Сварочный трехфазный трансформатор
Сварочный трехфазный трансформатор, подобно силовым, может различаться принципом соединения первичных и вторичных обмоток. Наиболее используемые
Сварочный трехфазный трансформатор многопостовой сварки схематично представлен на схеме 1.
- первичная обмотка имеет соединение «треугольником»;
- вторичная обмотка соединена звездой;
- регуляторы тока (дроссели) самостоятельные для каждого поста сварки. Кроме регулировки тока они обеспечивают падающую вольтамперную характеристику.
- сварочные дуги на трех параллельных постах.
- обмотки дросселей на одном магнитопроводе включены последовательно с электродами сварки;
- обмотки дросселей на одном магнитопроводе включены последовательно с электродами сварки;
- обмотка дросселя на изолированном сердечнике подключена к свариваемой детали;
- сварочные электроды;
- сварочные электроды;

В рассматриваемом процессе работают три дуги: две между каждым электродом и деталью, одна между двумя электродами. Катушка контактора обеспечивает разрыв цепи между электродами для гашения дуги. В этом случае электромагнитные системы трех трансформаторов объединены в одну схему.
Обе схемы трехфазных сварочных трансформаторов используются в современных процессах сварных соединений.
Читайте также
Трехфазный сварочный трансформатор — Большая Энциклопедия Нефти и Газа, статья, страница 1
Трехфазный сварочный трансформатор
Cтраница 1
Трехфазные сварочные трансформаторы предназначены для сварки трехфазной дугой. Этот метод сварки имеет ряд преимуществ перед однофазной сваркой: повышение производительности сварки, экономия электроэнергии, повышение коэффициента мощности ( cos ф) установки, выравнивание нагрузок между фазами. [2]
Трехфазные сварочные трансформаторы предназначены для сварки трехфазной дугой.![]() [4]
[4]
Трехфазные сварочные трансформаторы предназначены для сварки трехфазной дугой. Этот метод сварки имеет ряд преимуществ перед однофазной сваркой: повышение производительности сварки, экономия электроэнергии, повышение коэффициента мощности ( cos ф) установки, выравнивание нагрузок между фазами. [6]
От трехфазного сварочного трансформатора типа ТТС-400 две фазы подводятся к двум толстообмазанным электродам, а третья фаза — к свариваемой детали. В этом случае создаются три дуги: две — между каждым электродом и свариваемой деталью и одна — между электродами. [8]
Аппарат А-372-Р укомплектовывается трехфазным сварочным трансформатором ТШС-ЮОО 3 и аппаратным ящиком с пускорегулирующей электроаппаратурой. [9]
Аппарат А-480 укомплектовывается трехфазным сварочным трансформатором ТШС-3000-3 и шкафом управления с пусковой и регулировочной аппаратурой.
Электрошлакоеую сварку осуществляют с применением трехфазных сварочных трансформаторов типа ТШС-1000-3, ТШС-3000-3 и однофазных трансформаторов типа ТШП-10-1, имеющих жесткую вольтамперную характеристику. При технологической необходимости ШМ выполняют с помощью многопостовых генераторов постоянного тока типа ПСМ-1000. В комплектацию установок для ЭШС входят аппаратные шкафы и специальные сварочные аппараты. [12]
Источниками питания электросварки на переменном токе являются однофазные и трехфазные сварочные трансформаторы с первичным напряжением до 1 кВ и выше. От обычных силовых трансформаторов сварочные отличаются уменьшенным значением напряжения КЗ и широким диапазоном регулирования вторичного напряжения. Сварка на постоянном токе получает электропитание от электромашинных и вентильных преобразователей. [13]
Источниками питания многоэлектродных аппаратов для электрошлаковой сварки являются трехфазные сварочные трансформаторы ТШС-1000-3 и ТШС-3000-3 конструкции Института электросварки им. Они обеспечивают в каждой фазе сварочный ток соответственно в 1000 и 3000 А. Первичная и вторичная обмотки трансформаторов состоят из секций с отводами; это позволяет изменять вторичное напряжение от 38 до 54 В.
[14]
Они обеспечивают в каждой фазе сварочный ток соответственно в 1000 и 3000 А. Первичная и вторичная обмотки трансформаторов состоят из секций с отводами; это позволяет изменять вторичное напряжение от 38 до 54 В.
[14]
К этой группе источников питания относятся в основном однофазные и трехфазные сварочные трансформаторы. Электромашинные генераторы повышенной частоты в настоящее время почти не выпускаются. [15]
Страницы: 1 2
Трехфазный сварочный аппарат на 400 Ампер
Этот сварочник был сделан ещё 4 года назад и работает до сих пор очень хорошо. А началась история по созданию с того, что нашёл большой трехфазный трансформатор 13 кВт от выпрямителя, на разборке, и смог купить его за небольшую сумму. А в наличии уже был весь мост, то есть 6 диодов на 200 ампер.
Первичная обмотка намотана с помощью плоской шины 3 х 5 мм, а вторичная — 4 х 6 мм под напряжение 110 В. Включение такого большого трансформатора в сеть было через предохранители на 25 А. Понятно что мягкий старт будет необходим. Далее размотал некоторые вторичные обмотки, а остальные разделил на две части и соединил параллельно, что дало 48 мм квадратные обмотки на каждой колоне и напряжение 28 В (на каждой из них). Подключил обмотки в звезду и присоединил к выпрямительному мосту, получив на выходе напряжение 65 В постоянного тока.
Включение такого большого трансформатора в сеть было через предохранители на 25 А. Понятно что мягкий старт будет необходим. Далее размотал некоторые вторичные обмотки, а остальные разделил на две части и соединил параллельно, что дало 48 мм квадратные обмотки на каждой колоне и напряжение 28 В (на каждой из них). Подключил обмотки в звезду и присоединил к выпрямительному мосту, получив на выходе напряжение 65 В постоянного тока.
Для регулирование сварочного тока выбрал 3-фазный контроллер на первичной стороне по двум причинам: фазовый контроллер на U209B имеет плавный пуск, и уже были диоды, поэтому не пришлось покупать тиристоры для регулировки по вторичной обмотке. Купил только 3 штуки U209B и 3 BTA-41-600 — остальные детали были дома, потому что у каждого электронщика есть конечно закрома.
С помощью такой настройки плавный пуск работает очень хорошо, и ток можно регулировать, но сварка оказалась невозможна, так как во время процесса напряжение было слишком высоким, а электрод прогрелся до красного цвета.
В книге по теории сварочной схемотехники читал, что можно рассеять магнитный поток включив дроссель на вторичной обмотке, на переменном токе. Намотал три по 20 витков с помощью плоской шины 4 х 6 мм на сердечники с поперечным сечением 5 х 4 см и включил их последовательно на каждом столбе. И теперь сварочный ток можно регулировать от 40 А 60 В — до 400 А 65 В. Во время сварки напряжение составляет 24-28 В в зависимости от сварочного тока. Что касается дросселей, то они были выбраны методом подбора.
Во время испытаний сварил 10 электродов один за другим, трансформатор был немного теплый, только диоды нагрелись, поэтому использовал вентилятор и термостат, который выключит сварщик, когда диоды превысят температуру 70C.
Сварочный аппарат очень легко зажигает дугу, не гаснет, не распыляет, слышно при работе только характерное шипение.
Схема сварочника на 3 фазы
Схема была нарисована от руки, просто нет программы для рисования принципиальных схем. Если надо немного подробнее — смотрите в статье про СА на 250 Ампер.
А это принципиальная схема драйвера выпрямителя:
Сварочный аппарат на холостом ходу потребляет 1 А на фазу, а при сварке электродом 3,2 мм примерно 10 А на фазу.
Из того что вы видите понятно, что СА вышел довольно тяжелый — более 100 кг, но использую его только в гараже. Для работы вне гаража и в полевых условиях есть сварочный инвертор (тоже самодельный), и качество сварки у них примерно сопоставимо.
Сварочный трансформатор 380 вольт
Промышленный сварочный аппарат 380 Вольт
Время чтения: 6 минут
Что важно при выборе сварочного оборудования? Обычно это мощность сварочного аппарата, его габариты, дополнительные функции и стоимость. Но эти критерии важны лишь при покупке домашнего сварочника. А при выборе промышленного аппарата важно учесть некоторые дополнительные параметры. Например, какое напряжение электросети ему необходимо.
Но эти критерии важны лишь при покупке домашнего сварочника. А при выборе промышленного аппарата важно учесть некоторые дополнительные параметры. Например, какое напряжение электросети ему необходимо.
В отличие от дачи, на заводе есть возможность обеспечить постоянное питание не только стандартные 220 Вольт, но и все 380. Поэтому в цеху можно без проблем использовать аппарат на 380В, который также называют трехфазным. В этой статье мы расскажем, что собой представляют такие аппараты, какие они бывают и что нужно учесть при выборе.
Общая информация
Промышленные сварочные аппараты отличаются от бытовых тем, что являются трехфазными и требуют питания минимум 380 Вольт. Они очень распространены даже на современных производствах, поскольку неприхотливы и ремонтопригодны. Благодаря применению промышленного сварочного аппарата можно варить детали любой толщины и использовать электроды любого диаметра.
В отличие от однофазных аппаратов, трехфазные производят сварку куда мягче и качественнее.![]() Поскольку удается получить большую мощность без увеличения силы тока.
Поскольку удается получить большую мощность без увеличения силы тока.
Разновидности
Промышленные трехфазные аппараты бывают трех типов: трансформаторы, выпрямители, инверторы и полуавтоматы. Давайте подробнее разберемся с каждым из них.
Трансформатор
Трансформатор на 380 вольт— это простейший и классический тип сварочного оборудования.Его основа — это трансформатор с тремя катушками. Отсюда и название этого сварочного аппарата.Благодаря применению трех фаз дуга горит стабильно и напряжение практически не меняется во время сварки.А конструкция этих аппаратов настолько проста, что позволяет починить трансформатор буквально «на коленке», и без лишних затрат.
Трансформаторы выдают только переменный ток, поэтому вы не сможете использовать постоянный ток в своей работе. Это нужно учитывать. Трансформаторы очень громоздкие и тяжелые, для их перемещения нужно использовать тележку. Зато цена на такие аппараты порадует любого профессионала.
Выпрямитель
Выпрямитель — это тот же трансформатор, только с одним существенным отличием. В его корпус встроен выпрямительный блок (отсюда и название «выпрямитель»), преобразовывающий переменный ток в постоянный. Это их единственное отличие. Такие аппараты универсальнее трансформаторов, поскольку позволяют варить на любом роде тока.
В его корпус встроен выпрямительный блок (отсюда и название «выпрямитель»), преобразовывающий переменный ток в постоянный. Это их единственное отличие. Такие аппараты универсальнее трансформаторов, поскольку позволяют варить на любом роде тока.
Также благодаря выпрямителю дуга горит стабильнее и проще поджигается, в том числе повторно. Если вы новичок, то наверняка сталкивались с трудностями поджига дуги при применении трансформатора. Выпрямительный блок незначительно, но упрощает эту задачу. В остальном нет отличий между выпрямителем и трансформатором.
Инвертор и полуавтомат
Сварочный полуавтомат и инвертор — это аппараты нового поколения. Они сложны в устройстве, имеют встроенные микросхемы и дополнительные функции. Их вес и габариты существенно меньше, чем у трансформатора или выпрямителя. Но за все достоинства приходится платить. Инвертор и полуавтомат существенно дороже других разновидностей промышленных аппаратов.
Отличие инвертора от полуавтомата заключается в сфере применения. Стезя инвертора — ручная дуговая сварка электродами. А вот полуавтомат используется при сварке с применением газа и присадочной проволоки. В полуавтомате есть механизм подачи присадочного материала, который зачастую работает в полуавтоматическом режиме. Отсюда и название.
Стезя инвертора — ручная дуговая сварка электродами. А вот полуавтомат используется при сварке с применением газа и присадочной проволоки. В полуавтомате есть механизм подачи присадочного материала, который зачастую работает в полуавтоматическом режиме. Отсюда и название.
Читайте также: Инструкция по эксплуатации сварочного инвертора
Такие аппараты выдают наилучшее качество швов, с ними проще всего работать, они немного весят и порой предлагают множество дополнительных функций, упрощающих сварочные работы. Но вы должны понимать, чем технологичнее аппарат, тем дороже его обслуживание и ремонт. Для маленького производства эта особенность может стать решающим фактором не в пользу инвертора/полуавтомата.
Преимущества
Итак, мы теперь знаем, что промышленные сварочные аппараты относятся к трехфазному оборудованию. И это их основная характеристика, от которой мы будем отталкиваться при сравнении промышленного аппарата с другим оборудованием.
Для начала, любой трехфазный аппарат автоматически относят к классу профессионального оборудования. Такие сварочники могут работать непрерывно, их КПД близко к 100%. А этого нельзя добиться при применении бытовых или полупрофессиональных аппаратов. На некоторых производствах это достоинство играет главную роль. Поскольку частые перерывы в работе чреваты потере прибыли.
Такие сварочники могут работать непрерывно, их КПД близко к 100%. А этого нельзя добиться при применении бытовых или полупрофессиональных аппаратов. На некоторых производствах это достоинство играет главную роль. Поскольку частые перерывы в работе чреваты потере прибыли.
Трехфазные трансформаторы и выпрямители не чувствительны к условиям работы. Они могут пылиться или неправильно храниться, но все равно исправно выполнят свою задачу. Инверторы и полуавтоматы более капризны в этом плане из-за встроенных микросхем, но при наличии пыле- и влагозащищенного корпуса и они могут работать в любых условиях.
Опытные мастера наверняка возразят, что обычный однофазный трансформатор тоже неприхотлив. И будут правы. Только вот частота пульсации тока на однофазном аппарате гораздо выше, поэтому качество сварных швов заметно хуже. В сравнении с трехфазным трансформатором, конечно.
Также стандартный стационарные однофазный трансформатор или выпрямитель не способен варить металлы любой толщины и применять толстые электроды. А вот трехфазные аппараты поистине универсальны и применяются при сварке любого уровня сложности.
А вот трехфазные аппараты поистине универсальны и применяются при сварке любого уровня сложности.
Особенности подключения и выбора
Сварочные аппараты 380 В имеют ряд особенностей, которые нужно учесть. Прежде всего, подключение трехфазного аппарата несколько отличается от подключения однофазного. У трехфазных сварочников вилка четырехштырьковая, а иногда и пятиштырьковая. Учитывайте это перед покупкой питающего кабеля под свой сварочный аппарат.
Если у вас на производстве нет розетки с необходимым напряжением или вы просто работаете на выезде, то продумайте заранее, как вы будете подключать трехфазный аппарат к подстанции или генератору.
При выборе трехфазного аппарата отдавайте предпочтение тому оборудованию, которое способно работать в двух режимах: РДС и ММА (или МИГ/МАГ). Такие аппараты наиболее универсальны и позволяют производить любые сварочные работы. Вы сможете варить в среде защитного газа или с помощью одних лишь электродов.
Если вы домашний сварщик и имеете возможность подключения к сети 380В, то мы рекомендуем приобрести трехфазный аппарат.![]() Он работает куда стабильнее однофазных, равномерно распределяет нагрузку на сеть и не становится причиной отключения электричества от перенапряжения.
Он работает куда стабильнее однофазных, равномерно распределяет нагрузку на сеть и не становится причиной отключения электричества от перенапряжения.
Вместо заключения
Промышленный аппарат для сварки — незаменимый помощник на любом производстве, он малого до крупного. Такие аппараты могут использоваться в непригодных условиях, при этом они легко и дешево ремонтируются. В копилку к этим достоинствам стоит добавить универсальность. Ведь с помощью промышленных аппаратов можно варить металл любой толщины.
Словом, промышленные трехфазные аппараты открывают перед вами гораздо больше возможностей. А вы когда-нибудь использовали в своей практике аппараты, которым необходимо 380 Вольт? Поделитесь своим опытом и рассуждениями в комментариях ниже. Это будет полезно для всех новичков. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]Особенности работы трехфазного сварочного аппарата
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.
Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.
В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Преимущества и недостатки
Все трехфазное оборудование для сварки относится к категории профессиональных устройств. Многие из них способны производить сварку в непрерывном режиме, то есть ПВ равно 100%. На строительстве трехфазные трансформаторные и выпрямительные сварочные аппараты до сих пор не имеют альтернатив.
Они не боятся пыли, грязи, работают при низких температурах, что противопоказано инверторам. Однофазные приборы трансформаторного типа тоже могут работать в таких же условиях, но у них мощность меньше и пульсации тока больше.
Соответственно, они не могут сравниться с трехфазными устройствами по качеству сварки, диаметру электродов и толщине свариваемого металла.
Использование трехфазного тока в инверторах, тоже имеет свои преимущества. Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Схема прибора отличается незначительно. Используется тот же широтно-импульсный модулятор. Преобразование высокого в пониженное напряжение происходит на частоте порядка 40-100 кГц.
Единственный недостаток этих устройств заключается в том, что не всегда и не везде можно подключиться к трехфазному источнику питания на 380 В, и цена у них значительно выше, чем у однофазных аппаратов.
Популярные модели
Сварочный инвертор полуавтомат 380 В – это наиболее распространенный прибор среди профессиональных аппаратов. В отличие от трансформаторных приборов они имеют небольшие габариты и массу.
Сварочный полуавтомат TESLA MIG 350 чешского производства хорошо зарекомендовал себя при работе в тяжелых условиях. При нестабильном или пониженном питающем напряжении обеспечивает стабильную сварочную дугу, работает от напряжения 380 В, а максимальный сварочный ток составляет 350 А.
Механизм подачи сварочной проволоки аппарата имеет два ролика, потребляемая мощность составляет 11,9 кВт. Запас мощности позволяет использовать длинные кабели до 20 м. Байонетные штекеры обеспечивают надежное и быстрое подключение горелки к аппарату. Производитель дает на оборудование трехгодичную гарантию.
Еще один пример профессионального трехфазного инвертора – это Сварог ARCTIC ARC 315 (R14). Он работает в жестких условиях, позволяет варить в интенсивном ручном режиме, выполнять наплавку. Благодаря использованию новейшей инверторной технологии аппарат может работать при температурах до -30 ⁰С. Имеется функция «горячий старт».
Раздельный монтаж силовых транзисторов повышает ремонтопригодность аппарата.![]() При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
Трехфазный инверторный сварочный аппарат «Ресанта САИ-315 380В» имеет примерно те же характеристики, что и «Сварог», но меньше дополнительных функций. Он более прост, поэтому дешевле и весит всего 10 кг.
Подключение
В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
Но, иногда, особенно в условиях строительства, когда нет соответствующих розеток, концы кабеля через болтовое соединение подключаются к фазам дизельного генератора или трансформаторной подстанции.
При выборе оборудования для сварки в условиях домашней мастерской и наличии на участке трехфазного электроснабжения стоит остановиться на трехфазном сварочном аппарате. При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
Тогда он даст практически неограниченные возможности в сварочном деле. Так как они предусмотрены для профессионалов, то имеют много дополнительных функций и настроек.
По мере приобретения навыков можно осваивать новые возможности устройства, что, несомненно, окажется очень полезным для хозяина. В отличие от однофазного аппарата он не будет просаживать напряжение во время работы, распределяя нагрузку по всем фазам, и соответственно не будет жалоб от соседей.
Промышленные сварочные аппараты 380 вольт
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.
Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.
В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Преимущества и недостатки
Все трехфазное оборудование для сварки относится к категории профессиональных устройств. Многие из них способны производить сварку в непрерывном режиме, то есть ПВ равно 100%. На строительстве трехфазные трансформаторные и выпрямительные сварочные аппараты до сих пор не имеют альтернатив.
Они не боятся пыли, грязи, работают при низких температурах, что противопоказано инверторам. Однофазные приборы трансформаторного типа тоже могут работать в таких же условиях, но у них мощность меньше и пульсации тока больше.
Соответственно, они не могут сравниться с трехфазными устройствами по качеству сварки, диаметру электродов и толщине свариваемого металла.
Использование трехфазного тока в инверторах, тоже имеет свои преимущества. Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Схема прибора отличается незначительно. Используется тот же широтно-импульсный модулятор. Преобразование высокого в пониженное напряжение происходит на частоте порядка 40-100 кГц.
Читайте также Как проверить сварочный инвертор при покупкеЕдинственный недостаток этих устройств заключается в том, что не всегда и не везде можно подключиться к трехфазному источнику питания на 380 В, и цена у них значительно выше, чем у однофазных аппаратов.
Популярные модели
Сварочный инвертор полуавтомат 380 В – это наиболее распространенный прибор среди профессиональных аппаратов. В отличие от трансформаторных приборов они имеют небольшие габариты и массу.
Сварочный полуавтомат TESLA MIG 350 чешского производства хорошо зарекомендовал себя при работе в тяжелых условиях. При нестабильном или пониженном питающем напряжении обеспечивает стабильную сварочную дугу, работает от напряжения 380 В, а максимальный сварочный ток составляет 350 А.![]()
Механизм подачи сварочной проволоки аппарата имеет два ролика, потребляемая мощность составляет 11,9 кВт. Запас мощности позволяет использовать длинные кабели до 20 м. Байонетные штекеры обеспечивают надежное и быстрое подключение горелки к аппарату. Производитель дает на оборудование трехгодичную гарантию.
Еще один пример профессионального трехфазного инвертора – это Сварог ARCTIC ARC 315 (R14). Он работает в жестких условиях, позволяет варить в интенсивном ручном режиме, выполнять наплавку. Благодаря использованию новейшей инверторной технологии аппарат может работать при температурах до -30 ⁰С. Имеется функция «горячий старт».
Раздельный монтаж силовых транзисторов повышает ремонтопригодность аппарата. При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
Трехфазный инверторный сварочный аппарат «Ресанта САИ-315 380В» имеет примерно те же характеристики, что и «Сварог», но меньше дополнительных функций. Он более прост, поэтому дешевле и весит всего 10 кг.
Он более прост, поэтому дешевле и весит всего 10 кг.
Подключение
В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
Но, иногда, особенно в условиях строительства, когда нет соответствующих розеток, концы кабеля через болтовое соединение подключаются к фазам дизельного генератора или трансформаторной подстанции.
При выборе оборудования для сварки в условиях домашней мастерской и наличии на участке трехфазного электроснабжения стоит остановиться на трехфазном сварочном аппарате. При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
Тогда он даст практически неограниченные возможности в сварочном деле. Так как они предусмотрены для профессионалов, то имеют много дополнительных функций и настроек.
Источник: https://svaring.![]() com/welding/apparaty/trehfaznyj-svarochnyj-apparat
com/welding/apparaty/trehfaznyj-svarochnyj-apparat
Промышленный сварочный аппарат 380 Вольт
Время чтения: 6 минут
Что важно при выборе сварочного оборудования? Обычно это мощность сварочного аппарата, его габариты, дополнительные функции и стоимость. Но эти критерии важны лишь при покупке домашнего сварочника. А при выборе промышленного аппарата важно учесть некоторые дополнительные параметры. Например, какое напряжение электросети ему необходимо.
В отличие от дачи, на заводе есть возможность обеспечить постоянное питание не только стандартные 220 Вольт, но и все 380. Поэтому в цеху можно без проблем использовать аппарат на 380В, который также называют трехфазным. В этой статье мы расскажем, что собой представляют такие аппараты, какие они бывают и что нужно учесть при выборе.
Общая информация
Промышленные сварочные аппараты отличаются от бытовых тем, что являются трехфазными и требуют питания минимум 380 Вольт. Они очень распространены даже на современных производствах, поскольку неприхотливы и ремонтопригодны. Благодаря применению промышленного сварочного аппарата можно варить детали любой толщины и использовать электроды любого диаметра.
Благодаря применению промышленного сварочного аппарата можно варить детали любой толщины и использовать электроды любого диаметра.
В отличие от однофазных аппаратов, трехфазные производят сварку куда мягче и качественнее. Поскольку удается получить большую мощность без увеличения силы тока.
Разновидности
Промышленные трехфазные аппараты бывают трех типов: трансформаторы, выпрямители, инверторы и полуавтоматы. Давайте подробнее разберемся с каждым из них.
Трансформатор
Трансформатор на 380 вольт— это простейший и классический тип сварочного оборудования.Его основа — это трансформатор с тремя катушками. Отсюда и название этого сварочного аппарата.Благодаря применению трех фаз дуга горит стабильно и напряжение практически не меняется во время сварки.А конструкция этих аппаратов настолько проста, что позволяет починить трансформатор буквально «на коленке», и без лишних затрат.
Трансформаторы выдают только переменный ток, поэтому вы не сможете использовать постоянный ток в своей работе. Это нужно учитывать. Трансформаторы очень громоздкие и тяжелые, для их перемещения нужно использовать тележку. Зато цена на такие аппараты порадует любого профессионала.
Это нужно учитывать. Трансформаторы очень громоздкие и тяжелые, для их перемещения нужно использовать тележку. Зато цена на такие аппараты порадует любого профессионала.
Выпрямитель
Выпрямитель — это тот же трансформатор, только с одним существенным отличием. В его корпус встроен выпрямительный блок (отсюда и название «выпрямитель»), преобразовывающий переменный ток в постоянный. Это их единственное отличие. Такие аппараты универсальнее трансформаторов, поскольку позволяют варить на любом роде тока.
Также благодаря выпрямителю дуга горит стабильнее и проще поджигается, в том числе повторно. Если вы новичок, то наверняка сталкивались с трудностями поджига дуги при применении трансформатора. Выпрямительный блок незначительно, но упрощает эту задачу. В остальном нет отличий между выпрямителем и трансформатором.
Читайте также Какой бензогенератор нужен для сварочного инвертораИнвертор и полуавтомат
Сварочный полуавтомат и инвертор — это аппараты нового поколения. Они сложны в устройстве, имеют встроенные микросхемы и дополнительные функции. Их вес и габариты существенно меньше, чем у трансформатора или выпрямителя. Но за все достоинства приходится платить. Инвертор и полуавтомат существенно дороже других разновидностей промышленных аппаратов.
Они сложны в устройстве, имеют встроенные микросхемы и дополнительные функции. Их вес и габариты существенно меньше, чем у трансформатора или выпрямителя. Но за все достоинства приходится платить. Инвертор и полуавтомат существенно дороже других разновидностей промышленных аппаратов.
Отличие инвертора от полуавтомата заключается в сфере применения. Стезя инвертора — ручная дуговая сварка электродами. А вот полуавтомат используется при сварке с применением газа и присадочной проволоки. В полуавтомате есть механизм подачи присадочного материала, который зачастую работает в полуавтоматическом режиме. Отсюда и название.
Источник: https://svarkaed.ru/oborudovanie-dlya-svarki/poleznaya-informatsiya-ob-oborudovanii/promyshlennyj-svarochnyj-apparat-380-volt.html
Промышленные сварочные аппараты
Основное отличие промышленных сварочных аппаратов от домашних заключается в мощности. Такие устройства выдают более 300 ампер. Напряжение в сети от 380 вольт.
Такие устройства выдают более 300 ампер. Напряжение в сети от 380 вольт.
Преимущества промышленных аппаратов
Основное достоинство устройств – длительная и непрерывная работа, а также защищенность от перегрузок. Промышленные модели сварочных аппаратов относятся к категории многофункциональных.
Пользователи могут задать точное выходное напряжение. Работа производится в режимах – MAG и MIG сварки. Заказать оборудование вы можете в магазине «Борн СПб».
У нас вы найдете различные типы устройств по доступным ценам, так как мы являемся официальными дилерами ведущих производителей.
Промышленные инверторы
Основное достоинство сварочных инверторов – возможность непрерывной работы в течение всей рабочей смены специалиста. Отличие промышленных инверторов от бытовых и промышленных устройств – масса и габариты.
Перед тем, как покупать промышленный инвертор, вам следует определиться с объемами и сложностью проводимых работ. Старайтесь приобретать модели, мощности которых будет волне достаточно, чтобы удовлетворить ваши потребности.
Это связано с тем, что инверторные аппараты стоят недешево и рациональнее всего, заранее определиться с необходимым параметром мощности.
Если планируется сваривать объемные и толстые металлические изделия, рекомендуется отдавать предпочтение аппаратам с максимальным сварочным током. Недостаток сварочной дуги не сможет прогреть массивный металл.
Обратите внимание на модели ПН 100%, для проведения длительных сварочных работ без остановок. Для определения токовой силы, умножьте максимальное значение, указанное в техническом паспорте на 0,7.
Полученная цифра укажет на возможности сварочного аппарата.
Ознакомьтесь с каталогом товаров в магазине «Борн СПБ», чтобы принять верное решение. Обратитесь к нашему специалисту для получения подробной информации.
Почему покупают в интернет-магазине Борн:
- возможность купить промышленные сварочные аппараты по низкой цене со скидкой;
- фото, описания, обзоры, отзывы и характеристики;
- бесплатная доставка по России транспортными компаниями.


Источник: https://www.born-spb.ru/catalog/svarochnye-apparaty/promyshlennye-svarochnye-apparaty.html
Сварочные трансформаторы
Главная » Статьи » Сварочные трансформаторы
Сегодня уже никого не удивишь аппаратом ручной дуговой сварки. Благодаря этому изобретению стала общедоступной сварка листов, труб, швеллеров и прочих элементов и конструкций из черных металлов, как в промышленности, так и в частном хозяйстве. Наибольшее распространение среди всего сварочного оборудования получили сварочные трансформаторы переменного тока. Эти простые, неприхотливые и надежные по своей конструкции агрегаты для ручной дуговой сварки питаются от обычной сети на 220 или 380 Вольт и способны работать в тяжелых условиях. Развитие электротехники и электроники позволило создать сварочные трансформаторы различных модификаций, что заметно расширило их ассортимент на рынке. Но в том, как выбрать сварочный трансформатор, особых сложностей нет. Главное – разбираться в типах сварочных трансформаторов, знать, для чего и как будет использоваться аппарат, а также понимать, на какие характеристики следует обратить внимание при выборе и покупке.
Тем, кто собирается впервые приобрести этот агрегат и работать с ним, необходимо знать и понимать, как все работает. Сам трансформатор состоит из двух обмоток – первичной и понижающей вторичной, намотанных на сердечник. Принцип работы сварочного трансформатора довольно прост и заключается в преобразовании входящего напряжения 220 или 380 Вольт в более низкое, порядка 30 – 60 Вольт. В тоже время сила тока может достигать 700 Ампер, что позволяет плавить и сваривать между собой металлические изделия. По этому принципу работают все виды сварочных трансформаторов. Но благодаря разработкам в сфере электротехники удалось создать более совершенные и удобные в эксплуатации модели сварочных трансформаторов.
Виды сварочных трансформаторов
С момента создания первого сварочного трансформатора прошло довольно много времени. За этот период появились новые технологии и созданы новые модификации сварочных аппаратов. На сегодняшний день можно выделить три основных вида сварочных трансформаторов. Каждый из них обладает своими преимуществами и недостатками. При выборе сварочного трансформатора важно понимать различия между моделями, и для каких целей каждая из них более подходит.
Каждый из них обладает своими преимуществами и недостатками. При выборе сварочного трансформатора важно понимать различия между моделями, и для каких целей каждая из них более подходит.
Трансформаторы с минимальным и нормальным магнитным рассеянием
Сварочные трансформаторы СТЭ созданы таким образом, что обмотки имеют минимальное магнитное рассеяние. Регулировка силы тока производится винтовым механизмом дросселя, который вынесен отдельно. Такая схема сварочного трансформатора применяется в моделях СТЭ-85 и СТЭ-24У.
Трансформаторы с нормальным магнитным рассеянием похожи по своей конструктивной схеме на описанные выше. Разница заключается в наличии дополнительной реактивной катушки, расположенной на основных стержнях магнитного сердечника первичной и вторичной обмоток, а также на дополнительной обмотке дросселя. Сам дроссель установлен на магнитный сердечник. Регулировка силы тока производится аналогичным образом, как и у трансформаторов СТЭ. Сварочные трансформаторы с нормальным магнитным рассеянием представлены моделями типа СТН и ТСД. Обмотки таких трансформаторов изготавливаются из меди и алюминия.
Обмотки таких трансформаторов изготавливаются из меди и алюминия.
Модели СТЭ, СТН и ТСД используются для ручной дуговой сварки, они просты и безотказны в работе. Но, несмотря на свою простую и надежную конструкцию, эти трансформаторы имеют ряд существенных недостатков. Во-первых, вибрация сердечника дросселя сбивает настройку силы тока при работе. Во-вторых, у сварочных трансформаторов с нормальным и низким магнитным рассеянием высокая потребляемая мощность от 25 кВт до 78 кВт. В-третьих, большая масса – более 120 кг. Также среди этих трансформаторов есть модели, такие как ТСД-1000-4 и ТСД-2000-2, способные выдавать номинальный сварочный ток в 1000 А и 2000 А. Но масса этих трансформаторов, как впрочем и СТН-700, СТН-500-1, СТН-350, ТСД-500 от 220 кг до 675 кг, что делает их очень неудобными для частного использования.
Трансформаторы с повышенным магнитным рассеянием
Принципиальным отличием трансформаторов с повышенным магнитным рассеянием от сварочных трансформаторов с низким и нормальным рассеянием является подвижная конструкция обмоток или шунтов. Такой подход позволил добиться более высоких рабочих характеристик при относительно небольшой массе самого трансформатора. Для сравнения нужно взглянуть на модель СГЭ-34У и сварочный трансформатор ТДМ 503. При практически равных рабочих характеристиках разница в весе почти вдвое меньше в пользу ТДМ.
Такой подход позволил добиться более высоких рабочих характеристик при относительно небольшой массе самого трансформатора. Для сравнения нужно взглянуть на модель СГЭ-34У и сварочный трансформатор ТДМ 503. При практически равных рабочих характеристиках разница в весе почти вдвое меньше в пользу ТДМ.
К трансформаторам с повышенным магнитным рассеянием относятся модели с подвижными обмотками, такие как сварочный трансформатор ТС-500, ТСК-300 и трансформатор сварочный ТД-300. Также есть модели с подвижными магнитными шунтами, такие как СТШ-250 и трансформатор сварочный ТДМ-317. Кроме перечисленных есть с неподвижными подмагничивающими шунтами и обмотками – ТДФ-1001 и ТДФ-2001, а также трансформаторы со сложной магнитной коммутацией. Например, сварочный трансформатор ВДУ-506 или трансформатор сварочный ВД-306. Сегодня для частного использования наиболее распространены модели трансформаторов сварочных ТД, ТС и их модификации ТДМ, ТДЭ и другие. Сварочные трансформаторы с повышенным магнитным рассеянием применяются для дуговой и автоматической сварки, а также для сварки под флюсом.
Тиристорные трансформаторы
Еще одним видом сварочных трансформаторов являются тиристорные сварочные трансформаторы. Это относительно новый тип сварочного оборудования. В основу его работы положен принцип фазового регулирования силы тока при помощи тиристоров, которые преобразуют поступающий переменный ток в знакопеременные импульсы. Такие трансформаторы изначально использовались для шлаковой и контактной сварки по причине нестабильности горения дуги. Сегодня с развитием полупроводниковых технологий тиристорные сварочные трансформаторы избавились от своего главного недостатка и являются последним поколением сварочных аппаратов. Они широко применяются как для ручной дуговой сварки, так и для точечной и шлаковой сварок. Примером тиристорного трансформатора может служить Deltapower 400E.
Характеристики сварочных трансформаторов
В независимости от вида сварочного трансформатора любой сварочный аппарат обладает рядом определенных характеристик, которые и определяют его рабочую эффективность и удобство использования.![]() При выборе сварочного трансформатора важно знать и понимать, за что отвечает каждая характеристика и на какие из них следует обращать внимание в первую очередь.
При выборе сварочного трансформатора важно знать и понимать, за что отвечает каждая характеристика и на какие из них следует обращать внимание в первую очередь.
Маркировка сварочных трансформаторов
Первое, что бросается в глаза, это название сварочного трансформатора. Например, трансформатор сварочный ТДМ-401, в названии которого зашифрованы базовые характеристики. Это сделано для того, чтобы без техпаспорта можно было определить, что за аппарат, как он устроен и какова его номинальная сила тока. Сегодня в единой системе обозначения и классификации источников питания для сварки заложены следующие правила:
- тип источника питания: Т – трансформатор, Г – генератор, А – агрегат, В – выпрямитель, У – специализированный источник–установка;
- вид сварки: Д – дуговая, П – плазменная;
- способ сварки: Г – в защитных газах, Ф – под флюсом, У – универсальный. Если всего две буквы, значит, сварка проводится покрытыми электродами;
- вид внешней характеристики: Ж – жесткая, П – падающая;
- количество постов сварки: М – многопостовой, без обозначения говорит об одном посте;
Важно! Иногда буква «М» обозначает механический способ регулировки силы тока. Также вместо неё может стоять буква «Т» или «Р», обозначающая тиристорный сварочный трансформатор.
Также вместо неё может стоять буква «Т» или «Р», обозначающая тиристорный сварочный трансформатор.
- номинальная сила тока обозначается одной или двумя цифрами, округленными до десятков или сотен Ампер.
- последние одна или две цифры обозначают регистрационный номер в разработке;
- после цифр идет буквенное обозначение допустимого климатического использования: ХЛ – холодный климат, У – умеренный, Т – тропический;
- завершающая цифра обозначает допустимое размещение: 1 – на открытом воздухе, 2 – под навесом, 3 – в неотапливаемом помещении, 4 – отапливаемом помещении.
Например, трансформатор сварочный ТДМ-401 говорит нам о том, что это трансформатор дуговой сварки с механическим регулированием и одним постом сварки, с номинальной силой тока в 400 А. Более старые модели, такие как сварочный трансформатор ТС или СТШ несут на себе более старую маркировку. Так «Ш» означает регулировку при помощи шунтов, а «С» – обозначает, что аппарат предназначается для сварки.
Также в техпаспорте сварочного трансформатора указывается класс защиты по международной системе IP. В приведенных ниже таблицах приведены подробные расшифровки.
Пределы регулирования сварочного тока, A (min-max)
Пожалуй, эта характеристика является основной для любого сварочного трансформатора. Регулировка силы сварочного тока указывает сразу на два важных момента. Во-первых, на то, что регулировка вообще возможна, а это значит, что можно использовать электроды различного диаметра. Во-вторых, можно увидеть максимально возможную силу тока, которая позволит использовать электроды большого диаметра, что в свою очередь влияет на производительность труда. Это особенно важно для тех, кто выбирает сварочный трансформатор для цеха или мастерской, где требуются высокие показатели силы сварочного тока, более 200 А. Для бытового использования будет достаточно и меньшей силы сварочного тока.
Диаметр электрода
Одной из второстепенных, но весьма важных характеристик, является применяемый диаметр электрода.![]() В приведенной ниже таблице указаны основные диаметры электродов в зависимости от силы тока сварочного трансформатора.
В приведенной ниже таблице указаны основные диаметры электродов в зависимости от силы тока сварочного трансформатора.
Необходимо отметить такой важный момент как то, что следует использовать электроды несколько меньшего диаметра, несмотря на приведенные показатели. Как показывает практика, подобранный по максимуму электрод под свою силу тока, будет недостаточно качественно проваривать шов.
Напряжение сети и количество фаз
Эта характеристика одна из основных. Она указывает на требуемое напряжение в сети для нормальной работы сварочного трансформатора. Необходимо заранее знать о том, какое напряжение будет в месте работы сварочного трансформатора, чтобы подобрать подходящий. Также от этого зависит количество фаз самого трансформатора. Так для однофазного сварочного трансформатора будет требоваться ток в 220 В, для двухфазного 380 В, а вот сварочный трансформатор ТД-500, работающий как от сети на 220 В, так и от сети на 380 В, является трехфазным.
Номинальный сварочный ток трансформатора
Один из наиболее важных параметров при выборе сварочного трансформатора. Он указывает на максимальное значение сварочного тока, который способен выдать трансформатор. От его величины зависит, как возможность плавки и резки металла, так и используемые для работы электроды. Именно этот параметр указывается в той или иной модели сварочного трансформатора в виде двузначного числа, как, например, у сварочного трансформатора ТС-200, где «200» означает, что номинальный сварочный ток составляет 200 А.
Он указывает на максимальное значение сварочного тока, который способен выдать трансформатор. От его величины зависит, как возможность плавки и резки металла, так и используемые для работы электроды. Именно этот параметр указывается в той или иной модели сварочного трансформатора в виде двузначного числа, как, например, у сварочного трансформатора ТС-200, где «200» означает, что номинальный сварочный ток составляет 200 А.
Номинальное рабочее напряжение
Данный параметр указывает на выходное напряжение с вторичной обмотки, которое необходимо для поддержания стабильной сварочной дуги. Как отмечалось ранее, это напряжение находится в диапазоне 30 – 60 Вольт. Значение этого параметра влияет на возможность работы с металлом определенной толщины. Чем ниже номинальное значение, тем тоньше металлические элементы можно сварить между собой. Этот показатель будет особенно важен для тех, кто собирается варить кузова автомобилей.
Номинальный режим работы ПН %
Эта характеристика особо не влияет на выбор того или иного сварочного аппарата. Но знать и понимать, за что она отвечает все же надо, так как от этого зависит сохранность сварочного трансформатора во время работы. Номинальный режим работы или как его еще называют – продолжительность включения – указывает на то, сколько времени трансформатор может находиться в режиме сварки. Так, например, трансформатор сварочный ТД-300 имеет номинальный режим работы 40%. Это говорит о том, что из 10 минут 4 минуты можно работать без перерыва и 6 минут отдыхать, давая трансформатору остыть. В противном случае Вы рискуете повредить аппарат.
Но знать и понимать, за что она отвечает все же надо, так как от этого зависит сохранность сварочного трансформатора во время работы. Номинальный режим работы или как его еще называют – продолжительность включения – указывает на то, сколько времени трансформатор может находиться в режиме сварки. Так, например, трансформатор сварочный ТД-300 имеет номинальный режим работы 40%. Это говорит о том, что из 10 минут 4 минуты можно работать без перерыва и 6 минут отдыхать, давая трансформатору остыть. В противном случае Вы рискуете повредить аппарат.
Мощность потребления и выходная (КПД)
С этим показателем все довольно просто. Он указывает, сколько энергии потребуется для часа работы трансформатора. Чем ниже этот показатель, тем лучше. Но при этом необходимо также обратить внимание на выходную мощность при сварке. Если разница между ними слишком большая, то лучше поискать другой трансформатор, коэффициент полезного действия которого значительно выше. Иначе рискуете тратить многие килловаты энергии, при этом выполнять мизерную часть требуемого объема работы. Многие производители сразу отображают КПД, а некоторые указывают лишь потребляемую и выходную мощность. Следует быть внимательным и, наткнувшись на второй вариант, помнить о минимальной разнице между потребляемой и выходной мощностью.
Многие производители сразу отображают КПД, а некоторые указывают лишь потребляемую и выходную мощность. Следует быть внимательным и, наткнувшись на второй вариант, помнить о минимальной разнице между потребляемой и выходной мощностью.
Напряжение холостого хода
Еще одной важной характеристикой является напряжение холостого хода, отвечающее за появление сварочной дуги. Чем выше эта характеристика, тем легче создать дугу. Но существуют определенные ограничения по безопасности для оператора. Так для сети с постоянный током порог составляет 100 В, для переменного 80 В.
Количество обслуживаемых рабочих мест
С этим параметром все довольно просто. Он указывает на количество одновременно работающих от трансформатора сварщиков. По сути, этот параметр важен для мастерских, где есть необходимость одновременной работы нескольких человек. Бытовые модели ограничены одним рабочим местом.
AC/DC
Эта аббревиатура указывает на возможность работы сварочного трансформатора на постоянном или переменном токе. Есть трансформаторы, которые работают только от переменного тока, а есть такие, которые только от постоянного. Например, сварочный трансформатор Fubag TR-300 работает от сети с переменным током. Или трансформатор сварочный ВД-306, который тоже потребляет переменный ток. Но оба эти аппарата выдают постоянный ток. Их второе название – сварочные выпрямители. Также необходимо выделить DECA MMA PRIMUS 250E AC/DC, который является ярким представителем среди сварочных трансформаторов с маркировкой AC/DC.
Есть трансформаторы, которые работают только от переменного тока, а есть такие, которые только от постоянного. Например, сварочный трансформатор Fubag TR-300 работает от сети с переменным током. Или трансформатор сварочный ВД-306, который тоже потребляет переменный ток. Но оба эти аппарата выдают постоянный ток. Их второе название – сварочные выпрямители. Также необходимо выделить DECA MMA PRIMUS 250E AC/DC, который является ярким представителем среди сварочных трансформаторов с маркировкой AC/DC.
Тип охлаждения
Еще одной второстепенной, но в тоже время достаточно важной характеристикой является тип охлаждения трансформатора. Она ни на что не влияет, но может склонить чашу весов в сторону того или иного аппарата. Существуют сварочные трансформаторы с естественным охлаждением и принудительным. По сути, принудительное охлаждение лучше, так как позволяет более эффективно избавляться от излишка тепла во время работы. Но не все трансформаторы оснащены вентиляторами.
Mасса и размеры сварочного трансформатора
Не влияющими на производительность работы сварочного трансформатора являются его вес и габариты. Но, тем не менее, эти характеристики могут повлиять на выбор. Ведь именно от массы и габаритов трансформатора зависит, будет ли он передвижным или стационарным, будет он на колесах или же с ручками для переноски. Сегодня на рынке представлены различные модели и выбрать есть из чего. Но необходимо сразу оговориться, что высокомощные и производительные сварочные трансформаторы будут весьма громоздкими и тяжелыми, созданными для промышленных условий. В тоже время более компактные и легкие предназначены для простого обывателя. На сегодняшний день развитие технологий в сфере электротехники позволили создать сварочные аппараты с прекрасными рабочими характеристиками с относительно малым весом и с довольно скромными габаритами.
Но, тем не менее, эти характеристики могут повлиять на выбор. Ведь именно от массы и габаритов трансформатора зависит, будет ли он передвижным или стационарным, будет он на колесах или же с ручками для переноски. Сегодня на рынке представлены различные модели и выбрать есть из чего. Но необходимо сразу оговориться, что высокомощные и производительные сварочные трансформаторы будут весьма громоздкими и тяжелыми, созданными для промышленных условий. В тоже время более компактные и легкие предназначены для простого обывателя. На сегодняшний день развитие технологий в сфере электротехники позволили создать сварочные аппараты с прекрасными рабочими характеристиками с относительно малым весом и с довольно скромными габаритами.
Выбор сварочного трансформатора для новичка в сварочном деле может показаться настоящим кошмаром. Особенно если нет понимания, за что отвечает та или иная характеристика. Чтобы принять правильное решение, следует пригласить на помощь специалиста, который сможет помочь в выборе. Но если заранее подготовиться, изучив все необходимые материалы о сварочных трансформаторах, выбор будет не таким уж и сложным делом.
Но если заранее подготовиться, изучив все необходимые материалы о сварочных трансформаторах, выбор будет не таким уж и сложным делом.
strport.ru
Особенности схемы и устройства сварочных трансформаторов
- Дата: 16-05-2015
- Просмотров: 339
- Рейтинг: 15
Трансформаторы для сварки крайне актуальны для промышленных работ. Это особая аппаратура, которая предназначается для того, чтобы преобразовывать напряжение сети в наиболее нужное именно для сварочного прибора. Схема сварочного трансформатора несложная, и его вполне можно изготовить самостоятельно.
Схема простого сварочного трансформатора.
{reklama1}
Аппарат эффективно снижает напряжение до холостого хода. Благодаря этому свойству трансформатор для сварки работает без перебоев. Наиболее часто используются трансформаторы стержневого типа. Они отличаются более высокими техническими характеристиками и свойствами: аппарат использует значительно меньшее количество смазочного материала, обладает достаточно простой конструкцией, характеризуется весьма широкими пределами управляемых показателей, отличается высокими показателями сварочного и энергетического функционирования.
В чем заключается принцип работы?
Основные части трёхфазного стержневого трансформатора.
Трансформатор медленно снижает напряжение до 60-80В. А сила тока, наоборот, начинает нарастать до 40-500А. Некоторые модели трансформаторов повышают силу тока до более высоких цифр. Трансформатор должен поддерживать постоянный ток.
Основой всех происходящих процессов является принцип электромагнитной индукции. Большое значение имеет число витков в 1 и 2 обмотке.
Они влияют на коэффициент преобразования. Прибор имеет функцию управления рассеиванием магнитных полей. По магнитопроводу идет ток. Он образует переменное напряжение во всех витках катушки. На выходе напряжение складывается в оптимальное.
Любой сварочный трансформатор должен отвечать требованиям:
Характеристики сварочных трансформаторов.
- Напряжение на вторичной обмотке должно изначально и повторно возбуждать дугу, поддерживать ее горение при сваривании металлических деталей.
- Внешняя характеристика должна быть падающей. Это важно для ручной, автоматической, полуавтоматической сварки. Получить падающую характеристику можно при помощи искусственного повышения индуктивного сопротивления.
- В любом приборе должна быть предусмотрена система регулировки режима сварки. Наиболее эффективно, если система работает в широком пределе.
 Это важно для ручной, автоматической, полуавтоматической сварки. Получить падающую характеристику можно при помощи искусственного повышения индуктивного сопротивления.
Это важно для ручной, автоматической, полуавтоматической сварки. Получить падающую характеристику можно при помощи искусственного повышения индуктивного сопротивления.Работа устройства для сваривания охватывает 3 режима:
- холостой ход;
- работа с нагрузкой;
- короткое замыкание.
Особенности конструктивного решения
Создать сварочный трансформатор в домашних условиях несложно. Некоторые люди не покупают его, а просто собирают в «кустарных» условиях. Схема сварочного трансформатора есть в интернете. Поэтому создать его не составит труда. Итак, этапы создания аппарата дома:
Основные понятия и классификация трансформаторов.
- Основная часть — это магнитопровод. Его еще именуют сердечником. Он имеет в своем составе стальные пластины. Пластины должны быть изолированы друг от друга. Самыми хорошими пластинами признаны те, которые состоят из электротехнической стали. Взять их можно из другой техники.
- На магнитопроводе надо разместить обмотки провода (одну или несколько). Первичная обмотка всегда должна быть единичной. Именно на первичную обмотку трансформатора будет подаваться ток. Все оставшиеся обмотки являются вторичными. В тех случаях, когда мастер полагает, что сваривать он будет мало, медленно (спешить некуда), и отличных материалов для сборки не имеется, можно первичную обмотку сделать из проводов. Но надежность аппарата будет ниже. Выбирая провода, нужно учитывать их сечение, изоляцию. Изоляцию можно легко сделать самостоятельно. Провода покрываются лаком, наматываются в две нити. Тип изоляции сильно влияет на надежность всей обмотки, температуру перегрева, устойчивость к воздействию влаги, изоляцию.
- Необходимо отрегулировать выходное напряжение. Регулирование зависит от самой конструкции. Важными элементами тут являются: движения ходового винта (он идет сквозь сердечник) и движения подвижных обмоток. Следует помнить, что многие конструкции содержат неподвижную сетевую обмотку.
- Корпус крайне важен для трансформатора. Он защитит аппарат от повреждения.
- Чтобы усовершенствовать аппарат, можно добавить к нему ручки и колеса. Это крайне необходимо, если сварочный трансформатор тяжелый.
 Самыми хорошими пластинами признаны те, которые состоят из электротехнической стали. Взять их можно из другой техники.
Самыми хорошими пластинами признаны те, которые состоят из электротехнической стали. Взять их можно из другой техники.Схема намотки сварочного трансформатора.
Изготовить обмотку для трансформатора можно из специального обмоточного медного провода. Вторичная обмотка потребует для своего изготовления многожильный кабель, имеющий сечение от 25 до 35 мм. Обмотку можно вывести на медные клеммы. Естественно, покупаемый трансформатор имеет более качественные переключатели.
Самый облегченный трансформатор, изготовленный в домашних условиях, весит более 3 кг. На рынке можно приобрести модели весом более 10 кг.
Схема напрямую зависит от того, какой у аппарата сердечник — стержневой, тороидальный. А также от тех деталей, которые присутствуют у создателя. Мир интернета имеет множественные схемы устройства (например, изображение 1). Его собирают из всех возможных подручных элементов.
Его собирают из всех возможных подручных элементов.
Устройство может иметь постоянный и переменный ток. Трансформатор с постоянным током актуален для сваривания тонких металлических листов. Такими являются автомобильные листы, кровельная сталь. При сварке на постоянном токе сварочная дуга устойчивая. Можно сваривать на прямой, обратной полярности. Особого значения нет. Если ток переменный, то его с легкостью можно выпрямить. Достаточно использовать мостовые выпрямители, располагающиеся на мощных диодах.
Разновидностей сварочных трансформаторов множество. По конструкции трансформаторы делятся на:
Изображение 1. Схема сварочного аппарата.
- Многопостный аппарат. Его мощность огромна. Благодаря ему можно обеспечить несколько рабочих мест.
- Однопостный. Наиболее характерен для домашнего применения. Схемы по его сборке также имеются.
По фазовому регулированию трансформаторы подразделяются:
- Модель с одной фазой. Она функционирует при напряжении 220 В.
- Модель трансформатора с 3 фазами. Работает от напряжения в 380 В. Аппарат может сваривать достаточно толстый слой металла. Разработаны трансформаторы, рассчитанные на работу также в 220 В.

По конструкции устройства подразделяются:
Схема трансформатора с первичной и вторичной обмоткой.
- Модель, имеющая магнитное рассеивание. Аппарат состоит из самого трансформатора и дросселя. Дроссель позволяет регулировать напряжение.
- Модель, имеющая увеличенное магнитное рассеивание. Конструкция аппарата более усложненная. В его составе присутствуют подвижные обмотки, конденсатор, импульсный стабилизатор.
- Тиристорная модель. Это новинка среди остальных трансформаторов. Модель имеет силовой трансформатор, фазорегулятор и относительно маленький вес.
Кроме того, стоит подчеркнуть, что рассматриваемое оборудование может работать и на постоянно поступающем токе, и на прерывно поступающем. Те модели, что функционируют на прерывистом токе, отличаются наличием тиристорного типа системы регулирования и дополнительного применения импульсной стабилизации.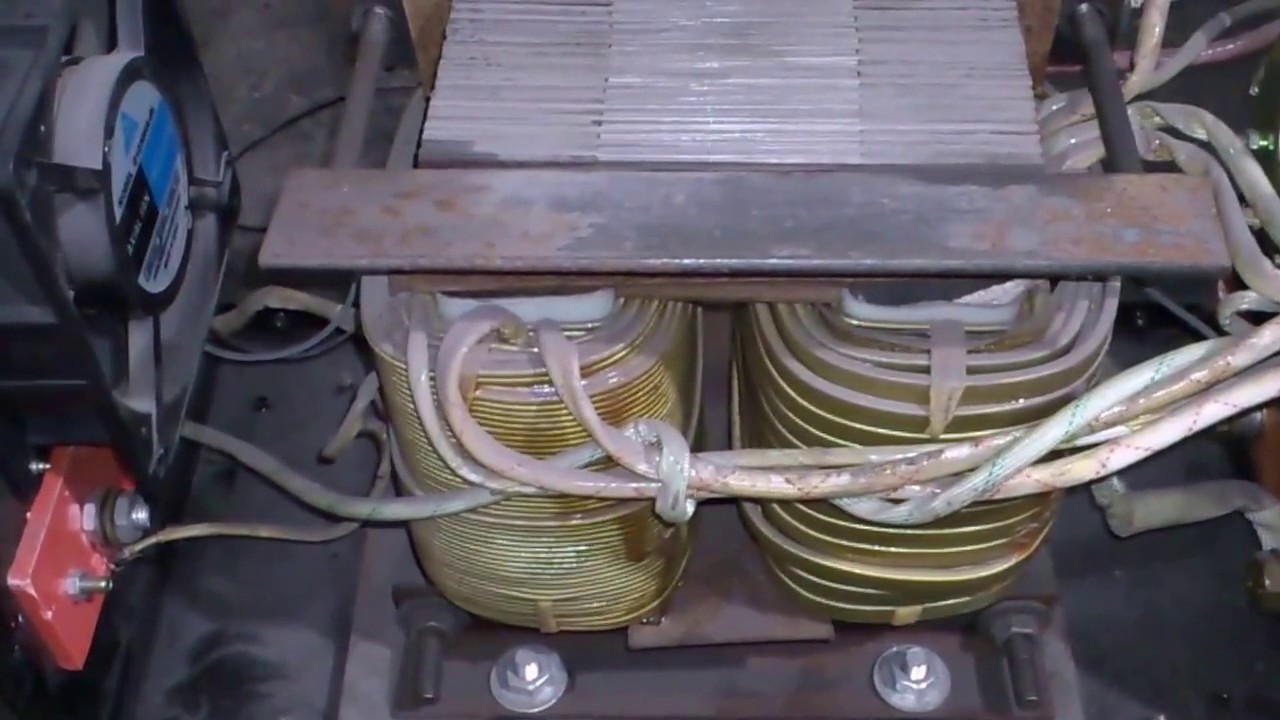
Подключение своими руками
Схема подключения трансформатора представлена на инструкции. Следует отметить тот факт, что для правильного функционирования устройства в дальнейшем рекомендуется заблаговременно ее изучить. Перед тем как его подключить, нужно учесть следующие достаточно важные моменты:
Тороидальный трансформатор.
- Сперва проверить соответствие его напряжения и напряжения в сети питания.
- Перед подключением сварочная цепь должна быть разомкнута.
- Подключения сварочного трансформатора производят отдельными рубильниками.
- Промежуток между аппаратом и сетью — минимальный.
- Нельзя допускать падения напряжения в сети больше 5%. В тех случаях, когда этот критерий не соблюдается, рекомендовано увеличить сечение проводов.
Советы для грамотной эксплуатации состоят в следующем. Уход за трансформаторами достаточно прост. Нужно обеспечить качественное заземление, содержать контакты в порядке и чистоте, проверять сопротивление изоляции (это важно при работе под открытым небом), соблюдать требования при эксплуатации, указанные в инструкции.
Покупной трансформатор для сварки
Приобретая трансформатор для сваривания проводов, нужно отталкиваться из следующих базовых характеристик:
Схема расчета сварочного трансформатора.
- Компактность оборудования.
- Устройство стоит недорого.
- Номинальное напряжение прибора 9-40 В. Устройство крайне простое. При наличии большого желания можно собрать его самостоятельно и не приобретать.
- Количество фаз. Это крайне важный момент при покупке сварочного транзистора.
- Номинальный сварочный ток. Профессиональные аппараты, которые применяют на производстве, должны иметь ток до 1000 А, а домашние модели всего 100 А.
- Пределы регулирования сварочного тока. Для домашней модели наиболее располагающее значение от 50 до 200 А.
- Рабочее напряжение 30-70 В (достаточно высокие величины).
- Номинальный режим работы. С помощью данного показателя можно определить количество времени, в течение которого трансформатор работает беспрерывно.
- Напряжение холостого хода. Значение напряжения не должно превышать 80 В.
- Потребляемая мощность. Зная этот показатель, можно подсчитать КПД. Из расчетов выйдет итог — чем выше КПД, тем лучше работает трансформатор.

Чертеж сварочного трансформатора.
Любое устройство может перестать работать, несмотря на то, куплено оно или собрано самостоятельно. Ремонт трансформатора можно провести своими усилиями. Конечно, если исключаются промышленные сложные неполадки.
Наиболее распространенные неполадки возникают в цепи прибора. В ней может происходить замыкание, которое и приводит к отключению. Чтобы устранить замыкание, трансформатор нужно разобрать. Неисправные элементы заменяются. Наиболее часто причиной является клеммная колодка, обмотка, располагающаяся рядом с ней.
Может быть и иная причина — это перегрев прибора. Обычно эту причину вызывает установка тока. То есть ток установлен большего значения, чем разрешено в инструкции. Если не учесть этот фактор соответствия, то перегрев будет регулярно сопровождать работу устройства. Это неизбежно приведет к выходу из строя ключевого элемента. В итоге придется менять перемотку полностью.
Это неизбежно приведет к выходу из строя ключевого элемента. В итоге придется менять перемотку полностью.
Размещение изолирующих кругов из электрокартона.
Если работа трансформатора сопровождается сильным гудением, то это может говорить о том, что внутри конструкции расшатались болты. Чтобы исправить этот нюанс, надо снять корпус трансформатора и подтянуть все болты и гайки.
Как только ремонтные работы проведены, устройство надо заново проверить. В том случае, если аппарат стал хорошо работать, можно продолжить работу.
Трансформатор — это простой и надежный аппарат.
Он доступен широкому слою населения.
Прибор активно используется для дуговой сварки, соединения листов металла, ремонта металлических элементов.
Плюсы сварочного трансформатора
Аппарат имеет множество положительных качеств:
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1 – равномерная, 2 – секционная, а – сетевая обмотка, б – силовая обмотка.
- Он выгодно стоит. Прибор дешевый и надежный.
- Аппарат обладает высоким КПД. Обычно КПД равен 70-90%.
- Прибор расходует электроэнергию по минимуму.
- Провести ремонтные работы при его поломке можно самостоятельно.
- Аппарат легок в использовании и не требует навыков и знаний.
Если прибор работает хорошо, то можно увидеть отличное качество швов, металл не разбрызгивается при сваривании, дуга горит стабильно, и металлические листы наплавляются равномерно. В таких случаях мастера подчеркивают: «варит мягко».
{reklama2}
Минусы оборудования
Кроме большого количества преимуществ существуют и отрицательные качества прибора. Итак:
- Чтобы провести сварку наиболее качественно, понадобятся специальные электроды. Они созданы для переменного тока и обладают стабилизирующими свойствами.
- Заниженная стабильность горения дуги. Этот минус присущ только тем трансформаторам, которые не имеют встроенного стабилизатора горения.
- Зависимость от колебания напряжения в сети. Этот минус присущ обыкновенным, простеньким аппаратам.
http://moyasvarka.ru/youtu.be/KpTF2arJkJ0
Таким образом, перед приобретением той или иной модели оборудования настоятельно рекомендуется взвесить все преимущества и недостатки.
moyasvarka.ru
Сварочный трансформатор
Одним из основных рабочих агрегатов для сварки является сварочный трансформатор. Это устройство помогает в преобразовании напряжения, которое имеется в сети, в такое, которое требуется для сварочного процесса, а также холостого хода аппарата. Как правило, в сети подается 220 В, тогда как для холостого хода необходимо всего 50-60 В. Трансформаторы сварочные бытовые работают на понижение. Напряжение подается на первичную обмотку устройства, с которой он переходит на вторичную. Расстояние между обмотками может меняться, что способствует повышению значения напряжения, или его понижению. Таким образом, регулируя отдаление одной обмотки от другой, можно регулировать значение параметров.
Сварочный трансформатор Пратика
Каждый сварочный трансформатор, который используется в промышленности или в бытовых условиях, обладает собственными параметрами, которые зависят от материала сердечника, его размеров и прочих вещей. Сварочные трансформаторы переменного тока могут иметь в своем составе еще и выпрямители, которые преобразуют переменный ток в постоянный. В некоторых случаях можно даже сделать сварочный трансформатор своими руками, что получается при правильном следовании всем параметрам. Все должно соответствовать ГОСТ 7012-77, ГОСТ 95-77 или ГОСТ 16110-82, если речь идет о силовых устройствах.
Отличия сварочных трансформаторов современных моделей являются очень большими, так как за последнее время было выпущено большое разнообразие, которое имеет как узкую специализацию, так и широкую универсальную. В особенности это касается компактных маленьких моделей, к которым относятся трансформаторы сварочные бытовые. С их помощью зачастую производится сварка тонкого металла электродом, так как они не могут работать с толстым расходным материалом.
Преимущества
- Преимуществами данного аппарата являются такие факторы:
- Возможность плавной регулировки параметров в пределах допустимого диапазона;
- Достаточно простой принцип действия, который обеспечивает легкость в эксплуатации, а также в ремонте и уходе;
- Возможность работать как с двухфазными, так и с трехфазными сетями;
- Применение, как в промышленной, так и в бытовой сфере;
- Многие модели имеют колеса для удобного перемещения, если не обладают компактными размерами;
- Продуманная система вентиляции для работы в помещении.
Недостатки
При этом техника обладает рядом негативных моментов, которые могут помешать работе:
- Механические детали могут выходить из строя;
- При некоторых вариантах ремонта приходится менять обмотку трансформатора, что является достаточно длительным процессом;
- Для подключения требуются специальные мощные кабели;
- Чтобы подключить сварочный трансформатор, требуется специалист;
- Любые неполадки могут привести к тому, что рабочий процесс полностью останавливается;
- При поломках имеется риск поражения током, если неаккуратно обращаться с техникой.

Полная классификация всех типов трансформаторов
Каждый сварочный трансформатор имеет ряд определенных характеристик, которые позволяют создать систему классификации для данного оборудования, исходя из всех различий. Сразу стоит выделить сварочный трансформатор с нормальным рассеиванием магнитного поля. В данном случае имеется всего одна разновидность тиристорных моделей, которые работают только при сварке под флюсом.
Более разнообразными являются модели, которые имеют увеличенное рассеивание магнитного поля. Здесь модно выделить несколько подтипов куда входит:
- Сварочный трансформатор с подвижными обмотками;
- С подвижным шунтом;
- С обмоткой разбитой на отдельные секции, которые обладают ярмовым рассеиванием;
- С подвижным подмагниченным шунтом.
Сварочный трансформатор
Последняя разновидность относится к сварке под флюсом, а три предыдущие могут применяться как обыкновенная ручная дуговая сварка. Но это не единственные параметры классификации. Можно также выделить такие моменты как:
- Количество одновременно обслуживаемых мест, так как встречается техника для одного мастера, а также та, которая может обслуживать одновременно несколько рабочих мест;
- По количеству фаз подключения, что может составлять от одной до трех фаз;
- По особенностям конструкции, так как бывают такие, у которых регулятор для сварочного трансформатора по напряжению работает при помощи переключения количества витков, при помощи рассеивания напряжения, а также при помощи дросселя насыщения.
Сварочный трансформатор Futura
Технические характеристику популярных моделей
Марки сварочных трансформаторов могут иметь различные значения параметров, в зависимости от тех целей, для которых их создали. Здесь приведены самые распространенные бренды, которые можно встретить на рынке:
| Бренд | ПАТОН |
| Входное напряжение, В | 220/380 В |
| Плавкая вставка | Отсутствует |
| Мощность, кВт | 16,3 |
| Используемое напряжение при холостом ходе | 65 В |
| Ток регулируется в пределах | 70-260 А |
| Диаметр присадочного материала, мм | 2-5 |
| Продолжительность включения | 20% |
| Габариты, мм | 424-275-425 |
| Масса, кг | 49 кг |
| Страна производитель | Украина |
| Бренд | Kaiser |
| Входное напряжение, В | 220-380 |
| Плавкая вставка | отсутствует |
| Мощность, кВт | 3,5 |
| Используемое напряжение при холостом ходе | 48 В |
| Ток регулируется в пределах | 60-200 A |
| Диаметр присадочного материала, мм | 2-4 |
| Масса, кг | 23 |
| Класс электрозащиты | IP21 |
| Страна производитель | Германия |
| Бренд | Intertool |
| Входное напряжение, В | 220-380 В |
| Плавкая вставка | Отсутствует |
| Мощность, кВт | 6,5 |
| Ток регулируется в пределах | 55-160 А |
| Диаметр присадочного материала, мм | 2-3.2 мм |
| Масса, кг | 17,5 кг |
| Страна производитель | Китай |
Выбор сварочного трансформатора
«Обратите внимание! Самые важные особенности аппарата не имеют отношения к его размерам или массе.»
Средний вес трансформаторов составляет 30 кг. Это может быть серьезной проблемой для размещения в бытовых условиях, поэтому, данный параметр больше зависит от удобства, чем от производительности, и в то же время может сделать недоступным применение той или иной модели в определенных местах. При этом мощность техники не зависит от размеров, так как сварочный трансформатор с тороидальным сердечником предоставляет куда более высокие результаты, чем другие, но при меньших размерах. Для выполнения большинства процедур сварки достаточно такого оборудования, которое бы смогло работать с электродами толщиной в 4 мм. Многие компактные бытовые модели имеют ограничения в 3 мм, что отображается на их стоимости, но это не всегда удобно для работы.
Успешность зажигания дуги зависит от того, какое напряжение потребляет сварочный трансформатор на холостом ходу. Зачастую оно составляет 50 В, чего вполне достаточно для стандартных операций, но некоторые модели могут иметь автоматический розжиг дуги. Следует обратить внимание на систему охлаждения аппарата, которая должно проводиться не только принудительным, но и естественным путем. Также желательно наличие автоматической системы отключения, когда сварочный трансформатор начинает работать в перегруженном состоянии. Сглаживающие конденсаторы должны иметь большую
емкость, а дроссель должен быть достаточно мощным. Не лишним будет наличие искрогасителя, который сможет заблокировать появление искры, когда техника будет в состоянии покоя, так как устройство удалит остаточное напряжение.
Особенности эксплуатации и подключения
Правильное подключение обеспечить нормальную работоспособность техники, так как если возникают какие-то проблемы, то зачастую они проявляют себя в местах подключения. Основной проблемой являются клеммы, так как на них в большинстве случаев происходит перегревание проводов и замыкание, поэтому, следует плотно соединить все детали, чтобы обеспечить бесперебойную работу. Многофазные силовые установки нужно подключать в строгом соответствии с инструкцией, так как их замыкание может привести к серьезным поломкам. Также требуется подобрать подходяще место, где может размещаться трансформатор для сварочного аппарата, которое бы хорошо проветривалось и не имело повышенную влажность.
Во время эксплуатации не стоит превышать время беспрерывной работы, которое допустимо для конкретной модели. Это может привести к тому, что сварочный трансформатор начнет самопроизвольно отключаться. В среднем, время холостого хода должно превышать в 4 раза время непосредственной сварки. При залипании электрода следует по возможности оторвать его от поверхности материала, а если не получается, то как можно быстрее отключить трансформатор.
Меры и техника безопасности
Если нет специальных знаний, то не стоит подключать трехфазные сварочные трансформаторы самостоятельно. Это может быть опасно как для жизни человека, так и для работоспособности агрегата. Применение сварочного трансформатора должно соответствовать правилам его технической эксплуатации. Не стоит включать оборудования в условиях повышенной влажности. Во время работы не нужно применять электроды с влажной или обсыпавшейся обмазкой, так как это может привести к залипанию, и как следствие, к короткому замыканию оборудования. При повышенной температуре нужно соблюдать щадящие режимы или обеспечивать дополнительную вентиляцию. Если замечено слишком сильное гудение, перегрев, невозможность зажечь дугу или прочие проблемы, то стоит прекратить работу и отключить оборудование от сети. Здесь может потребоваться ремонт и обслуживание сварочных трансформаторов, так как дальнейшая эксплуатация только усугубит проблему.
Популярные модели и производители
- Intertool;
- Kaiser;
- Патон;
- Дніпро-М;
- Telwin;
- Forte;
- Werk;
- Кентавр.
svarkaipayka.ru
Характеристика сварочного трансформатора | Строительный портал
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
strport.ru
Трансформаторы для сварки трехфазной дугой
Специальные трансформаторы для сварки трехфазной дугой и для двухдуговой сварки [c.183]Основные технические данные трансформаторов для сварки трехфазной дугой и двухдуговой сварки приведены в табл. 6. [c.186]
Технические характеристики трансформаторов для сварки трехфазной дугой приведены, в табл. 14. [c.61]
Трансформаторы для сварки трехфазной дугой. Сварка трехфазной дугой может осуществляться от специальных трехфазных сварочных трансформаторов или от однофазных сварочных трансформаторов типа СТЭ и др., соединенных по особой схеме. [c.57]
Трансформаторы для сварки трехфазной дугой [c.43] При отсутствии специальных трехфазных трансформаторов для сварки трехфазной дугой могут применять два или три обычных однофазных трансформатора, включенных в цепь по схеме треугольника (фиг. 30, а), звезды или открытого треугольника (фиг. 30,6). Регулирование тока может осуществляться тремя или двумя регуляторами. При применении двух регуляторов в фазе без регулятора получается повышенный ток. [c.43]
Трехфазные сварочные трансформаторы предназначены для сварки трехфазной дугой. Этот метод сварки имеет ряд преимуществ перед однофазной сваркой повышение производительности сварки, экономия электроэнергии, повышение коэффициента мощности ( os ф) установки, выравнивание нагрузок между фазами. [c.78]
Трехфазные сварочные трансформаторы предназначены для сварки трехфазной дугой. Этот метод сварки [c.69]
Сварка трехфазной дугой возможна путем применения ряда различных схем. Простейшей из них является схема сварки двумя электродами (см. фиг. 292), закрепленными в независимых друг от друга держателях. В производстве применяется более удобная схема сварки двумя параллельными электродами, закрепленными в держателе специальной конструкции. Для сварки трехфазной дугой необходимы специальные трансформаторы или же однопостовые сварочные трансформаторы с отдельной реактивной катушкой, включаемые по схеме открытого треугольника (фиг. 310). [c.484]
Сварка трехфазной дугой осуществляется двумя параллельными электродами, закрепленными в держателе специальной конструкции. Для сварки трехфазной дугой необходимы специальные трансформаторы или однопостовые сварочные трансформаторы с отдельной реактивной катушкой, включаемые по схеме открытого треугольника (рис. У-24). [c.271]
Для сварки трехфазной дугой необходим источник питания в виде трехфазного трансформатора со специальным трехфазным регулятором (рис. 8). Вторичная обмотка трехфазного трансформатора соединена звездой. [c.224]
Сварку трехфазной дугой применяют для изготовления конструкций, требуюш,их значительного объема наплавленного металла. В качестве источника питания применяют спаренные однофазные трансформаторы. Способы сварки трехфазной дугой приведены на рис, 8.5, а,..в. [c.206]
За последние годы нашли применение трехфазные трансформаторы, предназначенные для питания трехфазной дуги. Их используют для питания двух дуг сварочных самоходных головок и для электрошлаковой сварки. [c.200]
При сварке трехфазной дугой выделяется большое количество тепла, и производительность наплавки-растет, так как ток подводится к изделию одновременно от трех фаз трансформатора. Для осуществления ручной сварки нужно применять спаренные изолированные электроды и специальные электрододержатели, позволяющие подводить ток к каждому электроду отдельно от каждой фазы. Наиболее эффективно этот способ ручной сварки применяют для заварки дефектов стального литья и наплавки, где требуются боль-щие объемы наплавленного металла. Ручная сварка деталей применяется редко, так как трудно обеспечить равномерность провара и качество щва, в основном применяют автоматизированную сварку трехфазной дугой. [c.253]
Заводом Электрик для ручной сварки трехфазной дугой был разработан специальный трансформатор ТТС-400, состоящий из двух трансформаторов типа СТН, размещенных в одном корпусе. [c.61]
Для ручной и автоматической сварки трехфазной дугой отдельными партиями выпускалось несколько типов трансформаторов. Свердловский электромеханический завод с 1949 г. выпускает специальные трехфазные трансформаторы и регуляторы типа 3-СТ (фиг. 28). Первичная обмотка трансформатора (фиг. 29), состоящая из трех катушек, расположенных каждая на отдельном стержне, может быть соединена звездой (при напряжении сети 380 в) или треугольником (при сетевом напряже НИИ 220 в). Вторичная обмотка, состоящая из шести катушек, расположенных по две на каждом стержне, соединяется тре- [c.42]
В верхней части электрода имеются зачищенные концы для присоединения в специальном электрододержателе к двум фазам трехфазного источника питания, которым может быть как специальный трансформатор, так и два однофазных трансформатора, соединенных по схеме открытого треугольника (фиг. 121). В связи с тем, что через дугу протекают три тока, сдвинутых по фазе на 120°, устойчивость трехфазной дуги значительно выше,чем при питании однофазным током. Поэтому при сварке трехфазной дугой могут использоваться электроды с фтористо-кальциевыми покрытиями, которые непригодны для сварки однофазным переменным током. [c.226]
Ввиду ТОГО, что в любой момент горит хотя бы одна из трех дуг, устойчивость горения сварочной трехфазной дуги более высокая, чем устойчивость горения однофазной дуги. Благодаря повышенной устойчивости горения трехфазной дуги вторичное напряжение холостого хода источника питания может быть значительно снижено и может превышать только на 3—6 в напряжение отдельной дуги. В этом случае источник питания должен иметь жесткую вольт-амперную внешнюю характеристику. С применением специальных низковольтных трехфазных трансформаторов с жесткой характеристикой отпадает необходимость в дросселях для настройки режима сварки трехфазной дугой. [c.19]
Для питания трехфазной Дуги могут применяться обычные сварочные однофазные трансформаторы, соединяемые по трех( зной схеме звезда , треугольник и др. Для питания двухдуговых сварочных автоматов используют двухфазные схемы, соединенные по схеме Скотта. Технические характеристики специализированных трансформаторов для многодуговой и многоэлектродной сварки приведены в табл. 10. [c.12]
Для питания трехфазной дуги могут применяться обычные однофазные сварочные трансформаторы, соединенные по трехфазной схеме. Для питания двухдуговых сварочных автоматов применяют двухфазные схемы С трансформаторами, соединенными по схеме Скотта. Технические характеристики трансформаторов для многодуговой сварки приведены в табл. 7. [c.13]
Аппарат И-167 предназначен для сварки черных и цветных металлов (кроме алюминия, магния и их сплавов) толщиной 0,5…3 мм в непрерывном и импульсном режимах тока прямой полярности. Принцип работы аппарата основан на формировании крутопадающей (близкой к «штыковой») внешней вольт-ампер-ной характеристики сварочного трансформатора в результате подмагничивания постоянным током магнитного шунта, расположенного между первичными и вторичными обмотками трехфазного сварочного трансформатора. Аппарат характеризуется пониженными пульсациями сварочного тока и высокими нагрузочными параметрами (ПН-100%), что позволяет его применять в составе автоматических линий и механизированных участков при высоких скоростях сварки. В аппарате обеспечивается снятие напряжения с плазмотрона при преднамеренном или случайном обрыве дежурной дуги, а также плавное гашение дуги (заварка «кратера») в конце процесса сварки. [c.376]
Трехфазный сварочный трансформатор может быть применен для ручной дуговой сварки двумя электродами (рис. 66). В этом случае обеспечивается большая производительность сварки, экономится электроэнергия, больше косинус фи , равномернее распределяется нагрузка между фазами. Регулятор тока такого трансформатора Тр состоит из двух сердечников с регулируемыми воздушными зазорами. Две обмотки регулятора / и 2 расположены на одном сердечнике и включаются последовательно с электродами, обмотка 3 — на втором сердечнике и подключается к свариваемой конструкции. При трехфазной сварке горят по рассматриваемой схеме одновременно три дуги две между каждым из электродов 4, 5 м свариваемым изделием 6 и одна между электродами 4 и 5. Для прекращения горения дуги между электродами 4 и 5 предусмотрен магнитный [c.164]
Трансформатор для сварки трехфазной дугой ТТСД-1000. Этот трансформатор выполнен из двух однофазных трансформаторов ТСД-1000-3. Последовательно со вторичной обмоткой включены два дросселя РСТЭ-34, параллельно соединенные между собой. Дроссели регулируются так, чтобы сопротивления их были одинаковы, так как токи в обеих дугах одинаковы. [c.66]
Для сварки трехфазной дугой применяют специальные трансформаторы с падающей внешней характеристикой, собранные на основе двух однофазных (типов ТТС и ТТСД) для электрошлаковой сварки — однофазные и трехфазные трансформаторы с жесткой характеристикой (типов ТШП и ТШС). [c.189]
Схема включения двух однофазных трансформаторов для сварки трехфазным током показана на рис. 120. Трансформаторы 1 соединяют с двумя электродами 4, закрепленными в элек-трододержателях 3, и со свариваемой трубой 5 через три дросселя 2. При включении трансформаторов в сеть рубильником возникают одновременно три дуги одна между электродами и две между электродами и свариваемой трубой. Первая дуга ускоряет плавление электродов, что увеличивает производительность сварки примерно в два раза. При этом виде сварки достигается устойчивость дуги, глубокий.провар шва, равномерность загрузки фаз и экономятся электроды, уменьшается расход электроэнергии. [c.180]
Трансформаторы для сварки трехфазиой дугой. Для питания трехфазной дуги могут быть испачьзованы обычные стандартные однофазные сварочные трана юрматоры как с отдельным, так и со 5 встроенным дросселем, а также трансформаторы с увеличенным магнитным рассеянием. [c.61]
Рнс. 41. Принципиальная электрнческая схема трансформатора ТСР-18в для сварки трехфазной дугой [c.61]
Очень важным вопросом для всех видов автоматической сварки является обеспечение промышленности источниками питания. Применяются сварочные трансформаторы ТСД-1000 для питания автоматических установок под флюсом, ТТСД-1000 — специально для сварки трехфазной дугой, генераторы ЗД-7,5-30, на которых могут быть без большого труда получены жесткие и возрастающие вольт-амперные характеристики для сварки в среде защитных газов при больших плотностях токов. Ряд исследований проводится по обеспечению промышленности источниками питания, удовлетворяющими техническим требованиям сварки под флюсом и в особенности в среде защитных газов. [c.285]
Завод Электрик выпустил для ручной сварки трехфазной дугой трансформатор ТТС-400 на 400 а, а для автоматической сварки трехфазной дугой— трансформатор ТТСД-1000 на 1000 а. [c.81]
За последнее время нашли применение трехфазные трансформаторы, предназначенные для питания трехфазной дуги, для двудуговой сварки и для электрошлаковой сварки. Кроме того, для питания дуги постоянным током используются сварочные выпрямительные установки, собираемые из полупроводниковых элементов. По сравнению с генераторами они более просты в эксплуатаци и. экономичны, имеют меньший вес и габаритные размеры. [c.296]
Трансформаторы для питания сварки трехфазной дугой и двудуговой сварки [c.107]
Трехфазный трансформатор ТТС-400 выполнен на базе двух трансформаторов СТН и применяется для ручной сварки трехфазной дугой двумя электродами. Схема соединений обмоток транс4юрматора ТТС-400 соответствует схеме соединений трансформатора ТТСД-1000. В трансформаторах ТТС-400 не предусмотрено секционирование первичных обмоток. Регулирование сварочного тока осуществляется перемещением подвижных пакетов дросселей вручную. [c.108]
Для автоматической сварки трехфазной дугой под флюсом небольшой партией ранее был выпущен трансформатор ТТСД-1000-3. Он выполнен из двух однофазных трансформаторов ТСД-10(Ю-3, собранных в одном корпусе. [c.61]
Источ 1иками тока при сварке трехфазной дугой могут служить два стандартнЫ Х однофазных траиофор мато-ра СТЭ-34 илн СТАН применимы и более мощные трансформаторы. Промышленность выпускает для данного способа сварки также специальное оборудование. [c.77]
Заводом Электрик был разработан также трансформатор ТТС-400 для ручной сварки трехфазной дугой, ссютойщий из двух трансформаторов типа СТН, размещенных в одном корпусе. Трансформатор рассчитан на номинальный сварочный ток в фазе 400 а, пределы регулирования тока 130—500 а. [c.44]
Для ручной сварки трехфазной дугой разработаны специальные трансформаторы марки ЗСТ конструкции проф. Н. С. Сиунова. Трансформатор имеет мощность 35 кеа при ПР — 100%, 60 кеа [c.306]
Трансформаторы для трехфазной сварки имеют пониженное напряжение холостого хода, так как пет перерывов в горении дуги в межэлоктродном пространстве. Поэтому у таких трансформаторов UJUjy = 1,2- 1,25. Основные параметры выпускаемых источников питания дуги переменного тока приведены в табл. 25 [c.133]
Как подключить трехфазный сварочный аппарат
Рисуем схему подключения трехфазного сварочного аппарата:
Схема подключения 3-х фазной сети к инвертору Сварог TIG 200P AC_DC
Алгоритм работы будет таким:
1. Если воткнуть штатную вилку в 220v, то срабатывает пускатель К1 (25А на контакт), который одной парой контактов восстанавливает разрезанный нами провод идущий к переключателю ВКЛВЫКЛ сварочного аппарата.
А его вторая пара контактов замкнет сделанные нами разрезы дорожек на печатной плате, которые подводят силовое напряжение к штатному однофазному полноволновому выпрямителю.
Больше ни для чего К1 не нужен. Он лишь восстанавливает исходную схему питания сварочного аппарата после перерезания двух проводов и двух дорожек. (хотя, есть еще одна функция – К1 не позволяет быть штатной вилке сварАппа под напряжением, когда он подключен к трехфазному питанию. Это очень хорошо!)
2. Пускатель К2 (10А на контакт) используется для подключения трех фазной части питания в схему аппарата. Он поменьше и подешевле, так как от него требуется замыкание всего двух проводов, которые мы пропустим через спаренные 10А-ные контактны е группы. Собственно, это все.
Сначала, я купил трехфазные розетки 3р+N+E, что означает четыре контакта фаз и нуля и пятый земля. Провод купил четырехжильный диаметром 2,5мм на жилу. Выпрямительные диоды на радиаторе я планировал разместить внутри сварАппа. Однако, в процессе работы, мне пришло в голову более изящное и безопасное решение.
Смысл сводился в том, что я размещу 3х-фазный выпрямитель в отдельном боксе непосредственно около входного щитка, и на сварочный пущу уже выпрямленное напряжение по одному проводу, по второму любую из фаз на схему запуска электроники сварАппа (без этого никак), по третьему пущу NULL, и у меня остается еще четвертый провод, по которому я приделаю от входного щитка настоящую честную ЗЕМЛЮ на корпус аппарата (она у меня во входном щитке реально есть).
Таким образом у меня получается обеспечение всех типов безопасности для пользователя и сварАппа, вилки и розетки можно поставить четырехпиновые, т.е. 3р+Е. Это я счел более удобным.
Чтобы диоды не были «день и ночь» под напряжением в щитке, ну и для удобства, конечно, я подключил их через дешевый отключатель нагрузки на 40А. Это не автомат, их хватает вместе с УЗО в основном щитке, это просто трехконтактный выключатель. Диоды подойдут «на любой вкус и цвет», у меня на помойке были Д242Б из одной партии, я их запараллелил и ввернул на радиатор от какого-то старенького компьтерного процессора.
Провода брал медные, тоже обрывки пособирал в хозяйстве, те которые потоньше складывал парой – одним концом в шуруповерт и закручиваем: выходит красивенько жесткой косичкой. Общее сечение меди достаточно 2мм2. Больше не имеет особого смысла. Очень удобно брать медь одной толстой жилой. Она сразу будет служить жестким конструктивом и грамотнее зажимается в клемниках. Да, и приготовьте паяльник ватт на 60-100, чтобы делать сборку культурно там где потребуется, мы же не китайцы.
Теперь, призываем в помощь всю нашу внимательность и делаем, как я сказал:
(для тех , кто до сих пор плавает в нашей теме и подзабыл правила саперной техники)
ШАГ 1.
Апгрейд ШАГ 1
Самодельный трехфазный сварочный аппарат: ШАГ 1
Размещаем пускатель 25А в удобном для него месте (даже не крепим его, если провода у нас будут жесткие), прикидываем на глаз на каком расстоянии лучше обрезать фазу и нейтраль в презервативе, идущие на выключатель ВКЛВЫКЛ и… смело срубаем шашкой!
Образовавшиеся культи зачищаем от оплетки, красиво залуживаем и зажимаем в двух верхних на фото клемниках К1.
Самодельный трехфазный сварочный аппарат: ШАГ 1
Подсказка – перед шагом 1, приготовьте и прикрутите подходящий проводок к катушке К1 и сразу спаяйте его с концами нейтрали и фазы идущей от фильтра ВЧ помех (это нижний на фото разрезанный кусок).
Смело зажимайте эти концы на клеммах катушки пускателя в любом
порядке. Если вы сделали шаг 1, то можно вкл ючить провод сварочника в розетку и убедиться, что он продолжает работать как и прежде, единственное, что нас сначала выводит из себя то, что при вкл ючении провода в розетку раздается щелчок пускателя. От этого поначалу вздрагиваешь, но потом привыкаешь.
Апгрейд ШАГ 2
Самодельный трехфазный сварочный аппарат: ШАГ 2
Берем в руки ножовочное полотно и аккуратно, шириной не меньше 1,5мм, поглубже в текстолит, разрезаем дорожки, которые идут к паре четверок из желтых проводов в разъемах. Здесь поближе, обратите внимание – желтый маленький кружок вокруг контакта варистора, который мы перерезали (черная черточка обозначает бывшую дорожку). А красная полоска, это перемычка, которую необходимо не забыть позже припаять! Иначе не будут гаситься переходные импульсны е всплески напряжения.
Справа, овалом обведены контакты релюшки (белая), которая с некоторой задержкой замыкается после подачи питания на сварАпп . Это, собственно и есть все контрольные точки, на которых будет обращено наше внимание в манипуляциях дальше. А дальше – мы раскладываем от К1 провода, чтобы замкнуть ее контактами разрез, сделанный нами. Не полностью откл ючая голову доверяемся нашим прямым ручкам…
Вот там мы разложили, а здесь концы припаяли. (НЕ ЗАБЫВ ПРО ПЕРЕМЫЧКУ ОТ ВАРИСТОРА! Не видно на фото ?)
Самодельный трехфазный сварочный аппарат: ШАГ 2
Снова включаем девайс и убеждаемся в его полной работе от однофазной сети.
А сейчас, простой, но очень ответственный момент. Припаиваем к концам разрезанных дорожек (самые слева по фотке, идущие на выпрямитель) двухжильный не толстый проводок, который идет на катушку К2. Соединяем четырьмя коротенькими (оранжевые) перемычками контакты К2 попарно.
Самодельный трехфазный сварочный аппарат: ШАГ 2
На фото, правые контакты К2 короткими проводами скручиваем и зажимаем вместе с контактами К1, идущими туда же, откуда бросили провод на катушку К2.
Провод, который в «обычной жизни» идет сначала на «белую релюшку» тот черный, на него мы посадим (в трехфазном подключении) любую нами выбранную фазу для запитывания пусковой электроники сварАппа. А провод, который идет без разрыва от ВКЛВЫКЛ (толстый красный) на штатный выпрямитель через желтые повода в белых разъемах, мы спаяем с NULLевым проводом от нашей трехфазной розетки.
Самодельный трехфазный сварочный аппарат: ШАГ 2
Внимательно смотрим на схему и с умным выражением лица тыкаем тестером в клеммы, проверяя соответствие разводки проводов схеме.
Если вы полностью убеждены что « все по схеме», то соберитеподогните аккуратненько повода с К1 и К2, уложите вовнутрь СварАппа, полюбуйтесь и еще раз убедитесь, что он до сих пор работает от одной фазы! Лениться не стоит..
Апгрейд ШАГ 3
Самодельный трехфазный сварочный аппарат: ШАГ 3
ШАГ 3. Самый интересный и захватывающий.
Я сначала сделал его прямо на операционном столе. Синий плетеный провод подрезанный рамкой кадра – спаян с плетеным желтосиним и прикручен к радиатору (плюсу) трехфазного выпрямителя (он временный). Этот силовой плюс , уходит к спаренным контактам пускателя К2 (на фотке хорошо видно). На К1 от 3-х фазной розетки идет пара фазаноль и силовой ноль.
ВНИМАНИЕ!
Напоминаю, что на этом ФОТО розетка с 5-ю контактами, позже, когда я вынесу выпрямитель в щиток, розетка будет четырехконтактной. (см.схему)
Самодельный трехфазный сварочный аппарат: ШАГ 3
ИТАК, подаем три фазы на самодельный сварочный аппарат, и переключаемВКЛ/ВЫКЛ на ВКЛ! Щелкнули пускатели…. И все заработало!!
Апгрейд ШАГ 4
Втыкиваем силовые кабели, выкручиваем ..
Самодельный трехфазный сварочный аппарат: ШАГ 4
Ого! на 202А ручку тока, в сарае находим самый толстый и древний электрод. У меня таким оказалась протухшая в плесени со времен перестройки 4-ка.
Самодельный трехфазный сварочный аппарат: ШАГ 4 — Самодельная сварка
Хватаем черную железяку, в месте где она толщиной 10мм, бессовестно упираем и давим электрод… В первое мгновение он подлипает, с шипением выкипает из него вода с грибами(реально, прямо супом запахло!) и…… при полном нажиме секунды за три-четыре жжем сквозную дырку! Переживаем первую радостьгордость, и следующие пару вечеров уже вдумчиво и неспешно экспериментируем с нашей прелестью в разных позах и режимах…..
Апгрейд ШАГ 5 (Уборка и упаковка собранной схемы)
Аккуратно и окончательно укладываем провода, пускатели. Не жалея сил, подергаем в разные стороны симулируя жесткое падение сварАппа с крыши. Если никакой пускатель не цепляет контактами окружающие железочки – то все у нас надежно.
Самодельный трехфазный сварочный аппарат: ШАГ 5 Уборка и упаковка собранной схемы
Последний штрих – затягиваем где есть возможность, жгутами (у меня зеленые были, уже не помню где экспроприировал). Любуемся, и принимаемся за оформление вывода проводов для трехфазной розетки.
Выводим четыре провода примерно в центр верха самодельного трехфазного инвертора. Это провод +250v от трехфазного выпрямителя, NULL, одна любая фаза, и прикручиваем желтый с зеленой полосой провод к корпусу устройства, это он будет нашей «честной землей». Снимаем с силового кабеля небольшой кусок оплетки и обхватываем все кабеля в том месте, где они будут проходить через отверстие в крышке инвертора, ну, и обматываем изоляцией.
Ниже – фото новых четырехпиновых розетоквилок, выкл ючателя нагрузки на 40А и уютный домик для радиатора с выпрямительными диодами от MAKEL (кстати, с поэтическим названием – «сива-остю-сигорта-кутусю»). По русски, все более прозаично – Электрощиток Накладной.
Сверлим 14-м сверлом отверстие в крышке сварАппа под вывод наших силовых поводов, прикручиваем одну из розеток, прикручиваем концы проводов и т.д. и т.п…
Самодельный трехфазный сварочный аппарат: Завершающий этап
Самодельный трехфазный сварочный аппарат: Завершающий этап
Вот что получилось:
Самодельный трехфазный сварочный аппарат: Что получилось…
Самодельный трехфазный инвертор из Сварога
Делаем предподготовку соединения второй розетки и щитка с выпрямителем и отключателем нагрузки, тестером проверяем чтобы в розетках не было перепутывания проводов и идем прикручивать щиток на стенку.
Подготовка соединения второй розетки и щитка с выпрямителем и отключателем нагрузки
Вот что получилось в «щитовой».
Левый разъем для самодельного сварочника
Правый разъем – есть розетка 3ф+N+E – это для подключения обычных 3-х фазных девайсов. А вот левый – исключительно для нашей прелести.
На этом, собственно все. На текущий момент спалил баллон аргона балуясь с сварАппом на 3-х фазах. Работает безукоризненно.
| Смотрите в магазине отзывов: СВАРОГ ARC 205 CASE , сварщики о работе аппарата — проверить наличие скидки на аппарат сегодня — найти отзывы о другом оборудовании. |
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Электросварочное оборудование должно быть надежно заземлено. На кожухах трансформаторов имеются специальные болты с надписью «Земля». Помимо этого, у сварочных трансформаторов заземляют зажимы вторичных обмоток. Схема подключения сварочного трансформатора показана на рисунке.
Схема подключения сварочного трансформатора к сварочному посту: 1 – сварочный пост, 2 – шланговый трехжильный кабель с заземляющей жилой, 3 – сварочный трансформатор, 4 – регулятор, 5 – заземляющие зажимы корпуса, 6 – шланговый одножильный кабель, 7 – электрододержатель, 8 – заземляющие провода
Перед пуском у трансформатора необходимо проверить соответствие напряжения его первичной обмотки подводимому напряжению сети. До включения трансформаторов сварочная цепь должна быть разомкнута.
Трансформаторы следует подключать к питающей сети отдельными рубильниками.
Расстояние от сети до сварочного аппарата должно быть наименьшим. Сечения проводов, присоединяемых к вторичным цепям трансформаторов или к выводам сварочных генераторов, выбирают по таблице.
| Сечение провода, мм2 | Наибольшая допустимая сила тока, А | Сечение провода, мм2 | Наибольшая допустимая сила тока, А |
| 16 | 100 | 70 | 270 |
| 25 | 140 | 95 | 330 |
| 35 | 170 | 120 | 380 |
| 50 | 215 | 150 | 440 |
Для подвода тока к электрододержателю применяют изолированные гибкие провода в защитном шланге длиной не менее 3 м. Их сечения выбирают по таблице.
Нормы нагрузок на гибкие сварочные провода, присоединяемые к электрододержателю.
| Наибольшая допустимая сила тока, А | Сечение провода, мм2 | |
| одинарного | двойного | |
| 200 | 25 | |
| 300 | 50 | 2х16 |
| 450 | 70 | 2х25 |
| 600 | 95 | 2х35 |
В качестве обратного провода для соединения свариваемого изделия с источником сварочного тока могут служить стальные шины остаточного сечения, различные стальные конструкции, сама свариваемая конструкция и т. д. Не разрешается использовать в качестве обратного провода сети заземления, а также металлические конструкции зданий, оборудодования и т. д.
Падение напряжения в питающих соединительных сварочных проводах допускается не более 5% напряжения сети. Если это условие не выдерживается, сечение проводов необходимо увеличить.
Полезные советы по эксплуатации сварочных трансформаторов
Обслуживание сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в хорошем состоянии и периодической проверке сопротивления изоляции обмоток, особенно при работе установки на открытом воздухе.
Во время эксплуатации в сварочных трансформаторах могут возникнуть следующие неисправности:
- сильное гудение и нагрев обмоток вследствие виткового замыкания в первичных обмотках. Повреждение устраняют частичной или полной перемоткой обмоток;
- трансформатор дает очень большой ток вследствие короткого замыкания во вторичной обмотке или в обмотке регулятора. Устраняют неисправность ликвидацией замыкания в обмотках или их перемоткой;
- сварочный ток не уменьшается при воздействии регулятора, что может быть вызвано замыканием между зажимами регулятора;
- регулятор при сварке ненормально гудит, это может возникнуть из-за неисправности привода или из-за ослабления натяжения пружины;
- сильный нагрев контактов в соединениях вследствие нарушения электрического контакта; неисправность устраняют переборкой греющихся соединений, зачисткой и плотной пригонкой контактных поверхностей и затяжкой до отказа зажимов.
Время чтения: 6 минут
Что важно при выборе сварочного оборудования? Обычно это мощность сварочного аппарата, его габариты, дополнительные функции и стоимость. Но эти критерии важны лишь при покупке домашнего сварочника. А при выборе промышленного аппарата важно учесть некоторые дополнительные параметры. Например, какое напряжение электросети ему необходимо.
В отличие от дачи, на заводе есть возможность обеспечить постоянное питание не только стандартные 220 Вольт, но и все 380. Поэтому в цеху можно без проблем использовать аппарат на 380В, который также называют трехфазным. В этой статье мы расскажем, что собой представляют такие аппараты, какие они бывают и что нужно учесть при выборе.
Общая информация
Промышленные сварочные аппараты отличаются от бытовых тем, что являются трехфазными и требуют питания минимум 380 Вольт. Они очень распространены даже на современных производствах, поскольку неприхотливы и ремонтопригодны. Благодаря применению промышленного сварочного аппарата можно варить детали любой толщины и использовать электроды любого диаметра.
В отличие от однофазных аппаратов, трехфазные производят сварку куда мягче и качественнее. Поскольку удается получить большую мощность без увеличения силы тока.
Разновидности
Промышленные трехфазные аппараты бывают трех типов: трансформаторы, выпрямители, инверторы и полуавтоматы. Давайте подробнее разберемся с каждым из них.
Трансформатор
Трансформатор на 380 вольт— это простейший и классический тип сварочного оборудования.Его основа — это трансформатор с тремя катушками. Отсюда и название этого сварочного аппарата.Благодаря применению трех фаз дуга горит стабильно и напряжение практически не меняется во время сварки.А конструкция этих аппаратов настолько проста, что позволяет починить трансформатор буквально «на коленке», и без лишних затрат.
Трансформаторы выдают только переменный ток, поэтому вы не сможете использовать постоянный ток в своей работе. Это нужно учитывать. Трансформаторы очень громоздкие и тяжелые, для их перемещения нужно использовать тележку. Зато цена на такие аппараты порадует любого профессионала.
Выпрямитель
Выпрямитель — это тот же трансформатор, только с одним существенным отличием. В его корпус встроен выпрямительный блок (отсюда и название «выпрямитель»), преобразовывающий переменный ток в постоянный. Это их единственное отличие. Такие аппараты универсальнее трансформаторов, поскольку позволяют варить на любом роде тока.
Также благодаря выпрямителю дуга горит стабильнее и проще поджигается, в том числе повторно. Если вы новичок, то наверняка сталкивались с трудностями поджига дуги при применении трансформатора. Выпрямительный блок незначительно, но упрощает эту задачу. В остальном нет отличий между выпрямителем и трансформатором.
Инвертор и полуавтомат
Сварочный полуавтомат и инвертор — это аппараты нового поколения. Они сложны в устройстве, имеют встроенные микросхемы и дополнительные функции. Их вес и габариты существенно меньше, чем у трансформатора или выпрямителя. Но за все достоинства приходится платить. Инвертор и полуавтомат существенно дороже других разновидностей промышленных аппаратов.
Отличие инвертора от полуавтомата заключается в сфере применения. Стезя инвертора — ручная дуговая сварка электродами. А вот полуавтомат используется при сварке с применением газа и присадочной проволоки. В полуавтомате есть механизм подачи присадочного материала, который зачастую работает в полуавтоматическом режиме. Отсюда и название.
Такие аппараты выдают наилучшее качество швов, с ними проще всего работать, они немного весят и порой предлагают множество дополнительных функций, упрощающих сварочные работы. Но вы должны понимать, чем технологичнее аппарат, тем дороже его обслуживание и ремонт. Для маленького производства эта особенность может стать решающим фактором не в пользу инвертора/полуавтомата.
Преимущества
Итак, мы теперь знаем, что промышленные сварочные аппараты относятся к трехфазному оборудованию. И это их основная характеристика, от которой мы будем отталкиваться при сравнении промышленного аппарата с другим оборудованием.
Для начала, любой трехфазный аппарат автоматически относят к классу профессионального оборудования. Такие сварочники могут работать непрерывно, их КПД близко к 100%. А этого нельзя добиться при применении бытовых или полупрофессиональных аппаратов. На некоторых производствах это достоинство играет главную роль. Поскольку частые перерывы в работе чреваты потере прибыли.
Трехфазные трансформаторы и выпрямители не чувствительны к условиям работы. Они могут пылиться или неправильно храниться, но все равно исправно выполнят свою задачу. Инверторы и полуавтоматы более капризны в этом плане из-за встроенных микросхем, но при наличии пыле- и влагозащищенного корпуса и они могут работать в любых условиях.
Опытные мастера наверняка возразят, что обычный однофазный трансформатор тоже неприхотлив. И будут правы. Только вот частота пульсации тока на однофазном аппарате гораздо выше, поэтому качество сварных швов заметно хуже. В сравнении с трехфазным трансформатором, конечно.
Также стандартный стационарные однофазный трансформатор или выпрямитель не способен варить металлы любой толщины и применять толстые электроды. А вот трехфазные аппараты поистине универсальны и применяются при сварке любого уровня сложности.
Особенности подключения и выбора
Сварочные аппараты 380 В имеют ряд особенностей, которые нужно учесть. Прежде всего, подключение трехфазного аппарата несколько отличается от подключения однофазного. У трехфазных сварочников вилка четырехштырьковая, а иногда и пятиштырьковая. Учитывайте это перед покупкой питающего кабеля под свой сварочный аппарат.
Если у вас на производстве нет розетки с необходимым напряжением или вы просто работаете на выезде, то продумайте заранее, как вы будете подключать трехфазный аппарат к подстанции или генератору.
При выборе трехфазного аппарата отдавайте предпочтение тому оборудованию, которое способно работать в двух режимах: РДС и ММА (или МИГ/МАГ). Такие аппараты наиболее универсальны и позволяют производить любые сварочные работы. Вы сможете варить в среде защитного газа или с помощью одних лишь электродов.
Если вы домашний сварщик и имеете возможность подключения к сети 380В, то мы рекомендуем приобрести трехфазный аппарат. Он работает куда стабильнее однофазных, равномерно распределяет нагрузку на сеть и не становится причиной отключения электричества от перенапряжения.
Вместо заключения
Промышленный аппарат для сварки — незаменимый помощник на любом производстве, он малого до крупного. Такие аппараты могут использоваться в непригодных условиях, при этом они легко и дешево ремонтируются. В копилку к этим достоинствам стоит добавить универсальность. Ведь с помощью промышленных аппаратов можно варить металл любой толщины.
Словом, промышленные трехфазные аппараты открывают перед вами гораздо больше возможностей. А вы когда-нибудь использовали в своей практике аппараты, которым необходимо 380 Вольт? Поделитесь своим опытом и рассуждениями в комментариях ниже. Это будет полезно для всех новичков. Желаем удачи в работе!
Трехфазный сварочный трансформатор Intertool DT-4125, 3 Phx230/400 В, 9,8 кВт, 60-250 А, 2,5-4 мм, 48 В, 25 кг, артикул DT-4125_arch
Описание Трехфазный сварочный трансформатор Intertool DT-4125
| Параметр | Значение |
|---|---|
| Производитель | Intertool |
| Страна | Китай |
| Назначение | Для ручной сварки |
| Тип | Трехфазный сварочный трансформатор |
| Напряжение | 230/400 В |
| Плавкий предохранитель | — |
| Потребляемая мощность | 9,8 кВт |
| Напряжение холостого хода (НХХ), В | 48 В |
| Диаметр электродов, øмм | 2,5-4 мм |
| Пределы регулировки сварочного тока | 60-250 А |
| Продолжительность включения (ПВ) | 250А@10%/100А@60% |
| Комплектация | — |
| Габаритные размеры(ДхШхВ) | 410x260x290 мм |
| Вес | 25 кг |
| Гарантия | 12 мес |
Особенности Intertool DT-4125
- Основу сварочного аппарата INTERTOOL DT-4125 составляет однофазный трансформатор с падающей характеристикой.
- Сварочный аппарат DT-4125 используется для сварки переменным током при помощи штучных сварочных электродов (тип E 43R).
- Сварочный ток регулируется магнитным шунтом.
- Значение сварочного тока отображается на градуированной шкале амперметра, расположенной на лицевой или верхней части сварочного аппарата, и соответствует напряжению дуги.
- При использовании сварочного аппарата необходимо обратить внимание на сварочные кабели. Они должны быть как можно короче и располагаться вблизи пола. Использовать нужно электроды, которые подходят для работы с переменным током.
- Сварочный аппарат DT-4125 имеет автоматическую защиту от перегрева (термостат с автоматическим перезапуском). После нескольких минут охлаждения защита подключает трансформатор к электросети и гасит желтую индикационную лампу.
- Сварочный аппарат DT-4125 питается как от сети с напряжением 220В, так и напряжением 380В, потребляя при этом 7,5кВт мощности.
- Для переключения аппарата с одного напряжения на другое необходимо установить переключатель в нужное положение и зафиксировать винтом.
- Оборудовать рабочее место дифференциальным автоматическим выключателем для защиты от короткого замыкания и розеткой с третьим контактом, обеспечить заземление розетки медным проводом сечением не менее 4мм2.
- Для однофазного питания к контактам розетки подключить ноль и фазу, к третьему контакту – заземление.
- Для двухфазного питания к каждому контакту розетки подключить по фазе, а к третьему контакту – заземление.
- Сварочный ток 60-250А.
- Диаметр используемого электрода 2-4мм.
Комплект поставки Intertool DT4125
- Электродержатель с кабелем;
- Зажим «МАССА» с кабелем;
- Инструкция по эксплуатации;
- Коробка
Отзывы Трехфазный сварочный трансформатор Intertool DT-4125
Нет отзывов об этом продукте
Написать отзыв
Доставка Трехфазный сварочный трансформатор Intertool DT-4125
Доставка по всей Украине: Киев, Днепропетровск, Харьков, Львов, Одесса, Донецк, Симферополь, Полтава, Сумы, Тернополь, Ровно, Житомир, Запорожье, Ивано-Франковск, Кировоград, Луганск, Луцк, Винница, Черкассы, Чернигов, Черновцы, Николаев, Ужгород, Херсон, Хмельницкий и другие города Украины.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ ИНК. I, ЧАСТЬ B 1.8.4.10 Некоторые сварщики используют трехфазное питание переменного тока. Трехфазный — это просто три источники переменного тока одинакового напряжения вводится тремя проводами, три напряжения или фазы разделены на 120 электрических градусов. Если синусоида для трех фаз нанесена на одну линию, они будут выглядеть так, как показано на рисунке 12.1.8.4.11 Это показывает, что трехфазное питание гладче, чем однофазный, потому что перекрывающиеся три фазы предотвращают падение тока и напряжения до нуля 120 раз в секунду, тем самым обеспечивая более плавное сварочная дуга. 1.8.4.12 Поскольку во всех цехах нет трехфазного питания, сварочные аппараты на обоих однофазное и трехфазное питание доступны. 1.8.5 Трансформеры — Функция трансформатора — увеличивать или уменьшать напряжение до безопасного значения, как того требуют условия.Обычное бытовое напряжение обычно 115 или 230 вольт, тогда как промышленные требования к питанию могут составлять 208, 230, 380 или 460 вольт. Передача таких относительно низких напряжений на большие расстояния потребовался бы проводник огромной и непрактичный размер. Следовательно, мощность, передаваемая от электростанции, должна быть усиленным для передачи на большие расстояния, а затем понижен для окончательного использования 1.8.5.1 Как Как видно на рисунке 13, напряжение генерируется на электростанции при 13 800 вольт.Увеличено, передаются на большие расстояния, а затем уменьшаются пошагово для конечный пользователь. Если подано питание в цепи трансформатора удерживается стабильным, затем вторичный ток (ампер) уменьшается с увеличением первичного напряжения, и, наоборот, вторичное ток увеличивается как первичное напряжение уменьшается. Поскольку ток (в амперах) определяет размер провода или проводника, линия высокого напряжения может быть относительно небольшой диаметр. ФИГУРА 12 120 ° 1 ЦИКЛ ТРЕТИЙ ФАЗА ПЕРЕМЕННОГО ТОКА 240 ° 0 ° РИСУНОК 13 ПЕРЕДАЧА МОЩНОСТИ 13,800 В МОЩНОСТЬ ЗАВОД ШАГ UP 287,000 V ВЫСОКИЙ НАПРЯЖЕНИЕ 300 МИЛЬ ШАГ ВНИЗ 132 000 В 34 000 В 4600 В 208В 230 В 460 В ОКОНЧАТЕЛЬНОЕ ИСПОЛЬЗОВАНИЕExpert Transformatorenbau GmbH — Трансформаторы для контактной сварки постоянным током, трехфазные
Трансформаторы для контактной сварки постоянным током трехфазные
с высокие сварочные токи с однофазными сварочными установками, блок питания подвергается значительным несимметричным нагрузкам.
В в дополнение к инверторным сварочным установкам, трехфазные трансформаторы с Также может использоваться последующее выпрямление. Затем нагрузка распределяется равномерно. более трех фаз.
Далее
Преимущества трехфазных сварочных трансформаторов с выпрямителями:
- Компенсация индуктивных потерь во вторичной цепи
- Возможны очень высокие сварочные токи
- Минимальная пульсация при 6-импульсной схеме выпрямителя
EXPERT разработал
модульная система конфигурации трансформаторно-выпрямительных блоков для сети
частоты от 50 до 60 Гц, что охватывает широкий спектр возможных
Приложения.
Обозначение типа трансформаторных выпрямителей
трансформаторным выпрямительным блокам присвоено однозначное обозначение с в отношении как типового ряда, так и индивидуального типа.
серия определяет:
- Конфигурация подключения используемых трансформаторов
- Непрерывный / импульсный режим
- Постоянный постоянный ток серии
В
обозначение типа определяет:
- Напряжение постоянного тока
- Питание
- Напряжение сети
- Возможности контроля
Обозначение типовой серии для трехфазных выпрямителей
Обозначение типа для трехфазных выпрямителей
3 фазы
выпрямительные блоки
Выход
диапазон
- 3 x 16… 3 x 800 кВА (рабочий цикл 50%)
- 10 … 51 кА (постоянный постоянный ток)
- Вторичное напряжение 1,5 … 21,6 В
- Варианты с отводом
- Контроль температуры
Типовые серии
перечислено ниже.Различные типы с соответствующими выходами и вторичными напряжениями
доступны во всех типовых сериях.
| Версия для непрерывной работы | Версия для импульсного режима |
|---|---|
| 3 DS — E — 1 — 1 — 10 | 3 DS — E — 1-2-10 |
| 3 DS — E — 1 — 1 — 16 | 3 DS — E — 1-2-16 |
| 3 ДС — Ж — 2 — 1 — 16 | 3 ДС — Ж — 2 — 2 — 16 |
| 3 ДС — Ж — 2 — 1 — 21 | 3 ДС — Ж — 2 — 2 — 21 |
| 3 ДС — Г — 2-1-25 | 3 ДС — Г — 2 — 2 — 25 |
| 3 ДС — Г — 3 — 1 — 25 | 3 ДС — Г — 3 — 2 — 25 |
| 3 ДС — Г — 4-1-25 | 3 ДС — Г — 4-2-25 |
| 3 ДС — Г — 2 — 1 — 32 | 3 ДС — Г — 2 — 2 — 32 |
| 3 ДС — Г — 3 — 1 — 32 | 3 ДС — Г — 3 — 2 — 32 |
| 3 ДС — Г — 4-1-32 | 3 ДС — Г — 4-2-32 |
| 3 ДС — Г — 4 — 1 — 51 | 3 ДС — Г — 4 — 2 — 51 |
Небольшой выбор 3-фазных выпрямителей приведен ниже.Пожалуйста спросите
нам о ваших требованиях.
| 3 х 16 | 10 | 1,5 / 1,7 / 2,0 / 2,1 | 235 | ок.359 х 584 х 595 | 3ДС-2-2,1-16-400-Т |
| 3 х 80 | 16 | 4,8 / 5,4 / 6,0 / 6,8 | 600 | ок.484 х 780 х 780 | 3ДС-2-6,8-80-400-Т |
| 3 х 160 | 21 | 7,7 / 8,5 / 9,5 / 10,6 | 1100 | ок.484 х 780 х 955 | 3ДС-2-10,6-160-400-Т |
| 3 х 250 | 25 | 9,5 / 10,6 / 11,9 / 13,6 | 1600 | ок.1200 х 550 х 1065 | 3ДС-2-13,6-200-400-Т |
| 3 х 800 | 51 | 10,8 / 13,5 / 16,9 / 21,6 | 1755 | ок.1200 х 590 х 1050 | 3ДС-2-21,6-800-400-Т |
(PDF) Влияние источников сварочного тока на трехфазную сеть
ВЛИЯНИЕ ИСТОЧНИКОВ СВАРОЧНОГО ПИТАНИЯ
НА ТРЕХФАЗНУЮ СЕТЬ
S.V.РЫМАР, А. ЖЕРНОСЕКОВ, В. СИДОРЕЦ
E.O. Патона НАН Украины, Киев, Украина
Исследован гармонический состав трехфазных электрических сетей при работе источников сварочного тока. Показано, что сварочные источники
генерируют более высокие гармоники тока в сети, что ухудшает качество электроэнергии. Рекомендуется применение фильтров высших гармоник
для снижения воздействия источников сварочного тока на сеть
Ключевые слова: дуговая сварка, источники питания, трехфазная сеть,
качество электроэнергии, высшие гармоники, фильтры
На пороге 1980—1990-е годы Развитые страны
мира столкнулись с проблемой возрастающего ухудшения качества электроэнергии в сети
, которое
заключалось в искажении синусоидальной формы напряжения и тока в сети. что привело к увеличению потерь
и снижению надежности работы электрооборудования
.Это произошло в результате постоянного увеличения энергопотребления на
оборудованием с нелинейными нагрузками
, такими как выпрямители, инверторы, частотно-регулирующие-
светодиодные электроприводы, компьютеры, офисное и другое оборудование-
. Нелинейные нагрузки генерируют более высокие токи в сети, которые увеличивают потери в сети
проводов, оборудования и нагрузок, а также ухудшают электромагнитную совместимость
[1-4], т. Е. Могут привести к отказу.
единиц электрического и электронного оборудования, перегрев
роторов и ускоренный износ подшипников электрических двигателей и генераторов
, отказ систем управления
электроприводови взрывы электролитического конденсата в них
, ненадежная работа микропроцессора
и вычислительного оборудования, ложное срабатывание системы защиты
выключателя электрооборудования —
отключение, прогорание нулевых проводов, быстрое старение изоляции ин-
, коррозия элементов заземления, выгорание
электроосветительные приборы и др.
Трехфазные выпрямители с конденсаторами и различными типами инверторов
генерируют мощный нечетный ток har-
, в частности 5-ю и 7-ю, достигая 70—80%
амплитуды основной гармоники [1]. Это доводит значение коэффициента нелинейных искажений
(har-
monics) тока THDI (полное гармоническое искажение тока
) до 80–90% [2–4], а в ряде случаев из
случаевдаже намного выше. В стандартах IEEE (Institute
of Electrical and Electronics Engineers, Inc.) [5] ac-
Допустимые уровни THDI считаются равными THDI ≤ 5%
для kIk ≤ 20 и ≤ 8% для 20 от 0,12 до 69 кВ напряжения, в зависимости от пропускная способность сети и ток короткого замыкания (здесь kIk — коэффициент тока короткого замыкания , равное отношению тока короткого замыкания к номинальному току ). Допустимые значения коэффициента нелинейных искажений напряжения THDU (суммарные гармонические искажения напряжения ) считаются значениями до 3% для отдельных нелинейных нагрузок, а для суммарных сетевых нагрузок допустимое значение равняется 5% [5]. Местные стандарты [6] допускают значение THDU = 8%, , при котором качество сети уже значительно ухудшается. Это нежелательное явление можно устранить несколькими способами, например, увеличением мощности сети за счет ввода в эксплуатацию новых энергоблоков электростанций и блоков питания или использования более мощных фильтров har- monic. Применение фильтров представляется более экономичным и перспективным. Стандарт IEEE 519–1992 [5], который призывает энергопотребителей принимать меры по подавлению более высоких гармоник тока , действует в Северной Америке с 1992 года. В странах Евросоюза международный Стандарты EN 61000-2-2, -3-2, -6-3, -6-4 также были введены за последние несколько лет , которые определяют предельные уровни генерации высших гармоник тока для разного электрооборудования.Работа по утверждению аналогичных стандартов ведется в Украине и странах СНГ . Оборудование для различных технологий сварки и связанных с ним процессов , где электрическая дуга прикладывается на шкале масс, является нелинейной нагрузкой. Сварочные выпрямители и инверторы, тиристорные источники питания электрошкафа гондолы и электролизеры и другое сварочное оборудование также являются мощными генераторами более высоких токов и гар- моник.Однако сварочное производство имеет традицию — союзник уделял этим проблемам мало внимания, хотя при изготовлении ответственных сварных конструкций требовали — операций работы только одного источника питания было выполнено, для устранения взаимного влияния. мощности источника. Отсюда можно сделать вывод об актуальности проблемы высших гармоник для сварочных производств, в частности, когда рассматривается вопрос продвижения локальных сварочных технологий в развитые страны. , что подтверждается опытом китайских специалистов [7]. Целью данной работы является оценка влияния энергии источников сварочного тока , работающих в стандартном технологическом режиме от трехфазной сети, т.к. © S.V. РЫМАР, А. ЖЕРНОСЕКОВ, В. SYDORETS, 2011 40 10/2011 — Всегда поставляйте только выход переменного тока. Обычно он имеет две катушки, а именно первичную (высокое напряжение и низкий ток) и вторичную (низкое напряжение и высокий ток) катушки. Оба гальванически изолированы. Первичная и вторичная обмотки намотаны медью или алюминием. Алюминий используется для снижения веса и экономии. Поскольку номинальный ток меньше, размер алюминиевого проводника будет тяжелее медного.
Обе обмотки размещены на магнитопроводе, состоящем из кремниевой ламинации. Соотношение между током, напряжением и количеством витков следующее. Системы охлаждения: масляное охлаждение, воздушное охлаждение и принудительное воздушное охлаждение. Механизмы контроля тока: дроссель с отводом, подвижная катушка, магнитный шунт, подвижный сердечник и реактор с насыщением. Ответвительный реактор включен последовательно со вторичной обмоткой. Выходной ток — это не постоянное изменение, а только ступенчатое изменение. Эта машина используется для общего производства. При изменении положения первичной или вторичной катушки изменяется магнитная муфта.Ходовой винт используется для изменения положения катушек. Ток высокий, когда обе катушки рядом, и меньше, если далеко. Постоянные колебания тока, но требуют регулярного обслуживания. Замена магнитной муфты между первичной и вторичной обмотками путем установки подвижного магнитного шунта. Постоянные колебания тока, но требуют регулярного обслуживания.Магнитный шунт вызывает изменение потока рассеяния и тем самым регулирует выходной ток. Перемещение активной зоны внутри реактора. Возможно непрерывное изменение тока. Движущийся сердечник изменяет воздушный зазор, что изменяет реактивное сопротивление. Чем больше воздушный зазор, тем меньше импеданс и выше ток. Путем включения насыщающегося реактора во вторичный контур.Устраняет движущиеся части, но дороже. Импеданс вторичного реактора регулируется путем электрического регулирования уровня насыщения активной зоны. Используется управляющая катушка постоянного тока. Если в катушке протекает постоянный ток, полное сопротивление меньше, больше выходной ток и наоборот в случае меньшего постоянного тока. Это машина роторного типа с приводом от электродвигателя или двигателя внутреннего сгорания (дизельного или бензинового).Выход генератора — постоянный ток. Он имеет обмотку возбуждения в статоре и обмотку якоря в роторе. Когда якорь вращается двигателем или двигателем, вырабатывается небольшое переменное напряжение. Он выпрямляется с помощью коммутатора, а ток собирается угольными щетками. Это напряжение подключается к выходному зажиму, а также к магнитному полю через регулятор для изменения выходного тока. Выход машины — постоянный ток.Раньше машины постоянного тока поставлялись с подвижной катушкой, подвижным сердечником, насыщаемым реактором и тиристором или тиристором. Первые три типа аналогичны принципу, описанному в трансформаторах. Единственное отличие состоит в том, что вторичные выводы соединены с выводом через диодные мосты. Диоды используются для изменения переменного тока на постоянный. Это называется исправлением. На выходе последовательно подключены дроссели постоянного тока для фильтрации компонентов переменного тока и сглаживания постоянного тока. В тиристорах управляющие платы используются для включения тринистора путем управления выходным током.Изменяя угол открытия затвора SCR, ток, проходящий через него, будет меняться. Эти машины имеют очень прочную конструкцию. Поскольку движущаяся часть отсутствует, техническое обслуживание не требуется. Регулярное удаление пыли увеличит срок службы электронных компонентов и уменьшит выход машины из строя. Во всех вышеперечисленных сварочных аппаратах входящее напряжение снижается с помощью трансформатора и используется для сварки напрямую или с помощью выпрямителей.В этом случае 80% веса машины составляет трансформатор, поэтому размер больше. В машинах инверторного типа входящее напряжение выпрямляется (переменный ток в постоянный) и фильтруется. Это постоянное напряжение снова преобразуется в переменный ток высокой частоты (от 20 кГц до 100 кГц) с помощью полевых МОП-транзисторов или IGBT. Это высокочастотное высокое напряжение снижается до более низкого напряжения с помощью трансформатора с ферритовым сердечником. Выход этого трансформатора — низкое напряжение высокой частоты. Этот выход выпрямляется с помощью диодов специального типа, используемых для сварки. Размер и вес трансформатора меньше.В обычных машинах потери в трансформаторе высоки, а КПД меньше. Но в инверторных машинах потери меньше, а эффективность преобразования высокая. Энергосбережение много. Коэффициент мощности высокий. Таким образом, конденсаторы для повышения коэффициента мощности не используются. Все вышеперечисленные машины различаются по конструкции. Теперь объясняются различные типы машин с точки зрения их использования. Машина MMAW / ARC, TIG, MIG, подводная дуга, плазменная резка, точечная, кажущаяся, стыковая, разрядка конденсатора. Ручная дуговая сварка металла выполняется электродами с флюсовым покрытием. Для различных целей используются электроды разных типов. Это процесс дуговой сварки, но дуга полностью погружена под слой гранулированного плавкого флюса, который надлежащим образом защищает дугу от атмосферного загрязнения. В процессе сварки флюс механически подается к соединительной головке дуги под действием силы тяжести, проволока подается с помощью механизма подачи проволоки к сварочной головке, длина дуги контролируется, также можно регулировать ход дуги или заготовку. .Сварочный наконечник и зона сварки всегда окружены и защищены расплавленным флюсом. Matahari Services
— Простая конструкция, низкая стоимость, меньше обслуживания.
— Однофазный: 230 В, двухфазный: 415 В (две линии по три фазы), трехфазный: 415 В. Первичное напряжение (В1) = Вторичный ток (I2) = Количество витков первичной обмотки (N1) Напряжение вторичной обмотки (В2) Первичный ток (I1) Вторичное число оборотов (N2) Дроссель с резьбой Подвижная катушка типа Магнитный шунт Подвижный стержень Насыщаемый реактор Сварочный генератор Выпрямитель сварочный Тип тиристора Инверторный тип
TIG — это процесс, в котором источником тепла является дуга, образованная между неплавящимся вольфрамовым электродом и заготовкой.Дуга и расплавленная лужа защищены от атмосферного загрязнения (например, кислорода и азота) газовой защитой из инертного газа, такого как аргон, гелий или смесь аргона с гелием.
Доступныаппаратов TIG постоянного и переменного тока. Горелки с вольфрамовым электродом доступны с газовым и водяным охлаждением. Источник постоянного или переменного тока подключается последовательно с высокочастотным (HF) блоком. В случае сварки TIG на постоянном токе после зажигания дуги. Наложение ВЧ может быть отсечено, но в случае переменного тока tig наложение ВЧ требуется непрерывно.В фильтре переменного тока tig конденсатор используется для подавления составляющих постоянного тока. Но в современной сварке TIG на основе инвертора переменного тока этот конденсатор устраняется с помощью электронного управления.
Сварка MIG (металлический инертный газ) / Co2Дуга и лужа расплава защищены от таких загрязнений, как кислород и азот. Его также называют процессом MAG (Metal Activate Gas). Защищенный газ в этом процессе представляет собой 100% чистый СО2, смесь аргон-СО2. Американское сварочное общество называет этот процесс дуговой сваркой в газовой среде (GMAW).
ПроцессMIG в основном представляет собой полуавтоматический режим, при котором длина дуги и подача проволоки в дугу регулируются автоматически. Работа сварщика сводится к установке пистолета под правильным углом и перемещению его по шву с контролируемой скоростью движения.
АппаратMIG состоит из сварочного выпрямителя постоянного напряжения, механизма подачи проволоки, подачи защитного газа, средств управления приводом проволоки, тока, потока газа и сварочной горелки или горелки.
Дугу можно запустить, просто подведя электрод к работе.Однако необходимо, чтобы проволока двигалась, как только она соприкасается с изделием, так как большой импульс тока при коротком замыкании может сжечь проволоку быстрее, чем она подается, что приведет к его слиянию с контактной трубкой. Это называется феноменом ожога.
Рекомендуемый номинальный ток машины
| Диапазон тока в амперах | Размер проволоки в мм для стали | Сечение провода в мм для алюминия |
|---|---|---|
| 150 | 0.8 к 1.00 | |
| 250 | от 0,8 до 1,2 | 1,2 |
| 400 | от 0,8 до 1,6 | от 1,2 до 1,6 |
| 600 | от 1,8 до 2,00 | от 1,2 до 1,6 |
Рекомендуемый размер кабеля
| Сварочный ток в амперах | Размер медного кабеля в кв.мм | Размер алюминиевого кабеля в кв. Мм |
|---|---|---|
| 100 | 16 | 27 |
| 150 | 25 | 42 |
| 230 | 35 | 58 |
| 400 | 50 | 82 |
| 600 | 70 | 112 |
| 600 (тяжелый режим) | 95 | 153 |
| Рабочий цикл станка в% | = | (номинальный ток) 2 x номинальный рабочий цикл в% |
| (желаемый ток) 2 |
Номинальный ток машины составляет 600 А при рабочем цикле 60%.
Чтобы рассчитать номинальный ток для 100% рабочего цикла:
| 100 | = | (600) 2 х 60 |
| (желаемый ток) 2 |
| (желаемый ток) 2 | = 3600 Х | 60 |
| 100 |
| Следовательно, ток при 100% рабочем цикле | = | 600 х 0.78 |
| = | 468 А |
кВт = фактическая мощность, потребляемая машиной для создания номинальной нагрузки
KVA = Полная мощность или произведение напряжения и тока
Для однофазной машины KVA = Вольт x Ток
Для трехфазной машины кВА = 1,732 x вольт x ток
Коэффициент мощности сварочного трансформатора будет около 0.45,
для тиристоров около 0,8 и
для инверторного типа pf составит 0,95 при сварочном токе 75%.
Сварочные трансформаторы и блоки питания б / у
Трансформаторы арматурного типа, трансформаторы трансформатора, трансформаторы переносного оружия, трансформаторы машинного типа. MFDC, AC и DC / низкая частота.
Трансформаторы и блоки питания могут быть интегрированы с системами управления, сварочными горелками или роботизированными системами любого производителя.
Хотите сократить расходы и при этом получить высококачественный сварочный трансформатор?
Weld Systems Integrators поддерживает инвентарь В НАЛИЧИИ ИСПОЛЬЗУЕМЫХ трансформаторов для сварки сопротивлением и источников питания на нашем предприятии в Уорренсвилле, штат Огайо.Почаще проверяйте наличие обновленного инвентаря или звоните нам по телефону 844-WSI-WELD или + 1-216-475-5629, и член команды WSI будет рад помочь найти то, что вам нужно.
Инвентаризация сварочного трансформатора и источника питания [ОБНОВЛЕНО — ФЕВРАЛЬ 2020]
Трансформаторы крепежного типа
Трансформаторы крепежного типа с водяным охлаждением идеально подходят для многоточечной сварки.
Трансформаторы Transgun
Трансформаторы Transgun с водяным охлаждением компактны и легки, что делает их идеальными для роботизированной и точечной сварки.
Трансформаторы для портативных пистолетов
Трансформаторы для портативных пистолетов с водяным охлаждением идеально подходят для переносных сварочных аппаратов, удаленных роботов или ручных сварочных пистолетов.
Машинные трансформаторы
Машинные трансформаторы с водяным охлаждением идеально подходят для прессовой, шовной, коромысла, поперечной проволоки и других сварочных работ.
Инверторный источник питания / сварочный трансформатор MFDC / HFDC
Легкие инверторные источники питания с водяным охлаждением идеально подходят для роботизированной сварки.Вторичный ток превышает 500 кОм, что может помочь в производстве больших выступов сварных швов
Нужны запчасти или ремонт существующего трансформатора или источника питания? Сервисная группа специалистов по сварке систем может отремонтировать или восстановить существующее оборудование, что часто может быть более быстрым и экономичным вариантом ожидания замены.
Не видите то, что ищете? Заполните приведенную ниже форму подержанного оборудования и сообщите нам, что вам нужно.
Интеграторы систем контактной сварки
Система контактной сварки и балансиры
TECNA производит трансформаторы, полностью сделанные в Италии, которые имеют однофазную технологию с переменным током до 400 кВА, трехфазную технологию с постоянным током до 1500 кВА и инверторную технологию с постоянным током до 664 кВА.В дополнение к нашему стандартному ассортименту, TECNA производит также специальные трансформаторы, а также блоки для особых применений, таких как нагрев и осадка.
Все трансформаторы TECNA имеют жидкостное охлаждение и покрыты литьевой эпоксидной смолой для достижения наилучших характеристик. Кроме того, они изготовлены в соответствии с действующими международными стандартами, такими как ISO 5826, ISO 10656 и ISO 22829.
Наша политика ведет к продукции, способной обеспечивать все более удовлетворительные результаты как с точки зрения качества, так и надежности.Фактически, наше оборудование производится с использованием лучшего сырья, которое закупается только у отобранных и сертифицированных поставщиков.
DCI0000002
Сварка сопротивлением 09-2017
Saldatura a Resistenza 09-2017
Сопротивление по номиналу Soudage 09-2017
Widerstandsschweissung 09-2017
Soldadura por Resistencia 09-2017
IT EN FR DE ES
(2.7 Мб)
DCT0000001
Общий каталог трансформаторов Line 07-2018
Общий каталог Linea Trasformatori 07-2018
IT
DCT0000002
Общий каталог трансформаторов Line 07-2018
EN
Каковы требования к электросети для дуговой сварки?
Для источников питанияпотребуется одно- или трехфазное питание с напряжением той страны, в которой они будут использоваться.Большая часть оборудования оснащена серией ответвлений напряжения, которые, возможно, потребуется отрегулировать в соответствии с напряжением питания. В Великобритании и остальной части Европы напряжение питания теперь составляет 230 В переменного тока однофазного и 400 В переменного тока трехфазного. В других частях света встречаются разные напряжения питания, которые могут варьироваться в зависимости от региона. В некоторых странах можно встретить трехфазное напряжение 220 В переменного тока. Трехфазные источники питания могут быть ограничены до 30 А, но для сварочного оборудования более высокой мощности может потребоваться источник питания на 45 или даже 60 А.
С 1999 года оборудование стало появляться с эффективным номинальным током на табличке с паспортными данными.Это значение следует использовать для определения размера кабеля и требований к предохранителям. Однако всегда следует соблюдать национальные правила электромонтажа.
Особое внимание следует уделять требованиям к питанию однофазного оборудования. Во многих частях Европы напряжение 230 В составляет 16 А, но в Великобритании стандартная вилка составляет всего 13 А. Следовательно, относительно низкая выходная мощность оборудования этого типа дополнительно снижается, если установлена вилка на 13 А, поэтому может потребоваться выделенная цепь. В некоторых частях мира однофазное сетевое питание может быть дополнительно ограничено по току, но, как правило, в этих странах трехфазные источники питания будут легко доступны.Другая проблема, о которой следует опасаться, — это дисбаланс в питании, если оборудование высокой мощности подключено между двумя фазами трехфазного источника питания. Если установлено более одного источника питания, они должны быть подключены между разными фазами.
Помимо очевидной опасности перегрузки источника питания, например, перегрев и перегорание предохранителей могут вызвать проблемы с другим оборудованием. Если источник питания имеет высокий импеданс (обычно называемый мягким), как это может иметь место в воздушных кабелях, большой ток потребления может привести к падению напряжения источника ниже уровня, что может вызвать проблемы с другим оборудованием.