Какой электрод в зависимости от толщины металла выбрать
О чем статья:
Какой электрод в зависимости от толщины металла выбрать
Если вы начинающий сварщик, то вам будет полезно знать, какой электрод в зависимости от толщины металла выбрать. Всё дело в том, что слишком толстые электроды будут прожигать тонкий металл, а слишком тонкие не смогут его достаточно проварить.
Если такое произойдёт, то ни о какой прочности сварного соединения речи идти не может. В свою очередь, правильно определившись с выбором электрода, нужно знать, какой ток на аппарате выставить.
В общем, о данных нюансах и пойдёт речь в статье.
Имея более 350 000 кв. Футов производственных и складских помещений для удовлетворения расширенных потребностей наших клиентов, мы являемся крупнейшим автоматизированным производителем поддонов, производящим более 2,5 миллиона поддонов в год, включая термо обработанные деревянные поддоны ISPM15, евро поддоны, нестандартные ящики. Больше информации здесь
https://grandlesmarket. ru/pilomaterialy/brusok-strogannyy/brusok-strogannyij-30x40x3000.
ru/pilomaterialy/brusok-strogannyy/brusok-strogannyij-30x40x3000.
Среди многих кто умеет варить, бытует стойкое мнение, что для выполнения большинства работ связанных со сваркой подходит электрод «тройка», то есть, диаметром 3 мм. Однако зачем все усложнять, если нужно сваривать тонкий металл? В продаже сегодня несложно найти электроды диаметром 2 или 1,6 мм.
Остановимся более подробно на том, каким же именно электродом нужно варить металл разной толщины:
Электрод 1,6-2 мм — капризные в плане сварки электроды, но именно их и нужно использовать, если следует варить тонкий металл, толщина которого 1-2 мм. Сварочный ток для сварки электродами «двойка» должен быть небольшой, не более 80 Ампер. Единственный недостаток таких тонких электродов заключается в том, что они сгорают как спички, очень быстро.
Электрод 3-3,2 мм — такими электродами уже можно варить более толстый металл, толщиной до 4 мм. Сварочный ток для электрода «тройка» понадобится чуть больше 80 Ампер. Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Электрод 4 мм — подходит для сварки металлов толщиной от 4 до 6 мм. Это достаточно толстый металл, который плохо берет электрод «тройка». Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.
Электрод 5 мм и более — «пятёрка» очень редко используется в быту. Варить такими электродами достаточно сложно, да и сварочный аппарат нужен большого ампеража. Поэтому никто из начинающих сварщиков не использует данные электроды в работе.
Электродом 5 мм варят очень толстые металлы, толщина которых составляет более 6 мм. Сварочный ток при этом выставляют на аппарате в пределах от 180 до 250 Ампер.
Формула для расчета силы тока
Также, чтобы легче было рассчитать силу тока в зависимости от диаметра выбранного электрода, предлагаем вам ознакомиться со следующей формулой. Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.
Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.
То есть, если используется электрод «тройка», то умножаем диаметр на 3 и получаем примерное значение в 90 Ампер. Как видно, все очень просто, и такая формула расчета сварочного тока позволяет более тонко подобрать его требуемые значения в зависимости от толщины электродов.
В любом случае, сначала определяем толщину свариваемого металла, затем выбираем подходящий диаметр электрода, и только после этого рассчитываем требуемую силу тока.
Выбор и расчет режима ручной дуговой сварки таблица
Диаметр электрода и толщина металла
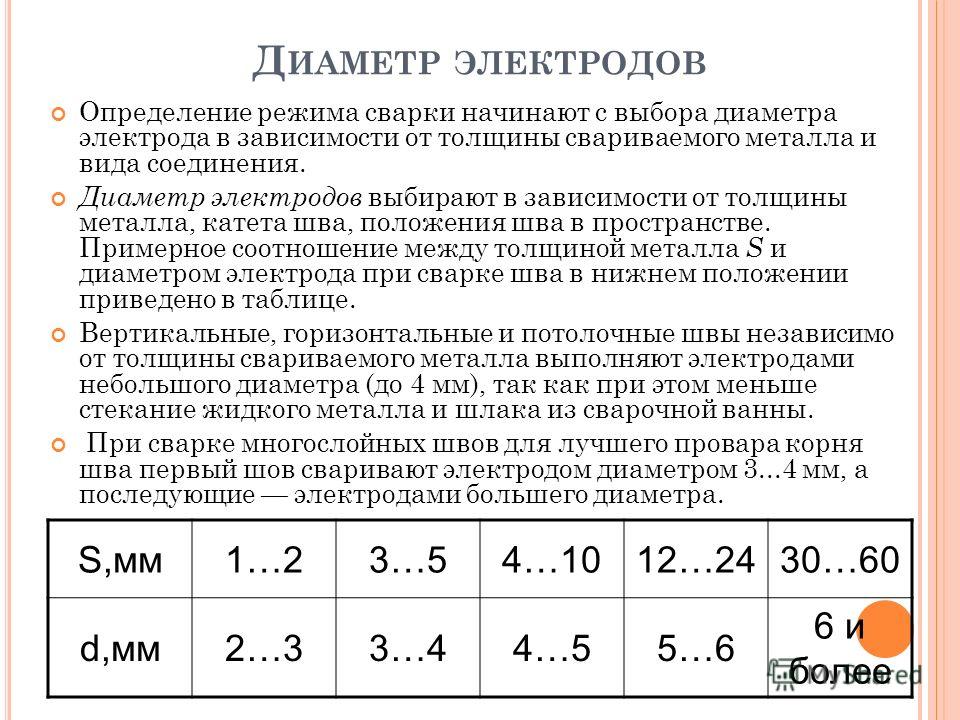
Величина сварочного тока и диаметра электрода – основные параметры, определяющие стабильность протекания сварочного процесса и качества полученного соединения. Оптимальное значение зависит вида металла, технологии соединения, а также подготовки поверхности. Например, при сварке деталей с предварительной разделкой кромок, для выполнения корневого шва рекомендуется использовать электрод диаметром 2 или 3 мм.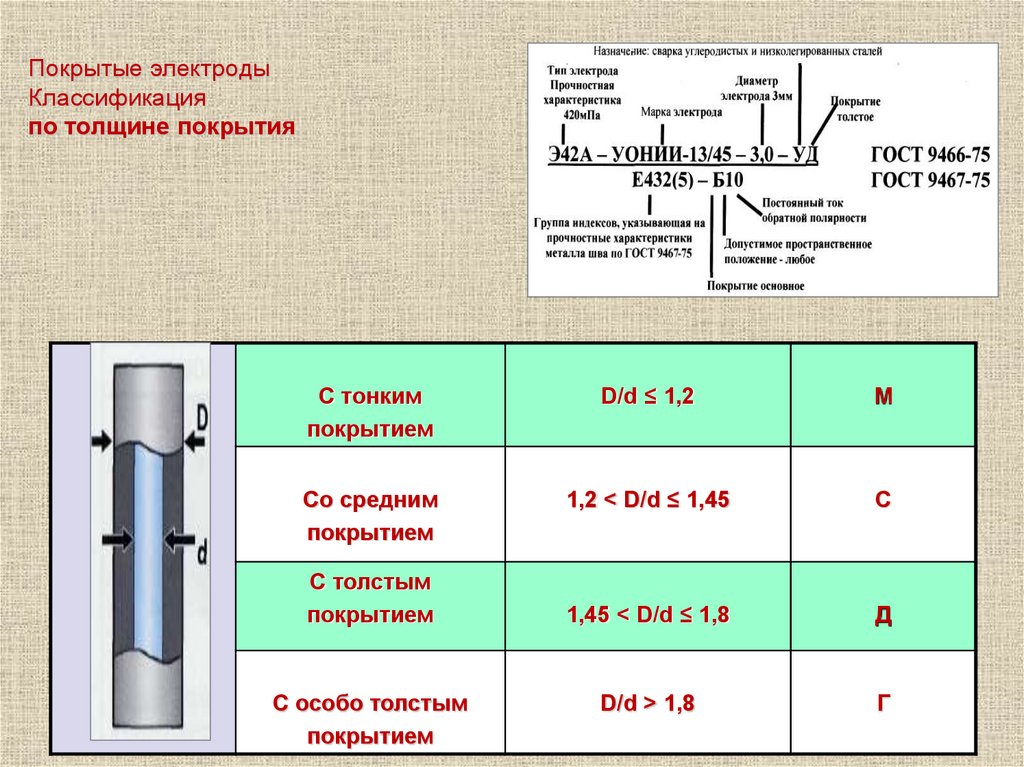 Последующие слои накладывают с помощью стержней диаметр которых зависит от условий выполнения работ.
Последующие слои накладывают с помощью стержней диаметр которых зависит от условий выполнения работ.
При отсутствии кромок можно использовать простую таблицу:
| Толщина кромок, мм | Диаметр электрода, мм |
| Меньше 2 | Меньше 2 |
| 3-5 | 3-4 |
| 6-8 | 4-5 |
| 9-12 | 5-6 |
| 13-15 | 6-7 |
| 16-20 | 7-8 |
| Больше 20 | 8-10 |
Общая информация
Главную роль в сварке играет дуговой разряд, обладающий высокой температурой. Для его создания электрод и заготовки подключают к источнику напряжения. Разряд плавит металл кромок деталей, и тот сливается в одно целое.
Переносчиками заряда в дуге являются ионизированные атомы, молекулы и свободные электроны. С увеличением их количества горение улучшается. Для этого в обмазку электродов вводят компоненты с низким потенциалом ионизации.
Согласно закону Ома, через поперечное сечение любого участка неразветвленной цепи за единицу времени протекает одинаковое количество заряда. Отсюда следует, что сила сварочного тока ограничена значением, максимально допустимым для данного аппарата.
Отсюда следует, что сила сварочного тока ограничена значением, максимально допустимым для данного аппарата.
Для соединения заготовок методом плавления используют 2 вида напряжения:
- постоянное;
- переменное.
Первое обеспечивает более качественные швы и соединения, металл меньше разбрызгивается.
Для соединения заготовок используют постоянное и переменное напряжение.
Как выбирают значение сварочного тока
В первую очередь необходимо выбрать род и полярность тока, которые устанавливают исходя из химического состава металла и его толщины, а также типа покрытия электродов. В таблице показана зависимость сварочного тока от диаметра электродов:
| Диаметр электрода, мм | Минимальный ток, А | Средний ток, А | Максимальный ток, А |
| 1,6 | 25 | 30 | 35 |
| 2,0 | 40 | 50 | 55 |
| 2,5 | 60 | 70 | 75 |
| 3,2 | 90 | 100 | 110 |
| 4,0 | 130 | 150 | 160 |
| 5,0 | 170 | 190 | 200 |
Данные актуальны для сварки в нижнем пространственном положении. При выполнении вертикальных швов силу тока необходимо снизить на 15 %, потолочных – на 25 %. Для угловых соединений рабочие параметры могут быть выше, ввиду низкого риска сквозного проплавления шва.
При выполнении вертикальных швов силу тока необходимо снизить на 15 %, потолочных – на 25 %. Для угловых соединений рабочие параметры могут быть выше, ввиду низкого риска сквозного проплавления шва.
Максимальное значение силы тока зависит от производителя присадочных материалов – значение необходимо уточнять в сопроводительной документации (паспорте).
От чего зависит параметр
Чтобы правильно подобрать величину тока для сварки, необходимо учесть ряд факторов. Для понимания их роли каждый следует рассмотреть подробно.
Толщина электрода
Наиболее важный критерий. С увеличением диаметра расходника ампераж возрастает. Среднее соотношение – 30 А на 1 мм.
Толщина электрода влияет на величину тока для сварки.
На упаковке с расходниками рекомендуемый ток указывают в виде диапазона, например, 80-120 А. Точное значение мастер подбирает опытным путем.
Толщина листа металла
Данный показатель влияет на выбор расходника. С увеличением толщины металла диаметр стержня возрастает. Соответственно увеличивается и ампераж. Это объясняется тем, что для плавления кромок массивных заготовок требуется больше тепла.
Соответственно увеличивается и ампераж. Это объясняется тем, что для плавления кромок массивных заготовок требуется больше тепла.
Необходимо принимать во внимание фактический размер детали. Если кромки подвергались разделке, т.е. с них срезали фаски, то их толщина в зоне стыка будет меньше. Соответственно снижают и силу тока.
Характеристики шва
Различают 2 способа сварки:
- Однопроходный.
- Многослойный.
Второй тип применяется для соединения деталей большой толщины. В каждом слое используют свой диаметр расходника и ампераж. Корневую часть варят электродом 3 мм, затем применяют более толстые стержни.
На выбор силы тока влияние оказывает пространственное положение шва. В зависимости от этого используется рекомендуемая производителем величина:
- Нижнее – 100% рекомендуемой производителем величины.
- Вертикальное – 85-90%.
- Потолочное – 75%.
На выбор силы тока влияет положение шва.
В последнем случае применяют расходники диаметром не более 4 мм.
Полярность тока
При сварке на постоянном токе различают 2 вида полярности:
1 Прямая. Отрицательный полюс источника подсоединяют к расходнику.
2 Обратная. «Минус» подключают к одной из заготовок.
От полярности зависит распределение температур в дуге. С учетом этого регулируют ампераж.
Напряжение дуги
Зависимость между напряжением сварочной дуги и ее длиной имеет прямой характер. Напряжение дуги при ручной сварки варьируется в пределах 15-30 В, однако в момент замены электрода значение способно вырасти до 70 В. С ростом дуги ширина шва увеличивается, а глубина провара уменьшается.
Оптимальной считается дуга, длина которой равна диаметру электрода. Величина допустимых отклонений не превышает 0,5 мм. В процессе выполнения шва величина дуги не должна меняться.
Возбуждение сварочной дуги осуществляется двумя способами – чирканьем или касанием.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены.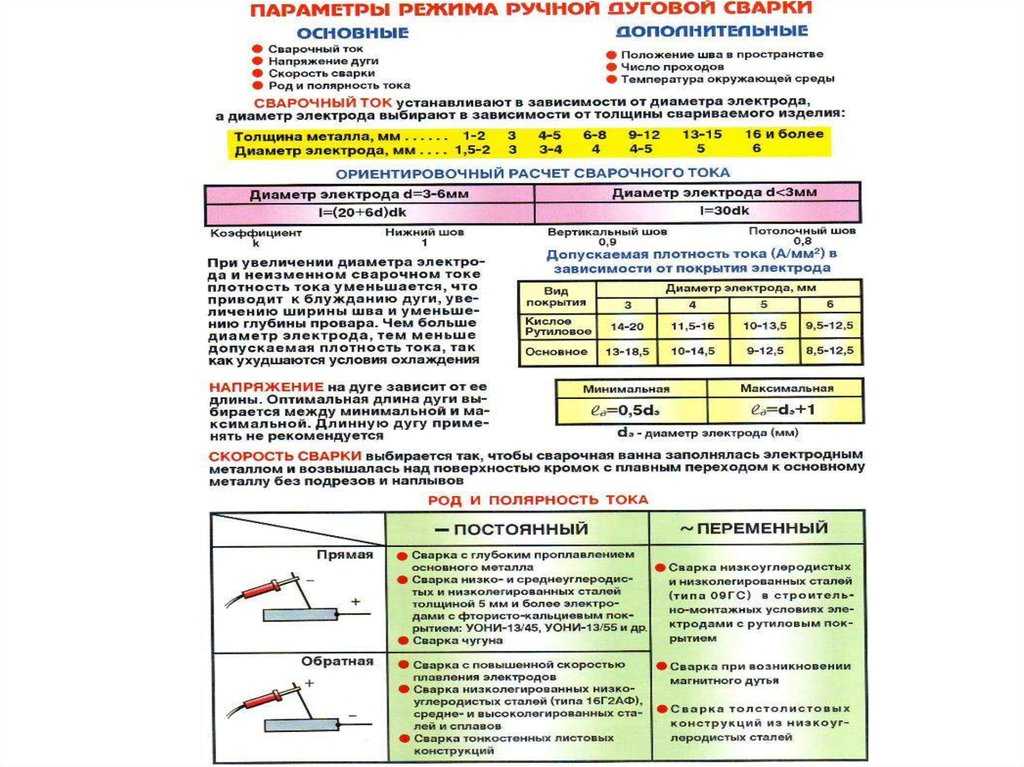 При необходимости можно обратиться к одной из технологических таблиц.
При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Род и полярность тока
Важный параметр, который необходимо учитывать при расчете режима ручной дуговой сварки. Классический способ – работа постоянным током обратной полярности. Сварку переменным током используют преимущественно в строительной отрасли, при монтаже металлоконструкций из толстолистовой конструкционной стали.
При равных рабочих параметрах, глубина провара постоянным током прямой полярности на 50 % меньше, по сравнению с классическим способом.
Тип и марка электродов
Электрод для ручной дуговой сварки представляет собой стержень из токопроводящего материала, покрытого специальной флюсовой обмазкой. В процессе выполнения работ электрод плавится, заполняя пространство между соединяемыми деталями. Назначение покрытия электрода – стабилизация сварочной дуги и защиты зоны расплава от негативного воздействия кислорода, который входит в состав атмосферного воздуха. Эксплуатационные характеристики соединения во многом зависят от типа покрытия. Современные производители сварочных материалов предлагают потребителям электроды со следующими типами покрытия:
В процессе выполнения работ электрод плавится, заполняя пространство между соединяемыми деталями. Назначение покрытия электрода – стабилизация сварочной дуги и защиты зоны расплава от негативного воздействия кислорода, который входит в состав атмосферного воздуха. Эксплуатационные характеристики соединения во многом зависят от типа покрытия. Современные производители сварочных материалов предлагают потребителям электроды со следующими типами покрытия:
- Основное – характеризуется хорошей химической чистотой и механическими характеристиками шва. Электроды предназначены для сварки металлоконструкций, подверженных динамическим и равнопеременным нагрузкам.
- Рутиловое – отличается стабильностью дуги и простым формированием шва, независимо от рода тока. За счет высокой текучести стержни с рутиловым покрытием используют преимущественно для сварки в горизонтальном положении.
- Целлюлозное – покрытие включает в себя органические соединения, которые способствуют качественному провару шва с малым количеством шлака.
 В процессе выполнения работ образуется большое количество брызг расплавленного металла.
В процессе выполнения работ образуется большое количество брызг расплавленного металла. - Кислое – основу которого составляют оксиды марганца и железа. Они способствуют легкому зажиганию и стабильному горению дуги при минимальных требованиях к качеству подготовки поверхности. Отличается высоким коэффициентом разбрызгивания.
 В процессе выполнения работ образуется большое количество брызг расплавленного металла.
В процессе выполнения работ образуется большое количество брызг расплавленного металла.Каждому типу покрытия соответствует собственное буквенное обозначение, согласно требованиям международного стандарта ISO 2560:2009.
Подробнее о выборе тока для сварки электродом на практике
Найти оптимальную величину помогут рекомендации опытных сварщиков.
Влияние режима сварки
Параметры, регулирующие процесс, делятся на основные и дополнительные. К первой группе относят:
- скорость перемещения расходника;
- его диаметр;
- напряжение на дуге;
- род, полярность и силу тока.
Рекомендуем к прочтению Выбор полярности при сварке
Напряжение на дуге, полярность и сила тока регулируют процесс сварки.

Дополнительными параметрами являются:
- положение расходника;
- состав и толщина его обмазки;
- ориентация детали.
Все перечисленные факторы называют режимом сварки. Они взаимосвязаны: изменение одной величины влечет за собой коррекцию другой. Например, при необходимости уменьшить тепловложение можно поступить 2 способами:
- Снизить ампераж.
- Увеличить скорость перемещения расходника.
Эту взаимосвязь учитывают и при необходимости увеличить производительность. Устанавливают более высокую скорость, одновременно поднимая ампераж.
Оценить влияние каждого фактора математически и вывести соответствующие формулы невозможно. В каждом случае важно приспособиться и подобрать оптимальный ампераж опытным путем.
Длина дуги
Существует линейная зависимость между длиной дуги и напряжением на ней. С ростом первого показателя увеличивается и второй. При этом сила тока и тепловыделение меняются мало.
Длина дуги влияет на напряжение.
С увеличением длины дуги снижается качество шва. Причины следующие:
- Разряд «гуляет» по поверхности, в результате чего тепло распространяется по большой площади. Соответственно кромки в зоне стыка хуже прогреваются.
- Расплавленный металл из стержня расходника отскакивает от плохо прогретой поверхности. Увеличивается разбрызгивание, шов получается грязным. В сварочную ванну попадает только часть легирующих элементов.
Оптимальную длину дуги в мм определяют по формуле L=d+0,5, где d – диаметр электрода в мм.
Плавящийся расходник в процессе работы постепенно укорачивается, поэтому держатель понемногу приближают к заготовке.
Прямая или обратная полярность
При сварке на постоянном токе в дуге различают 2 зоны:
- Анодное пятно. Расположено со стороны положительного полюса источника.
- Катодное. Находится со стороны «минуса».
Зоны имеют разную температуру. При использовании плавящегося электрода анодное пятно холоднее катодного, поэтому для соединения тонкостенных заготовок поступают так:
При использовании плавящегося электрода анодное пятно холоднее катодного, поэтому для соединения тонкостенных заготовок поступают так:
- «Плюс» подключают к свариваемой детали (прямая полярность).
- Устанавливают минимальную силу тока из рекомендуемого диапазона.
При аргонодуговом методе используют прямую полярность.
Благодаря этому исключается прогорание заготовок.
Для соединения толстостенных деталей нужен сильный прогрев. Для этого:
- К ним подсоединяют «минус» (обратная полярность при сварке).
- Устанавливают максимальный ампераж из предлагаемого диапазона.
Этим обеспечивается глубокий провар, соединение получается прочным и надежным.
При использовании тугоплавкого электрода (аргонодуговой метод) наблюдается обратное распределение температур: анодное пятно является более горячим. Данная технология предусматривает только прямую полярность, поскольку на обратной дуга бьет в расходник и тот быстро засоряется. При соединении тонкостенных деталей тепловложение регулируют амперажом и скоростью сварки.
Покрытие электрода
По составу различают 4 вида обмазки:
- Рутиловая.
- Основная.
- Целлюлозная.
- Кислая.
Покрытие электрода может быть рутиловым.
Основное покрытие отличается от остальных наличием деионизирующего элемента – фтора. Он сокращает число носителей заряда, что затрудняет горение дуги. Для стабилизации этого процесса приходится увеличивать ампераж на 20-30 А. Так, если для сварки рутиловым расходником диаметром 2 мм аппарат настраивают на 40-70 А, то для основного той же толщины – на 60-100 А.
Постоянный и переменный ток
Род тока не влияет на ампераж. Его выбирают по следующим критериям:
- Если к качеству и прочности шва предъявляются высокие требования, используют постоянное напряжение. Оно характеризуется небольшим отклонением дуги и слабым разбрызгиванием металла. Шов получается ровным и чистым. На постоянном токе дуга горит лучше, имеется возможность регулировать распределение температур путем изменения полярности. Это используется в работе с тонкостенными заготовками и цветными металлами.
- Если требования к качеству и прочности соединения низкие, применяют переменное напряжение. Оно позволяет снизить затраты, т.к. оборудование для этого вида сварки стоит в 1,5 раза дешевле. Также у него меньше размеры и вес.
 Это используется в работе с тонкостенными заготовками и цветными металлами.
Это используется в работе с тонкостенными заготовками и цветными металлами.Рекомендуем к прочтению Что делать, если от сварки болят глаза
Кроме того, предпочтение переменному току отдают в следующих случаях:
- Материал заготовок содержит оксиды. Частое изменение направления тока способствует их большему разрушению. Например, на переменном напряжении варят алюминий, т.к. на его поверхности образуется окисная пленка.
- Поверхность детали загрязнена так, что ее невозможно очистить.
При постоянном токе шов получается ровным.
При выборе рода напряжения учитывают и материал обмазки расходника. На электродах с основным покрытием дуга горит хуже из-за деионизирующего воздействия фтора, поэтому ими можно варить только на постоянном токе.
 Для прочих разновидностей подходит любой род.
Для прочих разновидностей подходит любой род.Особенности для инверторов
Главное отличие аппаратов этого типа заключается в наличии особого электронного узла, повышающего частоту сетевого тока до десятков кГц. Это дает следующий результат:
- Уменьшаются размеры и вес трансформатора.
- Увеличивается его КПД.
- Снижается цена (за счет уменьшения материалоемкости).
Электронное управление упрощает настройку силы тока. Ее задают переключателем на инверторе, величину напряжения аппарат выбирает автоматически. Наиболее удобны в работе модели с плавной регулировкой.
Электроника самостоятельно корректирует ампераж при:
- Зажигании дуги. Функция получила название «Горячий старт» или Hot Start. Ток кратковременно увеличивается на 5-100% номинального, что облегчает возникновение дугового разряда. На дешевых моделях величину превышения производитель устанавливает на свое усмотрение, и изменить ее нельзя. На дорогих параметр задает пользователь. Функция востребована при сварке плохими расходниками, наличии ржавчины и окалины на деталях, нестабильном напряжении в сети.
- Разрыве дуги или соединении электрода с заготовкой посредством капли расплавленного металла (расходник приваривается). Тоже происходит наброс тока. Это способствует возобновлению горения разряда или отрыву капли от стержня. Функцию называют «Форсирование дуги» (Arc Force).
- Касании стержнем заготовки. Ампераж сбрасывается, что позволяет оторвать расходник. Название функции – “Антизалипание” (Antistick).
 Функция востребована при сварке плохими расходниками, наличии ржавчины и окалины на деталях, нестабильном напряжении в сети.
Функция востребована при сварке плохими расходниками, наличии ржавчины и окалины на деталях, нестабильном напряжении в сети.Нужный режим для сварки инвертором подбирают с учетом его мощности. Многие модели относятся к классу бытовых и не рассчитаны на большие токи. Максимальный диаметр расходника для них часто не превышает 2 мм, рекомендуемый ампераж составляет 30-45 А.
Скорость сварки
Оптимальный скоростной режим выполнения работ подбирают исходя из толщины кромок соединяемых деталей. Сварочная ванна должна равномерно заполняться жидким металлом с плавным переходом к основной поверхности без наплывов и подрезов.
Медленная скорость движения электрода приводит к образованию большого количества жидкого металла, который будет препятствовать качественному провару кромок. При слишком быстром перемещении дуги свариваемые кромки не будут получать достаточного количества тепловой энергии, что приведет к образованию трещин после охлаждения.
Варим металлы
С народными любимцами разобрались, приступаем к «правильным» классификациям.
Начнем с настоящих тяжеловесов – типов сварки металлов, которые подразделяются на три группы по:
- Физическим признакам.
- Техническим признакам (механизация, непрерывность процесса, защита металла).
- Технологическим признакам (отдельные классификации для каждого способа – например, виды электродов).
По физическим признакам мы имеем три главных класса для всех видов сварки металлов:
Термический класс – сварочный процесс заключается в плавлении тепловой энергией:
- газовой;
- дуговой;
- лазерной;
- лучевой, термитной и т. д.
 д.
д.Важно! Основные виды сварки плавлением – самые распространенные в быту и в промышленности. Это самый густонаселенный класс, подавляющее большинство сварочных методов относится к нему.
Механический класс с использованием механической энергии:
- ультразвуковой;
- холодной;
- трением;
- взрывом и т.д.
Таблица сварки металлов.
Термомеханический класс, способы совместного действия тепловой энергии и давления:
- кузнечные;
- диффузионные;
- контактные и т.д.
В качестве примера варки металлов представляем МАДП – механизированную аргонодуговую сварку плавящимся электродом. Настоящий гибрид для электро-газового соединения металлов. Без него невозможная сварка цветных металлов или сложных сплавов.
Преимущества МАДП:
- соединение любых сплавов;
- устойчивость формы изделия из-за слабого нагрева;
- электроды нужно менять редко;
- широчайшая сфера использования;
Недостатки:
- сложно для новичков;
- невысокая скорость выполнения.

Пространственное положение шва
Потолочный шов – самый сложный в исполнении, требующий высокой квалификации сварщика. Его выполняют короткими промежутками с движением электрода на себя, что позволяет контролировать длину дуги, процесс формирования шва и угол наклона электрода.
При выполнении вертикальных швов, расплавленный металл сварочной ванны стремится вниз. Соединение выполняют короткой дугой, с направлением движения снизу вверх. Сварку вертикальных поверхностей обычно осуществляют без предварительной подготовки кромок.
Расположение и характер соединения
Подходящая сила сварочного тока зависит от места расположения шва и положения, из которого выполняется сварка. Кроме этого обязательно нужно учитывать скошены ли кромки свариваемых изделий, показатель угла, под которым они находятся. Наиболее ясным это будет после рассмотрения примеров.
Если производится сваривание горизонтального шва в верхнем положении, то ток при сварке должен иметь высокое значение в отличие от сварки соединений вертикального и горизонтального типа в нижнем положении. Это связано с тем, что сварочная ванна горизонтальных, свариваемых сверху соединений имеет повышенную стойкость, она не растекается. Высокие показатели тока обеспечат наиболее глубокое проваривание изделий. В результате этого выйдет сплавление с высокой прочностью, оно будет находиться на всей толщине изделия.
Это связано с тем, что сварочная ванна горизонтальных, свариваемых сверху соединений имеет повышенную стойкость, она не растекается. Высокие показатели тока обеспечат наиболее глубокое проваривание изделий. В результате этого выйдет сплавление с высокой прочностью, оно будет находиться на всей толщине изделия.
Небольшой ток для сварки рекомендуется выбирать во время сваривания потолочных соединений в нижнем положении. В данной ситуации расплавленная металлическая смесь под влиянием силы тяжести будет стремиться отделиться от соединения и упасть. Это смогут сдержать до некоторого времени силы поверхностного натяжения расплавленной металлической основы.
Обычно данные работы требуют от сварщика большого опыта и высокой квалификации. Ведь ему в процессе сварки необходимо будет тщательно контролировать состояние жидкой массы сварочной ванны, он должен предотвращать вытекание из нее металла.
Важно! Сварщик, который имеет большой опыт и навыки, сможет производить регулирование процесса без уменьшения силы тока. Он будет повышать скоростные показатели передвижения стержней вдоль сварного соединения. Это существенно сокращает временные затраты.
Он будет повышать скоростные показатели передвижения стержней вдоль сварного соединения. Это существенно сокращает временные затраты.
Перед тем как сваривать торцевые поверхности изделий обязательно подготавливаются, для этого осуществляется их скашивание. Но при их сваривании обязательно уменьшается величина электрического напряжения. Это связано с тем, что неподготовленные кромки провариваются глубже в отличие от предварительно снятых. Но в данной ситуации, если имеется опыт и навыки, то можно будет выбрать требуемый режим при помощи корректировки скоростных показателей сварки.
Подогрев и термическая обработка
При сварке стали, которая склонна к образованию закалочных структур, резкое охлаждение шва приводит к повышению внутренних напряжений и образованию трещин. Предварительный подогрев поверхности позволяет снизить разность температур и регулировать скорость охлаждения соединяемых деталей. При выполнении работ в условиях низких температур, предварительный подогрев – обязательная процедура даже для низкоуглеродистых сортов стали.
Для снятия внутренних напряжений используют различные методы термической обработки – полный или низкотемпературный отжиг, а также нормализацию.
Сварочные электроды1/8 против 3/32: что действительно лучше?
Сварка является одной из основных задач современного строительства при создании металлоконструкций или конструкций. В этом процессе электрод или сварочный стержень соединяет две небольшие части металла путем сплавления. В настоящее время существуют различные виды сварки.
Но самым важным аспектом является выбор типа сварочного электрода, который вам нужен для вашего металлического изделия, и, соответственно, выбор размера сварочного электрода. В этой статье вы узнаете информацию о двух разных размерах стержней. Общее сравнение 1/8 vs 3/32 сварочный стержень поможет вам понять, какой размер стержня вам следует выбрать.
Что такое сварочная проволока 1/8?
Сварочный пруток с цифрой 1/8 обозначает диаметр электрода в дюймах. Кроме того, электроды диаметром 1/8 дюйма могут сваривать металл толщиной более 1/8 дюйма. Этот размер электродов может сваривать с высокой скоростью.
Кроме того, электроды диаметром 1/8 дюйма могут сваривать металл толщиной более 1/8 дюйма. Этот размер электродов может сваривать с высокой скоростью.
Несмотря на то, что сила тока может варьироваться от стержня к стержню, при использовании 1/8 можно сваривать 75-125 ампер с электродами 6010 и 6011.
Что такое сварочный электрод 3/32?
Диаметр электрода 3/32 дюйма относится к стержню, который можно использовать для сварки металлических листов толщиной до ¼ дюйма. Самый высокий усилитель, необходимый для 7024, составляет 100-145. Поскольку ток зависит от выполняемой работы, вам следует тщательно выбирать как удочку, так и источник питания. (Подробнее см.: 7013 Welding)
1/8 и 3/32 сварочные электроды: подробное сравнение
Сравнение этих двух сварочных электродов зависит исключительно от типа сварки. Прежде всего, определитесь с размерами металлических листов и поверхности. Затем вы можете решить, какой стержень использовать для сварки.
В следующем сравнении сварочных прутков 1/8 и 3/32 будет предоставлена вся необходимая информация.
Ванна: Несмотря на то, что стержень 1/8 дюйма является наиболее часто используемым стержнем для дуговой сварки, стержень диаметром 3/32 дюйма представляет собой сварочную ванну меньшего размера — скорость перемещения также ниже, поэтому дуга лучше контролируется и с ней легче работать новичкам. .
Толщина металла: По словам сварщиков, для тонких листов следует использовать 3/32. Однако 1/8 дает более стабильную дугу на толстых листах. (Подробнее о сварочных электродах 6011 и 6013).
Разница в амперах: 1/8 и 3/32 требуют разных ампер для работы с разными электродами. A chart of some popular electrodes is given below:
For 1/8” electrode:
| 6010, 6011 | 6012 | 6013 | 7014 | 7018 | 7024 |
| 75-125 amps | 80-140 А | 80-130 А | 110-160 А | 115-165 А | 140-190 ампер |
Для стержня 3/32 дюйма вам понадобится меньший ток, чем для стержня 1/8 дюйма. Such as:
Such as:
| 6010, 6011 | 6012 | 6013 | 7014 | 7018 | 7024 |
| 40-80 amps | 35-85 amps | 45-90 amps | 80- 125 ампер | 70-100 ампер | 100-145 ампер |
Пенетрация: Вы можете использовать 1/8 для сплавления металлов, где требуется глубокое проплавление, тогда как 3/32 идеально подходит для неглубоких условий.
Внешний вид: Поскольку 1/8 может сваривать ржавые и шероховатые поверхности, где требуется более глубокая сварка, внешний вид также шероховатый. И он предлагает первую скорость движения и быструю заморозку. С другой стороны, 3/32 дюйма обеспечивает медленную сварку, что приводит к более гладкой и плоской дуге на листах.
Брызги: Брызги меньше на 3/32, чем на 1/8.
Часто задаваемые вопросы (FAQ)
В. Какой размер электрода следует использовать при сварке пластины толщиной 1/8 или меньше?
Ответ: Для пластины 1/8 можно использовать стержень 1/8”. Но для меньшего размера вы должны использовать стержень 5/32”.
Но для меньшего размера вы должны использовать стержень 5/32”.
В. Какой толщины можно сваривать прутком 3/32
Ответ: Пруток 3/32 можно сваривать до ¼”.
В. Когда можно использовать стержень 1/8?
Ответ: Всякий раз, когда вам нужно сварить стык трубы, выполнить техническое обслуживание или ремонт на окрашенной или ржавой поверхности и выполнить быструю сварку, вы можете использовать стержень 1/8.
В. Как определить, что сварочный электрод неисправен?
Ответ: Если вы заметили сухой или порошкообразный налет, мягкий налет, пузыри на покрытии, ваше удилище испорчено. Это может быть вызвано впитыванием влаги стержнем или наличием на нем ржавчины. (Подробнее о печах для сварки электродами)
Вердикт
Я надеюсь, что сравнение сварочных прутков 1/8 и 3/32 поможет вам в будущем идеально сваривать. Очень важно правильно определить размеры свариваемого листа и сварочного прутка перед началом сварки.
Всегда помните о мерах предосторожности и проверяйте поверхность перед сваркой. Тем не менее, вы также можете следовать таблице, предоставленной производителем, чтобы выбрать точный усилитель для сварки. Эта статья будет запускать дальнейшие обновления, если будет найдена последняя информация. А пока удачной сварки. (Подробнее о сварке и электрике).
Тем не менее, вы также можете следовать таблице, предоставленной производителем, чтобы выбрать точный усилитель для сварки. Эта статья будет запускать дальнейшие обновления, если будет найдена последняя информация. А пока удачной сварки. (Подробнее о сварке и электрике).
Онлайн-толщиномер для пластин аккумуляторных электродов WEBFREX3ES
Наряду с широким интересом к возобновляемым источникам энергии и инициативам, направленным на создание обезуглероженного общества, в настоящее время внимание привлекает электрификация автомобилей, таких как электромобили и системы накопления энергии (ESS). Одной из ключевых технологий для этих инициатив являются перезаряжаемые батареи, в частности литий-ионные батареи. Нанесение покрытия на электроды — важный производственный процесс, определяющий качество литий-ионных аккумуляторов. Плохая отделка может даже привести к серьезным авариям, таким как воспламенение при использовании аккумуляторов. Качество и выход сильно зависят от того, равномерно ли покрыты материалы катода и анода, поэтому важно точно измерять и контролировать качество покрытия.
Здесь мы представляем решение Yokogawa для процесса нанесения покрытия и WEBFREX3ES, интерактивный толщиномер для пластин аккумуляторных электродов.
Обзор
Более 50 лет эффективности измерения пленки, более 10 лет опыта поставок ведущим производителям аккумуляторов
Литий-ионные аккумуляторы в настоящее время производятся во всем мире, но они быстро начали применяться в Японии. распространился по всему миру после 2000-х годов.
Yokogawa разрабатывает технологии онлайн-контроля и измерения качества листов в процессе производства бумаги и пленки уже более 50 лет, прежде чем в 2010 году был запущен WEBFREX3ES.
С тех пор Yokogawa поддерживает производственные площадки и поставляет WEBFREX3ES более чем половине из 10 крупнейших компаний мира. Помимо перезаряжаемых батарей, WEBFREX3ES также широко используется на производственных площадках для многослойных керамических конденсаторов (MLCC) и способствует повышению качества и производственных затрат.
Ноу-хау мониторинга работы на месте и улучшения, накопленные за многие годы, являются сильной стороной толщиномеров Yokogawa, и они эффективно используются в сегодняшнем WEBFREX3ES.
Точный мониторинг массы покрытия, улучшение качества/затрат и управление коллективным производством с использованием данных о массе покрытия
WEBFREX3ES обеспечивает точные, высокоскоростные измерения с высоким разрешением с помощью высокопроизводительной рамы и датчика. Кроме того, он предоставляет вам богатую среду мониторинга с удобными, понятными и гибкими интерфейсами.
Он помогает не только контролировать вес покрытия, но и повышать качество и затраты в режиме онлайн с помощью программного обеспечения для автоматического контроля покрытия Yokogawa (опция*).
*Если вы хотите добавить эту опцию, требуется консультация.
Кроме того, он может соответствовать внешней связи и поддерживать коллективное управление производством и связь с внешними объектами по согласованию с MES.