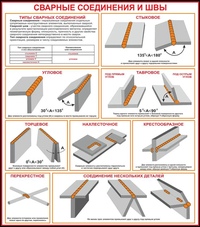
Типы сварных соединений | Сварочные работы
Сварные соединения по своей конструкции делятся на стыковке, угловые, тавровые и нахлесточные.
Наиболее целесообразная форма сварного соединения с точки зрения технологичности и прочности — стыковое соединение. При всех видах нагрузок это соединение обладает наибольшей работоспособностью.
Широко распространены при изготовлении строительных конструкций угловые и тавровые соединения.
Нахлесточные соединения в строительных конструкциях применяют крайне редко — для второстепенных сопряжений или для выполнения некоторых монтажных соединений.
Двусторонние соединения прочнее односторонних и обычно имеют меньшие остаточные сварочные напряжения и деформации.
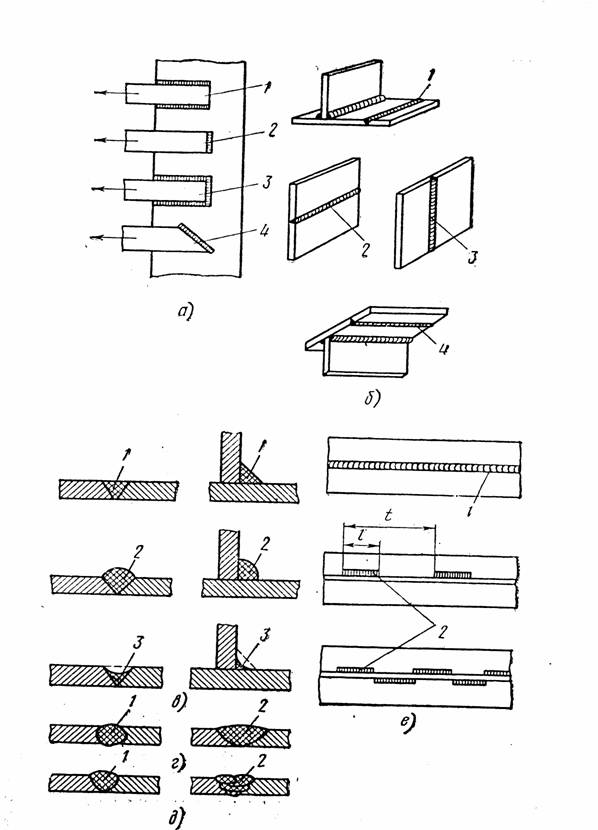
Основные типы сварных соединений, применяемые при изготовлении сварных строительных конструкций, приведены на рис. 9.
Рис. 9. Типы сварных соединений, свариваемых в среде защитных газов при изготовлении строительных конструкций: а — стыковые; б — нахлесточные; в — угловые; е — тавровые
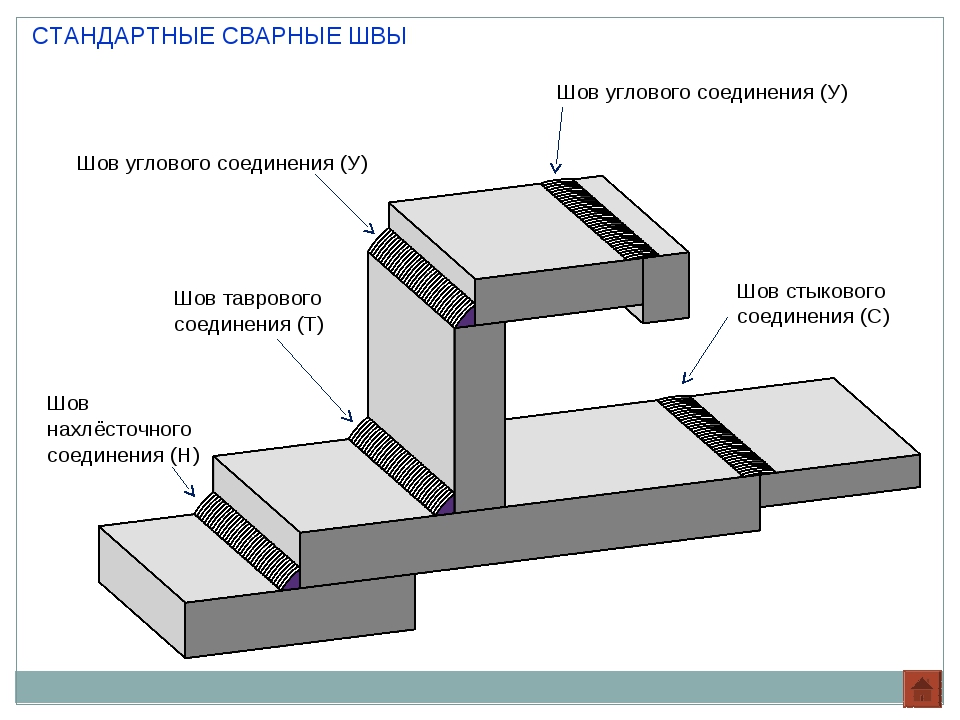
Вид сварки обозначается буквами: С — швы стыковых соединений; У — швы угловых соединений; Т — швы тавровых соединений; Н — швы нахлесточных соединений.
Тип шва сварного соединения обозначается цифрами.
Метод сварки обозначается буквами: Э — электрическая дуговая; Ф — электродуговая под флюсом; 3 — электродуговая в защитных газах; Г — газовая; Кт — контактная и т. д.
Кроме этого, на чертежах ставится условный графический знак соединения, размеры сечения и длины сварного шва, вспомогательные знаки (табл. 2).
Независимо от способа сварки видимый шов на чертеже изображается сплошной линией, а невидимый — штриховой.
От изображения шва проводят линию-выноску с односторонней стрелкой, указывающей место расположения шва.
Условное обозначение шва сварного соединения проставляется под полкой (для видимого шва) или под полкой (для невидимого) выноски. Полка должна располагаться параллельно основной надписи чертежа.
При выполнении швов электродуговой сваркой буквенное обозначение вида сварки можно не ставить.
В некоторых случаях на выноске перед буквенным обозначением вида сварки проставляются буквенные обозначения способа сварки: Р — ручная; П — полуавтоматическая; А — автоматическая.
Основные типы и конструктивные элементы швов сварных соединений, выполненных сваркой под флюсом, регламентируются ГОСТ 8713—79.
Швы сварных соединений, выполненных сваркой в защитных газах, регламентируются ГОСТ 14771—76, а швов, выполненных ручной дуговой сваркой,— ГОСТ 5264—80 и ГОСТ 11534—75.
Виды сварных соединений и сварных швов
Сварное соединение — это соединение частей изделия с помощью сварного шва. Сварной шов — это часть сварного соединения, образовавшаяся в процессе сварки. Отдельные детали сварных конструкций можно соединить различным образом. В зависимости от конструкции и расположения свариваемых деталей различают следующие основные типы соединений: встык, впритык, угловые, внахлестку и с накладками (рис. 5.1). Из этих соединений наиболее распространены в судовых корпусных конструкциях стыковые, впритык, угловые.
5.1). Из этих соединений наиболее распространены в судовых корпусных конструкциях стыковые, впритык, угловые.
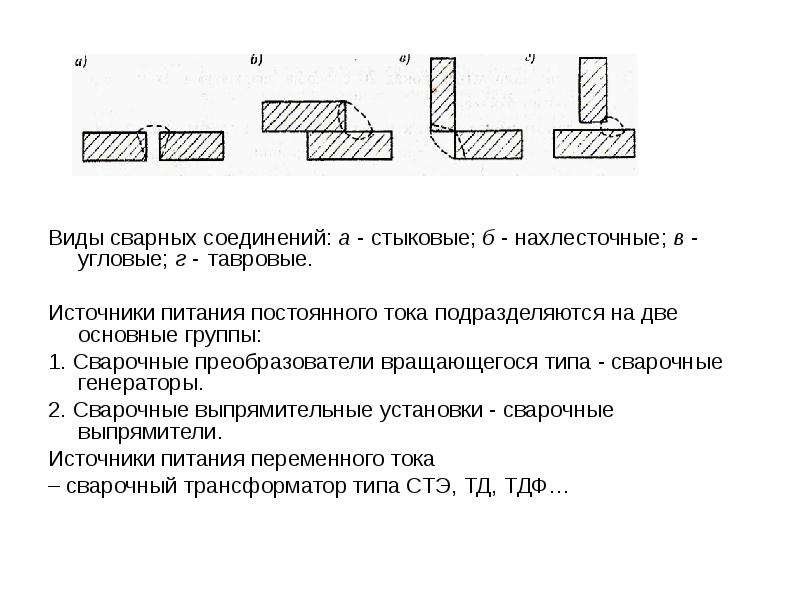
Рис. 5.1. Типы сварных соединений: а — встык; б — впритык; в — угловое; г — внахлестку; д — с накладкой.
Рис. 5.2. Параметры, характеризующие разделку кромок деталей под сварку.
Форма разделки кромок под сварку регламентируется государственными стандартами. В общем случае при ручной сварке угол разделки равен 60°, притупление 1,5—2,0 мм, зазор 1—3 мм. Уменьшение угла разделки и зазора или увеличение притупления приведет к непровару вершины шва. Увеличение угла разделки вызывает излишний расход электродного металла. Уменьшение притупления приводит к преждевременному расплавлению кромок детали, что нарушает зазор и устойчивость процесса сварки. Увеличение зазора затрудняет процесс сварки из-за возможного протекания расплавленного металла.
Уменьшение угла разделки и зазора или увеличение притупления приведет к непровару вершины шва. Увеличение угла разделки вызывает излишний расход электродного металла. Уменьшение притупления приводит к преждевременному расплавлению кромок детали, что нарушает зазор и устойчивость процесса сварки. Увеличение зазора затрудняет процесс сварки из-за возможного протекания расплавленного металла.
Сварные швы судовых корпусных конструкций по ряду признаков разделяются на несколько основных групп.
По положению в пространстве все швы делят на нижние, потолочные, горизонтальные и вертикальные.
По протяженности сварные швы делят на непрерывные и прерывистые. Непрерывными называются сварные швы, идущие без перерыва по всей длине сварного соединения. К прерывистым относятся швы, имеющие перерывы по своей длине. Последние делятся на шахматные и цепные. По числу слоев металла, образующих сварной шов, различают однослойные швы, выполняемые за один проход электрода, и многослойные, выполняемые за несколько проходов.
Виды сварных соединений и швов
Темы: Сварные соединения, Сварные швы.
Конспект. Ручная электро-дуговая сварка … … …
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения:
- Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д.
- Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм. Обозначаются Н1, Н2.
- Тавровые сварные соединения(Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое).

- Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.

Рисунок 1. Типы сварных соединений.
а) стыковое; б) нахлесточное; в) тавровое; г) угловое.
Обозначаются согласнo ГОСТ 5264-80 У1, У2, У3 и т.д.
Классификация сварных швов По виду сварного соединения – стыковые и угловые.По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные.
По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные.
По протяженности сварного соединения – сплошные и прерывистые.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.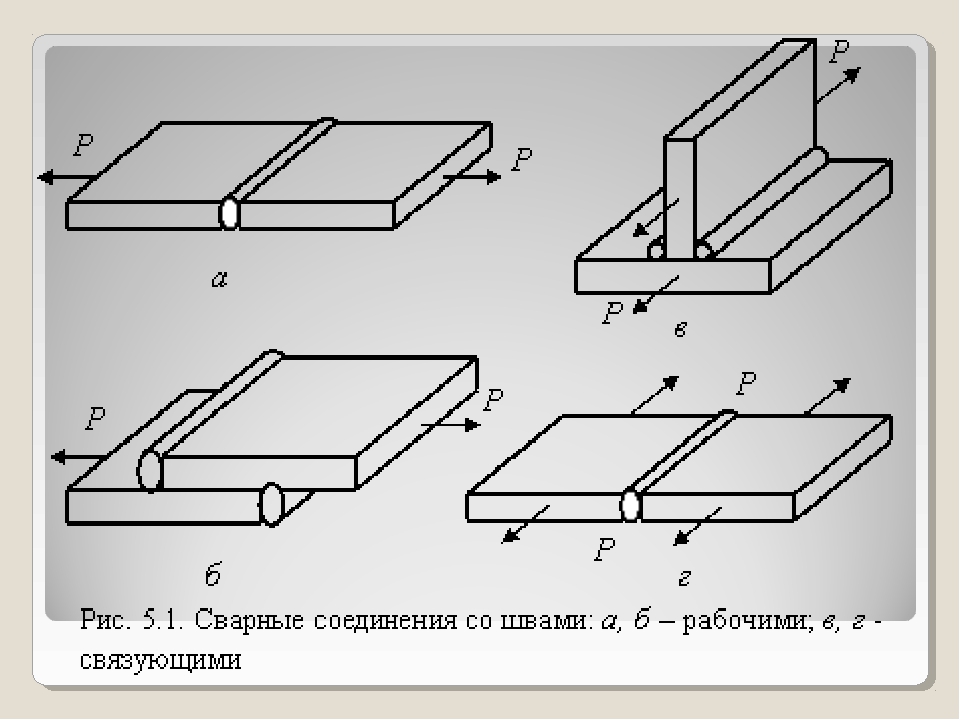
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках.
По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.
По объему наплавленного металла нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции на изделии продольные и поперечные.
- < Характеристики основных видов сварки. Конспект
- Оборудование для ручной дуговой сварки. Конспект.Ручная дуговая сварка >
 Конспект.Ручная дуговая сварка >
Конспект.Ручная дуговая сварка >Обзор типов сварных соединений и швов
Выполняемые ручной дуговой сваркой, различные типы сварных соединений из сталей и сплавов требуют предварительной подготовки сопрягаемых кромок путем придания им определенной формы и тщательной зачистки свариваемых поверхностей.
Различают такие типы сварных соединений: стыковое, угловое, тавровое и нахлесточное. Каждое из изделий, подвергаемых сварке, должно иметь определенную форму поперечного сечения подготовленных кромок, выполненных с отбортовкой или без нее, со скосом или без скоса. Кроме того, каждому из них соответствует определенный характер сварного шва. Сварные швы делят на односторонние и двухсторонние. Каждому типу сварных соединений соответствует его условное обозначение, состоящее из первой заглавной буквы названия соединения и определенного числа, например: С1, У2 и т. д.
Стыковое сварное соединение состоит из расположенных в одной плоскости двух, сваренных кромками, элементов конструкции. Сварку, как правило, выполняют непрерывными односторонними или двухсторонними сварными швами. Основные типы стыковых швов включают такие виды: с отбортовкой и без отбортовки кромок; без скоса и с одним или двумя симметричными скосами; с V-образным, Х-образным и криволинейным скосом.
Сварку, как правило, выполняют непрерывными односторонними или двухсторонними сварными швами. Основные типы стыковых швов включают такие виды: с отбортовкой и без отбортовки кромок; без скоса и с одним или двумя симметричными скосами; с V-образным, Х-образным и криволинейным скосом.
Угловое сварное соединение представляет собой конструкцию, в которой выполнена сварка кромок деталей, расположенных под определенным углом друг к другу. Подлежащие сварке кромки в них могут быть выполнены: без скоса; со скосом; со скосом одной кромки и с двумя симметричными скосами одной кромки. Условное обозначение углового соединения записывают в таком виде: У1, У2,…, У10.
Тавровое сварное соединение – вид соединения, в котором элементы сварной конструкции находятся под определенным углом друг к другу таким образом, чтобы кромка одного из них примыкала к боковой поверхности другого.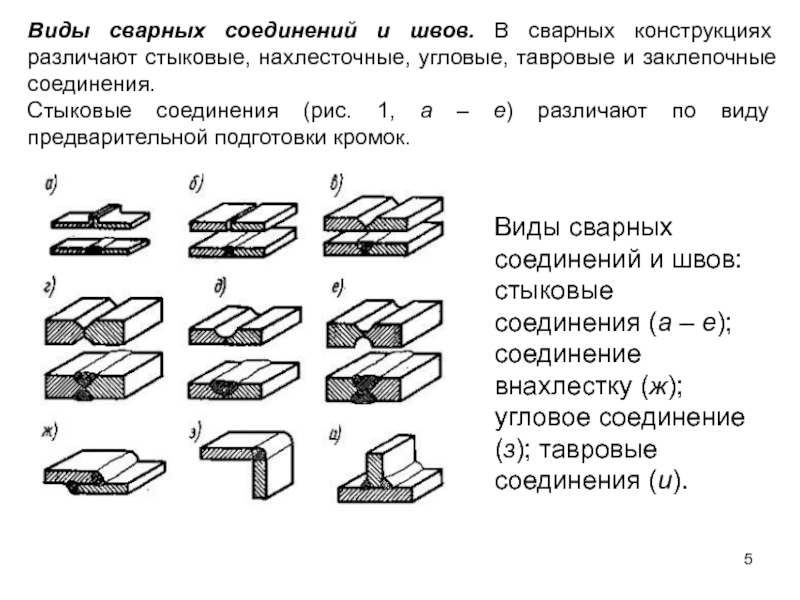 Односторонние и двухсторонние швы при сварочных работах выполняют у изделий: с кромками, выполненными без скоса; с прямолинейным или криволинейным скосом одной кромки; с двумя симметричными и с двумя симметричными криволинейными скосами одной кромки. Условное обозначение таврового соединения имеет вид: Т1, Т2,…, Т9.
Односторонние и двухсторонние швы при сварочных работах выполняют у изделий: с кромками, выполненными без скоса; с прямолинейным или криволинейным скосом одной кромки; с двумя симметричными и с двумя симметричными криволинейными скосами одной кромки. Условное обозначение таврового соединения имеет вид: Т1, Т2,…, Т9.
Нахлесточное сварное соединение – соединение, в котором оба элемента конструкции частично перекрывают друг друга. Торцы каждого из элементов приварены к боковой поверхности примыкающего элемента. Сварку производят односторонними или двухсторонними швами без скоса кромок. Условное обозначение нахлесточного соединения: Н1, Н2.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
Основные типы швов и сварных соединений конструктивные
Область применения государственных стандартов на основные типы швов и сварных соединений, конструктивные элементы [c. 14]
14]Конструктивные элементы подготовки кромок свариваемых деталей основных типов швов сварных соединений и допуски на их размеры в случае сварки встык металла равных толшин, когда S = S , должны соответствовать данным, приведенным в табл. 30. [c.303]
Конструктивные элементы основных типов швов сварных соединений из углеродистых или низколегированных сталей, свариваемых автоматической или полуавтоматической сваркой под слоем флюса, приведены в табл. 284. Указанные в ней размеры на ширину швов являются рекомендуемыми. Величина катета к углового шва и диаметр точки точечного шва выбираются по наименьшей толщине свариваемых деталей. Швы тавровых и угловых соединений без скоса кромок можно выполнить как в положении в лодочку , так и в положении, указанном для ш в А-Т1, П-Т1, А-Т4, П-Т4, Ар-Т1, Пр-Т1, П-Т2, П-ТЗ, П-Т5, П-Т6 и П-Т7. Данные для швов Ар-Т8, Пр-Т8, А-Т10, П-ТЮ, Ар-ТИ и Пр-ТП относятся к случаю выполнения швов тавровых соединений со скосом кромок в лодочку .
 [c.511]
[c.511]Конструктивные элементы основных типов швов сварных соединений из углеродистых или низколегированных сталей, выполняемых автоматической или полуавтоматической сваркой под слоем флюса, регламентированы ГОСТом 8713-58 Швы сварных соединений. Автоматическая п полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы . В табл. 16 и 17 приведены примеры конструктивных элементов швов сварных соединений и их размеры по ГОСТу 8713-58. [c.207]
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктив>1ые элементы. Стандарт распространяется на сварные швы, выполняемые автоматической и полуавтоматической сваркой под слоем флюса па конструкциях из углеродистых и низколегированных сталей. Стандартом устанавливаются условные обозначения способов сварки, основные типы швов в стыковых, тавровых, угловых соединениях и в соединениях внахлестку в зависимости от формы подготовки кромок и характера выполнения шва.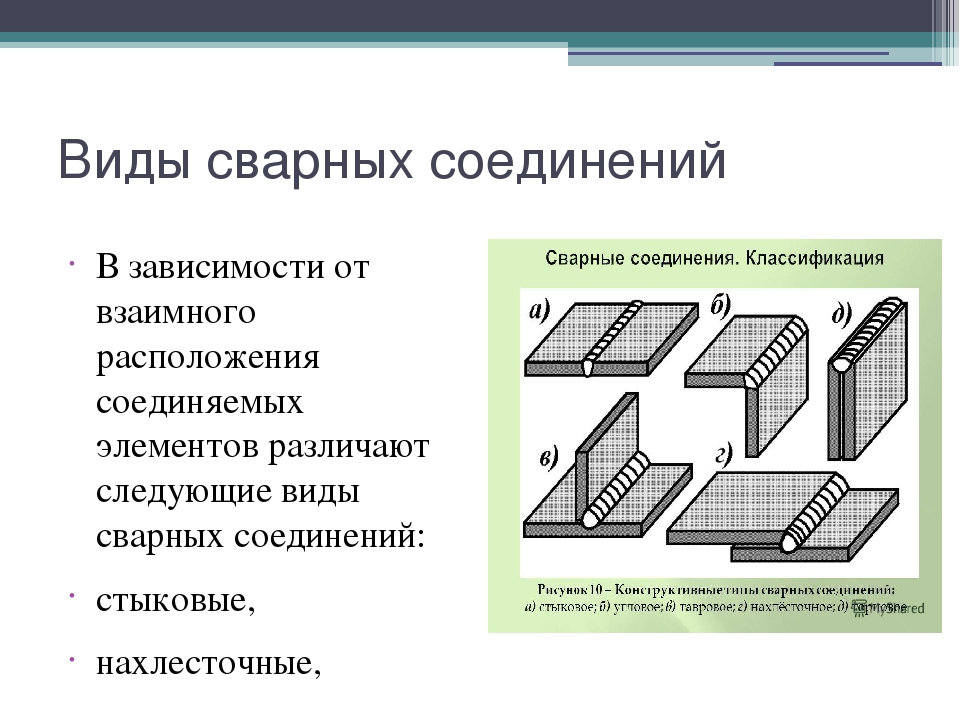 Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах.
[c.484]
Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах.
[c.484]
Рассмотрим конструктивные элементы подготовки кромок, свариваемых деталей, основных типов швов сварных соединений и допусков на их размеры, которые должны соответствовать табл. 108, 109, 110 и 111, взятым из ГОСТ 5264-58 [c.266]
Конструктивные элементы основных типов швов сварных соединений из углеродистых или низколегированных сталей, свариваемых автоматической и полуавтоматической сваркой под флюсом, установлены ГОСТ 8713—79. В зависимости от толщины свариваемого металла и способа сварки ГОСТ устанавливает формы разделки кромок для каждого вида соединения. Требования к подготовке кромок и сборке изделия под сварку более высокие, чем при ручной сварке.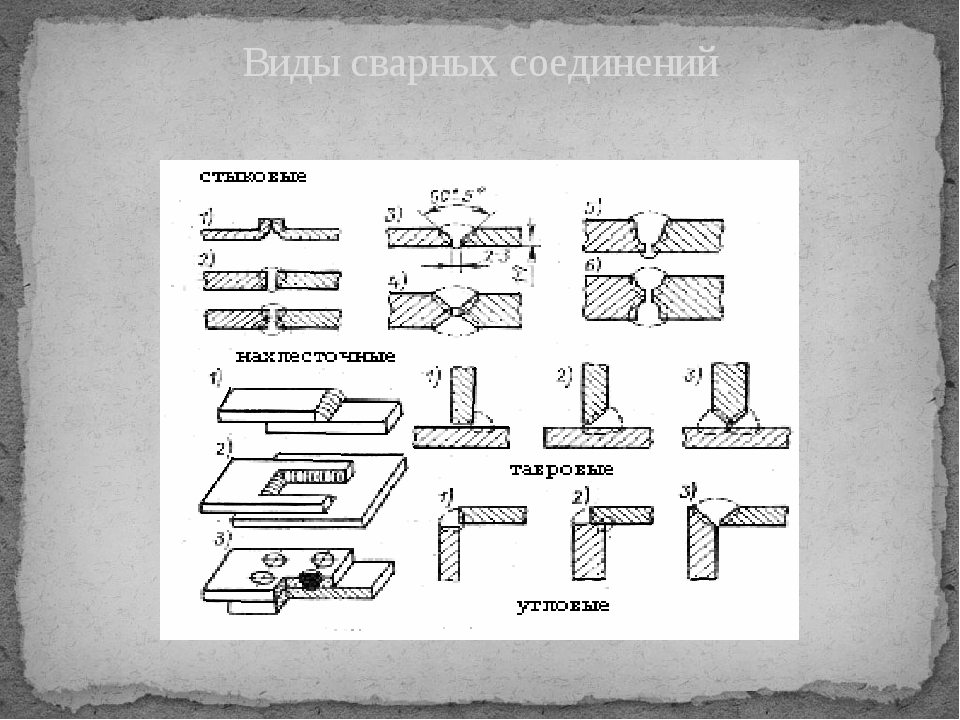 Эти требования вытекают из условий автоматической сварки. Настроенный под определенный режим автомат точно выполняет установленный процесс сварки и не может учесть и выправить отклонения в разделке кромок и сборке изделия. Разделку кромок производят машинной кислородной или плазменно-дуговой резкой, а также на металлорежущих станках.
[c.73]
Эти требования вытекают из условий автоматической сварки. Настроенный под определенный режим автомат точно выполняет установленный процесс сварки и не может учесть и выправить отклонения в разделке кромок и сборке изделия. Разделку кромок производят машинной кислородной или плазменно-дуговой резкой, а также на металлорежущих станках.
[c.73]
Наиболее распространенные способы сварки, а также основные типы и конструктивные элементы швов сварных соединений определены стандартами, которые указаны в табл. 9. [c.195]
Другой особенностью сварного соединения является большая, чем в основном металле, вероятность появления различных конструктивных и технологических концентраторов напряжений. Расположение сварных швов вблизи участков изменения сечения или направления силового потока, резкие переходы в корне шва у подкладного кольца, а также на наружной поверхности создают условия для концентрации напряжений в районе сварного соединения и тем самым обусловливают большую вероятность хрупкого разрушения. Существенно снижают надежность сварной конструкции и различного рода технологические, концентраторы типа шлаковых включений, непроваров и особенно трещин.
[c.70]
Существенно снижают надежность сварной конструкции и различного рода технологические, концентраторы типа шлаковых включений, непроваров и особенно трещин.
[c.70]
Основные типы и конструктивные элементы швов сварных соединений, выполненные ручной электродуговой сваркой, приведены в ГОСТе 5264—58. Этот стандарт распространяется на швы сварных соединений конструкций из углеродистых и низколегированных сталей, свариваемых металлическим электродом, при толщине свариваемого металла до 60 мм. [c.295]
Основные типы и конструктивные элементы швов сварных соединений, выполненных автоматической и полуавтоматической сваркой под флюсом, установлены ГОСТом 8713—58 (в книге не приводится). [c.295]
Дефекты в сварных соединениях возникают прежде всего из-за нарушения режима сварки [18, 120]. Сварочные дефекты наряду с конструктивными концентраторами образуют один из видов присущей сварным соединениям неоднородности — геометрическую неоднородность. Неоднородность в целом зависит от теплофизического и химико-металлургического воздействия сварки. Одним из наиболее распространенных типов дефектов сварного соединения является непровар (местное отсутствие сплавления между свариваемыми элементами, металлом шва и основным металлом, а также между отдельными слоями шва), который возникает вследствие снижения тока, увеличения напряжения и скорости сварки, чрезмерного увеличения угла наклона электрода «вперед». Подрез (углубление на основном металле вдоль линии сплавления шва с основным металлом) является следствием повышенной скорости сварки, низкого напряжения дуги и неточного направления электрода по оси стыка. При заполнении сварочным шлаком непроваров и подрезов образуются шлаковые включения. Также включения могут образовываться при сварке многослойных швов на участках, где очистка поверхности предыдущего слоя шва была выполнена недостаточно тщательно или при попадании в сварочную ванну посторонних частиц.
[c.25]
Неоднородность в целом зависит от теплофизического и химико-металлургического воздействия сварки. Одним из наиболее распространенных типов дефектов сварного соединения является непровар (местное отсутствие сплавления между свариваемыми элементами, металлом шва и основным металлом, а также между отдельными слоями шва), который возникает вследствие снижения тока, увеличения напряжения и скорости сварки, чрезмерного увеличения угла наклона электрода «вперед». Подрез (углубление на основном металле вдоль линии сплавления шва с основным металлом) является следствием повышенной скорости сварки, низкого напряжения дуги и неточного направления электрода по оси стыка. При заполнении сварочным шлаком непроваров и подрезов образуются шлаковые включения. Также включения могут образовываться при сварке многослойных швов на участках, где очистка поверхности предыдущего слоя шва была выполнена недостаточно тщательно или при попадании в сварочную ванну посторонних частиц.
[c.25]
Основные типы и конструктивные элементы швов сварных соединений деталей и конструкций
[c. 60]
60]
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу и наложение стыковых швов без усиления осуществляют подбором режимов сварки, соответствующим пространственным расположениям свариваемых элементов конструкции или механизированной зачисткой абразивным инструментом. При сварке швов стыковых соединений элементов, различающихся между собой толщиной свариваемых кромок, тип сварного соединения и конструктивные размеры разделки и шва выбирают по элементу большей толщины. [c.147]
Стандарт устанавливает основные типы сварных швов в зависимости от вида соединения, в котором эти швы применены, размеры и форму полученного шва, а также конструктивные элементы подготовки кромок свариваемых деталей [c.538]
Основные типы соединений пленочных фторопластов могут быть выполнены в соответствии с ОСТ 1.41117-87, регламентирующим типы сварных соединений для полиэтиленовых пленок толщиной 30-500 мкм. Условные изображения и обозначения различных типов сварных соединений фторопластов, конструктивные элементы и размеры подготовленных кромок свариваемых деталей и выполненных швов приведены в табл. 3.1.
[c.31]
3.1.
[c.31]
Швы сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемые ручной, автоматической и полуавтоматической сваркой под флюсом, а также их условные обозначения йа чертежах стандартизованы (табл. 1). Стандарты устанавливают основные типы сварных швов в зависимости от вида соединения, размеры и форму шва, а также конструктивные элементы подготовки кромок свариваемых деталей и их допуски. В табл. 2—4 приводятся данные по некоторым основным типам и конструктивным элементам сварных соединений и швов ручной сварки, а в табл. 5—8 — автоматической и полуавтоматической сварки под флюсом. [c.31]
Обработка кромок конструкций, подлежащих сварке, производится в соответствии с чертежами конструкций и согласно требованиям ГОСТ 5264—80 и других ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем кислородной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ.
[c.162]
Размеры элементов кромок должны соответствовать требованиям ГОСТ.
[c.162]
Типы и конструктивные элементы сварных соединений и швов. В табл ХП.1 приведены основные типы сварных соединений, выполняемые ЭШС (ГОСТ 15164—69), типы и виды швов, конструктивные элементы кромок на заготовках, нх размеры. [c.320]
Основные типы и конструктивные элементы швов сварных соединений автоматической и полуавтоматической сварки под флюсом (по ГОСТ 8713—58 ) [c.511]
Основные типы сварных соединений, выполняемые ЭШС, типы и виды швов, конструктивные элементы кромок на заготовках, подготовленных под ЭШС, их размеры, размеры выполненных швов свар- [c.185]
Огромное разнообразие типов сварных конструкций, выпускаемых промышленными предприятиями страны, вызвало необходимость разработать Технологическую классификацию сварных конструкций в машиностроении . Этот документ позволил типизировать технологические процессы изготовления, приемки, испытаний и монтаж, подразделить по технологическим и другим возможностям сварочное оборудование, установки, оснастку, что позволяет разрабатывать типовые проекты сборочно-сварочных цехов и участков с типовыми технологическими процессами. Основными параметрами, которые объединяют группы сварных конструкций, являются конструктивная форма изделия, тип заготовок, толщина, масса и марки металлов, характер сопряжения свариваемых элементов, классификация швов, тип сварного соединения, габариты изделия. В зависимости от количества общих параметров все машиностроительные конструкции подразделяются на виды, типы, классы, подклассы, группы и подгруппы. В подгруппе сварные конструкции имеют максимальное количество общих параметров.
[c.362]
Основными параметрами, которые объединяют группы сварных конструкций, являются конструктивная форма изделия, тип заготовок, толщина, масса и марки металлов, характер сопряжения свариваемых элементов, классификация швов, тип сварного соединения, габариты изделия. В зависимости от количества общих параметров все машиностроительные конструкции подразделяются на виды, типы, классы, подклассы, группы и подгруппы. В подгруппе сварные конструкции имеют максимальное количество общих параметров.
[c.362]
Основные типы и конструктивные элементы швов сварных соединений, выполняемых ручной дуговой сваркой, регламентированы ГОСТ 5264—58, а автоматической и полуавтоматической сваркой под флюсом — ГОСТ 8713—58. [c.52]
По этому стандарту основные виды сварных соединений аналогичны приведенным выше для РДС и автоматической сварки под флюсом, поэтому графическое представление различных типов сварных соединений для данного способа сварки нами не рассматривается. Здесь используются 28 типов стыковых соединений, 9 угловых, 6 тавровых и 2 нахлесточных. В ГОСТ 14771-76 указаны основные конструктивные размеры и предельные отклонения всех типов сварных соединений. В приложениях к нему даны рекомендуемые значения катетов угловых швов в зависимости от толщины более толстого из свариваемых элементов и предела текучести свариваемой стали.
[c.86]
Здесь используются 28 типов стыковых соединений, 9 угловых, 6 тавровых и 2 нахлесточных. В ГОСТ 14771-76 указаны основные конструктивные размеры и предельные отклонения всех типов сварных соединений. В приложениях к нему даны рекомендуемые значения катетов угловых швов в зависимости от толщины более толстого из свариваемых элементов и предела текучести свариваемой стали.
[c.86]
Основные типы и конструктивные элементы швов сварных соединений из винипласта и полиэтилена установлены ГОСТ 16310-70. Сварные соединения могут быть стыковые, угловые, тавровые и внахлестку. [c.594]
Сварное соединение является элементом сварной конструкции. К сварному соединению относят участки деталей или отдельные детали, соединенные сварным швом. Под сварным швом понимают затвердевший после расплавления металл, соединяющий кромки деталей. При выполнении сварного соединения эти кромки подвергаются определенной подготовке. Взаимное расположение свариваемых частей, форма и размеры кромок после подготовки определяют вид сварного соединения и тип шва. Основные типы сварных швов в зависимости от вида соединений, в которых эти швы применены, размеры и форма швов, а также конструктивные элементы подготовки кромок деталей под сварку регламентируются ГОСТ 5264—58 Швы сварных соединений. Ручная дуговая сварка. Основные типы и конструктивные элементы . ГОСТ устанавливает также условные знаки различных швов при их графическом или буквенно-цифровом обозначении (табл. 39).
[c.97]
Основные типы сварных швов в зависимости от вида соединений, в которых эти швы применены, размеры и форма швов, а также конструктивные элементы подготовки кромок деталей под сварку регламентируются ГОСТ 5264—58 Швы сварных соединений. Ручная дуговая сварка. Основные типы и конструктивные элементы . ГОСТ устанавливает также условные знаки различных швов при их графическом или буквенно-цифровом обозначении (табл. 39).
[c.97]
Обязателен для всех мини-стерс .в и ведомств. Регламентирует основные типы швов сварных соединений всех видов трубогфоводов. Приводятся все типы конструктивных элементов, встреча Ю1ди>хя на трубопроводах, виды и способы сварки в зависимости от диаметра, толщины стенки труб и подготовки кромок. Даются типы и размеры подготовки кромок под сварку, допуски на обработку, а также размеры выполненных швов и предельные отклонения по ним [c.505]
Швы сварных соединений. Ручная элект[)0дуг0вая сварка. Основные типы и конструктивные элементы. Стандарт распространяется на сварные швы, выполняемые ручной дуговой электросваркой металлическими электродами на конструкциях из углеродистых и низколегированных сталей П()и толгцине свариваемого металла до 60 мм. Стандарт не распространяется на сварные соединения, выполненные специальньши методами сварки. В стандарте указываются принятые определения, типы швов по виду соединения, по форме подготовленных кромок и характеру выполненных швов, изображения поперечного сечения кромок свариваемых деталей и сварных швов для разных толщин, условные знаки швов в графическом и буквенно-цифровом обозначении. Приведены размеры конструктивных швов с допускаемыми отклонениями от них.
[c.484]
Стандарт распространяется на сварные швы, выполняемые ручной дуговой электросваркой металлическими электродами на конструкциях из углеродистых и низколегированных сталей П()и толгцине свариваемого металла до 60 мм. Стандарт не распространяется на сварные соединения, выполненные специальньши методами сварки. В стандарте указываются принятые определения, типы швов по виду соединения, по форме подготовленных кромок и характеру выполненных швов, изображения поперечного сечения кромок свариваемых деталей и сварных швов для разных толщин, условные знаки швов в графическом и буквенно-цифровом обозначении. Приведены размеры конструктивных швов с допускаемыми отклонениями от них.
[c.484]
Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы (под острым и тупым углами). Стандарт распространяется на швы сварных соединений конструкций из углеродистых и низколегированных сталей, свариваемые ручной электродуговой сваркой металлическим электродом при толщине свариваемого метал. та до 60 Л1Л1 включительно, с расположением свариваемых деталей под углами, большими или меньшими чем 90°, и применяемые на предприятиях судостроительной и судоремонтной промышленности. Приводятся общие полон(ения, основные типы швов сварных соединений с изображением поперечного сечепия, графического и буквенно-цифрового обозначения швов угловых и тавровых соединений.
[c.484]
та до 60 Л1Л1 включительно, с расположением свариваемых деталей под углами, большими или меньшими чем 90°, и применяемые на предприятиях судостроительной и судоремонтной промышленности. Приводятся общие полон(ения, основные типы швов сварных соединений с изображением поперечного сечепия, графического и буквенно-цифрового обозначения швов угловых и тавровых соединений.
[c.484]
Государственные стандарты регламентируют основные типы и конструктивные элементы швов сварных соединений ГОСТ 5264— 69 — для ручной дуговой сварки ГОСТ 8713—70 -— для автоматической и полуавтоматической сварки под флюсом ГОСТ 14771—76 — для дуговой сварки в защитных газах ГОСТ 15164—78 —для элект-рошлаковой сварки ГОСТ 15878—70 — для контактной сварки и др. [c.8]
Основные типы и конструктивные элементы швов сварных соединений, выполняемых ручной электродуговой сваркой, устанавливаются по ГОСТ 5264—69, выполняемых полуавтоматической или автоматической сваркой под флюсом — по ГОСТ 8713—70. Швы сварных соединений под острым и тупым углом при ручной дуговой сварке устанавливают по ГОСТ 115Й— 75, при автоматической и полуавтоматической — по ГОСТ 11533—75 и ГОСТ 11533—65. Основные типы и конструктивные элементы соединений, выполняемых контактной электросваркой, определяются ГОСТ 15878—70.
[c.328]
Швы сварных соединений под острым и тупым углом при ручной дуговой сварке устанавливают по ГОСТ 115Й— 75, при автоматической и полуавтоматической — по ГОСТ 11533—75 и ГОСТ 11533—65. Основные типы и конструктивные элементы соединений, выполняемых контактной электросваркой, определяются ГОСТ 15878—70.
[c.328]
Техника и технология механизированной сварки плавящимся электродом имеет много общего при использовании обычной стальной, имеющей сплошное сечение, порошковой газозащитной и порошковой са-мозащитной электродной проволоки. Различия в основном касаются значений параметров режима, рекомендуемых для сварки различных классов сталей той или иной толщины, величины вылета электродной проволоки, длины дугового промежутка. Основные типы и конструктивные элементы выполняемых дуговой сваркой в защитном газе швов сварных соединений регламентированы ГОСТ 14771-76, которым предусмотрены четыре типа соединений стыковые, угловые, тавровые и нахлесточные. [c.169]
Электрошлаковая сварка. Применение электрошлаковой сварки среднелегированных глубокопрокаливающихся сталей наиболее рационально для соединения толстолистовых конструкций. Основные типы и конструктивные элементы сварных соединений и швов, выполняемых электрошлаковой сваркой, должны соответствовать требованиям ГОСТ 15164-78 (в ред. 1989 г.), который регламентирует основные типы соединений, выполняемых при всех разновидностях электрошлаковой сварки.
[c.317]
Применение электрошлаковой сварки среднелегированных глубокопрокаливающихся сталей наиболее рационально для соединения толстолистовых конструкций. Основные типы и конструктивные элементы сварных соединений и швов, выполняемых электрошлаковой сваркой, должны соответствовать требованиям ГОСТ 15164-78 (в ред. 1989 г.), который регламентирует основные типы соединений, выполняемых при всех разновидностях электрошлаковой сварки.
[c.317]
Широкое внедрение ультразвуковых методов контроля в монтажных организациях в определенной степени сдерживается отсутствием дефектограмм — документов, дающих возможность подтвердить действительное качество проконтролированной продукции и проверить работу операторов. Возможность рещения этой проблемы связана с необходимостью иметь жесткие механизмы, позволяющие осуществлять перемещение искателя (сканирование) по определенной программе с привязкой к щву. Наиболее перспективны в этом отнощении проводимые в настоящее время разработки по контролю ультразвуковым методом сварных швов рулонных конструкций и стыков трубопроводов. Дефектоскопы, предназначенные для контроля сварных соединений, комплектуют наборами искателей основных типов (рис. 46). Конструктивно искатели состоят из корпуса пьезоэлемента (или двух пьезоэлементов в РС-искателях), электродов, демпфера и разъема, позволяющего соединять искатель с дефектоскопом. Кроме этого, они могут быть дополнительно снабжены устройствами для изменения
[c.78]
Дефектоскопы, предназначенные для контроля сварных соединений, комплектуют наборами искателей основных типов (рис. 46). Конструктивно искатели состоят из корпуса пьезоэлемента (или двух пьезоэлементов в РС-искателях), электродов, демпфера и разъема, позволяющего соединять искатель с дефектоскопом. Кроме этого, они могут быть дополнительно снабжены устройствами для изменения
[c.78]
Швы паяных соедине1шй — Конструктивные элементы 88, 89 — Основные параметры 89, 90 Швы сварных соединений — Допускаемые напряжения 81, 82 — Условное изображение 73 — Условные обозначения 74 — 77 6—из алюминия и алюминиевых сплавов — Конструктивные элементы подготовленных кромок деталей и швов 38 — 49 — Технические требования 49, 50 —из винипласта и полиэтилена — Основные типы и конструктивные элементы подготовленных кромок деталей и швов 60 — 67 — Технические требования 67, 68 е—— стальных — Конструктивные элементы подготовленных кромок деталей и швов 28 — 36 — Технические требования 36, 37
[c. 557]
557]
Требования к сборке деталей под электродуговую сварку регламентируются следующими стандартами на основные типы и конструктивные элементы швов сварных соединений ГОСТ 5264—69 — ручная электродуговая сварка ГОСТ 11534—65 — ручная электродуговая сварка (под острым и тупым углом) ГОСТ 8713—70 — автоматическая и полуавтоматическая сварка под флюсом ГОСТ 11533—65 автоматическая и полуавтоматическая сварка под флюсом (под острым и тупым углом) ГОСТ 14771—69 — электродуговая сварка в защитных газах ГОСТ 15164—69 — электрошлаковая сварка ГОСТ 14776—69 — швы сварных соединений электрозаклепоч-ные ГОСТ 16037—70 — швы сварных соединений стальных трубопроводов ГОСТ 14806—69 — дуговая сварка алюминия и алюминиевых сплавов ГОСТ 16098—70 соединения из двухслойной коррозионной стали. [c.123]
Эти трещины образуются при температурах 350…400° С, развитие их носит обычно замедленный характер. Основными условиями для возникновения ламелярных трещин являются недостаточная пластичность листового проката в направлении его толщины и действие в этом же направлении значительных сварочных напряжений, вызываемых усадкой металла шва и жесткостью закрепления соединяемых деталей. Наибольшую склонность к ламелярным трещинам проявляют следующие типы сварных соединений, изготовляемых из листового проката врезные патрубки и сопла в сосудах и котлах стенки цилиндрических изделий при применении конструктивных ребер жесткости соединения с элементами жесткости в коробчатых конструкциях балок и колонн. Крестовые соединения болег опасны с точки зрения возможности образования ламелярных трещин, чем тавровые. Опасность появления ламелярных трещин возрастает при выполнении соединения с полным проваром, а также в случае применения односторонних угловых швов.
[c.15]
Наибольшую склонность к ламелярным трещинам проявляют следующие типы сварных соединений, изготовляемых из листового проката врезные патрубки и сопла в сосудах и котлах стенки цилиндрических изделий при применении конструктивных ребер жесткости соединения с элементами жесткости в коробчатых конструкциях балок и колонн. Крестовые соединения болег опасны с точки зрения возможности образования ламелярных трещин, чем тавровые. Опасность появления ламелярных трещин возрастает при выполнении соединения с полным проваром, а также в случае применения односторонних угловых швов.
[c.15]
Швы сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемые сваркой плавлением (газовой, дуговой электросваркой, т. е. ручной, автоматической и полуавтоматической сваркой под флюсом и т. д.), а также их условные обозначения на чертежах гтяндартизованы. Стандарты устанавливают основные типы сварных швов в зависимости от вида соединения, размеры и форму шва, а также конструктивные элементы подготовки кромок свариваемых деталей и их допуски. [c.15]
[c.15]
Конструктивные элементы подготовки кромок, основные типы сварных соелипенпн, размеры выполненных швов и режимы сварки приведены в табл. 28, 29 и 30. В этих таблицах даны также сварные соединения, применяемые в промышленности, примерные режимы сварки и ч 1сло слоев при многопроходной сварке. [c.101]
При низких температурах изменяются механические свойства наплавленного металла. Однако критическая температура хрупкости сварного шва, выполненного электродами типа Э42 и, особенно, типов Э42А, Э46А или Э50А, ниже, чем у основного м еталла, что обеспечивает надежную работу сварных швов при низких температурах. Необходимо иметь в виду, что при низких температурах надежно работают только те сварные соединения, которые не имеют концентраторов напряжений. Этими концентраторами могут быть дефекты в сварном шве или конструктивные дефекты. При наличии концентраторов и понижении температуры может произойти хрупкое разрушение конструкций даже от остаточных сварочных напряжений (см. главу XII).
[c.110]
главу XII).
[c.110]
Основные виды сварных соединений и швов
Основные виды сварных соединений и швов
Сварное (сварочное) соединение – участок детали или конструкции, включающий в себя сварочный шов, часть изделия, в которой произошли структурные и иные изменения в результате термического воздействия в ходе сварочного процесса, а также примыкающей к этой части неизменившийся металл. Последний рассматривается в качестве части сварочного соединения из-за возможных различий в концентрации и распределения напряжений в этой зоне.
Сварочный шов – основная часть сварочного соединения, образовавшаяся в результате плавления присадочного материала или основного металла, в ходе сварки находившаяся в жидком состоянии. Именно он во многом определяет качество соединения, его способность выдерживать предполагаемые механические, температурные и иные нагрузки без разрушения.
В зависимости от взаимного расположения свариваемых изделий различают следующие типы сварных соединений:
- Стыковые;
- Тавровые;
- Угловые;
- Внахлест.

Стыковое соединение образуется при сваривании листов или труб, расположенных на одном уровне по отношению друг к другу, при этом сплавляются их торцы. Из-за простоты и наименьшего расхода материала данное сварочное соединение используется довольно часто.
Тавровое соединение применяется в тех случаях, когда необходимо сварить изделия таким образом, чтобы одно из них прилегало своим торцом к боковой поверхности другого, в итоге образуя букву «Т». Чаще всего это соединение выполняется двухсторонним, при необходимости используется разделка кромок.
Угловое соединение подразумевает сварку изделий под углом 90 градусов в виде буквы «Г». При этом торец одной детали может прилегать к краю боковой поверхности другой или же торцы могут соприкасаться только углами.
Соединение внахлест применяется при соединении изделий не толще 10-12 мм. В данном случае соединяемые поверхности располагаются параллельно и частично перекрывают друг друга, а шов всегда делается двухсторонним для предупреждения проникновения влаги между ними.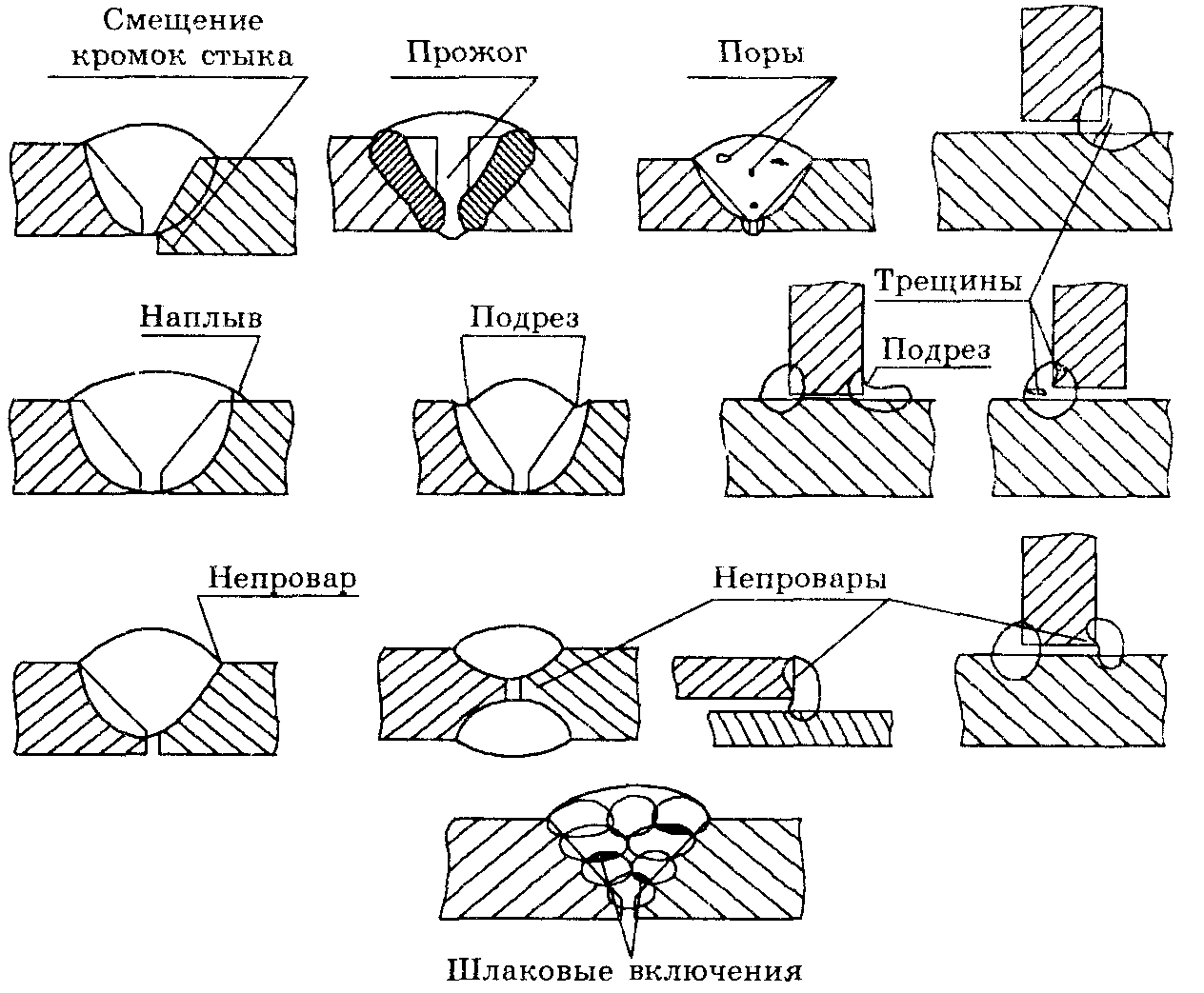
В зависимости от местоположения шва и геометрии кромок различают несколько разновидностей соединений. Если шов образуется с одной стороны, то соединение считается односторонним, если с обеих – двухсторонним. Последние применяют при сварке изделий толщиной от 6 мм или для обеспечения дополнительной прочности соединения.
Если толщина металла превышает 3-4 мм, для повышения надежности соединения обычно требуется дополнительная разделка торцевой части соединяемых изделий. Существует несколько вариантов разделки односторонняя, двухсторонняя, V, U, X-образные, выбор которых определяется в первую очередь типом и толщиной материала.
Также сварные соединения различают по их пространственному положению: нижнее, потолочное, горизонтальное и вертикальное. В данном случае тип определяется в зависимости от ориентации сварного шва.
Типы сварочных швов в зависимости от формы поперечного сечения:
- Стыковые;
- Угловые;
- Пробочные;
- Прорезные.

Стыковые швы применяются в основном для получения стыковых соединений, угловые – для угловых, тавровых и нахлесточных. Пробочные и прорезные швы используются для тавровых соединений. Пробочный шов образуется проплавлением верхнего листа металла и частично нижнего, прорезной – приваром нижнего по периметру предварительно сделанного в верхнем отверстия.
По протяженности или сплошности сварочные швы бывают непрерывными и прерывистыми (точечными). Последние применяют обычно в тех случаях, когда не предъявляется повышенных требований к прочности и герметичности соединения.
По форме сварочные швы могут быть нормальными, выпуклыми и вогнутыми. Это зависит от выбранного режима сварки, длины дуги, применяемых расходных материалов.
Типы сварных соединений
1) UTI является образовательным учреждением и не может гарантировать работу или зарплату.
2) Для получения важной информации об образовательном долге, заработках и показателях завершения студентов, которые посещали эту программу, а также для ознакомления с применимым раскрытием информации о доходах, посетите сайт www. uti.edu/disclosures.
uti.edu/disclosures.
3) Методология опроса: OnePoll опросил 2000 американцев в возрасте от 18 до 35 лет в Калифорнии, Аризоне, Техасе, Иллинойсе, Флориде, Северной Каролине, Нью-Джерси и Пенсильвании в октябре 2020 года. 2 Проводятся оплачиваемые производителем программы повышения квалификации UTI от имени производителей, определяющих критерии и условия приемки. Эти программы не являются частью аккредитации UTI. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации о долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
6) Достижения выпускников ИТИ могут различаться.Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых Вакансии, по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
21) GI Bill® является зарегистрированным товарным знаком Департамента по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, во всех университетских городках. Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые прошли факультативные занятия, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые прошли факультативные занятия, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, сервисный писатель, смог
инспектор и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные за май 2018 г. , штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
, штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сертифицированный инспектор и
контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121) составляет от 33 490 до 48 630 долларов
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сертифицированный инспектор и
контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121) составляет от 33 490 до 48 630 долларов
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик.
и инспектор. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетс, составляет от 31 360 до 34 590 долларов США.
(
Массачусетс, данные за май 2018 г.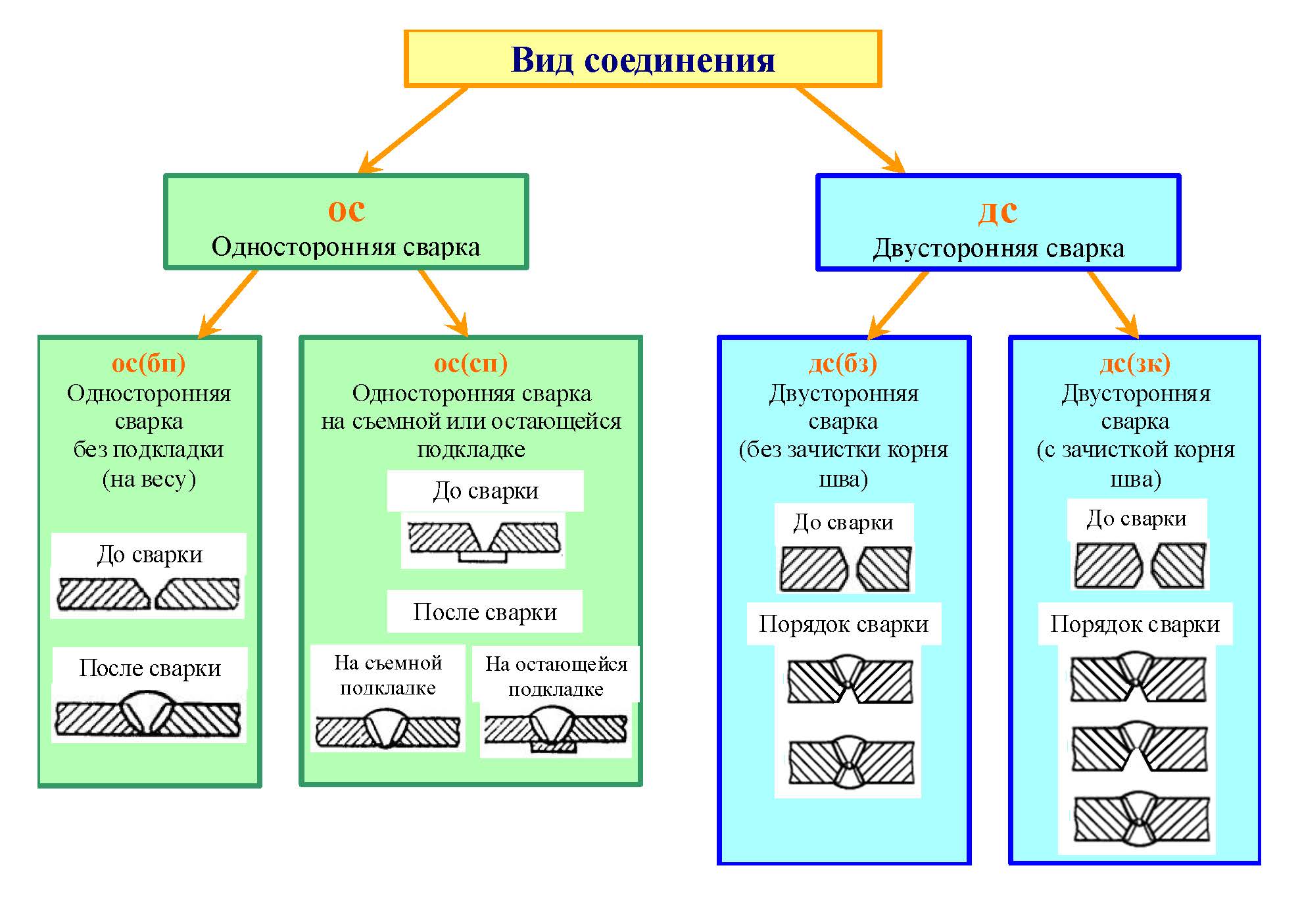 , данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
, данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г.,
просмотрено 10 сентября 2020 г.). Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно.
Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г.,
просмотрено 10 сентября 2020 г.). Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно.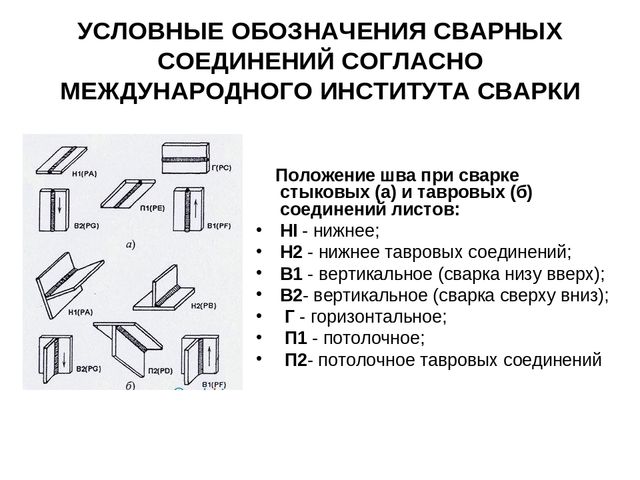 (Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
(Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
30) Расчетная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве специалистов по мотоциклам. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (Массачусетс по труду и развитию рабочей силы, данные за май 2018 г.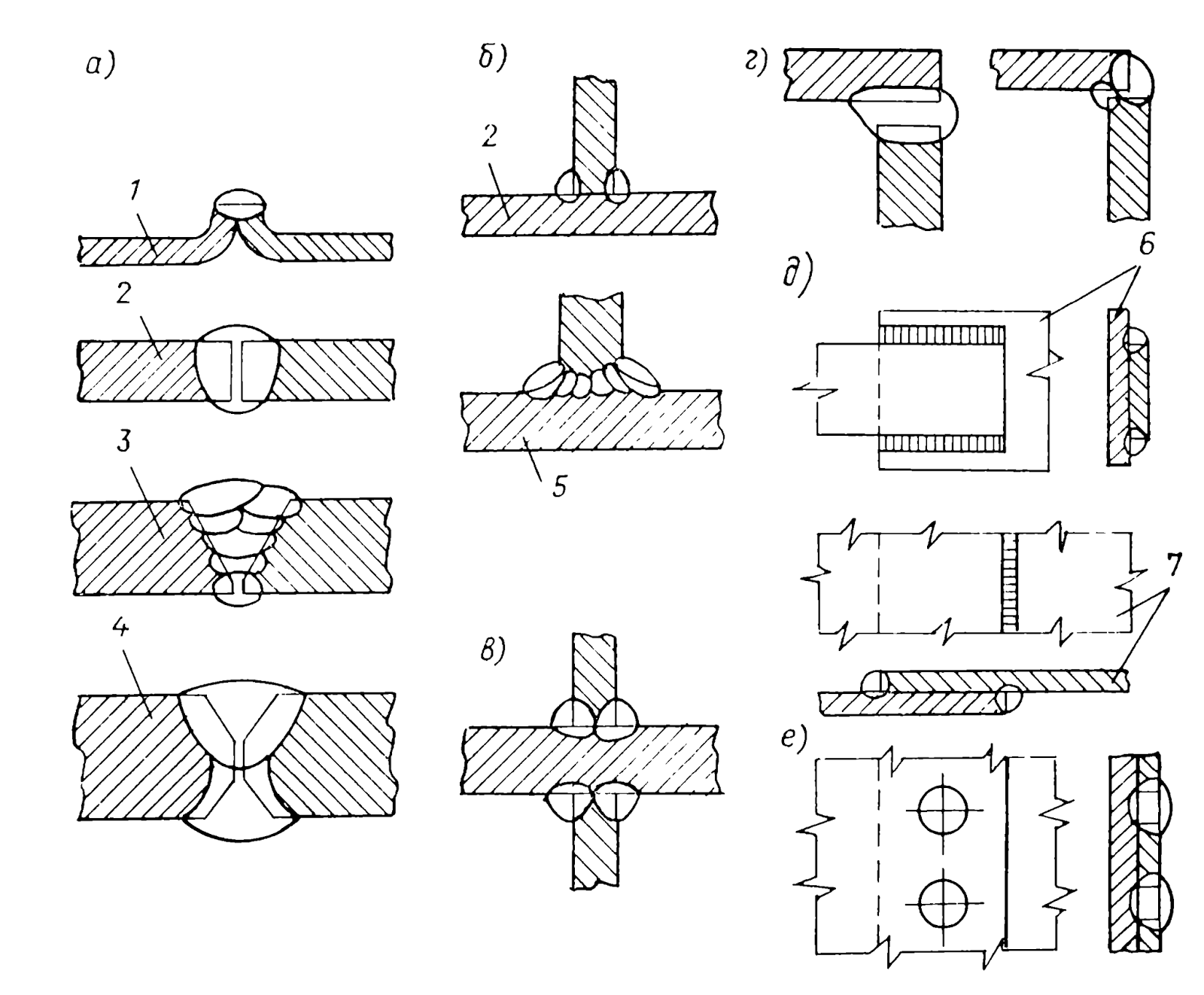 , просмотр за 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, просмотр за 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.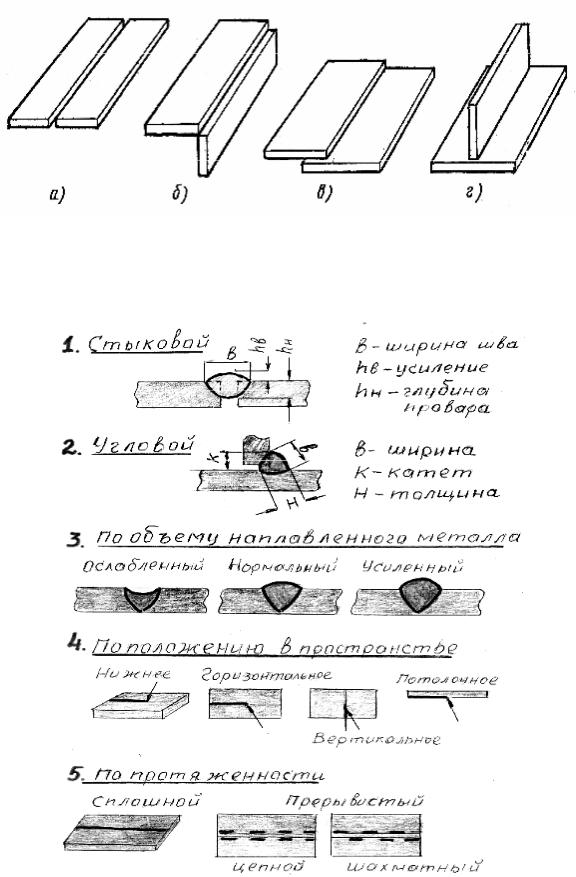 , Механика моторных лодок и
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, Механика моторных лодок и
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператора ЧПУ, ученика.
слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве
штата Массачусетс составляет 36 740 долларов (данные за май 2018 г. , данные за май 2018 г., данные за 10 сентября
2020).Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
, данные за май 2018 г., данные за 10 сентября
2020).Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
40) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых
вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
Вакансии включают вакансии, связанные с ростом и чистым замещением.
41) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Прогнозируемое количество годовых вакансий по классификации должностей: Автомеханики и механики, 61 700. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики, 43 400 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
48) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www. uti.edu/disclosures.
uti.edu/disclosures.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Топ 5 типов сварных соединений
Соединения регулярно используются для длительной сварки. Требования к сварке безграничны. Для различных применений требуются определенные типы сварных швов. Различные типы сварных соединений созданы для удовлетворения потребностей и усилий в каждом отдельном случае.
Сварка достигла высокого уровня. Применения варьировались от авиационной промышленности, автомобилестроения, гидравлических турбин, шкивов, маховиков, прокатных клетей, изготовления и домашнего использования.
Эти соединения обеспечивают высокую эффективность, малый вес, гладкий внешний вид, низкую стоимость, гибкость в изменении и соединение в сложных местах с помощью сварки. Процесс сварки подходит для комбинирования компонентов.
AWS определяет сварку как «способ соединения материалов». Сварные стыки являются границами, в противном случае — точками соединения разнородных металлов.
Существует много типов соединений, но Общество сварки в Америке классифицировало их на стыковые, угловые, кромочные, тройники и соединения внахлест.Эти соединения имеют отличный вид на стыке, в котором происходит настоящая сварка.
Нам нужна подготовка швов перед сваркой. Процесс подготовки включает в себя фрезерование, резку, штамповку, ковку, литье, заполнение, механическую обработку, шлифование, плазменную сварку, кислородно-ацетиленовую резку.
Пять типов сварных соединений Для различных работ в рамках проекта требуются разных типов сварных соединений , чтобы соответствовать потребностям и прочности каждого отдельного применения.Опытные профессионалы после многих лет работы классифицировали соединения по пяти типам: стыковые, внахлест, угловые, краевые и тройники.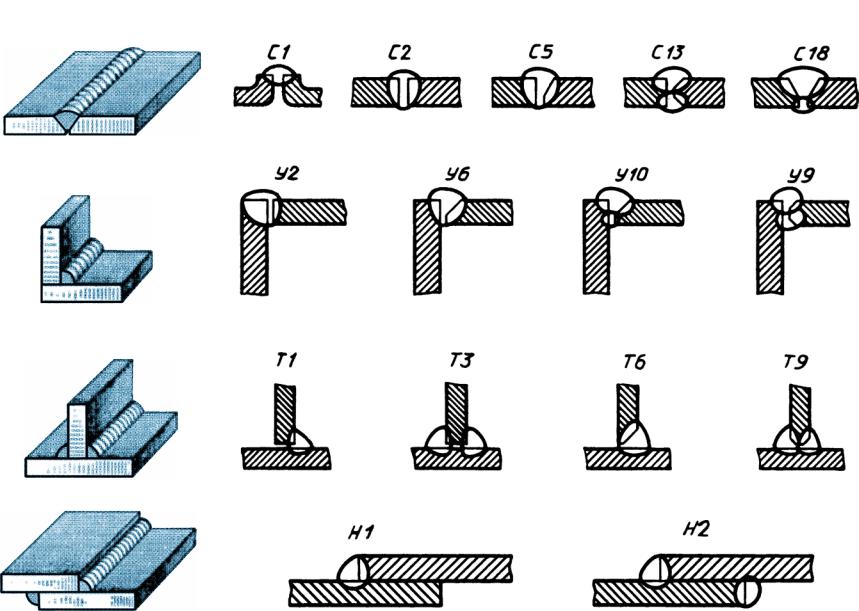
Тройник Сварной шов может быть получен путем соединения двух концов под углом 90 градусов, при этом один элемент находится посередине другого в группе. Два конца соединены буквой Т, поэтому его название — тройник.
Тройники считаются угловыми сварными швами. Можно создать этот шов с трубой или сварки труб на опорной плите.Необходимо принять дополнительные меры для обеспечения существенного проникновения сварного шва в кровлю.
Применение сварки для тройникового соединения включает в себя соединение металлической детали с некоторой базой, соединение тонких пластин, конструкционные и машинные приложения.
Сварочные стили для создания тройников- Вставная сварка
- Угловой сварной шов
- Щелевой сварной шов
- Конический сварной шов
- Развальцовка Конический сварной шов
- J-образный сварной шов
- Сквозной расплав
 Сварное соединение внахлест
Сварное соединение внахлест Мы можем создать сварной шов ap l , поместив два металла разной толщины один над другим и соединив их сваркой. Это угловой тип, который можно приваривать как с одной стороны, так и с двух сторон. Он создает соединение внахлест, когда две металлические детали накладываются друг на друга внахлест.
Применение для сварки внахлест включает сварку TIG, контактную точечную сварку и сварку стержнем. Мы используем этот процесс для автоматизации производства пластмассы, столов, дерева, каркаса и корпусов.
Типы сварки для создания соединений внахлест- Угловой сварной шов
- Конический сварной шов
- Вставной сварной шов
- J-образный сварной шов
- Щелевой сварной шов
- Точечный сварной шов
- Конический сварной шов с развальцовкой
Краевые сварные швы, образованные при прикреплении деталей из листового металла с отбортованными кромками к соседним деталям. Это соединение представляет собой сварной шов с канавкой, в нем две детали размещаются рядом и свариваются на одной плоскости в сварном соединении .Для более тяжелых применений требуется, чтобы присадочный материал плавился и плавился в стыке для усиления основного материала.
Это соединение представляет собой сварной шов с канавкой, в нем две детали размещаются рядом и свариваются на одной плоскости в сварном соединении .Для более тяжелых применений требуется, чтобы присадочный материал плавился и плавился в стыке для усиления основного материала.
Сварное соединение типа Edge не входит на всю ширину стыка, поэтому считается, что он не подходит для таких применений, как напряжение и давление. Применение этого соединения включает случаи, когда кромки листов расположены рядом и примерно в параллельной плоскости зоне сварки, а толщина листов меньше 3 мм.
Типы сварки для создания стыков под приварку кромок- Сварной шов с квадратной канавкой
- Сварной шов с канавкой под углом
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
- Приварной шов с кромкой
- Угловой шов с фланцем
Угловой сварочный шов
Угловое соединение может быть выполнено путем соединения угла двух металлических листов под прямым углом. Две металлические части теперь соединяются, образуя L. Это наиболее популярное сварное соединение в индустрии листового металла, позволяющее соединить лист под прямым углом.
Две металлические части теперь соединяются, образуя L. Это наиболее популярное сварное соединение в индустрии листового металла, позволяющее соединить лист под прямым углом.
Применение угловых соединений включает листовой металл при проектировании коробок, коробчатых рам и других изделий.
Сварочные стили для создания угловых соединений- Угловой шов
- Точечная сварка
- Сварка с квадратной канавкой
- Сварка с канавкой под углом
- Сварка с V-образной канавкой
- Сварка с J-образной канавкой
- Отбортовка с V-образной канавкой
- Краевой угол с фланцем
- U-образный шов под сварку
- Угловой фланец под приварку
Стыковое сварное соединение может быть создано путем соединения двух металлических концов. Здесь два конца лежат бок о бок на вершине однородной плоскости. Это общепринятый сварочный шов. Это обычное соединение для труб, клапанов, фитингов, фланцев и других устройств. Сварка стыкового соединения также называется сварным швом с квадратной канавкой. Это соединение обычно используется для соединения металлических или даже пластмассовых деталей.
Это общепринятый сварочный шов. Это обычное соединение для труб, клапанов, фитингов, фланцев и других устройств. Сварка стыкового соединения также называется сварным швом с квадратной канавкой. Это соединение обычно используется для соединения металлических или даже пластмассовых деталей.
- Сварка встык под квадрат
- Сварка под фаску
- Сварка с U-образной канавкой
- Сварка с J-образной канавкой
- Сварка с V-образной канавкой
- Сварка под развальцовку с V-образной канавкой
- Сварка под углом
Это самый распространенный сварочный шов , выполненный дуговой сваркой.Он составляет почти 75% стыков в процессе дуговой сварки. Угловое сварное соединение — это еще одна терминология для соединений внахлест, угловых и тройниковых соединений. Для выполнения этого углового соединения не требуется никакой подготовки краев. Эти типы сварных соединений обычно используются в системах трубопроводов для соединения труб с раструбными соединениями.
Подготовка сварных швов
 Эти типы сварных соединений обычно используются в системах трубопроводов для соединения труб с раструбными соединениями.
Эти типы сварных соединений обычно используются в системах трубопроводов для соединения труб с раструбными соединениями.Существует множество способов подготовки сварных швов.
- Резка
- Литье
- Ковка
- Механическая обработка
- Пиление
- Штамповка
- Маршрутизация
- Кислородно-ацетиленовая резка
- Плазменная резка 9066
- Шлифовка
Клепка и сварка — это методы соединения металла с металлом.Оба метода имеют свои преимущества и недостатки. Выбор зависит от ситуации в проекте. Ни один из них не лучший при всех обстоятельствах. Мы обсудим сильные и слабые стороны обоих процессов соединения металлов.
Сварка предпочтительнее клепки- Сварку можно разместить в любом месте металла. Кромки можно сваривать без нахлеста. Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
- Сварочный процесс позволяет сэкономить лишний вес в процессе строительства. Металл сам соединяется с металлом и не добавляет никакого оборудования. Клепка имеет свой вес, чтобы добавить веса узлу.
- Прочность при заклепывании снижается, а при сварке она остается неизменной или даже улучшается.
- Эстетический внешний вид имеет первостепенное значение в некоторых проектах, которые могут быть поставлены под угрозу из-за клепки, в то время как это очень хорошо реализовано в технике сварки.Эстетический вид и прочность идут рука об руку.
- Типы стыков при сварке оказываются лучше, так как происходит фактическое соединение краев сварным металлом.
- Соединение труб и колонн — простой вариант с помощью сварки, а с помощью клепки — невозможно.
- Более быстрый способ соединения металла — это сварка различных типов сварных соединений и выполнение проекта намного быстрее.
- Сварка требует меньше персонала, поэтому становится более экономичной.
- Сварка является гибкой, что позволяет легко вносить изменения, что невозможно при клепке.
 Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
Большинство людей обычно не осознают, насколько опасной может быть сварка. При наличии электричества и тепла сварка может оказаться серьезной операцией. Сварка может вызвать ожоги глаз, кожи, удары током, поражение электрическим током и разлетающиеся обломки.
Большинство обученных сварщиков знают о мерах предосторожности, которых следует придерживаться. Но ни новичок, ни новичок не знают, какие меры предосторожности следует соблюдать во время сварки.
Подробная информация об оплате: Советы по технике безопасности при сварке
Мы постараемся добавить пару вещей, которые могут помочь. В случае ожога кожи промойте пораженный участок холодной водой и тщательно осмотрите. Если образовался волдырь или обугливание, обратитесь за медицинской помощью. В случае легкого ожога вы обрабатываете область алоэ вера, чтобы успокоить кожу, и обезболивающим, чтобы облегчить боль.
При поражении глаза случается глаз сварщика или глаз дуги. Ожог роговицы глаза.Ожог роговицы обычно заживает естественным путем в течение нескольких дней. Иногда травмы могут перерасти в шок, который не приведет к дальнейшим осложнениям и исчезнет. При осложненном шоке рекомендуется медицинская помощь.
Вам также может понравиться .
7 ошибок при сварке MIG и их предотвращение
5 самых распространенных опасностей при сварке MIG и их предотвращение
10 распространенных технических ошибок, которые делает новый сварщик, и как их предотвратить
Шесть эффективных советов по профилактическому обслуживанию станков с ЧПУ
ЗаключениеМы работаем, экспериментируем и изучаем сварку в течение многих лет и осознаем тот факт, что некоторые соединения прочнее других, не обращая особого внимания на различия.В этом руководстве по сварным соединениям информация собрана в одном месте, и в будущем она нам поможет.
Убедитесь, что вы выбрали правильного сварщика и правильную технику сварки для почти идеального результата. Выбор правильной техники и процесса — лучшая привычка, которую нужно выработать как можно раньше.
Сварочный пол должен держать под рукой отличный запас аптечки. Оцените свой сварочный проект и примите соответствующее решение. Безопасность — это привычка, выработайте ее как можно раньше.Убедитесь, что все, что вы делаете, на «STAY SAFE»
Хватит, я сказал, теперь ваша очередь задать вопрос, глядя на вас в поисках каких-либо сомнений.
Подробнее: Типы сварных соединений
Download: типы сварных соединений pdf
Какие типы сварных соединений и какие самые прочные?
За все годы, что я занимаюсь сваркой, я всегда слышал дискуссии о том, какое сварное соединение работает лучше всего, а какое — самое прочное. .Это важное обсуждение, потому что, если вы используете неправильный тип соединения в неправильном проекте, это может ослабить все. Это, конечно, также зависит от типа сварочного стержня, который вы используете, и типа материала. Вы всегда должны выбирать подходящее оборудование для любого проекта, над которым вы работаете. Я много лет занимаюсь обработкой дерева, поэтому сварка превратилась в приобретенный навык, так что я могу использовать его в любом из своих проектов.
Обычно я не использую все типы сварных соединений.В большинстве случаев я использую угловое соединение или тройник для создания определенной формы. Я хорошо владею всеми типами суставов, это то, что я практиковал довольно давно, и могу сказать вам, что есть один или два, которые сильнее других. Однако это также может зависеть от вашего уровня навыков и материала. При правильном выполнении большинство этих суставов достаточно прочны. Однако большинство сварщиков скажут вам, что угловой или чайный шов с канавкой для обеспечения правильного проплавления с помощью дуговой сварки обеспечит вам самый прочный сварной шов.Давайте углубимся в различные типы соединений и взглянем на несколько различных сварных швов, с которыми вы работаете.
Соединения под сварку встыкЭтот метод, обычно используемый на заводе, используется для соединения двух металлических частей. Чаще всего это используется для сварки таких деталей, как трубы, фланцы, и для создания каркасов. Фабрики используют эту технику, потому что, если вы хотите создать что-то из металла, не сваривая его, вам придется согнуть металл до такой формы и укрепить его.Когда дело доходит до создания подобных вещей, это неэффективно, поэтому используют стыковую сварку.
Стыковая сварка выполняется при нагревании обеих частей металла, приложении давления или и того, и другого. При сварке тонкого куска металла можно сохранить проплав. Однако, если вы свариваете более толстый кусок металла, вам может потребоваться некоторая подготовка кромок. Используются два вида стыковой сварки: оплавление и контактная сварка. Давайте взглянем на эти два вида, чтобы понять, для чего они нужны.
Контактная стыковая сваркаКонтактная стыковая сварка выполняется на двух металлических частях с помощью давления и нагрева, а затем прижимается металлы вместе для создания соединения с использованием заданного усилия.
Стыковая сварка оплавлениемСтыковая сварка оплавлением используется в машинном оборудовании для соединения металлических деталей, несоответствующих по форме и размеру. Они подают ток высокого напряжения на обе части, а затем соединяют их вместе в процессе, известном как мигание.
Какой тип сварного шва я бы использовалПри стыковой сварке вам может понадобиться сварочный аппарат TIG или MIG, поскольку они могут соединять две детали вместе. Вы также можете сделать это при дуговой сварке, но вы должны понимать свойства электрода и свариваемого металла. В конце концов, металл — это то, что определит, какой вид сварного шва вам понадобится.
Ниже приведен список всех сварных швов, которые вы можете использовать:
- Стыковой сварной шов с U-образной канавкой
- Стыковой сварной шов со скосом и канавкой
- Стыковой сварной шов с развальцовкой и скосом с канавкой
- Стыковой шов с развальцовкой и V-образной канавкой
- Стыковая сварка с квадратной канавкой
- Стыковая сварка с V-образной канавкой
- Стыковая сварка с J-образной канавкой
В отличие от стыковой сварки, угловое соединение выполняется под прямым углом в месте соединения двух элементов.Они создают L-образную форму и обычно выполняются тремя разными способами. Давайте посмотрим на различные сварные швы и на то, для чего они используются.
Угловой сварной шов Угловой шовОдним из наиболее распространенных типов сварного шва является угловое соединение, которое будет использоваться для изготовления таких предметов, как рамы короба, коробки и другие подобные проекты. В этом типе сварного соединения две части материала встречаются в углу, оставляя открытыми концы, и сварной шов используется для создания угла и соединения двух частей.
Угловое соединение закрытого сварного шваЭтот тип сварного шва используется для более легких материалов, когда не требуется высокая прочность. Один кусок металла стыкуется с другим миром и образует прямой угол. Кислородно-ацетиленовая сварка будет использоваться для сваривания кромки внахлест и создания плавления. При этом типе соединения присадочный металл будет практически не использоваться. Если он будет использоваться на более тяжелом участке, они создадут скос или канавку, которая позволит проникнуть в основание соединения.
Угловое соединение с открытым сварным швомЕсли вы собираетесь сваривать более тяжелые пластины или листы, возможно, вы захотите использовать именно этот тип сварного шва. Пластины расположены с небольшим отверстием L-образной формы, и сварной шов используется для заполнения угла. Это создает более прочный и тяжелый сварной шов. В зависимости от того, насколько тяжелые детали, вы также можете сварить их изнутри угла, создав еще более прочный сварной шов.
Какой тип сварного шва я бы использовал?Около 75% всех угловых швов выполняются дуговой сваркой.Однако их можно выполнять с помощью многих различных типов сварных швов.
Ниже приведен список сварных швов, которые можно использовать с угловым соединением:
- Точечная сварка
- Торцевой сварной шов
- Угловой шов
- Сварной шов с V-образной канавкой
- Угловой шов с фланцевым швом
- Квадратный шов или стыковой шов
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с канавкой под углом
- Сварной шов с развальцовкой и V-образной канавкой
Тройник сварной шов также является очень популярным способом соединения два кусочка.Этот тип соединения создается, когда две части пересекаются друг с другом под углом 90 градусов. Первая часть стыкуется со второй частью в центре пластины, придавая этой части Т-образный вид. Это тип углового шва и может быть использован при установке таких вещей, как трубы или труб к опорной плите. При использовании этого типа сварного шва всегда нужно проявлять особую осторожность, чтобы обеспечить правильное проникновение в свод соединительной пластины.
Какой тип сварного шва я бы использовалХотя это один из наиболее распространенных типов колодцев, существует несколько различных методов, которые вы можете использовать для их соединения в зависимости от прочности и внешнего вида, которые вы пытаетесь достигать.
Сварные швы, которые можно использовать для тройника, следующие:
- Вставной шов
- Сквозной шов
- Угловой шов
- Сварной шов с J-образной канавкой
- Сварной шов под углом
- Развальцовка-коническая канавка сварной шов
- Щелевой шов
Этот тип соединения используется для соединения двух металлических частей разной толщины. Стык образуется, когда две металлические детали кладут друг на друга внахлест.Затем вы свариваете вдоль одного или обоих краев в зависимости от того, насколько прочным вы хотите соединение. Для соединений внахлестку, как и для других сварных соединений, важно правильно спроектировать соединение. Например, если нагрузка будет распределяться по направлению к центру сварного шва, вы должны убедиться, что свариваются оба края, а не только один, чтобы обеспечить дополнительную прочность и несущую способность.
Какой тип сварного шва я бы использовалЕсть несколько различных сварных швов, которые можно использовать для соединения внахлест.Самая важная часть проектирования соединения внахлест — это положение перекрывающихся металлов. Например, вы никогда не хотите, чтобы глубина перекрытия была меньше ширины, иначе стык будет слабее.
Вместе с тем, вот несколько стандартных сварных швов для использования с этим типом соединения:
- Щелевой шов
- Сварной шов с J-образной канавкой
- Вставной шов
- Сварной шов с развальцовкой, скосом и канавкой
- Сварка
- Точечная сварка
Этот тип сварки буквально такой, как кажется.Краевые соединения состоят из двух частей материала, расположенных рядом друг с другом, и сварной шов наносится по краю обоих. Этот сварной шов обычно используется в деталях из листового металла, которые должны идти в определенном месте и свариваться вдоль одной кромки, чтобы удерживать их на месте. Эти детали могут иметь фланцевые края, чтобы было легче выровнять детали и выполнить сварной шов. Заполняющий металл может использоваться для повышения прочности сварного шва в более тяжелых случаях. Это делается для полного сплавления или плавления кромок вместе и усиления пластины.
Какой тип сварного шва я бы использовалДля этого типа соединения существует несколько различных сварных швов, которые можно использовать, чтобы сделать соединение этих двух пластин немного прочнее.
Сварные швы включают следующее:
- Сварной шов с канавкой
- Сварной шов с квадратной канавкой или стыковой сваркой
- Сварной шов с J-образной канавкой
- Сварной шов с V-образной канавкой
- Приварной шов с кромкой и фланцем
- U-образный шов
- Сварка углового фланца
В этом типе сварки используются несколько отдельных сварных швов для скрепления деталей.Как правило, точечная сварка используется для удержания чего-либо на месте во время завершения постоянной сварки.
Угловой шовЭтот метод, известный как сварной шов внахлест, угол или тройник, используется для соединения двух металлических деталей, расположенных под углом или перпендикулярно. Сварной шов должен хорошо проникать в медаль, чтобы он имел прочное соединение.
Сварной шов с V-образной канавкойСварка с V-образной канавкой использует две угловые ямки в металле, которые позволяют сварному шву проникать в металл и создавать более прочное соединение.Если вы посмотрите на детали в поперечном сечении, когда вы соедините их вместе, два угла образуют V-образную форму, которая проходит по длине сварного шва. Рифленые сварные швы, как правило, создают более прочное соединение, потому что они с самого начала дают сварщику большее проплавление.
Сварка с квадратной канавкой или стыковая сваркаЭтот тип сварки использует электрический ток или тепло и давление для сплавления двух металлических частей вместе. Если соединение не подготовлено или не спроектировано должным образом, сварной шов не пройдет должным образом, и соединение будет слабее, чем предполагалось.
Сварной шов с U-образной канавкойСварной шов с U-образной канавкой очень похож на V-образную канавку, за исключением того, что стороны канавки не прямые. Сварной шов с U-образной канавкой имеет дугообразную форму, поэтому, когда вы соединяете детали, поперечное сечение выглядит как U-образный шов. Это сделано для обеспечения еще лучшего проплавления, чем при сварке с V-образной канавкой.
Сварка со скосом и канавкойСварка со скосом с канавкой начинается с прямого угла на одной из деталей, но не на другой. Это практически половина сварного шва с V-образной канавкой.Этот сварной шов используется для прикрепления более мелких деталей к более крупным и позволяет лучше проникать в мир, помещенный напротив более крупной детали.
Сварной шов с развальцовкой и V-образной канавкойСварной шов с развальцовкой и V-образной канавкой используется для соединения двух фланцев. Вы бы расположили фланцы так, чтобы в центре была буква V. Затем вы хотите провести сварной шов вниз по впадине в V. Это эффективно проникает с обеих сторон, чтобы связать их вместе.
Сварной шов с J-образной канавкойСварной шов с J-образной канавкой фактически составляет половину U-образной канавки.Если вы посмотрите на его поперечное сечение, он будет иметь форму буквы J. Пока одна часть остается плоской, сварной шов может проникать в поверхность этой части. У него также есть проход для проникновения в другую деталь, что позволяет создать слишком сильную связь в сварном шве.
Сварной угловой фланецЭтот тип сварки используется для прикрепления фланцев к концу металлической детали. Они приставляют края плоскостей к краю металла и накладывают сварной шов на шов, чтобы он удерживался на месте.При сварке этого типа вы хотите быть уверены, что используете оборудование, подходящее для металла, который вы свариваете. Если вы этого не сделаете, то не получите должного проплавления и сварной шов будет слабым.
Краевой шовЭтот тип сварки используется для соединения двух плоских металлических частей. Эти детали могут быть разной толщины или даже разных размеров, если кромки, которые вы свариваете, совместимы. Этот процесс сварки выравнивает края и запускает валик сварного шва по складке посередине, эффективно соединяя две детали.При этом типе сварки также очень важно использовать подходящее оборудование. Недостаточное проникновение в металл приведет к слабому сварному шву.
Травмы сварщикаБольшинство людей не задумывается о том, насколько опасна такая сварка. С учетом всего этого тепла и электричества сварка может оказаться очень серьезной операцией. Некоторые из вещей, которые могут произойти, включают ожоги, удары током, поражение электрическим током или летящие обломки. Большинство людей знают, как защитить себя от всех этих проблем, потому что, когда вы становитесь сварщиком, меры предосторожности ввергаются в вас.Проблема в том, что некоторые новички или начинающие пользователи могут не знать мер предосторожности или даже не иметь надлежащего оборудования. Давайте взглянем на пару вещей, которые могут вызвать у вас проблемы и, возможно, даже отправить вас в больницу.
В зависимости от тяжести ожога важно промыть пораженное место холодной водой. Если вы заметили волдыри или обугливание, обратитесь за помощью к врачу. Однако, если это легкий ожог, вы можете обработать эту область гамамелисом или алоэ вера, чтобы успокоить кожу и облегчить боль.Если поражены ваши глаза, это может быть то, что они называют глазом сварщика или глазом дуги. Это состояние похоже на солнечный ожог, за исключением того, что он поражает роговицу глаза. Роговица обычно заживает в течение нескольких дней. В зависимости от степени тяжести шок также может привести к ожогам. Обычно шок протекает мягче и не приводит к более серьезным осложнениям, однако, если шок вызвал другие осложнения, немедленно обратитесь за медицинской помощью.
ЗаключениеНесмотря на то, что я занимался сваркой в течение многих лет и знал, что некоторые сварные швы и соединения были прочнее других, я никогда особо не задумывался о различиях.Во время написания этой статьи я наткнулся на столько информации о сварных швах и соединениях, что, надеюсь, она поможет мне и вам в будущем. Но пока убедитесь, что вы используете правильный сварочный аппарат с подходящим материалом. Следуйте некоторым рекомендациям, которые я изложил выше, и они должны помочь вам в проектировании и сварке надлежащего сварного соединения. Когда вы привыкнете к процессу, он станет для вас второй натурой.
Не забывайте держать под рукой хорошо укомплектованную аптечку первой помощи на случай травмы.Это должно быть важным оборудованием любого магазина. Если есть какая-либо другая информация, которую вы ищете, поищите самостоятельно и посмотрите, что у вас получится. Просто убедитесь, что все, над чем вы работаете, безопасно. А пока давайте вернемся к работе и посмотрим, что мы можем предложить для нашего следующего проекта, удачной сварки.
Сопутствующие5 различных типов сварных соединений
Сварное соединение — это точка или край, на котором соединяются два или более металла.В мире изготовления бывают разные типы соединений, они выполняются на особых типах операций. Детали соединяются с помощью сварки, чтобы обеспечить прочное соединение, чтобы выдерживать нагрузки, прикладываемые к изделию во время эксплуатации.
Американское сварочное общество (AWS) выявило пять основных типов сварных соединений. Эти соединения включают стык, угол, внахлест, тройник и кромку.
Ниже описаны основные сварочные соединения и их типы:
1.Стыковое соединение : стыковое соединение является самым простым соединением среди остальных, которое образуется путем соединения концов двух частей вместе. Эти две части лежат в одной плоскости или бок о бок. Стыковой шов бывает разных видов, в том числе:
- Квадрат под сварку встык
- Сварной шов со скосом под кромку
- Сварной шов с V-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с развальцовкой и V-образной канавкой
- Стыковой сварной шов с развальцовкой, конической и канавкой
2. Угловые соединения: эти типы сварных соединений образуют L-образную форму свариваемых материалов.Стык получается расположением угла двух частей под прямым углом. Угловые стыки тоже бывают разных видов, к ним относятся:
- Угловой шов
- Точечная сварка
- Сварной шов с квадратной канавкой или стыковой шов
- Сварной шов с V-образной канавкой
- Сварной шов под фаску
- Сварной шов с U-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с развальцовкой и V-образной канавкой
- Торцевой сварной шов
- Уголок-фланец
3. Т-образные соединения: соединения тонн названы в честь формы сварного шва, в которой последняя Т-образная деталь находится в центре другой.Они образованы пересечением двух частей под прямым углом, то есть под углом 90 градусов. Тройник тоже бывает разных типов. в него входит
- Угловой шов
- Электрозаклепка
- Сварка с пазом
- Сварной шов под фаску
- Сварной шов с J-образной канавкой
- Канавка со скосом под развальцовку
- Сквозной шов
4. Соединения внахлест: Эти типы сварных соединений предназначены в основном для соединения деталей разной толщины. Стыки внахлест образуются, когда одна деталь накладывается на другую.Они бывают односторонними или двусторонними. Они также бывают разных типов сварных швов.
- Угловой шов
- Сварной шов под фаску
- Сварной шов с J-образной канавкой
- Электрозаклепка
- Сварка с пазом
- Точечная сварка
- Канавка под отбортовку
5. Краевые стыки: эти стыки используются там, где края двух листов должны быть соединены в смежных и приблизительно параллельных плоскостях в точке. Они образуются путем сварки кромок двух частей вместе, так как сварной шов не проникает полностью в толщину стыка.Из-за этого они не могут использоваться при нагрузках и давлениях.
- Сварной шов с квадратной канавкой или встык
- Сварной шов под фаску
- Сварной шов с V-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Приварной фланец
- Приварной уголок
Надеюсь, вам понравился этот пост и вы получили знания. Если да, вы можете свободно высказывать свое мнение в нашем разделе комментариев и, пожалуйста, поделиться с другими студентами.Спасибо!
Какие бывают положения при сварке?
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к карьерному росту.
Американское сварочное общество выделяет четыре основных сварочных должности: 1
- Плоское положение
- Горизонтальное положение
- Вертикальное положение
- Верхняя позиция 1
Что такое сварочная позиция? Почему бывают разные положения сварки? А как узнать, какую позицию использовать?
Продолжайте читать для ответов.
Почему бывают разные положения при сварке?
Те, кто никогда не посещал курсы сварки или не плавил металл в полевых условиях, могут предположить, что сварщик просто сидит за рабочей станцией и соединяет металлические компоненты перед собой, свободно перемещаясь по столу и при необходимости меняя положение заготовки.
Но в повседневной рабочей среде соединение металла может быть намного сложнее. Заготовки можно прикрепить к потолку, углу или полу. 1
Сварщикам нужны технологии, позволяющие сваривать в любом положении. 1 Итак, были разработаны четыре общих положения сварки. 1
Что такое положение при сварке?
Позиция сварки — это метод, который позволяет сварщику соединять металлы в том положении, в котором они находятся, или положении, в котором будет использоваться конкретный компонент. 1
Существует четыре основных типа сварочных позиций: 1
1. Плоское положение
Сварочный шов в плоском положении, также называемый «направленным вниз», является самым простым и часто первым сварным швом, который выучивают новички.Соединяемые металлы укладываются плоско, и сварщик пропускает по ним электрическую дугу, перемещаясь по заготовке в горизонтальном направлении. Верхняя сторона соединения сваривается, позволяя расплавленному материалу двигаться вниз по его краям или канавке. 2
2. Горизонтальное положение
Горизонтальное положение считается смещенным сварным швом. Наряду с вертикальным и над головой, горизонтальное положение может быть более сложным для выполнения и требует более высокого уровня навыков. 2
Ось сварного шва горизонтальна. Выполнение позиции зависит от типа сварного шва. Для углового шва сварной шов размещают там, где вертикальная и горизонтальная части металла встречаются под углом 90 градусов. При выполнении шва с разделкой кромок поверхность шва будет располагаться в вертикальной плоскости. 1
3. Вертикальное положение
Для вертикального сварного шва и сварной шов, и пластина будут лежать вертикально. Одной из основных проблем при выполнении этого шва является то, что расплавленный металл стекает вниз и накапливается.Сварка в вертикальном положении вниз или вверх может предотвратить эту проблему. 3
4. Накладные расходы
Сварочный шов в верхнем положении — это самое трудное положение для работы. Сварка будет выполняться двумя металлическими частями над сварщиком, и сварщик должен будет наклонять себя и оборудование под углом, чтобы добраться до стыков. 3
Одной из основных проблем может быть провисание металла на пластине. Когда металл проседает, образуется корона. Чтобы избежать этой проблемы, лужу расплавленного металла нужно держать небольшого размера. 3
Как видите, положение при сварке — это, по сути, расположение сварщика по отношению к заготовке. Одно из основных соображений при выборе каждого положения — направление потока сварочного материала под действием силы тяжести. 3
Положение сварного шва на соединяемых пластинах или секциях является основой для всех классификаций сварки, которые представлены символами сварки. 1
Прежде чем мы обсудим различные классификации сварки, это может помочь вам сначала понять типы сварных швов и сварных соединений, на которых обычно выполняются эти положения.
Какие основные типы сварных швов?
Два основных типа сварных швов могут использоваться в любом из четырех положений: 1
Угловой шов (F)
Угловой шов, который часто считается самым популярным типом сварного шва, соединяет два куска металла примерно под прямым углом друг к другу. 4
Сварка Рощи (G)
Швы с канавкой — второй по распространенности тип сварного шва. Сварной шов с канавкой образуется, когда в канавку между двумя кусками металла напыляется присадочный металл. 4
Какие основные типы сварных соединений?
При совмещении стыков и сварных швов получаются сварные соединения. 4 Место соединения двух или более металлических частей — это то, что разделяет сварные соединения. Ниже представлены 5 распространенных типов сварных соединений. 5
Соединения стыковые
Стыковые соединения возникают, когда две металлические детали в одной плоскости соединяются так, чтобы их края соприкасались. 5
Накладные соединения
В этом сварном шве две металлические части частично перекрывают друг друга. 5
Угловые соединения
Угловой сварной шов — это место соединения двух частей под углом 90 градусов. 5
Т-образные соединения
Это сварное соединение возникает, когда две детали соединяются под прямым углом. Сварной шов имеет Т-образную форму. 5
Кромки
Краевые стыки возникают, когда плоские стороны двух металлических частей свариваются вместе. 5
Какие символы сварки соответствуют разным позициям?
Давайте объединим все эти концепции, чтобы вы знали, какое положение сварки использовать при чтении символов сварки на чертежах архитектора:
| Сварочные символы | Сварочное положение | Тип сварного шва |
| 1 Факс | Плоское положение | Угловой шов |
| 1 г | Плоское положение | Сварка с разделкой на кромку |
| 2 Факс | Горизонтальное положение | Угловой шов |
| 2 г | Горизонтальное положение | Сварка с разделкой кромок |
| 3 Ф. | Вертикальное положение | Угловой шов |
| 3 г | Вертикальное положение | Сварка с разделкой кромок |
| 4 Факс | Верхняя позиция | Угловой шов |
| 4 г | Верхняя позиция | Сварка с разделкой на кромку |
1
Как выбрать правильную технику сварки
Теперь вы знаете больше о различных положениях сварки.Решение о том, какой из них использовать, может быть лишь одним из факторов, которые следует учитывать перед сваркой.
Ознакомьтесь с этими советами по выбору правильной техники сварки.
Заполните форму, чтобы получить информационный пакет без обязательств.
Вам также может понравиться …Дополнительные источники
1 https://weldguru.com/welding-positions/
2 https://www.wcwelding.com/welding-positions.html
3 https://welderportal.com/types-of-welding-positions/
4 https://weldguru.com/weld-types-joints/
5 https: //www.millerwelds .com / Training / PresentationsQuizzes / IntroToWelding / Welding8 / presentation_html5.html
2 Наиболее распространенные непрерывные сварные швы: угловой шов и стыковой шов
Сварка — это своего рода волшебство. Опустите козырек, зажгите дугу, и через несколько секунд то, что было грудой металлических деталей, появится из ослепляющего белого каления как что-то полезное.Да, как производители металла мы режем, гибаем, пилим, шлифуем, пробиваем, вырезаем и полируем, но сварка — это то место, где происходит волшебство. Так мы производим световые короба для прицепов, удлинители рам для грузовиков и люльки для генераторов для жилых автофургонов.
Выполнение качественных сварных швов требует практики и опыта. И это несмотря на то, что существует только два основных типа непрерывного шва: угловой шов и стыковой шов. Соединение внахлестку может считаться третьим, но мы утверждаем, что если это дуговая сварка, то это форма углового соединения.Сварка сопротивлением действительно создает соединение внахлест, иногда называемое сварным швом, но это используется только с листовым металлом. Некоторые производители скажут, что существует больше типов, но мы думаем, что это все формы углового или стыкового шва.
Один самолет или два?
Если две поверхности свариваются в одной плоскости, это стыковой шов. Они просто сталкиваются друг с другом, прежде чем присоединиться.
Если две поверхности перпендикулярны (то есть между ними есть угол 90 °), сварной шов, соединяющий их вместе, является угловым.Угловой шов образует угол 45 ° между двумя деталями, тогда как стыковой сварной шов выглядит как шов или валик.
Прерывистые или непрерывные сварные швы?
Непрерывные сварные швы, угловые или стыковые, охватывают всю длину соединения. Прерывистый сварной шов — это такой шов, при котором части кажутся скрепленными вместе. Может быть один дюйм сварного шва — углового или стыкового — затем дюйм или больше несварной длины перед следующим сварным швом. У этих двух методов есть свои плюсы и минусы. Упомянутая выше сварка контактным швом может быть непрерывной или прерывистой.Более подробная информация представлена в разделе «Как определить, что лучше выбрать между сваркой стежком и сваркой швов для вашего изделия из металла».
Определение сварных швов на чертежах
Проектировщики деталей должны сообщить сварщику, какой тип сварных швов им нужен и где они должны быть выполнены. Они делают это с помощью обозначений сварных швов на отпечатке в соответствии со стандартом AWS A2.4 Американского общества сварки. Это касается таких точек, как место выполнения сварного шва, длина сварных сегментов, угол канавки и отверстие в корне.
Основы стыковой сварки
Для стыковой сварки две металлические части сводятся почти до соприкосновения.Обычно зазор составляет около 1/8 дюйма (3 мм). Сварщик зажигает дугу и подает присадку, чтобы создать лужу расплавленного металла. Затем эта лужа перемещается по стыку с непрерывным добавлением наполнителя. Зазор нужен для обеспечения того, чтобы расплавленный металл полностью проникал через соединяемые детали. Если зазор слишком мал, проникновения может быть недостаточно. Сделайте его слишком большим, и вы получите большой или тяжелый шов на обратной стороне деталей.
Толщина металла влияет на проплавление.Если куски более 3/16 дюйма (4,8 мм), фаска обычно шлифуется на одной или обеих верхних кромках. Это делает зазор шире и позволяет металлу стекать на всю толщину. И наоборот, если детали очень тонкие, может вообще не потребоваться зазор.
Интересный частный случай — это когда вы свариваете детали разной толщины, но в одной плоскости. Они накладываются друг на друга, образуя соединение внахлест. Затем с каждой стороны стыка между двумя деталями имеется угол 90 °, что делает сварной шов угловым.
Основы угловых сварных швов
Некоторые сварщики говорят, что они делают больше угловых швов, чем стыковых. Вероятно, это связано с тем, что угловые сварные швы не нуждаются в какой-либо подготовке кромок, например в снятии фаски, поэтому это более быстрый метод.
При угловой сварке идея состоит в создании сварного шва треугольного сечения между двумя деталями. По завершении поверхность сварного шва должна располагаться под углом 45 ° к обоим основным материалам с размером галтеля, соответствующим их толщине. В частности, ширина сварного шва — расстояние от внутреннего угла до поверхности сварного шва — должна быть такой же, как толщина основного металла.Угловой шов меньшего размера, вероятно, не обладает прочностью, в то время как более крупный шов приводит к потере времени и присадочного материала и, возможно, вызывает слишком много тепла в металле.
Когда свариваемые детали имеют большую толщину — скажем, 3/16 дюйма (4,8 мм) или более — сварщик обычно выполняет несколько проходов, а не пытается наплавить много металла за один раз. Часто это делается для контроля искажений.
Минимизация деформации стыковых и филейных швов
Деформация является проблемой при непрерывных сварных швах обоих типов.Это происходит в результате усадки при охлаждении присадочного металла. Предварительный нагрев помогает, но при длинном сварном шве трудно обеспечить одинаковую температуру по всей длине.
Техника уменьшения искажений, которую рекомендуют некоторые специалисты по сварке, — это «сбалансированная сварка». Это влечет за собой выполнение последовательных проходов на противоположных сторонах соединения, что предполагает доступ к обеим сторонам.
Некоторые сварщики утверждают, что лучше сделать несколько проходов, нанося небольшое количество наполнителя на каждый, чем делать один проход с большим напылением.Согласно документу Института сварки «Искажение — предотвращение за счет конструкции», «… большой единичный сварной шов дает меньшую угловую деформацию…». Однако они также отмечают, что «… небольшое количество больших наплавленных швов приводит к большей продольной и поперечной усадке…». Кажется, вы меняете один тип искажения на другой.
В Институте сварки есть еще одна методика уменьшения искажений, которая может заставить вас задуматься. Говорят подумать об отказе от сварки. Их способ сделать это — использовать вместо этого экструдированный профиль и углы.
Искусство и наука вместе
Сварку умеют многие люди, но для неизменно высокого качества сварных швов требуются практика и опыт. Для начала нужно понять разницу между угловыми и стыковыми сварными швами и понять, когда их использовать. Это еще не все, но мы можем заверить вас, что здесь нет никакой магии.
5 распространенных типов сварных соединений — автомобиль XYZ
Сварка — это непростая задача. В этой задаче вам придется иметь дело с металлами, гигантским пламенем, искрами, парами и т. Д.Задача в основном состоит в том, чтобы соединить две части металла друг с другом. Однако, когда дело доходит до соединения и слияния, мы можем отметить некоторые общие типы и формы сварных соединений .
Итак, наша сегодняшняя тема — 5 основных типов сварных соединений , которые популярны и известны во всем мире. Сварщики на каждом этапе и на каждой площадке используют эти типы соединений. Эти типы помогут вам, если вы новичок и собираетесь научиться сварке с базового уровня.
Типы сварных соединений- Тройник
- Угловой стык
- Стык
- Внахлест
- Торцевой шов
Этот шарнир похож на английский алфавит «Т», поэтому его называют тройником.В этом стыке объект сваривается с другим объектом, имеющим угол 90 градусов с каждой стороны. К этому соединению подходят различные типы сварки. Наиболее подходящими стилями являются угловая сварка, точечная сварка, электрозаклепка, сквозная сварка и т. Д.
Сварка углового соединенияВ этом типе соединенные объекты образуют форму, подобную углу или углу. Это один из самых популярных суставов, его еще называют L-образным. При строительстве коробки или коробчатой рамы используется этот тип соединения. Этот стык всегда располагается в центре угла / угла.Для создания углового соединения используются следующие стили сварки: точечная сварка, сварка с J-образной канавкой, сварка с U-образной канавкой, сварка с V-образной канавкой, угловой шов и т. Д.
Подробнее Сложна ли сварка?
Сварка стыковых соединенийЕсли детали лежат в одной плоскости, стыковое соединение можно выполнить путем сварки их кромок друг с другом. Этот тип сварного соединения используется для соединения клапана и фитингов. С этим соединением совместимы следующие типы сварки: стыковая сварка с разделкой кромок, с V-образной канавкой и с квадратной канавкой.
Сварка внахлестКогда вы свариваете и соединяете два объекта или металла друг с другом, если есть разница между толщиной каждого металла, вам необходимо применить тип соединения внахлест. На самом деле соединение следует по схеме перекрытия. Тип сварки этого соединения — точечная сварка, электрозаклепка, точечная сварка, сварка J-образной канавкой и т.д. одна сторона или один край.К этому соединению подходят разные типы сварки. Это сварные швы с канавкой под углом, с U-образной канавкой, с V-образной канавкой и с J-образной канавкой.
ЗаключениеЭто 5 наиболее распространенных типов сварных соединений. Сварщики всех этапов используют эти типы соединений.
Вы знаете, сварка — дело рискованное, и в ней содержатся опасные пары и газы. Так что будьте в безопасности и соблюдайте меры предосторожности во время. Не забудьте взять с собой подходящее снаряжение и элементы снаряжения, например защитные щитки или обувь для плюсневой кости, сварочные фартуки — например, сварочные рубашки и брюки, шлемы, щиты и т. Д.
Чтобы узнать больше о типах сварных соединений и о том, как их выполнять, посмотрите это видео. Он покажет вам с нуля.