つ い て
- 社長 挨 拶
- 会 社 概要
- 事業 内容
- 拠 点 一 覧
- 認定 ・ 資格
- 高 圧 ガ ス 認定 区分
- 受 章 ・ 受 賞 歴
- 受 賞 記事 等
- メ ー ル ニ ュ ー ス
- CSR 理念
- 参加 プ ロ ジ ェ ク ト
- 講演 一 覧
- 社会 ・ 文化 貢献
- ЗЕН ®
- な が れ を こ え て
- Новый テ ク ノ マ ー ト 「SO (創)」
- フ ジ キ ン ス ー パ ー カ レ ン ダ ー ®
- 謝恩 植樹
- 子 ど も た ち に 人 気 の チ ウ ザ メ 展示
- 環境
- Продукция 5 す
- オ ン ラ イ ン シ ョ ッ プ
- サ ポ ー ト
- Товарное обозначение (PDF)
- Продукция 様 ご 確認 書
- 現 地 メ ン テ ナ ン ス
- Номер товара ()
- 説明 会 ・ 講習 会 (無 料)
- 生産 終了 子 の ご 案 内
- Номер товара
- 継 手 情報 (呼 び 径 ・ 締 付 要領 ・ ね じ 接合 継 手 ・ V-Lok ® の 使 い 方)
- 受 賞 (も の づ く り 大 賞 他)
- Cv 値 計算 ・ 流量 計算 ツ ー ル
- こ ん な と こ ろ に フ ジ キ ン が
- フ ジ キ ン の 特殊 材質 バ ル ブ ・ 継 手
- バ ル ブ と 継 手 の き ほ ん
- よ く あ る ご 質問
- ラ イ フ サ イ エ ン ス
- 医療 ・ 介 護 ・ ヘ ル ス ケ ア
- チ ョ ウ ザ メ 事業
- キ ャ ビ ア フ ィ ッ シ ュ ガ イ ド
- 超 小型 FCS ® -P
- Инструмент Kabo
- シ ー ル テ ー プ 自動 巻 付 機 フ ジ テ プ ラ ー
- フ ァ イ ン セ ラ ミ ッ ク ス バ ル ブ
- 新 静止 型 ミ キ サ ー 混合 君 ® 分散 君 ®
- ナ ノ レ ベ ル 超微 少 流量 コ ン ト ロ ー ル バ ル ブ
- ア ナ ラ イ ザ ー ・ サ ン リ ン グ シ ス テ ム ・ ー 排 気 シ ス テ ム
- V ® -Lok 施工 工具 セ ッ ト 分散 君
- ダ ウ ン ロ ー ド
- CAD デ ー タ サ ー ビ ス
- 高 圧 ガ ス 保安 法 法令 参照 ソ フ ト
- 取 扱 説明書
- ダ ウ ン ロ ー ド 履 歴 の ご 確認
- 技術 サ ポ ー ト
- メ ン バ ー 様 専 用 ご 相 談 窓 口
- Продукция お 試 し 貸出 し サ ー ビ ス
- CULB FUJIKIN メ ル マ ガ
- 展示会 ご 来 場 サ ー ビ ス
- 展示会 ご 来 場 サ ー ビ ス
- ス ペ シ ャ ル コ ン テ ン ツ
- 博士学位 論文 要約
- 研究 論文
- Доктор.カ レ ッ ジ
- お 客 様 ご 満 足 向上 ア ン ケ ー ト
- マ イ ペ ー ジ
- メ ン バ ー 登録 情報 変 更
- ダ ウ ン ロ ー ド 履 歴 の ご 確認
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (NO CRAP)
Рекомендуемая литература
Как начать и развивать сварочный бизнес за 11 шагов
Что такое горячий старт в сварке? Назначение горячего старта?
0 | Нет | № | № | |
10 | Угловой шов | № | Есть | |
3 | Фаска-канавка (под сварку V-образным стыком) | Есть | Есть | |
4 | Под сварку под фаску (под сварку встык одинарную кромку) | Есть | Есть | |
2 | Квадратный паз (квадратный стыковой шов) | Есть | Есть | |
5 | Стыковой сварной шов однократной формы с широким приварным швом | Есть | Есть | |
6 | Стыковой сварной шов однобокий с широким приварным швом | Есть | Есть | |
7 | Сварной шов с U-образной канавкой (стыковой шов с одинарной U-образной канавкой) | Есть | Есть | |
8 | J-образный сварной шов (одинарный J-стыковой шов) | Есть | Есть | |
16 | Сварной шов с развальцовкой под V-образную канавку | № | № | |
15 | Сварной шов под развальцовку, под фаску | № | № | |
1 | Приварной фланец | № | № | |
17 | Уголок приварной | № | № | |
11 | Электрозаклепка | № | № | |
9 | Подварной шов со скосом | № | № | |
12 | Точечная сварка | № | № | |
13 | Сварной шов | № | № | |
14 | Сварка с пазом | № | № | |
18 | Сварной шов с частичным проплавлением (стык однокамерный + угловой) | № | № | |
19 | Сварной шов с частичным проплавлением (квадратная канавка + угловой шов) | № | № | |
20 | Сквозной шов | № | № | |
21 | Одинарный V-образный сварной шов с крутым фланцем | Есть | Есть | |
22 | Однобоковый стыковой сварной шов с крутым уклоном | Есть | Есть | |
23 | Торцевой шов | № | № | |
24 | Наплавочный шов | № | № | |
25 | Фальц | № | № | |
26 | Шарнир наклонный | № | № |
— Совместное проектирование и подготовка
Справочник — Совместное проектирование и подготовка 27 Базовый Введение в типы суставов Тип соединения, выбранный для любых сварочных работ, может существенно повлиять на влияют на качество и прочность сварного шва; цена труда и материалов; время и затраты на подготовку, отсадку и позиционирование работы; и другие факторы такой же важности.Выбор правильного типа соединения зависит от количества факторов, таких как толщина шва и материал, желаемые физические свойства в готовом соединении, размер деталей сварка, доступность стыка, возможность подгонки, доступное оборудование для обработки кромок, количество штук подлежащие сварке, а также спецификации нормативных правил (если применимый). Используется ряд типов соединений для дуговой сварки под флюсом. Задница Площадь сварных швов Стыковое соединение с пазом (рис.12а.). Хороший качественные однопроходные сварные швы до 5/16 дюйма. толстый можно сделать с помощью квадратного паза стыковое соединение без корневого отверстия и с подходящая подложка. Усиление сварного шва, которое имеет тенденцию становиться избыточным для более толстые сварные швы можно контролировать, регулируя корневую открытие. Вариации открытия корня, соосность приварки проволока с соединением, а количество сварочного металла обычно ограничивает толщина сварного шва этого типа до 3/4 дюйма. Двухпроходные сварные швы до 5/8 дюйма.толстые сделаны без корня открытие. В двухпроходных швах важно, чтобы кромки должны быть плотно стыкованы, так как сварная подкладка не используется. Максимально допустимый корень проем 1/32 дюйма. если совместное имеет достаточную подкладку для предотвращения протекания сварочного состава через корневое отверстие. С такой поддержкой больше можно использовать корневые отверстия. Когда отверстие корня превышает 1/16 дюйма, однако отверстие должно быть плотно заполнено погруженным в воду дуговой сварочный флюс перед сварным швом.Максимум корневое отверстие составляет примерно 1/8 дюйма. из-за трудности отказа от сварочный флюс в основе первого прохода сварка. Если корневой зазор поддерживается постоянным по всей длине шва, пластина до 3/4 дюйма. можно сваривать с квадратные стыковые соединения. Первый шов — это подкладочный шов с обратной стороны. сустава; затем работа переворачивается и выполнена чистовая сварка. Окончательный сварной шов проникает вниз в и отказывается от части сварного шва, чтобы гарантировать сплошная сварная структура по всей толщине листа.Продолжение на следующей странице …Виды сварных швов — Стыковые соединения — Угловые швы — Канавки
Типы сварных швов
Существуют различные типы сварных швов, которые могут быть выполнены в каждом из основных соединений. В их числе:
Стыковое соединение, рис. 2.
• Стыковой сварной шов с квадратной канавкой.
• Стыковая сварка со скосом и разделкой кромок.
• Стыковая сварка с V-образной канавкой.
• Стыковая сварка с J-образной канавкой.
• Стыковая сварка с U-образной канавкой.
• Стыковая сварка с развальцовкой и V-образной канавкой.
• Стыковой сварной шов с развальцовкой и фаской.
Тройник, рис. 3.
• Угловой шов.
• Электрозаклепка.
• Щелевой сварной шов.
• Сварка под фаску.
• Сварной шов с J-образной канавкой.
• Сварной шов с развальцовкой под углом.
• Сквозной шов.
Рисунок 2: Типы сварных швов, которые могут быть выполнены с помощью базового стыкового соединения
Рис. 3: Типы сварных швов, которые могут быть выполнены с помощью основного таврового соединения.
Рис. 4 Типы сварных швов, которые могут быть выполнены с использованием основного соединения внахлест.
Соединение внахлест, рисунок 4.
• Угловой шов.
• Электрозаклепка.
• Щелевой сварной шов.
• Точечная сварка.
• Сварка под фаску.
• Сварной шов с J-образной канавкой.
• Сварной шов с развальцовкой под углом.
Угловое соединение, рис. 5.
• Угловой шов.
• Точечная сварка.
• Сварка под квадратные кромки или встык.
• Сварной шов с V-образной канавкой.
• Сварка под фаску.
• Сварной шов с U-образной канавкой.
• Сварной шов с J-образной канавкой.
• Сварной шов с развальцовкой под V-образную канавку.
• Торцевой сварной шов.
• Приварной угловой фланец.
Торцевой стык, рисунок 6.
• Сварка под квадратные кромки или встык.
• Сварка под фаску.
• Сварной шов с V-образной канавкой.
• Сварной шов с J-образной канавкой.
• Сварной шов с U-образной канавкой.
• Приварка кромко-полка.
• Приварной угловой фланец.
Двойные сварные швы
В некоторых случаях сварка не может быть выполнена только с одной стороны соединения. Когда сварной шов необходимо выполнить с обеих сторон, это называется двойным сварным швом. На рисунке показаны общие области применения двойных сварных швов в базовых конструкциях соединений.
Рис. 5: Типы сварных швов, которые могут быть выполнены с помощью основного углового соединения.
Рис. 6. Применение двойных сварных швов.
Рис. 7. Типы сварных швов, которые могут быть выполнены с помощью основного краевого соединения.
お 探 し の ペ ー ジ が 見 つ か り ま せ ん で し た |… 株式会社 フ ジ キ ン
申 し 訳 あ り ま せ ん, お 探 し の ペ ー ジ が 見 つ か り ま せ ん で し た
お 手 数 で す が サ イ ト マ ッ プ よ り お 求 め の ペ ー ジ を お 探 し く だ さ い
企業 情報
CSR 活動
Номер товара
イ チ オ シ 製子
КЛУБ FUJIKIN
※ ご 利用 に は メ ン バ ー 登録 が 必要 で す。
Как сварить собственный термощуп K с использованием общего источника питания
Предложение по некоторым приличным K-зондам получило относительно высокую цену, например, 20-30 долларов США за зонд, без учета доставки. Иногда этого бывает слишком много для двух сваренных вместе кусков проволоки.
Итак, вспомним школьные уроки физики и дома сделаем термопары…
Существует множество различных типов термозондов, в которых электроды используются из разных металлов.Но на самом деле нас могут заинтересовать два типа: хорошо известные Type K и Type T.
Тип К широко используется и состоит из двух проводов из разных металлов.
Хромель (+)
Алюмель (-)
Оптимальные рабочие температуры от 273К до 1500К. Они не очень хорошо подходят для LN2 (дешевые датчики часто показывают температуру около -175 ° C в кипящем LN2), но хорошие датчики близки к реальным температурам.
Одна сторона концов проволоки приваривается к горячему спайу, а другая сторона просто соединяется с двумя электродами (у качественных же металл используется и для соединителей).
Тип T технически то же самое, но с использованием разных металлов:
Медь (+)
Константин (-)
И рабочий диапазон от -200 ° C до нескольких сотен.
Тепловой переход можно получить, просто скрутив два неизолированных металлических провода.
Но дело в прочном, надежном и прочном соединении. Это можно сохранить только при сварке двух металлических наконечников в один шарик на конце.
Итак, давайте попрактикуемся:
Необходимых инструментов:
Мощный блок питания (здесь использовался приличный блок питания ATX с номинальной мощностью 550 Вт)
Разъем Minifit JR с 8 контактами для подключения шин +12 В
Некоторые куски толстой медной проводки для силовых проводов
Графитовая щетка от любого двигателя переменного тока и т. Д.
Термометр для проверки результата
И 10 минут на выполнение задания.
Я купил случайную щетку для двигателя переменного тока за 2 доллара.
Нам нужна графитовая щетка в качестве электрода, потому что, если мы просто протолкнем электричество, чтобы расплавить провода в открытом воздухе, злой кислород окислит горячий металл, и мы получим только дрянь с окислением. Это неправильный путь.
А вот если использовать кусок графита — уголь горит и действует как защита от кислорода. Так мы получим намного лучший сварной шов.
Я закрепил кисть маленьким зажимом. Также металлические губки зажима служат соединителем для щеточного электрода.
Затем зачищаем провода будущего щупа. Одна проволока здесь алюмель, вторая хромель.
Следующий шаг — подготовить силовые кабели. Я только что использовал 8-контактный кабель процессора через розетку с двумя медными проводами AWG6. Один будет удерживать нашу термопару под ударом, другой будет соединен через металлический зажим с щеткой.
Следующий шаг — скрутите оба провода вместе, чтобы они были надежно закреплены.
Общий вид сварочного агрегата 🙂
А теперь подайте питание от блока питания на электроды и осторожно коснитесь кисти концом провода термопары. Если провода тонкие — используйте токоограничивающий резистор, чтобы избежать чрезмерного ожога.
Будьте осторожны, делайте этот шаг в хорошо вентилируемом помещении или, лучше, на открытом воздухе, потому что углерод сильно горит.
После первой-второй попытки — должно получиться вот это. Идеальное шаровое сварное соединение из смеси двух проволок.Подключаем к градуснику и проверяем результат;)
Также я попробовал некоторые промышленные толстые проводки для термопар (также Alumel и Chromel).
Та же технология, густой дым без резисторов…
И проверьте 🙂 Температура воздуха с окружающим на моем fluke
И сохраненное значение с температурой кипятка с моей кухни 🙂
Описанный метод также очень хорошо подходит для термопары Type-T типа:
Вот пример с 30-метровым проводом Omega от eBay, сваренным вместе с блоком питания.