Электроды выбор диаметра — Энциклопедия по машиностроению XXL
Электроды — Выбор диаметра 95, 97 — Прокаливание перед наплавкой 401 [c.479]Выбор диаметра электрода рекомендуется проводить по табл. 1.3 в зависимости от толщины пластины либо от величины катета. [c.35]
Выбор диаметра электрода [c.35]
Дуговая сварка сталей марок от Ст. 30 до Ст. 50 включительно выполняется электродами из проволоки малоуглеродистой стали марок 1, 1А и II (ГОСТ 2246-43) с обмазкой основного типа УОНИ-13. Применение обмазок других типов, как-то ОММ-5 или ОМУ-1, приводит к снижению механических свойств и образованию трещин в кратере. Выбор диаметра электрода и силы тока производится аналогично, как при сварке малоуглеродистых сталей. Во избежание резкого остывания шва рекомендуется в начале сварки вести процесс на замедленной скорости, а при многослойных швах — накладывать последующие слои непосредственно после наложения предыдущих и очищения шлака.
К а г а н о в Н. Л., К вопросу о выборе диаметра рабочей поверхности электродов для точечной сварки, Вестник инженеров и техников 1, 1940. [c.306]
Выбор диаметра электрода обусловливается главным образом толщиной свариваемого металла н видом соединения. В соответствии с последними и располагаемым электросварочным оборудованием определяется нормальная сила тока. [c.467]
Выбор диаметра электрода и длины дуги [c.299]
Режимом сварки называют основные характеристики сварочного процесса, обеспечивающие получение сварных швов заданных размеров, формы и качества. При ручной дуговой сварке — это диаметр электрода, сила сварочного тока, напряжение на дуге, скорость сварки, род и полярность тока. Это основные параметры режима. К числу дополнительных относят длину дуги, амплитуду, частоту и форму колебаний конца электрода.
| Таблица 11 Выбор диаметра электрода при ручной дуговой сварке |
Исходные данные для выбора диаметров электродов приведены в табл. 34. Для выполнения первых слоев шва с разделкой кромок под углом менее 75° пользуются электродами диаметром на 1—2 мм меньше, чем указано в табл. 34.
Данные для выбора диаметров электродов
[c.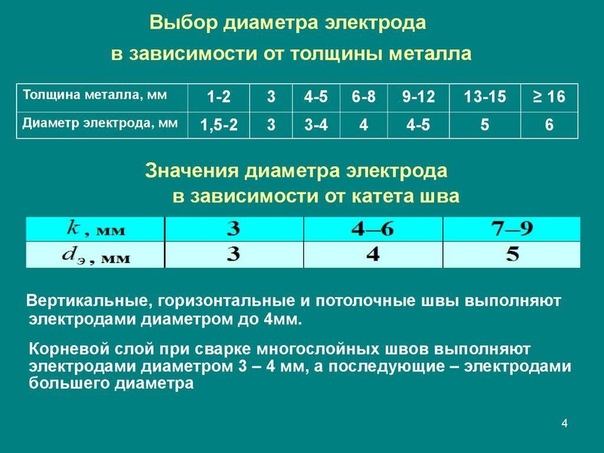 171]
171]
Выбор диаметра электрода определяется плотностью тока. Наивыгоднейшей нлотностью тока считается 1-12 [c.554]
При сварке металлоконструкций в условиях монтажа применяются электроды диаметром 3, 4 и 5 мм. Выбор диаметра электрода зависит от толщины стенки свариваемого изделия и положения швов в пространстве. [c.61]
Выбор режима сварки и зажигание дуги. Одним из основных факторов, определяющих режим сварки, является сварочный ток, который обусловливается диаметром электрода. Диаметр же электрода подбирают в. зависимости от толщины свариваемого металла При выборе диаметра электрода для сварки стыковых швов можно пользоваться рекомендациями, приведенными ниже. [c.112]
Выбор диаметра присадочной проволоки для сварки неплавящимся электродом [c.448]
Диаметр покрытого электрода выбирают в зависимости от толщины и химического состава свариваемых заготовок, марки электрода, формы разделки кромок и других факторов.![]() Выбор диаметра электрода в зависимости от толщины свариваемых заготовок (см. ниже) осуществляют на основе имеющегося опыта.
[c.190]
Выбор диаметра электрода в зависимости от толщины свариваемых заготовок (см. ниже) осуществляют на основе имеющегося опыта.
[c.190]
Выбор диаметра электрода для выполнения стыковых швов ручной дуговой сваркой в нижнем положении [c.159]
Выбор диаметра электрода при сварке угловых швов [c.160]
Выбор диаметра электрода при сварке в нижнем положении практически неограничен и зависит от квалификации сварщика и его умения манипулировать сварочной ванной определенного объема. Ориентировочно диаметр электрода в зависимости от толщины свариваемых стальных изделий можно подбирать, руководствуясь следующими данными
При выборе диаметра электродов руководствуются толщиной свариваемого металла, положением шва в пространстве, размерами изделия (условиями отвода тепла от шва). [c.181]
Выбор диаметра электродов в зависимости от толщины металла
[c.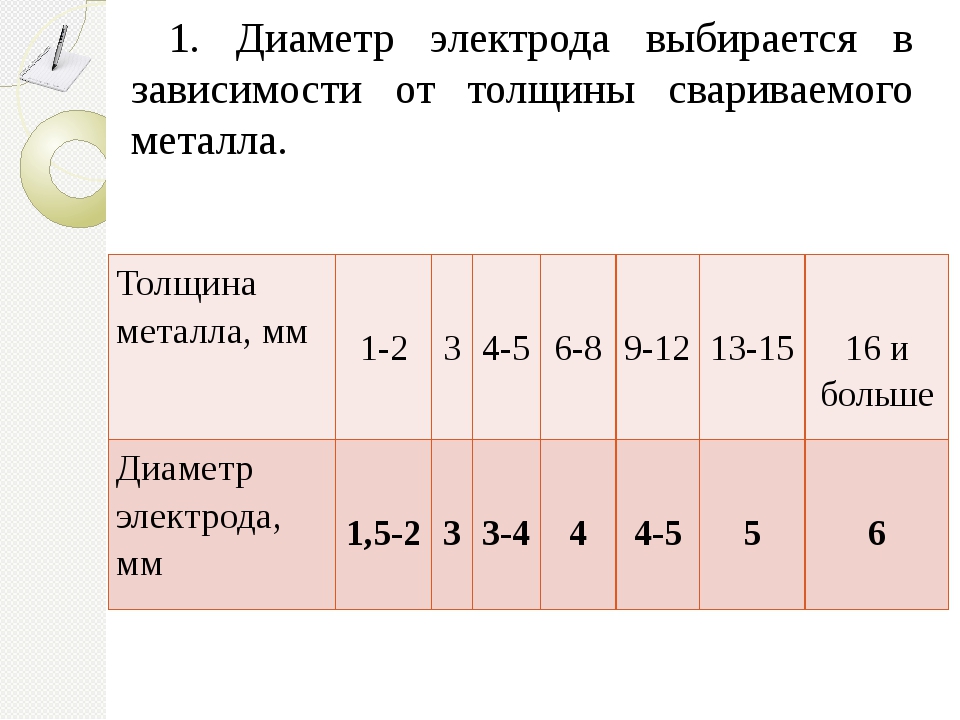 62]
62]
Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла марки свари- [c.55]
Диаметр электрода должен выбираться в зависимости от свариваемого соединения. При сварке стыкового соединения выбор диаметра электрода надо осуществлять как было сказано [c.56]
Ориентировочные данные для выбора диаметра электрода в зависимости от толщины свариваемого металла приведены в табл. 123. [c.296]
Выбор диаметра вольфрамового электрода в зависимости от силы тока (А) и рода сварочного тока (защитный газ — аргон) [c.126]
На выделение теплоты влияет площадь контакта, которая определяет плотность протекающего через него тока. От последней, в свою очередь, зависит удельное вьщеление тепла в единице объема металла по закону Джоуля -Ленца. Правильный выбор диаметра рабочей поверхности электрода й , создает оптимальную площадь контакта электрод — деталь и оптимальную плотность тока на входе в зону сварки.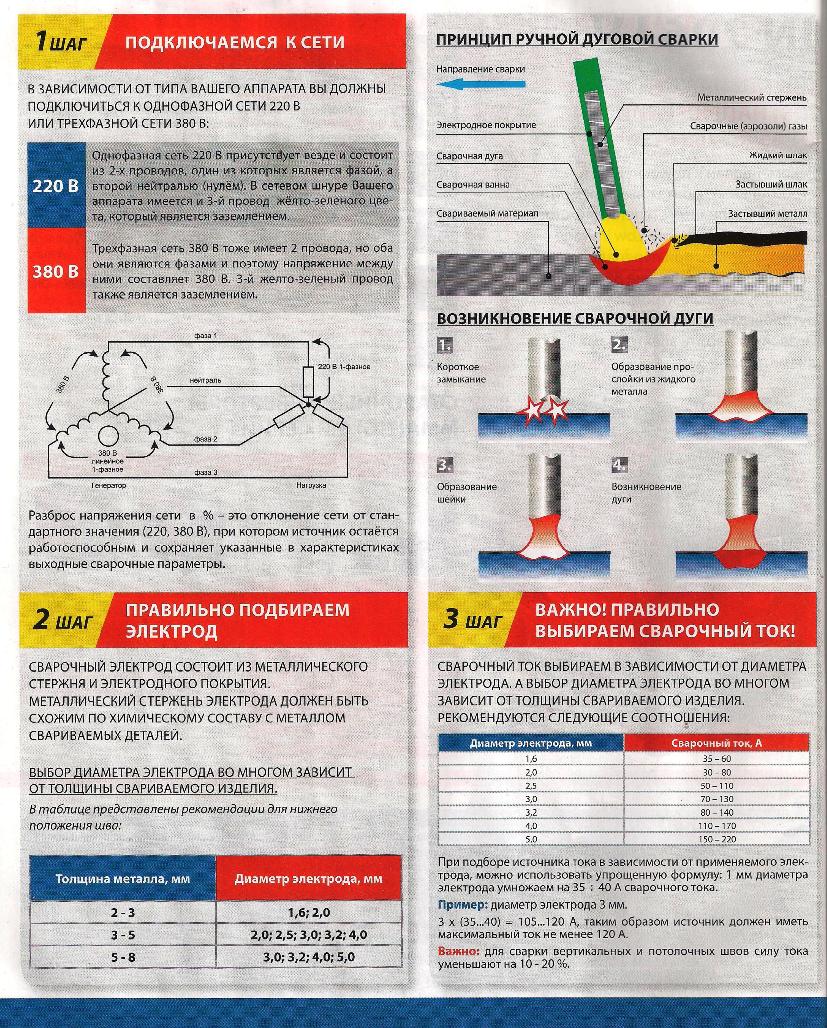 [c.284]
[c.284]
Кроме этого, учитывалось, что выгоднее употреблять более длинные электроды, так как на их смену затрачивается меньше времени. Однако чрезмерно длинными электродами сварщику неудобно манипулировать, а электроды малого диаметра вследствие большой гибкости подвержены вибрации при сварке. Эти соображения были также учтены при выборе стандартных размеров электродов.
Выбор диаметра вольфрамового электрода при сварке с защитой аргоном [c.174]
Ниже приведены рекомендации по выбору диаметра электрода и силы сварочного тока в зависимости от толщины свариваемых деталей, способа подготовки кромок под сварку, марки электрода и др., а также даны размеры поперечного сечения сварных швов и конструктивные элементы подготовки кромок свариваемого металла при ручной электродуговой сварке соответственно ГСЮТ 5264—58. [c.236]
Рекомендации по выбору диаметра электрода и сварочного тока при сварке электродами УОНИ-13 швов стыковых соединений
[c. 238]
238]
Определение регкима сварки обычно начинают с выбора диаметра э. 4 е к т р о д а, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже. [c.180]
При иеплавяп( емся электроде сварку выполняют на переменном токе илн на постоянном токе прямой полярности. При сварке плавящимся электродом используют постоянный ток обратной полярности. Выбор диаметра вольфрамового электрода и присадки зависит от толщины свариваемого металла. [c.347]
При выборе диаметра ролика необходимо учитывать, что ролики большого диаметра лучше охлаждаются, меньше изнашиваются, меньше буксуют и требуют меньших окружных усилий для осуществления вращения. Однако при слишком большом диаметре ролика шов получается неровный, а потому и негерметичный. Диаметры электродов рэликов колеблются от 50 до 600 Мм, обычно применяют 0 150—250 мм.
Основными факторами, влияющими на выбор величн1=ы силы тока, являются качество и толш,ина свариваемого металла и вид соединения. При сварке больших толшин наплавку шва производят в несколько слоев, причём во избежание пережога основного лсталла первый слон наплавляется электродами меньшего диаметра при меньшей силе тока, чем при наплавлении последующих слоев. В этоу случае для подсчёта основного времени определяют отдельно количество металла, наплавляемого электродами разных диаметров при различных силах тока. Основное время То наплавки шва выражается суммой Бремени, затрачиваемого на наложение Ч ВЗ. электродами каждого диаметра в отдельности [c.468]
Выбор диаметра вольфрамового электрода (ТУВМ2-529-57 и прутки марки ВРН, ВА по НИО-021-В12) при автоматической сварке неплавящимся электродом [c.
 290]
290]БрХНТ БрКМц 3-1 БрХ 0,7). При сварке в азоте для улучшения качества сварного шва дополнительно применяют флюс на борной основе, который наносят на присадочную проволоку или в канавку подкладки. Выбор диаметров электрода и присадки зависит от толщины свариваемых заготовок (табл. 12.9). [c.458]
На качество сварки, кроме давления и времени прохождения тока, влияет также правильный выбор диаметра медного наконечника электрода. Электроды для точечной сварки должны иметь высокую электро- и теплопроводность, прочность и хорошо поддаваться механической обработке (заточке). Материалом для электродов служат медь и специальные бронзы с присадкой хрома, кобальта или кадмия, а также сплавы на вольфрамовой основе. Чтобы электроды меньше из1нашивались, их во время сварки охлаждают водой.
Качество сварного стыкового соединения без скоса кромок обусловлено правильныхм выбором диаметра электрода и тока. Стыковые соединения с У-обраэной разделкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. На рис. 39 показано место возбуждения дуги и движения торца электрода при сварке за один проход соединения с У-образной разделкой кромок (на ответственных изделиях дуга возбуждается только на кромках). На скосах кромок движение дуги замедляют для получения необходимого провара, а в корне шва ускоряют, что1бы набежать прожога. У изделий, где доступ для
[c.114]
На рис. 39 показано место возбуждения дуги и движения торца электрода при сварке за один проход соединения с У-образной разделкой кромок (на ответственных изделиях дуга возбуждается только на кромках). На скосах кромок движение дуги замедляют для получения необходимого провара, а в корне шва ускоряют, что1бы набежать прожога. У изделий, где доступ для
[c.114]
Ручная сварка производится а переменном или постоянном токе прямой полярности, автоматичеикая — на переменном токе. Выбор диаметра вольфрамового электрода и диаметра выходного сопла отверстия горелки производится по табл. 6 главы XII и табл, 16. [c.404]
Выбор диаметра вольфрамового электрода (ТУВМ2 529-57 и прутки марки ВРН, ВА по НИО-Э21-612) [c.1061]
Площадь сечения многослойных швов обычно приводится в Единых нормах и расценках на сварочные работы, из Есоторых можно легко определить число слоев (проходов) многослойного шва. При другом положении шва выбор диаметра электрода резко ограничивается вертикальные и горизонтальные швы выполняют электродами диаметром 4 и 5 мм, потолочные — электродами диаметром не более 4 мм. [c.167]
[c.167]
Сварка вручную покрытыми электродами. В настоящее время этот способ сварки вытесняется более производительным. Он находит примеиение при сварке технически чистого алюминия, сплавов АМц, АМг, содержащих не более 5% Mg, а также деталей из силумина. Ручную дуговую сварку выполняют при толщине лнстов от 4 мм и более. Металл толщиной 10 мм и выше предварительно подогревают. Температуру подогрева выбирают в зависимости от толщины металла в интервале 100—400° С. Сварку ведут на постоянном токе обратной полярности, как правило, без колебаний конца электрода. Сварочный ток при выборе режима сварки принимают из расчета 60 А на 1 мм диаметра электрода. Электроды используют диаметром 4— 10 мм. С увеличением толщины свариваемого изделия увеличивается диаметр электрода. [c.405]
Ручная сварка производится на переменном нли постоянном токе прямой полярности, автоматическая — на переменном токе. Сварку сталей с повышенным содержанием алюминия рекомендуется производить с использованием переменного тока. Выбор диаметра вольфрамового электрода и диаметра выходного сопла отверстия горелки производится по табл. 6 главы XI и табл. 15. Для сварки используют цнрконнзировапные или лантанированные вольфрамовые стержни. Величина допустимого сварочного тока зависит от диаметра электрода (см. главу XI).
[c.16]
Выбор диаметра вольфрамового электрода и диаметра выходного сопла отверстия горелки производится по табл. 6 главы XI и табл. 15. Для сварки используют цнрконнзировапные или лантанированные вольфрамовые стержни. Величина допустимого сварочного тока зависит от диаметра электрода (см. главу XI).
[c.16]
Качество сварки, кроме материала электрода, зависит еще и от выбора режима сварки, под которым понимается выбор диаметра электрода, силы сварочного тока, длины и скорости сварки. Режим сварки устанавливается в соответствии с размерами, конфигурацией и материалом восстанавливаемой детали, а также материалом электрода. Диаметр электрода выбирается в зависимости от толщины металла восстанавливаемой детали, типа сварного соединения и должен быть по возможности болыиим, чтобы обеспечить наиболее высокую производительность сварки. Однако слишком большой диаметр электрода- [c.93]
Выбор режима сварки
Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки.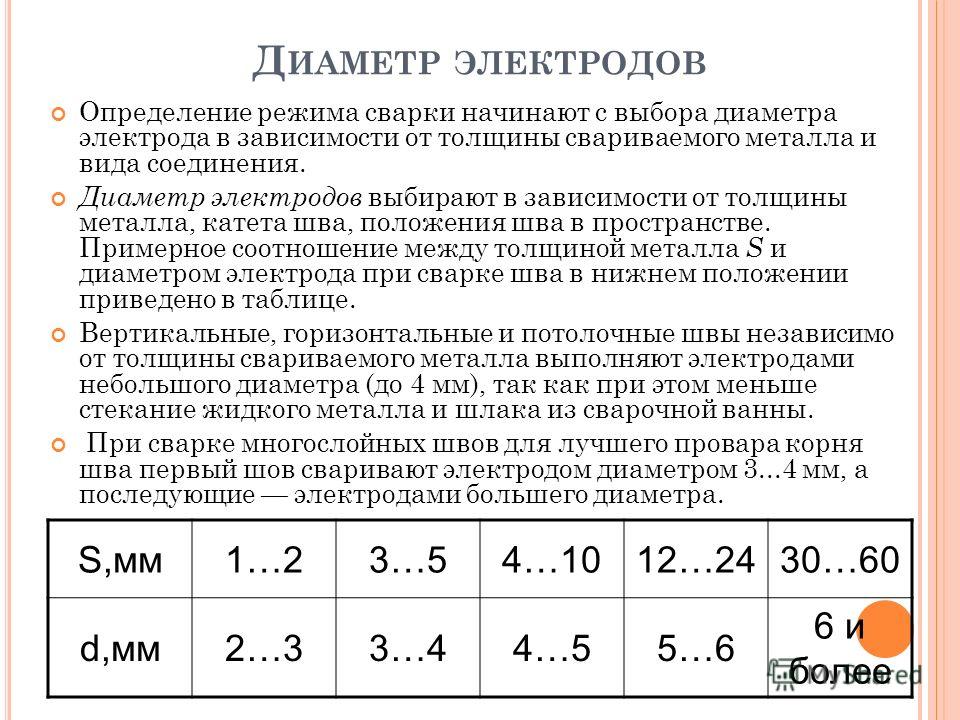 Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки
Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки
относятся: диаметр электрода, сила сварочного тока, напряжение на дуге и скорость сварки. Вспомогательными показателями режима сварки считаются вид и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла.
Выбор режима ручной дуговой сварки часто ограничивается определением диаметра электрода и силы сварочного тока. Скорость сварки и напряжение на дуге устанавливаются сварщиком в зависимости от вида сварного соединения, марки стали, марки электрода, положение шва в пространстве.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения, типа шва и т.д.. При стыковой сварке листов толщиной до 4 мм в нижнем положении диаметр электрода берется равным толщине листа. При сварке стали большей толщины принимают электроды диаметром 4 … 6 мм при условии обеспечения полной возможности провар металла соединяемых деталей и правильного формирования шва.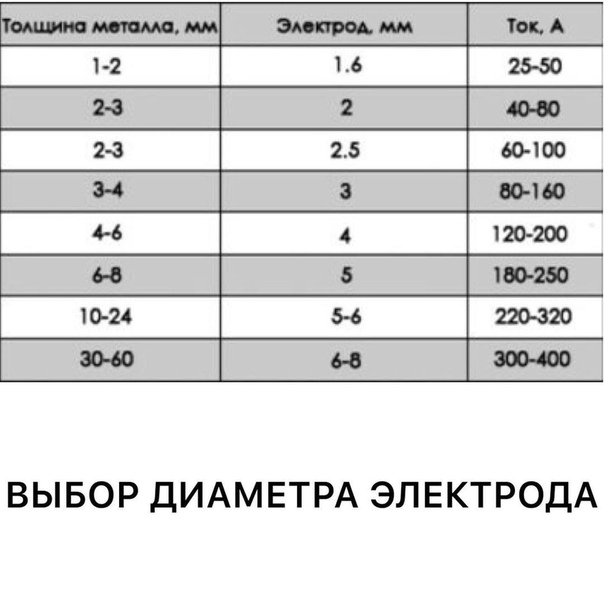
В многослойных стыковых и угловых швах первый слой или проход выполняется электродом диаметром 2 … 4 мм, последующие слои и проходы выполняются электродами большего диаметра.
Сварка в вертикальном положении обычно выполняется электродами диаметром не более 4 мм, электроды большего (5 … 6 мм) диаметра могут применяться только сварщиками высокой квалификации.
Потолочные швы обычно выполняются электродами диаметром не более 4 мм.
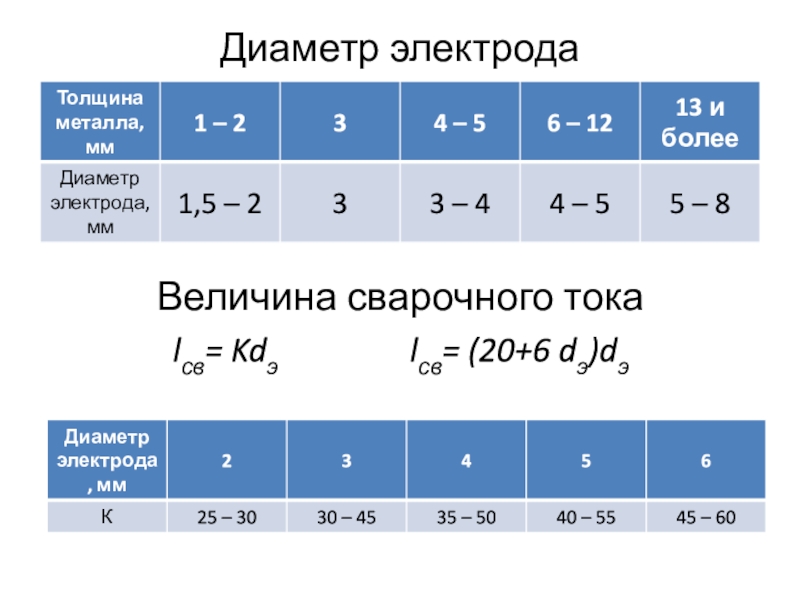
Силу сварочного тока выбирают в зависимости от диаметра электродов по формуле
И = К × d, а,
где К — коэффициент, равный 35 .. .60 А / мм,
d — диаметр электрода, мм.
Относительно малый cтрум приводит к неустойчивому горению дуги, непровара и низкой производительности. Слишком большой — к сильному перегреву электрода при сварке, увеличению скорости плавления электрода, повышенному разбрызгиванию электродного материала и ухудшению формирования шва.
При сварке вертикальных и горизонтальных швов ток должен быть меньше принят для сварки нижнем положении примерно на 5 … 10%, а для потолочных на 10 … 15% для того, чтобы жидкий металл не вытекал из сварочной ванны.
Факторы глубины проплавления
В других статьях мы уже говорили о сплавлении металла, глубине проплавления и о том, когда большая глубина проплавления может оказаться полезной или вредной. От каких факторов заивит глубина пролавления? Как ее можно регулировать?
Глубина проплавления — это расстояние, на которое наплавленный металл проникает в основной металл или в материал предыдущего прохода во время сварки. На Рисунке 1 показано поперечное сечение углового шва, на котором хорошо виден профиль проплавления.
Больше всего глубина проплавления зависит от силы сварочного тока (которая измеряется в амперах, или А). По мере увеличения силы сварочного тока глубина проплавления возрастает, по мере снижения — уменьшается. На Рисунке 2 показаны три сварные шва, сделанные на разных токах, но при тех же остальных настройках.
На Рисунке 2 показаны три сварные шва, сделанные на разных токах, но при тех же остальных настройках.
|
|
|
|
Рисунок 1 |
Рисунок 2 |
В процессах сварки на падающей вольтамперной характеристике (СС) сила тока является главной регулируемой переменной. Но случае процессов на жесткой ВАХ (CV) главными регулируемыми параметрами являются напряжение сварочного тока и скорость подачи сварочной проволоки, а сила тока варьируется с учетом скорости подачи проволоки. При увеличении скорости подачи сила тока для данного типа и диаметра проволоки также увеличивается. Соответственно, при снижении скорости подачи проволоки сила тока снижается.
Также существует еще несколько параметров, которые тоже влияют на глубину проплавления. Ниже мы обсудим, какое влияние эти параметры оказывают на глубину проплавления (при прочих равных). Заметьте, что на Рисунке 2 выше, а также на Рисунках 3, 5, 6 и 7, показаны сечения швов, выполненных с помощью сварки под слоем флюса (subarc). Сварка под флюсом была выбрана, чтобы продемонстрировать влияние различных параметров сварки (или его отсутствие), потому что в этом режиме оно выражено намного сильнее. Сварка под флюсом обычно проходит на высоких токах, высокой скорости подачи проволоки, относительно высоком напряжении и с применением проволоки большого диаметра. Хотя изменение этих параметров влияет на глубину проплавления и в других процессах, из-за более низкого сварочного тока и т. д. разница окажется не настолько большой.
Ниже мы обсудим, какое влияние эти параметры оказывают на глубину проплавления (при прочих равных). Заметьте, что на Рисунке 2 выше, а также на Рисунках 3, 5, 6 и 7, показаны сечения швов, выполненных с помощью сварки под слоем флюса (subarc). Сварка под флюсом была выбрана, чтобы продемонстрировать влияние различных параметров сварки (или его отсутствие), потому что в этом режиме оно выражено намного сильнее. Сварка под флюсом обычно проходит на высоких токах, высокой скорости подачи проволоки, относительно высоком напряжении и с применением проволоки большого диаметра. Хотя изменение этих параметров влияет на глубину проплавления и в других процессах, из-за более низкого сварочного тока и т. д. разница окажется не настолько большой.
- Полярность: глубина проплавления зависит от полярности сварочного тока. В большинстве случаев большая глубина проплавления достигается на постоянном токе обратной полярности (DC+), потому что дуга оказывается лучше сфокусирована на рабочей поверхности.
 Соответственно, постоянный ток прямой полярности обеспечивает меньшую глубину проплавления, потому что энергия дуги в основном поступает в электрод или проволоку, а не в рабочую пластину. Это относится к ручной дуговой сварке (SMAW), сварке в защитных газах (MIG/MAG), сварке порошковой проволокой (FCAW) и сварке под флюсом (SAW) (см. Рисунок 3). Исключением является аргонодуговая сварка (TIG), в случае которой влияние полярности на глубину проплавления полностью противоположно. В случае аргонодуговой сварки прямая полярность обеспечивает большую глубину проплавления (обратная в этом режиме обычно не используется).
Соответственно, постоянный ток прямой полярности обеспечивает меньшую глубину проплавления, потому что энергия дуги в основном поступает в электрод или проволоку, а не в рабочую пластину. Это относится к ручной дуговой сварке (SMAW), сварке в защитных газах (MIG/MAG), сварке порошковой проволокой (FCAW) и сварке под флюсом (SAW) (см. Рисунок 3). Исключением является аргонодуговая сварка (TIG), в случае которой влияние полярности на глубину проплавления полностью противоположно. В случае аргонодуговой сварки прямая полярность обеспечивает большую глубину проплавления (обратная в этом режиме обычно не используется).Некоторые новые модели источников для SAW-сварки дают возможность регулировать форму волны переменного сварочного тока, чтобы добиться оптимальной стабильности дуги и регулировать производительность наплавки и глубину проплавления. Также они позволяют контролировать баланс переменного тока, смещение и частоту тока, что дает еще более широкие возможности контроля над характеристиками сварки.
 Соответственно, постоянный ток прямой полярности обеспечивает меньшую глубину проплавления, потому что энергия дуги в основном поступает в электрод или проволоку, а не в рабочую пластину. Это относится к ручной дуговой сварке (SMAW), сварке в защитных газах (MIG/MAG), сварке порошковой проволокой (FCAW) и сварке под флюсом (SAW) (см. Рисунок 3). Исключением является аргонодуговая сварка (TIG), в случае которой влияние полярности на глубину проплавления полностью противоположно. В случае аргонодуговой сварки прямая полярность обеспечивает большую глубину проплавления (обратная в этом режиме обычно не используется).
Соответственно, постоянный ток прямой полярности обеспечивает меньшую глубину проплавления, потому что энергия дуги в основном поступает в электрод или проволоку, а не в рабочую пластину. Это относится к ручной дуговой сварке (SMAW), сварке в защитных газах (MIG/MAG), сварке порошковой проволокой (FCAW) и сварке под флюсом (SAW) (см. Рисунок 3). Исключением является аргонодуговая сварка (TIG), в случае которой влияние полярности на глубину проплавления полностью противоположно. В случае аргонодуговой сварки прямая полярность обеспечивает большую глубину проплавления (обратная в этом режиме обычно не используется).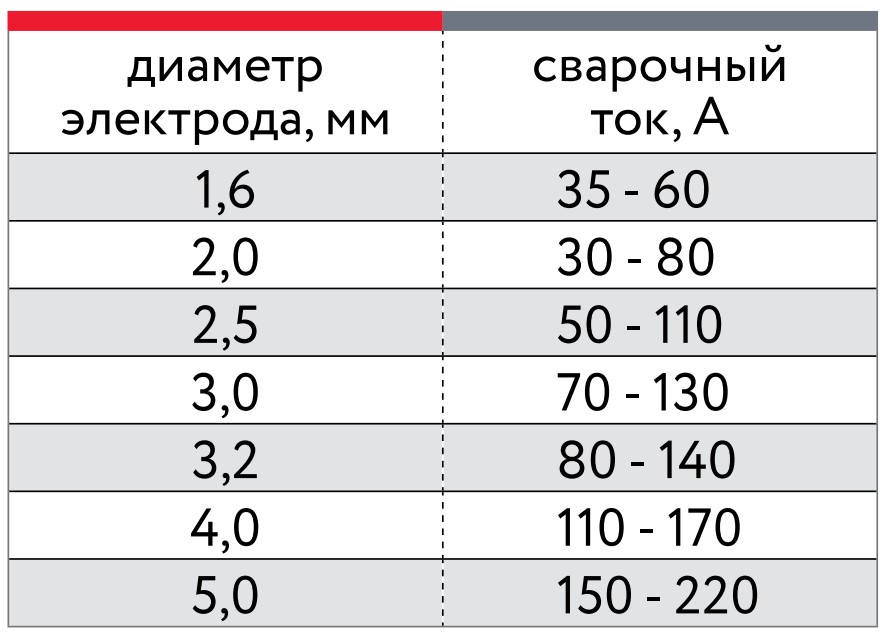
Рисунок 3
- Процесс сварки: различные процессы сварки имеют разные характеристики проплавления. Например, SAW, FCAW и MIG/MAG (в режиме крупнокапельного, струйного или импульсного переноса металла) считаются процессами с большей глубиной проплавления. TIG, MIG-C (металлопорошковой проволокой) и MIG/MAG (в режиме переноса металла короткими замыканиями), напротив, считаются процессами с меньшей глубиной проплавления. Конечно, это также зависит от силы тока. Например, процесс сварки под флюсом обычно проходит на очень высоких токах, а MIG/MAG-сварка короткими замыканиями — на низких. Ручная дуговая сварка может иметь как большую, так и малую глубину проплавления в зависимости от используемых электродов.
- Сварочные материалы: даже в одном и том же процессе сварочные материалы разных классов могут иметь совершенно разные характеристики проплавления. Например, в режиме РДС электроды класса E6010 обычно имеют большую глубину проплавления, а электроды класса E7024 — меньшую. То же относится к процессу FCAW. Порошковая проволока класса E70T-1 обычно имеет большую глубину проплавления, класса E71T-1 — меньшую.
- Угол атаки электрода: угол наклона электрода в направлении сварки, влияет на то, как дуга направлена на рабочую поверхность. При угле атаки от 0° до 10° (т. е. если электрод почти перпендикулярен поверхности) глубина проплавления максимальна. По мере увеличения угла глубина проплавления снизится.
- Тип защитного газа: защитный газ тоже влияет на глубину проплавления. Защитные газы с высокой теплопроводимостью, например, 100-процентная двуокись углерода (CO2) или 100-процентный гелий (He), вызывают более широкий и глубокий профиль проплавления. Защитные газы с низкой теплопроводимостью, например, 100-процентный аргон (Ar) или смеси Ar / CO2 или Ar / кислород (O2), приводят к менее глубокому профилю с сужением в середине (см. Рисунок 4).
 То же относится к процессу FCAW. Порошковая проволока класса E70T-1 обычно имеет большую глубину проплавления, класса E71T-1 — меньшую.
То же относится к процессу FCAW. Порошковая проволока класса E70T-1 обычно имеет большую глубину проплавления, класса E71T-1 — меньшую.
Рисунок 4
-
Диаметр электрода: при сварке двумя электродами разных диаметров при одинаковой силе сварочного тока в случае электрода меньшего диаметра глубина проплавления окажется больше (см.
Рисунок 5). Проволока меньшего диаметра имеет меньшую площадь сечения. Так как в обоих случаях через электрод проходит одинаковый ток, из-за этого концентрация или плотность тока в случае меньшего электрода оказывается выше. Из-за этой более высокой плотности тока электроды меньшего диаметра имеют большую глубину проплавления. Однако заметьте, что электроды любого диаметра имеют максимальный порог плотности тока, после которого сварочного дуга становится очень нестабильной. Поэтому при увеличении сварочного тока в какой-то момент понадобится перейти на электроды большего диаметра.
 Рисунок 5). Проволока меньшего диаметра имеет меньшую площадь сечения. Так как в обоих случаях через электрод проходит одинаковый ток, из-за этого концентрация или плотность тока в случае меньшего электрода оказывается выше. Из-за этой более высокой плотности тока электроды меньшего диаметра имеют большую глубину проплавления. Однако заметьте, что электроды любого диаметра имеют максимальный порог плотности тока, после которого сварочного дуга становится очень нестабильной. Поэтому при увеличении сварочного тока в какой-то момент понадобится перейти на электроды большего диаметра.
Рисунок 5). Проволока меньшего диаметра имеет меньшую площадь сечения. Так как в обоих случаях через электрод проходит одинаковый ток, из-за этого концентрация или плотность тока в случае меньшего электрода оказывается выше. Из-за этой более высокой плотности тока электроды меньшего диаметра имеют большую глубину проплавления. Однако заметьте, что электроды любого диаметра имеют максимальный порог плотности тока, после которого сварочного дуга становится очень нестабильной. Поэтому при увеличении сварочного тока в какой-то момент понадобится перейти на электроды большего диаметра.
Рисунок 5
-
Скорость сварки: скорость перемещения электрода вдоль сварного шва влияет на то, сколько времени есть у энергии дуги на то, чтобы проникнуть в основной материал в каждой отдельно взятой точке шва. По мере увеличения скорости сварки время нахождения дуги в отдельной точке шва снижается, из-за чего снижается глубина проплавления.
По мере снижения скорости сварки время нахождения дуги в отдельной точке шва увеличивается, а глубина проплавления становится больше (см. Рисунок 6).
 По мере снижения скорости сварки время нахождения дуги в отдельной точке шва увеличивается, а глубина проплавления становится больше (см. Рисунок 6).
По мере снижения скорости сварки время нахождения дуги в отдельной точке шва увеличивается, а глубина проплавления становится больше (см. Рисунок 6).
Рисунок 6
- Расстояние от контактного наконечника до изделия: в режимах MIG/MAG, FCAW и SAW на жесткой ВАХ (CV) при одинаковой скорости подачи проволоки и напряжении дуги по мере увеличения расстояния от контактного наконечника до изделия сопротивление на пути тока через электрод возрастет, потому что этот электрод (т. е. металлический электропроводник) станет длиннее. Увеличение сопротивления при том же напряжении приведет к снижению силы тока (по закону Ома), что, в свою очередь, вызовет снижение глубины проплавления. Соответственно, при уменьшении расстояния от контактного наконечника до изделия сопротивление снижается, а сила тока и глубина проплавления увеличиваются.
Напряжение дуги, напротив, не оказывает практически никакого влияния на глубину проплавления.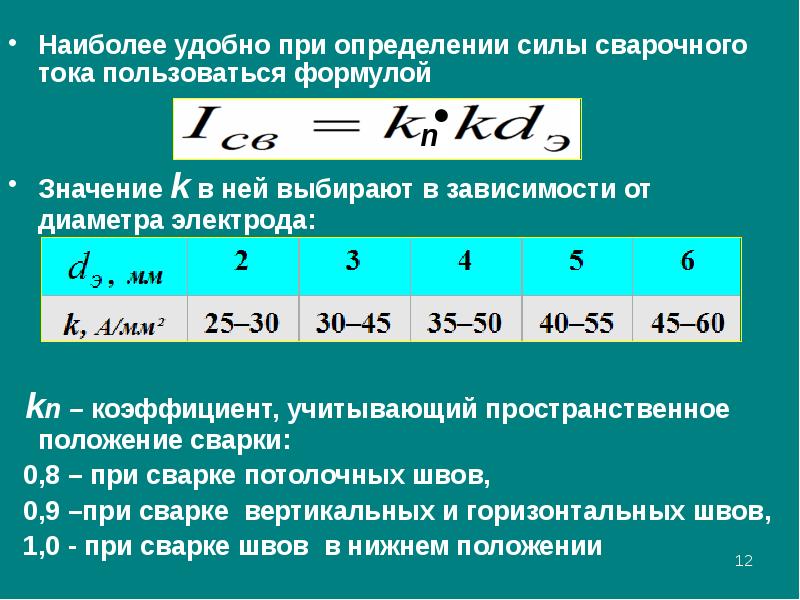 Хотя изменения напряжения могут вызвать минимальные изменения глубины проплавления, его влияние по сравнению с силой тока и других перечисленных в этой статье переменных весьма ограничено. Напряжение дуги больше влияет на ее длину. При той же скорости подачи проволоки по мере увеличения напряжения дуги она удлиняется, по мере снижения напряжения — укорачивается. Длина дуги, в свою очередь, влияет на ширину и размер ее конуса. Если длина дуги снизится, конус дуги станет уже, а дуга — более сфокусированной (см. Рисунок 7). В результате получается узкий и выпуклый сварной шов, также может немного уменьшиться глубина проплавления. Аналогичным образом при уменьшении длины конус дуги становится шире, а сама дуга — мягче. В результате шов становится более широким и плоским, а глубина проплавления может немного увеличиться. Влияние напряжения дуги на форму шва показано на Рисунке 8. Также заметьте, что швы, сделанные при напряжении 27, 34 и 45 вольт, несколько различаются по глубине проплавления (при одинаковых силе тока, скорости подачи проволоки и диаметре электрода).
Хотя изменения напряжения могут вызвать минимальные изменения глубины проплавления, его влияние по сравнению с силой тока и других перечисленных в этой статье переменных весьма ограничено. Напряжение дуги больше влияет на ее длину. При той же скорости подачи проволоки по мере увеличения напряжения дуги она удлиняется, по мере снижения напряжения — укорачивается. Длина дуги, в свою очередь, влияет на ширину и размер ее конуса. Если длина дуги снизится, конус дуги станет уже, а дуга — более сфокусированной (см. Рисунок 7). В результате получается узкий и выпуклый сварной шов, также может немного уменьшиться глубина проплавления. Аналогичным образом при уменьшении длины конус дуги становится шире, а сама дуга — мягче. В результате шов становится более широким и плоским, а глубина проплавления может немного увеличиться. Влияние напряжения дуги на форму шва показано на Рисунке 8. Также заметьте, что швы, сделанные при напряжении 27, 34 и 45 вольт, несколько различаются по глубине проплавления (при одинаковых силе тока, скорости подачи проволоки и диаметре электрода). Учтите, что это крайне большая разброс в напряжении дуги — этот эксперимент был проведен только для того, чтобы проиллюстрировать эту статью. На практике напряжение дуги будет варьироваться всего на несколько вольт. Поэтому колебания глубины проплавления из-за такой малой разницы в напряжении будут пренебрежимо малы.
Учтите, что это крайне большая разброс в напряжении дуги — этот эксперимент был проведен только для того, чтобы проиллюстрировать эту статью. На практике напряжение дуги будет варьироваться всего на несколько вольт. Поэтому колебания глубины проплавления из-за такой малой разницы в напряжении будут пренебрежимо малы.
|
|
|
|
Рисунок 7 |
Рисунок 8 |
По иронии, многие сварщики полагают, что напряжение дуги как раз является главной переменной, которая оказывает наибольшее влияние на глубину проплавления. Напряжение иногда неправильно называют «жаром», и сварщики увеличивают напряжение или «жар», чтобы получить видимое увеличение глубины проплавления, или снижают, чтобы его уменьшить. Скорее всего это заблуждение вызвано тем, что при увеличении напряжения шов зрительно становится шире (как показано на Рисунке 8). Однако, как уже было сказано выше, эти изменения ширины шва вызваны сужением или расширением конуса дуги. Итоговая глубина проплавления при разном напряжении (при условии неизменной силы тока) практически одинакова.
Однако, как уже было сказано выше, эти изменения ширины шва вызваны сужением или расширением конуса дуги. Итоговая глубина проплавления при разном напряжении (при условии неизменной силы тока) практически одинакова.
1.4 Выбор режима сварки. Технология сборки и сварки трубопровода диаметром 50 мм в поворотном положении
Похожие главы из других работ:
Изготовление титанового короба методом сварки
3.1 Расчет и выбор режима сварки
К режимам сварочного процесса при автоматической аргонодуговой сварке неплавящимся электродом с присадочной проволокой относятся параметры: Сварочный ток, напряжение дуги, диаметр электрода, диаметр проволоки, скорость сварки, расход газа…
Обработка металлов сваркой
2.2 Выбор режима сварки
Выбор сварочного оборудования при ручной дуговой сварке сводится к выбору источника питания сварочной дуги. Источником питания сварочной дуги называют устройство, которое обеспечивает необходимый род и силу тока. ..
..
Описание технологического процесса дуговой сварки стыкового соединения из алюминия марки АД1, толщиной 6 мм, длиной 200 мм
4.2 Выбор режима полуавтоматической сварки в аргоне алюминия марки АД1 толщиной 6мм
Параметры режима сварки выбирают в зависимости от марки и толщины свариваемого металла, типа сварного соединения. Ориентировочные режимы ручной и механизированной сварки приведены в справочной литературе…
Паровая турбина
7. Расчет и выбор параметров режима сварки.
Режим сварки — совокупность основных характеристик сварочного процесса, обеспечивающего получение сварочных швов заданных размеров, форм и качества. При дуговой сварке такими характеристиками являются сварочный ток, напряжение на дуге…
Проектирование технологического процесса изготовления сварного узла
2.9 Расчет режима сварки
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др. ..
..
Разработка технологии изготовления колонны коробчатого сечения
2.1 Расчет режима сварки
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и полярность, напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные параметры режима — вылет электродной проволоки…
Разработка технологического процесса изготовления сварочного аппарата
2.3 Расчет режима сварки
Для сварки корпуса аппарата применяли двустороннюю автоматическую сварку под флюсом, так как применяются значительно большие токи, позволяющие получить большое проплавление основного металла. Рисунок 4 — Схема стыка без зазора…
Расчеты тепловых процессов при стыковой сварке
3. Подобрать параметры режима точечной сварки: выбрать геометрические параметры электродов, время сварки, расчитать силу сварочного тока и усилие сжатия электродов для точечноя сварки деталей из жаропрочного сплава ХН78Т толщиной 0,5+0,5 мм
Точечная сварка начинается с предварительного сжатия деталей электродами, что необходимо для получения электрического контакта между деталями и электродами. Через некоторое время после сжатия электродов включается сварочный ток…
Через некоторое время после сжатия электродов включается сварочный ток…
Сборка и сварка фермы
6. Выбор режима сварки
Качество сварки в значительной мере зависит от правильности выбора режимов работы сварочного полуавтомата, а также от правильности выбора сварочных материалов (сварочной проволоки)…
Стыковая сварка уголков
1.3 Параметры режима сварки. Циклограмма сварки
…
Технологические процессы сборки и сварки трубопровода диаметром 50 мм в поворотном положении в базовых условиях
2.4 Выбор режима сварки
Для электросварки. Под режимом сварки понимают совокупность контролируемых параметров, обеспечивающих устойчивое горение дуги и получение швов заданных размеров, формы и свойств…
Технологический процесс изготовления корпуса аппарата
6.6 Выбор режима автоматической сварки под флюсом
В данном курсовом проекте применяется метод автоматической сварки под слоем флюса на флюсовой подушке, без раздела кромок, согласно ГОСТ 8713-79, свариваемая способность выбранной марки стали без ограничений. ..
..
Технология автоматической сварки стали 18Г2АФпс автоматической сваркой под слоем флюса
3.4 Выбор режима сварки
К режиму сварки при автоматической сварке под слоем флюса необходимо отнести: силу тока, скорость подачи проволоки, скорость сварки. 1) Значение силы тока вычисляется по формуле: Iсв =80…100)*h, (А) где h- глубина проплавления, мм Iсв = 80*20 = 1600…
Технология изготовления входной металлической двери
1. Общие сведения о применяемой стали. выбор источника питания дуги, электродов и режима сварки
…
Технология изготовления входной металлической двери
1.3 Выбор электродов и режима сварки
При дуговой сварке плавлением применяют плавящиеся электроды, выполненные из холоднотянутой калиброванной или горячекатаной проволоки диаметром 0,3-12 мм, или порошковой проволоки…
Формирование электродов из пористого железа в зависимости от толщины электрода для вторичных щелочных железно-воздушных батарей
https://doi. org/10.1016/j.electacta.2019.05.025Получить права и содержание зависимое образование пористых железных электродов.
org/10.1016/j.electacta.2019.05.025Получить права и содержание зависимое образование пористых железных электродов.Железные электроды без дополнительного токосъемника.
Подробная корреляция между архитектурой электрода и результирующей разрядной емкостью.
Abstract
Вторичные железо-воздушные батареи вновь привлекли к себе внимание ученых благодаря их превосходной плотности энергии, выраженной экологичности и исключительной обратимости по сравнению с другими металло-воздушными батареями. Чтобы использовать плотность энергии железа на уровне полного элемента, соотношение между анодным и общим материалом батареи должно быть как можно больше, чтобы в будущем обеспечить практически конкурентоспособные характеристики железо-воздушной батареи.Поэтому здесь мы сообщаем об исследовании сравнительно толстых штампованных анодов из карбонильного железа и о явной попытке дальнейшего выяснения процессов, лежащих в основе электрохимического образования. Для этого были исследованы зарядно-разрядные характеристики в зависимости от толщины электрода, смачиваемость и удельная поверхность электродов. В дополнение к установленному механизму растворения и осаждения железа мы предполагаем, что постепенно увеличивающееся количество электрохимически активных частиц карбонильного железа может быть дополнительным источником активной поверхности железа для резко возрастающей разрядной емкости в процессе пласта, что особенно актуально для толстых вместо тонких электродов.Кроме того, на основании СЭМ-изображений поперечного сечения мы предполагаем, что увеличение количества активных частиц карбонильного железа вызвано микроструктурными изменениями электрода, гипотетически вызванными выделением водорода в период формирования. Связанный с доступом электролита процесс предполагает наличие активного материала снаружи и неактивного, так как несмачиваемого, материала внутри пористых карбонильных железо-анодов в зависимости от состояния их формирования.
Для этого были исследованы зарядно-разрядные характеристики в зависимости от толщины электрода, смачиваемость и удельная поверхность электродов. В дополнение к установленному механизму растворения и осаждения железа мы предполагаем, что постепенно увеличивающееся количество электрохимически активных частиц карбонильного железа может быть дополнительным источником активной поверхности железа для резко возрастающей разрядной емкости в процессе пласта, что особенно актуально для толстых вместо тонких электродов.Кроме того, на основании СЭМ-изображений поперечного сечения мы предполагаем, что увеличение количества активных частиц карбонильного железа вызвано микроструктурными изменениями электрода, гипотетически вызванными выделением водорода в период формирования. Связанный с доступом электролита процесс предполагает наличие активного материала снаружи и неактивного, так как несмачиваемого, материала внутри пористых карбонильных железо-анодов в зависимости от состояния их формирования.
Ключевые слова
Электрод из карбонильного железа
Электрохимическое образование
Зависимость электрода от толщины
Железо-воздушные аккумуляторы
Сульфидные добавки
Рекомендованные статьиСсылки на статьи (0)
Посмотреть полностьюВсе права защищены.
Рекомендуемые статьи
Ссылки на статьи
Frontiers | Влияние толщины электрода и электролита на характеристики полностью твердотельной батареи, проанализированные с помощью уравнения песка
Введение
Батареи являются одним из наиболее широко используемых электрохимических накопителей энергии благодаря своей высокой энергии, позволяющей эксплуатировать устройства в течение длительного периода времени (Kim et al., 2015). Литий-ионная (Li)-ионная система является преобладающим решением для питания многих приложений, от небольших электронных устройств до электромобилей (Kurzweil and Garche, 2017).Поскольку потребность потребителей в выработке энергии постоянно растет, необходимо разрабатывать и оптимизировать новые аккумуляторные системы в зависимости от требований применения. В этом контексте металлический литий идеально подходит в качестве отрицательного электрода благодаря его высокой удельной емкости и низкому рабочему напряжению (Xu et al. , 2014). Однако в сочетании с обычным жидким электролитом электроосаждение лития на металлическом литии происходит неравномерно, что приводит к низкой кулоновской эффективности и росту дендритов (Tarascon and Armand, 2001; Wu et al., 2019). Замена жидкого электролита твердым полимерным электролитом (ТПЭ) позволяет создать безопасные батареи с высокой плотностью энергии (Арманд, 1994; Агравал и Пандей, 2008).
, 2014). Однако в сочетании с обычным жидким электролитом электроосаждение лития на металлическом литии происходит неравномерно, что приводит к низкой кулоновской эффективности и росту дендритов (Tarascon and Armand, 2001; Wu et al., 2019). Замена жидкого электролита твердым полимерным электролитом (ТПЭ) позволяет создать безопасные батареи с высокой плотностью энергии (Арманд, 1994; Агравал и Пандей, 2008).
Что касается конструкции, практический блок литий-металлических батарей должен быть оптимизирован за счет состава положительного электрода и общей сборки материала, в частности, для снижения стоимости элементарного элемента (Gallagher et al., 2014). Цель состоит в том, чтобы создать долговечную батарею с высокой производительностью для получения увеличенной удельной энергии (Eftekhari, 2017; Schnell et al., 2018; Цзэн и др., 2019). Что касается ТФЭ, достаточная ионная проводимость порядка 1 мСм·см -1 достигается при 80°C для электролита на основе ПЭО (Devaux et al.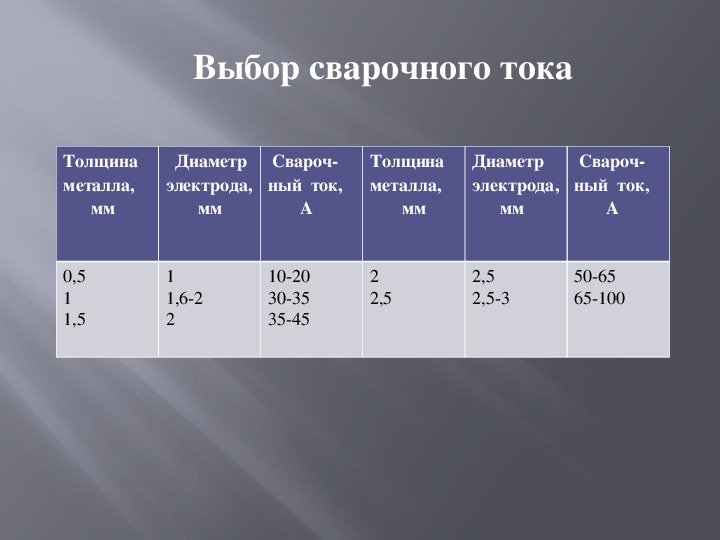 , 2012). ПЭО обладает достаточно высокими механическими свойствами и гибкостью, чтобы его можно было перерабатывать методами горячего прессования, экструзии или литья под давлением с образованием тонких пленок толщиной от 10 до 100 мкм (Baudry et al., 1997; Porcarelli et al., 2016; Schnell). и др., 2018; Ян и др., 2019). Цель состоит в том, чтобы свести к минимуму толщину ТФЭ, чтобы уменьшить омические потери и увеличить плотность тока, ограниченную диффузией, во время работы батареи.Кроме того, ПЭО обладает другими преимуществами, такими как хорошая адгезия, электрохимическая и химическая стабильность по отношению к металлическому литию (Armand, 1983). Действительно, ПЭО обычно используется в качестве основного блока ТФЭ, который также будет содержать другие полимеры или добавки для улучшения желаемых свойств — числа переноса, механической прочности, электрохимического окна и т. д. (Bouchet et al., 2013; Zhang et al., 2017). ). LiFePO 4 является эталонным кандидатом в качестве положительных активных материалов благодаря его двухфазной окислительно-восстановительной реакции при температуре около 3.
, 2012). ПЭО обладает достаточно высокими механическими свойствами и гибкостью, чтобы его можно было перерабатывать методами горячего прессования, экструзии или литья под давлением с образованием тонких пленок толщиной от 10 до 100 мкм (Baudry et al., 1997; Porcarelli et al., 2016; Schnell). и др., 2018; Ян и др., 2019). Цель состоит в том, чтобы свести к минимуму толщину ТФЭ, чтобы уменьшить омические потери и увеличить плотность тока, ограниченную диффузией, во время работы батареи.Кроме того, ПЭО обладает другими преимуществами, такими как хорошая адгезия, электрохимическая и химическая стабильность по отношению к металлическому литию (Armand, 1983). Действительно, ПЭО обычно используется в качестве основного блока ТФЭ, который также будет содержать другие полимеры или добавки для улучшения желаемых свойств — числа переноса, механической прочности, электрохимического окна и т. д. (Bouchet et al., 2013; Zhang et al., 2017). ). LiFePO 4 является эталонным кандидатом в качестве положительных активных материалов благодаря его двухфазной окислительно-восстановительной реакции при температуре около 3. 43 В по сравнению с Li + /Li°, что обеспечивает безопасность (Padhi et al., 1997). Наконец, для данного состава электрода плотность энергии напрямую связана с загрузкой активного материала (Du et al., 2017). Таким образом, для данного активного материала увеличение толщины электрода является самым простым способом достижения более высокой удельной энергии.
43 В по сравнению с Li + /Li°, что обеспечивает безопасность (Padhi et al., 1997). Наконец, для данного состава электрода плотность энергии напрямую связана с загрузкой активного материала (Du et al., 2017). Таким образом, для данного активного материала увеличение толщины электрода является самым простым способом достижения более высокой удельной энергии.
Состав электрода важен из-за загрузки активного материала и пористости электрода для достижения наилучших характеристик мощности при оптимальной толщине электрода (Newman, 1995; Yu et al., 2006, 2013). Чжэн и др. сообщили о положительных электродах, изготовленных из LiNi 1/3 Co 1/3 Mn 1/3 O 2 (NCM) или LiFePO 4 , и показали, что диффузия ионов Li внутри электролита в электроде была ограничение процесса разрядки (Zheng et al., 2012). Интересно, что они показали, что конкретная скорость C , при которой емкость начинает падать, является репрезентативной для общей производительности батареи. Емкость электрода и, следовательно, загрузка активного материала подчиняется отрицательному степенному закону со скоростью C .Поэтому, как и ожидалось, низконагруженные электроды обеспечивают более высокую производительность, чем их высоконагруженные аналоги. Аналогичный вывод в основном был сделан Gallagher et al. которые объединили экспериментальный и симуляционный подходы, а Heubner et al. на толстых электродах NCM (Gallagher et al., 2016; Heubner et al., 2019). Следовательно, процессы ионной диффузии, имеющие значение в аккумуляторной системе, должны быть полностью охарактеризованы, поскольку они определяют отклонение напряжения батареи до полного восстановления емкости, поскольку концентрация ионов лития достигает нулевой концентрации на катоде.Все остальные электрохимические процессы (миграция ионов и электронов, перенос заряда и т. д.) в основном связаны с «омическими» перепадами, которые просто увеличивают поляризацию батареи при увеличении скорости.
Емкость электрода и, следовательно, загрузка активного материала подчиняется отрицательному степенному закону со скоростью C .Поэтому, как и ожидалось, низконагруженные электроды обеспечивают более высокую производительность, чем их высоконагруженные аналоги. Аналогичный вывод в основном был сделан Gallagher et al. которые объединили экспериментальный и симуляционный подходы, а Heubner et al. на толстых электродах NCM (Gallagher et al., 2016; Heubner et al., 2019). Следовательно, процессы ионной диффузии, имеющие значение в аккумуляторной системе, должны быть полностью охарактеризованы, поскольку они определяют отклонение напряжения батареи до полного восстановления емкости, поскольку концентрация ионов лития достигает нулевой концентрации на катоде.Все остальные электрохимические процессы (миграция ионов и электронов, перенос заряда и т. д.) в основном связаны с «омическими» перепадами, которые просто увеличивают поляризацию батареи при увеличении скорости.
Как правило, взаимосвязь между разрядной емкостью и C -скоростью аналогична для каждой аккумуляторной технологии. При низкой C -скорости емкость максимальна и постоянна. При скорости C выше порогового значения емкость быстро падает (Gallagher et al., 2016).Такое поведение ограничивает возможности высокой скорости с точки зрения быстрой зарядки и быстрой разрядки (Doyle and Newman, 1997; Kang and Ceder, 2009). В литературе был разработан ряд эмпирических и полуэмпирических уравнений, основанных на феноменологической растянутой экспоненциальной функции затухания, чтобы соответствовать сигмоидальной форме кривой производительности C /скорости (Gallagher et al., 2016; Wong et al., 2017; Heubner et al., 2018b; Tian et al., 2019). Физический смысл этих уравнений состоит в том, чтобы рассмотреть процесс релаксации, зависящий от времени, описывающий здесь одно явление, ограничивающее скорость диффузии.Таким образом, эти уравнения используют в качестве основных параметров (i) постоянную времени и (ii) значение эмпирического показателя степени для растяжения экспоненциальной функции.
При низкой C -скорости емкость максимальна и постоянна. При скорости C выше порогового значения емкость быстро падает (Gallagher et al., 2016).Такое поведение ограничивает возможности высокой скорости с точки зрения быстрой зарядки и быстрой разрядки (Doyle and Newman, 1997; Kang and Ceder, 2009). В литературе был разработан ряд эмпирических и полуэмпирических уравнений, основанных на феноменологической растянутой экспоненциальной функции затухания, чтобы соответствовать сигмоидальной форме кривой производительности C /скорости (Gallagher et al., 2016; Wong et al., 2017; Heubner et al., 2018b; Tian et al., 2019). Физический смысл этих уравнений состоит в том, чтобы рассмотреть процесс релаксации, зависящий от времени, описывающий здесь одно явление, ограничивающее скорость диффузии.Таким образом, эти уравнения используют в качестве основных параметров (i) постоянную времени и (ii) значение эмпирического показателя степени для растяжения экспоненциальной функции. Значение показателя степени неясно, так как в некоторых исследованиях этому параметру присваивается постоянное значение, равное 2, или его можно оставить свободным для лучшего соответствия. Неопределенность в отношении этого эмпирического параметра аналогична неопределенности с показателем Пейкерта (Doerffel and Sharkh, 2006).
Значение показателя степени неясно, так как в некоторых исследованиях этому параметру присваивается постоянное значение, равное 2, или его можно оставить свободным для лучшего соответствия. Неопределенность в отношении этого эмпирического параметра аналогична неопределенности с показателем Пейкерта (Doerffel and Sharkh, 2006).
Таким образом, известно, что ионная диффузия в электролите и в активных материалах является основным физическим ограничением, влияющим на емкость аккумулятора (Jiang and Peng, 2016).Таким образом, объединяя экспериментальный анализ и анализ моделирования, многие исследования направлены на повышение мощности и энергии от одиночной ячейки до уровня стека (Yu et al., 2006; Safari and Delacourt, 2011; Singh et al., 2015). Наиболее распространенной теоретической моделью является модель, разработанная Ньюманом и его коллегами на основе теории концентрированных растворов (Дойл и др., 1993; Фуллер и др., 1994; Ньюман, 1995; Шринивасан и Ньюман, 2004). Полное описание данной аккумуляторной системы требуется для соответствия данным о циклировании, для которых требуется множество параметров.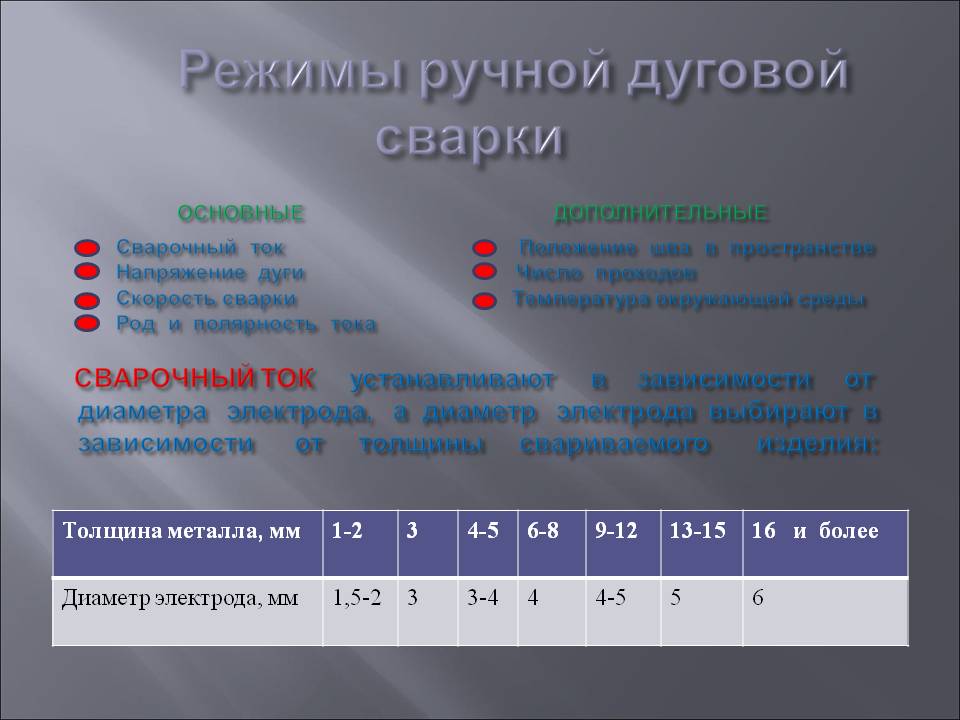 Некоторые из этих параметров, такие как число переноса, коэффициенты ионной диффузии, термодинамические факторы или извилистость, трудно получить должным образом, поскольку их определение довольно сложно и неоднозначно, что может привести к большому приближению. Кроме того, каждый набор параметров необходимо определять заново каждый раз, когда производится химическая модификация (добавки, связующие вещества, состав электродов, активные материалы…), что может занять много времени.
Некоторые из этих параметров, такие как число переноса, коэффициенты ионной диффузии, термодинамические факторы или извилистость, трудно получить должным образом, поскольку их определение довольно сложно и неоднозначно, что может привести к большому приближению. Кроме того, каждый набор параметров необходимо определять заново каждый раз, когда производится химическая модификация (добавки, связующие вещества, состав электродов, активные материалы…), что может занять много времени.
На практике быстрое определение разрядной емкости в зависимости от скорости C представляет интерес для экранирования серии батарей, в которых настраиваются многие параметры, такие как пористость, состав и загрузка электродов активным материалом или даже характер токосъемников.Еще в 1994 году был предложен протокол, состоящий из последовательных разрядов, начиная с самой высокой скорости C и заканчивая самой низкой без промежуточного этапа зарядки (Doyle et al., 1994). Совсем недавно Heubner et al.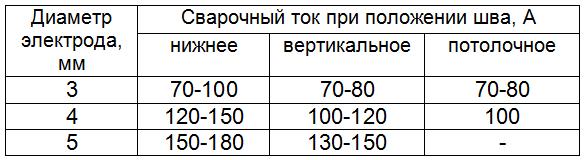 представили методологию, основанную на хроноамперометрическом измерении (Heubner et al., 2018a). Начиная с заряженных литий-ионных аккумуляторов, вместо подачи постоянного тока в качестве шага разрядки выполняется шаг постоянного напряжения при более низком напряжении отсечки аккумулятора. Зарегистрированный переходный ток затем преобразуется путем интегрирования текущего времени в относительную емкость.Этот метод, медленная зарядка плюс хроноамперометрия, занимает около дюжины часов, но имеет некоторые ограничения для полного определения емкости батареи, когда активные материалы проходят различные фазовые изменения при заряде (соответственно, при разряде). Как отмечают авторы, типичным примером такого материала является LiFePO 4 с двухфазным механизмом.
представили методологию, основанную на хроноамперометрическом измерении (Heubner et al., 2018a). Начиная с заряженных литий-ионных аккумуляторов, вместо подачи постоянного тока в качестве шага разрядки выполняется шаг постоянного напряжения при более низком напряжении отсечки аккумулятора. Зарегистрированный переходный ток затем преобразуется путем интегрирования текущего времени в относительную емкость.Этот метод, медленная зарядка плюс хроноамперометрия, занимает около дюжины часов, но имеет некоторые ограничения для полного определения емкости батареи, когда активные материалы проходят различные фазовые изменения при заряде (соответственно, при разряде). Как отмечают авторы, типичным примером такого материала является LiFePO 4 с двухфазным механизмом.
. Здесь, во-первых, для сокращения времени, требуемого для проверки мощности батареи в зависимости от всех параметров, была использована процедура циклирования, аналогичная описанной Doyle et al.используется (Doyle et al. , 1994). Благодаря этой быстрой циклической процедуре соотношение между разрядной емкостью и плотностью тока определяется с хорошей точностью, по крайней мере, в 8 раз быстрее, чем обычное чередование циклов гальваностатического заряда-разряда. Затем мы предлагаем две взаимодополняющие методологии для быстрой оценки эффективного коэффициента диффузии рассматриваемого процесса ограничения скорости, что позволяет, сравнивая его с коэффициентом диффузии в частицы электролита или активного материала, определить, какой компонент можно оптимизировать.Эти методологии основаны на ограничении тока и времени Санда (Sand, 1901; Bard and Faulkner, 2001). Для этого использовались модельные полностью твердотельные аккумуляторы из металлического лития, электролит на основе ПЭО, выполняющий роль ТФЭ, и положительный электрод на основе ЛФП. При сохранении отрицательного электрода в избытке взаимосвязь между толщиной положительного электрода и ТФЭ хорошо понимается, и предоставляются общие правила для точного определения оптимального баланса толщин между ТФЭ и положительным электродом.
, 1994). Благодаря этой быстрой циклической процедуре соотношение между разрядной емкостью и плотностью тока определяется с хорошей точностью, по крайней мере, в 8 раз быстрее, чем обычное чередование циклов гальваностатического заряда-разряда. Затем мы предлагаем две взаимодополняющие методологии для быстрой оценки эффективного коэффициента диффузии рассматриваемого процесса ограничения скорости, что позволяет, сравнивая его с коэффициентом диффузии в частицы электролита или активного материала, определить, какой компонент можно оптимизировать.Эти методологии основаны на ограничении тока и времени Санда (Sand, 1901; Bard and Faulkner, 2001). Для этого использовались модельные полностью твердотельные аккумуляторы из металлического лития, электролит на основе ПЭО, выполняющий роль ТФЭ, и положительный электрод на основе ЛФП. При сохранении отрицательного электрода в избытке взаимосвязь между толщиной положительного электрода и ТФЭ хорошо понимается, и предоставляются общие правила для точного определения оптимального баланса толщин между ТФЭ и положительным электродом. Цель состоит в том, чтобы обеспечить простую физическую интерпретацию практических кривых характеристик мощности на основе уравнения Санда, что позволяет определить эффективные ограничивающие процессы диффузии в реальной системе.
Цель состоит в том, чтобы обеспечить простую физическую интерпретацию практических кривых характеристик мощности на основе уравнения Санда, что позволяет определить эффективные ограничивающие процессы диффузии в реальной системе.
Экспериментальный
Металлическая литиевая фольга была предоставлена компанией Blue Solutions. Li хранили в перчаточном боксе, заполненном аргоном (Campus, Jacomex) со значениями ниже ppm H 2 O и O 2 . Твердый полимерный электролит (ТФЭ) представляет собой статистический сополимер, содержащий ПЭО для обеспечения движения ионов и поли(пропиленоксид) для придания гибкости полученной мембране, легированный солью бис-трифторметансульфонимида лития (LiTFSI). Добавляли концентрацию соли лития, чтобы достичь молярного отношения этиленоксида к соли лития, равного 25.Соль лития и металлическая фольга лития хранятся в перчаточном боксе, заполненном аргоном (Campus, Jacomex) со значением ниже ppm H 2 0 и O 2 . Полимер и LiTFSI растворяли в диметилформамиде (ДМФА) при перемешивании при 350 об/мин и 80°С в течение 3 ч во флаконе. Когда раствор стал прозрачным, его перелили в чашку Петри из тефлона и дали высохнуть при температуре окружающей среды ( T ) в течение 8 часов. Затем для удаления растворителя чашку Петри помещали в печь при 60°С не менее чем на 3 сут.Полученную мембрану для ТФЭ отделяли от тефлоновой подложки и помещали в перчаточный бокс из аргона как минимум на неделю перед дальнейшими манипуляциями. Находясь в перчаточном боксе, SPE разрезали на широкие куски и несколько из них поместили в горячий пресс. Затем ТФЭ прессовали в течение нескольких минут при температуре 80°С и давлении 200 бар, регулируя количество ТФЭ. После прессования и охлаждения из прессованных кусков ТФЭ штамповали диски ТФЭ. Это привело к диску ТФЭ толщиной ( y ) 18, 36, 54, 108 и 216 мкм.Низкопористые (<5%) положительные электроды с использованием LiFeO 4 в качестве активных материалов были специально изготовлены компанией Blue Solutions методом экструзии.
Полимер и LiTFSI растворяли в диметилформамиде (ДМФА) при перемешивании при 350 об/мин и 80°С в течение 3 ч во флаконе. Когда раствор стал прозрачным, его перелили в чашку Петри из тефлона и дали высохнуть при температуре окружающей среды ( T ) в течение 8 часов. Затем для удаления растворителя чашку Петри помещали в печь при 60°С не менее чем на 3 сут.Полученную мембрану для ТФЭ отделяли от тефлоновой подложки и помещали в перчаточный бокс из аргона как минимум на неделю перед дальнейшими манипуляциями. Находясь в перчаточном боксе, SPE разрезали на широкие куски и несколько из них поместили в горячий пресс. Затем ТФЭ прессовали в течение нескольких минут при температуре 80°С и давлении 200 бар, регулируя количество ТФЭ. После прессования и охлаждения из прессованных кусков ТФЭ штамповали диски ТФЭ. Это привело к диску ТФЭ толщиной ( y ) 18, 36, 54, 108 и 216 мкм.Низкопористые (<5%) положительные электроды с использованием LiFeO 4 в качестве активных материалов были специально изготовлены компанией Blue Solutions методом экструзии. Толщина положительного электрода ( x ) составляла 20, 33, 48 и 60 мкм поверх токосъемника из алюминия. Емкости электродов пропорциональны их толщине.
Толщина положительного электрода ( x ) составляла 20, 33, 48 и 60 мкм поверх токосъемника из алюминия. Емкости электродов пропорциональны их толщине.
Внутри глобуса из литиевой фольги был выбит литиевый диск диаметром 14 мм. Затем также вырезали слой ТФЭ в форме диска диаметром 16 мм.Два материала многократно ламинировали при 80°C и 3 барах с использованием самодельной машины для ламинирования до тех пор, пока ТФЭ полностью не сцеплялся с литием. Толщина электролита была проверена после процесса ламинирования, и никаких отклонений не наблюдалось. Диск положительного электрода диаметром 12 мм также был вырублен из электродной фольги. Было сделано несколько проходов через ламинатор, чтобы обеспечить адгезию между тремя слоями материала, составляющими литий-металлополимерную батарею. Сборки батарей различались по толщине положительного электрода и ТФЭ.Итак, по всему тексту литий-металлополимерные (LMP) батареи обозначаются LMP ( x — y ) с x и y , что соответствует толщине электрода и SPE соответственно.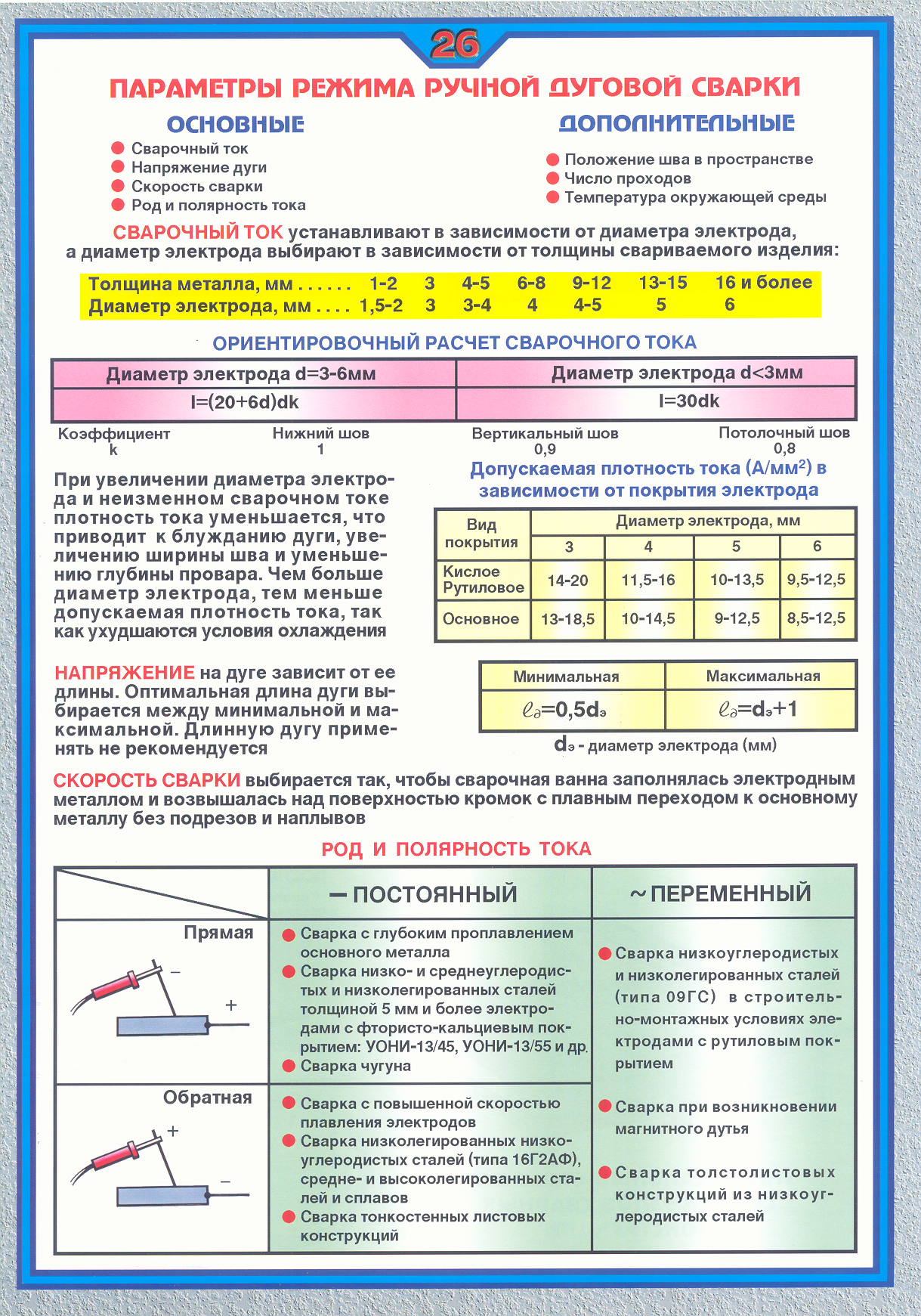 Для каждой системы LMP ( x — y ) собирали от 4 до 6 повторов.
Для каждой системы LMP ( x — y ) собирали от 4 до 6 повторов.
После сборки батарея была помещена в ячейку типа «таблетка» из нержавеющей стали CR2032 с использованием прокладок из нержавеющей стали и волнистой пружины. Ячейка для монет была запечатана с помощью обжимной машины внутри перчаточного ящика.В среднем на батарею в сборе с активной поверхностью S прикладывается 1,2 бара, соответствующая геометрической поверхности положительного электрода. Затем аккумуляторные элементы были извлечены из перчаточного ящика и помещены в держатель для монет. Ячейки-таблетки помещали в печь (Memmert), поддерживаемую при 80°C, и подключали к мультипотенциостату VMP3 (Bio-Logic SAS) с возможностью импеданса.
Процедура циклирования состоит из серии гальваностатических циклов зарядки-разрядки между 2.5 и 3,7 В по сравнению с Li + /Li°. По всему тексту потенциал батареи E относится к паре Li + /Li°. Первоначально аккумуляторы подвергают 8 циклам кондиционирования при низкой плотности тока ( J 0 ) одинаковых по заряду и разряду так, чтобы выдаваемая удельная емкость соответствовала эффективной емкости LiFePO 4 , 160 мАч.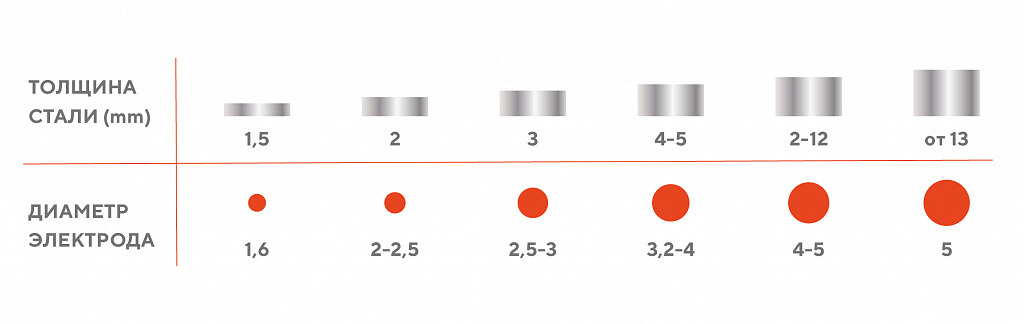 г − 1 . После этой начальной процедуры выполняется обычный гальваностатический цикл для получения характеристик мощности батареи.Он состоит из ряда последовательных стадий заряда и разряда путем постоянной зарядки при плотности тока Дж 0 и увеличения плотности тока разряда Дж n . Между каждым циклом зарядки/разрядки используется 30-минутный период отдыха для релаксации градиентов концентрации. Принимая во внимание периоды отдыха, эта обычная велосипедная процедура требует более чем недельного периода времени. На каждом шаге площадную зарядную емкость ( Q n ) рассчитывали путем интегрирования плотности тока Дж n по времени ( t ) во время гальваностатических стадий в соответствии с:
г − 1 . После этой начальной процедуры выполняется обычный гальваностатический цикл для получения характеристик мощности батареи.Он состоит из ряда последовательных стадий заряда и разряда путем постоянной зарядки при плотности тока Дж 0 и увеличения плотности тока разряда Дж n . Между каждым циклом зарядки/разрядки используется 30-минутный период отдыха для релаксации градиентов концентрации. Принимая во внимание периоды отдыха, эта обычная велосипедная процедура требует более чем недельного периода времени. На каждом шаге площадную зарядную емкость ( Q n ) рассчитывали путем интегрирования плотности тока Дж n по времени ( t ) во время гальваностатических стадий в соответствии с:
Для процедуры быстрой мощности, после описанных ранее гальваностатических циклов кондиционирования при Дж 0 , батареи полностью заряжаются также при Дж 0 , затем мы накапливаем несколько разрядов, разделенных периодом покоя 30 мин до ослабить градиенты концентрации.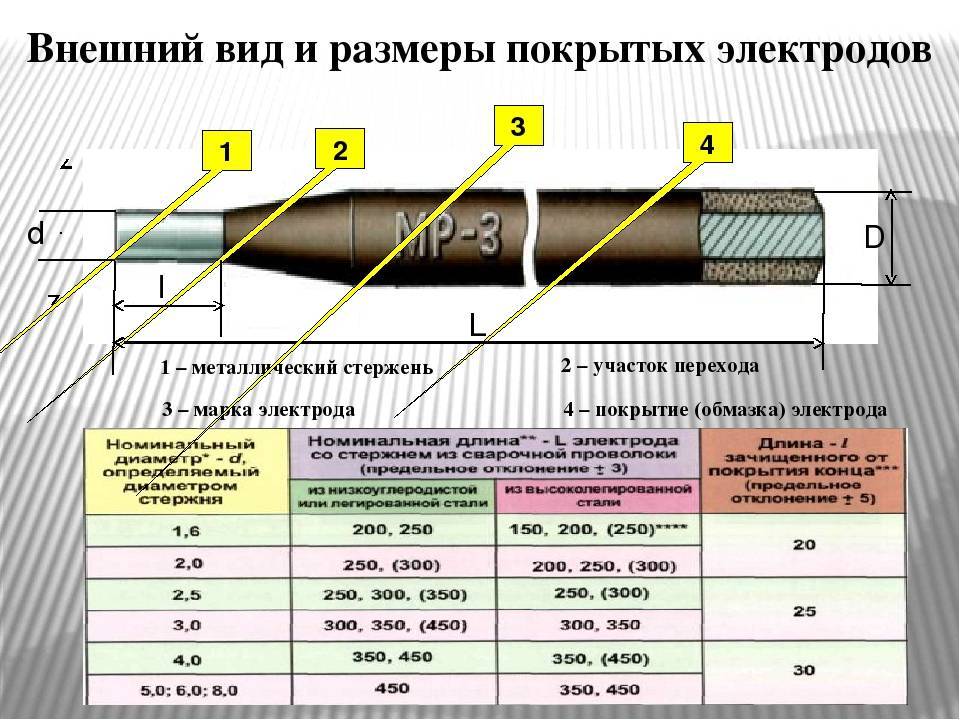 Мы начинаем с самой высокой плотности тока, затем следует 30-минутная релаксация, затем выполняется разряд при несколько более низкой плотности тока и так далее до конечного этапа разряда при Дж 0 (самая низкая плотность тока). Это делается без зарядки аккумулятора между каждым этапом разрядки. Для ясности, циклическое поведение, эволюция E в зависимости от доли δ Li, внедренного в фазу Li δ FePO 4 , с 0 < δ < 1, для репрезентативного LMP (48-18) батарея представлена на дополнительном рисунке 1.Эта быстрая процедура питания занимает около 1 дня, чтобы полностью завершиться от этапа зарядки до окончательного этапа разрядки, что по крайней мере в восемь раз короче, чем обычная процедура циклирования. Основное предположение этой процедуры циклирования состоит в том, что при запуске с полностью заряженной батареи разрядная емкость при заданной плотности тока Дж n является суммой разрядных мощностей, полученных при более высоких плотностях тока, Дж > Дж n , плюс полученный при применении J n .
Мы начинаем с самой высокой плотности тока, затем следует 30-минутная релаксация, затем выполняется разряд при несколько более низкой плотности тока и так далее до конечного этапа разряда при Дж 0 (самая низкая плотность тока). Это делается без зарядки аккумулятора между каждым этапом разрядки. Для ясности, циклическое поведение, эволюция E в зависимости от доли δ Li, внедренного в фазу Li δ FePO 4 , с 0 < δ < 1, для репрезентативного LMP (48-18) батарея представлена на дополнительном рисунке 1.Эта быстрая процедура питания занимает около 1 дня, чтобы полностью завершиться от этапа зарядки до окончательного этапа разрядки, что по крайней мере в восемь раз короче, чем обычная процедура циклирования. Основное предположение этой процедуры циклирования состоит в том, что при запуске с полностью заряженной батареи разрядная емкость при заданной плотности тока Дж n является суммой разрядных мощностей, полученных при более высоких плотностях тока, Дж > Дж n , плюс полученный при применении J n . Другими словами, Q n ( J n ) вычисляется на основе следующего уравнения:
Другими словами, Q n ( J n ) вычисляется на основе следующего уравнения:
с Δ t N время, необходимое для разрядки батареи при постоянной плотности тока Дж N .
Для обеих процедур циклирования емкость, рассчитанная для каждой репликации батареи, находится в пределах типичного отклонения ниже 1%, что показывает очень хорошую воспроизводимость наших элементов.Это обязательное условие для дальнейшего анализа данных.
Наконец, чтобы иметь независимое измерение транспортных свойств нашего электролита, была проведена спектроскопия электрохимического импеданса на литиевой симметричной ячейке, содержащей ТФЭ (Bouchet et al., 2003). Этот метод позволяет определить различные сопротивления ячейки, такие как электронное ( R c ), электролитное ( R el ), интерфейсное ( R int ) и диффузионное ( R ) ) сопротивления. Литиевые симметричные элементы были собраны с помощью процесса ламинирования, аналогичного описанному для батарей LMP, и запечатаны в плоские батарейки CR2032. После помещения клеток в печь при 80°С проводили импедансную спектроскопию с использованием возбуждающего сигнала 40 мВ в диапазоне частот от 10 МГц до 0,1 Гц. Типичный график Найквиста, показывающий противоположность мнимой части импеданса [-Im ( Z )] в зависимости от действительной части [Re ( Z )], представлен на дополнительном рисунке 2. Электрическая эквивалентная схема отображается на вставка к дополнительному рисунку 2, включающая сопротивление ячейки ( R c , R el , R int ), индуктивность кабеля ( L c 90 при 90) элемент постоянной фазы для интерфейса ( CPE int ) и короткий элемент Варбурга ( W d ) для диффузионной петли на низких частотах позволяют смоделировать график Найквиста.Из элемента Варбурга извлекаются два основных параметра, соответствующие R d и времени релаксации (τ r ) в максимуме четверти лемнискаты.
Литиевые симметричные элементы были собраны с помощью процесса ламинирования, аналогичного описанному для батарей LMP, и запечатаны в плоские батарейки CR2032. После помещения клеток в печь при 80°С проводили импедансную спектроскопию с использованием возбуждающего сигнала 40 мВ в диапазоне частот от 10 МГц до 0,1 Гц. Типичный график Найквиста, показывающий противоположность мнимой части импеданса [-Im ( Z )] в зависимости от действительной части [Re ( Z )], представлен на дополнительном рисунке 2. Электрическая эквивалентная схема отображается на вставка к дополнительному рисунку 2, включающая сопротивление ячейки ( R c , R el , R int ), индуктивность кабеля ( L c 90 при 90) элемент постоянной фазы для интерфейса ( CPE int ) и короткий элемент Варбурга ( W d ) для диффузионной петли на низких частотах позволяют смоделировать график Найквиста.Из элемента Варбурга извлекаются два основных параметра, соответствующие R d и времени релаксации (τ r ) в максимуме четверти лемнискаты.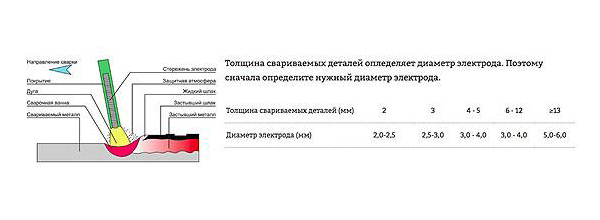 R R D и R EL EL связаны с катионным переносом ( T + ), в то время как τ R связан с коэффициентом диффузии AmbiPipolar ( D AMB ) и Толщина ТПС y по следующим уравнениям (Sørensen and Jacobsen, 1982; Ross MacDonald, 1992; Bouchet et al., 2003):
R R D и R EL EL связаны с катионным переносом ( T + ), в то время как τ R связан с коэффициентом диффузии AmbiPipolar ( D AMB ) и Толщина ТПС y по следующим уравнениям (Sørensen and Jacobsen, 1982; Ross MacDonald, 1992; Bouchet et al., 2003):
Кроме того, D амб связан с коэффициентом диффузии Li + (DLi+) соотношением.
DLi+= Damb2.(1-t+) (5)Результаты и обсуждение
Циклическое поведение типичной батареи LMP(48-18) показано на рисунке 1, который представляет E в зависимости от доли δ лития, введенного в фазу Li δ FePO 4 , при 0 < δ < 1, зафиксировано во время обычной езды на велосипеде.Для ясности на рисунке 1 представлен только репрезентативный заряд, выполненный при Дж 0 = 0,1 мА·см -2 , и указана некоторая плотность разрядного тока. Заряд батареи представляет собой типичное длинное плато около 3,44 В, соответствующее окислению материалов LFP (Padhi et al., 1997), за которым следует потенциостатический шаг при 3,7 В для достижения полной емкости электрода. Во время разряда наблюдается более низкое потенциальное плато около 3,40 В, соответствующее снижению LFP.Это плато менее выражено для ступеней разряда, выполненных при Дж n выше 0,3 мА·см -2 из-за увеличения батареи градиента концентрации. Более того, эти наблюдения за обычным циклическим поведением типичной батареи LMP(48-18) остаются в силе для всех других рассмотренных батарей LMP( x — y ) и связанных с ними повторов.
Заряд батареи представляет собой типичное длинное плато около 3,44 В, соответствующее окислению материалов LFP (Padhi et al., 1997), за которым следует потенциостатический шаг при 3,7 В для достижения полной емкости электрода. Во время разряда наблюдается более низкое потенциальное плато около 3,40 В, соответствующее снижению LFP.Это плато менее выражено для ступеней разряда, выполненных при Дж n выше 0,3 мА·см -2 из-за увеличения батареи градиента концентрации. Более того, эти наблюдения за обычным циклическим поведением типичной батареи LMP(48-18) остаются в силе для всех других рассмотренных батарей LMP( x — y ) и связанных с ними повторов.
Рисунок 1 . Типичные профили циклов, потенциал E в зависимости от доли δ Li, введенного в Li δ FePO 4 , в обычном испытании мощности для батареи LMP(48-18).Пунктирная синяя кривая — ступень заряда.
Для обычного цикла (см. Дж быстро падает линейно. Рисунок 2 . Средняя нормализованная емкость, отношение Q n / Q 0 , батареи LMP(48-18) в зависимости от плотности тока разряда, Дж n , для двух процедур циклирования. Символы соответствуют (♢) обычному циклическому тесту и (⃝) быстрому тесту мощности. Чтобы понять влияние толщины электродов на мощность батареи, на рисунке 3A представлена средняя нормализованная разрядная емкость как функция Дж n для батарей LMP ( x -18) с x значениями 20, 33 , 48 и 60 мкм, а толщина ТФЭ поддерживается на уровне 18 мкм. Для каждой батареи LMP ( x — y ), показанной на рисунке 3A, эволюция Q n / Q 0 с J d 900 уже подробно описана на рисунке 2. .Основное отличие каждой батареи заключается в расположении переходного режима между режимом плотности тока, где Q n остается близким к Q 0 , и режимом, где Q n / Q 0 . 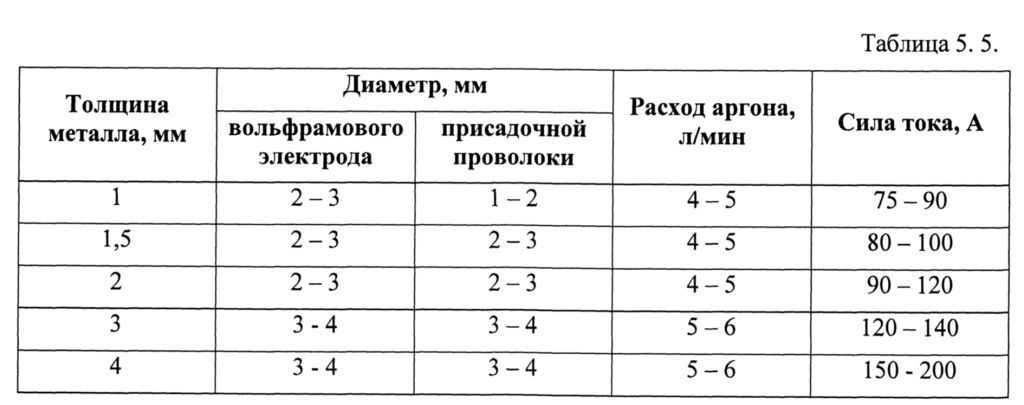 рисунок 1) и быстрого теста мощности (см. дополнительный рисунок 1) разрядная емкость была извлечена с использованием уравнений (1) и (2) соответственно. Затем каждое значение Q n было нормализовано по пропускной способности Дж 0 , обозначенной как Q 0 . Таким образом, на рис. 2 представлена нормированная разрядная емкость, отношение Q n / Q 0 , в зависимости от плотности тока разряда, Дж n , для двух циклических процедур LMP( 48-18) батареи.Значения, представленные на рисунке 2, соответствуют средним значениям с их стандартными отклонениями от разных повторов батареи. Для обеих процедур и при низких значениях J n ниже 0,3 мА·см −2 , Q n остается близким к Q 0 на 3%. Для обеих процедур и для высоких значений n , превышающих 0,3 мА·см −2 , отношение Q n / Q 0
рисунок 1) и быстрого теста мощности (см. дополнительный рисунок 1) разрядная емкость была извлечена с использованием уравнений (1) и (2) соответственно. Затем каждое значение Q n было нормализовано по пропускной способности Дж 0 , обозначенной как Q 0 . Таким образом, на рис. 2 представлена нормированная разрядная емкость, отношение Q n / Q 0 , в зависимости от плотности тока разряда, Дж n , для двух циклических процедур LMP( 48-18) батареи.Значения, представленные на рисунке 2, соответствуют средним значениям с их стандартными отклонениями от разных повторов батареи. Для обеих процедур и при низких значениях J n ниже 0,3 мА·см −2 , Q n остается близким к Q 0 на 3%. Для обеих процедур и для высоких значений n , превышающих 0,3 мА·см −2 , отношение Q n / Q 0  n до значений ниже 0.2 когда Дж n > 1 мА·см −2 . Аналогично литий-ионным батареям (Gallagher et al., 2014), зависимость между разрядной емкостью и плотностью тока полностью твердотельных литиевых батарей представляет собой переходный режим при критическом значении плотности тока. Кроме того, точка данных, зарегистрированная при максимальном значении J n при 2,8 мА·см −2 , отклоняется от линейного тренда Q n / Q 0 с n , когда J n > 0.3 мА·см −2 из-за эффекта суперконденсатора, возникающего из-за углеродных наполнителей с высокой поверхностью и покрытия частиц LFP. Такой емкостной эффект наблюдается только для самых высоких плотностей тока батарей LMP ( x — y ) и не принимается во внимание при анализе данных, представленном в остальной части текста. Эволюция нормированных разрядных емкостей в зависимости от плотности тока прекрасно согласуется с обычным испытанием на цикличность и быстрым испытанием мощности.
n до значений ниже 0.2 когда Дж n > 1 мА·см −2 . Аналогично литий-ионным батареям (Gallagher et al., 2014), зависимость между разрядной емкостью и плотностью тока полностью твердотельных литиевых батарей представляет собой переходный режим при критическом значении плотности тока. Кроме того, точка данных, зарегистрированная при максимальном значении J n при 2,8 мА·см −2 , отклоняется от линейного тренда Q n / Q 0 с n , когда J n > 0.3 мА·см −2 из-за эффекта суперконденсатора, возникающего из-за углеродных наполнителей с высокой поверхностью и покрытия частиц LFP. Такой емкостной эффект наблюдается только для самых высоких плотностей тока батарей LMP ( x — y ) и не принимается во внимание при анализе данных, представленном в остальной части текста. Эволюция нормированных разрядных емкостей в зависимости от плотности тока прекрасно согласуется с обычным испытанием на цикличность и быстрым испытанием мощности. Действительно, различия в значениях Q n / Q 0 лежат в пределах погрешностей, как правило, когда J d > 0,3 мА·см −2 . Кроме того, соответствие между двумя процедурами также наблюдается для каждой изученной батареи LMP ( x — y ). Таким образом, быстрый тест мощности является надежным инструментом для отображения производительности батареи в режиме экономии времени с высокой точностью по сравнению с обычной процедурой циклирования.В литературе можно найти и другие интересные процедуры циклирования, но они менее точны в отношении активных материалов с положительным фазовым переходом, таких как LFP (Heubner et al., 2018a).
Действительно, различия в значениях Q n / Q 0 лежат в пределах погрешностей, как правило, когда J d > 0,3 мА·см −2 . Кроме того, соответствие между двумя процедурами также наблюдается для каждой изученной батареи LMP ( x — y ). Таким образом, быстрый тест мощности является надежным инструментом для отображения производительности батареи в режиме экономии времени с высокой точностью по сравнению с обычной процедурой циклирования.В литературе можно найти и другие интересные процедуры циклирования, но они менее точны в отношении активных материалов с положительным фазовым переходом, таких как LFP (Heubner et al., 2018a).
 Для полноты картины на дополнительном рисунке 3 показано соотношение Q n / Q 0 как функция J n для LMP ( x
Для полноты картины на дополнительном рисунке 3 показано соотношение Q n / Q 0 как функция J n для LMP ( x Для полноты на дополнительном рисунке 4 показано отношение Q n / Q 0 как функция J n для LMP(20- y 900(), LMP ) и LMP(60- y ).Из рисунков 3A, B видно, что мощность полностью твердотельных литиевых батарей зависит как от толщины положительного электрода, так и от толщины ТФЭ. Интересно, что в большинстве исследований стандартных литий-ионных аккумуляторов менялась только толщина электрода, что сглаживало влияние толщины электролита. Точное понимание того, как эти два параметра влияют на производительность батареи, в первую очередь представляет интерес для создания оптимизированной сборки батареи.
Для полноты на дополнительном рисунке 4 показано отношение Q n / Q 0 как функция J n для LMP(20- y 900(), LMP ) и LMP(60- y ).Из рисунков 3A, B видно, что мощность полностью твердотельных литиевых батарей зависит как от толщины положительного электрода, так и от толщины ТФЭ. Интересно, что в большинстве исследований стандартных литий-ионных аккумуляторов менялась только толщина электрода, что сглаживало влияние толщины электролита. Точное понимание того, как эти два параметра влияют на производительность батареи, в первую очередь представляет интерес для создания оптимизированной сборки батареи.
Рисунок 3 . Средняя нормированная емкость, отношение Q n / Q 0 , в зависимости от плотности тока разряда Дж n . (A) LMP ( x -18) батареи с толщиной положительного электрода x из (оранжевый) 20, (синий) 33, (зеленый) 48 и (розовый) 60 мкм; и батареи (B) LMP(33- y ) с толщиной ТФЭ y (⃝) 18, (□) 36 и (△) 54 мкм.
От каждого Q n / Q 0 против . J n графиков, определим плотность тока, соответствующую переходному режиму, как плотность тока, при которой Q n / Q 0 = 1 базовой линии (низкий J 8 n 90 режим) пересекает линейную интерполяцию Q n / Q 0 vs.J n (высокий режим J n ). Это падение емкости связано с ограничением диффузии ионов лития, поэтому плотность тока, соответствующая этой точке данных, называется током ограничения диффузии, обозначаемым Дж lim . Для ясности графическое определение J lim показано на дополнительном рисунке 5 для батарей LMP (20-18). Чтобы лучше понять J lim , мы предлагаем методологию, основанную на уравнении Санда для техники с регулируемым током (Sand, 1901; Rosso et al., 2006). По определению, для плотности тока выше Дж lim время Санда (τ с ) соответствует времени перехода, при котором поток ионных частиц недостаточно велик, чтобы удовлетворить приложенный ток. Уравнение Санда (Brissot et al., 1999) теоретически определяется как:
Уравнение Санда (Brissot et al., 1999) теоретически определяется как:
с n количество обмененных электронов ( n = 1 для LFP), F постоянная Фарадея (9,648 10 4 Кл.моль -1 ), C Li концентрация Li в ТФЭ (Devaux et al., 2012), расположенных в электролите и положительном электроде (882 моль.м -3 для обоих), t + число катионного переноса и D амб коэффициент амбиполярной диффузии. Использование этого уравнения является приблизительным, поскольку условие границ плоского электрода не полностью соблюдается на стороне катода.
Для Дж n ≥ Дж lim , τ с можно оценить как эквивалент времени разряда.Другими словами, τ с при определенной плотности тока определяется как:
τs(Jn)= QnJn, когда Jn≥Jlim (7) D амб и t + соли лития в ПЭО можно измерить или рассчитать с использованием многих методов, таких как электрохимические методики, основанные на поляризации (Shi and Vincent, 1993; Geiculescu et al. , 2006) или релаксация (Mullin et al., 2011), спектроскопия импеданса (Bouchet et al., 2003), ЯМР импульсного поля (Hayamizu et al., 1999) или молекулярно-динамическое моделирование (Diddens et al., 2010) и многие другие. Изучая литературные данные и ориентируясь на электролит на основе высокомолекулярного ПЭО, при 80 °C D амб находится в диапазоне 5 10 −8 см 2 .s −1 и t + около 0,15. Кроме того, была проведена импедансная спектроскопия Li-симметричных ячеек, содержащих ТФЭ толщиной 18, 36 и 54 мкм. Электрическая эквивалентная схема (см. вставку к дополнительному рисунку 2) использовалась для подбора всех спектров импеданса, чтобы извлечь значения t + и D амб .DLi+, рассчитанное по уравнению (5), и t + не зависят от толщины ТФЭ со средним значением, согласующимся с литературным анализом, равным 3,4 ± 0,7 10 −8 см 2 .
, 2006) или релаксация (Mullin et al., 2011), спектроскопия импеданса (Bouchet et al., 2003), ЯМР импульсного поля (Hayamizu et al., 1999) или молекулярно-динамическое моделирование (Diddens et al., 2010) и многие другие. Изучая литературные данные и ориентируясь на электролит на основе высокомолекулярного ПЭО, при 80 °C D амб находится в диапазоне 5 10 −8 см 2 .s −1 и t + около 0,15. Кроме того, была проведена импедансная спектроскопия Li-симметричных ячеек, содержащих ТФЭ толщиной 18, 36 и 54 мкм. Электрическая эквивалентная схема (см. вставку к дополнительному рисунку 2) использовалась для подбора всех спектров импеданса, чтобы извлечь значения t + и D амб .DLi+, рассчитанное по уравнению (5), и t + не зависят от толщины ТФЭ со средним значением, согласующимся с литературным анализом, равным 3,4 ± 0,7 10 −8 см 2 . s −1 и 0,15 ± 0,02 соответственно.
s −1 и 0,15 ± 0,02 соответственно.
График зависимости τ s от Jn-2 показывает линейное поведение для точек данных, для которых выполняется условие J n ≥ J lim , что подтверждает поведение Санда.В качестве примера на дополнительном рисунке 6 показано τ с по сравнению с Jn-2 для батареи LMP (48-18), включая линию линейной регрессии. Тогда наклон линии регрессии прямо пропорционален D амб и, таким образом, DLi+. Учитывая, что t + составляет 0,15, как определено с помощью спектроскопии импеданса, DLi+ было рассчитано для каждой батареи LMP ( x — y ). DLi+ не зависит от положительного электрода и толщины ТФЭ со средним значением 3.1 ± 0,6 10 −8 см 2 .с −1 . Таким образом, коэффициент диффузии Li + , определяемый уравнением Санда применительно к данным циклирования батареи, довольно похож на коэффициент диффузии Li + в пределах SPE.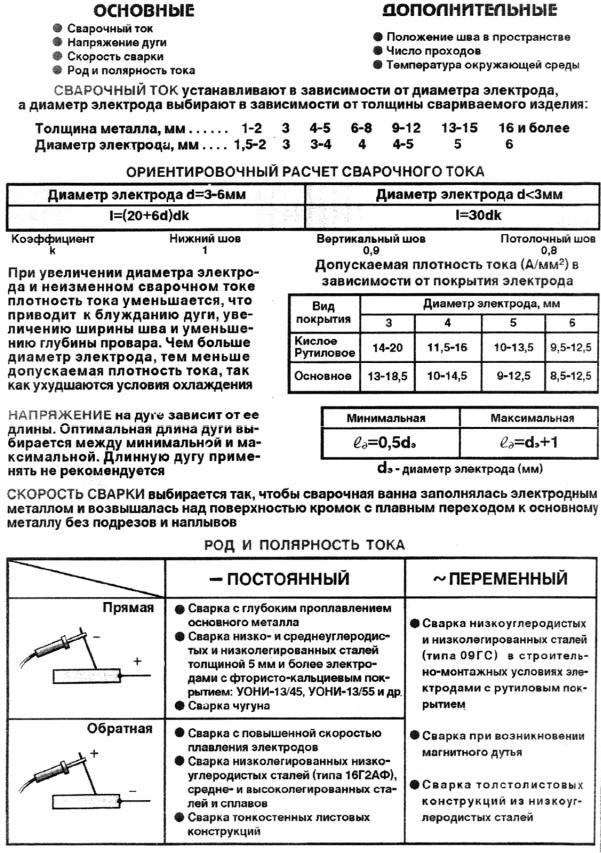 Таким образом, ограничивающим мощность явлением в этих полностью твердотельных батареях является диффузия катионов Li + в электролите от литиевого отрицательного электрода к алюминиевому токосъемнику положительного электрода, а не диффузия Li . + в активном веществе LFP (Doyle and Newman, 1995).Таким образом, использование уравнения песка является эффективным инструментом для быстрого определения эффективного ограничивающего процесса диффузии в батареях, когда J > J lim , т. е. при скоростях, при которых восстанавливается только часть полной емкости.
Таким образом, ограничивающим мощность явлением в этих полностью твердотельных батареях является диффузия катионов Li + в электролите от литиевого отрицательного электрода к алюминиевому токосъемнику положительного электрода, а не диффузия Li . + в активном веществе LFP (Doyle and Newman, 1995).Таким образом, использование уравнения песка является эффективным инструментом для быстрого определения эффективного ограничивающего процесса диффузии в батареях, когда J > J lim , т. е. при скоростях, при которых восстанавливается только часть полной емкости.
Чтобы пойти дальше и сравнить все батареи LMP ( x — y ) вместе, J lim было извлечено из каждогоJ n участков. На рис. 4 представлена средняя нормализованная емкость как функция отношения Дж lim / Дж n для ПМП(20-18), ПМП(33-36), ПМП(48-216) и Аккумуляторы ЛМП(60-54).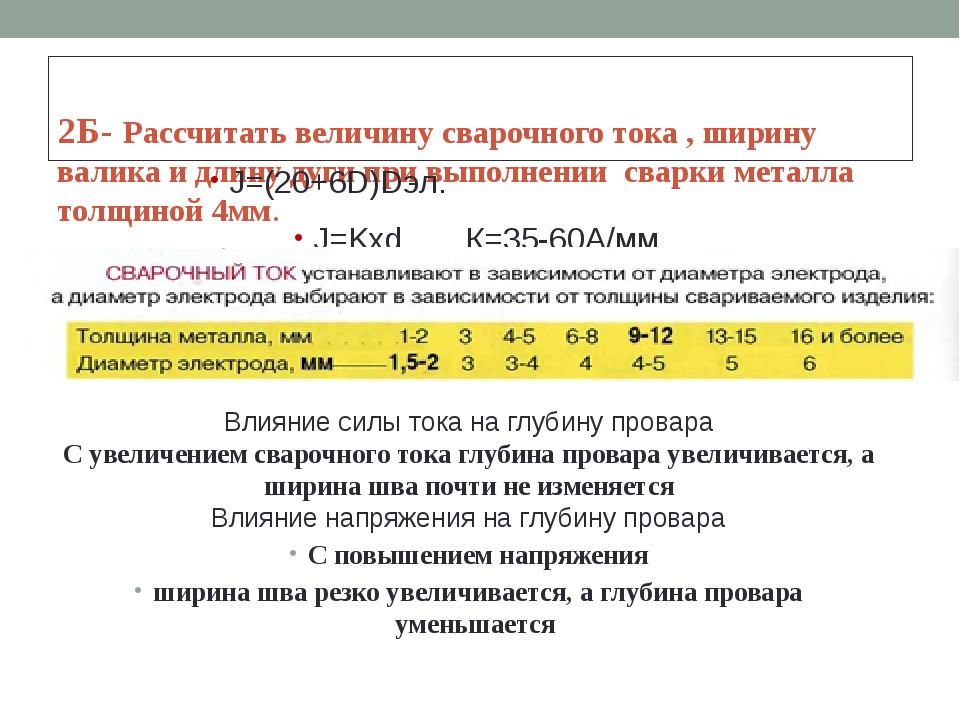 Все экспериментальные кривые нормализованной емкости аккумуляторов LMP ( x — y ) накладываются на простую кривую, которая демонстрирует, что рассматриваемое ограничивающее явление является одним и тем же независимо от толщины электрода и электролита и связано с диффузией в полимерный электролит.В литературе обычно получают простую кривую, когда нормированную емкость представляют как функцию скорости С или ее обратную. Затем простая кривая аппроксимируется экспоненциальной функцией затухания, растянутой на эмпирическое значение, обычно равное 2, и корректируется с использованием параметра времени релаксации (Heubner et al., 2018b; Tian et al., 2019). В нашем случае полуэмпирическая функция не используется, так как единственный параметр соответствует физическому параметру J lim , определяемому графически.Следующим шагом является создание простой модели, чтобы лучше понять распределение J lim из-за диффузии в электролит и/или в электролит, переходящий в положительный электрод.
Все экспериментальные кривые нормализованной емкости аккумуляторов LMP ( x — y ) накладываются на простую кривую, которая демонстрирует, что рассматриваемое ограничивающее явление является одним и тем же независимо от толщины электрода и электролита и связано с диффузией в полимерный электролит.В литературе обычно получают простую кривую, когда нормированную емкость представляют как функцию скорости С или ее обратную. Затем простая кривая аппроксимируется экспоненциальной функцией затухания, растянутой на эмпирическое значение, обычно равное 2, и корректируется с использованием параметра времени релаксации (Heubner et al., 2018b; Tian et al., 2019). В нашем случае полуэмпирическая функция не используется, так как единственный параметр соответствует физическому параметру J lim , определяемому графически.Следующим шагом является создание простой модели, чтобы лучше понять распределение J lim из-за диффузии в электролит и/или в электролит, переходящий в положительный электрод.
Рисунок 4 . Средняя нормированная емкость, отношение Q n / Q 0 , как функция J lim / J n для ) батареи LMP(33–36), (∇) LMP(48–36) и (△) LMP(60–54).
На рис. 5 представлены средние Дж lim различных батарей LMP ( x — y ) в зависимости от толщины положительного электрода x . Для заданной толщины положительного электрода J lim увеличивается с уменьшением толщины ТФЭ. Значения J lim находятся в пределах значений, полученных для положительного электрода толщиной 20 мкм, между 0,06 и 0,48 мА·см -2 , когда y равно 216 и 18 мкм соответственно.Когда y = 18 мкм, J lim уменьшается линейно с x . Для более высокого значения y наклон распада J lim с x менее выражен, поскольку y увеличивается до значения плато для самых высоких зарегистрированных толщин ТФЭ 216 мкм. Таким образом, наилучшие энергетические характеристики ожидаются от батареи, содержащей тонкий положительный электрод и тонкий слой ТФЭ. Однако, глядя на соотношение между значениями x и y , можно собрать батарею с более высокой удельной энергией без значительного ухудшения характеристик мощности.Действительно, J lim является показателем начала снижения емкости батареи от ее номинального значения, т. е. Q 0 . На рисунке 5 батарея LMP(60-18) показывает значение J lim выше, чем у LMP(20-36). Это означает, что J lim является слабой функцией толщины положительного электрода и сильной функцией толщины ТФЭ. Как следствие, для батарей LMP ( x — y ) удельная объемная плотность энергии на один элемент может быть увеличена просто за счет выбора наилучшего компромисса между толщиной положительного электрода и ТФЭ.
Таким образом, наилучшие энергетические характеристики ожидаются от батареи, содержащей тонкий положительный электрод и тонкий слой ТФЭ. Однако, глядя на соотношение между значениями x и y , можно собрать батарею с более высокой удельной энергией без значительного ухудшения характеристик мощности.Действительно, J lim является показателем начала снижения емкости батареи от ее номинального значения, т. е. Q 0 . На рисунке 5 батарея LMP(60-18) показывает значение J lim выше, чем у LMP(20-36). Это означает, что J lim является слабой функцией толщины положительного электрода и сильной функцией толщины ТФЭ. Как следствие, для батарей LMP ( x — y ) удельная объемная плотность энергии на один элемент может быть увеличена просто за счет выбора наилучшего компромисса между толщиной положительного электрода и ТФЭ.
Рисунок 5 . Средний предельный ток Дж lim в зависимости от толщины положительного электрода x .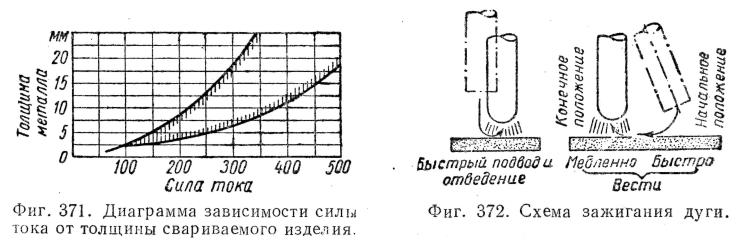 Пунктирные линии — ориентиры для глаз в зависимости от толщины ТФЭ, y . Символы соответствуют толщине ТФЭ y (⃝) 18, (□) 36, (△) 54, (♢) 108 и (∇) 216 мкм. Цвета символов соответствуют толщине положительного электрода x (оранжевый) 20, (синий) 33, (зеленый) 48 и (розовый) 60 мкм.
Пунктирные линии — ориентиры для глаз в зависимости от толщины ТФЭ, y . Символы соответствуют толщине ТФЭ y (⃝) 18, (□) 36, (△) 54, (♢) 108 и (∇) 216 мкм. Цвета символов соответствуют толщине положительного электрода x (оранжевый) 20, (синий) 33, (зеленый) 48 и (розовый) 60 мкм.
Слабую зависимость Дж lim относительно х можно понять, если учесть, что эффективная поверхность, обеспечивающая диффузионный поток Li + на границе композитный электрод/электролит, меньше геометрической поверхности электрода из-за присутствия активного материала и углеродных частиц в композитном электроде. Так, плотность тока, соответствующая потоку Li + в ТФЭ, расположенном внутри электрода, выше, чем в электролите.Кроме того, диффузионная длина Li + зависит от извилистости электрода. Эти эффекты можно описать, введя параметр α с 0 < α ≤ 1, в котором полный путь диффузии Li + соответствует α.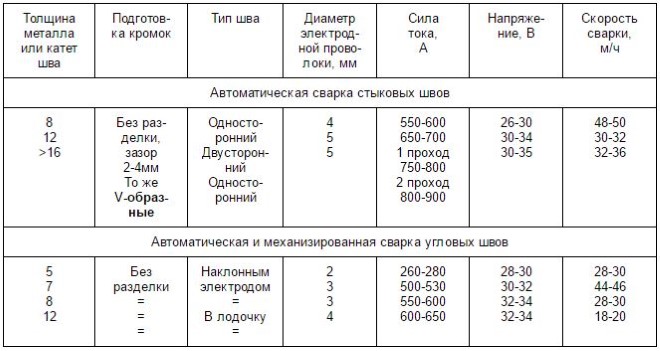 х + у . Можно ожидать, что диффузионный путь в композитном электроде должен быть длиннее толщины электрода из-за его извилистости. Однако здесь мы измеряем эффективное значение, и оказывается, что диффузия в электролите, находящемся в электроде, кажется выше, чем в исходном электролите, вероятно, из-за содержания влаги.Это приводит к значению α ниже единицы. На рисунке 6 J lim изображена как функция α. х + у . При корректировке α до значения 0,35 все данные J lim схлопываются на мастер-кривую, которая аппроксимируется с помощью обратной функции, показанной пунктирной линией на рис. 6, которая приводит к следующему уравнению:
х + у . Можно ожидать, что диффузионный путь в композитном электроде должен быть длиннее толщины электрода из-за его извилистости. Однако здесь мы измеряем эффективное значение, и оказывается, что диффузия в электролите, находящемся в электроде, кажется выше, чем в исходном электролите, вероятно, из-за содержания влаги.Это приводит к значению α ниже единицы. На рисунке 6 J lim изображена как функция α. х + у . При корректировке α до значения 0,35 все данные J lim схлопываются на мастер-кривую, которая аппроксимируется с помощью обратной функции, показанной пунктирной линией на рис. 6, которая приводит к следующему уравнению:
с K = 13,2 мА·см −1 на основе подгонки методом наименьших квадратов ( R 2 > 0.99).
Рисунок 6 . Предельная плотность тока, Дж lim , в зависимости от α. х + у . Пунктирная кривая соответствует подгонке, полученной с помощью обратной функции. Символы соответствуют толщине ТФЭ y (⃝) 18, (□) 36, (△) 54, (♢) 108 и (∇) 216 мкм. Цвета символов соответствуют толщине положительного электрода x (оранжевый) 20, (синий) 33, (зеленый) 48 и (розовый) 60 мкм.
Пунктирная кривая соответствует подгонке, полученной с помощью обратной функции. Символы соответствуют толщине ТФЭ y (⃝) 18, (□) 36, (△) 54, (♢) 108 и (∇) 216 мкм. Цвета символов соответствуют толщине положительного электрода x (оранжевый) 20, (синий) 33, (зеленый) 48 и (розовый) 60 мкм.
Чтобы придать физический смысл параметру K в уравнении (8), LMP ( x — y ) можно смоделировать с помощью одномерного подхода, который широко использовался группой Doyle et al.(1993). Таким образом, можно просто применить закон Фика в 1-D, в котором диффузионный ток пропорционален градиенту концентрации Li + , толщине процесса диффузии и коэффициенту диффузии ограничивающих явлений. На основании результатов, полученных на рис. 6, J lim является обратной функцией суммы α. x + y и соответствует, таким образом, значению тока, при котором градиент концентрации Li в аккумуляторе падает до нулевого значения на алюминиевом токосъемнике/положительном электроде. J lim затем можно выразить как функцию эффективного коэффициента диффузии Li + (DLieff) согласно формуле:
J lim затем можно выразить как функцию эффективного коэффициента диффузии Li + (DLieff) согласно формуле:
Объединение уравнения (9) в (8) позволяет напрямую рассчитать соответствующее значение DLieff, равное 1,6 10 -8 см 2 .с -1 на основе параметра K . В этом случае эффективный коэффициент диффузии находится в том же диапазоне, что и коэффициент диффузии Li + , определенный по методике Sand time.Вследствие этого эффективный коэффициент диффузии DLieff соответствует эффективному коэффициенту диффузии Li + DLi+ в ТФЭ от положительного электрода к слою электролита. Методика J lim менее точна, чем методика песочного времени, но ее намного быстрее реализовать, чтобы быстро определить ограничивающие явления диффузии в батареях. Кроме того, параметр α представляет интерес, поскольку он зависит от состава и извилистости электрода, а также от ионного транспорта внутри ТФЭ, используемого в положительном электроде. Изменчивость этих параметров в зависимости от состава электрода является инструментом для оптимизации состава и текстуры электрода, но выходит за рамки нашего исследования.
Изменчивость этих параметров в зависимости от состава электрода является инструментом для оптимизации состава и текстуры электрода, но выходит за рамки нашего исследования.
Заключение
Сигнатура питания батареи быстро определяется с помощью быстрого теста питания. Этот метод заключается в наложении последовательного гальваностатического разряда от высокой до низкой плотности тока. Результаты, полученные этим методом, идентичны результатам, полученным при обычном гальваностатическом циклировании, т.е.д., серия шагов заряда-разряда. При плотности тока выше предельной плотности тока ( J lim ) применение уравнения Санда для метода регулируемого тока оказалось эффективным для определения коэффициента диффузии лимитирующего процесса. Здесь, в литий-полимерных батареях, диффузия Li + в твердом полимерном электролите, действующем в качестве сепаратора батареи и связующего вещества положительного электрода, ограничивает рабочие характеристики батареи.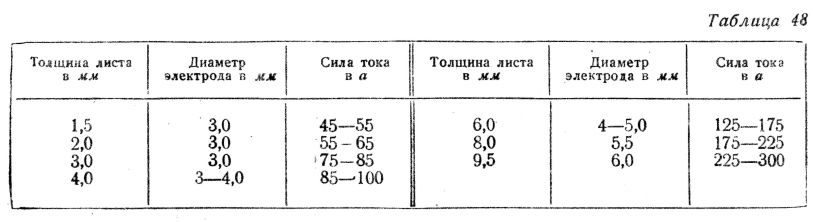 Помимо быстрого определения J lim дается физический смысл этого параметра. J lim напрямую связан с эффективным коэффициентом диффузии Li + по всей батарее, который аналогичен коэффициенту, описываемому уравнением Санда. Следовательно, быстрый тест мощности является эффективным методом для сравнения серий аккумуляторов, которые различаются по своей сборке, и для определения основного ограничивающего фактора и, таким образом, для оптимизации сборки аккумулятора. Конструкция батареи должна учитывать совокупный эффект как от толщины слоя ТФЭ, так и от толщины положительного электрода.Например, в наших батареях LMP для электролита толщиной 54 мкм можно использовать положительный электрод толщиной до 48 мкм без ухудшения характеристик батареи. Для полноты картины следует также учитывать другие факторы, помимо характеристик мощности, особенно в случае аккумуляторов на основе литий-металла с влиянием гетерогенного электроосаждения лития на этапе заряда.
Помимо быстрого определения J lim дается физический смысл этого параметра. J lim напрямую связан с эффективным коэффициентом диффузии Li + по всей батарее, который аналогичен коэффициенту, описываемому уравнением Санда. Следовательно, быстрый тест мощности является эффективным методом для сравнения серий аккумуляторов, которые различаются по своей сборке, и для определения основного ограничивающего фактора и, таким образом, для оптимизации сборки аккумулятора. Конструкция батареи должна учитывать совокупный эффект как от толщины слоя ТФЭ, так и от толщины положительного электрода.Например, в наших батареях LMP для электролита толщиной 54 мкм можно использовать положительный электрод толщиной до 48 мкм без ухудшения характеристик батареи. Для полноты картины следует также учитывать другие факторы, помимо характеристик мощности, особенно в случае аккумуляторов на основе литий-металла с влиянием гетерогенного электроосаждения лития на этапе заряда. Чтобы пойти дальше, эту методологию следует применять к литий-металлическим полимерным батареям, имеющим различные составы положительного электрода, а также к другим аккумуляторным технологиям.
Чтобы пойти дальше, эту методологию следует применять к литий-металлическим полимерным батареям, имеющим различные составы положительного электрода, а также к другим аккумуляторным технологиям.
Заявление о доступности данных
Все наборы данных, созданные для этого исследования, включены в статью/дополнительный материал.
Вклад авторов
RB, DD, MD и ML разработали исследование проекта. МД и МЛ производили композитные электроды. DD, PD и HL проводили эксперименты. RB, DD и HL проанализировали данные. РБ и ДД написали рукопись. Все авторы прокомментировали рукопись.
Финансирование
Работа выполнена в контексте французского фонда FUI20 (Fond Unique Interministériel) с совместным проектом под названием ALEPH.
Конфликт интересов
MD и ML работают в компании Blue Solutions.
Остальные авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.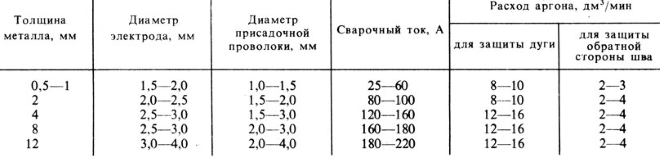
Благодарности
Мы благодарим BPI (Banque Publique d’Investissement) и компанию Blue Solutions за финансовую поддержку.
Дополнительный материал
Дополнительный материал к этой статье можно найти в Интернете по адресу: https://www.frontiersin.org/article/10.3389/fenrg.2019.00168/full#supplementary-material
Ссылки
Агравал, Р. К., и Пандей, Г. П. (2008). Твердые полимерные электролиты: проектирование материалов и применение полностью твердотельных аккумуляторов: обзор. J. Phys. Д заявл. физ. 41:223001. дои: 10.1088/0022-3727/41/22/223001
Полнотекстовая перекрестная ссылка | Академия Google
Арманд, М. (1983). Полимерные твердые электролиты — обзор. Ионика твердого тела 9–10, 745–754.дои: 10.1016/0167-2738(83)-8
Полнотекстовая перекрестная ссылка | Академия Google
Бард, А. Дж., и Фолкнер, Л. Р. (2001). Основы электрохимических методов и их применение, 2-е изд. . Нью-Йорк, штат Нью-Йорк: John Wiley Sons, Inc.
. Нью-Йорк, штат Нью-Йорк: John Wiley Sons, Inc.
Академия Google
Бодри П., Ласко С., Мажастр Х. и Блох Д. (1997). Разработка литий-полимерных аккумуляторов для электромобилей. Дж. Пауэр Сауэр. 68, 432–435. doi: 10.1016/S0378-7753(97)02646-3
Полнотекстовая перекрестная ссылка | Академия Google
Буше, Р., Ласко С. и Россо М. (2003). EIS-исследование анода Li/PEO-LiTFSI литий-полимерной батареи. Дж. Электрохим. соц. 150, А1385–А1389. дои: 10.1149/1.1609997
Полнотекстовая перекрестная ссылка | Академия Google
Bouchet, R., Maria, S., Meziane, R., Aboulaich, A., Lienafa, L., Bonnet, J.-P., et al. (2013). Одноионные триблок-сополимеры БАБ как высокоэффективные электролиты для литий-металлических аккумуляторов. Нац. Матер. 12, 452–457. doi: 10.1038/nmat3602
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Бриссо, К., Россо, М., Шазальвиль, Ж.-Н., и Ласко, С. (1999). Механизмы роста дендритов в литий-полимерных ячейках. Дж. Пауэр Сауэр. 81–82, 925–929. дои: 10.1016/S0378-7753(98)00242-0
(1999). Механизмы роста дендритов в литий-полимерных ячейках. Дж. Пауэр Сауэр. 81–82, 925–929. дои: 10.1016/S0378-7753(98)00242-0
Полнотекстовая перекрестная ссылка | Академия Google
Корнут, Р., Лепаж, Д., и Шугаард, С. Б. (2015). Интерпретация кривых разрядки литиевых аккумуляторов для облегчения определения источника ограничений производительности. Электрохим. Acta 162, 271–274. doi: 10.1016/j.electacta.2014.11.035
Полнотекстовая перекрестная ссылка | Академия Google
Дево, Д., Буше, Р., Гле, Д., и Денойель, Р. (2012). Механизм транспорта ионов в комплексах ПЭО/LiTFSI: влияние температуры, молекулярной массы и концевых групп. Ионика твердого тела 227, 119–127. doi: 10.1016/j.ssi.2012.09.020
Полнотекстовая перекрестная ссылка | Академия Google
Дидденс Д., Хойер А. и Бородин О. (2010). Понимание транспорта лития в рамках модели на основе Рауза для полимерного электролита PEO/LiTFSI. Макромолекулы 43, 2028–2036. дои: 10.1021/ma3h
дои: 10.1021/ma3h
Полнотекстовая перекрестная ссылка | Академия Google
Дёрффель, Д., и Шарх, С.А. (2006). Критический обзор использования уравнения Пейкерта для определения остаточной емкости свинцово-кислотных и литий-ионных аккумуляторов. Дж. Пауэр Сауэр. 155, 395–400. doi: 10.1016/j.jpowsour.2005.04.030
Полнотекстовая перекрестная ссылка | Академия Google
Дойл М., Фуллер Т. и Ньюман Дж. (1993). Моделирование гальваностатического заряда и разряда литиевой/полимерной/вставной ячейки. Дж. Электрохим. соц. 6, 1526–1533. дои: 10.1149/1.2221597
Полнотекстовая перекрестная ссылка | Академия Google
Дойл М. и Ньюман Дж. (1995). Использование математического моделирования при проектировании литий-полимерных аккумуляторных систем. Электрохим. Acta 40, 2191–2196. дои: 10.1016/0013-4686(95)00162-8
Полнотекстовая перекрестная ссылка | Академия Google
Дойл М. и Ньюман Дж. (1997). Анализ данных о емкости литиевых аккумуляторов с использованием упрощенных моделей процесса разряда. J. Appl. Электрохим. 27, 846–856. дои: 10.1023/A:1018481030499
J. Appl. Электрохим. 27, 846–856. дои: 10.1023/A:1018481030499
Полнотекстовая перекрестная ссылка | Академия Google
Дойл, М., Ньюман, Дж., и Реймерс, Дж. (1994). Быстрый метод измерения емкости в зависимости от скорости разряда для двойного литий-ионного вставного элемента, подвергающегося циклированию. J. Источники питания 52, 211–216. дои: 10.1016/0378-7753(94)02012-4
Полнотекстовая перекрестная ссылка | Академия Google
Ду, З., Вуд, Д. Л., Даниэль, К., Калнаус, С.и Ли, Дж. (2017). Понимание ограничивающих факторов производительности толстых электродов применительно к литий-ионным батареям с высокой плотностью энергии. J. Appl. Электрохим. 47, 405–415. doi: 10.1007/s10800-017-1047-4
Полнотекстовая перекрестная ссылка | Академия Google
Эфтехари, А. (2017). Литий-ионные аккумуляторы с высокими скоростными характеристиками. ACS Sustain. хим. англ. 5, 2799–2816. doi: 10.1021/acssuschemeng. 7b00046
7b00046
Полнотекстовая перекрестная ссылка | Академия Google
Фуллер, Т.Ф., Дойл М. и Ньюман Дж. (1994). Моделирование и оптимизация двойной литий-ионной вставной ячейки. Дж. Электрохим. соц. 141, 1–10. дои: 10.1149/1.2054684
Полнотекстовая перекрестная ссылка | Академия Google
Gallagher, K.G., Goebel, S., Greszler, T., Mathias, M., Oelerich, W., Eroglu, D., et al. (2014). Количественная оценка перспектив литий-воздушных аккумуляторов для электромобилей. Энергетика Окружающая среда. науч. 7, 1555–1563. дои: 10.1039/c3ee43870h
Полнотекстовая перекрестная ссылка | Академия Google
Галлахер, К.Г., Траск С.Е., Бауэр С., Вёрле Т., Люкс С.Ф., Чех М. и соавт. (2016). Оптимизация площадей за счет понимания ограничений литий-ионных электродов. Дж. Электрохим. соц. 163, А138–А149. дои: 10.1149/2.0321602jes
Полнотекстовая перекрестная ссылка | Академия Google
Geiculescu, O.E., Rajagopal, R. , Creager, S.E., DesMarteau, D.D., Zhang, X.W., и Fedkiw, P. (2006). Транспортные свойства твердых полимерных электролитов, приготовленных из олигомерных фторсульфонимидных солей лития, растворенных в высокомолекулярном полиэтиленоксиде. J. Phys. хим. Б 110, 23130–23135. дои: 10.1021/jp062648p
, Creager, S.E., DesMarteau, D.D., Zhang, X.W., и Fedkiw, P. (2006). Транспортные свойства твердых полимерных электролитов, приготовленных из олигомерных фторсульфонимидных солей лития, растворенных в высокомолекулярном полиэтиленоксиде. J. Phys. хим. Б 110, 23130–23135. дои: 10.1021/jp062648p
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Hayamizu, K., Aihara, Y., Arai, S., and Martinez, C.G. (1999). Импульсно-градиентное спиновое эхо 1H, 7Li и 19F ЯМР-диффузия и измерения ионной проводимости 14 органических электролитов, содержащих LiN (SO 2 CF 3 ) 2 . J. Phys. хим. В 103, 519–524. дои: 10.1021/jp9825664
Полнотекстовая перекрестная ссылка | Академия Google
Хойбнер, К., Ламмель К., Николь А., Либманн Т., Шнайдер М. и Михаэлис А. (2018a). Сравнение хроноамперометрического отклика и производительности пористых вставных электродов: к тесту на ускоренную скорость. Дж. Пауэр Сауэр. 397, 11–15. doi: 10.1016/j.jpowsour.2018.06.087
Пауэр Сауэр. 397, 11–15. doi: 10.1016/j.jpowsour.2018.06.087
Полнотекстовая перекрестная ссылка | Академия Google
Heubner, C., Nickol, A., Seeba, J., Reuber, S., Junker, N., Wolter, M., et al. (2019). Понимание влияния толщины и пористости на электрохимические характеристики LiNi 0.6 Co 0,2 Mn 0,2 O 2 Катоды на основе литий-ионных аккумуляторов высокой энергии. Дж. Пауэр Сауэр. 419, 119–126. doi: 10.1016/j.jpowsour.2019.02.060
Полнотекстовая перекрестная ссылка | Академия Google
Heubner, C., Seeba, J., Liebmann, T., Nickol, A., Börner, S., Fritsch, M., et al. (2018б). Полуэмпирическая концепция основной кривой, описывающая скорость литиевых вставных электродов. J. Источники питания 380, 83–91. doi: 10.1016/j.jpowsour.2018.01.077
Полнотекстовая перекрестная ссылка | Академия Google
Цзян Ф. и Пэн П. (2016). Выяснение ограничений производительности литий-ионных аккумуляторов из-за видов и переноса заряда с помощью пяти характеристических параметров.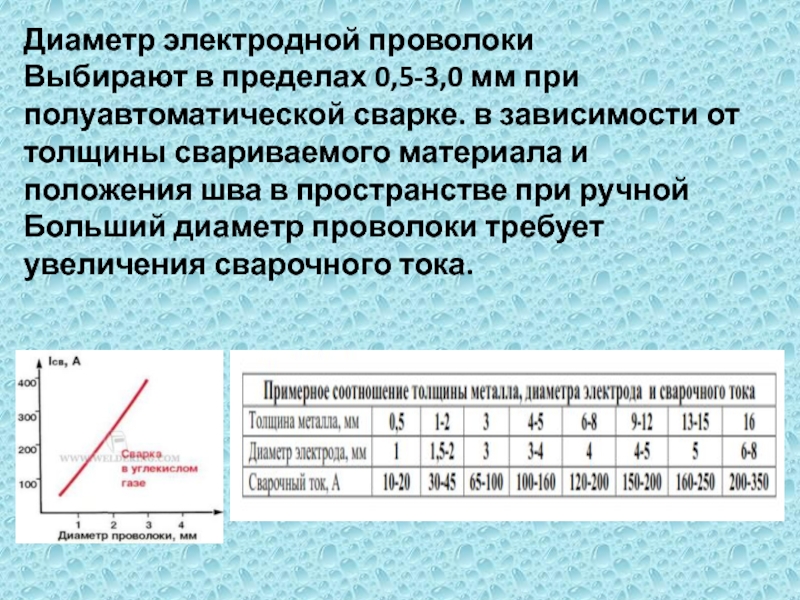 Науч. Респ. 6:32639. дои: 10.1038/srep32639
Науч. Респ. 6:32639. дои: 10.1038/srep32639
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Kim, J.G., Son, B., Mukherjee, S., Schuppert, N., Bates, A., Kwon, O., et al. (2015). Обзор твердотельных аккумуляторов на литиевой и нелитиевой основе. Дж. Пауэр Сауэр. 282, 299–322. doi: 10.1016/j.jpowsour.2015.02.054
Полнотекстовая перекрестная ссылка | Академия Google
Курцвейл, П., и Гарш, Дж. (2017). «Обзор аккумуляторов для автомобилей будущего», в «Свинцово-кислотные аккумуляторы для автомобилей будущего» , редакторы Дж. Гарш, Э. Карден, П. Т. Мозли и Д. А. Дж. Рэнд (Амстердам: Elsevier BV), 27–96. doi: 10.1016/B978-0-444-63700-0.00002-7
Полнотекстовая перекрестная ссылка | Академия Google
Маллин, С.А., Стоун, Г.М., Пандей, А., и Балсара, Н.П. (2011). Коэффициенты диффузии солей в блок-сополимерных электролитах. Дж. Электрохим. соц. 158, А619–А627. дои: 10.1149/1.3563802
Полнотекстовая перекрестная ссылка | Академия Google
Ньюман, Дж. (1995). Оптимизация пористости и толщины аккумуляторного электрода с помощью модели зоны реакции. Дж. Электрохим. соц. 142, 97–101. дои: 10.1149/1.2043956.
(1995). Оптимизация пористости и толщины аккумуляторного электрода с помощью модели зоны реакции. Дж. Электрохим. соц. 142, 97–101. дои: 10.1149/1.2043956.
Полнотекстовая перекрестная ссылка | Академия Google
Падхи, А.К., Нанджундасвами, К.С., и Гуденаф, Дж.Б. (1997). Фосфооливины как материалы положительного электрода для перезаряжаемых литиевых аккумуляторов. Дж. Электрохим. соц. 144, 1188–1194. дои: 10.1149/1.1837571
Полнотекстовая перекрестная ссылка | Академия Google
Поркарелли Л., Гербальди К., Белла Ф. и Наир Дж. Р. (2016). Сверхмягкий полностью полимерный электролит на основе оксида этилена для безопасных твердотельных литиевых батарей. Науч. Респ. 6:19892. дои: 10.1038/srep19892.
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Росс Макдональд, Дж.(1992). Отклик импеданса/адмиттанса бинарного электролита. Электрохим. Acta 37, 1007–1014. дои: 10.1016/0013-4686(92)85216-8
Полнотекстовая перекрестная ссылка | Академия Google
Россо, М. , Бриссо, К., Тейссо, А., Долле, М., Саннье, Л., Тараскон, Ж.-М., и др. (2006). Эффект короткого замыкания дендритов и плавких предохранителей на элементах Li/Polymer/Li. Электрохим. Acta 51, 5334–5340. doi: 10.1016/j.electacta.2006.02.004
, Бриссо, К., Тейссо, А., Долле, М., Саннье, Л., Тараскон, Ж.-М., и др. (2006). Эффект короткого замыкания дендритов и плавких предохранителей на элементах Li/Polymer/Li. Электрохим. Acta 51, 5334–5340. doi: 10.1016/j.electacta.2006.02.004
Полнотекстовая перекрестная ссылка | Академия Google
Сафари, М.и Делакур, К. (2011). Математическое моделирование литий-железо-фосфатного электрода: гальваностатический заряд/разряд и зависимость пути. Дж. Электрохим. соц. 158, А63–А73. дои: 10.1149/1.3515902
Полнотекстовая перекрестная ссылка | Академия Google
Sand, HJS (1901). О концентрации на электродах в растворе с особым упором на выделение водорода при электролизе смеси медного купороса и серной кислоты. Фил. Маг. 1, 45–79.дои: 10.1080/14786440109462590
Полнотекстовая перекрестная ссылка | Академия Google
Schnell, J., Günther, T., Knoche, T., Vieider, C., Köhler, L., Just, A., et al. (2018). Полностью твердотельные литий-ионные и литий-металлические батареи — путь к крупносерийному производству.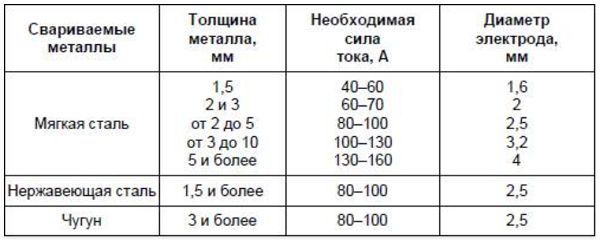 Дж. Пауэр Сауэр. 382, 160–175. doi: 10.1016/j.jpowsour.2018.02.062
Дж. Пауэр Сауэр. 382, 160–175. doi: 10.1016/j.jpowsour.2018.02.062
Полнотекстовая перекрестная ссылка | Академия Google
Ши, Дж., и Винсент, Калифорния (1993). Влияние молекулярной массы на подвижность катионов в полимерных электролитах. Ионика твердого тела 60, 11–17. дои: 10.1016/0167-2738(93)-8
Полнотекстовая перекрестная ссылка | Академия Google
Сингх, М., Кайзер, Дж., и Хан, Х. (2015). Толстые электроды для литий-ионных аккумуляторов высокой энергии. Дж. Электрохим. соц. 162, А1196–А1201. дои: 10.1149/2.0401507jes
Полнотекстовая перекрестная ссылка | Академия Google
Соренсен, П.Р., и Якобсен, Т. (1982). Проводимость, перенос заряда и транспортное число — исследование полимерного электролита LiSCN-poly(этиленоксид). Электрохим. Acta 27, 1671–1675. дои: 10.1016/0013-4686(82)80162-X
Полнотекстовая перекрестная ссылка | Академия Google
Шринивасан, В., и Ньюман, Дж. (2004). Модель разряда для литий-железо-фосфатного электрода. Дж. Электрохим. соц. 151, А1517–А1529. дои: 10.1149/1.1785012
(2004). Модель разряда для литий-железо-фосфатного электрода. Дж. Электрохим. соц. 151, А1517–А1529. дои: 10.1149/1.1785012
Полнотекстовая перекрестная ссылка | Академия Google
Тиан, Р., Парк, С.-Х., Кинг, П.Дж., Каннингем, Г., Коэльо, Дж., Николози, В., и др. (2019). Количественная оценка факторов, ограничивающих производительность аккумуляторных электродов. Нац. коммун. 10:1933. doi: 10.1038/s41467-019-09792-9
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Вонг, Л.Л., Чен, Х., и Адамс, С. (2017). Разработка катодных материалов, проводящих быстрые ионы, для сетевых натрий-ионных аккумуляторов. Физ. хим. хим. физ. 19, 7506–7523. д. дои: 10.1039/C7CP00037E
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Wu, X., Song, K., Zhang, X., Hu, N., Li, L., Li, W., et al.(2019). вопросы безопасности литий-ионных аккумуляторов: материалы и конструкция элементов. Перед. Энергия рез. 7:65. doi: 10.3389/fenrg.2019.00065
Энергия рез. 7:65. doi: 10.3389/fenrg.2019.00065
Полнотекстовая перекрестная ссылка | Академия Google
Xu, W., Wang, J., Ding, F., Chen, X., Nasybulin, E., Zhang, Y., et al. (2014). Литий-металлические аноды для аккумуляторных батарей. Энергетика Окружающая среда. науч. 7, 513–537. дои: 10.1039/C3EE40795K
Полнотекстовая перекрестная ссылка | Академия Google
Ян, Дж., Ван, X., Чжан, Г., Ma, A., Chen, W., Shao, L., et al. (2019). Высокоэффективный твердый композитный полимерный электролит для всех твердотельных литиевых аккумуляторов благодаря легкому регулированию микроструктуры. Перед. хим. 7:388. doi: 10.3389/fchem.2019.00388
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Yu, D.Y.W., Donoue, K., Inoue, T., Fujimoto, M., and Fujitani, S. (2006). Влияние параметров электродов на катоды LiFePO 4 . Дж. Электрохим. соц. 153, А835–А839.дои: 10.1149/1.2179199
Полнотекстовая перекрестная ссылка | Академия Google
Ю, С. , Ким, С., Ким, Т. Ю., Нам, Дж. Х., и Чо, В. И. (2013). Прогнозирование модели и эксперименты по оптимизации конструкции электродов LiFePO 4 /графит в литий-ионных батареях большой емкости. Бык. Корейский хим. соц. 34, 79–88. doi: 10.5012/bkcs.2013.34.1.79
, Ким, С., Ким, Т. Ю., Нам, Дж. Х., и Чо, В. И. (2013). Прогнозирование модели и эксперименты по оптимизации конструкции электродов LiFePO 4 /графит в литий-ионных батареях большой емкости. Бык. Корейский хим. соц. 34, 79–88. doi: 10.5012/bkcs.2013.34.1.79
Полнотекстовая перекрестная ссылка | Академия Google
Цзэн, X., Ли, М., Абд Эль-Хади, Д., Алшитари, В., Al-Bogami, A.S., Lu, J., et al. (2019). Коммерциализация технологий литиевых батарей для электромобилей. Доп. Энергия Матер. 9:11. doi: 10.1002/aenm.2011
Полнотекстовая перекрестная ссылка | Академия Google
Чжан, Х., Ли, К., Пищ, М., Койя, Э., Рохо, Т., Родригес-Мартинес, Л.М., и соавт. (2017). Одиночные литий-ионные проводящие твердые полимерные электролиты: достижения и перспективы. Хим. соц. Ред. 46, 797–815. дои: 10.1039/C6CS00491A
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Чжэн, Х., Li, J., Song, X. , Liu, G., и Battaglia, VS (2012). Всестороннее понимание влияния толщины электрода на электрохимические характеристики катодов литий-ионных аккумуляторов. Электрохим. Acta 71, 258–265. doi: 10.1016/j.electacta.2012.03.161
, Liu, G., и Battaglia, VS (2012). Всестороннее понимание влияния толщины электрода на электрохимические характеристики катодов литий-ионных аккумуляторов. Электрохим. Acta 71, 258–265. doi: 10.1016/j.electacta.2012.03.161
Полнотекстовая перекрестная ссылка | Академия Google
Экспериментальные и теоретические исследования нелинейной зависимости внутреннего сопротивления и толщины электрода высокоэффективного суперконденсатора
Очевидно, из рис.2в зависимость внутреннего сопротивления от толщины электрода для исследуемой электрохимической системы имеет нелинейный, а не линейный характер. Следовательно, возможный механизм электрохимических процессов, протекающих в СК, должен объяснять указанный выше факт нелинейной зависимости. Как указывалось выше, энергоаккумулирующая составляющая электрода состоит из пористых структур активированного угля с большим количеством микро-, мезо- и макропор, и эти поры с площадью поверхности ~1900 м 2 /г могут служить транспортными каналами для электролита.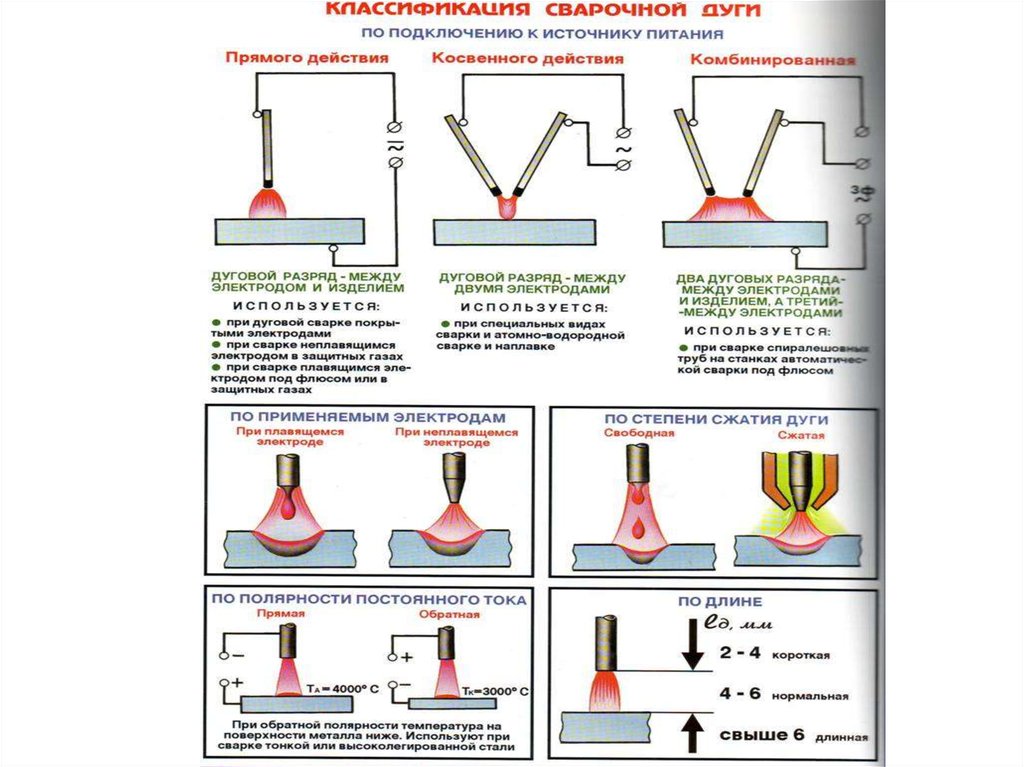 ионы.При зарядке СЭ ионы электролита по этим транспортным каналам могут проникать в энергоаккумулирующий элемент электрода и адсорбироваться на поверхности пор частиц углеродного материала. В процессе разрядки СК десорбированные ионы могут диффундировать от адсорбированных участков поверхности энергоаккумулирующего компонента электрода. Диффузионное путешествие десорбированных ионов можно разделить на следующие этапы (показаны на рис. 3): (1) Во-первых, ионы могут диффундировать через поры углеродного материала в транспортные каналы.Заряд, индуцированный ионами на поверхности углеродного материала, может двигаться параллельно диффузии положительных ионов. (2) На втором этапе ионы могут двигаться по транспортным каналам к поверхности электрода, и в то же время индуцированный заряд может двигаться параллельно движению положительных ионов. 3. На заключительном этапе ионы входят в объем электролита, а наведенный заряд проходит через аккумулирующую электродную часть в металлический коллектор и далее поступает во внешнюю электрическую цепь.
ионы.При зарядке СЭ ионы электролита по этим транспортным каналам могут проникать в энергоаккумулирующий элемент электрода и адсорбироваться на поверхности пор частиц углеродного материала. В процессе разрядки СК десорбированные ионы могут диффундировать от адсорбированных участков поверхности энергоаккумулирующего компонента электрода. Диффузионное путешествие десорбированных ионов можно разделить на следующие этапы (показаны на рис. 3): (1) Во-первых, ионы могут диффундировать через поры углеродного материала в транспортные каналы.Заряд, индуцированный ионами на поверхности углеродного материала, может двигаться параллельно диффузии положительных ионов. (2) На втором этапе ионы могут двигаться по транспортным каналам к поверхности электрода, и в то же время индуцированный заряд может двигаться параллельно движению положительных ионов. 3. На заключительном этапе ионы входят в объем электролита, а наведенный заряд проходит через аккумулирующую электродную часть в металлический коллектор и далее поступает во внешнюю электрическую цепь.
Схематическая диаграмма диффузии десорбированных ионов.
Для построения модели, описывающей описанный выше механизм разрядки СК, принято допущение, что поры активированного углеродного материала, а также транспортные каналы равномерно распределены по всему объему энергоаккумулирующего компонента электрода. Общая толщина энергоаккумулирующей части электрода по образцу составляет х . Параметры модели могут быть определены из экспериментальных данных, и все параметры могут быть рассчитаны с использованием идеального однослойного электродного листа с 2 видимой поверхности на 1 см.Удельное сопротивление транспортных каналов и аккумулирующей электродной составляющей можно определить по участку экспериментальной кривой R в (h). Зависимость внутреннего сопротивления от ч описывается уравнением прямой:
где ρ i (Ом · см 2 /мкм) – удельное сопротивление транспортных каналов, ρ /мкм e (Ом · см 2 /мкм) — удельное сопротивление компонента электрода-накопителя энергии соответственно. Здесь r 0 (Ом · см 2 ) — полное сопротивление сепаратора (пропитанного электролитом) и переходного слоя между аккумулирующей электродной составляющей и металлическим токосъемником. Последнее определяется из следующего уравнения:
Здесь r 0 (Ом · см 2 ) — полное сопротивление сепаратора (пропитанного электролитом) и переходного слоя между аккумулирующей электродной составляющей и металлическим токосъемником. Последнее определяется из следующего уравнения:
где R in ( ч ) (Ом · см 2 ) – внутреннее сопротивление модели КА, соответствующее толщине ч. ρ n (Ом · мкм · см 2 ) — удельное сопротивление нанопор углеродного материала элемента электрода-накопителя энергии.Следовательно, ρ N Как ионное сопротивление углеродного материала, помещенного в прямоугольную трапецию с базовой площадью S = 1 см 2 и высота H T = 1 мкм (основа трапеции параллельно металлическому коллектору) можно рассчитать по следующему уравнению:
где N – количество пор углеродного материала в объеме трапеции, а R одна (Ω) – это ионное сопротивление отдельной поры углеродного материала соответственно. Согласно большинству отчетов и нашим результатам БЭТ, в процессе зарядки СЭ устройства органическим электролитом большая часть электрического заряда может накапливаться только в мезопорах диаметром в диапазоне 2–3 нм. Следовательно, только эти поры могут удерживать заряды и высвобождать их обратно в процессе разрядки КА. В самом деле, при переходе зарядов от транспортного канала к порам, размер которых сравним с размером иона, эти поры теряют свою сольватную оболочку 14,15 и приводят к значительному уменьшению коэффициента диффузии на несколько порядков 16 .Следовательно, удельное сопротивление, создаваемое этими порами малого диаметра, может на несколько порядков превышать сопротивление транспортного канала, а суммарное сопротивление всех микропор может быть обратно пропорционально числу участвующих в процессе разрядки.
Согласно большинству отчетов и нашим результатам БЭТ, в процессе зарядки СЭ устройства органическим электролитом большая часть электрического заряда может накапливаться только в мезопорах диаметром в диапазоне 2–3 нм. Следовательно, только эти поры могут удерживать заряды и высвобождать их обратно в процессе разрядки КА. В самом деле, при переходе зарядов от транспортного канала к порам, размер которых сравним с размером иона, эти поры теряют свою сольватную оболочку 14,15 и приводят к значительному уменьшению коэффициента диффузии на несколько порядков 16 .Следовательно, удельное сопротивление, создаваемое этими порами малого диаметра, может на несколько порядков превышать сопротивление транспортного канала, а суммарное сопротивление всех микропор может быть обратно пропорционально числу участвующих в процессе разрядки.
На основании вышеизложенного для дальнейшего определения ρ n следует сделать еще одно допущение модели.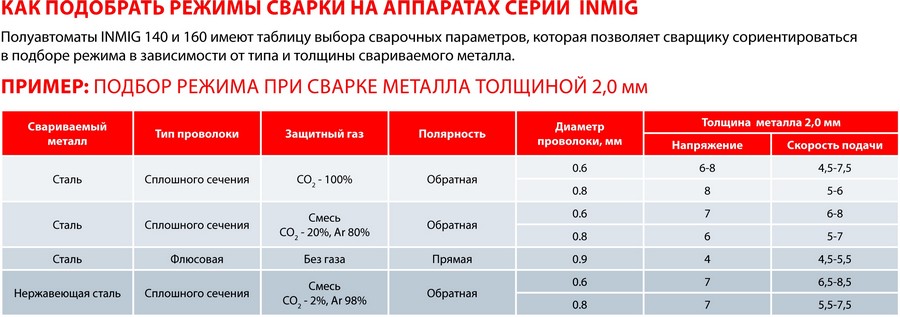 Предполагается, что ионная составляющая R в ( h ) в определенном диапазоне значений h может определяться таковой углеродного материала.Таким образом, ионный составляющий R в ( H ) с двумя разными значениями H 1 и H 2 ( H 1 < H 2 ) можно рассчитать в указанном выше диапазоне с помощью уравнений (6) и (7), приведенных ниже. В соответствии с эквивалентной схемой компонента электрода-аккумулятора ионная составляющая внутреннего сопротивления r ion ( h ) (Ом · см 2 ) может быть получена из уравнения.(5):
Предполагается, что ионная составляющая R в ( h ) в определенном диапазоне значений h может определяться таковой углеродного материала.Таким образом, ионный составляющий R в ( H ) с двумя разными значениями H 1 и H 2 ( H 1 < H 2 ) можно рассчитать в указанном выше диапазоне с помощью уравнений (6) и (7), приведенных ниже. В соответствии с эквивалентной схемой компонента электрода-аккумулятора ионная составляющая внутреннего сопротивления r ion ( h ) (Ом · см 2 ) может быть получена из уравнения.(5):
Справедливость нашего предположения можно проверить по экспериментальным результатам, представленным на рис. 2в. В нашем случае, когда ч 1 = 14,7 мкм и ч 2 = 23,5 мкм, и, можно получить соответственно. Следовательно, , ρ n можно рассчитать из следующего выражения:
Из нашей модели можно оценить зависимость значений внутреннего сопротивления от толщины элемента накопления энергии h * .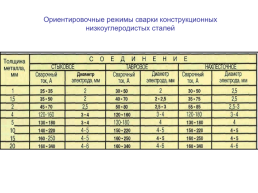 Минимум можно найти в точке пересечения нисходящей ветви (обозначается как ) и восходящей ветви (обозначается как ). Значение ч * можно рассчитать как
Минимум можно найти в точке пересечения нисходящей ветви (обозначается как ) и восходящей ветви (обозначается как ). Значение ч * можно рассчитать как
ур. (9) определяет толщину элемента электрода накопителя энергии, соответствующую минимуму внутреннего сопротивления СЭ. В рамках рассматриваемой модели уравнение, описывающее зависимость внутреннего сопротивления СЭ от толщины электрода, имеет следующий вид:
где θ ( x ) – ступенчатая функция Хевисайда, значение которой равно 0, если x < 0, 0.5 если x = 0 и 1 иначе 17 . Параметры ρ E + ρ I I , R 0 и ρ N N , которые характеризуют рассмотренную электрохимическую систему, можно рассчитать на основе экспериментальных данных с Уравнения (2), (3) и (8). Чтобы определить параметры R 0 и ρ E + ρ I I , Th E Очки, лежащие по прямой части экспериментальной кривой R в ( h ). В комплексе экспериментов, используя значения внутреннего сопротивления СЭ, соответствующие значениям толщины электродов 133 мкм, 118,2 мкм, 88,2 мкм и 61,2 мкм соответственно, ρ e + ρ i = 0,0043 Ом · см 2 /мкм.
В комплексе экспериментов, используя значения внутреннего сопротивления СЭ, соответствующие значениям толщины электродов 133 мкм, 118,2 мкм, 88,2 мкм и 61,2 мкм соответственно, ρ e + ρ i = 0,0043 Ом · см 2 /мкм.
Параметр ρ N N N можно определить с помощью этих точек, лежащих вдоль экспериментального R в ( H ) Кривая, для которой продукт R ION h остается прежним.Из таблицы 1 эти требования могут быть выполнены при толщине электродов h 1 = 14,7 мкм (), h 2 = 23,5 мкм () и 31,3 мкм, () толщиной соответственно. Для моделей СЭ с такими электродами произведения r ion h хорошо согласуются с экспериментальными результатами в пределах ошибки эксперимента, что свидетельствует о справедливости предложенной теоретической модели. Среднее значение ρ n , рассчитанное по экспериментальным данным для указанных выше точек, равно 12.13 Ом · мкм · см 2 . Используя вышеуказанные ρ E + и ρ N N N Толщина оптимизированного электрода составляет ч * = 53,1 мкм, что соответствует наименьшему количеству R в значение.
Среднее значение ρ n , рассчитанное по экспериментальным данным для указанных выше точек, равно 12.13 Ом · мкм · см 2 . Используя вышеуказанные ρ E + и ρ N N N Толщина оптимизированного электрода составляет ч * = 53,1 мкм, что соответствует наименьшему количеству R в значение.
Влияние толщины электрода и электролита на характеристики полностью твердотельных аккумуляторов, проанализированное с помощью уравнения песка
%PDF-1.4 % 1 0 объект > эндообъект 9 0 объект /Заголовок /Предмет /Автор /Режиссер /CreationDate (D:202201113-00’00’) /Ключевые слова (литиевая батарея, полимерный электролит, энергетические характеристики, транспортное ограничение, эффективный коэффициент диффузии, процедура циклирования мощности) /ModDate (D:20200220135836+01’00’) >> эндообъект 2 0 объект > эндообъект 3 0 объект > эндообъект 4 0 объект > эндообъект 5 0 объект > эндообъект 6 0 объект > эндообъект 7 0 объект > эндообъект 8 0 объект > ручей 2020-01-16T07:55:54+05:30LaTeX с пакетом hyperref + hypdvips2020-02-20T13:58:36+01:002020-02-20T13:58:36+01:00application/pdf

