Технология сварки меди и её сплавов со сталью
Обычно сваривают медь со сталью в стыковых соединениях. Швы в таком случае могут быть наружными или внутренними. Выбор зависит от типа и назначения конструкции.
Соединять сталь и латунь лучше всего с помощью газовой сварки. Для соединения стали и красной меди используют электродуговую сварку электродами. Также качественного шва можно добиться с использованием графитовых электродов при соединении под флюсом или же газовой сваркой с помощью флюса БМ-1. Обычно при соединении латуни и стали медь используют как присадку.
Перед процедурой обязательно нужно подготовить кромки металла. При одинаковой толщине деталей подготовка осуществляется тем же способом, как и для черных металлов. Если лист металла имеет толщину менее 3 миллиметров, то разделка не требуется. Если более 3 миллиметров, то требуется скос кромок.
Если вы недостаточно зачистили место сварки или же скос кромок оказался мал, то качество шва будет плохим. Таким образом, при соединении металла с большой толщиной не нужно делать притупление при X- образной разделке.
Как осуществляется сварка меди со сталью?
На деле это довольно сложная задача. Но хороший сварщик с такой задачей все же справится. Используются такие соединения при производстве деталей химической аппаратуры. Один из встречающихся вариантов — это присоединение медного провода к стальной колодке. Показатели качества сварки таких соединений вполне достаточны для своей задачи. Для повышения прочностных характеристик медных изделий в состав вводят до 2% железа. Применять больший объем не рекомендуется, так как прочность начнет снижаться.
Для сварочных работ с помощью графитовых электродов применяется постоянный ток прямой полярности. При этом длина дуги электричества должна быть в пределах от 14 до 20 миллиметров, а напряжение от 40 до 55 вольт. Ток выбирают в зависимости от качества электрода и его диаметра. Обычно он бывает в пределах 300-550 ампер. Флюсы используются точно такие же, как для работы с медью. Их состав можно посмотреть на этой странице. Флюс следует засыпать между разделочными кромками в зону сварки.
Начинать сваривать следует слева. Самый лучший результат достигается при обработке «лодочкой». Осуществляется процесс следующим образом:
- Сначала следует нагреть кромки медного изделия угольным электродом.
- Затем происходит соединение частей в определенном положении присадочного прутка и электрода. Пруток должен быть наклонен против движения под углом 30-40 градусов к металлу. Электрод должен быть наклонен в направлении сварки под углом в 75-85 градусом.
Скорость сварки должна быть 25 сантиметров в час. Соединение меди и чугуна происходит таким же способом.
Для приваривания бронзы с низким содержанием легирующих элементов и толщиной до 1,5 миллиметра к стали до 2,5 миллиметров используется соединение внахлест. При этом используются неплавящиеся электроды из вольфрама и присадочная проволока 1.8 миллиметра. Она подается со стороны. Сама сварка осуществляется в среде аргона в автоматическом режиме. Обработка должна происходить со стороны медного элемента. Сила тока должна при этом составлять 190 ампер, скорость подачи проволоки 70 метров в час, а скорость сварки 28.5 метров в час. При этом напряжение электрической дуги должно быть 11.5 вольт.
Для присоединения меди или латуни к стальной заготовке применяется стыковая сварка с оплавлением. Этот способ позволяет добиться разной степени оплавления кромок, при этом цветные металлы плавятся меньше. Исходя из этого делают вылеты, равные:
- 3.5 d для стали,
- 1.5 d для латуни,
- 1.0 d для меди.
Где d является диаметром стержней. Если вам требуется применить сварку встык методом сопротивления, то значения вылета должны составлять:
- 2.5 d для стали,
- 1.0 d для латуни,
- 1.5 d для меди.
Приварка шпилек
Часто возникает потребность в присоединении шпилек диаметром 8-12 миллиметров из чистой меди или её сплавов к стали, или наоборот. В таком случае используют постоянный ток обратной полярности. Флюс при этом берется довольно мелкий ОСЦ-45. Подогрев не требуется.
Шпильки из меди или латуни Л62 до 10-12 миллиметров в сечении при силе тока 400 ампер довольно хорошо присоединяются к стальным или чугунным элементам. Латунь ЛС 59-1 не применяют.
Шпильки из стали очень плохо привариваются к меди или латуни. Более-менее нормального результата можно добиться при надевании на конец стальной шпильки кольцо из меди высотой 4 миллиметра и диаметров до 8 миллиметров. Для достижения хороших результатов рекомендуется использовать электроды К-100.
Сварка меди со сталью
При сваривании меди со сталью возникает, ряд проблем, которые следует учитывать. Эти проблемы в свою очередь возникают из-за особенностей физико-химического поведения меди, также ее взаимодействие с кислородом. Все эти факторы являются затруднительными для получения качественного сварного соединения. Также низкая температура плавления меди, поглощения ею газов и разность коэффициентов теплопроводности отрицательно сказываются на качестве получаемого соединения.
Но если учесть все особенности металла и выбрать наиболее подходящую сварку к тому или иному виду соединений, вполне возможно получить качественное соединение с высокими производственными характеристиками. Медь, а также медные сплавы с содержанием бронзы и латуни совершенно прекрасно свариваются со стальными деталями всеми известными видами сварки. Но, тут учитывая характеристики металлов свариваемых между собой, немного смешают, сварную дугу со стыка уводя ее в сторону от меди или ее сплавов.
При наплавлении меди на сталь с использованием флюсов в среде защитных газов, получается надежное сварное соединение, обладающее удовлетворительной пластичностью. Также получаемое покрытие получается достаточно равномерным при действии на него статической нагрузки.
Самое высокое качество соединений получается при наплавлении меди с помощью аргоннодуговой сварки. Это обуславливается тем, что содержания шва в железе минимально и составляет не более 10%, по сравнению с холодной сваркой оно в разы ниже, так как в том случае это значение достигает без малого половину соотношения содержания всех других металлов в получаемом шве.
Поэтому специалисты рекомендуют использовать аргонодуговую сварку для соединения меди и ее сплавов с другим сталями. Выполнять сварку необходимо вольфрамовыми электродами. А при необходимости осуществления наплавки меди на сталь рекомендуется использовать плазменную струю с использованием присадочной проволоки. Выполнение таким способом соединения отличаются высокой прочностью.
Также существует метод выполнения сварных работ дуговым методом под керамическим флюсом. Для качественного выполнения подобных работ необходимо использовать электрод, выполненный в форме лопатки и имеющий плоский вид.
Сварка меди — Википедия
Материал из Википедии — свободной энциклопедии
Сварка меди — сварка изделий из меди и ее сплавов.
Сварные изделия из медиОсобенности сварки меди обусловлены ее физическими и химическими свойствами. Медь имеет температуру плавления 1080—1083°С. При температурах 300—500°С она обладает горячеломкостью. Жидкая медь растворяет кислород и водород. С кислородом она образует закись меди Cu2O, температура плавления которой на 20° ниже температуры плавления чистой меди.
- 4Cu + O2 →>200 ∘C 2Cu2O{\displaystyle {\mathsf {4Cu\ +\ O_{2}\ {\xrightarrow {>200\ ^{\circ }C}}\ 2Cu_{2}O}}}
Наличие закиси приводит к образованию горячих трещин после сварки. Проявление «водородной болезни меди» обусловлено тем, что при химическом соединении водорода с кислородом образуется стремящийся расшириться водяной пар, что, в свою очередь, приводит к трещинам в металле шва.
Медь имеет высокую тепло-[1] и электропроводность. Теплопроводность меди в 6—7 раз превышающей теплопроводность стали, она имеет также хорошую жидкотекучесть в расплаве.
Удельная электропроводность меди при 20 °C: 55,5-58 МСм/м[2].
Свариваемость меди максимальна в отсутствие примесей. Примеси свинца, мышьяка и др. затрудняют сварку. При сварке медь не должна загрязняться примесями. Металлы в примеси с медью — хром, марганец, железо и др. способствуют повышению прочности шва.
Сварка меди и сплавов может проводиться газовой сваркой. При ручной дуговой сварке покрытыми электродами возможно загрязнение металла шва легирующими компонентами. Из-за большой теплопроводности меди при дуговой сварке надо применять больший ток.
Поскольку при сварке образуется закись меди, то сварку надо проводить быстро, со скоростью около 0,25 м/мин. Для сварки меди толщиной от 6 мм используют предварительный подогрев заготовок.
Особенности дуговой сварки трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры соединений из меди и медно-никелевого сплава описаны в ГОСТ 16038-80.
При сварке меди с алюминием возможно образование хрупкой интерметаллической фазы.
Сварка двух металлов проводится вольфрамовым электродом в аргоне по слою флюса. Перед сваркой проводится очистка свариваемых поверхностей, наносится слой покрытия, активирующего поверхность металлов и улучшающего смачиваемость поверхности меди алюминием. Чаще используется покрытие цинком гальваническим методом. При сварке дугу смещают на медь, как более теплопроводный металл. В качестве присадочного материала используются алюминиевые прутки[3].
Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. М.: Машиностроение, 1978.
Сварка стали с медью и медными сплавами
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
При нормальной температуре сплавы железа с медью представляют собой твердые растворы железа в меди (ε-фаза, содержание Fe≤0,2%), меди в α-железе (<0,3% Сu) и смеси этих растворов (α + ε). Растворимость меди в α-железе меньше, чем в γ-железе. При 20 °С при равновесных условиях в α-железе растворяется менее 0,3 % Сu. При 850 °С максимальная растворимость меди в δ-, γ- и α-железе составляет соответственно 6,5; 8 и 1,4%. Растворимость железа в меди уменьшается с понижением температуры с 4 % при 1094 °С до 0,4 % при 750 °С, при 650 °С падает до 0,2 % и с дальнейшим снижением температуры изменяется незначительно.
Введение углерода в железомедные сплавы несколько снижает растворимость меди. Марганец и кремний улучшают растворимость Марганец расширяет область γ-твердого раствора, в котором медь растворяется интенсивнее.
физико-химические свойства Сu и Fe близки (строение кристаллической решетки, атомные радиусы и т. д.), что дает возможность получения непосредственного соединения меди (медных сплавов) с железом (сталью). Осложняющим фактором является различие в температурах плавления, сильная разница в теплопроводности и теплоемкости, высокая сродство меди к кислороду, ее высокая жидкотекучесть, склонность к пористости, появление эвтектики Сu + Сu2O, охрупчивающей металл.
Типичным дефектом, сопровождающим сварку стали с медью (медными сплавами), наплавку, пайку сталей медьсодержащими припоями, т. е. процессы, в которых имеет место контакт стали с жидкой медью, является межкристаллитное проникновение меди в сталь (МКП). Дефект представляет собой трещины в виде «клиньев», заполненных медью, часто охватывающей группу зерен. Его глубина от 0,01 до 40 мм. Локализация в районе действия напряжения растяжения, у концентраторов напряжений. Частота появления дефекта от единиц до десятков на одном квадратном сантиметре. Дефект существенно снижает механические свойства стали (σ0,2, σв, σ-1, δ) и особенно пластические. Трудно или вовсе невозможно обнаружить его неразрушающими методами контроля. Избежать появления дефекта для многих марок сталей без применения специальных методов не удается. Механизм МКП объясняется на основе представлений об адсорбционном понижении прочности, межзеренной коррозии и диффузии под напряжением, расклеивающего действия жидкой меди. Исследования показали общность условий образования МКП меди в сталь и горячих трещин (ГТ) в стали.
Все пути и приемы, способствующие предотвращению появления ГТ в стали, способствуют и предотвращению МКП меди.
Сокращение времени контакта жидкой меди со сталью, ведение процесса в твердой фазе при возможно более низкой температуре, легирование металла шва элементами, повышающими стойкость ГТ, применение барьерных подслоек и подставок, повышение содержания ферритной фазы в стали способствуют предотвращению появления этого дефекта.
Сварка трением дает сварные соединения с прочностью на уровне основного материала в отожженном состоянии. Нет МКП меди в сталь, что связано со спецификой процесса: максимальные температуры развиваются на соединяемых поверхностях и обычно составляют 700—800 °С (ниже температуры плавления более легкоплавкого металла).
Сварка взрывом дает соединение высокой прочности. Появления пор и микротрещин в зоне сварки крайне редки. Поверхность контакта имеет чаще всего типичные для сварки взрывом волнообразный характер. Вблизи границы имеет место наклеп, а на стороне стали возможно появление в узкой зоне закалочных структур вследствие высокой скорости охлаждения. Толщина плакирующего слоя (медный сплав) обычно 4—10 мм. Отжиг при температуре 700—900 °С сваренных биметаллических листов приводит к росту пластических свойств, некоторому снижению предела прочности и уменьшению анизотропии свойств по площади листа. Метод применяется для получения слоистых листов и лент.
Сваркой прокаткой применяется для получения биметаллических листов и лент сталь + медь, сталь + латунь, сталь + монель-металл и других сочетаний. В большинстве случаев соединение равнопрочно основному металлу. В результате термической обработки (нормализация при 750 °С в течение 30 мин) биметалла сталь — медь в углеродистой стали наблюдается скопление углерода непосредственно у медного слоя, а вблизи ее находится зона, обедненная углеродом.
Диффузионная сварка позволяет получать сварные соединения медных сплавов со сталями на большой номенклатуре пар (БрОЦС5—5—5 + сталь 20ХНР, бронза БрОЦ10—10 + сталь 10, бронза БрОЦ8—12+сталь 12ХН3А, бронза БрХ0,8 + сталь Э, латунь Л59 + сталь, константан+12Х18Н10Т, бронза БрАЖМЦ10-3—1,5 + сталь 30ХГСА, медь М1 + армко-железо и т. д.).
Температура сварки зависит от состава медного сплава и лежит в диапазоне 700—1000 °С. Сварка меди МБ, МОБ, M1 с армко-железом ведется при 7—1000 °С. Этот температурный режим при соединении БрОСНЮ-2-3 со сталью 40Х вследствие наличия в сплаве свинца приведет к оплавлению поверхности уже при температуре 760—780 °С. В таких случаях целесообразна предварительная наварка на сталь медной прокладки малой толщины (порядка 1 мм) при температуре 900 °С, а затем сваркой получают заготовки с бронзой БрОСН10-2-3 при 7 = 750 °С. Сварка стали с медной прокладкой при предварительном нанесении на медь слоя никеля (200 мкм) повышает качество соединения и позволяет производить закалку стали. К применению прослойки никеля прибегают тогда, когда необходимо добиться повышения прочности соединения.
Контактная сварка ведется с применением подкладок под электрод, обеспечивающих интенсификацию тепловыделения в зоне сварки и высокие градиенты температур (например, листовой молибден толщиной 0,6 мм со стороны медного сплава при сварке стали 10 с латунью Л63).
Возможна ультразвуковая сварка деталей малых толщин. Колебания подводятся со стороны меди.
Сварка плавлением выполняется различными методами — ручная электродуговая плавящимся и неплавящимся электродами, полуавтоматическая и автоматическая сварка под флюсом и в среде аргона, электронно-лучевая, газопламенная и др.
Для получения качественных соединении используются различные приемы: процесс ведут с преимущественным плавлением медного сплава (смещение пятна нагрева на медь), используют концентрированный источник тепла, применяют наплавки и проставки из материалов, не склонных к образованию трещин и т. п.
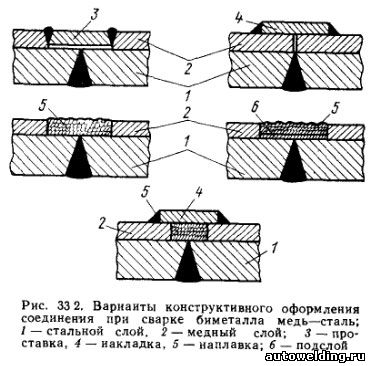
При изготовлении изделий из листового биметалла, получаемого сваркой взрывом и прокаткой, соединения выполняются послойно. В случае, если глубина ванны превосходит толщину свариваемого слоя, возможен переход меди в стальной шов и стали— в медный. В местах расплава контакта меди со сталью может иметь место МКП меди. Все это ведет к ухудшению механических свойств и коррозионной стойкости биметалла. Для явлений прибегают к использованию специальной конструкции сварного соединения (рис. 33.2).
При сварке биметалла и его использовании в качестве проставки в результате нагрева в зоне перехода сталь — медь может иметь место снижение прочности. Термическая обработка такого материала показала, что кратковременный нагрев до 5 мин вплоть до 950 °С и длительный до температуры 250°С не оказывают существенного влияния на механические свойства биметалла. Это необходимо учитывать при выборе размеров проставки.
аргонодуговой, угольным электродом, газовая и другие
Сварка меди со сталью является изначально сложной задачей. Применение того или иного технологического приема зависит от конструкции изделий, условий работы свариваемого соединения и требований, предъявляемых к ним.Влияние особенностей меди на выбор способа её сварки со сталью
На выбор технологии сварки влияют следующие особенности меди :
- Высокая теплопроводность затрудняет точечный разогрев.
- Быстрая окисляемость провоцирует засорение металла шва, делая его неоднородным и менее прочным.
- Медь при расплавлении поглощает большое количество водорода, приводя к образованию в шве дефектов.
- Сильная растекаемость расплавленной меди приводит к необходимости вести сварку в нижнем положении с использованием подкладок.
- Очень сильно влияет на свариваемость меди качественный и количественный состав примесей, входящих в её состав.
Аргонодуговая сварка
Сваривание происходит при помощи электрической дуги в аргоне, т. е. в инертной среде, при использовании плавящихся или неплавящихся электродов. В качестве неплавящегося чаще всего используют вольфрамовый электрод. Подача присадки производится к зоне дуги извне, в электрическую цепь не подсоединяется. Аргонодуговую сварку обычно применяют для соединения небольших изделий.
Качество сварного соединения зависит от степени проплавления стали и будет более приемлемо при возможно меньшем количестве стали в получившемся шве. Это достигается корректной регулировкой нагрева и контролем плавления обоих металлов: большую температуру дуги концентрируют на меди, а сталь нагревается и оплавляется, благодаря тепловой энергии, поступающей от получившейся сварной ванны.
С учётом этой особенности для сварки меди с толстым железом предварительный прогрев не производят. При этом сварку лучше выполнять на флюсе. Чтобы предотвратить вытекание жидкого металла, при таком подходе используют соответствующие ограничители со стороны меди.
При использовании неплавящегося электрода используется постоянный ток прямой полярности и чистый аргон без примесей. Материал толще 4 мм приваривают после предварительного прогрева до 800°С. Сварку лучше вести, наклоняя электрод к свариваемому участку на 85-90°, при этом присадочную проволоку нужно наклонять на 15-20° , а вылет электрода поддерживать на 5-10 мм. Также очень важно правильно выбрать присадочный материал. Обычно используют различные сплавы меди.
Сварка угольным электродом
Данный вид сварки не гарантирует качественное соединение, поэтому угольные электроды оправданно использовать при малой толщине меди. На толщине более 15 мм целесообразнее применение графитовых электродов.
Работа выполняется постоянным током прямой полярности и ведётся длинной дугой с целью избежать нежелательного влияния на качество выделяющегося оксида углерода. Поддерживают расстояние от присадочного материала до ванны 5 мм, не погружая в ванну, под углом 30° к изделию. Угол электрода к рабочей поверхности в 70-90°.
Обязательно применение присадочного материала с фосфором, а часто и флюс. Слой флюса наносят на предварительно обработанные жидким стеклом свариваемые кромки и хорошо просушивают.
Детали из совсем тонкой меди приваривают угольной дугой. При необходимости сварить более объёмные детали также допустимо использовать угольный электрод, но обязательно использование присадочного материала, в состав которого входят борный ангидрид, борная кислота, бура. Этим же составом можно обмазывать электроды.
Газовая сварка
При ремонтных работах и при изготовлении тонкостенных изделий из стали и цветных сплавов широко используется газовая сварка. Газовой сваркой выполняются такие же виды сварных соединений, как и электродуговой сваркой. Особенностью процесса является то, что под воздействием струи кислорода газ нагревается до температуры, достаточной для плавки.
Этапы газовой сварки меди:
- Подготовительный этап. Зачистка кромок свариваемых деталей, совмещение компонентов изделия и фиксация деталей прихватками. Длина прихваток и их расположение определяется толщиной меди – от 4-6 мм прихватки располагаются на расстоянии 70–110 мм друг от друга, а при толщине меди до 15-25 мм с расстоянием между ними – до 450–550 мм.
- Правильная установка компонентов изготавливаемой конструкции. Для качественной сварки установка происходит с небольшим наклоном к горизонтали (порядка 15 градусов).
- Выбор режима сварки. Режим определяется толщиной свариваемых деталей. При толщине 3–4 мм выбирается мощность 150–175 л/ч на 1 мм толщины, а при толщине от 8 до 10 мм мощность горелки выбирается из расчета 175–230 л/ч на 1 мм.
- Процесс сваривания.
- Заключительный этап. Состоит из проковки шва и очистки его от остатков флюса. Делается это азотной или серной кислотой с последующим удалением остатков кислоты водой.
Другие виды сварки
Рассмотрим менее распространённые виды сварки:
- Сварка трением позволяет получить сварные соединения с прочностью на уровне основного материала.
- Сварка взрывом дает соединение высокой прочности. Метод применяется для получения слоистых листов и лент.
- Сварка прокаткой применяется для получения биметаллических листов и лент сталь + медь. Обычно соединение не уступает по прочности основному металлу.
- Контактная сварка обеспечивает интенсивность тепловыделения в зоне сварки и высокие градиенты температур.
- Ультразвуковая сварка деталей малых толщин. Колебания подводятся со стороны меди.
- Диффузионная сварка. Обеспечивает получение термостойких, вибропрочных сварных соединений при сохранении высокой точности геометрических размеров и форм изделий.
- Сварка плавлением. На сталь предварительно наплавляется слой другого металла или применяется промежуточная вставка.
- Электронно-лучевая сварка. Очень перспективная, но пока малораспространённая методика. Это относительно безопасный и экологически чистый метод, почти не подвергающий опасности здоровье сварщика.
СВАРКА СТАЛЕЙ С МЕДЬЮ И ЕЕ СПЛАВАМИ
СВАРКА разнородных металлов и сплавов
При изготовлении испарителей, эжекторов, фурм доменных печей и конвертеров, кристаллизаторов, химической аппаратуры, электровакуумных приборов и во многих других случаях возникает необходимость соединения сталей различных классов с медью и ее сплавами —латунью, бронзой.
По вопросам сварки сталей с медью и ее сплавами опубликовано довольно большое количество работ [123, 145, 181, 185 и др.]. Это объясняется прежде всего разнообразием и трудностью задач, которые приходится решать в каждом конкретном случае. Помимо непосредственной сварки медных деталей со стальными, в целях экономии цветных металлов целесообразна наплавка меди, бронзы или латуни на стальные поверхности. В промышленности используют также стали, плакированные медью и ее сплавами, например биметалл сталь—латунь, в котором высокая прочность и достаточная пластичность сочетаются с коррозионной стойкостью, хорошей теплопроводностью и электропроводностью, высокими антифрикционными свойствами. Эти биметаллы могут подвергаться самым различным технологическим операциям —штамповке, гибке, сварке и др.
Из диаграммы состояния бинарной системы железо—медь следует, что железо с медью сплавляется во всех соотношениях. При этом максимальная растворимость меди в 8-железе составляет 6,5 %, в у-железе 8 %, в а-железе 1,4 % при 850 °С. Медь растворяет в себе железо в следующих количествах: при температуре 1094 °С 4 %; при 650 °С 0,2 %. Рассмотрим характерные особенности взаимодействия этих двух металлов. При наплавке меди на аустенитную сталь 12Х18Н9Т и их сварке наблюдается проникание меди в сталь. Наличие ферритной фазы в стали уменьшает проникание в нее меди, а содержание феррита более 30 % в аустенитно-ферритной стали — полностью устраняет. Предварительный подогрев стали 12Х18Н9Т до температуры 800 °С вызывает выделение ферритной фазы. Проникание меди при этом снижается [6, 7].
Была высказана следующая гипотеза [7 ]: трещины при наплавке меди на сталь образуются в результате совместного действия жидкой меди, проникающей в микронадрывы, которые возникают при кристаллизации матричной фазы —стали (эффект Ребиндера), и термических напряжений растяжения. Необходимым условием возникновения этого эффекта является смачивание стенок капилляра. Из двух фаз, присутствующих в рассматриваемых сталях, жидкая медь смачивает аустенит (у-фазу) и не смачивает феррит (a-фазу). Определено, что расклинивающее давление жидкой меди на сталь равно ~25 МПа.
Проникание меди в сталь на глубину от нескольких микрометров до нескольких десятков миллиметров при наплавке, сварке и пайке
Рис. 59. Сопротивление усталости биметаллических образцов
|

отмечено в работах [16,35,128 и др. ]. При этом допустимая глубина проникания, не влияющая на механические свойства стали, ограничивается 0,3—0,5 мм. Считают, что на проникание меди в сталь при наплавке, сварке, пайке оказывают влияние следующие факторы: время контактирования расплавленной меди со сталью, с увеличением которого увеличивается глубина проникания; напряженное состояние металла при наплавке, сварке и пайке; структурное состояние, химический состав стали.
В работе [16] показано, что проникание сплава МНЖКТ5-1- -0,2-0,2 в сталь 20, СтЗсп и т. п. на глубину 0,8 мм практически не влияет на статическую и циклическую прочность биметаллических образцов. В то же время при наплавке оловянной бронзы на сталь глубина проникания 2—13 мм существенно снижает временное сопротивление и сопротивление усталости биметалла [39, 164].
При исследовании влияния проникания медного сплава в сталь толщиной 30 мм с ав = 900 —1000 МПа на свойства биметаллических образцов в качестве наплавляемого металла применяли проволоку из сплава МНЖКТ5-1-0,2-0,2 диаметром 2 мм. Наплавку выполняли сжатой дугой на обратной полярности с токоведущей присадочной проволокой на режиме: ток в цепи вольфрамовый электрод — изделие 200—220 А, в цепи вольфрамовый электрод — присадочная проволока 80—100 А, амплитуда колебаний сварочной головки 20 мм, частота колебаний 35—40 в минуту, скорость наплавки 6—7 м/ч. Наплавка сжатой дугой была выбрана потому, что она обеспечивает отсутствие включений железа и кристаллизационных прослоек в наплавленном металле, что может иметь место при других способах наплавки, когда происходит расплавление стали.
Установлено, что проникание медного сплава в высокопрочную сталь на глубину 1,2 мм практически не сказывается на статической и циклической прочности при растяжении, статическом и ударном изгибе биметаллических образцов, а также на прочности сцепления наплавленного металла со сталью. В качестве примера на рис. 59 приведены результаты испытания на установке ГРМ-1 при пульсирующем растяжении с частотой 400—600 циклов в минуту.
Сварка и наплавка трением. Возможность получения качественного соединения меди и медно-никелевого сплава с различными углеродистыми сталями показана в работе [177]. Для сварки трением меди МЗр, М2, медно-никелевого сплава МН95-5 (95 % Си, 5 % Ni) со сталями 20, 45 и 60 использовали серийное оборудование (МСТ-31, МСТ-23, МСТ-2001).
Режимы сварки трением
|
Один из основных параметров, определяющих качество сварного соединения, — максимальная температура в стыке. Последняя зависит от скорости скольжения и состава свариваемых металлов. Так, при сварке трением стали 20 с той же сталью максимальная температура составляет —1200 °С, при сварке стали с медью ~700—800 °С и при сварке меди с медью ~400 °С. Во всех^случаях максимальная температура в стыке ниже температуры плавления более легкоплавкого металла. Увеличение скорости вращения приводит не только к повышению максимальной температуры в стыке, но и к возрастанию градиента температур.
При отработке режимов сварки цилиндрических образцов различных диаметров удалось получить соединения с механическими свойствами, соответствующими свойствам отожженной меди (табл. 19).
Для получения стабильного качества режимы сварки (давление при нагреве рн, время нагрева и давление проковки /?пр) варьировали в широких пределах. Металлографические исследования показали, что образование соединения происходит за счет совместного перемешивания поверхностных слоев меди и стали.
Контактная сварка. Сварку стали 10 с латунью Л63 выполняли на контактных машинах МТПК-251 и КТ-801. Стальные образцы (толщиной 1,2—1,6 мм) перед сваркой обезжиривали, а латунные (толщиной 1,2—1,6 мм) механически зачищали.
При сварке меди и ее сплавов требуются определенные технологические приемы, обеспечивающие высокую концентрацию теплоты в месте контакта деталей [128]. Один из этих приемов — установка теплового экрана, например молибденовой пластины толщиной 0,6 мм, между латунным листом и медным электродом для создания необходимой концентрации теплоты в месте контакта деталей, при этом рост ядра точки ускоряется примерно на 20 %.
Образцы, выполненные точечной сваркой с помощью молибденового экрана, при испытании на разрыв во всех случаях разрушались с вырывом точки из латунной или стальной пластины, что свидетельствует об удовлетворительном качестве сварного соединения.
Сварка взрывом. Изучены строение и свойства биметалла сталь 16ГС + медь М1б, полученного сваркой взрывом [161]; толщина плакирующего слоя составляла 4—10 мм. Для назначения оптималь-
ных режимов последующей (после сварки) горячей прокатки для листов заданных размеров необходимо знать закономерности изменения строения и физико-механических свойств при нагреве биметаллических заготовок в процессе сварки взрывом. Образцы для испытаний вырезали из различных участков по длине и ширине двухслойной заготовки.
При изучении строения биметалла при температуре 20 °С установлено наличие плотного соединения слоев биметалла (лишь в 3 % образцов были обнаружены поры и микротрещины в зоне сварки). Предел*прочности при срезе составлял 153—310 МПа, при отрыве 234—342 МПа; более 80 % образцов выдержали испытания на изгиб, пластические свойства биметалла после сварки низкие (б = 8,0-ь
17,5 %). Металлографическое исследование образцов выявило типичную для сварки взрывом картину на контактирующих поверхностях: волнообразная граница раздела слоев с отдельными участками, где движение металла в момент сварки носило турбулентный характер [161].
Микрорентгеноспектральный анализ показал, что в зонах перемешивания, расположенных во впадинах волн, содержится 40—50 % Си и 45—55 % Fe, а в зонах, расположенных на гребнях волн, 55— 65 % Си и 30—40 % Fe. Поскольку взаимная растворимость меди и железа в твердом состоянии в равновесных условиях невелика, образование фазы, содержащей столь значительные количества железа и меди, возможно лишь при расплавлении соприкасающихся при взрыве участков и последующей их закалке за счет высокой скорости теплоотвода [38].
Одночасовой отжиг при температуре 700 или 900 °С приводит к росту относительного удлинения до 25 % при соответственном снижении временного сопротивления до 380—420 МПа. При этом уменьшаются различия в свойствах образцов, вырезанных из разных зон двухслойной заготовки. Изменение свойств биметалла после отжига связано с развитием рекристаллизации как в основном, так и в плакирующем слоях. В стали и меди обнаружены участки рекри — сталлизованных зерен, пластически деформированные зоны и участки с равновесной структурой.
Диффузионная сварка. Одним из наиболее перспективных способов соединения разнородных металлов давлением является диффузионная сварка в вакууме, которая обеспечивает получение вакуумно-плотных, термостойких, вибропрочных сварных соединений при сохранении высокой точности геометрических размеров и форм изделий (табл. 20) [58].
Микроструктурный анализ соединений, сваренных по разработанным оптимальным режимам, показал отсутствие непроваров, микротрещин и других внутренних дефектов.
Сварка плавлением. Коррозионно-стойкая сталь типа 18-8 с однофазной аустенитной структурой при наплавке на нее меди и сплавов на медной основе обладает повышенной склонностью к образованию макротрещин [6, 7], чему способствует проявление так называемого адеорбционно-расклинивающего эффекта. Для устранения появле-
Режимы диффузионной сварки меди со сталью
|
ния трещин рекомендуется предварительно наплавлять на сталь подслой аустенитно-ферритного металла или применять промежуточную вставку [128]. Кроме этих вариантов, в работах [1, 2] описаны эксперименты по непосредственной сварке стали с медью.
В связи с необходимостью расширения области применения сварных соединений стали с медью и ее сплавами, в частности при изготовлении изделий, работающих в условиях циклического нагружения, проведены исследования прочности таких соединений [2]. Проводили сравнительную оценку циклической прочности разнородных сварных соединений стали 12Х18Н10Т, содержащей 2,5 % фер — ритной фазы, с медно-никелевым сплавом МНЖ5-1 и с медью МЗр. На торцы стальных пластин толщиной 10 мм аустенитно-ферритной проволокой 08Х19Н9Ф2С2 предварительно наплавляли три слоя (каждый толщиной 1,5—2,5 мм). Наплавленные поверхности подвергали механической обработке для подготовки V-образных кромок к сварке. При этом следили за тем, чтобы в процессе механической обработки не был удален третий наплавленный слой. Сварку необходимо производить по этому третьему слою. Другие пластины подготовляли к сварке без предварительной наплавки торцов. Затем производили аргонодуговую сварку стальных пластин с пластинами из сплава МНЖ5-1 и медью присадочной проволокой из сплава МНЖКТ5-1-0,2-0,2.
Результаты испытания образцов на усталость при циклическом растяжении, выполненном на вибраторе в условиях постоянства амплитуды нагрузок, представлены на рис. 60 [2]. Циклическая прочность (на базе 2-Ю5 циклов нагружений) сварных соединений меди МЗр и сплава МНЖ5-1 со сталью, выполненных без предварительной наплавки, такая же, как прочность сварных соединений сплава МНЖ5-1 со сплавом МНЖ5-1 и меди с медью.
Предварительная наглазка кромок аустенитной стали аустенит- но-ферритными сварочными материалами не повышает циклической прочности сварных соединений меди и сплава МНЖ5-1 со сталью. Результаты исследований позволили рекомендовать применение непосредственной аргонодуговой сварки соединений меди МЗр и сплава МНЖ5-1 со сталью 12Х18Н10Т с использованием проволоки МНЖКТ5-1-0,2-0,2 даже в тех случаях, когда сваренные изделия работают в условиях повторно-переменного (циклического) нагружения.
Рис. 61. Угловой шов стыкового соединения сплава БрХ1 со сталью |
Рис. 60. Кривые усталости сварных соединений: 1 — сплав МНЖ5-1 со сталью 08Х18Н10Т без предварительной наплавки; 2 — то же, с предварительной наплавкой; 3 — медь МЗр со сталью 08Х18Н10Т без предварительной наплавки; 4 — то же, с предварительной наплавкой |
Аргонодуговую сварку неплавящимся электродом применяют главным образом для соединения деталешнеболыних толщин. Медь со сталью больших толщин сваривают вручную угольным или металлическим электродом. Сварное соединение надежно при небольшом проплавлении стали и, следовательно, малом содержании железа в металле шва. Это достигается путем соответствующего регулирования нагрева и плавления меди и стали: теплоту дуги концентрируют на меди, а сталь разогревается и оплавляется благодаря теплоте, поступающей от ванны расплавленного металла. На основании этого принципа разработана технология автоматической сварки под флюсом меди со сталью больших толщин металлическим электродом без предварительного подогрева [50].
Образцы из меди М2 со сталью СтЗ толщиной 18 мм (стыковое соединение) и сплава БрХ1 толщиной 30 мм со сталью СтЗ толщиной 40 мм (угловой шов стыкового соединения) сваривали за один проход электродной проволокой БрХ1 диаметром 5 мм под флюсом АН-26. Режимы выбирали из условия сквозного проплавления меди в соответствии с режимами сварки меди тех же толщин. Опытным путем установлено, что для получения качественного соединения меди со сталью электрод в процессе сварки должен быть смещен от линии стыка в сторону меди на величину, равную половине толщины свариваемых заготовок. Меньшее смещение приводит к заметному оплавлению стали, большее — к неполному провару. Сварку можно выполнять как с разделкой кромок со стороны стали, так и без разделки. На качество сварки существенно влияет зазор между свариваемыми образцами, который не должен превышать 1—1,5 мм, в противном случае образуется непровар.
Таблица 21 Механические свойства сварных соединений меди со сталью
|
Сварку под флюсом стыковых соединений меди со сталью выполняют на флюсовой подушке, угловых швов — на графитовой или остающейся стальной подкладке. Для предотвращения вытекания жидкого металла при сварке угловых швов устанавливают формирующие графитовые блоки со стороны меди. Используют то же оборудование, что и для сварки толстолистовой меди п
Сварка стали с медью и ее сплавами
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 96186
[~ID] => 96186
[NAME] => Сварка стали с медью и ее сплавами
[~NAME] => Сварка стали с медью и ее сплавами
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Находясь в равновесном состоянии, под воздействием комнатной температуры, медь растворяется в ферруме (Fe), количество которого равно примерно 0,3% (не более), а количество железа, которое должно присутствовать в меди, не должно превышать 0,2%. В связи с этим, не будет образовываться хрупких интерметаллидов. Так как в процессе сварки происходят большие и быстрые охлаждения, в переходных слоях начинает формироваться пересыщенный твердый раствор, состоящий из меди и железа.
Однако, при содержании феррума (Fe), в количестве 2-2,5%, структурно-свободное железо образовывать не будет. Граница сплавления между материалом из стали и меди является резкой, во время этого включаются фазы, которые обогащены железом самого разного размера. Со стороны стали, которая примыкает к сварочному шву, размер зерна будет увеличиваться, в ширине зоны, около 1,5-2,5 мм. При этом микротвердость зоны, в которой происходит сплавление, будет достигать 5800-6200 HV.
Значительное ухудшение растворимости железа и меди вызывает присутствие в стали большого количества углерода. А вот улучшать этот процесс поможет марганец или кремний. В процессе сварки, марганец будет снижать критическую точку Ас-3, а вместе с тем, расширять область твердого раствора, где медь будет растворяться в большем количестве, а кремний при этом будет раскисливать сварочную ванну, а также упрочнять зерна твердых растворов.
Отметим также, что затруднения в процессе сварки или же наплавки меди на стальные детали могут быть связаны также с её собственными, физико-химическими параметрами, а также высоким сродством меди и кислорода, а также низкой температуры расплавления самой меди. Проблемы также возникают из-за значительного поглощения газов расплавленной медью, а также разницей в коэффициентах теплопроводности, коэффициенте линейного расширения и т.д. Один из основных и возможных дефектов во время сварки стали и меди, это возникновение в стали микротрещин, которые образовываются под слоем расплавленной меди, в процессе которые заполняются этой самой медью. Данное явление возникает вследствие расклинивающей способности жидкой меди, которая проникает в микронадрывы. Однако, слишком критических последствий данный процесс не вызывает, а лишь слегка ухудшает качество сварного соединения.
В углеродистой или же низколегированной стали, образуется очень малое количество подобных трещин. Если они и формируются, то размеры их очень малы. А вот в стали, которая имеет аустенитную структуру (как правило, это тип 18-8), количество, а также размеры трещин очень легко и резко возрастает. Поэтому, в процессе сварки, в стали данного типа вводят специальный барьер, состоящий из ферритной фазы. Так, при количестве феррита более 30%, в стали марки 18-8 медь не проникает, это происходит благодаря тому, что феррит не смачивается расплавленной медью, поэтому проникновения меди в сталь не будет происходить.
Чтобы в значительной степени уменьшить образование подобных трещин, в процесс сварки рекомендуют подключать минимальное количество погонной энергии. В качестве же присадочных материалов, рекомендуется использование никелевых сплавов типа МНЖ 5-1, или же бронзы типа БрАМц 9-2. Присутствие в сварочном процессе никеля, а также алюминия, уменьшает активность воздействия жидкого металла в этих самых микротрещинах, поэтому это предотвращает и образование более глубоких трещин в стальных деталях. Таким образом, сварка стали с медными сплавами, и, непосредственно, медью, происходит таким способом.
Источник:
vse-o-svarke.org
[~DETAIL_TEXT] =>
Находясь в равновесном состоянии, под воздействием комнатной температуры, медь растворяется в ферруме (Fe), количество которого равно примерно 0,3% (не более), а количество железа, которое должно присутствовать в меди, не должно превышать 0,2%. В связи с этим, не будет образовываться хрупких интерметаллидов. Так как в процессе сварки происходят большие и быстрые охлаждения, в переходных слоях начинает формироваться пересыщенный твердый раствор, состоящий из меди и железа.
Однако, при содержании феррума (Fe), в количестве 2-2,5%, структурно-свободное железо образовывать не будет. Граница сплавления между материалом из стали и меди является резкой, во время этого включаются фазы, которые обогащены железом самого разного размера. Со стороны стали, которая примыкает к сварочному шву, размер зерна будет увеличиваться, в ширине зоны, около 1,5-2,5 мм. При этом микротвердость зоны, в которой происходит сплавление, будет достигать 5800-6200 HV.
Значительное ухудшение растворимости железа и меди вызывает присутствие в стали большого количества углерода. А вот улучшать этот процесс поможет марганец или кремний. В процессе сварки, марганец будет снижать критическую точку Ас-3, а вместе с тем, расширять область твердого раствора, где медь будет растворяться в большем количестве, а кремний при этом будет раскисливать сварочную ванну, а также упрочнять зерна твердых растворов.
Отметим также, что затруднения в процессе сварки или же наплавки меди на стальные детали могут быть связаны также с её собственными, физико-химическими параметрами, а также высоким сродством меди и кислорода, а также низкой температуры расплавления самой меди. Проблемы также возникают из-за значительного поглощения газов расплавленной медью, а также разницей в коэффициентах теплопроводности, коэффициенте линейного расширения и т.д. Один из основных и возможных дефектов во время сварки стали и меди, это возникновение в стали микротрещин, которые образовываются под слоем расплавленной меди, в процессе которые заполняются этой самой медью. Данное явление возникает вследствие расклинивающей способности жидкой меди, которая проникает в микронадрывы. Однако, слишком критических последствий данный процесс не вызывает, а лишь слегка ухудшает качество сварного соединения.
В углеродистой или же низколегированной стали, образуется очень малое количество подобных трещин. Если они и формируются, то размеры их очень малы. А вот в стали, которая имеет аустенитную структуру (как правило, это тип 18-8), количество, а также размеры трещин очень легко и резко возрастает. Поэтому, в процессе сварки, в стали данного типа вводят специальный барьер, состоящий из ферритной фазы. Так, при количестве феррита более 30%, в стали марки 18-8 медь не проникает, это происходит благодаря тому, что феррит не смачивается расплавленной медью, поэтому проникновения меди в сталь не будет происходить.
Чтобы в значительной степени уменьшить образование подобных трещин, в процесс сварки рекомендуют подключать минимальное количество погонной энергии. В качестве же присадочных материалов, рекомендуется использование никелевых сплавов типа МНЖ 5-1, или же бронзы типа БрАМц 9-2. Присутствие в сварочном процессе никеля, а также алюминия, уменьшает активность воздействия жидкого металла в этих самых микротрещинах, поэтому это предотвращает и образование более глубоких трещин в стальных деталях. Таким образом, сварка стали с медными сплавами, и, непосредственно, медью, происходит таким способом.
Источник:
vse-o-svarke.org
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Находясь в равновесном состоянии, под воздействием комнатной температуры, медь растворяется в ферруме (Fe), количество которого равно примерно 0,3% (не более), а количество железа, которое должно присутствовать в меди, не должно превышать 0,2%. В связи с этим, не будет образовываться хрупких интерметаллидов.
[~PREVIEW_TEXT] => Находясь в равновесном состоянии, под воздействием комнатной температуры, медь растворяется в ферруме (Fe), количество которого равно примерно 0,3% (не более), а количество железа, которое должно присутствовать в меди, не должно превышать 0,2%. В связи с этим, не будет образовываться хрупких интерметаллидов.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 04.06.2019 11:21:12
[~TIMESTAMP_X] => 04.06.2019 11:21:12
[ACTIVE_FROM] => 08.11.2018
[~ACTIVE_FROM] => 08.11.2018
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/96186/
[~DETAIL_PAGE_URL] => /news/115/96186/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_stali_s_medyu_i_ee_splavami
[~CODE] => svarka_stali_s_medyu_i_ee_splavami
[EXTERNAL_ID] => 96186
[~EXTERNAL_ID] => 96186
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 08.11.2018
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка стали с медью и ее сплавами
[SECTION_META_KEYWORDS] => сварка стали с медью и ее сплавами
[SECTION_META_DESCRIPTION] => Находясь в равновесном состоянии, под воздействием комнатной температуры, медь растворяется в ферруме (Fe), количество которого равно примерно 0,3% (не более), а количество железа, которое должно присутствовать в меди, не должно превышать 0,2%. В связи с этим, не будет образовываться хрупких интерметаллидов.
[SECTION_PAGE_TITLE] => Сварка стали с медью и ее сплавами
[ELEMENT_META_TITLE] => Сварка стали с медью и ее сплавами
[ELEMENT_META_KEYWORDS] => сварка стали с медью и ее сплавами
[ELEMENT_META_DESCRIPTION] => Находясь в равновесном состоянии, под воздействием комнатной температуры, медь растворяется в ферруме (Fe), количество которого равно примерно 0,3% (не более), а количество железа, которое должно присутствовать в меди, не должно превышать 0,2%. В связи с этим, не будет образовываться хрупких интерметаллидов.
[ELEMENT_PAGE_TITLE] => Сварка стали с медью и ее сплавами
[SECTION_PICTURE_FILE_ALT] => Сварка стали с медью и ее сплавами
[SECTION_PICTURE_FILE_TITLE] => Сварка стали с медью и ее сплавами
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка стали с медью и ее сплавами
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка стали с медью и ее сплавами
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка стали с медью и ее сплавами
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка стали с медью и ее сплавами
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка стали с медью и ее сплавами
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка стали с медью и ее сплавами
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Сварка стали с медью и ее сплавами08.11.2018
Находясь в равновесном состоянии, под воздействием комнатной температуры, медь растворяется в ферруме (Fe), количество которого равно примерно 0,3% (не более), а количество железа, которое должно присутствовать в меди, не должно превышать 0,2%. В связи с этим, не будет образовываться хрупких интерметаллидов. Так как в процессе сварки происходят большие и быстрые охлаждения, в переходных слоях начинает формироваться пересыщенный твердый раствор, состоящий из меди и железа.
Однако, при содержании феррума (Fe), в количестве 2-2,5%, структурно-свободное железо образовывать не будет. Граница сплавления между материалом из стали и меди является резкой, во время этого включаются фазы, которые обогащены железом самого разного размера. Со стороны стали, которая примыкает к сварочному шву, размер зерна будет увеличиваться, в ширине зоны, около 1,5-2,5 мм. При этом микротвердость зоны, в которой происходит сплавление, будет достигать 5800-6200 HV.
Значительное ухудшение растворимости железа и меди вызывает присутствие в стали большого количества углерода. А вот улучшать этот процесс поможет марганец или кремний. В процессе сварки, марганец будет снижать критическую точку Ас-3, а вместе с тем, расширять область твердого раствора, где медь будет растворяться в большем количестве, а кремний при этом будет раскисливать сварочную ванну, а также упрочнять зерна твердых растворов.
Отметим также, что затруднения в процессе сварки или же наплавки меди на стальные детали могут быть связаны также с её собственными, физико-химическими параметрами, а также высоким сродством меди и кислорода, а также низкой температуры расплавления самой меди. Проблемы также возникают из-за значительного поглощения газов расплавленной медью, а также разницей в коэффициентах теплопроводности, коэффициенте линейного расширения и т.д. Один из основных и возможных дефектов во время сварки стали и меди, это возникновение в стали микротрещин, которые образовываются под слоем расплавленной меди, в процессе которые заполняются этой самой медью. Данное явление возникает вследствие расклинивающей способности жидкой меди, которая проникает в микронадрывы. Однако, слишком критических последствий данный процесс не вызывает, а лишь слегка ухудшает качество сварного соединения.
В углеродистой или же низколегированной стали, образуется очень малое количество подобных трещин. Если они и формируются, то размеры их очень малы. А вот в стали, которая имеет аустенитную структуру (как правило, это тип 18-8), количество, а также размеры трещин очень легко и резко возрастает. Поэтому, в процессе сварки, в стали данного типа вводят специальный барьер, состоящий из ферритной фазы. Так, при количестве феррита более 30%, в стали марки 18-8 медь не проникает, это происходит благодаря тому, что феррит не смачивается расплавленной медью, поэтому проникновения меди в сталь не будет происходить.
Чтобы в значительной степени уменьшить образование подобных трещин, в процесс сварки рекомендуют подключать минимальное количество погонной энергии. В качестве же присадочных материалов, рекомендуется использование никелевых сплавов типа МНЖ 5-1, или же бронзы типа БрАМц 9-2. Присутствие в сварочном процессе никеля, а также алюминия, уменьшает активность воздействия жидкого металла в этих самых микротрещинах, поэтому это предотвращает и образование более глубоких трещин в стальных деталях. Таким образом, сварка стали с медными сплавами, и, непосредственно, медью, происходит таким способом.
Источник: vse-o-svarke.org
Просмотров: 330