Виды сварных соединений и швов
Сеть профессиональных контактов специалистов сварки
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения:
- Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д.
- Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм. Обозначаются Н1, Н2.
- Тавровые сварные соединения(Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое). Обозначаются Т3, Т6 и т.

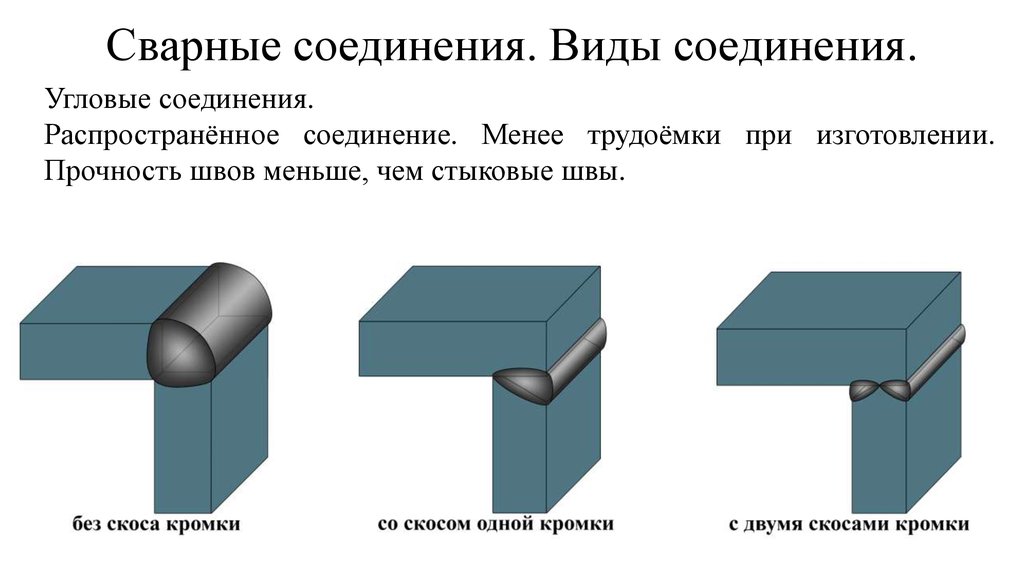
- Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.

Рисунок 1. Типы сварных соединений.
а) стыковое; б) нахлесточное; в) тавровое; г) угловое.
Обозначаются согласнo ГОСТ 5264-80 У1, У2, У3 и т.д.
По виду сварного соединения – стыковые и угловые.
По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные.
По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные.
По протяженности сварного соединения – сплошные и прерывистые.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках.
По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.
По объему наплавленного металла нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции на изделии продольные и поперечные.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.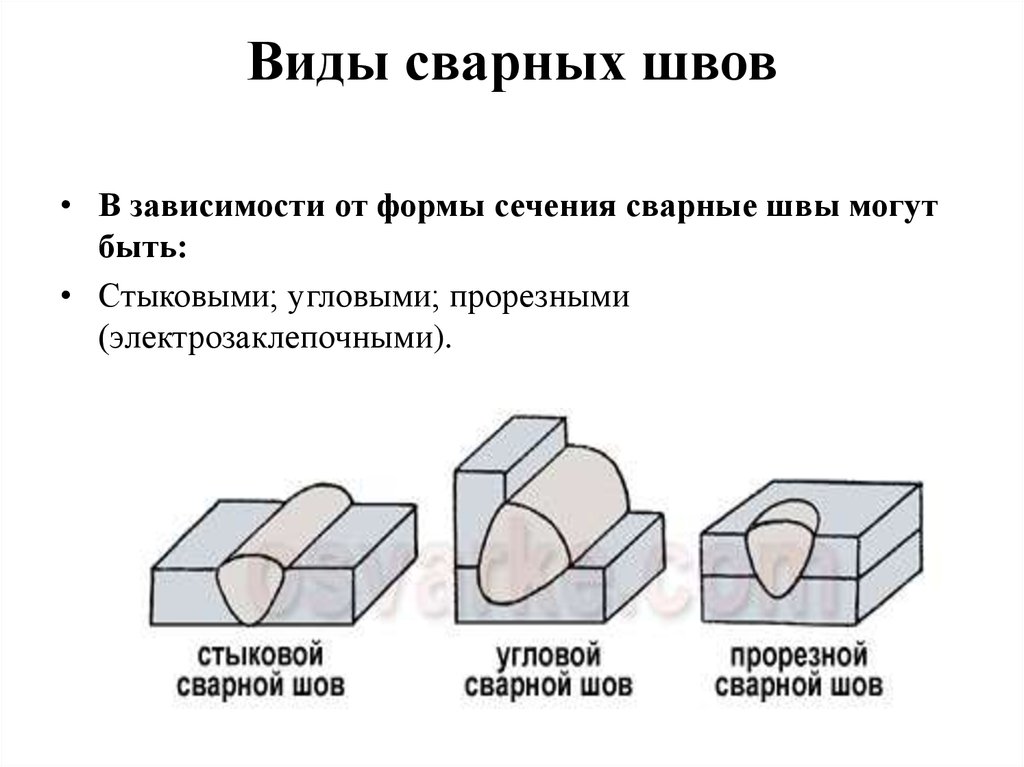 info обязательна.
info обязательна.
Типы сварочных соединений — база знаний Kuzovnoy.Ru
В процессе кузовного ремонта иногда требуется проводить сварку некоторых элементов кузова между собой. Чаще всего это происходит при замене несущих или карсасообразующих элементов автомобиля. Надежность каркаса после подобных работ зависит от прочности сварочного соединения.
Существуют различные типы сварочных соединений:
- Соединение встык;
- Соединение встык со вставкой;
- Соединение внахлест.
Рассмотрим, как данные типы могут быть использованы при замене, например, порогов автомобиля.
Соединение «встык»
Данное соединение является одним из самых сложных. В первую очередь необходимо очень точно осуществить подгонку привариваемого элемента. Это потребует определенных навыков. В идеале, расстояние между привариваемыми деталями должно соответствовать толщине металла.
Соединение «встык со вставкой»
Использование этого типа соединения подразумевает применение усиливающих вставок, которые располагаются с внутренней стороны относительно шва. Это значительно упрощает процесс подгонки деталей. Усиливающая вставка помогает более качественно состыковать свариваемые элементы. Поверхность при этом получается гладкая и не требует большого количества шпаклевки для выравнивания. Соединение такого типа очень прочное. Оно наиболее распространено при замене порогов. Необходимо помнить, что усиливающие вставки должны вырезаться из такого же металла, как и свариваемые элементы.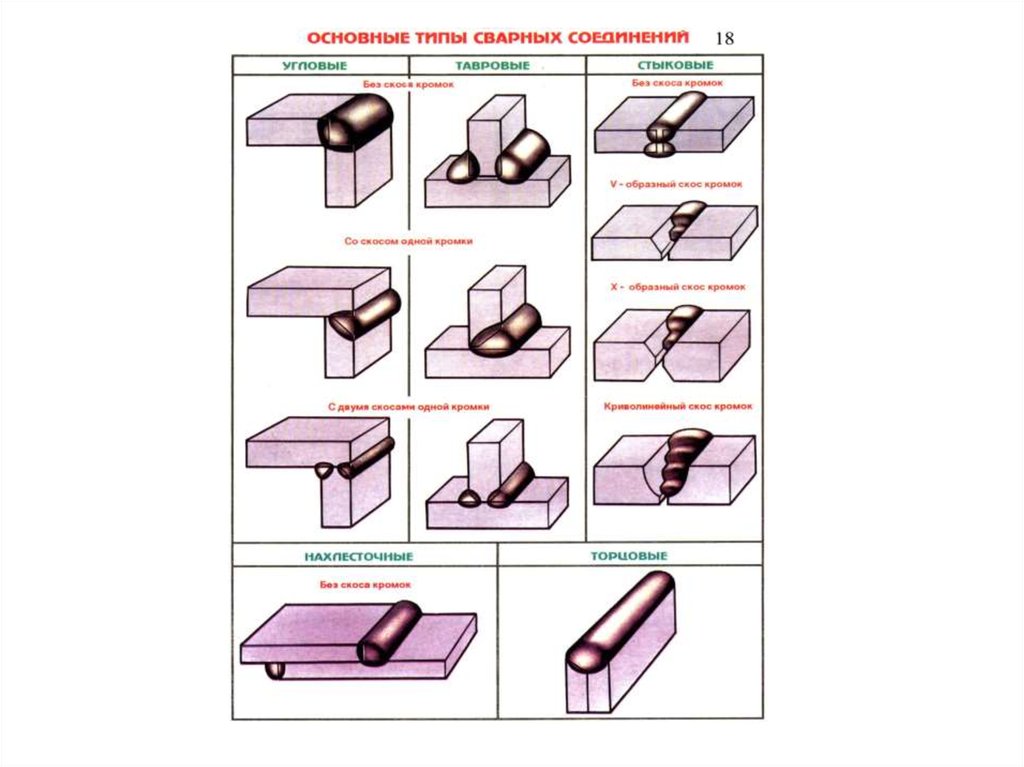
Соединение «внахлест»
При установлении порога внахлест необходимо оставить запас при срезании старого порога в несколько сантиметров. Это позволит разместить новый порог вместо старого с небольшим нахлестом. Сварка осуществляется непосредственно в месте контакта нового порога. Данный метод не требует качественной подгонки деталей, часто используется для варения в местах стыков со сложной геометрией. При таком соединении значительно уменьшается вероятность прожога металла. Из недостатков является необходимость нанесения большого слоя шпаклевки для последующего выравнивания шва. Кроме того, ввиду сложного соединения трудно обрабатывать шов антрикоррозийным составом с другой стороны, что приводит к досрочному образованию ржавчины.
Заключение
Существуют различные типы сварочных соединений. Их применение, обусловлено разными требованиями, предъявляемыми к соединению деталей. Умение правильно выбрать тип соединений обеспечит необходимую прочность и длительный срок эксплуатации свариваемых элементов.
Умение правильно выбрать тип соединений обеспечит необходимую прочность и длительный срок эксплуатации свариваемых элементов.
Различные типы сварных соединений
Сварочные соединения представляют собой кромку или точку, в которой соединяются вместе две или более металлических или пластмассовых детали. Две или более заготовок (металлических или пластиковых) соединяются с помощью подходящего процесса сварки для образования прочного соединения. По данным Американского общества сварщиков, в основном существует пять типов сварных соединений: стыковые, угловые, внахлестку, тройник и кромочное соединение.
5 основных сварных швов
1. Стыковое соединение
2. Угловое соединение
3. Соединение внахлестку
4. Тройник и
5. Краевое соединение
Давайте подробно обсудим каждый из них
1. Стыковое соединение1 которое 90 соединение концов двух деталей вместе, называется стыковым соединением.
 При стыковом соединении две детали лежат в одной плоскости или бок о бок. Это самый простой тип соединения, используемый для соединения металлических или пластиковых деталей.
При стыковом соединении две детали лежат в одной плоскости или бок о бок. Это самый простой тип соединения, используемый для соединения металлических или пластиковых деталей.Различные типы сварки при стыковой сварке:
(i) Квадратный сварной шов встык
(ii) Сварной шов со скошенной кромкой
(iii) Сварной шов с V-образной канавкой
(iv) Сварной шов с J-образной канавкой
(v) Сварной шов с U-образной канавкой
(vi) Сварной шов с раструбом и V-образной канавкой
(vii) Стыковой сварной шов с развальцовкой
Читайте также:
- Сварка трением с перемешиванием – принцип работы, преимущества, недостатки применения
- Сварка взрывом – оборудование, типы, работа, преимущества и недостатки применения
- 0
- 0
- Процесс сварки трением – работа, типы, преимущества, недостатки применения
2. Угловое соединение
Соединение, образованное размещением угла двух деталей под прямым углом, называется угловым соединением (см. рис. выше). Две детали, которые будут сварены с угловым соединением, образуют форму L.
рис. выше). Две детали, которые будут сварены с угловым соединением, образуют форму L.
Различные типы сварных швов в угловом соединении:
(i) Угловой шов
(ii) Точечный шов
(iii) Сварка с квадратной разделкой или сварной шов встык
(iv) Сварной шов с V-образным пазом
(v) Сварной шов со скошенным пазом
(vi) Сварной шов с U-образным пазом
(vii) Сварной шов с J-образным пазом
(viii) Сварной шов с развальцовкой и V-образным пазом
(ix) Сварной шов по кромке
(x) Сварной шов с углом и фланцем
3. Т-образный стык
Соединение, выполненное путем пересечения двух частей под прямым углом (т. е. под углом 90 градусов). ) и одна часть лежит в центре другой. Это называется Т-образным соединением, так как две сваренные части выглядят как английская буква «Т».
Типы сварных швов в Т-образном соединении следующие:
(i) Угловой шов
(ii) Пробочный шов
(iii) Щелевой шов
(iv) Сварной шов со скосом и канавкой
(v) Сварной шов с J-образным пазом
(vi) Фаска с раструбом
(vii) Сварной шов проплавлением
4.
 Соединение внахлестку
Соединение внахлесткуСоединение внахлестку образуется, когда две детали помещаются одна на другую, а затем свариваются (см. рис. выше). Он может быть односторонним или двусторонним. Этот тип сварных соединений в основном используется для соединения двух деталей разной толщины.
Различные типы сварных швов в соединениях внахлестку:
(i) Угловой шов
(ii) Сварной шов со скосом и канавкой
(iii) Сварной шов с J-образным пазом
(iv) Сварной шов с пробкой
(v) Шовный шов
(vi) Точечный сварной шов
(vii) Сварной шов с развальцовкой
5. Кромочное соединение
Соединение, образованное сваркой краев двух деталей, называется краевым соединением. Это соединение используется там, где кромки двух листов соприкасаются и представляют собой примерно параллельные плоскости в месте сварки. В этом соединении сварной шов не полностью проникает в толщину соединения, поэтому его нельзя использовать в приложениях напряжения и давления.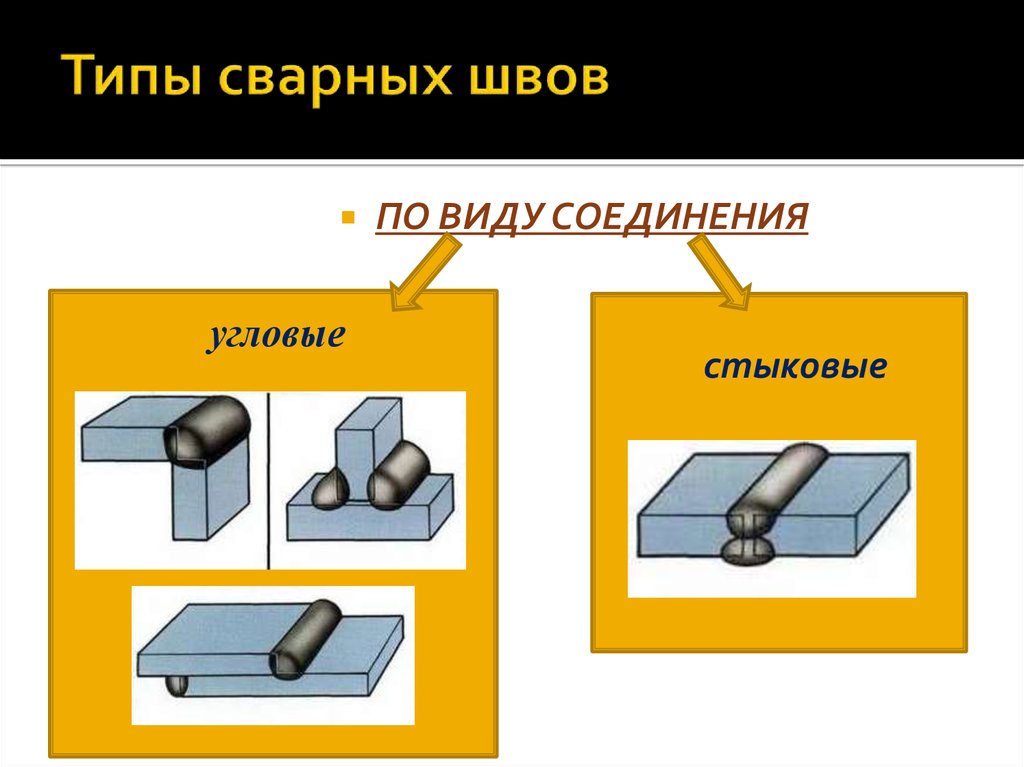
Различные типы сварки в этом сварном соединении:
(i) Сварной шов с квадратной разделкой или стыковой шов
(ii) Сварной шов со скошенной кромкой
(iii) Сварной шов с V-образной канавкой
(iv) Сварной шов с J-образной канавкой
(v) Сварной шов с U-образной канавкой
(vi) Кромка- фланцевый сварной шов
(vii) Угловой фланцевый сварной шов
В этой статье мы узнали о различных типах сварных соединений, используемых для соединения металлических или пластмассовых деталей. Если вы считаете эту информацию ценной, не забудьте поставить лайк и поделиться.
Руководство по типам сварных швов. Типы сварных швов
Опубликовано Глава 2 на | Оставить комментарий
Сварка — это процесс соединения двух поверхностей вместе с применением тепла, давления или их комбинации. Типы сварных швов, используемых для создания сварного соединения, можно разделить на различные типы, которые в значительной степени определяются их формой поперечного сечения и методами, используемыми для их производства. Понимание различных типов сварки, их отличительных характеристик и преимуществ — это первый шаг к получению надежного высококачественного сварного шва, соответствующего вашим требованиям.
Понимание различных типов сварки, их отличительных характеристик и преимуществ — это первый шаг к получению надежного высококачественного сварного шва, соответствующего вашим требованиям.
Здесь мы рассмотрим некоторые из наиболее распространенных типов сварки, их основные преимущества и области применения, для которых они лучше всего подходят. Чтобы узнать больше о сварочных возможностях главы 2, посетите нашу страницу возможностей.
Угловые сварные швы
Угловой сварной шов соединяет две поверхности перпендикулярно, образуя между ними приблизительно прямой угол. Этот стиль сварки можно разделить на следующие подтипы:
- Полный угловой шов. При сплошных угловых швах размер сварного шва равен толщине соединяемой более тонкой части.
- Ступенчатый прерывистый угловой шов. Ступенчатые прерывистые угловые швы характеризуются образованием двух линий прерывистой сварки со смещением по обеим сторонам соединения.
- Цепной прерывистый угловой шов. Цепные прерывистые угловые швы включают в себя формирование двух линий прерывистых угловых швов, которые расположены примерно напротив друг друга по обе стороны от таврового соединения.

Универсальность и низкая стоимость угловых швов сделали их одним из наиболее широко используемых соединений в сварочной промышленности. Типичные области применения включают:
- Фланцы соединительные к трубам
- Соединения раскосов
- Срезные лапки
- Накладки
- Основания колонн
- Швы и сварные швы
Сварные швы
Сварные швы с разделкой кромок позволяют соединять детали в одной плоскости путем нанесения сварочных валиков в разделку между ними. К основным типам разделочных швов относятся:
- Сварной шов с развальцовкой
- V-образный сварной шов
- Сварной шов с разделкой кромок под одинарным скосом
- Сварной шов с одинарной J-образной разделкой
- U-образный сварной шов с разделкой кромок
- Сварной шов с V-образным пазом
- Сварной шов с квадратной разделкой
По сравнению с другими видами сварки процесс сварки разделкой обычно требует больше времени, сложнее в выполнении и обычно требует специальной фаски на одной или обеих соединяемых поверхностях.
- Момент соединения
- Соединения колонн
- Полые соединения из конструкционной стали (HSS)
Наплавка сварного шва
Наплавка — это процесс сварки, при котором сварной шов наносится на поверхность, а не на соединение, для достижения определенных свойств или размеров. Это достигается путем нанесения одной или нескольких нитей плетения на сплошную поверхность. К наиболее распространенным типам наплавочных швов относятся:
- Наплавка порошковой проволокой (FCAW)
- Плавильная печь
- Наплавка дуговой сваркой металлическим электродом в среде защитного газа (GMAW)
- Газовая вольфрамовая дуговая сварка (GTAW) наплавка
- Поверхностная кислородно-ацетиленовая сварка
- Плазменно-дуговая наплавка
- Наплавка дуговой сваркой под флюсом (SAW)
- Наплавка дуговой сваркой под флюсом (SMAW)
Наплавочные сварные швы обычно используются для добавления износостойкого слоя металла к объекту для укрепления его поверхности или восстановления изношенных участков.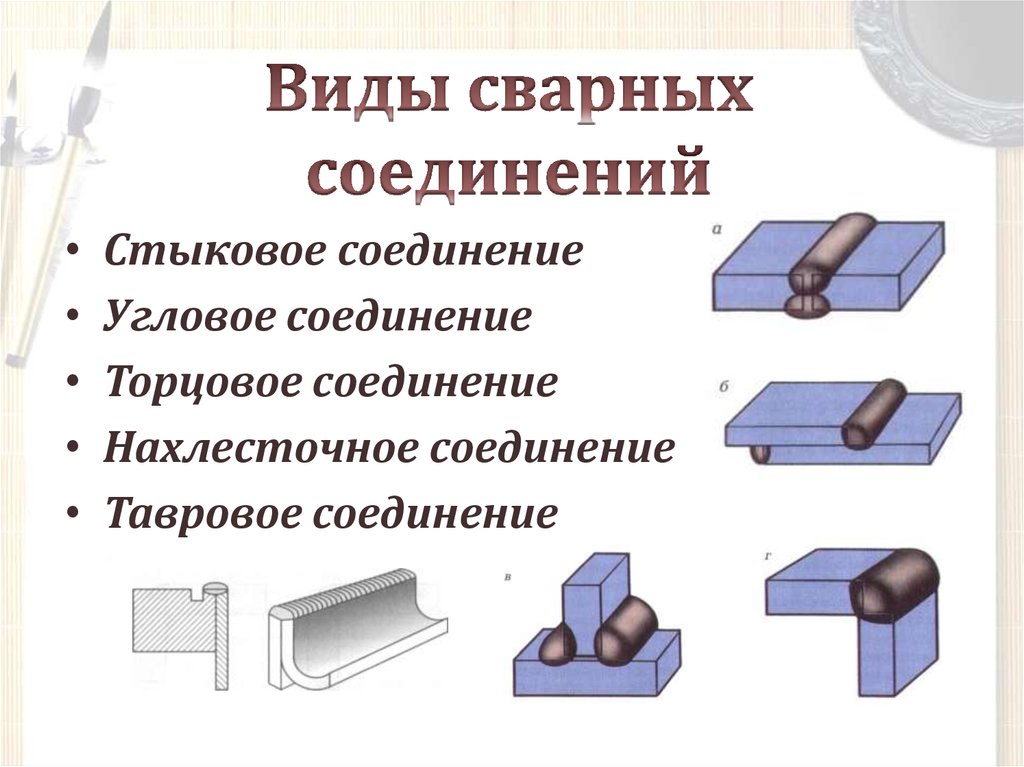 В этих случаях для выполнения сварки применяют металл с большей износостойкостью, чем основной металл. Этот метод является одним из наиболее экономичных методов защиты и продления срока службы оборудования и инструментов, используемых в агрессивных средах с высоким износом. Поверхностная сварка также может использоваться в сочетании с квадратными стыковыми соединениями для повышения качества окончательного сварного шва.
В этих случаях для выполнения сварки применяют металл с большей износостойкостью, чем основной металл. Этот метод является одним из наиболее экономичных методов защиты и продления срока службы оборудования и инструментов, используемых в агрессивных средах с высоким износом. Поверхностная сварка также может использоваться в сочетании с квадратными стыковыми соединениями для повышения качества окончательного сварного шва.
Сварка пробкой
Сварка пробкой представляет собой круговой шов, используемый для соединения двух поверхностей вместе через небольшое отверстие в одной из поверхностей. В автомобильной промышленности сварка электрозаклепками обычно используется вместо точечной сварки, когда недостаточно места для размещения оборудования для точечной сварки. Полученный сварной шов часто прочнее, чем точечный. Точно так же сварные швы могут использоваться для заполнения поврежденных отверстий в дорогостоящих аэрокосмических компонентах, возвращая их в состояние, близкое к новому, и экономя компании на затратах на ТОиР.
Другие приложения включают:
- Сварочные стержни внутри трубы
- Соединение металлов разной толщины
- Производство и ремонт автомобильных кузовов
Сварной шов
При щелевой сварке одна поверхность соединяется с другой через продолговатое отверстие. Разница между электродным и щелевым швами заключается в том, что форма электродного шва характеризуется его диаметром, тогда как форма щелевого шва характеризуется как диаметром, так и длиной. В зависимости от технических характеристик детали один конец отверстия может быть открыт или отверстие может быть частично или полностью заполнено сварочным материалом.
Сварные швывыгодны, когда конструкция детали требует нахлеста между двумя поверхностями. Конкретные области применения щелевых сварных швов включают:
- Передача усилия сдвига в соединениях внахлестку
- Предотвращение коробления в перекрывающихся деталях
Сварка оплавлением
Сварка оплавлением — это метод контактной сварки, который устраняет необходимость в присадочных металлах.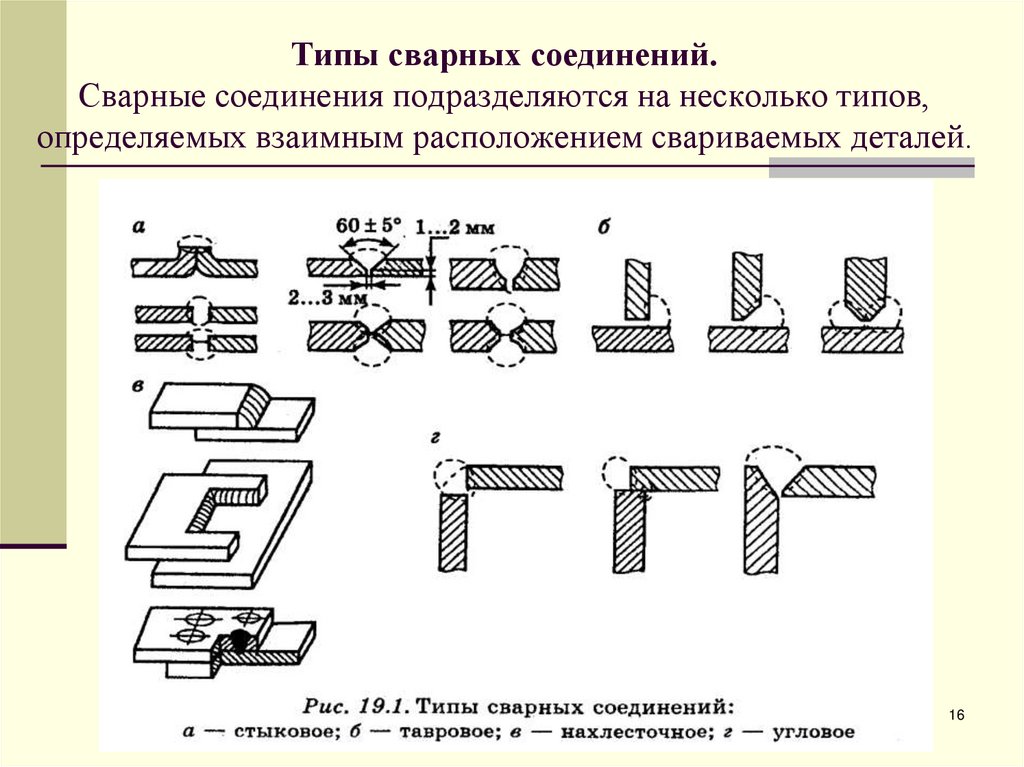 В процессе сварки оплавлением подается ток для создания сопротивления между двумя соединяемыми поверхностями. Когда две поверхности соединяются в небольших точках контакта, протекает ток и расплавляет материал.
В процессе сварки оплавлением подается ток для создания сопротивления между двумя соединяемыми поверхностями. Когда две поверхности соединяются в небольших точках контакта, протекает ток и расплавляет материал.
Затем расплавленный материал выходит из шва в виде брызг расплавленных частиц, что создает характерное мигающее действие. Оксиды и другие загрязнения удаляются с поверхности раздела, в то время как на концах двух поверхностей образуется зона теплового размягчения. Когда достаточное количество материала расплавится, прикладывается усилие для соединения поверхностей. Это облегчает создание стыкового шва без остаточного расплавленного материала в соединении.
Процесс сварки оплавлением является быстрым, экономичным и позволяет сплавлять разнородные металлы с разными температурами плавления. Сварка оплавлением часто используется для:
- Соединение участков магистральных рельсов в железнодорожном строительстве
- Соединение толстых деталей, таких как цепи или трубы
- Слияние металлических листов, стержней и стержней
Сварной шов
Сварные швы позволяют накладывать материалы внахлест и соединять их вдоль непрерывного шва. Этот тип сварного шва можно создать двумя способами:
Этот тип сварного шва можно создать двумя способами:
- Сварка контактным швом. Сварка контактным швом представляет собой адаптацию точечной сварки, в которой для сварочных электродов используются приводные колеса вместо стационарных стержней. Обычное использование включает изготовление листового металла и производство автомобильных компонентов, таких как топливные баки, радиаторы и стальные барабаны.
- Сварка швов трением. При шовной сварке трением тепло вырабатывается за счет трения вместо электродов. Это позволяет сливать поверхности, находясь в твердой фазе, тем самым исключая возникновение взаимной диффузии. Сварка швом трением часто предпочтительнее для материалов, которые по своей природе трудно сваривать традиционными методами дуговой сварки.
Преимущества шовной сварки:
- Обеспечивает прочные и долговечные сварные швы
- Относительно прост в исполнении
- Идеально подходит для изготовления емкостей, непроницаемых для жидкостей и газов
Точечная сварка
Точечная сварка — это форма контактной сварки, используемая для соединения двух или более кусков листового металла без использования присадочного материала. Это достигается за счет концентрации электрического тока в небольших точках с точным интервалом между соприкасающимися поверхностями. Профилированные электроды из медного сплава используются для передачи электрического тока через куски листового металла в заданных местах. Как только материал расплавится, ток отключают, а давление поддерживают, пока расплавленный материал затвердевает, создавая точечный сварной шов.
Это достигается за счет концентрации электрического тока в небольших точках с точным интервалом между соприкасающимися поверхностями. Профилированные электроды из медного сплава используются для передачи электрического тока через куски листового металла в заданных местах. Как только материал расплавится, ток отключают, а давление поддерживают, пока расплавленный материал затвердевает, создавая точечный сварной шов.
относительно проста и недорога в изготовлении, что делает ее популярным выбором сварки в нескольких ключевых отраслях, в том числе:
- Автомобильная промышленность
- Аэрокосмическая отрасль
- Строительство
- Электроника
- Металлический корпус мебели
- Железнодорожный
Сварка с осадкой
Сварка с осадкой — это форма контактной сварки, при которой происходит плавление одновременно по площади прилегающих поверхностей или постепенно вдоль стыка с использованием комбинации тепла и давления. Давление прикладывается до и во время процесса нагрева, а тепло создается за счет электрического сопротивления, возникающего в точках контакта между поверхностями. Сварные швы с осадкой обычно используются при изготовлении проволочных колец, колец горелок, колесных дисков и других круглых деталей с небольшими площадями поперечного сечения.
Давление прикладывается до и во время процесса нагрева, а тепло создается за счет электрического сопротивления, возникающего в точках контакта между поверхностями. Сварные швы с осадкой обычно используются при изготовлении проволочных колец, колец горелок, колесных дисков и других круглых деталей с небольшими площадями поперечного сечения.
Процесс сварки с высадкой обеспечивает несколько явных преимуществ, в том числе:
- Высококачественные сварные швы с меньшим количеством дефектов сплавления
- Совместимость с широким спектром стандартных и трудносвариваемых материалов
- Сварочное оборудование, которое легко контролировать, эксплуатировать и обслуживать
Сварочные услуги от Chapter 2, Inc.
Выбор подходящего типа сварного шва для данного сварочного применения имеет решающее значение для производительности, надежности и безопасности конечного сварного компонента. В Chapter 2, Inc.