Сварка титана аргоном – особенности
Сварка титана аргоном имеет ряд особенностей, о которых не стоит забывать при работе с этим металлом. В таком деле важную роль играют предварительная подготовка и сама технология сварки.
Титан, в отличии от других металлов, весьма требовательный к чистоте поверхности перед сваркой. Поэтому предварительная подготовка при аргонодуговой сварке играет первоочередную роль. Чтобы получить более крепкий, красивый сварочный шов, потребуется внимательно изучить несколько простых правил.
Для начала объязательно обезжиривайте поверхность металла, ведь титан, его сплавы, а также некоторые другие металлы отрицательно реагируют даже на жировые выделения рук. Кроме того, при очистке и обработке металла лучше всего носить безворсовые перчатки, не забывайте об этом. Небольшие жирные пятна могут негативно повлиять на качество сварного шва. То же самое касается и чистоты перчаток, краг. Теперь обратимся непосредственно к обработке, предварительно обсудив вопрос безопасности.
Опасности при подготовке
Ацетон является весьма популярным растворителем для обезжиривания металлических поверхностей. Но при этом данное вещество весьма токсично. Во-первых, ацетон неприятный на запах и весьма опасен. Он относится к четвертому классу опасности для организма человека. Вдыхание умеренных и высоких концентраций ацетона в течении коротких промежутков времени может вызвать раздражение глаз, носа, горла, легких. Кроме того, это вещество провоцирует увеличение частоты пульса, головные боли, тошноту, рвоту. В особо сложных случаях возможна клиническая кома.
Во-вторых, есть более безопасные и не менее эффективные средства для подготовки поверхности сварного шва.
Сварщики с многолетним стажем работ рекомендуют использовать для таких целей денатурированный спирт. Он наносится на металл посредством безворсовой ткани. Денатурат – это в основном чистый спирт с добавками, которые делают его вкус весьма ужасным. Другие добавки, входящие в состав, вызывают рвоту, что предотвращает пьяницам употреблять денатурат (так как он может привести к слепоте).
Сварка титана аргоном требует очистки металла от окиси. Для этого используют щетку из нержавеющей стали. Она должна использоваться только для титана. Сварщики-профессионалы стараются держать такие щетки в отдельном контейнере. Благодаря этому они остаются чистыми. Если нет специально отведенного контейнера, можно просто пометить любой другой.
Защитный газ
Титан весьма чувствителен к другим газам и характеризуется высокой химической активностью. Из-за этого при сварке требуется использовать чистые инертные газы.
Применяя аргон в качестве защитного газа, мы получаем более глубокий провар, относительно узкую зону температурного влияния на основной металл.
Если использовать гелий, то переходная зона между швом и основным металлом будет более плавным. Данный газ дает больше тепла, повышая производительность работ при сварке деталей со средней и большой толщиной. В отличии от аргона, гелий имеет расход в 1.5 – 2 раза больше. Иногда может использоваться смесь этих защитных газов. Они могут обеспечить дополнительные преимущества.
Они могут обеспечить дополнительные преимущества.
Сварка титана аргоном — технология TIG сварки
Хорошие результаты при сварке титана можно получить лишь соблюдая чистоту поверхности свариваемых деталей (кромок) и самого присадочного металла. Кроме того, требуется правильная настройка, подбор соответствующих параметров сварочного аппарата. Неправильная техника сварки практически во 100% случаев будет сопровождаться появлением сварных дефектов. Предварительно, перед началом работ, выполните продувку самой горелки, прочистите ее и защитную насадку. Не забывайте про подкладки, применяемые для обратной стороны сварного шва. Они дают возможность проверить остался ли еще воздух в системе.
Обычно сварка титана аргоном не требует предварительного нагрева. В случае, если есть подозрения на влажность металла, наличие конденсата — стоит обязательно сделать нагрев (до 70 °C).
Для зажигания дуги при TIG сварке титана лучше всего применять высокочастотное зажигание. Сама длина сварочной дуги в случае с применением присадочной проволоки составляет 1 -1. 5 сечения электрода. Если присадки нет, то длина дуги должна быть равна диаметру используемого вольфрамового электрода.Не забывайте, царапины, которые могут получиться от касания вольфрамовых электродов к металлу при сварке, могут сохранять частицы вольфрама. Затухание дуги при завершении работ должно быть постепенным. Другими словами, плавно понижать ток. Защита сварного шва, околошовной зоны проводится и после выключения дуги, доведя температуру ниже 427 °C.
5 сечения электрода. Если присадки нет, то длина дуги должна быть равна диаметру используемого вольфрамового электрода.Не забывайте, царапины, которые могут получиться от касания вольфрамовых электродов к металлу при сварке, могут сохранять частицы вольфрама. Затухание дуги при завершении работ должно быть постепенным. Другими словами, плавно понижать ток. Защита сварного шва, околошовной зоны проводится и после выключения дуги, доведя температуру ниже 427 °C.
Цвет сварочного шва титана свидетельствует о его качестве
Важный момент. Оценивайте цвет титанового шва. В случае если шов яркий, серебристый, то причин для волнения нет. Если цвет желтоватого или с оттенками голубого цвета — это значит что подачу защитного газа окончили преждевременно. Зачистку проводят посредством щетки для металла из нержавейки. Хуже всего если титановые сварные швы имеют серый, темно-синий, или белесый цвет, так как их придется полностью удалить, а после этого хорошенько зачистить стыки для новой сварки.
В завершение хочется сказать, сварка титана аргоном относительно не трудная задача. Соблюдая наши основные указания можно избежать многих ошибок и получить красивый, прочный сварной шов. Не забывайте о тщательной предварительной подготовке металла, на это должно уходить не менее 70% времени.
Сварка аргоном титана
Главная » Статьи » Сварка аргоном титана
Титан: сварка титана (технология). Сварка аргоном титана
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.
Немного общих сведений
Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
- электронным лучом;
- дуговым флюсом;
- аргоном.
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.
Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.
Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.
Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.
Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
fb.ru
Сварка титана аргоном — технология, особенности, оборудование
Рассмотрим, в чём состоит технология сварки титана аргоном и чем она отличается от остальных видов сварки. Варить титан трудно, главным образом, по той причине, что его для расплавления приходится разогревать до высокой температуры. При этом данный металл становится химически очень активным к газам, содержащимся в составе воздуха. Так, при температуре порядка 400 °C воздух способствует образованию окиси титана в виде плёнки на поверхности детали. Что касается водорода (которого не так уж много в атмосферном воздухе), то от него страдают свойства самого титана. Так что сварка титана требует изоляции его от окружающего воздуха.
Что касается водорода (которого не так уж много в атмосферном воздухе), то от него страдают свойства самого титана. Так что сварка титана требует изоляции его от окружающего воздуха.
Исходные данные и история вопроса
Мало кто знает, что один из самых прочных металлов на Земле — титан — довольно распространён в природе. Его проще найти, чем цинк или медь. Этот тусклый металл сероватого оттенка плавится при 1700 °C, но после нагревания до 400 °C начинает проявлять бурную химическую активность. Его техническая ценность заключается в высокой коррозиостойкости и сравнительно небольшой теплоте при сваривании.
Ещё интереснее особенность кристаллической решётки титана. В зависимости от температуры, он может существовать в альфа или бета фазе. Титан и его сплавы учёные-химики разделили на α, α + β и β группы. Особенность их сварки сильно различается.
Не обойти вопрос о насыщенном альфированном слое, возникающем даже при обычной температуре на поверхности титана. Это растворённый кислород! Плёнка бывает золотистого, фиолетового и даже белого цвета. Ну а взаимодействие с атмосферным азотом приводит к росту прочности, но титан начинает крошиться. Водород же порождает трещины и поры в швах.
Это растворённый кислород! Плёнка бывает золотистого, фиолетового и даже белого цвета. Ну а взаимодействие с атмосферным азотом приводит к росту прочности, но титан начинает крошиться. Водород же порождает трещины и поры в швах.
Рекомендуем! Как научиться варить электросваркой самостоятельно
Подготовка к сварке
Приступая к сварке титана, нужно зачистить детали стальной щёткой либо наждаком, а также обезжирить их поверхность спиртом или ацетоном. Как правило, на поверхности титановых изделий уже имеется оксидная плёнка. Её следует удалить. Для этого понадобится раствор азотной и фтористой кислоты. Данный процесс ещё называют травлением, длится он всего пол минуты. Важно контролировать, чтобы температура не поднялась выше 60 градусов. Выше мы уже упоминали о присадочных материалах. Добавим палладий и ванадий, а самый доступный их них — алюминий.
Электроды
Материалом электрода в данном случае является тугоплавкий металл- вольфрам, а вставок — тантал, ниобий и бронза. Здесь свариваются бронза и сталь, тантал и титан; вольфрамовый электрод остаётся не плавящимся; защитой служит аргоновая атмосфера либо другая контролируемая смесь инертных газов.
Здесь свариваются бронза и сталь, тантал и титан; вольфрамовый электрод остаётся не плавящимся; защитой служит аргоновая атмосфера либо другая контролируемая смесь инертных газов.
Как сварить титан
Над данной технической проблемой первым задумался Уильям Джон Арбегаст, инженер из США. Именно он разработал технологию сварки титана и его сплавов в аргоне.
Чем варят титан ?Ознакомимся с дуговой сваркой титана. Её осуществляют в среде, состоящей из смеси двух инертных газов: аргона и гелия. Они и защищают место сварки металла от губительного воздуха, не нанося никакого вреда сами по себе. Блестящая идея! Но реализовать её на практике оказалось непростой задачей… Решили, что смесь будет поступать из сопла горелки, а чтобы увеличить защищённую потоком площадь, применили специальные насадки. А как же быть с противоположной стороной соприкосновения деталей? Чтобы надёжно заварить, тут на помощь пришли планки из меди с желобом для поступления аргона.
А как быть, если конструкция свариваемых деталей сложная? В таком случае не обойтись без специальной камеры с заданной атмосферой (упоминавшаяся выше смесь). Она может быть небольшой, в виде локальной насадки из ткани, для конкретного узла. Либо жёсткой, побольше, из металла, в которые предварительно ставят детали и всю требуемую для сварки оснастку. Но в любом случае сварщик должен хорошо видеть место сварки и свободно выполнять все необходимые манипуляции, что обеспечивают специальные рукавицы и иллюминаторы.
Она может быть небольшой, в виде локальной насадки из ткани, для конкретного узла. Либо жёсткой, побольше, из металла, в которые предварительно ставят детали и всю требуемую для сварки оснастку. Но в любом случае сварщик должен хорошо видеть место сварки и свободно выполнять все необходимые манипуляции, что обеспечивают специальные рукавицы и иллюминаторы.
Защитная камера для сварки титана
Наконец, для сварки самых крупных деталей сварочная камера может достигать размеров приличной жилой комнаты, выполненной в металле, герметичной и со шлюзами. Внутри устанавливается всё необходимое, взамен откачанного воздуха пространство заполняется аргоном, а сварщики на время выполнения работ превращаются в космонавтов с настоящими скафандрами!
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
Технологии сварки титана
Также сварка титана аргоном возможна под флюсами АНТ из фтора электрошлаковым способом или на прокладке из меди. Диаметр электрода составляет здесь 2 — 5 мм, а его вылет — до 22 мм. Благодаря действию флюса качество шва получается ещё выше: в его структуре практически отсутствуют поры. Отдельного рассмотрения заслуживает часто встречающаяся в металлургии сварка титана и стали. Здесь появляются нюансы, диктующие дополнительные жёсткие требования к технологии процесса. Так, образующиеся в сварочном шве фазы типа FeTi являются хрупкими по своей природе.
Диаметр электрода составляет здесь 2 — 5 мм, а его вылет — до 22 мм. Благодаря действию флюса качество шва получается ещё выше: в его структуре практически отсутствуют поры. Отдельного рассмотрения заслуживает часто встречающаяся в металлургии сварка титана и стали. Здесь появляются нюансы, диктующие дополнительные жёсткие требования к технологии процесса. Так, образующиеся в сварочном шве фазы типа FeTi являются хрупкими по своей природе.
Сварка титана аргоном со сталью проводится в защитном газе аргоне вольфрамовым электродом или через промежуточные вставки. Комбинированные вставки выполняются из тантала и бронзы. При этом бронза сваривается со сталью аргоно-дуговой сваркой не плавящимися электродом, а тантал с титаном сваривается в камерах с контролируемой атмосферой. Используются также комбинированные вставки из бронзы и ниобия. При этом сварку осуществляет вольфрамовый электрод в камере с контролируемой атмосферой.
В любом случае недопустим перегрев, с ним борются различными способами: электромагнитным и ультразвуковым воздействием, импульсами и колебаниями луча или электрода.
svarkagid.ru
Аргонная сварка титана
Титан – металл, который отличается очень высокой прочностью, стойкостью к внешним воздействиям и малым весом, что служит причиной огромного спроса на него в машино- и кораблестроении, строительстве и авиации. Но при этом, одной из основных проблем, с которой сталкиваются специалисты, стало то, что титан очень сложен в обработке: в нагретом до 400 С и более состоянии он начинает разрушаться под воздействием атмосферного водяного пара, азота и кислорода.
Именно поэтому процесс сварки титана требует соблюдения особых технических условий, в частности использования защитных сред, которые не допустят взаимодействия металла с внешней средой.
Сварка титана аргоном
Аргонная сварка титана – технология, которая пользуется у специалистов огромной популярностью. Она позволяет выполнять достаточно тонкие операции по обработке металла, так как не требует использования флюсов, электродов.
Этот способ относится к чистым и высококачественным видам сварки, который позволяет получить отличный результат при работе с материалами, которые не поддаются обработке при применении традиционных технологий.
Аргоновая сварка универсальна: с её помощью становится возможной, как работа с крупногабаритными конструкциями, так и с мелкими металлическими деталями при неизменно высоком качестве и надёжности полученного шва. Кроме того, технология сварки титана аргоном предусматривает возможность работы от малых токов, что позволяет работать с материалами толщиной от 0,5 мм. С применением аргона также можно восстанавливать детали, которые утратили свой первоначальный объём.
Технология аргонной сварки титана
Сварка титана аргоном – процесс, который включает в себя множество тонкостей и особенностей, требующие участия профессионалов.
Сама технология заключается в строго определённой последовательности операций:
- На подготовительном этапе требуется удалить с поверхности металла оксидную плёнку, а также зачистить все кромки детали методом газокислородной или плазменной резки.
- Проводится обработка детали раствором фтора и соляной кислотой при постоянно поддерживаемой температуре на уровне 60 град С.


Для того, чтобы устранить вероятность взаимодействия расплавленного титана с атмосферным воздухом (азотом, водяным паром, кислородом, водородом), необходимо организовать защиту рабочей зоны с наружной и тыльной стороны детали.
С этой целью можно использовать медные или стальные прокладки, которые будут достаточно плотно прижаты к сварочному шву. Также можно применять специальные насадки с отверстиями или защитные козырьки.
Сама аргонная сварка титана производится на постоянном токе с использованием специального токопроводящего устройства – горелки, оснащённой керамическим соплом, в которой размещается вольфрамовый электрод. При контакте с электрической дугой кромка металла расплавляется, образуя ванну с температурой 4-6 000 С.
Жидкий титан под давлением дуги оттесняется, и она горит в образованном углублении, вследствие чего проплавляющая способность значительно повышается. Нагнетаемый аргон образует надёжную защиту внутренней и внешней поверхности рабочей зоны от воздействия водорода, азота, кислорода.
В процессе сварки используется присадочная проволока в случае, когда свариваемый материал имеет толщину превышающую 1,5 мм. При меньшей толщине работы проводятся без присадки и без зазора встык. Материал толщиной более 10-15 мм варятся погруженной дугой в один приём.
В результате получается цельный ровный шов, который не требует зачистки от шлаков. Качественный сварной шов обладает очень высокой герметичностью, долговечностью и прочностью.
steelguide.ru
Технология и особенности сварки титана
Сварка титана и его сплавов — сложный процесс, так как прочный и легкий титан, раскаленный до 400°С, становится легко разрушаемым под действием паров азота и кислорода.
Сварка должна выполняться с соблюдением определенных условий, не допускающих воздействия на материал окружающей среды.
Сварка титанового материала и его сплавов бывает следующей: аргоно-дуговая, плазменно-дуговая, холодная и др. Рассмотрим основные технологии.
Рассмотрим основные технологии.
Аргонодуговая сварка и полуавтоматом
Сварка титана и сплавов аргоном и сварка полуавтоматом востребованы, так как позволяют выполнить сложную и тонкую обработку материала.
Технология представляет собой чистую и качественную сварку для любых материалов, особенно это касается тех, к которым не применима традиционная сварка.
При соблюдении всех условий и требований сварочный шов будет устойчив к коррозии, а при нарушении условий качество шва будет значительно ниже.
Аргон используется для поддува с целью защиты металла от среды.
Аргоном можно обрабатывать крупные изделия, небольшие детали из титана и сплавов.
Также сварка аргоном может работать от малого тока, благодаря этому возможна обработка металла толщиной 0,5 мм.
Аргоном восстанавливаются титановые изделия, утратившие объем.
Аргоно-дуговая сварка состоит из следующих операций:
- удаление оксидной пленки с обрабатываемого изделия, зачистка кромок газокислородом, поддува;
- изделия обрабатываются раствором фтора и соляной кислотой при 65°.

Чтобы исключить реакцию титана и сплавов с окружающей средой, рабочее место защищается с внешней и внутренней стороны.
Для этого используются стальные или медные прокладки, прижимаемые к шву. Еще используются защитные козырьки или специальные насадки.
Так же участок сварки с двух сторон защищается бескислородными флюсами с содержанием фтора. Если защита была обеспечена качественно, то на шве образуется оксидная пленка.
Перед работой титан очищается стальной щеткой от грязи и коррозии и обезжиривается растворителем. Крайне не рекомендуется сваривать необезжиренные элементы и работать с такими элементами без рукавиц.
Технология сварки титана и сплавов аргоном осуществляется на постоянном токе, выдаваемого специальным токопроводящим устройством – горелкой с керамическим соплом с электродом из вольфрама.
Видео:
Контактируя со сжатой электродугой, металлическая кромка начинает плавиться, в результате чего образуется ванна с температурой до 6000°.
Давление сжатой дуги обеспечивает оттеснение жидкого титана, и дуга горит в появившемся углублении, улучшая плавление.
Аргоно-дуговая технология основывается на применении источника питания постоянного тока DC прямой полярности, а для сварки полуавтоматом – обратной полярности.
Горелка снабжается датчиком дистанционного регулирования подачи тока для предотвращения нарушения процесса.
Аргон надежно защищает внутреннюю и наружную стороны рабочего места от влияния азота, водорода, кислорода, а также выполняет первичную защиту жидкой сварочной ванны, вторичную защиту кристаллизирующегося металла и пространства возле шва.
Для защиты жидкой сварочной ванны обязательным условием является правильно выбранная горелка, которая обязательно должна иметь керамическое сопло и газовую линзу.
И при работе полуавтоматом, и аргоном, если толщина обрабатываемого металла больше 15 мм, то потребуется присадочная проволока.
С тонким металлом сварка осуществляется без присадки и без зазора встык.
Видео:
Титан, толщина которого превышает 15 мм, сваривается дугой в один прием, тем самым обеспечивается ровный цельный шов, не нуждающийся в зачистке, герметичный, прочный и долговечный.
Для определения эффективности и расхода аргона делается пробный шов. Качественный шов будет серебристым, а синий или желтый оттенок говорит о преждевременном снятии аргона.
Для обеспечения защиты кристаллизирующегося титана и пространства около шва используется специальная насадка на горелку, которая обеспечивает равномерное распределение аргона внутри оборудования.
Перед сборкой заготовки участок шва подвергается абразивной обработке. Любые дефекты на шве, например, трещинки и заусенцы, должны отсутствовать.
Аргонодуговая сварка сплавов имеет определенные особенности, учитывая которые можно создать шов хорошего качества.
Предварительно необходимо продуть горелку, также должна быть продута защитная насадка и прокладка для оборотной стороны шва.
Поджигание сжатой электрической дуги осуществляется осциллятором. Для погашения сжатой электрической дуги достаточно плавно снизить силу тока.
Предварительно нагреть металл нужно в том случае, если присутствует влага. Длина электродуги без присадочной проволоки должна быть одинаковой по диаметру с электродом.
С проволокой длина электродуги должна составлять 1-1,5 диаметра электрода. Сварка аргоном и полуавтоматом представлена на видео в статье.
Холодный и плазменный метод
Холодная технология или холодная сварка подразумевает сваривание титана и его сплавов путем сдавливания.
Холодная сварка представляет разрушение кристаллической решетки, вместо которой возникает новая решетка посредством соединения слоев титана. Холодная сварка выполняется в твердом состоянии на улице.
Метод позволяет получить надежное соединение без сложных технологий, не используя различные непростые приспособления.
Холодная сварка белого титана отличается тем, что обработка производится под действием давления без внешнего нагрева. Холодная сварка может осуществляться при любой температуре воздуха.
Холодная сварка может осуществляться при любой температуре воздуха.
Сварка листов производится внахлест со специальными фиксирующими зажимами, которые позже снимаются, и листы соединяются.
Сварка плазменной дугой характеризуется высокой температурой до 30000° и наличием плазмотрона – главной части технологии.
В связи с высокими показателями плавления, по сравнению с аргоно-дуговой сваркой, сварка плазменной дугой обладает следующими достоинствами:
- высокая производительность;
- тепловое воздействие только на зону шва;
- небольшое количество защитного газа;
- стабильное горение малоамперной электродуги;
- низкое влияние длины электродуги на качество шва.
Плазменная дуга возникает от плазмотрона. Есть 2 типа плазмотрона: с дугой прямого и косвенного действия.
Для первого плазмотрона характерно образование дуги между электродом из вольфрама, встроенным в газовую камеру и обрабатываемым титаном.
Сопло плазмотрона — электрически нейтральная часть, благодаря которой обеспечивается сжатие дуги.
Для данного типа плазмотрона характерно совмещение струи с дугой, благодаря чему обеспечивается высокотемпературный режим и тепловая мощность. Данная технология довольно популярна.
Создать электродугу между электродом и титаном непросто. Поэтому при подведении к титану плазмотрона, в первую очередь, нужно создать дугу между электродом и соплом, так называемую, дежурную дугу.
Затем соединяя дежурную дугу и факел титановой детали, автоматически образуется основная дуга между электродом и титаном.
Видео:
Для второго типа плазмотрона характерно создание электродуги между электродом и соплом.
В основном использование такого вида плазмотрона необходимо для нагрева, напыления и т.д.
Плазменная сварка с дугой применима для тонкого металла менее 1 мм, а также для сложных случаев, например, для сварки титана с легированной нержавейкой. Все работы по сварке титана и сплавов представлены на видео.
Возможные дефекты
При сварке титана, если она не производится лазером, возможны дефекты. Согласно ГОСТ, дефекты появляются из-за несоблюдения технических условий, нарушения технологии, после чего конструкция становится непригодной.
По ГОСТ дефекты бывают следующих видов:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- иные дефекты.
Трещины-разрывы в шве или прилегающих местах, согласно ГОСТ, недопустимы, так как создается центр разрушения.
Образование разрывов объясняется высоким содержанием в расплавленном металле углерода, никеля, водорода, фосфора. При сварке лазером вероятность образования трещин сводится к нулю.
Для устранения трещин нужно засверлить концы дефекта, затем устранить трещину механическим путем и строжкой, после этого участок зачищается и заваривается.
Поры, согласно ГОСТ — это полости, заполненные газом. Образуются из-за высокого газообразования.
Место с порами нужно переварить, предварительно зачистив механическим путем, так как дефект ослабляет конструкцию.
Твердые включения по ГОСТ – это инородные металлические и неметаллические вещества в шве, снижающие прочность шва и концентрирующие напряжение, поэтому место с дефектом вырубают до здорового участка и удаляют строжкой, затем заваривают.
Видео:
Несплавления по ГОСТ — это отсутствие соединения между металлом и швом. Образуются при дуговой сварке из-за нерасплавления части кромки стыка.
Это может произойти, если неправильно выбрана форма угла, плохо зачищены кромки, неправильно выбран режим сварки. Такие дефекты снижают прочность шва. Место дефекта нужно вырубить, зачистить и вновь заварить.
Нарушение формы по ГОСТ — отклонение формы шва от установленных требований.
Причинами возникновения могут послужить колебания напряжения в сети, неправильный угол наклона и др. Последствием могут быть внутренние дефекты шва.
Для устранения место дефекта заваривается тонким швом электродом небольшого диаметра.
rezhemmetall.ru
Сварка титана и его сплавов: технология и трудности процесса
Титан как материал открыли в конце 18 века, к его изучению приступили в начале 19, а интенсивно использовать начали к концу 20 столетия. Способствовало этому появление новых технологий, позволяющих проводить обработку сплавов, таких как литье, прокат, сварка титана. Благодаря низкой плотности, всего 4,51 г/ см³ (при прочности 450-1400 МПа, примерно равной прочности сталей, вес составляет на 60% меньше), стойкости к окислению и инертности ко многим агрессивным растворам титан широко используется в авиа- и автомобилестроении, технике, медицине, высоких технологиях.
Большое количество изделий предполагает необходимость использования такой технологии как сварка титана и его сплавов. Исходя из его свойств, можно сказать, что это целое направление металловедов, поскольку он является одним из самых сложных среди всех металлов.
Процесс сварки титана
Важно! Защита инертными газами должна проводиться до остывания сварного соединения до 250 °С, по всему шву и околошовной зоне
Возникающие трудности при сварке титана схожи по аналогии с алюминием. Но первый более активный металл и образует нежелательные соединения уже при температурах свыше 250 °С. Проблема состоит в том, что это элементы, составляющие воздух:
- N2;
- СО2;
- О2;
- Н.
Однако особенности сварки титана имеют и преимущества. Несмотря на t плавления 1470-1825 °С для разогрева требуется меньшее количество тепла.
Чистые металлы никогда не используются — их параметры обладают низкими показателями. А вот добавление в них других элементов позволяет получить сплавы с широким диапазоном свойств. Для структуры чистого титана характерны 2 стабильные фазы, при которых различается кристаллическая решетка:
Для структуры чистого титана характерны 2 стабильные фазы, при которых различается кристаллическая решетка:
- α-фаза до t 882 °С. В этом периоде t мелкозернистая структура стабильна и нечувствительна к быстрому охлаждению.
- β-фаза переход при t 883 °С. Характеризуется крупным зерном и чувствительностью к быстрому охлаждению.
С изменением структуры меняются свойства самого сплава. Обеспечить определенный тип структуры могут присадки следующих элементов:
- α-фаза — Al, O2, N2;
- β-фаза — Cr, Mn, V.
Особенно сложная сварка титана в домашних условиях. Причем обработке подлежит ограниченное количество сплавов. В зависимости от легирующих элементов, сплавы делятся на 3 категории:
- ВТ1, ВТ5 — нечувствительны к скорости охлаждения. Высокая пластичность, способность к свариванию. Термообработка не проводится.
- ОТ4, ВТ3, ВТ4, ВТ6, ВТ8 — возможно упрочнение термообработкой. При небольших добавках не нуждаются в термообработке.
- ВТ15, ВТ22 — стали свариваются, но с потерей прочности из-за роста зерна, склонны к трещинообразованию. Необходима термообработка.

Способы сварки титана и сплавов на его основе
Способы и технологии
Высокая активность металла с газами определяет способы сварки титана. Их количество предоставляет право выбора, но при любом из них должна обеспечиваться защита металла, нагретого выше 400 °С. Самым практичным считается сварка титана аргоном. Поскольку металл разогревается с обеих сторон, свариваемой деталь также должна быть со всех боков защищена. Для этого она обрабатывается инертным газом с помощью подкладных планок для подачи Ar:
- Аргонодуговая с вольфрамовым электродом или проволочными с использованием флюса, или пластинчатыми под флюсом и аргоном, для толстостенных деталей используется присадка для сварки титана.
- Шлаковая под флюсом.
- Электроннолучевая или контактная. Используется специализированное оборудование для сварки титана.

Подготовка титана к сварке
Она заключается в прогреве флюсов до t 200-300 °С, термической обработке присадочной проволоки в вакууме при t до 1000 °С в течение 4 часов (срок хранения составляет 6 часов). Проволока зачищается аналогично кромкам после травления.
Поверхность кромок должна пройти травление при t 60-65 °С в течение 10 минут с использованием раствора, состоящего из кислот:
- соляная HCl — 350 мл;
- дистиллированная вода — 650 мл;
- фторид натрия — 50 г.
После чего проводится механическая зачистка наждачкой №12, щетками (нержавеющими).
Ручная дуговая сварка
Наиболее распространенная сварка титана аргоном, технология предполагает самое большее количество вариантов. При работе с W-электродом Ø 0,5-1,5 мм присадки не используются. Увеличение диаметра более 1,5 мм увеличивает зону расплава. Чтобы минимизировать расход металла при выдувании, добавляют проволоку. Присадка, чтобы снять оксидный/альфированный слой, проходит вакуумный отжиг и зачистку. Для частичного рафинирования (процесс загущения шлака для снижения его активности взаимодействия с расплавом) используются фтористо-кальциевые флюсы АН-ТА, АНТ17А.
Для частичного рафинирования (процесс загущения шлака для снижения его активности взаимодействия с расплавом) используются фтористо-кальциевые флюсы АН-ТА, АНТ17А.
Сварка титана полуавтоматом плавящимся электродом происходит в аргоно-гелиевой среде в соотношении 20:80 или 100% гелия (он обеспечивает защиту широкого шва). При работе с инвертором подключение проводится по прямой полярности. Проволока для сварки титана аргоном используется для толстостенных деталей.
Электрошлаковая сварка
Способ для получения мелкого зерна. Технология сварки титана и его сплавов уже хорошо изучена, поэтому разработано большое количество добавочных материалов для ее реализации. В зависимости от условий технологии, проводить ее можно под защитой сухого гранулированного фтористого флюса:
- h 2,5-8,0 мм — АНТ-1 или АНТ-3;
- h ≥ 8,1 — АНТ-7.
Сварка плавящимся эл-дом (проволока для сварки титана Ø 2,0-5,0 мм) с жалом эл-да 14-22 мм. Защита обратной стороны детали проводится с помощью медной или флюсо-медной подушки. Также применяются эл-ды пластинчатые аналогичного сплава (ширина = толщине детали, толщина — 8-12 мм). Флюсы — фторидные АНТ-2/4/6. Дополнительно шов защищают аргоном.
Также применяются эл-ды пластинчатые аналогичного сплава (ширина = толщине детали, толщина — 8-12 мм). Флюсы — фторидные АНТ-2/4/6. Дополнительно шов защищают аргоном.
Контактная сварка
Используется специализированное оборудование. Благодаря плотному прилеганию поверхностей и быстрому процессу защита газами не проводится для точечной сварки. Для остальных видов — шовной и стыковой — используется чистый аргон. К высокотехнологичному, но малодоступному из-за техники, методу относится и электроннолучевая сварка титана.
Схема сварки титана в камерах и боксах с контролируемой средой
Трудности при сварке титана и способы решения
Важно! Не используйте для зачистки поверхности металлические прутки, частицы железа внедряются в металл, после чего начинают коррозировать. Для этой цели нужна щетка исключительно с нержавеющим ворсом
Контроль сварки титана можно вести и визуально: уже при комнатной температуре он способен растворять кислород, который образует твердый альфированный слой на поверхности, но именно он и предотвращает его от дальнейшей коррозии. Степень окисления можно узнать по цвету поверхности:
Степень окисления можно узнать по цвету поверхности:
- минимальная — золотисто-желтый;
- средняя — темно-фиолетовый;
- насыщенная — белый.
Особенности сварки алюминия и титана связаны с их сродством с кислородом (у алюминия оно выше на один порядок), но зато титан при нагреве до температуры 500 °С активизирует процесс образования нитридов (бурная активность с азотом). Как результат, повышается прочность и теряется пластичность, появляется хрупкость, образуются трещины.
Водород отлично растворяется в жидком металле. И несмотря на то, что при охлаждении он выделяется из раствора, — такие реакции крайне разрушительны. Они образуют пористость и склонность к разрушению швов (медленное, поэтому и плохо прогнозируемое).
Для титановых сплавов характерны все те же дефекты околошовной зоны, что и для углеродистых, но с той лишь разницей, что здесь легче образуется крупное зерно. Поэтому каждая технология сварки титана предупреждает его развитие.
Заключение
При соблюдении всех правил проводимая сварка титана по ГОСТ Р ИСО 5817-2009 обеспечивает прочность соединения 60-80% от значения основного металла. Здесь можно найти требования, предъявляемые к различным видам сплавов на основе Ni, Ti, Fe, а также определить возможность получения брака в готовом изделии. Самым распространенным методом благодаря доступности оборудования считается аргонодуговая сварка титана.
Видео: Сварка титана,дюрали. Ответы на Ваши вопросы
Правила сварки титановых сплавов. Как и чем варить титан? Сварка титана: технология и особенности
Титановые сплавы
Сплавы титана имеют температуру плавления от 1470 до 1825 °C, в зависимости от марки. Они обладают выгодным сочетанием легкости (благодаря малой плотности) и высокой прочности, поэтому часто применяются для изготовления таких конструкций, как велосипедные рамы и детали скоростных автомобилей.
Далее под словом «титан» будут подразумеваться именно сплавы титана с легирующими присадками — хромом, железом, молибденом, ванадием, вольфрамом и другими.
Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм.
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)
При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением.
1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
Какие еще виды сварки подходят для титана помимо аргона
- Электрошлаковая сварка
В последнее время этот вид соединения элементов из титана активно применяется в промышленности.
Например, он используется для сплава ВТ5-1, то есть титана, легированного до 5 % алюминием и до 3 % оловом. Изготовление сплава производится прессованием с прокаткой до тонких листов, или ковкой заготовок с большим сечением.Метод, используемый для крупных сечений, считается очень сложным, но он вполне подходит для электрошлаковой сварки под флюсом АН-Т2 в аргоне. Роль источника переменного тока играет трехфазный трансформатор с жесткой характеристикой.
Для работы с небольшими поковками (60х60 мм) рекомендуются режимы: сила тока 1600 – 1800 А, напряжение дуги 14 – 16 В. В норме расстояние между кромками поковок равно 26 мм, масса засыпанного флюса – 130 г, расход аргона 8 л/мин.
Применение пластинчатого электрода размером 12х60 мм при этих режимах позволяет добиться стабильного процесса и прочного сварного шва. Последний сравним по прочности с основным металлом.
При соединении прессованных профилей крупного сечения электродом толщиной 8 мм получается сварное соединение несколько худшей прочности – 80 – 85 % от показателя основного металла.
Эта особенность вызвана использованием пластинчатых электродов из нелегированного сплава ВТ1-1. Поясним, что не рекомендуется работать с легированными электродными сплавами, ведь они не обеспечивают необходимой пластичности соединения из-за большого содержания газов в прессованном металле. - Контактная сварка
ГОСТ допускает использование данной технологии, так как оптимальная скорость сваривания титана равна 2 – 2,5 мм/сек. Ее превышение повлечет за собой снижение прочности металла, заполняющего зазор. Отметим, что данный показатель очень важен, когда работа идет контактным методом, ведь все операции здесь производятся очень быстро. Не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
На практике используются несколько вариантов контактного метода, и все они подходят для работы с титановыми заготовками. А именно речь идет о точечной, линейной и конденсаторной технологии. Для каждой из них подбирают свой режим, который зависит от толщины свариваемых заготовок, давления и диаметра электродов или от габаритов сварочной пластины, времени сжатия, продолжительности прохождения тока через металл.
Как вы поняли, этот процесс требует грамотного подбора всех вышеперечисленных параметров.Далее вы можете ознакомиться с ориентировочными режимами стыковой сварки титана при начальной скорости оплавления 0,5 мм/сек:
Площадь свариваемого сечения, мм
Давление осадки, МН/М2
Вылет заготовки из электродов, мм
Припуск, мм на
Скорость оплавления, мм/сек
Сила тока оплавления, А
оплавление
осадку
150
2,9
менее 25
8
3
6
1,5 – 2,0
250
4,9 – 7,8
25-40
10
6
6
2,5 – 3,0
500
9,8 – 14,7
45
10
6
6
5,0 – 7,0
1000
20 – 24 50
12
10
5
5
1500
29 – 59
60
15
10
5
7,5
2000
39 – 98
65
18
12
5
10
2500
49 – 147
70
20
12
5
12,5
3000
98 – 196
100
22
14
4
15,0
4000
147 – 294
110
24
15
4
20,0
5000
196 – 392
130
26
15
3,5
25,0
6000
343 – 490
140
28
15
3,5
30,0
7000
294 – 490
150
30
15
3,0
35,0
8000
343 – 588
165
35
15
3,0
40,0
9000
441 – 882
180
40
15
2,5
45,0
10000
490 – 981
180-200
40
15
2,5
50,0
Для соединения титановых листов и пластин толщиной до 4 мм подходит точечная и шовная (роликовая) сварка.
Высота литого ядра составляет 80 – 90 % от суммарной толщины листов. Ниже представлены приблизительные режимы этого вида обработки:Толщина листов, мм
Диаметр контактной поверхности электрода, МН/м2
Усилие на электродах, Н
Продолжительность прохождения тока, с
Время сжатия деталей, с
Сила тока, А
0,8
4,0 – 4,5
1960-2450
0,1 – 0,15
0,1
7000
1,0
4,5 – 5,0
2450 – 2950
0,15 – 0,2
0,3
8000
1,2
5,0 – 5,5
3150 – 3440
0,2 – 0,25
0,3
8500
1,5
5,5 – 6,0
3935 – 4915
0,25 – 0,3
0,4
9000
2,0
6,0 – 7,0
4915 – 5895
0,25 – 0,3
0,4
10000
2,5
7,0 – 8,0
5895 – 6875
0,3 – 0,4
0,4
12000
Режимы шовной (роликовой) технологии:
Толщина листов, мм
Ширина шва, мм
Усилие на роликах, Н
Продолжительность сварки, с
Скорость сварки, м/мин
Сила тока, А
импульс
пауза
0,8+0,8
3,5 – 4,0
2950
0,1 – 0,12
0,18 – 0,20
0,8 – 1,0
6000
1,0+1,0
4,5 – 5,5
3935
0,14 – 0,16
0,24 – 0,28
0,6 – 0,8
7500
1,5+1,5
5,5 – 6,5
4915
0,20 – 0,24
0,3 – 0,4
0,5 – 0,6
10000
2,0+2,0
6,5 – 7,5
6385
0,24 – 0,28
0,4 – 0,5
0,4 – 0,5
12000
2,5+2,5
7,0 – 8,0
7855
0,28 – 0,32
0,6 – 0,8
0,3 – 0,4
15000
Трубы из титана марки ВТ1-2, диаметром 10 – 23 мм и со стенкой толщиной 1,0 – 1,5 мм можно сваривать при помощи конденсаторной стыковой технологии без использования газовой защиты.
Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами:Диаметр трубы, мм
Емкость, мкф
Зарядное напряжение, В
Усилие осадки, Н
Вылет трубы из вкладышей, мм
Коэффициент трансформации
10х1
5000
850 – 900
8935 – 9805
1,0 – 1,5
84
23х1,5
7000
2000 – 2100
22565 – 24035
1,2 – 1,8
84
Оптимальным для труб диаметром 10 мм считается вылет 1 – 1,5 мм, тогда как для труб диаметром 23 мм этот показатель составляет 1,2 – 1,8 мм. При вылете труб менее 0,8 мм происходит выплеск расплавленного металла, а при превышении границы в 2,2 мм смещаются торцы, получается непровар. При усилии осадки менее 20,7 кН тоже получается непровар.
Также он возможен при зарядном напряжении менее чем 1900 В, а при напряжении выше 2200 В выплескивается жидкий металл. Оплавление происходит внутри трубы в виде венчика высотой до 1,5 мм и максимальной толщиной 0,3 мм. - Холодная сварка титана
Эта технология предполагает разрушение кристаллической решетки и образование новой за счет соединения слоев титана, процесс происходит в твердом состоянии на открытом воздухе.
Отдельно стоит сказать о работе с белым титаном, поскольку такая сварка ведется под давлением без внешнего нагрева. Соответствующая инструкция позволяет пользоваться технологией при любой температуре воздуха.
При приложении нормальных усилий данный способ соединения титановых листов производится внахлест при помощи зажимов для фиксации. Далее можно приступать к сварочному процессу. После снятия зажимов листы деформируются и прочно скрепляются между собой.
 Например, он используется для сплава ВТ5-1, то есть титана, легированного до 5 % алюминием и до 3 % оловом. Изготовление сплава производится прессованием с прокаткой до тонких листов, или ковкой заготовок с большим сечением.
Например, он используется для сплава ВТ5-1, то есть титана, легированного до 5 % алюминием и до 3 % оловом. Изготовление сплава производится прессованием с прокаткой до тонких листов, или ковкой заготовок с большим сечением. Эта особенность вызвана использованием пластинчатых электродов из нелегированного сплава ВТ1-1. Поясним, что не рекомендуется работать с легированными электродными сплавами, ведь они не обеспечивают необходимой пластичности соединения из-за большого содержания газов в прессованном металле.
Эта особенность вызвана использованием пластинчатых электродов из нелегированного сплава ВТ1-1. Поясним, что не рекомендуется работать с легированными электродными сплавами, ведь они не обеспечивают необходимой пластичности соединения из-за большого содержания газов в прессованном металле. Как вы поняли, этот процесс требует грамотного подбора всех вышеперечисленных параметров.
Как вы поняли, этот процесс требует грамотного подбора всех вышеперечисленных параметров.
 Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами:
Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами: Также он возможен при зарядном напряжении менее чем 1900 В, а при напряжении выше 2200 В выплескивается жидкий металл. Оплавление происходит внутри трубы в виде венчика высотой до 1,5 мм и максимальной толщиной 0,3 мм.
Также он возможен при зарядном напряжении менее чем 1900 В, а при напряжении выше 2200 В выплескивается жидкий металл. Оплавление происходит внутри трубы в виде венчика высотой до 1,5 мм и максимальной толщиной 0,3 мм.Свойства материала
У титана есть несколько особых свойств, которыми обусловлена сложность сварки конструкций из этого металла. В их числе:
В их числе:
- невысокая теплопроводность;
- склонность к самовозгоранию при нагреве до 400 °C и контакте с кислородом;
- окисление под воздействием углекислоты;
- образование нитридных соединений при нагреве до 600 °C и прямом контакте с азотом, твердых, но хрупких;
- склонность к поглощению водорода при нагреве до 250 °C;
- изменение структуры (увеличение зерна) при нагреве свыше 880 °C.
Для титана критично повышение температуры уже свыше 400-500 °C. При таком нагреве у него резко повышается химическая активность, и титан начинает взаимодействовать с атмосферным воздухом, который оказывает на шов сварки губительное воздействие.
При этом могут образовываться гидриды, нитриды, карбиды и другие соединения, которые нарушают прочность сварного шва. Существенное нарушение технологии, несоблюдение требований ГОСТ может привести к тому, что приваренная деталь просто отвалится от легкого удара.
 com/embed/OWpBz-eTpSY» frameborder=»0″ loading=»lazy» allowfullscreen=»»>
com/embed/OWpBz-eTpSY» frameborder=»0″ loading=»lazy» allowfullscreen=»»> Если сварка проводилась в соответствии с нормативами, то прочность шва будет находиться в пределах 0,6 — 0,8 от прочности свариваемого металла.
На сварку и сварные соединения из титана распространяется ГОСТ Р ИСО под номером 5817-2009. Он устанавливает уровни качества при сварке разных металлов — стали, титана и никеля, в том числе их сплавов и определяет максимально допустимые уровни дефектов готового изделия.
Как подготавливают детали
Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
Ручная сварка титана возможна, но только если используется специальная сварочная горелка с керамическим соплом, через которую на свариваемые участки подается под давлением инертный газ — аргон, который вытесняет воздух.
При этом обратная сторона шва должна быть изолирована от атмосферы плотно прилегающими стальными либо медными накладками. Для обеспечения наилучшего качества шва используют перфорированные накладки, в отверстия которых подается аргон.
Для обеспечения наилучшего качества шва используют перфорированные накладки, в отверстия которых подается аргон.
В случае полуавтоматической или автоматической сварки она проводится в специальной капсуле, заполненной аргоном либо гелием. Сварка титановых труб может производиться без помещения трубы в защитную газовую среду целиком, но при этом сама труба должна быть герметизирована и заполнена аргоном изнутри.
Другим важным нюансом является зачистка и обезжиривание свариваемых поверхностей на 20 мм от линии стыка. Необходимо удалить оксидную пленку, которая всегда присутствует на поверхности титанового изделия.
Работать необходимо в перчатках, поскольку руки, даже чистые, могут оставить на кромке потожировые следы, которые приведут к ухудшению сварного шва.
Перед сваркой титан дополнительно подвергают травлению с использованием смеси соляной кислоты с водой и фторидом натрия — 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. Температура травления — 60-65 °C, время — около 10 минут.
Температура травления — 60-65 °C, время — около 10 минут.
После травления титан подвергают тщательной шлифовке. Для механической обработки используют наждачную бумагу до № 12, проволочные щетки, шаберы. Необходимо удостовериться, что края свариваемых деталей ровные, на них отсутствуют заусенцы и трещины. Точно так же зачищается и присадочная проволока. Только после этого можно приступать к сварке титана.
Какие возникают сложности при сварке титана и его сплавов
Особенности сварки титана и его сплавов состоят в том, что данный процесс имеет некоторые сложности, которые делают этот процесс тяжелым. При нагревании сплавы с титаном начинают активно взаимодействовать с воздухом. При этом процесс данного взаимодействия может наступать задолго до достижения показателя температуры титана, а точнее уже при 450 градусах Цельсия.
Сварка титановых труб и других изделий из данного металла может осложняться следующими процессами:
- при взаимодействии титана с кислородом на поверхности свариваемой заготовки начинается активный процесс образования оксида титана и окалины, а именно появляется альфированный слой. При возникновении слоя этого вида может вызвать образование трещин на поверхности свариваемого изделия. Чтобы этого избежать стоит выполнять определенные нормы, которые указывают на допустимое максимальное содержание кислорода — в любом сплаве из титанового металла оно должно быть не выше 0,015 %;
- во время нагревания титановые сплавы усилено воздействуют с азотом. Если в составе сплава из титана будет превышен уровень азота, то этом может вызвать изменения физических свойств основы, а именно — прочность сплава станет намного выше, но вот свойства пластичности снизятся в несколько раз. Согласно существующим нормам наибольший показатель азота в составе сплава из титана должен составлять не больше 0,04-0,05 %;
- самым вредным газом для титановых сплавов является водород. Если его содержание в составе металла будет составлять выше нормы, то это может вызвать сильную хрупкость, образование на поверхности трещин, больших пор. В норме водород в составе титановых сплавов должен быть не выше 0,01-0,15 %.
 При возникновении слоя этого вида может вызвать образование трещин на поверхности свариваемого изделия. Чтобы этого избежать стоит выполнять определенные нормы, которые указывают на допустимое максимальное содержание кислорода — в любом сплаве из титанового металла оно должно быть не выше 0,015 %;
При возникновении слоя этого вида может вызвать образование трещин на поверхности свариваемого изделия. Чтобы этого избежать стоит выполнять определенные нормы, которые указывают на допустимое максимальное содержание кислорода — в любом сплаве из титанового металла оно должно быть не выше 0,015 %;
Нюансы ручного режима сварки титана в аргоне
Добиться прочного шва при сварке титана аргоном удается за счет обеспечения чистоты поверхности деталей и присадки. Другим обязательным условием является правильная настройка сварочного аппарата. При несоблюдении техники сварки аргоном на месте шва всегда появляются сварные дефекты. Прежде чем приступать к работе, выполните продувку и прочистку горелки, защитной насадки. Не забывайте про подкладки для обратной стороны шва – с их помощью можно проверить наличие воздуха в системе.
Сварка ведется без предварительного нагрева. Исключение составляют ситуации, когда возможна влажность, наличие конденсата на титане – тогда нужен нагрев до 70 °C.
При TIG-технологии рекомендуется высокочастотное зажигание для дуги. Когда вы работаете с присадкой, длина дуги равна 1 – 1,5 сечения электрода. Если сварка аргоном производится без присадки, этот параметр соответствует диаметру вольфрамового электрода. Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.
Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.
При соединении аргоном тонкостенных деталей зазор между кромками должен составлять 0,5 – 1,5 мм. В этом случае можно не формировать кромки и отказаться от присадочной проволоки. Кстати, последняя должна совпадать по составу с основным свариваемым металлом.
Сварка титана аргоном предполагает такие режимы: если используется вольфрамовый электрод диаметром 1,5 – 2 мм и присадочная проволока диаметром 2 мм, а толщина свариваемых заготовок составляет 2 мм, нужно выдерживать ток 90 – 100 ампер. Повышение толщины металла до 4 мм позволяет варить его током в 120 – 140 ампер. И самое главное, о чем нужно помнить: для работы с титаном и его сплавами используется переменный ток постоянной полярности.
Также есть ряд других существенных условий для качественной сварки титана аргоном:
- Для ручной технологии используется короткая дуга, не допускаются колебания электрода, присадки. Сварщик осуществляет движение вдоль шва.
- Сваривание ведется углом вперед, то есть электрод должен быть направлен в сторону, противоположную направлению движения.
- Угол между присадкой и электродом 90°.
- Присадка подается в сварочную ванну непрерывно.
- После гашения дуги защитный газ продолжает подаваться, обеспечивая охлаждение ниже 400 0С, в среднем на это уходит минута.
 Сварщик осуществляет движение вдоль шва.
Сварщик осуществляет движение вдоль шва.Дальнейшее охлаждение металла является гарантией качественного шва. Вы можете определить это по цвету. В норме шов светлый, соломенный, желтый. А вот серый, синеватый или черный говорят об окислении, что плохо сказывается на качестве.
Технология сварки аргоном полуавтоматом или автоматом совпадает с ручной. Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
ЗАЩИТА ШВА ТРУБОПРОВОДА
Защита при приварке фланца
Защита при сварке секционных отводов
Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Максимальный ток при работе с 4 мм деталями – 140 А, 10 мм – до 200 А.
Аргонодуговая сварка титановых сплавов автоматом или полуавтоматом плавящимися электродами эффективна при использовании насадок, локализующих защитную атмосферу в нужной зоне.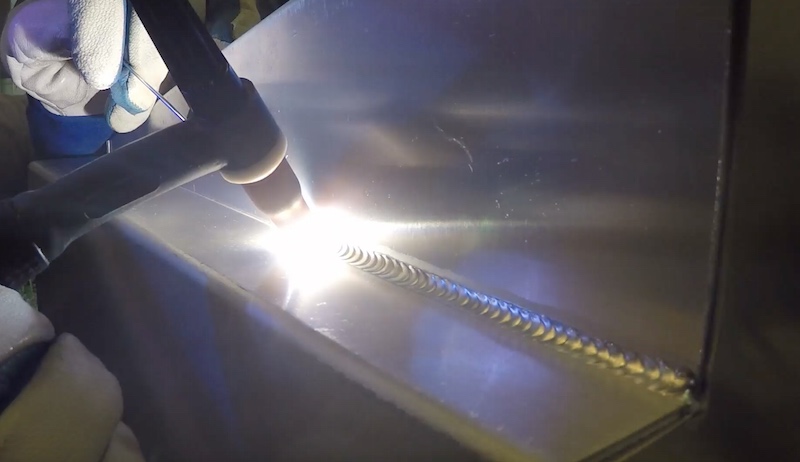 При ручной сварке титана аргоном:
При ручной сварке титана аргоном:
- нужен ток постоянной полярности напряжением от 10 до 15В;
- электрод направляется вперед под углом;
- скорость образования шва – не меньше 2–2,5 мм/сек;
- присадка подается перпендикулярно;
- шов формируется на короткой дуге точными движениями;
- до охлаждения шов обдувается аргоном.
Расход инертного газа в минуту с внешней стороны 5–8 л, с обратной поверхности стыка достаточно 2 л/мин.
Электрошлаковая сварка
Применяется для толстостенных и кованых деталей из титановых сплавов, легированных алюминием и оловом. Рабочие параметры тока (варьируются в зависимости от толщины детали):
- сила от 250 до 330А;
- напряжение — 24-38В.
Такую нагрузку способен обеспечить мощный трансформатор. На металл наносят флюс марки АН–Т2, при разогреве он образует шлаковую ванну. Инертная атмосфера снижает риск самовозгорания металла, в аргоне стык находится до полного остывания. Расход защитного газа до 8 л/мин. Шов получается за счет использования пластинчатых титановых электродов сечением 12х60 мм или круглыми 8 мм. Прочность такого соединения значительно ниже, чем у титана, теряется до 2/3 пластичности.
На металл наносят флюс марки АН–Т2, при разогреве он образует шлаковую ванну. Инертная атмосфера снижает риск самовозгорания металла, в аргоне стык находится до полного остывания. Расход защитного газа до 8 л/мин. Шов получается за счет использования пластинчатых титановых электродов сечением 12х60 мм или круглыми 8 мм. Прочность такого соединения значительно ниже, чем у титана, теряется до 2/3 пластичности.
Контактная сварка
Варить титан токоподающими электродами, образующими дугу внутри металла, можно несколькими способами:
- Встык соединяют элементы с площадью сечения от 150 до 104мм2. Сила постоянно тока от 1,5 до 50А, максимальный вылет электродов – 20 см.
- Точечно, способ применим для соединения титанового сплава внахлест. Получается прочный, но не герметичный шов. В зависимости от толщины листов сила сжатия электродов – от 1,9 до 6,8 кН; диаметр точки от 4 до 8 мм; импульсный ток от 7 до 12 кА.
- Роликовый – непрерывный ряд овальных точек, образующих шов. Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.
- Конденсаторный способ схож с роликовым, импульс формируется в конденсаторной батарее, достигает 2100 в. Дуга прожигает титан до 1,5 мм толщиной, оксиды, ухудшающие соединение, испаряются.
 Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.
Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.Электронно-лучевая сварка
Мелкозернистый шов на титане до 160 мм создается мощным лучом. Пользоваться электронно-лучевой сваркой титана удобно при монтаже воздуховодов для отходящих газов. Этим способом соединяют стальные и титановые сплавы с образованием прочных соединений.
Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Основные способы сварки материала
Из-за необходимости защиты шва от вредоносного воздействия окружающего воздуха, а также в связи со склонностью титана и титановых сплавов терять прочность при длительном термическом воздействии широкое распространение получили лишь такие виды сварки материала:
- электродуговая в защитной газовой среде – предполагает быструю проварку шва неплавящимся или плавящимся электродом в камере, заполненной аргоном, гелием или другими инертными газами;
- электрошлаковая сварка – обеспечивает защиту шва тугоплавкими фтористыми флюсами, плавление которых осуществляется низковольтным переменным током;
- электронно-лучевая и лазерная технологии – позволяют проводить сварку в полностью изолированной безвоздушной среде при отсутствии прямого контакта с заготовками, высокая концентрация тепловой энергии гарантирует быструю проплавку и малую ширину шва;
- альтернативные виды – включают сварку титана и его сплавов давлением, трением, взрывом и прочими способами, предполагающими взаимопроникновение стыкуемых поверхностей под действием механических сил.

Ограниченно применяются дуговая сварка под флюсом и контактная точечная сварка титана. Среди их преимуществ – относительная простота, дешевизна и низкая трудоемкость технологий, но качество шва значительно уступает рассмотренным выше методам.
В машиностроении распространена практика сварки изделий из титана или титановых сплавов со сталью. Она осложнена вероятностью возникновения хрупких химических соединений – титанидов железа (FeTi и Fe2Ti). Проблема решается выбором особых режимов проварки шва в среде аргона вольфрамовым электродом, а также методом комбинированных вставок, когда между заготовкой из титана и заготовкой из стали помещается прослойка из бронзы или тантала. Особо сложные соединения требуют совместного использования бронзы и ниобия, которые соединяют в камере с контролируемой атмосферой.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер. Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном. Далее пора переходить к сварке.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:
Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе.
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва.
Контроль качества
Процесс сварки титановых сплавов регламентирован госстандартом ИСО 5817-2009. В зависимости от легирующих добавок прочность соединения составляет от 60 до 80% прочности сплава. Оксидная пленка видна сразу, цвет зависит от степени окисления титана:
- желтая – среднее качество соединения, прочность удовлетворительная;
- коричневый или фиолетовый – шов непрочный, нарушена технология.
Пористость возникает при контакте с водородом, если скорость подачи аргона низкая.
Возможные дефекты при сварке титана аргоном и способы их устранения
Единственный способ избежать дефектов при соединении элементов из титана аргоном – это использование лазера, во всех остальных случаях возможны погрешности. ГОСТ определяет, что дефекты появляются вследствие несоблюдения технических условий, нарушения технологии, в результате чего конструкция становится непригодной к использованию.
Согласно ГОСТ, дефекты делятся на такие виды:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- другие разновидности.
ГОСТ не допускает наличие трещин-разрывов в шве или прилегающих местах, поскольку они образуют центр разрушения.
Причина появления разрывов обычно кроется в высоком содержании углерода, никеля, водорода, фосфора в расплавленном металле. Сразу скажем, что при соединении лазером отсутствует вероятность образования трещин. Чтобы убрать появившиеся трещины, необходимо засверлить концы дефекта, после чего устранить трещину механическим путем и строжкой, зачистить и сварить участок.
Поры ГОСТ определяет как полости, заполненные газом. Вполне логично, что этот дефект образуется при сварке титана аргоном из-за высокого газообразования. Место с порами ослабляет всю конструкцию, поэтому его переваривают, перед этим зачистив механическим путем.
Твердыми включениями называют инородные металлические и неметаллические вещества, включенные в шов, снижающие его прочность и концентрирующие напряжение. Поэтому место с дефектом полностью вырубают, удаляют строжкой, заваривают.
Поэтому место с дефектом полностью вырубают, удаляют строжкой, заваривают.
Несплавления — это отсутствие соединения металла со швом, вызванное нерасплавлением части кромки стыка. Этот дефект может появиться при неправильном выборе формы угла или режима сварки, плохой предварительной обработке кромок. Поскольку несплавления отрицательно влияют на прочность шва, место дефекта вырубают, зачищают, после чего заваривают.
Нарушение формы представляет собой несовпадение формы шва с установленными требованиями. Такой недостаток появляется из-за скачков напряжения в сети, неправильного угла наклона, пр. Он может привести к внутренним дефектам шва, поэтому прибегают к завариванию места тонким швом электродом небольшого диаметра.
Какие методы применяют
Для сварки титана можно использовать как «холодный» метод, так метод дугового флюса либо плазменно-дуговую сварку.
Но самым популярным считается метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, который был частично описан выше. Детали крупного сечения соединяют методом электрошлаковой сварки.
Детали крупного сечения соединяют методом электрошлаковой сварки.
Многое зависит от вида сплава. Титан марки ВТ1-ВТ5 сваривается очень хорошо, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый шов низкой прочности, но при этом закалка может повысить его прочность. Остальные виды титановых сплавов — промежуточные.
Возможны следующие виды контактной сварки:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При аргоновой сварке с флюсом применяется бескислородный флюс АН-11 или АН-Т2.
ГАЗОВАЯ ЗАЩИТА НАГРЕТЫХ УЧАСТКОВ
Специальная подкладка для защиты корня шва, нагретого до 250-300°С
Защитные приспособления из нержавеющей стали для тавровых и угловых соединений
Сварка аргоном и полуавтоматом
Если будут правильно выполняться все требования и правила аргонодуговой сварки, то можно добиться высокую прочность сварного шва титановой трубы и других конструкций из сплавов. Если же будет нарушена технология сварных работ, то качество соединения заметно снизится.
Если же будет нарушена технология сварных работ, то качество соединения заметно снизится.
Для титанового металла в отличие от других цветных металлов требуется аргон высокого качества. Жидкая основа сварного соединения обязательно должна быть полностью защищена от атмосферного воздуха. Кроме этого горячую область рядом со швом требуется предохранять во время процесса кристаллизации и дальнейшего остывания до 427 градусов.
Технология сварки аргоном титана выполняется с учетом следующих рекомендаций:
- сварка аргоном титана должна выполняться на постоянном токе с прямой полярностью;
- в процессе сваривания требуется применять вольфрамовые электроды;
- иногда сваривание титановых сплавов при помощи аргонодуговой сварки может потребовать дополнительные приспособления, через которые будет поступать инертный газ, вытесняя воздух. Данные элементы могут иметь любую форму и размеры;
- сварка при помощи аргоном также выполняется с применением прокладок из меди или стали. В них можно вырезать отверстия для подачи газа;
- соединение труб производится специальными фартуками. Данные элементы могут иметь различные закругления;
- если соединение производится встык или внахлест, при показателе толщины металла не менее 3 мм, то присадочная проволока может не применяться. В этих случаях устанавливается сопло по наибольшему диаметру и увеличивается степень подачи аргонового газа;
- сварка титана со сталью должна выполняться на короткой дуге, при этом не должны быть колебательные движения. А подача присадочного прута должна быть в беспрерывном режиме;
- подача газа после гашения дуги должна продолжаться еще на протяжении 1 минуты. Выполнение данного действия предотвратит окисление шва.
 В них можно вырезать отверстия для подачи газа;
В них можно вырезать отверстия для подачи газа;Применять аргонодуговую сварку стоит осторожно. Важно не допускать взаимодействия вольфрамового электрода со сварочной ванной. Это позволит предотвратить проникновение вольфрамовых частиц в область сварного шва.
Сварка титана полуавтоматом похожа на аргонодуговое сваривание, но она имеет повышенную экономичность и высокую степень производительности во время соединения заготовок с размером толщины более 1 см.
При полуавтоматической сварке применяется источник тока с обратной полярностью. Сварочная горелка должна быть оснащена дистанционным устройством для регулирования показателей силы тока. Это поможет предотвратить серьезные нарушения сварочного процесса.
Ручной процесс
Сварка сплавов с титаном (в общем случае) производится постоянным током, полярность прямая. Ток зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки, изменяется в диапазоне 90-200 А.
Чем выше толщина металла, тем больший подается ток. Так, детали толщиной 2 мм соединяются при токе 90 А, 3-4 мм — 130-140 А, 10 мм — 160-200 А. Рекомендуется использовать минимальный ток из возможных. Напряжение всегда одинаково — 10-15 В.
Электроды
Используются неплавящиеся электроды из вольфрама, которые перед началом работы затачиваются под углом 30-45 °C (как у карандаша). Чем больше угол заточки, тем меньше глубина проплавления.
При интенсивном использовании электрод нужно будет снова заточить, как только он затупится. Рекомендуются электроды, содержащие оксид лантана, так как их несущая способность на 50% выше, чем у изделий из чистого вольфрама. Благодаря этому сварной шов будет менее загрязнен вольфрамом, чище, а значит — прочнее.
Рекомендуются электроды, содержащие оксид лантана, так как их несущая способность на 50% выше, чем у изделий из чистого вольфрама. Благодаря этому сварной шов будет менее загрязнен вольфрамом, чище, а значит — прочнее.
Проволока
Присадочная проволока — это проволока из титана соответствующего сплава, она подбирается конкретно к свариваемым деталям по специальным таблицам. Проволоку стоит отжигать под вакуумом для удаления водорода, который может присутствовать в сплаве, и в любом случае необходимо зачищать от окислов. Зачищенная проволока хранится в герметичной тубе не более 5 дней.
Если сваривают металл толщиной не более 1,5 мм стыковым методом, то применять проволоку необязательно. Шов без присадки будет даже прочнее.
Особенности технологии
При сварке выдерживается постоянная скорость движения электрода и обеспечивается непрерывная подача присадки. Скорость электрода должна составлять пример 2-2,5 мм/сек. Необходимо выдерживать высокую точность движений, избегать колебаний и уводов электрода в сторону. Электрод должен касаться шва как бы снизу вверх, сварка идет «вперед углом».
Электрод должен касаться шва как бы снизу вверх, сварка идет «вперед углом».
Во время всего процесса и около минуты после отключения горелки на свежий шов необходимо продолжать подавать защитный газ, пока температура шва не опустится ниже 400 °C.
В зоне сварки аргон расходуется со скоростью 5-8 литров в минуту, на оборотной стороне шва — 2 литра в минуту.
При сварке титановых труб их концы герметизируются, а инертный газ — аргон, реже гелий — закачивается внутрь при помощи специального насоса.
В домашних условиях, при отсутствии такого оборудования сварить титановые трубы невозможно. Исключение — конденсаторная стыковая сварка труб из титана марки ВТ1-ВТ2, диаметром не более 23 мм и толщиной стенок не более 1,5 мм.
Их можно сваривать вне защитной газовой среды, но только конденсаторным способом, при высоком зарядном напряжении — 850-2100 В.
Источники
- https://svaring.com/welding/soedinenie/svarka-titana
- https://www.syl.ru/article/315865/kak-i-chem-varit-titan-svarka-titana-tehnologiya-i-osobennosti
- https://intehstroy-spb. ru/spravochnik/svarka-titana.html
- https://vt-metall.ru/articles/162-svarka-titana-argonom
- https://osvarka.com/svarka-metallov/svarka-titana-i-ego-splavov
- https://svarkaprosto.ru/tehnologii/kak-i-chem-varit-titan
- https://elsvarkin.ru/texnologiya/svarki-titana/
 ru/spravochnik/svarka-titana.html
ru/spravochnik/svarka-titana.html[свернуть]
Сварка легкого и прочного, но проблемотичного в обработке титана
Содержание
- 1 О титане
- 1.1 Сварка титана
- 2 Технологические особенности
- 2.1 Способы сварки
- 2.2 Дуговая в инертной среде
- 2.3 Дуговая под флюсом
- 2.4 Электронно-лучевая
- 2.5 Электрошлаковая
- 2.6 Холодная
- 3 Заключение
Титан – проблематичный материал для сварочного процесса, но обладающий отличными конструктивными характеристиками. Именно поэтому сваривание этого легкого и прочного металла — весьма важная проблема и будет рассмотрена далее в этой статье.
О титане
Прочность, твердость, небольшой вес, стойкость к коррозии – все это о нем. Благодаря своим качествам этот материал применяется во многих областях: химическая промышленность (аппаратура), военная промышленность (как компонент брони), ракетостроение, авиация и т.д.
Благодаря своим качествам этот материал применяется во многих областях: химическая промышленность (аппаратура), военная промышленность (как компонент брони), ракетостроение, авиация и т.д.
Для легкости и прочности, велосипедные рамы варят из титана
Процесс изготовления конструкций из данного металла так или иначе подразумевает обработку изделий сваркой. И тут промышленность сталкивается с некоторыми проблемами. Этот материал невозможно сваривать обычными методами.
Практически любой институт сварки задействован в разработке и совершенствовании специальных методов сварки титана и титановых сплавов. При этом методы могут быть довольно необычными, например, холодная сварка. Наиболее распространенные из этих методов будут рассмотрены в данной статье.
Сварка титана
Скрепление титановых элементов методом сварки применяется практически везде и является обычным процессом для большинства производителей. Однако сваривание этого металла осложнено тем, что:
- Имеет очень низкую плотность и теплопроводность и достаточно высокую температуру плавления.
- Активный химический элемент, обычная сварка титана и титановых сплавов неприемлема, так как полученное соединение будет иметь очень низкое качество из-за полученных в процессе сварки загрязнений (карбиды, нитриды и т.д.).
- Он сам и большинство его разновидностей сплавов имеет свои особенности кристаллической решетки, и при сваривании их необходимо учитывать обязательно.

Технологические особенности
Исходя из вышеизложенного, становится ясно, что для получения качественного соединения необходимо обеспечить постоянную изоляцию сварного шва от веществ, которые способны загрязнить и испортить весь процесс. Компоненты воздуха – кислород, азот и водород способны реагировать с титаном, в результате продукт загрязняется и его качества ухудшаются.
Сварку необходимо вести как можно быстрее, так как при нагреве увеличиваются размеры зерна кристаллической решетки. Это ведет к повышению хрупкости данного металла.
Способы сварки
Мы рассмотрим основные способы сваривания этого материала, выявим их особенности, основные приемы и правила. И остановимся на каждом методе поподробнее.
И остановимся на каждом методе поподробнее.
Дуговая в инертной среде
Как говорилось выше, компоненты воздуха реагируют с изделием и загрязняют его. Эта проблема решается так: сварка титана ведется в инертной атмосфере — например, в боксе, заполненным инертным газом. Этот металл не реагирует с газом и не теряет своих качеств, а оператор наблюдает за процессом сварки через специальное окно. Работы большого масштабапроводятся так: весь процесс помещают в специальную камеру с газом, а сварщики работают в скафандрах.
Процесс сборки титановых изделий, под куполом
Другой способ подразумевает непрерывную подачу газа прямо в область соединения – горелка оснащена специальным соплом, через которое подается инертный газ. Также применяются специальные насадки («сапожки»), которые обеспечивают непрерывную защиту этого материала либо его сплавов без необходимости изоляции процесса от внешнего воздуха. Обратная сторона шва также защищается посредством специальных подкладок, через которые подается инертный газ. Как инертный газ применяют аргон, гелий и их смеси.
Как инертный газ применяют аргон, гелий и их смеси.
В качестве электродов применяются вольфрамовые стержни, либо стержни из других материалов – если процесс подразумевает присадку на сварную поверхность каких-либо других веществ.
Дуговая под флюсом
Этот способ является относительно новым. Суть метода заключается в том, что материал изолируется от внешней среды специальными флюсами. Как правило, флюс имеет форму пасты, например, флюсы серии АНТ-А (АНТ-5, АНТ-1, АНТ-7, АНТ-3). Метод сварки под флюсом позволяет получать лучшую кристаллическую решетку шва, чем при сварке в инертной атмосфере. При этом остальные показатели качества работы остаются прежними.
Электронно-лучевая
Электронно-лучевая сварка титана и его сплавов дает возможность наилучшим образом обеспечить защиту металла от нежелательных газов. Повышается скорость и понижается энергоемкость всего процесса, при этом характеристики кристаллической решетки находятся на высоком уровне.
Электрошлаковая
Эта технология сварки титана несколько отличается от остальных. При этом методе для соединения титана или его сплавов применяют пластинчатые электроды из такого же материала, из которого изготовлены свариваемые детали. Для улучшения процесса применяют фторидные флюсы серии АНТ: АНТ6, АНТ4, АНТ2. Для дополнительной изоляции шлаковая ванна защищается аргоном. Для того, чтобы лучше понять процесс электрошлаковой сварки титана и титановых сплавов, вы можете просмотреть видео по этой теме.
При этом методе для соединения титана или его сплавов применяют пластинчатые электроды из такого же материала, из которого изготовлены свариваемые детали. Для улучшения процесса применяют фторидные флюсы серии АНТ: АНТ6, АНТ4, АНТ2. Для дополнительной изоляции шлаковая ванна защищается аргоном. Для того, чтобы лучше понять процесс электрошлаковой сварки титана и титановых сплавов, вы можете просмотреть видео по этой теме.
Холодная
Холодное сваривание подразумевает то, что титан или его сплавы свариваются за счет деформирования сдавливанием. Кристаллические решетки деталей сдвигаются, образуя одну общую кристаллическую решетку. Холодный метод обработки этого материала позволяет получать достаточно надежное соединение, не прибегая к сложным технологиям.
Не стоит путать этот метод с составами «холодная сварка». Они являются смесями на основе эпоксидных смол и с технологией сварки деформацией не имеют ничего общего. Холодное сваривание этого материала и его различных сплавов — именно процесс, описанный выше.
Заключение
Таким образом, мы ознакомились с наиболее распространенными методами сварки титана и титановых сплавов, выявили их основные принципы и особенности, узнали, почему этот металл требует особых методов сварки. Для того, чтобы более полно понять, как происходит сваривание титана и титановых сплавов, вы можете просмотреть тематическое видео – такие видео достаточно распространены в Интернете.
Сварка титана и его сплавов: технология, электроды
Содержание:
- Особенности титановых сплавов
- Свойства материала
- Какие возникают сложности при сварке титана и его сплавов
- Особенности подготовки титана к сварке
- Сварка аргоном и полуавтоматом
- Электрошлаковая сварка
- Электронно-лучевая сварка
- Контактная сварка
- Интересное видео
Титан является высокопрочным металлом, который используется для изготовления различных конструкций важного назначения. В чистом виде данным материал используется достаточно редко, это связано с низкой температурой плавления (6400С), по этой причине титановые изделия производятся только из сплавов.
Сварка титана считается сложной технологией, при которой металл активно взаимодействует с газами в жидком и нагретом состоянии.
Особенности титановых сплавов
Титан редко применяется для изготовления различных конструкций в чистом виде, его обычно используют в виде сплавов. Они имеют высокую температуру плавления от 1470 до 18250С, данный показатель зависит от марки.
За счет того, что сплавы обладают идеальным сочетанием небольшой легкости и высокой прочности, их часто применяют для изготовления важных конструкций таких как, велосипедные рамы или запчасти для высокоскоростных автомобилей. Сварка титана и его сплавов является тяжелым процессом, потому что материалы имеют ряд специфических свойств.
Свойства материала
Титан обладает несколькими особыми качествами, которые и осложняют процесс сваривания данного металла. К ним относят:
- невысокая степень теплопроводности;
- металл имеет склонность к самовозгоранию при нагревании до 400 градусов Цельсия, а также при контакте с кислородом;
- окисляется под влиянием углекислоты;
- при нагревании до 600 градусов Цельсия происходит образование нитридных соединений. Также данные соединения образуются при контакте с азотом, при этом они имеют твердую, но сильно хрупкую структуру;
- обладают склонностью к поглощению водорода при нагревании до 250 градусов Цельсия;
- при нагревании выше 800 градусов происходит изменение структуры (увеличение размеров зерна).
Критическими показателями температуры для титанового металла являются выше 400-500 градусов Цельсия. При разогревании до этого уровня у него отмечается повышение химической активности. Во время него титан взаимодействует с атмосферным воздухом, которое может оказать негативное воздействие на сварное соединение.
Дополнительно могут появиться вредные примеси — гидриды, нитриды, карбиды и другие, которые могут снизить прочность шва. Если будет нарушена технология сварки титана, а также не будут соблюдаться правила и требования по ГОСТу, то это может привести к тому, что сварной шов развалится даже после небольшого удара.
Если процесс сваривания выполняется согласно установленным нормативам, то показатель прочности шва будет находиться на уровне от 0,6-0,8 от прочности свариваемого металла.
Какие возникают сложности при сварке титана и его сплавов
Особенности сварки титана и его сплавов состоят в том, что данный процесс имеет некоторые сложности, которые делают этот процесс тяжелым. При нагревании сплавы с титаном начинают активно взаимодействовать с воздухом. При этом процесс данного взаимодействия может наступать задолго до достижения показателя температуры титана, а точнее уже при 450 градусах Цельсия.
Сварка титановых труб и других изделий из данного металла может осложняться следующими процессами:
- при взаимодействии титана с кислородом на поверхности свариваемой заготовки начинается активный процесс образования оксида титана и окалины, а именно появляется альфированный слой. При возникновении слоя этого вида может вызвать образование трещин на поверхности свариваемого изделия. Чтобы этого избежать стоит выполнять определенные нормы, которые указывают на допустимое максимальное содержание кислорода — в любом сплаве из титанового металла оно должно быть не выше 0,015 %;
- во время нагревания титановые сплавы усилено воздействуют с азотом. Если в составе сплава из титана будет превышен уровень азота, то этом может вызвать изменения физических свойств основы, а именно — прочность сплава станет намного выше, но вот свойства пластичности снизятся в несколько раз. Согласно существующим нормам наибольший показатель азота в составе сплава из титана должен составлять не больше 0,04-0,05 %;
- самым вредным газом для титановых сплавов является водород. Если его содержание в составе металла будет составлять выше нормы, то это может вызвать сильную хрупкость, образование на поверхности трещин, больших пор. В норме водород в составе титановых сплавов должен быть не выше 0,01-0,15 %.
Особенности подготовки титана к сварке
Сварка титановых сплавов должна выполняться правильно, именно от этого будет зависеть прочность сварного шва. Перед тем как начинать процесс сваривания стоит выполнить подготовку кромок материала.
Стоит учитывать, что после проведения предварительного термического подготовительного процесса заготовок, на поверхности кромок появляется оксидно-нитридная пленка. Она имеет высокую прочность и устойчивость к повышенным температурам. Вот именно от этой пленки и требуется избавиться.
Процесс очищения пленки с кромок осуществляется так:
- в первую очередь кромки подвергаются механическому очищению. Для этого может применяться железная щетка, ею можно пройтись по краям кромки вручную или при помощи болгарки;
- от пленки требуется зачистить не только кромки, но и область, которая прилегает к стыку на ширину полтора или два см;
- после этого нужно выполнить процесс травления металлического изделия. Для этого применяется специальная жидкость, которая должна состоять из 350 мл соляной кислоты, 650 мл воды, 50 мл фторида натрия;
- протравливание должно выполняться при температуре +600С на протяжении 5-10 минут.
Помимо этого обязательно нужно тщательно подготовить рабочее место. При проведении сваривания титана и его сплавов обязательно должна обеспечиваться полная чистота рабочего места, при этом оно должно быть надежно защищено от следующих негативных факторов:
- стоит полностью устранить сквозняки;
- в помещении не должны быть высокими показатели влажности;
- обязательно очистите пыль;
- полное удаление жира.
Сварка аргоном и полуавтоматом
Если будут правильно выполняться все требования и правила аргонодуговой сварки, то можно добиться высокую прочность сварного шва титановой трубы и других конструкций из сплавов. Если же будет нарушена технология сварных работ, то качество соединения заметно снизится.
Для титанового металла в отличие от других цветных металлов требуется аргон высокого качества. Жидкая основа сварного соединения обязательно должна быть полностью защищена от атмосферного воздуха. Кроме этого горячую область рядом со швом требуется предохранять во время процесса кристаллизации и дальнейшего остывания до 427 градусов.
Технология сварки аргоном титана выполняется с учетом следующих рекомендаций:
- сварка аргоном титана должна выполняться на постоянном токе с прямой полярностью;
- в процессе сваривания требуется применять вольфрамовые электроды;
- иногда сваривание титановых сплавов при помощи аргонодуговой сварки может потребовать дополнительные приспособления, через которые будет поступать инертный газ, вытесняя воздух. Данные элементы могут иметь любую форму и размеры;
- сварка при помощи аргоном также выполняется с применением прокладок из меди или стали. В них можно вырезать отверстия для подачи газа;
- соединение труб производится специальными фартуками. Данные элементы могут иметь различные закругления;
- если соединение производится встык или внахлест, при показателе толщины металла не менее 3 мм, то присадочная проволока может не применяться. В этих случаях устанавливается сопло по наибольшему диаметру и увеличивается степень подачи аргонового газа;
- сварка титана со сталью должна выполняться на короткой дуге, при этом не должны быть колебательные движения. А подача присадочного прута должна быть в беспрерывном режиме;
- подача газа после гашения дуги должна продолжаться еще на протяжении 1 минуты. Выполнение данного действия предотвратит окисление шва.
Применять аргонодуговую сварку стоит осторожно. Важно не допускать взаимодействия вольфрамового электрода со сварочной ванной. Это позволит предотвратить проникновение вольфрамовых частиц в область сварного шва.
Сварка титана полуавтоматом похожа на аргонодуговое сваривание, но она имеет повышенную экономичность и высокую степень производительности во время соединения заготовок с размером толщины более 1 см.
При полуавтоматической сварке применяется источник тока с обратной полярностью. Сварочная горелка должна быть оснащена дистанционным устройством для регулирования показателей силы тока. Это поможет предотвратить серьезные нарушения сварочного процесса.
Электрошлаковая сварка
Сварка титана с нержавейкой или другими сплавами может проводиться при помощи электрошлакового сваривания. Данный метод сваривания часто применяется для сплава марки ВТ5-1, который состоит из 3 % олова и 5 % алюминия. Листы из этого сплава производится методом прессования и прокаткой в тонкие листы. А вот толстостенные конструкции не прокатывают, они подвергаются ковке.
Так как сваривают титан с толстыми стенками? Толстостенные заготовки свариваются в условиях из защитного газа аргона с применением флюса марки АН-Т2. Во время данного процесса обязательно применяют переменный ток, подача которого в область сварки производиться при помощи трехфазного трансформатора.
Важные особенности электрошлаковой сварки титана:
- для того, чтобы сварить заготовки с толстыми стенками требуется выставить мощность тока на 1600-1800 ампер с показателем напряжения в 14-16 вольт;
- зазор между заготовками должен составлять 2,6 см;
- расход аргона должен составлять не больше 8 литров на 1 минуту;
- масса засыпаемого флюса — 130 грамм;
- при этом стоит с особой внимательностью относиться ко всем требования данного сварочного процесса, их полное соблюдение сможет обеспечить высокое качество сварочного шва;
- электроды для сварки титана должны соответствовать по размеру диаметра. Обычно рекомендуется использовать расходники с размером диаметра в 12 мм. Если они будут иметь размер в 8 мм, то показатель прочности падает до 80 %;
- не стоит использовать легированные и титановые электроды, они снижают показатель пластичности в сварочном соединении.
Электронно-лучевая сварка
Электронно-лучевая сварка титана считается одним из популярных способов соединения изделий. При этом сваривание позволяет получить прочное и качественное соединение. Данный процесс основан на применении тепла, которое выделяется при торможении остросфокусированного пучка частиц, ускоренных до показателей высокой энергии.
Главным компонентом, при помощи которого выполняется сварка конструкций из титана, является луч, выделяемый специальным устройством — электронной пушкой. Питание пушки осуществляется при помощи высоковольтного источника постоянного тока.
Процесс обычно происходит в условиях вакуума, который защищает от негативных внешних условий. На заводах и предприятиях имеется специальная камера для сварки титана, которая защищает металл от взаимодействия с атмосферной средой и снижает потерю кинетической энергии электронов.
Контактная сварка
Чем еще можно сваривать титан и его сплавы? Для сварки деталей из этого металла может применяться контактный способ. Согласно нормам ГОСТа данный метод разрешается использовать для титана, потому что оптимальный показатель скорости сваривания титановых сплавов равен 2-2,5 мм в секунду.
Не желательно превышать установленную скорость, потому что это может негативно отразиться на прочности сварного шва. При этом этот показатель особенно важен при использовании контактной сварки, потому что она выполняется очень быстро. Свариваемые кромки не нужно защищать и фрезеровать.
Контактная сварка может выполнять разными методами:
- точечным;
- линейным;
- конденсаторным.
При этом стоит обращать внимание, что каждый метод подбирается индивидуально. Он может зависеть от уровня толщины заготовок, от степени давления электродов, от их диаметра, от размера толщины и длины свариваемой пластины, от периода сжатия, от времени прохождения тока через металлическое изделие.
Любой метод сварки титана имеет важные особенности и требования, от которых зависит прочность сварного шва. Если сваривание производится в условиях большого предприятия, то обязательно выполняется УЗК сварного шва титановой трубы, которое позволяет определить степень прочности соединения. Если она будет низкая, то это может негативно отразится на всей конструкции.
Интересное видео
How to Weld Titanium — Сварочный центр
Титан — очень активный металл, поэтому в прошлом люди сваривали его только в герметичных камерах. Однако титан не так сложно сварить, как думают люди. При надлежащей газовой защите и профилактических мерах вы легко сможете приступить к работе. В этой статье мы расскажем вам как сварить титан .
Титан обладает несколькими свойствами, которые играют решающую роль в процессе сварки.
- Он имеет более низкую плотность, чем большинство металлов
- Он не такой эластичный, как другие металлы
- Титан имеет более высокую температуру плавления, чем большинство других металлов, используемых при сварке
- Это легко реагирующий материал, который легко загрязняется
- Это не такой пластичный, как нержавеющая сталь
Подготовка к сварке
Правильный сварной шов из титана будет выглядеть как застывшая ртуть — он будет блестящим и отражающим. Чтобы гарантировать получение сварного шва хорошего качества, сначала необходимо выполнить несколько шагов по подготовке поверхности сварного шва к процедуре.
Очистка поверхности
Мы советуем вам подготовить поверхность перед всеми сварочными работами. Однако с титаном нужно быть особенно осторожным. Чем чище ваша поверхность, тем прочнее будет соединение. Масло, пыль, грязь, ржавчина, смазочно-охлаждающая жидкость и краска могут привести к хрупкости соединения, что считается нарушением сварного шва.
Чтобы обеспечить прочный и успешный сварной шов, соблюдайте три правила:
- Чистая поверхность
- Чистое рабочее пространство
- Чистый присадочный стержень
Если хотя бы одна из этих поверхностей грязная, вы можете легко загрязнить заготовку. Чтобы удалить все нежелательные частицы с поверхности, мы предлагаем вам использовать химический очиститель, специально разработанный для титана.
Для очистки рабочей поверхности используйте пароочиститель и разбавленный раствор гидроксида натрия, чтобы удалить все загрязнения. Затем с помощью груши с горячим воздухом удалите всю влагу с рабочего места.
Не используйте фен для обработки легковоспламеняющихся химических растворителей. Вы должны убедиться, что химический очиститель, который вы используете для очистки заготовки, не воспламеняется.
Очистите все оборудование и вытрите его насухо перед использованием. Вы можете использовать решение, которое вы использовали для рабочей станции, и для инструментов.
Титан плохо реагирует на хлор, поэтому дважды проверьте чистящее средство, чтобы убедиться, что оно не содержит хлор. Резиновые перчатки также содержат хлор, поэтому вместо них используйте пластиковые или хлопчатобумажные перчатки.
Выберите защитный газ
Поскольку титан легко реагирует с воздухом, маслом, грязью, влагой и другими металлами с образованием хрупких соединений, использование правильного защитного газа имеет важное значение, если вы хотите получить прочную сварка. Обычно большинство сварщиков используют 99,999% чистого аргона для процесса. Только действительно чистые аргон и гелий обеспечивают оптимальную защиту от атмосферы.
Когда вы покупаете защитный газ для своего сварочного проекта, убедитесь, что вы получаете этот газ только от надежных поставщиков. Даже если аргон немного менее чистый, чем требуется, это может привести к обесцвечиванию. В итоге вы получите сварной шов с желтоватым оттенком, чего вы не хотите. Грязный газ или неполное покрытие также могут вызвать синеватый оттенок и пятнистость.
При работе с титаном необходимо убедиться, что не только передняя, но и задняя часть защищены от атмосферы. Любая область, подвергшаяся тепловому воздействию, будет иметь неблагоприятную реакцию, если она вступит в контакт с кислородом.
Для мелких деталей можно использовать закрытые отсеки из перчаточных ящиков, заполненных защитным газом. Вы даже можете использовать специально изготовленные полиэтиленовые камеры продувочного газа в сочетании с монитором продувки. С их помощью вы можете убедиться, что в камере достаточно аргона для обеспечения оптимальной защиты.
Если вы хотите получить идеальный уровень защиты во время сварки, вам необходимо выполнить три шага:
- Первичная защита – обычно встроена в сварочную горелку и обеспечивает первичную защиту, необходимую для сварки. защита расплавленной сварочной ванны. Вы можете использовать стандартную горелку с водяным охлаждением, оснащенную керамической чашкой и газовыми линзами. Мы предлагаем вам выбрать фонарь с более широкой чашкой для лучшего освещения.
- Вторичное экранирование. Задние экраны обеспечивают вторичную защиту. Они прикреплены к концу большинства сварочных горелок и гарантируют, что все зоны, подверженные тепловому воздействию, защищены от загрязнения.
- Резервное экранирование. Эти устройства похожи на висячие экраны и выполняют практически ту же функцию. Это либо портативные устройства, либо приклеенные скотчем. Они редко поставляются предварительно установленными в сварочной горелке.
Выбор подходящей присадочной проволоки
При выборе присадочного металла для сварки титана и его сплавов мы предлагаем вам выбрать присадочную проволоку, которая в первую очередь обладает теми же свойствами, что и основной материал. Вы также можете выбрать проволоку, класс прочности которой на один класс ниже основного металла. В некоторых ситуациях сварщик может даже использовать присадочную проволоку другой категории.
Выбор присадочной проволоки зависит от свойств и комбинации соединения. Для повышения пластичности соединения:
- При сварке нелегированного титана повышенной прочности используйте присадочный металл с меньшим пределом текучести основы.
- При сварке титана классов Ti-5A1-2,5Sn и Ti-6A1-4V можно использовать нелегированный присадочный материал.
- Другим вариантом является присадочный металл с более низким процентным содержанием кислорода, азота, водорода, углерода и других легирующих элементов, чем в основном металле.
Используемые сварочные процессы
При сварке титана и титановых сплавов можно использовать любой из следующих методов сварки:
- (EBW) Электронно-лучевая сварка
- (GTAW) Дуговая сварка в среде защитного газа или (TIG) вольфрама Сварка в среде инертного газа
- (RW) Сварка сопротивлением
- (LBW) Лазерная сварка
- (PAW) Плазменно-дуговая сварка
- (GMAW) Дуговая сварка в среде защитного газа или (MIG) Металл в среде инертного газа
- (FRW) Трение сварка
Электронно-лучевая сварка
Это процесс плавления, в котором для соединения двух металлов используется высокоскоростной электронный луч. Когда луч соприкасается с металлическими деталями, он сильно нагревается. Две пластины плавятся и сплавляются, образуя прочное соединение. В аэрокосмической и авиационной промышленности используется электронно-лучевая сварка из-за долговечности получаемых соединений.
Вы можете использовать процедуру электронно-лучевой сварки для пластин толщиной от 6 мм до 76 мм и более. Этот процесс позволяет получать высококачественные сварные швы с низким уровнем загрязнения, поскольку процесс происходит в атмосфере высокого вакуума.
Вольфрамовый инертный газ / GTAW
В процессах сварки TIG или GTA используется неплавящийся вольфрамовый электрод, который передает ток на сварочную дугу. Защитный газ используется для защиты сварочной ванны от внешних загрязнений, которые могут привести к получению слабых и некачественных сварных швов. В процессе вам понадобится присадочный металл или проволока для сварного соединения.
Это широко используемый процесс сварки титана и его сплавов. Вы можете использовать TIG без присадочного материала для квадратных стыковых пазов на основных металлах толщиной до 2,5 мм. Для более толстых листов необходимо использовать присадочный металл, чтобы гарантировать долговечность сварного соединения.
Сварка сопротивлением (RW)
Сварка сопротивлением – это термоэлектрическая процедура. Он соединяет два куска металла вместе, пропуская контролируемый ток через пластины в течение контролируемого периода времени. Во время процедуры также обычно используется значительное давление. В этом методе тепло строго ограничено областью, которую необходимо соединить.
Сварку сопротивлением можно использовать для соединения титана и его сплавов для точечной или сплошной сварки. Это особенно полезно, когда речь идет о сварке титана с другими металлами, такими как пластины из углеродистой или нержавеющей стали.
Лазерная сварка (LBW)
Это еще один процесс сварки плавлением, при котором два куска металла соединяются вместе с помощью лазера. Он нагревает место пересечения двух пластин, которые плавятся и сливаются, образуя стык. Когда расплавленная сварочная ванна остывает и затвердевает, получается прочный и долговечный шов.
В настоящее время сварщики все чаще предпочитают лазерную сварку титана, поскольку она устраняет необходимость в вакуумной камере. Тем не менее, использование защитного газа по-прежнему является обязательным, поскольку сохраняется риск загрязнения.
Несмотря на то, что лазерный луч и электронный луч являются методами сварки плавлением, область применения первого более ограничена. Вы не можете эффективно использовать процесс на титановых пластинах толщиной более 13 мм.
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка похожа на TIG, поскольку в ней также используется дуга между вольфрамовым электродом и заготовкой. Он подходит для использования практически со всеми классами титана и хорошо работает даже с более толстыми листами металла. Технику замочной скважины можно использовать и на однопроходной пластине толщиной до 13 мм.
Металл в среде инертного газа (MIG)/Дуговая сварка металлическим газом (GMAW)
При сварке MIG используется сплошная металлическая проволока, которая непрерывно нагревается и подается через сварочный пистолет. Процесс требует использования защитного газа для защиты сварочной ванны от загрязнения. Многие сварщики предпочитают GMAW из-за высоких показателей наплавки металла и производительности.
Этот процесс можно также использовать для титановых сварных швов на пластинах толщиной более трех 3 мм. С помощью метода импульсного тока можно производить качественные сварные швы. Этот метод оказывается менее дорогостоящим, чем другие, особенно при использовании на титановых пластинах толщиной более 13 мм.
Сварка трением (FRW)
Как следует из названия, в этом методе используется трение для соединения двух металлических частей. Это процесс сварки в твердом состоянии, при котором полученное соединение такое же прочное, как и основание. Он широко используется в различных отраслях промышленности и полезен для соединения труб, труб или стержней. Он особенно хорошо работает в ситуациях, когда можно добиться чистоты шва без использования дополнительных защитных мер.
Советы и рекомендации по сварке TIG
Вот несколько советов и рекомендаций по работе с титаном.
- Используйте стандартный источник питания для сварки GTAW в сочетании с высокочастотным запуском дуги. Использование электрода постоянного тока отрицательной полярности с дистанционным управлением силой тока хорошо подходит для сварки титана.
- Используйте горелку TIG с водяным охлаждением. Они способны выполнять высокотемпературные сварные швы в течение более продолжительных периодов времени. По сравнению с горелками с воздушным охлаждением они также меньше по размеру и легко управляемы.
- Если вы ищете более дешевую горелку, мы предлагаем вместо этого выбрать горелку с воздушным охлаждением.
- Для сварки титана следует использовать вольфрамовый электрод с 2% содержанием церия:
- 1/16 дюйма или меньше для сварки при токе менее 125 А
- 1/16–3/32 дюйма для 125–200 А
- Для тока более 200 ампер следует использовать электрод диаметром от 3/32 до 1/8 дюйма
- Используйте широкую газовую линзу диаметром не менее 0,75–1 дюйм. Это позволяет выполнять более длинные сварные швы, обеспечивая более широкое покрытие.
- Используйте продувочный блок из пористой меди, чтобы обеспечить равномерное покрытие заготовки со всех сторон. Медь действует как линза и равномерно распределяет защитный газ по длине заготовки со всех сторон.
- Идеальный расход газа для продувочных блоков и висячих щитов составляет 10 кубических футов в час. Для факела вы должны установить его на 20 кубических футов в час. №
- Для соединений, где использование продувочного блока становится невозможным, вы можете сделать камеру из фольги из нержавеющей стали и ленты из стекловолокна. Прежде чем приступить к сварке, дайте защитному газу протекать во временной камере достаточно долго, чтобы воздух полностью сменился не менее десяти раз.
- Для защиты материала от загрязнения всегда надевайте нитриловые перчатки при работе с титаном.
- Как бы ни был важен правильный выбор присадочной проволоки, ее правильное хранение еще важнее. После того, как вы выберете один и должным образом очистите стержень, вам необходимо хранить его в герметичной банке, чтобы он был в безопасности для повторного использования в будущем.
- Перед сваркой убедитесь, что вы разрушили оксидный слой на титане. Для этого используйте шлифовальную машинку и инструмент для снятия заусенцев. Обязательно зарезервируйте оба инструмента специально для титана. Следуйте за этим с процессом очистки.
- Протрите заготовку безворсовой тканью, используя растворитель ацетон или метилэтилкетон. Вы также можете использовать разбавленный раствор гидроксида натрия и воды для подготовки поверхности к сварке.
- Вы также можете использовать твердосплавный напильник и щетку из нержавеющей стали, чтобы удалить легкий оксидный слой с титановой пластины. Обязательно наденьте нитриловые перчатки, а также предоставьте инструменты для работы только с титаном.
- Вы должны поддерживать подачу защитного газа после процедуры до тех пор, пока температура не опустится ниже 800 градусов по Фаренгейту.
- Мы рекомендуем вам использовать инфракрасный датчик температуры, чтобы убедиться, что титан остыл до безопасного уровня, прежде чем вы отключите подачу газа.
Сварка титана по сути такая же, как сварка любого другого металла. Однако из-за его высокой реакционной способности это может стать сложным процессом. Если вы убедитесь, что материал должным образом очищен перед сваркой, у вас не должно возникнуть проблем с процессом сварки. Убедитесь, что у вас есть соответствующие настройки, необходимые для защиты металла от загрязнения. Если вы сделаете это, процесс станет относительно простым.
Похожие вопросы
Можно ли сваривать титан?
Титан так же легко поддается сварке, как сталь или никелевые сплавы, при условии, что вы помните об его уникальных свойствах. Используя методы, аналогичные тем, что используются для нержавеющей стали и сплавов на основе никеля, вы можете изготовить титан практически любой формы.
Перед началом сварки убедитесь, что вы очистили поверхность подходящим химическим очистителем, не содержащим хлора и не воспламеняющимся. В достаточной степени удалите оксидный слой и очистите заготовку от всех загрязнений перед началом сварки.
Если вы можете обеспечить надлежащее покрытие основного материала со всех сторон, вы можете гарантировать пластичный и прочный сварной шов.
Можно ли сваривать титан MIG?
Да! Вы можете сваривать титан методом MIG, хотя большинство сварщиков предпочитают сварку TIG. При использовании титана вы рискуете прожечь пластину, поэтому сварка MIG подходит только для сварки пластин толщиной более 3 мм.
Можно ли сваривать нержавеющую сталь с титаном?
Можно сваривать титан и нержавеющую сталь. Если вы используете аргон с чистотой 99,999 % при сварке TIG или MIG, вы можете создать прочный и надежный шов.
Можно ли приваривать титан к алюминию?
Сварка алюминия и титана требует большого количества тепла. Для этого процесса необходимо использовать алюминиевую присадочную проволоку. Соединение двух металлов возможно, если температура на титановой стороне листа остается ниже 2000 градусов Цельсия. Материал расплавится в месте пересечения и создаст прочный шов.
Тем не менее, мы предлагаем вам постараться поддерживать температуру титана ближе к температуре его плавления, которая составляет 1670 градусов по Цельсию. Поддерживая его при температуре 1750 градусов Цельсия, вы получите идеальный сварной шов титана с алюминием, одновременно устраняя риск прожога. Если вы помните об уникальных свойствах титана и обеспечиваете правильное покрытие при сварке титана, вы должны получить прочные и аккуратные сварные швы.
Как сварить титан
Как сварить титан?
Включите JavaScript
Как сварить титан?
Руководство по выбору сварки титана и присадочной проволоки
Титан (Ti) — металл серебристого цвета. Он имеет сильное сродство к кислороду и образует оксидный слой на чистой поверхности. Это приводит к естественной пассивации и обеспечивает коррозионную стойкость к раствору соли или окисляющей кислоты. Чистый титан очень пластичен и имеет низкую прочность. Небольшое количество алюминия, кислорода и азота в альфа-фазе увеличивает его прочность. Он имеет низкое тепловое расширение и проводимость, что улучшает его свариваемость.
Посмотрите этот короткий интерактивный видеоролик о Руководстве по сварке титана :
Доступность материалов и характеристики:
Титан бывает следующих четырех основных типов: . 1, 2, 3 и 4.
Титан обладает особыми преимуществами, заключающимися в высоком соотношении прочности к весу и хорошей коррозионной стойкости. Это обусловило его основные области применения. Самолет – из-за соотношения прочности и веса.
Химический завод – из-за высокой коррозионной стойкости титан, как и железо, имеет две аллотропные формы, т.е. может существовать в двух разных формах. Следует помнить, что железо имело объемно-центрированную кубическую кристаллическую структуру при комнатной температуре, называемую ферритом, а при нагревании она превращалась в гранецентрированную кубическую форму, называемую аустенитом
. Напомним также, что объемно-центрированная кубическая форма возвращалась при дальнейшем нагревании.
Титан имеет плотноупакованную гексагональную структуру, называемую альфа-фазой, при комнатной температуре, которая переходит в объемно-центрированную кубическую форму, называемую бета-фазой, выше примерно 883 °C. это перейдет в альфа-фазу путем зарождения и роста. Быстрое охлаждение дает метастабильную альфа-фазу. Эта реакция аналогична мартенситной реакции в стали, но не обеспечивает того же диапазона желаемых свойств, которые придают стальные мартенситы и мартенситы отпуска.
Коммерческие титановые сплавы представляют собой либо альфа-фазу, которая может быть или не быть упрочнена легирующими элементами в виде твердого раствора, либо альфа-фазу в бета-матрице, где бета-матрица была сохранена за счет комбинации «бета-стабилизирующих» легирующих элементов и нагревания. лечение.
Основными легирующими элементами являются алюминий и ванадий. Алюминий обеспечивает упрочнение твердого раствора и повышает коррозионную стойкость обычной пленки оксида титана. Ванадий является бета-стабилизатором и расширяет диапазон температур и условий охлаждения, при которых может сохраняться бета-9.0247 Кислород также используется в качестве легирующего элемента. Кислород обычно считается вредной примесью, но при тщательном контроле уровня кислорода его можно использовать для увеличения прочности титана без чрезмерного снижения его ударной вязкости.
Водород более вреден. Водород может поглощаться при комнатной температуре из травильных ванн или из водорода, выделяющегося на катоде, если титан образует гальваническую пару, скажем, с углеродистой сталью. В этом случае углеродистая сталь будет корродировать, а катодная реакция, т. е. та, которая протекает на титане, заключается в выделении водорода.
Вопросы свариваемости
- Охрупчивание является основной проблемой при сварке титана, поэтому его необходимо защищать от окисления во время сварки.
- При температуре выше 400 °C его стойкость к окислению быстро снижается. Следовательно, он должен быть защищен инертным газом (аргоном), чтобы избежать загрязнения кислородом и азотом.
- Кислород, азот и водород в виде примесей захватываются титаном при сварке, если сварочная ванна не защищена от атмосферы. Растворимость водорода увеличивается с повышением температуры металла. например 8% при 300°С. Поэтому важно обеспечить аргоновую защиту сварочной ванны, а также хвостовика. Включение водорода и кислорода в сварной шов снижает ударную вязкость.
- Водород и кислород поглощаются из окружающей влаги. Остаточное масло, чистящее средство, прилипшее к поверхности, вызывает поглощение водорода и углерода.
- Титан нельзя сваривать плавлением непосредственно с нержавеющей сталью, углеродистой сталью и алюминиевыми сплавами из-за образования хрупких соединений с этими сплавами.
Очистка титана перед сваркой
- Перед сваркой компонент необходимо очистить и тщательно высушить.
- Масло, отпечатки пальцев, жир, краска/краска должны быть очищены.
- Остатки хлоридов и чистящих средств (остатки чистящего средства) на титане могут привести к коррозионному растрескиванию под напряжением, когда он нагревается до температуры выше 300°C во время сварки. Поэтому необходимо тщательно чистить.
- Обычная водопроводная вода не должна использоваться для ополаскивания деталей из титана. Следует использовать деминерализованную (DM) воду.
- Перед сваркой легкий оксидный налет на кромках шва необходимо удалить травлением в водном растворе 2-4 % плавиковой кислоты и 30-40 % азотной кислоты с последующей промывкой деминерализованной водой и сушкой.
- После очистки с деталями следует обращаться в безворсовых перчатках даже во время сварки.
- Любая механическая операция должна сопровождаться травлением для обеспечения полного удаления окалины или любых загрязнений.
- Для контроля пористости при сварке кромки следует зачистить, снять напильником, проволочной щеткой. Это требуется для удаления въевшейся грязи, мелких трещин.
- Эту очистку следует проводить непосредственно перед началом сварки. Везде, где требуется длительное хранение, необходимо хранить детали в герметичных мешках с силикагелем или хранить в помещении с регулируемой влажностью.
- Приспособления, используемые для сварки, нуждаются в том же процессе очистки, что и детали из титана.
- Предпочтительно иметь отдельный участок для производства титана.
- Вода/влага является потенциальным источником кислорода и водорода, поэтому все оборудование, приспособления, приспособления и т. д. не должны содержать влаги.
- Гибкие сварочные камеры или кожухи могут использоваться для сварки небольших компонентов и строительных площадок, где это возможно.
Подготовка стыка к сварке
Правильная подготовка сварного шва имеет важное значение для дуговой сварки титановых сплавов.
- Кромка с прямоугольным вырезом может использоваться для всех стыковых и угловых сварных швов толщиной до 1 мм.
- Более толстые листы и трубы должны быть снабжены одной V-образной препаровкой с прилежащим углом 90° и толщиной притупления 0–0,5 мм. Это необходимо для обеспечения равномерного провара при сварке корневого шва.
- Кислотное травление кромок сварных швов и сварных образцов можно использовать для удаления загрязненного кислородом металла с поверхности титана.
- Поверхность подготовки под сварку и примыкающий металл имеют решающее значение для качества соединения и должны быть тщательно очищены перед сваркой.
- Поверхность следует осмотреть, чтобы определить, необходима ли окончательная операция полировки. Гладкость кромок шва важна для уменьшения пористости при дуговой сварке.
Защита во время сварки титановых сплавов и учет сварки титана
- Из-за чувствительности титана к охрупчиванию кислородом, водородом и азотом, весь сварной шов и его окружение (около 25 мм по всему периметру) не должны допускаться должна оставаться выше 300°C, и эта область должна быть защищена аргоном во время сварки, пока он не остынет ниже 300°C, как это рекомендуется.
- Для сварки титановых сплавов требуется висячий щиток. Экран от газового баллона может оказаться недостаточным, поэтому на сварочную горелку необходимо установить задний экран для подачи дополнительного количества аргона, который удерживает зону горячего сварного шва защищенной аргоном дольше, чем если бы это было только с одним соплом горелки. Эта дополнительная защита дает металлу время остыть ниже температуры, при которой он окисляется.
- Для сварки титана необходимо использовать аргон высокой чистоты. Рекомендуемая чистота аргона 9.9,999%.
- Рекомендуется проверять чистоту аргона для каждой партии баллонов. Поэтому рекомендуется приварить кусок листа перед производственным сварным швом и проверить этот кусок на изгиб (диаметр изгиба -8 t) и визуально на пористость. (Кислород снижает пластичность).
- Необходимо убедиться, что влага и воздух не просачиваются (через неисправную систему, например, регуляторы, соединения труб и т. д.).
- Токарная обработка, фрезерование, строгание – это наиболее популярные методы подготовки кромок. Следует следить за тем, чтобы материал не перегревался во время обработки.
Обесцвечивание титана
Цвет сварного шва часто используется как мера уровня загрязнения при сварке титана.
- Блестящий серебристый цвет свидетельствует о правильном экранировании и желательно иметь этот цвет. Удовлетворительный сварной шов.
- Светло- и темно-бронзовый/коричневый цвет указывает на очень небольшое количество загрязнения.
- Светло- и темно-синий цвет указывает на сильное загрязнение. НЕ приемлемо.
- Серо-голубой, серый и белый цвет указывают на очень сильное загрязнение. НЕ приемлемо.
- Если необходимо выполнить наплавку в разделку в несколько проходов, загрязнение между проходами/слоями недопустимо.
- Изменение цвета происходит во время сварки и не всегда является признаком плохой защиты. Действительно, при сварке плавлением часто встречаются темно-коричневые «линии траектории», параллельные валику сварного шва.
- Влага возникает из-за неправильной очистки и сушки соединения перед сваркой
- Неправильная прихватка и широкое раскрытие корня. Испытание на твердость можно использовать для предоставления подтверждающих доказательств загрязнения в качестве альтернативы цветовым критериям, поскольку загрязненные сварные швы будут иметь более высокую твердость.
Пористость в титановом сварном шве возникает по следующим причинам:
- Влага, возникающая из-за неправильной очистки и сушки соединения перед сваркой
- Неправильная сварка прихватками и широкое раскрытие корня.
- Пористость увеличивается при снижении скорости сварки.
Методы сварки ВИГ:
- Источник питания для сварки ВИГ должен быть оснащен бесконтактным зажиганием дуги, чтобы предотвратить любое загрязнение вольфрамом сварного шва, которое происходит при использовании метода касания. Если вольфрамовый электрод коснется сварного шва, оба должны быть тщательно осмотрены перед повторным запуском. Любой вольфрам в сварном шве должен быть удален.
- Источник питания также должен обеспечивать гашение дуги по завершении сварки без прекращения подачи инертного газа.
- Газовое сопло большего размера должно использоваться для обеспечения надлежащей защиты сварочной ванны.
- Рекомендуется предварительная подача в течение 6-10 секунд и последующая подача в течение 25-30 секунд.
- Для сварки Ti рекомендуется использовать стрингерный валик.
- Подводимая теплота должна быть сведена к минимуму и никогда не должна превышать 1,0 кДж/мм.
- Для сварки Ti не требуется предварительный подогрев.
Предварительный нагрев и межпроходная температура для сварки титана
- Максимальная межпроходная температура должна поддерживаться на как можно более низком уровне и ни в коем случае не должна превышать 80°C.
- Методика сварки в шахматном порядке, необходимая для предотвращения локального перегрева зоны сварки.
Защитные и продувочные газы для сварки титана
Титан является химически активным металлом, поэтому он легко вступает в реакцию с кислородом с образованием оксида титана даже при комнатной температуре. Слой оксида титана имеет более высокую температуру плавления, чем основной металл, поэтому его необходимо очистить перед сваркой.
Если титан нагревается, он превращается в высокореактивный материал, который легко соединяется с другими элементами/газами, такими как кислород, водород и углерод, с образованием их оксидов. Это образование оксида делает титан хрупким, поэтому при сварке необходимо применять защиту от образования оксида. По этой причине сварной шов и ЗТВ защищены инертным газом до тех пор, пока температура не упадет ниже 800°F. Для сварки:
- Используйте чистый и энергонезависимый трубопровод для подачи газа для продувки и защиты.
- Защитные газы не должны содержать других газов, таких как азот, кислород, углекислый газ или газообразный водород, которые могут вызывать образование оксидов.
- Все газы, используемые для защиты или продувки, должны иметь точку росы -60°F (-51°C) или лучше, а содержание кислорода не должно превышать 50 частей на миллион.
Похожие сообщения
- Сварка меди и сварка меди со сталью
- Как сварить 6061 алюминий?
- Как сварить 16, 20 и 25 или другие размеры Листовой металл
Сварка титана и его сплавов. Часть 1
Титан является химически активным металлом; он будет гореть в чистом кислороде при 600°C и в азоте при температуре около 800°C. Кислород и азот также диффундируют в титан при температурах выше 400°C, повышая предел прочности, но делая металл охрупчивающимся. В виде порошка или металлической стружки титан также представляет пожарную опасность.
Несмотря на эту реакционную способность, титан широко используется в химической промышленности, в морской и аэрокосмической промышленности. Это связано с:
- Образующаяся прочная защитная оксидная пленка придает сплавам очень хорошую коррозионную стойкость, особенно в средах, содержащих хлориды.
- Без потери прочности при температурах до -196°C
- Хорошая стойкость к ползучести и окислению при температурах почти до 600°C.
- Прочность аналогична стали, но вес примерно вдвое меньше.
Из-за сродства титана и его сплавов к кислороду, азоту и водороду и последующего охрупчивания не рекомендуются процессы сварки под флюсом, хотя они применялись, в основном в бывшем СССР. Поэтому дуговая сварка ограничена процессами в среде защитного газа (TIG, MIG и плазменная TIG), хотя также используются силовые лучи, процессы в твердой фазе и контактная сварка.
Титан аллотропный; он имеет две различные кристаллографические формы в зависимости от температуры и химического состава. Ниже 880°С он образует гексагональную плотноупакованную альфа-фазу, выше 880°С существует в виде объемно-центрированной кубической бета-фазы.
Ряд элементов может использоваться для улучшения механических свойств, некоторые стабилизируют альфа-фазу, а другие способствуют образованию бета-фазы. Кислород, углерод, азот и алюминий способствуют образованию альфа-фазы; хром, молибден, ниобий, олово и ванадий способствуют образованию бета. С помощью подходящих добавок этих элементов можно получить четыре семейства титановых сплавов, разделенных на основе микроструктуры на технически чистый титан, альфа- или близкие к альфа-сплавы, альфа-бета-сплавы и бета-сплавы. Обозначения ASTM, простая система нумерации, являются широко используемым сокращенным способом идентификации различных сплавов, как их, так и состава сплава , например Ti-6Al-4V, будет использоваться в этой статье.
Коммерчески чистая нелегированная сталь классов ASTM 1–4 и 7 содержит небольшое количество загрязняющих примесей, таких как кислород, азот и углерод, обычно менее 0,2%, и имеет механические свойства, соответствующие свойствам низкоуглеродистой стали хорошего качества. Чем меньше загрязнений, тем ниже предел прочности. Большинство этих сплавов используются из-за их коррозионной стойкости. Сварка проста и мало влияет на механические свойства в ЗТВ, и их обычно сваривают в отожженном состоянии.
Сплавы альфа и околоальфа, типичным примером которых является сплав Ti-5Al-2,5Sn, имеют предел прочности при растяжении (UTS) 500-900 МПа, 0,2% предел прочности (PS) 600-800 МПа и относительное удлинение (El%) около 18%. Как и у технически чистых сплавов, механические свойства этой группы нечувствительны к термической обработке. Свариваемость хорошая, сплавы свариваются в отожженном состоянии.
Сплавы альфа-бета чувствительны к термической обработке, обработке на твердый раствор и старению, увеличивая прочность на 50% по сравнению с отожженным состоянием. Альфа-бета-сплавы очень высокой прочности, такие как Ti-5Al-2Sn-2Zr-4Mo-4Cr, могут иметь UTS 1200 МПа, PS 1150 МПа и El% 10. Однако свариваемость сплавов этой группы зависит зависит от количества присутствующего бета-излучения, наиболее сильно бета-стабилизированные сплавы охрупчиваются во время сварки, и, хотя можно частично восстановить пластичность с помощью термической обработки после сварки, это часто нецелесообразно. Поэтому эти очень прочные сплавы с высоким содержанием бета редко свариваются. Сравните это с, возможно, наиболее часто используемым альфа-бета-сплавом Ti-6Al-4V (ASTM Grade 5) с UTS 9.50 МПа, PS 850 МПа и El% 15. Этот сплав обладает хорошей формуемостью, легко обрабатывается, обладает хорошей литейной способностью, отличной свариваемостью и может рассматриваться как сплав, по сравнению со всеми другими сплавами.
Полностью бета-сплавы, , например, Ti-13V-11Cr-3Al, имеют аналогичную прочность, но немного улучшенную пластичность, обычно около 15% относительного удлинения. Бета-фаза называется метастабильной — холодная обработка или нагрев до повышенных температур могут вызвать частичное превращение в альфа-фазу. Сплавы обладают высокой прокаливаемостью, очень хорошей ковкостью и очень пластичны. Свариваемость хорошая, она имеет место у сплава в отожженном состоянии или в состоянии, обработанном на твердый раствор, хотя для получения полной прочности, как правило, необходимо сваривать в отожженном состоянии, выполнять холодную обработку, обработку на твердый раствор, а затем проводить обработку старением.
Доступны присадочные металлы, все сплошные проволоки и соответствующие составу сплавов, соответствующие спецификации AWS A5.16 / A5.16M: 2007 Спецификация для сварочных электродов и стержней из титана и титановых сплавов и BS EN ISO 24034.2010 Сварочные материалы, сплошная проволока и прутки для сварки плавлением титана и титановых сплавов. Несмотря на то, что они легко доступны, ассортимент расходных материалов несколько ограничен: в соответствии с этими спецификациями производится только четырнадцать или пятнадцать композиций.
Свариваемость, как упоминалось выше, в целом очень хорошая. Исключение составляют сплавы с высоким содержанием бета-альфа-бета. Основной проблемой при сварке титановых сплавов является устранение атмосферных загрязнений. Загрязнение металла сварного шва и прилегающих ЗТВ повысит прочность на растяжение и твердость, но может снизить пластичность до неприемлемо низкого значения, так что трещины могут возникнуть даже в условиях лишь умеренного ограничения. Наиболее вероятными загрязняющими примесями являются кислород и азот, улавливаемые воздухом, вовлеченным в газовую защиту, или загрязненным защитным газом, а также водород из-за влаги или поверхностного загрязнения.
Максимально допустимые пределы в металле сварного шва оцениваются как 0,3% кислорода, 0,15% азота и 150 частей на миллион водорода, поэтому тщательная чистота необходима как для основного металла, так и для присадочной проволоки. Как правило, достаточно обезжиривания подготовки под сварку с последующей очисткой проволочной щеткой из нержавеющей стали и дальнейшим обезжириванием. Сильно окисленные компоненты могут быть протравлены в смеси азотной/фтористоводородной кислоты для удаления оксидного слоя. Обезжиривание присадочной проволоки для сварки TIG следует проводить в обязательном порядке, а с очищенной проволокой работать в чистых хлопчатобумажных перчатках; жир и пот с пальцев могут вызвать локальное загрязнение и/или пористость. Проволоку MIG следует заказывать в обезжиренном состоянии, хранить в чистом сухом месте и не оставлять незащищенной в цеху.
Во время сварки те части сварного соединения, которые подвергаются воздействию температур выше 520°C, будут поглощать кислород и азот и поэтому должны быть защищены до тех пор, пока они не остынут ниже этой критической температуры. К счастью, теплопроводность в титане низкая, поэтому площадь воздействия ограничена по размеру, и можно использовать охлаждающие блоки, чтобы еще больше уменьшить эту зону нагрева. Расплавленная сварочная ванна защищена обычным газовым кожухом, но охлаждающий шов и его ЗТВ нуждаются в дополнительной защите за счет использования висячего экрана с собственной подачей защитного газа, следующего за сварочной горелкой. Задняя поверхность сварного шва также нуждается в аналогичной защите путем обеспечения эффективной продувки газом.
Изменение цвета поверхности дает хорошее представление о степени атмосферного загрязнения, как показано в таблице цветов. В идеальных условиях экранирования сварной шов будет ярким и серебристым. Изменение цвета на внешних краях ЗТВ, как правило, незначительно и может быть проигнорировано. По мере увеличения загрязнения цвет меняется с серебристого на светло-соломенный, затем на темно-соломенный, темно-синий, светло-голубой, серый и, наконец, на пудрово-белый.
Светло- и темно-соломенный цвет указывает на легкое загрязнение, которое обычно допустимо. Темно-синий цвет указывает на более сильное загрязнение, которое может быть приемлемым в зависимости от условий эксплуатации. Светло-голубой, серый и белый цвета указывают на настолько высокий уровень загрязнения, что они считаются недопустимыми. При многопроходных сварных швах загрязнение, очевидно, повлияет на все последующие проходы сварки, поэтому внешний вид поверхности сам по себе не является надежным показателем того, произошло ли неприемлемое загрязнение. Простое испытание на изгиб является надежным, но разрушительным методом проверки того, является ли сварной шов недопустимо охрупчивающимся, но обратите внимание, что радиус изгиба варьируется в зависимости от конкретного сплава. Например, радиус изгиба 3t используется для испытания сварного шва класса 2, а радиус изгиба 10t используется при испытании Ti-6Al-4V. Переносные проверки твердости также могут проводиться на производственных изделиях; для этого необходимо знать ожидаемую твердость металла сварного шва из определенного сплава.
В части 2 этой статьи рассматриваются некоторые другие проблемы сварки и даются рекомендации по сварке титана методом TIG и MIG.
Эта статья была написана Gene Mathers .
WP-29 Помощь при сварке титана
Титан и его сплавы являются высокореактивными металлами
Сварка требует использования специальных методов, чтобы избежать охрупчивания из-за загрязнения кислородом и, в меньшей степени, азотом из атмосферы.
Оба газа быстро поглощаются при температурах, характерных для сварки плавлением.
Таким образом, требования к защите от газанамного более строгие, чем для большинства других материалов.
Полная защита сварочной ванны, нижней стороны шва и области за металлом сварного шва по мере его охлаждения необходима для получения качественных сварных швов.
Мировые лидеры в области исследований в области сварки, TWI в Великобритании и AWS в США, полностью соответствуют требованиям к подготовке и процедурам сварки.
Очистка перед сваркой имеет решающее значение, и качество инертного газа вокруг зоны сварки должно быть таким, чтобы содержание кислорода было ниже 10 частей на миллион (0,001%).
Предотвращение дефектов
Из знаний, основанных на многолетнем опыте, особенно в аэрокосмической отрасли, ясно, что обеспечение подходящей инертной среды имеет решающее значение. Необходимо не только защитить расплавленный металл сварного шва, но также необходимо исключить попадание кислорода в любой горячий металл во время охлаждения после сварки. Как правило, любая часть зоны сварки при температуре выше 800°C должна быть защищена.
Авиакосмическая промышленность часто производит идентичные детали в достаточно больших объемах, чтобы оправдать капитальные затраты на вакуумные камеры и оборудование для дистанционного управления. Хотя это решение технически очень эффективно, оно совершенно не подходит для серийной сварки небольших компонентов из-за дополнительных затрат. Пространство, занимаемое постоянными вакуумными камерами, является еще одним важным фактором. Вакуумные камеры чрезвычайно дороги и экономически неэффективны для сварки небольших компонентов, которые могут потребоваться для производства на конкурентном рынке.
Газовая продувка в небольших перчаточных боксах не является чем-то необычным, но там, где требуется сосуд нескольких размеров, стоимость компонентов может быть очень высокой. Гибкие продувочные корпуса являются более дешевой альтернативой, но наиболее экономичным решением являются встроенные титановые экраны.
С момента своего образования почти 40 лет назад техническая группа Huntingdon Fusion Techniques разработала сварочные вспомогательные устройства для обеспечения производства высокопрочных сварных соединений из титана и других реакционноспособных сплавов без необходимости прибегать к дорогостоящей технологии вакуумной камеры для удаления кислорода и азота из сварочная среда.
Подготовка
Сухая обработка без смазки предпочтительна для окончательной подготовки поверхностей соединения, чтобы исключить загрязнение смазочно-охлаждающими жидкостями. После механической подготовки поверхности сварных швов должны быть очищены путем обезжиривания, а затем высушены.
Сварка должна быть проведена в течение 48 часов.
Для получения сварных швов высочайшего качества необходимо соблюдать осторожность после очистки. Операторы должны надевать безворсовые перчатки после заключительных операций по очистке — хлор от пота рук может привести к локальному загрязнению.
Имеющееся в продаже оборудование
Компания Huntingdon Fusion Techniques разработала специальное оборудование для решения проблем, связанных со сваркой титана и его сплавов. Был представлен широкий ассортимент задних щитков, в которых в полной мере используются достижения инженерных технологий. Компания также производит гибкие корпуса продувки, которые доступны в сферических и прямолинейных формах размером до 2 метров. Для обеспечения того, чтобы содержание кислорода в продувочном газе было достаточно низким, чтобы можно было проводить сварку без дефектов или окисления, необходимо использовать монитор продувки сварки. HFT® производит ряд специализированных мониторов для этой цели.
Гибкие продувочные корпуса®
| В процессе производства используются стабилизированные ультрафиолетом инженерные полимеры . Входные отверстия для продувочного газа и выпускной клапан для выпуска вытесненного газа в атмосферу встроены в каждый корпус. |
Защитные экраны®
Argweld® Trailing Shields® от Huntingdon Fusion Techniques были разработаны специально для использования с горелками для сварки в среде защитного газа (TIG) или PAW (плазма) и обеспечивают высокий уровень дополнительной защиты от инертного газа в дополнение к той, которую обеспечивает основная горелка. |
Мониторы продувки сварных швов®
Часто упускаемым из виду условием при сварке титановых сплавов является очень низкое содержание кислорода в продувочном газе — для обычных работ рекомендуется менее 0,05% (50 частей на миллион).
Приборы для измерения содержания кислорода можно приобрести в различных источниках, но только компания Huntingdon Fusion Techniques производит приборы, разработанные специально для сварочной промышленности. Приборы HFT называются Weld Purge Monitors®, полное семейство которых состоит из 5 приборов. Их можно использовать в сочетании с системами продувки сварных швов в полностью продуваемых резервуарах, трубах, камерах и сосудах или для измерения содержания кислорода внутри сварочных корпусов.
Приборы можно использовать для непрерывных измерений со свободным потоком продувочного выхлопного газа через датчик. Их также можно использовать в качестве инструментов для отбора проб, используя либо ручной вакуумный насос, либо встроенный электронный насос, установленный в двух моделях, извлекая пробы из продуваемого объема на заданной основе.
Доступные инструменты
Представленный в 2012 году после продолжительного периода разработки и обширных испытаний на месте, ряд инструментов PurgeEye® представляет собой самые высокие стандарты точности, простоты использования и гибкости.
| Argweld® PurgeEye® 100 представляет собой портативный прибор или прибор, устанавливаемый на штатив, для отображения содержания кислорода от 20,9% до 100 частей на миллион. |
PurgeEye® 300 считывает до 10 ppm с исключительной точностью и представляет собой прибор с циркониевой ячейкой, отображающий от 1000 до 10 ppm. Прибор работает от сети и имеет встроенное программное обеспечение для управления внешними устройствами, такими как источники питания или сигналы тревоги, а также программное обеспечение для печати результатов контроля качества для каждого сварного шва при подключении к ПК. |
Для более простых приложений, где не требуется переключение внешних устройств или сбор данных, PurgeEye® 300 Nano является самым дешевым прибором, способным очень точно считывать значения вплоть до 10 частей на миллион. |
PurgeEye® 500 имеет все функции PurgeEye® 300, но дополнительно включает внутренний насос для отбора проб газа из корпуса через заданные интервалы времени, что обеспечивает малое время реакции. |
Полностью интегрированный Argweld®PurgEye® 600 оснащен большим сенсорным экраном.
Модель ‘600’ также имеет возможность включения/выключения сигнализации или сварочного оборудования в случае повышения уровня кислорода во время сварки за пределы предварительно установленных пределов, а также встроенный электронный насос для отбора проб.
Диапазон измерений: от атмосферы до 10 частей на миллион. |
Точное измерение содержания кислорода в замкнутом пространстве внутри трубопровода затруднено. Время прохождения выхлопных газов вверх по трубопроводу может быть слишком большим, чтобы его можно было допустить. Кроме того, проба газа подвержена загрязнению из-за выделения газа внутри газовой трубки во время ее перемещения.
PurgeEye® 1000 решает эту проблему, размещая головку для отбора проб газа рядом с продувочным пространством и отправляя результаты в электронном виде по трубопроводу на монитор, который дает мгновенные показания.
|
Компания Huntingdon Fusion Techniques Ltd, производящая продукты линейки Argweld® и PurgeEye®, имеет более чем 40-летний опыт работы со сваркой титана и с готовностью предоставляет обширный опыт своим клиентам, чтобы помочь им преодолеть некоторые трудности, с которыми они сталкиваются. возникают при попытке сварки этого сложного материала.
Помощь при сварке титана (Ref WP29)
Для получения дополнительной информации и информации, этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Вам не разрешается использовать или копировать любой из этих материалов или контента без письменного разрешения Huntingdon Fusion Techniques HFT®, защищенного авторскими правами. Все права принадлежат исключительно компании Huntingdon Fusion Techniques HFT®. Не для любого воспроизведения без согласия.
Можно ли сваривать малоуглеродистую сталь MIG с использованием чистого или 100% аргона (прямой аргон)?
Сварка MIG, или сварка металлов в среде инертного газа, является предпочтительным методом сварки с момента его разработки во время Второй мировой войны. Он был разработан заводскими рабочими, чтобы значительно увеличить скорость производства и сохранить однородность сварного шва по всей конструкции.
Сварка MIG намного быстрее и дешевле, чем другие виды сварки, но это также один из самых простых способов сварки для изучения. Как говорят некоторые люди, это очень похоже на использование клея с несколькими дополнительными шагами.
Можно ли сваривать мягкую сталь MIG в прямом аргоне? Да, вы можете использовать 100% аргон для сварки стали методом MIG, но у этого сварочного газа есть много плюсов и минусов. Лучше всего использовать комбинацию сварочных газов MIG, чтобы получить наилучшие результаты для вашего конкретного проекта.
Аргон — один из четырех газов, используемых при сварке MIG. Принимая решение о том, следует ли использовать аргон для сварки MIG, вы должны учитывать конкретные качества вашего проекта, такие как толщина металла, качество, необходимое для сварки, и бюджет.
В этой статье мы обсудим плюсы и минусы сварки MIG с аргоном, а также ответим на вопрос, который волнует большинство людей, которые только начинают работать в сварочной отрасли или никогда не слышали о процессе сварки MIG: что такое сварка MIG?
Содержание
Сварка MIG с аргоном 100
Аргон широко используется в качестве инертного газа при сварке MIG, т. е. дополняет другой газ. Argon обеспечивает сварщику большее проплавление, стабильность дуги и меньшее разбрызгивание.
Аргон — инертный газ, что означает, что он не реагирует с другими материалами без значительного количества энергии.
Газ не вступает в реакцию с другими материалами или газами, что делает его идеальным газом для использования в процессе защиты.
Связанное чтение: Какие газы используют сварщики MIG >> Сварочный защитный газ | Полное руководство
100 Аргон для MIG можно использовать сам по себе, но только в крайнем случае, поскольку он оставляет очень хрупкий и некрасивый сварочный валик, узкий и неравномерный.
Причина этого в том, что 100%-й аргон не обладает высокой теплопроводностью, поэтому снаружи газового потока намного холоднее, чем в середине потока. Это создает небольшую узкую полость в металле, которая склонна к разрушению и имеет много брызг.
Использование 100 Argon для MIG допустимо для завершения проекта, если у вас закончился газ, или в крайнем случае, но в долгосрочной перспективе использование чистого Использование аргона для процесса сварки MIG не рекомендуется, так как он делает сварной шов более хрупким и менее привлекательным.
Сварка МИГ в среде аргона 100 >> Посмотрите видео ниже. Он завоевал свою популярность благодаря своей простоте, экономической эффективности, скорости и возможности легкой настройки в соответствии со спецификой проекта, над которым вы работаете.
Что такое сварка MIG, а именно то, как работает процесс сварки MIG:
«Сварка МИГ — это процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через сварочную горелку в сварочную ванну, соединяя вместе два основных материала.
Защитный газ также подается через сварочную горелку и защищает сварочную ванну от загрязнения».
Источник: Miller Electric Mfg. LLC
Связанное чтение: 9 различных типов сварочных процессов и их преимущества
Отличие сварки MIG от других форм сварки в том, что она дает огромное преимущество в том, что она непрерывно подает проволоку. через сопло, чтобы обеспечить непрерывную сварку без замены проволоки.
Вы можете думать об этом как о пистолете для горячего клея, в котором у вас есть только определенное количество клея в пистолете в любой момент времени.
Если вы замените клеевой стержень на двадцатифутовый стержень клея, вы сможете использовать этот клеевой пистолет в течение более длительного периода времени.
Чем сварка МИГ не отличается от других видов сварки, так это тем, что при ней трудно получить хорошие сварные швы, когда сталь ржавая или не идеально чистая.
Если вам нужна скорость, качество и эффективность сварки MIG, вы должны убедиться, что металл, который вы планируете сваривать, чистый.
Лучше всего это сделать с помощью шлифовальной машины или металлической щетки, чтобы перед сваркой избавиться от всех загрязнений, находящихся на металле.
Связанное чтение: Сколько зарабатывают сварщики MIG? Средняя заработная плата сварщика MIG
Сварочные газы MIG
Процесс сварки MIG основан на использовании защитных газов для предотвращения контакта сварочной ванны с газами в атмосфере.
Защитные газы также направляют дугу и проволоку в одно место, что сводит к минимуму разбрызгивание. При выборе газа или комбинации газов для сварки MIG необходимо учитывать:
- Стоимость газа
- Свойства готового шва
- Подготовка
- Очистка после сварки
- Основной материал
- Процесс переноса сварки
- Производительность 90 Вы полностью контролируете все эти аспекты процесса сварки при использовании сварки МИГ. Сварка MIG с аргоном
- Аргон
- Гелий
- Углекислый газ
- Кислород
Для сварки MIG используются следующие четыре газа:
Каждый из этих газов обладает особыми свойствами, которые имеют как преимущества, так и недостатки при использовании их в процессе сварки MIG. Чаще всего в процессе используется комбинация двух этих газов.
Связанное чтение: Как использовать сварочный аппарат MIG без газа | Подходит ли безгазовая сварка MIG?
Двуокись углерода
Двуокись углерода является наиболее распространенным из этих газов, которые используются при сварке MIG. Кроме того, это единственное средство, которое можно эффективно использовать и которое обычно используется в чистом виде.
Углекислый газ также является наименее дорогим из этих газов, что делает его более привлекательным для использования по сравнению с другими газами.
Чистый диоксид углерода обеспечивает глубокое проплавление при сварке, что идеально подходит для более толстых металлов, но дает больше брызг и менее стабильную дугу, если не смешивается с другими газами.
Тем, кто уделяет особое внимание качеству сварки, для достижения наилучших результатов следует использовать комбинацию углекислого газа и аргона. Большинство из них считают смесью от 75 до 95 процентов аргона, а остальную часть составляет чистый углекислый газ.
Эта комбинация обеспечивает уникальное сочетание стабильности дуги, контроля сварочной ванны и меньшего разбрызгивания, чем если бы вы использовали только углекислый газ.
Вы также можете выполнить перенос распылением, что приведет к увеличению производительности и повышению качества сварного шва.
Аргон
Аргон создает более узкую полость провара, что идеально подходит для угловых и стыковых сварных швов. Кроме того, если вам нужно сварить цветной металл, металлы, содержащие железо, такие как; алюминий, магний или титан, аргон для сварки MIG необходим, чтобы сварной шов приклеился.
Кислород
Кислород является сверхреактивным газом; таким образом, он используется в меньших концентрациях, обычно ниже девяти процентов. Кислород используется для улучшения текучести сварочной ванны, проплавления и стабильности дуги в низколегированных сталях.
Кислород, однако, непосредственно вызывает окисление металлов, что ослабляет общую стабильность металла, что означает, что его нельзя использовать с металлами, склонными к окислению.
Связанное чтение: Является ли сварочный кислород таким же, как медицинский кислород?
Гелий
Гелий, как и аргон, используется для цветных металлов, но также может использоваться для нержавеющих сталей. Гелий также обеспечивает широкую и глубокую полость проникновения, что означает, что он идеально подходит для более толстых металлов.
Гелий обычно используется в соотношении от 25 до 75 процентов гелия и от 75 до 25 процентов аргона. Когда вы регулируете эти отношения, вы изменяете аспекты сварного шва, такие как проплавление, профиль валика и скорость перемещения.
Гелий также можно использовать в смеси аргона и углекислого газа для создания тройной смеси газов для максимальной эффективности.
Связанные материалы : Различные типы пламени для газовой сварки и их применение | Ultimate Guide
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Лазерная сварка титановых корпусов имплантируемых устройств класса III
Благодаря технологическому прогрессу спрос на медицинские имплантируемые устройства (MID) растет из-за более широкого применения в различных клинических ситуациях, увеличения частоты сердечно-сосудистых заболеваний и расширения гериатрической популяции. Ранние кардиостимуляторы, например, имели время автономной работы всего три часа. В настоящее время ежегодно имплантируется более миллиона кардиостимуляторов, каждый из которых рассчитан на работу в течение 20 и более лет.
Чтобы реагировать на эти изменения, производители должны использовать новые инструменты и методы для расширения производства все более компактных и сложных устройств с прочными герметичными уплотнениями при соблюдении строгих стандартов качества. Важный процесс лазерной сварки титанового корпуса представляет собой особенно трудную задачу.
© Amada Weld Tech | https://amadaweldtech.com/
Лазерная сварка для герметизации
Лазерная сварка играет решающую роль в производстве MID. Хотя многие внутренние компоненты MID могут быть соединены пайкой, пайкой или сваркой, все устройство часто упаковывается в две титановые части (оболочки), при этом лазерная сварка является предпочтительным методом герметичного соединения двух оболочек. Эти соединения часто называют «гелиевыми герметичными», что означает, что они проходят испытание на герметичность с использованием газообразного гелия.
Кроме того, лазерная сварка также используется для герметизации внутренних компонентов более сложных устройств, таких как насосы, баллоны со сжатым газом и емкости для жидкости. Количество сварных швов зависит от компоновки устройства, но, например, для одного инфузионного насоса может потребоваться 40 различных сварных швов.
Типичная процедура лазерной сварки
Закрытие титановых оболочек традиционно выполнялось путем герметизации швов с помощью импульсных лазеров Nd-YAG. Лазер непрерывного действия (CW) не используется, чтобы избежать передачи слишком большого количества тепла внутрь устройства.
Прежде чем приступить к герметизации швов, две оболочки должны быть установлены, зажаты и предварительно прихвачены небольшими лазерными швами для временной фиксации или фиксации прочности. Система, необходимая для этой предварительной закрепки, известна как лазерная предварительная закрепка.
Атмосфера аргона
При герметизации титановых оболочек важна не только герметичность упаковки, но также необходимо гарантировать заданную внутреннюю атмосферу свариваемого устройства, поскольку она будет постоянно находиться внутри устройства.
Для кардиостимуляторов предпочтительна сухая атмосфера аргона, позволяющая сваривать титан лазером в инертной атмосфере. Аргон также пригоден для долговременной исправной работы устройства. Обычно добавляют определенный процент гелия, чтобы облегчить обнаружение утечек при последующем тестировании продукта.
Лазерная сварка таких устройств, таким образом, относительно проста, поскольку кардиостимулятор может быть полностью герметично запечатан в системе перчаточного бокса, содержащей аргон или смесь аргона и гелия. Эта газовая атмосфера будет одинаковой снаружи и внутри устройства.
Азотная атмосфера
Лазерная сварка устройств, содержащих азот, более сложна. Для таких устройств, как дефибрилляторы, которые работают с гораздо более высоким внутренним напряжением, сухой азот является наиболее подходящим газом для внутренней атмосферы. Аргон имеет более низкий потенциал ионизации и может вызвать внутреннее искрение, в то время как азот лучше всего подходит для поддержания потенциала внутренней ионизации на желаемом уровне.
Однако герметизация швов титана с помощью лазерной сварки невозможна в атмосфере азота, поскольку при этом образуются твердые и хрупкие нитриды титана. Поэтому устройства, содержащие азот, имеют отверстие для заполнения. Перед введением азота устройство сваривается лазером в аргоне и размещается снаружи перчаточного бокса. Затем аргон откачивают, а устройство заполняют азотом через заправочное отверстие небольшого диаметра. Это заполняющее отверстие впоследствии герметизируется одноточечной лазерной сваркой.
Новые возможности лазерной сварки титанового корпуса MID
Поскольку технология MID быстро развивается, а производители стремятся к более высоким уровням производительности, качества и прибыльности, компании, занимающиеся лазерными системами, специализирующиеся в этой области, постоянно реагируют на это, разрабатывая новые возможности. Например, AMADA WELD TECH разработала несколько инноваций в области лазерной сварки, которые позволяют производителям MID упростить и автоматизировать производственные процессы, устранить необходимость разрушающих испытаний, экономить энергию и снизить потребление газа.
Адаптация к тонкому титану
Например, автоматизация позволяет производителям MID легче работать с более тонкими и различной толщиной материалов, используемых в новых устройствах, таких как меньшие и беспроводные кардиостимуляторы. Размер пятна сварки необходимо отрегулировать, чтобы он подходил для различной толщины материала. В некоторых лазерных системах это достигается заменой оптических элементов в оптике подачи («сварочная головка»). Это технически правильный метод, но такое вмешательство может потребовать тщательной переаттестации системы.
Более продвинутые системы оснащены моторизованными устройствами изменения размера пятна, разработанными специально для сварки MID в условиях перчаточного ящика. Эта функция позволяет изменить размер пятна так же просто, как нажать клавишу, а размер пятна можно запрограммировать в системе движения ЧПУ.
Контроль газовой атмосферы
Производители MID повышают рентабельность и производительность за счет лучшего контроля потребления газа и сокращения или устранения необходимости разрушающих испытаний сварных устройств для проверки их внутренней атмосферы. Первым шагом является использование только высококачественных перчаточных боксов с низким уровнем утечек и хорошей рециркуляцией/очисткой газов, а также системой очистки от твердых частиц. Лазерные системы с активным блоком мониторинга и смешивания газа могут оптимизировать пополнение газа, дополнительно снижая потребление газа. Активный мониторинг газа по влажности, содержанию кислорода, процентному содержанию гелия и водорода обеспечивает правильную атмосферу в каждом произведенном агрегате.
Автоматическое выравнивание сварных швов
Другим способом, с помощью которого производители MID повышают прибыльность и производительность, является автоматизация процесса выравнивания швов и, таким образом, снижение затрат/ввода оператора, повышение качества, облегчение отслеживания производства и оптимизация производительности системы. Когда выравнивание не автоматизировано, сварной шов обычно получается точным, но идеальный результат сварки зависит от оператора, который компенсирует допуск в геометрии штампованных деталей. Усовершенствованные системы автоматизируют этот процесс с помощью систем видеонаблюдения на основе изображений с алгоритмами для обнаружения шва и выравнивания детали.
Зажим без инструментов
Производственный процесс также может быть упрощен за счет «зажима без инструментов». Традиционно зажим оболочек выполнялся с помощью специального набора инструментов, которые имеют полость, которая повторяет и поддерживает внешнюю геометрию оболочек. Эти инструменты также называются «инструментальными гнездами», а метод известен как «зажим с помощью инструментов». Чтобы этот метод работал, инструменты должны иметь идеальную форму, так как они определяют выравнивание конечного продукта и последующее качество соединения. Соответствующие инструменты необходимо заменять при сварке смеси устройств с различными конструкциями.
В качестве альтернативы зажим без инструментов заменяет специальные инструменты. Детали зажимаются между двумя гораздо более простыми геометрическими формами — обычно простыми плоскими пластинами. Это упрощает систему. Однако этот метод требует большего от MID и его титановых оболочек, поскольку форма и расположение двух оболочек относительно друг друга определяются MID, а не внешними инструментами. Нет ничего, что заставляло бы снаряды МИД принимать определенное положение и форму.
Программирование и оптимизация деталей для лазерной сварки с помощью PSO
Органическая форма окружности кардиостимулятора означает, что для создания сварного шва требуется одновременное движение по 5 осям. Традиционные системы вращают кардиостимулятор с постоянной угловой скоростью. Линейная скорость по длине сварного шва колеблется. Если лазер запускается с постоянной частотой повторения, расстояние между отдельными точками сварки колеблется. Это может привести к перегреву некоторых частей шва, как правило, острых углов МИД. Кроме того, скорость сварки во всех других областях будет ниже, чем при использовании этого процесса сварки. И качество пакета MID, и пропускная способность системы не оптимальны.
Эти проблемы могут быть решены с помощью выхода синхронизированного положения (PSO). Эта система запускает лазер на основе определенного движения детали (векторное смещение). Это поддерживает постоянное расстояние между импульсами и тепловую нагрузку на сварной шов, что максимально увеличивает скорость сварки. Результатом является значительное увеличение пропускной способности. Эта система также упоминается в литературе как (лазерная) «огонь по требованию».
Контроль лазерной сварки
Усовершенствованные лазерные системы обеспечивают контроль качества сварки в режиме реального времени с помощью автоматизированного монитора сварки, который достаточно быстр, чтобы работать одновременно с излучением лазером лазерного излучения и обеспечивать немедленную обратную связь с системой и оператором . Лазерный монитор сварки обычно встроен в саму систему. Монитор измеряет инфракрасное излучение, испускаемое сварным швом, и сравнивает его с хорошими сварными швами.