все детали и видео правильной сварки. Как правильно варить электросваркой
Содержание
- Сварочный аппарат и его возможности
- Типы сварочных аппаратов
- Трансформаторные
- Инверторы
- Какие виды электросварки существуют
- Электродуговая сварка
- Ручная дуговая сварка
- Сварка неплавящимся электродом
- Сварка в защитных газах
- Сварка под флюсом
- Электрошлаковая сварка
- Гипербарическая сварка
- Орбитальная сварка
- Газопламенная сварка
- Термитная сварка
- Плазменная сварка
- Электронно-лучевая сварка
- Лазерная сварка
- Прямая и обратная полярность
- Чем обоснована надёжность сварки: основы сварочных работ
- Приобретение расходников
- Инструменты и средства защиты
- Видео: как выбрать сварочный инвертор
- Какие электроды использовать
- Пошаговая инструкция для начинающих
- Внешний осмотр оборудования
- Режимы аппарата и параметры сварки
- Как подключать электрод
- Начало сварки: зажигаем дугу
- Наклон
- Как научиться пользоваться сваркой и определять скорость движения
- Настройка силы тока
- Как правильно сваривать детали
- Выбор тока
- Выполнение различных швов
- Частые ошибки новичков
- Выводы
Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Какие виды электросварки существуют
- ММА. Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.

- TIG – технология, которая открывает возможность работать с большим количеством веществ.Особенность в электроде, который используется для создания дуги, а также в специальной атмосфере из инертного защитного газа, чтобы получить ровный шов. Преимущество – это чистота действия, мощность оборудования. Минус – необходимо специальное обучение, так как научится самому правильно варить электросваркой такого типа сложно.
- MIG-MAG. Это приспособление полуавтоматического плана. Вместо электрода автоматически подается сварочная проволока. Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
- SPOT, она же – точечная сварка, применяется в случаях, когда требуется аккуратная припайка, важен внешний вид, например, при кузовном ремонте машин в автосервисе.


Электродуговая сварка
Источником тепла является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются:
- ручная дуговая сварка
- сварка неплавящимся электродом
- сварка плавящимся электродом
- сварка под флюсом
- электрошлаковая сварка
Ручная дуговая сварка
Ручная дуговая сварка плавящимся покрытым электродом производится с использованием сварочного источника питания и сварочных электродов. Подача электрода в зону сварки и его перемещение вдоль соединения осуществляются самим сварщиком. Может применяться источник питания как переменного (трансформатор) так и постоянного тока (выпрямитель). Сварочный электрод представляет собой металлический стержень с нанесённым на него покрытием.
Подача электрода в зону сварки и его перемещение вдоль соединения осуществляются самим сварщиком. Может применяться источник питания как переменного (трансформатор) так и постоянного тока (выпрямитель). Сварочный электрод представляет собой металлический стержень с нанесённым на него покрытием.
В процессе сварки электрическая дуга горит между изделием и электродом, расплавляя их. Расплавленный металл электрода и изделия образуют сварочную ванну, которая при последующей кристаллизации формирует шов сварного соединения.
Вещества, входящие в состав покрытия, либо сгорают — образуя газовую защиту зоны сварки от окружающего воздуха, либо расплавляются и попадают в сварочную ванну. Одни расплавленные вещества покрытия взаимодействуют с металлом сварочной ванны раскисляя и/или легируя его, другие — образуют шлак, защищающий сварочную ванну от воздуха, способствующий удалению неметаллических включений из металла шва, формированию шва и т. д.
Ручная дуговая сварка обозначается кодом 111 по стандарту ГОСТ Р ИСО 4063-2010, в русскоязычной литературе используется обозначение РД, в англоязычной — SMAW (от англ. shielded metal arc welding) или MMA (от англ. manual metal arc welding) .
shielded metal arc welding) или MMA (от англ. manual metal arc welding) .
Сварка неплавящимся электродом
Основная статья: Сварка неплавящимся электродом
Сварка неплавящимся электродом, в англоязычной литературе известна как gas tungsten arc welding (GTA welding, TGAW) или tungsten inert gas welding (TIG welding, TIGW), в немецкоязычной литературе — wolfram-inertgasschweißen (WIG).
В качестве электрода используется стержень, изготовленный из графита или вольфрама, температура плавления которых выше температуры, до которой они нагреваются при сварке. Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги. Сварку можно проводить как без, так и с присадочным материалом. В качестве присадочного материала используют металлические прутки, проволоку, полосы .
Сварка в защитных газах
Дуговая сварка в защитных газах — это сварка с применением электрической дуги для расплавления металла и защитой расплавленного металла и электрода специальными газами.
Применение сварки в защитных газах
Широко применяют для изготовления изделий из стали, цветных металлов и их сплавов.
Преимущества сварки в защитных газах по сравнению с другими видами сварки
- высокая производительность,
- легко автоматизируется и механизируется,
- отсутствие необходимости в электродных покрытий или флюса.
В качестве электрода используется металлическая проволока определённой марки, к которой через токоподводящий мундштук подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения постоянной длины дуги проволока подаётся автоматически механизмом подачи проволоки.
Для защиты от атмосферы применяются специальные газы подающиеся из сварочной горелки вместе с электродной проволокой. Специальные газы разделяют на инертные (аргон, гелий) и активные (углекислый газ, азот, водород). Применение смеси газов в некоторых случаях повышает производительность и качество сварки . При отсутствии возможности проводить полуавтоматическую сварку в среде защитных газов также применяют самозащитную проволоку (порошковую). Следует заметить, что углекислый газ является активным газом — при высоких температурах происходит его диссоциация с выделением кислорода. Выделившийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители (такие, как марганец и кремний). Другим следствием влияния кислорода, также связанным с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
Следует заметить, что углекислый газ является активным газом — при высоких температурах происходит его диссоциация с выделением кислорода. Выделившийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители (такие, как марганец и кремний). Другим следствием влияния кислорода, также связанным с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
Международное обозначение.
В англоязычной иностранной литературе именуется как gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG) .
Сварка под флюсом
В англоязычной иностранной литературе именуется как SAW. В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
Гипербарическая сварка
Гипербарическая сварка — процесс сварки при повышенных давлениях, проводится обычно под водой. Гипербарическая сварка может происходить в воде или быть сухой, то есть внутри специально построенной камеры в сухой среде. Применение гипербарической сварки разнообразно — она используется для ремонта судов, морских нефтяных платформ и трубопроводов. Сталь является самым распространенным материалом для гипербарической сварки.
Орбитальная сварка
Орбитальная сварка — разновидность сварки трением или автоматической дуговой сварки (в зависимости от того, вращается или нет труба). Название исходит из применения орбитальной сварки — для сварки стыков труб, фланцев и др. Используется для сварки стальных труб из высоколегированных сталей или алюминиевых сплавов большого диаметра с толстой стенкой.
При соосном вращении свариваемых труб, трение в стыках возникает тогда, когда оси вращения сдвигают параллельно друг другу. В этой разновидности сварки трение используется для нагрева места стыка. Совместное действие проковочного давления и нагрева приводит к сварке мест стыка.
Если трубы не вращаются, то для орбитальной сварки используют сварочные головки, перемещающиеся вдоль стыка и проводящие дуговую сварку с использованием присадочной проволоки или без неё.
Газопламенная сварка
Ацетилено-кислородное пламя (температура около 2621 °C в 2—3 мм от ядра)
Источником теплоты является газовое пламя, образующееся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, МАФ , пропан, бутан, блаугаз, водород, керосин, бензин, бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным (науглероживающим), это регулируется соотношением кислорода и горючего газа.
В качестве горючего газа могут быть использованы ацетилен, МАФ , пропан, бутан, блаугаз, водород, керосин, бензин, бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным (науглероживающим), это регулируется соотношением кислорода и горючего газа.
- В качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2—3 раза дешевле и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2430 °C) и высокому тепловыделению (20 800 ккал/м3), газовая резка с использованием МАФ гораздо эффективнее резки с использованием других газов, в том числе и ацетилена.
- Огромный интерес представляет использование для газовой сварки дициана, ввиду его весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению дициана для сварки и резки является его повышенная токсичность. С другой стороны, эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан представляет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом, истекающее из сварочной горелки, имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течёт», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
- Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограничено и стоимость его высока, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех её областях применения.

 В настоящее время производство ацетилендинитрила очень ограничено и стоимость его высока, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех её областях применения.
В настоящее время производство ацетилендинитрила очень ограничено и стоимость его высока, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех её областях применения.Термитная сварка
В большинстве случаев термитная сварка относится к термическому классу. Тем не менее, встречаются технологические процессы, которые относятся к термомеханическому классу — например, термитно-прессовая сварка. Термитная сварка это сварка деталей расплавленным металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термитная смесь.
Плазменная сварка
Источником теплоты является плазменная струя, то есть сжатая дуга, получаемая с помощью плазмотрона . Плазмотрон может быть прямого действия (дуга горит между электродом и основным металлом) и косвенного действия (дуга горит между электродом и соплом плазмотрона). Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Помимо собственно сварки, этот способ часто используется для технологических операций наплавки, напыления и резки.
Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Помимо собственно сварки, этот способ часто используется для технологических операций наплавки, напыления и резки.
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямой полярности (электрод — катод, разрезаемый металл — анод). Сущность процесса заключается в местном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резака относительно разрезаемого металла.
Электронно-лучевая сварка
Источником теплоты является электронный луч, получаемый за счёт термоэлектронной эмиссии с катода электронной пушки. Сварка ведётся в высоком вакууме (10−3 — 10−4 Па) в вакуумных камерах. Известна также технология сварки электронным лучом в атмосфере нормального давления, когда электронный луч покидает область вакуума непосредственно перед свариваемыми деталями.
Сварка электронным лучом имеет значительные преимущества:
- Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объёме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002 … 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20:1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяжённости зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
- Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4—5 раз меньше, чем при дуговой. В результате резко снижаются деформация изделия.
- Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах.
 Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах.
Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах.Недостатки электронно-лучевой сварки:
- Возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине;
- Для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
Лазерная сварка
Источником теплоты служит лазерный луч. Применяют лазерные установки всех видов. Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки.
Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки.
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и менее) в процессе лазерной сварки объём сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций .
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений. Привлекательным вариантом является «Хамелеон».
Привлекательным вариантом является «Хамелеон».
Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр. ;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
 ;
;Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Видео: как выбрать сварочный инвертор
Какие электроды использовать
Чтобы научиться сваривать электросваркой, нужно подобрать правильные расходные материалы. Обратим внимание на электрический проводник. Он может быть в виде проволоки для полуавтоматов и выполнен как палочки с металлической сердцевиной и обмоткой. Новичкам мы рекомендуем брать вторые, ими легче управлять. Оптимальный диаметр сечения – 3 мм. Меньше понадобятся для сваривания тонколистовых изделий, больше – для промышленных целей и мощного оборудования.
Пошаговая инструкция для начинающих
Начните с подготовки рабочего места. Рядом не должно находиться легковоспламеняющихся и горючих веществ. Пол в помещении может быть бетонный или земляной. Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Пол в помещении может быть бетонный или земляной. Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата.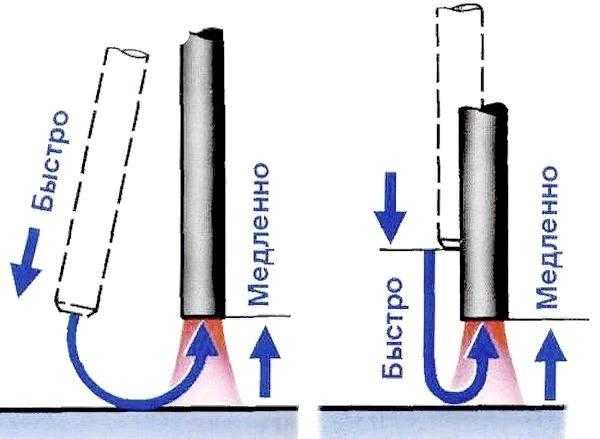 В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Как подключать электрод
Вставьте его в держатель, он не должен шататься. Затем подсоедините два сварочных кабеля. Они имеют различную маркировку (плюс и минус). Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
В статье мы рассказали, как правильно научиться варить сваркой с нуля самому.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.
Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.
Начало сварки: зажигаем дугу
Электродуга создается самостоятельно при соприкосновении полярно заряженных элементов двумя способами:
- чирканьем – проведите полоску вдоль стыка;
- постукиванием – стукните 2-3 раза по месту, где не важен след.
Если искра сразу не образовалась, нужно отбить лишнюю обмотку. Можно работать дальше.
Наклон
Наклоняйте электрод в свою сторону на угол в диапазоне 30-60 градусов. Это обеспечивает хорошее прогревание шлаковой ванны. Но в ряде случаев это не нужно, тогда применяют способ «углом назад», то есть от себя, тогда шов тянется за кончиком защитного покрытия.
Как научиться пользоваться сваркой и определять скорость движения
Нельзя плотно прикладывать электрический проводник к металлической конструкции, между ними должно быть 2-3 мм, это расстояние нужно для образования шлаковой ванны. Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.
Как правильно сваривать детали
Перед началом процесса нужно создать временные крепления – стяжки, заклепки. Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Выбор тока
Он всегда зависит от типа металлических соединений и от электрода. Если напряжения в домашней сети не хватает для нужной силы, можно пройтись в два слоя или проводить работу медленнее, чтобы достигнуть оптимальной температуры. Таблица соответствия:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Выполнение различных швов
По месту расположения швы могут быть вертикальными, горизонтальными, потолочными, наклонными.
Выполнение шва:
- подготовить пластины;
- включить инвертор, выставить ток;
- между пластин сделать небольшой зазор, создать сварочные ванны;
- сделать сварочное соединение;
- отбить шлак.
По такому алгоритму делается каждый шов, но на фото можно увидеть визуальные различия процесса.
В зависимости от конструкции соединения швы могут быть стыковыми, тавровыми и внахлест. Обучиться выполнению швов можно опытным путем, с ориентиром на подробные фотоинструкции. Красиво сваривать получится со временем. Главное – начать и пробовать работать с железом.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Выводы
Задача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.
Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды — сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.

Источники
- https://uniform-met.ru/articles/kak-pravilno-varit-svarkoy-sovety-ekspertov-pravila/
- https://stankiexpert.ru/spravochnik/svarka/kak-pravilno-varit.html
- https://www.rocta.ru/info/kak-nauchitsya-pravilno-varit-svarkoj-ehlektrosvarkoj-v-domashnih-usloviyah/
- https://ru. wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
- https://osvarka.com/obuchenie-svarke/kak-pravilno-varit-svarkoy
- https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
- https://master-azov.ru/metally/kak-varit-metall-raznoj-tolshchiny.html
- https://stroy-podskazka.ru/svarka/kak-varit/
- https://www.forumhouse.ru/journal/themes/28-pravilnaya-svarka-likbez-dlya-chajnikov-i-sekrety-masterstva
 wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0Как работать инверторным сварочным аппаратом видео. Как варить сварочным инвертором: нюансы процесса.
Март 23, 2017
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Кроме того, работать с современным устройством значительно удобнее.
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.
У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.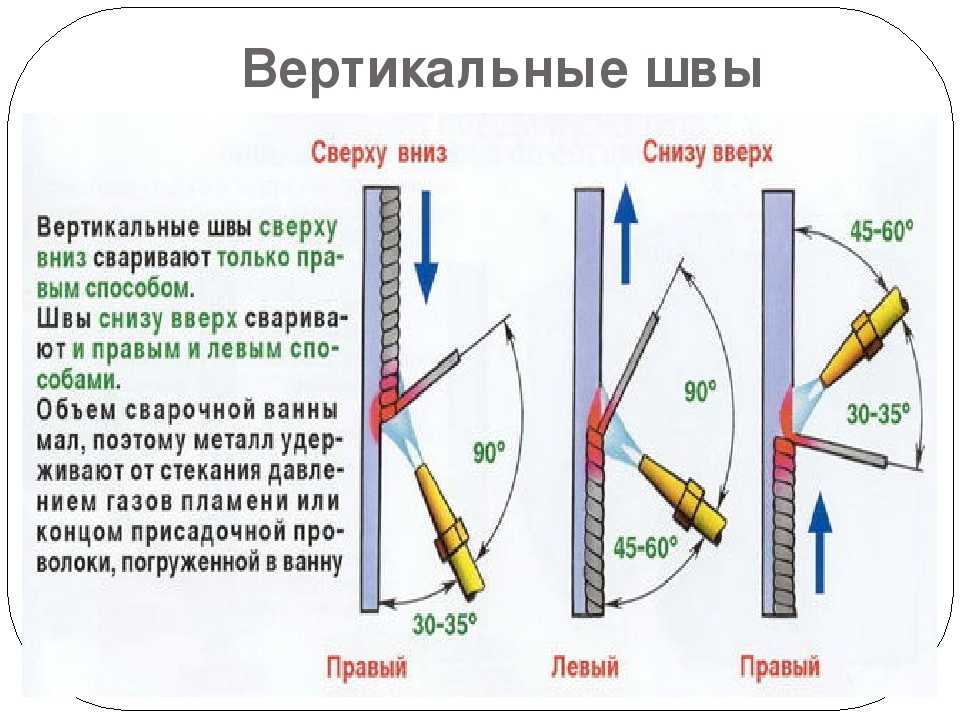
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.
Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
 Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания. Она может вызвать поражение электрическим током.
Она может вызвать поражение электрическим током.Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва и обнаружении .
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, (в том числе с ограниченной свариваемостью).
Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Видеоуроки по электросварке
В Интернете можно найти очень много инструкций, пособий, а также в сети доступны видео уроки электросварки, по основам выполнения данных работ. Ниже будет представлен отзыв на курс «5 уроков по электросварке»:
Посмотрев видео электросваркой, вы сможете научиться сварке по металлу, и сделаете первый уверенный шаг в этом сложном и интересном ремесле.
- Подготовка к сварке
- Розжиг дуги в начале сварки
- Сварная ванна и сварной шов
- Как передвигать электрод во время сварки?
Сварочный инвертор – устройство, позволяющее выполнить соединение металла свариванием. В сравнении с выпрямителем или трансформатором, сварка инвертором легче, проще и доступнее. Как научиться сваривать металл инвертором?
Сварка инвертором: последовательность операций
Технология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат – сплошное прочное соединение двух металлических поверхностей. Как правильно варить металл инвертором, на что обратить внимание при обучении сварке?
Вернуться к оглавлению
Подготовка к сварке
- Подготовка места для сварки. Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблером) – появляется небольшой гул. Выставляем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм необходим сварочный ток величиной 100 А. Опускаем на лицо маску (рис. 1).
 Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).Вернуться к оглавлению
Розжиг дуги в начале сварки
Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступаем к сварке. В начале надо разжечь дугу. С опытом это будет получаться легко. Для начинающего сварщика розжиг дуги – первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
- Чиркаем до тех пор, пока не образуется электрическая дуга. Она очень яркая, смотреть на нее можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода в 3-5 мм от металла. В начале обучения будет сложно выдерживать необходимое расстояние. Если слишком приблизить электрод, произойдет короткое замыкание, и он прилипнет к детали. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
 Для начинающего сварщика розжиг дуги – первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
Для начинающего сварщика розжиг дуги – первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.Вернуться к оглавлению
Сварная ванна и сварной шов
Рисунок 2. Зависимость диаметра от толщины деталей.
- При розжиге дуги образуется жидкая лужица расплавленного металла. Это сварная ванна. Для соединения металлических деталей по всей поверхности контакта электрод медленно перемещается вдоль границы раздела. Следом за ним перемещается сварная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (туда-сюда, вправо-влево) относительно шва между двумя деталями. Так обеспечивается качество соединения.
- Если дуга была потеряна (электрод оказался слишком удален от сварки), повторный розжиг происходит легче. Для возгорания дуги достаточно приблизить конец стержня на расстояние нескольких миллиметров.
- В сварной щиток хорошо видна яркая электрическая дуга и менее яркая сварная ванна. Хуже различимы контактирующие свариваемые поверхности в зоне сварки. Однако снимать щиток и подглядывать на сварку без защитного светофильтра нельзя. В лучшем случае будут неприятно чесаться веки (ощущение песка в глазах). В худшем – можно лишиться зрения без возможности его восстановить.
- Когда стержень укорачивается до 5-6 см, сварку прекращают, инвертор выключают и меняют электрод в клемме.
- В конце сварки застывший шов металла обстукивают молотком для удаления слоя шлака. Очищенный от шлака шов имеет блестящую поверхность.

Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток.
Вернуться к оглавлению
Какими электродами варить металл?
Электрод – металлический стержень, покрытый снаружи обмазкой. Вещество обмазки является шлаковой смесью, которая при сварке также расплавляется, поднимается на поверхность сварной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис 2). В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.
В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.
Состав внутреннего стержня определяется видом свариваемых металлов (малоуглеродистые и низколегированные стали, латунь и бронза, магниевые сплавы, титановые сплавы). Чтобы сваривать металл обыкновенной углеродистой стали, применяются электроды марки УОНИИ. Их также используют для коррозионностойких сталей. Сварка УОНИИ выполняется только прямым током.
Более универсальными считаются стержни маркировки АНО. Они подходят как для прямого, так и для обратного тока любой полярности.
Электроды отличаются не только составом обмазки и стержня, но и диаметром. Размеры стержня в обмазке варьируются от 1,6 мм до 5 мм в диаметре. Чем толще свариваемые детали, тем больший диаметр электрода необходим для их сплавления. Существуют математические формулы расчета диаметра для заданной толщины металлических деталей. Начинающему сварщику проще пользоваться таблицами.
Второстепенными факторами, влияющими на , является вид соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения незначительно отличается от диаметра для стыковой сварки деталей.
При этом для сварки нависающих поверхностей не используются сварочные стержни большого диаметра. Для потолка их размеры ограничены диаметром 4 мм.
Варьирование диаметра стержня при сохранении всех других параметров может усилить или ослабить удельный ток сварки (ток, приходящийся на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод более тонкий, сила тока концентрируется и проплавляет глубже, сварной шов получается узкий. Если электрод более толстый, удельное значение силы тока уменьшается, и глубина проплавления становится меньшей, а ширина шва – большей.
Вернуться к оглавлению
Как выбрать значение сварочного тока и его полярность?
Сила тока определяет глубину проплавления металла. Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проплавления горизонтальных поверхностей. Для того чтобы сварить вертикальные швы, сила тока меньше на 15%, для нависающих (потолочных) соединений – меньше на 20%.
Бытовой инвертор имеет шкалу силы тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А.
Рисунок 3. Движение электрода при сварке.
Полярность – направление движения тока. Инвертор дает возможность изменять направление тока. Как это делается и для чего необходима смена полярности?
Поток электронов (ток движется от минуса к плюсу) в сварке инвертором двигается от клеммы «-» к клемме «+». Та клемма, на которую приходят электроны («+»), прогревается сильнее. Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Если сплавляется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают клемму «-». Получаемая полярность называется обратной. При таком движении тока максимальный разогрев происходит в электроде, а основной металл разогревается меньше.
Обратная полярность характеризуется большей стабильностью дуги, ее легче разжечь и поддержать ее горение.
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.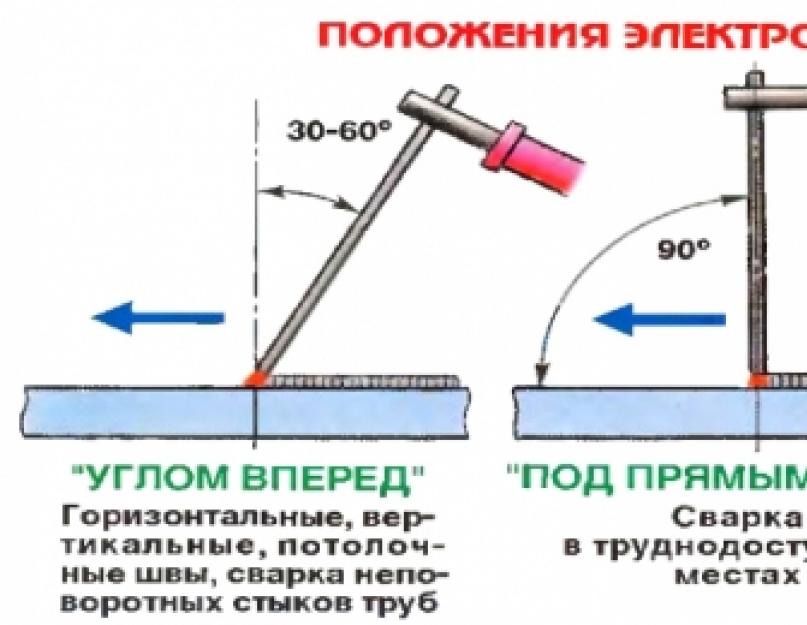
Для начинающих сварщиков и для профессионалов, работающих на высоте, поступили в продажу компактные современные аппараты для электродуговой сварки — инверторы.
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия , а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе , в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше , чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом , поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии , чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва , окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва , окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Небольшой промежуток
Наличие небольшого промежутка приведет к тому, что металл не успеет полностью прогреться , при этом шов выйдет выпуклым и не сплавленным по бокам.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги , которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов , при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.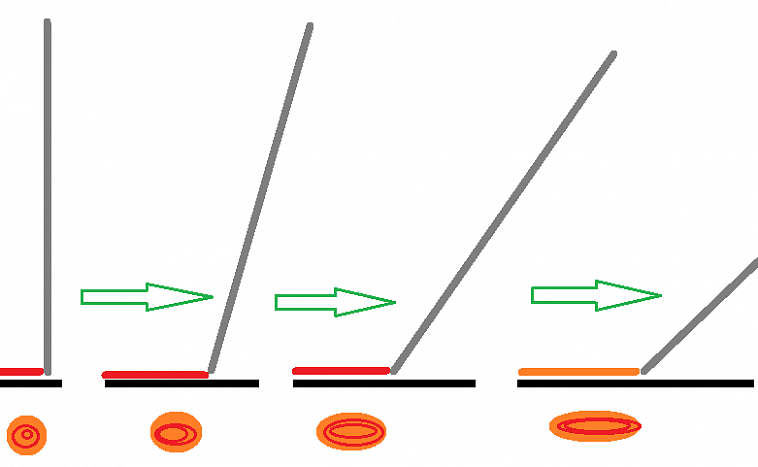
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
В домашнем хозяйстве часто возникает потребность в надёжном соединении каких-либо металлических деталей. В таких случаях оптимальным решением является сварка, позволяющая сделать работу быстро и качественно. Сварочные устройства инверторного типа эффективнее своих классических предшественников примерно в два раза. Научиться работать с ними можно самостоятельно после изучения предлагаемой инструкции.
Что необходимо подготовить:- Инвертор сварочный;
- Защитную одежду и обувь;
- Маску;
- Щётку стальную;
- Молоток;
- Электроды.

 Инверторные агрегаты позволяют выполнять плавную регулировку сварочного тока. При слишком высоком токе металл будет прожигаться, а при недостаточном – стык получится не проваренным. Окалина на шве выстукивается молотком и зачищается щёткой.
Инверторные агрегаты позволяют выполнять плавную регулировку сварочного тока. При слишком высоком токе металл будет прожигаться, а при недостаточном – стык получится не проваренным. Окалина на шве выстукивается молотком и зачищается щёткой.В сварке, как и в каждом стоящем деле, всё приходит с опытом. Постоянно практикуя, с каждым последующим разом сварочный стык будет выходить лучше. Освоение тонкостей сварочного дела позволит легко решать множество проблем, всегда появляющихся у себя дома или на даче.
Как правильно варить электродной сваркой (сварочным инвертором)
Что же такое сварка? Процесс, во время которого мастер соединяет две металлические детали между собой. Происходит это за счет нагревания сплавов электрической дугой, кромки плавятся, приобретают разжиженное состояние. Элементарные частицы электрода смешиваются с частицами металлических деталей. В результате диффузии получается шов, который прочно удерживает заготовки между собой. Надежность подобного соединения не поддается сомнению. К сварке больших металлоконструкций на промышленных объектах допускаются только профессионалы. В данной статье остановимся на некоторых рекомендациях для домашнего умельца, который решил освоить сварочный процесс самостоятельно. На садовом участке часто требуется получить неразъемные соединения металлических изделий. Например, при изготовлении оградительной сетки, тепличных каркасов или подставок под виноград. Мало ли еще вариантов, при которых элементарное владение сваркой принесет значительные преимущества для владельца загородного участка. Если же мастер не остановится на достигнутом, а продолжит самосовершенствоваться, то может вырасти до настоящего профессионала. Все решает практика и желание.
К сварке больших металлоконструкций на промышленных объектах допускаются только профессионалы. В данной статье остановимся на некоторых рекомендациях для домашнего умельца, который решил освоить сварочный процесс самостоятельно. На садовом участке часто требуется получить неразъемные соединения металлических изделий. Например, при изготовлении оградительной сетки, тепличных каркасов или подставок под виноград. Мало ли еще вариантов, при которых элементарное владение сваркой принесет значительные преимущества для владельца загородного участка. Если же мастер не остановится на достигнутом, а продолжит самосовершенствоваться, то может вырасти до настоящего профессионала. Все решает практика и желание.
Достоинства сварочного инвертора
Научиться правильно сваривать метал не так сложно. Современные технологии шагают вперед семимильными шагами, появились возможности работы лазерными и электронными лучами, и даже ультразвуком. Для использования в домашних условиях наиболее оптимальной является электродуговая сварка под действием высокой силы электрического тока. Для работы используется сварочный инвертор, который преобразует переменный ток обычной бытовой электросети в постоянный.
Для работы используется сварочный инвертор, который преобразует переменный ток обычной бытовой электросети в постоянный.
Из преимуществ этих аппаратов следует отметить:
- малый вес, который позволяет легко переносить аппарат в руках или на плече с помощью ремня;
- компактные размеры, агрегат спокойно помещается на небольшом пространстве и не требует много места для работы;
- быстродействие прибора позволяет работать с высокой производительностью;
- легкое зажигание обеспечивает хорошее начало работы и качественный шов;
- экономичность аппарата не последний вопрос при сварке.
Инвертор с диапазоном регулировки сварочного тока от 160 до 200 А отлично подойдет для работы на даче или в загородном доме.
Техника сварочного процесса
Правильно пользоваться сварочным аппаратом можно научиться за несколько сеансов. В начале работы сварщик вставляет электрод в держатель и небольшими постукиваниями по заготовке или чиркнув электродом по металлу, вызывает электрическую дугу. Как только дуга разгорелась, то есть пошло движение тока, необходимо удерживать расстояние между заготовкой и электродом в пределах от 3 до 5 мм. Примерный зазор должен соответствовать диаметру электрода.
Как только дуга разгорелась, то есть пошло движение тока, необходимо удерживать расстояние между заготовкой и электродом в пределах от 3 до 5 мм. Примерный зазор должен соответствовать диаметру электрода.
Литературные справочники утверждают, что угол наклона электрода должен составлять 70º по отношению к прямой поверхности. Это не совсем так. Во время проведения некоторых работ мастер может изменять угол наклона, если этого требует безопасность. Выпуклость шва зависит от угла наклона электрода. Больше наклон, выше бугорок.
Инвертор обладает большими возможностями по части работы с переменным напряжением. Благодаря наличию конденсаторов в конструкции, инвертор накапливает электроэнергию и обеспечивает бесперебойную работу. Стабильность подачи электрического тока, основное условие качественного выполнения операций. При большой силе тока могут образовываться проплешины в металле, при малой силе тока дуга может погаснуть.
При начальном освоении метода сварки шов получается в виде валика. Развивая свои навыки, мастер может добиться соединения шва елочкой или зигзагом. Во время сварки пользователь совершает рукой колебательные движения от одной детали к другой. Более сложные конфигурации швов можно использовать при достижении хорошей уверенности и устойчивости руки. По окончании сварки шов необходимо зачистить, удалить шлаки. Окалину убирают молоточком или другим твердым предметом.
Развивая свои навыки, мастер может добиться соединения шва елочкой или зигзагом. Во время сварки пользователь совершает рукой колебательные движения от одной детали к другой. Более сложные конфигурации швов можно использовать при достижении хорошей уверенности и устойчивости руки. По окончании сварки шов необходимо зачистить, удалить шлаки. Окалину убирают молоточком или другим твердым предметом.
Продолжительность включения – индивидуальная характеристика каждого инвертора. Что она означает. Например, ПВ 50%. Это значит, что процесс непрерывной работы должен составлять 5 минут из 10-ти. Остальные 5 минут сварочный аппарат должен остывать. Значение касается максимального тока, при уменьшении сварочного тока продолжительность включения увеличивается.
Безопасность прежде всего
Уметь варить металл – это только часть работы. Главное позаботится о собственной безопасности. Работа сварщика сопровождается ярким светом сварочной дуги, летящими брызгами раскаленного металла. Основной защитой лица и глаз мастера является сварочная маска. Специальное окошко позволяет хорошо видеть рабочую зону, надежные сенсоры позволят снизить вредоносные излучения ультрафиолета и инфракрасных лучей. Для защиты рук необходимо приобрести плотные рукавицы из брезента. Специальный комплект из комбинезона или отдельных штанов и куртки обеспечат максимальную безопасность во время работы. Рядом с рабочей площадкой не должны находиться легковоспламеняющиеся предметы. Для защиты от случайного возгорания необходимо иметь под рукой емкость с водой.
Особенности выбора электрода
Техника сварки электродами заключается в том, что сварщик подводит электрод, по которому подводится сварочный ток к рабочей зоне. Один из распространенный вариантов исполнения электрода. Это твердый стержень, на котором находится плавящийся состав. При выборе электрода следует определиться с его диаметром. Правило одно. Чем толще металл необходимо сварить, тем толще должен быть электрод. Есть специальные таблицы, которые наглядно показывают соотношение между диаметром электрода и толщиной металла. Однако, необходимо учесть, что сварка тонких листов металла – это задача для опытных сварщиков, работа ювелирная и требует уже некоторого понимания процесса сварки. Для толстых заготовок потребуются электроды большого диаметра, причем и оборудование для таких работ должно иметь соответствующую мощность. Следующий показатель. Каждый диаметр электрода подразумевает определенную силу тока для комфортной работы. При меньшей силе тока, шов может не получиться, при большей силе тока электрод может сгорать слишком быстро. Для небольших работ с начальными знаниями достаточно электрода с 3 мм диаметром.
Распространенные ошибки
Каждый начинающий мастер проходит в своем обучении все этапы проб и ошибок. Есть некоторые советы, к которым следовало бы прислушаться в самом начале:
- новички пытаются варить ржавый или покрашенный металл, этого не нужно допускать, так как напрямую влияет на качество и надежность соединения. Поверхность должна быть тщательно очищена от грязи и ржавчины;
- если зазор между электродом и металлической заготовкой будет меняться то, дуга будет прерываться. Что в результате приведет к разрыву шва и многочисленным дефектам;
- не следует передвигать электрод слишком быстро, ванночка из расплавленного металла будет находиться ниже поверхности детали. Отчего шов получится неправильным. Для идеального шва важно отслеживать, чтобы шов был на уровне металла.
Как правильно варить электросваркой — виды аппаратов и этапы сварочных работ
Человеку, проживающему в частном доме или имеющему частный гараж, в определенный момент придется столкнуться с необходимостью выполнения сварочных работ. Здесь можно пойти двумя путями: пригласить профессионального сварщика или выполнять эту работу самостоятельно. Если вы привыкли все выполнять своими руками, но никогда не варили – не пасуйте перед новой задачей. В конце концов, начинать когда-то же надо. Как и во многих сферах, в этом деле главное практика. Вы и сами не заметите, как с каждым разом сварочный шов будет получаться все лучше и лучше. Но для начала давайте в теории рассмотрим, как правильно варить электросваркой? Содержание
- Виды сварочных аппаратов
- Сварочный трансформатор
- Сварочный выпрямитель
- Сварочный инвертор
- Какую защиту использовать?
- Этапы выполнения сварочных работ
- Как правильно варить электросваркой – видео инструкции
Виды сварочных аппаратов
Для начала необходимо разобраться в видах сварочных аппаратовДля того чтобы приступить к овладению такими необходимыми в реальной жизни навыками сварщика необходимо как минимум понимать на каком оборудовании придется работать. Поэтому давайте рассмотрим виды сварочных аппаратом, посредством которых выполняется электросварка.
Обратите внимание! В домашнем хозяйстве позволит удовлетворить все потребности любой «сварочник», будь то трансформатор, выпрямитель или инвертор.
Сварочный трансформатор
В основе его работы положен принцип преобразования переменного тока сети в переменный ток сварки. Это вид электросварки является самым дешевым, среди преимуществ стоит отметить: небольшую цену при довольно высоком КПД. Сварочный трансформатор прост в обслуживании. Недостатками являются большой вес оборудования, низкая стабильность дуги, способность в большой степени просаживать напряжение.
Сварочный выпрямитель
Обучение лучше выполнять на плоских поверхностяхПредназначен для преобразования переменного тока сети в постоянный сварочный ток. Такой аппарат стоит дороже, чем простой трансформатор. Ему характерны все недостатки и преимущества сварочного трансформатора. Хотя, полученный в ходе работы постоянный ток дает более стабильную дугу и как следствие получается более качественный шов.
Сварочный инвертор
Наделен возможностью преобразования переменного тока в постоянное напряжение, а также ток для выполнения сварки. Достоинства: легко зажигается дуга, малый вес, плавно регулируется ток, высокое быстродействие и КПД. И самое главное, что выполнить красивый ровный шов без особых затруднений сможет даже человек, не имеющий квалификации сварщика.
Важно! Если вам позволяют финансовые возможности, для домашнего хозяйства приобретайте сварочный инвертор. Тем боле, что современный рынок сварочного оборудования предлагает огромный ассортимент инверторов.
Какую защиту использовать?
Предметы, необходимые для сварки электрической дугой- Маска сварщика.
- Замшевые защитные перчатки.
- Щетку по металлу.
- Молоток для сбивания шлака.
- Специальная одежда из плотной ткани с длинными рукавами.
- Электроды.
Этапы выполнения сварочных работ
Внимание! Электроды подбираются в соответствии с толщиной металла, а ток уже выставляется по электродам.
Метод расчета предельно прост, например:
- сварочный трансформатор – 1 мм электрода соответствует 30-40 А;
- сварочный инвертор – 3 мм электрода соответствует 80 А, при 100 А уже можно выполнять резку металла.
Не имеет значения, в каком помещении вы будете выполнять сварочные работы, на всякий случай припасите там ведро воды. Прежде, чем приступить непосредственно к сварке подготовьте рабочее место и все рабочие заготовки – все должно быть под рукой. Места выполнения сварочных швов нужно тщательно зачистить щеткой по металлу. Чтобы правильно выставить свариваемые заготовки рекомендуется использовать струбцины или тиски.
Чтобы понять, как правильно сваривать электросваркой, нужно сначала потренироваться на сваривании валиков на плоской поверхности. А для выполнения этих операций лучше использовать 3 мм электроды – они являются самыми ходовыми.
Внимание! Для сварки лучше использовать недавно купленные электроды. Залежавшиеся могут оказаться сырыми, что сделает практически невозможным процесс сварки.
Далее последовательно поступаем так:
- Зажим массы прикрепляем к рабочей детали.
- Электрод вставляем в держатель.
- Зажигаем дугу. Возможно два способа решения этой задачи: чирканием (как спичкой)или постукиванием по заготовке.
- Выполняем сварку, постепенно ведя электродом, который держим в процессе работы под углом 75 градусов. При этом совершаем колебательные движения. Со стороны будет выглядеть так, как будто расплавленный металл подгребается под кратер дуги.
- В итоге получаем красивый ровный шов.
Как видим, ничего сложного и невыполнимого в производстве сварки нет. Главное обладать минимальными знаниями физики и иметь нужное оборудование. Причем первое дело наживное – благо есть интернет, а второе – всегда пригодится в хозяйстве. Наиболее принципиальные моменты выполнения электросварки предлагаем посмотреть в ознакомительном видео ролике.
Как правильно варить электросваркой – видео инструкции
Учимся варить электросваркой © Геостарт
Технология сварочного процесса
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом. Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки, формы кромок соединяемых поверхностей, скорости движения электрода, положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой, образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов, покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются
- высокая производительность;
- возможность сварки различных материалов без необходимости переналадки оборудования;
- хорошее качество сварного шва;
- недорогие расходные материалы;
- доступность.
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока . Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см – прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля – один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Подготовка к работе и выбор электродов
Прежде чем начинать учиться варить электросваркой, следует подготовить требуемые инструменты и защитные принадлежности. Подготовьте следующее:
- маску сварщика;
- защитную одежду и перчатки;
- молоток для удаления шлака;
- электроды;
- щетку по металлу;
- сварочный аппарат.
Отклонение сварочной дуги при сварке.
Защитная одежда должна быть изготовлена из плотного материала.
Перед началом работы запомните одно простое правило: электроды нужно подбирать в соответствии с толщиной металла, а ток выставлять по выбранному электроду. Расчет предельно прост. К примеру, вы используете сварочный трансформатор.
В данном случае на 1 мм электрода будет приходиться порядка 30-40 А. Если же вы будете работать сварочным инвертором, то 3 мм электрода будет соответствовать 80 А. При повышении тока до 100 А уже можно будет резать металл.
Место для проведения сварочных работ должно быть удобным для вас. Особых требований к нему не предъявляется. Обязательно принесите на рабочее место ведро с водой.
Подготовьте все необходимое для работы, а также сами заготовки. Тщательно зачистите места сварочных швов при помощи щетки по металлу. Пока у вас нет опыта, по возможности выставляйте рабочие заготовки при помощи тисков или струбцин.
Для того чтобы разобраться в технологии работы с электросваркой, для начала потренируйтесь на сваривании валиков на плоской площадке. При этом лучше всего применять 3 мм электроды — наиболее ходовой и универсальный вариант.
Не стоит надеяться, что вы сможете научиться варить электросваркой «за 1 электрод». Подготовьте как минимум пачку электродов. Они относительно дешевые, зато вы сможете вдоволь напрактиковаться.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла. Сварка электродом
Сварка электродом
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер .
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Разновидности сварных швов и соединений
Сварку стальных труб производят сварочным аппаратом методом плавления. Сварочный аппарат из переменного тока образует постоянный и посредством электрической дуги нагревает локальный участок изделия до нужной температуры. Формирование электрической дуги происходит на металлическом стержне (электроде). Там где работает дуга, образуется специальная атмосфера, которая при плавлении металла не позволяет ему окисляться. Благодаря качественному сварному шву протечки полностью исключены, т. к. соединение получается герметичным.
Есть много способов наложения швов. Какой способ выбрать, это зависит от толщины труб и материала, из которого они изготовлены. Основные типы швов:
- в тавр;
- встык;
- внахлест;
- угловые.
Также важно учитывать расположение труб по отношению друг к другу:
- Нижний шов. Во время сварочных работ электрод располагают над соединяемыми элементами. При таком способе сварщику хорошо видны все свариваемые участки, поэтому данный метод является самым удобным.
- Потолочный шов. Электрод располагают под свариваемым элементом. При этом оператор поднимает руку вверх и держит над головой, поэтому этот способ применяют только во время ремонта или при замене деформированного участка трубы. При обустройстве новой системы его не используют.
- Вертикальный шов. Такой способ соединения применяют, если 2 трубы располагаются горизонтально. Сварщик проводит электродом движения вверх и вниз и снизу вверх (в вертикальном направлении).
- Горизонтальный шов. Часто горизонтальными соединениями делают монтаж отопительных и водопроводных систем. При этом две трубы находятся в вертикальном положении.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Как выбрать электроды для сварки
Электрод — это металлический стержень, который позволяет провести ток к свариваемой заготовке. Существуют различные марки электродов, но для сварки стали подойдут обычные электроды для инвертора, диаметром в 3 мм. Чем толще металл, тем больший диаметр электродов для сварки нужно выбирать.
Очень важно, чтобы электроды для обучения сваркой были бы качественными, и, обязательно сухими. При использовании отсыревших электродов, даже опытному сварщику, очень трудно зажечь дугу и удержать её в стабильном состоянии
Поэтому, если вы решили научиться электросварке, то должны использовать только качественные расходные материалы для этих целей.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Подробности
Типы аппаратов для сварки
На строительном рынке есть множество моделей сварочных аппаратов, и среди всего разнообразия стоит выделить следующее:
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.
Трансформаторные
Устройство подобных автоматов самое обычное – это понижающий и мощный трансформатор, причем именно в его вторичную обмотку и включают электрическую рабочую цепь. Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Инверторы
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование
Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место. Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Средства защиты и инструменты
Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.
И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.
Советы начинающему сварщику
Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
При первых попытках сварить различные соединения у вас будет получаться много ошибок
Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле
Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами.
Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором. Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Какой инвертор мне нужен для работы микроволновой печи?
Микроволновые печи и другие автономные устройства для жителей домов на колесах и бродяг обеспечивают множество домашних удобств. Правильный выбор инвертора обеспечит оптимальную работу вашей микроволновой печи, защитит аккумуляторы от повреждений и продлит срок службы других ваших приборов.
Прежде чем выбрать инвертор, важно изучить некоторые основы электричества. В этой статье мы рассмотрим такие вопросы, как понимание того, как приборы запускаются и работают, и как солнечная энергия работает в электрической системе вашего дома на колесах, чтобы вы знали, сколько энергии потребляет ваша микроволновая печь и достаточно ли у вас заряда батареи для ее обработки.
Поначалу это может сбивать с толку, но как только вы разберетесь с основами, вы моментально разогреете ужин в микроволновой печи на колесах!
Что такое инвертор?
Начнем с самого начала: что именно делает инвертор? Инверторы предназначены для получения мощности постоянного тока (DC) (например, энергии от батареи или солнечных панелей) и преобразования ее в мощность переменного тока (AC), используемую приборами. Переменный ток — это то, что поступает из настенных розеток в вашем доме, а постоянный ток используется для игрушек и устройств с батарейным питанием. Чтобы использовать розетки в вашем доме на колесах или туристическом прицепе, вам нужен инвертор. Нажмите здесь для получения дополнительной информации о размерах.
Рейтинги устройств не дают полной информации
Может показаться простым прочитать этикетку прибора и подумать: «Вот сколько энергии мне нужно», но это заблуждение. Почти все электроприборы потребляют больше энергии, чем они рассчитаны. Эта дополнительная стартовая мощность, по сути, и заставляет их двигаться.
Чем больше прибор, тем больше энергии он будет потреблять при запуске. Кондиционеры, холодильники и даже микроволновые печи могут при запуске потреблять в 3 раза больше номинальной мощности.
Краткий урок математики
Это требование означает, что ваша микроволновая печь мощностью 900 Вт может потреблять 2700 Вт мощности при запуске. Всплеск будет происходить только в течение миллисекунды, а затем ваше устройство быстро перейдет к «рабочим ваттам» — номинальной мощности, указанной на этикетке.
При выборе инвертора вам нужен тот, который может выдержать пусковую тягу.
При выборе инвертора вам нужен тот, который может выдержать пусковую тягу. Инвертор мощностью 2000 Вт (рабочая мощность) может иметь пиковую (или пиковую) выходную мощность 3000 Вт. Этот инвертор может легко обрабатывать как 900 рабочих ватт и 2700 ватт импульса (начальное потребление) требований вашей микроволновой печи.
Итак, вы выбрали правильный размер инвертора. Но есть еще один фактор, который следует учитывать.
Синусоидальные инверторы — почему они лучше всего подходят для бытовой техники?
Существует два типа инверторов — чистая синусоида и модифицированная синусоида. Инверторы с чистым синусоидальным сигналом
обеспечивают высококачественную электроэнергию, близкую к той, что имеется в вашем доме. Модифицированные синусоидальные инверторы являются более доступным вариантом и используют базовую форму технологии, которая подает питание более неустойчивым образом, с большим количеством пиков и спадов в потоке.
Многие современные бытовые приборы (включая микроволновые печи) чувствительны к колебаниям мощности и работают неоптимально с питанием от модифицированного синусоидального инвертора. Выбор чисто синусоидального инвертора гарантирует, что вы всегда получите максимальную производительность и ожидаемый срок службы ваших приборов.
Как определить размер батареи?
Ваш инвертор — это только одна часть энергетической головоломки. У вас может быть высокопроизводительный чистый синусоидальный инвертор, но без аккумуляторной батареи нужного размера ваш инвертор не будет работать правильно или даже может отключиться.
Батареи хранят энергию в форме постоянного тока. Инвертор получает энергию от батарей и преобразует ее в полезную энергию переменного тока. Когда инвертор начинает потреблять энергию от батареи, напряжение батареи заметно падает, а затем начинает восстанавливаться. Это восстановление происходит, когда жидкий электролит внутри батареи начинает смешиваться и контактирует с пластинами внутри элементов батареи.
Многие параметры батареи могут привести к отказу, отключению или даже полному отключению инвертора. К ним относятся слишком маленькая батарея, плохое состояние батареи, низкие температуры или резкий скачок нагрузки при запуске устройства, который вызывает значительное падение нагрузки.
Проще говоря, прибор не запускается, потому что начальное потребление при запуске больше, чем может выдержать батарея.
Солнечная энергия поможет вашим батареям работать в микроволновой печи (еще немного математики…)
Давайте поговорим о том, чтобы определить, достаточно ли мощности вашей системы и силы тока ваших батарей для работы микроволновой печи (и как долго). Теперь мы знаем, что иметь достаточную мощность для ее запуска — это одно, но достаточно ли у вас ампер в ваших батареях, чтобы обеспечить потребности микроволновой печи в течение полных пяти минут? Вот как вы можете определить свои потребности в батарее…
При идеальной эффективности инвертора (что часто не так), 1200-ваттный инвертор, работающий в течение пяти минут, будет потреблять 100 ватт-часов энергии от аккумуляторной батареи. Тем не менее, пусковая нагрузка микроволновой печи на аккумуляторную батарею будет составлять примерно 56 ампер при КПД инвертора 90%.
Ампер x Вольт = Вт
Вы также можете определить силу тока в амперах, разделив мощность в ваттах на вольты.
Если вашей микроволновой печи требуется 56 ампер при запуске, даже с инвертором нужного размера, вам потребуется несколько батарей, чтобы избежать повреждения батарей или вызвать сбой и отключение инвертора.
Используя в качестве примера наш комплект Overlander, можно сказать, что солнечная панель собирает примерно 9 ампер энергии в час, если солнце светит не менее 6 часов в день. Другими словами, эта панель будет отдавать примерно 54 ампера мощности обратно в ваш аккумулятор в день (или за 6 часов солнечного света).
Используя эту математику, вашей панели потребуется час полуденного солнца, чтобы зажечь микроволновку за первые несколько секунд. Вот почему мы рекомендуем иметь несколько аккумуляторов.
Ваша микроволновая печь имеет значение
Наконец, тип микроволновой печи, которую вы хотите использовать в своем доме на колесах, имеет значение. Является ли ваша микроволновая печь той, которая была предварительно установлена производителем вашего дома на колесах? Или это ты принес из дома? Установленные OEM микроволновые печи обычно меньше и потребляют меньше энергии, чем их аналоги, предназначенные для дома. Наши эксперты рекомендуют инвертор чистой волны мощностью 1500 Вт, если вы планируете использовать тот, который был в вашем доме на колесах, и инвертор чистой волны мощностью 2000 Вт для работы обычной настольной микроволновой печи.
Проконсультируйтесь со специалистами
Как видите, есть немало моментов, которые следует учитывать при определении правильного количества батарей: вам нужно включить микроволновую печь, а также любые другие системы, которые могут потреблять ваши батареи одновременно.
Хотя выбор правильного инвертора для микроволновой печи и других приборов очень важен, это всего лишь один шаг к созданию безопасной и эффективной системы электропитания для вашего дома на колесах.
Нажмите здесь, чтобы начать.
Микроволновая конвекция против инвертора | В чем отличия?
Содержание_
- В чем разница между инверторной и конвекционной микроволновыми печами?
- Скорость приготовления
- Вкус
- Стоимость обслуживания
Если вы покупаете лучшую микроволновую печь, вам нужно знать, какой процесс приготовления сделает вашу еду горячей. Знание того, в чем разница между конвекционными и инверторными микроволновыми моделями, имеет решающее значение для всего процесса приготовления. По сравнению с обычной микроволновой печью конвекционная и инверторная технологии предлагают дополнительные уровни мощности и более энергоэффективное время приготовления. Итак, читайте дальше, чтобы узнать, как складываются конвекционные микроволны и инверторные микроволны.
ОСНОВНЫЕ ВЫВОДЫ:
- В инверторных микроволновых печах используется энергосберегающий источник питания, обеспечивающий точное напряжение, необходимое для приготовления пищи.
- В конвекционных микроволновых печах используются встроенные вентиляторы, которые обдувают пищу горячим воздухом, придавая ей вид запеченного внешнего вида.
- Инверторные микроволновые печи более энергоэффективны, но они дороже обычных и конвекционных микроволновых печей.
По сравнению с обычной духовкой конвекционные и инверторные модели обеспечивают стабильный поток тепла и дополнительные уровни мощности для ваших блюд. В сочетании со стандартной технологией микроволновых печей инверторные и преобразовательные микроволновые печи отлично подходят для приготовления полноценного обеда. Итак, в чем ключевое отличие конвекционных и инверторных микроволновых печей?
Совет профессионала
Не накрывайте продукты в конвекционной печи, потому что нагрев и поток воздуха не приготовят пищу должным образом.
В инверторных микроволновых печах используется эффективный источник питания с постоянной выходной мощностью. По сравнению с другими типами микроволновых печей, использующих скачки напряжения через трансформатор, инверторная микроволновая печь более энергоэффективна. Постоянный уровень мощности инвертора обеспечивает точное напряжение, необходимое для приготовления пищи, чтобы ваша еда была теплой. Это точное приготовление обеспечивает приготовление пищи без горячих и холодных пятен, характерных для некоторых продуктов, приготовленных в микроволновой печи.
В конвекционных микроволновых печах используются вентиляторы для циркуляции воздуха вокруг пищи, чтобы придать ей текстуру запекания. Кроме того, модели с конвекцией сочетают стандартные функции микроволновой печи с горячим воздухом для более быстрого приготовления. Если вы склоняетесь к конвекционной микроволновой печи, прочитайте это руководство, чтобы узнать, что лучше для вашей кухни: конвекционная печь или обычная микроволновая печь.
Продолжайте читать, чтобы узнать, в чем разница между конвекционными и инверторными микроволновыми печами. Тем не менее, если вы инвестируете в мощную микроволновую печь, вы должны знать, когда ее нужно отремонтировать или заменить.
Скорость приготовления
Конвекционная микроволновая печь поджарит, запечет и приготовит пищу быстрее, чем инверторная модель, благодаря обдуву блюда горячим воздухом. Кроме того, инверторные микроволновые печи обеспечивают точный контроль температуры, а конвекция позволяет выпекать выпечку. Тем не менее, инверторные микроволновые печи обеспечивают лучший уровень влажности и энергоэффективность, с которыми не может сравниться трансформатор в конвекционной микроволновой печи.
Вкус
К сожалению, скорость нагрева при конвекции позволяет легко приготовить блюда с пережаренными краями. Инверторные микроволновые печи доставляют горячие блюда так же, как и традиционная микроволновая печь, но весь продукт нагревается равномерно.
Стоимость обслуживания
Особенности инверторной микроволновой печи усложняют ее обслуживание. Тем не менее, как конвекционные, так и инверторные модели имеют дополнительные детали, которых нет в обычных микроволновых печах Panasonic. Кроме того, оба кухонных прибора являются дорогостоящими инвестициями, поэтому рассчитывайте потратить больше, чтобы устранить любые возможные проблемы. Тем не менее, взгляните на наше сочетание инверторных микроволновых печей LG и Panasonic.
Предупреждение
Не используйте металлическую посуду в режиме микроволн на конвекционной микроволновой печи. Металл может искрить и повредить прибор.
Часто задаваемые вопросы
Какие производители предлагают микроволновые печи с инвертором?
Инверторная микроволновая печь Panasonic была первой плоской микроволновой печью на рынке. Сегодня такие бренды, как Sharp, LG и GE, предлагают инверторные печи.
Возможна ли конвекционная печь без вентилятора?
Да, вы можете использовать методы конвекционного нагрева без вентилятора. Тем не менее, ваша функция конвекции не будет иметь такой же мощности нагрева без циркуляции воздуха. Для некоторых деликатных продуктов лучше отключить вентилятор, и молекулы воды будут испаряться меньше.
Вредна ли микроволновая печь для здоровья?
Микроволновые печи не вредны для здоровья, и они сохраняют питательные вещества в продуктах по сравнению с медленным приготовлением в обычной духовке. Кроме того, вы можете купить многофункциональную микроволновую печь, которая также выпекает, как обычная духовка.
STAT: Бюро статистики труда США обнаружило, что 76% микроволновых печей на рынке являются настольными моделями. (источник)
ССЫЛКИ:
- https://www. bls.gov/cpi/quality-adjustment/microwave-ovens.htm
- https://www.canr.msu.edu/news/microwaves_and_safe_food
- https://www.fsis.usda.gov/food-safety/safe-food-handling-and-preparation/food-safety-basics /cooking-microwave-ovensr
- https://www.youtube.com/watch?v=NJnMQq5A9Cg
- https://www.osti.gov/servlets/purl/1172657/
Индукционная плита, варочные панели и Посуда
Перейти к основному содержанию
Индукционная технология приготовления пищи сочетает в себе температурную чувствительность газовой варочной панели, более безопасную и холодную варочную поверхность и простоту очистки электрической варочной панели.
Индукционная технология приготовления пищи сочетает в себе температурную чувствительность газовой варочной панели, более безопасную и холодную варочную поверхность и простоту очистки электрической варочной панели.
GE ПРИБОРЫ ДЛЯ ИНДУКЦИОННОЙ КУХНИ
Индукционная посуда Chantal®
КАК РАБОТАЕТ ПРИ ИНДУКЦИОННОМ ПРИГОТОВЛЕНИИ
При индукционном приготовлении пищи используется электромагнитное поле для нагрева посуды. Это сильно отличается от традиционного приготовления пищи на газовом или электрическом змеевике. Также необходима специальная посуда. Посуда, используемая на индукционной плите, должна содержать железо. Это то, что делает сковороду магнитной и позволяет передавать энергию на сковороду или кастрюлю, которую вы используете.
ЭЛЕКТРОМАГНИТНАЯ ЭНЕРГИЯ + МАГНИТНЫЕ сковороды = БЫСТРЫЙ И ЭФФЕКТИВНЫЙ ИНДУКЦИОННЫЙ НАГРЕВ
ДЛЯ ИНДУКЦИОННОГО НАГРЕВАНИЯ НЕОБХОДИМА МАГНИТНАЯ ПОСУДА
Для индукционного нагрева дно сковороды должно быть изготовлено из железа, чтобы сковорода была магнитной. Вы можете выполнить простой тест, чтобы узнать, будет ли ваша сковорода работать с индукционной варочной панелью.
Если магнит прилипает ко дну, посуда будет работать на индукционной плите. Когда магнитная сковорода помещается на варочную поверхность, молекулы железа в сковороде начинают вибрировать 20 000–50 000 раз в секунду. Именно трение между этими молекулами создает тепло. Все тепло содержится на дне кастрюли; Вот почему поверхность остается холодной, а посуда горячей.
ПРЕВОСХОДНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ
ЛЕГКО ЧИСТИТЬ
ПРОХЛАДНЫЙ НА ПРИКАСАНИЕ
Итак, какие преимущества вы заметите, начав готовить на индукционной плите?
Быстрый нагрев
Быстро вскипятите воду с помощью нашего самого мощного индукционного элемента. Использует электромагнитное поле для нагрева пищи и кипячения воды быстрее, чем газовые или электрические плиты.
Прохладный на ощупь
Индукционная технология нагревает только посуду, поэтому остальная часть варочной панели остается холодной. Это отличная функция для семей с детьми.
Требуются магнитные кастрюли
Индукционная плита обеспечивает энергоэффективность за счет сокращения потерь тепла по сравнению с инфракрасными и газовыми варочными панелями. Наше тестирование показывает, что наши индукционные элементы передают 84% всей энергии, потребляемой пищей, по сравнению с 73% для электрических варочных панелей и 38% для газовых конфорок.
Прецизионный контроль
Прецизионный контроль температуры позволяет вашим индукционным варочным поверхностям поддерживать температуру плавления, кипения или кипения.
ИНДУКЦИЯ Часто задаваемые вопросы
При приготовлении пищи на индукционной плите используется высокочастотная индукционная катушка под гладкой поверхностью варочной панели, которая нагревает посуду с помощью магнитного поля, а не с использованием открытого огня, как в газовой варочной панели, или нагревательных змеевиков, как в электрической варочной панели. Индукционная кулинария — это единственный метод приготовления, при котором посуда используется непосредственно как часть системы приготовления пищи.
Да. Чтобы создать магнитное поле и нагреть посуду, на дне посуды должно быть некоторое количество железа. Лучший способ определить, будет ли кастрюля работать, — с помощью магнита. Если магнит прилипает ко дну, посуда будет работать на индукционной плите.
Да. Индукционные варочные панели серии GE Profile™ нагреваются быстрее, чем газовые или инфракрасные варочные панели. По сравнению с излучающей варочной панелью (12 минут) или газовой варочной панелью (13 3/4 минут), индукционные варочные панели обеспечивают самое быстрое время закипания; 1,5 галлона воды закипает всего за 8 1/2 минут.*
Технология индукционных варочных панелей нагревает только область, которая вступает в непосредственный контакт с магнитной посудой или посудой, содержащей железо, оставляя неиспользуемую часть поверхности элемента ненагретой. Эта функция одновременно удобна и обеспечивает безопасность при приготовлении пищи.
На индукционных варочных панелях серии GE Profile™ функция блокировки элементов управления помогает предотвратить непреднамеренное включение сенсорных элементов управления. Вы можете заблокировать панель управления, чтобы предотвратить случайное включение при очистке элементов управления.
Индукция отличается от газовых или инфракрасных варочных панелей отсутствием открытой катушки, открытого пламени или нагреваемой поверхности. При случайном включении нагревательного элемента тепло не выделяется, если только на нагревательный элемент не поставить посуду диаметром 5 дюймов и более. Когда посуда снимается с нагревательного элемента, катушка обесточивается и автоматически выключается в течение 30 секунд.
На индукционных варочных панелях серии GE Profile™ будет мигать буква «F», если посуда снята с поверхности, посуда отсутствует, когда устройство включено, или посуда не расположена по центру нагревательного элемента.0003
Да. Индукционная варочная панель серии GE Profile™ соответствует нашим стандартным формам вырезов, что упрощает замену прибора без изменения вырезов в столешнице.
Да. Индукционные варочные панели серии GE Profile™ можно устанавливать на некоторые печи Monogram®, серии GE Profile™ или одностенные печи GE® 27 или 30 дюймов, за исключением моделей с технологией Trivection®. Пожалуйста, обратитесь к инструкции по установке для получения дополнительной информации о сочетании индукционной варочной панели с духовкой.
Да. Поскольку неиспользуемая часть варочной панели остается относительно прохладной из-за того, что она не нагревается, большинство излишков не будут пригорать на поверхности. Кроме того, электронные элементы управления варочной панелью представляют собой стеклянные сенсорные элементы управления, а не ручки, что облегчает их очистку.
Легко удаляйте разливы и брызги, протерев индукционную варочную панель влажной тканью или губкой. Простота очистки является ключевой особенностью индукционной варочной панели по сравнению с традиционной газовой моделью.
ИНДУКЦИОННЫЕ ВИДЕО
КАК РАБОТАЕТ ИНДУКЦИЯ
НАГРЕВАЕТ ТОЛЬКО СКОВОРОДА
ЛЕГКО ЧИСТИТЬ
ТОЧНАЯ МОЩНОСТЬ И УПРАВЛЕНИЕ
- Управление отоплением профессионального уровня
- Вмещает кастрюлю или сковороду любого размера
- Многочисленные функции безопасности
- Превосходная энергоэффективность
ПОСМОТРЕТЬ ВСЕ ИНДУКЦИОННЫЕ АССОРТИМЕНТЫ
ГДЕ КУПИТЬ
WB02X30447
$ 350,00
- Изготовлен из прочной японской стали
- Подходит для использования в духовке (стеклянная крышка подходит для использования в духовке при температуре 375°F)
- Можно мыть в посудомоечной машине
- Ограниченная пожизненная гарантия
ДОБАВИТЬ В КОРЗИНУ
ПОЛУЧИТЬ ПОДРОБНУЮ ИНФОРМАЦИЮ
верхний
Учебные онлайн-курсы по установке солнечных батарей
Все статьиГила Краус
Старший автор контента
28 июля 2021 г. Комментарии ()
Все статьи
Пандемия COVID привела к значительному увеличению спроса на солнечные энергетические системы, что является частью мировой тенденции к благоустройству дома. Параллельно с этим многие другие предприятия и отрасли инвестируют в солнечную энергию, чтобы сократить свои счета за электроэнергию и выполнить поставленные правительством задачи по сокращению выбросов. Это привело к увеличению числа рабочих мест, связанных с солнечной энергетикой, и на рынок выходит много новых монтажников и техников.
Иногда начинающим установщикам, которые плохо знакомы с отраслью, или даже более опытным «ветеранам» может быть сложно справиться с растущей конкуренцией. Но с профессиональным Учебным центром SolarEdge вы можете получить опыт, необходимый для улучшения навыков установки, экономии времени и денег и опережения конкурентов.
Станьте опытным установщиком SolarEdge, изучив учебный центр SolarEdge — наш интерактивный ресурсный центр для всех ваших потребностей в обучении установке солнечных батарей.
Ознакомьтесь с нашим новым Учебным центром
Оттачивайте свои профессиональные навыки с помощью практического обучения и знаний по установке солнечных батарей
Жизнь не всегда бывает солнечной для установщиков солнечных батарей, особенно когда конкуренция жесткая. Благодаря новому Учебному центру SolarEdge у вас есть легкий доступ ко всей коллекции учебных ресурсов SolarEdge по установке фотоэлектрических систем — в одном месте и всегда в актуальном состоянии. Вы не хотите оставить своих конкурентов далеко позади? Еженедельно посещайте наш Учебный центр и узнавайте о новых продуктах, которые движут отраслью.
Совершенствуйте свои навыки, научившись правильно устанавливать оптимизаторы мощности и инверторы SolarEdge. Получите доступ ко всем необходимым учебным ресурсам по солнечной установке в любое время, в любом месте и с любого устройства. Чтобы найти онлайн-курс, войдите в EDGE Academy, используя те же учетные данные, которые вы используете для доступа к платформе мониторинга и приложению Designer. Зарегистрируйтесь для участия в живых вебинарах на предпочитаемом вами языке и обогатите свои практические знания. Это снизит вашу зависимость от звонков в службу поддержки.
Почему наш учебный центр поможет повысить эффективность ваших установок
С фотоэлектрическими установками время – деньги. Может потребоваться много времени, чтобы просеять огромное количество материалов, чтобы найти точную информацию, которую вы ищете. Учебный центр позволяет быстро и легко найти то, что вам нужно, улучшить свои знания по установке и сократить время установки! Проходите онлайн-курсы для самостоятельного обучения в любое время или выбирайте из разнообразного набора технических обучающих видеороликов и руководств на нашем канале YouTube. Подумайте о том, чтобы зарегистрироваться для участия в вебинарах и семинарах в прямом эфире или посмотреть записи событий, адаптированные для вашего региона. Наш учебный центр может избавить вас от ненужных поездок, решая проблемы удаленно, и сэкономить ваше время на месте, рекомендуя подготовительные шаги, прежде чем вы отправитесь в путь.
Вождение на дальние расстояния без лишнего времени? Работаете на высоте с прерывистым интернет-соединением? Просто коснитесь мобильных модулей обучения «Know-As-You-Go», локализованных более чем в 12 регионах, чтобы получить доступ к контенту, совместимому с мобильными устройствами, прямо на месте.
Как освоить планирование и управление несколькими солнечными электростанциями
Планирование или управление фотоэлектрическими объектами, особенно когда вы имеете дело с несколькими объектами, может быть очень сложной задачей. Кроме того, поиск пути и поддержка активного сайта, установленного кем-то другим, занимает еще больше времени.
Учебный центр поможет вам быть в курсе каждой мелочи. В нашем онлайн-учебном центре по установке солнечных батарей вы можете смотреть записанные сеансы веб-семинаров и проходить интерактивные блоки электронного обучения, чтобы освоить приложение SolarEdge Designer. Вы можете просматривать обучающие видеоролики по платформе мониторинга SolarEdge, чтобы отслеживать производительность сайта и экономить время, управляя задачами удаленно. Кроме того, вам будет полезно следовать техническим инструкциям для более быстрой и прибыльной установки.
Готовы стать экспертом по установке солнечных батарей?
Посетите наш новый учебный центр
Up Next
Революция в домашнем зарядном устройстве для электромобилей с использованием солнечной энергии
Джош Тауб | 16 декабря 2020 г.
Похожие статьи
Как рассчитать потребность системы солнечной энергии для вашего дома
Анна Бен-Дэвид | 15 марта 2021 г.
Думаете о системе солнечной энергии для своего дома? Один из первых вопросов, который вы, вероятно, зададите: «Сколько солнечных панелей (часто называемых «солнечными модулями») мне нужно на моей крыше?» Чтобы точно рассчитать потребность в солнечной энергии вместе с вашим установщиком и получить максимальную отдачу от вашей будущей системы, вам необходимо предоставить им точную информацию о вашем потреблении энергии. Вот несколько советов, которые следует учитывать при расчете ваших потребностей в солнечной энергии. Определение ваших местных субсидий на солнечную энергию — это первый шаг к расчету ваших потребностей в солнечной энергии. Рассчитайте потребность в солнечной энергии, шаг 1: определите свои местные схемы солнечной энергии и субсидии Одна из первых вещей, которую вы захотите проверить, — это типы солнечных схем и субсидий, доступных в вашем регионе. Помимо налоговых льгот и других скидок, в разных регионах предлагаются различные типы структур стимулирования, которые являются ключевым фактором при определении размера вашей системы. Ваш местный установщик, сертифицированный SolarEdge, сможет точно объяснить, что доступно для вас, но вот несколько различных концепций, которые вам следует изучить: Льготный тариф: в зоне с льготными тарифами (FiT) коммунальные предприятия платят производителям возобновляемой энергии (это вы!) фиксированную и сверхрозничную ставку за электроэнергию, поставляемую в сеть. Чтобы соответствовать требованиям, часто будет установлен предел развертывания, ограничивающий размер вашей системы. Net Metering: Ваша коммунальная компания дает вам кредит на солнечную энергию, которую вы производите, но не используете. По сути, стоимость энергии, которую вы потребляете из сети (часто по вечерам), компенсируется энергетическими кредитами, предоставляемыми за солнечную энергию, вырабатываемую вашей системой. Шаг 2: Сколько энергии вы потребляете? Еще одним фактором, влияющим на размер вашей фотоэлектрической системы, является ваше собственное потребление энергии. Сколько энергии используется в вашем доме в обычный день? Вот несколько факторов, которые следует учитывать: Количество людей, живущих дома
Нагревающие и охлаждающие устройства
Техника
Водонагреватель
Освещение
Электрические транспортные средства Не забудьте сохранить несколько последних счетов за электроэнергию, чтобы показать их потенциальному установщику, чтобы он мог определить схему вашего потребления, обычно отображаемую в киловатт-часах (кВтч). Не забывайте, что в некоторые месяцы потребление электроэнергии может быть выше (например, если зимой вы используете дополнительное освещение и отопление). Отличный способ понять и рассчитать свои потребности в солнечной энергии — установить счетчик энергии в вашем доме. Это позволит вам отслеживать свои привычки потребления энергии еще до того, как вы установите фотоэлектрическую систему, и тем самым определить, насколько большой должна быть ваша фотоэлектрическая система, чтобы компенсировать потребление энергии. Шаг 3: Проектирование вашей солнечной энергетической системы После того, как ваш установщик рассчитает ваши потребности в солнечной энергии, он будет учитывать следующие факторы: Ваше географическое положение
Воздействие солнечного света
Размер и направление крыши, если система устанавливается на крыше) или размер двора для системы, устанавливаемой на земле. Например, если вы живете в месте с меньшим воздействием солнечного света, может потребоваться более крупная система для выработки того же количества энергии, что и в месте с более высоким уровнем излучения. Поскольку производство фотоэлектрических систем не совсем соответствует потреблению энергии, поскольку солнечная энергия производится в течение дня, а энергия обычно потребляется, когда семьи находятся дома утром и вечером, вы можете хранить свою фотоэлектрическую энергию в аккумуляторе. Тип фотоэлектрической системы, которую вы планируете установить, является еще одним важным фактором при расчете того, сколько солнечной энергии вам нужно. Например, солнечный инвертор, разработанный с использованием силовой электроники на уровне модулей (MLPE), позволит каждому модулю работать с максимальной индивидуальной выходной мощностью, не подвергаясь влиянию других модулей. Это также позволит вам разместить больше модулей на крыше, потому что их можно размещать под разными углами, направлениями и планировками, чтобы вы могли генерировать больше энергии для собственного потребления или для подачи в сеть. Для сравнения различных типов инверторных технологий PV посмотрите это видео: {«preview_thumbnail»:»/sites/default/files/styles/video_embed_wysiwyg_preview/public/video_thumbnails/-Bsq7umcffg. jpg?itok=l5CACfNp»,»video_url»:»https://www.youtube.com/watch?v= -Bsq7umcffg «,»settings»:{«responsive»:1,»width»:»854″,»height»:»480″,»autoplay»:0},»settings_summary»:[«Встроенное видео (адаптивное). «]} Когда ваш установщик рассчитывает размер и тип вашей системы, он может учитывать как производство солнечной фотоэлектрической энергии, так и ее хранение. Наличие инвертора со связью по постоянному току (в отличие от связи по переменному току) позволяет вам хранить избыточную энергию, превышающую номинал инвертора. Таким образом, при негабарите вы можете установить инвертор на 5 кВт, но иметь до 7,75 кВт солнечных модулей, а затем добавить батарею на 5 кВт. Это приведет к тому, что ваша фактическая общая мощность фотоэлектрических систем составит 12,75 кВт. Инструменты проектирования фотоэлектрических систем В SolarEdge мы разработали веб-инструмент Designer для наших установщиков, чтобы планировать, создавать и проверять фотоэлектрические системы, принимая во внимание все вышеупомянутые параметры (и многое другое). Местоположение, климат и другие факторы используются для проектирования 3D-симуляции крыши, которая помогает в создании макета фотоэлектрических систем, в комплекте с электрическим проектированием, моделированием производства и всем необходимым, чтобы помочь будущим владельцам фотоэлектрических систем понять и представить себе дом на солнечной энергии. . Чтобы узнать больше о том, сколько солнечной энергии вам нужно для вашего дома, обратитесь к местному сертифицированному установщику SolarEdge.
Читать далее
В чем разница между фотоэлектрическими системами со связью по постоянному току и по переменному току?
Анна Бен-Давид | 04 июля 2021 г.
Если вы хотите установить солнечную фотоэлектрическую систему для своего дома или бизнеса, важно понимать разницу между солнечными решениями со связью по постоянному и переменному току. Солнечные панели производят энергию постоянного тока от солнца, которая затем преобразуется в энергию переменного тока, которую мы используем в наших домах. Связь по переменному или постоянному току относится к способу, которым солнечные панели соединены или подключены к системе электроснабжения дома. Фотоэлектрические системы, связанные с постоянным током, как правило, более энергоэффективны, чем системы, связанные с переменным током, что означает выработку большей мощности из солнечной энергетической системы. Вот несколько причин, почему: 1. Фотоэлектрические системы со связью по постоянному току лучше подходят для хранения аккумуляторов Все больше домовладельцев предпочитают включать аккумуляторы в свои солнечные энергетические системы, чтобы максимизировать собственное потребление и смягчить последствия перебоев в подаче электроэнергии. Поскольку солнечные панели производят постоянный ток, а батареи хранят энергию постоянного тока, имеет смысл, что система хранения аккумуляторов также работает на электричестве постоянного тока. В системе с переменным током энергия, генерируемая солнечными панелями, преобразуется в переменный ток, снова преобразуется в постоянный ток для хранения в батарее, а при использовании в домашних условиях снова преобразуется в переменный ток. При каждом преобразовании часть энергии теряется. Представьте, что вы покупаете автомобиль и вам нужно конвертировать свои деньги в иностранную валюту, а затем обратно в свою собственную валюту, чтобы купить ее. Каждая конверсия стоит вам комиссии за транзакцию. Это то, что происходит с системой, связанной по переменному току. В фотоэлектрических системах со связью по постоянному току энергия преобразуется только один раз. Требуется только один солнечный инвертор, что упрощает установку, снижает затраты на оборудование и делает всю фотоэлектрическую систему более экономичной и эффективной. Сравнение фотоэлектрических систем со связью по постоянному току и со связью по переменному току: солнечная энергия со связью по постоянному току поступает непосредственно в аккумулятор без необходимости прохождения через инвертор, что позволяет вам потреблять больше энергии. 2. Инверторы со связью по постоянному току лучше подходят для увеличения размеров Превышение размера — это то, что происходит, когда количество производимой солнечной энергии превышает мощность инвертора системы. Это означает, что вы можете добавить больше солнечных панелей на крышу, чтобы генерировать больше энергии, используя тот же инвертор. Когда фотоэлектрическая система слишком велика, избыточная солнечная энергия, которая не была потреблена вашим домом, может быть перенаправлена на зарядку домашней батареи, зарядного устройства электромобиля, системы нагрева воды и многого другого. В системе со связью по переменному току часть этой дополнительной «негабаритной» энергии просто теряется. Таким образом, инверторы со связью по постоянному току могут увеличить вашу экономию, поскольку они допускают увеличение размеров и накопление избыточной энергии. Почему важен оверсайз? Больше негабарита = больше энергии для сбора урожая. 3. Использование солнечной энергии постоянного тока для питания ваших интеллектуальных энергетических устройств По мере того, как наши дома становятся умнее, а наши потребности в энергии растут, домовладельцы наблюдают большие изменения в своих счетах за электроэнергию. Например, знаете ли вы, что зарядка вашего электромобиля может увеличить потребление электроэнергии еще на 50% и более? (*Источник: HEA: SolarEdge) Используя фотоэлектрическую систему с постоянным током, такую как интеллектуальное энергетическое решение SolarEdge, домовладельцы могут включать интеллектуальные энергетические устройства и заряжать свои электромобили от солнца, при этом значительно сокращая свои расходы на электроэнергию. Системы со связью по постоянному току позволяют направлять избыточную энергию на зарядку энергетических устройств умного дома. Хотите узнать больше? Посмотрите видео ниже! {«preview_thumbnail»:»/sites/default/files/styles/video_embed_wysiwyg_preview/public/video_thumbnails/x9eTtV4sgVU.jpg?itok=JWN22ik_»,»video_url»:»https://youtu.be/x9eTtV4sgVU»,»settings»:{«отзывчивый»:1,»ширина»:»854″,»высота»:»480 «,»autoplay»:0},»settings_summary»:[«Встроенное видео (адаптивное).»]}
@media (минимальная ширина: 801px) {
.dt-smartphone-img {ширина: 240 пикселей;}
}
@media (максимальная ширина: 800 пикселей) {. m-smartphone-img {ширина: 120 пикселей;}}
Читать далее
Фотоэлектрические инверторы | Energy Topics
Инверторы для фотоэлектрических систем и решений для хранения энергии
Посмотрите видео «Эффективный дизайн системы для снижения затрат на баланс системы (BOS) крупных солнечных фотоэлектрических установок»Использование возобновляемых источников энергии растет огромными темпами. Когда-то статичный ландшафт производства электроэнергии из крупных центральных электростанций превращается в гибкую, интеллектуальную и все более возобновляемую распределенную систему. Когда речь идет о современных электрических сетях, «Сименс» предлагает инновационные решения и обширный опыт по всему спектру технологий для солнечных фотоэлектрических систем.
Центральные инверторы
Фотогальванические центральные инверторы серии PV3X
- Самый высокий КПД среди всех центральных инверторов на рынке (99,1 % CEC) означает более высокий выход энергии для ваших проектов
- Улучшенное снижение номинальных характеристик при температуре при полной выходной мощности до 40°C (104°F) и возможной работе с умеренным снижением номинальных характеристик до 60°C (140°F)
- Самый большой инверторный силовой блок на рынке мощностью 4,7 МВА означает, что в вашем проекте будет меньше инверторов, что сократит как капитальные, так и эксплуатационные затраты
- Разработан для работы в суровых условиях благодаря инновационной гибридной системе охлаждения Coolbrid™ Smart, обеспечивающей работу критически важных компонентов при температуре, значительно превышающей их предельные значения, для увеличения срока службы и повышения эффективности
- Рекордная эффективность MPPT 99,9 %
- Гармонические искажения тока <1% снижают потери в системе и продлевают срок службы силового трансформатора
- Разработан для упрощения обслуживания и рассчитан на 30-летний срок службы.
- Техническое описание фотоэлектрических инверторов Proteus
- Техническое описание инверторов накопления энергии Proteus PCS со связью по переменному току
- Учить больше
Включает следующие темы:
- Исследование Фраунгофера: сравнение инвертора с одной и несколькими цепями MPPT (несоответствие, разнородные цепочки, затенение между рядами, угол установки/ориентация, изменчивость модулей)
- Виртуальная центральная архитектура и распределенная строковая архитектура
- Виртуальный центральный инвертор в сравнении с настоящим центральным инвертором – плюсы и минусы
- Совместимость «суперразмерных» модулей высокой мощности со строковыми инверторами.
Представлено Руди Водричем, директором отдела фотогальваники в Северной Америке
Смотри!
Модернизированная фотоэлектрическая стойка с компактной площадью основания с инверторами KACO string Уличная, струнная инверторная станция KACO под ключРешения полного электрического баланса установки (BOP)
Силовые разъединители среднего напряжения Siemens разработаны для обеспечения превосходных характеристик при трехфазном отключении нагрузки.
Воздушные выключатели группового действия
Распределительный реклоузер среднего напряжения SDR представляет собой гибкое наружное вакуумное переключающее устройство, устанавливаемое на столб или конструкцию, которое может отключаться и повторно включаться до девяти раз в случае временного повреждения линии, что позволяет избежать длительных перерывов в работе сети. SDR обеспечивает надежную работу даже в самых суровых климатических условиях, таких как солнечные электростанции.
Распределительные реклоузеры среднего напряжения SDR
Распределительное устройство среднего напряжения 8DJH 36 является мощным и подходит для различных систем распределения. Его можно использовать для энергоснабжения аэропортов, вокзалов, стадионов и крупных строительных комплексов, таких как гостиницы, банки или больницы. Преимущества 8DJH 36 идеально подходят для применения в возобновляемых источниках энергии, особенно в наземных и морских ветряных электростанциях, а также в гидроэлектростанциях и солнечных электростанциях. Кроме того, с доступным внешним корпусом 8DJH 36 может вписаться в существующие решения для солнечных ферм с трансформатором и инвертором.
8DJH 36 элегазовое дугостойкое распределительное устройство до 38 кВ
Дизайн распределительных щитовSiemens был направлен на повышение удобства компоновки, снижение затрат на установку и минимизацию воздействия и стоимости системных изменений. Кроме того, наши экологически безопасные щитовые панели также упрощают проводку и снижают потребность в материалах, что экономит дополнительное время на установку.
Распределительные щиты
Панели
Налоговый кредит на инвестиции в солнечную энергию
Налоговый кредит на инвестиции в солнечную энергию (ITC) был широко успешной политикой привлечения значительных налоговых инвестиций в акционерный капитал для стимулирования революции в области экологически чистой энергии в Соединенных Штатах. ITC создает прекрасную возможность оптимизировать финансовые показатели как распределенных, так и коммунальных солнечных проектов. Компания «Сименс» имеет большой опыт работы с контрактами ITC Safe Harbour на различное оборудование, отвечающее требованиям, включая инверторы, инверторные станции и другое балансовое оборудование.
Ежегодно в течение следующих нескольких лет в США будет устанавливаться более 20 ГВт солнечной энергии коммунального масштаба, и ITC сократит свою долю с 26% до 22% в конце 2022 года. С этой целью , разработчикам и коммунальным предприятиям, заинтересованным в безопасном хранении электрооборудования по ставке 26 %, рекомендуется связаться с нами заранее, чтобы обеспечить возможность поставок в 2022 – начале 2023 года.
Хотите узнать больше? Заполните приведенную ниже контактную форму и поговорите со специалистом Siemens по солнечной энергетике, чтобы узнать, как мы можем помочь.
Нужна цитата или вы хотите узнать больше о решениях для фотоэлектрических систем или накопителей энергии? Свяжитесь с нашими экспертами сегодня, заполнив форму ниже. Для получения технической поддержки по уже приобретенным инверторам звоните в службу поддержки в Техасе по телефону +1 (210) 627-4900 с понедельника по пятницу с 7:00 до 16:30. Центральный.
Как установить инвертор с чистой синусоидой? (Пошагово)
Прокрутите до содержимогоНазад к новостям блога
Все мы сталкивались с тем, что в критический момент отключается электричество.
Игра на телевидении находится на острие ножа, или фильм достиг кульминации, и внезапно отключилось электричество 🙁
К счастью, на помощь может прийти инвертор с чистой синусоидой мощность для нашего электрооборудования 🙂
Это может быть внутренний спрос или где-либо еще, где нам нужен надежный источник питания. Таким образом, инверторы могут обеспечить вам удобство электричества в любое время.
Инверторы в сочетании с батареями делают переменный ток доступным, преобразуя постоянный ток, хранящийся в аккумуляторе, в переменный ток для питания наших приборов.
Здесь мы описываем все шаги, необходимые для установки инвертора с чистой синусоидой .
Благодаря большому прогрессу в инверторной технологии процесс относительно прост, так что вы снова можете стать хозяином телевизора, выполнив шаги, которые мы собираемся пройти.
1. Как установить инвертор с чистой синусоидой?
1.1 Обзор
Существует 3 типа инверторов с чистой синусоидой:
- Plug & Play
— Здесь инвертор с чистой синусоидой, подключенный к батарее, обеспечивает питание определенного электрического устройства.
- Инвертор с чистой синусоидой, подключенный к солнечной системе
— Инвертор подключается к блоку солнечных батарей. Эти панели преобразуют солнечную энергию в электрическую энергию, которую инвертор использует для производства электроэнергии переменного тока.
- Инвертор с чистой синусоидой, подключенный к батареям
— Инвертор подключается к бытовой электросети. Инвертор преобразует переменный ток в постоянный ток для зарядки аккумулятора. Когда внутренний источник переменного тока выходит из строя, инвертор использует мощность постоянного тока от батарей и преобразует ее в мощность переменного тока.
1.2 Plug & Play
Устройства Plug and Play состоят из инвертора и аккумулятора, удобно размещенных как единое целое. Проводка от аккумулятора подключается к инвертору, что делает установку и эксплуатацию очень простой.
Эти устройства используют обычную бытовую электроэнергию для зарядки аккумулятора. В случае сбоя питания инвертор получает питание от аккумулятора для подачи 120 В на приборы, подключенные к инвертору.
Устройства Plug and Play используют двустороннюю последовательность. Во-первых, 120 В переменного тока инвертируется в 12 В постоянного тока для зарядки аккумулятора. Затем 12 В постоянного тока преобразуется в 120 В переменного тока для питания подключенных устройств.
- Этап 1
Первым важным шагом является определение требований к питанию устройства, которое вы хотите подключить. Для этого вам нужно будет посмотреть на этикетку на устройстве, чтобы узнать мощность (Вт) или амперы, необходимые для работы электрического оборудования.
- Шаг 2
Убедившись, что инвертор с чистой синусоидой может производить достаточную мощность, все, что осталось сделать, это подключить инвертор к настенной розетке и подключить ваше устройство к розетке на инверторе.
- Этап 3
Если аккумулятор заряжен, можно проверить инвертор. Для этого отключите питание от настенной розетки и убедитесь, что ваше устройство все еще работает.
Полная проводка дома с подключением инвертора
2 Подключение чистого синусоидального инвертора к системе солнечных батарей
Теперь мы займемся установкой чистого синусоидального инвертора в систему солнечных панелей.
К настоящему времени вы уже знакомы с преобразованием солнечной энергии в электрическую с помощью солнечных батарей. Электричество постоянного тока от солнечных панелей проходит через контроллер заряда, который обеспечивает практически постоянную подачу электроэнергии к батареям.
2.1 Подключение инвертора с чистой синусоидой к батареям
Пожалуйста, позаботьтесь об электричестве солнечных батарей, прежде чем приступать к подключению инвертора. Почему-то кажется, что люди склонны игнорировать электричество, вырабатываемое солнечными панелями, до тех пор, пока их не испугает искра или, что еще хуже, не ударит током.
- Этап 1
Если у вас есть солнечные панели, получающие солнечный свет, лучше отключить соединения от панелей к контроллеру заряда, прежде чем двигаться дальше.
- Шаг 2
Отсоедините батареи от контроллера заряда.
- Этап 3
Теперь вы можете подключить инвертор чистой волны к батареям. Важно сначала подключить положительный и отрицательный провода к инвертору.
Затем подключите отрицательную клемму инвертора к отрицательной клемме аккумулятора. Как только это будет сделано, подключение положительного кабеля от инвертора к аккумулятору безопасно. На всякий случай рекомендуется установить предохранитель на плюсовой клемме.
- Шаг 4
Вам потребуется переподключить контроллер заряда к аккумулятору и переподключить кабели от солнечных панелей к контроллеру заряда.
- Этап 5
Включите инвертор, чтобы убедиться, что он получает питание от батарей. На экране инвертора будет отображаться доступное напряжение. Подключите прибор к инвертору и включите его, чтобы проверить систему.
Для наших целей здесь мы будем предполагать, что вы рассчитали требования к мощности инвертора, сложив ватты каждой единицы оборудования, которое вы надеетесь использовать для питания инвертора с чистой синусоидой.
3.
Почему стоит выбрать инвертор с чистой синусоидой? Чистые синусоидальные инверторы стоят дороже, чем модифицированные синусоидальные инверторы, но требуются дополнительные расходы, если вы собираетесь использовать чувствительное оборудование или устройства с двигателями переменного тока.
Нам не нужно вдаваться в волновые формы переменного тока, достаточно сказать, что многие из используемых нами приборов для эффективного функционирования полагаются на плавную синусоиду.
Я бы не решился подключить свой ноутбук к инвертору, который не является инвертором с чистой синусоидой.
Так что советуем не скупиться на этот элемент. Инвертор с чистой синусоидой удовлетворит все требования вашего электрооборудования.
(В этой заметке мы сочли важным упомянуть, что все солнечные генераторы Bluetti поставляются со встроенными инверторами с чистой синусоидой.)
что и размер батареи, и чистый синусоидальный инвертор обеспечат достаточную мощность для оборудования, которое вы собираетесь использовать.
4.1 Как рассчитать требуемую мощность
Учитывая запас прочности, давайте возьмем инвертор мощностью 1 500 Вт, достаточный для оборудования. Вопрос в том, сколько батарей вам потребуется для обеспечения достаточного количества электроэнергии и как долго?
4.2 Использование формулы
Мощность инвертора, умноженная на необходимое время работы, равна общей мощности, деленной на напряжение постоянного тока. Это равно требуемому усилителю. Это довольно много, так что давайте разобьем его на маленькие кусочки.
Допустим, мы хотим запустить наше оборудование на 3 часа.
Умножаем мощность инвертора на 3, чтобы получить 4 500 Вт, а затем делим на постоянное напряжение инвертора — 12 В.
Это дает нам ответ: 375 ампер мощности, необходимой для работы нашего оборудования в течение 3 часов.
Это означает, что батареи должны производить 125 ампер-часов.
Имейте в виду, что полная разрядка батареи значительно сократит срок ее службы.
Таким образом, вам необходимо предусмотреть запас прочности в своем уравнении. Обычно это означает использование только пятидесяти процентов заряда батареи. Таким образом, в этом случае время работы в 1,5 часа было бы отличным стандартом для принятия.
(Обратите внимание, что новейшие солнечные генераторы Blueetti включают в себя батарею LiFePO4 или (литий-железо-фосфат). Литиевые батареи могут разряжаться намного больше, чем любая свинцово-кислотная батарея. Это означает, что вы можете разрядить батарею более чем на 50% без повредить его.)
5. Заключительные мысли
Подключение инвертора pure sign к электросети открывает мир уверенности в себе.
Удобство, обеспечиваемое простым инвертором подключаемого типа и батарейным блоком, который подает питание на ваш компьютер или телевизор при сбое в домашнем электроснабжении
Все дело в чудесном чувстве удовлетворения от подключения чистого синусоидального инвертора к вашей группе солнечных батарей и наслаждения миром автономного производства электроэнергии.
Инверторы с чистой синусоидой позволяют использовать обычные электроприборы в районах, удаленных от бытового электричества. Кроме того, удобство надежного резервного источника питания делает сценарий «работы из дома» намного более надежным.
Электричество так же удобно, как и опасно. Поэтому будьте осторожны при работе с солнечными панелями. Всегда разумно отключать питание от солнечных панелей при работе с вашей системой. Это защитит вас от многих возможных неприятных сюрпризов.
6. Часто задаваемые вопросы
1. Можно ли установить инвертор самостоятельно?
Если вы планировали купить инвертор в течение некоторого времени, но задаетесь вопросом, будет ли установка сложной, вы будете удивлены, узнав, что можете установить его самостоятельно. На самом деле, вы можете сэкономить и на рабочей силе, если знаете, как установить и подключить инвертор в вашем доме.
2. Вам действительно нужен инвертор с чистой синусоидой?
Чистые синусоидальные инверторы всегда необходимы, если вы собираетесь быть привязанным к сети. Как правило, вам понадобятся инверторы с чистой синусоидой для чувствительного оборудования, новых телевизоров, ламп накаливания CFL и приборов с двигателями переменного тока (микроволновки и холодильники).
3. Для каких приборов нужен инвертор с чистой синусоидой?
Некоторые устройства и устройства, для которых требуется чистый синусоидальный инвертор:
- Микроволновые печи.
- Лазерные принтеры.
- Инструмент с регулируемой скоростью.
- Зарядные устройства для аккумуляторных инструментов.
- Несколько телевизоров.
- Ключевые машины.
- СИПАП-аппараты с увлажнителями.
- Медицинское оборудование.
Автор Кайл Браунинг
Что такое солнечный трекер, как они работают, типы трекеров и стоит ли дополнительная эффективность ваших инвестиций?
Читать далее 8;»/>
Автор Mike Jezek
Вы чувствуете, что вашей существующей системы солнечной энергии уже недостаточно для удовлетворения постоянно растущих потребностей вашего дома в энергии? Или, может быть, вы…
Читать далее
Написано Майком Джезеком
Электричество нужно нам для всего: от работы кухонных приборов и кондиционеров до просмотра телевизора и зарядки мобильных телефонов, и всего этого…
Читать далее 8;»/>
Написано Майком Джезеком
Даже в 2022 году так много людей не получают бесплатного электричества от солнечного света. Так много людей либо не осведомлены о том, как солнечная энергия …
Читать далее
Ваша корзина пуста
Покупайте нашу продукцию
Мы используем файлы cookie, чтобы обеспечить вам максимальное удобство. Используя наш веб-сайт, вы соглашаетесь с нашей Политикой конфиденциальности.
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.