Сварная двутавровая балка: производство, расчет, сварка
Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Общие сведения
Сварная балка — разновидность балочных конструкций, которые изготавливают методом сварки отдельных металлических заготовок. Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
- Посередине детали располагается длинная плоская деталь-перемычка, обладающая постоянной шириной. Для получения сужающихся двутавров могут применяться металлические перемычки переменной ширины, когда ширина одного края меньше ширины другого края. Такие запчасти используются для монтажа навесных конструкций или креплений.
- По бокам к перемычке перпендикулярно привариваются две детали, которые выполняют роль своеобразных «стенок». Стенки обладают постоянной шириной, хотя иногда могут использоваться сужающиеся стенки, если нужно создать перекрытие.
- Для маркировки может наноситься «штамп», который будет отражать основные сведения о запчасти. Ключевая информация — марка металла, тип запчасти, категория детали, дата производства, информация о заводе-изготовителе.


Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.

Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.
Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства.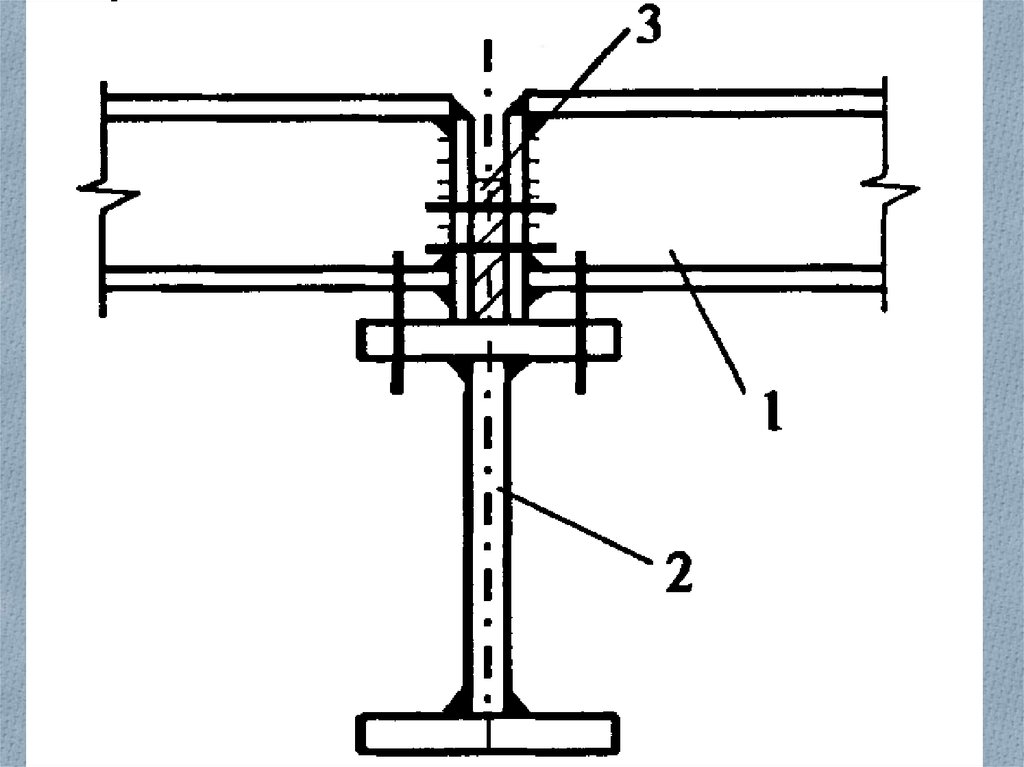 Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Преимущества сварного метода производства балок
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры.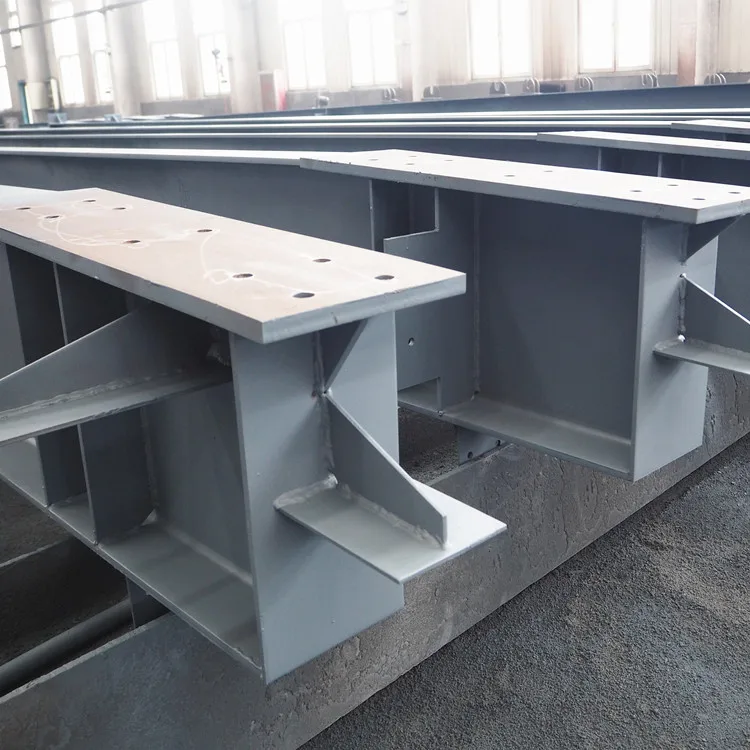 Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Сварочные работы, при изготовлении двутавровых металлоконструкций
Сварка двутавровой балки на крупных металлообрабатывающих предприятиях, происходит на современной автоматизированной линии. Балка попадает в специальный кондуктор, внутри которого происходит проварка поясных швов будущей металлоконструкции под слоем флюса, в полностью автоматическом режиме.
Такая сварка двутавровых балок обеспечивает максимальное качество соединения швов, благодаря использованию защитного слоя флюса. Во время проведения сварочных работ, слой флюса защищает сварной шов, что позволяет минимизировать разбрызгивание раскаленных капель металла, без ущерба скорости сварки и качеству соединения. Также, благодаря слою флюса, остывание сварного соединения происходит гораздо более плавно и равномерно. При данном способе проведения сварочных работ, усиление двутавровой балки не требуется, благодаря максимальной прочности и надежности изготовленной конструкции.
- Низкая скорость производства сварочных работ.
- Достаточно посредственное качество сварных швов, в сравнении с автоматической сваркой под флюсом.
- Недостаточная геометрическая точность готового изделия, вследствие ручной сборки, перегрева и, как следствие, больших деформаций, в отличие от автоматизированного сварочного процесса.
- Серьезные потери (вплоть до 30 процентов) металла, по причине сильного разбрызгивания раскаленных металлических капель в процессе производства сварочных работ.

Итог
Как видно из всего вышесказанного, сварные двутавровые металлоконструкции имеют ряд достоинств, в сравнении с другими видами балок. Сварные двутавры заняли свою нишу на современном строительном рынке и используются в соответствии со своими сильными и слабыми сторонами. Производство таких металлоконструкций развернуто в большинстве регионов нашей страны, что делает двутавровую балку доступным и относительно недорогим строительным материалом. Поэтому, благодаря высокой конкуренции в данной нише, любой продавец, на вопрос «продам балку двутавровую», предоставит хорошие скидки и выгодные предложения.
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
 Преимущество именно этого метода в том, что не приходится разделять кромки балок.
Преимущество именно этого метода в том, что не приходится разделять кромки балок.Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
 Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Области применения
Области применения сварных двутавровых балок в строительстве включают в себя:
- несущие конструкции, колонны, раскосины;
- перекрытия как небольших помещений, так и больших пролетов;
- опоры технологического оборудования;
- консоли угловых кранов;
- выносные конструкции: мостики, балконы.
Изделие используется во всех отраслях строительства: промышленное и частное, многоквартирные дома и общественные здания.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей. Профиль сечения имеет короткие стенки по отношению к главному ребру.
- Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т.п.
 Профиль сечения имеет короткие стенки по отношению к главному ребру.
Профиль сечения имеет короткие стенки по отношению к главному ребру.
Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Технология сварки балочных конструкций
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях.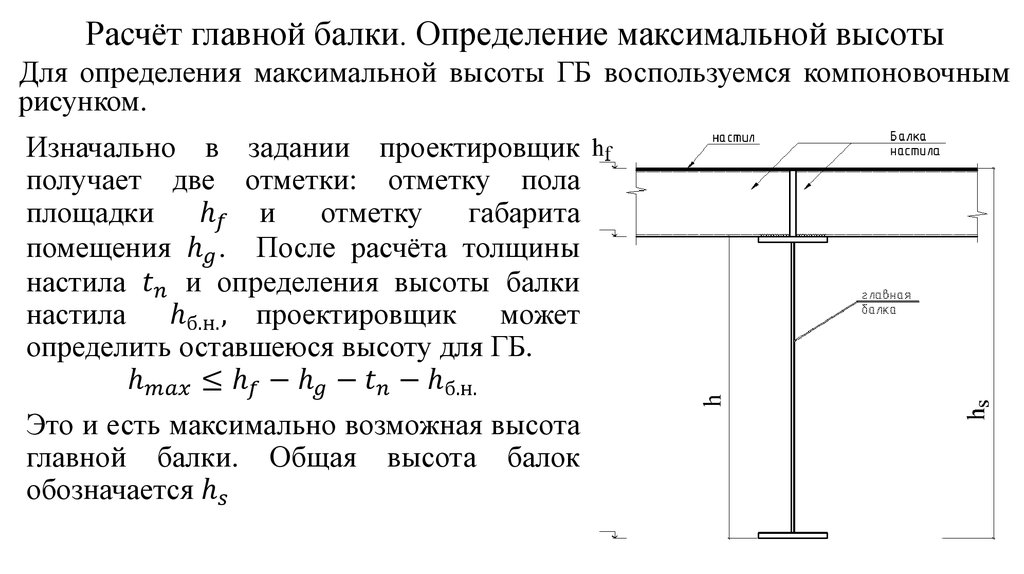 При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
§ 116. Балочные конструкции
Балки широко применяют в конструкциях гражданских и промышленных зданий, в мостах, эстакадах, гидротехнических и других сооружениях.
Балки со сплошным сечением стенки изготовляют из листового металла. Применяют в основном балки двутаврового сечения, реже — коробчатого.
В условиях единичного производства балки собирают по разметке и сваривают вручную покрытыми электродами или полуавтоматами. При массовом и серийном производстве сборку производят в кондукторах, а сварку ведут автоматами под флюсом или для швов катетом 4 — 6 мм — в защитном газе.
Ручную или полуавтоматическую дуговую сварку применяют в балках также и при установке ребер жесткости. Неудобства при выполнении этой операции не позволяют применить автоматическую сварку.
Удлинение балок соединением встык коротких секций производится ручной дуговой сваркой покрытыми электродами. В массовом производстве на этой операции возможна также и автоматическая дуговая сварка.
В массовом производстве на этой операции возможна также и автоматическая дуговая сварка.
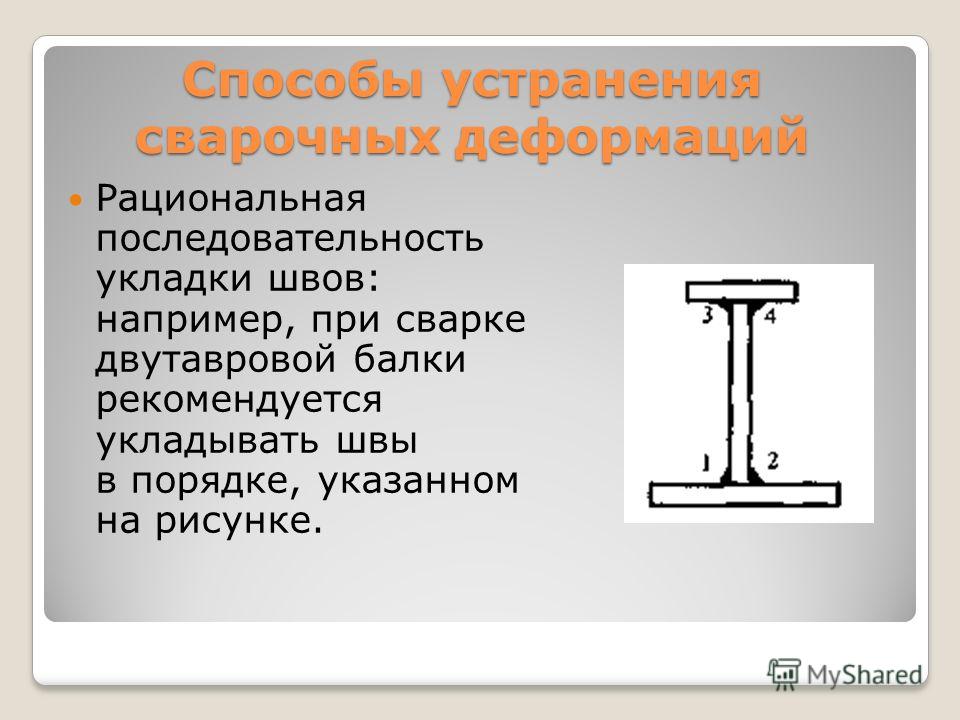
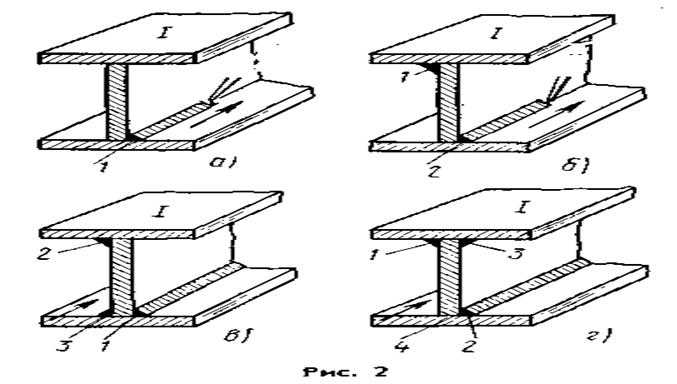
При монтаже балок в первую очередь сваривают стыковые, а затем угловые швы. Порядок сварки монтажных стыков прокатных балок показан на рис. 150, а
. Сначала стыковые швы выполняют на толстом металле, а затем на тонком. Обычно полки двутавровых балок толще стенки. Поэтому для обеспечения минимальных напряжений в металле стыка следует сначала накладывать стыковые швы в полках и в последнюю очередь стыковой шов в стенке.
Сварные балки на монтаже соединяют с совмещенным (рис. 150, б
) или со смещенным (рис. 150,
в
) стыком.
Рис. 150. Порядок сварки монтажных стыков балок: а — прокатных, б и в — сварных; 1 — 4 — последовательность выполнения сварки
Последовательность сварки в этих случаях аналогична последовательности сварки встык прокатных балок; в первую очередь выполняют стыковой шов полки с увеличенной толщиной (если двутавр с различными толщинами полок), затем накладывается второй стыковой шов второй полки, третьим швом сваривается стык стенки (самый тонкий в двутавре) и четвертым — угловые поясные швы (рис.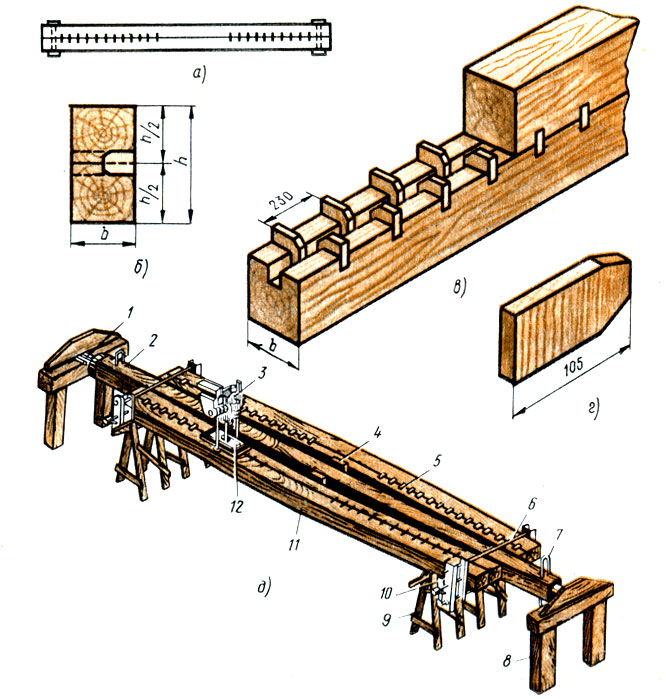 150). Продольные швы обычно не доводят до концов балки на величину, равную одной ширине полки (из низкоуглеродистой стали) или двум (из легированной стали). В этих случаях деформирование и напряжение металла в стыковых соединениях полок и всего стыкового соединения балки будет равномерным и минимальным. Угловые швы в монтажном стыке выполняются в последнюю очередь. При этом желательно, чтобы угловые швы накладывались одновременно двумя сварщиками — от концов к середине шва.
150). Продольные швы обычно не доводят до концов балки на величину, равную одной ширине полки (из низкоуглеродистой стали) или двум (из легированной стали). В этих случаях деформирование и напряжение металла в стыковых соединениях полок и всего стыкового соединения балки будет равномерным и минимальным. Угловые швы в монтажном стыке выполняются в последнюю очередь. При этом желательно, чтобы угловые швы накладывались одновременно двумя сварщиками — от концов к середине шва.
Ребра жесткости можно приваривать как к стенке, так и к полке балки в любой последовательности после предварительной их прихватки. Прихватки размещаются в местах расположения сварных швов. Высота прихваток должна быть не более 2 /3 высоты шва, чтобы при последующей сварке они были перекрыты швом, и не менее 4 — 6 мм для прихватываемых ребер жесткости толщиной 6 мм и более. Длина каждой прихватки должна быть равна 4 — 5 толщинам прихватываемых элементов, но не менее 30 мм и не более 100 мм, а расстояние между прихватками — в 30 — 40 раз больше толщины свариваемого металла.
Балочные и решетчатые конструкции
СВАРНЫЕ КОНСТРУКЦИИ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
Рамы представляют собой объемную пространственную конструкцию, предназначенную для объединения отдельных деталей и механизмов в единый агрегат. Одно из главных требований, предъявляемых к рамам, — жесткость конструкции. Поэтому вхо-
IJ
дящие в состав сварной рамы балочные заготовки соединяют друг с другом либо непосредственно, либо с помощью вспомогательных элементов жесткости. Размеры рам и их конструктивное оформление весьма разнообразны, различны и методы получения балочных заготовок. Так, рамы клетей мощных прокатных станов собирают и сваривают из балочных заготовок в виде массивных стальных отливок (рис. 12.5). В рамах тележек железнодорожного подвижного состава нередко также наиболее сложные элементы выполняют в виде стальной отливки с относительно тонкими стенками. Примером этому может служить рама тележки электровоза В Л-80 (рис. 12.6), состоящая из боковин I, ли-
того шкворневого бруса 2 и двух концевых брусьев 3, где боковины и концевые брусья представляют собой сварные балки коробчатого сечения. Более крупные рамы обычно собирают из профильных и листовых элементов, подкрепляя их во многих местах ребрами жесткости.
Более крупные рамы обычно собирают из профильных и листовых элементов, подкрепляя их во многих местах ребрами жесткости.
Общим для решетчатых конструкций является наличие в узлах соединений нескольких отдельных стержней того или иного сечения.
| -С. — ……………. »———— |
| t |
| / 2 Рис. 12.6. Рама двухосной тележки электровоза |
Фермы, как и балки, работают на поперечный изгиб. Конструктивные формы балок проще, однако при достаточно больших пролетах применение ферм оказывается более экономичным. Характерные схемы решеток ферм показаны на рис. 12.7. Треугольная (а) и раскосная (б) схемы являются основными. Фермы, воспринимающие нагрузки по верхнему или нижнему поясу, с целью уменьшения длины панели изготовляют по схемам, изображенным на рис. 12.7,в, г. Иногда применяют безраскосные фермы с жесткими узлами (рис. 12.7,д). По очертанию поясов фермы могут быть с параллельными поясами или с поясами, образованными ломаной линией (рис. 12.7,е). По назначению фермы разделяют на стропильные и мостовые.
12.7,е). По назначению фермы разделяют на стропильные и мостовые.
Стропильные фермы работают при статической нагрузке. В качестве стержней используют главным образом прокатные h значительно реже гнутые замкнутые сварные профили и трубы.
В общем объеме производства фермы из парных прокатных уголков составляют около 90%. Стержни в узлах соединяют либо непосредственно, либо с помощью вспомогательных элементов главным образом дуговой сваркой. Перспективно применение точечной контактной сварки. Из-за статического характера нагружения стропильных ферм чувствительность к концентрации напряжений в точечных соединениях мала; в то же время контактная сварка обеспечивает значительное повышение производительности сборочно-сварочных работ.
| Рис. 12.7. Схемы решеток ферм |
Мостовые фермы работают при переменных нагрузках и нередко при низких климатических температурах, что определяет высокую чувствительность их сварных соединений к концентрации напряжений. Поэтому в процессе проектирования и изготовления сварных мостовых пролетных строений особое внимание уделяют предотвращению и устранению концентрации напряжений в сварных соединениях и узлах.
Поэтому в процессе проектирования и изготовления сварных мостовых пролетных строений особое внимание уделяют предотвращению и устранению концентрации напряжений в сварных соединениях и узлах.
Решетчатые пролетные строения с ездой понизу применяют главным образом для железнодорожных мостов. Для автодорожных мостов более характерно использование стальных и сталежелезобетонных сплошностенчатых пролетных строений с ездой поверху.
Пространственные решетчатые конструкции башенного типа (радиомачты, радиобашни, буровые вышки и т. д.) вследствие большой высоты подвергаются значительным ветровым нагрузкам, поэтому их изготовляют преимущественно из трубчатых элементов. Поскольку размеры этих конструкций превышают габарит железнодорожного подвижного состава, их монтируют из сваренных на заводе секций. Основные стойки башни располагаются по углам граней секций и являются поясами плоских ферм. Стойки составляются из отдельных труб стандартной длины и через приваренные к их торцам фланцы соединяются между собой болтами.
В особенно трудных условиях работают буровые вышки для добычи нефти и газа в открытом море на глубинах порядка 150— 200 м. Помимо ветровой они испытывают значительные нагрузки от ударов волн. Поэтому в этих конструкциях используют
а)
Рис. 12.8. Виды сварных сеток
трубы больших диаметров. Так, опоры буровых вышек для добычи нефти в Северном море на глубинах более 150 м сооружают из труб диаметром до 4270 мм при толщине стенок до 64 мм.
| Рис. 12.9. Армирование балок плос* кими сварными каркасами |
Мачты линий электропередачи также являются пространств венными решетчатыми конструкциями, но для их изготовления используют прокат в виде уголков.
К решетчатым конструкциям следует отнести и сварные элементы арматуры железобетона: сетки, плоские и пространственные каркасы. Сетки из взаимно перпендикулярных стержней круглого или периодического профиля, соединяемых контактной сваркой, могут быть рулонные (рис.
12.8,а) и плоские (рис. 12.8,6).
12.8,6).
Их назначение — армирование плит перекрытий, перегородок, покрытия дорог, аэродромов, каналов и других элементов конструкций и сооружений.
Типы сварных каркасов разнообразны. Плоские каркасыиспользуют в балочных перекрытиях (рис. 12.9), они состоят из продольной арматуры (поясов) и соединительной решетки в виде отдельных стержней или непрерывной змейки. Плоские каркасы, как и сетки, сваривают на точечных контактных
| Рис. 12.10. Негабаритные емкости: а — вертикальный цилиндрический резервуар; б — мокрый газгольдер; в — сухой газгольдер; г — сферический резервуар; |
машинах. Пространственные каркасы обычно имеют поясные продольные стержни и соединительную решетку либо в виде отдельных стержней, располагаемых по каждой из граней, либо в виде непрерывной проволоки, навиваемой по спирали.
Лицом каждого дома или офисного здания является дверь. Она должна не только выигрышно смотреться в эстетическом плане, но и выполнять защитную функцию, предотвращая проникновение злоумышленников в помещения или жилые комнаты.
Основными элементами САПР являются коллектив проектировщиков, а также технический, программный и информационный комплексы. Связь проектировщиков с ЭВМ, программами и информацией осуществляется через средства ввода, вывода, накопления и передачи алфавитно-цифровой и …
Под машинным проектированием металлоконструкций понимается автоматизированное и автоматическое выполнение с помощью ЭВМ и других технических средств основных процедур поэтапного проектирования изделия. Машинное проектирование, основанное на использовании ЭВМ, позволяет автоматизировать ряд …
msd.com.ua
Сварка двутавровых балок
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
Что это такое
Наиболее часто в строительстве используется двутавровая балка – это металлическое соединение, состоящее из стенки и верхней и нижней полки, грубо говоря, ее профиль поход на русскую букву «Н», то есть имеется стенка и по обеим сторонам присутствуют две полки. Такой тип металлоконструкции может быть сварным или прокатным, все зависит от способа изготовления.
Прокатная балка изготавливается на прокатных станах из цельного слитка. В процессе прохождения через прокатные плети металл меняет форму и на выходе получается цельный металлический двутавр..
Сварная балка изготавливается путем сварки трех элементов – пояса и двух стенок в единую металлическую конструкцию. Сварные балки чаще всего изготавливаются из стали различных марок.
Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.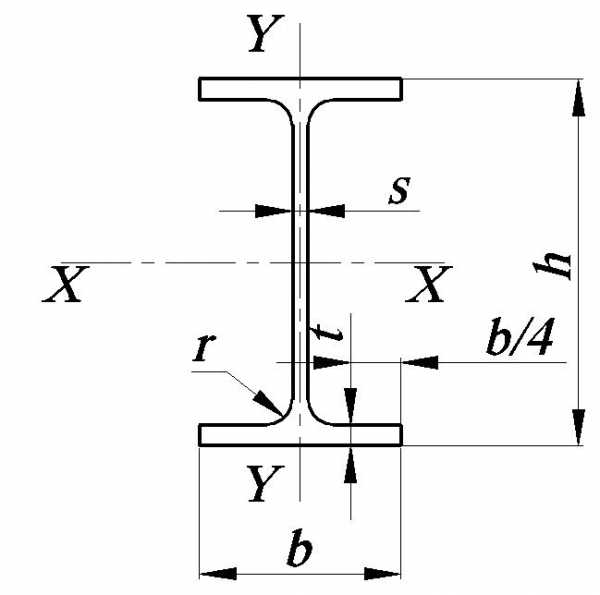
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Оставить заявку
| № | Профиль | Высота двутавра, мм | Ширина полки, мм | Толщина полки, мм | Толщина стенки, мм | Вес 1 шт 12 м, т | Цена по ст3, ст09г2с руб/т с НДС |
| 1 | 80Б1 | 791 | 280 | 18 | 14 | 1,952 | Оставить заявку |
| 2 | 80Б2 | 799 | 280 | 22 | 14 | 2,166 | Оставить заявку |
| 3 | 90Б1 | 895 | 300 | 20 | 16 | 2,425 | Оставить заявку |
| 4 | 90Б2 | 909 | 310 | 22 | 16 | 5,598 | Оставить заявку |
| 5 | 100Б1 | 999 | 320 | 22 | 16 | 2,776 | Оставить заявку |
| 6 | 100Б2 | 1010 | 325 | 25 | 18 | 3,172 | Оставить заявку |
| 7 | 100Б3 | 1015 | 320 | 30 | 18 | 3,440 | Оставить заявку |
| 8 | 100Б4 | 1019 | 330 | 32 | 20 | 3,802 | Оставить заявку |
| 9 | 50Ш3 | 494 | 295 | 22 | 16 | 1,909 | Оставить заявку |
| 10 | 50Ш4 | 500 | 300 | 25 | 16 | 2,104 | Оставить заявку |
| 11 | 60Ш1 | 591 | 300 | 18 | 12 | 1,654 | Оставить заявку |
| 12 | 60Ш2 | 594 | 300 | 22 | 16 | 2,081 | Оставить заявку |
| 13 | 60Ш3 | 600 | 305 | 25 | 18 | 2,381 | Оставить заявку |
| 14 | 60Ш4 | 605 | 300 | 30 | 20 | 2,735 | Оставить заявку |
| 15 | 70Ш1 | 694 | 305 | 22 | 12 | 2,008 | Оставить заявку |
| 16 | 70Ш2 | 695 | 305 | 25 | 14 | 2,229 | Оставить заявку |
| 17 | 70Ш3 | 711 | 305 | 28 | 18 | 2,731 | Оставить заявку |
| 18 | 70Ш4 | 714 | 305 | 32 | 22 | 3,198 | Оставить заявку |
| 19 | 70Ш5 | 727 | 305 | 36 | 25 | 3,626 | Оставить заявку |
| 20 | 80Ш1 | 781 | 300 | 18 | 14 | 2,009 | Оставить заявку |
| 21 | 80Ш2 | 794 | 320 | 22 | 14 | 2,328 | Оставить заявку |
| 22 | 90Ш1 | 880 | 295 | 20 | 16 | 2,389 | Оставить заявку |
| 23 | 90Ш2 | 890 | 305 | 25 | 14 | 2,556 | Оставить заявку |
| 24 | 100Ш1 | 989 | 325 | 22 | 16 | 2,783 | Оставить заявку |
| 25 | 100Ш2 | 1005 | 325 | 25 | 18 | 3,162 | Оставить заявку |
| 26 | 100Ш3 | 1014 | 310 | 32 | 18 | 3,492 | Оставить заявку |
| 27 | 100Ш4 | 1012 | 310 | 36 | 20 | 3,889 | Оставить заявку |
| 28 | 35К1 | 342 | 350 | 16 | 10 | 1,352 | Оставить заявку |
| 29 | 35К2 | 355 | 350 | 20 | 12 | 1,684 | Оставить заявку |
| 30 | 40К1 | 395 | 390 | 20 | 10 | 1,812 | Оставить заявку |
| 31 | 40К2 | 404 | 400 | 22 | 12 | 2,074 | Оставить заявку |
| 32 | 40К3 | 410 | 400 | 25 | 16 | 2,438 | Оставить заявку |
| 33 | 40К4 | 415 | 400 | 30 | 18 | 2,875 | Оставить заявку |
| 34 | 40К5 | 432 | 405 | 36 | 22 | 3,509 | Оставить заявку |
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения.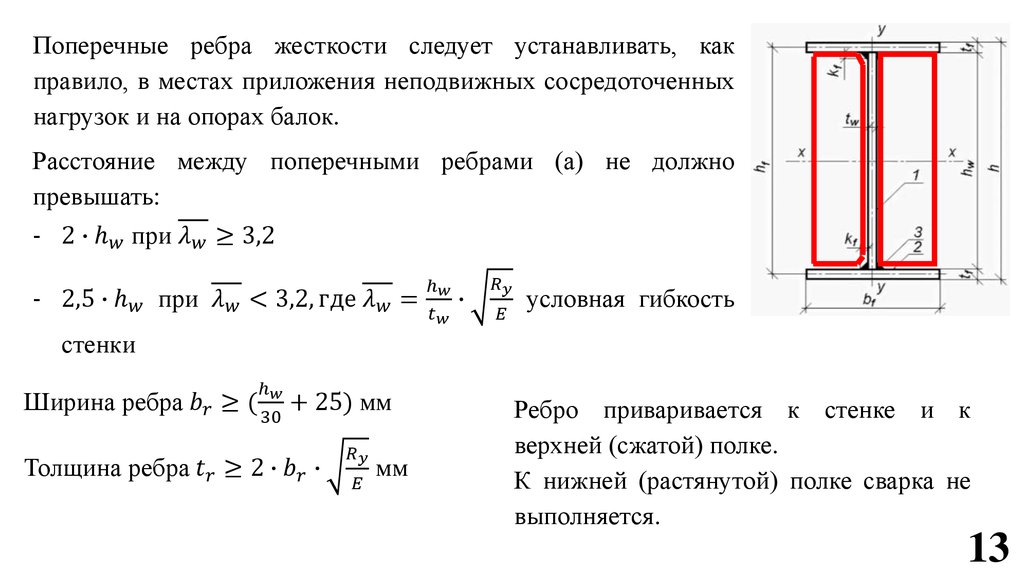 По стандарту выделяют несколько видов балок двутаврового сечения:
По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
 Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр. Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Сварка двутавровой балки на предприятии. Раскроем секрет производства
Сварка двутавровой балки на предприятии. Раскроем секрет производства
Раскрываем секреты процесса изготовления сварных двутавров. Ручная, полуавтоматическая и автоматическая сварка двутавровых балок.
Ручная, полуавтоматическая и автоматическая сварка двутавровых балок.
Сварка двутавровой балки — это технология заменившая старомодные заклепки и штыри, при изготовлении двутавров.
Еще 20 — 30 лет назад, в строительной отрасли использовались балки, скрепленные заклепками, болтовыми соединениями и при помощи штырей. Данная технология крепления имела множество недостатков. Начиная со значительного усложнения строительно-монтажного процесса и увеличения количества комплектующих, что в свою очередь приводило к повышению стоимости строительства в разы. И заканчивая серьезным увеличением веса балочной конструкции, что повышало нагрузку на несущие элементы здания и, как следствие, уменьшало свободу действий проектировщиков, при создании многоэтажных сооружений. Однако, современные строительные технологии и конструкции постоянно развиваются и совершенствуются. Результатом такого развития стало появление сварных металлоконструкций.
Главные достоинства применения сварных двутавровых балочных конструкций
Такая конструкция, как двутавровая балка, имеет ряд преимуществ, выделяющих её в ряду других металлоконструкций, использующихся в строительстве:
- Сварные двутавровые металлоконструкции способны выдерживать огромные статические и динамические нагрузки, не теряя при этом своих эксплуатационных показателей. Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
- Легкость транспортировки и относительная простота монтажа делают двутавровые элементы незаменимыми при строительстве быстровозводимых сооружений.
 Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.- Такие балки крайне популярны и широко используются для возведения зданий и сооружений самого разнообразного назначения, поэтому цены на них достаточно демократичны. Для приобретения таких металлоконструкций, достаточно зайти на сайт ближайшего завода-изготовителя и пройти в раздел — продам балку двутавровую. Большинство предприятий предлагают широкий ассортимент двутавровых металлоконструкций, имеющихся на складе, а также изготавливают их на заказ. Также, позвонив в отдел маркетинга, легко узнать сколько стоит балка интересующей марки, в зависимости от тоннажа.
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.

Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Изготовление двутавровых металлоконструкций
Процесс изготовления металлических балок, имеющих Н — образное (или двутавровое) сечение, достаточно сложен. Для получения на выходе качественной конструкции, необходимо использование проверенного высококачественного сырья, современных высокотехнологичных производственных механизмов, а также присутствие высококвалифицированных кадров. В то же время, необходим качественный входной контроль, всесторонний контроль всех этапов изготовления и обработки элементов, а также контроль изделий на выходе. Только такой подход к производству, способен гарантировать высочайшее качество и эксплуатационные характеристики готового изделия.
Сварочные работы, при изготовлении двутавровых металлоконструкций
Сварка двутавровой балки на крупных металлообрабатывающих предприятиях, происходит на современной автоматизированной линии. Балка попадает в специальный кондуктор, внутри которого происходит проварка поясных швов будущей металлоконструкции под слоем флюса, в полностью автоматическом режиме.
Такая сварка двутавровых балок обеспечивает максимальное качество соединения швов, благодаря использованию защитного слоя флюса. Во время проведения сварочных работ, слой флюса защищает сварной шов, что позволяет минимизировать разбрызгивание раскаленных капель металла, без ущерба скорости сварки и качеству соединения. Также, благодаря слою флюса, остывание сварного соединения происходит гораздо более плавно и равномерно. При данном способе проведения сварочных работ, усиление двутавровой балки не требуется, благодаря максимальной прочности и надежности изготовленной конструкции.
- Низкая скорость производства сварочных работ.
- Достаточно посредственное качество сварных швов, в сравнении с автоматической сваркой под флюсом.
- Недостаточная геометрическая точность готового изделия, вследствие ручной сборки, перегрева и, как следствие, больших деформаций, в отличие от автоматизированного сварочного процесса.
- Серьезные потери (вплоть до 30 процентов) металла, по причине сильного разбрызгивания раскаленных металлических капель в процессе производства сварочных работ.

Итог
Как видно из всего вышесказанного, сварные двутавровые металлоконструкции имеют ряд достоинств, в сравнении с другими видами балок. Сварные двутавры заняли свою нишу на современном строительном рынке и используются в соответствии со своими сильными и слабыми сторонами. Производство таких металлоконструкций развернуто в большинстве регионов нашей страны, что делает двутавровую балку доступным и относительно недорогим строительным материалом. Поэтому, благодаря высокой конкуренции в данной нише, любой продавец, на вопрос «продам балку двутавровую», предоставит хорошие скидки и выгодные предложения.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1.Проектная документация.
2.1.1. Используемая проектная документация должна быть рассмотрена и принята к производству работ в установленном порядке.
2.1.2. Все изменения в проекте (чертежах) в период производства работ должны быть согласованы с организацией, разработавшей проект.
2.1.3. В чертежах должны быть указаны:
— все размеры, необходимые для изготовления;
— условия и параметры испытаний;
— вид и объем контроля сварных соединений;
— спецификация листа и деталей, с указанием количества и массы, марки стали;
2.2. Материалы.
2.2.1 Балки стальные сварные двутавровые изготавливаются из горячекатаного проката,
поставляемого в листах по ГОСТ 19903, из стали:
— углеродистой общего назначения и низколегированной толщиной 6 мм и более — по ГОСТ 27772;
— углеродистой общего назначения толщиной 6 мм и более — по ГОСТ 14637;
— низколегированной толщиной 6 мм и более — по ГОСТ 19281.
Марка, категория качества, класс прочности стали указываются в заказе.
2.2.2. Качество материалов должно быть подтверждено сертификатами завода-изготовителя.
2.2.3. При отсутствии сертификата или неполноте сертификатных данных применение материала может быть возможно только после проведения испытаний и соответствия всех свойств требованиям нормативного документа.
2.2.4. Каждый лист штучной поставки или пакет листов должен иметь маркировку или бирку с четким указанием данных:
— завод-изготовитель;
— товарный знак;
— номер стандарта или технических условий;
— размер листа;
— марка материала и номер плавки;
— масса пакета.
2.2.5. Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ
и/или газовые смеси) должны применяться в соответствии со СНиП II-23 и обеспечивать значения временного сопротивления металла сварного соединения не ниже чем у основного металла.
2.2.6. На поверхности листа не допускаются плены, трещины, рванины, закаты.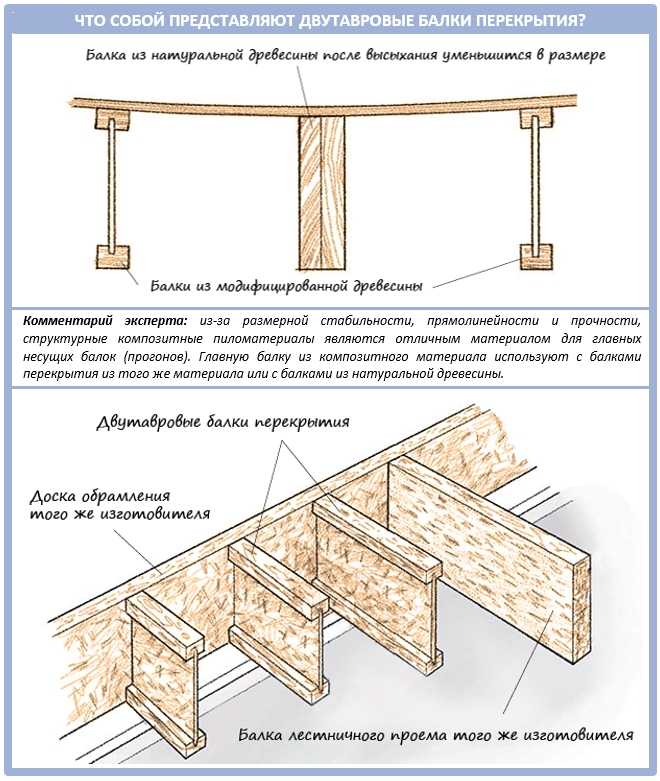
Сортамент сварной балки выпускаемый ООО «ЧЗСБ» — аналог сечения по СТО АСЧМ 20-93
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Производство балок
Статья про производство балок, оборудование и технологию изготовления. Коротко и подробно о самом главном в этом бизнесе
Балка – представляет собой особый конструктивный элемент, который является наклонным или же горизонтальным брусом, который в основном работает на изгиб.
Чаще всего, как правило, именно горизонтально расположенная балка воспринимает отдельно расположенную вертикальную поперечную весовую нагрузку. Но в отдельных некоторых случаях необходимо также учитывать и влияние вероятных горизонтально расположенных поперечных сил, к примеру, ветровую нагрузку или, же возможное землетрясение. Очень перегруженная балка, в свою очередь, непосредственно воздействует на данные опоры, которыми могут быть такие предметы как, колонны, подвесы, стены или другие балки, перекладины. После же нагрузка передаётся дальше по линии перегруза, и в итоге, в большинстве всех случаев, воспринимается всеми данными конструктивными элементами. Отдельно можно также выделить такой случай ферменной специфической конструкции, в которой все имеющиеся стрежни покоятся непосредственно на горизонтальной балке.
Оборудование для производства балок
Специфический процесс производства всегда предполагает такое же специфическое или индивидуальное оборудование. Для производства сварных балок используется специальная линия.
Существует всего два варианта такого оборудования. Это такое оборудование как:
- Автоматический стан для производства сварной двутавровой балки. Такое устройство дает возможность все процессы изготовления балки на одном целостном станке.
- Линия для производства сварной двутавровой балки. В состав и комплектующие данной линии оборудования могут входить непосредственно: станок для сборки двутавровых балок;
- установка для сварки балки;
- станок для правки полок двутавровой балки;
- машина термической резки для раскроя листа.
Данное оборудование всегда может не только охватить весь технологический процесс производства стальных двутавровых балок, но и существенно снизить расходы ресурсов на изготовления балок. Такое оборудование можно приобрести по частям, как отдельные устройства, так и как целую непрерывную линию.
Технология производства балок
Существует несколько характеристик и принципов, от которых зависит и по которым определяется прочность балки:
- площадь и форма поперечного сечения;
- длина;
- материал изготовления;
- способ, которым она крепилась.

Существует несколько основных материалов производства балок, и чаще всего это: стальные, железобетонные, деревянные балки. В строительстве в основном используется именно стальная, двутавровая балка, так как она считается самой прочной и самой сильной, выдерживающей очень большие нагрузки.
Двутавровые балки больше всего используют при возведении и конструкции разнообразных каркасов зданий и мостов. Также такие стальные балки применяют тавровые балки, швеллеры, или же балки с полым профилем, и возможно, балки с угловым профилем сечения.
Каждый процесс производства имеет свои принципы и свои нормы, которые зачастую устанавливаются законами или нормами правительства государства, так как большинство производств, будь оно как промышленное так и не промышленное связано либо с людьми которые работают на производстве, либо с людьми, потребляющими или эксплуатирующими полученные продукт.
Такие нормы не обошли и процесс, а вернее технологию производства балок. Данная технология также имеет свои определенные ступени, этапы и процессы.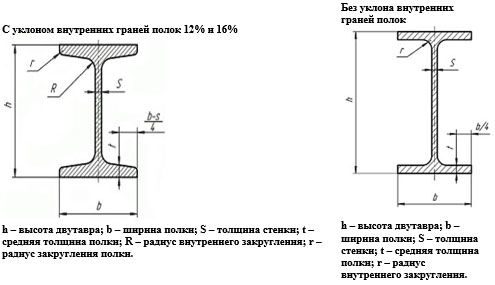 Процесс производства балок имеет всего пять основных этапов:
Процесс производства балок имеет всего пять основных этапов:
- Раскрой листового металла на полосы. Штрипс требуемой длины, а также ширины изготавливается на специфической для данного производства установке термической резки с ЧПУ, которая также позволяет распускать лист на части одновременно несколькими резаками. Скорость процесса резки, в зависимости от толщины и плотности металла, доходит до одного метра за минуту, что довольно быстро в нынешнее время.
- Фрезеровка кромок. Данный процесс направлен на улучшение провара шва между самой полкой и конечно, стенкой. Для этого производится фрезерная регулировка и обработка всех кромок на специальном кромкофрезерном станке.
- Сборка балки. Процесс сборки обязан быть правильным. Вся сборка двутавровой балки должна быть достаточно четкой и точной, а самое главное особое внимание уделяется симметрии территориального расположения и взаимной перпендикулярности полки и двутавровой стенки балки.
- Сварка балки. Весь процесс регулируется автоматизированными линиями производства. Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.
- Правка полок двутавровой балки. Во время процесса производства сварной двутавровой балки всегда непременно возникает нарушение ее «геометрии» полок и стенок.
 Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.
Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.Наглядное видео процесса:
Как видите, сам процесс довольно несложный.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Особенности и преимущества
Двутавровая сварная балка изготавливается из листовой стали, которая нарезается на отдельные пластины. Чтобы скрепить пластины, выполняется следующие операции — зачистка краев, фрезерование и металлосварка. Главное преимущество сварных балок — невысокая металлоемкость и простота. Для производства отдельной запчасти не нужно оборудование, а затраты листовой стали будут минимальными. Сварная балка обладает высокой прочностью и надежностью, не деформируется под действием высоких нагрузок, хорошо переносит воздействие химических реактивов и высоких температур.
Основной сферой применения двутавров является строительство различных объектов — домов, складов, заводских помещений, каркасных конструкций. Двутавры подходят для создания длинных пролетов, эстакад, мостов, перекрытий, площадок, подкрановых конструкций. В зависимости от типа конструкции различают несколько разновидностей двутавровых балок — нормальные, широкополочные, колонные, с уклоном, армированные. Применение сварных балок в строительстве обладает множеством плюсов:
Двутавры подходят для создания длинных пролетов, эстакад, мостов, перекрытий, площадок, подкрановых конструкций. В зависимости от типа конструкции различают несколько разновидностей двутавровых балок — нормальные, широкополочные, колонные, с уклоном, армированные. Применение сварных балок в строительстве обладает множеством плюсов:
- Снижение общей массой конструкции на 10-20%. Это достигается за счет того, что сварные двутавры выпускается в различных сечениях. Это позволяет подобрать деталь для создания любой конструкции.
- Универсальный состав. Метод металлосварки позволять соединить практически любые разновидности стали, поэтому двутавр можно сделать даже из разнородных материалов. Это упрощает подбор стали, а удешевляет производство запчастей.
- Возможность создания несимметричных стенок. С помощью сварки можно соединить любые металлические поверхности. Поэтому с ее помощью можно соединить даже такие металлические стенки, которые несимметрично располагаются друг относительно друга.
- Минимум обрезок, мусора. Сварной двутавр делается из плоских заготовок, которые создаются методом нарезки металлических листов. Во время сварки образуется минимум мусора. Поэтому эта технология производства является экономной, а обрезок во время работы образуется по минимуму.

Изготовление сварных двутавровых балок на заказ
Используемые в строительно-монтажных работах сварные балки позволяют на 10–15% снизить общий вес конструкций при сохранении расчетных несущих характеристик. Мы изготавливаем сварные двутавры на заказ, что позволяет клиентам получать необходимые конструкции по минимальной себестоимости. Благодаря оптимальному отношению веса и физической прочности конструкции применяются в качестве:
- Несущих опор каркасов промышленных, сельскохозяйственных и иных зданий большой полезной площади. Балка двутавровая может использовать как в качестве вертикальных, так и горизонтальных элементов каркаса.
- При строительстве открытых навесов и закрытых ангаров различного назначения. Из двутавровой балки изготавливаются наиболее нагруженные элементы.
- Во время монтажа грузоподъемных механизмов внутри производственных помещений. Двутавры могут выдерживать значительные усилия на изгиб и сжатие, что дает возможность монтировать различные подъемники.
- Для сооружения подвесных рельсовых дорог для транспортировки насыпных технологически грузов. Такие балки двутаврового сечения изготавливаются по специальному заказу, могут иметь различную длину и линейные размеры.
 Из двутавровой балки изготавливаются наиболее нагруженные элементы.
Из двутавровой балки изготавливаются наиболее нагруженные элементы.Преимущества сварных балок
Балка двутавровая стандартного сортамента не всегда отвечает фактическим требованиям проектировщиков, часто приходится выбирать прокат с неподходящими физическими характеристиками. В отличие от них сварная двутавровая балка учитывает все требования и имеет следующие преимущества:
- За счет оптимизации поперечного сечения снижается общий вес. Уменьшение веса конструкции составляет 10% и более, при этом показатели прочности в точности соответствуют расчетным значениям, балка двутавровая полностью отвечает техническому заданию.
- Заметное уменьшение сметной стоимости строительства объектов. Стоимость нашей двутавровой балки ниже, чем горячекатаных промышленного производства.
- За счет сочетания различных сортов листовой стали удается подобрать оптимальные физические показатели для каждого конкретного случая. Двутавры не имеют дорогостоящих марок стали.
- Широкий ассортимент. Сварная двутавровая балка почти не имеет ограничений по размерам. Параметры ограничиваются только технологическими возможностями оборудования.

Заказчику нет надобности обращаться в несколько компаний для приобретения полного сортамента двутавров, наше предприятие выполнит все пожелания в соответствии с поданной спецификацией.
Мы можем изготавливать:
- Специальные балки по размерам заказчика, в том числе и перфорированные (с отверстиями) Последние виды имеют меньшую массу при идентичных физических параметрах, позволяют уменьшить массу конструкций и снизить их себестоимость.
 По длине меняется толщина полок или стенок. Возможно изготовление балок с дополнительными ребрами жесткости.
По длине меняется толщина полок или стенок. Возможно изготовление балок с дополнительными ребрами жесткости.Производство сварной двутавровой балкиПосле получения технического задания рассчитываются параметры двутавровой балки: высота, ширина полки, толщина стенки, толщина полок. Размеры даются заказчиком или подбираются специалистами нашей компании с учетом максимальных нагрузок на сжатие, кручение и изгиб. На производство поступают рабочие чертежи, по которым технологии разрабатывают перечень и последовательность технологических операций. Изготовление состоит из нескольких этапов.
- Раскрой заготовок. Толстолистовая сталь замеряется и раскраивается. В зависимости от толщины металла резка осуществляется на рубочных агрегатах или при помощи термической резки. От точности раскроя зависит расход материала, наша компания имеет в наличии самое современное оборудование – количество непродуктивных отходов минимизируется. Размеры заготовок проверяются ответственными сотрудниками компании.
- Подготовка кромок к свариванию. Линии срезов заготовок двутавровой балки выравниваются на фрезерных станках. Все углы кромок должны быть строго под прямым углом, запрещается отклонение от прямолинейности более чем ±2 мм. При обнаружении тепловых деформаций заготовки ровняются.
- Прихватывание отдельных заготовок. Прихватывание делается с двух сторон, при этом постоянно контролируется положение плоскостей заготовок. Вначале прихватывается одна сторона, после выравнивания угла прихватывается противоположная.
- Сварка всех швов с перекантовкой. В зависимости от толщины и марки стали выбираются электроды и режимы сварки. Балки двутаврового сечения провариваются со всех сторон. Проверка качества шва делается визуально, окалина удаляется. При обнаружении пропусков накладывается повторный шов.
- Правка геометрии элементов двутавров. Процесс выполняется на специальных станках, ролики устанавливаются под заданными углами, балка двутавровая подается транспортером, захватывается вращающимися роликами и протягивается сквозь агрегат. После правки геометрии визуально повторно проверяются сварные швы.
- Фрезеровка торцов. Во время этой технологической операции торцы двутавровой балки выравниваются по плоскостности и углу.
- Распил больших двутавров по длине. В зависимости от спецификации заказа элементы распиливаются по указанным заказчиком размерам.
 Размеры заготовок проверяются ответственными сотрудниками компании.
Размеры заготовок проверяются ответственными сотрудниками компании. После правки геометрии визуально повторно проверяются сварные швы.
После правки геометрии визуально повторно проверяются сварные швы.
Продукция отправляется на склад временного хранения или сразу клиентам. При желании могут выполняться дополнительные операции обработки: высверливание крепежных отверстий, очистка поверхностей дробеструйными или пескоструйными машинами и окраска антикоррозионными покрытиями. Готовая балка двутавровая проверяется на соответствие качества, на каждую партию товаров оформляется пакет сопроводительных документов.
 Длина может быть мерной, немерной и кратной мерной. Химический состав стали отвечает ГОСТ 1050. Качество поверхности и отклонения по толщине регулируются полями допусков, по согласованию с заказчиком пределы допусков могут изменяться. Запрещается расслоение, скопление флокенов и шлаков в толщине листов.
Длина может быть мерной, немерной и кратной мерной. Химический состав стали отвечает ГОСТ 1050. Качество поверхности и отклонения по толщине регулируются полями допусков, по согласованию с заказчиком пределы допусков могут изменяться. Запрещается расслоение, скопление флокенов и шлаков в толщине листов.Точность прокатки по толщине может быть нормальной или повышенной, вид плоскостности нормальным, улучшенным, высоким и особо высоким. При желании потребителя для улучшения физических свойств выполняется дополнительная термическая обработка. По геометрическим размерам балка двутавровая контролируется специальными измерительными приборами и инструментами, толщина измеряется на расстоянии не менее 40 мм от кромок и 100 мм от торцов. Состояние поверхности оценивается визуально, при обнаружении отклонений может сниматься стружка на предмет выявления отслоений. Раздвоение стружки указывает на расслоение проката.
Твердость, ударная вязкость, предел текучести, временное сопротивление, относительное удлинение, относительное сужение и сопротивление на изгиб нормируется таблицами действующего стандарта. Перечень контролируемых механических свойств толстолистовой стали может корректироваться по взаимному согласию сторон. Балка двутавровая изготавливается только из качественного проката, на все партии металла у нас есть документы соответствия от производителя.
Перечень контролируемых механических свойств толстолистовой стали может корректироваться по взаимному согласию сторон. Балка двутавровая изготавливается только из качественного проката, на все партии металла у нас есть документы соответствия от производителя.
- Односторонний без кромок скоса. Применятся для листовой стали толщиной 6–12 мм.
- Односторонний со скосом одной кромки. Для листов толщиной 15–100 мм
- Двухсторонний со скосами кромок. Таким способом могут свариваться листы толщиной 6–100 мм.
- Угловой односторонний или двусторонний. По такому методу к двутаврам привариваются полки. Толщина листовой стали до 100 мм. Чаще всего используется двусторонний шов.
- Угловой со скосом одной или двух кромок.
- Угловой без скоса кромок. Используется односторонний или двухсторонний, выбор конкретного метода зависит от условий эксплуатации.
- Тавровый со скосом одной или двух кромок. Толщина металла до 100 мм. Балка двутавровая, сваренная по такому способу, может выдерживать длительные разнонаправленные нагрузки за счет обеспечения более глубокого приваривания составных элементов.
- Нахлесточный. Может быть односторонним или двухсторонним. Применяется при необходимости изготовления балок с различным поперечным сечением по длине.

Испытание прочности сварных швов производится согласно требованиям ГОСТ 6996-66, делается выборочным методом производителем или по требованию заказчика. Во время испытаний контролируются следующие параметры:
- Устойчивость шва к кратковременному статическому растяжению и на ударный изгиб. Ударный изгиб контролируется на надрезанных образцах.
- Стойкость шва к коррозионным процессам. Проверяются только незащищенные элементы, антикоррозионное покрытие считается дополнительной защитой.
- Твердость наплавленного металла, максимальное статическое растяжение, испытания на ударный разрыв.
- Максимальное сопротивление статическому изгибу.
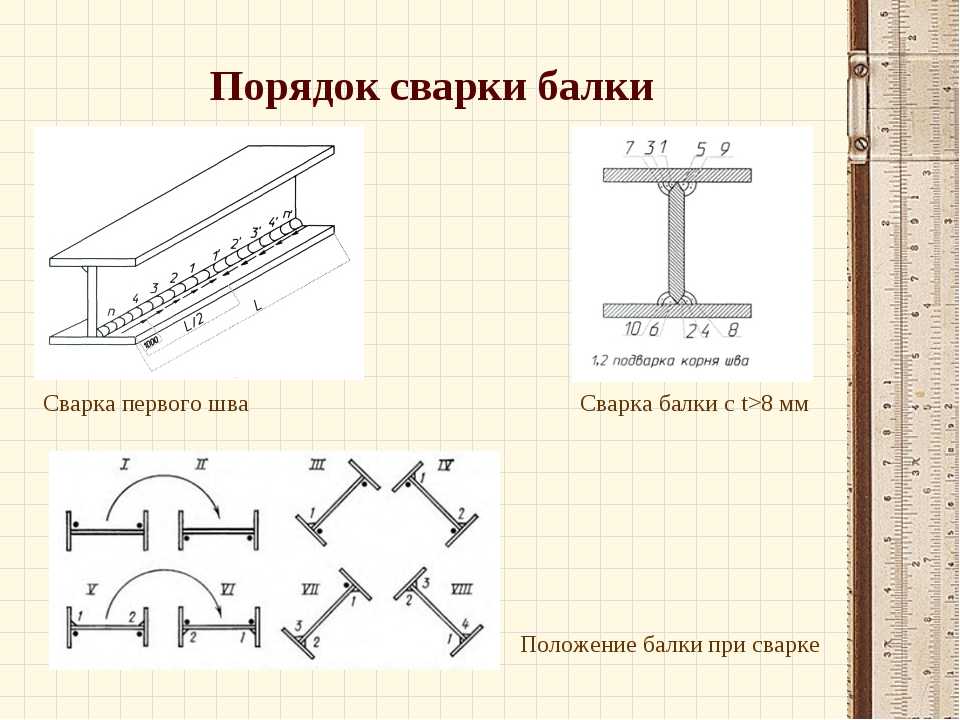 Проверяются только незащищенные элементы, антикоррозионное покрытие считается дополнительной защитой.
Проверяются только незащищенные элементы, антикоррозионное покрытие считается дополнительной защитой.Для проб образцы могут вырезаться из готовой продукции или делаться специальные сварочные соединения на подготовленных элементах. При подготовке контрольных сварных соединений все характеристики металлов и параметры сварки должны быть полностью идентичны изделиям. Дополнительная правка подготовленных образцов запрещается. Данные испытаний заносятся в специальный журнал и подписываются ответственными лицами. Протокол содержит полное описание метода, характеристику образца и технологию наложения сварного шва. На его основании выписываются сертификаты качества готовых изделий.
Сортамент сварных балок
| Обозначение | Размеры, мм | Теоретическая масса 1 м, кг | Количество метров в тонне | |||
| высота | ширина | толщина стенки | толщина полки | |||
| 20К1 | 195 | 200 | 8 | 10 | 42,39 | 23,59 |
| 20К2 | 198 | 200 | 8 | 12 | 48,61 | 20,57 |
| 23К1 | 227 | 240 | 8 | 12 | 57,96 | 17,25 |
| 23К2 | 230 | 240 | 8 | 12 | 58,15 | 17,19 |
| 26К1 | 255 | 260 | 8 | 12 | 63,49 | 15,75 |
| 26К2 | 258 | 260 | 10 | 14 | 75,20 | 13,20 |
| 26К3 | 262 | 260 | 10 | 16 | 83,37 | 11,99 |
| 30К1 | 296 | 300 | 10 | 14 | 86,98 | 11,49 |
| 30К2 | 300 | 300 | 10 | 16 | 96,40 | 10,37 |
| 30К3 | 304 | 300 | 12 | 18 | 110,03 | 9,08 |
| 30Ш1 | 291 | 200 | 8,0 | 12 | 54,45 | 18,36 |
| 30Ш2 | 295 | 200 | 10 | 14 | 64,92 | 15,40 |
| 30Ш3 | 299 | 200 | 10 | 16 | 71,20 | 14,04 |
| 35Ш1 | 338 | 250 | 10 | 14 | 79,29 | 12,61 |
| 35Ш2 | 250 | 10 | 14 | 79,52 | 12,57 | |
| 35Ш3 | 345 | 250 | 12 | 16 | 92,28 | 10,83 |
| 35К1 | 343 | 350 | 10 | 16 | 112,33 | 8,90 |
| 35К2 | 350 | 350 | 12 | 18 | 128,30 | 7,79 |
| 35К3 | 353 | 350 | 14 | 20 | 144,30 | 6,93 |
| 40К1 | 394 | 398 | 12 | 18 | 147,20 | 6,79 |
| 40К2 | 400 | 400 | 14 | 22 | 178,29 | 5,60 |
| 40К3 | 406 | 400 | 16 | 25 | 203,90 | 4,90 |
| 40Ш1 | 383 | 300 | 10 | 14 | 119,50 | 8,36 |
| 40Ш2 | 390 | 300 | 10 | 16 | 131,80 | 7,58 |
| 40Ш3 | 396 | 300 | 12 | 18 | 123,4 | 8,106 |
| 40Б1 | 396 | 200 | 8 | 12 | 61,61 | 16,23 |
| 40Б2 | 400 | 200 | 8 | 14 | 67,89 | 14,72 |
| 45Б1 | 446 | 200 | 8 | 12 | 64,75 | 15,44 |
| 45Б2 | 450 | 200 | 10 | 14 | 77,66 | 12,87 |
| 45БС1 | 444 | 200 | 8 | 12 | 64,06 | 15,6 |
| 45БС2 | 460 | 300 | 12 | 20 | 133,8 | 7,48 |
| 45Ш1 | 440 | 300 | 12 | 18 | 123,84 | 8,07 |
| 50Б1 | 492 | 200 | 10 | 12 | 74,99 | 13,33 |
| 50Б2 | 496 | 200 | 10 | 14 | 81,26 | 12,30 |
| 50Б3 | 500 | 200 | 10 | 16 | 87,54 | 11,42 |
| 50БС1 | 482 | 200 | 10 | 16 | 85,57 | 11,7 |
| 50БС2 | 482 | 300 | 12 | 16 | 117,8 | 8,49 |
| 50БС3 | 500 | 300 | 12 | 25 | 160,1 | 6,24 |
| 50БС4 | 510 | 300 | 14 | 30 | 190,8 | 5,24 |
| 50Ш1 | 482 | 300 | 12 | 16 | 118,32 | 8,45 |
| 50Ш2 | 487 | 300 | 16 | 18 | 142,43 | 7,02 |
| 50Ш3 | 493 | 300 | 16 | 20 | 152,10 | 6,57 |
| 50Ш4 | 499 | 300 | 18 | 25 | 182,20 | 5,49 |
| 55Б1 | 543 | 200 | 10 | 14 | 89,35 | 11,19 |
| 55Б2 | 547 | 200 | 10 | 16 | 91,23 | 10,96 |
| 55БС1 | 551 | 220 | 10 | 18 | 102,6 | 9,75 |
| 55БС2 | 547 | 200 | 10 | 16 | 90,67 | 11,0 |
| 60Б1 | 596 | 200 | 10 | 16 | 95,08 | 10,51 |
| 60Б2 | 600 | 200 | 12 | 18 | 110,65 | 9,03 |
| 60БС1 | 577 | 240 | 12 | 16 | 111,6 | 8,96 |
| 60БС2 | 585 | 240 | 12 | 20 | 126,7 | 7,89 |
| 60БС3 | 585 | 320 | 12 | 20 | 151,8 | 6,59 |
| 60БС4 | 595 | 320 | 14 | 25 | 185,5 | 5,39 |
| 60БС5 | 605 | 320 | 16 | 30 | 219,2 | 4,56 |
| 60Ш1 | 582 | 300 | 12 | 18 | 137,22 | 7,28 |
| 60Ш2 | 589 | 300 | 16 | 20 | 164,16 | 6,09 |
| 70Б1 | 691 | 260 | 12 | 16 | 127,96 | 7,81 |
| 70Б2 | 697 | 260 | 14 | 20 | 154,85 | 6,45 |
| 70БС | 693 | 230 | 12 | 16 | 120,61 | 8,29 |
| 70БС1 | 685 | 260 | 12 | 20 | 142,4 | 7,02 |
| 70БС2 | 685 | 320 | 14 | 20 | 171,4 | 5,84 |
| 70БС3 | 695 | 320 | 14 | 25 | 196,5 | 5,09 |
| 70БС4 | 705 | 320 | 16 | 30 | 231,7 | 4,32 |
| 70БС5 | 725 | 320 | 20 | 40 | 302,2 | 3,31 |
| 70БС6 | 692 | 230 | 12 | 16 | 119,9 | 8,34 |
| 70Ш1 | 692 | 300 | 14 | 20 | 166,86 | 5,99 |
| 80Ш1 | 782 | 300 | 14 | 18 | 167,77 | 5,96 |
| 80Б1 | 791 | 280 | 14 | 18 | 206,50 | 4,84 |
| 80Б2 | 798 | 280 | 14 | 20 | 218,12 | 4,58 |
| 80БС1 | 791 | 280 | 14 | 18 | 162,1 | 6,17 |
| 80БС2 | 815 | 300 | 18 | 30 | 248,0 | 4,03 |
| 90Ш1 | 881 | 300 | 16 | 20 | 200,83 | 4,97 |
| 90БС1 | 895 | 300 | 16 | 20 | 201,6 | 4,96 |
| 90БС2 | 927 | 300 | 16 | 36 | 276,9 | 3,61 |
| 100БС1 | 995 | 320 | 16 | 25 | 244,3 | 4,09 |
| 100Ш1 | 990 | 320 | 16 | 22 | 292,16 | 3,42 |
| 100БС2 | 1005 | 320 | 16 | 30 | 269,4 | 3,71 |
| 100БС3 | 1017 | 320 | 20 | 36 | 329,2 | 3,04 |
| 120БС1 | 1280 | 400 | 12 | 20 | 242,4 | 4,13 |
| 120БС2 | 1280 | 450 | 14 | 20 | 277,6 | 3,60 |
| 140БС1 | 1440 | 400 | 12 | 20 | 257,5 | 3,88 |
| 140БС2 | 1440 | 450 | 12 | 20 | 273,2 | 3,66 |
| 140БС3 | 1450 | 500 | 14 | 25 | 350,1 | 2,86 |
| 160 БС1 | 1568 | 600 | 12 | 16 | 323,43 | 3,09 |
| 160 БС2 | 1576 | 650 | 12 | 20 | 384,69 | 2,06 |
| 160 БС3 | 1572 | 700 | 14 | 25 | 480.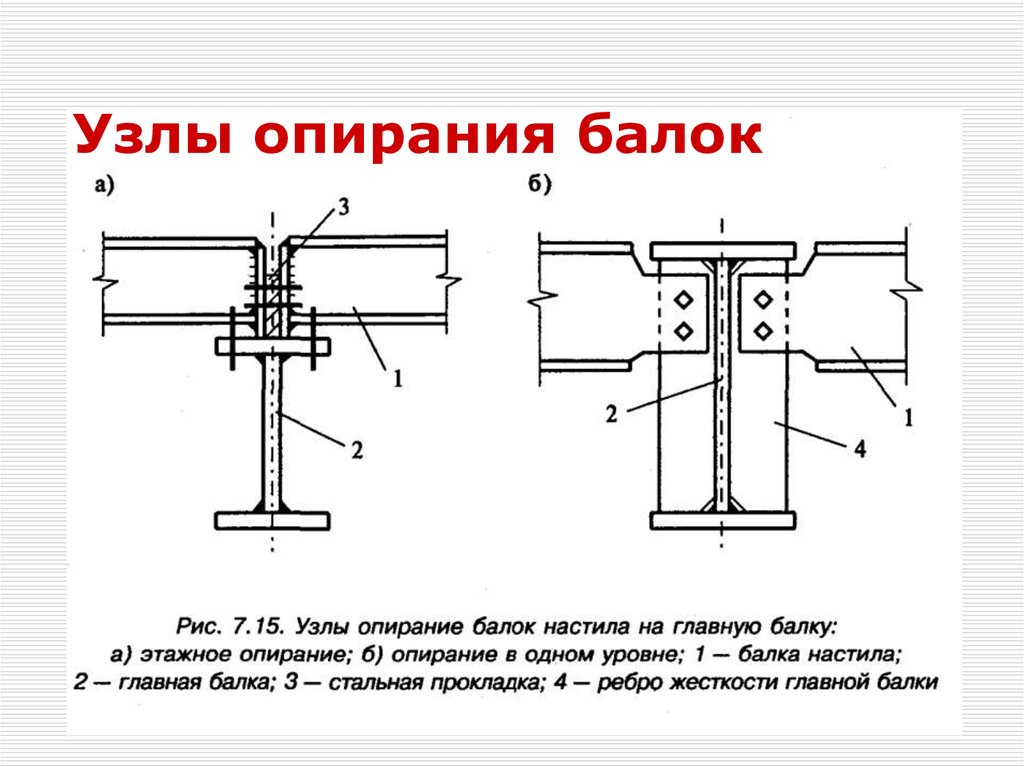 86 86 | 2,08 |
| 180 БС1 | 1772 | 600 | 14 | 25 | 498,82 | 2,00 |
| 180 БС2 | 1768 | 700 | 16 | 25 | 543,72 | 1,84 |
| 180 БС3 | 1760 | 800 | 20 | 30 | 692,31 | 1,44 |
| 200 БС1 | 1960 | 800 | 20 | 30 | 741,29 | 1,35 |
| 200 БС2 | 1950 | 800 | 25 | 40 | 963,35 | 1,04 |
| 200 БС3 | 1940 | 800 | 30 | 50 | 1183,78 | 0,84 |
Особенности работы нашей компанииМы имеем самое современное оборудование, что дает нам право гарантировать надлежащее качество балок двутаврового сечения. У нас можно приобрести как готовый стандартный сортамент, так и заказать изделия по собственному техническому заданию. Цена на нашу продукцию считается самой низкой в регионе.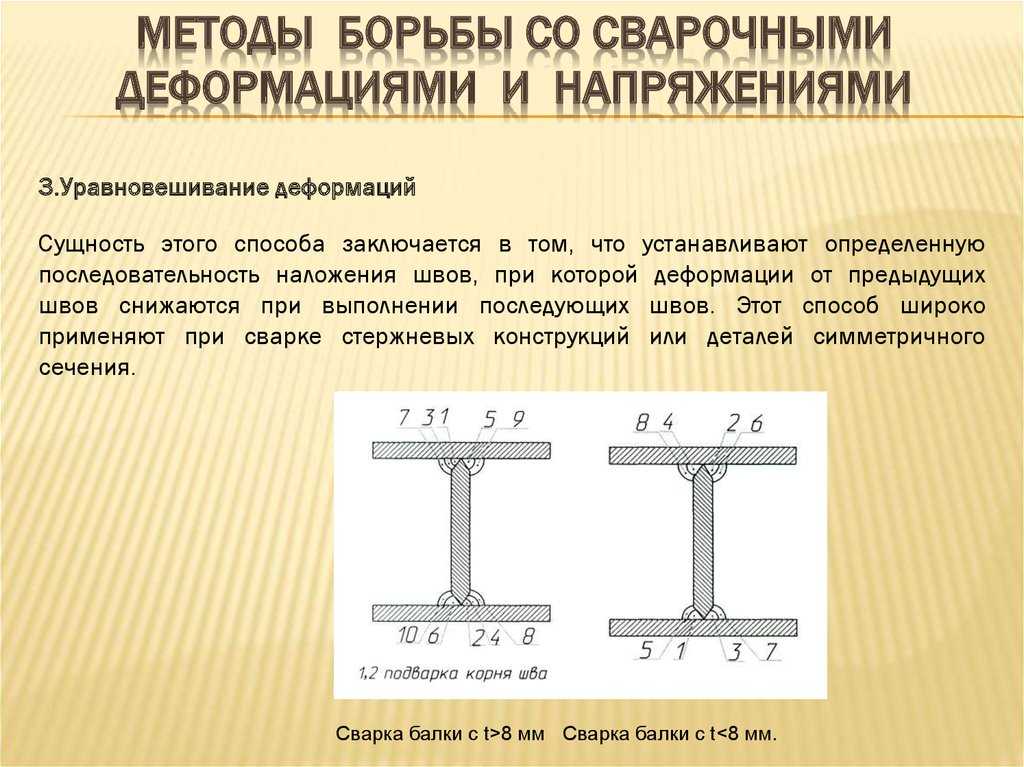 За счет высокопроизводительного оборудования, профессиональных сотрудников и оптимальной организации производства компании удалось значительно снизить себестоимость изготовления. Это оказывает положительное влияние ценовую политику компании, она становится максимально лояльной к потребителям. Связывайтесь с нами и подробно оговаривайте условия договора. Мы гарантируем, что все пункты будут безусловно выполненными.
За счет высокопроизводительного оборудования, профессиональных сотрудников и оптимальной организации производства компании удалось значительно снизить себестоимость изготовления. Это оказывает положительное влияние ценовую политику компании, она становится максимально лояльной к потребителям. Связывайтесь с нами и подробно оговаривайте условия договора. Мы гарантируем, что все пункты будут безусловно выполненными.
1. Относительное удлинение- l
1.Величина опорной реакции равна 20кН
2.Установите соответствие ферм по очертаниям поясов
С параллельными поясами
Треугольная
Полигорная
Арочная
3.Шарнирная балка может быть расчленена на простые балки
1-основная 2-предаточная 3-предаточная
4.Выбрать правильный ответ для указанной позиции рамы
1-Нагрузка 2-Стойка 3-Ригель 4-Пролет
5.Какую систему сил представляют узлы фермы плоская система сходящихся сил
6. система
геометрически неизменяема и статически
неопределима если
система
геометрически неизменяема и статически
неопределима если
степень свободы = 0
7.применяется ли в строительстве геометрически изменяемые системы Нет
8. Что значит, если степень свободы выражена положительным числом
Система геометрически изменяема и статически определима
9. ??? статически неопределимы
10. установить соответствие между понятием и графическим изображением типа решетки фермы – треугольная-2 крестовая-1 раскосная-3
11.установите соответствие между понятием и его графическим изображением
Трекратный шарнир-3 простой шарнир-1 двукратный шарнир- 2
12.В трех шарнирных арках с-замок арки f-стрела подъема L-пролет арки
13.эпюра поперечных сил имеет вид – наклонной прямой
14. между геометрическими характеристиками сечения и их обозначением
Момент сопротивления сечения-2 площадь сечения-1 радиус сечения инерции-3
момент инерции сечения-4
15.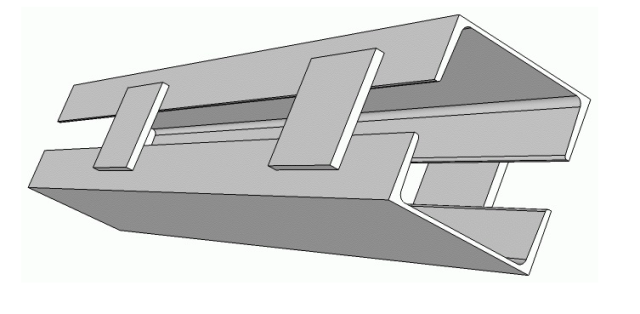 особенности шарнирно-подвижной опоры ограничивает
направление тела в одном направлении
особенности шарнирно-подвижной опоры ограничивает
направление тела в одном направлении
16. Знак продольной силы назначают
растяжение «+»
сжатие «-»
17. Установить последовательность проверочного расчета прочности прокатной балки при известной нагрузке материале и размерах
(3).найти напряжение сечения балки
(2). по сортаменту найти фактически момент сопротивления балки
(1). определить максимальный изгибающий момент
(4). сравнить действующие напряжения с расчетным сопротивлением
18. Установить соответствие уравнение системы сил- не нарушающие состояние тела, к которому они приложены
-системы сходящихся сил-линии действия которых пересекаются в одной точке
— эквивалентные системы сил-одинаковые по воздействию на тело
19. понятию
слева, установить понятие справа
понятию
слева, установить понятие справа
2. Модуль упругости -е
3.Абсолютное удлинение –ку
20. понятию слева соответствует понятие справа
гибкость- А
радиус инерции – икс
площадь сечения – альфа
21.Добавить пропущенное слово
номер прокатной двутавровой балки указывает на ее …ВЫСОТА …в см
22. выбрать неверный ответ
условие прочности при срезе имеет вид-3
23. коэффициент приведения длины стержня (защемления) для указанной схемы нагружения колонны равен=0,7
24. добавьте слово
расстояние между опорами балки называется ….пролет
25. наибольшая продольная сила в поперечном сечении бруса равна -54 кн
26. в приведенной зависимости буквой Е обозначается – модуль упругости
27. если пара
сил разворачивает тело против часовой
стрелки, то момент считается отрицательным
если пара
сил разворачивает тело против часовой
стрелки, то момент считается отрицательным
28.подобрать № профиля двутавровой балки из стали с расчетным сопротивлением 220 МПа — №30
29. сварной лобовой шов направлен по отношению к нагрузке –перпендикулярно
30. сила обладает характеристиками –направлением, точкой приложения и модулем
31. Довавьте слово
напряжение характеризует величину внутренней силы, приходящей на единицу … площади..поперечного сечения
32.решить задачу и выбрать правильный ответ
подобрать № профиля колонны из швеллера Материал сталь марки ВСт3пс6 с расчетным сопротивлением 220 МПа. Коэффициент продольного изгиба равен 0,5
ответ №20
33. установить последовательность действий при проектировочном расчете стальной прокатной балки
3 по сорнаменту подобрать необходимый № профиля балки
2 определить требуемый момент сопротивления сечения
34.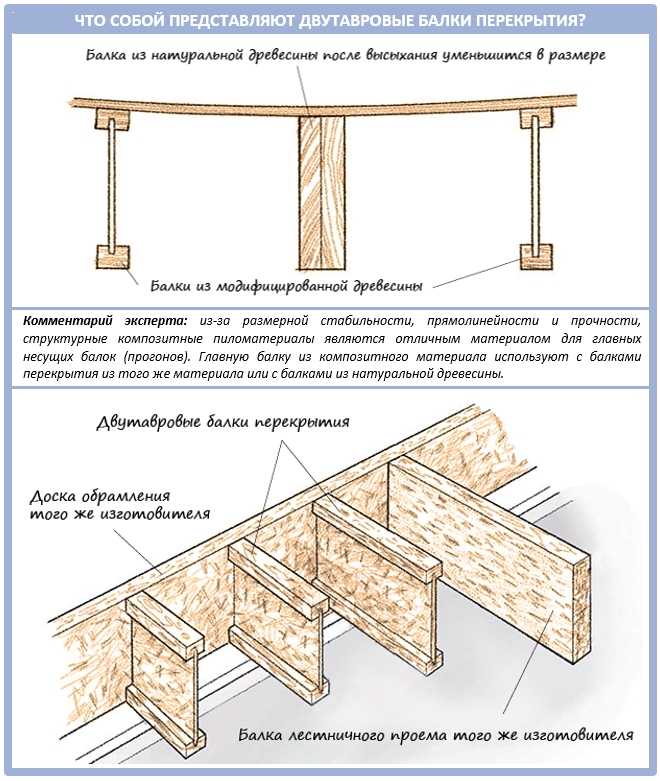 перпендикуляр, опущенный из точки(центра
момента) на линию действия силы называется
– плечом
силы
перпендикуляр, опущенный из точки(центра
момента) на линию действия силы называется
– плечом
силы
35. элемент фермы, под знаком вопроса называют – раскос
36. какую систему сил представляют узлы фермы – прямоугольные
37. вставить слово расстояние между опорными узлами называется …пролет… фермы
38. установить соответствие между видами тел(элементов конструкции) и их размерами
Брус – длина тела значительно больше остальных размеров
Пластина – толщина тела значительно меньше других размеров
Массив – все три размера тела одного порядка
39. n=3Д-2Ш-С диски соединены между собой и присоединены к основанию
n=3Д-2Ш диски соединены между собой и не присоединены к основанию
n=3Д диски не соединены между собой и не присоединены к основанию
40. Величина опорной реакции равна 20кН
41.между геометрическими характеристиками сечения и единицами измерения
lx – см4
ix — см
Wx – см3
A – см2
42.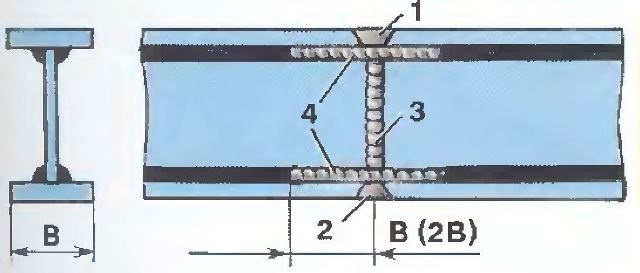 между единицами измерения и внутренними
силовыми факторами
между единицами измерения и внутренними
силовыми факторами
Кн/кв. см – Q
Кн – Nz
Кн М – Mx
43. при сдвиге возникают – касательные напряжения
44. пределом прочности называется отношение максимальной …нагрузки… к первоначальной площади сечения образца
45. перпендикуляр, опущенный из точки(центра момента) на линию действия силы называется – плечом силы
46. Если пара сил разворачивает тело против часовой стрелки, то момент считается отрицательным
47. сила обладает характеристиками — направлением, точкой приложения и модулем
48.какую деформацию получал брус, если после снятия нагрузки форма бруса восстановилась до исходных размеров?
– упругую
49. расчет на прочность при изгибе выполняется по формуле Q=M / W
50. вид нагружения в сечении 1-1 брус растянут
51. сварной фланговый шов направлен по отношению к усилию параллельно
52. особенности опоры жесткого защемления
– отграничивает
любые перемещения тела
особенности опоры жесткого защемления
– отграничивает
любые перемещения тела
53. различают 4 типа сварных соединений нахлесточные, тавровые, угловые и стыковые
54. нормальное напряжение в сечении С-С равно — 22 МПа
55. определить координаты центра тяжести плоской фигуры и выбрать правильный ответ: х=8,33 см; у=16,67 см
56. что значит если степень свободы выражена отрицательным числом – система геометрически неизменяема и статически неопределима
57. элемент арки под знаком вопроса называется – затяжка
58. особенности шарнирно-подвижной опоры –ограничивает перемещение тела в одном направлении
59. момент считается…положительным… если пара сил разворачивает тело по часовой стрелке
60. абсолютное удлинение измеряется в см (2)
61. укажите пару сил эквивалентную заданной –
62.определить величину внутреннего силового фактора при указанном нагружении бруса в сечении 1-1 и выбрать правильный ответ – 5Н
63. формула момента инерции для …прямоугольного… сечения
формула момента инерции для …прямоугольного… сечения
64. пределом прочности называется отношении максимальности…нагрузке… к первоначальной площади сечения образца
65.внешние силы, перемещающие тело называют –активными
66. момент относительно точки О равен – 12кН
67. если тело движется прямолинейно с ускорением – главный вектор не равен нулю, главный момент равен нулю
если тело вращается вокруг неподвижной оси – главный вектор равен нулю, главный момент не равен нулю
если тело движется равномерно и прямолинейно ( равновесие) – главный вектор равен нулю, главный момент равен нулю
68. определить величину макс изгибающего момента ( кН*м) – 20
69. если сила равна нулю, значит сила расположена – перпендикулярно оси координат
70. равнодействующей называется сила которой – можно заменить систему сил
71. проекция
силы на ось это – произведение
модуля силы на конус угла между осью и
силой
проекция
силы на ось это – произведение
модуля силы на конус угла между осью и
силой
72.аналитическое условие равновесия системы сходящихся сил – сумма проекций всех сил равна нулю
73. для системы сходящихся сил можно определить неизвестных – только 2
74. аксиом статики справедливы для тел – для абсолютно твердых тел
75. величина и направление равнодействующей системы сходящихся сил от порядка сложения сил – не зависит
76. проекция силы имеет знак – положительный, если проекция силы направлена в ту же сторону, что и ось координат
77. главный момент относительно точки В равен – 15,3кН*м
78. уравнения равновесия системы сходящихся сил составляют для определения –реакций связей
79. В жесткой заделке возникают опорные реакции — вертикальная, горизонтальная
В жесткой заделке возникают опорные реакции – вертикальная, горизонтальная и реактивный момент
80. активной силой называется – сила воздействия
81. равномерно распределенная нагрузка
кН*м/м- сосредоточенная
сила- кН
равномерно распределенная нагрузка
кН*м/м- сосредоточенная
сила- кН
Изгибающий момент – кН*м
82. эпюра изгибающих момента имеет вид – ломаной прямой
83. эквивалентные системы сил — одинаковые по воздействию уравновешенные системы сил – не нарушающие состояние тела, к которому они приложены
Системы сходящихся сил –
84. сила обладает характеристиками – направлением, точкой приложения и модулем
85. при замкнутом силовом многоугольнике – система сил находится в равновесии
86. если проекция силы равна нулю, значит сила расположена – перпендикулярно оси координат
87. гибкая связь — реакции направлена от тела к связи
Стержневая связь – реакция направлена как от тела к связи…
Связь – гладкая опора-
88. силой называется – мера механического взаимодействия тел
89. проверочным при отыскании неизвестных усилий в плоской системе сходящихся сил является – графический – метод
90. рассчитать сумму проекции всех сил на
ось Оу —1,16 кН
рассчитать сумму проекции всех сил на
ось Оу —1,16 кН
91. проекция равнодействующей на ось Ох равна – 12кН
92. между внутренними силовыми факторами и их обозначения:
Поперечная сила – Ох
Изгибающий момент — Мх
Продольная сила – Nz
Крутящий момент – Мz
93. силы противодействующие перемещению тела –реактивные
94. равнодействующая в силовом многоугольнике направлена – из начала первой системы в конец последней
95. установить соответствия между видами опорных балок и возникающими опорными реакциями
Жесткая заделка – вертикальная и горизонтальная опорные реакции и реактивный момент
Шарнирно-подвижная опора – вертикальная опорная реакция
Шарнирно- неподвижная опора – вертикально и горизонтально опорная реакция
96. знак реакции связи в решении задачи – определяет вид деформации
97. статика изучает – относительное равновесие математических тел под действием приложенных сил
Динамика изучает – движение тел под действием приложенных сил
Кинематика изучает – движение материальных тел без учета причин, вызывающих это движение
98. величина и направление равнодействующей
системы сходящихся сил от порядка
сложения сил – не
зависит
величина и направление равнодействующей
системы сходящихся сил от порядка
сложения сил – не
зависит
99. особенности опоры жесткого защемления – ограничивает любые перемещения тела
100. система сил, которая заменяет заданную систему сил, не нарушая состояния тела – эквивалентная система сил
101. уравнения для сходящихся сил составляют — для определения реакций связей
102. для равновесия плоской системы сходящихся сил, необходимо и достаточно чтобы суммы проекций сил на оси координат были равны нулю
103. для системы сходящихся сил можно определить неизвестных — только 2
104. система геометрически неизменяема и статически определима, если степень свободы равна = нулю
105. катет углового шва принимается – не больше толщины привариемого листа
106. системы с лишними связями — статически неопределимы
107. главный
вектор равен – 5,3 кн
главный
вектор равен – 5,3 кн
108. какое движение совершает свободное твердое тело под действием пары сил – вращательное
109. момент относительно точки О равен = 12 кн
110. установить соответствие напряжений и расчетных сопротивлений их обозначениями:
нормальное напряжение(1)
допускаемое напряжение(3)
нормативное сопротивление(2)
растяжении(сжатии)(4)
111. понятию слева установлено обозначение справа
допускаемое нормальное напряжение (4)
допускаемое касательное напряжение(1)
расчетное сопротивление при срезе(2)
нормальное напряжение (3)
фото и примеры работ специалистов по ременту Профи
https://profi.ru/documents/terms-of-use/
Сварка
Анатолий Фомин
Ограждение в ТЦ
https://profi.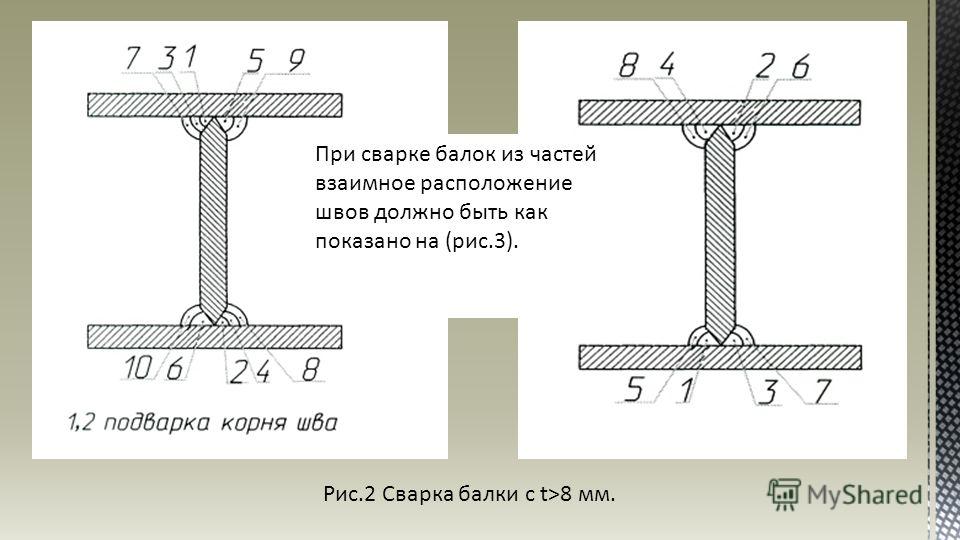 ru/documents/terms-of-use/
ru/documents/terms-of-use/
Сварка
Иван Леончев
Парник хлебница
https://profi.ru/documents/terms-of-use/
Сварка
Иван Леончев
Парник хлебница
https://profi.ru/documents/terms-of-use/
Сварка
Андрей Бигун
Модернизация сельскохозяйственного трактора, крылья поеперечина, вывод ручного газа.
https://profi.ru/documents/terms-of-use/
Сварка
Павел Захаренко
Полка
https://profi.ru/documents/terms-of-use/
Сварка
Геннадий Подлесных
Монтаж калитки
https://profi.ru/documents/terms-of-use/
Сварка
Алексей Данилов
Изготовление крепления глушителя из нержавеющий стали на Ducati m900
https://profi. ru/documents/terms-of-use/
ru/documents/terms-of-use/
Сварка
Алексей Данилов
Изготовление выпускной системы(коллектор) на мотоцикл Ducati Monster из нержавеющий стали
https://profi.ru/documents/terms-of-use/
Сварка
Александр Рачковский
замена радиатора отопления на биметаллический
https://profi.ru/documents/terms-of-use/
Сварка
Артем Семенов
Изготовление второго этажа в складском помещении
https://profi.ru/documents/terms-of-use/
Сварка
Артем Семенов
Изготовление второго этажа в складском помещении
https://profi.ru/documents/terms-of-use/
Сварка
Артем Семенов
Ступени
https://profi.ru/documents/terms-of-use/
Сварка
Артем Семенов
Лавка
https://profi. ru/documents/terms-of-use/
ru/documents/terms-of-use/
Сварка
Артем Семенов
Курилка
https://profi.ru/documents/terms-of-use/
Сварка
Артем Семенов
Курилка
https://profi.ru/documents/terms-of-use/
Сварка
Артем Семенов
Курилка
https://profi.ru/documents/terms-of-use/
Сварка
Артем Семенов
Усиление отделения банка (от проникновения)
https://profi.ru/documents/terms-of-use/
Сварка
Артем Семенов
Усиление отделения банка (от проникновения)
https://profi.ru/documents/terms-of-use/
Мебель
Алексей Дербин
Стол
https://profi. ru/documents/terms-of-use/
ru/documents/terms-of-use/
Сварка
Максим Кулыгин
сварка
https://profi.ru/documents/terms-of-use/
Сварка
Олег Сивопляс
редкое явление(ИНТЕРЕСНЫЙ ЗАКАЗ)
https://profi.ru/documents/terms-of-use/
Сварка
Олег Сивопляс
зимний сад
https://profi.ru/documents/terms-of-use/
Сварка
Олег Сивопляс
хгвс
https://profi.ru/documents/terms-of-use/
Сварка
Алексей Табейкин
Гребёнка на отопление
https://profi.ru/documents/terms-of-use/
Сварка
Максим Кулыгин
сварка
https://profi.ru/documents/terms-of-use/
Сварка
Андрей Шохин
Возведение навеса по чертежам заказчика
https://profi. ru/documents/terms-of-use/
ru/documents/terms-of-use/
Сварка
Соколов Максим Aнатольевич
Художественная ковка, фонарь настенный.
https://profi.ru/documents/terms-of-use/
Сварка
Евгений Девятьяров
Фермы для навеса
https://profi.ru/documents/terms-of-use/
Сварка
Алексей Дё
Монтаж тепловых и холодных магистралей,через распределительные узлы к вентиляции подачи воздуха в помещение.
https://profi.ru/documents/terms-of-use/
Сварка
Виктор Церковников
Подключение чиллера к магистрали
Заработайте на том,
что делаете лучше всехСтать профи
Температурный коэффициент линейного расширения стали: таблицы коэффициентов
Представлены таблицы значений среднего температурного коэффициента линейного расширения сталей ТКЛР (или ТКР) распространенных марок (более 300 марок стали) при различных температурах в интервале от 27°С до указанной в таблицах.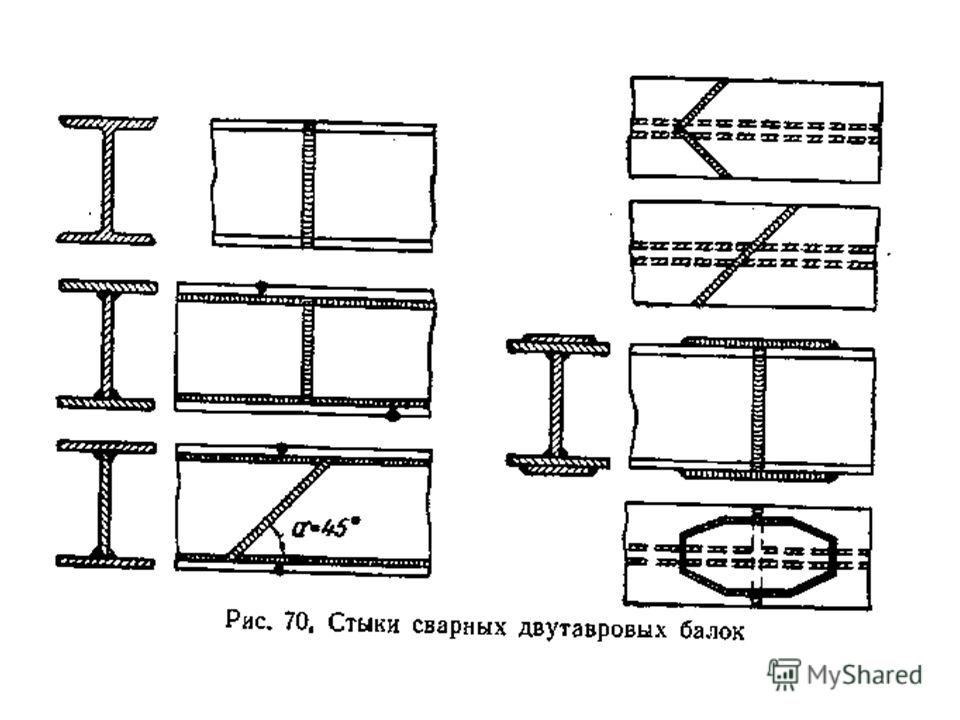 Для отрицательных температур приведены значения истинного коэффициента линейного расширения.
Для отрицательных температур приведены значения истинного коэффициента линейного расширения.
Температурный коэффициент линейного теплового расширения стали численно равен относительному изменению ее линейных размеров при увеличении (снижении) температуры этого сплава на 1 градус Цельсия или Кельвина.
При положительной величине ТКЛР в процессе нагрева сталь увеличивается в размерах (расширяется), при отрицательном значении этого коэффициента — сжимается. Отрицательным ТКЛР сталь обладает при сверхнизких температурах, приближающихся к абсолютному нулю (-273,15°С). В этих условиях коэффициент линейного расширения стали имеет малое отрицательное значение и практически равен нулю.
При температуре от 27 до 100°С температурный коэффициент линейного расширения стали в среднем составляет от 10 до 18·10-6 град-1. Сталь в нагретом состоянии (в зависимости от типа) при 900-1000°С может иметь ТКЛР до 24,6·10-6 град-1.
Рассчитаем линейное удлинение балки из нержавеющей стали 12Х18Н10Т длиной 0,5 метра при повышении ее температуры с 27 до 1027°С.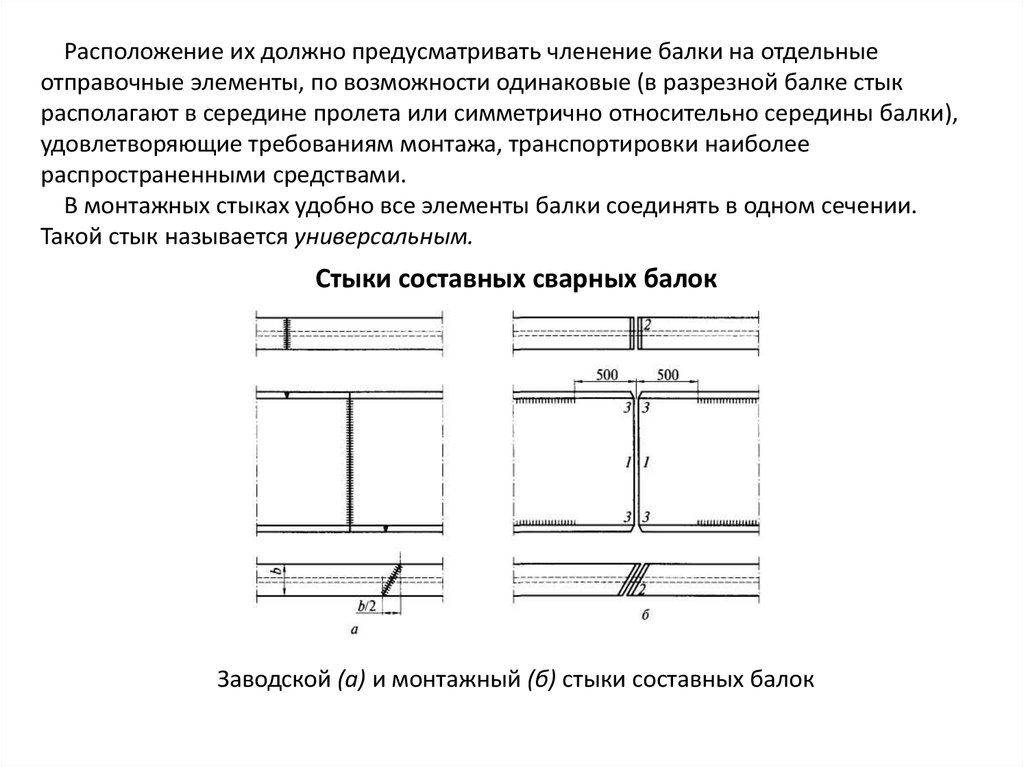 По таблице средний коэффициент линейного расширения стали 12Х18Н10Т в диапазоне температуры 27…1027°С равен 22,3·10-6 град-1. Выполним расчет: 22,3·10-6·(1027-27)·0,5=0,0111. Получаем величину линейного удлинения балки 0,0111 м.
По таблице средний коэффициент линейного расширения стали 12Х18Н10Т в диапазоне температуры 27…1027°С равен 22,3·10-6 град-1. Выполним расчет: 22,3·10-6·(1027-27)·0,5=0,0111. Получаем величину линейного удлинения балки 0,0111 м.
Таблицы коэффициентов линейного расширения:
- Углеродистые стали
- Хромоникелевые низко- и среднелегированные стали
- Хромистые стали
- Хромоникелевые стали с содержанием никеля до 20%
- Хромоникелевые стали и сплавы с содержанием никеля более 20%
- Марганцевые и хромомарганцевые стали
- Хромомолибденовые стали
- Хромовольфрамовые и хромованадиевые стали
- Хромокобальтовые стали и сплавы
- Титановые, кремнистые и другие стали и сплавы
Углеродистые стали
В таблице приведены значения коэффициента линейного расширения углеродистой стали в интервале температуры от -173 до 1000°С. При нагревании такой стали ее ТКЛР увеличивается и может достигать 19,8·10-6 град-1 (для стали У8) в диапазоне температуры 27-650°С.
Поскольку углеродистая сталь почти полностью состоит из железа и не содержит добавок никеля и хрома, ее ТКЛР в значительной мере определяется коэффициентом линейного расширения этого основного компонента. Например, максимальный коэффициент линейного расширения стали 20, как и у железа, составляет 14,8·10-6 град-1 в диапазоне температуры от 27 до 700°С.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| Сталь 3, сталь 3КП | -173…-73…27 | 5,5…10,1…11,8 |
| Сталь 08КП | 100…200…300…400…500…600…700 | 11,6…12,3…13,2…13,7…14,2…14,6…15 |
| Сталь 10 | 100…200…300…400 | 11,6…12,6…13,0…14,6 |
| 15 | 100…200…300…400…500…600…700…800…900…1000 | 12,2…12,3…13,1…13,5…14,3…14,3…15,3…14,1…13,2…13,3 |
| 20, 20КП | 100…200…300…400…500…600…700…800 | 11,1…12,1…12,8…13,4…13,9…14,4…14,8…12,9 |
| 25 | 100…200…300…400…500…600…700 | 12,2…12,7…13,1…13,5…13,9…14,4…14,9 |
| 25Л | 100…200…300…400…500…600 | 11,5…12,9…13…13,2…13,5…13,8 |
| 30 | 100…200…300…400…500…600…650 | 12,9…14,5…15,8…15,8…16,7…16,2…16,4 |
| 35 | 100…200…300…400…500 | 11,1…11,9…13,4…14…14,4 |
| 40 | 100…200…300…400…500…600…700…800…900…1000 | 11,2…13…13…13,6…14,1…14,6…14,6…11,9…12,7…13,6 |
| 45 | 100…200…300…400…500…600…700…800…900…1000 | 11,6…12,3…13,1…13,7…14,2…14,7…15,1…12,5…13,6…14,5 |
| 50 | -173…-73…27…100…300…500…700…900…1000 | 4,9…9,3…10,9…12…12,9…13,7…14,3…12,9…14 |
| У8 | 100…200…300…400…500…600…650 | 12,1…14…12,8…16,1…16,8…17,8…19,8 |
| У9 | 100…200…300…400…500…600…650 | 12,1…13,7…15,3…16,4…17,3…17,2…17,6 |
| У12 | 100…200…300…400…500…600…650 | 11,7…13,3…15,4…16,2…17,1…18,3…18,9 |
Хромоникелевые низко- и среднелегированные стали
В таблице представлены температурные коэффициенты линейного расширения хромоникелевых низко- и среднелегированных сталей распространенных марок при температурах от -268 до 1000°С.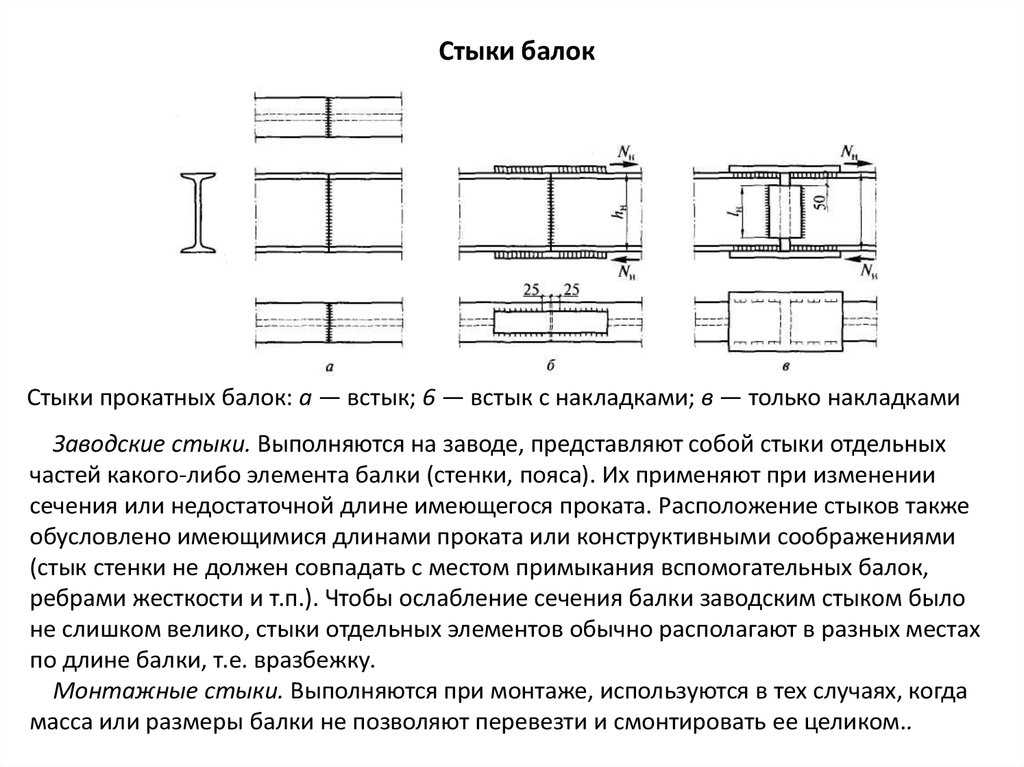
Наибольшим ТКЛР из рассмотренных в таблице марок обладает хромоникелевая сталь 12Х2Н4А и 12ХН3А, который в диапазоне 27-600°С равен 15,6·10-6 град-1.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| 12Х2Н4А | 100…200…300…400…600 | 11…12…13…14,7…15,6 |
| 12ХН2 | 100…200…300…400 | 12,6…13,8…14,8…14,3 |
| 12ХН3А | 100…200…300…400…500…600 | 11,8…13…14…14,7…15,3…15,6 |
| 18Х2Н4МА | -268…-263…-243…-173…-73 | -0,06…-0,064…0,32…6,5…10 |
| 18Х2Н4МА | 200…300…400…500…600…700 | 11,2…12,5…13,1…13,7…13,8…13,8 |
| 18ХНВА | 100…200…300…400…500…600 | 11,7…12,2…12,7…13,1…13,5…13,9 |
| 20ХН3А | 100…200…300…400…500…600 | 11…12…13…13,5…14…14,5 |
| 30ХН2МФА | -203…-173…-73…27 | 5…7,4…9,3…12,3 |
| 30ХН3 | 100…200…300…400…500…600…700…800…900…1000 | 11,2…11,8…12,4…12,7…13,2…13,5…13,9…10,8…12,1…13,1 |
| 33ХН3МА, 34ХН3М | 100…200…300…400…500…600 | 10,8…11,6…12,5…13,3…13,5…13,7 |
| 34ХН3МА | -203…-173…-73…27 | 5…7,6…9,5…11,6 |
| 35ХН3МФ | 100…200…300…400…500…600 | 11,8…12,1…12,6…13…13,4…13,7 |
| 35ХНМ, 34ХН1М | 100…200…300 | 11,7…12,2…12,7 |
| 40ХН, 45ХН | 100…200…300…400 | 11,8…12,3…13,4…14 |
| 40ХНМА | 100…200…300 | 11,7…12,2…12,7 |
Хромистые стали
Хромистые стали имеют коэффициент линейного расширения в среднем от 10 до 13·10-6 град-1. Дополнительно стоит отметить стали ШХ15 и 40Х, значение ТКЛР которых составляет 13,4…15,7·10-6 град-1.
Дополнительно стоит отметить стали ШХ15 и 40Х, значение ТКЛР которых составляет 13,4…15,7·10-6 град-1.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| Сталь 15Х, 15ХА, 20Х | 100…200…300…400…500…600 | 11,3…11,3…12,3…13,2…13,7…14,2 |
| Сталь 30Х | 100…200…300…400…500…600…700…800…900…1000 | 12,5…13…13,4…13,8…14,2…14,6…14,8…12…12,8…13,8 |
| 38ХА, 40Х | -268…-263…-253…-223…-173…-73 | -0,002…0,02…0,2…1,7…6,6…11,5 |
| 08Х13 | 100…200…300…400…500…600…700…800 | 10,5…11,1…11,4…11,8…12,1…12,3…12,5…12,8 |
| 08Х17 | 100…200…300…400…500…600…700…800 | 10,4…10,5…10,8…11,2…11,4…11,6…11,9…12,1 |
| 12Х13 | 100…200…300…400…500…600…700…800…900…1000 | 10,2…11,2…11,4…11,8…12,2…12,4…12,7…13…10,8…11,7 |
| 15Х28 | 100…500…600…700…800…900 | 10…11,1…11,3…11,5…12…12,4 |
| 20Х13 | 100…200…300…400…500…600…700…800 | 10,2…11,2…11,5…11,9…12,2…12,8…12,8…13 |
| 30Х13 | 100…200…300…400…500…600…700…800…900…1000 | 10,2…11…11,1…11,7…12…12,3…12,5…12,6…10,6…12,2 |
| 40Х | 100…200…400…600 | 13,4…13,3…14,8…14,8 |
| 40Х13 | 100…200…300…400…500…600…700…800 | 10,7…11,5…11,9…12,2…12,5…12,8…13…13,2 |
| 95Х18, 95Х18Ш | 100…200…300…400…500…600…700…800 | 11,7…12,1…12,4…12,9…13,3…11,8…12,1…12,4 |
| ШХ15 | 100…200…400…600 | 14…15,1…15,5…15,7 |
Хромоникелевые стали с содержанием никеля до 20%
В таблице представлены коэффициенты линейного расширения хромоникелевых сталей с содержанием никеля до 20%.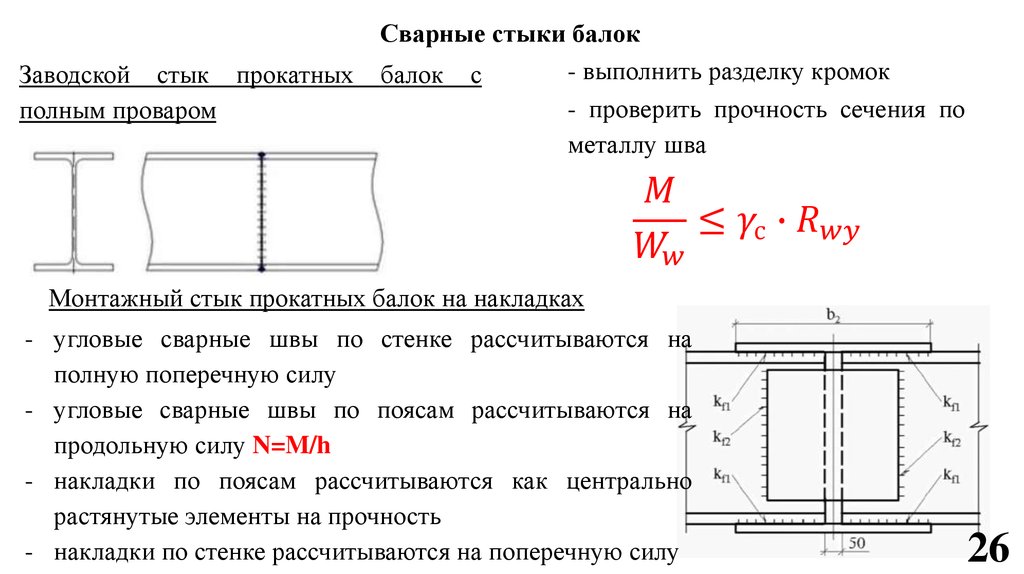 К этому типу стали относится значительное многообразие марок, которые обладают широким диапазоном ТКЛР — от 8 до 17,5·10-6 град-1 при температуре до 100°С и от 10 до 24,6·10-6 град-1 в диапазоне до 1000°С.
К этому типу стали относится значительное многообразие марок, которые обладают широким диапазоном ТКЛР — от 8 до 17,5·10-6 град-1 при температуре до 100°С и от 10 до 24,6·10-6 град-1 в диапазоне до 1000°С.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| 03Х13Н8Д2ТМ | от -196 до 27…от -253 до 27 | 10,2…8,5 |
| 03Х20Н16АГ6 | -269…-253…-233…-173…27 | 0,01…0,06…0,6…8,3…16,1 |
| 04Х18Н10 | -253…-223…-173…-73…27 | 3…8…10,8…15,4…15,5 |
| 07Х16Н16 | 200…300…400…500 | 11,7…12,1…12,5…12,9 |
| 07Х21Н5АГ7 | от -253 до 27…от -196 до 27…от -100 до 27 | 9,3…11,5…14,6 |
| 07Х21Н5АГ7 | 100…200…300…400…500…600…700 | 15,7…16…16,8…17,3…18…18,4…18,5 |
| 08Х12Н16БС4 | 100…200…300…400…500…600…700…800…900 | 16,5…16,7…17,4…17,7…17,9…18,1…18,3…18,6…18,7 |
| 08Х15Н15М3 | 100…200…300…400…500…600…700…800…900 | 16,9…17,7…18,1…18,5…18,8…19,1…19,5…19,7…19,9 |
| 08Х15Н15М3Б | 100…200…300…400…500…600…700…800…900 | 16,4…17,1…17,4…17,7…17,7…17,9…18,3…18,6…18,8 |
| 08Х15Н7М2Ю | 100…200…300…400…500…600…700…800…900 | 9,9…10,8…11,1…11,5…11,7…11,4…10,3…11,2…11,9 |
| 08Х16Н13М2Б | 400…500…600…700…800 | 17,1…17,4…17,8…18,2…18,6 |
| 08Х17Н13М2Т | 100…200…300…400…500…600…700 | 15,7…16,1…16,7…17,2…17,6…17,9…18,2 |
| 08Х17Н4 | 100…200…300…400…500…600…700…800…900 | 9,7…10,2…10,6…10,9…11,2…11,3…9,6…9,6…10,2 |
| 08Х17Н4М2 | 100…200…300…400…500…600…700…800…900 | 10,6…11…11,4…11,6…11,9…11,7…11,1…11,7…12,3 |
| 08Х18Н12Б | 100…200…300…400 | 16…18…18…19 |
| 08Х18Н15Р4 | 100…200…300…400…500…600…700…800…900 | 16,5…17,4…17,8…18,1…18,5…18,9…19,2…19,5…19,8 |
| 08Х18Н15Р7 | 100…200…300…400…500…600…700…800…900 | 16,8…17,4…17,7…18,1…18,2…18,6…19…19,4…19,8 |
| 08Х18Н7Ю1 | 100…200…300…400…500…600…700…800 | 15,6…16,5…17,3…17,9…18,1…18,4…18,5…18,7 |
| 08Х21Н6М2Т | 100…200…300…400…500…600…700…800…900 | 9,5…13,8…16…16…16,3…16,7…17,1…17,1…17,4 |
| 09Х14Н16Б | 100…200…300…400…500…600…700…800 | 15,2…16,5…17,1…17,6…18…18,4…18,9…20,6 |
| 09Х14Н19В2БР1 | 100…200…300…400…500…600…700…800 | 15,2…16,3…17,2…17,6…18…18,1…18,6…18,6 |
| 10Х13Н16Б | 100…200…300…400…500…600…700…800…900…1000 | 16…16,9…17,7…18,3…18,6…18,8…19…19,3…19,6…19,7 |
| 10Х13Н2С2 | 100…200…300…400…500…600…700 | 10,8…11,4…11,8…12,3…12,7…13,1…13,3 |
| 10Х14Н14В2М | 100…200…300…400…500…600…700…800…900 | 17…17,8…18,3…18,8…19…19,2…19,4…19,9…20,1 |
| 10Х14Н14В2МТ | 100…200…300…400…500…600…700…800 | 17,2…17,2…17,5…18…18,5…18,6…18,9…19,3 |
| 10Х14Н18В2Б | 100…200…300…400…500…600…700…800…900 | 16,5…17,4…17,6…18…18,1…18,2…18,5…19…19 |
| 10Х15Н9С3Б1 | 100…200…300…400…500…600…700…800 | 17,4…18,7…19,7…20,2…20,5…21…21,6…21,8 |
| 10Х16Н16В3МБР | 100…200…300…400…500…600…700…800…900 | 17,1…17,1…17,1…17,9…18,2…18,5…18,8…19,1…19,2 |
| 10Х18Н15М3В2БК13 | 300…400…500…600…700…800 | 16,7…16,7…16,8…17…17,3…17,4 |
| 10Х18Н18Ю4Д | 100…200…300…400…500…600…700…800…900 | 15,5…16,5…17…17,4…17,7…18,2…18,4…18,8…18,6 |
| 10Х18Н9ВМ | 300…400…500…600…700…800 | 16,7…17,2…17,5…17,8…18…18,2 |
| 12Х18Н9 | 100…200…300…400…500…600…700…800…900…1000 | 16,5…17,2…17,7…18,1…18,3…18,6…18,9…19,3…19,7…20,2 |
| 12Х18Н9В | 200…300…400…500…600…700…800…900…1000 | 16,5…17,1…17,6…18…18,4…18,8…19…19,2…19,4 |
| 12Х18Н9М | 100…200…300…400…500…600…700 | 17,3…17,5…17,8…18…18,3…18,5…18,8 |
| 12Х18Н9М2С2 | 100…200…300…400…500…600…700…800…900…1000 | 16,6…17…17,4…17,7…18…18,4…18,8…19,1…19,4…19,8 |
| 12Х18Н9С2 | 100…200…300…400…500…600…700 | 16,2…17,1…17,8…18,6…19,2…19,2…20,5 |
| 12Х18Н9Т | -253…-223…-173…-73…27 | 0,8…3,3…8,4…14,3…16,7 |
| 12Х18Н9Т | 100…200…300…400…500…600…700…800…900…1000 | 16,6…17…17,6…18…18,3…18,6…18,9…19,3…19,5…20,1 |
| 12Х18Н9ТЛ | 100…200…300…400…500…600…700 | 14,8…16…16,9…17,1…17,6…18…18,4 |
| 12Х18Н10Т | 127…227…427…727…1027 | 17,6…18…19,4…21,1…22,3 |
| 12Х18Н12Т | 100…200…300…400…500…600…700…800…900 | 16,6…17…17,2…17,5…17,9…18,2…18,6…18,9…19,3 |
| 12Х21Н5Т | -173…-73…27 | 7,9…10,4…11 |
| 12Х21Н5Т | 100…200…300…400…500…600…700…800…900 | 10,2…14,4…16,8…16,8…17,4…17,5…17,7…18…18,5 |
| 12Х25Н16Г17АР | 100…200…300…400…500…600…700…800 | 16,6…16,2…16,8…17,4…18…18,5…18,7…18,9 |
| 13Х12НВ2МФ | 100…200…300…400…500…600 | 11…11,3…11,6…12…12,3…12,5 |
| 14Х17Н2 | 100…200…300…400…500 | 10,3…10,4…10,7…11,1…11,8 |
| 20Х13Н2 | 100…200…300…400…500…600 | 10,5…10,6…10,6…10,8…11,1…11,3 |
| 20Х14Н14В2СТ | 100…200…300…400…500…600 | 16,1…16,7…17,2…17,4…17,8…18,2 |
| 20Х17Н1 | 100…200…300…400…500…600 | 8,1…8,8…10,3…10…10,5…10,5 |
| 20Х17Н2 | 100…200…300…400…500…600 | 10,5…10,7…10,9…10,8…11,2…11,3 |
| 20Х20Н11 | 100…300…500…600 | 17,3…17,8…18,4…18,7 |
| 20Х20Н14С2 | 100…600…700…800…900…1000 | 16…18,1…18,3…18,5…18,8…19 |
| 20Х23Н18 | 100…200…300…400…500…600…700 | 14,9…15,7…16,6…17,3…17,5…17,9…17,9 |
| 30Х18Н9В2ФТ | 100…200…300…400…500…600…700…800…900…1000 | 15,4…15,6…15,9…16,3…16,6…17…17,4…17,8…18,4…19 |
| 31Х19Н9МВБТ | 100…200…300…400…500…600…700…800…900…1000 | 16,7…16,9…17,2…17,5…17,8…18,2…18,5…18,9…19,3…19,7 |
| 37Х12Н8Г8МФБ | 100…200…300…400…500…600…700 | 16…16,9…17,7…18,5…19,5…19,9…20,2 |
| 45Х14Н14В2М | 300…500…700…900 | 17…18…18…19 |
| 4Х15НГ7Ф2МС | 100…200…300…400…500…600…700…800…900…1000 | 17…17,7…18,4…19,1…20,5…20,8…22,8…22,8…23,3…24,6 |
| Х13Н12М2В2Б1К10 | 100…200…300…400…500…600…700…800…1000 | 15,6…15,8…16,5…16,9…17,1…17,3…17,7…18…18,6 |
| Х13Н13В2Б | 100…200…300…400…500…600…700…800…900 | 16,8…17,3…17,9…18,3…18,7…18,9…19,1…19,3…19,6 |
| Х13Н13В2М2Б3К10 | 100…200…300…400…500…600…700…800…900…1000 | 15,6…15,8…16,5…16,9…17,1…17,3…17,7…18…18,3…18,6 |
| Х14Н14М2В2ФБТ | 400…500…600…700…800 | 16,7…17,1…17,4…17,8…18,1 |
| Х14Н14МВФБ | 100…200…300…400…500…600…700 | 15,1…15,9…16,9…18…18,2…18,4…19 |
| Х14Н18В2БР | 100…200…300…400…500…600…700…800…900 | 15,9…16,5…17,2…17,6…18…18,3…18,6…18,7…19 |
| Х15Н15М2К3ВТ | 100…200…300…400…500…600 | 15,8…16,6…17,2…17,6…18,3…18,6 |
| Х16Н14Б | 100…300…500…800 | 16…18…18…19 |
| Х16Н16В3МБ | 100…200…300…400…500…600…700…800 | 15,8…16,8…17,3…17,6…17,8…17,9…18,1…18,2 |
| Х16Н9М2 | 100…200…300…400…500…600…700 | 17…17,5…18…18,4…18,9…19,3…19,5 |
| Х17Н5М2 | 100…200…300…400…500…600 | 12,1…13,7…14,3…14,6…14,8…14,8 |
| Х18Н11Б | 100…200…300…400…500…600…700…800…900 | 16,8…17,7…18,2…18,5…18,9…19…19,4…19,7…19,9 |
| Х18Н12 | 100…200…300…400…500…600…700 | 16,8…17,2…17,6…17,8…18,2…18,5…18,8 |
| Х18Н12М2Т | 100…200…300…400…500…600…700 | 15,7…16,1…16,7…17,2…17,6…17,9…18,2 |
| Х18Н12М3 | 100…300…500…600…1000 | 16…16,2…17,5…18,6…20 |
| Х18Н12МФТР | 100…200…300…400…500…600…700…800…900 | 15,9…16,9…17,6…17,8…17,9…18,4…18,8…19…19,2 |
| Х18Н14М2Б1 | 400…500…600…700 | 17,6…17,8…18,2…18,7 |
| Х18Н15М3БЮР2 | 100…200…300…400…500…600…700…800…900 | 15…16,1…16,8…17,1…17,5…17,8…18,2…18,4…18,3 |
| Х18Н15М3БЮР4 | 100…200…300…400…500…600…700…800…900 | 15,1…15,8…16,4…17,2…17,4…17,6…17,9…18,1…18,5 |
| Х19Н10М2Ф3БК47 | 100…200…300…400…500…600…700…800…900 | 14,8…15…15,1…15,2…15,3…15,9…16,4…16,8…17,2 |
| Х19Н14Б2 | 100…200…300…400…500…600…700 | 17…17,2…17,4…17,6…17,9…18,6…18,8 |
| Х22Н9 | 400…800 | 17,5…18,5 |
| Х25Н13АТ, Х25Н13Т | 500…900 | 17,1…18,1 |
Хромоникелевые стали и сплавы с содержанием никеля более 20%
Хромоникелевые стали с содержанием никеля более 20% имеют температурный коэффициент линейного расширения до 19,8·10-6 град-1 (сплав ХН46Б).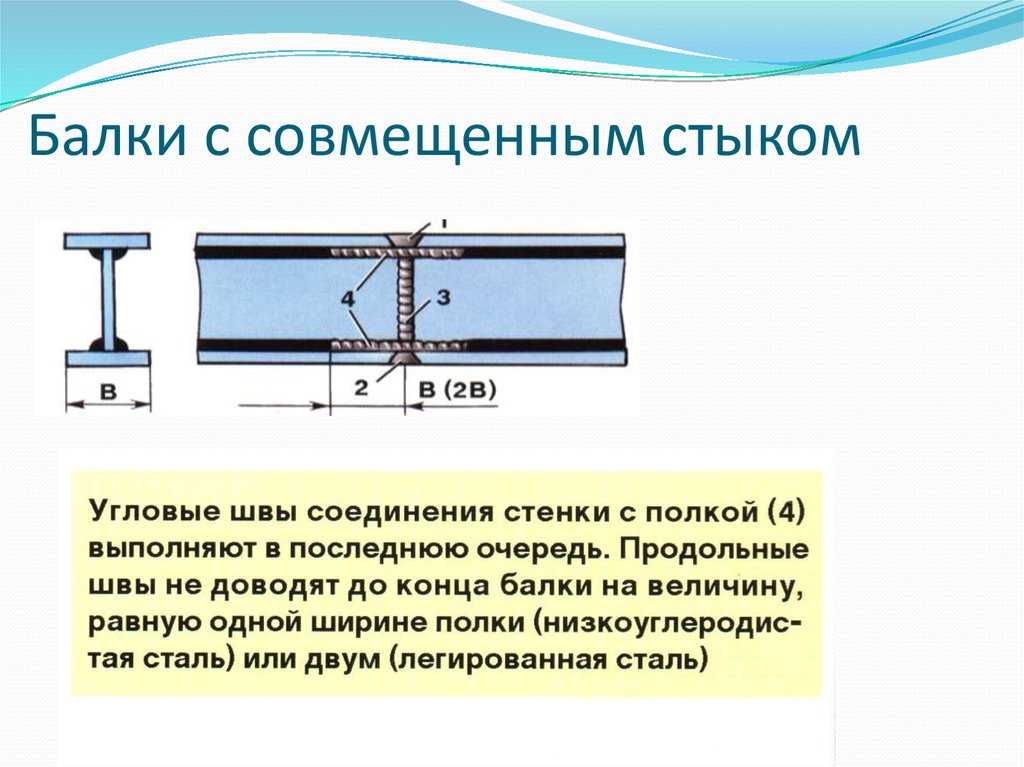 Сталью такого типа с наименьшим значением ТКЛР является 04ХН40МДТЮ, ее средний коэффициент линейного расширения при температуре до 100°С равен 8,2·10-6 град-1.
Сталью такого типа с наименьшим значением ТКЛР является 04ХН40МДТЮ, ее средний коэффициент линейного расширения при температуре до 100°С равен 8,2·10-6 град-1.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| 0Х17Н39Б | 100…200…300…400…500…600…700 | 14,2…16…17,2…17,2…17,2…17,5…17,8 |
| 0Х18Н20С3М3Д3Б | -263…-243…-203…-73…27 | -0,25…0,61…6…14,3…15,8 |
| 0Х20Н60Б | 100…200…300…400…500…600…700…800…900 | 12,6…13,6…14,4…14,8…15,1…15,5…15,6…16,2…16,7 |
| 0Х21Н40БР | 100…200…300…400…500…600…700…800 | 14,3…15,4…15,8…15,9…16…16,3…16,8…17,1 |
| 04ХН40МДТЮ | 100…200…300…400…500…600…700…800 | 8,2…11…12…12,8…13,6…14,1…19,9…16,2 |
| 08Х15Н24В4ТР | -269…-243…-203…-173…27 | -0,12…-0,42…5,2…8,5…15,6 |
| 10Х11Н20Т3Р | от -100 до 27…100…200…300…400…500…600…700 | 8,2…15,9…16,4…17,2…17,9…18,4…18,9…19,2 |
| 10Х11Н23Т3МР | -268…-243…-223…-173…27 | 0,03…0,14…1,5…9,1…16 |
| 1Х15Н30Т2 | 400…500…600…700 | 16,1…16,7…16,9…17,5 |
| 1Х16Н25М6 | 100…200…300…400…500…600…700 | 15…15,7…15,9…16,3…16,6…16,9…17,1 |
| 1Х16Н36МБТЮР | 100…от 100 до 200…от 400 до 500…от 700 до 800 | 17,7…14…17…25 |
| 3Х20Н20М4В4К45 | 300…400…500…600…700…800…900…1000 | 11,8…12,4…12,7…13…13,5…14…14,4…15 |
| 36Х18Н25С2 | 100…200…300…400 | 13…13,6…14,7…16,1 |
| Х10Н56К20М5Т4Ю5 | 100…500…900 | 11,7…14…16,2 |
| Х11Н54К2М5ЮТ2 | 100…200…300…400…500…600…700…800…900…1000 | 12,4…13,1…13,6…14…14,3…14,5…15…15,7…16,8…18,1 |
| Х11Н55М5К20Т1 | 100…1000 | 12,4…18,8 |
| Х12Н42МБТ3 | 100…500…от 27 до 750 | 14…15,1…17 |
| Х13Н71М5Б2Т1ЮБ | 100…500…900 | 11,9…12,6…14,5 |
| Х15Н24В4Т | 100…200…300…400…500…600…700…800 | 14,5…15,5…16,3…16,8…17,2…17,3…17,9…18,5 |
| Х15Н24Т2 | -203…-173…-73…27 | 3,6…5,9…14,3…16,4 |
| Х15Н35В2М2ТР | 100…400…500…600…700…800 | 13…15…16…16,2…16,9…16,9 |
| Х15Н35В3ТК4 | 200…300…400…500…600…700 | 14,8…15,2…15,7…16,1…16,5…17,1 |
| Х15Н35В5ТР | 100…400…500…600…700…800 | 14,1…15,8…16,2…16,2…16,7…16,9 |
| Х15Н45К28М3Т2Ю3 | 100…500…900 | 12,3…14,3…17 |
| Х15Н51К20М5Ю5 | 100…500…900 | 11,9…14,3…17,7 |
| Х15Н58М16 | 100…1000 | 11,3…15,3 |
| Х15Н70В5М4Ю2ТР | 100…200…300…400…500…600…700…800…900 | 12,2…12,6…13,2…13,6…14,1…14,5…15,1…15,8…16,5 |
| Х15Н70В6М3Т2ЮР | 100…200…300…400…500…600…700…800…900…1000 | 12,4…12,8…13,1…13,3…13,6…14…14,6…15,3…16,1…17,4 |
| Х15Н73Т2Ю1Б | 300…400…500…600…700…800 | 13,1…14…14,5…14,9…15,6…16,4 |
| Х15Н73Т3Ю1Б1 | 100…200…300…400…500…600…700…800…900 | 13,7…13,9…14,2…14,4…14,6…15…15,4…16,2…16,8 |
| Х16Н38В3Т | 100…200…300…400…500…600…700…800…900 | 13,7…14,5…15,7…16,2…16,3…16,6…17,1…17,1…17,3 |
| Х16Н57М17В4 | 500…900 | 13,3…11,8 |
| Х16Н60Ю3 | 100…200…300…400…500…600…700…800…900 | 12,3…13,1…13,4…14,2…14,4…14,6…15,1…15,2…15,9 |
| Х16Н80ТБЮ | 100…200…300…400…500…600…700…800…900…1000 | 13,3…13,5…13,9…14,2…14,5…14,9…15,5…16,2…16,7…17,8 |
| Х18Н22В2Т2 | 100…200…300…400…500…600 | 15,3…16…17…17,1…17,2…17,5 |
| Х18Н67В5М5Т2ЮР | 100…200…300…400…500…600…700…800…900 | 10,4…11,1…11,7…12…12,5…12,8…13,6…13,8…14 |
| Х19Н55К10М10Т2Ю1 | 100…500…900 | 14…14,7…16 |
| Х20Н20Б1М3К20 | 400…500…600…700…800…950 | 15,7…16,1…16,7…17,2…17,6…17,8 |
| Х20Н54К16Т2Ю1 | 100…500…900 | 12,4…14,7…17,4 |
| Х20Н56К18Т2Ю1,5 | 100…200…300…400…500…600…700…800…900 | 11,6…12,6…12,7…13,5…13,7…14,2…15…16…17 |
| Х20Н58М10К10 | 100…500…900 | 12,5…14,3…16,5 |
| Х20Н59К16Т2Ю1 | 100…500…900 | 12,8…15,1…17,9 |
| Х20Н75ТЮ | 100…200…300…400…500…600…700…800…900 | 12,2…13…13,4…13,8…14,1…14,7…15,4…15,5…16 |
| Х20Н77Т2Ю | 100…200…300…400…500…600…700…800…900 | 11,9…12,7…13…13,5…13,7…14…14,5…15,1…15,8 |
| Х20Н80 | 1000 | 17,6 |
| Х20Н80Т | 100…200…300…400…500…600…700…800…900 | 11,8…12,9…12,9…14,4…14,8…15,8…16,1…16,5…16,8 |
| Х20Н80Т3 | 100…200…300…400…500…600…700…800…900 | 11,9…12,7…13…13,5…13,7…14…14,5…15,1…15,8 |
| Х22Н45М9 | 100…1000 | 13,9…16,3 |
| Х22Н47М9 | 100…500…900 | 13,8…14,9…16,8 |
| Х25Н20С2 | 100…600…700…800…900…1000 | 16,1…17,8…17,8…18,1…18,5…18,8 |
| Х25Н25ТР | 100…200…300…400…500…600…700…800…900 | 13…14,4…15,2…15,7…16,2…16,5…17,3…17,3…17,8 |
| Х26Н20Л | 300…400…500…600…700…800 | 15,5…15,6…15,9…16,2…16,6…17,2 |
| Х26Н36К30МБ | 300…400…500…600…700…800…900 | 13,5…13,9…14,3…14,7…15,1…15,5…16 |
| Х27Н70Ю3 | 1000 | 18 |
| ХН30МБЮ | -269…-263…-223…-173…20 | -0,14…0,2…1,9…8,2…14,5 |
| ХН32Т | 100…200…300…400…500…600…700…800 | 13,7…15,6…17,2…18…18…18,4…18,9…19 |
| ХН35ВТ | 100…200…300…400…500…600…700…800 | 14,8…15,1…15,5…15,9…16,1…16,6…16,9…17,7 |
| ХН35ВТЮ | 100…200…300…400…500…600…700…800…900 | 12,7…14,1…15…15,4…15,8…16…16,6…16,8…18,4 |
| ХН45Ю | 100…200…300…400…600…800…900 | 15,8…15,9…16…16,6…16,6…19…19,7 |
| ХН46Б | 100…200…300…400…500…600…700…800 | 13,3…14,2…16…17,7…17,7…18,5…19,5…19,8 |
| ХН55ВМКЮ | 100…200…300…400…500…600…700…800…900…1000 | 11,8…12,2…12,7…13,1…13,4…13,6…14,1…14,8…15,7…17 |
| ХН55ВМТКЮ | 100…200…300…400…500…600…700…800…900 | 10,8…11,7…12,4…12,8…13,4…13,8…14,1…14,5…15,5 |
| ХН55МБЮ | от -253 до 27…от -73 до 27…от -13 до 27 | 10…13,6…14,1 |
| ХН55МБЮ | 300…400…500…600…700…800…900 | 14,1…14,3…14,5…15,1…15,5…16,3…16,3 |
| ХН55МВЮ | 100…200…300…400…500…600…800…900 | 13,4,…14,2…14,9…15,2…15,8…16,2…17,3…18,8 |
| ХН56МВТЮ | 100…200…300…400…500…600…700…800…900 | 11,7…12…12,4…12,7…13…13,5…13,8…14,5…15,2 |
| ХН57МВТЮ | 100…200…300…400…500…600…700…800…900 | 12,6…13,6…14,7…15…15,3…15,8…16,2…17,3…18,2 |
| ХН60В | 100…200…300…400…500…600…700…800…900…1000 | 12,7…13,2…13,6…14,1…14,5…15,5…15,7…16…16,2…16,8 |
| ХН60КМВЮБ | 100…200…300…400…500…600…700…800…900 | 11,3…12…12,6…13,2…13,5…13,8…14,4…15,3…16,1 |
| ХН60Ю | 100…200…300…400…500…600…700…800…900 | 12,3…13,1…13,4…14,2…14,2…14,6…15,1…15,2…15,9 |
| ХН62ВМКТЮБ | 100…200…300…400…500…600…700…800 | 13,5…13,5…13,5…13,6…13,6…13,9…14,5…15,6 |
| ХН62МБВЮ | 100…200…300…400…500…600…700…800…900…1000 | 12…12,8…13,3…13,5…13,8…14,5…14,8…15,5…16,4…17,3 |
| ХН62МЮК10 | 100…200…300…400…500…600…700…800…900…1000 | 11,5…12,6…13…13,4…13,7…14…14,3…14,8…15,6…16,9 |
| ХН65ВМТЮ | 100…300…400…500…600…700…800…900 | 11,5…12,3…12,8…13…13,2…14…14,3…15 |
| ХН67ВМТЮ | 100…200…300…400…500…600…700…800 | 12…12,3…13,5…13,6…14,4…14,8…15,2…16,2 |
| ХН70ВМТЮ | 100…200…300…400…500…600…700…800…900 | 12…12,5…13,5…13,9…14,3…14,8…15,8…16,3…16,7 |
| ХН70ВМТЮФ | 100…200…300…400…500…600…700…800…900 | 10,4…11,7…12,4…12,9…13,2…13,6…14…14,5…15 |
| ХН70ВМЮ | 100…200…300…400…500…600…700…800…900…1000 | 10,2…11,3…12…12,2…12,4…12,6…13,1…13,2…14…15,1 |
| ХН70ВМЮТ | 100…200…300…400…500…600…700…800 | 12,2…12,7…13,2…13,6…14,1…14,6…15,1…15,8 |
| ХН77ТЮР | 100…200…300…400…500…600…700…800…900…1000 | 12,7…12,9…13,3…13,8…14,2…14,6…15,1…15,5…16,2…16,8 |
| ХН78Т | 100…200…300…400…500…600…700…800 | 12,2…13…13,4…13,8…14,1…14,7…15,7…15,5 |
Марганцевые и хромомарганцевые стали
В таблице представлены средние значения коэффициентов теплового линейного расширения марганцевых и хромомарганцевых сталей в диапазоне температуры от -269 до 1000°С. Следует отметить, что минимальным ТКЛР при высоких температурах обладает сталь 30ХГСА.
Следует отметить, что минимальным ТКЛР при высоких температурах обладает сталь 30ХГСА.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| Сталь 20Г | -243…-173…-73…27 | 0,3…5,8…10…11,9 |
| Сталь 20ГК | 100…200…300…400…500…600 | 10,5…11,8…12,6…13,1…13,7…14 |
| Сталь 50Г | 100…200…300…400…500…600 | 11,6…11,8…12,8…13,8…14,2…14,6 |
| 03Х13АГ19 | -263…-233…-173…-73…27 | 0,05…0,4…4…7,4…14,4 |
| 03Х13АГ19 | 100…200…300…400…500…600…700…800 | 13,9…16,8…18,7…19,4…20,4…21,8…21,8…22,5 |
| 07Х13АГ20Н4 | -253…-196…20 | -0,2…3…15,3 |
| 07Х21Г7АН5 | -269…-253…-203…-73…27 | -0,03…-0,13…3,1…5,8…15,7 |
| 10Х14Г14Н4Т | -253…-173…-73 | 0,5…5,1…9,2 |
| 10Х14Г14Н4Т | 100…200…300…400…500…600…700…800 | 15,3…15,8…18,9…19,1…19,1…20…20,1…21,1 |
| 12Х17Г9АН4 | -223…-173…-73…27 | 3,6…9,1…14,1…14,6 |
| 14Г2АФ | -269…-253…-173…-73…27 | 0,035…0,23…9…14,4…15,9 |
| 20ХГНР | 200…300…400…500…600…700 | 11,7…12,7…13,5…14…14,3…15,2 |
| 25ХГСА | 100…200…300…400…500…600…700 | 13,2…13,9…14…14,3…14,9…14,9…15,1 |
| 30Г2 | 100…200…300…400…500…600…700…800…900…1000 | 11,9…12,7…13,4…13,9…14,3…14,7…15,1…13,6…13,7…14,5 |
| 30ХГСА | -223…-173…100…200…300…400…500…600 | 7,6…9,5…12…12,5…12,9…13,2…13,6…13,9 |
| 65Г | 100…200…300…400…600 | 11,1…11,9…12,9…13,5…14,6 |
| Г13 | 100…200…300…400…500…600…700…800…900…1000 | 18…19,4…20,7…21,7…20,8…19,9…20,5…21,9…23,5…23,2 |
| Х12Г20Ф | 100…200…300…400…500…600…700 | 15,4…16,9…17,5…18,2…18,9…19,7…20,5 |
| Х14Г14Н3Т | 100…200…300…400…500…600…700 | 16…16,8…17,6…18,3…19…19,5…20,1 |
| Х15Г21Т | 100…200…300…400…500…600…700…800 | 15,3…16,6…17,8…18,9…19,6…20,3…20,9…21,5 |
Хромомолибденовые стали
Хромомолибденовые стали по сравнению с другими типами имеют относительно невысокие значения ТКЛР. Коэффициенты линейного расширения стали этого типа имеют величину 9,7…15,5·10-6 град-1 при температурах до 1000°С.
Коэффициенты линейного расширения стали этого типа имеют величину 9,7…15,5·10-6 град-1 при температурах до 1000°С.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| Сталь 12ХМ, 12МХ | 100…200…300…400…500…600…700 | 11,2…12,5…12,7…12,9…13,2…13,5…13,8 |
| Сталь 15ХМ | 100…200…300…400…500…600…700…800…900…1000 | 12,2…13…13,3…13,7…14…14,3…14,5…13,4…11,2…12,5 |
| Сталь 15М, 16М, 20М | 100…200…300…400…500…600 | 12…12,6…13,2…13,7…14,2…14,7 |
| Сталь 20ХМ | 100…200…300…400…500…600 | 11,8…12,5…13…13,6…14…14,3 |
| 1Х2М | 100…200…300…400…500…600 | 12,1…12,3…12,8…13,2…13,8…14 |
| 1Х13М2С1 | 100…200…300…400…500…600…700…800…900…1000 | 10,2…10,8…11,3…11,7…12…12,4…12,6…13…13…13,6 |
| 1Х13М2ФБР | 100…200…300…400…500…600…700…800…900…1000 | 9,7…10,6…11,5…11,6…11,8…12,2…12,2…12,6…12,4…12,6 |
| 10Х7МВФБР | 100…200…300…400…500…600…700 | 10,3…11,6…12,4…12,8…13,3…13,6…13,4 |
| 12Х12МВФБ | 100…200…300…400…500…600…700…800…900 | 10,3…11,6…11,6…11,6…13,9…12,7…15…10,5…13,9 |
| 12Х12МВФБР | 100…200…300…400…500…600…700…800…900 | 11,2…11,2…11,4…11,8…12…12,2…12,2…12,7…11,6 |
| 12Х13М2С2 | 100…200…300…400…500…600…700…800…900…1000 | 10,5…11,2…12…12,3…12,5…12,8…13…13,5…14,1…13,9 |
| 12Х1МФ | 100…200…300…400…500…600…700…800…900 | 12,4…13…13,6…14…14,4…14,7…14,9…14,8…12 |
| 12Х2МБ, 1Х2МФБ | 100…200…300…400…500…600 | 12,3…12,4…12,6…12,6…13,3…13,5 |
| 12Х2МФСР | 100…200…300…400…500…600…700…800…900 | 11,9…12,9…13,6…14…14,4…14,8…15,2…15,5…12,4 |
| 15Х11МФ | 100…200…300…400…500…600…700…800 | 10,3…10,6…10,8…11,3…11,7…12…12,2…12,4 |
| 15Х1М1Ф | 100…200…300…400…500…600 | 11,2…11,7…12,5…13…13,5…13,7 |
| 15Х1М1ФК1Р | 100…200…300…400…500…600…700 | 12,1…12,5…13,1…13,8…14,6…14,9…14,6 |
| 15Х2М2ФБС | 100…200…300…400…500…600…700…800…900 | 11,5…12,3…12,9…13,4…13,8…14,3…14,6…14,9…13 |
| 15Х5М | 100…200…300…400…500…600 | 11,3…11,6…11,9…12,2…12,3…12,5 |
| 18Х11МФБ | 100…200…300…400…500…600…700…800 | 10,3…10,6…10,8…11,3…11,7…11,8…12…12,4 |
| 20Х1М1Ф | 100…200…300…400…500…600…700…800…900 | 12…12,4…12,9…13,2…13,5…13,8…13,9…14,3…12,7 |
| 20Х1М1Ф1ТР | 200…300…400…500…600 | 12…12,3…12,9…13…13,6 |
| 20ХМЛ | 100…200…300…400…500…600 | 10,9…12,4…12,8…13,1…13,6…13,9 |
| 20ХМФЛ | 100…200…300…400…500…600 | 10…11,9…12,9…13,1…13,5…13,8 |
| 25Х1М1Ф | 100…200…300…400…500…600…700 | 10,9…12…12,7…13,7…13,7…13,8…14 |
| 25Х1МФ | 100…200…300…400…500…600 | 11,3…11,7…12,8…13,2…14,2…14,4 |
| 25Х2М1Ф | 100…200…300…400…500…600 | 12,5…12,9…13,3…13,7…14…14,7 |
| 30ХМ, 30ХМА | 100…200…300…400…500 | 11,6…12,5…13,2…13,8…14,3 |
| 34ХМ, 35ХМ | 100…200…300…400…500…600 | 12,3…12,6…13,3…13,9…14,3…14,6 |
| 35ХМФА | 100…200…300…400…500…600…700 | 11,8…12,5…12,7…13…13,4…13,7…14 |
| 38ХМЮА | 100…200…300…400…500…600 | 12,3…13,1…13,3…13,5…13,5…13,8 |
| Х3МВФБ | 100…200…300…400…500…600…700…800…900…1000 | 10,6…11,5…12,3…12,7…13,1…13,3…13,4…13,1…11,5…10,4 |
Хромовольфрамовые и хромованадиевые стали
В таблице приведены средние коэффициенты линейного расширения хромовольфрамовых и хромованадиевых сталей для интервала температуры от 27 до 1000°С. По данным таблицы видно, что эти типы стали имеют схожие значения ТКЛР.
По данным таблицы видно, что эти типы стали имеют схожие значения ТКЛР.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| Хромовольфрамовые стали | ||
| 15Х12ВНМФ | 100…200…300…400…500…600…700…800…900…1000 | 10…10,5…10,7…11…11,2…11,5…11,6…11,8…10,7…11,7 |
| 18Х12ВМБФР | 100…200…300…400…500…600…700…800 | 11,5…11,1…11,4…11,8…12…12,5…12,7…11,6 |
| 20Х3ВМФ | 400…500…600 | 12,3…12,8…13,8 |
| 28ХВФЦ | 100…200…300…400…500 | 11,8…12,1…12,8…12,9…13,2 |
| 38ХВФЮА | 100…200…300…400…500…600…700…800…900 | 12,3…12,9…13,1…13,4…13,8…14,1…14,5…14,1…11,6 |
| 3ХВ8Ф | 100 | 11,2 |
| 4Х4ВМФС | 100 | 11,4 |
| 4Х4ВМФСШ | 100 | 11,6 |
| Х11В2НМФ | 100…200…300…400…500…600 | 10,5…11,2…11,9…12,6…12,8…13,1 |
| Х12В2МФ | 100…600 | 10,8…13,5 |
| Хромованадиевые стали | ||
| 12Х2ФБ | 100…200…300…400…500…600…700 | 11,5…12,2…12,4…12,9…13,2…13,4…13,5 |
| 15ХФ | 100…200…300…400…500…600…700 | 11,9…12,4…13,1…13,7…14,2…14,5…14,9 |
| 40ХФА | 100…300…600 | 11…12,9…14,5 |
| 50ХФА | 100…200…300…400…500…600 | 11,8…12,4…13,1…13,6…13,9…14,1 |
| 70Х4Ф1В18 | 100…200…300…400…500…600…700…800…900…1000 | 11,3…11,7…12…12,2…12,4…12,6…12,8…12,9…11,4…12,5 |
Хромокобальтовые стали и сплавы
Хромокобальтовые стали имеют температурный коэффициент линейного расширения 12…17,7·10-6 град-1 в условиях до 300°С и 15,5…17,8·10-6 град-1 при высоких температурах. Следует особо отметить сталь 40К44Х20Н20М4В4Б4, средний коэффициент расширения которой практически не меняется в диапазоне от 300 до 1000°С.
Следует особо отметить сталь 40К44Х20Н20М4В4Б4, средний коэффициент расширения которой практически не меняется в диапазоне от 300 до 1000°С.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| Сталь 15К, 20К | 200…300…400…500…600 | 12…12,8…13,2…13,5…13,9 |
| Сталь 22К, 25К | 200…300…400…500 | 12,2…13…13,3…13,9 |
| 03Х9К14Н6М3Д | -264…-253…-203…-163…27 | -0,08…0,3…4,4…7,4…13,2 |
| 12К51Х20Н10В15 | 300…500…600…700…800 | 13,7…14,7…15,3…15,9…16,3 |
| 15К20Х20Н20М3В2Б | 300…400…500…600…700…800 | 15,6…16…16,3…16,7…17,1…17,6 |
| 25К65Х25Н2М5 | 300…400…500…600…700 | 14,1…14,3…14,6…14,9…15,4 |
| 40К19Х14Н20М4В4Б4 | 300…400…500…600…700…800 | 14,3…14,5…14,8…15,1…15,4…15,8 |
| 40К20Х20Н20М4В4Б4 | 300…400…500…600…700…800…900 | 15,2…15,3…15,4…15,5…15,7…16,1…16,7 |
| 40К30Х20Н20М8В4 | 300…400…500…600…700…800…900 | 13,7…14,2…14,7…15,1…15,5…16…16,6 |
| 40К44Х19Н10В15 | 300…400…500…600…700…800…900 | 14,5…14,7…14,9…15,3…15,7…16,3…16,9 |
| 40К44Х20Н20М4В4Б4 | 300…400…500…600…700…800…900 | 17,7…17,6…17,6…17,6…17,6…17,7…17,8 |
| 40К51Х24Н16М6 | 300…400…500…600…700…800…900 | 13,9…14,1…14,2…14,4…14,7…15,1…15,5 |
| 40К55Х25Н10В8 | 300…400…500…600…700…800…900 | 14,1…14,4…14,9…15,5…16,4…16,7…16,8 |
| 40К65Х23Н2В6 | 300…400…500…600…700…800 | 13,7…14,2…14,6…15,1…15,7…16,3 |
| 75К41Х23Н20В12 | 300…400…500…600…700…800 | 14,2…14,3…14,6…14,9…15,3…15,9 |
| 125К65Х27В4С3 | 300…400…500…600…700…800 | 14,5…14,7…14,9…15,3…15,7…16,3 |
| В3К стеллит | 600…1000 | 14…16 |
Кремнистые, титановые и другие стали и сплавы
В таблице содержаться значения среднего коэффициента линейного расширения титановых, кремнистых и других сталей и сплавов в диапазоне температуры от 27 до 1000°С. Стали рассмотренных типов имеют относительно невысокий ТКЛР, который например у стали Э16 составляет всего 7·10-6 град-1 при температуре 27-100°С.
Стали рассмотренных типов имеют относительно невысокий ТКЛР, который например у стали Э16 составляет всего 7·10-6 град-1 при температуре 27-100°С.
| Марка стали | Температура, °С | ТКЛР·106 1/град |
|---|---|---|
| Кремнистые стали | ||
| 15ХСМБ | 100…200…300…400…500…600 | 10,1…11,7…12,2…12,6…14…13,7 |
| 15ХСМФ | 100…200…300…400…500…600 | 11,8…12,1…12,4…12,6…12,9…13,1 |
| 30ХС, 37ХС, 40ХС | 100…200…300…400…500…600 | 11,7…12,7…13,4…14…14,4…14,5 |
| 50С2Г | 100…200…300…400…500…600…700…800…900…1000 | 11,2…12,2…12,9…13,4…13,7…14,1…14,4…13,6…13,7…14,5 |
| 60С2А | 100…200…400…500 | 12…12,8…13,5…13,4 |
| СХ6М | 100…500…600…700 | 11…12…12,2…12,4 |
| Титановые и другие стали и сплавы | ||
| 15Х25Т | 200…300…400…500…600…700…800…900…1000 | 10…10,6…10,8…11,3…11,5…11,6…11,6…12,2…12,2 |
| 48ТС-1, 48ТС-2, 48ТС-3 | 27-300 | 11,9-12,6 |
| ХВГ | 100…200…300…400…500…600 | 11…12…13…13,5…14…14,5 |
| Э (Армко) | 200…300…400…500 | 11,7…13…13,7…14,2 |
| Э1 | 100…200…300…400…500…600…700 | 10,8…12,6…13,8…14,6…14,8…14,3…14,3 |
| Э14 | 200…300…400…500…600…700 | 11,7…12,7…13,7…14,7…15,6…15,4 |
| Э16 | 100…200…300…400…500…600…700 | 7…10,7…13,1…14,3…14,6…14,3…13,2 |
| Э5 | 100…200…300…400…500…600…700 | 10,6…11,8…13…14…14,7…15,3…15,6 |
Источники:
- Новицкий Л. А. Теплофизические свойства материалов при низких температурах.
- Физические свойства сталей и сплавов, применяемых в энергетике. Справочник. Под ред. Неймарка Б.Е. М.-Л.: Энергия, 1967.
- Таблицы физических величин. Справочник. Под ред. И.К. Кикоина. М.: Атомиздат, 1976.
- Кузьминов Ю.С. Сегнетоэлектрические кристаллы для управления лазерным излучением. М.: Наука, 1982.
- Солнцев Ю.Н., Степанов Г.А. Материалы в криогенной технике. Справочник. Л.: Машиностроение, 1982.
- Приданцев М.В. и др. Конструкционные стали. Справочник. М.: Металлургия, 1980.
- Ульянин Е.А., Сорокина Н.А. Стали и сплавы в криогенной технике. Справочник. М.: Металлургия, 1984.
Двутавровая балка 3 дюйма | 6 футов длиной S3 x 5,7
Детали
Это секция двутавровой балки S-3 длиной 6 футов, которая представляет собой двутавровую балку высотой 3 дюйма. Материал класса ASTM A36 (размеры и свойства материала см. на графиках). Материал марки А36 представляет собой углеродистую сталь средней прочности на растяжение. Используется для простых конвейерных путей и систем толкающих тележек с цепными талями. При использовании с 500-фунтовой балочной тележкой Webb модели 9792 максимальная нагрузка составляет 500 фунтов. Вес балки составляет 5,7 фунта на фут. Эта секция балки готова к монтажу и может быть закреплена на месте с помощью сварных или зажимных систем крепления. Используйте стальные двутавровые секции Ultimation с ручными конвейерными тележками с двутавровыми балками Jervis Webb для создания простых конвейерных систем. Вы можете заказать Webb 9792 500-фунтовая тележка с двутавровой балкой, нажав на эту ссылку .
Размеры и отделка двутавровой балки
Размеры, свойства материалов и химические свойства см. на приложенном рисунке. Эта стальная балка размером S3 x 5,7 имеет высоту 3,00:. Фланец имеет ширину 2,33 дюйма. Паутина имеет толщину 0,17 дюйма в самом тонком месте. Свяжитесь с Ultimation по телефону 586-771-1881, если вам нужна помощь в настройке или заказе. Эти балки поставляются неокрашенными.
Применение на конвейерных путях
Эта конструкционная сталь класса ASTM A36 идеально подходит для применения в малосерийном производстве. Для систем производственных линий большого объема мы рекомендуем конвейерную дорожку Jervis Webb с более высоким содержанием углерода. Сталь с более высоким содержанием углерода будет сопротивляться износу фланцев даже после того, как по ней пройдут миллионы тележек. Чтобы узнать больше о характеристиках двутавровой балки, вы можете Узнайте больше о стали ASTM A36 непосредственно от ASTM, нажав на эту ссылку.
Двутавровые балки и двутавровые балки Компоненты тележки с двутавровой балкой предназначены для движения по двутавровой балке с коническими фланцами (пожалуйста, см. поперечное сечение на рисунке). Следовательно, они известны как «стандартные двутавровые балки» и обычно имеют префикс S (например, S6 или S-6 для 6-дюймовой двутавровой балки американского стандарта). В то время как широкая полка или двутавровые балки имеют более широкую полку и обычно имеют префикс WF (например, WF6). Поэтому этот более широкий фланец может повлиять на посадку изделия. См. размер «A» на графике, и при использовании широкой полки или балки типа H убедитесь, что этот размер выдержан. Поскольку вы должны проверить этот размер, вот таблица размеров двутавровой балки. Используйте это ссылка на размеры стандартных двутавров типа S.
Это одна из самых распространенных ошибок, которые мы видим. Клиенты измеряют поперек полки своей балки и заказывают подходящую тележку для балки. Это не способ измерения двутавровой балки (или любой стальной балки) . Двутавровые и широкополочные балки обозначаются высотой балки , а не шириной полки. На рисунке ниже показаны размеры двутавровой балки диаметром 3 дюйма (двутавровая балка S3):
Как сделать так, чтобы тележка с двутавровой балкой подходила к балке с более широкими полками? Если заказанная вами тележка для двутавровой балки не подходит к вашей балке, вы можете вернуть ее нам и приобрести модель большего размера. В качестве альтернативы вы можете использовать прокладки (шайбы или стальные трубы) и более длинные болты, чтобы разделить две половины тележки с двутавровой балкой. Просто не забудьте использовать болты класса 5 или лучше, и что, когда вы расширяете половинки тележки двутавровой балки шире, чем их первоначально рассчитанное максимальное расстояние, вам нужно будет соответственно снизить максимальную нагрузку.
Установка и соображения безопасности
Многие органы власти требуют, чтобы все стальные подвесные конструкции были спроектированы и одобрены зарегистрированным профессиональным инженером. Обратитесь к инженеру за помощью в вашем конкретном приложении. При использовании с тележкой Jervis Webb № 9792 эта балка размером S3 x 5,7 может выдерживать вес 500 фунтов при поддержке на расстоянии 6 футов от центра. При использовании более длинных пролетов обязательно поддерживайте балку или направляющую ближе к центрам или уменьшайте нагрузку. При необходимости эти балки можно закрепить или приварить.
Перед покупкой обратите внимание на стоимость доставки
Двутавровые балки большие, тяжелые и дорогие в доставке! Чтобы снизить стоимость доставки, Ultimation предлагает предварительно нарезанные балки различной длины и размера.
- Балки длиной 6 футов и 8 футов могут отправляться такими курьерскими службами, как Fedex и UPS. Они могут быть доставлены практически по любому адресу в Соединенных Штатах. Минимизируйте расходы на доставку, купив нужный размер
- Балки длиной 10 футов или 20 футов должны быть отправлены с грузовыми перевозками и можно отправлять только на коммерческие адреса . Тот факт, что вы ведете бизнес с адреса, не означает, что транспортные компании считают ваш адрес коммерческим адресом. Если вы сомневаетесь, свяжитесь с Ultimation по адресу [email protected] или позвоните нам по телефону 586-771-1881, и мы быстро проверим ваш адрес. Если вы заказываете секции длиной 10 футов или 20 футов, у вас будет минимальный объем заказа двутавровых балок в зависимости от размера и длины. Это связано с тем, что в некоторых случаях стоимость доставки одной балки превышает стоимость самой балки.
- Балки длиной 20 футов подлежат дополнительной оплате за доставку из-за их слишком большой длины. Эти сборы отражены в наших ценах, стоимости доставки и минимальном количестве заказа для длинномерных изделий 20 футов .
Нужен другой размер?
Мы храним, режем и отправляем двутавровые балки и конвейерные пути всех размеров. Многие из популярных размеров продаются в Интернете. Свяжитесь с нами для специальных длин.
Номер детали: S3-6, MPN: UIS3-6, GTIN: 00818070020282
MR DJ LSBS8 8-футовая I-лучевая секция Pro Audio DJ Light Lighting Portable – Мистер DJ США
- Дом
- MR DJ LSBS8 8-футовая двутавровая балка
Pro Audio DJ Light Lighting Портативная ферма 8-футовая двутавровая балка Добавить к стойкам для динамиков или удлинителю
199,99 $ 99,99 $
MR DJ. ..
Количество
Промежуточный итог: 99,99 $
Количество должно быть 1 или более
Я согласен с условиями
283 клиенты просматривают этот продукт
- Описание
- Доставка + Возврат
MR DJ LSBS8 Pro Audio DJ Light Lighting Portable Truss 8 Foot I Beam Section Add to Speaker stands or Extension
General Features:
- Universal 8 Foot I-Beam Truss Система — совместима со стойками диаметром 35 мм
- Максимальная грузоподъемность 250 фунтов, равномерно распределенная
- Двутавровые балки с центральными стопорными болтами для дополнительной безопасности
- Легко монтируется на фонарный столб 38 мм
- Диаметр фермы: 1 дюйм (38 мм)
- Английские булавки
- Предварительно просверленные монтажные отверстия на ферме с болтами и гайками в комплекте
- Подставки не включены
⚠️Предупреждение:
Рак и репродуктивный вред-www. P65Warnings.ca.gov
Читать далее
Читать меньше
Доставка + ВозвратПравила доставки
Absolute Pro Music с гордостью предлагает быструю доставку по доступным ценам. Стоимость доставки для каждого заказа зависит от веса посылки, пункта назначения и способа доставки. Для получения наиболее точной информации о доставке используйте ссылку «Получить стоимость доставки» на страницах продукта или в корзине.
Способы доставки и сроки доставки
Absolute Pro Music отправляет заказы из нашего офиса в Лос-Анджелесе, штат Калифорния. Иногда заказы выполняются напрямую производителем или дистрибьютором, чтобы сократить время доставки. Приведенное ниже время доставки относится к товарам с пометкой наличия На складе — отправка в тот же или на следующий рабочий день .
Способ доставки | Время обработки заказа | Время доставки | Общее время доставки |
Стандартная доставка | 1-24 часа | 1-6 рабочих дней | 2-7 рабочих дней |
Трехдневная доставка | 1-24 часа | 3 рабочих дня | 3-4 рабочих дня |
Двухдневная доставка | 1-24 часа | 2 рабочих дня | 2-3 рабочих дня |
Однодневная доставка | 1-24 часа | 1 рабочий день | 1-2 рабочих дня |
Доставка по фиксированной ставке | 1-24 часа | 7-10 рабочих дней | 8-11 рабочих дней |
. и коммерческие направления в континентальной части 48 Соединенных Штатов. Absolute Pro Music в основном использует FedEx для доставки заказов. Чтобы обеспечить наиболее доступные тарифы, небольшие товары, отправляемые стандартной фиксированной ставкой или почтой первого класса USPS, будут доставляться совместными усилиями DHL и USPS. Посылки на военные адреса и абонентские ящики будут доставляться только через USPS. При доставке на военный адрес APO/FPO/DPO мы настоятельно рекомендуем выбирать приоритет USPS, так как время доставки намного быстрее, чем посылка, и в среднем составляет около 2-3 недель.
Клиенты из Канады: Мы предлагаем доставку по системе «все включено» для наших клиентов из Канады. (нажмите здесь, чтобы узнать подробности)
Международные клиенты: Мы отправляем товары в большинство стран мира. (нажмите здесь, чтобы узнать подробности)
Отслеживание заказа
После отправки заказа мы отправляем нашим клиентам электронное письмо с номером отслеживания заказа. Нажмите на ссылку отслеживания в электронном письме, чтобы отследить местонахождение посылки на веб-сайте перевозчика. Если вы не получили номер для отслеживания по электронной почте или вам необходимо подтвердить информацию для отслеживания, свяжитесь с нами по адресу [email protected] или позвоните нам по телефону +1 (213) 744.11.44 9.0007
Обработка заказов
Каждый заказ, размещенный на сайте Absolute Pro Music, перед отправкой проходит через наш отдел обработки. Если с момента отправки платежа прошло 3 рабочих дня, а вы не получили электронное письмо с информацией об отслеживании, войдите в свою учетную запись, чтобы отслеживать свои заказы, и/или немедленно свяжитесь с нами по электронной почте или телефону. Клиенты, которые не получат номер для отслеживания в течение 3 дней, получат обновление статуса заказа по электронной почте.
Доставка на альтернативный адрес
Заказы с разными адресами выставления счетов и доставки могут потребовать более длительного времени обработки из-за дополнительной процедуры проверки. Дополнительная проверка и время обработки предназначены для защиты наших клиентов от онлайн-мошенничества.
Плата за изменение адреса доставки (перехват адреса)
Если запрос на изменение адреса доставки сделан после того, как посылка покидает склад Absolute Pro Music, с него взимается комиссия за перехват адреса, взимаемая перевозчиком. Сумма сбора варьируется в зависимости от перевозчика и пункта назначения посылки. Absolute Pro Music сделает все возможное, чтобы работать с перевозчиками, чтобы внести эти изменения, чтобы ваша посылка была доставлена по правильному адресу. Имейте в виду, что не все перевозчики примут изменения перехвата адреса. Эта политика соответствует мерам безопасности и соглашениям, заключенным с нашими сторонними судоходными компаниями.
Требуется подпись
Из-за ценного содержимого некоторых отправлений Absolute Pro Music может потребоваться подпись при доставке. Такие рекомендации не будут отменены по запросу клиента. Пожалуйста, поймите, что это мера безопасности, предпринятая нашей компанией для обеспечения безопасной доставки каждой посылки и гарантии отличного обслуживания. Многие из наших сторонних перевозчиков и платежных компаний требуют подписи при доставке для защиты от мошенничества и кражи. Клиенты могут запросить подпись при доставке, позвонив в службу поддержки клиентов Absolute Pro Music по телефону +1 (213) 744-11-44.
Отказ от ответственности в отношении политики доставки
Оценки доставки не относятся к товарам, отправляемым напрямую от производителя, а также к товарам, отсутствующим на складе. Некоторые товары, поставляемые производителем, могут быть доставлены только по адресам в пределах 48 континентальных штатов.
Стандартный срок доставки для внутренних клиентов составляет в среднем 2-4 рабочих дня, но в некоторых случаях может занять больше времени. Суббота, воскресенье и национальные праздники не считаются рабочими днями для целей доставки.
Наша гарантия доставки распространяется только на отгрузки, задержанные из-за отказа нашей службы. Мы не гарантируем отгрузку, которая задерживается из-за стихийного бедствия (например, погоды), катастрофического события или отказа наших партнеров по доставке. Наша гарантия также аннулируется, если предоставлена неверная информация для выставления счетов или доставки, что приводит к задержке вашего заказа до места назначения. Наша гарантия также недействительна, если никто не может подписать отгрузку при попытке доставки, если требуется подпись.
{{/если}} {{если доступно}}Распродано
{{/если}}{{если доступно}} {{другие варианты.длина > 1 }} Выберите варианты {{еще}} {{/если}}
${поставщик}
${название}
{{if compare_at_price_min > price_min}}
{{html Shopify. formatMoney(compare_at_price_min, window.money_format)}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{еще}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{/если}}
Удлинение двутавровых балок Ranger | Дезерт Рейнджерс
BPLP
Младший член
- #1
Эй, ребята, я знаю, что здесь много всего по этому поводу, но я копался и искал, и я устал не находить то, что мне нужно.
Как лучше всего резать и удлинять двутавровые балки?
Пока я хочу использовать стандартную переднюю подвеску, но просто сделаю новые радиусные рычаги, которые крепятся к раме дальше назад.
Означает ли это, что я должен отрезать и удлинить крепление пружины? Даст ли это мне больше путешествий?
Турбойота
Старший член
- #2
Собираетесь ли вы использовать койловеры или винтовые пружины?
BPLP
Младший член
- #3
Turboyota сказал:
Вы собираетесь использовать койловеры или винтовые пружины?
Нажмите, чтобы развернуть…
Винтовые пружины пока. У меня нет столько денег, и я в настоящее время думаю о том, чтобы получить подъемные пружины и амортизаторы и удлинить двутавровые балки, а затем удлинить радиусные рычаги и привязать их для серебристых озерных дюн здесь, в Мичигане.
Сделав это, я смогу больше путешествовать?
Я что-то упустил?
можно фото?
Брэндон_Чарли
Член ОГ
- #4
Если вы используете змеевики и ковши, единственным вариантом является удлинение между креплением радиусного рычага и шпинделем.
Турбойота
Старший член
- #5
И нужно использовать кованые балки.
Кто-нибудь может рассказать о годах ковки и литой балки.
ДП_Рейнджер
Старший член
- #6
Да, только резать и удлинять кованые балки. Какого года твой грузовик? Если у него нет кованых балок, вы можете найти их по дешевке на свалках/rdc/swapmeet/etc. Если вы не можете прочитать предупредительную этикетку на литых балках, можно определить, что у кованых балок шаровые шарниры находятся на концах балки, а у литых балок шаровые шарниры находятся в поворотном кулаке
Редактировать — до сих пор почти все рейнджеры выпуска до 1989 года поставлялись с коваными балками. Опять же, проверьте шаровые шарниры, чтобы быть уверенным.
Последнее редактирование:
Реакции:
ххххBPLP
Младший член
- #7
Хорошо, если я куплю более старые балки, то мне нужны суставы пальцев и все такое? это прямой обмен?
ДП_Рейнджер
Старший член
- #8
Да, новые шпиндели не будут работать со старыми коваными балками, так как шаровой шарнир находится в другом месте. Но они являются прямой заменой в том, что касается мест установки. На последней встрече по обмену было выставлено на продажу несколько наборов. Это будет ваш лучший выбор, но вы также можете проверить свалки и объявления о бездорожье.
Турбойота
Старший член
- #9
Расскажите нам о своем потрясающем опыте, сварочном/производственном оборудовании, планах задней части грузовика и т. д….
BPLP
Младший член
- #10
У меня небольшой потрясающий опыт в строительстве картингов и гонок на газонокосилках. Я могу довольно хорошо сваривать, достаточно хорошо для того, что я хочу сделать заранее, и я могу получить на работе более крупный сварочный аппарат, если мне понадобится.
Задняя часть пока будет просто заблокирована, пока я не получу длинные ходовые пластины и, в конечном итоге, 4- или 3-рычажную установку с койловерами
двутавровые зажимы | Кронштейны и подставки для телевизоров
Рассчитывайте на отличные цены, быструю доставку и вежливое обслуживание каждый раз, когда вы заказываете зажимы i beam от Zoro.
Рекомендуемый продукт
Зажим двутавровой балки, регулируемый, для использования с потолочными креплениями для плоских панелей, креплениями для проекторов, грузоподъемность (фунты) 250 фунтов, макс. Удлинитель 0 дюймов, общая высота (дюймы) 4 дюйма, общая ширина (дюймы) 6 1/2 дюйма, общая глубина (дюймы) 14 1/2 дюйма, монтаж на потолке, цвет черный, отделка с порошковым покрытием, характеристики 1-1/2 дюйма 11,5 NPT Фитинг для крепления удлинительной колонны, конструкционная сталь
Посмотреть полную информацию о продукте
70,49 $
Зажим двутавровой балки, регулируемый, для использования с потолочными креплениями для плоских панелей, креплениями для проекторов, грузоподъемность (фунты) 250 фунтов, макс. Удлинитель 0 дюймов, общая высота (дюймы) 4 дюйма, общая ширина (дюймы) 6 1/2 дюйма, общая глубина (дюймы) 14 1/2 дюйма, монтаж на потолке, цвет черный, отделка с порошковым покрытием, характеристики 1-1/2 дюйма 11,5 NPT Фитинг для крепления удлинительной колонны, конструкционная сталь
Посмотреть полную информацию о продукте
Купить зажимы I Beam
Реверсивный балочный зажим, для 1/4 дюйма. Размер стержня, размер стержня 1/4 дюйма, макс. Нагрузка (фунты) 250 на верх балки, 100 на низ, материал конструкции гальванически оцинкованная сталь, длина (дюйм) 3/4, ширина (дюйм) 3/4, размер резьбы (дюйм) 1/4 , обнаружение металла Да, для крепления конструкции к верхней или нижней части металлических балок, прогонов, швеллеров или уголков, стандарты соответствуют федеральным спецификациям США WW-H-171 (тип 23), ANSI(r)/MSS-SP-58 (Тип 19и 23)
Посмотреть полную информацию о продукте
Реверсивный балочный зажим, для 1/4 дюйма. Размер стержня, размер стержня 1/4 дюйма, макс. Нагрузка (фунты) 250 на верх балки, 100 на низ, материал конструкции гальванически оцинкованная сталь, длина (дюйм) 3/4, ширина (дюйм) 3/4, размер резьбы (дюйм) 1/4 , обнаружение металла Да, для крепления конструкции к верхней или нижней части металлических балок, прогонов, швеллеров или уголков, стандарты соответствуют федеральным спецификациям США WW-H-171 (тип 23), ANSI(r)/MSS-SP-58 (Тип 19и 23)
Посмотреть полную информацию о продукте
Зажим балки, шарнир, размер трубы (дюймы) 8, размер стержня 1/2 дюйма, макс. Нагрузка (фунты) 810, материал конструкции гальванически оцинкованный ковкий чугун, длина (дюймы) 3/4 дюйма, федеральные стандарты WW-H-171, ANSI/MSS-SP-58
Посмотреть полную информацию о продукте
Зажим балки, шарнир, размер трубы (дюймы) 8, размер стержня 1/2 дюйма, макс. Нагрузка (фунты) 810, материал конструкции гальванически оцинкованный ковкий чугун, длина (дюймы) 3/4 дюйма, федеральные стандарты WW-H-171, ANSI/MSS-SP-58
Посмотреть полную информацию о продукте
Зажим балки, нержавеющая сталь 316, номинальный диаметр кабелепровода/трубы/стержня с резьбой 1/2 дюйма, отделка Brite, раскрытие губок 1-37/64 дюйма, номинальная нагрузка 1100 фунтов, для использования с кабелепроводами и кабелями, размер отверстия 1/2 дюйма. -13
Посмотреть полную информацию о продукте
$67,09
Зажим балки, нержавеющая сталь 316, номинальный диаметр кабелепровода/трубы/стержня с резьбой 1/2 дюйма, отделка Brite, раскрытие губок 1-37/64 дюйма, номинальная нагрузка 1100 фунтов, для использования с кабелепроводами и кабелями, размер отверстия 1/2 дюйма. -13
Посмотреть полную информацию о продукте
Балочный зажим, тип C, размер стержня 1/2 дюйма, макс. Нагрузка (фунты) 950 вверху, 760 внизу, материал ковкий чугун, длина (дюймы) 1-13/16, обнаружение металла Да, для использования под крышей Установка с стержневой балкой Тип Const или Для крепления к верху или Нижний фланец структурных форм. Где вертикальный подвесной стержень должен быть смещен от края фланца. Толщина балки или фланца не превышает 3/4 дюйма, включая установочный винт и контргайку, гладкая поверхность
Посмотреть полную информацию о продукте
Балочный зажим, тип C, размер стержня 1/2 дюйма, макс. Нагрузка (фунты) 950 вверху, 760 внизу, материал ковкий чугун, длина (дюймы) 1-13/16, обнаружение металла Да, для использования под крышей Установка с стержневой балкой Тип Const или Для крепления к верху или Нижний фланец структурных форм. Где вертикальный подвесной стержень должен быть смещен от края фланца. Толщина балки или фланца не превышает 3/4 дюйма, включая установочный винт и контргайку, гладкая поверхность
Посмотреть полную информацию о продукте
Зажим балки, пружинная сталь, номинальный кабелепровод/труба/стержень с резьбой от 1/2 дюйма до 3/4 дюйма, финишное трехслойное покрытие, раскрытие губок до 1/2 дюйма, номинальная нагрузка 100 фунтов, для использования с 1/4 и 3 /8 дюймов Резьбовой стержень, 1/4-20 или #10-24 Резьбовые кольца и электрические коробки, Стандарты cULus
Посмотреть полную информацию о продукте
Зажим балки, пружинная сталь, номинальный кабелепровод/труба/стержень с резьбой от 1/2 дюйма до 3/4 дюйма, финишное трехслойное покрытие, раскрытие губок до 1/2 дюйма, номинальная нагрузка 100 фунтов, для использования с 1/4 и 3 /8 дюймов Резьбовой стержень, 1/4-20 или #10-24 Резьбовые кольца и электрические коробки, Стандарты cULus
Посмотреть полную информацию о продукте
Зажим балки, стандартная нагрузка, макс. Нагрузка (фунты) 1000, материал Углеродистая сталь, ширина (дюймы) 6, размер болта (дюймы) 3/8, ширина балки 6 дюймов, обнаружение металла Да, центральная нагрузка зажима на балке для предотвращения деформации, оцинкованная поверхность , Стандарты A-A-1192A (тип 21), WW-H-171-E (тип 21), ANSI/MSS SP-69 и ANSI/MSS SP-58 (тип 21). Внесен в список UL при использовании с 3/8 In. и 1/2 дюйма. стержень.
Посмотреть полную информацию о продукте
$49,26
Зажим балки, стандартная нагрузка, макс. Нагрузка (фунты) 1000, материал Углеродистая сталь, ширина (дюймы) 6, размер болта (дюймы) 3/8, ширина балки 6 дюймов, обнаружение металла Да, центральная нагрузка зажима на балке для предотвращения деформации, оцинкованная поверхность , Стандарты A-A-1192A (тип 21), WW-H-171-E (тип 21), ANSI/MSS SP-69 и ANSI/MSS SP-58 (тип 21). Внесен в список UL при использовании с 3/8 In. и 1/2 дюйма. стержень.
Посмотреть полную информацию о продукте
Зажим балки, рабочий вертикальный подъем, безопасная рабочая нагрузка 6 000 фунтов, грузоподъемность захвата от 3-45/64 дюйма до 13-1/4 дюйма, стопорный винт типа блокировки, материал захвата сталь, поворотная проушина скобы точки подъема, стандарты ANSI B30. 20
Посмотреть полную информацию о продукте
$136,44
Зажим балки, рабочий вертикальный подъем, безопасная рабочая нагрузка 6 000 фунтов, грузоподъемность захвата от 3-45/64 дюйма до 13-1/4 дюйма, стопорный винт типа блокировки, материал захвата сталь, поворотная проушина скобы точки подъема, стандарты ANSI B30. 20
Посмотреть полную информацию о продукте
Зажим балки, стандартная нагрузка, макс. Нагрузка (фунты) 1000, материал Углеродистая сталь, ширина (дюймы) 8, размер болта (дюймы) 3/8, ширина балки 8 дюймов, обнаружение металла Да, центральная нагрузка зажима на балке для предотвращения деформации, оцинкованная поверхность , Стандарты A-A-1192A (тип 21), WW-H-171-E (тип 21), ANSI/MSS SP-69 и ANSI/MSS SP-58 (тип 21). Внесен в список UL при использовании с 3/8 In. и 1/2 дюйма. стержень.
Посмотреть полную информацию о продукте
$49,26
Зажим балки, стандартная нагрузка, макс. Нагрузка (фунты) 1000, материал Углеродистая сталь, ширина (дюймы) 8, размер болта (дюймы) 3/8, ширина балки 8 дюймов, обнаружение металла Да, центральная нагрузка зажима на балке для предотвращения деформации, оцинкованная поверхность , Стандарты A-A-1192A (тип 21), WW-H-171-E (тип 21), ANSI/MSS SP-69 и ANSI/MSS SP-58 (тип 21). Внесен в список UL при использовании с 3/8 In. и 1/2 дюйма. стержень.
Посмотреть полную информацию о продукте
Зажим балки, Стопорная гайка типа регулировки, Установка анкера Многоразовая, Материал анкера Алюминий, Срок службы анкера увеличен, Зажим балки анкерного типа, Поворотное D-образное кольцо в точке крепления, Скользящий тип балочного зажима, Марка и серия Двутавровая балка FallTech, Материал D-образного кольца Сталь, глубина 2 1/2 дюйма, для диапазона ширины фланца от 3 до 12 1/4 дюйма, для макс. Толщина фланца 1,625 дюйма, для макс. Ширина фланца 12 1/4 дюйма, для мин. Ширина фланца 3 дюйма, включая монтажное оборудование №, длина 20 дюймов, монтажная ориентация горизонтальная
Посмотреть полную информацию о продукте
488,40 $
Зажим балки, Стопорная гайка типа регулировки, Установка анкера Многоразовая, Материал анкера Алюминий, Срок службы анкера увеличен, Зажим балки анкерного типа, Поворотное D-образное кольцо в точке крепления, Скользящий тип балочного зажима, Марка и серия Двутавровая балка FallTech, Материал D-образного кольца Сталь, глубина 2 1/2 дюйма, для диапазона ширины фланца от 3 до 12 1/4 дюйма, для макс. Толщина фланца 1,625 дюйма, для макс. Ширина фланца 12 1/4 дюйма, для мин. Ширина фланца 3 дюйма, включая монтажное оборудование №, длина 20 дюймов, монтажная ориентация горизонтальная
Посмотреть полную информацию о продукте
Анкер скользящей балки
Посмотреть полную информацию о продукте
$204,42
Анкер скользящей балки
Посмотреть полную информацию о продукте
Зажим балки, стандартная нагрузка, макс. Нагрузка (фунты) 1000, материал Углеродистая сталь, ширина (дюймы) 4, размер болта (дюймы) 3/8, ширина балки 4 дюйма, обнаружение металла Да, центральная нагрузка зажима на балке для предотвращения деформации, оцинкованная поверхность , Стандарты А-А-1192A (тип 21), WW-H-171-E (тип 21), ANSI/MSS SP-69 и ANSI/MSS SP-58 (тип 21). Внесен в список UL при использовании с 3/8 In. и 1/2 дюйма. стержень.
Посмотреть полную информацию о продукте
$19,81
Зажим балки, стандартная нагрузка, макс. Нагрузка (фунты) 1000, материал Углеродистая сталь, ширина (дюймы) 4, размер болта (дюймы) 3/8, ширина балки 4 дюйма, обнаружение металла Да, центральная нагрузка зажима на балке для предотвращения деформации, оцинкованная поверхность , Стандарты А-А-1192A (тип 21), WW-H-171-E (тип 21), ANSI/MSS SP-69 и ANSI/MSS SP-58 (тип 21). Внесен в список UL при использовании с 3/8 In. и 1/2 дюйма. стержень.
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнать больше
На каком расстоянии может быть пролет стальной двутавровой балки 6 дюймов, 4 дюйма, 8 дюймов, 10 дюймов и 12 дюймов
На каком расстоянии может быть пролет стальной двутавровой балки размером 6 дюймов, 4 дюйма, 8 дюймов, 10 дюймов и 12 дюймов | как далеко может пролет 6-дюймового i-луча | как далеко может пролет 4-дюймового i-луча | как далеко может пролет 8-дюймового i-луча | как далеко может пролет 10-дюймового i-луча | как далеко может пролет 12-дюймового i-луча | универсальный размер балки в зависимости от пролета | ISMB, двутавровая балка, двутавровая балка, двутавровая балка, балка из прокатной стали (RSJ) и W-балка
Существует различная форма и размер горячекатаного стального профиля, такого как двутавровая балка (универсальная колонна), двутавровая балка (универсальная балка), углы, швеллеры и т. Д., Используемые в строительных проектах, таких как сельскохозяйственное строительство, промышленное строительство, многоцелевое этажное здание, различные фабрики и жилые проекты.
Сегодня существует спрос на стальные конструкции в области строительных проектов, которые заменяют железобетон в зависимости от его более высокой прочности, меньше времени, что делает его идеальным для жилых проектов в короткие сроки.
Стальная балка также известна как универсальная балка, или двутавровая балка, или двутавровая балка, или двутавровая балка, W-балка, катаная стальная балка (rsj), двойная тавровая балка из-за их формы. Стальная балка очень универсальна и может использоваться в различных строительных проектах из конструкционной стали.
Двутавровая балка состоит из двух горизонтальных пластин, известных как полки, соединенных вертикальным компонентом, известным как стенка. Как правило, глубина универсальной балки или стальной балки больше их ширины, что делает их подходящими для применения в балках, где прочность должна быть в одном из направлений. Какой раздел чаще всего используется для конструкционной стали.
Балка из катаной стали (RSJ) представляет собой распространенный тип балки, используемой для стальных конструкций. Он также известен как «двутавровая балка». Балки из катаной стали (srj) обычно изготавливаются из мягкой стали, но также могут быть изготовлены из алюминия или других материалов.
Сталь двутавровая или универсальная балка чрезвычайно эффективны для использования в качестве конструкционной стали. они обеспечивают максимальную прочность для используемого объема стали, что делает их наиболее эффективным методом переноса изгибающих и сдвигающих нагрузок. В этой статье вы узнаете о том, как далеко может пролетать 6-дюймовая, 4-дюймовая, 8-дюймовая, 10-дюймовая и 12-дюймовая стальная двутавровая балка в соответствии с правилом большого пальца и на основе опыта.
Размер стальной балки зависит от различных факторов, от высоты здания или проектов? Какова статическая и временная нагрузка конструкции, марка используемой стали, пролет между двумя колоннами и другие факторы. Обычно ISMB100 или W4 или UB100×75, ISMB150 или W6 или UB150×75, ISMB200 или W8 или UB200×100, ISMB250 или W10 или UB250×125, ISMB300 или W12 или UB300×140, ISMB350 или W14 или UB3 50×140, Стальная балка ISMB400 или W16 или UB400×140, ISMB450 или W18 или UB450×150, ISMB500 или W20 UB500×180, ISMB550 или UB550×190 и ISMB600 или UB600×210 используются в строительстве.
Обычно размер стальной балки, представленный размерами стенки × полки × веса на единицу длины, измеренный в мм или дюймах, например размер стальной балки ismb150, представленный как 150 × 75 или 6″×3″, где 150 мм — толщина стальной балки , 75 мм — это ширина их полки.
Варианты универсальной балки включают материал, длину стенки и глубину полки. Различные весовые нагрузки и площади потребуют различных размеров балки: чем длиннее стенка, тем большую силу она может выдержать вверх и вниз, чем шире фланец, тем большее поперечное перемещение может выдержать балка. Широкополочная балка также известна как W-образная балка.
Конструкционная сталь — это универсальный строительный материал, хотя его можно использовать по-разному. Наиболее экономичный диапазон пролетов для обычного стального пола и каркаса крыши составляет от 10 до 32 футов.
Согласно общему опыту и эмпирическому правилу, чтобы рассчитать требуемую и необходимую глубину i-й балки, разделите длину пролета в дюймах на 20, например, длина пролета в дюймах/глубина = 20 для основной балки и длины пролета второстепенной балки к глубине соотношение примерно 15 к 18. Ширина этого луча будет 1/3 и 1/2 глубины. Размеры балки будут такими же, но фланец будет толще. Вылет балки может составлять не более 3/8 поддерживаемого пролета.
Как далеко может пролет 4-дюймовой двутавровой балки :- согласно общему эмпирическому правилу и рекомендациям 4-дюймовая двутавровая балка, или W4, или универсальная балка, или w-балка, или двутавровая балка, или UB, или горячекатаный профиль, или катаная стальная балка ( RSJ) может позволять охватывать расстояние до 7 футов, используемое для проектов жилых зданий или строительства.
Какой длины может быть пролет 6-дюймовой двутавровой балки :- в соответствии с общим эмпирическим правилом и рекомендациями 6-дюймовая двутавровая стальная балка или W6, или универсальная балка, или w-балка, или двутавровая балка, или UB, или горячекатаный профиль, или прокатная стальная балка ( RSJ) может позволить охватить расстояние 10 футов, используемое для проектов жилых зданий или строительства.
Как далеко может пролет 8-дюймовой двутавровой балки :- в соответствии с общим эмпирическим правилом и рекомендациями 8-дюймовая двутавровая балка, или W8, или универсальная балка, или w-балка, или двутавровая балка, или UB, или горячекатаный профиль, или катаная стальная балка ( RSJ) может охватывать расстояние 14 футов, используемое для проектов жилых зданий или строительства.
Какой длины может быть пролет 10-дюймовой двутавровой балки :- в соответствии с общим эмпирическим правилом и рекомендациями 10-дюймовая двутавровая стальная балка, или W10, или универсальная балка, или w-балка, или двутавровая балка, или UB, или горячекатаный профиль, или прокатная стальная балка ( RSJ) может позволить охватывать расстояние 17 футов, используемое для проектов жилых зданий или строительства.
Как далеко может пролет 12-дюймовой двутавровой балки :- согласно общему эмпирическому правилу и рекомендациям 12-дюймовая двутавровая стальная балка, или W12, или универсальная балка, или w-балка, или двутавровая балка, или UB, или горячекатаный профиль, или прокатная стальная балка ( RSJ) может обеспечить охват на расстоянии 20 футов, используемом для проектов жилых зданий или строительства.
Выводы :-
Согласно общему эмпирическому правилу и рекомендациям, 6-дюймовая двутавровая стальная балка, или W6, или универсальная балка, или w-балка, или двутавровая балка, или UB, или горячекатаный профиль, или прокатная стальная балка (RSJ) могут позволить пролет Расстояние 10 футов, используемое для проектов жилых зданий или строительства
Установка стальной балки тремя эффективными способами
Перейти к содержимому 3 мощных способа установки стальной балкиУстановка стальной балки может быть выполнена
Что нужно знать о том, как установить балку RSJ и стальную опорную балку
Специалисты по строительству , которые строят большие коммерческие здания, используют опорные балки для установки стальных балок в течение многих лет, потому что их долговечность, устойчивость к вредителям, таким как термиты, и, конечно же, их прочность.
Стальные балки для жилищного строительства стали более широко использоваться, поскольку тенденции требуют выбивания несущих стен для освобождения пространства, удаления старых дымоходных коробов , которые требуют укрепления стен и укладки, выполнения переоборудование чердака , или установка двустворчатых дверей для проникновения солнечного света и естественного освещения, а также расширения жилого пространства за счет внешней красоты.
Все эти изменения дизайна требуют дополнительная несущая балка , чтобы стены были устойчивыми и могли выдержать вес конструкции.
Что такое луч RSJ? Балка RSJ , балка из катаной стали , представляет собой стальную балку, в которой используется сталь, свернутая в одну сплошную балку, называемую балкой. Их также обычно называют двутавровыми балками , и они все чаще используются в проектах реконструкции жилых домов , когда необходима несущая способность для надлежащей поддержки конструкции.
Стальные балки — единственный прочный вариант для поддержки длинных пролетов, который обеспечивает небольшую высоту для нескольких балок.
В чем преимущества установки стальных балок вместо деревянных?
Зачем использовать сталь?Жилое строительство традиционно часто использовало деревянные балки , так как пространство, которое необходимо поддерживать, обычно намного меньше, чем широко открытая площадка, нуждающаяся в поддержке в 0031 большое коммерческое здание .
Поскольку домовладельцы хотят, чтобы в их домах было больше и больше открытых элементов дизайна, стальные балки RSJ становятся выбором экспертов. Эти балки не только прочны , но также устойчивы к вредителям , таким как термиты, которые могут разрушить деревянную балку, а балки также не подвержены гниению или плесени.
Сталь экологически безопасна. Сталь безвредна для окружающей среды, поскольку большая часть производимой сегодня стали производится из переработанной стали. Весь стальной каркас часто служит несколько десятилетий.
Легче составлять бюджет.В то время как цены на стальные балки выше, чем при использовании дерева, стоимость стальных балок имеет тенденцию оставаться более постоянной, чем цена на древесину, которая постоянно растет или падает.
Такая согласованность облегчает планирование бюджета ценообразования, даже если это будет дороже, чем альтернатива дереву. Это также позволяет строительной бригаде предоставить вам более точную смету с начала 9006 года.0005 процесс установки стальной балки .
Сталь оставляет меньше отходов и грязи после очистки. При использовании стали отходов будет меньше, так как балки b предварительно измеряются и подгоняются под размер, не разрезая детали и не оставляя после себя древесную пыль и куски пиломатериалов, которые нужно убрать.
В то время как некоторые деревенские проекты могут выглядеть как необработанное или сучковатое дерево, 9Сталь 0031 предлагает элегантный вариант . В отличие от дерева, сталь изготавливается таким образом, чтобы она была гладкой, без дефектов в виде сучков или пятен, присутствующих в древесине.
Сталь остается прочной и выдерживает любые испытания.Сталь не раскалывается при работе с ней, как это часто бывает с деревом. После того, как он будет на месте, он будет противостоять деформации или растрескиванию, которые являются обычными проблемами при использовании дерева. Стальная балка прослужит дольше деревянной балки и прослужит не гореть во время пожара . Они также сильны, чтобы противостоять стихийным бедствиям .
Сталь — популярный звуковой выбор. Благодаря всем преимуществам стали, а также ее прочности, балки RSJ все чаще используются при реконструкции жилых домов и строительстве, чтобы обеспечить необходимую прочность конструкции.
Сколько стоит установка стальной балки?
Ценовые факторы влияют на общую стоимость стали.Две основные вещи, которые изменяют итоговую цену установки стальной балки , это стоимость балки и стоимость установки .
Цена балки основана на высоте и весе в зависимости от размера балки. Это выражается с помощью чисел, которые инженер поймет, чтобы правильно заказать правильную балку. Хотя их цена более постоянна, чем древесина, стоимость будет меняться в зависимости от рынка и спроса, поскольку это товар.
Затраты на установку не должны сокращать расходы Стоимость установки никогда не стоит экономить, так как очень важно, чтобы этот процесс был выполнен правильно. Некоторые дополнительных факторов стоимости могут включать стоимость найма инженера для просмотра планов строительства и определения необходимого размера и прочности необходимых балок, стоимость труда по установке балки и цену доставки балки и подняты на место, что, скорее всего, будет включать в себя расходы на аренду спецтехники.
Нажмите здесь, чтобы получить дополнительный бонус Немного текста здесь
позвоните сейчас
Подпишитесь на рассылку новостей
Какая опорная балка вам подходит?
Выберите лучший тип балки RSJВыбор балки типа является очень важным шагом, так как без надлежащей поддержки вся конструкция может рухнуть.
Из-за сужающихся концов двутавровые балки поддерживают только вертикальный вес . Основное вертикальное сечение двутавра называется стенкой. Стенка поддерживает весь вес конструкции, а ее толщина определяет прочность балки, определяющую величину нагрузки, которую она способна выдержать.
Когда требуется горизонтальная опора , в проекте может потребоваться использование балки другого типа. Стальные двутавровые балки бывают разных конструкций, но чаще всего в жилом строительстве используются двутавровые балки и S-образная балка .
Чтобы еще больше усложнить ситуацию, двутавровую балку иногда называют W-образной балкой . Он получил свое название, потому что, когда вы кладете его на бок, он напоминает букву «Н».
Буква «W» относится к секции перемычки балки. Как бы вы это ни называли, эти балки не имеют конических фланцев в верхней или нижней части и обычно немного шире и тяжелее, чем обычные Двутавровая балка , что позволяет им выдерживать вес на больших длинах, чтобы добавить поддержку конструкции.
S-образные балки хорошо подходят для ремонта дома. При реконструкции жилых домов часто применяют S-образные балки . Они, как правило, хорошо подходят для небольших помещений, где требуется не так много структурной поддержки . Они имеют конический фланец вверху и у основания балки и иногда называются Младшие балки .
Коническая кромка обеспечивает большую прочность при меньшей плотности луча.
Методы установки помогают установить балку на место для получения прочной конструкции.
Следуйте предпочтительному методу.Предпочтительный метод установки стальной балки заключается в использовании двух анкерных болтов, заделанных в бетон внутри кармана балки. Шаблон обычно используется для выравнивания болтов с отверстиями в стальной пластине, которая размещается поверх них позже.
Несущая пластина из стали размещается поверх анкерных болтов и регулируется с помощью гаек под и над пластиной для каждого болта. Затем балка устанавливается поверх опорной плиты и приваривается на место, а пространство под опорной плитой заполняется специальным раствором.
Используйте стальную пластину Существует несколько различных стилей стальных балок , а также различные способы установки. Один из способов — использовать одинарную стальную пластину , которая проходит между двумя деревянными досками. В этом методе сталелитейная компания делает отверстия в стальной пластине, которые позволяют надежно закрепить сборку на месте.
Другой вариант – приобрести двутавровые балки Junior , которые часто надежно крепятся к стене.
Стальные балки должны быть рассчитаны и размещены профессионаломУстановка стальной балки включая установку балки RSJ на место проект .
Обратитесь к инженеру-строителю , чтобы определить, какой метод установки и тип стальной балки требуется. Если вы используете стальную пластину, инженер-строитель укажет, какую пластину использовать. Стальные балки всегда должны устанавливаться профессионалами .
Свяжитесь с нами по номеру для получения дополнительной полезной информации о строительных конструкциях и продуктах для вашего дома, используя одну из наших социальных ссылок ниже.