Роль тока и напряжения в полуавтоматической сварке. Динамические характеристики сварочной дуги. — Страница 4 — Вопросы новичков о сварке
#61 Миротворец
Отправлено 03 June 2014 08:35
ARGONIUS сказал(а) 02 Июн 2014 — 03:27: Я имел в виду можно ли сказать что «сварочный ток» для п/а это величина образованная скоростью подачи и напряжением дуги?
Совместно эти величины — выделяемая мощность при плавлении проволоки и изделия дугой.
А разве это не одно и тоже?
- Наверх
- Вставить ник
#62 waha
Отправлено
Господа, учитывая жесткую характеристику источника для П \ А , напряжение в сварочной цепи можно считать неизменным. Т.е. сколько выставил-столько и будет. Если напряжение изменяется в процессе сварки произвольно, то характеристика уже далеко не жесткая, поэтому данный случай рассматривать не будем.
Т.е. сколько выставил-столько и будет. Если напряжение изменяется в процессе сварки произвольно, то характеристика уже далеко не жесткая, поэтому данный случай рассматривать не будем.
С точки зрения закона Ома ток в цепи зависит от напряжения и от сопротивления цепи. При U=conct, сопротивление зависит от диаметра проводника и сопротивления дугового промежутка.
Выходит от скорости движения проволки , при неизменном напряжении и диаметре , с увеличением скорости падает сопротивление дугового промежутка…. Что как бы естественно, ибо с увеличением количества металла в дуговом промежутке увеличивается ионизация дуги и сопротивление падает.
Из выше сказаного можно сделать вывод, что сила тока при сварке П\А зависит исключительно от скорости подачи сварочной проволки и от ее диаметра. Напряжение дуги влияет на общую мощность сварочной дуги и на длину дуги.
Длинна же дуги влияет на глубину проплавления и на ширину сварочного шва…
- Наверх
- Вставить ник
#63 дмитров
Отправлено 03 June 2014 12:59
Если напряжение изменяется в процессе сварки произвольно, то характеристика уже далеко не жесткая, поэтому данный случай рассматривать не будем.

данный случай имеет место практически во всех п\а ,так как у большинства п\а не жесткая ,а полого падающая ВАХ ,и соответственно с ростом нагрузки напряжение хоть не сильно но падает (зависит от крутизны наклона ВАХ)
Так что делайте выводы господа
А разве это не одно и тоже?
вроде как сила тока и мощность это разные вещи
п.с. и все же если регулятор скорости подачи называть исключительно регулятором «скорость подачи»,то вопросов по этому возникало бы гораздо меньше
Длинна же дуги влияет на глубину проплавления и на ширину сварочного шва…
и в свою же очередь длинна дуги зависит напрямую от напряжения на дуге
- Наверх
- Вставить ник
#64 waha
Отправлено 03 June 2014 13:08
данный случай имеет место практически во всех п\а
Т.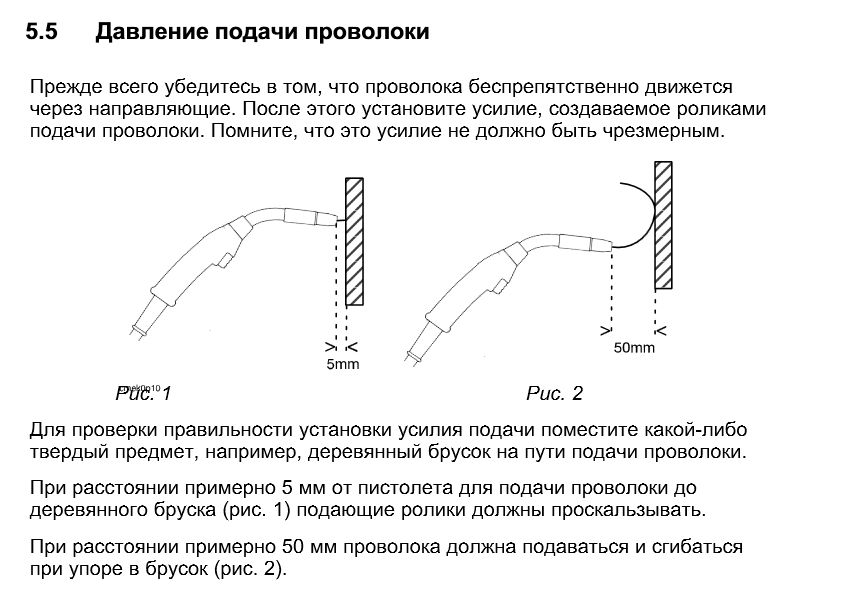 е. у вас длинна дуги постоянно изменяется? Вопрос о нестабильности расстояния горелки от изделия не рассматривается….
е. у вас длинна дуги постоянно изменяется? Вопрос о нестабильности расстояния горелки от изделия не рассматривается….
Стабильность выходного напряжения есть залог качественого шва. Если напряжение дуги гуляет как хочет, то:
1. различная глубина провара.
2. различная ширина, переменный катет шва.
Дабы напряжение не жило своей жизнью, придуманы всякие разные схемы стабилизации, трехфазные трансформаторы, модные инверторы…
Изменение напряжения в пределах погрешности измерений можно не рассматривать, чай не ядерная физика
вроде как сила тока и мощность это разные вещи
Мощность есть произведение силы тока на напряжение. Для постоянного тока. Переменный не рассматриваем.
Напряжение дуги влияет на общую мощность сварочной дуги и на длину дуги. Длинна же дуги влияет на глубину проплавления и на ширину сварочного шва...
 ..
..и в свою же очередь длинна дуги зависит напрямую от напряжения на дуге
- Наверх
- Вставить ник
#65 дмитров
Отправлено 03 June 2014 13:36
Если напряжение дуги гуляет как хочет, то:
не как хочет ,а в зависимости от нагрузки ,и это влияние есть
waha, а как вы думаете почему при чрезмерной подаче ,проволока начинает упираться и отдавать в горелку ,ведь напряжение жестко стабилизировано и сколько проволоки не пихай она все равно обязана отгореть ???
- Наверх
- Вставить ник
#66 waha
Отправлено 03 June 2014 13:37
Правильно, влияние есть . Поэтому чем выше задан сварочный ток-тем больше устанавливается напряжение.
Поэтому чем выше задан сварочный ток-тем больше устанавливается напряжение.
Разговор то о неизменности напряжения в процессе сварки… Скорость подачи проволки считаем стабильной.
- Наверх
- Вставить ник
#67 дмитров
Отправлено 03 June 2014 13:42
Правильно, влияние есть .Поэтому чем выше задан сварочный ток-тем больше устанавливается напряжение.
то есть получается что по факту при увеличении скорости подачи ,напряжение (от нагрузки)проседает и его приходится поднимать
- Наверх
- Вставить ник
#68 ARGONIUS
Отправлено 03 June 2014 13:59
Я то думал что всё проще. .
.
Понимаю ситуацию так: сила тока это тот объём металла проволоки (скорость подачи/диаметр проволоки) который можно расплавить при выставленном напряжении.
Если проволоки слишком много, напряжение «не справляется» проволока плохо плавится, прогрева металла нет, валик высокий без проплава основного металла и горелка пихается. Поднимаем напряжение (или уменьшаем скорость подачи/диаметр проволоки) и в результате проволока плавится хорошо, металл проплавлен и валик нормальный. Если ещё увеличить напряжение, то проволока начнёт перегреваться, отгорать порциями, брызгать и шов будет перегретым.
По моим упрощённым представлениям как то так всё.
http://argonius52.ru/
- Наверх
- Вставить ник
#69 waha
Отправлено 03 June 2014 14:18
Ну на трансовых однофазных зверушках как правило так и есть. .. мощности транса не хватает, проволка утыкивается, крутишь напругу…
.. мощности транса не хватает, проволка утыкивается, крутишь напругу…
На АЛЮМИГЕ и на фроне проволка плавится при практчески любом напряжении. Ибо инвертор с мозгами… Мощности источника хватает для поддержания дуги при любом сварочном токе. Т.е. при любой подаче… Лень проволку перезаряжать, чтоб попробовать на 15В ампер 250 дать…но думаю пойдет…
Я вот чего понять- объяснить не могу, почему при малом напряжении провар глубже… Наверно при короткой дуге больше вложения в металл? Нее? Но провар то реально увеличивается при снижении напряжения…. Концентрация тепла-энергий наверно….
- Наверх
- Вставить ник
#70 Serzh_Alexandrovich
Отправлено 03 June 2014 14:21
Господа, сварочный ток зависит от диаметра проволоки и от необходимой глубины проплавления. Регулировка сварочного тока осуществляется путем изменения скорости подачи проволоки и напряжения на дуге. Хорошая сварка получается при оптимальном сочетании силы сварочного тока и скорости подачи проволоки. Так же при увеличении напряжения увеличивается и сила сварочного тока и длина дуги, а это увеличивает в свою очередь ширину шва и уменьшает выпуклость шва.
Регулировка сварочного тока осуществляется путем изменения скорости подачи проволоки и напряжения на дуге. Хорошая сварка получается при оптимальном сочетании силы сварочного тока и скорости подачи проволоки. Так же при увеличении напряжения увеличивается и сила сварочного тока и длина дуги, а это увеличивает в свою очередь ширину шва и уменьшает выпуклость шва.
- Наверх
- Вставить ник
#71 Миротворец
Отправлено 03 June 2014 14:45
Так же при увеличении напряжения увеличивается и сила сварочного тока
Ничего там не увеличивается, а даже немного падает.
Господа, сварочный ток зависит от диаметра проволоки и от необходимой глубины проплавления.

Может всё же глубина проплавления зависит о силы сварочного тока))
- Наверх
- Вставить ник
#72 Serzh_Alexandrovich
Отправлено 03 June 2014 15:01
первично в конструкции у Вас есть толщина металла, из конструктивных особенностей Вы устанавливаете необходимую глубину проплавления и для достижения ее подбираете сварочный ток)))) Первична все же изначально глубина проплавления, под которую исходя из толщины металла подбирают силу сварочного тока)))) если и сейчас не согласитесь, то надо будет привести Вам формульно))))
логика верна в обе стороны, но если смотреть с самого начала имеющихся изначально данных и того что нужно получить, то думаю со мной Вы согласитесь
- Наверх
- Вставить ник
#73 waha
Отправлено 03 June 2014 15:42
От безделия таки наэксперементировал. ..Отчитываюсь:
..Отчитываюсь:
Аппараты
фроня и алюмиг
газ СО2
проволка 1.2 и 0.8мм
Проволка горит при любом напряжении. Но варит только при оптимальном
Но примудрая фроня синегерику отключать не желает ни в какую, и с ростом тока напряжение растет согласно программе. Ниже чем на -10 В от лини скидывать не желает. Для проволки 1.2 мм напряжение ниже 23 вольт и тока 300А получить не удалось.
Огромно НО!!! скорость подачи проволки с понижением напряжения начинает превосходить скорость ее сгорания. Короче упирается и отдает в горелку, но без загогулин и казявок.
алюмиг: Синегерика отключается. Минимальное напряжение 14.5 В. Ток 200А, проволка 0.8 мм. Горит. Но отдает в горелку, конечно. Скорость горения ниже скорости подачи… Загогулин и козявок нет.
как то так…
Фоток и кина не будет, пропил шнурок от компа и фотик отдал супруге при разводе Потому верьте на слово…
- Наверх
- Вставить ник
#74 Миротворец
Отправлено 03 June 2014 15:55
логика верна в обе стороны,
С этим ещё могу согласиться, но с напругой ни за что))
 com/embed/lNQB0AlAJgs?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»>
com/embed/lNQB0AlAJgs?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»> - Наверх
- Вставить ник
#75 waha
Отправлено 03 June 2014 16:05
Так а напруга то сколько? В вольтах? Нули показометр кажет…
- Наверх
- Вставить ник
#76 saper24
Отправлено 03 June 2014 21:53
Есть ток. А если выводить отдельное понятие «Сварочный ток» то надо понимать под ним совокупность параметров при которых возможна сварка. Скорость подачи( ток) и напряжение можно выставлять какими угодно. Но для конкретного диаметра проволоки будет свой диапазон скорости подачи( тока) и напряжения при котором происходит нормальный прогрев металла с оплавлением кромок и сварочной проволоки. В контексте разговоров о сварке более целесообразно говорить о совокупности параметров дающих результат, нежели о токе и напряжении отдельно. Но и то что это величины по разному влияющие на процесс сварки забывать не стоит. Подобно сенергетике опытный сварщик знает диапазоны совокупности параметров ( тока и напряжения или » сварочного тока»), а также способен в этом диапазоне манипулировать величиной каждого параметра в отдельности. Не выходя при этом за границы ( рабочего, того при котором возможна сварка) диапазона. Как то так. Звиняйте если перемудрил.
Но для конкретного диаметра проволоки будет свой диапазон скорости подачи( тока) и напряжения при котором происходит нормальный прогрев металла с оплавлением кромок и сварочной проволоки. В контексте разговоров о сварке более целесообразно говорить о совокупности параметров дающих результат, нежели о токе и напряжении отдельно. Но и то что это величины по разному влияющие на процесс сварки забывать не стоит. Подобно сенергетике опытный сварщик знает диапазоны совокупности параметров ( тока и напряжения или » сварочного тока»), а также способен в этом диапазоне манипулировать величиной каждого параметра в отдельности. Не выходя при этом за границы ( рабочего, того при котором возможна сварка) диапазона. Как то так. Звиняйте если перемудрил.
- Наверх
- Вставить ник
#77 selco
Отправлено 04 June 2014 02:13
Звиняйте если перемудрил.

Все правильно сказано, добавить не чего.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#78 Ferio
Отправлено 04 June 2014 14:29
Сказано много и по разному. Но мне кажется, что обсуждение уходит в сторону. Ведь главная задача системы (скорость-ток-напряжение) не в количестве металла появившемся в дуговом промежутке, не в глубине проплавления, не в массе расплавленой проволоки или ом, и т.п.
Хочу обратить внимание коллег на то, что если говорить о роли сварочного тока и напряжения, так-сказать «в связке», то здесь главная задача (а значит и роль) — получение стабильной энергетической системы «источник-аппарат-дуга», т.е. поддержание устойчивого горения дуги при неких возмущениях. С этой точки зрения и нужно рассматривать влияние этих характеристик.
С этой точки зрения и нужно рассматривать влияние этих характеристик.
- Наверх
- Вставить ник
#79 di4
Отправлено 04 June 2014 15:45
ИМХО: Классическая полуавтоматическая сварка имеет циклически переменную мощность во времени. Это связано с капельным переходом металла проволоки в металл сварочной ванны. Напряжение на дуге относительно стабильно, но при этом оно все таки не является константой в связи с тем что постоянно меняется площадь контакта проволоки в контактном наконечнике. Если принять напряжение на дуге за константу то сварочный ток будет зависеть от сопротивления дуги. Сопротивление дуги, в данном случае, зависит от расстояния между катодом и анодом. При полуавтоматической сварки это расстояние постоянно меняется и зависит от: а) скорости сварки — например при низкой скорости сварки расплавленный металл будет затекать под дугу и уменьшать расстояние или при высокой скорости сварки не будет успевать плавиться основной металл, б) скорости подачи проволоки — капли будут разного размера и это повлияет на диаграмму изменения расстояния между катодом и анодом во времени, в) вылета — расстояния от конца наконечника до свариваемого металла. В классической полуавтоматической сварки от сварщика требуется добиться такого сочетания диаметра проволоки, напряжения, скорости подачи, скорости сварки и техники сварки что бы обеспечить провар на определенную глубину и при этом получить геометрию валика соответствующую допускам. Зачастую это делается при подборе режима на пробном образце. К великому счастью сварные швы в большинстве случаев можно исправить (выбрать непровар или подточить геометрию валика), что в России практикуется на каждом шагу, и данный факт дает возможность говорить о том что полуавтоматическая сварка наиболее простой и низкоквалифицированный вид сварки, Но когда вам говорят что вы должны обеспечить провар не менее 0,2 мм и не более 0,7 мм с геометрией катета 3-4 мм и потом приезжают на ваше производство берут с конвейера деталь заставляют вас сделать шлиф и под электронным микроскопом показывают вам что провар 1,0 мм, а катет 2,5 мм, и по этому поводу втюхивают неустойку, вот тогда все понимают что зарплату то в вакансии технолог по сварке в начале проекта надо было поставить раза в три по больше, чтоб было из чего выбрать.
В классической полуавтоматической сварки от сварщика требуется добиться такого сочетания диаметра проволоки, напряжения, скорости подачи, скорости сварки и техники сварки что бы обеспечить провар на определенную глубину и при этом получить геометрию валика соответствующую допускам. Зачастую это делается при подборе режима на пробном образце. К великому счастью сварные швы в большинстве случаев можно исправить (выбрать непровар или подточить геометрию валика), что в России практикуется на каждом шагу, и данный факт дает возможность говорить о том что полуавтоматическая сварка наиболее простой и низкоквалифицированный вид сварки, Но когда вам говорят что вы должны обеспечить провар не менее 0,2 мм и не более 0,7 мм с геометрией катета 3-4 мм и потом приезжают на ваше производство берут с конвейера деталь заставляют вас сделать шлиф и под электронным микроскопом показывают вам что провар 1,0 мм, а катет 2,5 мм, и по этому поводу втюхивают неустойку, вот тогда все понимают что зарплату то в вакансии технолог по сварке в начале проекта надо было поставить раза в три по больше, чтоб было из чего выбрать. А пока в России будут требования типа «Да завари, чтоб не отвалилось», технологи по сварке и дорогостоящее оборудование нафик никому не будут нужны.) А если они не будут нужны их и не будет.) Вот такая вот роль напряжения и тока при полуавтоматической сварке.))
А пока в России будут требования типа «Да завари, чтоб не отвалилось», технологи по сварке и дорогостоящее оборудование нафик никому не будут нужны.) А если они не будут нужны их и не будет.) Вот такая вот роль напряжения и тока при полуавтоматической сварке.))
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#80 Васильковский Андрей
Отправлено 05 June 2014 12:41
Вот нарыл в сети для полуавтомата вот это:
Сила сварочного тока. С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра проволоки.
Напряжение дуги. С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжение дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжение дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Скорость подачи электродной проволоки связана с силой сварочного тока. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги, а протекал устойчиво от выбранной силы сварочного тока.
Что здесь правда, а что нет?
- Наверх
- Вставить ник
Режимы и методы сварки, использование полуавтоматов
Значительная часть сварочных работ сегодня осуществляются с применением дуговой сварки плавящимся электродом в среде защитного газа (полуавтоматическая сварка, MIG-MAG сварка).которая характеризуется множеством неоспоримых выгод и преимуществ. Обратной стороной этой медали является зависимость результатов сварки от правильности настройки режимов сварки — напряжения, тока, скорости подачи сварочной проволоки, величины расхода защитного газа в горелке и пр. Ко всему этому еще надо учитывать влияние выбора типа и диаметра сварочной проволоки и типа применяемого защитного газа, пространственного положения сварного шва и пр.
Рассмотрим этот вопрос более подробно, отталкиваясь от ситуации замены защитного газа от традиционной углекислоты на аргоновую сварочную смесь с применением полуавтомата.
Особенности использования полуавтомата для MIG-MAG сварки
ВЫБОР ГОРЕЛКИ И НАКОНЕЧНИКОВ
Силовой агрегат сварочного полуавтомата формирует постоянный сварочный ток. величина которого регулируется и устанавливается в зависимости от параметров сварки, толщины (диаметра) сварочной проволоки и скорости подачи сварочной проволоки в горелку. Электрический контакт от силового агрегата со сварочной проволокой осуществляется непосредственно в сварочной горелке. Под воздействием протекающего тока горелка нагревается и контактный наконечник в ней заметно расширяется. Аргоновые сварочные смеси обладают меньшей теплопроводностью по сравнению с углекислотой и отвод тепла от горелки при работе со сварочными смесями происходит хуже. Это приводит к заметному перегреву сварочной горелки и на форсированных режимах может даже вызвать ее разрушение (расплавление изоляционных элементов). По этой же причине сварочная проволока в горелке перегревается при работе с аргоновыми смесями и от расширения может застревать в сварочном наконечнике. Это может привести к неравномерности подачи сварочной проволоки в зону сварки и даже заклиниванию проволоки в горелке. Поэтому при переходе на сварочную смесь рекомендуется использовать сварочные горелки большей мощности и применять наконечники чуть большего диаметра.
НАСТРОЙКА ПОДАЮЩЕГО МЕХАНИЗМА
Для обеспечения стабильного режима сварки необходимо стабилизировать не только электрические режимы *ток и напряжение дуги), но и скорость механической подачи сварочной проволоки в горелку. Как отмечалось выше при некорректном выборе электрического наконечника возможно заклинивание сварочной проволоки в горелке. Особенность конструкции большинства сварочных полуавтоматов в том, что подача сварочной проволоки в горелку производится через подающий канал (шланг) путем проталкивания проволоки вперед через подающие ролики, установленные на сварочном аппарате. Важным параметром настройки сварочного аппарата является регулировка натяжения подачи проволоки. При слабом натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке будет приводить к проскальзыванию проволоки между роликами и дестабилизации скорости ее подачи в зону сварки (продергивание и снижение скорости подачи вплоть до полной остановки). При слишком сильном натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке может вызвать сминание сварочной проволоки в подающем канале с последующей остановкой подачи сварочной проволоки в зону сварки. Одновременно слишком сильно натянутые подающие ролики вызывают расплющивание проволоки и усугубляют проблему ее прохождения через наконечник в горелке. Для профилактики этой проблемы рекомендуется использовать наконечники с отверстием некруглой формы (квадрат, треугольник, звездочка и пр.)
Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
Выбор оптимального режима для сварки полуавтоматом при использовании сварочных смесей в немалой степени зависит также от фактического состава сварочной смеси, пространственного положения заготовок, приемов сварки (ходом вперед или назад), обработки кромок, наличия загрязнений и ржавчины и пр. Компания ИТЦ Промэксервис помогает своим клиентам получить практические рекомендации по выбору правильной сварочной смеси оптимальной настройке режимов сварки.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Настройка расхода газа в сварочной горелке.
Для обеспечения качественной сварки и отсутствия пор даже для качественной сварочной смеси правильная настройка потока газа в сварочной горелке имеет огромное значение. Для обеспечения качественной сварки с применением аргоновых смесей следует выполнять следующие рекомендации :
- Для контроля расхода газа необходимо использовать только расходомер (ротаметр), контролирующий поток газа ( обычно в л/мин.). Расходомер обычно устанавливают на редукторе. Следует обращать внимание, что фактический расход газа непосредственно в горелке всегда отличается от величины расхода, установленного на редукторе. Особенно это заметно при нарушении целостности шлангов (трещины или проколы) или неплотного крепления шлангов на газовых штуцерах. Поэтому рекомендуется иметь ручной расходомер газа, который позволяет оперативно проверить величину расхода непосредственно на сварочной горелке.
- Величина расхода на сварочной горелке должна примерно соответствовать диаметру сварочной горелки (в мм). Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ;
- При расходе газа в горелке более 30 л/мин и при большом угле наклона сварочной горелки возможен подсос воздуха в зону сварки и образование пор в сварном шве. ОБРАЩАЕМ ВНИМАНИЕ, что при работе с углекислотой появление пор обычно стараются устранить путем увеличения расхода газа, и при переходе на работу со сварочной смесью при избыточной величине расхода газа такая «привычка» может сыграть злую шутку и только увеличить негативный эффект. ;
- Помимо величины расхода газа важно также проверять состояние и расположение газовой насадки (сопло) на сварочной горелке. Насадка должна быть расположена строго соосно с сварочным наконечником, определяющим направление движения сварочной проволоки. При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;
- В некоторых случаях при большом разбрызгивании сварочной проволоки часть брызг попадает в сопло сварочной горелки и застревает там в виде хаотичного сита, что может приводить также к рассеиванию ламинарного (однородного) потока газа из горелки, уводя поток защитного газа в сторону от сварочной ванны, что опять может вызвать образование пор при сварке ;
Процесс работы со сварочным полуавтоматом не имеет особой сложности и позволяет получить сварочные швы высокого уровня на заготовках различной толщины и типоразмера. Важно лишь правильно провести подготовительные мероприятия и определиться с оптимальным режимом сваривания. Остальное зависит от уровня подготовки сварщика, его квалификации и степени сложности проводимых им действий.
Жесткая и падающая вольт-амперная характеристика
У меня дома есть небольшой аппарат для MIG-сварки. Я хочу попробовать использовать его для ручной дуговой сварки, но мне сказали, что у меня ничего не выйдет. Почему? У нас а работе есть несколько других аппаратов. Почему какие-то из них предназначены только для РДС, какие-то — только для MIG, а какие-то — и того, и другого? Я слышал термины «CV» и «CC», но что они означают и насколько важны? И еще — у нас есть механизмы подачи проволоки с переключателем «CV / CC». Значит ли это, что их можно использовать с любым аппаратом?
Это очень хорошие вопросы и я уверен, что их задают себе многие сварщики. Существует два типа сварочных аппаратов с разной конструкцией и принципами управления дугой. Это аппараты с падающей вольт-амперной характеристикой (constant current, CC) и аппараты с жесткой вольт-амперной характеристикой (constant voltage, CV). Также есть универсальные источники питания с дополнительной электрикой и компонентами, которые позволяют им вырабатывать сварочный ток обоих видов в зависимости от выбранного режима.
Помните, что сварочная дуга динамична, ее сила тока (амперы) и напряжение (вольты) постоянно меняются. Источник питания осуществляет мониторинг дуги и каждую миллисекунду вносит корректировки для сохранения ее стабильности. Поэтому термин «жесткая» относителен. Источник питания на падающей ВАХ поддерживает силу тока относительно постоянной при значительных перепадах напряжения, а источники на жесткой ВАХ поддерживают постоянное напряжение при значительных перепадах силы тока. На Рисунке 1 показаны графики сварочного тока аппаратов на жесткой и падающей ВАХ. Обратите внимание, как на графиках сильно меняется одна переменная, в то время как другая остается более-менее постоянной (перепад значений обозначается символом «Δ» (дельта).
|
Рисунок 1: сварочный ток аппаратов на падающей и жесткой ВАХ |
Нужно отметить, что эта статья касается только традиционных моделей сварочных аппаратов. При импульсной сварке источниками с поддержкой технологии управления формой волны сварочного тока вольт-амперную характеристику дуги нельзя отнести ни к жесткой, ни к падающей. Такие источники питания очень быстро корректируют и напряжение, и силу тока (намного быстрее традиционных моделей), что позволяет им обеспечить очень стабильную дугу.
Чтобы понять преимущества и недостатки жесткой и падающей ВАХ, сначала нужно понять, как изменения силы тока и напряжения влияют на ход сварки. Сила тока влияет на производительность расплавления электрода или сварочной проволоки. Чем выше сила тока, тем быстрее плавится электрод (в кг/ч). Чем ниже сила тока, тем меньше производительность расплавления. Напряжение влияет на длину и, как следствие, ширину и объем дуги. При увеличении напряжения длина дуги возрастает (а конус дуги — становится шире), при уменьшении напряжения дуга становится короче (а конус дуги — уже). На Рисунке 2 проиллюстрировано влияние напряжения на дугу.
|
Рисунок 2: влияние напряжения на форму дуги |
То, какой вид тока будет более стабильным и поэтому предпочтительным, зависит от выбранного Вами процесса сварки и степени автоматизации. Процессы ручной дуговой сварки (MMA) и аргонодуговой сварки (GTAW/TIG) относят к полностью ручным видам сварки. Это означает, что сварщик должен самостоятельно контролировать все параметры сварки. Он держит электрододержатель или горелку TIG и собственной рукой контролирует угол наклона и атаки, скорость сварки, длину дуги и скорость подачи электрода в соединение. Для процессов РДС и TIG (т.е. ручной сварки) более предпочтителен ток на падающей ВАХ.
Процессы сварки в защитных газах (MIG) и сварки порошковой проволокой (FCAW) считаются полуавтоматическими. Это означает, что сварщику все еще приходится вручную регулировать угол наклона, угол атаки, скорость сварки и расстояние между контактным наконечником и рабочей поверхностью (CTWD). Однако скорость подачи сварочной проволоки при этом регулируется подающим механизмом. Для полуавтоматических процессов более предпочтителен ток на жесткой ВАХ.
В Таблице 1 перечислены рекомендации по сварочному току для каждого процесса.
Таблица 1: рекомендуемые типы сварочного тока для различных процессов
Чтобы упростить конструкцию и снизить стоимость сварочных аппаратов, их обычно проектируют только для одного или двух процессов сварки. Поэтому бытовые модели для РДС поддерживают только ток на падающей ВАХ. Аппараты для аргонодуговой сварки тоже поддерживают только ток на падающей ВАХ, потому что они также предназначены для ручной сварки. Бытовые модели для MIG и FCAW-сварки, напротив, имеют ток на жесткой ВАХ. Вернемся к первому вопросу — почему аппарат для MIG сварки не подходит для РДС? Аппараты для MIG генерируют ток на жесткой ВАХ, который не пригоден или не рекомендуется для ручной дуговой сварки. Аналогичным образом, Вы не сможете использовать аппарат для РДС для сварки MIG, потому что он генерирует ток на падающей ВАХ. Как уже было сказано выше, также существуют универсальные модели с поддержкой процессов на падающей и жесткой ВАХ. Но они обычно имеют более сложную конструкцию и предназначены для промышленных работ с высокой производительностью, поэтому имеют намного большую стоимость по сравнению с бытовыми моделями. На Рисунке 3 показано несколько примеров аппаратов на падающей и жесткой ВАХ, а также универсальных моделей.
|
Рисунок 3: примеры сварки с источниками питания различного типа |
Вести сварку возможно как на падающей, так и жесткой ВАХ (если соответствующим образом настроить оборудование). Однако при использовании «неподходящего» для соответствующего процесса типа тока дуга будет очень нестабильной. В большинстве случаев это сделает сварку непрактичной.
Разберемся, почему. При ручной сварке (режимы РДС и TIG) Вы контролируете все переменные вручную (именно поэтому эти процессы считаются самыми сложными в освоении). Нужно, чтобы электрод плавился с равномерной скоростью, поэтому его нужно очень равномерно погружать в сварочную ванну. Чтобы расплавление электрода было постоянным, сила сварочного тока также должна быть постоянной (т. е. иметь падающую ВАХ). Напряжение при этом может варьироваться. В режиме ручной сварки очень сложно поддерживать постоянную длину дуги, потому что Вам приходится самостоятельно погружать электрод в соединение. В результате колебаний длины дуги также меняется сварочное напряжение. На падающей ВАХ сила тока является постоянной, контрольной величиной, а напряжение при этом может свободно изменяться.
Если попробовать использовать для ручной дуговой сварки аппарат на жесткой ВАХ, сила тока и производительность расплавления электрода будут слишком сильно варьироваться. По мере перемещения вдоль соединения (при том, что сварщику также нужно будет соблюдать все остальные параметры сварки) электрод будет плавиться то быстрее, то медленнее. Вам придется постоянно менять скорость погружения электрода в соединение, что очень неудобно.
В режимах MIG и FCAW ситуация полностью другая. Хотя сварщику все еще приходится контролировать много параметров вручную, скорость подачи проволоки регулируется автоматически (и имеет строго заданное значение). Теперь Вам нужно обеспечить постоянную длину дуги. Для этого требуется постоянное сварочное напряжение (т. е. жесткая ВАХ). Сила тока при этом может свободно варьироваться в зависимости от скорости подачи проволоки. При увеличении скорости подачи проволоки возрастает сила тока, и наоборот При сварке на жесткой ВАХ напряжение и скорость подачи проволоки являются контрольными значениями, а сила тока может меняться.
Если попробовать вести MIG или FCAW-сварку на падающей ВАХ, напряжение и длина дуги будут слишком сильно варьироваться. При падении напряжения дуга станет слишком короткой и электрод залипнет в основном металле. При увеличении напряжения длина дуги слишком вырастет и тогда произойдет переход дуги с проволоки на токоподводящий мундштук. Постоянные залипания и переходы дуги сделают сварку на падающей ВАХ непрактичной.
Также заметим, что процессы TIG, MIG и FCAW часто автоматизируются. В случае полной автоматизации, все переменные, включая угол наклона, расстояние и скорость, контролируются автоматически. Благодаря этому дуга становится более стабильной. Тем не менее, для TIG в таких случаях все равно используется падающая ВАХ, а для MIG и FCAW — жесткая. Также часто автоматизируется еще один распространенный процесс электродуговой сварки, сварка под флюсом (SAW). Для SAW используется как жесткая, так и падающая ВАХ. Этот выбор зависит от диаметра проволоки, скорости сварки и размера сварочной ванны. Для полуавтоматической сварки под флюсом более предпочтительна жесткая ВАХ.
Последний вопрос касается компактных механизмов подачи проволоки в форме кейса (см. пример на Рисунке 4). Такое оборудование несколько противоречит перечисленным в этой статье правилам. В основном они предназначены для сварки в полевых условиях и обладают тремя особенностями по сравнению с обычными цеховыми подающими механизмами. Во-первых, кассета проволоки у них устанавливается в жесткий пластиковый корпус, который защищает ее от внешнего воздействия. Во-вторых, для питания привода подачи в них служит не контрольный кабель, а измерительный провод от подающего механизма. Поэтому подключение выполняется очень просто — уже имеющимся сварочным кабелем от источника питания (с добавлением газового шланга). В-третьих, они в ОГРАНИЧЕННОЙ степени пригодны для сварки на падающей ВАХ. Они действительно имеют переключатель «CC/CV» для выбора типа сварочного тока.
Когда такие компактные подающие механизмы только появились на рынке, предполагалось, что их будут использовать с уже имеющимися на рынке аппаратами на падающей ВАХ (в основном сварочными агрегатами), что позволит производителям вести сварку MIG и FCAW (т. е. сварочной проволокой). Вместо того, чтобы покупать новый аппарат на жесткой ВАХ, им пришлось бы только купить подающий механизм. Эти механизмы подачи имеют дополнительную электрику, которая замедляет изменения скорости подачи проволоки из-за присущих ВАХ перепадов напряжения и старается сделать дугу более стабильной (заметьте, что на падающей ВАХ скорость подачи проволоки больше не является константой и постоянно меняется для сохранения силы тока на одном уровне).
|
Рисунок 4: компактный механизм подачи проволоки |
В действительности сварка проволокой на падающей ВАХ хорошо подходит для одних задач и не годится для других. При использовании газозащитной порошковой проволоки (FCAW-G) и в процессе MIG со струйным или импульсным струйным переносом металла дуга получается сравнительно стабильной. Но с самозащитной порошковой проволокой (FCAW-S) и в режиме MIG с переносом металла короткими замыканиями дуга очень нестабильна. Хотя для падающей ВАХ характерны сильные перепады напряжения, процессы с высоким напряжением (24В и больше), например FCAW-G и MIG со струйным переносом металла, к ним менее чувствительны. Поэтому дуга остается достаточно стабильной. Процессы с низким напряжением (22В и меньше), например, MIG с переносом металла короткими замыканиями и FCAW-S, наоборот, более чувствительны к его перепадам. Поэтому в их случае дуга очень нестабильна и в большинстве случаев считается неприемлемой. Еще одна особенность проволоки FCAW-S на падающей ВАХ — это повышенное напряжение дуги и, как следствие, большая длина, что делает ее более уязвимой к воздействию атмосферы. Это может привести к возникновению пористости и/или резкому падению ударной вязкости наплавленного металла при низких температурах.
В заключение повторим, что жесткая вольт-амперная характеристика ВСЕГДА более предпочтительна для сварки проволокой. Поэтому при использовании универсальных подающих механизмов с источниками питания с поддержкой жесткой ВАХ, лучше выбрать именно ее, а не падающую. Хотя ток на падающей ВАХ может подойти для сварки общего назначения в режимах FCAW-G и MIG со струйным переносом металла, она не рекомендуется для ответственных работ.
Как своими руками настроить полуавтомат сварочный?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Содержание статьи
- Общая информация
- Особенности настройки
- Настройка полуавтомата
- Подготовительный этап
- Поиск оптимальных настроек : 1 этап
- Поиск оптимальных настроек : 2 этап
- Итог
- Вместо заключения
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Читайте также: Исправление дефектов сварки
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Выбор параметров режима | Сварка и сварщик
- Род и полярность тока
- Диаметр электродной проволоки
- Сварочный ток
- Напряжение на дуге
- Скорость подачи электродной проволоки
- Скорость сварки
- Расход защитного газа
- Вылет электрода
- Выпуск электрода
Род и полярность тока
Сварку обычно выполняют на постоянном токе обратной полярности. Иногда возможна сварка на переменном токе. При прямой полярности скорость расплавления в 1,4-1,6 раз выше, чем при обратной, однако дуга горит менее стабильно, с интенсивным разбрызгиванием.
Диаметр электродной проволоки
Выбирают в пределах 0,5-3,0 мм в зависимости от толщины свариваемого материала и положения шва в пространстве. Чем меньше диаметр проволоки, тем устойчивее горение дуги, больше глубина проплавления и коэффициент наплавки, меньше разбрызгивание.
Больший диаметр проволоки требует увеличения сварочного тока.
Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла. Сила тока определяет глубину проплавления и производительность процесса в целом. Ток регулируют скоростью подачи сварочной проволоки.
Напряжение на дуге
С ростом напряжения на дуге глубина проплавления уменьшается, а ширина шва и разбрызгивание увеличиваются. Ухудшается газовая защита, образуются поры. Напряжение на дуге устанавливают в зависимости от выбранного сварочного тока и регулируют положением вольт-амперной характеристики, изменяя напряжение холостого хода источника питания.
Скорость подачи электродной проволоки
Связана со сварочным током. Устанавливают с таким расчетом, чтобы процесс сварки происходил стабильно, без коротких замыканий и обрывов дуги
Скорость сварки
Устанавливают в зависимости от толщины свариваемого металла с учетом качественного формирования шва. Металл большой толщины лучше сваривать узкими швами на высокой скорости.
Медленная сварка способствует разрастанию сварочной ванны и повышает вероятность образования пор в металле шва.
При чрезмерной скорости сварки могут окислиться конец проволоки и металл шва.
Расход защитного газа
Определяют в зависимости от диаметра проволоки и силы сварочног о тока. Для улучшения газовой защиты увеличивают расход газа, снижают скорость сварки, приближают сопло к поверхности металла или используют защитные экраны.
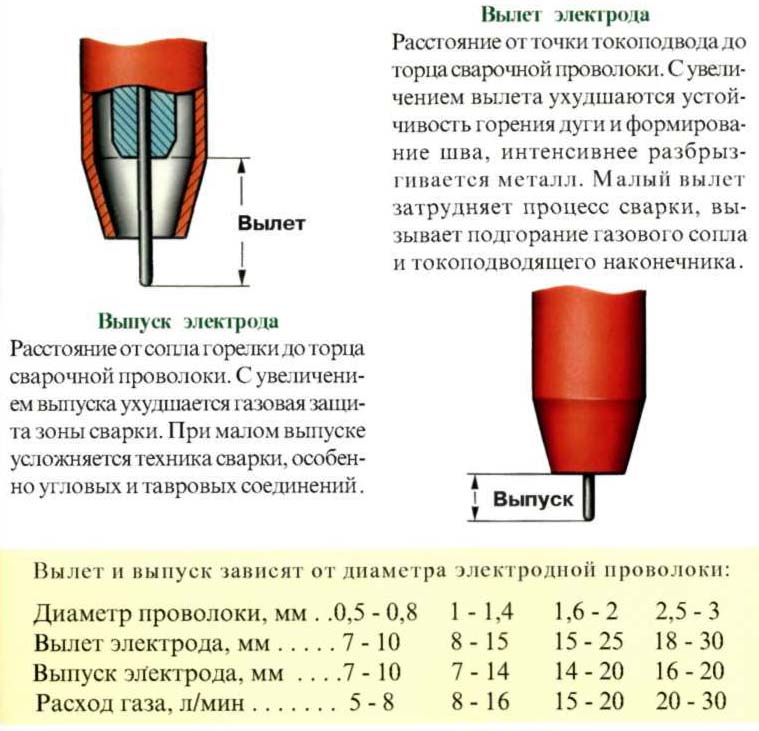
Вылет электрода
Расстояние от точки токоподвода до горна сварочной проволоки. С увеличением вылета ухудшаются устойчивость горения дуги и формирование шва, интенсивнее разбрызгивается металл. Малый вылет затрудняет процесс сварки, вызывает подгорани газового сопла и токоподводяшего наконечника.
Выпуск электрода
Расстояние от сопла горелки до торца сварочной проволоки. С увеличением выпуска ухудшается газовая зашита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
Вылет и выпуск зависят от диаметра электродной проволоки:
Диаметр проволоки, мм | 0,5-0,8 | 1-1,4 | 1,6-2 | 2,5-3 |
Вылет электрода, мм | 7-10 | 8-15 | 15-25 | 18-30 |
Выпуск электрода, мм | 7-10 | 7-14 | 14-20 | 16-20 |
Расход газа, л/мин | 5-8 | 8-16 | 15-20 | 20-30 |
Оптимальная совокупность параметров режима делает процесс стабильным на трех стадиях:
1 — при зажигании дуги и установлении рабочего режима сварки;
2 — в широком диапазоне рабочих режимов;
3 — в период окончания сварки.
Процесс сварки считается стабильным, если электрические и тепловые характеристики его не изменяются во времени или изменяются по определенной программе. В связи с этим механизированную сварку в защитных газах ведут стационарной дугой, импульсно-дуговым способом, с синергетической системой управления.
Сварка стационарной дугой
Случайные колебания скорости подачи электродной проволоки и длины дуги могут нарушить стабильность процесса, привести к коротким замыканиям. обрыву дуги. Во избежание этого необходимо изменять скорость плавления электрода, т.е. соответствующим образом варьировать силу сварочного тока.
вольт-амперная характеристика дуги (ВАХ дуги) в защитных газах при плавящемся электроде имеет возрастающий характер.
В определенный момент стабильного процесса сварки скорость подачи электродной проволоки Vп1 равна скорости плавления Vпл1. При этом параметры по току и напряжению определялись рабочей точкой А1 с длиной дуги lд1. Допустим, что в связи со сбоями в механизме подачи проволоки скорость подачи уменьшилась. Тогда возникает относительная скорость плавления ΔVпл = Vпл1 — Vп2, которая приводит к перемещению рабочей точки в новое положение — А2. Оно характеризуется уменьшением сварочною тока (Δl), что приводит к уменьшению первоначальной скорости плавления. Процесс сварки вернулся в точку А1 с длиной дуги lд1. Этот процесс носит название -саморегулирование по длине дуги. Оно становится интенсивнее при более жесткой волыамперной характеристике источника питания.
При сварке от источника с жесткой характеристикой сварщик корректирует режим по току, регулируя скорость подачи проволоки. Однако при этом изменяются длина дуги и напряжение на ней. Для поддержания нужной длины дуги при настройке режима следует корректировать вольт-амперную характеристику ИП, переходя с одной (I) на другую (II).
Стабильность дуги, особенно в потолочном положении, а также размеры шва и его качество зависят от вида переноса электродного металла через дуговой промежуток. Таких видов переноса существует три.
1. Крупнокапельный перенос с короткими замыканиями дуги. Образуются капли размером в 1,5 раза превышающие диаметр электродной проволоки. Процесс сопровождается короткими замыканиями с естественным импульсно-дуговым процессом, обусловленным параметрами режима. Напряжение на дуге периодически снижается до 0 и в момент отрыва капли увеличивается до рабочего значения. Ток в момент короткого замыкания возрастает, что приводит к отрыву капли электродного металла.
Процесс протекает с разбрызгиванием металла, что ухудшает внешний вид сварного соединения, приводит к непроварам, чрезмерной выпуклости шва.
2. Среднекапельный перенос без коротких замыканий.
Дуга горит непрерывно, а электродный металл переносится через дугу каплями, диаметр которых близок к диаметру проволоки.
Сварка идет с периодическим изменением напряжения на дуге и сварочного тока.
Импульсно-дуговой процесс зависит от параметров режима сварки и также сопровождается разбрызгиванием, снижается качество шва.
3. Струйный перенос.
Дуга горит непрерывно, оплавленный конец электрода вытянут конусом, с которого в сварочную ванну стекают капли размером менее 2/3 диаметра электрода. Масса капли невелика, поэтому электродный металл легко переносится в ванну при сварке во всех пространственных положениях.
Разбрызгивание при струйном переносе незначительно. Производительность высока. Получить струйный перенос можно в аргоне. В углекислом газе такой перенос достигается при высокой плотности сварочного тока или при проволоках, активированных редкоземельными элементами
Управляемый перенос электродного металла с требуемыми размерами капель успешно достигается при импульсно-дуговом процессе, когда периодически измененяют напряжение на дуге и ток сварки.
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Синергетическое управление
Инверторные источники питания позволяют ускорить изменения параметров по току до 1000 А/мс. Высокое быстродействие источника способствует оптимальному выбору токов импульса и паузы, времени импульса и паузы, частоты импульса в зависимости от скорости подачи проволоки Это обеспечивает стабильный перенос капли электродного металла за один импульс.
В современных полуавтоматах внедрены микропроцессорные технологии управления импульсными процессами сварки в зависимости от марки стали, диаметра проволоки, вида защитного газа. Такие системы называются синергетическими.
Благодаря предварительному программированию импульсных режимов во время сварки регулируются только два параметра: сварочный ток и длина дуги. Синергетическое оборудование легко перестраивает режимы сварки в зависимости от марки свариваемой стали, диаметра электродной проволоки и вида защитною газа.
В синергетической системе оборудования фирмы «Кемппи» запрограммированы оптимальные параметры режима сварки для различных комбинаций материала: углеродистая сталь, нержавеющая сталь, алюминиевые сплавы; диаметров электродной проволоки сплошного сечения: 1,0; 1,2; 1,6 мм; времени заварки кратера.
Для каждого диаметра проволоки имеется широкий диапазон токовых значений режима, который позволяет сваривать материалы разной толщины и во всех пространственных положениях. Синергетические системы повышают производительность на 20% по сравнению с обычной сваркой MIG/MAG.
Расчет силы тока при сварке
05.02
2020
Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки
Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.
Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.
Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
1,6 | 1. | 25… 50 |
2 | 2… 3 | 40… 80 |
2,5 | 2… 3 | 60… 100 |
3 | 3… 4 | 80… 160 |
4 | 4… 6 | 120… 200 |
5 | 6… 8 | 180… 250 |
5… 6 | 10… 24 | 220… 320 |
6… 8 | 30… 60 | 300… 400 |
Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
d электрода, мм | Пространственное положение | ||
Нижнее | Вертикальное | Потолочное и полупотолочное | |
3 | 100… 130 А | 100… 130 А | 90… 110 А |
4 | 170… 220 А | 160… 180 А | 150… 180 А |
5 | 210… 250 А | 180… 200 А | Сварка не выполняется |
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение
Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара. Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Возможно, вас заинтересует
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток — переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МК-46.00 (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4. 5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/45 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИ-13/45 А (НАКС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Показать еще
Полуавтоматические эспрессо-машины — Voltage Coffee Supply™
Полуавтоматическая кофемашина La Marzocco Linea EE
Бесплатная установка и бесплатная доставка
От 11 380,00 долларов США
РАСПРОДАЖА РАСПРОДАНОOpen Box 2022 WHITE Полуавтоматическая эспрессо-машина La Marzocco Linea EE
Бесплатная установка и бесплатная доставка
Обычная цена $12 130,00 Цена продажи
10 900,00 долларов США
Полуавтоматическая эспрессо-машина La Marzocco Strada EE
Бесплатная установка и бесплатная доставка
От 23 530,00 долларов США
La Marzocco GB5 S EE Полуавтоматическая эспрессо-машина GB5S
Бесплатная установка и бесплатная доставка
От 17 820,00 долларов США
Эспрессо-машина La Marzocco Linea Classic S с кофемолкой Mazzer
Бесплатная установка и бесплатная доставка
От 13 049,00 долларов США
La Marzocco Linea EE 1 Group Полуавтоматическая эспрессо-машина
Бесплатная установка и бесплатная доставка
Обычная цена 9 610,00 долларов США
Nuova Simonelli Aurelia Wave Полуавтоматическая эспрессо-машина
Бесплатная установка и бесплатная доставка
От 9 450,00 долларов США
Полуавтоматическая эспрессо-машина Nuova Simonelli Appia Life 2 Group
Бесплатная установка и бесплатная доставка
Обычная цена 7 380,00 долларов США
РАСПРОДАНОПолуавтоматическая эспрессо-машина Astoria Pratic Avant Xtra AEP 2 Group
Снято с производства
Обычная цена 4900 долларов США
Мини-эспрессо-машина La Marzocco Linea
Бестселлер
От 5900 долларов США
Пакет оборудования La Marzocco Linea Mini & Lux D Espresso
Бестселлер
Обычная цена
$6,930. 00
Nuova Simonelli Appia Life 1 Group Полуавтоматическая эспрессо-машина
Бесплатная установка и бесплатная доставка
Обычная цена 4 140,00 долларов США
РАСПРОДАНОЭспрессо-машина Nuova Simonelli Oscar II
Бестселлер
От 1495,00 долларов США
Двухбойлерная эспрессо-машина Rocket R 60V
Быстрый корабль
Обычная цена 5300,00 долларов США
Двухбойлерная эспрессо-машина Rocket R58 Cinquantotto
Обычная цена 3300,00 долларов США
РАСПРОДАНОAstoria Pratic Avant Xtra AEP 1 Group Полуавтоматическая эспрессо-машина
Снято с производства
Обычная цена 3700,00 долларов США
Полуавтоматическая кофемашина La Marzocco Linea Classic S EE
Бесплатная установка и бесплатная доставка
От 9 610,00 долларов США
OPEN BOX Полуавтоматическая эспрессо-машина Nuova Simonelli Appia Life 1 Group
Обычная цена 3750,00 долларов США
Постоянный ток против постоянного выходного напряжения
У меня дома есть небольшой сварочный аппарат MIG. Я хочу использовать его для сварки стержнем, но мне сказали, что я не могу. Почему это? На работе у нас есть несколько различных типов сварочных аппаратов. Почему некоторые машины можно использовать только для сварки стержнем, а некоторые только для сварки проволокой, а другие машины можно использовать и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV/CC» внутри. Означает ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что многие сварщики задавали их. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, которые производят постоянный ток (CC), и источники питания, которые производят постоянное напряжение (CV). Источники питания с несколькими процессами содержат дополнительные схемы и компоненты, которые позволяют им производить как выходной сигнал CC, так и CV в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, при которой ток (А) и напряжение (В) постоянно изменяются. Источник питания контролирует дугу и вносит миллисекундные изменения для поддержания стабильного состояния дуги. Термин «постоянный» является относительным. Источник питания CC будет поддерживать ток на относительно постоянном уровне, независимо от довольно больших изменений напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания CC и CV. Обратите внимание на то, что в различных рабочих точках выходной кривой на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большое изменение другой переменной («Δ» (дельта) = разность).
Рисунок 1: Выходные характеристики для источников питания CC и CV
Следует также отметить, что в этой статье обсуждаются только традиционные типы источников сварочного тока. При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете считать выход строго CC или CV. Скорее, источники питания отслеживают и изменяют как напряжение, так и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о сравнении постоянного и постоянного тока, мы должны сначала понять влияние тока и напряжения на дуговую сварку. Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или выше скорость плавления, измеряемая в фунтах в час (lbs/hr) или килограммах в час (kg/hr). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение определяет длину сварочной дуги, а также результирующую ширину и объем конуса дуги. По мере увеличения напряжения длина дуги становится больше (и дуговой конус шире), а по мере его уменьшения длина дуги становится короче (и дуговой конус уже). На рис. 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварки является наиболее стабильным и, следовательно, предпочтительным. Процесс дуговой сварки в защитном металле (SMAW) (также известный как MMAW или палка) и процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) (также известный как TIG) обычно считаются ручными процессами. Это означает, что вы контролируете все параметры сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения, длину дуги и скорость подачи электрода в соединение. Для процессов SMAW и GTAW (то есть ручных процессов) CC является предпочтительным типом выходного сигнала от источника питания.
И наоборот, процесс дуговой сварки металлическим газом (GMAW) (также известный как MIG) и процесс дуговой сварки с флюсовой проволокой (FCAW) (также известный как флюсовый сердечник) обычно считаются полуавтоматическими процессами. Это означает, что вы по-прежнему держите сварочную горелку в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние от наконечника до рабочего места (CTWD). Однако скорость подачи электрода в соединение (известная как скорость подачи проволоки (WFS)) регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (т. е. полуавтоматических процессов) CV является предпочтительным выходом.
Таблица 1 содержит сводку рекомендуемых типов выхода в зависимости от процесса сварки.
Таблица 1: Рекомендуемый тип выходной мощности источника питания в зависимости от процесса дуговой сварки
Чтобы использовать более простую конструкцию и снизить затраты на приобретение, источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для сварки стержней будет иметь только выход CC, поскольку она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и сварки электродом. И наоборот, базовая машина MIG будет иметь выход только CV, поскольку она предназначена только для сварки MIG и сварки с флюсовой проволокой. Что касается вашего первого вопроса: «Почему я не могу сваривать электродами на своем аппарате MIG?», ответ заключается в том, что ваш аппарат MIG имеет только выход CV, который не предназначен и не рекомендуется для сварки электродами. И наоборот, обычно вы не можете выполнять сварку MIG с помощью стержневого аппарата с выходом CC, потому что это неправильный тип выхода для сварки MIG. Как упоминалось ранее, существуют источники питания для сварки с несколькими процессами, которые могут обеспечивать выходную мощность как CC, так и CV. Однако они, как правило, более сложны, имеют более высокую выходную мощность, предназначены для промышленного применения и не имеют цены на базовый диапазон стоимости сварочного аппарата начального уровня.
На рис. 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рис. 3: Пример источников сварочного тока по типу выходного сигнала
Вы можете создать сварочную дугу с помощью любого из сварочных процессов с типом выходного сигнала CC или CV (если вы можете настроить сварочное оборудование для этого) . Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что попытки сохранить дугу становятся невозможными.
Теперь давайте обсудим, почему эти последние утверждения верны. В двух ручных процессах, SMAW и GTAW, вы управляете всеми переменными вручную (именно поэтому они являются двумя наиболее трудоемкими процессами, требующими навыков оператора). Вам нужно, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого мощность сварки должна поддерживать ток на постоянном уровне (т. е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение является менее контролируемой переменной. При ручных процессах очень сложно постоянно поддерживать одинаковую длину дуги, потому что вы также постоянно подаете электрод в соединение. Напряжение изменяется в результате изменения длины дуги. С выходом CC ток является вашей предустановкой, управляющая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку с использованием процесса SMAW, например, используя выход CV, ток и результирующая скорость плавления будут сильно различаться. По мере того, как вы перемещались по стыку (пытаясь согласовать все другие параметры сварки), электрод плавился с большей скоростью, затем с меньшей скоростью, затем с большей скоростью и т. д. Вам нужно было бы постоянно менять скорость, с которой вы вставили электрод в сустав. Это невыполнимое условие, что делает вывод CV нежелательным.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. В то время как вы по-прежнему управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, которую вы установили на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была постоянной. Для этого сварочное напряжение должно поддерживаться на постоянном уровне (т. е. CV), чтобы результирующая длина дуги была постоянной. Ток является менее контролирующей переменной. Он пропорционален или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь сварить процессами GMAW или FCAW с выходным сигналом CC, напряжение и результирующая длина дуги будут сильно различаться. По мере снижения напряжения длина дуги становилась бы очень короткой, и электрод упирался бы в пластину. Затем по мере увеличения напряжения длина дуги становилась бы очень большой, и электрод сгорал бы обратно к контактному наконечнику. Электрод будет постоянно втыкаться в пластину, затем прогорать обратно к кончику, затем вонзаться в пластину и т. д. Это невыполнимое условие, что делает вывод CC нежелательным.
В качестве примечания: также принято полностью автоматизировать процессы сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются на постоянном угле, расстоянии или скорости. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированной GMAW и FCAW по-прежнему CV. Пятый общий процесс дуговой сварки, дуговая сварка под флюсом (SAW) (также известная как субдуговая сварка), как правило, также является автоматизированным процессом. С SAW обычно используется выход CC или CV. Определяющими факторами в отношении того, какой тип выходного сигнала является наилучшим, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. пример на , рис. 4 ). Это оборудование, которое позволяет вам нарушать основные правила, описанные в этой статье… до некоторой степени. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с обычными механизмами подачи проволоки заводского типа. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не требуется кабель управления для питания приводного двигателя, а вместо этого используется провод датчика напряжения от механизма подачи проволоки. Таким образом, подключение простое, требуется только использование существующего сварочного кабеля источника питания (и добавление газового шланга). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC/CV», в котором вы выбираете тип выхода от источника питания.
Когда впервые появились эти портативные механизмы подачи проволоки, теория заключалась в том, что их можно было бы использовать с большой существующей базой источников питания CC, уже находящихся в полевых условиях (в основном это сварочные аппараты с приводом от двигателя), и, таким образом, теперь они дают производителям GMAW и FCAW (т. проволочная сварка) возможность. Вместо того, чтобы покупать совершенно новый источник питания CV, им нужно было только приобрести механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, пытаясь помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки уже не постоянна, а постоянно увеличивается и уменьшается в попытке поддерживать ток на постоянном выходе).
Рис. 4: Пример устройства подачи проволоки портативного типа
Реальность сварки проволокой с выходом CC такова, что она работает достаточно хорошо в одних приложениях и плохо в других. Относительно хорошая стабильность дуги достигается при использовании процесса с порошковой проволокой в среде защитного газа (FCAW-G) и процесса GMAW при переносе металла в режиме струйной дуги или импульсной струйной дуги. Тем не менее, стабильность дуги по-прежнему очень непостоянна и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла с коротким замыканием. Несмотря на то, что напряжение меняется в зависимости от выходного сигнала CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуговая сварка MIG со струйной сваркой, менее чувствительны к изменениям напряжения, наблюдаемым с выходом CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как MIG с коротким замыканием и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой. Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги могут привести к чрезмерному воздействию атмосферы на дугу. Это потенциально может привести к пористости сварного шва и/или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих портативных механизмов подачи проволоки с источником питания, имеющим выход CV, используйте его вместо выхода CC. Наконец, несмотря на то, что выходной сигнал CC может быть приемлемым для общего назначения FCAW-G, сварки струйной дугой и импульсной струйной сварки MIG, он не рекомендуется для работы с кодовым качеством.
Автоматическое управление электрическими системами • Услуги Valence по обучению электрикам
Silent Sentinels 1924 Отрывок #9
В этом отрывке из версии Silent Sentinels 1924 года обсуждается автоматическое управление в электрической системе. Это 9 в серии. Перейдите по этим ссылкам, чтобы узнать больше об этой серии и версии Silent Sentinels 1924 года.
Автоматическое управление
Подстанции, в зависимости от метода их работы, можно разделить на три класса: ручные, полуавтоматические и автоматические. Независимо от типа станция должна быть высоконадежным источником электропитания.
Необходимыми операциями на подстанции, которая служит для преобразования переменного тока в постоянный с помощью синхронных преобразователей или мотор-генераторов, являются, таким образом, пуск и останов таких машин, когда этого требует система, и обеспечение адекватного защита от ошибочных действий как в случае какой-либо неисправности в системе, так и в случае неисправности в оборудовании подстанции. Автоматическая подстанция сегодня более надежна, чем станция с ручным управлением. Конструкция и разработка реле с высокой степенью точности, чувствительности и надежности сделали такую автоматическую подстанцию возможной.
Характеристики автоматической подстанции, которые должны обеспечиваться соответствующими реле, можно условно разделить на два класса, а именно: управление и защита. Методы управления заключаются в автоматическом запуске одной или нескольких машин на станции. Это может быть введено любым из нескольких способов в зависимости от условий, которые должны быть выполнены, и обычно осуществляется с помощью некоторой формы дистанционного управления или с помощью реле напряжения, которое замыкает свои контакты при некотором заданном значении пониженного сетевого напряжения. Пуск из-за кратковременного падения напряжения или при неправильных условиях напряжения переменного тока предотвращается реле напряжения переменного тока индукционного типа.
Хотя многие операции являются общими как для синхронных преобразователей, так и для двигателей-генераторов, следующая схема системы особенно применима к синхронным преобразователям.
При благоприятных для пуска условиях последовательность действий реле служит для выполнения необходимых функций, таких как подъем щеток преобразователя, подключение преобразователя к пусковому отводу силовых трансформаторов и другие операции в зависимости от типа подстанции. После того, как преобразователь начал вращаться, синхронность и полярность указываются поляризованным реле двигателя, которое в случае обратной полярности вызывает корректировку полярности машины путем изменения направления поля. Якорь релейного двигателя подключается к управляющим щеткам преобразователя, и в период пуска полярность реле становится полярностью машины. Когда преобразователь достигает синхронной скорости, переменный ток уменьшающейся частоты протекает через якорь двигателя до тех пор, пока не будет достигнут синхронизм, не вызывая вращения. В это время якорь будет вращаться и вращать барабанный переключатель в направлении, соответствующем полярности преобразователя. Если полярность неверна, барабанный переключатель переключает полевое соединение с помощью двухпозиционного контакторного переключателя. Обратное соединение сохраняется только до тех пор, пока напряжение не упадет до нуля, а затем не отключится управляющее реле, что приведет к восстановлению нормального полевого соединения. В результате этой операции преобразователь смещается с полюса и, таким образом, корректирует полярность. Поляризованное реле двигателя продолжает работать и приводит в действие реле передачи. Это реле, в свою очередь, размыкает пусковой контактор, вызывая срабатывание щеточного привода постоянного тока, который опускает щетки на коллектор. В это время главные выключатели постоянного тока замкнуты, и машина подключена к нагрузке.
Последней функцией управляющей части оборудования подстанции является отключение машины от сети. Эта операция вводится действием последовательности реле управления малой нагрузкой.
Средства защиты предусмотрены не только на автоматических подстанциях, но и на ручных или полуавтоматических подстанциях. Она обеспечивается однофазными и многофазными реле индукционного типа, которые предотвращают пуск станции при нештатных условиях линейного напряжения переменного тока, таких как низкое напряжение, обрыв фазы или перефазировка. Этот же тип реле вызывает отключение станции при несимметричных состояниях фаз. Если неисправность возникла внутри станции, блокировочное реле предотвращает повторный запуск, а если несбалансированное состояние фаз происходит за пределами станции, автоматика срабатывает, чтобы ввести аппарат в эксплуатацию, как только линия восстановится до нормального состояния. Каждый подшипник оснащен термостатом, который в случае перегрева подшипника блокирует работу машины до тех пор, пока контакты термостата не будут сброшены вручную.
Тепловое реле также защищает обмотку машины от перегрева из-за длительной перегрузки. Другими защитными устройствами являются направленное реле постоянного тока, устройство защиты от превышения скорости, реле перегрузки переменного тока индуктивного типа, термостат, предотвращающий перегрев токоограничивающих резисторов, и реле блокировки, которое блокирует работу оборудования в случае отказа. любой части аппарата.
Защита оборудования полная, и немедленно реагирует в случае аварии, что исключает потери, которые часто возникают на подстанциях с ручным управлением, из-за самой невозможности устранения аварийной ситуации в требуемое время или неумения оператора сделать это.
В дополнение к этой автоматической работе подстанции используется ряд автоматических селективных релейных устройств для автоматического отключения короткозамкнутой линии или для автоматического повторного включения и других типов необходимых операций фидера.
Из этого описания видно, какую большую роль играют реле в оборудовании автоматических подстанций, а также насколько необходимо иметь реле, которые не только высоконадежны и точны во время их установки, но и который будет поддерживать эту высокую степень точности и надежности на протяжении всего срока службы. Успех автоматических подстанций Westinghouse и прошлый опыт доказали, что реле индукционного типа, впервые разработанные и изготовленные компанией Westinghouse, особенно подходят для этого типа обслуживания. Благодаря использованию реле индукционного типа не только гарантируется точность работы, но и может поддерживаться точная калибровка в течение длительного периода эксплуатации. Советы, индукционное реле решило многие трудности, с которыми раньше приходилось сталкиваться, когда для выполнения различных функций приходилось полагаться на реле плунжерного типа.
Большинство реле, поставляемых с современным автоматическим оборудованием подстанции, являются стандартными реле защиты, как описано в других разделах этой публикации. В некоторых случаях необходимо несколько изменить характеристики реле, но основные принципы устройства и работы сохраняются. Реле напряжения CV используется в качестве реле времени, чтобы обеспечить независимую выдержку времени, где это необходимо. Небольшая модификация этого реле состоит в том, что контакты прикреплены к дисковому валу, а не установлены непосредственно на нем, что обеспечивает реле с гораздо большей выдержкой времени, чем стандартное. Реле времени GK, также широко используемое в оборудовании автоматических подстанций, имеет привод от электродвигателя и отличается высокой надежностью.
Недавнее пополнение в семействе реле — импульсное реле MF, которое используется в автоматической защите подстанции для отключения поворотного устройства в случае пробоя между коммутатором и корпусом.
Полуавтоматическая измерительная станция
280I — Полуавтоматическая 4-точечная измерительная система
ХАРАКТЕРИСТИКА СЛОЕВ Четырехточечные измерительные системы Полуавтоматические системы
Диапазон измерения от 1 МОм/кв. до 8E11 Ом/кв. 1pt, 5pts) или полуавтоматический с анализом и отображением до 6000 точек на модель.
— Стандартный диапазон измерений, дополнительный расширенный диапазон, хранение и извлечение данных, мощные функции поиска в базе результатов данных текущий диапазон и P/N
— Эта серия систем измерения поверхностного сопротивления удовлетворит все потребности в отношении квалификационных испытаний электрического поверхностного сопротивления, как в режиме НИОКР и в ручном режиме, так и в режиме производства
CM465 — 6-дюймовая полуавтоматическая станция зондирования
ТЕСТИРОВАНИЕ ДАТЧИКОВ Станции зондирования Полуавтоматические станции зондирования
Полуавтоматические станции зондирования для полной электрической характеристики пластин.
— Программное обеспечение: отображение, автоматическое выравнивание, распознавание образов, автофокус…
— Привод столика X-Y с помощью асинхронного двигателя для высокой скорости и точности
— Доступно приложение Probecard ) измерения
— Инструмент, разработанный для проверки конструкции (НИОКР) и мониторинга производительности (производство)
CM250-350 — Полуавтоматическая станция зондирования
ТЕСТИРОВАНИЕ ЗОНДОВ Станции зондирования Полуавтоматические станции зондирования
Полуавтоматические станции зондирования для полной электрической характеристики пластин размером до 12 дюймов (300 мм).
— Программное обеспечение: отображение, автоматическое выравнивание, распознавание образов, автофокусировка…
— Доступно приложение Probecard
— Характеристика температуры до +600°C
— Измерения высокого напряжения (ВН — 10 кВ) и низкой утечки (fA)
— Инструмент, разработанный для проверки конструкции (НИОКР) и мониторинга производительности (производство)
— Конфигурация: до 10 портов постоянного тока/Кельвина
— Совместимость с высокопроизводительным патроном ERS (запатентованная система воздушного охлаждения, температура от -60°C до +300°C)
НАИБОЛЕЕ ПОПУЛЯРНЫЕ ССЫЛКИ
CM250: Версия 200 мм
CM350 : Версия 300 мм
WL250-350 — Полуавтоматическая ВЧ-зондовая станция
ТЕСТИРОВАНИЕ ЗОНДОВ Зондовые станции Полуавтоматические зондовые станции
Полуавтоматические зондовые станции для полной ВЧ-электрической характеристики пластины.
— Программное обеспечение: картографирование, автоматическое выравнивание, распознавание образов, автофокус. ..
— Доступно приложение Probecard
— Термическая характеристика от -60°C до +300°C
— ВЧ измерения до 110 ГГц
— Инструмент, разработанный для проверка конструкции (НИОКР) и контроль производительности (производство)
— Конфигурация: до 4 портов ВЧ (N, S, E, W) и 4 порта постоянного тока
— Дополнительный локальный корпус для экранирования от электромагнитных помех и светонепроницаемости
НАИБОЛЕЕ ПОПУЛЯРНЫЕ ССЫЛКИ
WL250 : 200 мм, версия
WL350 : версия 300 мм
WL250-LE : 200 мм с локальным корпусом
WL350-LE : 300 мм с локальным корпусом
333A — Полуавтоматическая 4-точечная измерительная система
ХАРАКТЕРИСТИКА СЛОЕВ 2 Четырехточечные системы 0 — автоматические системы
Диапазон измерения от 1 МОм/кв до 8E5 Ом/кв, ручной (1 точка, 5 точек) или полуавтоматический с анализом и отображением до 6000 точек на модели до 12-дюймовой пластины.
— Стандартный диапазон измерений, дополнительный расширенный диапазон, хранение и поиск данных, мощные функции поиска в базе данных результатов
– полярные или декартовы схемы отображения до 650 точек, сканирование по диаметру, пользовательские схемы, коррекция краев пластины
– автоматическое определение текущего диапазона и арт. квалификация удельного сопротивления, либо в НИОКР и в ручном режиме, либо в производственном режиме
Uh215 — Полуавтоматическая установка для монтажа вафельных/рамных пленок
ВНЕШНЯЯ ОБРАБОТКА Машины для ламинирования вафельных пленок
Полуавтоматический аппликатор пленки для вафель/рамок с моторизованной размоткой пленки для однопроходного ламинирования, для вафель до 12 дюймов
— Устранение пузырьков в зависимости от пользователя
— Патрон с регулируемой температурой
— Встроенное круглое лезвие для резки пленка на пленочной раме
— Работает с подложкой (УФ-лента) или без подложки
— Вафельная пластина, удерживаемая вакуумом
— Вафельный столик предлагается в нескольких версиях (стандартный, для тонких пластин и..)
Uh230 — Полуавтоматическая матрица Матричный расширитель
ВНЕШНЯЯ ОБРАБОТКА Расширительные машины для ленты
Uh230 автоматически расширяет клейкую ленту, чтобы представить штампы в виде равномерно расположенной параллельной матрицы, чтобы облегчить операции захвата и установки или склеивания штампов, адаптируется ко всем пластинам/пленкам. рама до 300 мм.
— Нагреваемый столик с регулируемой температурой
— 3-дюймовый пневматический регулятор вертикального хода с регулировкой скорости
— Верхний и нижний зажимы рамы для пластин разного размера
— Зажимное кольцо с автоматической вставкой
HMS5000 — Система измерения температуры на эффекте Холла (полуавтоматическая)
ХАРАКТЕРИСТИКА СЛОЕВ Системы измерения на эффекте Холла Стандартные системы
Модель HMS5000 предназначена для определения характеристик различных слоев полупроводников, доступных с помощью игл.
Он измеряет параметры с использованием метода Ван дер Пау: удельное сопротивление, подвижность, концентрация носителей, эффект Холла… с источником постоянного тока и постоянными магнитами
Система обеспечивает доступ к истинным характеристикам слоев полупроводников, соединений, солнечных элементов…
Стандартная конфигурация включает:
— Магнитный модуль: 0,55T
— Удобный держатель зажима и контакт на испытуемом образце
— Диапазон температур образцы контактов. Системы могут использоваться для определения характеристик различных материалов, включая полупроводники и составные полупроводники (тип N и тип P), такие как Si, Ge, SiGe, SiC, DaAs, InGaAs, InP, GaN, ZnO, TCO, металлы и т. д., как на 350К и 77К (температура жидкого азота).
HMS5300 — Высокотемпературная система измерения на эффекте Холла (полуавтоматическая)
ХАРАКТЕРИСТИКА СЛОЕВ Системы измерения на эффекте Холла Стандартные системы
HMS5300 поставляется в качестве дополнения для пользователей HM5000, позволяя работать в более высоком диапазоне температур.
— Измеряет параметры полупроводников по методу Ван дер Пау: удельное сопротивление, подвижность, концентрация носителей, эффект Холла… с источником постоянного тока
— Магнит 0,55 Тл
— Держатель образца Easy Clip для размеров образцов от 5*5 мм до 25* 25 мм
— Измерение от 77K до 570K
HMS5300 включает в себя программное обеспечение с функцией ВАХ для проверки омической целостности контактов образцов, изготовленных пользователем. Системы могут использоваться для определения характеристик различных материалов, включая полупроводники и составные полупроводники (тип N и тип P), такие как Si, Ge, SiGe, SiC, DaAs, InGaAs, InP, GaN, ZnO, TCO, металлы…
HMS5500 — Система измерения на эффекте Холла для очень высоких температур (полуавтоматическая)
ХАРАКТЕРИСТИКА СЛОЕВ Системы измерения на эффекте Холла Стандартные системы
HMS5500 поставляется в качестве дополнения для пользователей HM5000, добавляя возможность работать в гораздо более широком диапазоне температур.
Измеряет параметры по методу Ван-дер-Пау: удельное сопротивление, подвижность, концентрацию носителей, эффект Холла… с источником постоянного тока
— Магнит 0,55 Тл
— Держатель образца Easy Clip для образцов размером от 5*5 мм до 25*25 мм
— Измерение температуры от 77K до 770K
HMS5500 включает в себя программное обеспечение с функцией ВАХ для проверки омической целостности контактов образцов, изготовленных пользователем. Системы могут использоваться для определения характеристик различных материалов, включая полупроводники и составные полупроводники (тип N и тип P), такие как Si, Ge, SiGe, SiC, DaAs, InGaAs, InP, GaN, ZnO, TCO, металлы и т. д.
CVmap3093 — Полуавтоматическая ртутная система C-V
ХАРАКТЕРИСТИКА СЛОЕВ Системы контактного зондирования ртути
Ручной прибор для определения ртутных характеристик C-V для пластин и подложек до 300 мм
— Ручная загрузка образца, автоматическое измерение — CV9115M позволяет измерять, характеризовать и контролировать ряд параметров полупроводниковых материалов, включая мониторинг процесса
— измерение оксидов, параметр K, диэлектрическая проницаемость
— Доступна версия от кассеты к кассете
TF map 2525SR — Полуавтоматическая система вихревых токов
ХАРАКТЕРИСТИКА СЛОЯ Системы неразрушающего измерения Полуавтоматические системы
Серия TF map 2525 автоматически измеряет поверхностное сопротивление больших образцов до 254 x 254 мм² (10 x 10 дюймов) в бесконтактном режиме.
При ручном позиционировании образца устройство автоматически измеряет и отображает точную карту поверхностного сопротивления по всей площади образца. Настройки измерения позволяют легко и гибко выбирать между быстрым временем измерения менее 1 минуты или высоким пространственным разрешением измерения более 1 000 000 точек измерения.
Преимущества этой системы:
— Бесконтактный
— Неразрушающий
— Быстрое и точное измерение
— Картирование проводящих тонких пленок с высоким разрешением
— Подложки для визуализации
— Обнаружение дефектов и анализ покрытия скрытые и инкапсулированные проводящие слои
— Различные встроенные в программное обеспечение функции анализа (например, распределение поверхностного сопротивления, линейное сканирование, анализ по одной точке)
— Функции сохранения и экспорта данных измерений
WB100 — Полуавтоматический проволочный скрепляющий аппарат
ЗАДНЯЯ ОБРАБОТКА Проволочная скрепляющая система
Серия WB-100 разработана как многоцелевой полуавтоматический проволочный скрепляющий инструмент для целей НИОКР и мелкосерийного производства.
Его плоская скамья Верхний размер позволяет легко переносить и эксплуатировать.
Вот уже 10 лет наш WB-100 является успешно зарекомендовавшим себя оборудованием на мировом рынке.
TF карта 2530 — Полуавтоматическая система вихревых токов
ХАРАКТЕРИСТИКА СЛОЯ Системы неразрушающего измерения Полуавтоматические системы
Серия TF map 3030 автоматически измеряет поверхностное сопротивление больших образцов размером до 300 x 300 мм² (12 x 1дюйм) в бесконтактном режиме.
При ручном позиционировании образца устройство автоматически измеряет и отображает точную карту поверхностного сопротивления по всей площади образца. Настройки измерения позволяют легко и гибко выбирать между быстрым временем измерения менее 1 минуты или высоким пространственным разрешением измерения более 1 000 000 точек измерения.
Преимущества этой системы:
— Бесконтактный
— Неразрушающий
— Быстрое и точное измерение
— Картирование проводящих тонких пленок с высоким разрешением
— Подложки для визуализации
— Обнаружение дефектов и анализ покрытия скрытые и инкапсулированные проводящие слои
— Различные встроенные в программное обеспечение функции анализа (например, распределение поверхностного сопротивления, линейное сканирование, анализ по одной точке)
— Функции сохранения и экспорта данных измерений
HMS3000 — Ручная система измерения на эффекте Холла
ХАРАКТЕРИСТИКА СЛОЯ Системы измерения на эффекте Холла Стандартные системы
HMS3000 измеряет параметры методом Ван-дер-Пау: сопротивление, подвижность, концентрацию носителей, эффект Холла. .. с источником постоянного тока
Включено:
— Выбор модуля магнита: 0,55T и 1T (возможен переменный магнит)
— Держатель образца Easy Clip размером от 5*5 мм до 25×25 мм
— Измерение при двух температурах: окружающей (комнатная t°) и 77K
HMS3000 включает в себя программное обеспечение с возможностью кривой ВАХ для проверки омической целостности контактов образца, созданных пользователем. Системы могут использоваться для определения характеристик различных материалов, включая полупроводники и составные полупроводники (тип N и тип P), такие как Si, Ge, SiGe, SiC, DaAs, InGaAs, InP, GaN, ZnO, TCO, металлы и т. д., как на 300К и 77К (комнатная температура и температура жидкого азота).
HMS7000 — Система измерения фотонного эффекта Холла с температурой
ХАРАКТЕРИСТИКА СЛОЯ Системы измерения Холла Фотонные системы
Измерение фотонного эффекта Холла предназначено для измерения различных электрических свойств слоев полупроводников путем освещения образца в различных диапазонах длин волн в в дополнение к протекающему току и приложению напряженности магнитного поля.
Он использует метод измерения Ван дер Пау и предлагает возможность определения характеристик полупроводников, соединений, солнечных элементов…
Включает:
— Программное обеспечение для кривых I-R, R-V,
— Постоянный магнит 0,55 Тл
— Фиксация образца с помощью простой и быстрой системы зажимов
— Управление температурой
— RGB-подсветка
LMKS-X — Серия ножей для нарезки металлических кубиков K&S
ВНЕШНЯЯ ОБРАБОТКА Расходные материалы для внутренней обработки Алмазные лезвия
Алмазные лезвия на металлической связке для резки полупроводниковых тонких материалов, для кремния, арсенида галлия, InP… и всех сопутствующих материалов, используемых в производстве и исследовании полупроводниковых устройств .
— Готов к установке на машину для нарезки кубиками (модели с втулкой)
— Доступны модели различной толщины и экспозиций Внутренние расходные материалы Алмазные лезвия для нарезки кубиками
Алмазные лезвия на металлической связке для нарезки полупроводниковых тонких материалов, для кремния, GaAs, InP. .. и всех сопутствующих материалов, используемых в производстве и исследованиях полупроводниковых устройств.
— Готов к установке на машину для нарезки кубиками (модели с втулкой)
— Доступны модели различной толщины и экспозиций Системы измерения эффекта Холла Системы Evolution
HCS 1 — это мощный инструмент для определения характеристик полупроводников путем измерения удельного сопротивления, подвижности, концентрации носителей заряда и коэффициента Холла.
Стадия HCS 1 оснащена двумя магнитопроводами (неодимовыми), установленными на подвижных салазках, которые при желании могут быть моторизованы.
Система также может быть оснащена удлинителями для низких температур (жидкий азот) и высоких температур до 240°C.
В зависимости от геометрии, размера и толщины образцов можно использовать различные держатели образцов.
Включенное программное обеспечение позволяет под Windows находить измеренные параметры, анализировать результаты и рисовать диаграммы I-V и I-R.
Этот инструмент позволяет характеризовать различные материалы, характерные для полупроводников: Si, SiC, SiGe, GaAs, InGaAs, InP, GaN (tpe N и тип P), металлические слои, проводящие отложения, оксиды …
TRXCHUCK — Трехосевой патрон
ИСПЫТАНИЕ ДАТЧИКА Принадлежности для тестирования Специальные патроны
Трехосный патрон позволяет измерять сверхмалые токи до fA при использовании со специальными микропозиционерами с триксиальным рычагом и герметичной коробкой для легкой и экранной изоляции.
— Он состоит из 3 частей, средняя часть которых может быть поляризована.
— Также доступна высокотемпературная версия при использовании с горячим или трехтемпературным патроном.
— Доступно для пластин до 300 мм (12 дюймов). )
— Трехосный патрон обычно заменяет стандартный патрон на ручной или полуавтоматический пробник для измерения малых токов
MW-SCA50 — Коаксиальный ВЧ-слаботочный датчик Датчики Кельвина
Коаксиальный датчик предназначен для измерения сигнала низкого уровня (ниже 10 фА при 200 °C)
— Конструкция датчика в виде единого блока особенно желательна для получения наилучших возможных электрических характеристик
— Коаксиальный датчик также предлагается с дополнительным заземлением Плоскость, Кельвин и последовательные/параллельные конфигурации резисторов
. Датчики изготовлены из компонентов микроволнового качества с полужестким экраном кабеля 50 Ом, который достигается за счет использования тефлонового диэлектрика 9.0115 — Контакт зонда выступает из экрана на 0,150 дюйма (3 мм) для обеспечения низкого уровня шума сигнала на зонде
— Доступны наконечники (сменные) от 0,5 мкм до 20 мкм
— Стандартный разъем SSMC
MW -Pack4PP-M — Комплект для ручного измерения удельного сопротивления с 4 точками измерения среднего диапазона
ХАРАКТЕРИСТИКА СЛОЕВ Четырехзондовые системы Ручные системы
Ручные листовые системы измерения удельного сопротивления для лабораторий, исследований и небольших производств. точные измерения удельного сопротивления.Система используется для характеризации материалов, изготовленных путем легирования полупроводников, осаждения металлов, печати резистивной пастой, покрытия стекла…
Ручной рычаг используется для приведения Z-движения в контакт с образцом с повторяемостью порядка одного микрона. Кроме того, колесо управления, расположенное с правой стороны, позволяет точно настроить движение по оси Z. Образец установлен на подвижной опоре, что позволяет легко размещать его под головкой четырехточечного датчика между каждой точкой измерения.
— Микропереключатель обеспечивает подачу тока только после контакта 4 игл
— Само измерение осуществляется от внешнего источника и вольтметра, как правило, семейства Keithley (поставляется в версии)
— Система является модульной, включая измерение и отображение на ПК
Программное обеспечение управляет испытаниями, отображает результаты и позволяет распечатывать или экспортировать данных. Пользователь вводит размер и форму образца, исключение краев и количество точек для проверки. Пользователь также может определить критерии «годен/не годен» и какой параметр (сопротивление листа, удельное сопротивление или V/I) отображать. Отображается графическое изображение целевых точек датчика. Подсказки говорят пользователю перейти к следующей позиции. По завершении тестирования всех точек на видном месте отображаются среднее значение, стандартное отклонение, минимум и максимум. По завершении может быть распечатан сводный отчет, показывающий данные и статус «годен/не годен».
CM210-310 — Высокоточная ручная измерительная станция
ТЕСТИРОВАНИЕ ДАТЧИКОВ Зондовые станции Ручные измерительные станции
Серия Checkmate представляет собой наиболее совершенные измерительные станции, доступные для пластин размером до 12 дюймов
— Возможность модернизации одной версии к другому
— Ручная или полуавтоматическая версия
— Доступен тест на картах Probecard
— Опциональная температурная характеристика (от -60°C до +300°C)
— Возможны измерения высокого напряжения (HV) и низкого тока (fA)
— Позволяет до 8 микропозионов постоянного тока или зонда
Наиболее популярные ссылки
CM210: версия 200 мм
CM310: версия 300 мм
WL210-310 — Высокая точность Руководство HF. Станции с ручным зондированием
Серия WaveLink представляет собой наиболее совершенные ВЧ зондирующие станции, доступные для пластин размером до 12 дюймов.0115 — ручная или полуавтоматическая версия
— дополнительная температурная характеристика (от -60°C до +300°C)
— позволяет одновременно использовать до 4 радиочастотных микропозиционеров и 4 микропозиционеров постоянного тока
MW-SCA250 — коаксиальный датчик истинного Кельвина
ИСПЫТАНИЯ ЗОНДОВ Тестовые датчики Коаксиальные датчики и датчики Кельвина
Коаксиальные датчики Кельвина предназначены для измерения сигналов низкого уровня в сильноточных приложениях. Одноблочная конструкция особенно желательна из-за наилучших возможных электрических характеристик и упрощает управление наконечником по сравнению с традиционной конструкцией с двумя наконечниками 9.0003
— Датчики изготовлены из компонентов микроволнового качества
— Полужесткий кабель 50 Ом состоит из вольфрамовой проволоки толщиной 8 мил, образующей внутренний проводник и наконечник датчика, с изоляцией от позолоченного медного экрана, достигаемой за счет использования тефлона. диэлектрик
— контакт зонда выступает из экрана на 0,150 дюйма (3 мм), чтобы поддерживать низкий уровень шума сигнала, поступающего на зонд. Доступны (сменные) наконечники от 0,5 мкм до 12,5 мкм
— стандартный разъем SSMC, конфигурации последовательного/параллельного резистора доступны вариант
SOKBGA — стандартное тестовое гнездо для корпусов BGA
ИСПЫТАНИЕ КОМПОНЕНТОВ И ПРИГОРОК Гнезда для тестирования и прижигания
Гнезда для тестирования и прижигания для всех стилей корпусов BGA, новейших или старых, доступных в существующем дизайне или разработанных наполовину. пользовательский или полный пользовательский режим.
• Шаги начинаются от 0,22 мм, температура
• Низкопрофильная и компактная конструкция
• Разработаны для эффективного размещения упаковки различной толщины
• Более 1300 дизайнов, ClamShell, Open Top, с завинчивающейся крышкой…
• Пожалуйста, пришлите нам детали вашего компонента (механический чертеж), чтобы проверить наличие и получить предложение
SOKLCC — Тестовая головка для других упаковок (Flat-Pack, LCC, Axial-Radial, TO. ..)
КОМПОНЕНТЫ ТЕСТИРОВАНИЕ И ПРОЖИВАНИЕ Сокеты для тестирования и прожига
Сокеты для прожига и тестирования для всех стилей упаковки, самых новых или самых старых, доступных из существующего дизайна или разработанных в полунастраиваемом или полностью пользовательском режиме.
• Шаги по чертежу упаковки, температура, опции
• Низкопрофильная и компактная конструкция,
• Более 5000 исполнений, ClamShell, Open Top, с винтовой крышкой, контакты типа C, пружинные контакты, шарики…
• Пожалуйста, отправьте нам детали вашего компонента (механический чертеж) проверить наличие и получить предложение
K2450 — Измеритель источника Keithley, интегрированный в продукты Microworld
Одноканальное лабораторное оборудование для различных измерений
Номинальное выходное напряжение варьируется от ± 20 мВ до ± 200 В, номинальный выходной ток составляет ± 10 нА и ± 1 А.
Он также предлагает широкий динамический диапазон, что делает модель серии 2450 хорошо подходящей для настольных и системных приложений с низкими требованиями к напряжению.
Области применения: 4-точечные измерения, наноматериалы, полупроводниковые структуры, измерение энергоэффективности и освещения, характеристика материалов, реальный источник тока, цифровой мультиметр, триггерный контроллер… Принадлежности для тестирования Программное обеспечение для измерений
PACE представляет собой программное обеспечение, позволяющее объединить инструменты измерения, автоматические последовательности характеризации, импортировать и экспортировать данные.
PACE состоит из 3 окон:
— Окно измерений: конфигурация и управление измерительными инструментами
— Окно последовательности измерений: конфигурация и управление выполнением последовательности автоматическая станция зондирования)
Интерфейс может быть настроен в соответствии с потребностями заказчика:
— Тест MEMS на держателе печатной платы
— Импорт файла GDS для сопоставления пластин
— Управление векторным анализатором цепей (Rohde & Schwarz), SMU (Keithley, Keysight. ..)
Лаборатория TF — Система вихревых токов 1 точка
ХАРАКТЕРИСТИКА СЛОЯ Системы неразрушающего измерения Системы ручного управления
Серия TF lab 2020 позволяет проводить ручные одноточечные измерения токопроводящих тонких пленок и измерение толщины тонких металлических слоев в бесконтактном режиме.
Компактный настольный прибор идеально подходит для быстрых и точных измерений образцов размером до 200 x 200 мм² (8 x 8 дюймов).
В дополнение к измерению тонких проводящих слоев также можно анализировать легированные пластины и проводящие полимеры.
Области применения:
— Архитектурное стекло с покрытием, напр. LowE
— Дисплеи, сенсорные экраны и плоские дисплеи
— OLED и светодиодные приложения
— Умное стекло
— Графеновые слои
— Фотогальванические пластины и элементы
— Полупроводниковые пластины
— Слои металлизации и металлизация пластин
— Противообледенительные и нагревательные устройства
— Аккумуляторные электроды
— Бумага с проводящим покрытием и проводящий текстиль
PP6 — Универсальная система склеивания штампов
Самая универсальная полуавтоматическая платформа Pick & Place.
Его можно использовать в различных областях, таких как ASIC, MMIC, MEMS или VECEL.
PP5 и PP6 просты в использовании, гибки и требуют минимального обучения для работы.
Доступны эвтектика и эпоксидная смола.
Uh204 — Ручная система УФ-отверждения
ОБРАБОТКА КОНЦЕВОЙ ОБРАБОТКИ УФ-отверждающие машины
Настольная низкопрофильная система Uh204 обеспечивает исключительную гибкость и воспроизводимость при отверждении УФ-пленок для резки или обратного помола.
— Ручная загрузка, автоматический УФ-процесс
— Сменная безозоновая УФ-лампа 365 нм
— Идеально подходит для малых объемов и RnD-приложений
— Доступны версии 8 дюймов (и меньше) или 12 дюймов
— Каркас или кольцевое отверждение
MWPHC — Сильноточный зонд
ИСПЫТАНИЯ ЗОНДОВ Испытательные щупы Многоконтактные щупы
Сильноточный щуп HCP с температурой Кельвина на сегодняшний день является единственной конструкцией щупа этого типа в отрасли. Конструкция с несколькими зондами распределяет ток между контактными точками, а радиатор отводит тепло от интерфейса зонд-площадка для предотвращения перегрева. Уникальный дизайн дает пользователю возможность получить доступ Кельвина к устройству на уровне пэда.
— Характеристики PowerPro 3 кВ, триаксиальный / 10 кВ, коаксиальный, 450 А импульсный / 10 А постоянного тока
— Вольфрамовые датчики, керамический корпус для использования при высоких температурах пассивный многоцелевой пробник
ТЕСТИРОВАНИЕ ПРОБНИКА Измерительные пробники Наконечники пассивного пробника
Многоцелевой пассивный высокоскоростной пробник, используемый для возбуждения и приема сигналов, частотная характеристика от постоянного тока до 11 ГГц (режим входного сопротивления 500 Ом)
— Адаптируется к любому микропозиционеру, укажите тип
— Включен коаксиальный кабель 50 пм (длиной 1 м) с разъемом SMA и миниатюрным разъемом для коаксиальных датчиков
— Легко заменяемые наконечники коаксиальных датчиков длиной 1,5 дюйма, 1 или 2 зонда
— адаптированы для различного входного импеданса, 50 Ом, 250, 500 или 5 кОм путем добавления входного сопротивления
MWPA-35 — активный щуп 35
ТЕСТИРОВАНИЕ ДАТЧИКА Тестовые щупы Активные щупы
Активный наконечник щупа для определения характеристик узлы, требующие низкой входной емкости
— Активный рычаг имеет специальное крепление к микропозиционеру (указать при заказе)
— Отдельный источник питания обеспечивает питание датчиков (до 2 на источник питания), арт. MW-PS3
— Диапазон частот от 0 до 26 ГГц
— Сменный наконечник пробника включает МОП-транзистор на входе и монтируется на активное плечо, доступны несколько диаметров хвостовика и радиуса наконечника
— См. ассортимент сменных наконечников пробников MWPA-R12C
— Другие модели: 7, 7A, 12C, 18C, 19C, 28, 29, 34A
MWPA-34A — Активный щуп 34A
ТЕСТИРОВАНИЕ ЗОНДОВ Тестовые щупы Активные щупы
Наконечник активного щупа для характеризации внутренних узлов, требующих низкой входной емкости )
— Отдельный блок питания обеспечивает питание датчиков (до 2 на блок питания), арт. MW-PS2
— Диапазон частот от 0 до 3 ГГц
— Поставляемый сменный наконечник пробника включает в себя МОП-транзистор на входе и устанавливается на активное плечо, доступны несколько диаметров хвостовика и радиуса
— Сменные наконечники для датчиков MWPA-R12C
— Другие модели: 7, 7A, 12C, 18C, 19C, 28, 29, 35…
MWPA-28 — Активный датчик 28
ПРОВЕРКА ДАТЧИКА Тестовые щупы Активные щупы
Наконечник активного щупа для характеризации внутренних узлов, требующих низкой входной емкости
— Активный рычаг имеет специальное крепление к микропозиционеру (указать при заказе) до 2 на блок питания), арт. МВ-ПС2
— Диапазон частот от 0 до 1 ГГц
— Поставляемый сменный наконечник пробника включает МОП-транзистор на входе и монтируется на активную дугу, доступны несколько диаметров и радиусов хвостовика наконечника
— См. ассортимент сменных наконечников пробника MWPA-R28
— Другие модели: 7, 7A, 12C, 18C, 19C, 29, 34A, 35
MWPA-12C — Активный датчик 12C
ТЕСТИРОВАНИЕ ДАТЧИКА Тестовые датчики Активные датчики
Активный наконечник датчика, требующий характеризации внутренних узлов низкая входная емкость
— Активный рычаг имеет специальное крепление к микропозиционеру (указать при заказе)
— Отдельный источник питания обеспечивает питание датчиков (до 2 на источник питания), арт. MW-PS2
— Диапазон частот от 0 до 500 МГц
— Сменный наконечник пробника включает МОП-транзистор на входе и устанавливается на активное плечо, доступны несколько диаметров хвостовика и радиуса наконечника
— См. ассортимент сменных наконечников пробников MWPA-R12C
— Другие модели: 7, 7А, 18С, 19С, 28, 29, 34А, 35…
MWPA-18C — Активный щуп 18C
ТЕСТИРОВАНИЕ ДАТЧИКА Тестовые щупы Активные щупы
Наконечник активного щупа для характеризации внутренних узлов, требующих низкой входной емкости при заказе)
— Отдельный источник питания обеспечивает питание датчиков (до 2 на блок питания)
— Входящий в комплект поставки сменный наконечник датчика включает МОП-транзистор на входе и крепится на активную руку, доступны несколько диаметров хвостовика и радиуса наконечника
— Сменные наконечники пробников MWPA-R18C
— Другие модели: 7, 7A, 12C, 19C, 28, 29, 34A, 35… Измерительные щупы ВЧ- и миллиметровые щупы
Серия щупов для ВЧ-микроволновых приложений до 40 ГГц, GSG, GS, SG или «двойных» конфигураций (двойной = 2 щупа на 1 позиционере)
— Эти щупы доступны с разным шагом от 25 мкм до 2540 мкм
— Различные варианты крепления для микропозиционеров
— Гнездовой K-коннектор 2,9 мм
— Доступен в исполнении из меди, никеля или вольфрама
— Немагнитный вариант
— Версии для высоких температур и сильного тока/высокого напряжения, пожалуйста, обращайтесь к нам
MWRF-50A — ВЧ-зонд 50 ГГц
ЗОНД ИСПЫТАНИЕ Испытательные датчики ВЧ- и мм-датчики
Серия датчиков для ВЧ-микроволновых приложений до 50 ГГц, GSG, GS, SG или «двойных» конфигураций (двойной = 2 датчика на 1 микропозиционере)
— Эти датчики доступны в различных шаг от 25 мкм до 1250 мкм
— Различные варианты монтажа для микропозиционеров
— Гнездовой разъем 2,4 мм
— Доступен в исполнении из меди, вольфрама или никеля
— Немагнитный вариант
— Варианты для работы в условиях высокой температуры и высокой мощности, пожалуйста, обращайтесь к нам
MWPA-7 — Активный датчик, модель 7
ТЕСТИРОВАНИЕ ПРОБНИКОВ Тестовые пробники Активные пробники
Модель 7 разработана как дополнительный пробник к моделям 12C и 18C для управления линиями интегральных схем, поэтому модели 12C и 18C можно использовать для измерения отклика соседних узлов.
— Гибкий коаксиальный кабель длиной 6 футов, 50 Ом, с точной оконцовкой до 50 Ом, что позволяет избежать нежелательных отражений
— Специальный миниатюрный разъем для сменных наконечников коаксиального датчика, обеспечивающий экранирование в пределах 3 мм от наконечника тонкого вольфрамового датчика
— Другие модели: 7, 7А. Для каждого микропозиционера (пожалуйста, укажите модель)
— Для применения при температуре до 200°C доступны модели MWPA-7-HT и MWPA7A-HT
MWRF-110H — ВЧ-зонд 110 ГГц
ТЕСТИРОВАНИЕ ЗОНДОВ Испытательные щупы РЧ- и миллиметровые зонды
Серия зондов для ВЧ-микроволновых приложений до 110 ГГц, GSG, GS, SG или «двойных» конфигураций (двойной = 2 зонда на 1 позиционер)
— Эти зонды доступны с шагом от 25 мкм до 1250 мкм
— Различные варианты крепления для позиционеров
— Гнездовой разъем 1 мм
— Доступен в исполнении из меди, вольфрама или никеля
— Немагнитный вариант
MWRF-67A — ВЧ зонд 67 ГГц
ТЕСТИРОВАНИЕ ЗОНДОВ Испытательные щупы РЧ- и ММВ-зонды
Серия зондов для ВЧ-микроволновых приложений до 67 ГГц, GSG, GS, SG или «двойных» конфигураций (двойной = 2 зонда на 1 микропозиционер)
— Эти зонды доступны с различным шагом от 25 мкм до 1250 мкм
— Различные варианты крепления для микропозиционеров
— Гнездовой V-образный соединитель 1,85 мм
— Доступен в исполнении из меди или вольфрама
— Немагнитный вариант
— Варианты для работы в условиях высокой температуры и высокой мощности, пожалуйста, свяжитесь с нами
S302 — подставка для 4-точечного датчика
ХАРАКТЕРИСТИКА СЛОЕВ Четырехточечные датчики Ручные системы
Конфигурация состоит из стойки, удерживающей головку датчика, с быстродействующим рычагом Z и зажимным приспособлением для пластин 4, 6, 8. или 12 дюймов, позиционирование образца осуществляется вручную, а также при контакте наконечников с помощью вращающегося рычага.
— Микропереключатель гарантирует, что ток будет подаваться только после контакта с 4-точечной головкой щупа
— Само измерение осуществляется от внешнего источника и вольтметра, как правило, семейства Keithley, которые могут поставляться по запросу
— Систему можно модернизировать, включив измерения и отображение на ПК.
— Идеальный инструмент для лабораторий, университетов, исследовательских центров… при характеризации материалов.
SP4 — 4-точечная головка датчика
ХАРАКТЕРИСТИКА СЛОЕВ Системы четырехточечных датчиков Четырехточечные головки датчиков
Окружающая среда 4-точечная головка датчика для температуры окружающей среды, может использоваться с оборудованием серий Pack4PP и Quadpro или для отдельного использования. Стандартная головка отлита из делрина с вольфрамовыми наконечниками. Байонет и два винта позволяют легко прикрепить головку к нашей 4-точечной стойке для точных и воспроизводимых измерений.
— Материал наконечников зависит от измеряемого электронного слоя
— Разные расстояния между наконечниками, материалы и радиусы наконечников, давление иглы
— Заделка проводами или разъемами типа «банан», или кабелями BNC или триаксиальными кабелями, или 9-контактным разъемом…
MWRF-325B(BT) — Высокопроизводительный ВЧ-пробник от 220 до 325 ГГц
ТЕСТИРОВАНИЕ ДАТЧИКА Тестовые пробники ВЧ- и миллиметровые пробники
Серия высокопроизводительных пробников для СВЧ-приложений от 220 до 325 ГГц, конфигурации GSG, GS или SG
— Доступны датчики с шагом от 25 мкм до 90 мкм
— Мы рекомендуем посадочное место GSG для наилучшей производительности
— Характеристики с низкими потерями и дисперсией, надежный контакт с низким сопротивлением
— Волновод WR-3, доступна опция Bias T
— Доступен в корпусе BeCu
MWRF-ECP18 — РЧ-зонд 18 ГГц
ТЕСТИРОВАНИЕ ДАТЧИКА Тестовые зонды РЧ- и мм-зонды
Серия зондов для ВЧ-микроволнового применения до 18 ГГц, GSG, GS, SG и Dual
— Эти датчики доступны с разным шагом от 100 мкм до 2500 мкм с шагом 25 мкм
— Различные способы монтажа позиционеров
— Немагнитный вариант, пожалуйста, свяжитесь с нами
CP4 — Цилиндрическая 4-точечная головка датчика
точечные измерительные системы Четырехточечные измерительные головки
Четырехточечные измерительные головки для измерения поверхностного удельного сопротивления, могут использоваться на приборах серии 280 и других или на монтажном узле собственного производства.
— Регулируемое давление на головке зонда
— Радиус наконечника различных размеров, адаптированный к большинству слоев электроники
— Заделка с помощью 9-контактного разъема для прямого подключения
— Применение только при температуре окружающей среды
MWRF-750B(BT) — Высокопроизводительный радиочастотный зонд от 500 до 750 ГГц
ТЕСТИРОВАНИЕ ЗОНДОВ Испытательные щупы РЧ- и миллиамперные щупы
Серия высокоэффективных щупов для СВЧ-приложений от 500 до 750 ГГц, конфигурации GSG, GS или SG
— Эти щупы доступны с различным шагом от 25 мкм до 35 мкм
— Мы рекомендуем посадочное место GSG для лучшей производительности
— Характеристики с низкими потерями и низкой дисперсией, надежный контакт с низким сопротивлением
— Волновод WR-1,5, доступна опция Bias T ВЧ-пробники от 750 до 1,1 ТГц
ТЕСТИРОВАНИЕ ДАТЧИКОВ Измерительные пробники ВЧ- и миллиамперные пробники
Серия высокоэффективных пробников для СВЧ-приложений от 750 до 1100 ГГц, конфигурации GSG, GS или SG
— Эти пробники доступны в различных шаг от 25 мкм до 35 мкм
— Мы рекомендуем посадочное место GSG для наилучшей производительности
— Характеристики с малыми потерями и низкой дисперсией, надежный контакт с низким сопротивлением
— Волновод WR-1. 0, доступна опция Bias T
— Доступен в BeCu
S1160 — Зондовая станция общего назначения
ТЕСТИРОВАНИЕ ДАТЧИКОВ Станции датчиков Станции ручных датчиков
S1160 поддерживает широкий спектр прецизионных измерений, включая IV, CV, штампы, пластины… слаботочные…) приложений
— Быстрый подъем плиты позволяет контактировать или не контактировать
— Принимать микроскоп (бино/трино)
— Принимать пластины размером до 8 дюймов (пластины 200 мм)
— Угловая установка пластин
— Позволяет использовать до 8 микропозиционеров постоянного тока или карту датчиков
— Тяжелый корпус для лучшей стабильности
НАИБОЛЕЕ ПОПУЛЯРНЫЕ ССЫЛКИ
S1160A-8N : Перемещение оптического моста для турельного микроскопа
S1160B-8N : Перемещение оптического моста для тринокулярного стереомикроскопа
S1160C-8N : Фиксированный оптический мост для тринокулярного стереоскопического микроскопа
WL1160 — Ручная радиочастотная зондовая станция
ТЕСТИРОВАНИЕ ДАТЧИКОВ Зондовые станции Ручные зондовые станции
Экономичный, но профессиональный зонд для ВЧ- и СВЧ-зондирования, доступный для одиночного кристалла, частичных или полных пластин размером до 8 дюймов
— Измерение от 0 до 110 ГГц
— Стабильная плита и специальная антирезонансная конструкция держателя
— Отдельный патрон для ВЧ-датчиков с независимым вращением
— Быстроподъемная плита и точная регулировка по оси Z
— позволяет использовать бинокулярный или тринокулярный микроскоп (опция очистки с наклоном назад)
— одновременное использование до 4 радиочастотных микропозиционеров и 4 микропозиционеров постоянного тока для тринокулярного стереомикроскопа
WL1160C: Фиксированный оптический мост для тринокулярного стереомикроскопа
CM170-WL170 — Высокостабильная ручная станция датчика
PROBE TESTING Зондовые станции Ручные зондовые станции
Из двух моделей станции зондов CM170/WL170 обеспечивают стабильность и точность по умеренной цене.
— Большая пластина для использования с головкой удлинителя частоты
— Различные приложения (оптические, зондовые карты, ВЧ…)
НАИБОЛЕЕ ПОПУЛЯРНЫЕ ССЫЛКИ
CM170: измерения от 0 до 100 МГц
WL170: измерения от 0 до 110 ГГц
WL170-T WL170-T : ммВт до 1,1 ТГц (специальный приподнятый патрон)
Probecard — Плата зонда
ТЕСТИРОВАНИЕ ЗОНДОВ Тестовые щупы Карты щупов
Карты щупов подходят для всех применений производственных зондов и, в частности, для современных схем с высокими требованиями: большое количество выводов, сверхмалый шаг, тестирование нескольких тестируемых устройств, специальные ограничения (низкий k, чрезмерная активность зонда). область….).
— Конструкция печатной платы доступна для нестандартных плат (все коммерческие тестеры)
— Все услуги по специальному проектированию, производству, диагностике и ремонту, выравниванию…
— Доступны для испытаний контактных площадок или ударных испытаний
WL210E — 8-дюймовая ручная измерительная станция высокой точности с локальным корпусом
ТЕСТИРОВАНИЕ ДАТЧИКОВ Зондовые станции Ручные измерительные станции
Эта измерительная станция является производной от серии Checkmate. Он включает в себя дополнительную локальную камеру, которая позволяет измерять температуру (горячая/холодная) или применять очень слабые токи
— измерения fA (малая утечка)
— Светонепроницаемая среда
— Электрическое экранирование
— Конфигурация: 4 порта ВЧ или 8 портов постоянного тока/ Порт Кельвина или комбинация ВЧ/постоянного тока
— Доступна версия 300 мм
— Совместимость с высокопроизводительным патроном ERS (запатентованная система воздушного охлаждения, температура от -60°C до +300°C)
PTG4 — Наконечник зонда с вольфрамовой проволокой
ТЕСТИРОВАНИЕ ЗОНДОВ Тестовые щупы Пассивные наконечники зонда
Наконечник с проволокой сочетает в себе жесткий корпус с тонкой вольфрамовой проволокой различного диаметра, при этом наконечник зонда становится достаточно мягким, чтобы не повредить материалы контактной площадки.
— длина корпуса 51 мм, вольфрамовая проволока от 3 до 5 мм
— Диаметр корпуса 0,51 мм, диаметр проволоки от 5 до 125 микрон
— Радиус наконечника от 0,1 до 5 микрон
— Наиболее популярные артикулы: PTG410, PTG422, PTG435, PTG4135
— Загрузите полный список ниже для получения дополнительной информации
PTSE-O — Осмий наконечник зонда
ТЕСТИРОВАНИЕ ЗОНДА Испытательные зонды Пассивные наконечники зонда
Наконечник осмиевого зонда, заостренный на одном конце с радиусом наконечника 12 мкм для контакта с контактными площадками или лесками, материал корпуса достаточно прочен, чтобы его можно было сгибать в различные формы.
— Материал осмия особенно подходит для мягких поверхностей, требующих хорошего контакта
— Диаметр корпуса 0,63 мм, длина 19 мм
PTSE-TG — Позолоченный вольфрамовый наконечник зонда
ТЕСТИРОВАНИЕ ЗОНДОВ Тестовые щупы Наконечники пассивных щупов
Позолоченный вольфрамовый наконечник зонда, заостренный на одном конце с радиусом наконечника 10 мкм для контактных приложений на контактных площадках или линиях, материал корпуса достаточно прочен, чтобы его можно было сгибать в различные формы.
— стандартное применение — зондирование контактных площадок и/или внутренних линий
— Материал наконечника обеспечивает хороший ответ при зондировании на мягкой поверхности
— Упакован в коробку из 5 наконечников
PTSE-P — Палладиевый наконечник зонда
ТЕСТИРОВАНИЕ ЗОНДА Тестовые зонды Пассивные наконечники зонда
Палладиевый наконечник зонда, заточенный с одной стороны конец с радиусом наконечника 12 мкм для контактных приложений на контактных площадках или линиях, материал корпуса достаточно прочен, чтобы его можно было сгибать в различные формы.
— стандартное применение — зондирование контактных площадок и/или внутренних линий
— Материал наконечника обеспечивает хорошее измерение при слабом токе или на поверхности с проблемами контакта
— Упакован в коробку из 5 наконечников
PTG20 — Вольфрамовый наконечник зонда
ТЕСТИРОВАНИЕ ДАТЧИКА Испытательные щупы Пассивные наконечники
Общего назначения наконечник зонда заточен с одной стороны, материал корпуса (вольфрам) достаточно прочен, чтобы его можно было сгибать в различные формы.
— Стандартное применение — контактные площадки и/или внутренние линии
— Материал Вольфрам, длина 38 мм, радиус наконечника от 0,5 мкм до 100 мкм
— Вариант с никелированным покрытием доступен только для корпуса (легкая пайка), добавьте суффикс «N» к артикулу
PTSE-TC — Наконечник зонда из карбида вольфрама
ТЕСТИРОВАНИЕ ЗОНДОВ Тестовые щупы Пассивные наконечники зонда
Наконечник зонда из карбида вольфрама, заостренный на одном конце с радиусом кончика 12 мкм для контактных приложений на контактных площадках или линиях, материал корпуса достаточно прочен, чтобы его можно было сгибать в различные формы.
— стандартное применение — зондирование контактных площадок и/или внутренних линий
— Материал наконечника обеспечивает хороший отклик при зондировании на твердой поверхности и при непрерывном зондировании
— В упаковке 5 наконечников
MW-CS — Калибровочная подложка для ВЧ-зонда
Точные, простые в использовании калибровочные подложки, калибровочные коэффициенты , чтобы скорректировать систему измерения (анализатор сети + кабели + датчик) всякий раз, когда она дает показания, отличные от стандартных.
PTSE-BC — наконечник зонда из бериллиевой меди
ТЕСТИРОВАНИЕ ДАТЧИКА Тестовые зонды Наконечники пассивных датчиков
Наконечник датчика из бериллиевой меди, заостренный с одной стороны для контакта с контактными площадками или линиями, материал корпуса достаточно прочен, чтобы его можно было сгибать в различные формы.
— Длина 19 мм, радиус 12 мкм
— Материал наконечника обеспечивает хорошее измерение при сильном токе или на мягкой поверхности
— В упаковке 5 наконечников
HT4 — Высокотемпературная 4-точечная головка датчика
ХАРАКТЕРИСТИКА СЛОЕВ Четыре системы точечных датчиков Головки четырехточечного датчика
Высокотемпературная головка датчика с четырьмя точками, может использоваться с серией Pro4 и штативом компании.
— Материал наконечников в зависимости от типа измеряемого электронного слоя
— Различные расстояния между наконечниками, материалы и радиусы наконечников, давление иглы
— Соединения: проволочные провода, разъемы типа «банан», триаксиальный разъем, 9-контактный разъем…
— Опционально высокоомное сопротивление экранирование
HR4 — Высокотемпературная 4-точечная головка датчика_DUPLICATE
ХАРАКТЕРИСТИКА СЛОЕВ Системы четырехточечных датчиков Головки четырехточечного датчика
Высокотемпературная головка датчика с четырьмя точками, может использоваться с серией Pro4 и штативом компании.
— Материал наконечников в зависимости от типа измеряемого электронного слоя
— Различные расстояния между наконечниками, материалы и радиусы наконечников, давление иглы
— Соединения: проволочные провода, разъемы типа «банан», триаксиальный разъем, 9-контактный разъем…
— Опционально высокоомное сопротивление экранирование
S47 — Адаптер карты датчиков
ТЕСТИРОВАНИЕ ДАТЧИКОВ Тестовые датчики Карты датчиков
Механическое приспособление для установки карты датчиков шириной 4,5 дюйма (114 мм) на датчик.
— Подача сигналов на тестируемое устройство во время анализа с помощью отдельных игл, управляемых микропозиционерами
— Доступны 2 модели, одна без регулировки, другая с тета-регулировкой
Этот недорогой микропозиционер был разработан для гибридных или обычных измерений на контактных площадках размером 500 мкм и более.
— Джойстиковый позиционер S750 совместим со стандартными держателями датчиков модели Ux.
— Большая область сканирования сочетается с регулируемым перемещением по оси Z
— Основание магнитное, а габаритные размеры особенно малы
— Пружинный зажим зонда изолирован от остальной части корпуса, сохраняя при этом электрическую проводимость за счет кабельного наконечника
— A доступна модель S750-1 с удлинителем джойстика для более точного позиционирования
MCW — многоконтактный клин
ТЕСТИРОВАНИЕ ЗОНДОВ Тестовые щупы Многоконтактные щупы
Многоконтактная клиновидная карта, изготовленная в соответствии со спецификацией пользователя
— Возможна комбинация датчиков постоянного тока и ВЧ, до 9 ВЧ датчиков на каждую сторону
— Доступны различные конфигурации проводки и разъемы, шунтирующие конденсаторы доступны в 3 разных местах
— Недорогой продукт, изготовленный по индивидуальному заказу
— Установка на ВЧ позиционер
MW-DB — Темный ящик по индивидуальному заказу
ИСПЫТАНИЯ ДАТЧИКОВ Принадлежности для испытаний Темные ящики
Для систем зондирования, которые не имеют опции локальной камеры, Microworld производит темные ящики, полностью закрывающие станцию микрозондов или другую систему.
— Электрическая и световая изоляция
— Проходные соединители, адаптированные к подключаемому оборудованию
— Гусиная шея для доступа к кабелю
— Индивидуальные размеры конструкции.
SM40 — ВЧ- и СВЧ-микропозиционер
ТЕСТИРОВАНИЕ ЗОНДОВ Принадлежности для испытаний Микропозиционеры
Микропозиционер SM40 специально разработан для ВЧ-зондирования. наконечник, если наткнулся.
— Подходит ко всем типам копланарных ВЧ-преобразователей
— Идеальная стабильность благодаря винтовому креплению на плите (дополнительное магнитное основание)
— Встроенная регулировка копланарности позволяет регулировать плоскостность многоконтактных контактов (конфигурации GS, GSG, GSGSG)
— Он доступен с различными конфигурациями головок, что позволяет вводить микроволновую головку спереди, сзади
PSM1000 — револьверный микроскоп (высокой мощности)
ТЕСТИРОВАНИЕ ЗОНДОВ Принадлежности для испытаний Микроскопы
Мощный микроскоп для тонкого осмотра и большого увеличения.
PSM1000 полезен для точного контакта на очень маленьких поверхностях.
— Его можно использовать отдельно или установить на станцию аналитического зонда
— Доступен ряд аксессуаров, включая различные объективы (поляризатор, анализатор…)
— Тринокулярная насадка подходит для цифровых камер на выбор
— Доступны спектроскопические приложения
SPCB — Держатель образца для HMS серии
ХАРАКТЕРИСТИКА СЛОЕВ Системы измерения на эффекте Холла Держатели образцов
Эти простые держатели датчиков состоят из небольшой печатной платы, на которой испытуемый образец удерживается с помощью пружинных зажимов.
Образец для измерения имеет квадратную форму довольно маленького размера.
— Четыре индивидуально регулируемые позолоченные пружинные иглы обеспечивают хороший электрический контакт на каждом углу (может потребоваться точка нанесения индиевого припоя для лучшего контакта, не всегда необходима, зависит от материала образца).
— Пайка не требуется
MW-D3 — Темный ящик с патроном
ТЕСТИРОВАНИЕ ДАТЧИКОВ Станции зондов Ручные станции зондов
Эта небольшая станция зондов была разработана для применения в условиях высоких ) и круглая плита, позволяющая использовать несколько магнитных микропозиционеров.
— Микроскоп можно использовать для контакта с небольшими контактными площадками
— Экономичное решение для различных задач зондирования
SM90 — ВЧ и СВЧ микропозиционер
ТЕСТИРОВАНИЕ ЗОНДОВ Принадлежности для испытаний Микропозиционеры
Микропозиционер SM90 специально разработан для ВЧ зондирования, он имеет возможность перемещения на один дюйм по всем осям и подшипники с перекрестными роликами для предотвращения случайного перемещения наконечника, если наткнулся.
— Подходит ко всем типам копланарных ВЧ-преобразователей
— Идеальная стабильность благодаря винтовому креплению на плите (дополнительное магнитное основание)
— Встроенная регулировка копланарности позволяет регулировать плоскостность многоконтактных контактов (конфигурации GS, GSG, GSGSG)
— Доступен с различными конфигурациями головок, позволяющими вводить микроволновую головку спереди, сзади
TA-VIS-7575 — Активный антивибрационный стол
ИСПЫТАНИЯ ЗОНДОВ Принадлежности для испытаний Антивибрационные столы
фильтрация вибраций, 4 демпфера эффективно фильтруют механические шумы, исходящие от земли или окрестностей, для сверхточного анализа, осмотра или сборки зонда.
— плиты доступны в нескольких размерах в зависимости от размера и веса оборудования
— Индивидуально регулируемые датчики давления воздуха в каждом углу
TA-VIS-9090 — Активный антивибрационный стол
ПРОВЕРКА ЗОНДОВ Принадлежности для испытаний Антивибрационные столы
Стол обеспечивает пневматическую фильтрацию вибраций, 4 демпфера эффективно фильтруют механические шумы с земли или поблизости для сверхтонкого анализа, осмотра или сборки зонда.
— плиты доступны в нескольких размерах в зависимости от размера и веса оборудования
— Индивидуально регулируемые датчики давления воздуха в каждом углу
ERS-AC3 — Термическая пластина
ПРОВЕРКА ЗОНДОВ Принадлежности для испытаний Термические пластины
В течение 50 лет компания ERS разрабатывает термодатчики, совместимые со всеми зондовыми испытательными станциями.
Они обладают следующими свойствами:
— Высокая температура: 300 °C
— Низкая температура: запатентованная технология воздушного потока позволяет охлаждать до -60 °C
— Чак TRIAX для измерения малых токов (фемтоампер)
— Патрон высокого напряжения
— Немагнитный патрон
Руководство по электроприводам и управлению двигателем постоянного тока
Электропривод — электромеханическая система, в которой вместо дизеля, паровой или газовой турбины, гидравлики и т. п. в качестве первичного двигателя используется электродвигатель для управления движением и процессами различных машин и механизмов. 1 Типичными областями применения электроприводов являются вентиляторы, вентиляторы, компрессорные насосы, подъемники, краны, конвейеры, экскаваторы, эскалаторы, электровозы и автомобили. 2
Электропривод имеет ряд преимуществ 3 по сравнению с другими типами приводных систем, например:
- Характеристики управления могут быть адаптированы к требованиям применения.
- Простые и легкие методы контроля скорости.
- Электрическое торможение можно легко применить.
- Без загрязнения окружающей среды.
- Широкий диапазон значений скорости, мощности, крутящего момента.
- Эффективность выше.
- Кратковременная перегрузочная способность.
- Функционируют в различных рабочих средах, таких как взрывоопасные, радиоактивные и погруженные в воду.
- Самозапуск — нет необходимости во внешнем пусковом оборудовании.
- По сравнению с гидравлическими и дизельными первичными двигателями его работа более чистая, менее шумная и требует меньше обслуживания.
Типичная система электропривода включает в себя контроллер, трансмиссию, электродвигатель и приводную нагрузку (например, вентиляторы, насосы, конвейеры и т. д., упомянутые выше). Ключевое различие между различными типами систем электропривода заключается в типе контроллера. : (A) отдельное управление двигателем постоянного тока 4 компоненты, такие как пускатели электродвигателей, выключатели и органы управления, или (B) электронные контроллеры электродвигателей, называемые средствами управления приводом, которые используют полупроводники с электронными схемами и программным обеспечением для выполнения тех же функций, что и отдельные компоненты управления электродвигателями постоянного тока.
Типы управления двигателем постоянного тока
Существует три основных типа управления двигателем постоянного тока: ручное, полуавтоматическое и автоматическое. Ручное управление напрямую подключает двигатель постоянного тока к входной линии питания или сети. Требуется вмешательство оператора. 5 Полуавтоматическое управление использует переключатели или датчики (например, предел, давление, температура, уровень поплавка, расход, приближение, синхронизация и фоточувствительные переключатели) 6 для управления магнитным контактором или пускателем, который при включении или закрыт, подключит двигатель к входной линии питания. 7 В полуавтоматическом режиме для запуска или остановки двигателя требуется оператор, а остальные операции контролируются датчиками или переключателями. Автоматическое управление похоже на полуавтоматическое управление с одним важным отличием: вмешательство оператора не требуется. Например, термостат в системе кондиционирования воздуха или холодильнике будет включать или выключать двигатель компрессора для автоматического поддержания заданной температуры.
Функции управления двигателем постоянного тока
Независимо от того, управляется ли двигатель постоянного тока вручную, полуавтоматически или автоматически, система управления будет выполнять различные общие функции 8 , в том числе:
- Пуск
- Остановка
- Беговая/Толчковая езда
- Заглушка
- Регулятор скорости
- Реверс
- Торможение
- Защита
Пуск
Существует несколько типов пусковых функций. Пуск через линию — самый простой метод запуска. Двигатель подключается непосредственно к линии электропередач через переключатель операторского управления. Замыкание переключателя подключает двигатель к линии. Однако для некоторых типов двигателей постоянного тока подача полного напряжения во время пуска может привести к огромный пусковой ток , который может превышать мощность источника питания, а также может привести к повреждению двигателя. В этих случаях для ограничения пускового тока используется пусковое сопротивление. 9 Это достигается путем временного включения пускового резистора последовательно с обмоткой якоря двигателя. Резистор снижает часть сетевого напряжения, чтобы ограничить пусковой ток. Двигатель будет постепенно ускоряться; это обычно называется плавным пуском . Когда двигатель достигает полной скорости, пусковой резистор снимается.
Остановка
Существует три формы остановки: выбег, торможение или замедление. Когда питание отключается от двигателя, он начинает останавливаться по инерции и зависит от времени инерции и нагрузки. Выбег нецелесообразен в некоторых приложениях, потому что двигателю потребуется слишком много времени для остановки. В этих случаях можно использовать тормоз для быстрой остановки двигателя. Существует четыре типа тормозов: механические, магнитная муфта/вихретоковые, динамические и рекуперативные тормоза. Динамическое торможение осуществляется путем рассеяния кинетической энергии якоря на тормозном резисторе. Во время остановки, пока якорь вращается, он действует как генератор. Резистор динамического торможения становится нагрузкой этого генератора, таким образом, происходит передача энергии от якоря (действующего как генератор) в резистор, который рассеивает энергию в виде тепла, вызывая торможение двигателя. 10
Толчковый/толчковый режим
Толчковый/толчковый режим перемещает двигатель на очень короткие расстояния для позиционирования или выравнивания. В толчковом режиме для перемещения двигателя используется пониженное напряжение, в то время как в толчковом режиме используется полное напряжение. 11
Заглушка
Заглушка выполняет двойную функцию: останавливает или реверсирует двигатель. Это достигается изменением полярности питания якоря при работающем двигателе. В результате создается противодействующий момент, и двигатель быстро замедляется. Когда двигатель достигает нулевой скорости и начинает обратное вращение, питание двигателя отключается путем замыкания заглушки нулевой скорости. 12
Реверс
Реверс регулирует направление вращения двигателя (по часовой или против часовой стрелки). Это осуществляется с помощью переключателя управления или электронного контроллера привода и влечет за собой изменение полярности соединений якоря, что может быть выполнено с помощью кнопочного управления механически блокируемыми кнопками прямого и обратного хода или программирования электронного контроллера привода для работы в обратном направлении 13.
Регулятор скорости
Скорость двигателя постоянного тока можно изменять во всем непрерывном диапазоне скоростей путем изменения тока якоря с помощью резистора или электронного контроллера привода. 14
Защита
Защитные цепи защищают двигатель с помощью 15 , предохранителей, автоматических выключателей, реле перегрузки, защиты открытого поля, защиты от превышения скорости, датчиков тока и металлооксидных варисторов (MOV) для защиты от перенапряжений. 16
Знакомство с электронными приводами постоянного тока
Электронный привод постоянного тока, иногда называемый полупроводниковым приводом, представляет собой часть всех различных систем электропривода, используемых для управления движением и изменения скорости двигателя постоянного тока. Ранние типы электроприводов, такие как система Уорда-Леонарда, управляли двигателями косвенно. Система Уорда-Леонарда представляет собой генератор переменного тока двигатель постоянного тока, который подает переменное напряжение на якорь двигателя постоянного тока с параллельной обмоткой для изменения скорости двигателя. 17 Несмотря на то, что система Ward-Leonard обеспечивает хорошее регулирование скорости и крутящего момента в диапазоне скоростей 25:1, от нее отказались из-за чрезмерных затрат на приобретение трех отдельных вращающихся машин, а также значительного обслуживания, необходимого для поддержания щеток в рабочем состоянии. и коммутаторы двух машин постоянного тока в нормальных условиях эксплуатации. 18 (Аналогичная судьба постигла вихретоковую муфту. 19 )
Современные электронные приводы постоянного тока имеют многочисленные преимущества по сравнению с предыдущими системами электропривода, такими как привод Уорда-Леонарда. 20 К ним относятся:
- Большой диапазон мощности.
- Способен развивать полный крутящий момент в состоянии покоя без сцепления.
- Очень большой диапазон скоростей без коробки передач.
- Чистая операция.
- Безопасная эксплуатация в опасных условиях.
- Немедленное использование (без времени прогрева)
- Низкие потери холостого хода.
- Низкий акустический шум.
- Отличная управляемость.
- Работа в четырех квадрантах: движение вперед, торможение вперед, движение назад и торможение задним ходом.
Несмотря на многочисленные преимущества, электронные приводы постоянного тока имеют некоторые недостатки, 21 , такие как:
- Очень сложные и требуют высококвалифицированных специалистов для обслуживания.
- Ввод гармоник/электрических помех в линию электропередачи 22
Электронные приводы постоянного тока: методология управления и характеристики
Электронный привод постоянного тока представляет собой электронный тиристорный преобразователь/выпрямитель переменного тока в постоянный или преобразователь постоянного тока в постоянный, называемый прерывателем постоянного тока. Преобразователь — это сложная электронная система управления, которая может точно управлять вращением, крутящим моментом и скоростными характеристиками двигателя постоянного тока. Преобразователи переменного тока в постоянный бывают нескольких конфигураций: (A) двухполупериодный, 12-импульсный мост, (B) двухполупериодный, 6-импульсный мост или (C) полуволновой, 3-импульсный мост. 23 Наиболее распространенной конфигурацией является двухполупериодный 6-импульсный мост, поскольку он создает меньше искажений на стороне постоянного тока преобразователя и имеет меньшие потери в двигателе постоянного тока, чем 3-импульсный мост. (12-импульсные мосты обычно используются в более крупных приводах для уменьшения гармоник в линии электропередачи переменного тока.) КПД преобразователя обычно превышает 98 %, а общий КПД привода постоянного тока и двигателя постоянного тока составляет около 90 %. Кроме того, преобразователи переменного тока в постоянный могут быть построены для приложений мощностью до нескольких мегаватт с хорошими характеристиками управления и производительности. 24
Другим типом контроллера привода постоянного тока является преобразователь постоянного тока в постоянный или прерыватель постоянного тока. В то время как преобразователь переменного тока в постоянный питается от источника переменного тока, прерыватель постоянного тока питается от источника постоянного тока. Оба электронных элемента управления производят переменное напряжение постоянного тока, которое при подаче на якорь двигателя постоянного тока изменяет ток якоря и, следовательно, скорость двигателя. Преобразователь переменного/постоянного тока создает это переменное напряжение постоянного тока, регулируя угол включения своего мостового выпрямителя SCR, в то время как прерыватель постоянного тока изменяет напряжение, контролируя изменяющийся угол для изменения рабочего цикла. 25 Выходное напряжение прерывателя имеет форму импульсов. Отношение времени прерывателя можно контролировать для изменения среднего напряжения. Изменение напряжения на нагрузке может быть достигнуто либо ограничением тока, либо регулированием отношения времени. Например, при управлении ограничением тока, когда ток достигает верхнего предела, прерыватель отключается, чтобы отключить двигатель от источника питания. Ток нагрузки проходит через шунтирующий диод и затухает. Когда он падает до нижнего предела, прерыватель включается и подключается к источнику питания, таким образом поддерживается средний ток. 26
Методология управления
Основной привод постоянного тока представляет собой замкнутую систему с регулируемой скоростью. Преимущества 27 замкнутой системы:
- Более точная и надежная
- Реагирует на изменения окружающей среды
- Эффекты нелинейности и искажения уменьшены
- Предпочтительно, когда помехи и колебания непредсказуемы
Система регулирования скорости с обратной связью 28 состоит из схемы задания (уставки скорости), дифференциального усилителя (ошибки), генератора импульсов запуска, моста тиристора и сигнала обратной связи по скорости от тахометра или энкодера . Эталонная скорость устанавливается путем настройки усилителя эталонной ошибки (дифференциала) на напряжение, пропорциональное эталонной скорости. Сигнал ошибки (разница между заданным значением скорости и фактической частотой вращения вала) подается на генератор импульсов запуска, который генерирует импульсы запуска, которые затем устанавливают углы открытия тиристоров моста SCR. Выход моста SCR представляет собой переменное напряжение постоянного тока, которое подается на якорь двигателя постоянного тока. Скорость двигателя постоянного тока зависит и прямо пропорциональна этому переменному напряжению. Датчик скорости или тахометр определяет фактическую скорость двигателя в об/мин и преобразует ее в сигнал обратной связи, пропорциональный скорости вала. Этот сигнал замыкает контур управления скоростью. Обратная связь сравнивается с эталонной уставкой и до бесконечности подается на дифференциальный усилитель ошибки. Скорость двигателя будет оставаться постоянной до тех пор, пока не изменится заданное значение скорости. 29
Характеристики
Моментно-скоростные характеристики электронного преобразователя частоты постоянного тока с двигателем постоянного тока с параллельными обмотками 30 : ) и обратно пропорциональна магнитному потоку (Flux Φ):
N α V e /Flux Φ
Выходной крутящий момент, T, пропорционален произведению I якоря x Flux Φ:
T α ( I арматура ) Flux Φ
Выходная мощность, P, пропорциональна произведению крутящего момента (T) и скорости (N):
P α (T)N
В общем случае скорость двигателя постоянного тока может быть управляется изменением напряжения якоря или магнитного потока (но не того и другого одновременно). Поскольку поток поля остается постоянным ниже базовой скорости, скорость двигателя можно изменять, увеличивая или уменьшая напряжение якоря. Это делается путем регулировки переменного напряжения, создаваемого на выходе привода моста SCR (выпрямитель с фазовым управлением), или среднего переменного напряжения, создаваемого этим мостом SCR, который управляет рабочим циклом прерывателя постоянного тока. При достижении максимального выходного напряжения преобразователя дополнительная скорость может быть достигнута за счет уменьшения потока поля. это называется ослабление поля . При ослаблении поля диапазон скоростей обычно ограничивается примерно 3:1, чтобы обеспечить стабильность и хорошую коммутацию двигателя. Двигатель имеет полный крутящий момент в нормальном диапазоне скоростей и даже в состоянии покоя. При ослаблении поля крутящий момент падает пропорционально скорости, но выходная мощность остается постоянной. 31
Факторы, влияющие на выбор привода постоянного тока
Выбор или расчет электронного привода постоянного тока зависит от множества факторов 32 , в том числе:
- Рейтинги и капитальные затраты
- Диапазон скоростей
- Эффективность
- Регулировка скорости
- Управляемость
- Требования к торможению
- Надежность
- Коэффициент мощности
- Коэффициент мощности
- Коэффициент нагрузки и рабочий цикл
- Наличие поставки
- Влияние изменений поставки
- Загрузка подачи
- Окружающая среда
- Операционные расходы
Капитальные затраты зависят от номинала привода. Диски большего размера с большей производительностью будут стоить дороже. Для сравнения, контроллеры привода переменного тока стоят дороже, чем контроллеры привода постоянного тока, но двигатели переменного тока стоят дешевле и требуют меньше затрат на техническое обслуживание, чем щеточные двигатели постоянного тока. 33 Хотя приводы постоянного тока имеют широкий диапазон скоростей, для них могут потребоваться тиристоры с более высокими номиналами из-за более высоких токов, связанных с работой на низкой скорости. КПД – это отношение выходной мощности к входной мощности. Низкий КПД имеет два недостатка: (1) большие потери энергии и (2) чрезмерный нагрев компонентов привода и двигателя. Приводы постоянного тока обычно имеют высокий КПД; однако на низких скоростях они имеют низкий коэффициент мощности. 34 Приводы постоянного тока имеют преимущество по отношению мощности к весу по сравнению с электроприводами Ward-Leonard, но меньшее преимущество по сравнению с приводами переменного тока. 35 Большинство промышленных нагрузок являются индуктивными и работают с отстающим коэффициентом мощности (менее единицы), как и приводы с регулируемой скоростью. Но управляемые тиристорные выпрямители или прерыватели постоянного тока дополнительно снижают коэффициент мощности привода. Конденсаторы коррекции коэффициента мощности на входе линии питания или на выходе привода могут быть добавлены для компенсации запаздывающих коэффициентов мощности. 36 Тиристорные приводы допускают ограниченные колебания напряжения и тока. Однако для источников питания с низким импедансом необходимо будет добавить входные дроссели или изолирующие трансформаторы на вход привода постоянного тока. 37 Для агрессивных или взрывоопасных сред потребуются полностью закрытые двигатели, поскольку двигатели постоянного тока чувствительны к «коррозионным и запыленным средам». 38
- У.А.Бакши и М.В.Бакши. Электроприводы и управление. 1-е изд. Технические публикации Пуна, 2009 г. . Страница 1-1 ↩
- Н. К. Де и П. К. Сен. Электроприводы. Prentice Hall of India, 2006. Страница 1 ↩
- У.А.Бакши и М.В.Бакши. Электроприводы и управление. 1-е изд. Технические публикации Пуна, 2009 г. Стр. 1-1 ↩
- Герман, Стивен Л. Управление промышленным двигателем. 6-е изд. Delmar Cengage Learning, 2010. Страница 1 ↩
- Герман, Стивен Л. Управление промышленным двигателем. 6-е изд. Delmar Cengage Learning, 2010. Страница 1 ↩
- Герман, Стивен Л. Управление электродвигателем. 9изд. Delmar Cengage Learning, 2010. Страница 20 ↩
- Герман, Стивен Л. Управление промышленным двигателем. 6-е изд. Delmar Cengage Learning, 2010. Страница 1 ↩
- Герман, Стивен Л. Управление промышленным двигателем. 6-е изд. Delmar Cengage Learning, 2010. Страница 7 ↩
- Герман, Стивен Л. Управление электродвигателем. 9-е изд. Delmar Cengage Learning, 2010. Страница 7 ↩
- Джеффри Дж. Келджик. Электричество Четыре: двигатели переменного / постоянного тока, средства управления и техническое обслуживание. 9-е изд. Delmar Cengage Learning, 2009. Страница 85 ↩
- Герман, Стивен Л. Управление электродвигателем. 9-е изд. Delmar Cengage Learning, 2010. Страница 7 ↩
- С.К. Бхаттачарья, Бриджиндер Сингх, С.К. Бхаттачарья. Управление машинами. Издательство New Age Unternational Ltd 2006. Страница 146 ↩
- Джеффри Дж. Келджик. Электричество Четыре: двигатели переменного / постоянного тока, средства управления и техническое обслуживание. 9-е изд. Delmar Cengage Learning, 2009. Страница 83 ↩
- Герман, Стивен Л. Управление электродвигателем. 9-е изд. Delmar Cengage Learning, 2010. Страница 11 ↩
- Герман, Стивен Л. Управление электродвигателем. 9-е изд. Delmar Cengage Learning, 2010. Страница 7 ↩
- Герман, Стивен Л. Управление электродвигателем. 9-е изд. Delmar Cengage Learning, 2010. Страница 12 ↩
- Малкольм Барнс. Практические приводы с регулируемой скоростью и силовая электроника. Elsevier Lincare House: IDC Technologies, 2003. Страница 21 ↩
- Малкольм Барнс. Практические приводы с регулируемой скоростью и силовая электроника. Elsevier Lincare House: IDC Technologies, 2003. Страница 21 ↩
- Г. К. Дубей. Основы электропривода. 2-е изд. Alpha Science International, 2001 Страница 356 ↩
- Андре Вельтман, Дуко В. Дж. Пулле, Р. В. А. А. Де Донкер. Основы электропривода. Springer Science + Business Media, 2007. Страница 2 ↩ .
- Андре Вельтман, Дуко В. Дж. Пулле, Р. В. А. А. Де Донкер. Основы электропривода. Springer Science + Business Media, 2007. Страница 4 ↩
- Дж. Б. Диксит, Амит Ядав. Качество электроэнергии. Laximi Publications, 2010. Страница 34 ↩
- Малкольм Барнс. Практические приводы с регулируемой скоростью и силовая электроника. Elsevier Lincare House: IDC Technologies, 2003. Стр. 21 ↩
- Малкольм Барнс. Практические приводы с регулируемой скоростью и силовая электроника. Elsevier Lincare House: IDC Technologies, 2003. Страница 21 ↩
- Ведам Субраманьям. Тиристорное управление электроприводами. Тата МакГроу-Хилл, 2008 г. Страница 11 ↩
- Ведам Субраманьям. Электроприводы: концепции и приложения. 2-е изд. Тата Макгроу-Хилл. 2011. Страница 395 ↩
- В.С.Багад и А.П.Годзе. Мехатроника и микропроцессор. 1-е изд. Технические публикации Пуна, 2009 г. Стр. 1-18 ↩
- В.С.Багад и А.П.Годзе. Мехатроника и микропроцессор. 1-е изд. Технические публикации Пуна, 2009 г. Стр. 3-27 ↩
- В.С.Багад и А.П.Годзе. Мехатроника и микропроцессор. 1-е изд. Технические публикации Пуна, 2009 г. Стр. 3-27 ↩
- У.А.Бакши и М.В.Бакши. Электроприводы и управление. 1-е изд. Технические публикации Пуна, 2009 г. Стр. 2-9 ↩
- Малкольм Барнс. Практические приводы с регулируемой скоростью и силовая электроника. Elsevier Lincare House: IDC Technologies, 2003. Стр. 21 ↩
- Уильям Шепард, Лэнс Норман Халли, Д.Т.В. Лян. Силовая электроника и управление двигателем. 2-е изд. Издательство Кембриджского университета. 1995. Страница 129 ↩
- Уильям Шепард, Лэнс Норман Халли, Д. Т.В. Лян. Силовая электроника и управление двигателем. 2-е изд. Издательство Кембриджского университета. 1995. Страница 126 ↩
- Бела Г. Липтак, главный редактор. Справочник инженера по приборостроению: Управление технологическим процессом и его оптимизация. 4-е изд. Тейлор и Фрэнсис. 2006. Страница 2118 ↩
- Х. Бюлент Эртан. Современные электрические приводы. Академическое издательство Клювер. 2000. Страница 688 ↩
- Тимофей Л. Скваренина, изд. Справочник по силовой электронике. КПР Пресс. 2002. Стр. 17-17 ↩
- Билл Друри. Справочник Control Techniques Drives and Controls. Институт инженеров-электриков. 2001. Страница 243 ↩
- Агентство по охране окружающей среды США. Руководство по промышленным оценкам для предотвращения загрязнения и энергоэффективности. Агентство по охране окружающей среды США. 2001. Страница 199 ↩
Форма запроса на продажу автомобилей
×
Типы регуляторов напряжения и принцип работы | Артикул
СКАЧАТЬ PDF
Получайте ценные ресурсы прямо на свой почтовый ящик — рассылка раз в месяц
Подписаться
Мы ценим вашу конфиденциальность
Как работает регулятор напряжения?
Регулятор напряжения — это схема, которая создает и поддерживает фиксированное выходное напряжение независимо от изменений входного напряжения или условий нагрузки.
Регуляторы напряжения (VR) поддерживают напряжение от источника питания в диапазоне, совместимом с другими электрическими компонентами. Хотя регуляторы напряжения чаще всего используются для преобразования мощности постоянного тока в постоянный, некоторые из них также могут выполнять преобразование мощности переменного тока в переменный или переменный в постоянный. В этой статье речь пойдет о регуляторах напряжения постоянного/постоянного тока.
Типы регуляторов напряжения: линейные и импульсные
Существует два основных типа регуляторов напряжения: линейные и импульсные. Оба типа регулируют напряжение в системе, но линейные стабилизаторы работают с низким КПД, а импульсные стабилизаторы — с высоким КПД. В высокоэффективных импульсных стабилизаторах большая часть входной мощности передается на выход без рассеяния.
Линейные регуляторы
В линейном регуляторе напряжения используется активное проходное устройство (такое как BJT или MOSFET), которое управляется операционным усилителем с высоким коэффициентом усиления. Чтобы поддерживать постоянное выходное напряжение, линейный регулятор регулирует сопротивление проходного устройства, сравнивая внутреннее опорное напряжение с дискретизированным выходным напряжением, а затем сводя ошибку к нулю.
Линейные регуляторы представляют собой понижающие преобразователи, поэтому по определению выходное напряжение всегда ниже входного. Однако у этих стабилизаторов есть несколько преимуществ: они, как правило, просты в конструкции, надежны, экономичны, имеют низкий уровень шума и пульсации выходного напряжения.
Для работы линейных регуляторов, таких как MP2018, требуется только входной и выходной конденсаторы (см. рис. 1) . Их простота и надежность делают их интуитивными и простыми устройствами для инженеров, и часто они очень рентабельны.
Рис. 1: Линейный регулятор MP2018
Импульсные регуляторы
Схема импульсного регулятора, как правило, более сложная для проектирования, чем линейный регулятор, и требует выбора номиналов внешних компонентов, настройки контуров управления для обеспечения стабильности и тщательной компоновки схемы.
Импульсные регуляторы могут быть понижающими преобразователями, повышающими преобразователями или их комбинацией, что делает их более универсальными, чем линейные регуляторы.
Преимущества импульсных стабилизаторов заключаются в том, что они очень эффективны, имеют лучшие тепловые характеристики и могут поддерживать более высокие токи и более широкие приложения VIN / VOUT. Они могут достичь более 9Эффективность 5% в зависимости от требований приложения. В отличие от линейных стабилизаторов, для импульсной системы питания могут потребоваться дополнительные внешние компоненты, такие как катушки индуктивности, конденсаторы, полевые транзисторы или резисторы обратной связи. HF920 является примером импульсного стабилизатора, обеспечивающего высокую надежность и эффективное регулирование мощности (см. рис. 2) .
Рис. 2. Импульсный регулятор HF920
Ограничения регуляторов напряжения
Одним из основных недостатков линейных регуляторов является то, что они могут быть неэффективными, поскольку в некоторых случаях рассеивают большое количество энергии. Падение напряжения линейного регулятора сравнимо с падением напряжения на резисторе. Например, при входном напряжении 5 В и выходном напряжении 3 В между клеммами возникает падение на 2 В, а КПД ограничен 3 В/5 В (60%). Это означает, что линейные регуляторы лучше всего подходят для приложений с более низкими дифференциалами VIN/VOUT.
Важно учитывать предполагаемое рассеивание мощности линейного стабилизатора при применении, поскольку использование более высоких входных напряжений приводит к высокому рассеиванию мощности, что может привести к перегреву и повреждению компонентов.
Другим ограничением линейных стабилизаторов напряжения является то, что они способны только к понижающему (понижающему) преобразованию, в отличие от импульсных регуляторов, которые также обеспечивают повышающее (повышающее) и повышающе-понижающее преобразование.
Импульсные стабилизаторы очень эффективны, но некоторые недостатки включают то, что они, как правило, менее рентабельны, чем линейные регуляторы, больше по размеру, более сложны и могут создавать больше шума, если их внешние компоненты не выбраны тщательно. Шум может быть очень важен для данного приложения, так как шум может влиять на работу и характеристики схемы, а также на характеристики электромагнитных помех.
Топологии импульсных регуляторов: понижающий, повышающий, линейный, LDO и регулируемый
Существуют различные топологии линейных и импульсных регуляторов. Линейные регуляторы часто полагаются на топологии с малым падением напряжения (LDO). Импульсные стабилизаторы бывают трех распространенных топологий: понижающие преобразователи, повышающие преобразователи и повышающе-понижающие преобразователи. Каждая топология описана ниже:
Регуляторы LDO
Одной из популярных топологий для линейных стабилизаторов является регулятор с малым падением напряжения (LDO). Линейные стабилизаторы обычно требуют, чтобы входное напряжение было как минимум на 2 В выше выходного напряжения. Однако регулятор LDO предназначен для работы с очень небольшой разницей напряжений между входными и выходными клеммами, иногда всего 100 мВ.
Понижающие и повышающие преобразователи
Понижающие преобразователи (также называемые понижающими преобразователями) потребляют более высокое входное напряжение и производят более низкое выходное напряжение. И наоборот, повышающие преобразователи (также называемые повышающими преобразователями) потребляют более низкое входное напряжение и производят более высокое выходное напряжение.
Понижающе-повышающие преобразователи
Понижающе-повышающий преобразователь представляет собой одноступенчатый преобразователь, который сочетает в себе функции понижающего и повышающего преобразователя для регулирования выходного напряжения в широком диапазоне входных напряжений, которые могут быть больше или меньше выходного Напряжение.
Управление регулятором напряжения
Четыре основных компонента линейного регулятора — проходной транзистор, усилитель ошибки, источник опорного напряжения и резисторная цепь обратной связи. Один из входов усилителя ошибки устанавливается двумя резисторами (R1 и R2) для контроля выходного напряжения в процентах. Другой вход представляет собой стабильное опорное напряжение (VREF). Если дискретизированное выходное напряжение изменяется относительно VREF, усилитель ошибки изменяет сопротивление проходного транзистора для поддержания постоянного выходного напряжения (VOUT).
Для работы линейных регуляторов обычно требуется только внешний входной и выходной конденсатор, что упрощает их реализацию.
С другой стороны, импульсный регулятор требует больше компонентов для создания цепи. Силовой каскад переключается между VIN и землей для создания пакетов заряда для доставки на выход. Подобно линейному регулятору, имеется операционный усилитель, который считывает выходное напряжение постоянного тока из сети обратной связи и сравнивает его с внутренним опорным напряжением. Затем сигнал ошибки усиливается, компенсируется и фильтруется. Этот сигнал используется для модуляции рабочего цикла ШИМ, чтобы вернуть выход в режим регулирования. Например, если ток нагрузки быстро увеличивается и вызывает падение выходного напряжения, контур управления увеличивает рабочий цикл ШИМ, чтобы обеспечить больший заряд нагрузки и вернуть шину в режим регулирования.
Применение линейных и импульсных регуляторов
Линейные регуляторы часто используются в приложениях, которые чувствительны к стоимости, шуму, току или ограниченному пространству. Некоторые примеры включают бытовую электронику, такую как наушники, носимые устройства и устройства Интернета вещей (IoT). Например, в таких приложениях, как слуховой аппарат, может использоваться линейный регулятор, поскольку в них нет переключающего элемента, который может создавать нежелательные шумы и мешать работе устройства.
Кроме того, если разработчики в основном заинтересованы в создании недорогого приложения, им не нужно так беспокоиться о рассеиваемой мощности, и они могут положиться на линейный регулятор.
Импульсные регуляторы выгодны для более общих применений и особенно полезны в приложениях, требующих эффективности и производительности, таких как потребительские, промышленные, корпоративные и автомобильные приложения (см. рис. 3) . Например, если приложение требует большого понижающего решения, лучше подойдет импульсный регулятор, так как линейный регулятор может создавать рассеивание высокой мощности, которое может повредить другие электрические компоненты.
Рисунок 3: Понижающий регулятор MPQ4430-AEC1
Каковы основные параметры микросхемы регулятора напряжения?
Некоторые из основных параметров, которые следует учитывать при использовании регулятора напряжения, — это входное напряжение, выходное напряжение и выходной ток. Эти параметры используются для определения того, какая топология VR совместима с IC пользователя.
Другие параметры, включая ток покоя, частоту переключения, тепловое сопротивление и напряжение обратной связи, могут иметь значение в зависимости от применения.
Ток покоя важен, когда эффективность в режиме малой нагрузки или в режиме ожидания является приоритетом. При рассмотрении частоты коммутации в качестве параметра максимизация частоты коммутации приводит к меньшим системным решениям.
Кроме того, тепловое сопротивление имеет решающее значение для отвода тепла от устройства и рассеивания его по системе. Если в состав контроллера входит внутренний МОП-транзистор, то все потери (кондуктивные и динамические) рассеиваются в корпусе и должны учитываться при расчете максимальной температуры ИС.
Напряжение обратной связи — еще один важный параметр, который необходимо проверить, поскольку он определяет минимальное выходное напряжение, которое может поддерживать регулятор напряжения. Стандартно смотреть на опорные параметры напряжения. Это ограничивает более низкое выходное напряжение, точность которого влияет на точность регулирования выходного напряжения.
Как правильно выбрать регулятор напряжения
Чтобы правильно выбрать регулятор напряжения, разработчик должен сначала понять его ключевые параметры, такие как В IN , V OUT , I OUT , приоритеты системы (например, эффективность, производительность, стоимость) и любые дополнительные ключевые функции, такие как индикация исправности (PG) или включение управления.
После того как разработчик определил эти требования, используйте таблицу параметрического поиска, чтобы найти лучшее устройство, отвечающее заданным требованиям. Таблица параметрического поиска является ценным инструментом для проектировщиков, поскольку она предлагает различные функции и пакеты, доступные для соответствия требуемым параметрам вашего приложения.