Травление нержавеющей — Справочник химика 21
В — от об. до 80°С в смеси 10—14% НЫОз и 2—47о НР при травлении нержавеющей стали. И — стальные резервуары, футерованные графитовым кирпичом. [c.214]ТРАВЛЕНИЕ НЕРЖАВЕЮЩИХ, ЖАРОСТОЙКИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ [c.224]
МН-3 40-50 60 Предварительное травление нержавеющей стали [c.91]
ПБ-6-3 50 3—5 Окончательное травление нержавеющей стали [c.91]
В табл. 4.3 приведены типовые составы растворов для травления сталей. Сведения об ингибиторах, рекомендуемых для травления сталей в промышленных условиях, приведены в табл. 4.4. Эти ингибиторы не могут быть использованы при травлении нержавеющих высоколегированных сталей, которые травят растворами серной или азотной кислот с добавкой галогенид-ионов в качестве активаторов растворения окалины. [c.251]
Почти вся вырабатываемая азотная кислота используется на месте производства (главным образом для получения удобрений).

В атомной технике фтористый водород применяется для получения шестифтористого урана. Жидкий фтористый водород используется как катализатор в процессах алкилировання в нефтепереработке. Фтористоводородная кислота широко применяется для травления нержавеющей стали, а также для обработки руд и очистки некоторых редких метал- лов (ниобия, тантала, бериллия), производство которых выросло в связи с применением их в оборонной промышленности. [c.414]
Травление нержавеющей стали. 6,4 5 4,4 3 4,5 3 7,3 4 11,7 5 8,6 3 [c.415]
Травление нержавеющей стали 0,3 1,5 [c.215]
Рекомендованы также различные способы травления нержавеющей стали [5, 7], однако заготовки и детали из этого металла можно склеивать и без специальной обработки поверхности. Достаточно их обезжирить, протерев тампоном, смоченным ацетоном, или промыть в водном растворе ОП-7 концентрацией 1,5—2,0 г/л при 75—80 «С в течение 3—5 мин. [c.202]
Достаточно их обезжирить, протерев тампоном, смоченным ацетоном, или промыть в водном растворе ОП-7 концентрацией 1,5—2,0 г/л при 75—80 «С в течение 3—5 мин. [c.202]
Травление нержавеющих сталей обычно производят в азотной кислоте с добавками НР, КР и других веществ. [c.31]
Травление нержавеющей стали [c.295]Азотная кислота в смеси с соляной применяется для травления нержавеющей стали. [c.103]
Для защиты стали от перетравливания и наводораживания при катодном травлении применяются электролиты, содержащие, помимо серной или соляной кислот, соли свинца или олова. Пузырьки водорода, выделяющиеся при электролизе в таких растворах, разрыхляют окалину и отрывают ее от поверхности катода. На освобожденных от окалины участках металла осаждается тонкой пленкой свинец или олово. Пленка эта защищает металл от дальнейшего травления и проникновения водорода.
В последнее время щирокое распространение получил комбинированный щелочно-кислотный метод травления нержавеющей стали. Предварительно прокат обрабатывают в расплаве МаОН и ЫаЫОз, нагретом до 450—550° С, что позволяет частично разрушить окалину и образовать рыхлую пленку окислов, в последующем легко травимую в кислотном растворе. Входящие в состав окалины шпинель РеО СггОз и окись хрома реагируют со щелочью и селитрой, в результате образуется легко растворимое соединение (хромат натрия). Хромат натрия поглощается щелочной ванной, частично оседает в ней и частично растворяется в воде при промывке подката после щелочной ванны. Опавшие при обработке в щелочной ванне нерастворенные в расплаве окислы накапливаются на дне ванны в виде шлама, который периодически из ванны удаляют.
 После этой обработки на металле остается слой окалины, состоящий [c.352]
После этой обработки на металле остается слой окалины, состоящий [c.352]Сырьевые затраты на гидридную обработку стальной проволоки не должны превышать таковые при щелочно-кислотном методе травления. Расходные коэффициенты для травления нержавеющих и жаропрочных сталей взяты из [6]. [c.75]
Раствор для травления нержавеющей стали [c.33]
Для травления нержавеющей стали рекомендуют применять ток с периодической или переменной полярностью. Электрохимический метод травления имеет следующие преимущества перед простым химическим процесс травления управляем травление происходит более интенсивно и полно этот метод позволяет обрабатывать металлы и сплавы, не поддающиеся химическому травлению (например, легированные стали).
Электролитическое травление нержавеющих сталей можно также проводить в 5—10%-ном растворе азотной кислоты, при комнатной температуре, продолжительность 10 мин. Катодная плотность тока 3—5 а/дм . В качестве анодов применяют кремнистый чугун, катодами служит нержавеющая сталь. [c.103]
В качестве анодов применяют кремнистый чугун, катодами служит нержавеющая сталь. [c.103]
По данным [199 ], при травлении нержавеющих сталей гладкая поверхность получается в растворе 100 г/л селенистой кислоты 50 г л сульфата меди и 75 см азотной кислоты. [c.104]
Так, реактив применяли для травления нержавеющих хромистых сталей с молибденом и вольфрамом [177], а также для выявления о-фазы в аустенитной стали типа 25-20 с кремнием [17]. [c.14]
Реактив предложен и употребляется в основном для травления нержавеющих и жаропрочных сталей с никелем, хромом, кобальтом, бором и т. д. [c.49]
При травлении до 5 мин реактив можно применять для травления нержавеющих хромоникелевых сталей. [c.62]
Электролиты для химического и электрохимического травления обозначены в таблице следующим образом I и II — для химического травления углеродистой стали, покрытой окалиной III — для ст )ли, не покрытой окалиной IV —для стальной проволоки V —для стальных листов VI —длл предварительного травления нержавеющей стали VII —то же до блеска VIlI —XII —для анодного травления [c.
Особенности травления нержавеющих сталей в ингибированных средах / Е. Н. Чанкова, С. Г. Тыр, Г. А. Еремеева. Л. А. Бовина — В кн. Разработка мер защиты металлов от коррозии. Ростов-на-Дону, изд-во Ростовского Гос. ун-та, 1973, с. 217—218. [c.176]
При травлении нержавеющих сталей, ннкельхромовых сплавов в растворах на основе азотной кислоты ингибиторы почти не применяются, так как они тормозят растворение окалины и соответственно увеличивают время травления. Однако в некоторых случаях при травлении в этих растворах наблюдается структурная коррозия, выпадение зерен, питтинг. Для предотвращения этих нежелательных явлений иногда могут быть использованы ингибиторы. [c.111]
Нержавеющие стали. Существует много вариантов травления нержавеющих сталей. Например, травление при 20—30 °С в течение 10—20 мин (после обезжиривания) в растворе НС (конц.) —50% (об.), HNO3 (конц.) —5% (обл.), Н2О —45% (об.) и РеС1з-6НгО—150 г на 1 л раствора кислот.
Вскрытие осуществляют на всю глубину сварного шва. Затем производят травление поверхности выборки и осмотр сечения шва при помощи 2—4-кратных луп. Контроль за выполнением операций вскрытия сварных швов и осмотр мест вскрытия осуществляются работниками ОТК. Перед травлением поверхность очищается мелкой наждачной бумагой и обезжиривается (для засверловки) или обрабатывается наждачным кругом до чистоты, определяемой шероховатостью не более 2,5 микрона. Травление нержавеющих сталей производят царской водкой, а углеродистых и низколегированных сталей — 15%-ным раствором надсер-нистого аммония с последующим осветлением 10%-ным раствором азот, ой кислоты. Если при вскрытии сварных швов будут выявлены недопустимые дефекты, то производят дополнительное вскрытие соседних участков для установления границ дефектного участка шва.
Таким образом, межкристаллитиое разрушение нержавеющих сталей протекает в определенной области потенциалов. При потенциостатическом травлении нержавеющих сталей в электропроводящих средах сокращается время испытаний, требуемое для выявления МКК. Таким образом, потенцпостатпче-ский метод позволяет обнаружить склонность действующих аппаратов к МКК- [c.18]
Изучение большого числа электролитов, предложенных для травления нержавеющих сталей с окалиной, возникающей при термической обработке, проведенное нами совместно с Красноруц-кой, Остаповичем [145], показало, что ни один из них не обладает способностью удалять окалину одновременно со многих марок сталей (табл.![]() 7,5). Это создает неудобства на машиностроительных заводах, где, как правило, применяются стали ферритного, полуфер-ритного, мартенситного и аустенитного классов. [c.229]
7,5). Это создает неудобства на машиностроительных заводах, где, как правило, применяются стали ферритного, полуфер-ритного, мартенситного и аустенитного классов. [c.229]
Химические способы обработки (травление) применяют для тонкостенных, изделий, имеющих труднодоступные поверхности. Химическое травление стали обычно ведут в соляной или серной кислоте с добав ками ингибиторов во избежание наводороживания поверхности. Травление нержавеющих сталей проводят в азотной [c.132]
Замедляет переход к адгезионному характеру разрушения и повышает усталостную прочность правильный выбор способа подготовки субстрата под склеивание. Например, травление нержавеющей стали растворами слабых кислот вместо сильных снижает кратковременную прочность клеевых соединений, но повышает сопротивление усталости. Наихудшие результаты дает опескоструивание [122].
С целью экономии дефицитных материалов в настоящее вреая взамен кислотного метода травления нержавеющих, жаростойких и жаропрочных сталей успешно применяют щелочно-кислотный и гндридвый методы [c. 133]
133]
НР в растворах сильных кислот, которые применяют в ваннах для травления нержавеющей стали [167] если же НР необходимо смешивать с другими сильными кислотами (например, с НМОз), то кислотность все равно можно найти, используя хингидронный или ионообменный электрод Регтапкх [167] [c.132]
Наличие окалины на углеродистой стали ускоряет коррозионный процесс, так как в системе сталь—окалина катодом является окисная пленка. При химическом травлении нержавеющей стали Х18Н10Т образца без окалины потенциал более положителен, чем потенциал образца с окалиной. С увеличением времени выдержки потенциалы на образцах с окалиной и без окалины сближаются и сдвигаются в сторону больших значений, следовательно, происходит самопассивация стали в травильном растворе, что тормозит коррозионный процесс. [c.277]
Азотная кислота (уд. вес 1,4)……… 50 ного и 5 — для окончательного травления нержавеющей стали раствор 6 — для низкоуглеро- [c. 101]
101]
При химическом травлении нержавеющих и жаропрочных сталей аустенит-ного класса (например. ЯО, Я1Т и др.) хорошие результаты дает реактив, содержащий 50 частей соляной кислоты (НО), 5 частей азотной кислоты (HNOj) и 50 частей воды. [c.62]
Технология производства прутков нз нержавеющих и жаропрочных сталей по сравнению с технологией производства прутков из других легированных сталей отличается способом подготовки поверхности прутков к волочению. Это объясняется особым составом окалины на поверхности горячекатаных прутков нержавеющей стали. Травление нержавеющей стали вследствие высокой стойкости ряда ее окислов является сложной и ответственной операцией, от которой зависит качество готовой продукции. Часть окислов в окалине нержавеющей стали растворяется в кислотах быстрее и легче, например окислы железа и никеля плохо и медленно растворяются в кислотных растворах окислы хрома, кремния и титана. Последние три окисла легче растворяются в щелочных расплавах. Находящиеся в окалине прутков нержавеющей стали окислы хрома СггОз и щпинель практически в кислотах не растворяются. [c.352]
Находящиеся в окалине прутков нержавеющей стали окислы хрома СггОз и щпинель практически в кислотах не растворяются. [c.352]
По данным работы [277], при травлении нержавеющих сталей в указанном растворе можно применять ингибитор катапнн. [c.115]
Наиболее употребительная ванна для травления нержавеющих сталей и нихромов содержит 47% соляной кислоты н 5% азотной. Травле- ние производится при температуре 40 50° с последующим кратковременным (3—5 мин.) чистовым травлением в 5%-ном растворе азотной кислоты при температуре 40—50°. Для высокохромистых сталей, прошедших отжиг, лучше проводить предварительное травление в солянокислой ванне с 15% НС1 при температуре 60°. Проволока марок 1X13 и 2X13 хоро- шо травится от окалины в 20%-ном растворе НС1 с присадкой Ж-1. [c.334]
Услуги пассивации нержавеющей стали под ключ
-
Что такое травление нержавеющей стали?
-
В чем разница между травлением и пассивацией нержавеющей стали ?
-
Травление нержавеющей стали
-
Пассивация нержавеющей стали
-
Каковы преимущества травления и пассивации?
-
Методики травления и пассивации
-
Процесс травления
-
Доверьтесь экспертам в области обработки поверхности металла
-
Работы, которые мы выполняем
-
Варианты сотрудничества
-
Узнать стоимость услуги
- СОДЕРЖАНИЕ СТАТЬИ
И травление, и пассивация — это химические процессы, которые используются для обеспечения защиты металлов от коррозии и питтинга. В обоих случаях на поверхность нержавеющей стали наносится кислотный раствор для удаления загрязнений и образования равномерной пассивной пленки из оксида хрома. Без травления и/или пассивации нержавеющая сталь подвержена коррозии в процессе эксплуатации, что может привести к дорогостоящим проблемам качества.
В обоих случаях на поверхность нержавеющей стали наносится кислотный раствор для удаления загрязнений и образования равномерной пассивной пленки из оксида хрома. Без травления и/или пассивации нержавеющая сталь подвержена коррозии в процессе эксплуатации, что может привести к дорогостоящим проблемам качества.
Что такое травление нержавеющей стали?
Травление нержавеющей стали — это очистка металлической поверхности, в результате которой происходит фактическое удаление части поверхностного слоя металла с целью удаления посторонних включений, таких как:
цвета побежалости (сварочные окислы), свободное железо, которое чаще всего попадает на поверхность при использовании вальцов, гильотин и т.д., которые изготовлены из углеродистой стали. Если не вытравить посторонние включения и частицы железа с поверхности нержавеющей стали, то впоследствии это обязательно приведет к появлению коррозии.
После травления нержавеющая сталь приобретает матовую однородную поверхность.
| До | После |
В чем разница между травлением и пассивацией нержавеющей стали ?
Хотя процессы травления и пассивирования нержавейки связаны с использованием кислот для обработки поверхности металлов, между этими двумя процессами существуют некоторые очень четкие различия.
Травление нержавеющей стали
На поверхности нержавейки, где сталь нагревалась/перегревалась каким-либо путем, например при сварке или термической обработке до такой степени, что зачастую можно увидеть цвета побежалости, – образуется слой, обедненный хромом, что делает сталь менее устойчивой к коррозии
Травление нержавеющей стали стали — это процесс нанесения раствора кислот (травильные паста, гели, травильные ванны) для удаления зон термического воздействия вместе с нижележащим слоем с пониженным содержанием хрома из нержавеющей стали. После процесса травленая нержавеющая сталь уже не имеет поверхностных загрязнений углеродистой сталью и частицами железа. После травления сталь обычно приобретает равномерный матово-серый оттенок. Проще говоря, травление удаляет термически обработанный слой нержавеющей стали и подготавливает поверхность к пассивации.
После процесса травленая нержавеющая сталь уже не имеет поверхностных загрязнений углеродистой сталью и частицами железа. После травления сталь обычно приобретает равномерный матово-серый оттенок. Проще говоря, травление удаляет термически обработанный слой нержавеющей стали и подготавливает поверхность к пассивации.
Пассивация нержавеющей стали
Пассивация — это процесс, отдельный от травления, который может выполняться самостоятельно или после травления. В отличие от травления, процесс пассивации не удаляет поверхностный слой металла. Вместо этого поверхность нержавеющей стали обрабатывается окисляющей кислотой для растворения углеродистой стали, сульфидных включений и удаления железа и других поверхностных загрязнений с нержавеющей стали. Пассивация также способствует образованию пассивной пленки с высоким содержанием хрома, которая обеспечивает коррозионную стойкость нержавеющей стали. В то время, как протравленая сталь будет выглядеть матовой, правильно выполненная пассивация не влияет и не изменяет внешний вид металла.![]()
Каковы преимущества травления и пассивации?
Процессы травления и пассивирования стали дают множество преимуществ для изделий из металла:
И травление, и пассивация удаляют поверхностные загрязнения
Пассивация максимально повышает коррозионную стойкость нержавеющей стали
Травление устраняет любые окислы и цвета побежалости в зоне сварного шва
Методики травления и пассивации
Погружение деталей в травильную ванну – данный метод позволяет обработать всю поверхность одновременно и целиком, включая труднодоступные места, для обеспечения однородности отделки и оптимальной коррозионной стойкости нержавеющей стали. Данный метод может быть выполнен на наших площадках или на объекте клиента
Циркуляция – данный метод используется, когда необходимо протравить и запассивировать трубопровод на производственных предприятиях химической, пищевой или фармацевтической промышленностях. Раствор для травления или пассиватор циркулирует по системе трубопровода заданное время. Особенно рекомендуется выполнять пассивацию для трубопроводов, по которым будут проходить коррозионные жидкости.
Раствор для травления или пассиватор циркулирует по системе трубопровода заданное время. Особенно рекомендуется выполнять пассивацию для трубопроводов, по которым будут проходить коррозионные жидкости.
Нанесение растворов методом распыления – данный способ удобен для крупногабаритных изделий и оборудования, когда невозможно выполнить погружение изделия в травильную ванну.
Данный метод может быть выполнен на наших площадках или на объекте клиента.
Нанесение геля — ручная обработка может выполняться путем нанесения паст или гелей на поверхность. Это полезно для точечной обработки сварных швов и других сложных участков, требующих ручной обработки.
Процесс травления
Перед травлением необходимо тщательно очистить и обезжирить поверхность металла от посторонних веществ, таких как жир, масло, клеи, ржавчина и т.д. Очистку поверхности можно выполнить любым очистителем, включая щелочные очистители, кислотные очистители, очистители на основе растворителей. . Правильный чистящий раствор выбирается исходя из нескольких факторов:
. Правильный чистящий раствор выбирается исходя из нескольких факторов:
Материал и конфигурация оборудования / детали
Уровень и состав загрязняющих веществ
После очистки и обезжиривания чистящий раствор смывается с поверхности и проводится травление одним из методов, упомянутых выше. Контроль процесса очень важен, так как коррозия и точечная коррозия могут возникнуть, если концентрация кислоты слишком высока и / или если время контакта с кислотой слишком велико. После завершения процесса обязательно убедитесь, что все остаточные кислоты удалены и нейтрализованы, чтобы предотвратить точечную коррозию и питтинг. Для достижения оптимальной устойчивости к коррозии рекомендуется выполнить пассивацию поверхности нержавеющей стали.
Доверьтесь экспертам в области обработки поверхности металла
FORSTEX обладает необходимыми знаниями и многолетним опытом для эффективного травления и пассивации нержавеющей стали.
Работы, которые мы выполняем:
- Травление и пассивация изделий из нержавеющей стали
- Пассивация технологического оборудования, теплообменников, емкостей, химических реакторов и т.
 д.
д. - Пассивация трубопроводов из нержавеющей стали внутри и снаружи
- Пассивация нестандартных изделий согласно ТЗ заказчика
- Пассивация сварных швов электро-химическим или химическим методом.
 д.
д.Варианты сотрудничества:
- Сопровождение и составление конкретной процедуры травления и/или пассивации для вашего производства;
- Услуги химической очистки и пассивации нержавеющей стали под ключ на одной из наших площадок в Москве или Санкт-Петербурге.
- Услуги химической очистки и пассивации нержавеющей стали под ключ на объекте Заказчика.
Узнать стоимость услуги
Для получения дополнительной информации свяжитесь с одним из наших специалистов.
Связаться со специалистом
Связь со специалистом
Травление сталей нержавеющих — Энциклопедия по машиностроению XXL
Травление электролитическое 3 — 214 Сталь нержавеющая аустенитная хромоникелевая 3 — 486, 489, 490 [c. 282]
282]Сплавы, подвергающиеся травлению, разумно разделить на следующие три группы углеродистые и низколегированные стали нержавеющие, жаростойкие и жаропрочные сплавы титановые сплавы. [c.220]
В табл. 4.3 приведены типовые составы растворов для травления сталей. Сведения об ингибиторах, рекомендуемых для травления сталей в промышленных условиях, приведены в табл. 4.4. Эти ингибиторы не могут быть использованы при травлении нержавеющих высоколегированных сталей, которые травят растворами серной или азотной кислот с добавкой галогенид-ионов в качестве активаторов растворения окалины. [c.251]
По данным Улига [74], обработка нержавеющих сталей после окончательной отделки в 10—20%-ной азотной кислоте при 55—60° С (в течение 15—30 мин) способствует устранению скрытых дефектов. Такой обработке может предшествовать предварительное травление стали в смеси, состоящей из 10%-ной концентрированной азотной кислоты и 1—2%-ной плавиковой кислоты.
 [c.311]
[c.311]Травление до блеска специальных сортов стали, например, хромоникелевой, производится в смеси кислот азотной и соляной при повышенной температуре. Если на поверхности нержавеющей стали имеется слой окалины, то перед блестящим травлением сталь обрабатывается в растворе, содержащем приблизительно одинаковые количества серной и соляной кислоты. [c.154]
Наиболее сложным в производственных условиях оказался способ подводки анодного тока при непрерывном травлении полосы нержавеющей стали. [c.268]
Для травления хромоникелевой (нержавеющей) стали [c.70]
Одновременно производят подготовку пластин плакирующего металла. Подготовка пластин плакирующего слоя, когда они вырезаны из термообработанных и травленных листов нержавеющей стали, сводится к нанесению одностороннего защитного покрытия. Наилучшим материалом покрытия является никель, наносимый на поверхность пластины слоем толщиной 40—60 мкм. [c.219]
[c.219]
Кислотное травление для нержавеющей стали включает в себя погружение элементов трубы в раствор, содержащий 50% азотной кислоты и 5% плавиковой кислоты. За этим следует отмывка обессоленной водой. Если изделия предназначены для работы с водой, то фитиль должен быть после этого помещен в электрическую печь и нагреваться в атмосфере воздуха в течение 1 ч до 400°С. При этой температуре следы масла либо улетучиваются, либо разлагаются, а получающийся в итоге углерод выгорает с образованием двуокиси углерода. Поскольку на поверхности нержавеющей стали должно образоваться окисное покрытие, то в печи не нужно создавать защитную атмосферу из инертного газа. [c.127]
Для выявления структуры высоколегированных специальных сталей (нержавеющих, жароупорных, быстрорежущих), специальных чугунов и сплавов цветных металлов, кроме специальных реактивов, применяют также электролитическое травление. [c.21]
Питание ванны током производят от силовой сети перемен- ног тока через трансформатор В качестве электродов применяют завешенные для травления листы нержавеющей стали. Корпус ванны травления изготовляют из дерева. Выделение вредных газов во время процесса отсутствует.
[c.34]
Корпус ванны травления изготовляют из дерева. Выделение вредных газов во время процесса отсутствует.
[c.34]
При травлении в этих растворах шлиф укрепляют в зажиме из железа, никеля или нержавеющей стали. [c.126]
Наряду с травлением погружением для аустенитных нержавеющих сталей опробованы другие методы для выявления 7-фазы и ее модификаций. [c.138]
Жаке [102] исследовал структуру нержавеющей стали (18% Сг и 8% Ni) во взаимосвязи с электролитической полировкой, а также склонностью к интеркристаллитной коррозии и пассивированию. После анодной полировки различные методы травления (сульфатом меди + соляной кислотой, щавелевой кислотой и цианидом натрия, электролитическое окисление) можно применять для выявления границ зерен. [c.145]
Некоторые способы окрашивающего травления сплавов на основе железа, особенно нелегированной стали, были приведены ранее. Они пригодны для низколегированной, а также для ледебуритной стали, но не для нержавеющих ферритных или аустенитных хромистых или хромоникелевых сталей. Марганцовистый аустенит в марганцевой стали в этом отношении составляет исключение он окрашивается даже тиосульфатом натрия.
[c.152]
Они пригодны для низколегированной, а также для ледебуритной стали, но не для нержавеющих ферритных или аустенитных хромистых или хромоникелевых сталей. Марганцовистый аустенит в марганцевой стали в этом отношении составляет исключение он окрашивается даже тиосульфатом натрия.
[c.152]
Для травления окисленных нержавеющих сталей, содержащих шпинелп, оксиды хрома, никеля, титана, молибдена, вольфрама н др. легнрующи.х элементов, неприменимы растворы травления для углеродистых сталей. Обычно травильные растворы для Нержавеющих сталей состоят из смеси нескольких кислот со специальными добавками, выполняющими функции окислителя, ингибитора или регулятора травления. [c.110]
Наибольшее распространение в металлургической промышленности для рыхления окалины, возникающей на нержавеющих, жа-ропрочных и жаростойких сталях, получили растворы щелочи и селитры. Обработка сталей в расплаве каустической соды и селитры (400—520 °С) сильно облегчает последующее удаление окалины кислотами. Значительная часть рыхлой окалины удаляется паром воды при охлаждении стали водой. Для удаления остальной окалины и придания поверхности блестящего вида сталь после обработки в расплаве и охлаждения травят 10—12% НС1 или смесью 15-18% h3SO4+3—5% Na l (7 =60-70°С, =3 10 мин). После травления сталь пассивируют в 5—8%-ной HNO3 (Г = = 50—55 °С, =2ч-3 мин).
[c.226]
Значительная часть рыхлой окалины удаляется паром воды при охлаждении стали водой. Для удаления остальной окалины и придания поверхности блестящего вида сталь после обработки в расплаве и охлаждения травят 10—12% НС1 или смесью 15-18% h3SO4+3—5% Na l (7 =60-70°С, =3 10 мин). После травления сталь пассивируют в 5—8%-ной HNO3 (Г = = 50—55 °С, =2ч-3 мин).
[c.226]
При травлении на холоду до 60 сек реактив выявляет микроструктуру углеродистой, а также мартенситных и ферритных нержавеющих и жаропрочных сталей. Феррит и карбиды травит слабо. Хорошо выявляет структуру металла после дуговой наплавки и сварки. Реактив широко применяют для выявления границ аусте-нитных зерен в термически обработанных углеродистых, низко-и среднелегированных сталях, содержащих марганец, кремний, молибден, хром, вольфрам, никель. Для этой цели рекомендуется многократное травление в течение нескольких (2—10) минут с иереполи-ровкой. После 15-мин отпуска при 200—250° С структура выявляется контрастнее. Соляную кислоту можно заменить азотной, при этом время травления следует несколько сократить. При травлении сталей, содержащих большое количество легирующих элементов, можно увеличить концентрацию кислот.
[c.14]
Соляную кислоту можно заменить азотной, при этом время травления следует несколько сократить. При травлении сталей, содержащих большое количество легирующих элементов, можно увеличить концентрацию кислот.
[c.14]
Для осаждения железа на нержавеющую сталь (18% Сг, 9% N1, 0,6% 51) предложен [55] горячий хлористый или сернокислый (400 г/л Ре304-7Н20) электролит с повыщенной кислотностью (pH 0,05—0,1) плотность тока на катоде (8—10)-Ю А/м . Прочное сцепление осадка железа с нержавеющей сталью достигается после электрохимического травления стали на аноде в 2,5—5%-ном растворе НС1 при температуре 20 °С, плотности тока (8—10)- 10 А/м в течение 1—3 мин с последующей промывкой водой. Эти условия были разработаны на одном из заводов СССР и проверены в производственных ваннах при электролитическом желез-нении (толщина слоя 100—150 мкм) брусков из нержавеющей стали длиной 500 мм и толщиной 50—100 мм для изготовления биметалла железо—нержавеющая сталь. Покрытые железом бруски нержавеющей стали соединяли с сутунками ( чушками ) железа в специальные пакеты, которые подвергались затем горячей прокатке. [c.301]
[c.301]
С целью облегчения удаления окалины при химическом травлении сталь рекомендуется подвергать предварительной обработке в 5—8%-ном растворе азотной кислоты при температуре около 50° С, с выдержкой примерно в течение 1 ч. Окалина при этом разрыхляется и легче удаляется при последующей обработке в травильных растворах, состав которых указан выше. При этом выдержка в кислотных растворах обычно не должна превышать 20—40 мин при 60—80° С. Далее следует промывка металла в проточной воде и пассивация (светление или отбелка) в 5—8%-ном растворе азотной кислоты с последующей промывкой в холодной или горячей проточной воде. Однако применение такого метода травления для хромистых нержавеющих сталей мартенситного класса не дало положительного результата. [c.265]
Для травления стали обьгчных марок употребляется серная кислота, для травления нержавеющей и жароупорных марок сталей — соляная или азотная кислоты. [c.359]
[c.359]
Наиболее надежным методом подготовки поверхности аустенитной стали (а также нержавеющей хромистой стали) перед азотированием является травление стали в концентрированной соляной кислоте, нагретой до температуры 50—90 С. При травлении часть металла растворяется, в результате чего диаметр или толщина детали уменьшается на 0,03—0,04 мм. Применяется также травление в горячем 50%-ном растворе соляной кислоты, в горячем 30%-ном растворе серной кислоты и в 20%-ном растворе фосфорной ююлоты при комнатной температуре. [c.289]
Детали перед загрузкой в расплав тщательно просушивают. В процессе обработки металла в расплаве окалина частично отслаивается и оседает в виде шлама на дно ванны. Оставшуюся окалину после промывки удаляют травлением в растворе, содержащем 10—18% серной кислоты (плотность 1,84) с добавкой 3—8% поваренной соли, или в растворе 20% серной кислоты, 1,5% азотнокислого натрия и 2,5% поваренной соли. Продолжительность травления 3—15 мин, температура растюра 70—80° С. При травлении хромистых нержавеющих сталей типа 1X13, Х17, Х25 и Х27 температура раствора должна быть 50—60° С.
[c.102]
При травлении хромистых нержавеющих сталей типа 1X13, Х17, Х25 и Х27 температура раствора должна быть 50—60° С.
[c.102]
Удаление окалины травлением или другим методом — весьма ответственная операция в общей технологии высокохромистых нержавеющих сталей. Вследствие высокой плотности и большой коррозионной устойчивости окалины их приходится травить в специальных реагентах и с большей осторожностью, чем обычные стали, так как иначе происходит более сильное растравливание основного металла. Применяется либо кислотное травление с ингибиторами, либо травление с наложением анодного или переменного тока. В последнее время находит все большее применение для травления сталей, легированных высоким содержанием хрома, травление в щелочных расплавах NaOH и NaNOs и, особенно,, в восстановительных щелочных расплавах, содержащих гидрид натрия. [c.492]
Межкристаллитную коррозию нержавеющих сталей можно также выявить электрохимическим путем — анодным травлением в течение 5 Л1ин при плотности тока 0,65 a/ м и 20 Ю С в 60%-ном растворе серной кислоты с 0,5% уротропина или другого замедлителя коррозии. Метод анодного травления, заключающийся в анодной поляризации исследуемого участка поверхности стали, обладает тем достоинством, что позволяет быстро (1,5—5 мин) определять склонность стали к межкристаллитной коррозии непосредственно на полуфабрикатах и готовых сварных изделиях. Применение этого метода дает возможность производить межоперационную проверку склонности металла к меж-кристаллитной коррозии и соответствующей термической обработкой устранять эту склонность.
[c.345]
Метод анодного травления, заключающийся в анодной поляризации исследуемого участка поверхности стали, обладает тем достоинством, что позволяет быстро (1,5—5 мин) определять склонность стали к межкристаллитной коррозии непосредственно на полуфабрикатах и готовых сварных изделиях. Применение этого метода дает возможность производить межоперационную проверку склонности металла к меж-кристаллитной коррозии и соответствующей термической обработкой устранять эту склонность.
[c.345]
Материал ванны—нержавеющая сталь типа ЭЯ1Т, стекло,или керамика. Порядок травления обезжириваниае, травление в растворе 1, промывка в горячей (80° С) воде, травление в растворе 2, нейтрализация, сушка. [c.294]
Хьюсби [7 ] приводит дополнительные данные по травлению нержавеющих сталей смесью из азотной и соляной кислот и хлорной меди. [c.104]
Серра Рибера и Фелин Матас [2] объяснили связь между фигурами травления и кристаллическим строением нержавеющей стали Штриховое травление специальных сталей, за исключением марганцовистого аустенита по методу Клемма, до сих пор еще не обнаружено. При имеющихся прожилках, по данным Нортготта [3], легированные стали должны травиться 5%-ным спиртовым раствором азотной кислоты, а нержавеющие стали — 10%-ным раствором персульфата аммония в соляной кислоте,
[c.109]
При имеющихся прожилках, по данным Нортготта [3], легированные стали должны травиться 5%-ным спиртовым раствором азотной кислоты, а нержавеющие стали — 10%-ным раствором персульфата аммония в соляной кислоте,
[c.109]
Травитель 20 [50 мл НС1 5 мл HNO3 0,15—2 мл ингибитора коррозии 50 мл HjO]. Этот травитель, широко используемый для нержавеющих сталей, впервые предложен Гоереном [12]. Добавка ингибитора содействует равномерному выявлению структуры. Применение реактива требует некоторого опыта необходимо подбирать концентрацию ингибитора, иначе может проходить точечная коррозия. Травление производят при температуре около 50° С [13 ]. [c.114]
Травитель 25 [25 мл НС1 8—44 г Fe lg 75 мл Н О]. Этим / реактивом путем промывочного травления, по данным Куррана [17], можно выявлять структуру нержавеющих сталей. Длительность травления составляет 30 с. [c.115]
Травитель 52 [50 мл НС1 10 г USO4 50 мл HjO]. Реактив Куррана, по данным Марбле [39], пригоден для травления нержавеющей стали и для определения глубины поверхностных зон, упрочненных азотом, независимо от температуры азотирования. [c.122]
[c.122]
Для исследования стали с 18% Сг и 8% Ni на склонность к интеркристалл итной коррозии Шафмейстер [79] считает пригодным электролитическое травление. Он предполагал, что наиболее благоприятные условия для выявления карбидов, помимо действия электролитов, могут быть достигнуты путем изменения силы тока и длительности травления. Наряду со степенью диссоциации своеобразие травления нержавеющих сталей в различных электролитах зависит в значительной степени от образования и разрушения пассивирующего слоя. Шафмейстер применял в качестве катода при электролизе (комнатная температура) пластину из стали 18/8, закаленной в воде с температуры 1100° С, площадью 5000 мм . [c.132]
В работе [80] приведены реактивы для изучения выделений карбидов в нержавеющих сталях, содержащих, % С 0,12 Сг 18,2 Ni 8,3 и С 0,16 Сг 21,4 Ni 21,3, после закалки с 950—1075° С и отпуска при 500—800° С.
 Изучена пригодность для электролитического травления растворов пикриновой и соляной кислот, хлорной кислоты и сульфата меди, хромового ангидрида и соляной кислоты, феррицианида калия и гидроксида калия.
[c.133]
Изучена пригодность для электролитического травления растворов пикриновой и соляной кислот, хлорной кислоты и сульфата меди, хромового ангидрида и соляной кислоты, феррицианида калия и гидроксида калия.
[c.133]Травитель 106 [электролитическое травление]. Содержащуюся в нержавеющих сталях ст-фазу Гиллман [98] выявлял электролитически. При исследовании образцов из стали, содержащей, % С 0,25 Si 1,5—3 [c.141]
Avesta Finishing Chemicals — обработка и травление нержавеющей стали — Технологии и документации
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования.Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина. Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности. Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома.
Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома.
Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии.
Нержавеющая сталь — легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими в более агрессивных окислительных и других средах, в частности, в азотной кислоте крепостью до 50 %.
Наиболее популярными марками применяемыми в производстве оборудования, оснастки, сварных конструкций яляются: 12Х18Н9Т,04X18h20, 14Х17Н2, 20Х13, где цифра после буквы «Х» обозначает процентное содержание хрома, а после «Н» — никеля.
Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов.
Технологические этапы производства изделий из нержавеющей стали неизбежно предполагают создание внутренних напряжений, механическую обработку и сварку стали, что впоследствии сказывается на ее коррозионной стойкости, и вызывает необходимость ее травления. Есть несколько основных процессов, приводящих к коррозии нержавеющей стали:
· Однородная коррозия;
· Межкристаллитная коррозия;
· Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах;
· Коррозия в трещинах от механического воздействия;
· Коррозию, вызванную микробиологическими факторами (МИК).
В дополнение, ряд механических процессов усиливают основные процессы образования ржавчины: эрозия, порообразование, истирание образование коррозионных элементов, а также изменения поверхности под термическим или электрическим воздействием. Все эти процессы имеют одну общую черту: слой пассивации оксидом хрома нарушается, и незащищенная железная составляющая окисляется.
Все эти процессы имеют одну общую черту: слой пассивации оксидом хрома нарушается, и незащищенная железная составляющая окисляется.
Особенно высока вероятность коррозии нержавеющей стали после сварки, т.к. во время дугового расплавления металла в сварочной ванне, происходит активное выгорание легирующих сталь веществ, и в частности хрома, таким образом, в металле шва и на его границах повышается концентрация железа. Дальнейшая самопассивация (образование на поверхности пленки из оксида хрома) такой стали значительна затруднена. Многие заканчивают обработку сварного шва механической зачисткой абразивным инструментом (шлифовальными кругами, витыми щетками(кор-щетками), методом стекло- дробе- струйной обработки), что временно дает чистый внешний вид, но ни как не влияет на пониженное содержание хрома в металле шва, и соответственно на коррозионную стойкость. Такой шов со временем, неизбежно подвергнется коррозии. Любое механическое воздействие на нержавеющую сталь необходимо заканчивать пассивацией поверхности.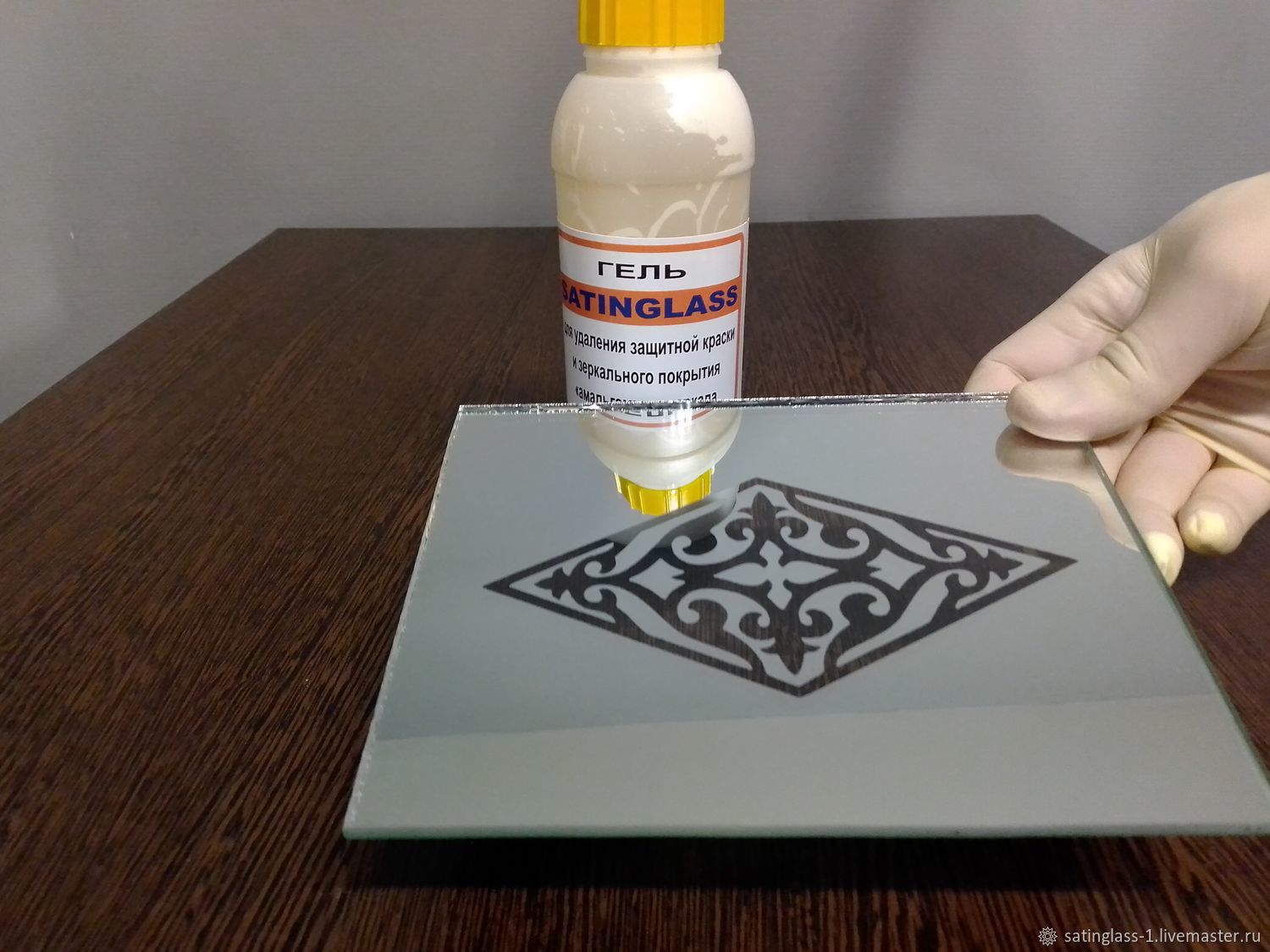 Механическая обработка не является альтернативой или заменой пассивации.
Механическая обработка не является альтернативой или заменой пассивации.
Для защиты от коррозии сварного шва необходимо прибегать к химическим методам травления и пассивации. Рассмотрим два основных способа травления и пассивации:
I. Травление концентрированными кислотами на специализированно организованных участках:
1. Разъедание окалины в ванне со смесью серной и соляной кислот, содержащей 6—8% (по объему) серной кислоты и 2—4% концентрированной соляной кислоты, при температуре 60-80 °С, в течении 20-40 минут. Строгий контроль температуры и насыщенности раствора.
2. Тщательная промывка водой
3. Погружение в ванну со смесью азотной кислоты (10-20% по весу) и плавиковой кислоты (1-2% по весу).
4. Обильная промывка водой.
Процесс происходит с образованием в воздухе паров кислот, что требует серьезных мер по защите органов дыхания и поверхности кожи.
Описанный процесс имеет много вариантов с вариантами последовательности обработки, концентраций, времени. Одним из способов кислотного травления является электролитическое травление. В процессе обработки через кислотную ванну пропускают электрический ток, переменный или постоянный, причем металл, подвергаемый травлению, играет роль либо анода, либо катода. По-видимому, электрический ток оказывает главным образом механическое воздействие: выделение газообразного кислорода или водорода облегчает отделение окисной пленки.
Одним из способов кислотного травления является электролитическое травление. В процессе обработки через кислотную ванну пропускают электрический ток, переменный или постоянный, причем металл, подвергаемый травлению, играет роль либо анода, либо катода. По-видимому, электрический ток оказывает главным образом механическое воздействие: выделение газообразного кислорода или водорода облегчает отделение окисной пленки.
Далеко не у каждого производителя изделий из нержавеющей сталей имеется травильный участок, и оборудование для работы с концентрированными кислотами, а организация такого участка для требует крупных затрат и долгий процесс согласования и контроля разрешительных систем. Выходом из данной ситуации может быть травление подготовленными концентратами.
II. Травление готовыми к использованию смесями кислот, в виде паст, гелей, спреев, концентратов травильных ванн.
Пасты, гели, спреи, очень удобно использоваться условиях цеха, не прибегая к лишним затратам. Как правило, наносятся данные составы либо кислотоустойчивыми кисточками, либо ручными или механизированными распылителями.
Как правило, наносятся данные составы либо кислотоустойчивыми кисточками, либо ручными или механизированными распылителями.
Для травления швов удобно использовать пасты густой консистенции, которые удерживаются толстым слоем на нижних и вертикальных швах, и проявляют свою травильную активность при температуре от 10°С.
Полная технология травления подготовленными составами кислот заключается в следующем:
1. Очистка, от жирных пятен, грязи, ржавчины, для повышения эффективности работы травильного средства, и меньшего снижения его концентрации в процессе травления. Очищающий состав наносится на время до 30 минут.
2. Травление, для которого используются, пасты, гели, спреи, аэрозоли. Пасты и гели наносятся по сварным швам с захватом по 20 см с каждой стороны шва, спреи и аэрозоли, наносятся распылителями по всей поверхности изделия. Травильное средство наносится на время от 20 минут до 90 минут, в зависимости от окружающей температуры. В своем составе имеет смесь от 2-ух до 4-ех кислот.
3. Обработка пассиватором. Нанесение пассиватора обеспечивает принудительное образование устойчивой пленки оксида хрома на поверхности металла. Пассиватор наносится на время от 30 до 60 минут и обеспечивает бóльшую коррозионную стойкость изделия.
Наиболее популярным производителем подобных травильных средств, на данный момент является компания Avesta Finishing Chemicals.
Во вложенном файле каталог травильных средств Avesta c описанием продуктов:
Avesta RedOne Pickling Paste 140
Avesta BlueOne 130
Avesta GreenOne 120
Avesta Classic Pickling Spray 204
Avesta RedOne 240
Avesta Classic Cleaner 401
Avesta Classic 601
Avesta FinishOne Passivator 502
Прикрепленные файлы
Травление и пассивация нержавеющей стали . Статьи компании «TOO » AGRONTIS «»
ТРАВЛЕНИЕ И ПАССИВАЦИЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
НЕРЖАВЕЮЩАЯ СТАЛЬ И КОРРОЗИОННАЯ СТОЙКОСТЬ
Коррозионная стойкость – это функция состава сплава, структуры и качества защитного пассивационного слоя на поверхности стали.
Пассивационный слой = слой окиси хрома, который формируется самопроизвольным способом на поверхности стали с содержанием хрома Cr>12%.Этот слой защищает металл от окружающей среды, то есть от коррозии.
Для формирования защитного слоя (кроме содержания хрома) необходимы:
- металлически чистая поверхность;
- достаточное количество кислорода;
Если какого-либо из этих факторов не хватает, то защитный слой не формируется и коррозионная стойкость существенно снижается.
Факторы, разрушающие пассивационный слой:
- сверление, токарная обработка, фрезование, выгибание: после этих процессов защитный слой восстанавливается сам, но можеть быть худшего качества по причине загрязнения поверхности или попадания мелких частиц инородных материалов, например, в случае использования одного инструмента для обработки обычной и нержавеющей стали.
- сварка: окисление и цвета побежалости на поверхности после сварки являются причиной возникновения коррозии. Единственным способом защиты от этого является удаление нарушенного слоя.
- хлориды: внешние факторы (детергенты, моющие средства и т.д.) в результате проникновения приводят к опасной коррозии в короткие сроки.
- загрязнение: грязь от обуви, мокрых рук, пыль и другое.
 Единственным способом защиты от этого является удаление нарушенного слоя.
Единственным способом защиты от этого является удаление нарушенного слоя.2. КОРРОЗИЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Большенство металлов поддается коррозии в окружающей среде. Благодаря добавлению в состав хрома формируется защитный слой из окиси хрома, который предохраняет основной металл от коррозии. Стабильность защитного слоя в основном зависит от внешних факторов. Если имеет место равномерная поверхностная коррозия и уровень деградации не превышает значения 0,1 мм, то такой материал считается коррозионно стойким. Однако некоторые факторы могут существенным образом снижать стойкость материала и приводить к серьезным повреждениям в очень короткие сроки.
Основные типы коррозии:
1. Поверхностная общая коррозия: Равномерная коррозия на поверхности металла
Поверхностная общая коррозия: Равномерная коррозия на поверхности металла
2. Язвенная коррозия: появляется в различных металлах от алюминия, титана, низко легированных и высоко легированных сталях до сталей с содержанием никеля. Коррозия вызвана локальной атакой в основном хлоридов, содержащихся в технических моющих средствах, детергентах, в щелочных, кислых, и других растворах. В результате чего появляются местные глубокие язвы, которые очень быстро увеличиваются, особенно в нижней части.
Агрессивные ионы хлора Сl входят в реакцию с пассивационным слоем повреждая его. В месте повреждения появляется коррозия путем образования трещины и ее развития, которая активизирует анодное растворение металла в устье трещины.
Пассивационный слой в этом случае становится катодом с минимальным количеством кислорода. Из-за слабого доступа кислорода вовнутрь трещины не может восстановиться пассивационный слой, а химическая реакция всё время сопровождается убытком железа, что в конечном результате приводит к быстрому повреждению металлического элемента.
3. Щелевая коррозия: Щелевая коррозия протекает в зазорах (щелях) при сочленении деталей и узлов машин, работающих в агрессивных и атмосферных средах. Коррозия развивается с большой скоростью и представляет высокую опасность для конструкции и аппаратов. Разрушение по данному механизму связывают с изменением электрохимических условий в местах, где затруднены доступ электролита и отвод продуктов коррозии.
4. Межкристаллитная коррозия: заключается в быстром селективном растворении границ зерен металла (ядро не атакуется), которое сопровождается снижением прочности и пластичности изделий. Причиной коррозии является термическое воздействие, приводящее к удалению хрома вдоль границ зерен. В результате чего снижается уровень содержания хрома, ниже 12%, и соответсвенно уменьшается коррозионная стойкость металла.
5. Коррозионное растрескивание: выступает вследствие наличия остаточных напряжений, пластических деформаций, дефектов сварных швов, технологических и конструктивных концентраторов напряжений. Все это приводит к повышению термодинамической неустойчивости и чувствительности металла к воздействию агрессивной среды.
Все это приводит к повышению термодинамической неустойчивости и чувствительности металла к воздействию агрессивной среды.
3. ПОВЕРХНОСТНАЯ ОБРАБОТКА НЕРЖАВЕЮЩЕЙ СТАЛИ
4. УСЛОВИЯ ТРУДА
…….. в стадии написания ……..
5. КОНТРОЛЬ И КАЧЕСТВО АНТИКОРРОЗИННОГО ПОКРЫТИЯ
Тестирование согласно нормы DIN 50021 (этот стандарт был заменен стандартом ISO 9227):
Идентичные образцы нержавеющей стали тестировались на коррозионную стойкость в одинаковых условиях после следующих видов обработки:
- обработка шлифованием;
- пескоструйная обработка;
- травление.
В результате тестирования коррозия появилась на образцах, обработанных шлифованием и пескованием уже после 24часов, а обработанных травлением после 720 часов (30 дней).
6. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
НЕЙТРАЛИЗАЦИЯ:
- при использовании паст для травления типа MOST BLUE, ANTOX 71E, нетрайлизация осуществляется с помощью пастыMOST NEUTRALIZATOR, ANTOX NP;
- при остальных методах (распыление и погружение) к сточным водам добавляется известь до момента получения значенияpH>6,5.
ОБРАБОТКА СТОЧНЫХ ВОД:
- к сточным водам добавлять известь до момента получения значения pH>6,5;
- отстоявшуюся воду слить в канализацию;
- собранные осадки, которые содержат тяжёлые металлы высушить;
- сухие осадки передаются предприятию по утилизации отходов.
Зачем нужны трубы из нержавеющей стали травления кислотой и пассивирование?
Необходимости трубы из нержавеющей стали травления кислотой и пассивации?
Травление и пассивацииесть две формы химических металла отделки, предоставлять защитные свойства металла особенно против ржавчины. На самом деле маринования и пассивации относится металла, погруженной в купать жидкость, которая устраняет несовершенства и ржавчины с поверхности из нержавеющей стали.
На самом деле маринования и пассивации относится металла, погруженной в купать жидкость, которая устраняет несовершенства и ржавчины с поверхности из нержавеющей стали.
Где были нагревается стали сварки, или других термообработки, до точки, где можно увидеть цветные оксидного слоя, есть слой обедненного хрома на поверхности стали под слой оксида. Ниже содержание хрома дает меньше коррозии. Чтобы восстановить производительность коррозии, должны быть удалены поврежденные слоя металла, подвергая поверхность полностью легированной нержавеющей стали. Механическое удаление может оставить абразивные или других частиц встроенных или иногда может быть непрактичным. Присадки, которые выполняются правильно можно очистить поверхность и обеспечить наилучшую производительность возможной коррозии.
Пассивации и травления часто используются совместно на оборудовании, чтобы удалить все загрязнения и окисления, повышение коррозионной стойкости, продления жизни и общей стоимости ваших компонентов.
Разница между травления и пассивации >>
1, травления удаляет оксид сварного шва и нержавеющей стали, но пассивации не удалить оксиды сварного шва не атаковать из нержавеющей стали
2, травления, как правило, плавиковая, серная (или в сталелитейные, хлористоводородной) кислоты. Он использует более агрессивных кислот, чем те, которые используются в пассивации. Пассивирование, азотной кислоты или Электролитическая полировка.
3, травление удаляет поверхности, ломая сульфидов и углеродистой стали. Пассивирование поверхности удаляет разорвать сульфидов и менее быстро, мазки из углеродистой стали
4, засола изменения внешний вид как он снижает лоск травления. Пассивирование азотной и Хелатирующие лечения не следует менять внешний вид.
5, травления обычно смешанного с азотной кислоты и полоскания оставляет пассивная поверхность. Пассивирование улучшит пассивной фильм за один просто маринованные.
Стандарты травления и пассивации >>
ASTM A380, стандартной практикой для очистки, удаления накипи и пассивации нержавеющей стали частей, оборудования и систем.
ASTM A967 стандартной практикой для лечения химическое пассивирование детали из нержавеющей стали.
Эти очень полезные документы дают подробные рекомендации по многим аспектам отбора, применения и оценки этих методов лечения…
WORLDIRON СТАЛЬПоставка сварнойA312 TP316LПосле травления и пассивации, итравление ASTM A312 304трубы из нержавеющей стали. Если какой-либо интересов,Пожалуйста, дайте мне знать >>
Обработка нержавеющей стали — основные виды и способы
Одним из стратегически важных направлений деятельности металлопрокатного производства является обработка нержавеющей стали. Этот материал пользуется широкой популярностью в промышленности, строительстве, в сфере организации инженерных систем. Он выступает основным сырьём, из которого производится труба нержавеющая, фитинги, профили, фланцы, облицовка и т.д. Причина повышенного спроса кроется в отличных технико-эксплуатационных свойствах металла, обусловленных наличием оксидной плёнки. Она образуется в результате контакта сплава с кислородом на завершающем этапе производства. Основная её функция – защита поверхности от всех типов коррозии.
Она образуется в результате контакта сплава с кислородом на завершающем этапе производства. Основная её функция – защита поверхности от всех типов коррозии.
В результате воздействия внешних негативных факторов (пыль, высокая температура, механические нагрузки), с течением времени оксидный слой истончается, делая сталь уязвимой, поэтому качественная обработка нержавейки в ходе производства имеет решающее значение для обеспечения её долговечности. Современные технологии создают возможность для использования целого ряда методик на каждом из этапов работы. Это позволяет получить изделие с необходимыми техническими характеристиками, хромированный или сатинированный металл, в точном соответствии с требованиями заказчика.
Технологии резки
Создание заготовок необходимой формы может выполняться несколькими способами. Наиболее эффективные из них:
- Лазерный. Технология отличается максимальной точностью, аккуратностью, благодаря чему получается нарезать детали сложной формы с почти нулевой вероятностью брака. Воздействие тонким лазерным лучом высокой мощности создаёт минимальные повреждения, поэтому последующая полировка нержавеющей стали по краям практически не требуется. Лазерный метод требует применения специализированного оборудования, потому повышает себестоимость готовой продукции.
- Гидроабразивный. Более простая в реализации технология. Она заключается в воздействии на лист нержавейки струёй воды, перемешанной с абразивными частицами, чаще всего песком. Раствор подаётся под высоким давлением, за счёт чего разрываются межмолекулярные связи стали. Точность данного метода ниже лазерной резки.
- Штамповка. Используется для изготовления стандартных элементов в промышленных масштабах. В зависимости от конструкции станка, формы штампа эта технология даёт возможность делать резьбу, гравировку, отверстия, изгибы на деталях.
 Воздействие тонким лазерным лучом высокой мощности создаёт минимальные повреждения, поэтому последующая полировка нержавеющей стали по краям практически не требуется. Лазерный метод требует применения специализированного оборудования, потому повышает себестоимость готовой продукции.
Воздействие тонким лазерным лучом высокой мощности создаёт минимальные повреждения, поэтому последующая полировка нержавеющей стали по краям практически не требуется. Лазерный метод требует применения специализированного оборудования, потому повышает себестоимость готовой продукции.Механическая обработка нержавеющей стали
Создание готовых изделий нужной формы, конфигурации также может выполняться по нескольким методикам:
- Фрезерование. Узконаправленный способ, предназначенный для формирования зубчатых краёв, фигурных отверстий, углублений. Воздействие на материал осуществляется специальной вращающейся фрезой. Её движение может регулироваться мастером или находиться под управлением ЧПУ.
- Токарная обработка нержавейки на специальном станке. Ассортимент используемых инструментов здесь гораздо шире, чем при фрезеровании. Свёрла, резцы, плашки позволяют создавать сложные формы, нарезать резьбу.
- Слесарные работы. Зачастую выполняются вручную или с использованием управляемых станков. Предполагают комплексную многоэтапную работу с деталями, которая включает разметку заготовок, гибку, правку, шабрение, формирование резьбы, сверление отверстий, зачистку деталей, а также их соединение с использованием пайки, сварки.
 Узконаправленный способ, предназначенный для формирования зубчатых краёв, фигурных отверстий, углублений. Воздействие на материал осуществляется специальной вращающейся фрезой. Её движение может регулироваться мастером или находиться под управлением ЧПУ.
Узконаправленный способ, предназначенный для формирования зубчатых краёв, фигурных отверстий, углублений. Воздействие на материал осуществляется специальной вращающейся фрезой. Её движение может регулироваться мастером или находиться под управлением ЧПУ.Механическая обработка нержавеющей стали на токарном станке или ином оборудовании сопряжена с рядом сложностей, обусловленных свойствами металла:
- повышение его плотности в ходе деформации;
- необходимость постоянного удаления стружки;
- быстрый износ, стачивание режущих элементов.

С целью минимизации этих проблем на современных производствах реализуется ряд мер. Во-первых, используются специальные резцы для высоколегированных сплавов, которые отличаются повышенной прочностью и функционируют на низких скоростях. Работа в таком режиме не даёт металлу перегреваться, количество наклёпа на острых краях инструмента уменьшается, последующая шлифовка нержавейки упрощается.
Во-вторых, применяются СОЖ (смазочно-охлаждающие жидкости), снижающие температуру обрабатываемой поверхности, за счёт чего износ токарного оборудования минимизируется. Они подаются непосредственно из резака под большим давлением, что способствует эффективному охлаждению. Недостаток этого метода – значительный расход СОЖ. В крупных промышленных масштабах реализуется химическая обработка нержавеющей стали с жидкой углекислотой. Её температура составляет -78 С. Это особая высокотехнологичная резка металла, кислотой при этом выполняется охлаждение. Такой способ наиболее действенный, однако довольно дорогостоящий.
В-третьих, для удаления побочных элементов, образующихся в ходе резки, сверления, применяются стружколомы. Они позволяют убрать наклёп без остановки токарных работ, что увеличивает скорость их выполнения при повышении точности изготовления деталей.
Финишная обработка: чем шлифовать нержавейку
Огромное значение имеет не только форма готового изделия, но и качество его поверхности. Она должна быть максимально гладкой, иметь ровную, однородную текстуру. Это не только эстетически привлекательно выглядит, но и продлевает срок службы трубы, отвода, фланца. С этой целью разработан ряд технологий.
Сатинирование нержавейки
Данный термин применяется сразу к двум процессам: полировке и шлифованию. Такая обработка поверхности придаёт ей либо глянцевую, либо матовую текстуру, напоминающую по виду ткань сатин. Происходит шлифовка нержавеющей трубы или иной детали, с применением пневмо-, электроинструмента. На этом этапе убираются вмятины, шероховатости, царапины, полученные на предыдущих стадиях изготовления, выравниваются сварочные швы. Для достижения идеальной гладкости могут использоваться:
Для достижения идеальной гладкости могут использоваться:
- пневмонапильник;
- электрическая машинка барабанно-ленточного типа;
- ручной шлифок.
После обработки поверхностей этими инструментами выполняется полировка нержавейки до зеркала. Здесь возможно применение различных технологий:
- Механическая. Считается наиболее сложной, трудозатратной, она удобна для обработки небольших участков. Для её реализации необходимы валики, диски, ленты ручного типа или с электроприводовм. Также в процессе принимают участие специальные абразивные пасты.
- Электрохимическая. В этом случае полировка трубы из нержавейки происходит при погружении в ванну, наполненную электродным раствором, через который пропускается ток. В результате ионы металла начинают смещаться от анода к катоду, что особенно интенсивно происходит в местах выступов. За счёт этого поверхность изделия выравнивается.
- Электролитно-плазменная. Наиболее продвинутая технология, предполагающая использование специализированной установки. Принцип её действия схож с предыдущим методом, однако отслаивание ионов металла происходит не током, а за счёт формирования вокруг полируемой детали плазменной парогазовой оболочки.
 Принцип её действия схож с предыдущим методом, однако отслаивание ионов металла происходит не током, а за счёт формирования вокруг полируемой детали плазменной парогазовой оболочки.
Принцип её действия схож с предыдущим методом, однако отслаивание ионов металла происходит не током, а за счёт формирования вокруг полируемой детали плазменной парогазовой оболочки.Электрохимическое травление нержавеющей стали
Ещё один метод финишной подготовки, предполагающий очистку поверхности от ржавчины, следов сварных швов, удаление неровностей, а также укрепление структуры материала путём восстановления пассивного антикоррозийного слоя. В зависимости от масштабов работ травление нержавейки может выполняться двумя способами:
- Производственным. Технология идеальна в условиях промышленных предприятий. Для её реализации необходимы кислотные или щелочные растворы, в которые погружаются стальные изделия. В первом случае используются поочерёдно серная и азотная кислоты, во втором – каустическая сода.
- С применением специальных паст. Такой метод может быть реализован в любых условиях, главное – соблюдать технику безопасности, так как в состав этих средств входят хлориды, соляная кислота. Паста наносится специальной пластиковой лопаткой на очищенную обезжиренную поверхность, действует около часа, после чего смывается проточной водой.
 Паста наносится специальной пластиковой лопаткой на очищенную обезжиренную поверхность, действует около часа, после чего смывается проточной водой.
Паста наносится специальной пластиковой лопаткой на очищенную обезжиренную поверхность, действует около часа, после чего смывается проточной водой.Независимо от выбранного способа электрохимическое травление позволяет быстро и эффективно улучшить внешний вид изделия из нержавейки, продлить срок его эксплуатации.
Поделки из металла своими руками — Учебник по травлению
Этот мастер-класс по травлению металла — отличное начало для создания поделок из металла своими руками. Это так же просто, как трафарет, а результат потрясающий!
Я никогда не думал, что травление металла станет чем-то, чем я смогу заниматься, но когда я увидел видео об этом на You Tube, я понял, что смогу это сделать. Оказывается… это довольно просто.
Я выбрал предметы из долларового дерева для своих поделок из металла своими руками, потому что я люблю их и люблю превращать что-то обычное в нечто экстраординарное.Это включает в себя персонализацию или добавление отличного дизайна, чтобы сделать его уникальным и единственным в своем роде предметом или подарком. Но вы можете использовать любую металлическую поверхность, поэтому, если вы покупаете что-то еще или у вас уже есть что-то, что вы можете травить, это идеально.
Но вы можете использовать любую металлическую поверхность, поэтому, если вы покупаете что-то еще или у вас уже есть что-то, что вы можете травить, это идеально.
Если вы ЛЮБИТЕ поделки и подарки из долларового дерева, то вы определенно попали в нужное место.
И…
Если вам нравятся изделия из металла своими руками, нажмите здесь, чтобы найти больше вдохновения для создания изделий из металла!
Поделки из металла своими руками – Учебное пособие по травлению
Вам, наверное, интересно… можно ли травить металл? Ну, да, вы можете с продуктом под названием Хлорид железа.
Хлорид железа обладает высокой коррозионной активностью по отношению к большинству металлов, и его следует использовать с учетом требований безопасности. Я носил перчатки, когда использовал его, и пищевую соду, чтобы нейтрализовать его, когда я был готов. Это важные вещи, которые нужно помнить.
Иногда крафт может быть опасен, и необходимо соблюдать меры предосторожности.
Прежде чем мы начнем, позвольте мне ответить на несколько вопросов, которые могут у вас крутиться в голове.
1. Можно ли использовать крем для травления на металле?
Нет.Крем для травления представляет собой кислоту, которая воздействует на стекло, но не действует на нержавеющую сталь и другие металлы.
2. Какой кислотой травят металл?
Существует несколько кислот, которые могут травить нержавеющую сталь, включая соляную, азотную или серную кислоту. Но хлорид железа является более сильной кислотой, поэтому действует быстрее. Это хорошо для крафта, но вы должны помнить о безопасности, надев перчатки.
3. Как выгравировать рисунок на металле?
Позвольте мне показать вам, как я сделал этот удивительный стакан для кофе с гравировкой из металла, лопаточку из нержавеющей стали, подставку для торта и ведерко для цветов.
Необходимые материалы
Для вашего удобства я добавил несколько партнерских ссылок. Вы можете увидеть мое полное раскрытие здесь.
Вы можете увидеть мое полное раскрытие здесь.
- Феррический хлорид
- металлические кусочки для ETCH
- для удаления лака
- (ацетон)
- хлопковые шарики
- пищевая сода
- Cricuat Maker или резка
- Crucut Scrap Vinyl — я использовал постоянное глянцевое ремесло винил
- Трансферная лента
- Чаша для размещения ватных шариков после их использования
- Перчатки
Шаг 1. Вырежьте трафарет
Я использовал Cricut Maker и немного перманентного винила, чтобы сделать трафарет.
Если у вас нет станка для резки, вы можете сделать свой собственный трафарет, обведя рисунок на виниле и вырезав его. Или можно купить трафарет. Убедитесь, что он надежно закреплен и хлорид железа не просочится под него.
Эти дизайны можно бесплатно скачать в моей библиотеке ресурсов. Если у вас уже есть пароль, вы можете использовать эту ссылку!
Ищите их в разделе файлов SVG Cricut и Silhouette.
После загрузки дизайна загрузите его в пространство дизайна.
Вы захотите изменить размер в соответствии с вашим проектом.
Затем, сгруппировав их, нажмите кнопку «прикрепить» в правом нижнем углу экрана.
Когда вы дойдете до экрана с ковриком, вы можете переместить дизайн дальше от краев, чтобы вокруг рисунка был винил. Это гарантирует, что хлорид железа останется только в местах разреза и не выскользнет за край винила.
Шаг 2. Отредактируйте рисунок и добавьте переводную ленту
Используйте инструмент для прополки, чтобы удалить дизайн.Помните, что это трафарет, то, что мы обычно сохраняем, чтобы добавить к дизайну, который мы удаляем.
Обычно я добавляю переводную ленту поверх вырезанного рисунка, но на этот раз я поместил трафарет лицевой стороной вниз на копировальную бумагу. Что вам проще.
Используйте скребок, чтобы «полировать» переводную ленту. Это помогает предотвратить отрыв этих маленьких кусочков, когда вы этого не хотите.
Шаг 3: Подготовка металлической поверхности
Убедитесь, что металл чистый и готов к химическому травлению металла.
Для этого используйте жидкость для снятия лака (ацетон) и ватный тампон, чтобы очистить поверхность, на которой будет рисунок.
Шаг 4. Разместите трафарет и начните травление
Теперь вы готовы разместить трафарет.
Снимите защитную пленку с винила и аккуратно приложите трафарет к металлической поверхности.
Как только ваш рисунок будет готов, положите весь виниловый кусок вниз, чтобы кислота не попала на лишний металл.Снова используйте скребок, чтобы убедиться, что все края прилипли.
Снимите переводную ленту, чтобы увидеть дизайн, готовый к травлению кислотой.
Возьмите перчатки, миску и пищевую соду. Ох… и хлорид железа.
Наденьте перчатки и нанесите немного хлорида железа на ватный тампон. Похлопайте железной кислотой по рисунку, пока он полностью не покроется.
Когда вы закончите с ватным тампоном, поместите его в миску.
Подождите примерно 5 минут, возьмите новый ватный тампон и повторите процедуру.
После этого….еще раз, в общей сложности около 15 минут.
Последний ватный шарик должен быть в миске вместе с остальными. Затем добавьте пищевую соду ко всем ватным тампонам в миске, чтобы нейтрализовать кислоту. Вам также нужно будет нейтрализовать металлические части. Добавьте немного пищевой соды в верхнюю часть металлической детали прямо над дизайном, затем смойте ее в раковине.
Затем вы можете снять винил с трафарета, чтобы открыть выгравированный рисунок.Это всегда моя любимая часть!
Вот моя дорожная кофейная чашка.
Еще я сделала лопаточку и подставку для торта. Это будут отличные подарки на день рождения или Рождество.
Цветочное ведро получилось не таким хрустящим, как другие. Я думаю потому что он оцинкован. Но я все еще люблю это!
Но я все еще люблю это!
Вот инструкция, которую можно распечатать, если хотите.
Время подготовки 30 минут
Активное время 30 минут
Общее время 1 час
Сложность Легкий
Ориентировочная стоимость $5
Инструкции
- Загрузите дизайны для трафаретов из библиотеки ресурсов
- Загрузите дизайн в пространство для дизайна
- Отрегулируйте размеры дизайна на основе вашего металлического изделия
- Используйте функцию прикрепления, чтобы сохранить дизайн как есть при резке
- Переместить рисунок вдали от угла коврика, чтобы вокруг рисунка был винил
- Вырежьте рисунок
- Вырежьте рисунок, удалив части, которые мы обычно сохраняем для создания трафарета
- Добавьте ленту для переноса рисунка
- Очистите и подготовьте металлическую деталь с помощью жидкости для снятия лака и ватного тампона
- Снимите подложку с трафарета и аккуратно поместите ее на металлическую деталь
- Очень хорошо отшлифуйте края, чтобы хлорид железа не просочился под винил.
- Наденьте перчатки и добавьте немного химиката для травления металла на ватный тампон
- Похлопайте химикатом по рисунку, пока он полностью не покроется d
- Положите ватный тампон в чашу
- Возьмите новый ватный тампон и повторите этот процесс.Каждый раз хлорид железа должен схватываться в течение примерно 5 минут.
- Повторите процесс в третий раз. Раствор должен находиться на рисунке около 15 минут.
- Посыпьте ватные шарики небольшим количеством пищевой соды, чтобы нейтрализовать кислоту.
- Посыпьте рисунок пищевой содой, а затем смойте водой. металлический дизайн
Примечания
Стоимость всей бутылки хлорида железа не учитывается в стоимости этого проекта, так как бутылка будет использоваться во многих, многих проектах.
Рекомендуемые продукты
Как партнер Amazon и участник других партнерских программ я зарабатываю на соответствующих покупках.
ShabbyDecor Корыто из оцинкованного металла Кашпо для суккулентов Металлический поднос для фермерского дома Столешница в деревенском стиле Центральный элемент декора Набор из 2 предметов
Набор кухонных принадлежностей из нержавеющей стали — 10 предметов премиум-класса с антипригарным покрытием и термостойкими кухонными гаджетами, тернер, лопатка для спагетти, половник, сервировочные ложки, венчик, щипцы, картофелемялка и держатель для посуды
Кофейная кружка из нержавеющей стали с крышкой, набор из 2 дорожных кружек премиум-класса с двойными стенками и изоляцией — небьющиеся, крышки, не содержащие BPA, устойчивые к проливанию, можно мыть в посудомоечной машине
Надеюсь, вам понравился этот мастер-класс по гравировке металла своими руками, и вы попробуете. Удивительно, как они оказались.
Удивительно, как они оказались.
Большое спасибо, что заглянули!
Мишель
Стакан из травленой нержавеющей сталисвоими руками — сделан с помощью трафарета Cricut!
Инструкции
ШАГ 1: ПОЛУЧИТЕ БЕСПЛАТНО ФАЙЛ С МОИМ ПРОЕКТОМ СТАКАНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ТРАВКОЙДизайн стакана из нержавеющей стали с гравировкой доступен в моей бесплатной библиотеке ресурсов — ищите дизайн № 361. Файл ZIP содержит файл SVG для резки на Cricut или другой машине для резки, файл DXF и PDF-файл для печати для резки вручную.
СОВЕТ: Если вы не знаете, как загрузить вырезанный файл SVG в Cricut Design Space, посмотрите этот полезный обучающий видеоролик, который я сделал. Если вы используете iPad или iPhone, вот как загрузить и загрузить файлы SVG в приложение Cricut Design Space.
Для этого проекта я включил два файла SVG, один с исходным дизайном, а другой с трафаретной версией дизайна.
Так выглядит мой стакан из нержавеющей стали с гравировкой SVG в Cricut Design Space.Этот файл мы будем использовать для изготовления нашего травленого стакана из нержавеющей стали.
В этом уроке я покажу вам, как персонализировать мой дизайн мандалы, и покажу, как сделать свою персонализированную монограмму в Design Space.
Итак, приступим!
Для начала мы добавим наши инициалы в мандалу. Итак, мы собираемся выбрать инструмент «Текст», а затем я выберу шрифт из раскрывающегося меню в левом верхнем углу экрана. Я собираюсь использовать «Left Circle Monogram» из «Circle Monogram Font», найденного в FontBundles.net, но не стесняйтесь выбирать шрифт, который вам нравится! Чтобы найти шрифт, я наберу «Левый» в окне поиска и затем нажму на него.
СОВЕТ: Если вы не знаете, как загружать шрифты в Cricut Design Space, ознакомьтесь с моим руководством «Как загрузить шрифты в Cricut Design Space» в моем блоге.
Теперь щелкните текстовое поле на экране и введите свой первый инициал.
Затем снова щелкните инструмент «Текст», найдите и выберите «Монограмма в центре круга» в раскрывающемся меню шрифтов.Затем введите свой средний инициал в текстовом поле (обычно это инициал вашей фамилии).
Чтобы добавить третий инициал, мы собираемся сделать то же самое, что и раньше, просто найдите и выберите «Right Circle Monogram» для шрифта.
Теперь нам нужно убрать буквы друг из-под друга, щелкнув и перетащив их на место; выстраивая их как можно лучше. Мы хотим, чтобы наш первый инициал был слева, затем наш последний инициал посередине, а наш средний инициал должен быть справа.Расположите их близко друг к другу, но не друг над другом.
Чтобы сделать эти буквы полностью прямыми, мы собираемся выделить их все, щелкнув и перетащив на них ограничивающую рамку. Выбрав все буквы, нажмите «Выровнять» в раскрывающемся меню в верхней части экрана и выберите «Центрировать по вертикали».
Теперь все ваши буквы центрированы по вертикали, но не обязательно равномерно распределены. Чтобы исправить это, мы собираемся перейти в раскрывающееся меню «Выровнять», снова выбрав «Распределить по горизонтали».«Именно так они находятся на одинаковом расстоянии друг от друга.
После того, как все они идеально выровнены так, как мы хотим, мы собираемся нажать «Сварить» в нижней правой части экрана. Это сделает буквы одним слоем, и они не потеряют своего выравнивания.
Далее, мы собираемся щелкнуть наши инициалы и перетащить их в центр мандалы и изменить их размер, если необходимо, используя ручку изменения размера, расположенную в правом нижнем углу рисунка.
Теперь мы собираемся центрировать инициалы, нажав «Выбрать все» в верхней части экрана, а затем перейдите в раскрывающееся меню «Выровнять» и выберите «Центр». Если инициалы выглядят не по центру, нажмите на холст, чтобы отменить выбор обеих частей, затем выберите только свои инициалы и используйте клавиши со стрелками, чтобы настроить буквы так, чтобы они были визуально приятны.
После того, как у вас есть инициалы, нажмите «Выбрать все» в верхней части экрана, а затем выберите «Прикрепить» в нижней правой части экрана.Таким образом, все будет вырезано как единое целое.
Далее я покажу вам, как сделать собственную монограмму.
ПРИМЕЧАНИЕ : Если вы делаете оба дизайна, вы можете скрыть дизайн мандалы, пока мы настраиваем этот, если хотите. Для этого щелкните значок глаза рядом с этим слоем на панели слоев.
Во-первых, нам нужно измерить ширину нашего стакана, чтобы мы знали, насколько большой должна быть наша монограмма.
Противоминные меры 3.Ширина 5 дюймов, поэтому я сделаю свою монограмму шириной около 2,25 дюймов.
Далее мы выберем инструмент «Текст» и выберем шрифт. Я собираюсь найти и выбрать шрифт «Miss Merryweather», который я купил на FontBundles.net. Вы можете выбрать любой шрифт, который вам нравится.
Выбрав шрифт, щелкните текстовое поле и введите первую букву своей фамилии.
Теперь мы изменим размер нашего инициала. Вы можете сделать это двумя способами: использовать ручку изменения размера, как мы делали ранее, или вы можете перейти наверх и ввести ширину в поле под размером.Обязательно держите замок закрытым, чтобы буквы сохраняли правильные пропорции. Опять же, я собираюсь сделать свою ширину около 2,25 дюйма, поэтому я напечатаю ее, но ваша может отличаться в зависимости от размера и типа используемого вами стакана.
Далее мы собираемся снова использовать наш инструмент «Текст» и ввести наше имя. Я использую шрифт «Tingler Script», еще один шрифт, который я купил на FontBundles.com.
Я собираюсь перетащить свое имя поверх моего инициала, если его там еще нет.Затем, используя на этот раз ручку изменения размера, измените размер имени так, чтобы первая и последняя буквы свисали примерно на 3/4 дюйма от передней и задней сторон моего инициала.
там, где оно лучше всего смотрится на букве. Мы корректируем вручную, потому что когда вы выбираете «Выровнять», а затем «По центру», положение имени на начальном изображении смещается. Каждое имя и инициал разные, выберите то, что, по вашему мнению, выглядит лучше всего.
Каждое имя и инициал разные, выберите то, что, по вашему мнению, выглядит лучше всего.
Теперь мы собираемся сместить наше имя с помощью инструмента смещения.Для этого мы собираемся убедиться, что наше имя выбрано, и щелкнуть раскрывающееся меню «Смещение», расположенное в верхней части экрана.
Синяя линия вокруг вашего имени — это смещение. Мы можем настроить это с помощью ползунка или текстового поля, чтобы сделать его больше или меньше.
Я собираюсь настроить свой примерно на 0,125 дюйма. Вы также можете ввести это в поле размера.
Затем мы можем сделать смещение с заостренными или закругленными углами. Я оставлю свою с закругленными углами, но вы можете выбрать то, что вам больше нравится.
Когда вы все настроите, нажмите «Применить». Это создаст сплошное черное смещение размера синего контура.
Теперь выберем оба слоя. На панели слоев выберите слой смещения. Удерживая клавишу Shift, щелкните слой с буквой, а не слой с именем. Выбрав их, нажмите «Срез» в нижней части панели слоев. Это отделит буквы от смещенной формы.
Выбрав их, нажмите «Срез» в нижней части панели слоев. Это отделит буквы от смещенной формы.
Далее нам нужно очистить нарезанные кусочки. Самый простой способ сделать это — перейти на панель слоев.Вы должны увидеть четыре слоя с надписью «Slice Result». Вы хотите сохранить тот, который выглядит как ваше письмо с вырезанной серединой, и удалить остальные. Для этого выберите другие слои «Slice Result», те, которые представляют собой вырезанные средние части, и нажмите «Удалить» вверху. Повторите для оставшихся дополнительных частей.
Теперь, когда мы разработали нашу монограмму, нам нужно соединить имя и букву вместе, чтобы их можно было вырезать как одно целое.
Для этого мы собираемся выбрать их, щелкнув и перетащив на них ограничивающую рамку, а затем выберите «Прикрепить» в правом нижнем углу экрана.
Теперь нам нужно превратить наш рисунок в трафарет.
Выберите квадратную форму в меню «Фигуры» в левой части экрана. Затем отрегулируйте размер фигуры на дюйм больше, чем ваш дизайн. Так что для меня, так как мой дизайн составляет около 3 дюймов, я собираюсь сделать 4-дюймовый квадрат. Вы можете использовать ручку изменения размера, чтобы увеличить квадрат.
Затем отрегулируйте размер фигуры на дюйм больше, чем ваш дизайн. Так что для меня, так как мой дизайн составляет около 3 дюймов, я собираюсь сделать 4-дюймовый квадрат. Вы можете использовать ручку изменения размера, чтобы увеличить квадрат.
Далее мы переместим дизайн над квадратом. на панели слоев
Для этого выберите квадрат и перейдите в раскрывающееся меню «Упорядочить», и выберите «Переместить назад».”
Теперь мы собираемся разместить внутри него наш дизайн. Используйте ограничительную рамку, чтобы выбрать дизайн.
Затем перейдите в раскрывающееся меню «Выровнять» и выберите «По центру».
Затем нажмите «Прикрепить» в нижнем углу, и теперь у вас есть трафарет.
ПРИМЕЧАНИЕ: В этом случае мы используем «Прикрепить» вместо «Разрезать», потому что это проще и дает нам необходимые результаты. Представьте себе, что «Прикрепить» удерживает все на месте, как скрепка, поэтому ни одна из ее частей не смещается, и каждая отдельная часть вырезается. Там, где «Срез» похож на формочку для печенья, он прорезает дыру в дизайне в форме верхней формы, которую мы используем. Как и при выпечке, у нас остаются лишние кусочки, которые нам нужно выбросить. Если бы мы использовали «Срез» в этом случае, нам пришлось бы удалить все лишние части, а затем «Прикрепить» или «Сварить» наше имя к букве, что было бы больше шагов, чем то, что нам нужно сделать здесь, используя « Прикреплять.»
Там, где «Срез» похож на формочку для печенья, он прорезает дыру в дизайне в форме верхней формы, которую мы используем. Как и при выпечке, у нас остаются лишние кусочки, которые нам нужно выбросить. Если бы мы использовали «Срез» в этом случае, нам пришлось бы удалить все лишние части, а затем «Прикрепить» или «Сварить» наше имя к букве, что было бы больше шагов, чем то, что нам нужно сделать здесь, используя « Прикреплять.»
Когда у нас есть трафарет, нам нужно изменить цвет, чтобы он соответствовал другому дизайну, и их можно вырезать на том же коврике.
Для этого нам нужно выбрать дизайн и перейти в меню выбора цвета. Это можно найти в меню «Работа». Затем выберите черный.
Теперь, когда у нас все подготовлено и готово, мы собираемся нажать «Сделать это» в правом верхнем углу экрана.
ШАГ 2: ВЫРЕЗАТЬ СТАКАН ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИДалее мы собираемся вырезать наш дизайн.
Для этого урока я буду использовать Cricut Maker 3, но вы можете использовать любую режущую машину Cricut для этого проекта.
Если применимо, выберите «На коврике» на следующей странице.
На экране подготовки ничего не нужно менять. Итак, мы можем выбрать «Продолжить» в правом нижнем углу экрана.
СОВЕТ: Слегка переместите правый трафарет, чтобы его было легче пропалывать.
Теперь пришло время выбрать материалы, которые мы собираемся использовать для нашего коврика. Я использую черный винил премиум-класса для этого коврика, поэтому я выберу «Просмотреть все материалы» и нажму «Премиум-винил — постоянный глянец».Затем нажмите «Готово».
Затем я собираюсь выбрать «Больше давления», чтобы получить более чистый срез.
Теперь поместите черный винил блестящей стороной вверх на мат Cricut Green Standard Grip Mat и пригладьте винил с помощью инструмента Brayer Tool.
Загрузите коврик и выберите мигающую кнопку «Стрелка/Вперед», чтобы начать резку.
По завершении резки выгрузите коврик.
Снимите винил с коврика, перевернув коврик и оттянув его от винила; это предотвращает скручивание материала.
ВАЖНО: При очистке винила для трафарета обязательно удалите части, которые вы хотите протравить.
ШАГ 3: ТРАВИРОВАНИЕ ВАШЕГО СТАКАНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИСамое интересное: пришло время травления!
Переместите свои запасы в хорошо проветриваемое помещение или подготовьте место на улице. Вы захотите покрыть область, которую вы используете, бумагой для разделки мяса или каким-либо защитным покрытием.Вам также понадобятся: ватные шарики, две одноразовые миски (одна для броска использованных ватных шариков/винила и одна для использованной пищевой соды), изопропиловый спирт, пищевая сода, виниловые трафареты, ножницы, хлорид железа и переводная лента.
После настройки начните с очистки стакана (ов) изопропиловым спиртом, чтобы удалить грязь или масло.
Затем отрежьте кусок переводной ленты по размеру вашего рисунка и удалите подложку.
Затем поместите переводную ленту поверх винила и отшлифуйте ее с помощью скребка, чтобы винил приклеился к ленте.Мне нравится использовать метод тако. Удерживая переводную ленту в форме тако, поместите нижнюю часть вашего «тако» в середину вашего дизайна. Разгладьте ленту по наклейке от центра к краям с помощью скребка.
Аккуратно снимите переводную ленту; винил должен придумать это. Если винил не прилипает к переводной ленте, поместите переводную ленту обратно вниз и снова отшлифуйте ее скребком.
Теперь примените трафарет к стакану.
Я положил свой стакан на моток малярного скотча, чтобы он не двигался.
Разгладьте винил от центра к краям с помощью пальца или скребка.
ВАЖНО: Сделайте все возможное, чтобы сгладить любые пузыри на виниле, особенно прямо у выреза. В противном случае пузырьки могут вызвать кровотечение в вашем дизайне. Конечно, это легче сказать, чем сделать, иногда винил не хочет сотрудничать, но просто делай все, что в твоих силах. Если складки не разглаживаются полностью, вы можете использовать ноготь или скребок и убедиться, что часть, ближайшая к вырезанной части рисунка, запечатана.
Если складки не разглаживаются полностью, вы можете использовать ноготь или скребок и убедиться, что часть, ближайшая к вырезанной части рисунка, запечатана.
Добавьте 2-дюймовые кусочки переводной ленты на каждую сторону дизайна, таким образом, если хлорид железа попадет на ваши перчатки, он не попадет на ваш стакан.
ПРИМЕЧАНИЕ: Хлорид железа «разъедает» малярную ленту, но не проходит через винил или переводную ленту, и поэтому мы должны использовать переводную ленту или винил, чтобы покрыть наш стакан.
После того, как трафарет прикреплен к стакану, пора надевать средства индивидуальной защиты.
В этом проекте мы используем химикаты, а точнее хлорид железа, который является кислотой, поэтому нам нужно защитить себя на случай разлива. Мы также хотим хорошую вентиляцию из-за паров.
Когда я работаю с подобными химическими веществами, я защищаю себя от прикосновения к ним или их вдыхания, надев надлежащие средства индивидуальной защиты (СИЗ). Это означает перчатки, я рекомендую нитриловые перчатки, респиратор и фартук поверх рубашки с длинным рукавом.
Это означает перчатки, я рекомендую нитриловые перчатки, респиратор и фартук поверх рубашки с длинным рукавом.
Теперь, когда мы должным образом защищены, давайте начнем травление.
Во-первых, вам нужно будет открыть хлорид железа и снять печать.
Затем возьмите несколько ватных тампонов и поместите их напротив отверстия для хлорида железа и переверните бутылку, чтобы раствор попал прямо на ватные тампоны. НЕ ДОЛЖЕН делать их перенасыщенными. Слишком много раствора на ватных шариках вызовет вытекание при нажатии на стакан.
ПРИМЕЧАНИЕ: Вы также можете использовать для этого ватные палочки.
Возьмите ватные диски и нанесите раствор на трафарет, убедившись, что он покрывает каждую деталь.
Равномерно нанесите раствор и оставьте на минуту или две, затем нанесите еще один слой, используя новые ватные диски. Продолжайте делать это в общей сложности 10 минут (3-4 слоя).
После того, как вы закончите наносить слои, насыпьте на рисунок пищевую соду, чтобы нейтрализовать ее. Я рекомендую вылить его на миску, чтобы пищевая сода содержалась.
Я рекомендую вылить его на миску, чтобы пищевая сода содержалась.
Теперь стряхните излишки пищевой соды пальцами или переверните стакан правой стороной вверх и дайте пищевой соде стечь. Как только большая часть пищевой соды исчезнет, удалите винил с помощью инструмента для удаления сорняков. Итак, вы знаете, у меня не было никаких проблем с острым кончиком инструмента для прополки, царапающим стакан. Меня это беспокоило, но, к счастью, этого не произошло.
После того, как вы сняли винил, немедленно промойте стакан, используя средство для мытья посуды и воду.Если дизайн выглядит ржавым, вотрите в рисунок больше пищевой соды, пока вся кислота не нейтрализуется.
ПРИМЕЧАНИЕ: Я использовал средство для мытья посуды Dawn и смыл его в раковине, потому что кислота смешалась с пищевой содой, теперь она нейтрализована и ее можно безопасно спустить в раковину. Тем не менее, я бы не стал мыть стакан в раковине, если в раковине есть посуда, просто на всякий случай. Вы также можете ополоснуть стакан из шланга снаружи. Не используйте только мокрую тряпку, чтобы смыть пищевую соду.Это приводит к тому, что часть раствора остается на стакане и оставляет пятно.
Тем не менее, я бы не стал мыть стакан в раковине, если в раковине есть посуда, просто на всякий случай. Вы также можете ополоснуть стакан из шланга снаружи. Не используйте только мокрую тряпку, чтобы смыть пищевую соду.Это приводит к тому, что часть раствора остается на стакане и оставляет пятно.
Теперь у вас есть потрясающий персонализированный стакан с гравировкой! Они станут отличным подарком для друзей и близких!
Эти стаканы следует мыть вручную. Вариантов дизайна очень много!
Вы можете добавить любимую спортивную команду, логотип компании, любимое хобби или высказывание. Учтите, что чем проще конструкция, тем качественнее получится неваляшка.
Глупое легкое травление соленой водой из нержавеющей стали — сделайте из металла
Я занимался травлением на профессиональном уровне, поэтому, когда я услышал о травлении соленой водой с использованием нескольких предметов, которые лежат у вас в комнате, я немного скептически отнесся к тому, что вы действительно можете получить достойные результаты. Я ошибался.
Я ошибался.
Так что я только что попробовал это на себе и был приятно удивлен тем, насколько хорошо это получилось. Я не претендую на звание эксперта в этом (ни в коем случае), но я провел кучу исследований, прежде чем делать это, и попробовал несколько разных методов, основанных на том, что я читал.
Считайте, что это руководство для начинающих о том, как делать травление в соленой воде на металле. Я расскажу о том, что вам нужно, каковы шаги и несколько советов, которые я придумал после небольшой практики.
Кстати, я назвал это «травлением нержавеющей стали в соленой воде», потому что это то, на чем я это делал. На самом деле, вы можете сделать это практически на любом металле.
Прежде чем начать…
Убедитесь, что металл, который вы хотите травить, не имеет гальванического покрытия или покрытия.Иногда металл покрывают лаком или никелевым покрытием, и это сильно испортит вашу гравировку.
Мне не удалось добиться хороших результатов с металлами с покрытием. Я не говорю, что это невозможно, просто маловероятно, что вы сможете легко получить то, что хотите.
Я не говорю, что это невозможно, просто маловероятно, что вы сможете легко получить то, что хотите.
Также…. *вставьте сюда защитную речь по умолчанию*.
Что вам понадобится
Если вы очистите травление до оголенных элементов, вам понадобятся всего 3 вещи:
- Электричество
- Металл для травления
- Коррозионная жидкость
Теперь, если вы хотите вытравить узор, буквы, логотип и т. д., вам также понадобится что-то, чтобы замаскировать области, которые вам не нужны. травить.В противном случае это будет просто куча пятен и общей непривлекательности. Думайте об этом как об использовании трафарета с аэрозольной краской. Сорта.
Во всяком случае, для этого проекта я использовал вот что:
- Батарейка 9 В и защелка
- Ватная палочка
- Жидкость для снятия лака
- Соль
- Вода
- Изолента
- Канцелярский нож
Вы определенно можете изменить пункты в этом списке, это только то, что у меня было под рукой. Кстати, жидкость для снятия лака принадлежит моей жене.
Кстати, жидкость для снятия лака принадлежит моей жене.
По мере прохождения шагов я буду объяснять, как мы используем каждую из этих вещей, а также то, чем вы можете их заменить.
Все будет намного проще, если у вас все будет организовано и находится под рукой. Держите при себе немного бумажного полотенца или чего-то подобного на случай, если вы что-то прольете.
Очистите металл
Металл, который вы хотите травить, должен быть абсолютно чистым и обезжиренным. В противном случае ваша гравировка будет пятнистой и непоследовательной.Даже масло с пальцев нужно смыть.
Масло создаст барьер между металлом и соленой водой.
На этом этапе я использовал жидкость для снятия лака и бумажное полотенце, чтобы вытереть нож. Я еще пару раз протер его сухим бумажным полотенцем, чтобы убедиться, что на металле нет маслянистых следов.
Вы можете использовать что угодно для этого шага. Обезжириватель, изопропиловый спирт и т. д. Все, что удалит масло с этой поверхности, чтобы вы могли получить чистый прямой контакт.
д. Все, что удалит масло с этой поверхности, чтобы вы могли получить чистый прямой контакт.
Смешайте раствор
Здесь нет магического соотношения. Возьми соль. Смешайте его с водой.
Я попробовал несколько разных соотношений и не увидел большой разницы. Но если вам действительно нужно, чтобы кто-то точно сказал вам, что делать, возьмите столовую ложку соли и смешайте ее со стаканом воды.
Просто перемешайте его, пока он не растворится.
Применение маскирования
Если вам нужен суперпрофессиональный логотип/надпись/графика, то вам определенно стоит инвестировать в такой резак для винила.Вы не получите лучших результатов, чем это.
Но если вы просто хотите повозиться, как я, все, что вам нужно, это скотч. Я использовал изоленту для этого, и это сработало отлично. Я уверен, что если бы вы использовали что-то другое, например, малярный скотч, результаты были бы в основном такими же.
Убедитесь, что вы покрываете область, которая достаточно велика по сравнению с размером гравировки, которую вы хотите сделать. Если соленая вода вообще капнет, она сразу же начнет травить в нежелательном месте.
Если соленая вода вообще капнет, она сразу же начнет травить в нежелательном месте.
Вырезать шаблон
Теперь используйте этот канцелярский нож, чтобы вырезать узор, который вы хотите выгравировать на металле. Это может помочь использовать маркер с тонким наконечником, чтобы сначала обвести форму.
Очень важно, чтобы ваш нож был острым как бритва. Абсолютно каждый изъян на ленте будет виден при травлении. Это означает, что если ваши края зубчатые, ваши линии в травлении тоже будут зубчатыми. Не торопитесь, и если вы не на 100% довольны этим, вам лучше просто снять ленту и попробовать еще раз.
ПОДГОТОВЬТЕ УСТРОЙСТВО!!!
Хорошо, все прописные буквы, возможно, были немного чрезмерными, но я всегда чувствую, как мой внутренний сумасшедший ученый пытается вырваться наружу, когда я возился с такими вещами.
Итак, теперь мы собираемся намотать черный провод вокруг ватной палочки, как показано на рисунке ниже. Мы прижмем красный провод к металлу, как бы близко к тому месту, где мы хотим протравить. Окуните насадку Q в соленую воду и приготовьтесь к самому сильному волнению, которое вы когда-либо испытывали.
Окуните насадку Q в соленую воду и приготовьтесь к самому сильному волнению, которое вы когда-либо испытывали.
Вам не обязательно использовать 9-вольтовую батарею, вы можете попробовать что-то более мощное.Некоторые люди использовали такие вещи, как зарядные устройства для автомобильных аккумуляторов, зарядные устройства для дрелей и прочий хлам. В конце этого поста у меня есть рекомендация для отличного небольшого источника питания, который я использую для всех видов небольших проектов.
травление
Здесь происходит волшебство. Прикоснитесь ватной палочкой океанического электричества (т. н. ватной палочкой с морской водой) к металлу в пределах вырезанного вами трафарета. Не трите его, так как это может приподнять ленту и повредить линии травления.Просто будьте очень осторожны на этом этапе, все дело в мягком прикосновении и терпении.
Вы поймете, что это работает, когда увидите шипение, например, когда добавите пищевую соду в уксус. Его не так много, но он есть, его слышно и его можно почувствовать. Вы также увидите черноватый осадок. Это мелкие частицы металла, которые распадаются.
Его не так много, но он есть, его слышно и его можно почувствовать. Вы также увидите черноватый осадок. Это мелкие частицы металла, которые распадаются.
Чем дольше вы травите, тем глубже оно проникает. Через несколько секунд после прикосновения к металлу это травление будет видно. Однако для действительно легких травлений мне трудно поддерживать постоянный матовый вид; они всегда выходят слегка пятнистыми.Это намного проще с более глубоким травлением.
Для справки, травление, которое я сделал, заняло около 5 минут «прожига». Чем больше площадь поверхности, которую вы должны протравить, тем больше времени это займет. Сверхлегкие травления могут стереться или стереться, глубокие травления останутся (почти) навсегда. Лично я предпочитаю глубокие гравюры.
Можно аккуратно стереть черную грязь, чтобы посмотреть, как дела. Только будьте очень осторожны, чтобы не снять маскировку. Как только маскировка снимается, все готово.
Когда вы довольны (насколько вы можете судить) тем, как он выглядит, протрите блестящий металлический предмет, снимите маску и полюбуйтесь своим произведением искусства.
Мои 0,02 доллара на травление соленой водой
Это был небольшой забавный воскресный дневной проект. Если мне захочется повозиться, я, вероятно, попробую еще раз для удовольствия.
В целом, для таких вещей, как просто написать имя на стальной бутылке с водой, это не самое простое решение. Ручка для гравировки дешева, намного быстрее, и я использую ее для маркировки металла или пластика.
Это определенно жизнеспособно, если вы хотите сделать что-то вроде Etsy для продажи с логотипом.Однако вам нужно будет сделать небольшие инвестиции в резак для виниловых наклеек. Я также настоятельно рекомендую приобрести подходящий источник питания, если только ваш логотип не совсем крошечный. Это поможет вам сделать травление быстрее и более последовательно. Батарея 9В может сделать только так много.
На самом деле, попробовать стоит. Вы можете разместить логотип на ножах, бутылках с водой, выгравировать свое имя на внутренней стороне кольца, на ваших инструментах, вы называете это. Это веселое небольшое занятие.
Это веселое небольшое занятие.
Процесс кислотного травления нержавеющей стали и других металлов.
Объяснение гравюры, офорта и инталии.
Древний процесс
Процесс, который мы называем кислотным травлением, является хорошо известным, древним и надежным промышленным процессом, в котором используются различные общедоступные протравные кислоты и химические соединения для придания физического или эстетического улучшения поверхности нержавеющей стали. Mordant — это французское слово, означающее «укус». и относится к фактическим жидкостям, используемым для травления металла при нанесении на поверхность.
Кислотное травление было впервые использовано в средние века ювелирами и оружейниками для украшения своих изделий, прежде чем найти новый дом в мире искусства.
Часть набедренного доспеха XVI века из Аугсберга, Германия. Музей Виктории и Альберта.
Техника художника
Кислотное травление использовалось и до сих пор используется при воспроизведении высококачественных произведений искусства. Первоначально этот процесс использовался как метод передачи работ художника в руки как можно большего числа людей.
Первоначально этот процесс использовался как метод передачи работ художника в руки как можно большего числа людей.
Гравер берет пластину из меди или мягкой стали. Затем художник покроет всю поверхность пластины восковым веществом, называемым «землей». Это вещество устойчиво к кислотам, выбранным для использования.
Затем гравер, используя различные инструменты, воспроизведет оригинальное произведение искусства, выгравировав изображение на восковой земле. Затем пластину погружают в ванну с протравой, по истечении заданного времени пластину удаляют, промывают и удаляют грунт.Оставшееся изображение будет точной копией работы гравера. Это очень искусный процесс, для создания произведений искусства таким способом требуются время и деньги.
Aus dem Park Chigi Иоганна Вильгельма Ширмера, 19 век. Кислотное травление меди.
Практические цели
Процесс кислотного травления одинаково хорошо работает на поверхности пластин, профилей и листов из нержавеющей стали, а также других металлов, таких как алюминий и латунь, которые также подходят для кислотного травления.
Поверхность, оставшаяся на поверхности нержавеющей стали, обычно матовая по своей природе и будет отличаться по текстуре от непротравленной части нержавеющей стали.Это означает, что этот процесс используется для создания нескользящего сцепления с поверхностью нержавеющей стали, что делает ручные инструменты более безопасными. Он также используется для создания декоративных узоров, контрастных поверхностей или текста.
Кислоты
Оригинальная протравленная кислотой часть поверхности представляет собой поверхность глубокой печати, то есть надрезанную. Существуют различные кислоты, которые можно использовать для травления стали и нержавеющей стали, включая соляную кислоту, азотную кислоту или серную кислоту. Имейте в виду, что все эти кислоты требуют осторожного обращения.Эти кислоты могут растворять нержавеющую сталь и пальцы.
Химические вещества, которые образуют кислоту в воде, такие как хлорид железа (железа) или сульфат меди, также могут использоваться в качестве химикатов для травления. Эти химические соединения работают быстрее, чем кислоты. Сила кислоты обычно определяет, насколько быстро сталь будет протравлена, чем сильнее кислота, тем быстрее процесс. Вы можете приобрести кислоты для травления и химические соединения в интернет-магазинах химикатов. Не устраивайте шуток про растворение тел в ванне при заказе материалов!
Эти химические соединения работают быстрее, чем кислоты. Сила кислоты обычно определяет, насколько быстро сталь будет протравлена, чем сильнее кислота, тем быстрее процесс. Вы можете приобрести кислоты для травления и химические соединения в интернет-магазинах химикатов. Не устраивайте шуток про растворение тел в ванне при заказе материалов!
- Хлорид железа смешивается с водой в соотношении один к одному, и в результате образуется соляная кислота в растворе.
- Соляная кислота обычно используется для травления меди, а также для нержавеющей стали. С ним необходимо обращаться осторожно, иначе на поверхности нержавеющей стали могут возникнуть повреждения поверхности, такие как точечная коррозия.
- Сульфат меди используется для травления мягких сталей, а не нержавеющей стали. Сульфат меди смешивают в пропорции один к одному с хлоридом натрия (солью). Соль добавляется, чтобы медь не образовывала слой меди на протравленной поверхности. Сульфат меди представляет собой раствор синего цвета, который постепенно превращается в прозрачную бесцветную жидкость по мере процесса травления.
- Азотную кислоту лучше всего смешивать в соотношении 1 часть азотной кислоты на 3 части чистой воды.

Серебряные запонки с кислотным травлением в кельтском стиле от Eileen Moylan
Рождественский подарок своими руками — стаканы из нержавеющей стали для травления
**Сделай это на улице!** Мой муж ворует все мои стаканы, поэтому мы с детьми решили подарить ему его собственный.
Эти стаканы изготовлены из нержавеющей стали и продаются в Walmart примерно за 10 долларов.
Первое использование клейких трафаретов. Это личное использование, а не для продажи, поэтому я использовал изображение из Интернета.
Прикрепите к чашке.Затем приготовьте некоторые расходные материалы: 9-вольтовая батарея Низковольтный провод (подойдет провод от старого телефона или динамика) Изолента Уксус Соль Ватные палочки Контейнер Ножницы
Прикрепите положительный конец к батарее и чашке.
Прикрепите отрицательный конец к отрицательному полюсу аккумулятора и оберните его вокруг ватной палочки.
Смешайте столовую ложку соли и примерно 1/2 стакана уксуса.
Окуните ватную палочку в смесь уксуса и начните травить! Держите его в движении, он будет пузыриться или шипеть, когда он работает.Там воняет, поэтому ты должен быть снаружи. **Это батарея и электричество, хотя сила тока очень минимальна, я все же подчеркиваю, что нужно быть осторожным и не позволять детям делать этот проект.**
Чем дольше вы остаетесь на одном месте, тем больше оно удаляет и тем белее будет травление. На улице было 105 градусов, и я просто хотел закончить.
Промойте и очистите вручную с мылом и водой, затем дважды проверьте наличие пятен, прежде чем снимать трафарет.
Мы тоже сделали дно с шуткой между дочерью и мужем.
Травление нержавеющей стали | Прецизионный микро
Precision Micro предоставляет лидирующие на рынке услуги по травлению нержавеющей стали, ежегодно поставляя миллионы протравленных компонентов ведущим мировым производителям — вот почему мы являемся одной из крупнейших в мире компаний, занимающихся фотохимическим травлением.
Свяжитесь с нами
Что такое травление нержавеющей стали
Травление нержавеющей стали — это процесс механической обработки, в котором используются химические травители для создания сложных и точных компонентов из листовой нержавеющей стали. Это очень точный и воспроизводимый процесс без механических заусенцев или напряжения на материале.
Это очень точный и воспроизводимый процесс без механических заусенцев или напряжения на материале.
Узнайте больше о том, как работает травление нержавеющей стали
Подходящие марки стали и нержавеющей стали
Мы осуществляем химическое травление ферритных/мартенситных, аустенитных, дуплексных и дисперсионно-твердеющих нержавеющих сталей со склада.Мы также обрабатываем специальные сорта стали, в том числе полосовую сталь Sandvik Chromflex, и работаем с металлами, поставляемыми заказчиками.
Свяжитесь с нами для получения подробной информации.
| Низкоуглеродистая (мягкая) сталь | Все марки |
| Электротехническая сталь | Трансил |
| Марочная сталь | Все марки |
| Полосовая сталь Sandvik | Хромфлекс (7C27Mo2, 13C26, 12C27, 6C27), Hiflex |
| Клапан заслонки Uddeholmstrip сталь | 20С, 716 |
| Высокоуглеродистая (пружинная) сталь | Все марки |
| Нержавеющая сталь | Аустенитный (серия 300), ферритный/мартенситный (серия 400), дисперсионно-твердеющий (17-4, 17-7), дуплексный, супердуплексный |
Компоненты из травленой нержавеющей стали
Химическое травление предлагает ряд преимуществ для продуктов, требующих экономичной сложности, а также характеристик без напряжения и заусенцев, и все это доставляется в короткие сроки.
- Важные для безопасности пружины и изгибы, используемые в спутниках, торможении с АБС, биосенсорах и впрыске топлива, теперь могут изгибаться миллионы раз, поскольку травление нержавеющей стали не изменяет усталостную прочность, отдачу и плоскостность пружинных сталей.
- Сложные, устойчивые к коррозии микрофильтры, используемые в насадках для душа и сетках от насекомых, могут производиться в экономичных объемах производства, поскольку травление оплачивается только за первое отверстие. Травление
- не изменяет отделку поверхности нержавеющей стали и предназначено для высококачественной внутренней отделки автомобилей, включая решетки динамиков, накладки на пороги, значки и вставки.
Травление нержавеющей стали 304 при 40 °C хлоридом железа
«Образование, алоха и развлечения… с 1989 года»
Сегодня среда, 02.02.22, и ваши вопросы или ответы приветствуются.
Звоните прямо сейчас! (сайт без регистрации)
2005 г.

Q. Технический вопрос о влиянии травления при 40 °C хлоридом железа на нержавеющую сталь серии 304.
Недавно у меня была работа, на которой Феррик, казалось, быстро портил травление. Нержавеющая сталь серии 304 с хлоридом железа при 40°C.
2005 г.
A. Реакция для травления нержавеющей стали проста:
2Fe(3+) + Fe = 3Fe(2+),
Итак, 162 г хлорного железа (чистого) растворяют 56 г железа. Однако реакция не будет эффективной на 100%, поэтому она не дойдет до полной конечной точки. Кроме того, нержавеющая сталь содержит никель и хром, которые необходимо растворять.
Вы говорите, что хлорид железа образует накипь, но влияет ли это на эффективность травления, которое вы хотите сделать? Если да, то есть проблема, если нет, то нет проблем! Вы мало что говорите о том, что вы делаете, но хорошо известно, что травление нержавеющей стали (особенно серии 300) в хлориде железа может быть легко нарушено загрязнением медью и другими элементами.
2005 г.

В. Чтобы ответить вам, Тревор,
Да, нас беспокоит эффективность травления, доказательством «накипи» в хлориде железа является наблюдение, сделанное, когда «скорость травления» уменьшается.
Для данной работы ТОЛЬКО детали из нержавеющей стали были протравлены в новых барабанах с хлоридом железа. Что касается размера протравленной площади на этих пластинах, я был бы удивлен, если бы мы могли измерить разницу в весе до и после травления.
В итоге мы использовали 200-литровую бочку стандартной конц.Железо для очень небольшой протравленной области, и мы думали, что сможем добиться гораздо большего травления при таких объемах, отсюда и мой вопрос о том, могла ли повлиять температура.
Ранее мы не проводили много травления с прямым железом, достигнув лучших результатов для нашего более распространенного травления нержавеющей стали с разбавленной смесью железа и хлорида меди.
Мне придется сделать грубый расчет, используя ваши цифры, чтобы увидеть, какая разница между теоретической ожидаемой продолжительностью жизни для сделанного нами травления и фактической.
2005 г.
В. Тревор, возможно, это то, на что мы должны обратить внимание.
Один уточняющий вопрос — растворяется ли хром и никель и железом? или нерастворенный хром и никель могли быть источником накипи?
Знаете ли вы, какую роль в реакции принимают ионы хлора? Я знаю, что при азотном травлении мягких сталей побочные продукты травления при нагревании распадаются на закись и двуокись азота; Мне интересно знать, какой может быть полная реакция, поскольку побочные продукты реакции могут быть источником этой пены и либо вредны для железа, либо о них не стоит беспокоиться.
2005 г.
A. Раствор хлорида железа также растворяет никель и хром, поэтому, если вы хотите быть полностью техническим, их необходимо учитывать в общей реакции. Однако, принимая во внимание количество этих металлов в системе и их относительные химические потребности по сравнению с железом, можно с уверенностью предположить, что все они растворяются в виде железа. Что касается хлорида, то это очень агрессивный анион, способствующий растворению металлов. Кроме того, раствор хлорида железа сам по себе является сильной кислотой (низкий pH), поэтому сочетание этих двух факторов делает его грозным раствором.
Кроме того, раствор хлорида железа сам по себе является сильной кислотой (низкий pH), поэтому сочетание этих двух факторов делает его грозным раствором.
2005 г.
A. Лучшая статья о травлении SS опубликована PCMI (Институт фотохимической обработки) и доступна по номинальной цене.
Скорее всего, травитель быстро разлагается из-за того, что вы израсходовали свободную HCl в травителе. HCl необходим для растворения оксидов на SS, прежде чем железо сможет атаковать неблагородные металлы под оксидами. Попробуйте добавить в травитель примерно 20 г/л HCl и повторите попытку. Убедитесь, что у вас хорошая выхлопная система.
Черная накипь представляет собой либо смешанный оксид железа 2 и 3, либо углерод.
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Отказ от ответственности. На этих страницах невозможно полностью диагностировать проблему чистовой обработки или риски операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора.