Виды сварки, которые должен знать каждый
Доступное сварочное оборудование, которое можно приобрести на сайте svtmarket.com, помогло сделать сварку популярным хобби, но часто возникает путаница в том, какой вид сварки лучше всего подходит для новичков и тех, кто развивает свои навыки. Эта краткая статья предлагает бесценные советы для начинающих сварщиков.
Сварка может быть увлекательным хобби сама по себе, а может быть полезным навыком для тех, кто занимается самоделками, реставрацией автомобилей, домашних инженеров, ремесленников и художников. К сожалению, не один тип сварки подходит для всех задач.
Различные типы сварочных аппаратов могут привести в замешательство как тех, кто только начинает работать, так и тех, кто хочет улучшить свои навыки или обновить оборудование.
Если вам интересно, какие существуют различные виды сварки и их применение, продолжайте читать. В этой статье мы рассмотрим каждый из четырех различных типов сварки, которые могут заинтересовать пользователей, обсудим их достоинства.
1.
Виды сварки для любителей – Газо-металлическая дуговая сварка – она же MIG-сваркаСварочный аппарат
MIG-сварка, несомненно, является самым популярным видом сварки среди DIY-пользователей, а также пользуется популярностью у профессионалов. Сварочная проволока подается с катушки в сварочный пистолет. Скорость подачи регулируется, обеспечивая превосходный контроль, и сварщик может сосредоточиться на самом шве. Это самая простая в освоении технология сварки, и начинающие сварщики могут быстро получить стабильно прочные сварные швы, которые практически не требуют зачистки.
Единственным реальным недостатком сварки MIG является то, что для создания защитного “экрана” вокруг сварного шва и предотвращения загрязнения требуется подача газа в баллонах. Настроить аппарат несложно, но MIG-сварка менее портативна, чем некоторые альтернативы.
Лучший вариант: Сварка стали или алюминия в мастерской общего назначения.
2. Сварка газовой вольфрамовой дугой – она же TIG-сварка
Виды сварки – сварка TIG
Основное различие между MIG и TIG сваркой заключается в отсутствии катушки сварочной проволоки с питанием. Сварной шов формируется вольфрамовым электродом, защищенным газом так же, как и при MIG. Часто используется присадочная проволока, но при “автогенной” сварке два куска металла просто сплавляются вместе.
Сварной шов формируется вольфрамовым электродом, защищенным газом так же, как и при MIG. Часто используется присадочная проволока, но при “автогенной” сварке два куска металла просто сплавляются вместе.
Сварка TIG отличается большей универсальностью. Она может использоваться для сварки стали, нержавеющей стали и алюминия, так называемых “мягких” металлов, таких как латунь и медь, и более экзотических материалов, таких как магний и титан. Некоторые аппараты для сварки TIG оснащены ножным регулятором, позволяющим точно настроить контроль нагрева. Опытные пользователи могут производить аккуратные, высококачественные сварные швы в толстых или тонких материалах с помощью этих сварочных аппаратов.
Однако одновременная работа с пистолетом, присадочным прутком, горелкой и, возможно, ножным регулятором делает сварку TIG более сложной в освоении, чем MIG. Это также более медленный процесс. Он не рекомендуется для новичков.
Лучший вариант для: Точная сварка широкого спектра металлов.
3. Дуговая сварка в среде защитного металла – она же сварка палкой
Виды сварки – дуговая сварка
Дуговая сварка существует с конца 19 века. До того, как MIG стала доступной, она была любимым методом сварки многих пользователей. По сути, при этом методе в шов вплавляется металлическая палочка (стержень). Стержень содержит элементы, необходимые для защитного экрана, поэтому отдельная подача газа не требуется, и он хорошо работает на открытом воздухе.
Этот тип сварочного аппарата часто рекомендуют для сварки чугуна, и он хорошо справляется со сталью. Он сваривает грязные, ржавые или окрашенные поверхности. Хотя его можно использовать и для других металлов, высокая вырабатываемая мощность затрудняет сварку тонких материалов.
Возникновение дуги (начало сварки) может быть сложной задачей. Использование стержней, а не катушки с непрерывной проволокой, означает, что это процесс остановки/запуска. Кроме того, при этом образуется много брызг (брызги расплавленного металла), что делает сварной шов неопрятным и требует значительной доработки, если требуется аккуратная отделка. По сути, это быстрая и грязная “сельскохозяйственная” сварка.
По сути, это быстрая и грязная “сельскохозяйственная” сварка.
Лучше всего подходит для: Грязный или ржавый металл, где аккуратная сварка не особенно важна.
4. Дуговая сварка порошковой проволокой
Виды сварки – дуговая сварка с порошковым сердечником
Сварка порошковой дугой во многом похожа на сварку MIG, с катушкой, которая подает проволоку в шов.
Разница заключается в самой проволоке, которая снаружи покрыта флюсом. Она остается твердой до тех пор, пока не нагревается при контакте со сварным швом, в этот момент она выделяет инертный газ, который создает защитный экран, аналогичный сварке MIG. Однако при этом не требуется баллонный газ, шланг и регулятор. Это делает его гораздо более портативным решением.
На защитный экран меньше влияет ветер, что делает его хорошим выбором для сварки на открытом воздухе. Как и при сварке палкой, он сваривает металлы в плохом состоянии, поэтому подготовка практически не требуется.
Недостатки заключаются в том, что проволока стоит дороже, а брызги бывает трудно убирать. Кроме того, сварка с флюсом обеспечивает быстрое проплавление, что отлично подходит для толстого материала, но неопытные пользователи могут прожечь насквозь тонкий лист.
Кроме того, сварка с флюсом обеспечивает быстрое проплавление, что отлично подходит для толстого материала, но неопытные пользователи могут прожечь насквозь тонкий лист.
Лучше всего подходит для: Ремонт и строительство на открытом воздухе.
Виды сварки металлов — статьи о металлообработке в блоге Profbau.ru
Первые упоминания о сварке относятся к VII столетию: тогда процесс назывался литьевым соединением или кузнечной ковкой. Эволюции процесса послужило создание электродного покрытия и знакомство с понятием электрической дуги. Основной этап прогресса относится к концу ХХ столетия, он совпал с развитием звуковых и инновационных лазерных технологий. За счет развитой электроники процесс сварки удалось сделать производительным, точным, автоматизированным:
- первое сварное сооружение находится в Индии – это загадочный столб IV века;
- математик Василий Петров в начале XIX столетия электрическую дугу – уже после этого стало возможно плавить, сваривать металл;
- ковка, сварка использовались в работах художников – Веры Мухиной и Пикассо;
- во время технической сварки серьезными дефектами являются радужные разводы, в искусстве же это специальный прием;
- больше 50% изделий, которые окружают человека, создаются при помощи сварки.


Самые известные типы сварки:
ТермическаяВ основе этого типа сварки лежит тепло. За счет высокой температуры поверхность деталей плавится, скрепляется, а потом (уже при охлаждении) кристаллизуется. Источником тепла выступают плазменный поток, электрическая дуга, газ.
Контактная электродуговаяЧасто используемая разновидность сварки. Для нагревания и плавления металла применяют электрическую дугу. Мощная тепловая энергия способствует плавлению металлической заготовки и созданию сварочной ванны. Как только дуга угасает, расплав остывает и кристаллизуется. Образовавшееся соединение так же прочно и имеет тот же состав, что и свариваемый металл.
Электродуговая сварка делится на несколько видов:
Дуговая ручная ММАВ основе методики – штучные электроды с обмазкой. Сварка осуществляется под действием обоих видов тока. Расходники плавятся, а выделяемый газ создает облако, которое защищает материал от окисления. Соединения (химия) в обмазке поддерживают горение дуги, изменяют характеристики и защищают шов.
Соединения (химия) в обмазке поддерживают горение дуги, изменяют характеристики и защищают шов.
Аппараты работают в самых труднодоступных местах. С качественными расходниками методика позволяет использовать любые металлы – черные, с любым уровнем легированности, цветные.
Сварочный процесс по типу ММА доступен и новичкам, и опытным мастерам. Эту методику применяют в предпринимательстве, тяжелой промышленности, на заводах и в строительстве, для монтажа металлических конструкций, при техническом обслуживании ТС, на заводах машиностроения. К ручной сварке обращаются и в быту: можно отремонтировать каркас из металла или самостоятельно создать что-то из этого материала. Мастера могут изготовить решетки для окон в подвале или металлические двери.
TIG — аргоновая сваркаПри этой методике используют электроды из вольфрама, угля, графита: они не плавятся. В зависимости от использованного металла выбирают и газ. При аргоновой сварке в шов входят заготовки из металла, реже – присадки (полосы и прутья).
Инертные газы защищают металлический шов от токсичных компонентов в воздухе (против окисления) и способствуют непрерывному горению дуги. При аргоновой сварке используют оба вида тока.
Благодаря качественному сварному соединению мастера не обращают внимания на низкую производительность методики. TIG-сварка – способ трудоемкий, поэтому работать по нему могут только мастера.
Этот метод используют, если нужно наложить шов, который выдержит интенсивную нагрузку. Немалое значение имеет и вопрос эстетики: если это важно, то аргоновая сварка то, что нужно.
Аргоновая сварка совместима с разными материалами – Mg, Mn, Ti. Она позволяет изготовить листовые заготовки с тонкими стенами, герметизировать посуду и резервуары для продуктов питания.
Полуавтоматическая сварка MAGВ данном способе присадочным материалом выступает проволока, которая через горелку проникает в рабочую зону. Сюда же поступает газ: максимальная температура способствует плавлению электрода. Ориентируясь на материал, выбирают и состав газа.
Ориентируясь на материал, выбирают и состав газа.
Использование полуавтоматической сварки допустимо лишь при постоянном токе. За счет большого количества брызг получается неровный сварочный шов: но метод производительный, поэтому этот небольшой минус редко учитывают.
Полуавтоматическая сварка совместима с разными материалами – Al, Mn, Cu, Ni, чугун. Из-за электронной регулировки и автоматической подачи расходников оборудование используют и профессионалы, и любители. Чаще всего этой методики придерживаются специалисты из Северной Америки или Европы.
Сварка под флюсомДля сваривания заготовок из металла используют флюсовые порошки. Во время плавления выделяется газ: порошок покрывает сварной шов и защищает сварную ванну. Флюс поддерживает плавление дуги и защищает расплав. От вида металла зависит и тип флюса.
Это автоматизированный метод, поэтому чаще всего его используют в промышленности. Сварка под флюсом позволяет создавать башенные краны, морские суда, спутники, вагоны, детали самолетов, локомотивы, турбины. Методика дает возможность получить ровный шов: он выдерживает высокое давление, экстремально высокую температуру и интенсивные эксплуатационные условия.
Методика дает возможность получить ровный шов: он выдерживает высокое давление, экстремально высокую температуру и интенсивные эксплуатационные условия.
Не самый популярный тип сварки, который с каждым годом используется все реже. В основе метода – пламя, образованное после горения горючего: h3, бензин, бутан. Максимальная температура горения у МАФ: из-за отличной теплоотдачи, нетоксичности и устойчивости к взрыванию чаще всего выбирают этот газ.
Источником тепла выступает газовое пламя: питание от электричества не нужно. Поэтому (а еще из-за минимальной производительности) методика не подходит для автоматизированной промышленности. При этом к газовой сварке можно обращаться в непредвиденных ситуациях.
Среди преимуществ методики – равномерный нагрев металла и возможность использовать листовой металл. К недостаткам можно отнести внушительный опыт работы, который необходим для применения этой методики.
Электрошлаковая сваркаВ проем между элементами засыпают флюс: под действием электрической энергии нагревается шлак, плавятся и соединяются кромки деталей. Вспомогательными материалами выступают присадочные прутки и проволока. Чаще всего электрошлаковая сварка применяется для соединения чугунных деталей, иногда берут цветные металлы.
Вспомогательными материалами выступают присадочные прутки и проволока. Чаще всего электрошлаковая сварка применяется для соединения чугунных деталей, иногда берут цветные металлы.
Это эффективная методика, которую применяют в промышленности для соединения крупных и толстостенных деталей. Чем больше площадь детали, тем выше экономия.
Плазменная сваркаСтруя плазмы не только плавит кромки, но и позволяет соединить детали из металла. Среди преимуществ методики – глубокая проплавленность и тонкий, аккуратный шов. Плазменную сварку используют в строительстве, тяжелой промышленности и технической отрасли: она позволяет соединять мелкие, с тонкими стенками детали, габаритные заготовки. Этот метод подходит для плавления любых металлов.
Термомеханический типТермомеханическая сварка – одновременно механическое и термическое воздействие. В основе методики – тепловая энергия. Среди типов сварки:
Контактная.Эта сварка подразумевает нагрев кромок заготовок, которые нужно соединить, и их деформацию под высоким давлением.
Ее используют и в быту. Мастеру потребуются небольшие клещи или профессиональный аппарат. Когда прекратится разогрев, кристаллизуется расплав, точечное соединение будет максимально прочным.
Данную сварку выбирают для работы с изделиями с тонкими стенками и листовой сталью (до 2 мм). Подходит для создания электрических приборов и техники. Такая сварка бывает:
- односторонней – электроды расположены на одной стороне заготовки;
- двусторонней – электроды находятся друг против друга на разных сторонах заготовки.
Недостатков у методики не так много, но один есть: заготовки можно сваривать только внахлест. Это производительный способ, который может быть полностью автоматизирован.
Точечная сварка используется в автомобильном строении: кузовные элементы соединяются по этому методу. Для сварки понадобятся компактные клещи. Их можно использовать дома, в небольшой мастерской, на СТО для выполнения кузовных работ.
Среди разновидностей сварки есть также диффузная, кузнечная, рельефная, стыковая. Эти методы не получили большого распространения и используются редко, только мастерами.
Эти методы не получили большого распространения и используются редко, только мастерами.
Выбрав тип сварки, специалист сможет подобрать аппарат с учетом всех технических показателей. Почти все виды сварки позволяют автоматизировать процесс: минимальные задержки по времени, небольшая цена, аккуратный шов.
И сегодня роль сварки переоценить сложно: активнее всего развиваются и используются лазерные типы. Самый актуальный способ – технология качественного соединения. Все чаще мастера стали использовать композитные материалы, цветные металлы, нержавеющую сталь и алюминий. Огромным скачком стало создание современного оборудования, которое предоставляет больше возможностей и выполняет максимум функций. Немалое значение имеют смена источников питания и усовершенствование держателей.
Компания «ПрофБау» выполняет все виды сварочных работ. Мы с удовольствием порадуем вас:
- Опытными и квалифицированными сварщиками. Именно от мастеров зависят долговечность и надежность готового изделия.
- Эстетичностью готовой работы и ровным, аккуратным, тонким сварочным швом.
- Оперативной работой с любыми типами металлов.
- Современным и профессиональным обоудованием.

Компания «ПрофБау» работает с любыми конструкциями в разных отраслях. Мы уделяем внимание каждой детали и практикуем особый подход к клиенту. Помимо базовых сварочных работ, мы выполняем порошковое покрытие и покраску изделий.
На сайте вы ознакомитесь с актуальными расценками, отзывами наших клиентов и всеми видами услуг. Оставляйте заявку на сайте или звоните нам в любое удобное время по номеру +7 (495) 138-25-25.
Виды сварки и оборудования для металлообработки
Производство и сборка металлических изделий предполагает сварку — единственный способ прочно соединить детали без швов. Для этого используется мощная тепловая или электрическая энергия, а также специальное оборудование, которое рассчитано и на резку металла.
Профессиональное изготовление металлоизделий включает работу с любыми сплавами и создание изделий в промышленном объеме.
Типы работ
Разновидность производства и сборки металлических изделий зависит от способа соединения швов. Общепринятая классификация выделяет следующие классы сварки:
- Термический. В основе принципа работы — нагрев частей металлической детали для будущего неразъемного соединения. К этому типу относятся дуговая, лучевая, газовая и другие варианты сварки с использованием тепловой энергии;
- Механический. Для соединения частей металлической детали используется трение, ультразвук, взрыв;
- Термомеханический, или смешанный. Комбинированная сварка предполагает одновременное использование высокой температуры и давления. Применяют различные способы обработки металла: конденсаторный, дугопрессовой, газопрессовой.
Разновидности оборудования
Оборудование для металлообработки с помощью сварки различается по принципу работы. На основе этого признака выделяют следующие виды аппаратов:
Выпрямители. В процессе соединения металлических частей используется переменный ток (преобразует в него постоянный ток, поэтому могут работать от обычной сети). Между металлическими частями под воздействием сварочной дуги образуется шов высокого качества.
В процессе соединения металлических частей используется переменный ток (преобразует в него постоянный ток, поэтому могут работать от обычной сети). Между металлическими частями под воздействием сварочной дуги образуется шов высокого качества.
Преимущество: выпрямители подходят для соединения черных и цветных металлов, нержавеющей стали.
Недостатки:
- крупногабаритное оборудование;
- необходимость подключать охлаждающие вентиляторы в процессе работы;
- большой расход электроэнергии.
Трансформаторы. Основной принцип — преобразование переменного напряжения в ток регулируемой силы. Трансформаторы работают как от однофазного, так и от трехфазного источника питания. Соединение металлических деталей происходит с использованием электродов.
Преимущества:
- относительно низкая стоимость оборудования;
- возможность использования в домашних условиях;
- высокий коэффициент полезного действия (КПД достигает 90%).

Недостатки:
- невозможность использования стабильной дуги;
- в число обрабатываемых сплавов не входят нержавеющая сталь и цветные металлы;
- большая масса оборудования.
Инверторы. Преобразуют переменный ток в постоянный и наоборот, за счет чего обеспечивается стабильная сварочная дуга. Бесперебойная работа при использовании специального блока электроэнергии.
Преимущества:
- высокое качество сварочного шва за счет точной амплитудно-частотной характеристики;
- длительность работы оборудования;
- небольшие габариты.
Недостатки: высокая стоимость ремонтных работ в случае поломки.
Полуавтоматы. Работают как от электросети, так и от газа (при подключении баллона). Для сварки подается проволока, которая образует соединительный слой между частями детали. В работе используют стальные, алюминиевые, комбинированные электроды. Применяются для ручной и аргонодуговой сварки.
В работе используют стальные, алюминиевые, комбинированные электроды. Применяются для ручной и аргонодуговой сварки.
Преимущества:
- неразъемное соединение, в том числе оцинкованных изделий, конструкционной стали, алюминия, чугуна;
- шлак не перекрывает шов в процессе работы;
- возможность сварки стальных листов менее миллиметра толщиной;
- работа в том числе с загрязненным металлом;
- относительно низкая стоимость;
- высокая производительность труда.
Недостатки:
- разбрызгивание раскаленного металла в процессе сварки;
- сильное излучение дуги.
У каждой разновидности свои преимущества и недостатки. Выбор аппарата зависит от сложности и объема работ, характеристик металла, требований к качеству соединения швов.
Требования к промышленному сварочному оборудованию
От бытовых сварочных аппаратов промышленное оборудование отличается:
- высокой производительностью;
- точностью соединения, получением качественного шва;
- автоматизированным процессом работы;
- возможностью неразъемного соединения различных металлов и сплавов.
Кроме того, промышленное оборудование соответствует всем международным стандартам качества и требованиям ГОСТ.
Компании, которые используют промышленное оборудование, оказывают высококачественные услуги сварки металла.
Возможности компании NAYADA
Мастера компании NAYADA выполняют услуги сварки деталей любой сложности и в любом объеме. Скорость работы зависит от объема и формы изделий.
Кроме сварки используется резка, гибка металла, нанесение защитного и декоративного слоя на поверхность готового изделия.
Компания NAYADA предлагает изготовление металлоизделий по чертежам заказчика с использованием современного оборудования. Точное следование технологическим процессам и использование современного оборудования обеспечивает герметичное соединение различных сплавов и изготовление деталей любых форм.
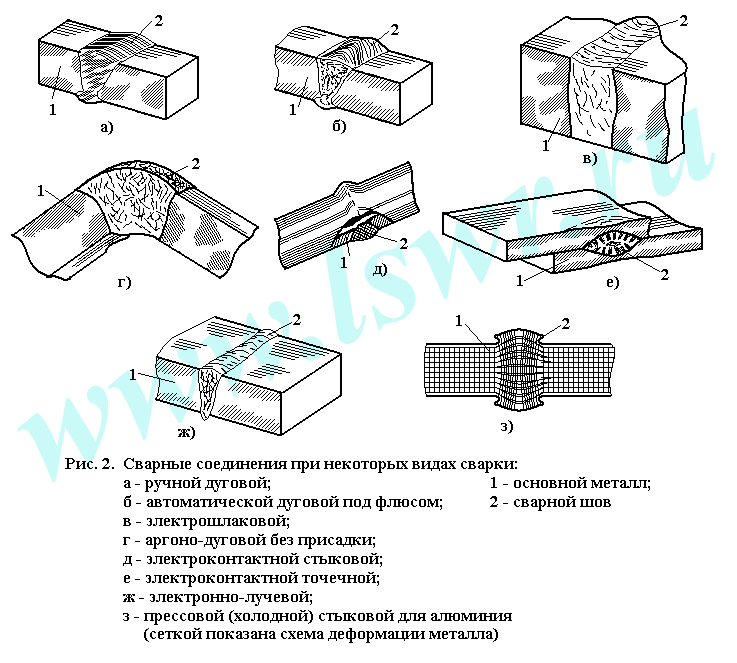
Сварка как процесс. Виды сварки
Как происходит сварка.
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
* ручную дуговую сварку
* полуавтоматическую дуговую сварку
* автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
* электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде)
* электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
* электрическая дуга, питаемая переменным током
По типу дуги различают
* дугу прямого действия (зависимую дугу)
* дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают:
* способы сварки плавящимся электродом
* способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов.
Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
* открытую
* закрытую
* полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима.
Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
* дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
* дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
* дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
* дуговая сварка с газовой защитой (в среде защитных газов)
* дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Газопламенная сварка
Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
* В последние годы в качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2-3 раза дешевле, и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2927 °C) и высокому тепловыделению (20800 Ккал/м³) газовая резка с использованием МАФ гораздо эффективнее других газов в том числе и ацетилена.
* Огромный интерес представляет применение для газовой сварки использование дициана ввиду весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению использования дициана для сварки и резки является его повышенная токсичность. С другой стороны эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан имеет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом истекающее из сварочной горелки имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течет», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
* Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограниченное и продукт дорогой, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех ее областях применения.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
|
Сущность, значение и виды сварки Категория: Технология металлов Сущность, значение и виды сварки Сваркой называется процесс получения неразъемного соединения металлов при помощи местного нагрева их. Способы сварки, при которых для образования сварного соединения кромки листов расплавляют, относятся к способам сварки плавлением, а те, при которых для образования сварного соединения кромки листов нагревают только до размягчения металла, относятся к способам сварки давлением, так как для образования сварного соединения нужно не только нагреть кромки листов, но и сдавить их. К сварке плавлением относится электрическая дуговая сварка (ручная и автоматическая), газовая и термитная. К сварке давлением относятся все разновидности контактной сварки — точечная, шовная и стыковая, а также газопрессовая и некоторые разновидности термитной сварки. Современные способы сварки позволяют получить прочное соединение элементов металлической конструкции любой формы при толщине металла от 0,1 до 250 мм и даже больше. К хорошо сваривающимся сталям относятся углеродистые стали с содержанием углерода до 0,3%, низколегированные НЛ-2, и др. К удовлетворительно сваривающимся сталям относятся углеродистые стали с содержанием углерода от 0,3 до 0,42%, низколегированные — 20ХГС, 20ХМА и др. К ограниченно сваривающимся сталям относятся углеродистые стали с содержанием углерода от 0,42 до 0,55%, низколегированные ЗОХМА, ЗОХГС и др. К плохо сваривающимся сталям относятся углеродистые с содержанием углерода более 0,55%, низколегированные 35ХГС, 40ХС и др. Чем хуже сваривается сталь, тем тщательнее должен разрабатываться и соблюдаться технологический процесс сварки. Применение сварки дает значительную экономию металла. Сварные конструкции обычно на 10—15% легче клепаных и на 30—40% легче литых конструкций. Сварка значительно повышает производительность и существенно облегчает труд рабочих. Этим по существу и объясняется широкое применение в настоящее время сварки во всех областях машиностроения и в строительстве. Сварка в транспортном машиностроении. Советский Союз одним из первых начал широкое применение сварки в паровозо-и вагоностроении. Сварка в тяжелом машиностроении. В тяжелом машиностроении сварка применяется для таких ответственнейших агрегатов, как статоры мощных гидротурбин. Ново-Краматорский завод, применив наиболее современный способ сварки — сварку, выпустил серию сварных статоров мощных гидротурбин для Мингечаурской и Камской ГЭС; Ленинградский металлический завод выпускает сварными такие узлы гидротурбин, как подогреватели, конденсаторы цилиндра высокого давления паровой турбины и др. Очень широкое применение находит сварка при производстве различных котлов высокого давления с толщиной стенки до 100 мм. Сварка строительных конструкций. Сварка строительных конструкций сыграла существенную роль при строительстве крупнейших заводов — Магнитогорского, Азовстали и др. Цельносварными изготовлялись строительные фермы, колонны, подкрановые балки. При сооружении цехов этих заводов сварные конструкции составили до 70% всех строительных металлоконструкций. Огромное значение имела сварка при строительстве крупнейших газопроводов: Грозный — Баку, Саратов — Астрахань, Саратов — Москва. Цельносварными в настоящее время выпускаются различные резервуары для хранения жидкостей и газов, кубатура которых в отдельных случаях доходит до 10 тыс. м3. Успешно применяют сварку при строительстве мостов. Одним из крупнейших цельносварных мостов является автодорожный мост через Днепр протяженностью 1,5 км. Большое значение имеет также сварка в ремонтном деле и наплавка изношенных поверхностей деталей машин и режущего инструмента. В развитии сварки в СССР большую роль сыграли советские ученые и инженеры, а также рабочие-новаторы. Они разработали новые типы оборудования, технологические процессы и высокопроизводительные способы аварки различных металлов. Реклама:Читать далее:Дуговая и контактная сварка
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


Список типов сварных швов | Tekla User Assistance
Перейти к основному содержанию
- Главная
- Tekla Structures
- Reference
- Settings reference
- Modeling settings
- Weld properties
- Список типов сварных швов
Tekla Structures
2018
Tekla Structures
Тип сварного шва задается в свойствах сварного шва. Некоторые типы сварных швов автоматически подготавливают детали к сварке. В таблице ниже приведены доступные типы сварных швов:
Некоторые типы сварных швов автоматически подготавливают детали к сварке. В таблице ниже приведены доступные типы сварных швов:
Номер | Тип | Название | Автоматическая подготовка под сварку (необязательно) | Поддерживает твердотельный объект сварки |
|---|---|---|---|---|
0 | Нет | Нет | Нет | |
10 | Угловой сварной шов | Нет | Да | |
3 | Прямолинейный скос кромок (стыковой сварной шов «одиночное V») | Да | Да | |
4 | Прямолинейный скос кромок (стыковой сварной шов со скосом одной кромки) | Да | Да | |
2 | Квадратный скос кромок (стыковой сварной шов без скоса кромок) | Да | Да | |
5 | Стыковой сварной шов «одиночное V» с обширной поверхностью притупления | Да | Да | |
6 | Стыковой сварной шов со скосом одной кромки с обширной поверхностью притупления | Да | Да | |
7 | шов с U-образной разделкой кромок (стыковой шов с одним криволинейным скосом двух кромок) | Да | Да | |
8 | шов с J-образной разделкой кромок (стыковой шов с криволинейным скосом одной кромки) | Да | Да | |
16 | V–образный шов между закругленными элементами | Нет | Нет | |
15 | Сварной шов со скосом кромок между закругленными элементами | Нет | Нет | |
1 | Торцовый шов стыкового соединения с отбортовкой двух кромок | Нет | Нет | |
17 | Торцовый шов стыкового соединения с отбортовкой одной кромки | Нет | Нет | |
11 | Пробочный сварной шов | Нет | Нет | |
9 | Подварочный шов со скосом кромок | Нет | Нет | |
12 | Шов точечной сварки | Нет | Нет | |
13 | Сварной шов роликовой сварки | Нет | Нет | |
14 | Прорезной сварной шов | Нет | Нет | |
18 | Сварной шов с частичным проплавлением основного металла (стыковой со скосом одной кромки + угловой) | Нет | Да | |
19 | Сварной шов с частичным проплавлением основного металла (квадратный скос кромок + угловой) | Нет | Да | |
20 | Сварной шов со сквозным проплавлением | Нет | Нет | |
21 | Стыковой шов с V-образной разделкой кромок с крутым скосом | Да | Да | |
22 | Стыковой шов с крутым скосом одной кромки | Да | Да | |
23 | Торцовый шов | Нет | Нет | |
24 | Наплавка | Нет | Нет | |
25 | Фальцевое соединение | Нет | Нет | |
26 | Наклонное соединение | Нет | Нет |
What is missing?
Назад ДалееРазличные типы сварочных процессов
Сегодня существует множество видов сварочных услуг, используемых как любителями, так и профессионалами. Учитывая универсальность и квалификацию, необходимые для сварки, неудивительно, что сварщики должны пройти серьезную подготовку, чтобы стать квалифицированными в своем деле. Поскольку сварка относится к соединению металлических сплавов, важно видеть, как сварщики используют для этой цели различные методы. Вот некоторые из различных типов сварочных процессов, используемых сегодня для нержавеющей стали и других металлических сплавов.
Учитывая универсальность и квалификацию, необходимые для сварки, неудивительно, что сварщики должны пройти серьезную подготовку, чтобы стать квалифицированными в своем деле. Поскольку сварка относится к соединению металлических сплавов, важно видеть, как сварщики используют для этой цели различные методы. Вот некоторые из различных типов сварочных процессов, используемых сегодня для нержавеющей стали и других металлических сплавов.
Газовая вольфрамовая дуговая сварка (GTAW)
Газовая вольфрамовая дуговая сварка — это форма дуговой сварки с использованием неплавящегося вольфрамового электрода. Окисление не влияет на электрод или зону сварки из-за инертного защитного газа, особенно аргона или гелия, и присадочного металла. Когда используется гелий, это известно как гелиаруговая сварка, но процесс такой же. Сварочный аппарат постоянного тока обеспечивает электроэнергию, которая проходит через дугу через ионизированный газ и пары металла. GTAW обычно используется для нержавеющей стали, алюминия, магния и меди, поскольку сварщик может выполнять более прочные и качественные сварные швы.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой — это еще один тип дуговой сварки, при котором расходуемый трубчатый электрод, содержащий флюс, непрерывно подается через источник сварочного тока постоянного тока. Иногда используется внешний защитный газ, но это не обязательно для завершения сварки. Флюс сам по себе обеспечивает защиту, так как образует газообразный и жидкий шлак, защищающий его. Учитывая его естественные защитные барьеры, высокую скорость сварки и портативность, FCAW часто используется в строительных проектах. Первоначально разработанная как альтернатива дуговой сварке защищенным металлом, FCAW использует штучные электроды, которые снимают многие ограничения, присущие SMAW.
Дуговая сварка защищенным металлом (SMAW)
SMAW эффективен благодаря процессу ручной дуговой сварки, в котором используются расходуемые электроды, покрытые флюсом. Переменный или постоянный электрический ток от сварочного источника питания образует электрическую дугу между электродом и соединяемыми металлами. Это расплавляет электрод и заготовку, образуя расплавленный металл, который затем охлаждается и образует соединение. Затем флюсовое покрытие распадается, оставляя пары, которые действуют как защитный газ и образуют слой жидкого шлака, используемый для защиты от атмосферных загрязнений. Поскольку операции SMAW просты, но требуют относительно небольшого количества оборудования, сегодня они являются одной из самых популярных форм сварки, особенно в сфере технического обслуживания и ремонта. С этим методом можно использовать железо, нержавеющую сталь, алюминий, никель и медь.
Это расплавляет электрод и заготовку, образуя расплавленный металл, который затем охлаждается и образует соединение. Затем флюсовое покрытие распадается, оставляя пары, которые действуют как защитный газ и образуют слой жидкого шлака, используемый для защиты от атмосферных загрязнений. Поскольку операции SMAW просты, но требуют относительно небольшого количества оборудования, сегодня они являются одной из самых популярных форм сварки, особенно в сфере технического обслуживания и ремонта. С этим методом можно использовать железо, нержавеющую сталь, алюминий, никель и медь.
Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Дуговая сварка металлическим электродом в среде защитного газа — это процесс сварки, при котором электрическая дуга образуется между расходуемой проволокой MIG и металлом заготовки. Этот тип сварки нагревает металлы, заставляя их плавиться и соединяться. Защитный газ подается через сварочную горелку и защищает от атмосферных загрязнений. Будь то автоматическая или полуавтоматическая, система постоянного тока использует четыре основных метода переноса металла: шаровидный, короткое замыкание, распыление и импульсное распыление. Метод GMAW изначально использовался для алюминия и цветных металлов, но в настоящее время используется для сталей из-за быстрой сварки и большей универсальности. Это наиболее распространенная форма промышленного процесса сварки, учитывая эти преимущества и возможность адаптации к роботизированной автоматизации. Тем не менее, отсутствие защитного экрана делает его непригодным для использования на открытом воздухе.
Будь то автоматическая или полуавтоматическая, система постоянного тока использует четыре основных метода переноса металла: шаровидный, короткое замыкание, распыление и импульсное распыление. Метод GMAW изначально использовался для алюминия и цветных металлов, но в настоящее время используется для сталей из-за быстрой сварки и большей универсальности. Это наиболее распространенная форма промышленного процесса сварки, учитывая эти преимущества и возможность адаптации к роботизированной автоматизации. Тем не менее, отсутствие защитного экрана делает его непригодным для использования на открытом воздухе.
Лазерная сварка
Лазерная сварка — это новый метод, при котором лазеры соединяют куски металла или термопластов. Луч действует как концентрированный источник тепла, что позволяет выполнять узкие глубокие сварные швы с высокой скоростью сварки. Процессы сварки лазерным лучом часто используются в больших объемах, особенно в автомобильной промышленности, где часто используется сварка в режиме замочной скважины или сварка с проплавлением. Высокая удельная мощность приводит к меньшим зонам термического влияния и более высоким скоростям нагрева и охлаждения. Размер пятна может варьироваться, а глубина проникновения пропорциональна количеству подаваемой мощности и зависит от местоположения фокальной точки. Лазерная сварка обычно используется для сварки углеродистой стали, нержавеющей стали, алюминия и титана, но высокие скорости охлаждения могут привести к растрескиванию.
Высокая удельная мощность приводит к меньшим зонам термического влияния и более высоким скоростям нагрева и охлаждения. Размер пятна может варьироваться, а глубина проникновения пропорциональна количеству подаваемой мощности и зависит от местоположения фокальной точки. Лазерная сварка обычно используется для сварки углеродистой стали, нержавеющей стали, алюминия и титана, но высокие скорости охлаждения могут привести к растрескиванию.
Электронно-лучевая сварка (EBM)
Одним из видов сварки плавлением, отличающимся от других типов сварочных процессов, является электронно-лучевая сварка. В этом процессе используется пучок высокоскоростных электронов, применяемых для соединения двух материалов. По мере плавления заготовок кинетическая энергия преобразуется в тепло при ударе и соединяет материалы. Процессы обычно проходят в условиях вакуума, чтобы предотвратить рассеяние электронного луча. Применение EBM обычно представляет собой тонкостенные компоненты, чтобы обеспечить идеальную точку контакта и предотвратить перемещение во время сварки. Некоторые материалы не могут подвергаться процессам EBM из-за их температуры плавления, например, цинк, кадмий, магний и любой неметалл. Кроме того, процесс EBM не может соединять два разнородных материала с разными составами сплавов. Электронные лучи могут создать атмосферу высокого вакуума и локализовать нагрев в точной точке, если более низкая точка плавления непосредственно доступна для луча.
Некоторые материалы не могут подвергаться процессам EBM из-за их температуры плавления, например, цинк, кадмий, магний и любой неметалл. Кроме того, процесс EBM не может соединять два разнородных материала с разными составами сплавов. Электронные лучи могут создать атмосферу высокого вакуума и локализовать нагрев в точной точке, если более низкая точка плавления непосредственно доступна для луча.
Дуговая сварка под флюсом (SAW)
Дуговая сварка под флюсом — это распространенный процесс, используемый при непрерывной подаче плавящегося сплошного или трубчатого электрода и погружении расплавленного шва и зоны дуги в плавкий флюс. Затем флюс становится проводящим и обеспечивает пути тока между электродом и заготовкой. Поскольку толстый слой флюса покрывает расплавленный металл, он предотвращает брызги и искры. Он также подавляет интенсивное ультрафиолетовое излучение и пары. Процессы под флюсом, как правило, автоматизированы и механизированы, но существуют способы подачи флюса под давлением или самотеком, поскольку они ограничиваются сваркой плоских или горизонтальных угловых швов. Токи варьируются от 300 до 5000 А с использованием одного или нескольких вариантов электродной проволоки. Комбинации постоянного и переменного тока обычно используются для процессов SAW и других многоэлектродных систем.
Токи варьируются от 300 до 5000 А с использованием одного или нескольких вариантов электродной проволоки. Комбинации постоянного и переменного тока обычно используются для процессов SAW и других многоэлектродных систем.
В CMPI мы понимаем важность сварочных услуг ASME.
для любой производственной системы. Независимо от причины, мы вас охватили. Мы обеспечиваем надежность наших продуктов и услуг для любой отрасли, от продуктов питания и напитков до фармацевтики и производства резервуаров и резервуаров. Вместо того, чтобы создавать продукт, чтобы продать вам, мы хотим действовать как расширение вашего магазина. Таким образом, когда ваши сварочные изделия вступают в игру, мы учитываем передовой опыт и соображения, которые соответствуют вашим конкретным потребностям. Позвоните нам сегодня с любыми нерешенными вопросами или проблемами, и мы будем рады ответить вам. В противном случае ознакомьтесь с различными продуктами и услугами на нашем веб-сайте, чтобы узнать, какие из них подходят именно вам.
Какие виды сварки существуют, их преимущества и ограничения?
Различные типы Технологии сварки применяются для соединения металлических и термопластичных деталей. Для выполнения сварочных работ требуется высококвалифицированный персонал. Но в настоящее время роботы заменяют операторов сварки для выполнения повторяющихся сварочных задач.
Мы можем автоматизировать операцию сварки и улучшить качество сварки с помощью сварочных роботов. В этой статье рассматриваются различные 90 038 типов методов сварки , их преимущества и ограничения. Щелкните эту ссылку, чтобы узнать о преимуществах автоматизации производства.
СОДЕРЖАНИЕ
- Различные типы сварки и их использование
- дуговая сварка
- Газовая сварка
- Сварка сопротивления
- Сварка SSD)
- Электронная сварка (EBW)
- laser
- Сварка балки EBW)
- laser .

Различные типы сварочных процессов и их применение
В течение многих лет развиваются различные виды сварочных технологий. В настоящее время возможна даже подводная сварка. В обрабатывающей промышленности доступны следующие типов сварки методов. Каждый из этих методов сварки имеет свои преимущества, ограничения и области применения.
- Дуговая сварка
- Газовая сварка
- Сварка сопротивлением
- Сварка в твердом теле
- Сварка энергетическим лучом (ЭЛС)
- Лазерная сварка
Дуговая сварка
Дуговая сварка расплавляет и сплавляет металлические детали, создавая дугу между электродом (плавящимся или неплавящимся) и основным металлом, подлежащим соединению. Электрическая дуга между основным материалом и электродом генерируется с использованием переменного или постоянного напряжения.
Дуговая сваркаТипы методов дуговой сварки
В обрабатывающей промышленности используются следующие типы методов дуговой сварки.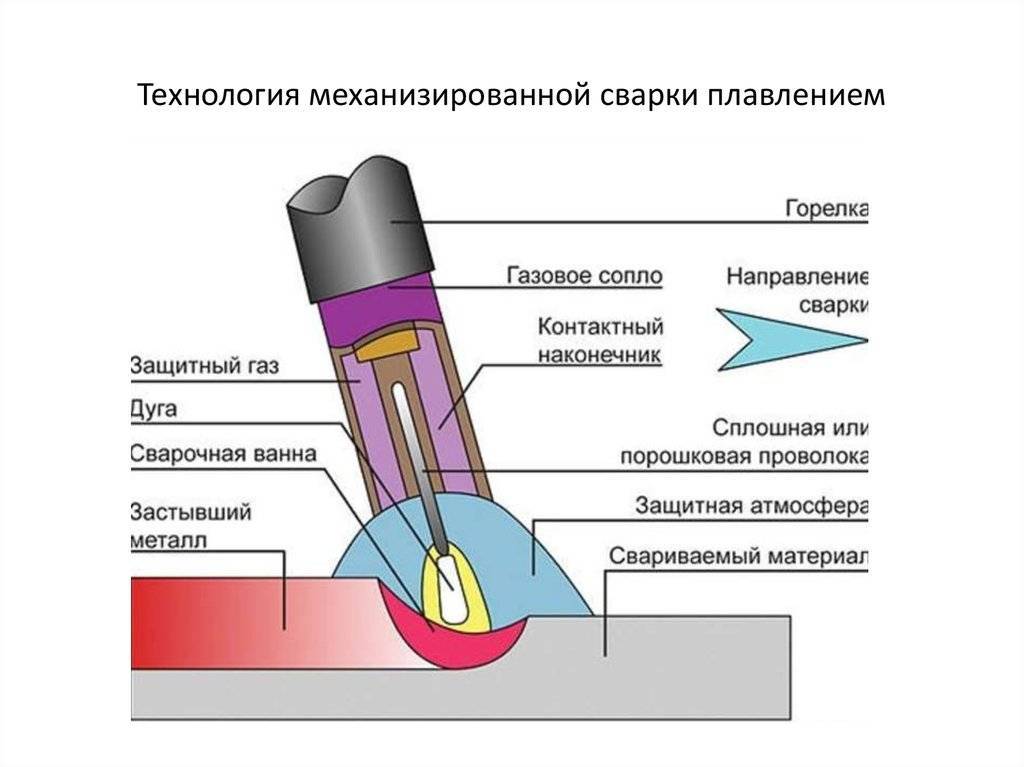
- Сварка инертного газа во
Процесс дуговой сварки имеет следующие преимущества по сравнению с другими процессами сварки.
- Высокопрочный сварной шов.
- Высокая скорость сварки.
- Низкая стоимость сварочного оборудования и процесса.
- Возможна автоматизация с помощью манипуляторов.
- Высокая коррозионная стойкость.
Ограничения дуговой сварки
Несмотря на множество преимуществ, процесс дуговой сварки имеет следующие ограничения.
- Низкая эффективность.
- Требуется высококвалифицированная рабочая сила.
- Трудно свариваемые тонкие материалы.
Газовая сварка
Газовая сварка использует пламя для плавления и плавления основного материала. Это одна из старейших форм сварки, простая в использовании и недорогая.
Газовая сваркаТип газовой сварки
На рынке доступны следующие методы газовой сварки.
- Сварка кислородно-ацетиленовым газом
- Сварка кислородно-водородным газом
- Сварка воздушно-ацетиленовым газом
Преимущества газовой сварки
Процесс газовой сварки имеет следующие преимущества по сравнению с другими методами сварки.
- Низкая стоимость оборудования.
- Портативное оборудование.
- Низкая стоимость сварки.
- Не требуются высококвалифицированные сварщики.
Ограничения газовой сварки
Газовая сварка имеет следующие ограничения:
- Низкое качество сварки.
- Обычно используется для ремонтных работ.
- Не подходит для толстых профилей.
Сварка сопротивлением
Сварка сопротивлением соединяет металлические детали путем приложения давления и пропускания тока через участок сварки с использованием сварочных электродов (материалы из сплава на основе меди).
Точечная сварка или сварка сопротивлением предлагает экономичное решение, поскольку сварка выполняется без присадочного материала. Он применяется для широкого спектра автомобильных, аэрокосмических и промышленных деталей.
Аппарат для точечной сварки или контактной сваркиТипы контактной сварки
Доступны несколько типов контактной сварки в зависимости от типа и формы сварочных электродов.
- Точечная сварка
- Шовная сварка
- Выступающая сварка
- Сварка оплавлением
- Сварка с осадкой
Преимущества сварки сопротивлением
Сварка сопротивлением имеет следующие преимущества.
- Низкая стоимость обработки, так как не требуется наполнитель.
- Процесс прост в реализации.
- Сварка Возможны разные материалы.
Ограничение сварки сопротивлением
Сварка сопротивлением имеет следующие ограничения.
- Сравнительно низкая прочность при сварке.
- Плохой эстетический вид вблизи зоны сварки.
Сварка в твердом теле (SSD)
При сварке в твердом теле основные материалы сплавляются и соединяются под действием давления и вибрации. Например, ультразвуковая сварка использует давление и высокочастотные вибрации для соединения двух пластиковых деталей.
Ультразвуковые сварочные аппаратыТипы методов сварки твердого тела
Для соединения металлических и пластиковых деталей используются следующие виды сварки в твердом состоянии.
- Ультразвуковая сварка
- Сварка трений
- Forge Welding
- Холодная сварка
- Взрывная сварка
- Диффузионная сварка
. Следующие сварки 9007
9002
. Следующие сварки 9009.
. Следующие сварки. возможны разнородные материалы и термопласты.
- Сварные швы не имеют дефектов микроструктуры.
- Сварные соединения имеют механические свойства, аналогичные основному материалу.
- Низкие эксплуатационные расходы, так как не требуется наполнитель.


Ограничения сварки в твердом теле
Сварка в твердом теле имеет следующие ограничения.
- Сложно настроить.
- Внедрение автоматизации — сложная задача.
- Требуется подготовка поверхности.
Электронно-лучевая сварка — это тип сварки плавлением, при котором пучок высокоскоростных электронов нагревает участок сварки. В результате основной материал плавится и стекает вместе, создавая соединение благодаря кинетической энергии электронов.
Преимущества электронно-лучевой сварки
Электронно-лучевая сварка имеет следующие преимущества:
- Достижима прочность сварного шва до 95%.
- Вакуумная среда удаляет загрязнения.
- Точный контроль и воспроизводимость.
Недостатки электронно-лучевой сварки
Электронно-лучевая сварка имеет следующие ограничения:
- Для ЭЛС требуются условия вакуума для предотвращения рассеяния электронного луча.
- Внедрение автоматизации — сложная задача.
- Сварка материалов с высоким давлением паров, таких как цинк, магний и неметаллы, невозможна.
Лазерная сварка
Лазерная сварка – это тип сварки плавлением, в котором используется лазерный луч высокой плотности (1 МВт/см²) для расплавления и соединения металлических или термопластичных деталей. Размер лазерного пятна может варьироваться от 0,2 мм до 13 мм.
Процесс лазерной сварки применяется в автомобильной промышленности для больших объемов производства.
Лазерный сварочный аппаратПреимущества лазерной сварки
Процесс лазерной сварки имеет следующие преимущества по сравнению с другими процессами сварки.
- Высококачественные сварные швы.
- Возможна сварка различных термопластов и металлических деталей.
- Возможны узкие и глубокие сварные швы.
- Используется для больших объемов работ из-за высокой скорости сварки.
- Автоматизация проста в реализации.
- Расходуемые электроды не требуются.
- Возможен небольшой размер лазерного пятна до 0,2 мм.

Ограничения лазерной сварки
Процесс лазерной сварки имеет следующие ограничения.
- Высокая начальная стоимость оборудования и обслуживания.
- Иногда растрескивание вызывает беспокойство из-за высокой скорости охлаждения.
Мы будем постоянно обновлять эту статью о различных методах сварки . Добавьте свои комментарии или вопросы по различным видам сварки , их преимуществам и ограничениям в поле для комментариев. Нажмите на эту ссылку, если вас интересует разница между пайкой и пайкой.
3 распространенных типа сварки: TIG, MIG и Stick
MIG, TIG и дуговая сварка широко используются в современном производстве. Однако сварка — это процесс, требующий высокой квалификации, история которого восходит к бронзовому веку . Операция включает в себя сплавление кусков металла вместе с помощью тепла и, часто, силы. Любой, чьи знания не выходят за пределы кузнечного дела, владеющего молотом, может не знать, что существует несколько различных способов работы с металлом. Некоторые из этих методов более эффективны, чем другие, но используемый метод полностью зависит от желаемого результата и конкретного проекта.
Операция включает в себя сплавление кусков металла вместе с помощью тепла и, часто, силы. Любой, чьи знания не выходят за пределы кузнечного дела, владеющего молотом, может не знать, что существует несколько различных способов работы с металлом. Некоторые из этих методов более эффективны, чем другие, но используемый метод полностью зависит от желаемого результата и конкретного проекта.
Квалифицированные сварщики должны знать все компоненты металлообработки, чтобы правильно практиковать свое искусство. Способность различать различные методы и инструменты — это то, что отличает настоящего профессионала от менее опытного работника. Знатоки должны уметь выбирать методы и инструменты, дающие возможность добиться наилучших возможных результатов.
Независимо от того, являетесь ли вы любителем, ищущим дополнительную информацию, или опытным профессионалом, желающим освежить свои знания, ваш успех — наша цель. Мы предоставляем сварочные материалы премиум-класса, которые помогут вам в достижении идеального сварного шва.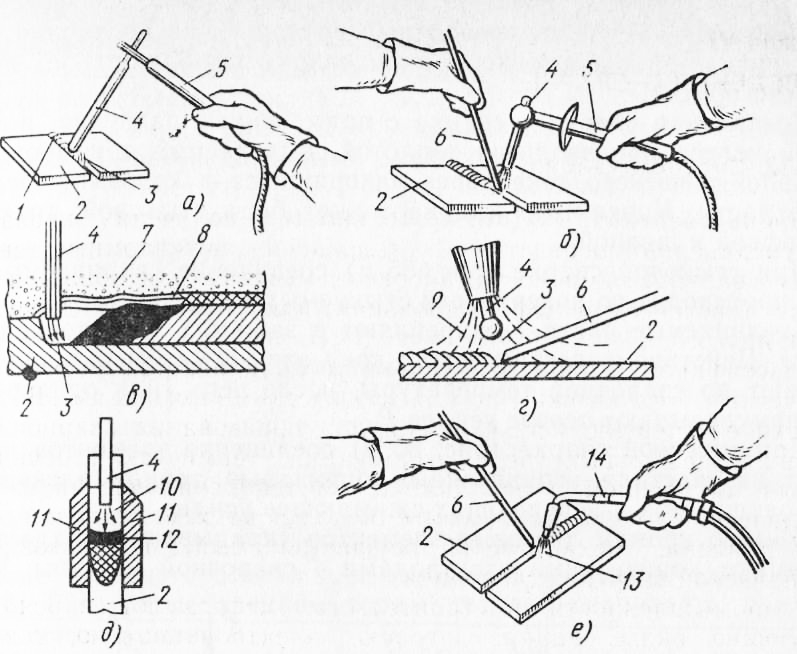 Однако то, что мы можем предложить, — это только часть уравнения: вы — талант, благодаря которому наши инструменты работают с максимальным потенциалом. По этой причине мы составили краткий обзор различных сварочных процессов для сварщиков любого уровня квалификации: MIG, TIG и дуговая сварка.
Однако то, что мы можем предложить, — это только часть уравнения: вы — талант, благодаря которому наши инструменты работают с максимальным потенциалом. По этой причине мы составили краткий обзор различных сварочных процессов для сварщиков любого уровня квалификации: MIG, TIG и дуговая сварка.
Сварка электродом
Старейшая форма сварки, этот экономичный метод настолько же портативный, насколько и доступный. Как следует из названия, дуговая сварка включает в себя нанесение присадочного металла на соответствующие соединения с использованием металлического стержня и электричества. Сварку электродом можно выполнять практически в любом месте, и это отличный вариант для сварщиков в мастерских. Его также можно использовать для большинства металлов.
Несмотря на удобство и портативность, техника все же имеет свои недостатки. Он не всегда дает точные результаты, которые можно ожидать от других методов. Поскольку это одна из самых архаичных форм сварки, она не усовершенствовалась так, как другие. Конечный продукт может быть не таким прочным, как мог бы быть, хотя опытный сварщик все же может обеспечить прекрасные результаты.
Конечный продукт может быть не таким прочным, как мог бы быть, хотя опытный сварщик все же может обеспечить прекрасные результаты.
Необходимое оборудование:
- Сварочный аппарат
- Зажим заземления
- Держатель электрода
- Электроды/стержни
- Блок питания
Обычно используется для:
- Стальные конструкции
- Горнодобывающая промышленность
- Строительство
- Сварка конструкций
- Ремонт в полевых условиях
Сварка МИГ
Сварка МИГ (металл в среде инертного газа), также известная как GMAW (дуговая сварка металлическим газом), является наиболее экономичным методом сварки. Также говорят, что его легче всего выучить. В этом методе сварщик подает металлическую проволоку через сварочный пистолет, работающий от инертного газа. Это расплавит проволоку и создаст бусину. Как только сварщик помещает валик, он либо перетаскивает, либо проталкивает его по металлу, чтобы сплавить его.
Сварка MIG требует меньшей точности, чем другие методы. Однако с более высоким качеством связаны более высокие цены, а материалы, используемые для этого метода, недешевы. Проект также должен выполняться в помещении, так как инструменты подвержены повреждению от внешних элементов.
Необходимое оборудование:
- Проволока MIG
- Механизмы подачи проволоки
- Пистолет МИГ
- Пистолет для катушки
- Гель для насадки
- Шланги и зажим заземления
- Газовый регулятор
Обычно используется для:
- Морское оборудование
- Сельское хозяйство
- Строительство
- Робототехника
- Скульптуры
- Автосервис
Сварка ВИГ
Сварка ВИГ (вольфрам в среде инертного газа) или GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа) относится к числу наиболее сложных для освоения навыков и обычно не рекомендуется новичкам. Тем не менее, кривая обучения в конечном итоге предоставляет пользователям достаточную универсальность. Этот метод требует использования обеих рук: одна держит горелку, а другая держит присадочный стержень. В процессе сварки тепло проходит через электрод и создает дугу. Горелка парит прямо над металлом, и сварщик должен быть уверен, что два элемента не соприкоснутся. Используя обе руки и ножную педаль, сварщик может создать чистую деталь — некоторые даже сказали бы, самую чистую из возможных.
Тем не менее, кривая обучения в конечном итоге предоставляет пользователям достаточную универсальность. Этот метод требует использования обеих рук: одна держит горелку, а другая держит присадочный стержень. В процессе сварки тепло проходит через электрод и создает дугу. Горелка парит прямо над металлом, и сварщик должен быть уверен, что два элемента не соприкоснутся. Используя обе руки и ножную педаль, сварщик может создать чистую деталь — некоторые даже сказали бы, самую чистую из возможных.
Двуручный метод дает сварщикам значительную точность, позволяя им полностью контролировать свои проекты. Сварку TIG следует использовать только на чистом металле, так как другие варианты приведут к снижению качества. Это также более длительный процесс, требующий дополнительного времени и подготовки, которые могут не требоваться другими методами. Хотя это утомительно, обычно это дает оптимальные результаты.
Необходимое оборудование:
- Горелки
- Вольфрамовый электрод
- Защитный газ
- Шлифовальный круг
- Газоснабжение
- Присадочный металлический стержень
- Источники питания
Обычно используется для:
- Атомная промышленность
- Пищевая промышленность
- Электростанции
- Самолеты
- Велосипеды
- Газонокосилки
Как выбираются стержни
Ранее мы упоминали о правильном выборе электродов для сварки MIG, TIG или электродов для сварки электродами для вашего проекта. Опытные сварщики знают, что это играет важную роль в конечном результате проекта. Ваше положение при сварке, а также основной металл должны учитываться при принятии этого решения. Вы также захотите подобрать удилище к своей базе. Еще одна важная вещь, которую следует учитывать, — это прочность стержня на растяжение. Это определяет, сколько дополнительной прочности можно добавить к основному металлу. На вашей удочке будет четыре цифры; первые три представляют его прочность на растяжение — чем выше число, тем прочнее стержень. Четвертая цифра обозначает тип покрытия.
Опытные сварщики знают, что это играет важную роль в конечном результате проекта. Ваше положение при сварке, а также основной металл должны учитываться при принятии этого решения. Вы также захотите подобрать удилище к своей базе. Еще одна важная вещь, которую следует учитывать, — это прочность стержня на растяжение. Это определяет, сколько дополнительной прочности можно добавить к основному металлу. На вашей удочке будет четыре цифры; первые три представляют его прочность на растяжение — чем выше число, тем прочнее стержень. Четвертая цифра обозначает тип покрытия.
Универсальная штанга позволит вам работать с материалом независимо от того, сидите вы или стоите. Это идеальный вариант для новичков, которым еще предстоит закрепиться на одной позиции.
Безопасность
Одна из самых важных вещей, которую следует учитывать при сварке, — это ваша безопасность. Что-то такое простое, как рубашка с открытым воротом, может привести к уродливым ожогам, поэтому ношение подходящей одежды должно быть вашим приоритетом. Вы должны убедиться, что ни одна часть вашей кожи не подвергается воздействию во время работы. Наденьте подходящее защитное снаряжение, в том числе тщательно подобранный головной убор.
Вы должны убедиться, что ни одна часть вашей кожи не подвергается воздействию во время работы. Наденьте подходящее защитное снаряжение, в том числе тщательно подобранный головной убор.
Вы также должны быть уверены, что вам удобно дышать. Воздействие паров может представлять опасность для здоровья, поэтому будьте осторожны при работе в замкнутом пространстве. Убедитесь, что земля вокруг вас свободна, чтобы не упасть на что-нибудь во время работы.
Наконец, внимательно прочитайте все инструкции по эксплуатации, прилагаемые к вашему оборудованию. Если вы не можете найти руководства, поищите онлайн-ресурсы. Опытные сварщики могут быть знакомы с правилами техники безопасности, но эти брошюры с инструкциями ни в коем случае нельзя выбрасывать.
Когда вы найдете идеальное сочетание техники, материалов и безопасности, вы сможете создавать высококачественные работы, которые будут выделяться среди других проектов. Подготовьте материалы и приступайте к сварке — вас ждет долгая и успешная карьера.
3 Типы сварки и описание процесса
16 |
Сварка — это процесс, который можно описать как соединение двух различных материалов, причем существуют различные типы сварки. Материалы обычно представляют собой металл, а тепло и давление используются, чтобы сделать материалы более податливыми или мягкими, чтобы их можно было соединять или штамповать.
Сварка восходит к средневековью, хотя современный метод, который мы знаем, появился только в 19 веке. В современном мире сварка является квалифицированной ролью, которая охватывает множество различных областей, в которых сварщики используют различные методы, которые являются частью процесса сварки. Это разнообразное ремесло, которое теперь зависит от навыков и технологий для правильного выполнения.
Сварка — это метод, который обычно используется профессиональными сварщиками, и хотя это не новый процесс, для успешного выполнения работы требуются соответствующие инструменты и металлы. Поскольку металлы являются твердыми материалами, работа с ними может оказаться сложной задачей, но сварка делает это возможным, а это означает, что сварщики могут преобразовать любую деталь в форму или дизайн. Несмотря на это, сварка — это не то, что может освоить каждый, потому что она требует обучения, навыков и понимания того, как работает каждый сварочный процесс.
Поскольку металлы являются твердыми материалами, работа с ними может оказаться сложной задачей, но сварка делает это возможным, а это означает, что сварщики могут преобразовать любую деталь в форму или дизайн. Несмотря на это, сварка — это не то, что может освоить каждый, потому что она требует обучения, навыков и понимания того, как работает каждый сварочный процесс.
Многим может показаться, что сварка всегда состоит из одного и того же, но это не так, поскольку существует более 30 различных видов. Существует четыре основных вида сварки. Сварка вольфрамовым электродом в среде инертного газа (TIGW), сварка металлов в среде инертного газа (MIG), дуговая сварка металлическим электродом в защитной плазме и дуговая сварка порошковой проволокой (FCAW).
Однако все они уникальны и все они используются для определенных целей, поэтому ниже мы углубимся в основные типы и покажем вам, почему они используются.
Различные виды сварки и для чего они используются?
Плазменная дуговая сварка Основным процессом дуговой сварки является использование устройства, в котором используется электрический ток, проходящий между двумя материалами, которые собираются сваривать или соединять. Если вам нужна неотложная медицинская помощь, найдите помощь на сайте trumedical.co.uk/. Название происходит от движения электрического тока, который обычно создает дугу, когда движется между двумя материалами. Плазменная дуговая сварка широко распространена, поскольку она известна как экономичный вариант. Это все еще работает за счет соединения металла вместе, но есть и другие формы дуговой сварки, которые используются. Этот тип сварки может включать дуговую сварку под флюсом и плазменную дуговую сварку.
Если вам нужна неотложная медицинская помощь, найдите помощь на сайте trumedical.co.uk/. Название происходит от движения электрического тока, который обычно создает дугу, когда движется между двумя материалами. Плазменная дуговая сварка широко распространена, поскольку она известна как экономичный вариант. Это все еще работает за счет соединения металла вместе, но есть и другие формы дуговой сварки, которые используются. Этот тип сварки может включать дуговую сварку под флюсом и плазменную дуговую сварку.
Сварка MIG (металл в инертном газе)
Этот тип сварки используется, когда свариваемые материалы являются хрупкими или хрупкими и должны быть защищены от разрушительного воздействия процесса сварки, хотя это не включает процесс соединения. Это также метод, который используется, если работу необходимо выполнить быстро. Во время этого процесса используется газ, поскольку он помогает создать защитный экран для металла сварного шва, защищая его от природных элементов, таких как кислород. Это позволяет сварщику выполнять сварку с непрерывной скоростью, поскольку экранирование гарантирует отсутствие повреждений. Так же, как дуговая сварка, существует множество различных форм сварки MIG, таких как Synergic MIG.
Это позволяет сварщику выполнять сварку с непрерывной скоростью, поскольку экранирование гарантирует отсутствие повреждений. Так же, как дуговая сварка, существует множество различных форм сварки MIG, таких как Synergic MIG.
Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом (GTAW). Эта форма сварки очень похожа на сварку MIG, хотя в ней используется форма вольфрамового тока, а не металлический электрод, который использует MIG. Здесь вы можете найти помощь, если хотите узнать среднюю стоимость строительства пристройки и узнать о последних тенденциях в индустрии пристроек в Род-Айленде. Использование вольфрама в основном связано с тем, что он может выдерживать более высокие температуры, чем многие другие материалы, прежде чем достигнет точки плавления. Однако требуется дополнительный наполнитель, который используется внутри сварочного оборудования. Это форма сварки, которая обычно используется в тех отраслях промышленности, где используется нержавеющая сталь. Опять же, этот метод сварки имеет ряд подкатегорий, включая синергетическую TIG, тяжелую TIG и автоматическую TIG с горячей проволокой.
Опять же, этот метод сварки имеет ряд подкатегорий, включая синергетическую TIG, тяжелую TIG и автоматическую TIG с горячей проволокой.
Типы сварки для работы
К этому моменту у вас должно быть более четкое представление о том, что такое сварка и как используются методы сварки. Конечно, как мы уже упоминали, существует более 30 различных типов, и описанные выше методы почти объединяют множество различных типов сварки, которые подпадают под них. Сварку можно использовать для целого ряда применений, но для ее правильного, безопасного и точного выполнения требуется опыт сварщика. Для этого требуется соответствующий персонал и новейшее оборудование.
Чтобы узнать больше о нашем спектре сварочных услуг и о том, какой тип сварки подходит для ваших требований, вы можете связаться с нами, и мы поможем вам принять обоснованное решение.
Дата публикации: 16 января 2021 г.
Категория: Сварка
Что такое сварка? | Различные виды сварки и определения сварки
Содержание
- 1 Определение, процессы и типы сварки
- 2 Как работает сварка?
- 2. 1 Присоединение металлов
- 2.2 Присоединение пластмассы
- 2,3 Соединение древесины
- 2.
- 3 Common Configuration Соединение
 1 Присоединение металлов
1 Присоединение металлов- 4.1 Сварные швы в зависимости от конфигурации
- 4.2 Сварные швы в зависимости от проплавления
- 4.3 Сварные швы в зависимости от доступности
- 6.1 Arc Welding
- 6.2 Friction Welding
- 6.3 Electron Beam Welding
- 6.4 Laser Beam Welding
- 6.5 Resistance Welding
Определение, процессы и типы сварных швов
Сварка — это процесс соединения таких материалов, как металлы, термопласты и/или древесина, путем использования тепла или давления для сплавления деталей друг с другом. Позволив им остыть, можно осуществить слияние.
Различные материалы требуют уникальных процессов и технологий. Есть некоторые материалы, которые считаются несвариваемыми. Хотя это не термин в словаре, он хорошо известен инженерам как термин, означающий, что определенный материал не может сваривать.
Есть некоторые материалы, которые считаются несвариваемыми. Хотя это не термин в словаре, он хорошо известен инженерам как термин, означающий, что определенный материал не может сваривать.
Исходные материалы — термин, используемый для описания отдельных частей, которые соединяются вместе. Примерами исходных материалов являются трубы и пластины. Это отличается от наполнителя или расходного материала, который добавляется для облегчения соединения с исходным материалом. Примерами присадочных материалов являются проволока, металл или расходуемые электроды.
Как правило, расходные материалы выбираются так, чтобы они были сопоставимы по составу с исходным материалом. Это позволяет им создавать однородный сварной шов. Однако в некоторых случаях, например при сварке хрупких чугунов, требуется другой состав. В этом сценарии такие сварные швы будут называться неоднородными.
Наконец, окончательное сварное соединение известно как сварное соединение. Сварка — это узел, созданный путем сварки множества более мелких деталей.
Как работает сварка?
Соединение металлов
Сварка, пайка твердым припоем и пайка приводят к прочному соединению исходных материалов. В процессе пайки и пайки основной металл не плавится. По сравнению с пайкой твердым припоем и пайкой сварка представляет собой высокотемпературный процесс, при котором основной материал расплавляется с добавлением сварочного присадочного материала.
Высокая температура создает сварочную ванну из расплавленного материала. Этот расплавленный материал охлаждают, чтобы сформировать соединение. В результате создаются чрезвычайно прочные соединения, иногда даже прочнее, чем исходные материалы. Давление можно использовать в сочетании с теплом для сварки двух материалов.
При сварке металла, если он подвергается прямому воздействию воздуха, кислород в воздухе будет реагировать с металлом и образовывать оксид. Это загрязняет металл и приводит к плохой сварке. Лучший способ предотвратить это — использовать защитный газ.
Соединение пластмасс
Сварка пластмасс — это процесс, который создает молекулярную связь между двумя совместимыми термопластами. В этом процессе обычно используется тепло, за исключением сварки растворителем, для соединения материалов. В зависимости от используемого процесса методы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева.
В этом процессе обычно используется тепло, за исключением сварки растворителем, для соединения материалов. В зависимости от используемого процесса методы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева.
Соединение пластмасс происходит в 3 этапа:
- Давление часто используется на стадиях нагрева и охлаждения, чтобы удерживать детали в правильном положении и улучшить протекание расплава по краям.
- Нагрев обеспечивает межмолекулярную диффузию от одной части к другой.
- Охлаждение создает сплав, который укрепляет вновь созданную связь.
Соединение дерева
Сварка дерева соединяет материалы с помощью давления и тепла, создаваемых трением. Древесные материалы, которые должны быть соединены вместе, помещаются под давление, а затем растираются взад и вперед на высоких скоростях, что создает тепло, которое связывает материалы вместе.
Это быстрый процесс, который создает высокопрочное соединение, которое происходит в течение нескольких секунд и не использует какой-либо клей.
Стандартные конфигурации соединения
Стыковое соединение
Это соединение двух частей на концах или краях под прямым углом друг к другу от 135 до 180 градусов. Это самое простое соединение, потому что оно включает в себя только разрезание материала на определенную длину, а затем соединение двух частей вместе.
Тройник
Т-образное соединение обычно называют точкой сварки двух материалов. Это соединение между концом или краем одной детали и поверхностью другой. Части в конечном итоге образуют угол 90 градусов в области соединения. Этот сустав образует букву Т, как следует из его названия.
Угловое соединение
Угловое соединение представляет собой соединение между концами двух сегментов. Это соединение образует друг с другом угол более 30 градусов, но менее 135 градусов в области сустава. Этот сустав выглядит как буква L, когда он сформирован.
Этот сустав выглядит как буква L, когда он сформирован.
Краевое соединение
Краевое соединение образуется путем соединения краев двух сегментов под углом от 0 до 30 градусов друг к другу в области соединения.
Крестообразный стык
Крестообразный стык образуется путем сварки двух плоских стержней или плоских пластин под прямым углом и на одной оси. Этот сустав напоминает крест, когда он формируется.
Соединение внахлестку
Соединение внахлест представляет собой соединение двух перекрывающихся сегментов под углом от 0 до 5 градусов друг к другу в области соединения.
Типы сварных соединений
Сварные швы в зависимости от конфигурации
- Щелевой шов. Это соединение двух наложенных друг на друга деталей, которое создается путем полного или частичного размещения углового сварного шва вокруг кромки отверстия в одном компоненте. Это соединяет часть с внешней частью другой части, которая видна через отверстие.
- Пробковый сварной шов. Этот сварной шов выполняется путем заполнения отверстия в одной детали присадочным металлом, чтобы соединить его с внешней частью перекрывающейся детали, которая видна через отверстие. Отверстие может быть овальной или круглой формы.

Сварные швы на основе провара
- Сварной шов с полным проплавлением. Сварной шов с полным проплавлением, также известный как сварной шов с полным проплавлением, представляет собой сварной шов очень большой толщины. Это сварное соединение состоит из двух кусков металла, соединенных вместе без зазоров. Свариваемый металл полностью проваривает шов с полным проваром корня. Это приводит к более высокой прочности, чем сварной шов с частичным проплавлением.
- Сварка с частичным проплавлением. Также известный как сварной шов с частичным проплавлением, представляет собой сварной шов с разделкой кромок, приводящий к неполному проплавлению стыка. Этот сварной шов заполняет только часть зазора и используется только тогда, когда нет необходимости развивать полную прочность соединяемых деталей для передачи нагрузки.
 Этот сварной шов заполняет только часть зазора и используется только тогда, когда нет необходимости развивать полную прочность соединяемых деталей для передачи нагрузки.
Этот сварной шов заполняет только часть зазора и используется только тогда, когда нет необходимости развивать полную прочность соединяемых деталей для передачи нагрузки.Сварные швы в зависимости от доступности
- Односторонний сварной шов. Это соединение, сваренное только с одной стороны. Его нельзя использовать для замены конструкции или панели. Он чрезвычайно эффективен при косметическом ремонте.
- Двусторонний сварной шов. Это соединение, сваренное с двух сторон.
Характеристики завершенных сварных швов
- Основной металл. Металлические компоненты, которые соединяются вместе расплавленным присадочным металлом в процессе пайки, сварки или сварки припоем.
- Присадочный металл. Металл, который добавляется при наплавке, сварке, пайке или пайке твердым припоем.
- Сварной металл. Это весь металл, расплавленный и затвердевший при образовании сварного шва и сохранившийся в сварном шве.
- Зона термического влияния (ЗТВ). Это сегмент исходного материала, металла или термопласта, свойства которого изменяются в результате воздействия высоких температур при сварке или термической резке. Этот сегмент не плавится.
- Линия сварки. Этот термин обычно не используется для описания сварного соединения, но является границей между свариваемым металлом и ЗТВ при сварке плавлением.
- Зона сварки. Это область сварного шва, которая включает в себя как металл шва, так и ЗТВ.
- Поверхность сварного шва. Это открытая поверхность сварного шва на той же стороне, на которой была завершена сварка.
- Корень шва. Это область, где задняя часть сварного шва пересекается с поверхностью основного металла. Подобно тому, как корни дерева глубоко проникают в землю, именно эта часть имеет самое глубокое проникновение.
- Приварной носок. Это место соединения поверхности сварного шва с основным металлом или между проходами. Эта особенность имеет решающее значение, потому что пальцы ног являются областями необычайной концентрации напряжения. Зона пальцев сварного шва также является отправной точкой для различных типов трещин, таких как холодные трещины и усталостные трещины.
- Избыток металла шва. Это также известно как армирование или переполнение. Это дополнительный металл сварного шва, который находится за пределами области, соединяющей пальцы ног. Несмотря на то, что его иногда называют армированием, этот термин на самом деле не описывает, что такое избыточный металл сварного шва, потому что избыточный металл сварного шва не делает сварной шов прочнее. Расчетная толщина шва — это фактический термин, используемый для описания толщины сварного шва, и он не включает избыточный металл шва.
- Сварочный проход (проход). Этот термин используется для описания металла, расплавляемого за один проход горелки, горелки или электрода.
- Наплавочный слой. Это результат прохода или прохода сварки.

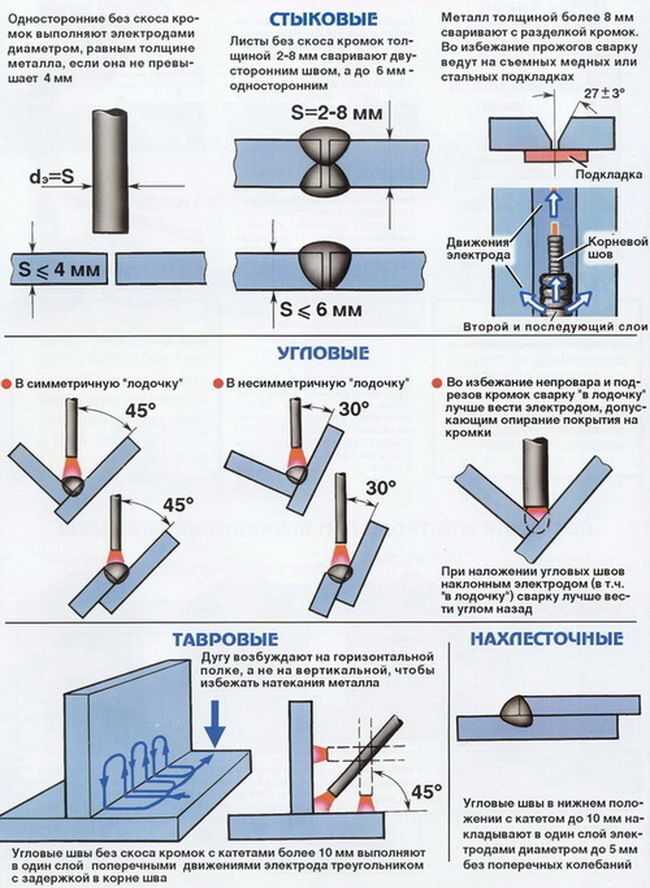 Эта особенность имеет решающее значение, потому что пальцы ног являются областями необычайной концентрации напряжения. Зона пальцев сварного шва также является отправной точкой для различных типов трещин, таких как холодные трещины и усталостные трещины.
Эта особенность имеет решающее значение, потому что пальцы ног являются областями необычайной концентрации напряжения. Зона пальцев сварного шва также является отправной точкой для различных типов трещин, таких как холодные трещины и усталостные трещины. Это результат прохода или прохода сварки.
Это результат прохода или прохода сварки.Источники энергии
В зависимости от используемого источника энергии доступны различные процессы с рядом методов. Одним из первых видов сварки была кузнечная сварка. Позже была создана дуговая сварка. Сегодня для сварки применяют электрическую дугу, лазеры, газовое пламя, ультразвук, трение и электронный луч. При работе с каждым технологическим процессом необходимо соблюдать особую осторожность, так как это может привести к ожогам, повреждению зрения, поражению электрическим током, вдыханию ядовитых сварочных газов и дымов, а также облучению.
Какие существуют типы методов сварки и для чего они используются?
Различные типы процессов с уникальными методами включают:
Дуговая сварка
- Включает: ручные, полуавтоматические и автоматические процессы.
- Включает: сварка металлов в среде инертного газа (MIG), сварка металлов в среде активного газа (MAG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка с флюсовой проволокой (FCAW), плазменная дуговая сварка дуговая сварка под флюсом (SAW).
- Используется наполнитель.
- Используется в основном для соединения таких металлов, как нержавеющая сталь, никель, медные сплавы, алюминий, титан и кобальт.
- Процесс, используемый в энергетике, аэрокосмической, автомобильной и нефтегазовой промышленности, и это лишь некоторые из них.

Сварка трением
- Метод, используемый для соединения материалов с использованием механического трения.
- Выполняется различными способами на различных сварочных материалах, таких как алюминий, сталь или дерево.
- Механическое трение создает тепло для размягчения материалов, чтобы их можно было смешивать для образования связи при охлаждении.
- Не требует присадочных металлов, защитного газа или флюса.
- Способ соединения зависит от таких процессов, как сварка трением с перемешиванием (FSW), линейная сварка трением (LFW), ротационная сварка трением (RFW) и точечная сварка трением с перемешиванием (FSSW).
- Идеально подходит для соединения несвариваемых легких алюминиевых сплавов и может использоваться для склеивания дерева без клея или гвоздей.
- Этот процесс обычно используется в аэрокосмической промышленности.
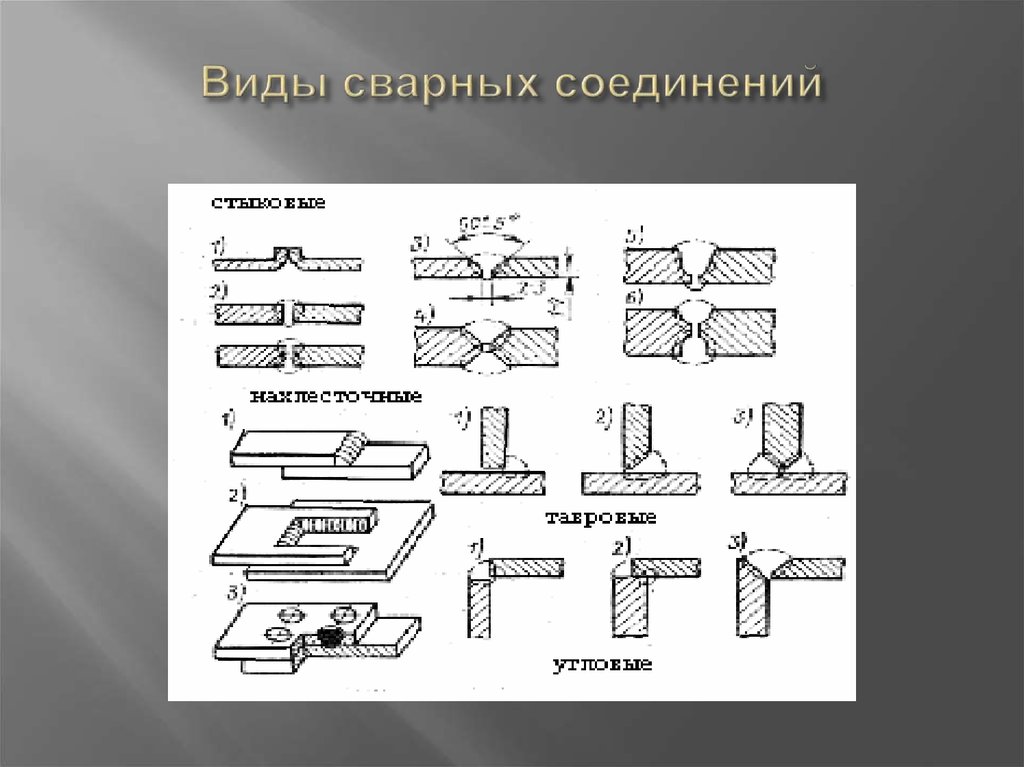
Электронно-лучевая сварка
- В этом процессе для соединения материалов используются высокоскоростные электроны.
- Кинетическая энергия электрона превращается в тепло после удара по заготовке. В результате материалы сплавляются друг с другом.
- Выполняется в вакууме, чтобы луч не рассеивался.
- Используется для соединения толстых профилей, поэтому его можно применять в различных отраслях, таких как аэрокосмическая, автомобильная, железнодорожная и атомная энергетика.
Лазерная сварка
- Используется для соединения деталей из металла или термопластов.
- В этом процессе используется концентрированное тепло, что делает его идеальным для сварки с высокой скоростью, а также для узких и глубоких швов.
- Легко автоматизируется.
- Идеально подходит для автомобильной промышленности, поскольку процесс выполняется на высоких скоростях сварки, что делает его идеальным для больших объемов работ.
- Выполняется в воздухе.

Сварка сопротивлением
- Процесс соединения металлов путем приложения давления и пропускания через них тока в течение определенного периода времени. Процесс
- чрезвычайно рентабелен, так как для создания связи не требуются другие материалы.
- Обычно используется в автомобильной промышленности из-за быстрого процесса.
- Процесс можно разделить на две формы:
- Точечная сварка. В этом процессе используется тепло, передаваемое между двумя электродами. Затем это наносится на крошечную область, когда заготовки скрепляются вместе.
- Сварка швов. Эта форма сварки сравнима с точечной сваркой, но электроды заменяются колесами, которые вращаются, когда свариваемые сегменты проталкиваются между ними, чтобы создать сварной шов без утечек.
Где используется?
Сварочные процессы обычно используются в различных отраслях промышленности, таких как автомобильная, строительная, энергетическая и аэрокосмическая. Эти процессы используются для соединения дерева, металлов или термопластов для широкого спектра применений. В последнее время художники используют его для создания произведений искусства.
Эти процессы используются для соединения дерева, металлов или термопластов для широкого спектра применений. В последнее время художники используют его для создания произведений искусства.
Какие бывают виды сварки?
Существует несколько различных типов сварочных аппаратов, доступных для покупки, и важно понимать, какой тип сварочного аппарата лучше всего соответствует вашим потребностям. Некоторые сварщики лучше справляются с определенными видами работ и с разными материалами.
Существует четыре основных типа сварки:
- Сварка МИГ
- Сварка ВИГ
- Сварка порошковой проволокой
- Сварка электродом
Каждый из них имеет различные преимущества и недостатки.
- Сварка MIG проста в освоении, хорошо работает с широким спектром металлов.
- Сварка ВИГ может быть немного сложнее в освоении, чем МИГ, но она позволяет использовать несколько специальных методов сварки, которых нельзя достичь МИГ.
- Сварка порошковой проволокой очень похожа на сварку MIG и идеально подходит для наружных работ и работ с ржавым или поврежденным металлом.
- Сварка стержнем довольно универсальна, применима в помещении, на открытом воздухе и в самых разных условиях. Это может быть немного дороже, чем другие процессы.

Сварка MIG, также известная как GMAW (дуговая сварка металлическим электродом в газе), является самым простым способом для быстрого изучения. Сварка MIG (металл в инертном газе) не только проста в освоении, но и позволяет быстро выполнять работы с различными материалами, включая алюминий и сталь.
Сварочные аппараты MIG полезны для решения множества задач; они относительно недорогие, если только вам не нужна промышленная модель; и их легко освоить, даже если вы новичок. У них есть довольно много механизмов, которых нет у других сварщиков, и это делает тщательный уход за сварочным аппаратом MIG более важным. Текущие расходы включают замену проволоки и сварочного газа.
Преимущества
Сварочные аппараты MIG отлично подходят для общих сварочных работ. У них есть несколько ключевых преимуществ.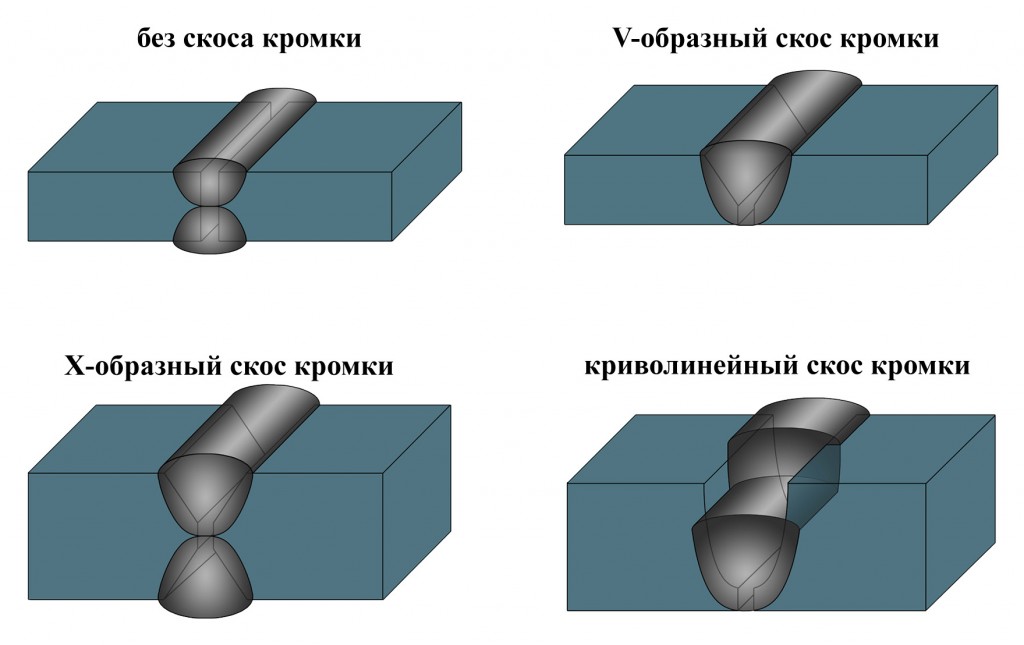
- Этот тип сварки является универсальным и хорошо подходит для многих материалов и различной толщины.
- Позволяет быстро выполнять работу.
- Легко учиться.
- Может быть автоматизирован; используется на линиях сборки автомобилей и т.п.
Затраты
Ни один сварочный аппарат не может быть дешевым, но найти достойный сварочный аппарат MIG в вашем ценовом диапазоне не так уж и сложно.
- Большинство сварочных аппаратов MIG стоят от 400 до 1500 долларов.
- Самые дешевые модели стоят всего 95 долларов.
- Высококачественные модели могут стоить от 2500 до 3500 долларов.
Помните, что эта первоначальная стоимость не включает стоимость замены проволоки, сварочного газа и технического обслуживания. Дополнительные сведения см. в разделе «Скрытые расходы» ниже.
Сложность использования
Сварочные аппараты MIG идеально подходят для начинающих.
- Легко учиться.
- Простота по сравнению с другими видами сварки.
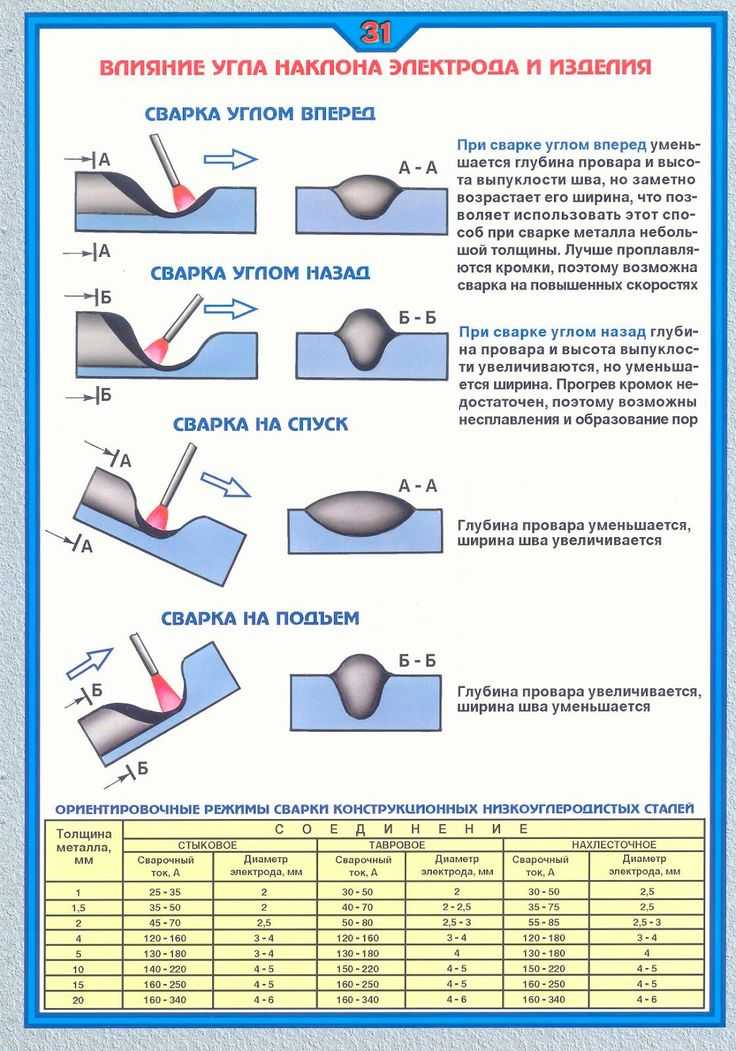
Как его обслуживать
Сварочный аппарат MIG имеет больше движущихся частей, чем другие сварочные аппараты, и поэтому техническое обслуживание может быть сложным. Тем не менее крайне важно, чтобы вы внимательно относились к своему сварочному аппарату MIG и регулярно обслуживали его.
Не забывайте выключать сварочный аппарат и отключать его от сети при очистке! Если вы недавно выполняли работу, убедитесь, что вы дали сварочному аппарату достаточно времени, чтобы остыть, прежде чем пытаться его очистить.
Поскольку сварщики MIG используют катушки с металлической проволокой в процессе сварки, сварщики MIG с большей вероятностью заносят грязь и мусор во внутренние части аппарата. Это не приведет к необратимому повреждению, если вы правильно обращаетесь с машиной.
Чтобы удалить грязь и пыль со сварочного аппарата MIG:
- Очистите аппарат сжатым воздухом
- Используйте проволочную щетку для очистки аппарата
Особое внимание уделите приводному ролику, механизму подачи проволоки и направляющей горелки при очистке , так как в этих местах больше всего скапливается мусора. Рекомендуется чистить сварочный аппарат MIG примерно раз в неделю.
Рекомендуется чистить сварочный аппарат MIG примерно раз в неделю.
Кроме того, храните съемные детали вашего сварочного аппарата, например, сопло горелки, в упаковке, предоставленной производителем. Это гарантирует, что ваши сварочные детали не получат вмятин и царапин, которые повлияют на качество сварки.
Если у вас нет упаковки от вашего производителя, хранение сопла пистолета и аналогичного сварочного оборудования в отдельных отсеках уменьшит вероятность ударов деталей друг о друга и образования вмятин.
Скрытые расходы
Два основных текущих расхода сварочного аппарата MIG — замена проволоки и сварочный газ.
Сменный провод стоит от 3 до 15 долларов за фунт в зависимости от материала, который вы покупаете. Проволока поставляется в катушках, и ее можно купить в небольших количествах (один фунт на катушку) или в больших количествах (более тридцати фунтов на катушку). Покупка оптом обычно снижает стоимость за фунт.
Предсказание того, как часто вам придется покупать провод для замены, полностью зависит от того, как быстро вы израсходуете фунт провода. Если вы ведете записи о том, как быстро вы сжигаете свой провод, будет легко предсказать, как часто вам потребуется замена.
Если вы ведете записи о том, как быстро вы сжигаете свой провод, будет легко предсказать, как часто вам потребуется замена.
Стоимость сварочного газа может сильно колебаться в зависимости от того, где вы живете. Свяжитесь с местными или онлайн-поставщиками сварочных материалов, чтобы узнать, каков диапазон цен на сварочный газ в вашем регионе.
Сварка TIG (вольфрам в среде инертного газа) также известна как GTAW (дуговая сварка вольфрамовым электродом). При сварке GTAW используется вольфрамовый электрод для создания сварочной дуги. Этот электрод является нерасходуемым, что позволяет многократное использование и исключает затраты на замену проводов, как в MIG.
Сварочные аппараты TIG хорошо работают с такими материалами, как сталь и алюминий. Они имеют регулируемые параметры нагрева и могут давать лучшие результаты при работе с тонкими металлами, чем MIG. Их, как правило, немного сложнее освоить, чем MIG, а также изначально они дороже. Однако аппараты для сварки TIG требуют меньше затрат на техническое обслуживание, чем аппараты для сварки MIG.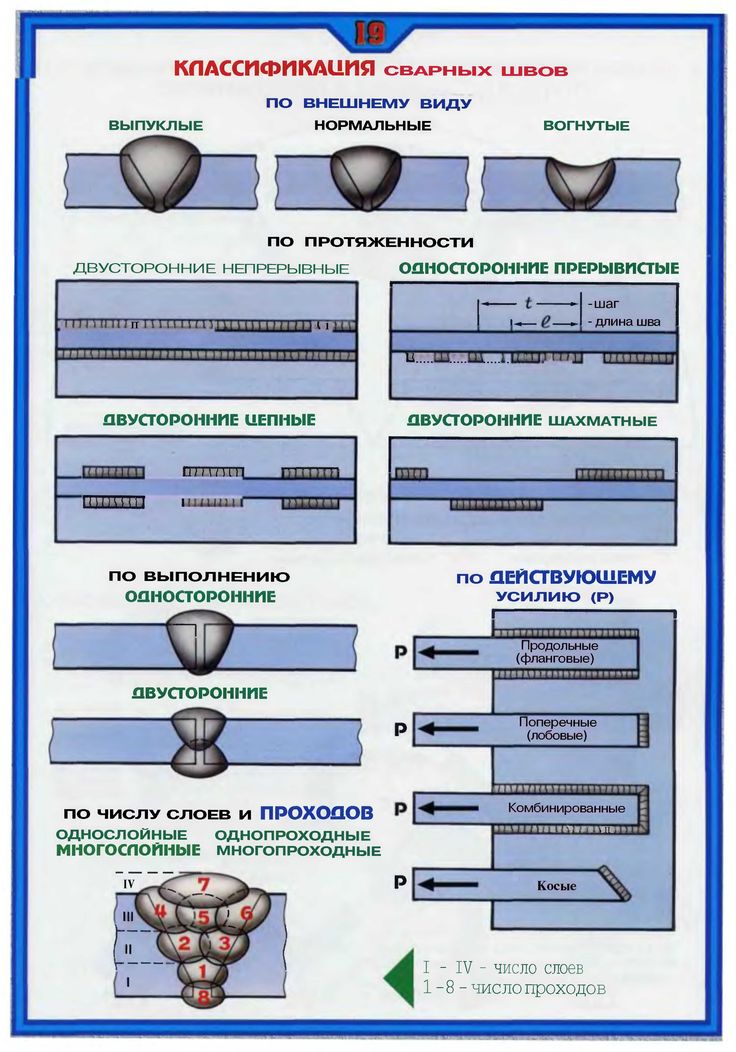
Чем это полезно
Сварка ВИГ подходит для более специализированных работ, чем сварка МИГ.
- Сварка ВИГ хорошо работает с нержавеющей сталью, алюминием и медью.
- Большинство аппаратов для сварки TIG имеют регулируемые параметры нагрева, что позволяет точно контролировать проект.
- Обычно используется для сварки более тонких материалов, чем MIG может легко обрабатывать.
В дополнение к этим преимуществам сварка ВИГ имеет один существенный недостаток по сравнению со сваркой МИГ. Выполнение работы с использованием сварки TIG занимает много времени; из двух сварка MIG намного быстрее, чем TIG.
Стоимость
- Миниатюрный сварочный аппарат TIG можно найти по цене от 100 до 400 долларов.
- Сварочные аппараты TIG промышленного класса могут стоить до 22 000 долларов.
- Большинство сварочных аппаратов TIG немного дороже, чем средние сварочные аппараты MIG, в среднем от 800 до 2000 долларов.

Сложность использования
Сварке ВИГ сложнее научиться, чем сварке МИГ. Тем не менее, новые модели TIG довольно удобны в использовании и не требуют большого предварительного опыта или обучения, чтобы научиться эффективно их использовать.
Как его обслуживать
Техническое обслуживание сварочного аппарата TIG включает в себя многие из тех же процессов, что и техническое обслуживание MIG. В аппаратах для сварки TIG меньше посторонних деталей, чем в аппаратах для сварки MIG, но они по-прежнему требуют частого обслуживания.
Опять же, перед очисткой убедитесь, что машина выключена, отключена от сети и остыла. Вы можете чистить сварочный аппарат TIG сжатым воздухом или стальной щеткой, как и MIG, и должны очищать его примерно раз в неделю.
Скрытые расходы
Сварщики TIG не требуют столько текущих затрат, как сварщики MIG. Вам по-прежнему нужно будет покупать сварочный газ, а также время от времени покупать сменную проволоку. Когда определенная часть сварочного аппарата TIG ломается или изнашивается, вы можете приобрести новую деталь по разумной цене.
Когда определенная часть сварочного аппарата TIG ломается или изнашивается, вы можете приобрести новую деталь по разумной цене.
Механизмы подачи проволоки, горелки, горелки, кабели и соединители легко найти и купить.
В целом у сварщиков TIG гораздо меньше «скрытых» расходов, чем у сварщиков MIG.
Для сварки порошковой проволокой используется электрод из полой проволоки. В процессе сварки порошковой проволокой создается собственный защитный газ, что позволяет проводить сварку в условиях, когда MIG не подходит. Сильный ветер уносит защитный газ, образующийся при сварке MIG, но при сварке с флюсовой проволокой образуется защитный газ, который может противостоять сильному ветру. Таким образом, сварка порошковой проволокой идеально подходит для наружных работ.
При сварке порошковой проволокой внешний вид сварного шва менее привлекателен, чем при сварке методом МИГ, так как при этом образуется шлак, который после охлаждения необходимо удалять вручную. Таким образом, сварка MIG является идеальным решением для сварки внутри помещений, а сварка с флюсовой проволокой лучше подходит для сварки на открытом воздухе.
Сварка флюсом и сварка MIG очень похожи, и нередко можно найти сварщика, который работает как с MIG, так и с флюсом. Между ними есть два ключевых различия:
- Для сварки MIG требуется внешний газовый баллон, а для сварки с флюсовой проволокой — нет.
- При сварке порошковой проволокой используется полая внутри проволока, что позволяет выполнять различные виды работ.
Для чего это нужно
Помимо работы в условиях сильного ветра, сварка флюсовой проволокой также хорошо подходит для работ с поврежденным или ржавым металлом.
Сварка порошковой проволокой выполняет две основные функции.
- Идеально подходит для работы на открытом воздухе при сильном ветре
- Хорошо работает с ржавыми или поврежденными металлами
Стоимость
Аппараты для сварки порошковой проволокой обычно стоят 100–400 долларов США. Усовершенствованные модели имеют функции, позволяющие выполнять как сварку порошковой проволокой, так и сварку MIG.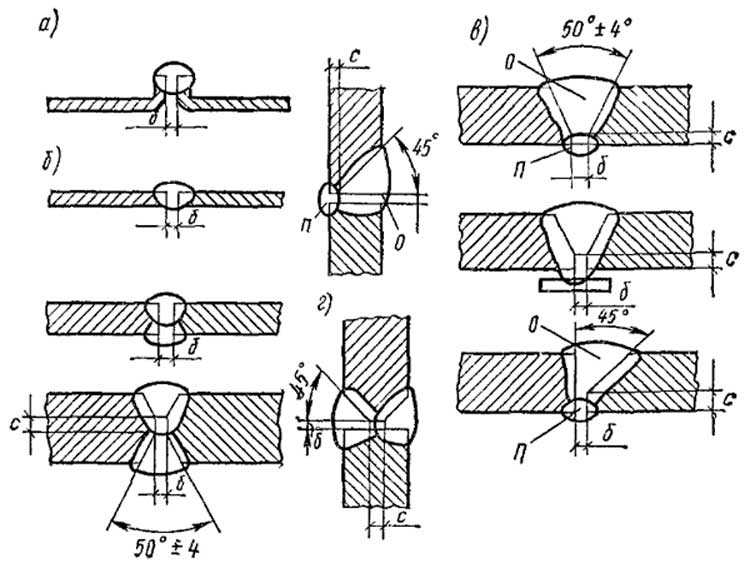 Эти модели стоят более 700 долларов.
Эти модели стоят более 700 долларов.
Сложность использования
Сварка флюсовой проволокой относительно проста в освоении, сравнима со сваркой MIG. Этому легче научиться, чем сварке TIG.
Как его обслуживать
Для обслуживания сварочного аппарата с флюсовой проволокой используйте тот же процесс, что и для очистки сварочного аппарата MIG. Не забудьте выключить аппарат для сварки порошковой проволокой и отсоединить его от сети, а затем проверить механизм подачи проволоки, приводной ролик и направляющую горелки. Старайтесь чистить сварочный аппарат с флюсовой проволокой примерно раз в неделю. Как и в случае со сварочным аппаратом MIG, храните посторонние детали в отдельных ящиках для хранения, чтобы они не помялись.
Скрытые расходы
Как и при сварке MIG, при сварке порошковой проволокой необходимо приобретать отдельные катушки с порошковой проволокой. Сварка с флюсовой проволокой не требует внешних газовых баллонов, поэтому покупка дополнительной проволоки — это единственная «скрытая стоимость», связанная со сваркой с флюсовой проволокой. Опять же, иногда вам может понадобиться приобрести сменную деталь, но единственные текущие расходы, с которыми вы столкнетесь при сварке порошковой проволокой, — это замена проволоки.
Опять же, иногда вам может понадобиться приобрести сменную деталь, но единственные текущие расходы, с которыми вы столкнетесь при сварке порошковой проволокой, — это замена проволоки.
Сварка электродом также известна как SMAW (дуговая сварка металлическим электродом) или сварка покрытым электродом. Он использует электрод фиксированной длины в сочетании с электрическим зарядом для соединения различных металлов.
Для чего это нужно
Сварка электродом очень универсальна и позволяет выполнять работы в помещении и на открытом воздухе в различных погодных условиях. Этот тип сварки хорошо работает со многими различными типами металлов.
Сварка электродом имеет несколько ключевых преимуществ.
- Он относительно портативный и подходит для удаленной работы.
- Нечувствителен к ветру, как при сварке порошковой проволокой.
- Подходит для большинства типов металлов, но не работает с активными металлами.
Стоимость
Как и другие сварочные аппараты, палочная сварка имеет широкий диапазон цен.
- Недорогие модели стоят в среднем $200-500.
- Ассортимент более дорогих моделей исчисляется тысячами.
Сложность использования
Сварку электродами, в отличие от MIG, трудно механизировать. Им нужно управлять вручную, хотя научиться этому нетрудно, если сварщик знаком с TIG.
Как его обслуживать
При сварке электродами значительно меньше движущихся частей, чем при сварке MIG, поэтому техническое обслуживание проще. По-прежнему важно содержать аппарат для ручной сварки в чистоте от грязи и отложений, а еженедельной очистки направляющей горелки, ролика проволоки и других чувствительных частей должно быть достаточно, чтобы ваш аппарат для ручной сварки работал бесперебойно.
Скрытые расходы
Сварка электродом имеет недостатки. Это очень медленный процесс наплавки металла, медленнее, чем три других типа сварки. Это также дороже в расчете на фунт наплавленного металла из-за низких рабочих циклов.