Как правильно выбрать тип и марку электрода
Часто перед сварщиком возникает вопрос: “Как правильно выбрать тип и марку электрода?” Попробуем исчерпывающее ответить на этот вопрос.
1. Нужно определить, к какой группе сталей относится основной металл.
2. Если сталь относится к любой группе, кроме закаляющихся и жаропрочных сталей, тип электрода выбирается из условия равнопрочности основного металла и металла шва. Для этого нужно, чтобы предел прочности основного металла был наиболее близким к пределу прочности наплавленного метала шва. Например, подберем электроды для сварки стали 20. Прокат из этой стали имеет предел прочности порядка 410-430 МПа, в зависимости от состояния поставки. Соответственно, выбираем электрод типа Э42(т.е электроды данного типа обеспечивают получение металла шва с прочностью не мене 420 МПа). Выбрав тип электрода, следует выбрать марку электрода с соответствующим видом покрытия. Покрытие электрода подбирается исходя из химической активности основного металла и требуемой степени защиты сварочной ванны от кислорода и азота воздуха.
3.Если сталь относится к группе закаляющихся или жаропрочных, то тип электрода подбирается не по прочности, а по химическому составу основного металла. В основном это электроды с основным покрытием, реже рутиловым. Основное требование – это максимальное приближение химического состава сварного шва к химическому составу основного металла. Особенно часто накладывается ограничение на максимальное содержание углерода в электродном материале – не более 0,15%.
This entry was tagged выбор электрода, как правильно выбрать электрод, тип и марка электрода. Bookmark the permalink.
Bookmark the permalink.
Виды электродов для сварки
Дата публикации: 15.11.2018 12:53
Чтобы получить хороший результат в виде качественного сварного шва, перед началом сварных работ необходимо внимательно изучить необходимые для производства материалы. Нужно разобраться в видах электродов, ведь универсальных изделий для сварки пока не существует. Каждый вид применяется для конкретного материала и при определенных условиях.
Электрод представляет собой стержень определенного размера, выполненный из металла или другого материала. Существуют разнообразные виды электродов для сварки:
- Неплавящиеся стержни изготовлены из графита, а также могут быть торированными, итрированными и угольными.
- Плавящиеся электроды производят из легированных, высоколегированных и углеродистых марок стали, бронзы, меди, чугуна и других металлов. Эти изделия обладают покрытием, которое выполняет сразу несколько функций при расплавлении металла.
 К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.
К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.
 К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.
К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.Изделия с щелочным покрытием легко образуют и стабилизируют дугу.
Электроды делятся на несколько основных классов:
- — электроды для сварки теплоустойчивых легированных видов стали;
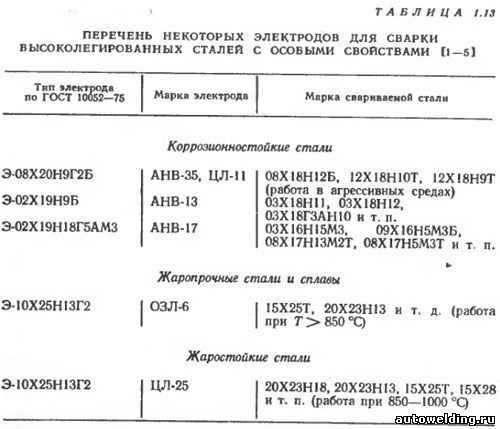
- — электроды для сварки высоколегированных видов стали с особенными свойствами;
- — электроды для сварки конструкционных сталей с применением дуговой сварки;
- — электроды для наплавки металла;
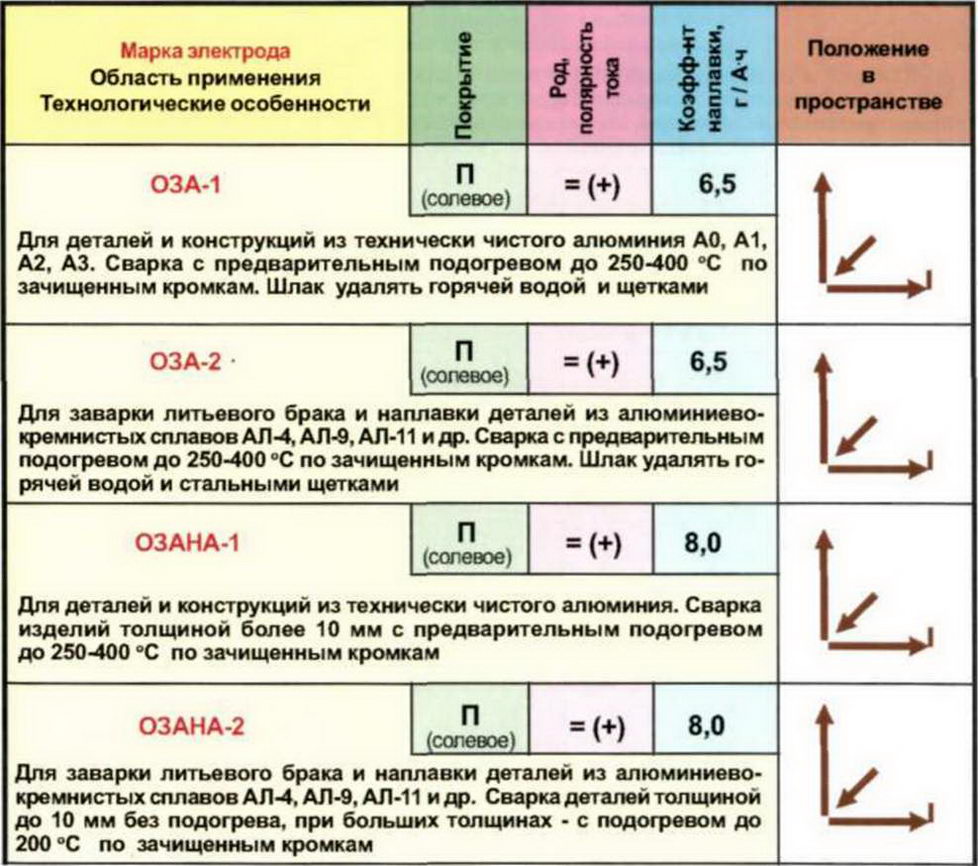
- — электроды для сварки цветных металлов;
- — электроды для сварки чугуна;
Также электроды делятся на четыре типа по допустимым положениям сваривания:
- – все возможные положения;
- – все возможные положения кроме вертикального сверху вниз;
- – нижнее, горизонтальное и вертикальное сверху вниз;
- – нижнее положение;
В промышленности используются различные типы электродов для соединения металлов, которые обладают разной температурой плавления. Для каждой задачи подбирается специальный тип сварочного электрода. Например, одна марка электродов для сварки используется для тонкой листовой стали толщиной 0,5 мм, другой тип соединяет металлопрофили толщиной 5 мм.
Для каждой задачи подбирается специальный тип сварочного электрода. Например, одна марка электродов для сварки используется для тонкой листовой стали толщиной 0,5 мм, другой тип соединяет металлопрофили толщиной 5 мм.
Есть много типов стержней, которые классифицировать сложно. Типы для сварки стали определяются по ГОСТу 9467-75. Например, в буквенно-числовых обозначениях марок Э42А, Э38 и Э50А:
- «Э» обозначает «электрод»,
- число указывает минимальное время сопротивления разрыву,
- буква «А» определяет возможность использовать наплавляемый пластичный металл повышенной вязкости.
- буквой «Н» обозначаются изделия для наплавления на разные поверхности,
- буквой «У» маркируются стержни для соединения изделий из углеродистой стали,
- буква «Т» – для изделий из легированных теплоустойчивых сталей.
Химические элементы, входящие в состав наплавки, тоже отражаются в маркировке электрода, например:
- «Х» – хром,
- «М» – молибден,
- «Б» – ниобий,
- «Ф» – ванадий.
К одному классу отечественных и зарубежных сварочных материалов относится большое количество марок сварочных электродов.
Проволока для производства электродов маркируется так:
- буквы Св означают сварочный тип,
- число после букв определяет проценты углерода в металле,
- буквенный код означает наличие легирующих веществ,
- следующее число означает процент этих элементов в составе стержня.
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей, найти которые Вы сможете только в разделе «Контакты». Помните: правильное отношение к выбору электродов является залогом успешно выполненной работы!
Основные электроды для сварки стали
Работая со стальными материалами, важно правильно выбирать электроды для сварки стали. На сегодняшний день их существует достаточное количество, причем под каждую марку идет свой вид.
На сегодняшний день их существует достаточное количество, причем под каждую марку идет свой вид.
Схема устройства сварочного электрода.
Электрод представляет собой металлический стержень, по которому идет ток, который и обеспечивает сварку деталей.
Подбирая электрод для работы, следует знать ответы на ряд предложенных ниже вопросов:
- Каковы механические особенности рабочего материала?
- Каким должен получиться шов: показатель на разрыв, удлинение при нагревании, угол изгиба, ударная вязкость.
- Какой наиболее удобный способ сварки в конкретном случае?
- Рабочее напряжение тока.
Все эти нюансы помогают решить вопрос в правильном подборе электрода, что крайне важно, если есть желание получить по-настоящему качественное изделие.
Читайте также:
Как производится сварка инверторная.
Нюансы сварки полипропиленовых труб своими руками для начинающих.
Основные марки электродов
Сварка углеродистых сталей на сегодняшний день достаточно популярна, потому что этот материал используется ныне практически повсеместно.
Классификация электродов для сварки.
УОНИ 13\45 и 13\55. Данная марка характеризуется низкой разбрызгиваемостью, к тому же после выполненных работ, такие электроды легко очищаются от образовавшейся корки из шлаков.
МР-3 и МР-3С. Этот тип популярен среди новичков, так как он отличается рядом высоких технологических особенностей:
- легкость применения при сваривании элементов;
- без затруднений удаляется шлаковый налет;
- легко осуществляется вторичный поджог дуги;
- в работе раскаленный материал практически не разбрызгивается.
Главное удобство данного изделия в том, что этими электродами могут пользоваться начинающие сварщики.
ОЗС – 4,6,12. Данные электроды используются для работ на отдельных поверхностях, что значительно отражается на аккуратности шва. Также они имеют свойство «самоочищаться» от шлаковых образований и хорошо работают с окисленными поверхностями.
АНО-21. Данная марка обеспечивает легкое повторное зажигание дуги, что крайне удобно в работе, особенно если сваркой занимается новичок, к тому же сам металл практически не разбрызгивается. С таких электродов легко снимается шлаковая корка. Данный тип электрода, но только с рутиловым покрытием, часто используют при сложных работах.
Таблица соответствия маркировок электродов по типу покрытия.
Такая востребованность обусловлена тем, что, применяя для сварки углеродистых сталей данные рабочие элементы, получается очень высокое качество свариваемых элементов, в самом процессе не наблюдается перегрев. Также стоит отметить, что во время сварки не образуются трещины, а раскаленный металл не разбрызгивается, соответственно, это препятствует вскипанию ванны.
Кроме этих видов электродов, есть еще несколько марок, которые применимы с другими сталями:
- малоуглеродистыми;
- низкоуглеродистыми;
- легированными;
- нержавеющими;
- высоколегированными.

Для каждого материала можно подобрать сразу несколько марок электродов, причем у отдельных производителей есть универсальные изделия.
Вернуться к оглавлению
Также читайте: Все о строительных инструментах от А до Я.
Особенности электродов
Есть несколько своих характеристик, которые отличают один электрод от другого, при этом позволяя работать ему с тем или иным видом материала.
Электроды для сварки углеродистых и низколегированных сталей используют тогда, когда углеродистая сталь содержит в себе не более 0,25% углерода и низкоуглеродистый материал имеет показатель временного сопротивления разрыву не больше 590 МПа.
Данный рабочий элемент может быть плавящимся или неплавящимся. К первым относят сварную проволоку, сделанную из различных видов стали, а ко вторым – проволоку, которая сделана из тугоплавких металлов.
Любая марка электрода имеет защитное покрытие, которое предназначено для ионизирования дуги, дабы она была более устойчивой. К тому же такая защита помогает устранить воздействие окружающей среды.
К тому же такая защита помогает устранить воздействие окружающей среды.
Вернуться к оглавлению
Сварка стальных изделий
Положения электрода при сварке.
Часто можно встретить такое понятие, как легированная сталь. Это означает, что в базовый состав металла вводятся специальные элементы, которые обеспечивают ему новые особенности. Такими добавками зачастую служат медь, никель, хром или азот. Они помогают повысить прочность изделия и свести к минимуму появление коррозии на поверхности металла. Такой показатель обычно обозначается процентами.
Сварка углеродистых и легированных сталей подразумевает под собой наличие специальных электродов, так как из-за измененных свойств меняется и сама кристаллическая решетка металла, значит, в процессе работы могут возникать определенные трудности. Обычно подбор электродов осуществляется при помощи сводной таблицы, где указываются марки, которые допустимы к использованию с легированными сталями. Эти данные регламентированы государственными стандартами. Такими видами считаются Э-70, 85, 100, 125 и 150, где буква «Э» обозначает электрод. Также каждая марка имеет и свое временное сопротивление.
Такими видами считаются Э-70, 85, 100, 125 и 150, где буква «Э» обозначает электрод. Также каждая марка имеет и свое временное сопротивление.
Строгих стандартов к свариваемым швам не предъявляют, кроме того, сколько в них присутствует серы и фосфора. Показатель данных элементов не должен быть больше, чем в 0,035%.
Тщательному контролю подлежат только те сварочные работы, которые проводятся на объектах атомной энергетики.
В этом случае получаемые швы должны отличаться повышенной надежностью, для чего и используются специальные электроды: ЦУ – 2ХМ, ЦЛ – 20,21 и 38.
Отдельного внимания заслуживают и углеродистые стали, так как они характеризуются повышенной сложностью в работе. Если во время проведения работ не соблюдалась техника сварки или неправильно были выбраны электроды, то на шве будут образовываться трещины, которые в последующем кристаллизуются. А это уже снизит прочность стыка.
Вернуться к оглавлению
Некоторые моменты и нюансы
Для работ со сталями есть несколько нюансов, которые в обязательном порядке должны быть учтены. Следует отметить, что при работе с низколегированными сталями, подбирают электрод исходя из такого показателя, как временное сопротивление. Он сопоставляет прочность свариваемого изделия и самого шва. На него следует ориентироваться, потому что важно, чтобы рабочий элемент имел большее сопротивление, нежели само изделие.
Следует отметить, что при работе с низколегированными сталями, подбирают электрод исходя из такого показателя, как временное сопротивление. Он сопоставляет прочность свариваемого изделия и самого шва. На него следует ориентироваться, потому что важно, чтобы рабочий элемент имел большее сопротивление, нежели само изделие.
Если сварка углеродистых и легированных материалов проводилась неправильно выбранным электродом, то это приведет к тому, что в месте стыка будет возникать скопление напряжения.
Важно, чтобы получаемый стык имел ударную вязкость не меньше, чем рабочий материал. Это одно из требований в грамотной сварке.
Немаловажными являются и условия проведения работ. Если это домашняя сварка, то тут и требования к ней более упрощенные. Но вот на производствах такие процессы могут проводиться при оказании давления, иногда возникает необходимость проводить сварочные работы на высоте, и тогда это уже экстремальные условия.
Подбирают электрод и под имеющееся покрытие, которое может быть основным, целлюлозным, кислым, рутиловым или комбинированным. Поэтому перед тем как приступить к работе, следует тщательно к ней подготовиться, начиная от изучения техники сварки и заканчивая правильным подбором оборудования и всех расходных материалов.
Поэтому перед тем как приступить к работе, следует тщательно к ней подготовиться, начиная от изучения техники сварки и заканчивая правильным подбором оборудования и всех расходных материалов.
» Марки и типы электродов»
У
— стабильное горение дуги;
— хорошее формирование шва;
— получение металла шва заданного химического состава;
— равномерное плавление электродного стержня;
-минимальное разбрызгивание электродного металла;
— высокая производительность сварки;
— легкая отделимость шлака;
— достаточная прочность покрытий;
— хранимость и возможность транспортировки электродов;
— минимальная токсичность при изготовлении и при сварке
Просмотр содержимого документа
«» Марки и типы электродов»»
Марки и типы электродов Изучить назначение, классификацию и маркировку покрытых электродов.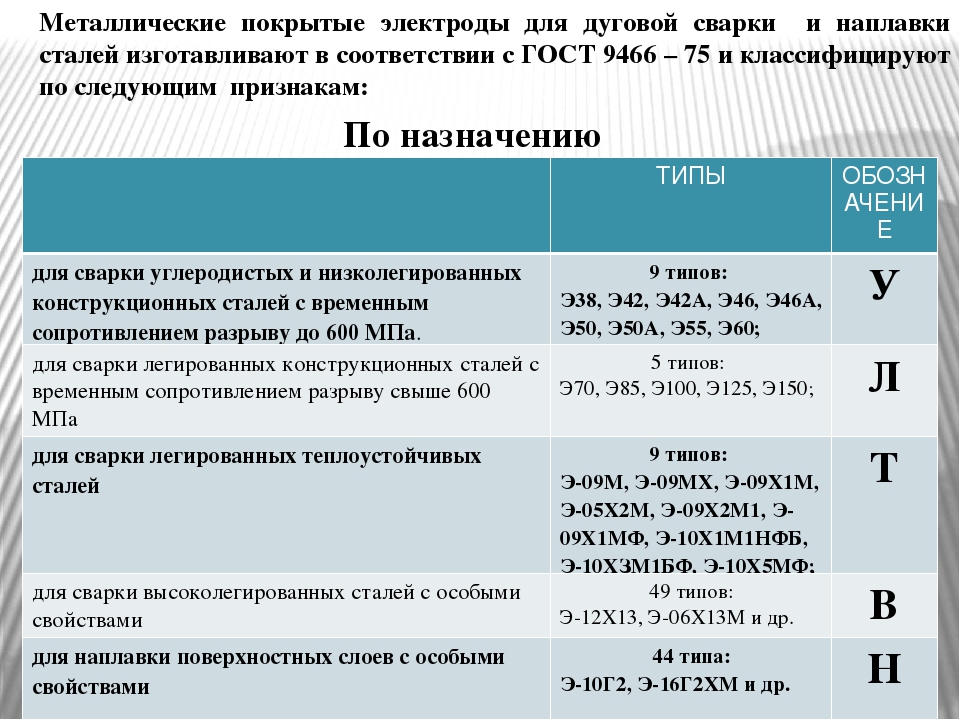
Электроды для ручной дуговой сварки представляют собой стержни длиной до 450 мм, изготовленные из сварочной
проволоки, на поверхность которых наносится слой покрытия
различной толщины и состава .
Эксплуатационные требования
— стабильное горение дуги;
— хорошее формирование шва;
— получение металла шва заданного химического состава;
— равномерное плавление электродного стержня;
-минимальное разбрызгивание электродного металла;
— высокая производительность сварки;
— легкая отделимость шлака;
— достаточная прочность покрытий;
— хранимость и возможность транспортировки электродов;
— минимальная токсичность при изготовлении и при сварке
Классификация покрытых электродов
Классификация покрытых электродов
Классификация покрытых электродов
Классификация покрытых электродов
Пример маркировки
Международная маркировка
Вывод:
любой электрод это сложное изделие,
выбор и использование которого требуют
знания:
— состава свариваемого материала ;
— требований прочности;
— оборудования для сварки;
— маркировки электродов;
— правил хранения и использования электродов.
Самостоятельная работа
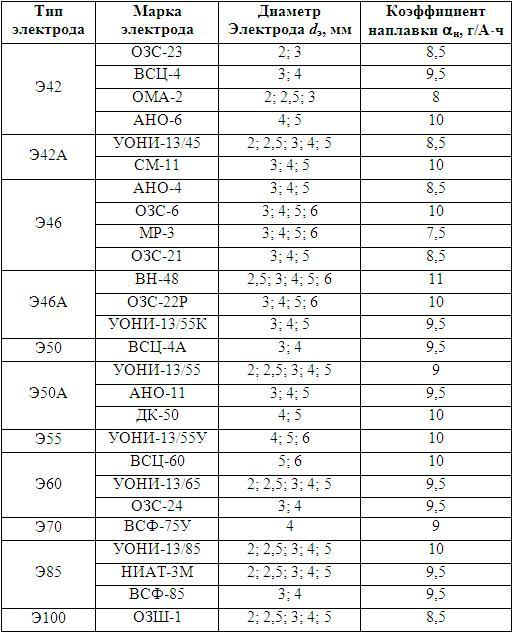
Электроды тип э 42 46 50.
Основные размеры электродов по ГОСТ 9466-70.
Рисунок 1. Основные размеры электродов по ГОСТ 9466-70.
.
Таблица 1.
Стандартные размеры металлических электродов по ГОСТ 9466-70.
| Диаметр стержня d, мм | Длина электрода L, мм |
| 1,6; 2; 2,5; 3 | 225; 250; 350 |
| 4; 5; 6; 8; 10; 12 | 400; 450; 500 |
Также см. ст. по подбору электродов.
Механические свойства металла шва.
Таблица 2.
Механические свойства металла шва, наплавленного металла и сварного соединения.
| Тип электрода | Временное сопротивление разрыву, кгс/мм2 | Относительное удлинение, % | Ударная вязкость, кгс ∙ м/см2 | Временное сопротивление разрыву, кгс/мм2 | Угол загиба, град. | Содержание в % (не более) в металле шва или в наплавленном металле | |
| При диаметре электрода, мм | |||||||
| ˃2,5 | ≤2,5 | Серы | Фосфора | ||||
| Э34 | 34 | — | — | 34 | 30 | 0,05 | 0,05 |
| Э42 | 42 | 18 | 8 | 42 | 120 | 0,05 | 0,05 |
| Э42А | 42 | 22 | 14 | 42 | 180 | 0,04 | 0,04 |
| Э46 | 46 | 18 | 8 | 46 | 120 | 0,05 | 0,05 |
| Э46А | 46 | 22 | 14 | 46 | 150 | 0,04 | 0,04 |
| Э50 | 50 | 16 | 6 | 50 | 90 | 0,05 | 0,05 |
| Э50А | 50 | 20 | 13 | 50 | 150 | 0,04 | 0,04 |
| Э55 | 55 | 20 | 12 | 55 | 140 | 0,04 | 0,04 |
Примечание: Значения величин, характеризующие механические свойства в таблице 2 приведены минимальные.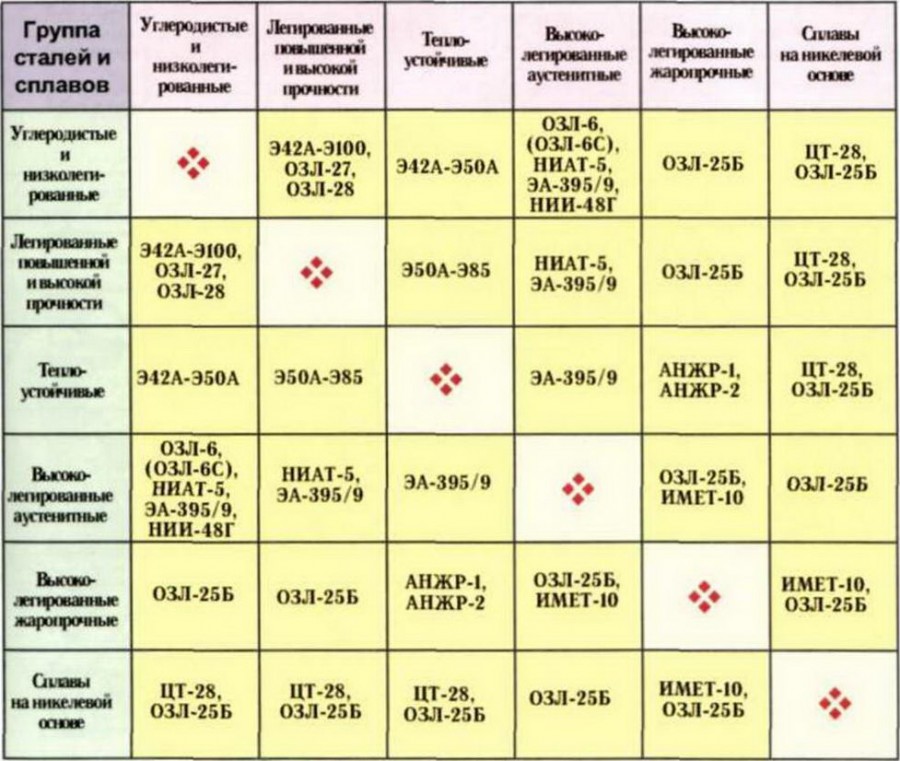
Наиболее распространенные электроды в строительстве ГОСТ 9467-75.
Каждому типу электродов может соответствовать одна или несколько марок электродов, характеризуемые свойствами наплавленного шва металла, составом покрытия и маркой стального стержня электродов. При заказе в паспорте указывается характеристика на данную марку электродов.
По стандарту все электроды должны соответствовать следующим технологическим свойствам:
а) дуга должна легко зажигаться и стабильно гореть;
б) покрытие электрода должно равномерно плавиться;
в) после охлаждения должен легко удалятся шлак;
г) металл и сам шов не должен иметь трещин и пористости внутри.
На покрытии электродов не должно быть трещин, оно должно быть достаточно прочным, чтобы при транспортировке не рассыпалось и равномерно располагаться вокруг стержня.
Таблица 3.
Наиболее распространенные электроды в строительстве.
| Тип электрода ГОСТ 9467-75 | Марки | Род и полярность | Положение сварки | Коэффициент наплавки, г/а·ч | |
| Электродов | Стали электродов | ||||
| Э34 | Меловые | Св-08; Св-08А | Переменный и постоянный | Все | 7,4 |
| Э42 | МР-3 | Св-08; Св-08А | То же | » | 8,5-9 |
| ЦМ-7 | Нижнее и вертикальное | 7,25 | |||
| Э42А | УОНИ-13/45 | Св-08; Св-08А | Постоянный, обратная полярность. | Все | 9,8 |
| СМ-11 | Переменный и постоянный, обратная полярность | » | 9,5-10,5 | ||
| УП-2/45 | То же | » | 9,7-9,9 | ||
| Э46 | ОММ-5 | Св-08; Св-08А | Переменный и постоянный | » | 7,25 |
| СМ-5 | » | 9,5 | |||
| ЦМ-8 | » | 10,5-11 | |||
| ЦМ-7с | Нижнее | 11-12,5 | |||
| Э50 | К-52 | Св-08; Св-08А | Переменный и постоянный, обратная полярность | Все | — |
| Э50А | УОН- 13/55А | Св-08А | То же | Нижнее | 11-12,5 |
| УП-2/55 | Св-08; Св-08А | » | Все | 9,7 | |
| ДСК-50 | Св-08; Св-08А | » | » | 11 | |
| УОНИ-13/55 | Св-08; Св-08А | Постоянный, обратная полярность | » | 8 | |
| ВСР-50 | Св-08А | То же | » | 9,5 | |
3.
 2. Электроды для ручной дуговой сварки
2. Электроды для ручной дуговой сварки3.2.1. Для ручной дуговой сварки металлоконструкций из углеродистых и низколегированных сталей должны применяться электроды, удовлетворяющие требованиям ГОСТ 9466 и ГОСТ 9467.
3.2.2. Тип электрода по ГОСТ 9467 для сварки металлоконструкций должен быть указан в чертежах. В случае отсутствия таких указаний выбор типа электрода должен производиться в зависимости от группы конструкций, климатического района эксплуатации конструкций и характеристики свариваемой стали по пределу текучести согласно ГОСТ 27772 (см. табл. 3.2.).
Выбор конкретной промышленной марки электрода следует производить по табл. 3.3.
В приложениях 4 и
5 приведены химический состав и
механические свойства наплавленного
металла соответственно отечественных
и зарубежных электродов. Применение
электродов, не указанных в табл. 3.3,
должно быть согласовано с отраслевой
специализированной организацией.
3.3,
должно быть согласовано с отраслевой
специализированной организацией.
3.2.3. Электроды должны храниться в условиях, исключающих возможность увлажнения или повреждения покрытия (на складе, отвечающем требованиям п. 1.3.16 настоящего РД).
3.2.4. Электроды перед сваркой производственных сварных соединений должны быть прокалены по режиму, приведенному в сертификате или паспорте завода-изготовителя на данную марку электродов. В случае отсутствия таких данных режим прокалки выбирается по табл. 3.4.
Примечание Импортные электроды прокаливают по тому же режиму, что и отечественные с аналогичным типом покрытия
Таблица 3.2
Область применения электродов для сварки строительных металлоконструкций
Группы конструкций в климатических районах (определяются проектом и проставляются в чертежах КМ) | Обозначение стали по ГОСТ 27772 (характеристика стали по пределу текучести) | Тип электрода по ГОСТ 9467 |
Группы 2 ,3 и 4 — во всех районах, кроме | С235, С245, С255, С275, С285 | Э42, Э42А, Э46, Э46А, Э50А |
I1, I2, II2и II3 | С345, С345Т, С345Д, С345К*, С375, С375Т, С375Д, С390, С390Д, С390Т, С390К, С440, С440Д | Э50А |
Группа 1 — во всех районах | С235, С245, С255, С275, С285 | Э42А, Э46А, Э50А |
Группы 2 ,3 и 4 — в районах I1, I2, II2и II3 | С345, С345Т, С345Д, С345К*, С375, С375Т, С375Д, С390, С390Д, С390Т, С390К, С440, С440Д | Э50А |
_______________
* Для сварки стали С345К с повышенным содержанием фосфора следует применять электроды марок ОЗС-18 и КД-11
3. 2.5. Электроды с
основным (фтористо-кальциевым) покрытием
следует использовать в течение 5 суток
после прокалки, остальные электроды —
в течение 15 суток, если их хранить на
складе с соблюдением требований п.
1.3.16 настоящего РД.
2.5. Электроды с
основным (фтористо-кальциевым) покрытием
следует использовать в течение 5 суток
после прокалки, остальные электроды —
в течение 15 суток, если их хранить на
складе с соблюдением требований п.
1.3.16 настоящего РД.
Таблица 3.3
Типы и промышленные марки электродов
Тип электрода по ГОСТ 9467 | Промышленные марки электродов |
Э42 | АНО-6*, АНО-6М*, АНО-1*, АНО-17*, ОЗС-23* |
Э42А | УОНИ-13/45, CM-11*, ЦУ-6 |
Э46 | МР-3*, ОЗС-4*, АНО-4*, АНО-18*, АНО-24, ОЗС-6*, АНО-19, АНО-13*, ОЗС-21*, АНО-20*, ОЗС-12* |
Э46А | УОНИ-13/55К, ОЗС-22Р, ТМУ-46* |
Э50А | ЦУ-5, УОНИ-13/55, ТМУ-21У, УП-1/55*, ИТС-4С, ЦУ-7, АНО-11*, ОЗС-18*, АНО-9, АНО-10, КД-11*, ЦУ-8, ТМУ-50* |
_______________
* Электроды,
помеченные звездочкой, предназначены
для сварки как на переменном, так и на
постоянном токе; остальные электроды
— для сварки на постоянном токе обратной
полярности.
Примечания 1 Электроды ОЗС-18 применяются для сварки атмосферокоррозионностойкой стали (С345К) преимущественно толщиной до 15 мм;
2 Электроды ОЗС-12 наиболее пригодны для сварки тавровых соединений с получением мелкочешуйчатых вогнутых швов
3 Электроды АНО-13 применяются для сварки вертикальных угловых, нахлесточных и стыковых (в разделку) швов способом «сверху—вниз» Обладают низкой стойкостью к образованию пор и кристаллизационных трещин
4 Электроды АНО-19 особенно эффективны при сварке длинными швами листового металла толщиной 3—5 мм. Обеспечивают высокую стойкость сварных швов против образования пор и кристаллизационных трещин
Таблица 3.4
Сварочные электроды — наиболее часто используемые типы
Какие сварочные электроды используются чаще всего?
Сварочные электроды — один из наиболее часто используемых материалов в производстве, строительстве, автомобилях, а иногда и в быту. Обычно изготовленные из высокопроводящей металлической проволоки, покрытой специальными химическими веществами, они поддерживают высокотемпературные сварочные дуги и образуют основной материал для сварных швов или плавления для плавления металлов.Нередко можно пройти мимо строительных мастерских или гаражей по ремонту и техобслуживанию автомобилей, не заметив двух-трех человек в масках, работающих с ошеломляющим взглядом на металлических пластинах.
Обычно изготовленные из высокопроводящей металлической проволоки, покрытой специальными химическими веществами, они поддерживают высокотемпературные сварочные дуги и образуют основной материал для сварных швов или плавления для плавления металлов.Нередко можно пройти мимо строительных мастерских или гаражей по ремонту и техобслуживанию автомобилей, не заметив двух-трех человек в масках, работающих с ошеломляющим взглядом на металлических пластинах.
Ну, не все сварочные электроды одинаковы. На рынке существует множество вариаций, и обычно используемый электрод зависит от свариваемого материала, применяемой процедуры и инфраструктуры, а также от желаемой конечной производительности. Вот некоторые из наиболее часто используемых электродов из всей партии —
.Электроды из мягкой стали
Эти широко используемые, гибко применяемые электроды в основном состоят из двух сегментов — материала сердечника (проволока, пруток, металл и т.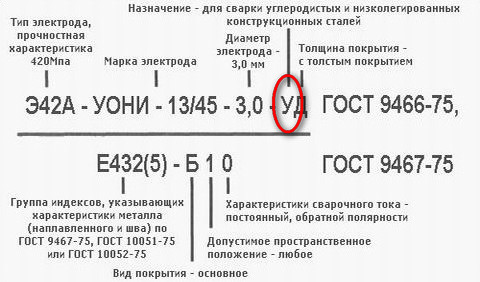 Д.) И покрытия на нем.Электроды из низкоуглеродистой стали обычно покрываются высококачественной, но малоуглеродистой сталью. Эти электроды обладают значительным пределом прочности на растяжение, пределом текучести и могут выдерживать длительную дугу и в основном используются в процессах сварки мягких сталей, оцинкованных и низколегированных сталей. В таких отраслях, как производство и ремонт автомобилей, обычно используются электроды из мягкой стали.
Д.) И покрытия на нем.Электроды из низкоуглеродистой стали обычно покрываются высококачественной, но малоуглеродистой сталью. Эти электроды обладают значительным пределом прочности на растяжение, пределом текучести и могут выдерживать длительную дугу и в основном используются в процессах сварки мягких сталей, оцинкованных и низколегированных сталей. В таких отраслях, как производство и ремонт автомобилей, обычно используются электроды из мягкой стали.
Электроды из углеродистой стали с низким содержанием водорода
Эти высококачественные сварочные электроды покрыты порошком железа с низким содержанием водорода и используются в основном для обработки углеродистых и низколегированных сталей.Общий предел прочности на растяжение, который может быть применен при сварке с использованием этих материалов, составляет менее 70000 фунтов на квадратный дюйм. Достаточно мощный для разнообразных применений и отличной сварки во всех направлениях, он обеспечивает качественные, долговечные и устойчивые к образованию трещин сварные швы на стальных материалах. С помощью этих электродов также можно выполнять сварку с относительно высокими напряжениями.
С помощью этих электродов также можно выполнять сварку с относительно высокими напряжениями.
Электроды из нержавеющей стали
Другим широко используемым электродом для сварочных целей, особенно при очень высоких температурах, таких как производство электроэнергии и электроэнергетика, являются электроды из нержавеющей стали.Эти электроды также находят применение в фармацевтике, больничном оборудовании, производстве кислоты, мыла и удобрений. Как видно, они состоят из нержавеющих сталей разного качества и обеспечивают хорошее сопротивление ползучести по сравнению с другими категориями. Применяемые к широкому спектру металлов, эти электроды являются одним из лучших вариантов для сварки различных материалов — от нержавеющей стали до низкоуглеродистой и низколегированной стали, соединения металлов с различным и неизвестным составом, необработанных сталей и т. Д.
Если вы ищете надежный, проверенный универсальный магазин для всех вышеперечисленных высококачественных сварочных электродов, TATA Agrico может быть лучшим выбором. В дополнение к его усердию и искренности в предоставлении только самого лучшего, соответствующего вековому наследию бренда TATA, его главное УТП заключается в производстве продуктов, в которых безопасность пользователей ставится превыше всего. Последняя особенность во многом отличает TATA Agrico от современных брендов. Понятно, что ситуации применения этих электродов, как правило, подвержены несчастным случаям, и именно здесь видение TATA Agrico по созданию самых безопасных, лучших и универсальных электродных инструментов имеет больше смысла.
В дополнение к его усердию и искренности в предоставлении только самого лучшего, соответствующего вековому наследию бренда TATA, его главное УТП заключается в производстве продуктов, в которых безопасность пользователей ставится превыше всего. Последняя особенность во многом отличает TATA Agrico от современных брендов. Понятно, что ситуации применения этих электродов, как правило, подвержены несчастным случаям, и именно здесь видение TATA Agrico по созданию самых безопасных, лучших и универсальных электродных инструментов имеет больше смысла.
Применение новых электродов, модифицированных нанокомпозитом, для идентификации рисовых вин различных марок
В этой статье поли (кислотно-хромовый синий K) (PACBK) / AuNP / стеклоуглеродный электрод (GCE), полисульфаниловая кислота (PABSA) / AuNP / GCE и полиглутаминовая кислота (PGA) / CuNP / GCE были самостоятельно изготовлены для идентификация рисовых вин разных марок.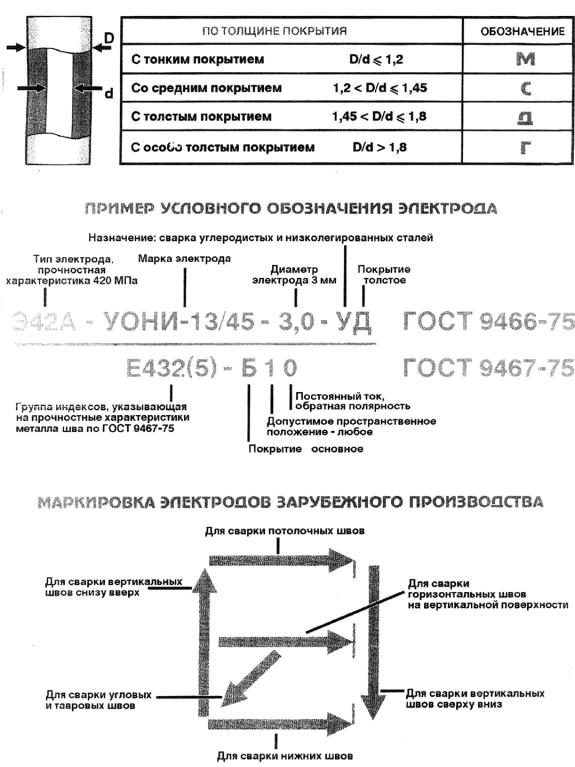 Физические и химические характеристики модифицированных электродов были получены с использованием сканирующей электронной микроскопии и циклической вольтамперометрии соответственно.Пробы рисового вина регистрировались модифицированными электродами на основе многочастотной импульсной вольтамперометрии большой амплитуды. Для регистрации значений отклика применялась хроноамперометрия, а данные о характеристиках, коррелирующие с марками вина, были извлечены из исходных ответов с использованием «метода площади». Для классификации различных вин применялись анализ главных компонентов, прогнозы с сохранением местности и линейный дискриминантный анализ, и все три метода показали одинаково хорошие результаты.Машина экстремального обучения (ELM), библиотека для машин опорных векторов (LIB-SVM) и нейронная сеть с обратным распространением (BPNN) были применены для прогнозирования брендов вина, и BPNN лучше всего работал для прогнозирования на основе набора данных тестирования ( R 2 = 0,9737 и MSE = 0,2673).
Физические и химические характеристики модифицированных электродов были получены с использованием сканирующей электронной микроскопии и циклической вольтамперометрии соответственно.Пробы рисового вина регистрировались модифицированными электродами на основе многочастотной импульсной вольтамперометрии большой амплитуды. Для регистрации значений отклика применялась хроноамперометрия, а данные о характеристиках, коррелирующие с марками вина, были извлечены из исходных ответов с использованием «метода площади». Для классификации различных вин применялись анализ главных компонентов, прогнозы с сохранением местности и линейный дискриминантный анализ, и все три метода показали одинаково хорошие результаты.Машина экстремального обучения (ELM), библиотека для машин опорных векторов (LIB-SVM) и нейронная сеть с обратным распространением (BPNN) были применены для прогнозирования брендов вина, и BPNN лучше всего работал для прогнозирования на основе набора данных тестирования ( R 2 = 0,9737 и MSE = 0,2673). Таким образом, изготовленные модифицированные электроды могут применяться для идентификации рисовых вин различных марок с помощью методов распознавания образов, и это приложение также показало потенциал для обнаружения аспектов анализа качества пищевых продуктов.
Таким образом, изготовленные модифицированные электроды могут применяться для идентификации рисовых вин различных марок с помощью методов распознавания образов, и это приложение также показало потенциал для обнаружения аспектов анализа качества пищевых продуктов.
Эта статья в открытом доступе
Подождите, пока мы загрузим ваш контент… Что-то пошло не так. Попробуй еще раз?типов сварочных печей — Baker’s Gas & Welding Supplies, Inc.

Промышленные сварочные печи можно использовать как печи для предварительного или последующего нагрева.Они используются сварщиками и производителями для термической обработки сварных деталей или металлических деталей. Обычно нагреваемые элементы включают судовые подшипники, головки цилиндров, отливки, сварные соединения, пластины, алюминий, соединения из углеродистой стали и насосы. Вы найдете сварочные прутки и печи для флюса, используемые в различных отраслях промышленности, включая аэрокосмическую, судостроительную, нефтяную и строительную.
Ребейк против холдинга
Чтобы правильно обслуживать электроды для электродной сварки, вам необходимо знать разницу между повторной обжигом и выдержкой.Удержание может быть краткосрочным или долгосрочным. Холдинг будет поддерживать заводские уровни сухости. Рекомендации по температуре зависят от типа электрода и флюсового покрытия. Ваш производитель предоставит рекомендации. Перепекание — это кратковременный высокотемпературный нагрев. Электроды, которые были или могли быть повреждены влагой, можно восстановить. После удаления влаги можно использовать электрод. У многих фирм есть перетяжка. Когда электроды возвращаются с поля, их повторно обжигают, а затем перемещают в раздаточную печь для хранения.
Электроды, которые были или могли быть повреждены влагой, можно восстановить. После удаления влаги можно использовать электрод. У многих фирм есть перетяжка. Когда электроды возвращаются с поля, их повторно обжигают, а затем перемещают в раздаточную печь для хранения.
Печи для повторного обжига сварочных электродов
Поскольку покрытия на сварочных электродах притягивают водород, содержащий влагу из воздуха, поврежденные электроды могут попасть в сварной шов и вызвать растрескивание. Для восстановления таких электродов требуется дозаправка. Печи для возврата сварочных электродов незаменимы в магазине.
Печь для хранения и повторного обжига сварочного флюса
Для хранения флюса доступны печи с бункером. Важны быстрый нагрев и прочная конструкция. Духовки могут иметь максимальную температуру в пределах 500-1000 градусов по Фаренгейту.
Переносные сварочные электродные печи
Переносные сварочные печи могут весить всего пять фунтов. Вы также увидите переносные, прочные, долговечные модели весом до 50 фунтов. Переносная печь для сварочных электродов необходима для того, чтобы ваши стержни оставались сухими в полевых условиях. Ищите тот, у которого есть термостат. Переносные печи можно использовать для перемещения только что выпеченных изделий (или изделий из духовки) из магазина на поле.
Переносная печь для сварочных электродов необходима для того, чтобы ваши стержни оставались сухими в полевых условиях. Ищите тот, у которого есть термостат. Переносные печи можно использовать для перемещения только что выпеченных изделий (или изделий из духовки) из магазина на поле.
Духовые шкафы для присадочной штанги
Доступны как печи для сварки проволоки MIG, так и присадочные прутки TIG.Вы найдете компактные настольные модели и большие печи для хранения нескольких больших катушек (для большого магазина Keen Ovens предлагает печи для хранения смешанного назначения, например, изначально разработанные для Boeing). Защитите свои дорогие расходные материалы с помощью печи для удерживания наполнителя.
Также доступны напольные и настольные сварочные электродные печи. Вы найдете прочные духовые шкафы на 500 фунтов и меньшие по размеру духовые шкафы, компактные для небольших помещений и эффективного нагрева. Если вы подумываете о напольной модели для своего большого магазина, поищите такую с прорезями для вилочного погрузчика для облегчения перемещения.
Печи предварительного нагрева по индивидуальному заказу
Есть даже компании, которые изготовят индивидуальные сварочные печи в соответствии со спецификациями ваших деталей. Духовки могут быть спроектированы с индивидуальными полками и индивидуальной мощностью нагрева. Они могут загружаться сверху или спереди, сидеть на скамейке или на полу. Небольшое исследование поможет вам выбрать подходящий размер и конфигурацию для вашего сварочного цеха.
Изображение предоставлено: www.keenovens.com
Сопутствующие товары
Электродная печь Lincoln HydroGuard — 240/480 В
Артикул: LINK2942-2
Узнать больше
Портативная электродная печь Lincoln HydroGuard, 115 В
Артикул: LINK2939-1
Узнать больше
Lenco — Le Lro-10-120 Стержневой духовой шкаф 10 фунтов 120 В
Артикул: NAS380-01910
Узнать больше
Phoenix — Ph 1205500 Ph Тип 1 12010 Lb Духовка
Артикул: NAS382-1205500
Узнать больше
Сообщение «Типы сварочных печей» впервые появилось на сайте Weld My World.
электродов ЭКГ | USAMedicalSurgical.com
Миллионы людей ежегодно проходят электрокардиограмму (ЭКГ / ЭКГ) для оценки электрической активности сердца. Тесты ЭКГ очень важны для проверки здоровья вашего сердца. Тесты ЭКГ помогают диагностировать сердечные заболевания и аномальные состояния. ЭКГ безболезненны и могут проводиться в покое или во время физических упражнений. Пациенты подключаются к аппарату ЭКГ электродами ЭКГ. Электроды ЭКГ доступны в широком разнообразии форм, размеров и адгезивов, чтобы оптимально соответствовать клиническим потребностям конкретных тестов.
Электроды ЭКГ имеют разные материалы подложки в зависимости от их использования. Электроды ЭКГ, которые носят во время упражнений, должны растягиваться и позволять потоотделение. Новые типы электродов имеют непористый материал основы, который можно носить в течение нескольких дней без раздражения кожи. Сжимаемый зажим популярен, потому что он надежно соединяется с электродом без давления на пациента, что сводит на нет выгоду и стоимость соединителя с выступом. Некоторые электроды ЭКГ могут оставаться свежими до 60 дней в сложенном пакете.Вот некоторые из наиболее распространенных типов:
Некоторые электроды ЭКГ могут оставаться свежими до 60 дней в сложенном пакете.Вот некоторые из наиболее распространенных типов:
- Ткань: для длительного ношения, обеспечивает нормальное дыхание кожи и растягивается при движении
- Пена: для более короткого срока службы, высокой адгезии
- Вкладка: для использования с зажимами типа «крокодил»
- Wet / Gel: для быстрого получения сигнала
В наиболее распространенных стратегиях мониторинга ЭКГ используются 3, 5 или 12 отведений.
- 3-отведение используется на транспортных мониторах (медицинский автомобиль или внутрибольничный транспорт) и контролирует две разные области сердца (одна боковая, две нижние)
- 5-отведение используется в отделении интенсивной терапии для контроля третьей передней области
- ЭКГ в 12 отведениях позволяет детально рассмотреть три области сердца: переднюю / переднюю, боковую / боковую, нижнюю / заднюю
12 ЭКГ в отведениях — это часть рутинного обследования пациента с возможным острым коронарным синдромом (ОКС).В сочетании с историей болезни, симптомами и жизненными показателями ЭКГ в 12 отведениях имеет решающее значение для диагностики сердечного пациента.
В аппарате ЭКГ 10 проводов, которые подключены к определенным частям тела. Эти провода делятся на 2 группы:
- Шесть отведений на груди
- Четыре отведения от конечностей
- Электроды для верхних конечностей могут быть прикреплены в любом месте вдоль рук от запястий до плеч
- Электроды для нижних конечностей можно прикреплять в любом месте от щиколоток до бедер
USA Medical and Surgical Supplies — поставщик медицинских товаров, который помогает клиентам снизить расходы и сэкономить время при заказе расходных материалов.Мы используем технологии и оптимизируем нашу деятельность, чтобы предлагать нашим клиентам низкие цены. Наш магазин обеспечивает быстрые, безопасные покупки и быструю систему повторного заказа. Наша команда имеет многолетний опыт, и мы будем рады помочь вам найти лучший продукт для ваших нужд. Мы прилагаем все усилия, чтобы предоставлять медицинские принадлежности и оборудование высшего качества по низким ценам. Мы предоставляем бесплатную доставку для заказов на сумму свыше 199 долларов США, за исключением негабаритных и тяжеловесных грузов. Благодарим вас за посещение нашего магазина медицинских и хирургических принадлежностей.
Сортировать по: Рекомендуемые товарыНовейшие товарыЛучшие продажиАлфавитный: от A до ZАлфавитный: от Z до APЦена: от низкой к высокойЦена: от высокой к низкойДержатель сварочного электрода, 300 А, ESAB MMA ARC Stick, ручной винт с головкой и закручивающейся головкой —
| Цена: | 39 долларов.50 + Депозит без импортных пошлин и доставка в Российскую Федерацию $ 22,21 Подробности |
- Убедитесь, что это подходит введя номер вашей модели.
- Надежная фиксация электрода уверенный контакт держателя с электродом
- Полностью изолированная головка с 2 положениями электродов — 90 ° для работы вниз и 45 ° для позиционной работы
- Сварка в труднодоступных местах
- Отсутствие неизолированных поверхностей держателя
- Надежность крепления со временем не ухудшается, как у других держателей.
Подобный предмет для рассмотрения
Electrode Technology — Анализ электродов
Повторно подать
Как мы уже обсуждали в другом месте, на сегодняшний день в электродной промышленности не разработаны какие-либо стандарты производительности или тесты для подтверждения заявленных характеристик. Повторите нанесение — прекрасный пример этого недостатка.
Многие производители и перепродавцы электродов заявляют, сколько раз электрод может быть применен и впоследствии повторно применен. Например, импортная марка электродов в настоящее время рекламируется как обеспечивающая 130 повторных применений. Тем не менее, нет никаких упоминаний о каких-либо достоверных доказательствах в поддержку этого агрессивного заявления.
По нашему опыту, утверждения, подобные упомянутому выше, безосновательны. Определение точного числа повторных наложений электрода невозможно по многим причинам:
- Разнообразие типов кожи пациентов
- Различные среды, i.е., жарко и влажно или холодно и сухо
- Как долго пациент оставляет электроды на коже
- Насколько хорошо пациент обращается с электродами и защищает их
Наш процесс повторного тестирования производительности
Чтобы провести эффективный тест на эффективность повторного нанесения, необходимо было разработать метод загрязнения электрода. В нашем тесте повторного нанесения мы решили загрязнить электрод, нанеся его на кусок древесноволокнистой плиты средней плотности (МДФ). МДФ — это очень однородный искусственный материал, состоящий из очень мелких древесных волокон, сплавленных под действием тепла и склеенных в листы, похожие на фанеру.МДФ используется во многих отраслях для различных целей.
Нет, люди не из дерева. Но на самом деле мы не пытаемся воспроизвести эффект загрязнения человеческой кожи; это было бы невозможным подвигом. Скорее, мы пытаемся найти однородный и прочный материал, который будет отдавать часть своего вещества и загрязнять электрод.
Использование H.E.C.A.T. (Инструмент для сравнения и анализа гидрогелевых электродов) и протокол адгезионного отслаивания, мы начинаем с базовой линии (от пластины из нержавеющей стали) исследуемого электрода (свежего, незагрязненного).Результат записывается. Затем электрод прикладывают к куску необработанного МДФ (обнаженные волокна). Затем выполняется вытягивание электрода. Затем электрод помещают на пластину из нержавеющей стали, проводят вытягивание и записывают результат. И снова электрод прикрепляют к куску необработанного МДФ, и выполняется вытягивание. Этот процесс повторяется снова и снова, еще больше загрязняя электрод.
По мере продвижения процесса загрязнение электрода увеличивается, а содержание влаги падает.Усилие, необходимое для отрыва электрода от пластины из нержавеющей стали, уменьшается с увеличением загрязнения. Как только «тяговое усилие» упадет ниже 1 кг, мы начинаем подсчитывать, сколько раз тяговое усилие становится ниже 1 кг. По достижении пяти проходов менее 1 кг электрод считается «готовым». Мы складываем общее количество рывков SS и присваиваем это число тестируемому электроду. Примечание: это не количество повторных обращений, которое пациент лично испытает. Определить эту метрику с помощью объективного теста невозможно.
Используя информацию, полученную в результате теста повторного наложения, мы можем сделать достаточно точное определение того, какой электрод обеспечит наибольшее количество повторных наложений, а какие электроды — нет. Хотя каждый пользователь должен сделать свои собственные выводы относительно повторного наложения электродов, он может руководствоваться нашими результатами, которые показывают, какие электроды лучше всего сопротивляются загрязнению и сохраняют свои адгезионные свойства.
Хотя в нашем тесте повторного нанесения используются нетрадиционные материалы, важно отметить, что все электроды в Theratrode Challenge были протестированы с использованием тех же методов, измерительных инструментов и материалов.
к началу
Адгезия
Когда вы заклеиваете коробку транспортной лентой, высокий уровень адгезии является обязательным — так же, как низкий уровень адгезии необходим для липких заметок.
Адгезия электрода должна обеспечивать баланс между «слишком липким» и «недостаточно липким». Слишком липкий, и удаление электрода затруднено, слегка болезненно и в некоторых случаях может привести к некоторой степени удаления кожи. Если электрод недостаточно липкий, он может оторваться от кожи пользователя, что пагубно влияет на терапию и может привести к ожогам (искрению).
Полное отсутствие отраслевых стандартов адгезии гидрогелевых электродов. Кроме того, до сих пор не проводились испытания адгезии гидрогелевых электродов. Производители гидрогелей проводят тесты адгезии на гидрогеле, но тесты проводятся только на геле, а не на всем электродном узле. Кроме того, тесты не имеют относительности, т. Е. Их нельзя сравнивать с другими электродами.
Наш процесс испытаний на адгезию
H.E.C.A.T. (Инструмент для сравнения и анализа гидрогелевых электродов) позволяет нам проводить тесты на отслаивание адгезии в контролируемых и измеримых условиях.Испытания являются объективными и заключаются в наложении свежего электрода на чистую пластину из нержавеющей стали. Пластина с прикрепленным электродом помещается в зажимное приспособление и соединяется с фитингами цифрового датчика силы.
Электрод отделяется от пластины из нержавеющей стали и записывается измерение силы. Тест проводится один раз на чистой пластине из нержавеющей стали. Многие электроды проверяются, и результаты усредняются. Измерения даны в килограммах силы (KGF).
Для сравнения собрана и испытана группа электродов различных марок. Значение «тяги» каждого электрода (в килограммах) измеряется заданное количество раз, и записывается среднее значение этих показаний. После того, как все марки были протестированы и определено их среднее тяговое усилие, определяется среднее арифметическое всех марок — это устанавливает истинную «золотую середину» адгезии среди кандидатов. Затем каждый отдельный бренд оценивается на основе его отклонения от средней линии.Электрод с адгезией, наиболее близкой к среднему, оценивается как наивысший, а электроды с наиболее экстремальными значениями оцениваются как низший. В случае завязывания мы показываем смещение в сторону электрода, которое имеет уровень адгезии ниже среднего.
Эта методология согласуется с нашей предпосылкой, что экстремальные уровни адгезии нежелательны, а низкие уровни адгезии могут привести к небезопасным методам лечения. Испытания на адгезию проводятся на свежих (вне пакета) электродах, также после ускоренного высыхания в камере окружающей среды и, при необходимости, после загрязнения при испытаниях повторного нанесения.Тесты на адгезию предназначены для сравнения электродов различных марок. Мы не используем данные KGF, чтобы предложить какой-либо стандарт величины адгезии, которую должен иметь электрод.
к началу
Электрическое сопротивление
Электрическое сопротивление обычно выражается в Омах (Ом), и его легко измерить. К сожалению, не все производители измеряют его одинаково. Некоторые производители измеряют только угольную дисперсию, полностью игнорируя сопротивление, создаваемое контактным разъемом, подводящим проводом или, что наиболее важно, гидрогелем электрода.Другие измеряют только электрическое сопротивление гидрогеля. Добавьте к этому тот факт, что одни электроды испытываются с использованием переменного напряжения, а другие — с постоянным напряжением, что дает совершенно разные измерения сопротивления.
В результате резкого различия в методах тестирования, сравнение электродов на основе электрического сопротивления или импеданса является пустой тратой времени.
Наш процесс испытаний на электрическое сопротивление
Протоколы испытанийH.E.C.A.T. (Инструмент для сравнения и анализа гидрогелевых электродов) обеспечивают последовательное и надежное измерение электрического сопротивления гидрогеля.H.E.C.A.T. тестирует электродный узел в сборе от начала до конца. Подобно тесту на электрическую проводимость, берутся образцы из 324 точек на поверхности гидрогеля и определяются значения электрического сопротивления. Желательны низкие значения сопротивления, а электроду с наименьшим электрическим сопротивлением (OHMS) назначается наивысшее значение для сравнения.
Из-за свойств гидрогеля сопротивление / емкость, измерения электрического сопротивления проблематичны. Предпочтительный метод определения электрических характеристик электрода заключается в измерении его эффективности по электропроводности.
к началу
Содержание влаги
Содержание влаги в гидрогелевом электроде имеет жизненно важное значение для его электрических характеристик, адгезии и повторного использования. Большинство производителей электродов производят гидрогели различной формулы, и одной из переменных является содержание влаги. Большинство свежих, доставленных из пакета электродов имеют высокий (от 99% до 100%) уровень содержания влаги, а их электрические характеристики и адгезия отражают этот высокий уровень.
Принимая во внимание нашу предпосылку, что лучшие электроды должны сочетать в себе низкую стоимость с высокими эксплуатационными характеристиками, а также с высокими эксплуатационными характеристиками с течением времени, устойчивость электрода к высыханию является критической категорией характеристик.Для свежих электродов недостаточно иметь высокое содержание влаги; также желательно, чтобы электрод поддерживал высокий уровень содержания влаги в течение всего срока службы электрода. Фактически, более низкий уровень содержания влаги приводит к снижению адгезии, которая обычно является катализатором замены электрода. Следовательно, сопротивление высыханию, о чем свидетельствует процентное содержание влаги, является желательной характеристикой гидрогелевого электрода.
Наш процесс тестирования содержания влаги
К сожалению, отраслевых стандартов по влажности или устойчивости к высыханию не существует.Но с помощью H.E.C.A.T. (Инструмент сравнения и анализа гидрогелевых электродов), мы можем провести тест на эти атрибуты. H.E.C.A.T. измеряет влажность электрода в 100 точках на поверхности гидрогеля. Эти 100 точек можно усреднить и сравнить со свежими показаниями содержания влаги вне пакета, показаниями после различных стадий ускоренного высыхания и во время испытаний на повторное нанесение (загрязнение). Показания содержания влаги особенно полезны при определении сопротивления высыханию.
Использование H.Уникальные возможности ECAT, стойкость к высыханию, могут быть определены путем получения среднего содержания влаги (MC) от свежего электрода и последующей выдержки электрода в течение 12 часов в нагретой, осушенной камере окружающей среды, после чего измеряется еще одно 100-балльное среднее значение MC. полученный. Разницу между показаниями свежего MC и показаниями MC при ускоренном высыхании можно использовать для определения того, какие электроды обладают наибольшим сопротивлением высыханию. Чем меньше падение MC (сопротивление высыханию), тем выше сравнительное значение, которое должно быть присвоено электроду.
Если учесть важную роль, которую влагосодержание играет в электрических характеристиках и сроке адгезии, можно оценить прямую взаимосвязь между сопротивлением высыханию и общими характеристиками электрода.
к началу
Электропроводность
В настоящее время в производстве гидрогелевых электродов принята концепция электрического сопротивления как показателя электрических характеристик электрода. Первоначально электрическое сопротивление кажется простым для понимания понятием; Общая идея состоит в том, что электрическое сопротивление электрода обратно его проводимости.
Электропроводность — это измерение того, насколько эффективен в процентах электрод при проведении электричества от устройства стимуляции (TENS, IF, NMES и т. Д.) К коже пользователя; это то, что действительно имеет значение с точки зрения эффективности терапии. Электропроводность может быть трудно измерить и требует понимания электрических концепций и методов измерения, а также сложного испытательного оборудования.
Наш процесс испытаний на электропроводность
H.E.C.A.T. (Инструмент для сравнения и анализа гидрогелевых электродов) обладает уникальной способностью выполнять тысячи измерений электропроводности на поверхности электрода за одну секунду. Проводятся сравнения между напряжением, подаваемым на исследуемый электрод, и результирующим пропускным напряжением, и определяются проценты эффективности. В качестве примера рассмотрим устройство стимуляции, которое выдает 10 вольт переменного тока. Он подключен к электроду, и напряжение, которое достигает пользователя, составляет 8,5 вольт переменного тока. Этот простой пример дает процент эффективности 85%.
После расчета процента эффективности электрода можно проводить сравнения между электродами. Электроды с более высокой производительностью желательны, потому что эффективность означает высокую интенсивность терапии, меньшую нагрузку на устройство стимуляции и снижение расхода батареи. Важно знать, что 15% электрического тока, который не доходит до пользователя, на самом деле тратится впустую. При КПД 85% потери составляют 15%.
На электропроводность сильно влияет содержание влаги в гидрогеле электрода.По мере высыхания гидрогеля (потери влаги) эффективность электропроводности также падает. Электроды с высоким собственным электрическим КПД и сопротивлением высыханию всегда обеспечивают превосходные характеристики.
H.E.C.A.T. использует запатентованную систему, которая измеряет электрическую пропускную способность в 324 точках на поверхности электрода. Каждая точка обычно считывается несколько раз в течение всего теста, чтобы гарантировать распределенную схему измерений. Произведены расчеты и определен процент общей эффективности электропроводности.
к началу
Электродисперсия
Электрическая дисперсия в электроде аналогична схеме полива газонокосилки. Плохое рассеивание воды приводит к появлению сухих пятен на газоне, а также к затопленным участкам, которые могут повредить траву.
К сожалению, плохая дисперсия в электроде может иметь серьезные последствия для эффективности и безопасности. Слишком сильный электрический ток в одной области приводит к возникновению «горячей точки» и может привести к ожогам кожи.Слишком слабый ток в области снизит эффективность терапии.
Равномерная дисперсия электрического тока является желательной характеристикой. Требуются низкие уровни отклонения от средних показаний напряжения в любой заданной точке электрода. Из 324 точек измерения напряжения H.E.C.A.T. (инструмент для сравнения и анализа гидрогелевых электродов) получают данные и определяют среднее (среднее) напряжение. Затем выполняются расчеты стандартного отклонения, и электроды с наименьшим значением отклонения считаются лучшими.
До появления H.E.C.A.T. такие измерения и сравнения моделей электродов на основе электрической дисперсии не проводились.
к началу
Тесты на физическую прочность
Наши физические тесты предназначены для того, чтобы каким-либо образом разрушить электрод и измерить силу, необходимую для разрушения. Разрушение противоположно конструкции, и это наша цель — разобрать электрод и измерить прочность его конструкции.
Проводим четыре физических теста:
- Лифт с отводом
- Разрывная подкладка
- Вывод для вывода провода
- Отсек между соединителем и выводом
Норм прочности гидрогелевых электродов на сегодняшний день не существует. Производители осведомлены о внутренних ограничениях прочности своих электродов и защищаются от действий пользователя, которые могут вызвать нагрузку на их продукт. Показательный пример: универсальное предупреждение о том, что пользователи не должны «снимать электроды с кожи, поднимая их с помощью проволочного вывода» (посмотрите это видео, и вы узнаете причину этого предупреждения).
Наши тесты на физическую прочность предназначены только для сравнения качества. Физическая прочность электрода важна, но не так важна, как электрическая проводимость, дисперсия или содержание влаги. Испытания на физическую прочность просто показывают, какие производители электродов используют высококачественные материалы и методы изготовления, а какие нет.
Лифт с отводом
Это наш самый визуально впечатляющий тест (посмотрите видео-демонстрацию). Мы начинаем с размещения нового электрода на куске фенольного пластика (материала печатной платы) и оставляем его приклеенным к фенольному пластику на период 24 часа, чтобы установить прочную связь между электродом и фенольным пластиком.
Затем мы снимаем электрод с фенольной пластмассовой подложки, прикрепляя выводной провод электрода к фитингам на датчике силы. Измерение силы не имеет значения, потому что некоторые электроды преждевременно выходят из строя из-за плохой конструкции или повреждения материала, а другие «держатся» дольше, прежде чем выйти из строя. Этот тест не фокусируется на силе, необходимой для создания отказа. Вместо этого он пытается создать отказ в соединении электродной площадки с проводом и определить природу отказа.
Соответственно, испытуемым присваивается значение, основанное на степени разрушения. Это логика присвоения значений:
0 = Полный отказ: либо разрыв контактной площадки электрода, либо полное удаление подводящего провода от электрической площадки
1 = Частичный серьезный отказ: значительное расслоение, сильное деформирование контактной площадки и почти выдернутый подводящий провод
2 = Легкий частичный отказ: незначительное расслоение, незначительное деформация контактной площадки и незначительное растяжение выводного провода
3 = Нет неисправности: нет расслоения, нет движения выводного провода и нет деформации контактной площадки
Разрывная подкладка
В этом испытании величина силы, необходимой для разрыва подушки, является прямым измерением ее прочности.Мы помещаем электродную площадку в приспособление, предназначенное для срезания площадки. На подушечку электрода воздействуют силы сдвига, и после ее разрыва регистрируется максимальная сила, необходимая для разрыва подушки.
При сравнении исследуемых электродов наибольшее усилие, необходимое для разрыва подушки, получает наивысшее назначенное значение.
Вытяжной провод
В ходе этого испытания измеряется сопротивление сборки электродов принудительному отсоединению выводного провода от контактной площадки. Это отличается от теста на отведение от проводов (вы можете убедиться, просмотрев тест на вырывание отводного провода и сравнив его с тестом на отвод от провода).
В этом испытании электродная площадка удерживается по периметру площадки с помощью приспособления. Проволочный вывод прикреплен к датчику силы, и тянущие силы прилагаются до точки отказа. Регистрируется сила, необходимая для разрушения, и чем больше сила, тем выше назначенное значение для сравнения.
Отсек между соединителем и выводом
Для этого испытания выводной провод плотно удерживают в зажимном приспособлении, а разъем аналогичным образом удерживают в зажимном приспособлении. Применяется сила, чтобы вытащить выводной провод из разъема.На разъеме не всегда наблюдается выход из строя. Типичный выход из строя разъема наблюдается, когда выводной провод вырывается из разъема, но бывают случаи, когда выводной провод обрывается до того, как вытащить разъем. В этом случае регистрируется сила, необходимая для возникновения неисправности, и указывается тип неисправности (вырывание провода от разъема или обрыв провода от вывода).
Испытания на физическую прочность предназначены для получения объективных данных о механической силе, которые могут быть весьма полезны при параллельном сравнении марок электродов.
к началу
Ускоренное высыхание
Одним из трех основных критериев определения лучшего электрода в мире является «производительность с течением времени».
Электроды начинают разлагаться, как только они подвергаются воздействию воздуха. Процесс идет медленно, сначала с минимальным эффектом. Однако чем дольше находится электрод, тем сильнее ухудшаются его характеристики. По мере высыхания электрода его электропроводность уменьшается, его электрическая дисперсия становится менее однородной, а адгезия становится нестабильной.
к началу
Процесс
Чтобы эффективно измерить характеристики электрода с течением времени, необходимо заставить его высохнуть в процессе, который мы называем « ускоренное высыхание ». Это достигается с помощью климатической камеры, оснащенной осушителем с компьютерным управлением.
Espec Environment Chamber позволяет моделировать различные условия окружающей среды
Помещаем исследуемые электроды на поворотный столик внутри камеры.Поворотный стол гарантирует равномерный поток воздуха через все электроды.
Настраиваемые испытательные приспособления, такие как этот 2-дюймовый переключаемый электрод, позволяют даже тестировать все тестируемые устройства.
Использование H.E.C.A.T. (Инструмент для сравнения и анализа гидрогелевых электродов), мы проводим «базовые» тесты на всех исследуемых электродах перед помещением в камеру. Базовые тесты:
- Электропроводность
- Электрическое сопротивление
- Электродисперсия
- Влагосодержание
- Адгезия
Затем электроды помещают в камеру окружающей среды, в которой установлена температура 68 градусов по Фаренгейту с уровнем влажности 30%.
Таймер установлен на три часа. С трех-, шести-, девяти- и 12-часовыми интервалами электроды снимают по одному для H.E.C.A.T. тестирование. Сравнение результатов базового теста с результатами 12-го часа дает важные данные для исследуемых электродов:
Таймер установлен на три часа. С трех-, шести-, девяти- и 12-часовыми интервалами электроды снимают по одному для H.E.C.A.T. тестирование. Сравнение результатов базового теста с результатами 12-го часа дает важные данные для исследуемых электродов:
- Устойчивость к высыханию
- Разрушение клея
Мы провели 12-часовую и 120-часовую ускоренную сушку исследуемых электродов в оригинальной Theratrode Challenge.
к началу
14 ведущих производителей оборудования для ЭЭГ [Рейтинг]
Чтобы действительно понять, о чем думают люди, нужно заглянуть в их головы. ЭЭГ (электроэнцефалография) — это инструмент для работы, который дает немедленное представление о функциях мозга, обнаруживая крошечные количества производимой им электрической активности.
Используемое учеными на протяжении десятилетий и все чаще нейромаркетологи и другие исследователи, оборудование для ЭЭГ сейчас популярнее, чем когда-либо.Возможности, которые он предлагает, не имеют себе равных — никакое другое оборудование не может отслеживать работу мозга так быстро и с такой гибкостью, как ЭЭГ.
В сочетании с другими биосенсорами (такими как отслеживание взгляда или анализ мимики) значительно увеличивается объем информации от ЭЭГ. Сочетание методов позволяет каждому подтвердить и дополнить результаты, чтобы вы могли понять, что кто-то чувствует или куда он смотрит, а также что делает его мозг.
В приведенном ниже списке каждая компания-производитель оборудования ранжируется по количеству публикаций, с которыми они связаны (по данным Google Scholar). Нижеследующее, хотя оно не является исчерпывающим и, безусловно, может быть изменено, представляет собой по крайней мере общий обзор ведущих производителей оборудования для ЭЭГ, существующих в настоящее время. Каждая компания предлагает различное оборудование, и выбор лучшего часто будет зависеть от ваших исследовательских целей, поэтому обратитесь, если вам нужна дополнительная помощь в выборе подходящего для вас.
1.NeuroScan
(12300 публикаций)
NeuroScan, одна из старейших компаний в списке, была основана в 1985 году и со временем стала ведущим мировым поставщиком продуктов для ЭЭГ. Компания предоставляет различные технологии, программное обеспечение, расходные материалы и многое другое для исследований ЭЭГ и клинических исследований.
2. Brain Products
(6690 публикаций)
Компания Brain Products, основанная в 1997 году, стала одним из лидеров в области аппаратного обеспечения ЭЭГ и предлагает широкий спектр программного и аппаратного обеспечения для анализа ЭЭГ.Являясь ключевой фигурой в производстве оборудования для ЭЭГ, они также предлагают инструменты в дополнение к фМРТ, NIRS и многому другому. Немецкая компания предлагает гарнитуры для ЭЭГ, которые могут поддерживать до 160 каналов, что является одним из самых плотных массивов гарнитур на рынке.
3. BioSemi
(5750 публикаций)
Компания BioSemi, созданная в результате плодотворной работы Амстердамского университета, была основана в 1998 году и предоставляет оборудование и программное обеспечение для ЭЭГ исследовательского уровня.BioSemi проводит дальнейшие исследования биопотенциалов с целью улучшения систем, предлагаемых компанией.
4. EGI
(5000 публикаций)
Американская компания Electrical Geodesic Incorporated (EGI), основанная в 1992 году, предлагает гарнитуры ЭЭГ для нейробиологических исследований и клинического использования. Однажды представленная на обложке National Geographic, EGI является одним из крупнейших поставщиков оборудования для ЭЭГ.
5.Emotiv
(3990 публикаций)
Emotiv была основана в 2011 году и быстро стала одной из крупнейших производителей оборудования для ЭЭГ. В настоящее время они предлагают две гарнитуры, которые могут определять различные эмоциональные состояния и могут использоваться для интерфейсов мозг-компьютер. Имея цель «дать людям возможность понять свой собственный мозг и ускорить исследования мозга в глобальном масштабе», они определенно, похоже, идут по правильному пути.
6. NeuroSky
(2290 публикаций)
NeuroSky была основана в 2004 году и в основном базируется в Кремниевой долине.Он предлагает гарнитуры с одним электродом (плюс электрод сравнения), которые можно использовать для здоровья и хорошего самочувствия, образования и развлечений.
7. Расширенный мониторинг мозга
(790 публикаций)
Усовершенствованный мониторинг мозга (ABM) был основан 15 лет назад, и теперь его устройства используют более полумиллиона человек. Базирующаяся в Калифорнии компания ABM предлагает множество простых в использовании и портативных устройств ЭЭГ, подходящих для исследований и медицинского использования.
8. g tec
(430 публикаций)
Основанная в 1999 году и теперь работающая в нескольких странах по всему миру, g.tec — это компания, которая продает беспроводные ЭЭГ-гарнитуры, а также различные другие медицинские инженерные устройства (и хлебный нож).
9. ANT Neuro
(340 публикаций)
ANT Neuro — голландская компания, имеющая двадцатилетний опыт работы в этой области, продавая оборудование и программное обеспечение для клиник, исследований и спорта. наука.Гарнитуры ЭЭГ имеют от 16 до 256 электродов в зависимости от типа.
10. Neuroelectrics
(317 публикаций)
Основанная в 2011 году в Барселоне, компания Neuroelectrics расширилась, включив в нее офис в Бостоне, штат Массачусетс, и предлагает широкий спектр оборудования для исследований ЭЭГ. Они также предоставляют инструменты для многоканальной транскраниальной стимуляции тока, а также программное обеспечение и инструменты для облегчения исследования МРТ.
11.Muse
(207 публикаций)
Muse — первый продукт компании Interaxon из Торонто, выпущенный в 2014 году. Muse, предназначенный как «инструмент для тренировки мозга», используется для улучшения концентрации внимания и снижения стресса. В качестве единой повязки на голову и мобильного приложения устройство до сих пор использовалось в различных исследованиях и исследованиях.
12. OpenBCI
(201 публикация)
Эта компания с открытым исходным кодом предлагает одни из самых дешевых доступных установок ЭЭГ — вам просто, возможно, придется собрать гарнитуру самостоятельно.OpenBCI из Бруклина стремится предоставить интерфейсы мозг-компьютер «для энтузиастов-киборгов и новаторов». Компания, о которой нужно помнить.