Схема сварочного трансформатора с электронной регулировкой тока
Тем, кто любит мастерить всё своими руками, предлагается сделать компактное и надёжное устройство для электросварки изделий из конструкционных сталей электродами диаметром 2-5 мм. Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе в домашних условиях, и «на выезде». А наличие встроенного электронного регулятора позволяет к тому же плавно изменять сварочный ток от 20 А до 200 А, что, в свою очередь, дает возможность прочно соединять детали различной толщины и с большим качеством.
Принципиальная электрическая схема сварочного трансформатора с электронной регулировкой тока:
Как следует из принципиальной электрической схемы (см. рис.), в основе данного устройства — разновидность тиристорного регулятора, получившего широкое распространение в последнее время. Оно и понятно. Ведь такое техническое решение позволяет использовать здесь весьма доступные материалы и детали, что важно для повторения и в «центре», и в условиях «глубинки».
«Сварочник» состоит из собственно силового трансформатора Т1, регулирующих тиристоров VS1 и VS2, включённых в цепь силовой обмотки II, и блока электронной регулировки, вырабатывающего управляющие импульсы. Дополнительная обмотка III стабилизирует горение дуги и позволяет улучшить процесс образования шва в начальный момент сварки. Ну а что касается обмотки IV, то она служит для питания блока электронной регулировки тока.
Трансформатор Т1 изготовлен на основе статорного сердечника от асинхронного двигателя переменного тока мощностью 15…18,5 или 22 кВт. По методике, о которой журнал уже не раз рассказывал своим читателям (см., например, № 8’92, 11’95). Напомним лишь, что электродвигатель разбирают, и статор вместе с обмотками извлекают из корпуса.
В случае затруднений последний можно даже разбить (конечно, с соблюдением необходимых предосторожностей).
Прежние обмотки вырубают зубилом. Остатки удаляют, не повреждая, однако, сами статорные пластины. Магнитопровод обматывают затем несколькими слоями стеклоткани или киперной ленты. Причём в последнем случае изолирующий материал промазывают эпоксидным клеем. Или — простым масляным лаком (например, марки ПФ-231).
Причём в последнем случае изолирующий материал промазывают эпоксидным клеем. Или — простым масляным лаком (например, марки ПФ-231).
Первичную обмотку трансформатора выполняют проводом марок ПЭВ-2 (медный) или АПСО (алюминиевый) диаметром 2,5 мм. Содержать она должна 220 витков, которые наматывают равномерно по всему сечению магнитопровода.
Если же провода требуемого диаметра нет, то можно обмотку выполнить двумя проводами. Важно лишь, чтобы суммарное сечение здесь составляло 5 мм . Для удобства намотки используют челнок, на котором предварительно размещают требуемое количество провода.
Получившуюся обмотку I изолируют 2-3 слоями стеклоткани или киперной ленты. Затем нелишне проверить всё на наличие короткозамкнутых витков. Для этого обмотку включают в обычную сеть с напряжением 220 В и убеждаются, что ток в цепи обмотки находится в пределах 0,3-0,5 А, Если замеренное значение превышает указанное, то ничего не остается, кроме как более аккуратно перемотать все 220 витков.
Вторичную обмотку II выполняют уже проводом сечением 35 мм3. Витков у неё поменьше, всего 60. А в качестве провода здесь вполне подойдёт медная или алюминиевая шина с надёжной изоляцией.
Рядом с обмоткой II на магнитопроводе размещают обмотку III, которая также содержит 60 витков, но уже — провода марки ПЭВ-2 диаметром 2,5 мм. А вот у обмотки IV — 40 витков ПЭВ-2 0,7 мм. Причём предусмотрен отвод от середины. Изолируются все вторичные обмотки так же основательно, как и первичная.
После окончательной намотки следует снова испытать трансформатор на холостом ходу. Методика здесь практически та же. Отличие лишь в том, что при указанном ранее значении тока на обмотках II и III должно быть напряжение 220 В, на обмотке IV — 40В.
В основе блока электронной регулировки тока лежит схема аналогичного устройства промышленного изготовления ТС-200. Монтаж выполняется печатным или навесным способом. Но в любом случае для этого блока предусматривается надёжный корпус.
Трансформатор Т2 наматывается на магнитопроводе Ш16 с толщиной набора 16 мм. Обмотка I содержит 140 витков провода марки ПЭВ-2 диаметром 0,5 мм. У II- всего 70 витков ПЭВ-2 0,1 мм, а у III и IV — по 90 витков ПЭВ-2 0,5 мм.
Обмотка I содержит 140 витков провода марки ПЭВ-2 диаметром 0,5 мм. У II- всего 70 витков ПЭВ-2 0,1 мм, а у III и IV — по 90 витков ПЭВ-2 0,5 мм.
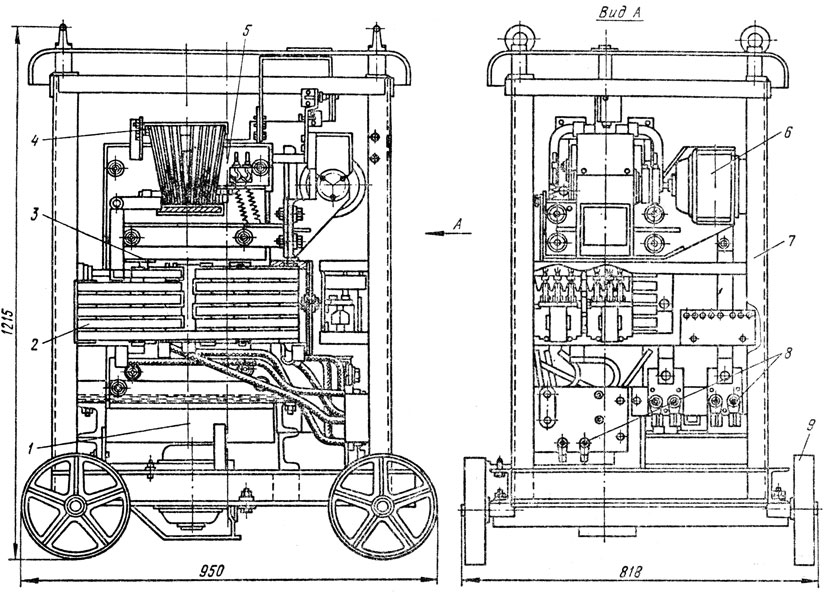
Самодельное сварочное устройство в сборе:
1 — трансформатор, 2 — радиатор (2 шт.), 3 — тиристор (2 шт.), 4 — пластина верхняя, 5 — брусок, 6 — ручка для переноски, 7 — панель блока регулировки, 8 — потенциометр R-12, 9 — болт М12 с гайкой (2 шт., для крепления сварочного кабеля), 10 — болт М12 стяжной с гайкой и шайбами, 11 — пластина нижняя, 12 — скоба крепления сетевого кабеля, 13 — кабель сетевой.
Резисторы R1…R9 — типа МЛТ-0,5. В качестве R10 и R11 как нельзя лучше подойдут МЛТ-2, а для R12 — СП2-6А. Конденсаторы С1 и С3 целесообразнее использовать типа К50-6.
А что касается С2 и С4, то здесь предпочтительнее К73. Тиристоры VS1 и VS2 — ТЛ-200 или им подобные. Устанавливаются на теплоотводах с общей поверхностью 1000 мм3 каждый.
Блок, собранный из исправных деталей и без ошибок, в наладке не нуждается. Ну а если что-то вдруг не заладится — проверьте монтаж. Обратите внимание на правильность подсоединения обмоток у трансформатора Т2 и на соблюдение указанной в схеме полярности.
Ну а если что-то вдруг не заладится — проверьте монтаж. Обратите внимание на правильность подсоединения обмоток у трансформатора Т2 и на соблюдение указанной в схеме полярности.
Работу блока можно легко проверить с помощью осциллографа. Для этого выходы 4-5 и 6-7 нагружают резисторами сопротивлением по 50 Ом и мощностью 0,5 Вт. Подсоединив прибор сначала к одному выходу, а затем — к другому, убеждаются, что перемещением движка резистора R12 изменяется скважность импульсов.
При отсутствии осциллографа работоспособность блока можно проверить и с помощью вольтметра переменного тока. Причём не подключая обмотку III При правильной работе блока с изменением сопротивления резистора R12 напряжение в точках 9-10 должно плавно меняться от 0 до 60 В.
Возможный вариант конструкции «сварочника» представлен на иллюстрации. Трансформатор Т1 закреплён, как это хорошо видно, на круглом 400-мм основании из 10-мм текстолита или 15-мм фанеры. Причём под него следует подложить два бруска из твёрдого дерева сечением 30×30 мм и длиной 350 мм — для надлежащей циркуляции воздуха, улучшения охлаждения.
К основанию трансформатор крепится при помощи стяжного болта М12 соответствующей длины и такой же, как и снизу, пластины. Сверху на радиаторах размещаются тиристоры.
Ручки для переноски трансформатора изготавливаются из стальной трубы диаметром 0,5». На них крепятся две текстолитовые пластины толщиной 5 мм. Одна из них служит для установки блока регулировки тока, потенциометра R12, а также подсоединяемого на болтах М12 сварочного кабеля.
На второй пластине закреплены две скобы для намотки сетевого кабеля после окончания работы. Здесь же можно установить и автоматический выключатель, рассчитанный на ток не менее 25 А.
Впрочем, конструкция сварочного агрегата может быть и другой. Его, например, легко разместить в «целостном» корпусе (предусмотрев, соответственно, специальные вентиляционные отверстия или даже малогабаритный вентилятор для обдува). Однако как бы при этом не ухудшился тепловой режим!
Ведь даже в конструкции «свободно продуваемого» трансформатора, которая изображена на рисунке, приходится после каждого часа работы предусматривать 10-минутный перерыв.
Сварку производят электродами марки Э-5РА УОНИ-13/55-2,5 УД-1. Диаметр, как уже указывалось,- от 2 до 5 мм. Вставляют нужный электрод в надёжный и удобный электрододержатель (см. описания таковых в № 11’87, 1’90, 10’94 нашего журнала), включают названные выше устройства — и за дело.
Естественно, с соблюдением техники безопасности. С технологией же сварки можно ознакомиться в соответствующих пособиях.
М. ТЕРЛЕЦКИЙ, Санкт-Петербург. Моделист-конструктор 1996 №3.
Схема сварочного аппарата постоянного тока
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.
Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.


ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.
Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки.![]()
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией.![]() А когда дуга более стабильна, сварной шов ложится тоже более ровно.
А когда дуга более стабильна, сварной шов ложится тоже более ровно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Устройство сварочного трансформатора: принцип действия, работы
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
- Устройство сварочного трансформатора
- Принцип действия
- Полезное видео
- Магнитопровод
- Ограничитель холостого хода
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля , которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
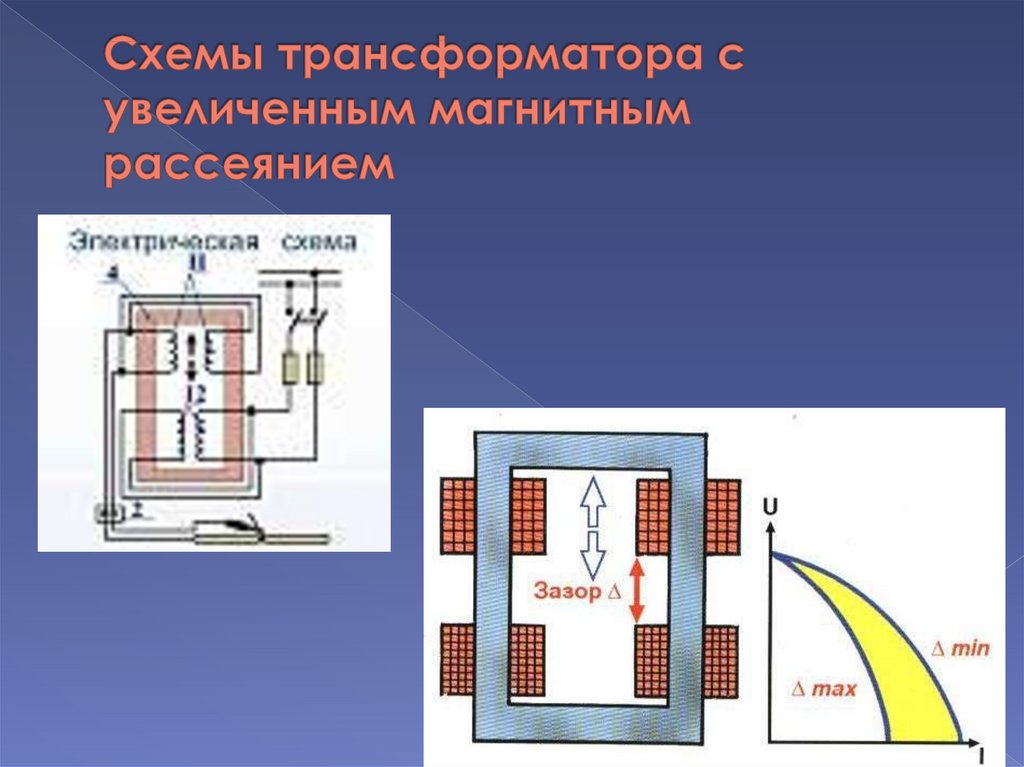
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т.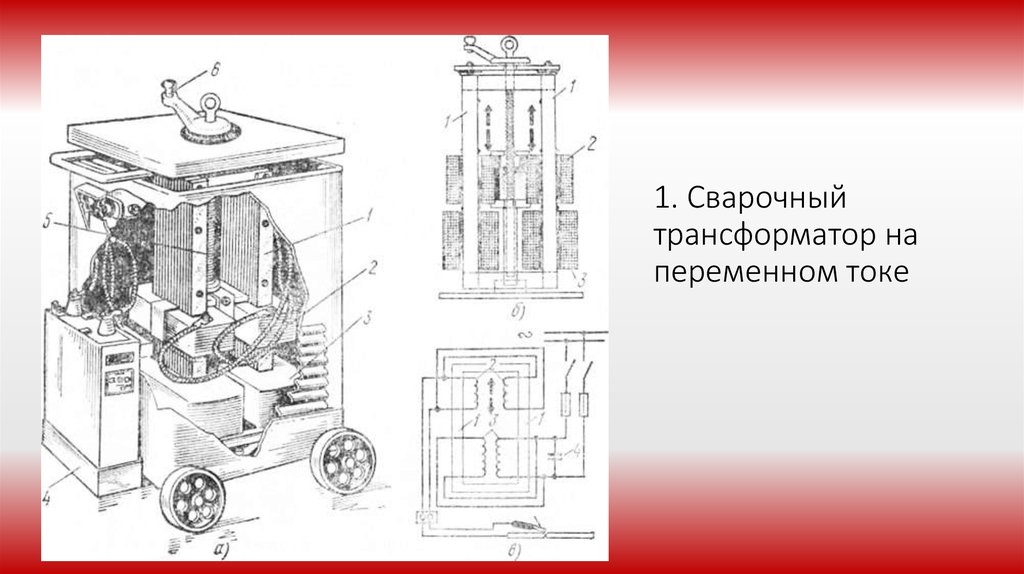
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе.
Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles. ru/preview/3997689/.
ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
[note]К сведению: что ломается и как ремонтируется в сварочных трансформаторах[/note]
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ.![]() Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
[help]Советуем также ознакомиться: Что выбрать — инвертор или трансформатор?
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
Как своими руками сделать сварочный трансформатор?
В настоящий момент существует несколько модификаций разнообразных сварочных аппаратов. Сварочные трансформаторы своими руками можно изготовить достаточно легко при наличии определенных навыков.
Схема намотки сварочного трансформатора.
Наиболее популярными являются сварки трансформаторные, предназначенные для проведения контактного и дугового сваривания металлических конструкций.![]() Популярность этого типа трансформаторов для сварки обусловлена несколькими причинами:
Популярность этого типа трансформаторов для сварки обусловлена несколькими причинами:
- простота и надежность устройства;
- наличие широкого диапазона использования этого типа аппаратуры;
- наличие высокой мобильности.
Помимо перечисленных преимуществ, использование этого типа аппаратов имеет целый ряд недостатков, основными среди них считаются следующие:
- низкий КПД трансформаторного аппарата;
- высокая зависимость качества шва от наличия навыков работы сварщиком.
Для установки можно изготовить трансформатор собственными руками. Устройство представляет собой агрегат, повышающий силу тока с одновременным понижением его напряжения.
Технология изготовления трансформатора для сварочного аппарата
Разработаны разнообразные схемы сварочного трансформатора. Наибольшую популярность приобрел агрегат, оснащенный П-образной конфигурацией магнитного сердечника. При наличии П-образного магнитного сердечника намотка проволоки первичной и вторичной обмоток осуществляется достаточно просто. П-образные устройства легко подвергаются разборке при необходимости проведения ремонта. Для создания сварочного аппарата требуется знать принцип работы сварочного трансформатора.
П-образные устройства легко подвергаются разборке при необходимости проведения ремонта. Для создания сварочного аппарата требуется знать принцип работы сварочного трансформатора.
Конструкция сварочного трансформатора.
Для того чтобы эксплуатировать аппарат в бытовых нуждах, требуется поставить такие катушки на сердечник, которые бы позволили сваривать металлические заготовки электродами, имеющими диаметр 3-4 мм. При создании агрегата требуется провести расчет сварочного трансформатора. При изготовлении агрегата для сварочного устройства нужно набрать магнитный сердечник. При сборке сердечника следует помнить, что поперечное сечение должно составлять минимум 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади поперечного сечения, проводят по формуле S=a*b, см².
После проведения расчета и изготовления сердечника выбирается провод для изготовления обмоток. При выборе электропроводника особое внимание уделяется его сечению и общей длине. Для изготовления катушки первичной обмотки лучше всего применять специальный обмоточный термостойкий провод, изготовленный из меди, покрытый х/б или стеклотканевым изоляционным материалом.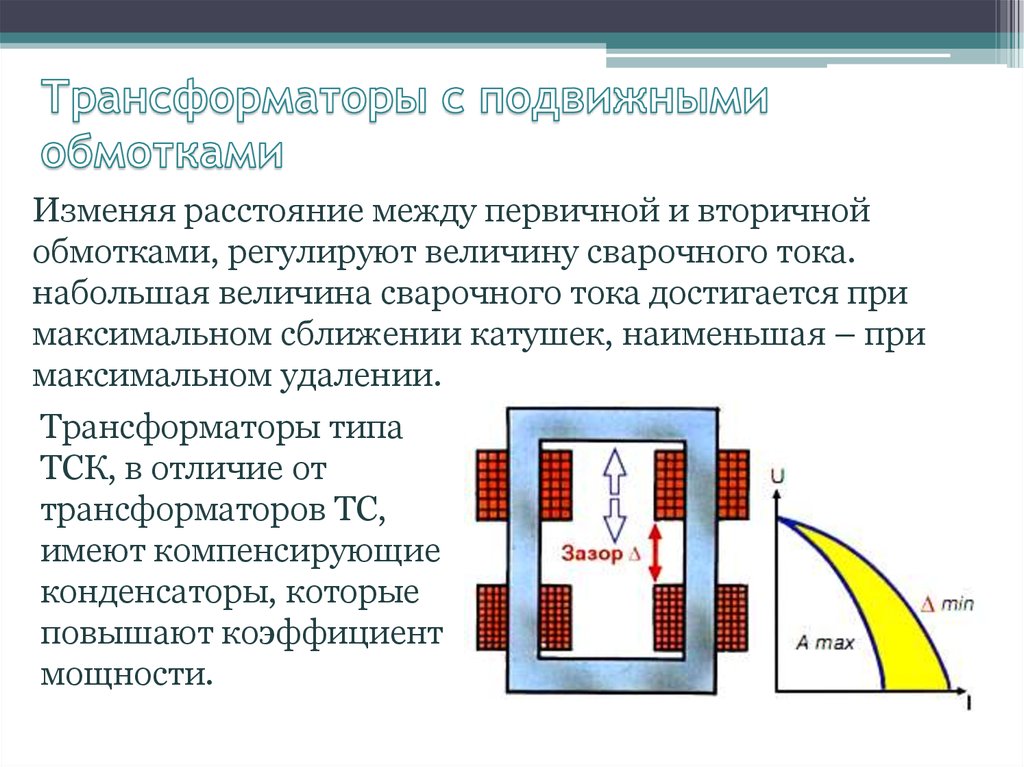 Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
При наличии провода требуемого сечения и отсутствии требуемого изоляционного материала его можно изготовить собственными руками. Для этой цели готовится несколько узких полосок из х/б материала или стеклотканевых. Ширина полоски должна составлять 2 см. После изготовления полосок изоляционного материала им осуществляется обмотка медного провода. Обмотанный провод пропитывается электротехническим лаком.
Для того чтобы сварочный аппарат мог хорошо осуществлять сваривание металлических заготовок, нужно обеспечить нормальный уровень напряжения переменного тока без нагрузки. На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварочных работ напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Вернуться к оглавлению
Особенности проведения расчета параметров трансформатора для сварочного устройства
Изготовление самодельного сварочного трансформатора требуется начинать с проведения расчета всех технических параметров.
Трёхфазный стержневой трансформатор.
При подготовке к изготовлению трансформатора требуется рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки. Основными параметрами, требующими проведения расчетов, являются следующие:
- площадь поперечного сечения сердечника;
- площадь сечения провода первичной обмотки;
- площадь поперечного сечения провода вторичной обмотки.
При осуществлении расчетов в обязательном порядке требуется учитывать максимальную мощность, которую будет иметь сварочный агрегат. Например, при потребляемой мощности в 5 кВТ площадь поперечного сечения провода первичной обмотки должна составлять около 5 мм². При изготовлении обмотки лучшим вариантом будет, если площадь поперечного сечения составит 6-7 мм². При указанных параметрах потребляемой мощности первичной обмотки и поперечном ее сечении вторичная обмотка должна иметь поперечное сечение в 30 мм² (без учета изоляционного материала).
Перед проведением намотки катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение, которое является более низким, нежели в бытовой сети. Для того чтобы понизить напряжение на соответствующее значение, требуется рассчитать количество витков на 1 вольт напряжения для этой цели. Используется формула n=48/Sм, где Sм – площадь сечения сердечника, выраженная в квадратных сантиметрах.
При хорошем, качественном магнитопроводе n=0,9-1. Исходя из этого, общее количество витков катушки определяется в соответствии с формулой W1=U1/n, следовательно, при оптимальных показателях магнитопровода получается около 200-300 витков, в зависимости от поперечного сечения магнитопровода. В зависимости от количества витков выбирается длина медного провода. Показатели вторичной обмотки рассчитываются аналогичным образом.
Вернуться к оглавлению
Осуществление намотки катушек на магнитопроводы
Завершив расчет параметров и подготовив материалы для изготовления трансформатора, можно приступать к наматыванию катушек. Перед намоткой катушек требуется изготовить каркас для наматывания проводника. Этот каркас должен соответствовать параметрам магнитопровода. Размер каркаса должен быть таким, который можно было бы легко надеть на сердечник, изготовленный из текстолита. Намотка катушек осуществляется следующим образом: сначала делается намотка половины первичной обмотки, после чего проводится намотка половины провода вторичной обмотки. Между слоями проводника прокладывается электротехнический картон, стеклоткань или бумага, имеющая спецпропитку. Это требуется для того, чтобы обеспечить более качественную изоляцию.
Схема работы сварочного трансформатора.
Проводя изготовление трансформатора своими руками, требуется учитывать, что проводимые расчеты являются приблизительными. Как показывает практика, расчетные показатели способны сильно отличаться от настоящих показателей. По этой причине требуется при изготовлении агрегата использовать материалы с небольшим запасом. Значительные различия между расчетными и реальными показателями приводят к тому, что после изготовления агрегата требуется проводить его настройку.
После изготовления трансформатора его требуется включить и замерить напряжение на вторичной обмотке. Этот показатель должен составлять 65 В. В случае отклонения от этого значения требуется провести доматывание или сматывание проводника катушки.
Желательно при изготовлении катушки первичной обмотки предусмотреть несколько различных ответвлений для подключения различного входного напряжения. Это позволит работать при различных параметрах входного напряжения, что является особо актуальным для сельской местности, в которой колебания напряжения в бытовой сети являются обычным явлением.
В случае если при проверке работоспособности выясняется, что при расчетах неверно определена магнитная проницаемость, то потребуется либо провести перемотку обмотки, либо переключить клеммы на большее количество витков катушки. Определить мощность трансформатора на холостом ходу можно при помощи подсчетов количества оборотов диска счетчика электроэнергии за единицу времени. После проведения всех настроек лишние витки обмотки можно удалить путем перекусывания провода.
В случае отсутствия проводника требуемого сечения можно наматывать на катушку два провода в параллельном направлении, имеющие меньшее поперечное сечение.
что это такое, разновидности, схема, устройство и принцип работы
Содержание
- Описание оборудования
- Отличия от инверторного аппарата
- Конструкция сварочного трансформатора
- Разновидности и классификация устройств
- Принцип работы с характеристиками
- Холостой ход
- Стандартная схема сварочного трансформатора
- Схемы модификаций
- С шунтом
- С обмоткой по секциям
- Тиристорные аппараты
- Плюсы и минусы
- Особенности выбора сварочного трансформатора
- Какие неисправности могут быть
- Как самому смонтировать аппарат
Для электродуговой сварки требуется набор инструментов, в который входит сварочный трансформатор. Существуют промышленные и бытовые разновидности средств, отличающиеся техническими характеристиками и габаритами.
Описание оборудования
Трансформаторы – аппараты, используемые для соединения деталей из стали и некоторых других металлов. Устройство принимает ток от сети, преобразует его до получения требуемых параметров. Формирующаяся при этом электрическая дуга расплавляет края свариваемых заготовок и расходный материал, образуя прочный шов.
Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.
- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.
 Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.Конструкция сварочного трансформатора
Такой аппарат включает несколько узлов, которые создают электрическую дугу, способную расплавлять сталь. Компоненты изменяют параметры токов, поступающих от сети.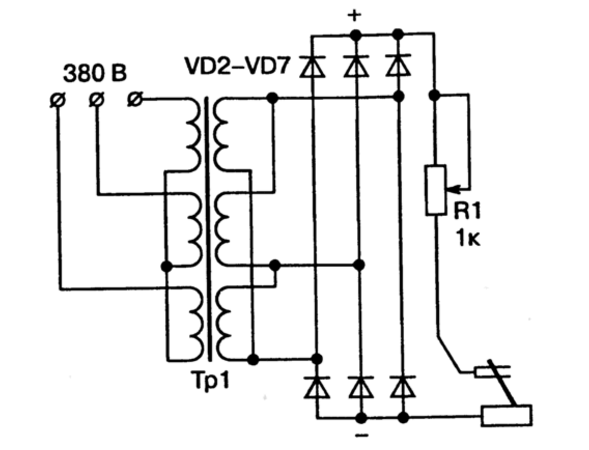
Агрегат понижает напряжение, увеличивая ампераж.
Сварка металлов становится возможной благодаря узлам, входящим в конструкцию аппарата:
- магнитопроводу;
- первичной обмотке из изолированного кабеля;
- винту;
- подвижной вторичной обмотке из неизолированного провода;
- ходовой гайке;
- рукоятке, вращающей винт;
- зажимам для фиксации кабелей;
- охлаждающей системе.
Магнитопровод не влияет на параметры тока, он лишь формирует магнитное поле. Для этого применяется набор стальных пластин, покрытых оксидным составом. Некоторые трансформаторы включают дополнительные компоненты, улучшающие работу оборудования.
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых – 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.

Принцип работы с характеристиками
Приборы для трансформаторной сварки функционируют следующим образом:
- Ток из электрической сети попадает на первичную обмотку. Здесь появляется магнитный поток, направляющийся в сторону сердечника.
- Напряжение передается на вторичную обмотку.
- Ферромагнитный сердечник генерируют магнитное поле. В 2 обмотках образуются электродвижущие силы переменного характера.
- Разница в числе витков катушек помогает менять параметры тока на необходимые для сварки вольт-амперные показатели. По этим значениям выполняют расчет характеристик трансформаторного агрегата.
 По этим значениям выполняют расчет характеристик трансформаторного агрегата.
По этим значениям выполняют расчет характеристик трансформаторного агрегата.Число витков обмотки напрямую связано с выдаваемым напряжением. Намотанная в большем количестве вторичная катушка повышает силу тока. Трансформаторный сварочный аппарат относится к приборам понижающего вида. Число витков первичной обмотки в нем больше, чем вторичной. Регулировать силу выходного тока можно, меняя величину зазора между катушками.
Холостой ход
Принцип работы сварочного трансформатора включает 2 режима: холостой и с нагрузкой. Во время сварки вторичная катушка создает замыкание между деталью и электродом. Мощная дуга плавит материал, образуя шов. После завершения сварки вторичная цепь разрывается. Аппарат начинает работать на холостом ходу.
Такой режим функционирования должен быть безопасным для пользователя. Максимальная величина напряжения – 48 В. Если показатель превышает допустимые значения, срабатывает автоматический ограничитель. Заземление корпуса агрегата обеспечивает дополнительную защиту сварщика от поражения током.
Стандартная схема сварочного трансформатора
Классические аппараты состоят из магнитопровода и преобразователей. Для розжига дуги электрическая схема предусматривает присутствие индуктивного сопротивления вторичной катушки. У аппаратов, функционирующих в режиме сварки, мощность многократно превышает потери, возникающие при работе на холостом ходу.
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При смещении стальных элементов повышается сопротивление потока, идущего по воздуху.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.
Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.
Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.

Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
Особенности выбора сварочного трансформатора
Решая, какой аппарат купить, учитывают следующие критерии:
- Типы свариваемых металлов, параметры будущих швов. Для работы со сталью достаточно ручного оборудования с постоянным или переменным током. Эксплуатационные качества трансформатора позволяют варить изделия из любых черных металлов.
- Силу тока. В бытовых условиях достаточно агрегата, выдающего 200 А.
- Принцип действия. Полуавтоматические приборы надежны и просты в применении, однако отличаются высокой стоимостью. При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.
- Надежность фирмы-производителя.
 При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.
При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.Какие неисправности могут быть
При работе со сварочным трансформатором нередко возникают следующие проблемы:
- Отсутствие электрической дуги, отказ запуска охлаждающего вентилятора. Главная причина – нарушение целостности питающего кабеля. Реже обнаруживается повреждение других компонентов оборудования или активация защиты от перегрева.
- Отсутствие сварочной дуги при работающем вентиляторе. Наблюдается при нарушении связи между внутренними компонентами системы.
- Отсутствие электрической дуги при работающей сигнальной лампе. Такая проблема возникает при срабатывании защитного режима.
- Образование большого количества брызг. Качество шва сохраняется на низком уровне. Стоит проверить правильность подключения проводов, изменить полярность.
Как самому смонтировать аппарат
Главная часть самодельного агрегата – сердечник. Его изготавливают из трансформаторной стали, купить которую достаточно сложно. Полученная конструкция имеет вид прямоугольника с сечением более 55 см². При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
Сечение провода первой катушки должно составлять более 5 мм². Для сборки трансформатора используют кабели с жаропрочной изоляцией.
Вторичная обмотка формируется из медного проводника сечением 30 мм². На последнем этапе собирают текстолитовый корпус, который служит защитой сварщика от поражения током.
Сварочный трансформатор — устройство и принцип работы
0
Опубликовано: 01. 04.2017
04.2017
Сварочный трансформатор для выполнения дуговой ручной сварки, а также некоторых типов промышленной сварки считается незаменимым инструментом. Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети.
Такое оборудование способно понижать напряжение под напряжение холостого хода сварочного трансформатора, обеспечивая тем самым его бесперебойную эксплуатацию.
Оглавление:
- Разновидности трансформаторной сварки
- Трансформатор дуговой сварки
- Трансформатор точечной сварки
- Конструкция
- Схема трансформатора
- Расчет трансформатора
- Сварочный инструмент своими руками
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы.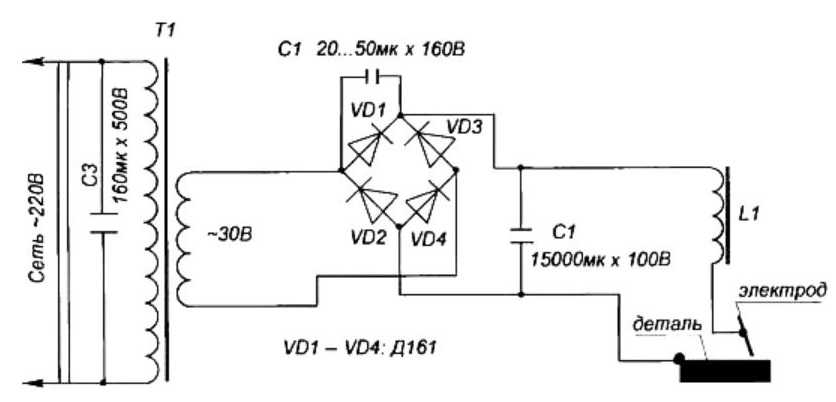 Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций.![]() При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.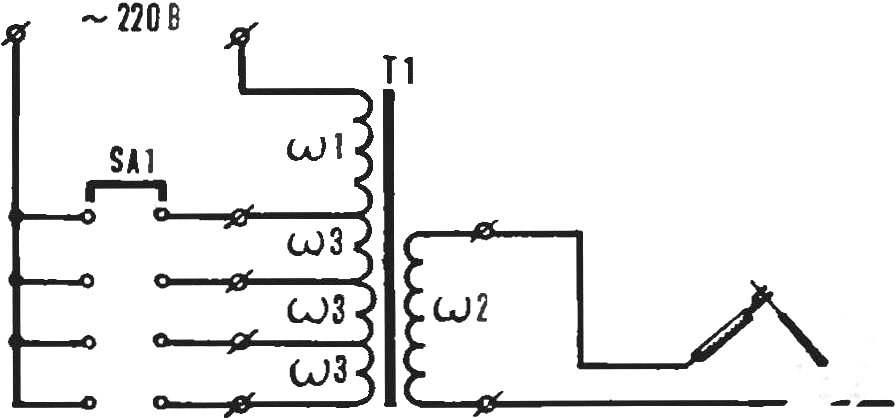
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sc – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.
 Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;Сварочный инструмент своими руками
Чем отличается самодельный трансформатор?
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели.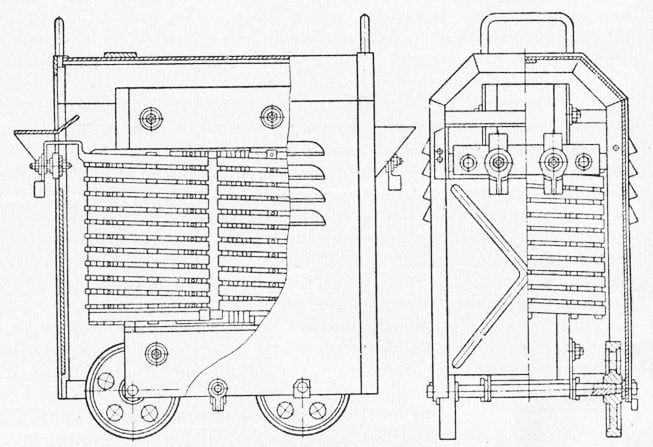 Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс.
Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг.
Сергей Одинцов
tweet
Что такое отводы на сварочном трансформаторе? — Полное руководство
Последнее обновление
Сварочный трансформатор является важным элементом оборудования, снижающим напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокой силы тока и тока низкого напряжения, подходящего для сварки.
Напряжение и сила тока, используемые при сварке, регулируются отводами первичной и вторичной обмотки сварочного трансформатора. Чтобы знать, как функционируют отводы в сварочном трансформаторе, необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому будем копать глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.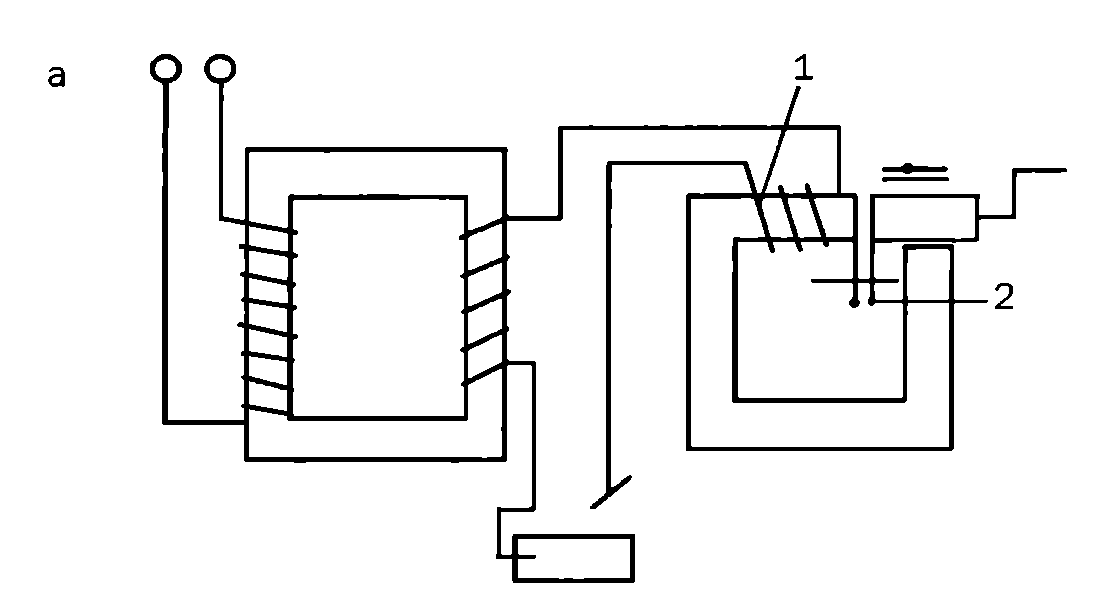
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной обмотки сильно упадет при увеличении тока.
Реактор со стальным сердечником включен последовательно в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Изображение предоставлено: evgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают, изменяя напряжение до напряжения, необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Крайне важно поддерживать минимальное время восстановления дуги, чтобы гарантировать стабильность дуги. Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника электроэнергии. При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы будут увеличивать ток. Низкое напряжение препятствует формированию предпочтительной дуги, потому что тепло теряется через катод.
Если сила тока достигает 250 ампер, вы можете легко создать дугу. Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Тем не менее, повышение напряжения представляет угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту напряжения холостого хода сварочного трансформатора. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, соединенные с вилкодержателем или сильноточной кнопкой. Обычно они используются для снижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки соединен со свариваемыми деталями, а другой — с электродом.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом за счет минимизации необходимого напряжения. Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.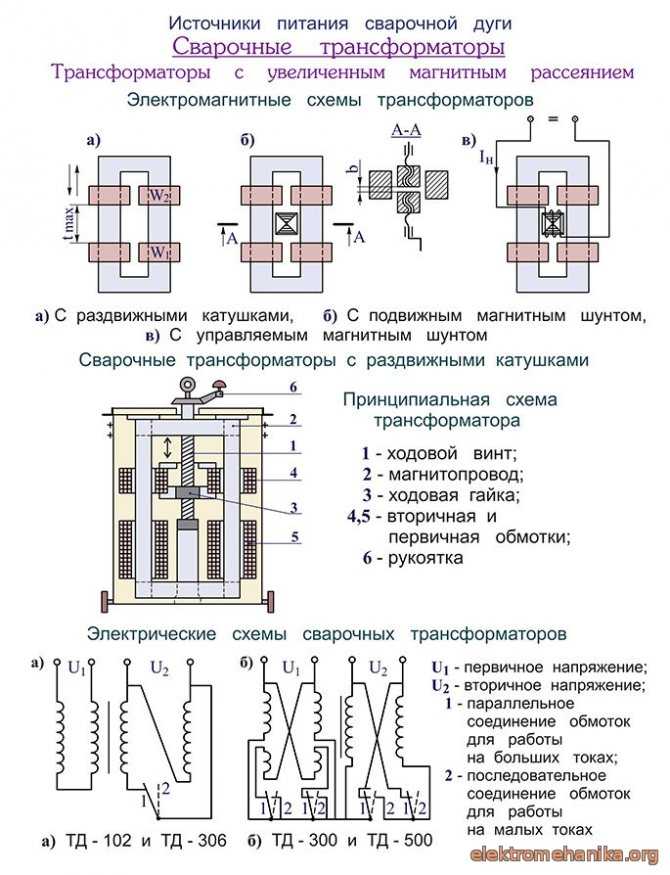
Полное сопротивление сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого импеданса. Электрический ток остается в форме волны, а напряжение искривляется в сварочном токе.
Где расположены отводы в сварочном трансформаторе?
Отводы находятся в разных местах на вторичной обмотке. Соединение на последнем слое катушки является основным методом обеспечения отводов. Слой катушки расположен вдали от линии финиша.
Между метчиками с номерами четыре и пять на части метчика в большинстве случаев имеются разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной заводской табличке.
Подключение шлейфа, расположенного на конце вторичной обмотки, без пауз между отводами – еще одна конфигурация отвода. Крайний кран (обычно кран под номером семь) находится недалеко от финиша.
Соединение «звезда» или «треугольник» в этой конфигурации ответвления (на стороне входа) закрыто на ответвлении в соответствии с паспортной табличкой. Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений соединяют только один конец с клеммой основной фазы. А на фазовой клемме положение отвода совпадает с предпочитаемым вами напряжением.
Конструкции отводов сварочного трансформатора
Конструкции сварочных трансформаторов отличаются различными конфигурациями отводов. Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к меньшему электрическому току и мощности, вырабатываемой сварочным аппаратом. Другие конфигурации ответвителя генерируют более высокое напряжение и ток для контактной сварки.
Вы можете либо сделать петлю, либо припаять клеммы ответвления. Проводник катушки с петлевыми ловушками обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования.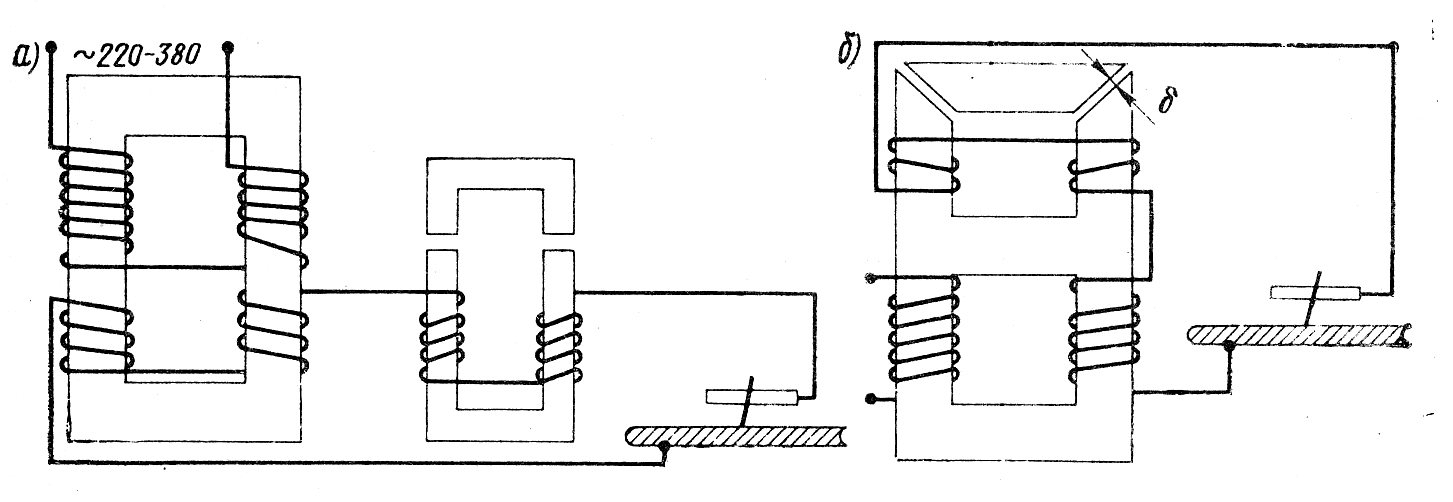 Концы отводов припаяны к катушке в нужном месте.
Концы отводов припаяны к катушке в нужном месте.
Надеемся, что теперь вы поняли, что такое отводы в сварочном трансформаторе, и узнали все, что нужно знать о них, и как они работают.
Ознакомьтесь с некоторыми из наших самых популярных постов
- Что такое кузнечная сварка? Тщательное понимание
- Как склеить алюминий без сварки (быстро и просто) Электродная сварка
- : что это такое и как выбрать? (с диаграммой)
Авторы избранных изображений: pinger, Pixabay
- Что такое сварочный трансформатор?
- Как работает сварочный трансформатор?
- Как устроены отводы сварочного трансформатора?
- Где расположены отводы в сварочном трансформаторе?
- Конструкции отводов сварочного трансформатора
Схема мини-сварочного аппарата для небольших сварочных работ
Главная » Блог » Домашние электрические схемы » Схема мини-сварочного аппарата для небольших сварочных работ электрическое устройство, способное генерировать очень большой ток при относительно низком постоянном напряжении. Этот высокий выходной ток можно использовать для создания нужных сварочных дуг и сварных соединений. Сварочный шов создается путем плавления сварочного стержня в зоне шва за счет сильноточного короткого замыкания, создаваемого сварочным аппаратом.
Этот высокий выходной ток можно использовать для создания нужных сварочных дуг и сварных соединений. Сварочный шов создается путем плавления сварочного стержня в зоне шва за счет сильноточного короткого замыкания, создаваемого сварочным аппаратом.
Небольшой сварочный аппарат можно собрать из нескольких обычных трансформаторов на 5 ампер и нескольких сильноточных мостовых выпрямителей. Давайте научимся это делать.
Как показано на следующем рисунке, мы использовали 4 трансформатора 25-0-25 В 5 А, соединенных параллельно, для получения достаточно хорошего тока 20 А для целей сварки.
Рекомендуется только для небольших сварных швов.
Вторичная обмотка трансформаторов соединена параллельно с сильноточными мостовыми выпрямителями.
Мостовой выпрямитель преобразует переменный ток в постоянный и дополнительно повышает напряжение 25+25 = 50 В до более высокого пикового уровня 50 x 1,41 = 70 В. при 20 ампер, что соответствует 70 x 20 = 1400 Вт мощности, что достаточно для создания сильных сварочных дуг на небольших стыках.
Мостовые выпрямители должны быть рассчитаны на 10 А каждый.
Либо вы можете использовать 10-амперные диоды для сборки мостовых выпрямителей, либо вы можете использовать готовые 10-амперные модули мостовых выпрямителей для сборки.
Содержание
Использование емкостного метода
Внимание! Прикасаться к следующей емкостной сварочной цепи чрезвычайно опасно, так как вся цепь не изолирована от сети переменного тока, и поэтому она строго не рекомендуется для сварочных целей.
Читайте только в образовательных целях и для получения знаний о схеме емкостного высоковольтного сильноточного генератора.
Небольшая схема самодельного сварочного аппарата — это то, что большинство новых любителей и инженеров-механиков искали бы для решения своих случайных сварочных работ на рабочем столе.
Мини-сварочный аппарат без использования сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей схеме: человека в течение нескольких секунд, поэтому при обращении с этим оборудованием, находящимся под напряжением, рекомендуется соблюдать крайнюю осторожность.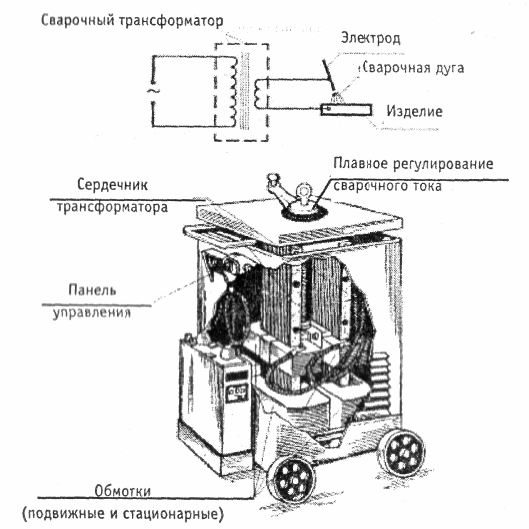
Идея, показанная выше, представляет собой обычную емкостную схему питания, включающую крайние по номиналу конденсаторы.
Работа схемы
На входе мы видим мощный конденсатор 500 мкФ/400 В, а на выходе конденсатор аналогичного номинала, предназначенный для усиления тока.
Наиболее важным параметром сварочной системы является большой ток, так что в месте короткого замыкания над рассматриваемым металлическим соединением может образоваться чрезвычайно высокая температура.
Генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо с помощью его версии SMPS, которую мы обсуждали в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, в то время как схема импульсного источника питания слишком сложна для новичков, единственный альтернативный способ добиться сварки большим током с помощью относительно более простой конструкции — это, возможно, использование сильноточного емкостного источника питания, как показано выше.
Конденсатор 500 мкФ/400 В может генерировать всплески тока до 36 А при 220 В, а усиленный выходным фильтрующим конденсатором этот ток может вызывать серьезные сварочные действия.
Вы можете проверить вышеупомянутые характеристики, используя следующие два калькулятора программного обеспечения:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочные работы с помощью импульсов короткого замыкания, а не с помощью непрерывного дугового разряда. , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ/400 В выглядит массивным и может быть недоступен на рынке, поэтому его можно построить, используя 500 конденсаторов PPC 1 мкФ/400 В, соединенных параллельно, это может занять некоторое пространство, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Желательно, чтобы этот конденсатор был неполярным, однако, поскольку диод расположен последовательно, конденсатор с электролитом также может без проблем использоваться для этой цели.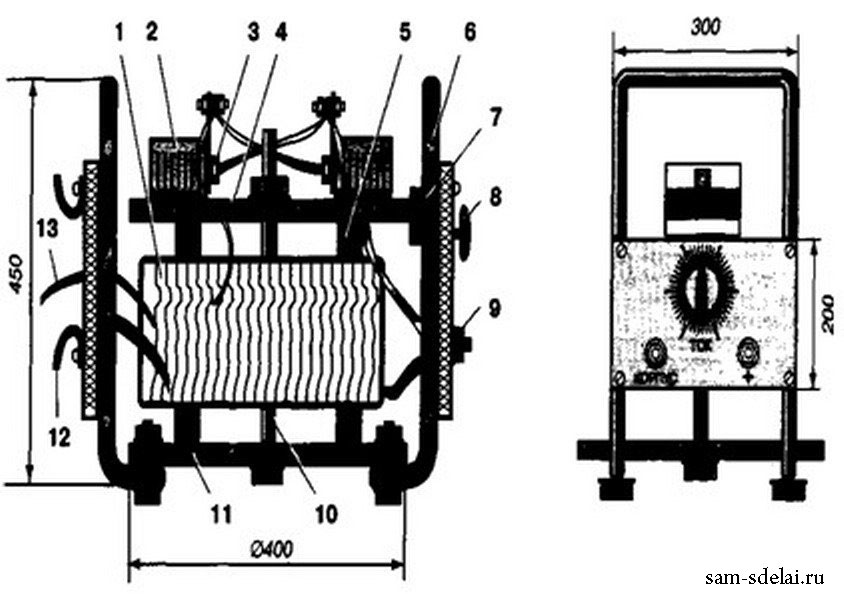
Второй конденсатор на выходе наверняка может быть электролитического типа.
Для большего тока значения колпачков могут быть увеличены до более высоких пределов, это единственный параметр, на который нужно обратить внимание.
Преимущества и недостатки
Преимущество этой схемы в том, что она небольшая, дешевая и может быть быстро построена и использована. Минус в том, что это очень опасно, так как на выходе может быть переменное напряжение, поэтому обращаться со всей системой придется в резиновых перчатках.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем/печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете ответить через комментарии, я буду очень рад помочь!
Взаимодействие с читателями
Что такое сварочный трансформатор? Теория, типы и схема
В этой теме вы изучаете сварочный трансформатор – теория, типы и схема.
Сварочные установки переменного тока, обеспечивающие питание для дуговой сварки, состоят в основном из сварочных трансформаторов. Сварочный трансформатор снижает напряжение питания примерно до 70-100 В, что является значением, необходимым для зажигания дуги. При дуговой сварке дуга зажигается между электродом и заготовкой, так что соединение доводится до температуры плавления за счет тепла дуги (около 3500°С).
Падающая характеристика источника напряжения При питании переменным током, хотя напряжение холостого хода, необходимое для зажигания дуги, составляет от 70 до 100 В, напряжение для поддержания дуги зависит от типа электрода и ток используется. Обычно оно составляет примерно от 20 до 30 В. Наиболее важной характеристикой дуги является ее характеристика отрицательного сопротивления. Сопротивление дуги уменьшается по мере увеличения тока. Следовательно, любое незначительное увеличение тока вызывает уменьшение дуги, что, в свою очередь, еще больше увеличивает ток. Это делает невозможным поддержание постоянной дуги. Следовательно, напряжение питания должно быть таким, чтобы оно быстро падало по мере увеличения тока, противодействуя, таким образом, увеличению тока. Поэтому источник напряжения должен иметь падающую характеристику, как показано на рис. 1. Эта падающая характеристика помогает поддерживать практически постоянным сварочный ток в рабочем диапазоне, независимо от небольших изменений длины дуги и последующих незначительных изменений напряжения дуги, которые неизбежны при ручной дуговой сварке. Достаточно стабильный ток во время сварки необходим для получения неизменно хорошего качества сварного шва.
В сварочном аппарате переменного тока падающая характеристика может быть достигнута либо за счет использования трансформатора в сочетании с реактором, соединенным последовательно с его вторичной обмоткой, либо за счет специальной конструкции самого трансформатора. В обоих этих случаях управление током, обеспечивающее семейство таких характеристик спада, достигается многими различными способами. Все эти методы в основном основаны на изменении реактивного сопротивления сварочного контура. Лишь немногие из них кратко обсуждаются ниже.
Рис. 1: Характеристика спада источника напряжения.
Сварочные трансформаторы в сочетании с реакторамиДля регулирования сварочного тока можно использовать дроссель с ответвлениями в сочетании с трансформатором, как показано на рис. 2 (а). Чем больше число витков реактора в цепи, тем выше его реактивное сопротивление и меньше ток. Воздушный зазор в активной зоне реактора также может изменяться механическими средствами для изменения реактивного сопротивления. В качестве альтернативы реактивное сопротивление реактора можно изменить, обеспечив
магнитный шунт в активной зоне реактора. Возможен ряд конструкций для постепенного изменения реактивного сопротивления реактора с использованием такого магнитного шунта. Этот магнитный шунт может быть выполнен в виде якоря (рис. 2 б), угловое положение которого определяет реактивное сопротивление реактора. Реактивное сопротивление реактора максимально (следовательно, ток минимален), когда шунтирующая цепь почти замкнута, за исключением небольших воздушных зазоров между вращающейся и неподвижной частями сердечника, и минимально (следовательно, ток максимален) при вращающемся сечении сердечника. получается через 90 или . Между этими двумя положениями также может быть получено любое промежуточное реактивное сопротивление. В другой схеме (рис. 2, в) подвижный (перемещающийся в направлении, перпендикулярном плоскости бумаги) сердечник крепится к винту
, с помощью которого он может быть вставлен в активную зону реактора или извлечен из активной зоны реактора. . Когда подвижная активная зона полностью находится вне активной зоны реактора, реактивное сопротивление реактора минимально, а ток при этом максимален. С другой стороны, когда подвижная зона полностью находится в активной зоне реактора, реактивное сопротивление реактора максимально, а ток минимален. В некоторых случаях эффект переменного реактивного сопротивления достигается с помощью преобразователя, управляемого постоянным током (называемого также реактором насыщения), путем изменения его постоянного управляющего тока (рис. 2, г). Насыщение сердечника в большей или меньшей степени зависит от силы постоянного тока, который, в свою очередь, изменяет реактивное сопротивление преобразователя.
(a)
(B)
(C)
(D)
Рис. 2: Свид. реактор с отводом, (b) реактор с вращающимся магнитным шунтом, (c) реактор с подвижным магнитным шунтом, (d) преобразователь различными методами и, таким образом, можно регулировать сварочный ток без помощи отдельного реактора.
(a)
(b)
(C)
Рис.3. ) подвижный магнитный шунт, (в) обеспечение насыщения магнитного шунта постоянным током.
Три таких метода схематично показаны на рис. 3 (а), (б) и (в) в принципе аналогичны рассмотренным ранее для изменения реактивного сопротивления реакторов, используемых вместе с трансформаторами. В первом способе (рис. 3 а) реактивное сопротивление рассеяния трансформатора изменяется с помощью вращающегося магнитного шунта, а во втором способе (рис. 3 б) — с помощью подвижного магнитного шунта. . В третьем способе (рис. 3 в) то же самое достигается изменением насыщения магнитопровода постоянным током. В некоторых случаях на ветвях трансформатора можно использовать подвижные катушки для изменения реактивного сопротивления рассеяния, которое определяется относительным расположением первичной и вторичной обмоток.
%20 и примечания по применению
Лучшие результаты (6)
| Деталь | ECAD-модель | Производитель | Описание | Загрузить спецификацию | Купить часть |
|---|---|---|---|---|---|
| 278-24.8832-3СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-24.8832-3СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-25.78125-1СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-2578125-1СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-25-336СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-25-336СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal |
сварка%20трансформатор Листы данных Context Search
| Каталог Лист данных | MFG и тип | ПДФ | Теги для документов |
|---|---|---|---|
1999 — Хьюз mcw 550 Реферат: Сварщик Hughes с разрядной конденсаторной сваркой mcw-550 Сварочный аппарат с конденсаторной разрядкой Hughes VTA90 Сварщик Hughes mcw 550 MCW552 | Оригинал | МЦВ-550 ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 Хьюз сварщик разрядная конденсаторная сварка мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 MCW552 | |
2006 — ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Реферат: сварка IGBT, дуговая сварка, сварка инвертором, инверторная сварка, инвертор mig mag 200, сварка mig, IGBT для сварки, управление инвертором, сварка mig, сварка | Оригинал | PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА IGBT-сварка дуговая сварка схема сварочного инвертора сварочный инвертор миг маг 200 миг сварка IGBT для сварочного инвертора контрольная сварка сварка | |
2014 — Недоступно Резюме: нет абстрактного текста | Оригинал | СН-6060 | |
инвертор для дуговой сварки Реферат: Контроллер робота FANUC r-30ia, управляемый сотовым телефоном, робот дуговой сварки, схема INVERTER ARC WELDING R30I FANUC r-30ia IN ARC 200 INVERTER WELDER, схема инверторной сварки r-30ia FANUC | Оригинал | 120 кГц РВ-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Р30И FANUC р-30иа IN ARC 200 ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА схема инверторного сварочного аппарата р-30иа FANUC | |
2003 — AXY52000 Резюме: AXW116421A AXW1404A | Оригинал | AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 — Хьюз mcw 550 Реферат: Сварка с разрядным конденсатором Hughes Welder Сварщик Hughes mcw 550 Сварочный аппарат с разрядным конденсатором Hughes mcw-550 VTA90 Сварка «Примечание по применению» MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 разрядная конденсаторная сварка Хьюз сварщик сварочный аппарат Hughes mcw 550 Сварочный аппарат с конденсаторным разрядом Hughes мкв-550 ВТА90 сварка «примечание по применению» | |
Схема ультразвуковой сварки Реферат: схема индукционной сварки ультразвуковая сварка схема сварки сварка «примечание по применению» сварка сопротивлением фазовому сдвигу аргон газ для сварки схема сварки J-STD-002 J-STD-020D | Оригинал | GL000017
001EN
001EN. D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
сварка
сварка «примечание по применению»
контактная сварка с фазовым сдвигом
аргон для сварки
схема сварки
J-STD-002
J-STD-020D | |
2007 — Хьюз mcw 550 Реферат: Сварочный аппарат Hughes mcw-550 Сварочный аппарат с конденсаторным разрядом Hughes VTA90 сварщик Hughes mcw 550 разрядный конденсатор сварка вольфрамовыми электродами HUGHES MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 5954-2227Е Хьюз MCW 550 Хьюз сварщик мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 разрядная конденсаторная сварка вольфрамовые электроды Хьюз МАКСИ90 | |
2013 — NRW-PS300 Резюме: нет абстрактного текста | Оригинал | NRW-PS300C НТ-ПС300 NRW-PS300 ВА-130/140 0813E | |
2010 — схема сварочного аппарата постоянного тока Аннотация: примечание по применению sg3525 AN3200 SG3525 схема сварочного аппарата с постоянным током схема дуговой сварки схема сварочного аппарата на основе igbt свободная схема сварочный аппарат sg3525 WELDER сварочный аппарат трансформаторного типа | Оригинал | АН3200 схема сварочного аппарата постоянного тока примечание к применению sg3525 АН3200 Регулятор постоянного тока SG3525 схема сварочного аппарата схема дуговой сварки сварочный аппарат на основе igbt бесплатная схема сварочного аппарата SG3525 СВАРОЧНЫЙ МАШИН сварочный аппарат трансформаторного типа | |
2005 — AWG22 Резюме: AXY51000 AXY52000 AXW1109A | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 — AXP464618 Резюме: AXP450618 AXP440618 AXP434618 AXP430618 AXP426618 AXP420618 AXP416618 AXP414618 AXP410618 | Оригинал | ||
2008 — AXY51000 Резюме: разъем AXY52000 0 формы с квадратными контактами | Оригинал | AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
Недоступно Резюме: нет абстрактного текста | Оригинал | AXY52000 | |
АВГ22 Резюме: AXY51000 AXY52000 | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000 Аннотация: AXY20305 AXY20303 AXY20302 AXY20301 AXY20205 AXY20203 AXY20202 AXY20201 AXY20101 | Оригинал | ||
2002 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2008 — AXW3101421A Аннотация: axw7221 AXW34014A | Оригинал | AXY51000 AXY52000 AXW3101421A ахв7221 AXW34014A | |
Х01Н2-Д Реферат: vde 0298 4 луженая медная проволока | Оригинал | H01N2-D Кап01 ПРО86 вде 0298 4 луженых медных провода | |
2010 — схема дуговой сварки Реферат: ДУГОВАЯ СВАРКА Диодный 800-амперный контроллер сварочного аппарата, гибкий подвесной регулятор высоты горелки, высота сварочной горелки для дуговой сварки | Оригинал | 0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800ампер контроллер сварщика гибкая подвеска регулятор высоты горелки сварка дуговая сварка высота факела | |
2005 — робот Реферат: роботы для управления дуговой сваркой | Оригинал | ||
миг сварка Реферат: Газ аргон для сварки 09016 AMP CONNECTOR сварка | Оригинал | ||
2008 — AXY20202 Аннотация: AXY20 | Оригинал | ||
2006 — паспорт сварки стали Резюме: нет абстрактного текста | Оригинал | PR10153EN паспорт сварки стали | |
2015 — Плата инверторного сварочного аппарата Реферат: Инструкция по эксплуатации инверторного IGBT-сварщика Схема IGBT-сварщика схема изменения мощности для дуговой сварки инверторная схема дуговой сварки схема инверторного сварочного аппарата IGBT-дуговая сварка сварочный аппарат FERRITE TRANSFORMER design | Оригинал | АН4638 DocID027309 плата инверторного сварочного аппарата инструкция по эксплуатации сварочного инвертора igbt Схема сварщика IGBT схема изменения мощности для дуговой сварки схема инверторной дуговой сварки схема инверторного сварочного аппарата дуговой сварщик igbt сварщик FERRITE TRANSFORMER дизайн | |
Предыдущий
1
2
3
. ..
23
24
25
Next
Электрика%20Сварка%20Трансформатор%20Электропроводка%20Технические данные и примечания по применению
Лучшие результаты (6)
электрика%20сварка%20трансформатор%20проводка%20схема Листы данных Context Search
| Лист данных по каталогу | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
2002 — FDC6331 Резюме: fdp047an FDB045AN FQPF*13N06L FQA70N15 fdd5614p FQPF10N20 TO252-DPAK FDC6420 FDG6306P | Оригинал | 2Н7002 2Н7002МТФ БС170 БСС123 BSS138 BSS84 ФДБ045АН08А0 ФДБ2532 ФДБ3632 ФДБ3652 FDC6331 fdp047an FDB045AN ФКПФ*13N06L ФКА70Н15 фдд5614п FQPF10N20 ТО252-ДПАК ФДК6420 ФДГ6306П | |
2002 — транзистор 2203 Реферат: FJL6920 2N4126 bc548 транзистор 2N5086 2N3390 PSpice tip142 FJN13003 KSC5027F аналоговый транзистор 2N5830 PN24 | Оригинал | 2Н3390 2Н3391А 2N3392 2N3393 2Н3415 2Н3416 2Н3417 2Н3702 2Н3703 2Н3859А транзистор 2203 FJL6920 2N4126 BC548 транзистор 2N5086 2N3390 PSpice наконечник 142 ФДЖН13003 KSC5027F аналог транзистор 2N5830 PN24 | |
2002 — 1N914 шт. Резюме: 1N4148 pspice 1N4148 SMA 1N4004 SMB 1N4148 JAN DIODE 352 DIODE 1N4004 ss14 диод 1N4148 smc JAN 1N4148 | Оригинал | 1Н3064 1Н4004 1Н4148 1Н4149 1Н4150 1Н4151 1Н4152 1Н4154 1Н4305 1Н4448 1N914 1N4148 шт. 1N4148 СМА 1N4004 СМБ 1N4148 ЯНВАРЬ ДИОД 352 ДИОД 1N4004 диод сс14 1Н4148 смк 1N4148 ЯНВАРЯ | |
Реле OMRON G2V-2 12 В Реферат: OMRON G2V-2 6V реле JR2a-DC24V FRL264 Panasonic RELAY Cross Reference NEC OMRON rz-24 реле RA4-24WM-K RA12WN-K TF2SA-12V RA5WN-K | Оригинал | MK3P5-S-AC12 MK3P5-S-AC120 MK3P5-S-AC24 MK3P5-S-AC240 54024У200 G7L-1A-БУБ-JCB-AC200/240 G7L-1A-ТУБ-JCB-AC200/240 54026У200 АС200/240 Реле OMRON G2V-2 12В Реле OMRON G2V-2 6В JR2a-DC24V 264 франка Перекрестная ссылка Panasonic RELAY NEC OMRON реле рз-24 РА4-24ВМ-К РА12ВН-К ТФ2СА-12В РА5ВН-К | |
2011 — Недоступно Резюме: нет абстрактного текста | Оригинал | EX-N15 EX-AR50 | |
2007 — Металлизированный полиэфирный пленочный конденсатор MPP Резюме: рабочие конденсаторы GE конденсатор полиэстер MPP конденсатор 250 В переменного тока MpP | Оригинал | 500 В переменного тока 660 В переменного тока Конденсатор из металлизированной полиэфирной пленки MPP рабочие конденсаторы GE конденсатор полиэстер МПП конденсатор 250 В переменного тока MpP | |
2010 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2002 — SNAP12 Резюме: BLM21P221 SNAP-12 SD12 RIN12OMA P802 Параллельный модуль msa FIN09 BLM21P221SG 10GBASE-S | Оригинал | SNAP12 БЛМ21П221 СНАП-12 SD12 РИН12ОМА P802 параллельный модуль msa FIN09БЛМ21П221СГ 10GBASE-S | |
2002 — Суперсот 6 Реферат: Электротехника Supersot6 | Оригинал | 2Н3903 ФМБ100 FMB5551 ФМБА06 ФМБА14 ФМБА56 ММБТ100 ММБТ2369 ММБТ2369А ММБТ3640 Суперсот 6 Суперсот6 электрический | |
2009 г. — нет в наличии Резюме: нет абстрактного текста | Оригинал | 500 В переменного тока 660 В переменного тока | |
Соединитель CX4 Аннотация: X2-10GB-CX4-AS XAUI 10G CX4 Кабель CX4 10GBASE-CX4 | Оригинал | X2-10GB-CX4-АС 10GBASE-CX4 X2-10GB-CX4-АС 10 ГБд 125 гигабодов разъем СХ4 ХАУИ 10G CX4 Кабель CX4 | |
самсунг Аннотация: список | Оригинал | ||
smd диоды s4 1.5w Реферат: PD9002 QR204 A4A smd GENERAL SEMICONDUCTOR SMD DIODES s4 SMD a3a QR217 JANTXV 2N2880 эквивалент 2N5153-QR-EBC a2b 340 | Оригинал | QR209
БС9300
QR216
QR204
МИЛ-ПРФ-19500
smd диоды s4 1. 5w
PD9002
QR204
A4A смд
ОБЩИЕ ПОЛУПРОВОДНИКОВЫЕ SMD ДИОДЫ s4
СМД а3а
QR217
JANTXV 2N2880 эквивалент
2N5153-КР-ЭБК
а2б 340 | |
QR204 Реферат: A4A smd smd кодовая маркировка a3a SMD a3a a3a smd MIL-STD-9858A cecc 50000 QR208 smd кодовая маркировка a4a smd диод A4 | Оригинал | QR208, QR209) QR204 БС9300 МИЛ-ПРФ-19500 QR204 A4A смд смд код маркировки а3а СМД а3а а3а смд МИЛ-СТД-9858А сэкк 50000 QR208 смд код маркировки а4а смд диод А4 | |
2000 — smd диоды s4 1.5w Реферат: код маркировки PAD1 SMD U3158 GENERAL SEMICONDUCTOR SMD DIODES s4 PD9002 маркировка smd диода f4 маркировка smd диода GPO 27 lvt 817 код smd маркировка a3a | Оригинал | ИРФ130СМД05Н
ИРФН130СМД05
ИРФ130СМД05
ИРФ130СМД05″
ИРФ130СМД05
ИРФ130СМД05ДСГ
О276АА)
650пФ
smd диоды s4 1. 5w
код маркировки PAD1 SMD
U3158
ОБЩИЕ ПОЛУПРОВОДНИКОВЫЕ SMD ДИОДЫ s4
ПД9002
маркировка smd диода f4
диод смд маркировка ГПО 27
817 лвт
смд код маркировки а3а | |
2013 – Недоступно Резюме: нет абстрактного текста | Оригинал | МКВ22Д512В МКВ24Д512В МКВ22Д512В MKW21D256V MC13242 56-контактный МКВ24Д512ВХА5 | |
2001 — ХТГБ Реферат: HTRB M1042 s200 аналог M-1051 | Оригинал | М1071, М1042, М2006, HTGB HTRB М1042 эквивалент s200 М-1051 | |
2007 — электромагнитный клапан электропневматический Реферат: DX3-606-BN DX01-651-60 h26WXBG2B9000FC DX1-651-BN DX2-611-BN DX02-651-951M h25WXBBL49C h2EWXBG2B9000FC PS4031011CP | Оригинал | PDE2589TCUK-ca электромагнитный клапан электропневматический DX3-606-БН DX01-651-60 h26WXBG2B9000FC DX1-651-БН DX2-611-БН DX02-651-951M h25WXBBL49C h2EWXBG2B9000FC PS4031011CP | |
Недоступно Резюме: нет абстрактного текста | Оригинал | 10GBASE-ER 1550нм, 0231A324-АС 10 ГБд 1550нм 10GBASE-ER | |
10GBASE-E Реферат: лавинный фотодиод 1550нм чувствительность 10G PIN фотодиод 10G лавинный фотодиод | Оригинал | 10G-XNPK-ER-AS 10GBASE-ER 1550нм, 10G-XNPK-ER-AS 1550нм 10GBASE-ER 10GBASE-E лавинный фотодиод с чувствительностью 1550нм 10G PIN фотодиод Лавинный фотодиод 10G | |
Недоступно Резюме: нет абстрактного текста | Оригинал | DWDM-X2-38 19-В КАЧЕСТВЕ 19-АС 10 ГБд 100 ГГц | |
Недоступно Резюме: нет абстрактного текста | Оригинал | DWDM-X2-48 51-АС 51-АС 10 ГБд 100 ГГц | |
Недоступно Резюме: нет абстрактного текста | Оригинал | DWDM-X2-58 98-АС 98-АС 10 ГБд 100 ГГц | |
ДВДМ-КСЕНПАК-35 Резюме: нет абстрактного текста | Оригинал | DWDM-КСЕНПАК-35 04-АС 04-АС 10 ГБд 100 ГГц | |
ФТЛС1841Е2-АС Резюме: нет абстрактного текста | Оригинал | 10GBASE-ZR 1550нм, FTLX1841E2-AS 10 ГБд 1550нм | |
Предыдущий
1
2
3
. ..
23
24
25
Далее
Почему в трансформаторе контактной сварки произошло короткое замыкание между землей и вторичными обмотками?
Вторичная обмотка закоротит на землю, потому что вторичная обмотка должна быть заземлена. Возможный вид отказа — короткое замыкание между вторичным и первичным. Это свидетельствует о выходе из строя изоляционного слоя между этими двумя обмотками. Этот сбой может быть вызван многими причинами, связанными с нагревом, конденсацией и другими факторами, которые будут обсуждаться в другой статье. Трансформатор, сварочный аппарат, управление и вторичная обмотка должны быть заземлены, что должно отключить главные выключатели к машине и защитить машину и персонал. Причина этого короткого замыкания полностью описана в другой статье, которую можно прочитать отдельно:
Почему в трансформаторе для контактной сварки произошло короткое замыкание между первичной и вторичной обмотками
Или было включено сюда:
ПОЧЕМУ В ТРАНСФОРМАТОРАХ для контактной сварки произошло короткое замыкание между первичной и вторичной катушками?
Трансформаторы для контактной сварки очень надежны. Они могут работать годами без каких-либо проблем. Когда они терпят неудачу, это катастрофа. Короткое замыкание между первичной и вторичной обмотками является одним из способов отказа. Это происходит, когда изоляция между этими катушками выходит из строя. Это очень тонкое расстояние между первичной и вторичной обмотками. Любое повреждение этого тонкого слоя может привести к катастрофическому короткому замыканию между двумя катушками. Чтобы предотвратить это при замене трансформатора, необходимо найти причину короткого замыкания и разработать план предотвращения в будущем.
Катушки трансформатора В сборе показаны первичная и вторичная обмотки.
Упрощенный эскиз силовых компонентов
Чтобы найти основную причину отказа, необходимо оценить множество факторов. Вот некоторые из факторов, на которые следует обратить внимание:
ЭТО НОВАЯ МАШИНА И НОВАЯ УСТАНОВКА?
Для новой машины в новой установке необходимо оценить установку и то, как машина используется. Все ли компоненты были установлены правильно? Провода к трансформатору установлены в соответствии с указаниями производителя? Трехфазное питание постоянного тока подается в конфигурации «треугольник» или «звезда». Поддерживалось ли это в соответствии с требованиями для основных соединений? Рассчитан ли трансформатор на подключенное входное напряжение?
Подключено ли водяное охлаждение с надлежащим расходом, температурой и качеством для трансформатора? Была ли вода включена и текла, когда питание было включено? Эксплуатация трансформатора без надлежащего охлаждения приведет к накоплению тепла и возможному повреждению изоляции. Когда изоляция между первичной и вторичной обмотками выходит из строя, они могут войти в контакт, и у вас произойдет короткое замыкание. Плавкий предохранитель или автоматический выключатель должен сработать (если на машине имеется надлежащее электрическое заземление) (включая отрицательную площадку трансформаторов, корпус трансформатора, машину и контроль сварки). В случае короткого замыкания трансформатор готов к демонтажу и возможному ремонту. Была ли вода включена в течение периода времени, когда машина не использовалась? Это может привести к образованию конденсата в трансформаторе, если первичная и вторичная обмотки не герметизированы и не защищены от влаги. Конденсация трансформатора может привести к отказу.
Имеются ли индикаторы расхода на выходе всех трансформаторов? Вы должны быть уверены, что есть надлежащий поток воды.
ЭТО НОВАЯ МАШИНА, КОТОРАЯ УДАЧНО РАБОТАЛА?
Если машина относительно новая, но некоторое время хорошо работала, то установку, как указано выше, следует дважды проверить, прежде чем переходить к другим факторам. Напор и температура воды должны быть проверены. Имеются ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (электропроводность, рН и общее количество растворенных твердых веществ)? Оставляли ли воду включенной в периоды, когда машина не использовалась, например, между сменами или в выходные дни? Если вода остается включенной в течение длительного времени без работы, а первичная и вторичная обмотки не герметизированы и не защищены от влаги, внутри трансформатора может образоваться конденсат. Конденсация может привести к нарушению изоляции и короткому замыканию. Если вода обычно отключается в периоды простоя, включается ли она снова при повторном запуске машины?
ЭТО Б/У МАШИНА, КОТОРАЯ НЕДАВНО БЫЛА УСТАНОВЛЕНА В НОВОЙ УСТАНОВКЕ?
Бывшая в употреблении рабочая машина может указывать на то, что трансформатор не является подозреваемой причиной. Однако при любой новой установке физическое повреждение трансформатора при перемещении на новое место может указывать на потенциальный источник неисправности. Рассчитан ли трансформатор на новое напряжение и мощность? Чтобы проверить новый бывший в употреблении трансформатор на целостность перед установкой, необходимо проверить изоляцию. Распространенными тестами являются Hi-Pot и Megger. Это может быть выполнено с помощью трансформатора или другого электрического испытательного оборудования. Если трансформатор исправен, то следует обратить внимание на электрическую установку трансформатора, как указано выше. Расход и температура воды должны быть проверены дважды. Имеются ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (электропроводность, рН и общее количество растворенных твердых веществ)?
ЭТО Б/У МАШИНА, КОТОРАЯ УСПЕШНО ПРОВОДИЛА СВАРКУ?
Если машина долгое время работала без проблем, следует обратить внимание на изменение обычных рабочих процедур. Расход воды, температура и качество являются кандидатами для исследования. Имеются ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (электропроводность, рН и общее количество растворенных твердых веществ)? Когда отключается или включается вода относительно периодов бездействия машины? Когда машина выключена, вода должна быть выключена. Когда машина снова будет использоваться, перед сваркой необходимо снова включить воду.
ПРАВИЛЬНО ЛИ КОНТРОЛЬ УСТАНОВЛЕН И ФУНКЦИОНИРУЕТ?
Устройство управления должно иметь надлежащую защиту от перегрузки по току и соответствовать нагрузке.