Угольный электрод для чего используется, применение для пайки медных проводов и тонкого металла
Угольные электроды для сварки применяются реже, чем аналоговые со стальным плавящимся стержнем. Но они в некоторых ситуациях просто незаменимы. К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых. Но вначале необходимо разобраться, что собой представляет угольный электрод.
Это стержень, в основе которого лежит уголь (кокс), плюс несколько добавок: в качестве связующего применяется смола, в качестве упрочняющего элемента металлический порошок. Размеры угольного электрода варьируются по диаметру от 1,5 до 25 мм, по длине от 25 до 300 мм. Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Применение угольных электродов
Этот тип электродов используется для создания отверстий в стальных заготовках. Ими выполняется строжка и резка металла, а также сварка медных проводов. Угольные стержни часто применяются в сталелитейной промышленности, судостроении и других подобных сферах.
Очень часто их можно встретить в работах по горячей сварке чугуна и при сварке тонких изделий. При помощи угольных электродов устраняются дефекты литья, что гораздо выгоднее, чем отливать лист металла заново. Стержни применяются для наплавки твердых составов и сварки цветных металлов.
Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- – полуавтоматы и автоматы;
- – TIG – аппараты;
- – инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.
BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой
Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Особенности сварки
Для работы такими электродами требуется постоянный ток прямой полярности. При сварке обратной полярностью дуга горит нестабильно и происходит науглероживание металла шва, что отрицательно сказывается на его параметрах. Содержание углерода может повышаться вплоть до 1%.
Во время работы нужно учитывать такие особенности:
- Дуга, возникающая при сварке данными стержнями является очень чувствительной к магнитному дутью, газам и ветру.
- Производительность угольных электродов ниже, чем у обычных металлических плавящихся стержней.
Изделия такого типа применяются также при дуговой пайке. Она может быть прямой (когда дуга образуется между электродом и деталью) или косвенной, с использованием дуги, образованной между двумя электродами.
Омедненные электроды круглого сечения предназначены для резки, строжки и снятия фасок. Стержни с прямоугольным сечением применяются для выравнивания дефектов и зачистки поверхностей.
Чем обусловлена низкая свариваемость алюминия
Существует несколько причин, по которым алюминий обладает низким уровнем сваривания:
- Изделия из алюминия и его сплавов покрыты тугоплавкой оксидной пленкой, обладающей большей плотностью и температурой плавления, чем сам металл.
 Это усложняет сварочный процесс и способствует загрязнению наплавленного металла.
Это усложняет сварочный процесс и способствует загрязнению наплавленного металла. - Формирование сварочной ванны затрудняется из-за высокой текучести алюминия в расплавленном состоянии. Поэтому рекомендуется использование теплоотводящих подкладок.
- Высокий коэффициент линейного расширения приводит к деформации соединения во время его остывания.
- Состав алюминия включает водород, который уменьшает пластичность и прочность металла. При застывании водород стремится выйти наружу, что способствует образованию дефектов в шве: поры и трещины.
- Высокая теплопроводность данного металла требует проводить сварку с помощью мощных источников тепла.
 Это усложняет сварочный процесс и способствует загрязнению наплавленного металла.
Это усложняет сварочный процесс и способствует загрязнению наплавленного металла.Разновидности угольных электродов
Среди угольных электродов представленных на рынке, можно найти несколько разновидностей:
- Круглые стержни с добавлением меди. Применяются в разных сферах и могут иметь диаметр от 3,2 до 19 мм.
- Бесконечные омедненные. Очень экономичные изделия, которыми можно работать в течение долгого времени. Для них нужна специальная машинка. Диаметр 8 — 25 мм.
- Омедненные плоские. Имеют квадратное или прямоугольное сечение диаметром до 25 мм.
- Полукруглые с добавлением меди. Эти стержни применяются чаще всего. С одной стороны они плоские, с другой круглые. Это позволяет использовать их для любых задач. Диаметр может быть от 10 до 19 мм.
- Полые омедненные. Применяются для стружки и создания U-канавок. Их диаметр может варьироваться от 5 до 13 мм.

Как правильно варить алюминий
Сварочный процесс начинается с предварительной подготовки рабочих кромок. Главная цель – очистка поверхности, которая проводится в несколько этапов:
- заготовки нужно тщательно зачистить с помощью химических составов;
- после высыхания поверхность необходимо обезжирить любым растворителем: ацетон, авиационный бензин, уайт-спирит или другой жидкостью;
- если свариванию подлежат изделия толщиной свыше 4 мм. , то кромки следует разделать;
- завершающей процедурой является очищение кромок от оксидного слоя; для этого применяются следующие инструменты: напильник, наждачная бумага, щетка с ворсинками из стали.
 , то кромки следует разделать;
, то кромки следует разделать;Состав и технические характеристики
Основным компонентом угольных стержней является угольный кокс. Помимо него, в составе есть металлический порошок, придающий электроду прочность и смола, соединяющая все компоненты. Диаметр таких электродов может быть различным — от 1,5 мм до 300 мм.
Помимо размеров и сечения, угольные электроды имеют и другие параметры:
- Сила тока, которая подается на электрод. Она зависит от материала и оборудования, с которым вы работаете.
- Формы и размеры канавок. Они зависят от конца стержня и его размеров. Самыми популярными являются большие электроды, которыми можно работать с массивными деталями.
- Толщина среза зависит от мощности тока. Но здесь нужно внимательно следить за тем, чтобы изделие выдержало и не проплавилось.

Преимущества
Среди преимуществ можно выделить:
- Относительно высокую скорость проведения процесса сваривания;
- Высокую экономичность, за счет уменьшения количества расходных материалов;
- Гибка и прочие подготовительные процедуры с деформацией проходят быстрее, проще и могут осуществляться в ручном режиме;
- Здесь нужна минимальная подготовка металла под сварку, так как практически отсутствует потребность в обработке кромок и созданию углов на поверхности сваривания.
Основные требования
Перед тем как варить тонкий металл дуговой сваркой нужно подобрать электроды. Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, заданных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию насквозь. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям сваривания заданного металла.
Выбор электродов в зависимости от свариваемого металла
Аппарат должен обладать отличными вольтамперными характеристиками и удобной регулировкой параметров. Температура сварки металла должна достигаться постепенно, сначала путем подогрева заготовки, а потом применением электрической дуги, чтобы избежать тепловых деформаций. Поверхность деталей обязательно должна быть зачищена и обезжирена, чтобы не была воздействия кислорода на шов и околошовную область. Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Их может быть достаточно большое количество разновидностей, в зависимости от используемого металла и его толщины. Может даже применяться сварка тонкого металла угольным электродом, если толщина заготовки начинается от 2,5 мм и выше. Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
К дополнительным материалам можно отнести газ и флюс. Флюс используется для улучшения качество сваривания металла. Он применяется не всегда, а только при требованиях технологии. Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1. 6 мм, то это может быть и сварка тонкого металла инвертором в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
6 мм, то это может быть и сварка тонкого металла инвертором в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Выбор электрода
При выборе важно два параметра – это металл и покрытием, что можно входит в общее понятие марки изделия, и толщина диаметра. При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
Чтобы знать, как дуговой сваркой варить тонкий металл, требуется подобрать правильный диаметр электрода. Зачастую он должен совпадать с тем, какая толщина свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0,5 мм. Не стоит использовать и слишком тонкие, к примеру, для металла в 2,5 мм электрод с диаметром 1 мм. Это приведет к тому, что расходный материал будет слишком быстро заканчиваться и шов нужно будет часто прерываться. Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
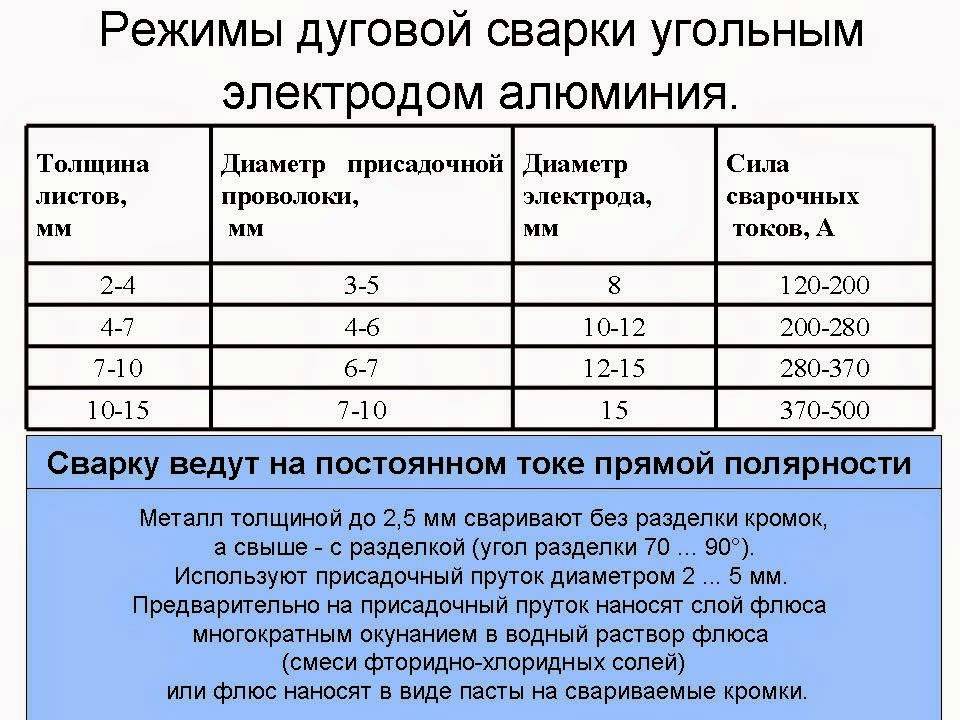
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то следует прибегнуть к таблице режимов, что поможет точно определиться с тем, какие параметры лучше подобрать, чтобы был минимальный риск появления брака. Для определенных толщин заготовок все эти параметры уже просчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Настройка режима сварки тонкого металла
Технология сварки тонколистового металла электродом
Следующий порядок действий расскажет, как заварить тонкий металл дуговой сваркой:
- Следует провести зачистку заготовки при помощи металлической щетки. Зачистка должна проводиться до появления металлического блеска на поверхности.
- Затем нужно обезжирить места прохождения будущего шва при помощи ацетона, или любого другого растворителя, который сможет нейтрализовать окислительную пленку.
- Выложить флюс на кромки заготовок.
- Если технология сварки металла требует, то желательно произвести подогрев поверхности при помощи газовой горелки. Это же может касаться и электродов, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в сильном ее перепаде.
- Когда все подготовлено, то можно приступать к непосредственному свариванию. Движения должны быть достаточно быстрыми, чтобы слишком длительное нахождение сварочной ванны не привело к прожиганию детали насквозь. Но и слишком спешить не нужно, чтобы металл проварился по всему периметру. Здесь нужно охватить как можно больший периметр, так как из-за небольшой толщины погрузиться сильно вглубь невозможно. Шов должен выглядеть достаточно широкими и равномерным, а также состоять из множества мелких чешуек, следующих одна за другой.
- После окончания работы нужно медленно остудить металл, подогревая его горелкой и постепенно понижая температуру.
 Зачистка должна проводиться до появления металлического блеска на поверхности.
Зачистка должна проводиться до появления металлического блеска на поверхности.
«Важно!
Если, когда происходила сварка тонкого металла электродом 2 мм, заготовка прожглась насквозь, то следует прекратить работу, осмотреть шов и решить, можно ли его заварить или нет.»
Наиболее популярные марки
На рынке можно встретить 2 основные разновидности угольных электродов. Это СК и ВДК. Они соответственно предназначены для обычной и воздушно-дуговой сварки.
На российском рынке чаще всего встречаются электроды Arcair от Esab. Ими выполняются такие работы:
- устранение дефектов;
- ремонт изделий и конструкций;
- удаление швов;
- подготовительные работы;
- удаление лишнего материала;
- обрезка лишней арматуры и фрагментов изделий.
На этом видео можно увидеть, как выполняется воздушно-дуговая сварка:
Что такое угольные электроды
Угольные электроды для сварки — применение и особенности
Угольные электроды для сварки относятся к неметаллическим неплавким электродам. Они почти не расходуются во время работы и не требуют частой замены, что очень удобно. Данный вид расходников не очень распространен и используется преимущественно в промышленности. Встретить их в частном хозяйстве практически невозможно.
Они почти не расходуются во время работы и не требуют частой замены, что очень удобно. Данный вид расходников не очень распространен и используется преимущественно в промышленности. Встретить их в частном хозяйстве практически невозможно.
Применение угольных электродов
Этот тип электродов используется для создания отверстий в стальных заготовках. Ими выполняется строжка и резка металла, а также сварка медных проводов. Угольные стержни часто применяются в сталелитейной промышленности, судостроении и других подобных сферах.
Очень часто их можно встретить в работах по горячей сварке чугуна и при сварке тонких изделий. При помощи угольных электродов устраняются дефекты литья, что гораздо выгоднее, чем отливать лист металла заново. Стержни применяются для наплавки твердых составов и сварки цветных металлов.
Особенности сварки
Для работы такими электродами требуется постоянный ток прямой полярности. При сварке обратной полярностью дуга горит нестабильно и происходит науглероживание металла шва, что отрицательно сказывается на его параметрах. Содержание углерода может повышаться вплоть до 1%.
Содержание углерода может повышаться вплоть до 1%.
Во время работы нужно учитывать такие особенности:
- Дуга, возникающая при сварке данными стержнями является очень чувствительной к магнитному дутью, газам и ветру.
- Производительность угольных электродов ниже, чем у обычных металлических плавящихся стержней.
Изделия такого типа применяются также при дуговой пайке. Она может быть прямой (когда дуга образуется между электродом и деталью) или косвенной, с использованием дуги, образованной между двумя электродами.
Омедненные электроды круглого сечения предназначены для резки, строжки и снятия фасок. Стержни с прямоугольным сечением применяются для выравнивания дефектов и зачистки поверхностей.
Разновидности угольных электродов
Среди угольных электродов представленных на рынке, можно найти несколько разновидностей:
- Круглые стержни с добавлением меди. Применяются в разных сферах и могут иметь диаметр от 3,2 до 19 мм.
- Бесконечные омедненные. Очень экономичные изделия, которыми можно работать в течение долгого времени. Для них нужна специальная машинка. Диаметр 8 — 25 мм.
- Омедненные плоские. Имеют квадратное или прямоугольное сечение диаметром до 25 мм.
- Полукруглые с добавлением меди. Эти стержни применяются чаще всего. С одной стороны они плоские, с другой круглые. Это позволяет использовать их для любых задач. Диаметр может быть от 10 до 19 мм.
- Полые омедненные.Применяются для стружки и создания U-канавок. Их диаметр может варьироваться от 5 до 13 мм.

Состав и технические характеристики
Основным компонентом угольных стержней является угольный кокс. Помимо него, в составе есть металлический порошок, придающий электроду прочность и смола, соединяющая все компоненты. Диаметр таких электродов может быть различным — от 1,5 мм до 300 мм.
Помимо размеров и сечения, угольные электроды имеют и другие параметры:
- Сила тока, которая подается на электрод. Она зависит от материала и оборудования, с которым вы работаете.
- Формы и размеры канавок. Они зависят от конца стержня и его размеров. Самыми популярными являются большие электроды, которыми можно работать с массивными деталями.
- Толщина среза
 Она зависит от материала и оборудования, с которым вы работаете.
Она зависит от материала и оборудования, с которым вы работаете.Маркировка и обозначения
По большей части в маркировке угольных электродов можно встретить только буквенные шифры. Цифры в названиях моделей означают диаметр и длину стержня.
- буква “С” — означает что электрод сварочный;
- “К” — круглое сечение;
- “ВД” — воздушно-дуговая сварка;
Наиболее популярные марки
На рынке можно встретить 2 основные разновидности угольных электродов. Это СК и ВДК. Они соответственно предназначены для обычной и воздушно-дуговой сварки.
На российском рынке чаще всего встречаются электроды Arcair от Esab. Ими выполняются такие работы:
Ими выполняются такие работы:
- устранение дефектов;
- ремонт изделий и конструкций;
- удаление швов;
- подготовительные работы;
- удаление лишнего материала;
- обрезка лишней арматуры и фрагментов изделий.
На этом видео можно увидеть, как выполняется воздушно-дуговая сварка:
Заключение
Угольные электроды применяются в промышленном производстве при работе с особыми конструкциями и изделиями. Они отличаются высокой экономичностью и малым расходом. В большинстве случаев их используют вместе со специальным сварочным оборудованием, с которым они показывают наибольшую эффективность.
Угольный электрод
Как показывает статистика и отзывы пользователей, на сегодняшний день более широким спросом пользуются электроды со стальным плавящимся стержнем. Однако, в отдельных случаях, для сварки просто необходим угольный электрод. При помощи такого стержня можно выполнять сварку, резку, плавку. О том, что такое угольные электроды и в чем их преимущества вы узнаете из этой статьи.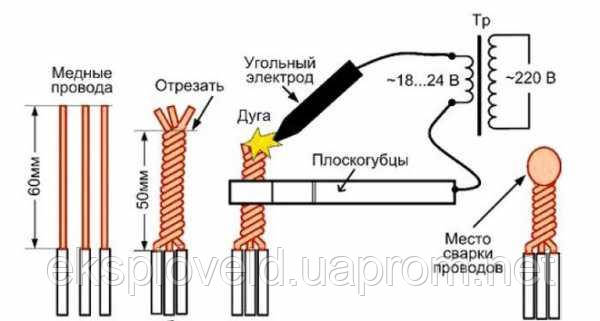
Свойства и предназначение
Сварочный угольный электрод — это такой стержень, ключевым компонентом которого является уголь (кокс). Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Нужно сказать, что применение описываемых изделий нашло себя во многих строительных работах.
Чаще всего применяется угольный электрод для сварки металлов, для выполнения воздушной духовой резки металлов и иных действий.
Специалисты, выполняющие сварку на профессиональном уровне, отмечают, что описываемые стержни могут применяться для работы не только с медью, но и с некоторыми другими изделиями:
- сталь разных сортов, сюда входит и нержавейка, низколегированная, в которой содержится небольшое количество углерода,
- тяжелые и легкие сплавы, например бронза, чугун. Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
- всевозможные цветные металлы. Кстати следует знать, что здесь можно получить достаточно качественное и надежное соединение, чего нельзя достичь методом обычной пайки. И сам процесс работы по времени будет менее продолжительным.
 Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,Разновидности угольных электродов
Для повышения прочности расходных материалов, в процессе их изготовления начали применять технологию напыления на электроды медного порошка. Другой способ – электролитический. Он подразумевает собой помещение в ванну с электролитом и самого стержня и медного порошка. Под воздействием электрического поля медь оседает на плоскости расходника. Исходом данной процедуры является образование омедненного угольного электрода.
В настоящее время, электрод угольный омедненный выпускается в пяти основных модификациях, которые различаются между собой по форме сечения:
- круглые, у таких изделий диаметр стержня равен 3,2-19 мм;
- круглые бесконечные, за этим видом наименование закрепилось благодаря его экономичности. То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
- плоские, здесь сечение стержней выполнено в прямоугольной форме (в редких случаях в квадратной), размер равен 8-25 мм. Чаще всего применяются для заделки дефектов на поверхностях отливок из стали;
 То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;- полукруглые, у данных изделий сечение составляет – 10-19 мм. В настоящее время они считаются самыми распространенными и пользуются наибольшим спросом. Посредством полукруглых электродов можно решить любые проблемы, которые касаются резки металлических заготовок. В процессе сварки вы получите шов, который приобретет нужную форму;
- полые, применяются нечасто. Характерная черта – используя данный вид электродов можно сформировать U-образную канаву. Диаметр стержня составляет 5-13 мм.
На заметку! Некоторые пользователи отмечают, что когда не было возможности приобрести угольный электрод, а сварку нужно было производить срочно, использовали угли из батарейки.

Однако, такая процедура скорее всего не обвенчается успехом. Если ваша цель — получение качественного и прочного шва, то лучше купить готовое изделие.
Режим сварки
Угольный электрод для сварки входит в категорию неплавких электродов, что и отличает его от других металлических стержней. Таким образом, осуществляя сварочные работы с таким изделием, можно применять исключительно постоянный ток прямой полярности. Это означает, что минус подсоединяется к электроду, а плюс к заготовке из металла.
В определенных ситуациях для сварки необходимо использовать присадочный элемент. Например, при отбортовке тонких металлических заготовок. Такая процедура будет более выгодной и простой. На рынке представлен большой выбор присадок, которые используются при таком виде сварки. Например, если вы работаете с медью, лучше отдать предпочтение бронзовому присадочному материалу.
Также следует обращать внимание на параметры сечения присадочной проволоки или пластины. Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Совет! Выбирая для сварки электроды угольные омедненные, выбирайте присадочный материал, опираясь на толщину соединяемых заготовок.
Принцип сварки
Выделяется два метода сварки в процессе работы с угольным электродом:
- правый, он подразумевает собой перемещение электрода справа налево, а присадка идет сразу за ним$
- левый, в такой ситуации стержень движется слева направо, а присадка – перед ним.
Правая сварка считается более действенной, в плане применения тепловой энергии в участке сварки. Таким способом удобнее производить сварку деталей большой толщины. Да и скорость самого процесса выше примерно на 20-30%. Однако на практике сварщики отдают большее предпочтение левой технологии.
Подводя итог следует сказать, что чаще всего угольные электроды применяются для сварки медных проводов, в домашних условиях они нашли свое применение в резке металлов.
130 лет в сварке: угольный электрод
Угольный электрод – вещь сугубо специализированная. Он не может похвастаться повсеместной популярностью и востребованностью среди мастеров сварочного дела, как, например, электроды с металлическими стержнями.
Но в некоторых случаях без угольного расходника не обойтись. Давайте разбираться, в чем его фишки, как он устроен, и для чего применяется угольный электрод.
Внутреннее устройство угольного электрода
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Чугун и бронза
Вполне по силам угольному электроду. Здесь есть технический нюанс: его конец нужно заточить под углом 65°.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Как варить угольными электродами: особенности
Прежде всего нужно знать и помнить, что они относятся к неплавким расходникам. Это означает, что по ходу процесса они выполняют роль лишь электрического проводника, но не принимают участия в формировании сварочной ванны в отличие от своих металлических собратьев.
В это трудно поверить, но даже уголь может кипеть. Делает он это при температуре 4200°С, но перед кипением он плавится – также при заоблачных температурах. По ходу сварочных работ угольные стержни разогреваются, но не плавятся и, теме более, не кипят: температура обычной сварки для просто детская.
Здесь уже упоминалось, что при данном способе можно использовать лишь постоянный ток прямой полярности без каких-либо вариантов.
Варка проходит с помощью присадочных материалов двумя способами:
- справа налево, где в общем расположении деталей впереди всегда находится присадка;
- слева направо с присадкой, которая идет по след электрода.
Если вид работы специальный и, к примеру, заключается в отбортовке металлических заготовок с тонкими краями, угольники можно использовать без присадки. В таком случае производительность сварки станет значительно выше. При одном, правда, условии: толщина соединяемых листов не должны превышать 3-х мм.
Угольные электроды в домашних мастерских
Для работы с ними кустарным образом вполне подойдет традиционный электродуговой сварочный аппарат. Одна из преимущественных сторон – очень скромная сила тока для создания электрической дуги благодаря низкой теплопроводности: вполне хватает 3 – 5 А.
Электрическая угольная дуга может быть протянута на длину до 50-ти мм, ее очень легко и комфортно вести вдоль будущего шва из-за медленного испарения электрода во время сварки и отсутствия эффекта прилипания.
Учиться сварке с угольными электродами на примерах соединения проводов, металлических заготовок с тонкими краями и т.д. – чудесная возможность освоить все навыки быстро и эффективно.
Важный совет: заниматься этим видом сварки нужно только в закрытых помещениях. Дело в том, что дуга в таких технологиях может потухнуть при малейшем дуновении ветра, не говоря уж о газовых потоках, магнитных полях и других факторах внешней среды.
Лучше всего заточить электрод с обоих концов: в этом случае не нужно будет тратить лишнего времени не перестановку расходника в держателе. Кроме того, снизится риск перегрева расходника при сварке.
А с заточенными концами держатель может разворачиваться на 180° при перегреве одного конца, чтобы продолжать работу другим концом. Это позволит в том числе сэкономить на расходных материалах.
В качестве присадочных материалов самым лучшим вариантом являются прутки из бронзового сплава. Они бывают с разными диаметрами, которые нужно подбирать, исходя из толщины соединяемых металлических заготовок, которая используется в расчетах по специальной формуле.
Еще одним видом работ, в которых используются угольники, является резка металлов.
Сварка угольными электродами алюминия
Алюминий и его сплавы – одни из самых сложных и капризных металлов для сварочных работ. Угольникам алюминий по силам.
У данного металла низкая плотность в сочетании с высокой теплопроводностью и стойкостью к коррозийным явлениям. Плавится алюминий при низкий температурах – всего 660°С. Трудностью является его интенсивное взаимодействие с кислородом, в результате чего заготовки покрываются оксидной пленкой в виде окиси алюминия.
Если к «оксидной» проблеме добавить высокий риск образования пор и трещин в сварочном шве, то сложится полный комплект «алюминиевых» сварочных проблем. Угольные расходники могут справиться с этим комплектом неприятностей.
Именно поэтому данные электроды имеют широкое применение в специализированных цехах электролиза для сварки алюминиевых шин. Чаще применяют швы встык на подкладке из графита.
Если соединяются две алюминиевые поверхности, лучше использовать угольную электродуговую сварку с использованием присадочной проволоки или прутка тоже из алюминия.
Что же касается неприятности в виде оксидной пленки, то с ней без проблем справляются флюсовые смеси, которые добавляются прямо на кромки сварочного шва. Флюс в данном случае – однородная мелкодисперсная смесь.
Угольный электрод
Угольные электроды для сварки применяются реже, чем аналоговые со стальным плавящимся стержнем. Но они в некоторых ситуациях просто незаменимы. К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых. Но вначале необходимо разобраться, что собой представляет угольный электрод.
Это стержень, в основе которого лежит уголь (кокс), плюс несколько добавок: в качестве связующего применяется смола, в качестве упрочняющего элемента металлический порошок. Размеры угольного электрода варьируются по диаметру от 1,5 до 25 мм, по длине от 25 до 300 мм. Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Виды угольных электродов
Сегодня производители предлагают пять видов, которые отличаются друг от друга формой сечения.
- Круглые. Применение неограниченно. Диаметр стержня – 3,2-19 мм.
- Круглые бесконечные. Свое название получили за самый малый расход, то есть, это самые экономичные сварочные электроды этой категории. Диаметр – 8-25 мм. Обычно для проведения сварки применяется специальная машинка.
- Плоские. Сечение стержней прямоугольное (иногда квадратное) размером 8-25 мм. В основном используются для заделки дефектов на поверхностях стальных отливок.
- Полукруглые. Сечение – 10-19 мм. На сегодняшний день это самые востребованные электроды, с помощью которых можно решить любые проблемы, связанные с резкой металлических заготовок. При сварке шов получается необходимой формы. При формировании кромок им равных нет.
- Полые. Редко используются. Отличительная черта – с их помощью можно сформировать U -образную канавку. Диаметр стержня: 5-13 мм.
 При сварке шов получается необходимой формы. При формировании кромок им равных нет.
При сварке шов получается необходимой формы. При формировании кромок им равных нет.Чтобы увеличить прочностные характеристики расходников, в технологии их производства стал использоваться метод напыления на электроды медного порошка. Второй метод – электролитический. Это, когда в ванну с электролитов помещают и сам стержень, и медный порошок. Здесь под действием электрического поля медь оседает на плоскости расходника. То есть, получился подвид, который называется – электроды угольные омедненные. По типу разделения он точно такой же, как и обычные угольные электроды.
Режим сварки
Электрод угольного типа относится к категории неплавких элементов. Это и есть его основное отличие от основной категории металлических сварных стержней. Поэтому при сварке с его помощью используется только постоянный ток прямой полярности. То есть, минус присоединяется к электроду, плюс к металлической заготовке.
Получается так, что для сварки металлов с помощью угольного электрода потребуется присадочный элемент. Правда, не всегда. К примеру, по отбортовке тонких металлических заготовок или при некоторых вариантах сварки угловых стыков. Это и выгоднее, и удобнее. Необходимо добавить, что производительность сварочных работ при соединении листов толщиною 1-3 мм с использованием угольных электродов без применения присадочного материала в разы выше, чем при сварке обычными неугольными электродами.
Но тут есть один момент. При сварке две заготовки соединяются между собой путем расплавления самого металла. И такой шов очень прочным назвать нельзя. Поэтому данный вид сваривания лучше всего использовать для сборки неответственных конструкций.
Существует достаточно большая линейка присадочных материалов, которая применяется в этом виде сварки. Все будет зависеть от марки свариваемого металла. К примеру, для сварки меди лучше всего использовать бронзовый присадочный материал.
Очень важен и показатель сечения присадочной проволоки или пластины. Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
| Толщина свариваемых заготовок, мм | Диаметр присадочного прутка, мм |
| 1,5 | 1,5 |
| 1,5-2,5 | 2 |
| 2,5-4 | 3 |
| 4-8 | 5 |
| 8-15 | 8 |
| Больше 15 | 10 |
Конечно, качество шва будет зависеть от того, какой силой тока производится сварка угольным стержнем. Зависимость в нижней таблице.
| Толщина свариваемых заготовок, мм | Сварочный ток, А |
| 2 | 160-200 |
| 3 | 210-260 |
| 4 | 240-280 |
| 5 | 260-300 |
| 6 | 300-350 |
| 7 | 300-360 |
Сварочный режим также зависит и от диаметра используемого электрода. Зависимость в таблице ниже.
Зависимость в таблице ниже.
| Толщина свариваемых заготовок, мм | Диаметр угольного электрода, мм |
| 2-5 | 15 |
| 5-10 | 18 |
| 10-15 | 25 |
Особенности сварки
Существует два вида сварки.
- Правый. Это когда электрод перемещается слева направо, а присадка за ним следом.
- Левый. Стержень движется справа налево, а присадка перед ним.
Самое удивительное, что правая сварка угольным стержнем эффективнее в плане использования тепловой энергии в зоне сварки. При этом удобнее варить детали большой толщины. Да и скорость процесса больше на 20-25%. Но на практике чаще всего применяется именно левая технология.
И другие особенности.
- Электрическая дуга очень чувствительна к различным внешним воздействиям: к ветру, к потокам разных газов, к магнитному влиянию и так далее. Поэтому сварку угольными электродами нужно проводить в закрытых помещениях.
- КПД этого вида сварки ниже, чем у процессов, где используются металлические плавящиеся электроды.
- Плавку угольными стержнями провести невозможно, потому что температура плавления и температура их кипения практически одинаковы: Тпл=3800С, Ткип=4200С.

Использование угольных электродов для сварки медных проводов – один из основных вариантов применения. Особенно ими производится соединение электрических медных шин в трансформаторных подстанциях. Как показала практика, другие способы малоэффективны. В домашних же мастерских угольные электроды используются в основном для резки металлов. То есть, это происходит чаще, чем сваривание. Все дело в условии и возможностях мастерской.
Виды, характеристики графитовых (угольных) электродов
Угольные (графитовые) электроды для сварки, резки и строжки. Работа на больших токах с удалением значительных слоев металла. Возможность сварки меди, латуни и бронзы. Соединение путем расплавления металла проводов, шин, контактов из меди и алюминия.
В 1882 году российский ученый Н. Н. Бенардос впервые в мире соединил металлические детали с помощью электродуговой сварки. В своей установке он использовал неплавящиеся угольные электроды и раздельную подачу присадочного материала и флюса. Основываясь на этом методе, Бенардос также разработал сварку в защитном газе и электродуговую резку. Через шесть лет была изобретена сварочная технология с использованием плавящихся электродов, которые со временем практически полностью вытеснили угольные. В настоящее время последние ограничены в своем применении тремя основными направлениями: удаление излишков металла, дуговая резка и сварка отдельных материалов.
На просторах российского интернета в статьях о сварочных технологиях нередко можно встретить такое название, как «графитовый электрод». Не вдаваясь в подробности причин этого явления, следует отметить, что ГОСТ не предусмотрено изготовление сварочных электродов из графита. Государственным стандартом регламентированы только графитовые спектральные электроды, применяемые для лабораторных исследований. Производители могут выпускать угольные и графитовые стержни как фасонные изделия по ТУ 1915-086–00200851, но таким образом, как правило, изготавливают только толстые электроды для разделки лома и обработки отливок.
Производители могут выпускать угольные и графитовые стержни как фасонные изделия по ТУ 1915-086–00200851, но таким образом, как правило, изготавливают только толстые электроды для разделки лома и обработки отливок.
Кроме того, металлургические предприятия, на которых применяют графитированные электроды для электродуговых печей, самостоятельно производят нестандартные сварочные электроды из обломков этих крупногабаритных изделий, которые, по сути, тоже можно назвать графитовыми.
Назначение угольных электродов
Угольные электроды, в основном, используются для заделки дефектов в поковках, литых заготовках и металлопрокате, снятия излишков металла с поверхности сварочных швов и массивных заготовок, а также при сварке отдельных видов металлов и их сплавов. Обычно их применяют при таких видах работ, как:
- устранение приливов, раковин и прочих дефектов;
- строжка корней сварочных швов;
- срезание прихваток и старой сварки;
- прожигание отверстий;
- срезание заклепок;
- сварка металлических заготовок с тонкими краями;
- сваривание цветных металлов;
- сварочное соединение жил и шин при электротехнических работах.

При срезании лишнего металла обычно применяют метод строжки — выдувание кипящего металла из сварочной ванны узконаправленным потоком сжатого воздуха (см. далее). Таким способом вычищаются каверны в литых заготовках и поковках, а также снимается дефектный слой металла со сварных швов.
| № | Материал детали | Материал присадочных прутков | Флюс | Доп. условия |
|---|---|---|---|---|
| 1 | Медь | Оловянно-фосфористая бронза, кремнистая латунь и медь (М1 или МСр1). | Бура с добавками древесного угля, гидрофосфата натрия и кремниевой кислоты. | – |
| 2 | Бронза | Тот же, что и основное изделие. | Для оловянистых бронз — бура, для алюминиевых бронз — хлориды и фториды. | Перед сваркой прогреть до 250÷350 °C. |
| 3 | Латунь | Тот же, что и основное изделие. | – | Погружение конца угольного стержня в расплавленный металл, чтобы дуга была полностью окружена парами цинка. |
| 4 | Чугун | Чугунные прутки марок А и Б. | На основе буры. | – |
Сварка угольными электродами листового проката обычно производится без использования присадочных прутков, путем расплавления металла кромок заготовки. При этом толщина свариваемых листов обычно составляет 1÷2 мм, а их края соединяются или встык с отбортовкой (подогнутыми кромками) или внахлест.
Устройство и характеристики
Угольные электроды намного дешевле и прочнее графитовых. Но удельное сопротивление электротехнического угля в несколько раз выше, чем у графита. Поэтому для улучшения электротехнических характеристик угольных стержней их поверхность покрывают медью.
В качестве примера в таблице приведены основные параметры круглых омедненных угольных электродов марки ВДК длиной 305 мм.
| Диаметр (мм) | Рабочий ток (А) | Удаление металла (г/см) | Канавка (ширина/глубина) (мм) | Толщина реза (мм) |
|---|---|---|---|---|
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
Обязательное условие применения этих изделий — выполнение работ только на прямой полярности. При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
Виды угольных электродов
Кроме отечественных электродов на российском рынке представлена продукция известных международных сварочных брендов и производителей из Восточной Азии. Шведский концерн ESAB предлагает свыше двадцати видов омедненных угольных электродов. Кроме изделий, используемых для сварки на постоянном токе прямой полярности, в номенклатуре ESAB присутствуют четыре типоразмера для сварки на переменном токе. А известный немецкий производитель сварочных принадлежностей ABICOR BINZEL, рекламируя свою продукцию, акцентирует внимание на том, что она изготовлена из «синтетического графита» (т. е. графитированного углерода). Вполне вероятно, что эти изделия спрессованы из порошка, полученного из остатков и лома металлургических графитированных электродов.
Помимо этого, на рынке присутствуют прессованные электроды из электротехнического и графитированного углерода, которые изготавливаются на заказ производителями угольных и графитовых изделий по ТУ 1915-086–00200851.

Как правило, они представляют собой прямоугольные стержни толщиной 10, 20, 30 и более миллиметров и применяются для объемных работ на больших сварочных токах: разделке металлургического лома, устранении прибылей на отливках, сквозной резке толстого металла и пр.
Советы по сварке
Рекомендуемый угол заточки торцов угольных стержней — 60÷70°, но для сварки цветных металлов их необходимо затачивать под углом 20÷40°. Листовую медь толщиной до 4 мм можно сваривать без использования присадочных прутков (но с обязательной отбортовкой кромок), а свыше 4 мм — встык с присадочным материалом и разделкой кромок под углом 45°. Технология сварки латуни требует разделки кромок под углом 60÷70° с притуплением торцов на 1÷2 мм. Сварка производится путем погружения конца стержня, который должен быть полностью окутан парами цинка.
Строжка угольным электродом
При выполнении строжки электрод под наклоном 30÷45° равномерно перемещают вперед, формируя канавку, которая на несколько миллиметров шире и глубже диаметра электрода. Строжка производится специальным воздушно-дуговым резаком, который имеет устоявшееся жаргонное название «строгач». Контактная пластина с соплами для подачи воздуха расположена на нижней губке строгача, поэтому поток воздуха направлен вдоль нижней части электрода в сторону сварочной ванны (см. рис. ниже). Подача воздуха должна прекращаться через несколько секунд после разрыва контакта электрода с металлом.
Строжка производится специальным воздушно-дуговым резаком, который имеет устоявшееся жаргонное название «строгач». Контактная пластина с соплами для подачи воздуха расположена на нижней губке строгача, поэтому поток воздуха направлен вдоль нижней части электрода в сторону сварочной ванны (см. рис. ниже). Подача воздуха должна прекращаться через несколько секунд после разрыва контакта электрода с металлом.
Применение сварки угольными электродами для соединения электротехнических шин из меди и алюминия подробно регламентировано инструкцией «Росэлектромонтажа» И 1.08-08. Но там ничего не говорится о сварке проводов. Вместе с тем в интернете достаточно много фотографий, демонстрирующих использование такой сварки при монтаже электропроводки в обычных квартирах и офисных помещениях. Однако найти даже упоминание о нормативном документе, регламентирующем такую технологию, нам пока что не удалось. Если вам что-нибудь известно об этом, пожалуйста, напишите комментарий к этой статье.
Где рождаются угольные электроды | ZAVODFOTO.RU Пульс Mail.ru
Продолжая рассказывать про самые передовые и смелые предприятия (которые не бояться блогеров и чувствуют тренды) в нашей стране, никак нельзя пропустить крупнейший в России электродный завод, причём он же и самый молодой в отрасли, я про Новосибирский электродный завод хочу рассказать сегодня. Он находится в посёлке Линёво в Искитимском районе Новосибирской области, а это в 79 км к югу от Новосибирска. Предприятие специализируется на выпуске графитированных электродов марок ЭГСП, ЭГП и ЭГ, угольных электродов, катодных блоков, кокса нефтяного прокаленного и электродной массы. Вся эта продукция используется для производства алюминия, выплавки стали, в металлургии чистых металлов, в химической промышленности, в машиностроении и энергетике.
Осенью 1963 года к юго-востоку от станции Евсино, в степи, вешками было обозначено начало строительства Новосибирского электродного завода. Изначально предлагалось две площадки, где появится этот гигант – одна в районе Бердска, другая, как раз в районе станции Евсино. Почему именно здесь? Тут всё просто. Дело в том, что сырьём для угольных электродов служит антрацит, а его здесь было очень много, поблизости находится Горловское месторождение, а оно входит в тройку лучших в мире. И вот 3 августа 1965 года стройке был объявлен зелёный свет. В 1966 году на стройку из Новочеркасского электродного завода приехал главный инженер Алексей Обудовский. Это был первый специалист электродщик в этих местах.
Почему именно здесь? Тут всё просто. Дело в том, что сырьём для угольных электродов служит антрацит, а его здесь было очень много, поблизости находится Горловское месторождение, а оно входит в тройку лучших в мире. И вот 3 августа 1965 года стройке был объявлен зелёный свет. В 1966 году на стройку из Новочеркасского электродного завода приехал главный инженер Алексей Обудовский. Это был первый специалист электродщик в этих местах.
Склад антрацита
В качестве сырья для изготовления угольных электродов используются антрацит, нефтяной кокс и искусственный графит собственного производства. Сырье на Новосибирском электродном заводе хранится на закрытых складах раздельно по типам и маркам.
Склад №1 хранения нефтяного кокса
Параллельно с заводом, рос и рабочий посёлок для будущих работников завода. В 1968 году здесь ввели в строй первые значительные объекты: два жилых дома и скважину, которая давала воду, медпункт, школу, котельную, детский сад и столовую. Матушка природа периодически испытывала строителей, так, например, зимы 1968 и 1969 года отличились температурами под — 55°, но в итоге слабаков тут не оказалось… В 1972 году состоялся частичный ввод мощностей нового электродного завода.
А здесь довольно мило, теперь понимаю, почему меня сюда так долго не пускали, боялись, что я все яблоки у них съем :).
Далее мы попадаем в прокалочный цех.
Прежде чем приступить к производству угольных электродов, сырьё (антрацит и нефтяной кокс) вначале подвергают кальцинации, т.е. прокаливанию при высокой температуре. Прокаливание необходимо для того, чтобы удалить влагу и другие ненужные вещества, а также предать необходимую прочность и электропроводность. Вот в таких прокалочных печах всё и происходит, а там, между прочим, ой, как горячо, примерно 1300 °С.
Вращающая прокалочная печь из себя представляет стальной барабан, внутри футерованный, т.е. специально отделанный огнеупорным кирпичом и установленным под углом 3,5 градусов к горизонту. В нижнем торце барабана («горячая головка») установлена газовая гарелка, а также через него производится и выгрузка прокаленного материала. Через верхний же торец барабана («холодная головка») производится загрузка прокаленного материала и отводятся отходящие газы. Сам барабан печи установлен на специальных роликоопорах и приводится во вращение электродвигателем через венцовую шестерню. Именно за счёт этого вращения и наклонного расположения печи и происходит перемещение прокаливаемого материала вдоль печи. Прокалочная печь имеет четыре скорости вращения от 0,7 до 2,1 оборота в минуту. Это позволяет регулировать время нахождения материала в печи и соответственно степень прокаливания материала. Длина печи составляет 60 м.
Сам барабан печи установлен на специальных роликоопорах и приводится во вращение электродвигателем через венцовую шестерню. Именно за счёт этого вращения и наклонного расположения печи и происходит перемещение прокаливаемого материала вдоль печи. Прокалочная печь имеет четыре скорости вращения от 0,7 до 2,1 оборота в минуту. Это позволяет регулировать время нахождения материала в печи и соответственно степень прокаливания материала. Длина печи составляет 60 м.
Прокаленный материал после печи попадает в холодильник, который представляет собой тоже металлический барабан, установленный на роликоопорах под углом 1,5 градуса к горизонту, при этом его горячая головка расположена выше холодной. Барабан вращается также при помощи электродвигателя. Корпус холодильника орошается водой для более эффективного охлаждения.
Электрокальцинатор. Температура обработки в электрокальцинаторе достигает 1800 °С. Он также задействован в операции прокаливания. Из себя он представляет печь сопротивления, где тепловыделяющим элементом служит прокаливаемый материал, через который пропускается электрический ток. Работает он в постоянном режиме. Электрокальцинатор состоит из металлической шахты, внутри выложенной огнеупорным кирпичом, также имеются два токоподвода. Верхним токоподводом служит электрод, расположенный по оси шахты, а в качестве нижнего токоподвода используется угольный электрод, навинченный на водоохлаждаемый фальшниппель, расположенный также вдоль оси шахты. Расстояние между токоподводами составляет 2-2,5 м.
Работает он в постоянном режиме. Электрокальцинатор состоит из металлической шахты, внутри выложенной огнеупорным кирпичом, также имеются два токоподвода. Верхним токоподводом служит электрод, расположенный по оси шахты, а в качестве нижнего токоподвода используется угольный электрод, навинченный на водоохлаждаемый фальшниппель, расположенный также вдоль оси шахты. Расстояние между токоподводами составляет 2-2,5 м.
Управление всеми процессами прокаливания осуществляется отсюда.
Каменноугольный пек поступает на завод в жидком виде в вагон-цистернах, собственно, одна такая прямо перед нами.
3 июля 1974 года Министерство цветной металлургии СССР издало приказ «О создании Новосибирского электродного завода». Этот день и стал официальной датой рождения нашего сегодняшнего предприятия.
В целях мотивации и ускорения процесса, в 1976 году завод был объявлен всесоюзной ударной комсомольской стройкой. И как это обычно было тогда, сюда со всех концов нашей страны стали массово приезжать строители, монтажники, водители, крановщики и т. д. Как результат, уже 26 сентября 1977 года была разожжена первая печь цеха обжига, а 1 ноября 1977 года была выпущена первая электродная масса. В связи с этим был подписан акт Государственной комиссии «О приеме промышленных мощностей НовЭЗа». Дальше больше – в 1978 году запустили цех механической обработки углеграфитовых изделий (в настоящее время ЦМОЭП), 19 апреля 1979 года был отпрессован первый подовый блок, а 10 октября 1982 года — получена первая графитовая заготовка.
д. Как результат, уже 26 сентября 1977 года была разожжена первая печь цеха обжига, а 1 ноября 1977 года была выпущена первая электродная масса. В связи с этим был подписан акт Государственной комиссии «О приеме промышленных мощностей НовЭЗа». Дальше больше – в 1978 году запустили цех механической обработки углеграфитовых изделий (в настоящее время ЦМОЭП), 19 апреля 1979 года был отпрессован первый подовый блок, а 10 октября 1982 года — получена первая графитовая заготовка.
В 2006 году завод попадает под крыло Группы Энергопром, что позволило предприятию дальше расти и успешно развиваться. Кстати, в состав Группы компаний «Энергопром» входят ещё два электродных завода — Челябинский и Новочеркасский, а также ООО «Донкарб Графит» (площадки в Новочеркасске и Челябинске). Сегодня, как и раньше, Новосибирский электродный завод является градообразующим для посёлка, а также вносит существенный вклад в целом в экономику Новосибирской области. Выпускаемый ассортимент довольно широк: это крупногабаритные угольные электроды, электроды графитированные и ниппели, катодная продукция, блоки угловые и боковые, антрацит прокаленный, доменные блоки, масса электродная, масса холоднонабивная низкоусадочная, фасонные и мелкофасонные изделия, нефтяные прокаленные коксы. Между прочим, свыше 60 % стран мира охотно покупают их продукцию.
Между прочим, свыше 60 % стран мира охотно покупают их продукцию.
Рядом по соседству находится ещё одно крупное предприятие — Сибирский Антрацит. Я к ним тоже напрашиваюсь, может и у них когда-нибудь побываю. А так эта компания- ведущий в России и в мире производитель высококачественного антрацита Ultra High Grade (UHG). Именно они как раз и ведут добычу угля на месторождениях Горловского угольного бассейна в Искитимском районе Новосибирской области. Предприятие объединяет 2 угольных разреза и 2 обогатительные фабрики.
Далее мы попадаем смесильно-прессовый цех, где производится размол, рассев прокаленных материалов по заданной рецептуре и составу, а также смешивание определенных фракций и прессование заготовок.
Этот цех занимает целое здание в несколько этажей (44 метра вверх и ещё 4 метра вниз), где сырье, как на американских горках, то поднимается вверх, то также стремительно падает вниз, потом снова вверх и так до тех пор, пока не придёт к нужной кондиции. Итак, первоначально мы поднимаемся вверх.
Вкратце техпроцесс выглядит следующим образом. Прокаленный материал, поступивший сюда, поступает вначале в бункера запаса и потом по транспортёрам подаётся наверх по элеваторам в рассеиватели. Учитывая, что сырьё сюда поступает разных размеров его, ещё подвергают дроблению. После сортирования по бункерам уже по нужным фракциям, шихта и пек подогреваются, после чего они уже поступают на смешивание. Всего тут семь технологических линий.
Один из транспортёров, по которому путешествует сырьё.
Бункера, в которых находятся уже разбитые по нужным фракциям и составу материалы.
Напорный бак, в них осуществляется подогрев пека
Дозировочные телеги
Эта телега работает в автоматическом режиме. Стоит только оператору захотеть, как нужное количество материала уже там.
Это тоже дозировочные телеги, но уже другого типа.
Участок смешения
Смесильная машина
Смесильная машина в разрезе
Склад набивной подовой массы, в данном случае мы наблюдаем Массу холоднонабивную низкоусадочную.
Прессовый участок.
Прессование заготовок производится двумя способами: виброформованием и экструзии (прошивное прессование). Прошивное прессование — это выдавливание массы через мундштук пресса, затем её охлаждение и усреднение массы в охладительном барабане прошивного пресса. Здесь установлены пресса: 3 550У (3 т.н.), 6 300 У (4 т.н.), 3 550Н (5 т.н.) и 6 300Н (5 т.н.). Виброформование (в прессформе) проходит на 2 технологической нитке (немецкий вибропресс КХД) и на 7 технологической нитке вибропресс RUEF. Процессы всех технологических ниток автоматизированы, что позволяет производить их контроль в режиме реального времени.
Завод работает круглые сутки, без праздников и выходных.
Охлаждение прессованной продукции
Участок обжига. Главная цель обжига — это обеспечить максимальный выход коксового остатка из связующего. Это как раз и обеспечивает прочность спекания частиц наполнителя, придаёт ему конечную механическую прочность, а также получение однородной структуры по всему объёму заготовки.
Процесс обжига ведется по заданному температурному режиму и его длительность варьируется в зависимости от марок и габаритов загруженных полуфабрикатов. Продолжительность обжига составляет не менее 396 часов. Обжиг проходит в специальных 32-х камерных кольцевых печах закрытого типа с газовым обогревом при температуре в газовой среде не ниже 1265 °С.
На участке обжига находятся десять печей, восемь печей по 32 камеры каждая, работают на двух системах «огня», печь 10 по 12 камер, печь 10А по 14 камер. Размеры кассет камер обжиговых печей позволяют производить обжиг заготовок шириной (диаметром) до 1440 мм и высотой до 4100 мм. Печи имеют, в зависимости от сечения загружаемой продукции, по 4 или 6 кассет.
Управление процессами обжига полностью автоматизировано.
Участок графитации. Цель процесса графитации — это переход углерода используемого сырья в графит под действием высоких температур, т.е. превращение двумерной структуры углеродных сеток в трехмерную (кристаллическую), в следствии чего происходит снижение удельного электросопротивления заготовок, повышается теплопроводность и термостойкость.
Обожженные заготовки марки МГВ проходят процесс графитации. Графитация производится вот в таких электрических печах сопротивления по методу Ачесона (печь косвенного нагрева) или Кастнера (прямого нагрева). В качестве пересыпки для печи Ачесона используют коксовый орешек (керновая пересыпка) и антрацит марки АСШ (теплоизоляционная шихта), а для печи Кастнера коксовая мелочь. Температура в них достигает 3000 °C. Продолжительность процесса графитации в печах Ачесона составляет 3-4 суток и далее постепенное охлаждение в печи в течении 12-15 суток в зависимости от диаметра заготовки. А в печах Кастнера («прямая» графитация) — 18-20 часов. Выгрузка заготовок производится при температуре около 700 градусов. Кстати, в печь Ачесона заготовки укладываются горизонтально, перпендикулярно продольной оси печи и параллельно друг другу на расстоянии 02 диаметра (ширины) заготовки, а в печах Кастнера заготовки укладываются параллельно продольной оси печи.
Участок механической обработки заготовок угольных электродов.
На этом участке могут обрабатываться заготовки длиной до 3 600 мм.
Ниппели к электродам графитированным
Визуальный контроль качества изделий.
Кроме визуального осмотра, обожженные электроды проходят проверку и ультразвуковым методом неразрушающего контроля. Между прочим, его разработали в собственном НТЦ Группы ЭНЕРГОПРОМ. Данный метод позволяет визуализировать внутреннюю структуру тела электрода и определить наличие любых внутренних дефектов.
После проверки, вся продукция упаковывается и направляется на склад.
В качестве закрепления материала, ещё раз предлагаю остановиться на том, для кого день изо дня трудится новосибирский завод. Итак, угольные электроды предназначены для электротермических процессов производства кристаллического кремния, карбида кальция и фосфора. Подовые и боковые электроды отправляются к производителям алюминия. Доменные блоки нужны для выкладки металлургических печей, которые выплавляют чугун. Графитированные электроды, ниппели используются для в электродуговых печах при выплавке сталей. А электродная масса нужна для получения непрерывных самообжигающихся электродов электротермических печей черной, цветной и химической промышленности.
А электродная масса нужна для получения непрерывных самообжигающихся электродов электротермических печей черной, цветной и химической промышленности.
Ваш Промблогер №1 Игорь (ZAVODFOTO)! Подписывайтесь на мой канал, я Вам ещё много чего интересного покажу
графитированные, омедненные, сварка проводов, из Китая – Расходники и комплектующие на Svarka.guru
Графитовые электроды люди применяют уже более ста двадцати пяти лет. Работать с ними начинал еще изобретатель электросварки Николай Бернадос. В наши дни большая часть сварочных работ выполняется металлическими электродами – стержневыми и проволочными. Графитовые сохраняются для специальных видов сварки.
Содержание
- 1 Достоинства и недостатки
- 2 Физико-химический состав
- 3 Отличия от угольного
- 4 Технические характеристики
- 5 Стандарты производства
- 6 Процесс производства
- 7 C медным покрытием
- 8 Популярные марки
- 9 Обозначение и маркировка
- 10 Выбор
- 11 Основные режимы и нюансы сваривания
- 12 Регулировка силы тока
- 13 Сварка алюминиевых проводов
- 14 Как правильно сделать и сварить скрутку?
- 15 Требования техники безопасности к эксплуатации
Достоинства и недостатки
Графитовые электроды обладают следующими достоинствами:
- простота изготовления и низкая себестоимость;
- способность проводить большой ток, не разрушаясь;
- высокая проводимость, малые потери тока;
- не окисляются даже при высоких температурах;
- простота применения, не требуется дорогостоящее оборудование;
- работает прямой и обратной полярностью;
- незаменим для ряда технологий сварки
Присущ электродам, сделанным из графита, и ряд недостатков.
- узкий диапазон применимости;
- непригодность для массовых сварочных операций;
- повышает процентную долю углерода в материале шва и в основной детали;
- невозможность сформировать стержень тоньше 6 миллиметров.
В специальных технологиях дуговой сварки преимущества значительно перевешивают недостатки, в таких случаях графитовые изделия незаменимы, для чего и нужны в современной сварке.
Физико-химический состав
Основной компонент графитного сварочного электрода- это кристаллический углерод. Стержень состоит из двух половин, правой и левой. Межу ними проложен диэлектрический слой, содержащий оксиды железа, креолитовых глин, меди, алюминиевого порошка и магния.
Основные слои выполнены либо из цельного коксующегося угля, либо из электродного прессованного графита. Графитовые сварочные материалы при нагреве свариваемых материалов повышают в них содержание углерода.
Отличия от угольного
Прессованный графитовый электрод на практике проявляет себя как более эффективный и стабильный, чем угольный. Его проще отформовать до необходимой пространственной конфигурации; нанести медное покрытие.
Его проще отформовать до необходимой пространственной конфигурации; нанести медное покрытие.
Угольные изделия более прочны, однако электропроводность их ниже от 2 до 4 раз. Это вызывает большие потери тока и может привести к перегреву. Поэтому угольные электроды используют при меньшей плотности тока. Для угольных следует использовать специальный держатель, в то время как графитовые можно вставлять в обычный держак MMA.
Технические характеристики
Основными физико-механическими характеристиками изделий служат:
- диаметр;
- удельный вес;
- зольность;
- удельное сопротивление;
- коэффициент линейного расширения при нагреве от 20 до 500оС;
- предел прочности на изгиб;
- модуль упругости.
Кроме того, нормируются максимальный рабочий ток, размеры формируемой канавки и некоторые другие.
Стандарты производства
Требования к технологии производства и качеству сформулированы в ГОСТ 4426-62. В нем описан химический состав изделия, способы изготовления, их конструкция и следующие типовые формы сечения:
В нем описан химический состав изделия, способы изготовления, их конструкция и следующие типовые формы сечения:
- квадратная;
- круглая;
- овальная;
- прямоугольная.
Регламентирован также ряд диметров: от 60 до 550 мм и длин от 1 до 1,7 м.
На стержне следует нарезать резьбу для крепления ниппельного окончания.
Резьба может выполняться со следующим профилем:
- конус;
- цилиндр;
- трапеция.
В стандарте описаны способы и методики контроля качества производителем, приемки и отгрузки продукции
Процесс производства
В качестве сырья для производства используют как природный уголь, добываемый из месторождений, так и искусственно полученный графит. Связующим веществом служат различные смолы. Производство разбивается на следующие технологические стадии:
- экструзия стрежневидных заготовок при большой температуре и давлении;
- окончательная формовка и охлаждение;
- нарезка резьбы;
- омеднение.

[stextbox id=’info’]Для выпуска изделий определенного назначения в материал добавляют небольшие количества металлических присадок.[/stextbox]
C медным покрытием
Графитовые омедненные электроды используются для сварки заготовок из медных сплавов. Они выпускаются в следующих версиях:
- круглый, с диаметром от 3 до 19 мм;
- плоский, с прямоугольным или квадратным сечением, шириной от 8 до 25 мм;
- полукруглый, широко применяемый тип, с одной стороны плоский, с другой — полукруг, ширина от 10 до 19 мм;
- полый, выпускается для специальных применений — выполнения канавок на изделиях, диаметр от 5 до 13 мм.
Широкий диапазон форм и размеров выпускаемых изделий позволяет подобрать для каждого приложения наиболее подходящий по своим параметрам и возможностям.
Популярные марки
Среди электродов отечественного производства наиболее популярными являются следующие:
- ЭГ— графитированный, производится из нефтяного кокса с добавлением каменноугольного пека. Выдерживает плотность рабочего тока до 25 А/см2. Комплектуется ниппелями, применяется в электропечах для плавки руды и для сварки металлов в различных сочетаниях, например, сварка нихром-медь.
- ЭГС— вместо нефтяного коса используется игольчатый. Такие изделия используют в электропечах на сталелитейных заводах и установках рафинирования металлов.
- ЭГП дополнительно пропитываются пеком. Применяется в установках электродуговой резки, в литейных производствах.
- ЭГСП— изделия на базе игольчатого кокса, с усиленной пропитки пеком. Используются для того, чтобы сваривать цветные металлы, а также в плавильных печах различного назначения.
 Выдерживает плотность рабочего тока до 25 А/см2. Комплектуется ниппелями, применяется в электропечах для плавки руды и для сварки металлов в различных сочетаниях, например, сварка нихром-медь.
Выдерживает плотность рабочего тока до 25 А/см2. Комплектуется ниппелями, применяется в электропечах для плавки руды и для сварки металлов в различных сочетаниях, например, сварка нихром-медь.Обозначение и маркировка
Обозначение изделия указывает на его тип, способ производства и назначение. Маркировка включает в себя первые буквы обозначений:
- П – с пропиткой пеком;
- С – специального назначения;
- Г – графитированный;
- Э – электрод.

Так, например, ЭГСП-1 означает: «графитированные электроды, специального назначения, пропитаны пеком».
[stextbox id=’warning’]Импортные производители, например, из Китая, используют собственные системы марок.[/stextbox]
Выбор
Во время выбора электрода для сварных или разделочных работ следует учитывать мощность сварочного аппарата. Его предельный рабочий ток должен соответствовать диаметру выбранного изделия.
Следующий фактор, влияющий на выбор — состав. Добавки должны соответствовать материалу заготовки.
Для сварочных операций рекомендуется выбирать по возможности меньший по диаметру электрод.
Следует также обратить внимание на наличие ниппеля.
Основные режимы и нюансы сваривания
Наиболее важной характеристикой служит плотность рабочего тока.
Зависимость предельной плотности тока от диаметра и марки.
Превышение этого ключевого параметра приводит к перегреву изделия и к выходу его из строя, вместе с оборудованием.
Регулировка силы тока
В ходе электродуговой сварки проводов силу тока устанавливают в диапазоне 30-120А, исходя из толщины заготовок, их числа и диаметра электрода. Зависит сила тока также и от химического состава конкретных свариваемых образцов, температуры воздуха и ряда других условий.
Рекомендованные значения для типовых соединений медных проводов следующие:
- две жилы сечением по 1,5 мм2: 70 А
- три жилы по 1,5 мм2: 80-90А;
- три жилы по 2,5 мм2: 80-100А;
- четыре жилы по 2,5мм2: 100-120А.
Вначале лучше провести пробную сварку образца, по ее результатам уточнить значение тока.
Сварка алюминиевых проводов
Для сварки можно применять инвертор достаточной мощности, а можно собрать аппарат самостоятельно. Устройство для сварки алюминиевых проводом отличается чрезвычайной простотой конструкции, его может собрать своими руками домашний мастер, обладающий некоторыми знаниями в области электротехники.
Схема устройства для сварки проводов.
Для сборки потребуются:
- понижающий трансформатор с 220 на 12-10 вольт;
- диодный мост достаточной мощности;
- электролитический конденсатор большой емкости;
- пассатижи для массового зажима;
- электродный держатель;
- сварочные провода сечением от 10 мм2.
питаться такой агрегат может от электросети или от генератора. Питание от 24- вольтового аккумулятора вызывает неудобства: весит он много, а разряжается быстро.
Провод ниже скрутки охватывается пассатижами, а к концу скрутки подносят графитовый стержень. Разжигается электродуга, и скрутка быстро разогревается, позволяя сварить кончики проводов.
При работе таким аппаратом очень важно не передержать электрод до такой степени, чтобы провода начали оплавляться и стекать. Такой навык приходит с опытом. Опытные сварщики сваривают провода и с помощью переменного тока.
Как правильно сделать и сварить скрутку?
Операция разбивается на несколько этапов:
- зачистка изоляции и лака с проводов;
- скручивание соединяемых концов вместе;
- подрезание скрутки с целью выровнять концы и обеспечить длину соединения в 50 мм;
- установка на скрутку медного зажима-теплоотвода, подключенного к массе;
- поднесение к концу скрутки графитового электрода, разжигание дуги на время в 1-2 секунды;
- формирование на конце скрутки оплавленного шарика металла;
- гашение дуги.
После того, как сваренное соединение остынет, его следует заизолировать изолентой или термоусадочным колпачком.
Требования техники безопасности к эксплуатации
Несмотря на то, что напряжение невысокое и время проведения операции невелико, необходимо строго соблюдать все правила техники безопасности:
- применять персональные защитные средства: маску сварщика, огнестойкая спецодежда, спилковые краги;
- удалить от зоны работ все огнеопасные и легковоспламеняющиеся материалы на расстояние от 5 метров;
- перед началом работ осмотреть оборудование на отсутствие механических повреждений и нарушения изоляции;
- обесточить свариваемые провода.

Выполнение этих несложных требований безопасности к хранению и эксплуатации графитированных электродов позволит сохранить здоровье и жизнь людей и материальные ценности.
Графитовые электроды используются для специальных приложений. Они применяются в металлургии, электролизе, сварке цветных металлов. При подборе электрода нужно учитывать состав и толщину свариваемых заготовок, климатические параметры и возможности сварочного аппарата.
Угольные электроды: сфера применения и характеристики
Содержание:
- Строение угольного электрода
- Сфера применения
- Работа с угольными электродами
- Интересное видео
Угольный электрод отличается от других видов таких расходных материалов особенностью своего строения и сферой применения.
Строение угольного электрода
Наиболее частая форма сечения угольных электродов — круглая, с диаметрами от 5 до 25 миллиметров. Длина в зависимости от диаметра находится в диапазоне от 25 до 300 миллиметров. Электроды с самой большой длиной удобно применять при работе в труднодоступных местах. Помимо круглого сечения угольный электрод для сварки может иметь полукруглое, квадратное или прямоугольное сечение. Также имеются электроды с полым сечением, задачей которых является формирование в месте шва канавки, имеющей форму буквы «U».
Длина в зависимости от диаметра находится в диапазоне от 25 до 300 миллиметров. Электроды с самой большой длиной удобно применять при работе в труднодоступных местах. Помимо круглого сечения угольный электрод для сварки может иметь полукруглое, квадратное или прямоугольное сечение. Также имеются электроды с полым сечением, задачей которых является формирование в месте шва канавки, имеющей форму буквы «U».
Электроды с круглым сечением являются универсальными. Расходники полукруглые применяют, когда требуется разрезать заготовки на отдельные части. Квадратные и прямоугольные электроды используются для исправления дефектов.
Материалом для изготовления электродов угольного типа служит достаточно сложная смесь, состоящая в основном из кокса и угля. В нее входят различные добавки, обладающие вязкостью, например, смола, а также для усиления металлический порошок или мелкая стружка.
Технологический процесс изготовления угольных электродов состоит из трех этапов:
- формирование смеси;
- изготовление электродов;
- термическая обработка.

Угольные электроды нельзя путать с графитовыми, отличающимися от них по своему составу. Разновидностью являются электроды угольные омедненные. Омедненный электрод представляет собой стержень, покрытый снаружи напылением из меди.
Все характеристики такого электрода сохраняются, но к ним прибавляется повышенная прочность. Медное покрытие имеет следующие функции:
- увеличение скорости процесса;
- поддержка стабильности горения дуги;
- придание электроду стойкости к внешним воздействиям;
- защита мягкого угля от механических повреждений.
Основное отличие угольных электродов от обычных заключается в том, что они не плавятся. Соответственно не требуется их частая замена.
Сфера применения
Угольные электроды находят применение при производстве следующих работ:
- Сварка.
- Наплавка.
- Удаление дефектов на поверхности.
- Резка.
- Строжка.
Работа с угольными электродами возможна при обработке практически всех видов материалов: сталь, чугун, бронза, цветные металлы. По сравнению с обычными электродами, имеющими металлический стержень, сфера применения является более широкой. Преимуществом является уменьшение времени процесса сварки.
По сравнению с обычными электродами, имеющими металлический стержень, сфера применения является более широкой. Преимуществом является уменьшение времени процесса сварки.
При работе с чугуном и бронзой следует затачивать конец электрода под углом 65 градусов, а при работе с цветными металлами — 30 градусов. Электроды угольные сварочные работают при постоянном токе. Полярность при этом следует устанавливать прямую, чтобы избежать перегревания электрода. В домашних условиях можно использовать угольный электрод, извлеченный из батарейки. Это находит применение при небольших работах с тонкостенными конструкциями.
Наиболее часто угольные электроды применяют при резке воздушно-дуговым способом. Она заключается в том, что расплавленный металл подвергается воздействию потока сжатого воздуха. Электрод при этом зажимают в специальном держателе. При этом процессе происходит большой выброс расплавленного металла, поэтому не следует забывать принимать меры предосторожности и безопасности.
Работа с угольными электродами
Сварочный процесс с применением угольных электродов имеет два варианта:
- правосторонний;
- левосторонний.
При первом варианте движение электрода происходит справа налево, а при втором наоборот. В обоих случаях присадка движется вслед за стержнем. Правосторонний способ целесообразно использовать при сварке толстых деталей, а для тонкостенных использовать левосторонний. Диаметр угольных электродов следует выбирать в зависимости от силы тока.
Особым видом работ этими электродами является строжка. Этот процесс является разновидностью резки металлов. При этом деталь не прорезается насквозь, а снимается только его часть. Строжка применяется в тех случаях, когда возникает необходимость удалить дефекты, возникшие внутри шва. Металл при этом снимается не полностью на всю толщину изделия, а только до места, где имеется дефект шва. Также этот способ может применяться для создания канавок.
Металл может удаляться не сразу весь, а отдельными полосами. Строжка позволяет добраться до дефекта, расположенного не на поверхности, в глубине шва. Дуга зажигается между электродом и деталью, металл начинает плавиться, а сжатый воздух выдувает расплавленный металл из сварочной ванны. Методом строжки можно осуществлять зачистку корней швов, удаление старых швов, срезание неровностей и выступов на поверхности металлов, удаление вкраплений и окалины.
Строжка позволяет добраться до дефекта, расположенного не на поверхности, в глубине шва. Дуга зажигается между электродом и деталью, металл начинает плавиться, а сжатый воздух выдувает расплавленный металл из сварочной ванны. Методом строжки можно осуществлять зачистку корней швов, удаление старых швов, срезание неровностей и выступов на поверхности металлов, удаление вкраплений и окалины.
Интересное видео
сварка графитированным электродом медных проводов
Достоинства и недостатки графита
Графитированные электроды способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
- доступная стоимость, широка распространенность;
- экономичный расход;
- материал, из которого создают стержень, не прилипает к соединяемым деталям;
- способность быстро разогреваться до температуры плавления металла;
- для разжигания дуги при работе инвертором потребуется ток в 5-10 А.

Также следует отметить, что сварной шов на медных проводах, изготовленный с применением графитовых электродов своими руками, получается стойким к коррозии, высоким температурам, но сама проволока при этом не склонна к образованию трещин при выполнении работы.
Таблица режимов сварки графитовыми электродами.
С их помощью можно сварить медностержень или алюминиевые провода, но у графитовых сварочных электродов существует несколько недостатков, чего не стоит забывать:
- соединение сваркой с применением графитовых стержней отличается сложностью, поскольку они имеют маленький диаметр ‒ 6 мм;
- эксплуатационные параметры соединяемых деталей могут ухудшиться в связи с повышенной концентрацией углерода в металле, которую провоцирует применение графитовых стержней;
- электроды из графита с определенным видом наконечника нужны для выполнения узкого списка операций, поэтому важно подбирать разные виды такой детали для стержней при выполнении разных видов работ;
Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Рекомендуем к прочтению Расчет расхода электродов при сварке
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.
Применение стержней и особенности работы с ними
Графитовый электрод нашел применение не только для выполнения сварных соединений проводов: его используют в гораздо более большом перечне операций.
Графитовые сварные стержни необходимы для предварительного обрабатывания металлических поверхностей перед сварочными работами, а также иными видами обработки, резки заготовок из металла, зачистки кромок металла и т.п. Не только металлургия активно использует электроды данного типа, но и судопроизводство.
Сварка угольной дуги.
Электроды для сварки из графита позволяют оперативно и с высокой долей эффективности срезать заклепки, прошивать элементы из легированной, углеродистой стали.
Они также актуальны при плавлении стали и чугуна, а также некоторых сплавов в электротермических печах. А благодаря наличию ниппелей, такие стержни можно соединять между собой, что позволяет наладить непрерывную подачу расходного материала для сварки в печи.
На заметку! Практика показывает, что применение графитовых стержней для сварки медных проводов и для дуговой резки металла позволяет снизить количество брака и дефектов сварных швов. Главное, при работе графитом сварщику важно соблюдать технологию и придерживаться правил безопасности.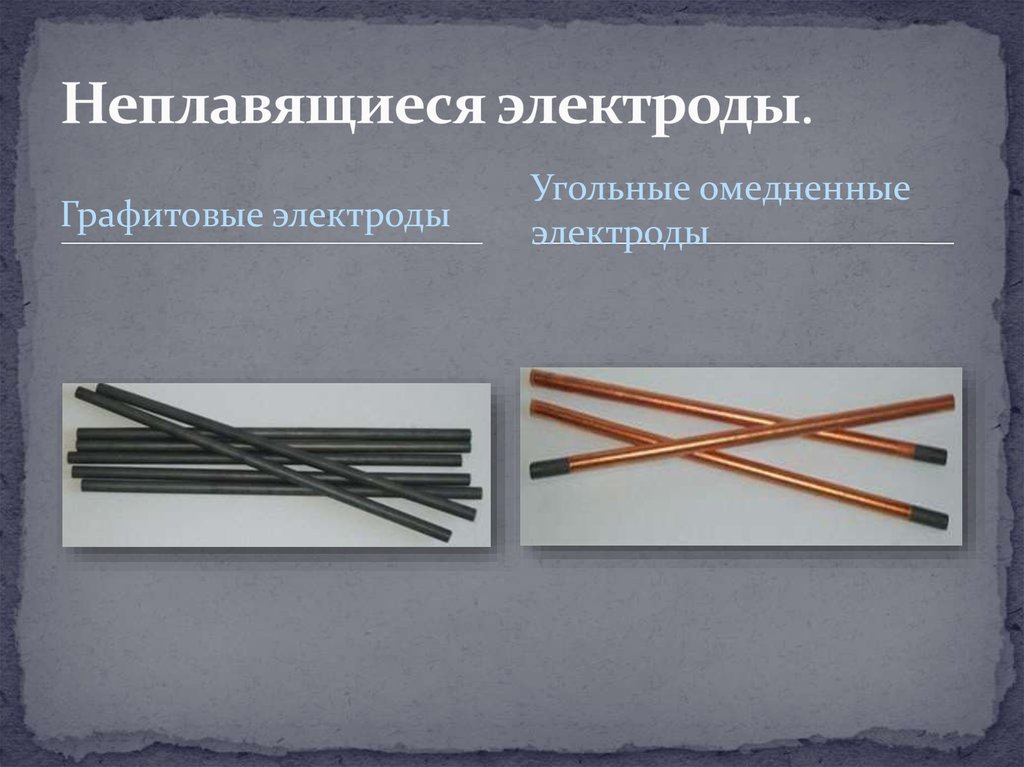
Графитовые стержни также актуальны для выполнения иных операций:
- сварные операции с изделиями из цветных металлов, элементов из тонкого металла;
- заварка дефектов, которые появились при нарушении технологии литья;
- наплавка твердосплавных деталей к металлической основе.
Часто графитовые электроды используются для сварки вместе с присадкой, подающейся в процессе выполнения операции или укладывающегося заранее в место расположения шва.
Стоит напомнить, что работа с графитом и сварочным аппаратом имеет свои особенности, которые непременно стоит учитывать для получения долговечных, максимально прочных и надежных сварных соединений:
- Для экономии расхода сварного стержня и поддержания дуги на стабильном уровне при длительной сварке следует использовать прямую полярность. То есть, подавать минус нужно именно на электрод.
- Сварные процессы важно осуществлять с учетом воздействия внешних факторов на стабильность дуги, это позволит добиться лучшего результата.
- При работе с графитовыми электродами значение КПД ниже, чем при работе с плавящимися электродами.
- Сварные соединения при сварке графитом характеризуются средними показателями пластичности. Также швы могут иметь пустоты, что влияет на их долговечность.

По этим причинам сварку графитом должен выполнять квалифицированный мастер, а новичкам в данных вопросах стоит предварительно хорошенько потренироваться.
Чертеж сварочных работ с применением угольного электрода.
Существует два технологических приема, актуальных для работы с графитовыми стержнями:
- Материал подают прямо в пламя дуги. При этом сварную проволоку размещают между элементом из металла и электродом под углом 30 градусов и подают несколько раньше, нежели сам электрод. Угол подачи стержня ‒ 70 градусов, что позволяет значительно ускорить процесс выполнения работы.
- Мастер наплавляет валик основного металла с применением электрода, после чего в него подается присадка. Основное отличие данной технологии заключается в том, что первым подается стержень и только после этого проволока.

Опасность применения данного технологического приема для неопытного сварщика состоит в большой вероятности прожога металла, хотя скорость работы при этом очень повышается. По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
На заметку! Электролиз с использованием графита осуществляется исключительно при стабильном токе с прямым подключением.
При работе с электродами из графита важно помнить следующее: определяющий параметр при их использовании – плотность используемого тока. Если максимальное значение данного параметра превышается по каким-либо причинам, графит может испортиться.
Чтобы продлить эксплуатационный срок изделий, с обеих сторон можно вкрутить специальные ниппели для удлинения электрода. Такое решение позволит повысить надежность графитовых электродов и сэкономит денежные средства на приобретение новых стержней.
Регулирование силы тока
Регулировку тока для сварки проводов осуществляют в приделах 30-120 ампер, именно такой диапазон характерен для большинства инверторных сварочных агрегатов.
Схема сварки в среде защитного газа.
Точный ток сварки в любом варианте сварщику приходится определять опытным путем, в связи со следующими факторами:
- любая модель инвертора характеризуется определенными особенностями, поэтому крайне важно внимательно прочесть инструкцию к конкретному прибору;
- напряжение сети конкретного строения может не соответствовать 220 Вольтам;
- в медные жилы проводов входят разные по составу компоненты, если они изготовлены разными производителями;
- опыт мастера во многом определяет результаты сварной операции с использованием графитовых стержней.
Важно знать значения силы тока, при достижении которой можно производить эффективное соединение жил проводов с различным сечением при сварке графитовым электродом:
- при сваривании жил диаметром 1,5 мм2, инвертор настраивают на 70 ампер;
- три проводка с таким же сечением следует сваривать при токе 81-91 ампер;
- сила тока для соединения трех жил с диаметром 2,5 мм2 путем сварки должна достигать 81-101 ампер;
- четыре жилы 3 мм2 свариваются с силой тока в пределах 101-121 ампер.

Сварка алюминиевых проводов
Графитовым электродом осуществляют точечную сварку медных, а также алюминиевых проводов. Операции проводят под флюсом. Это специальный порошок внутри сварной проволоки, который расплавляется и продуцирует защитный газ.
Схема аргоно-дуговой сварки алюминия.
Последний предостерегает сварные кромки от контакта с кислородом и окисления вследствие этого.
Актуальное значение силы тока выставляют с помощью регулятора. Ток выпрямляют посредством применения диодного моста и фильтра пульсаций.
Хотя отметим, что опытные мастера могут соединить провода сваркой даже при переменном токе и без регулировки путем выжидания нужного времени удержания дуги. Но выполнение сварочных работ переменным током дает менее качественный результат.
Как правильно сделать и сварить скрутку?
Важно не допустить плавления изоляционного материала провода, для чего потребуется присоединить радиатор из металла к месту выхода скрутки из изоляции.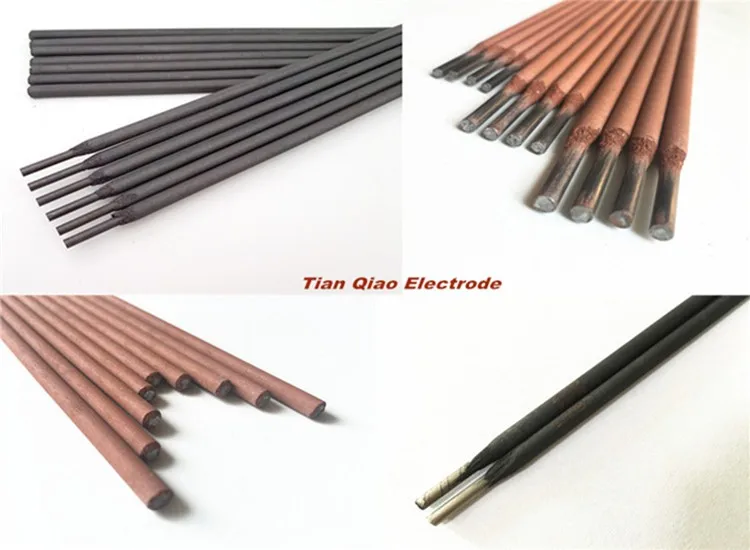 Чаще остальных подбирают медный вариант, потому что этот металл характеризуется высокой теплопроводностью.
Чаще остальных подбирают медный вариант, потому что этот металл характеризуется высокой теплопроводностью.
Большая площадь контакта улучшает процесс теплообмена и отводит тепло от скрутки.
Перед началом сварки жил проводов следует осуществить подготовительные работы. Очистите от изоляции и лакового покрытия, если оно присутствует. Скрутку делают максимально плотно, дабы витки тесно контактировали друг с другом.
Оптимальная длина скрутки ‒ 5-6 см. При этом концы проводов отрезают на одинаковом расстоянии, дабы они попали в зону действия сварки.
В месте фиксации радиатора к проводам потребуется присоединить зажим массы агрегата, а после ‒ поднести графитовый электрод к обрезанным краям. Контакт для сварки должен быть максимально кратковременным.
Оптимальное время – 1 секунда, по истечении которой на конце скрутки сформируется участок расплавленной меди в виде шара. Таким же образом поддают сварке с помощью графитовых электродов остальные скрутки жил проводов.
Регулировка силы тока
Для сварки проводки сила тока регулируется в диапазоне значений от 30 до 120 ампер. Большинство представленных на рынке инверторов обладают таким набором параметров и подходят для выполнения работы.
Точное значение тока специалист подбирает отдельно в каждом конкретном случае опытным путем. Подобный подход обусловлен следующими факторами:
- каждая модель инвертора имеет свои конструктивные особенности, которые влияют на рабочие характеристики. Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
- в бытовой сети не всегда напряжение составляет нормативные 220 вольт. Оно может быть как меньшим, так и большим;
- кабель от разных производителей отличается по своему составу. Хотя отличия и незначительные, они влияют на сварочный процесс.
Результаты сварочных работ с использованием графитовых стержней во многом определяется квалификацией сварщика. Необходимо точно знать оптимальные показатели силы тока, характерные для жил определенного сечения:
- проводка диаметром 1,5 мм сваривается инвертером, настроенным на 70 ампер;
- когда возникает необходимость соединить три жилы такого же размера (1,5 мм), то силу тока следует увеличить до 81-91 ампера;
- при сваривании трех частей проволоки с диаметром 2,5 мм сила тока устанавливается в диапазоне значений 81-101 ампер;
- сила тока в пределах 101-121 ампера подходит для соединения четырех медных жил толщиной в 3 мм.

Требования техники безопасности при сварке графитом
Графитовый электрод позволяет создавать надежные соединения деталей разного рода металлоконструкций, но сварку крайне важно осуществлять с учетом норм безопасности.
Схема сварки меди с использованием графитового электрода.
Опишем их подробно:
- ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
- операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
- место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
- после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
- чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
- скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.

Если не придерживаться требований безопасности, описанных выше, при выполнении сварочных работ с графитовыми стержнями, можно получить ожог кожи, сетчатки глаз и т.п.
Чем графит отличается от угля
Графитовые стержни для работ по свариванию проводов считаются более практичными, чем угольные. При обработке они удобнее и смогут обеспечить прочное, долговечное соединение.
Рекомендуем к прочтению Какие электроды используются по нержавейке
У изделий с угольной обмазкой электропроводность ниже из-за повышенного сопротивления. Работа с ними требует от оператора наличия опыта, поскольку во время процесса образуется дуга с повышенной температурой, способная разрушить свариваемую скрутку.
Графитовые электроды серого цвета, с легким оттенком металла. Угольные – черного. Чтобы работать с ними, часто используют держатели. Это немного осложняет процесс сварки.
Для проведения сварочных работ с использованием инверторного аппарата, дополненного регулятором усиления, лучше выбирать расходные материалы из графита. Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
угольных электродов | AMERICAN ELEMENTS®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Наименование продукта: Угольные электроды
Номер продукта: Все применимые коды продуктов American Elements, например C-E-02-ЭЛЕК , C-E-03-ELEC , C-E-04-ELEC , C-E-05-ELEC
Номер CAS: 7440-44-0
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements
10884 Weyburn Ave.
Los Angeles, CA
Тел.: +1 310-208-0551
Факс: +1 310-208-0351
Телефон службы экстренной помощи:
Внутренний, Северная Америка: +1 800-44 -9300
Международный: +1 703-527-3887
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с регламентом CLP.
Классификация в соответствии с Директивой 67/548/ЕЭС или Директивой 1999/45/ЕС
Н/Д
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иначе
Нет данных
Элементы маркировки
Маркировка в соответствии с Регламентом (ЕС) № 1272/2008
Н/Д
Пиктограммы опасности
Н/Д
Сигнальное слово
Н/Д
Указания на опасность
Н/Д
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0–4)
(Система идентификации опасных материалов)
Здоровье (острые воздействия) = 1
Воспламеняемость = 1
Физическая опасность = 1
Другие опасности
Результаты оценки PBT и vPvB
PBT:
Н/Д
vPvB:
N/A
РАЗДЕЛ 3. СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ
Вещества
Номер CAS / Название вещества:
7440-44-0 Углерод
Идентификационный номер(а): 904 904:9002 153-3
РАЗДЕЛ 4.
 МЕРЫ ПЕРВОЙ ПОМОЩИ
МЕРЫ ПЕРВОЙ ПОМОЩИ Описание мер первой помощи
При вдыхании:
Обеспечить пострадавшего свежим воздухом. Если не дышит, сделайте искусственное дыхание. Держите пациента в тепле.
Немедленно обратитесь к врачу.
При попадании на кожу:
Немедленно промыть водой с мылом; тщательно промыть.
Немедленно обратитесь к врачу.
При попадании в глаза:
Промыть открытые глаза в течение нескольких минут под проточной водой. Проконсультируйтесь с врачом.
При проглатывании:
Обратиться за медицинской помощью.
Информация для врача
Наиболее важные симптомы и эффекты, как немедленные, так и замедленные
Нет данных
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Двуокись углерода, порошок для тушения или распыленная вода. Тушите большие пожары с помощью распыления воды или спиртостойкой пены.
Особые опасности, исходящие от вещества или смеси
Если этот продукт вовлечен в пожар, могут быть выделены следующие вещества:
Окись углерода и двуокись углерода
Рекомендации для пожарных
Защитное снаряжение:
Надеть автономный респиратор.
Носите полностью защитный непроницаемый костюм.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры предосторожности для персонала, защитное снаряжение и порядок действий в чрезвычайных ситуациях
Использовать средства индивидуальной защиты. Держите незащищенных людей подальше.
Обеспечьте достаточную вентиляцию
Меры предосторожности по охране окружающей среды:
Не допускать попадания продукта в канализацию, канализационные системы или другие водоемы.
Не допускайте проникновения материала в землю или почву.
Методы и материалы для локализации и очистки:
Собрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы
См. Раздел 7 для информации о безопасном обращении
См. Раздел 8 для информации о средствах индивидуальной защиты.
Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Держите контейнер плотно закрытым.
Хранить в прохладном, сухом месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Данные отсутствуют
Условия безопасного хранения, включая любые несовместимости
Требования, которым должны соответствовать складские помещения и емкости:
Особых требований нет.
Сведения о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Хранить вдали от окислителей.
Дополнительная информация об условиях хранения:
Хранить контейнер плотно закрытым.
Хранить в прохладном сухом месте в хорошо закрытых контейнерах.
Конкретное конечное применение
Данные отсутствуют
РАЗДЕЛ 8.
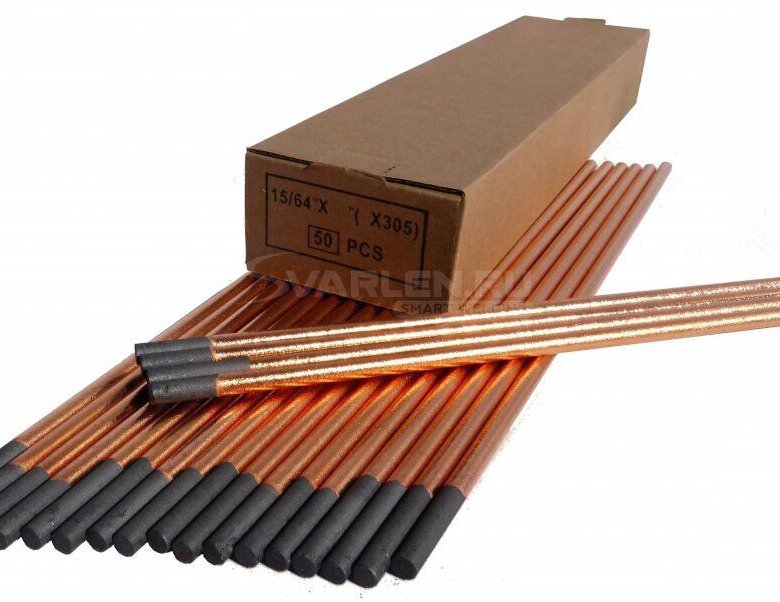 КОНТРОЛЬ ВОЗДЕЙСТВИЯ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
КОНТРОЛЬ ВОЗДЕЙСТВИЯ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ Дополнительная информация о конструкции технических систем: не менее 100 футов в минуту.
Параметры контроля
Компоненты с предельными значениями, требующими контроля на рабочем месте:
Нет.
Дополнительная информация:
Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами.
Хранить вдали от пищевых продуктов, напитков и кормов.
Немедленно снимите всю испачканную и зараженную одежду.
Мыть руки перед перерывами и по окончании работы.
Поддерживайте эргономически подходящую рабочую среду.
Дыхательное оборудование:
Используйте подходящий респиратор при наличии высоких концентраций.
Рекомендуемое фильтрующее устройство для краткосрочного использования:
Используйте респиратор с картриджами типа N95 (США) или PE (EN 143) в качестве резерва средств технического контроля. Необходимо провести оценку риска, чтобы определить, подходят ли респираторы для очистки воздуха. Используйте только оборудование, проверенное и одобренное в соответствии с соответствующими государственными стандартами.
Необходимо провести оценку риска, чтобы определить, подходят ли респираторы для очистки воздуха. Используйте только оборудование, проверенное и одобренное в соответствии с соответствующими государственными стандартами.
Защита рук:
Непроницаемые перчатки
Осмотрите перчатки перед использованием.
Пригодность перчаток должна определяться как материалом, так и качеством, последнее из которых может варьироваться в зависимости от производителя.
Материал перчаток
Нитрилкаучук, NBR
Время проницаемости материала перчаток (в минутах)
480
Толщина перчаток
0,11 мм
Защита глаз:
Защитные очки
Защита тела:
Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Черный или темно-серый
Запах: Данные отсутствуют
Порог восприятия запаха: Данные отсутствуют.
pH: неприменимо
Точка плавления/диапазон плавления: данные отсутствуют
Точка кипения/диапазон температур кипения: данные отсутствуют
Температура сублимации/начало: данные отсутствуют
Воспламеняемость (твердое вещество, газ)
данные отсутствуют.
Температура воспламенения: Данные отсутствуют.
Температура разложения: Данные отсутствуют.
Самовоспламенение: Данные отсутствуют.
Опасность взрыва: Данные отсутствуют.
Пределы взрываемости:
Нижний: Данные отсутствуют
Верхний: Данные отсутствуют
Давление пара: неприменимо
Плотность при 20 °C (68 °F): 2,26 г/см 3 (18,86 фунта/гал)
Относительный плотность
Нет данных.
Плотность паров
Н/Д
Скорость испарения
Н/Д
Растворимость в воде (H 2 O): Не растворим
Коэффициент распределения (н-октанол/вода): Данные отсутствуют.
Вязкость:
Динамика: Н/Д
Кинематика: N/A
Прочая информация
Данные отсутствуют
РАЗДЕЛ 10.
 СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ Реакционная способность
Данные отсутствуют
Химическая стабильность
Стабилен при соблюдении рекомендуемых условий хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит, если используется и хранится в соответствии со спецификациями.
Возможность опасных реакций
Реагирует с сильными окислителями
Условия, которых следует избегать
Нет доступных данных
Несовместимые материалы:
Кислоты
Окислители
Опасные продукты разложения:
Окись углерода и двуокись углерода
РАЗДЕЛ 11. ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологическом воздействии содержит данные об острой токсичности
для этого вещества.
Значения LD/LC50, важные для классификации:
Нет данных
Раздражение или коррозия кожи:
Может вызывать раздражение
Раздражение или коррозия глаз:
Может вызывать раздражение
Повышение чувствительности:
Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевых клеток:
Эффекты неизвестны.
Канцерогенность:
Данные по классификации канцерогенных свойств этого материала от EPA, IARC, NTP, OSHA или ACGIH отсутствуют.
Репродуктивная токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая токсичность системы органов-мишеней — многократное воздействие:
Эффекты неизвестны.
Специфическая токсичность для системы органов-мишеней — однократное воздействие:
Эффекты неизвестны.
Опасность при вдыхании:
Эффекты неизвестны.
От подострой до хронической токсичности:
Эффекты неизвестны.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
Канцерогенные категории
OSHA-Ca (Управление по безопасности и гигиене труда)
Вещество не указано.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Водная токсичность:
Нет данных
Стойкость и способность к разложению
Нет данных
Способность к биоаккумуляции
Нет данных
Мобильность в почве
Нет данных Избегать попадания в почву2
Дополнительная экологическая информация Окружающая среда.
Результаты оценки PBT и vPvB
PBT:
н/д
vPvB:
н/д
Другие неблагоприятные эффекты
Данные отсутствуют
РАЗДЕЛ 13. СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Обратитесь к официальным правилам для обеспечения надлежащей утилизации.
Неочищенная упаковка:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН
DOT, ADN, IMDG, IATA
N/A
Надлежащее отгрузочное наименование ООН
DOT, ADN, IMDG, IATA
N/A
Класс(ы) опасности при транспортировке 90 ТОЧКА, ДОПОГ, ВОПОГ, IMDG, IATA
Class
N/A
Группа упаковки
DOT, IMDG, IATA
N/A
Опасность для окружающей среды:
N/A
Особые меры предосторожности для пользователя
N/A
Код IBC
Неприменимо
Транспорт/Дополнительная информация:
DOT
Загрязнитель морской среды (DOT):
№
РАЗДЕЛ 15.
 НОРМАТИВНАЯ ИНФОРМАЦИЯ
НОРМАТИВНАЯ ИНФОРМАЦИЯ Правила/законы по безопасности, охране здоровья и окружающей среды, относящиеся к веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Перечне химических веществ Агентства по охране окружающей среды США.
Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL).
Раздел 313 SARA (списки конкретных токсичных химических веществ)
Вещество не указано в списке.
Предложение 65 штата Калифорния
Предложение 65 — Химические вещества, вызывающие рак
Вещество не указано в списке.
Prop 65 — Токсичность для развития
Вещество не указано.
Prop 65 — Токсичность для развития, женщины
Вещество не указано.
Prop 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Только для использования технически квалифицированными лицами.
Прочие правила, ограничения и запретительные положения
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006.
Вещество не указано.
Условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) в отношении производства, размещения на рынке и использования.
Вещество не указано.
Приложение XIV Регламента REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещество указано.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (ДОСТИГАЕМОСТЬ). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Достижения в области электродов из углеродного микроволокна для нейроинтерфейсов
Введение
Нейронные интерфейсы на основе массивов микроэлектродов (МЭА) расширили наше понимание мозга и продемонстрировали перспективность лечения неврологических расстройств, вызванных заболеваниями и травмами (McCarthy et al. ., 2011). Некоторые примеры включают кардиостимулятор, кохлеарный имплантат, протез сетчатки, стимулятор спинного мозга для снятия боли и стимулятор глубокого мозга для лечения эпилепсии и болезни Паркинсона (Hu et al., 2016; Agarwal et al., 2017; Mulpuru et al., 2017; Неаполь и Ракенштейн, 2020 г.; Тонг и др., 2020 г.). Для взаимодействия с нейронами в нервную систему имплантируют микроэлектроды для мониторинга и/или модуляции нейронной активности (Kita and Wightman, 2008; Jacobs et al. , 2014; Thompson et al., 2016). По сравнению с непроникающими поверхностными электродами, такими как электрокортикография (ЭКоГ) и электроэнцефалограмма (ЭЭГ), проникающие микроэлектроды могут связываться с нейронами с более высоким пространственным и временным разрешением из-за более близкого расстояния между электродами и целевой нервной тканью (Wang et al. , 2017; Конердинг и др., 2018).
, 2014; Thompson et al., 2016). По сравнению с непроникающими поверхностными электродами, такими как электрокортикография (ЭКоГ) и электроэнцефалограмма (ЭЭГ), проникающие микроэлектроды могут связываться с нейронами с более высоким пространственным и временным разрешением из-за более близкого расстояния между электродами и целевой нервной тканью (Wang et al. , 2017; Конердинг и др., 2018).
За последние несколько десятилетий были разработаны различные типы проникающих микроэлектродов. Микроэлектроды, изготовленные с использованием металлических проводов, были впервые использованы для регистрации нейронов (Hubel, 1957; Hubel and Wiesel, 1962; Wise et al., 1970; McNaughton et al., 1983; Campbell et al., 1990). Эти электроды обычно основаны на изолированных металлических проводах диаметром 10–200 мкм с неизолированным наконечником, используемым для захвата биопотенциала нейронов вблизи наконечника (Szostak et al., 2017). Использовались различные металлические проволоки, в том числе вольфрамовая (W) (Shuang et al. , 2020), платиновая (Pt) (Rose and Robblee, 19).90; Wei et al., 2015), платина/иридий (PtIr) (Zheng, 2017; Obaid et al., 2020) и титан (Ti) (McCarthy et al., 2011). Вольфрамовые электроды позволили впервые зарегистрировать электрическую активность отдельных нейронов в кошачьем мозгу, что позже привело к получению Нобелевской премии работе, расширившей наше понимание зрительной коры (Hubel and Wiesel, 1962). Одним из ограничений металлических проволочных электродов является сложность сборки электродных массивов для одновременной стимуляции или записи из нескольких областей (Pei and Chen, 2018). Эта проблема изготовления была решена путем разработки электродов на основе кремния, таких как Utah (Blackrock/Cyberkinetics) (Campbell et al., 19).90) и массивы Мичигана (NeuroNexus) (Wise et al., 1970). Стандартный массив Юта состоит из до 100 конических игольчатых электродов (Choi et al., 2018), которые являются жесткими и имеют диаметр 80 мкм в основании, сужающемся к кончику. Массивы Юта в основном используются у крупных животных, особенно у приматов, кроме человека (Choi et al. , 2018), и остаются распространенным выбором для получения высокоразмерной записи пиковой нейронной активности в клинических и фундаментальных исследованиях в области неврологии (Cody et al., 2018). ). По сравнению с массивами Utah зонды NeuroNexus тоньше и имеют более гибкие силиконовые хвостовики. На каждом стержне имеется несколько иридиевых электродов, расположенных вдоль него (Wise et al., 19).70; Такмаков и др., 2015; Фергюсон и др., 2019). Зонды NeuroNexus чаще используются у мелких животных (например, у грызунов и кошек). Зонды NeuroNexus длиннее, чем в массиве Юта (2–15 мм против 0,5–1,5 мм) (Choi et al., 2018), поэтому они больше подходят для захвата записей из более глубоких областей (Choi et al., 2018; Алмаси и др., 2020).
, 2020), платиновая (Pt) (Rose and Robblee, 19).90; Wei et al., 2015), платина/иридий (PtIr) (Zheng, 2017; Obaid et al., 2020) и титан (Ti) (McCarthy et al., 2011). Вольфрамовые электроды позволили впервые зарегистрировать электрическую активность отдельных нейронов в кошачьем мозгу, что позже привело к получению Нобелевской премии работе, расширившей наше понимание зрительной коры (Hubel and Wiesel, 1962). Одним из ограничений металлических проволочных электродов является сложность сборки электродных массивов для одновременной стимуляции или записи из нескольких областей (Pei and Chen, 2018). Эта проблема изготовления была решена путем разработки электродов на основе кремния, таких как Utah (Blackrock/Cyberkinetics) (Campbell et al., 19).90) и массивы Мичигана (NeuroNexus) (Wise et al., 1970). Стандартный массив Юта состоит из до 100 конических игольчатых электродов (Choi et al., 2018), которые являются жесткими и имеют диаметр 80 мкм в основании, сужающемся к кончику. Массивы Юта в основном используются у крупных животных, особенно у приматов, кроме человека (Choi et al. , 2018), и остаются распространенным выбором для получения высокоразмерной записи пиковой нейронной активности в клинических и фундаментальных исследованиях в области неврологии (Cody et al., 2018). ). По сравнению с массивами Utah зонды NeuroNexus тоньше и имеют более гибкие силиконовые хвостовики. На каждом стержне имеется несколько иридиевых электродов, расположенных вдоль него (Wise et al., 19).70; Такмаков и др., 2015; Фергюсон и др., 2019). Зонды NeuroNexus чаще используются у мелких животных (например, у грызунов и кошек). Зонды NeuroNexus длиннее, чем в массиве Юта (2–15 мм против 0,5–1,5 мм) (Choi et al., 2018), поэтому они больше подходят для захвата записей из более глубоких областей (Choi et al., 2018; Алмаси и др., 2020).
Хотя все электроды, упомянутые выше, подходят для неотложных исследований, они имеют ограниченный срок службы после имплантации, что ограничивает их хроническое и клиническое применение (Leber et al., 2017). Есть по крайней мере две основные причины, которые могут привести к отказу устройства. Во-первых, было обнаружено, что имплантация электродов вызывает воспалительную реакцию тканей в организме хозяина. Воспалительная реакция ткани инициируется повреждением при введении и сохраняется из-за несоответствия химических и физических свойств между электродами и окружающими тканями. Воспалительная реакция ткани приводит к гибели нейронов и образованию глиального рубца, что снижает силу нервных сигналов, а также приводит к изменению свойств электрода (Gulino et al., 2019).). Во-вторых, срок службы имплантированных устройств ограничен нестабильностью материала. Например, растрескивание и расслоение ранее наблюдались вблизи электродов в зондах NeuroNexus после длительной имплантации (Kozai et al., 2015). Также было обнаружено, что электрохимические свойства материалов электродов изменяются после повторяющейся стимуляции (Kozai et al., 2015). Другие факторы, влияющие на долговременную нестабильность работы электрода, включают коррозию в месте электрода, как в случае вольфрамовых электродов (Sankar et al. , 2014), и деградацию материала электрода, как в поли(3,4-этилендиокситиофен)полистирольном сульфонате (PEDOT: PSS) (Кэмерон и Скабара, 2020 г.). Одной из стратегий решения проблемы воспалительной реакции тканей является использование тонких полимерных материалов, таких как полиимид (Castanola et al., 2013, 2014), парилен-C (Agorelius et al., 2015) и SU-8 (Xie et al., 2014). и др., 2015 г., Луань и др., 2017 г., Лю, 2018 г., Чжао и др., 2019 г.) в качестве субстрата для гибких MEA, чтобы соответствовать мягкому характеру мозга и минимизировать постоянные механические травмы и воспаления. Было продемонстрировано, что эти гибкие зонды лучше интегрируются с нервной тканью и могут регистрировать одиночные нейронные сигналы в течение нескольких месяцев.
Помимо повышения долговечности, нейроинтерфейсы следующего поколения требуют использования электродов с расширенными функциональными возможностями. В этих устройствах электроды должны поддерживать работу с обратной связью, предоставляя надежную и исчерпывающую информацию посредством записи, а также использовать записанную информацию в качестве обратной связи для информирования и точной модуляции нервной стимуляции. Сигналы обратной связи в реальном времени от такой двунаправленной системы могут повысить производительность нейронных интерфейсов двумя способами: позволяя исправлять ошибки в реальном времени и активируя процесс обучения в областях, вовлеченных в петлю (Angotzi et al., 2014). Таким образом, эти замкнутые интерфейсы позволят лучше понять нейронные функции и будут способствовать разработке новых методов лечения (Zhou et al., 2019).). Тенденция к миниатюризации устройств делает крайне желательным, чтобы одни и те же электроды были способны как к нейронной стимуляции, так и к записи. Это серьезная проблема материаловедения, поскольку электродные материалы должны обладать широким спектром электрохимических свойств, если их предполагается использовать как для записи, так и для стимуляции. Примеры клинических применений, которые могут принести пользу от использования замкнутой системы, включают прогнозирование и лечение эпилепсии с помощью электрической стимуляции спинного мозга (Berenyi et al. , 2012; Pais-Vieira et al., 2016), глубокую стимуляцию мозга при болезни Паркинсона. лечение (Fleming et al., 2020) и подавление тремора (Opri et al., 2020). В этих приложениях использование системы с замкнутым контуром показало аналогичную или даже лучшую клиническую эффективность по сравнению с использованием системы с открытым контуром при постоянном снижении потребности в энергии (Fleming et al., 2020; Opri et al. ., 2020).
Альтернативой существующим микроэлектродам на основе металла или кремния являются электроды из микроволокна, которые в основном изготавливаются из материалов на основе углерода, таких как углеродные волокна (CF), углеродные нанотрубки (CNT) и графен. Эти микроволокна на основе углерода с малыми микронными размерами, более мягкой поверхностью, улучшенной гибкостью и регулируемыми электрохимическими свойствами могут решить множество проблем, связанных с другими конструкциями электродов. В целом было показано, что эти электроды из микроволокна сохраняют жизнеспособность в течение более длительного времени при хроническом применении из-за минимальной реакции тканей в результате уменьшенных размеров электродов и лучшего соответствия окружающим тканям (Stice et al. , 2007; Guitchounds et al., 2013). ; Карумбайя и др., 2013). При надлежащих модификациях поверхности многие из этих электродов из микроволокна могут обеспечивать работу с замкнутым контуром, поскольку они обладают соответствующими свойствами для высокоточной регистрации и стимуляции нейронов. Также было продемонстрировано, что они обладают большей стабильностью при использовании для взаимодействия с нейронами (Vomero et al., 2017; Nimbalkar et al., 2018; Vahidi et al., 2020). Среди них микроэлектроды CF с небольшим поперечным сечением использовались для обнаружения нейротрансмиттеров, таких как дофамин и серотин, в головном мозге на протяжении более трех десятилетий с использованием циклической вольтамперометрии с быстрым сканированием (Robinson et al., 2003; Dankoski and Wightman, 2013; Taylor et al.). и др., 2015; Кастаньола и др., 2020). Однако лишь недавно их стали использовать для регистрации нейронов (Kozai et al., 2012, 2016; Patel et al., 2015, 2016). В большинстве этих исследований микроэлектроды CF используются в виде одиночных волокон (Kozai et al. , 2012; Apollo et al., 2015; Vitale et al., 2015), но методы сборки этих волокон в массивы микроэлектродов высокой плотности являются сложными. также находится в стадии разработки (Guitchouts et al., 2013; Patel et al., 2015, 2016, 2020; Gillis et al., 2018; Massey et al., 2019).; Гитчаунтс и Кокс, 2020).
Этот обзор посвящен недавнему прогрессу в разработке электродов из углеродного микроволокна для стимуляции и регистрации нейронов. Сначала мы подробно обсудим преимущества использования углеродных микроволокон для нейронных интерфейсов. Затем мы обобщим электродные материалы, которые использовались до сих пор, и рассмотрим современные технологии для интеграции отдельных микроволокон в массивы высокой плотности. Наконец, будут обсуждаться остающиеся проблемы и будущие тенденции.
Преимущества электродов из углеродного микроволокна
По сравнению с обычными микроэлектродами, изготовленными с использованием металлической проволоки и кремниевых технологий, электроды из углеродного микроволокна имеют некоторые общие характеристики. Они имеют меньшее поперечное сечение, обладают лучшими механическими свойствами и улучшенными электрохимическими характеристиками. В целом, эти особенности способствуют увеличению срока службы и функциональности электродов в результате снижения неблагоприятной реакции тканей и повышения эффективности нейронной стимуляции и записи. На рис. 1 показаны преимущества электродов из углеродного микроволокна по сравнению с обычными имплантируемыми микроэлектродами.
Рис. 1. Сравнение обычного имплантируемого электрода (A) и электрода на основе углеродного микроволокна (B) . На схеме А показано, что имплантация обычного вживляемого электрода может привести к серьезным реакциям тканей и образованию глиального рубца вокруг электродов, что является причиной нестабильности устройства и даже выхода из строя. Обычные электроды взаимодействуют с нейронами с низкой пространственной точностью из-за сильного электрического поля, которое охватывает большое количество нейронов. Эти обычные электроды в основном функционируют одним способом: либо нейронной стимуляцией, либо записью, и поэтому они не подходят для работы с замкнутым контуром. Напротив, на схеме B показано, что использование электродов из углеродного микроволокна снижает неблагоприятные реакции тканей за счет устранения образования глиальных рубцов, нацеливается на отдельные нейроны из-за локализованного электрического поля (красный кружок), обеспечивает более высокую способность инжекции заряда (CIC) для электрической стимуляции. , и приводит к более высокому отношению сигнал-шум (SNR) во время нейронной записи.
Минимальная реакция тканей
Первая и главная проблема, связанная с разработкой микро-МЭА, заключается в непостоянстве их характеристик при длительном применении, в основном из-за неблагоприятной реакции тканей после имплантации электродов (Ghane-Motlagh and Sawan, 2013). Неблагоприятная реакция ткани начинается при введении электрода, что вызывает физическую травму, поскольку электрод смещает и повреждает гематоэнцефалический барьер (ГЭБ), нервные клетки и внеклеточный матрикс (ВКМ) на пути к намеченной цели (Sommakia et al. , 2014). Через несколько недель после имплантации вокруг электродов постепенно формируется фиброзная оболочка, состоящая в основном из активированной микроглии и астроцитов (рис. 1А). Это обычно называют глиальным рубцом (Harris and Tyler, 2013; Sridharan et al., 2013). Несоответствие химических и физических свойств между электродом и мозговой тканью приводит к устойчивому воспалению и дегенерации нейронов (Kotzar et al., 2002; Polikov et al., 2005; Spearman et al., 2017). Воспалительный процесс препятствует стимуляции и записи нейронных клеток и способствует отказу устройства в результате деградации электрода (Geddes and Roeder, 2003). В этом разделе мы сосредоточим наше обсуждение на преимуществах использования углеродных микроволокон в качестве электродных материалов. Однако часто требуется собрать эти микроволокна в МЭБ высокой плотности для многих применений. Дизайн МЭА, такой как выбор материалов подложки, также может влиять на реакцию ткани, что будет обсуждаться в разделе «Выравнивание и сборка электродов».
Углеродные микроволокна обладают рядом преимуществ, которые помогают избежать отказа устройства за счет сведения к минимуму реакции тканей. Во-первых, их малые поперечные сечения позволяют значительно уменьшить занимаемую площадь, что сводит к минимуму повреждения при вставке. Как показано в таблице 1, большинство углеродных микроволокон имеют цилиндрическую форму с диаметром менее 30 мкм. Для сравнения, хотя электроды из металлической проволоки и массивы Юта имеют небольшие наконечники, они имеют коническую форму с гораздо большими диаметрами основания, до 200 мкм (Szostak et al., 2017) и 80 мкм (Choi et al., 2018). ), соответственно. Стандартный датчик NeuroNexus имеет поперечное сечение до 1845 мкм 9 .0215 2 толщиной 15 мкм и шириной в основании 123 мкм (Deku et al., 2018a). Разрыв ГЭБ известен как первое и одно из наиболее критических событий, происходящих во время введения электрода (Bennett et al., 2018). Предыдущие исследования показали, что разрыв ГЭБ активно участвует в запуске биохимических путей, ответственных за дегенерацию нейронов и активацию глии (Bennett et al. , 2018). Белки плазмы, высвобождаемые из ГЭБ, также могут накапливаться в месте повреждения и адсорбироваться на поверхности электрода, что изменяет свойства электрода и ухудшает его работу. Таким образом, меньший размер элемента электродов из микроволокна на основе углерода был предложен в качестве ключевого фактора для минимизации реакции ткани за счет уменьшения повреждения ГЭБ (Kozai et al., 2012).
Таблица 1. Обычно используемые материалы и микроволокна на основе углерода для нервной стимуляции и записи.
Многие микроволокна на основе углерода были подтверждены как биосовместимые и биостабильные, как in vitro , так и in vivo (Smart et al., 2006; Chang et al., 2011; Kim et al., 2013; Guo et al. ., 2015; Wang et al., 2019; Hejazi et al., 2020b). Биосовместимость относится к биологической «безвредности» или, альтернативно, к тому, насколько хорошо живой организм переносит и выживает после введения имплантата, не вызывая неприемлемых реакций или изменений (Gunter et al. , 2019).). Биостабильность означает, что имплантат не подвержен деградации из-за действия биологических жидкостей, протеаз, макрофагов или любых веществ метаболизма (Marin and Fernandez, 2010). Ожидается, что использование биосовместимых и биостабильных материалов улучшит выживаемость нейронов и устройств и снизит активацию глии вокруг электродов (Wang et al., 2018; Park et al., 2019). Для оценки биосовместимости и биостабильности материалов электродов в тестах in vitro используются культивируемые клетки для изучения их влияния на выживаемость, репродукцию и морфологию клеток. Обычно используемые модели для оценки нейронных электродов включают первичные культуры с использованием нейронов коры (Fan et al., 2020) и гиппокампа (Beach et al., 2020), а также клеточные линии нейробластомы, такие как N2a (Kim et al., 2012), PC12 ( Carnicer-Lombarte et al., 2017) и SH-SY5Y (Yoon et al., 2020). Исследования были сосредоточены на их влиянии на выживаемость нейронов, рост нейритов и функцию сети нейритов (Gulino et al. , 2019).). Поскольку глиальные клетки играют важную роль в неблагоприятном ответе тканей, во многих недавних исследованиях также изучалось влияние материалов электродов на глиальные клетки с использованием культур, содержащих микроглию и астроциты (Park et al., 2001; Watson et al., 2017; Goshi et al., 2020). Исследования in vivo обычно проводятся путем постоянной имплантации электродов в мозг. Эти исследования можно разделить на пассивные (без стимуляции) и активные (со стимуляцией). Пассивные исследования оценивают травму при введении электрода, биосовместимость электрода и влияние микродвижений как на имплантат, так и на ткань, что имеет отношение к механическим свойствам, обсуждаемым в следующем абзаце. Постоянно активные исследования предназначены для оценки безопасности и функции электродов, которые отражают как биосовместимость материала, так и биостабильность (Shepherd et al., 2018; Gunter et al., 2019).).
Микроволокна на основе углерода обладают лучшими механическими свойствами по сравнению со многими традиционными электродными материалами, что способствует минимальной реакции тканей после имплантации. Механические свойства углеродных микроволокон и других электродных материалов приведены в таблице 1. В то время как модуль Юнга мозговой ткани ниже 15 кПа, массивы на основе кремния и металлические электроды демонстрируют гораздо больший модуль Юнга, который находится в диапазоне 107 390 ГПа (Woeppel et al., 2017). Механическое несоответствие между электродами и тканью головного мозга приводит к стрессу на границе электрод/ткань и вызывает хроническую воспалительную реакцию (Shuang et al., 2020). Напротив, многие материалы на основе углерода более мягкие, с меньшим модулем Юнга, например, 11,2 ГПа в волокнах из жидкокристаллического оксида графена (LCGO) (Xu and Gao, 2015). Еще одна характеристика углеродных микроволокон заключается в том, что они обычно обладают меньшей жесткостью на изгиб и большей гибкостью. Жесткость на изгиб, также известная как жесткость на изгиб, зависит как от геометрии, так и от состава материала (Deku et al., 2018a). Жесткость на изгиб D рассчитывается путем умножения модуля Юнга E и момента инерции I (Deku et al. , 2018a), как показано в уравнении. 1:
D=EI(1)
Электрод с волокнистой структурой можно смоделировать как цилиндрический зонд сердечник-оболочка, и, следовательно, его жесткость на изгиб D можно рассчитать по уравнению 2 (Лу и др., 2019):
D=Ecoreπdi464+Eshellπd0464[1-(did0)4](2)
, где E ядро is the Young’s modulus of the conductive fiber, E shell is the Young’s modulus of the insulated coating layer, d i represents the diameter of the conductive fiber, d o представляет собой общий диаметр (включая изоляционный слой) цилиндрических микроэлектродов типа сердечник-оболочка. Согласно уравнению 2, волокна с меньшим поперечным сечением, как правило, имеют меньшую жесткость на изгиб. Следовательно, возможно создание гибких нейронных имплантатов с использованием материалов с высоким модулем Юнга, если геометрическое сечение значительно уменьшено. Гибкие имплантаты вызывают меньше повреждений, вызванных микродвижениями, благодаря своим свойствам поглощения ударов и вибрации (Gillis et al., 2018). Недостатком гибких электродов является то, что введение электрода может быть затруднено. Для решения этой проблемы были разработаны различные стратегии, облегчающие введение гибких электродов. Одним из примеров является временное повышение жесткости электрода путем покрытия гибких волокон такими материалами, как шелк и сахароза, которые растворяются в окружающих тканях после введения электрода (Tien et al., 2013; Apollo et al., 2015). Методы вставки будут обсуждаться далее в разделе «Техники вставки».
Высокоточная нейронная стимуляция и запись
Нейронные интерфейсы следующего поколения требуют работы с обратной связью, в которой предполагается, что одни и те же электроды взаимодействуют с нервной системой в обоих направлениях, выполняя электрическую стимуляцию и запись. Во время нервной стимуляции и записи также желательно, чтобы электроды могли связываться с одним или небольшой группой нейронов с высоким пространственно-временным разрешением. Маленькие электроды с клеточными размерами, такие как углеродные микроволокна, имеют преимущества для высокоточной нейронной стимуляции и записи, поскольку электрические поля становятся более локализованными при уменьшении размеров электродов (рис. 1). Электрохимические свойства являются важными параметрами, которые следует учитывать при разработке микроэлектродов. Большой потенциал модификации поверхности углеродных материалов позволяет изготавливать электроды с различными электрохимическими свойствами, способные реализовать дизайн двунаправленного нейронного интерфейса.
Нервная стимуляция
Во время нервной стимуляции материалы электродов необходимы для подачи достаточного заряда в нервную ткань, чтобы вызвать нервную активность без повреждения электродов или окружающих тканей. Емкость инжекции заряда (CIC) — это показатель качества, используемый в исследованиях нервной стимуляции для описания максимального количества заряда, которое можно безопасно ввести в течение одного импульса стимуляции до того, как будет превышено водяное окно (Cogan, 2008). Водяное окно относится к безопасному диапазону потенциалов, в котором электрод стабилен (Cogan, 2008). Водяные окна можно измерить с помощью циклической вольтамперометрии с трехэлектродной установкой в солевом растворе, и они различаются для разных материалов (таблица 1).
Существует несколько методов измерения CIC. Наиболее часто используемым методом является измерение переходных процессов напряжения, при котором переходные процессы напряжения измеряются при подаче на электроды импульсов стимуляции постоянным током (Cogan, 2008). Переходные процессы напряжения анализируются для определения максимального заряда, который может быть инжектирован, когда как самый отрицательный (E mc ), так и самый положительный (E ma ) потенциалы на границе раздела электрод-электролит находятся в пределах водного окна. (Коган, 2008). Обычно CIC зависит от длительности импульса и увеличивается при использовании более длинных импульсов. Недавние исследования также показывают взаимосвязь между CIC и геометрической площадью поверхности (GSA) электрода, CIC увеличивается с размером GSA (Ganji et al. , 2017). В некоторых публикациях также сообщается, что CIC оценивается путем измерения емкости двойного слоя на границе раздела электрод/раствор (Garrett et al., 2012; Hejazi et al., 2020a, b). Здесь CIC рассчитывается по уравнению. 3,
CIC=(Cdl×Vm)/GSA(3)
где C dl – удельная электрохимическая емкость, В м – порог напряжения для электролиза воды, а GSA — геометрическая площадь поверхности электрода, контактирующего с раствором (Garrett et al., 2012). C dl можно оценить либо с помощью циклической вольтамперометрии, либо путем подгонки модели эквивалентной электрической цепи к данным электрохимической спектроскопии импеданса (EIS) (Apollo et al., 2015; Hejazi et al., 2020a).
Помимо CIC, во многих публикациях для сравнения характеристик стимулирующих электродов также используется емкость накопления заряда (CSC) (Ganji et al., 2017). CSC рассчитывается по уравнению. 4:
CSC=Qstorage/GSA(4)
, где Q накопитель – катодный или анодный накопитель заряда, рассчитанный из интеграла времени катодный (отрицательный) или анодный (положительный) ток в циклической вольтамперометрии с определенной скоростью развертки в диапазоне потенциалов в пределах водного окна (Ganji et al. , 2017). По сравнению с CIC, CSC измеряется с использованием более низких скоростей сканирования напряжения, и значение CSC для одного материала обычно больше, чем значение CIC. Микроволокна на основе углерода обычно показывают более высокие значения CIC и CSC из-за их более высокой проводимости и большей эффективной площади поверхности, чем у многих других электродных материалов (таблица 1).
Длительная стимуляция нервной системы требует, чтобы электрод демонстрировал стабильные свойства во время повторяющейся стимуляции. Существует несколько методов оценки стабильности электродов стимуляции. Первый метод заключается в мониторинге свойств электрода во время и после непрерывной стимуляции двухфазными импульсами (Hejazi et al., 2020b). Свойства, которые сравниваются до и после нескольких миллионов импульсов, включают значения CIC, импедансы электродов и морфологию поверхности электродов. Испытания с циклическим изменением напряжения представляют собой еще один метод изучения стабильности электрода, при котором как значения CSC, так и морфология поверхности сравниваются после тысяч (1000–17 000) повторяющихся циклов CV (Peixoto et al. , 2009).; Венкатраман и др., 2011 г.; Hejazi et al., 2020b). Было показано, что многие микроволокна на основе углерода демонстрируют хорошую стабильность после повторяющейся стимуляции (Bennet et al., 2016; Hejazi et al., 2020b).
Нейронная запись
Нейронные сигналы, записанные внеклеточно с помощью имплантированных электродов, могут быть проанализированы для извлечения как минимум двух различных типов сигналов напряжения: потенциалы локального поля (LFP) и потенциалы действия единичных единиц (SU). LFP отражают коллективные трансмембранные токи от множества нейронов и, следовательно, активность локальной нейронной сети (Burns et al., 2010; Herreras, 2016). Сигналы LFP обычно стабильны во времени, но за счет снижения пространственно-временного разрешения. Потенциалы действия SU представляют собой активность отдельных нейронов, прилегающих к кончикам записывающих электродов. Они обеспечивают лучшее пространственно-временное разрешение, чем LFP, и важны для понимания внутренней работы мозга (Sharma et al. , 2015).
Для получения высококачественных потенциалов действия SU необходимо, чтобы электроды регистрировали с высоким отношением сигнал/шум (SNR) и обнаруживали очень малые амплитуды потенциалов действия на шумном фоне. Наиболее часто используемым параметром для сравнения различных регистрирующих электродов является их электрохимический импеданс на частоте 1 кГц, который можно измерить с помощью ЭИС. Низкий импеданс обеспечивает низкий уровень шума, что означает улучшенное соотношение сигнал/шум (Nick et al., 2012; Kim et al., 2017). В идеале импеданс регистрирующего электрода должен быть меньше сотен кОм для низкого теплового шума и высокого отношения сигнал/шум нейронных сигналов (Kim et al., 2017). На SNR также может влиять GSA электродов, и было показано, что меньшие участки записи повышают чувствительность и пространственную избирательность записи (Castgnola et al., 2014). Было обнаружено, что амплитуда записи SU быстро уменьшается при площади поверхности электродов более 100 мкм 2 , поэтому электроды размером менее 100 мкм 2 идеально подходят для обнаружения активности SU (Hill et al. , 2018). Однако импеданс электрода увеличивается, когда размер электрода уменьшается. Кроме того, для электродов размером менее 10 мкм шум и затухание сигнала больше зависят от импеданса электрода, чем от его размера (Viswam et al., 2019). Одной из часто используемых стратегий снижения импеданса электродов является использование материалов с большой эффективной площадью поверхности. Микроволокна на основе углерода с диаметром поперечного сечения менее 30 мкм и большой эффективной площадью поверхности имеют более низкий электрохимический импеданс, чем многие другие материалы, и, следовательно, было обнаружено, что они демонстрируют более высокие отношения сигнал-шум (таблица 1).
Качество записи электродов можно оценить с использованием биологических моделей ex vivo и in vivo . Модели Ex vivo включают эксплантированные срезы сетчатки и головного мозга крысы. Сетчатка, которая обрабатывает визуальную информацию и отправляет ее в мозг, является отличной моделью для изучения нейронных схем (Hong et al. , 2018). В этой модели электроды обычно помещаются в прямой контакт с ганглиозными клетками сетчатки (RGC) в сетчатке. Поскольку сетчатка чувствительна к свету, источник света включается и выключается, чтобы вызвать нейронную активность для записи (Sim et al., 2014; Hejazi et al., 2020a). Препараты срезов мозга использовались для изучения электрического поведения отдельных нейронов и функции нервной системы (Suter et al., 19).99), так как нейроны в этой модели могут отражать как электрофизиологические, так и фармакологические ответы, подобные таковым в интактной нервной системе (Suter et al., 1999). Для записи ex vivo были разработаны как толстые (∼500 мкм), так и тонкие (∼150–350 мкм) срезы. В препарате толстого среза сохраняется множество локальных связей между нейронами, что делает его полезным для изучения внутренних свойств мембран и эффектов лекарств в относительно интактных клетках, а также для изучения локальных синаптических цепей. Препараты тонких срезов позволяют визуализировать нейроны при большом увеличении под составным микроскопом для записи патч-зажимов (Suter et al. , 19).99). Модели in vivo включают либо острую, либо хроническую запись из коры и гиппокампа, нейроны которых участвуют в физиологических процессах центральной нервной системы (ЦНС), таких как обучение и память (Yin et al., 2016). В этих моделях электроды имплантируют в области коры или гиппокампа мозга животных, находящихся под анестезией или в состоянии бодрствования, и импульсную активность собирают в течение короткого периода времени, составляющего несколько минут или часов, или в течение более длительного периода времени, от нескольких недель до месяцев. или лет.
Углеродные микроволокна для нейронных взаимодействий
Углеродные микроволокна, используемые для изготовления электродов для нервной стимуляции и регистрации, бывают в основном трех видов: углеродные волокна, волокна на основе УНТ и волокна на основе графена. Материалы и их свойства приведены в таблице 1, а некоторые примеры показаны на рисунке 2.
Рисунок 2. Примеры углеродных микроволокон для нейронных интерфейсов. (A) B-CNW с покрытием CF. (Ай) СЭМ-изображение одноволоконного электрода CF с покрытием B-CNW. (Aii) CF с покрытием B-CNW демонстрируют хорошую стабильность после повторной двухфазной стимуляции, а CIC электрода с покрытием B-CNW (сплошная линия) остается значительно выше, чем у непокрытого электрода CF (пунктирная линия). (Aiii) Электроды с покрытием B-CNW вызывают локальный ответ ганглиозных клеток сетчатки (RGC) в эксплантированной сетчатке крысы. (Aiv) Острая запись in vivo из зрительной коры валлаби показывает высокое SNR. Воспроизведено из Hejazi et al. (2020b) с разрешения правообладателя. (B) CNT волокно. (Bi) СЭМ-изображения двухканальных волоконных микроэлектродов из УНТ показывают волокна с хорошей гибкостью. (Bii) Волоконные электроды из УНТ демонстрируют эффективность, сравнимую с электродами из PtIr, при глубокой стимуляции головного мозга у паркинсонических крыс. Средние нормированные скорости вращения крыс, которым имплантировали микроэлектроды из волокна УНТ, аналогичны таковым, которым имплантировали электроды PtIr. (Biii) Изменение отношения сигнал-шум во времени в течение 2 недель сеансов записи с использованием волокон CNT и контрольных электродов NiCr-Au. После начальных колебаний, вызванных воспалительной реакцией на имплантат электрода, SNR достигает стабильных значений ∼6 SD, что подтверждает пригодность волокон УНТ для хронической записи. (Biv,v) Флуоресцентные изображения реакции ткани после 6 недель имплантации волокна УНТ по сравнению с электродом PtIr, имплантированным контралатерально. На панелях показаны ткани, помеченные для астроцитов и микроглии, и профили интенсивности флуоресценции при увеличении латерального расстояния x от средней линии электрода: астроциты и микроглия. GFAP является аббревиатурой кроличьего антиглиального фибриллярного кислого белка, а IBa1 означает мышиную антиионизированную молекулу связывания кальция 1. Воспроизведено из Vitale et al. (2015) с разрешения правообладателя. (C) Волокно из жидкокристаллического оксида графена (LCGO). (Ci) СЭМ-изображения с малым и большим увеличением щеточного электрода LCGO после лазерной обработки. Волокна (Cii) LCGO демонстрируют гибкость и упругую деформацию. (Ciii) Для облегчения введения электрода электрод из волокна LCGO покрывают жесткой иглой-носителем сахарозы и имплантируют в кошачий мозг, а затем удаляют из мозга через 15 минут записи; сахарная игла полностью растворяется. (Гражданский) 9Электроды 0407 LCGO могут регистрировать нейронную активность с высоким SNR. Воспроизведено из Apollo et al. (2015) с разрешения правообладателя.
Углеродные волокна (CF)
Углеродное волокно — один из наиболее часто используемых электродов на основе углеродного микроволокна (Chen et al., 2020), которые были впервые разработаны в конце 1970-х годов (Santos et al., 2008). Они имеют низкую стоимость и могут быть изготовлены из пористой структуры, следовательно, с большой площадью поверхности (Roeser et al., 2013). Большинство УВ производятся путем термообработки прекурсоров на основе полиакрилонитрила (ПАН) (Hung et al. , 2017), что позволяет получать волокна с более жесткими и прочными модулями, чем у стали, сохраняя при этом хорошую гибкость (Petersen, 2016; Cetinkaya). и др., 2018). Микроэлектроды, изготовленные с использованием УВ, обычно имеют диаметр от 4 до 10 мкм, доступны с различной жесткостью и гладкостью поверхности. Те КФ, которые имеют чрезвычайно малые размеры (сечение 60 мкм 2 ) необходимо временно укрепить, чтобы облегчить вставку головного мозга. Например, Швердт и др. (2018) укрепили CF с помощью челнока из полиэтиленгликоля (PEG) (толщиной 0,5–1 мм). Челнок ПЭГ постепенно растворяли прямо над поверхностью мозга, чтобы подвешивать небольшие отрезки зондов по мере их постепенного опускания без отклонения в ткань. CF использовались для регистрации нейронов как in vitro , так и in vivo (Kozai et al., 2012; Gillis et al., 2018; Massey et al., 2019).; Гитчаунтс и Кокс, 2020 г .; Hejazi et al., 2020a). Было обнаружено, что из-за своего небольшого размера электроды CF вызывают незначительный иммунный ответ при имплантации, поэтому они подходят для хронических применений in vivo . Например, (Guitchouts et al., 2013) сообщили об использовании массива электродов CF с 16 каналами для записи in vivo в HVC, ядре мотора песни, у поющих зебровых вьюрков в течение 107 дней после имплантации.
Хотя CF подходят для нейронной записи, обычно требуются дополнительные покрытия для улучшения их CIC для нервной стимуляции (Deku et al., 2018b; Gillis et al., 2018; Vara and Collazos-Castro, 2019; Hejazi et al., 2020a, b). Такие покрытия также часто приводят к меньшему электрохимическому импедансу, что, следовательно, улучшает качество записи с электродов. Разработанные материалы покрытия включают проводящие полимеры, оксид иридия и другие материалы на основе углерода, такие как углеродные наностены и проводящий алмаз.
Проводящие полимеры являются наиболее широко используемыми материалами покрытия для микроэлектродов CF. Они были разработаны в качестве материалов для взаимодействия с нейронами благодаря ряду преимуществ, таких как небольшой модуль Юнга, высокая проводимость, большой CIC и низкий электрохимический импеданс (Yang et al. , 2005; Pranti et al., 2017; Watanabe et al., 2017; Kim). и др., 2019 г.; Сео и др., 2019). Для покрытия углеродных волокон PEDOT и их смеси могут быть нанесены на электроды из углеродного волокна с помощью гальванического покрытия. Сообщалось о различных легированных покрытиях PEDOT, включая PEDOT:PSS, PEDOT:pTS и PEDOT:TFB (Kozai et al., 2012; Patel et al., 2015; Vara and Collazos-Castro, 2019). Козаи и др. (2012) сообщили, что CF с покрытием PEDOT:PSS может значительно снизить импеданс электродов при одновременном увеличении их CSC. Имплантированные электроды были способны хронически регистрировать как потенциалы действия SU, так и LFP в зрительной коре мыши в течение 5 недель. По сравнению с датчиками NeuroNexus, записи с использованием CF, покрытых PEDOT:PSS, показали более высокие SNR и амплитуды сигнала, в то время как были обнаружены более низкие уровни глиального рубцевания, как показано гистологически. Было высказано предположение, что сниженная реакция ткани может быть связана с меньшей площадью введения электродов CF с покрытием. В этом исследовании микроэлектроды также были покрыты материалами, препятствующими биообрастанию, что улучшило характеристики хронических электродов. Нестабильность проводящих полимеров была предложена в качестве одного из ограничений для проводящих модифицированных полимером электродов CF в хронических применениях (Mandal et al., 2015; Cameron and Skabara, 2020). Патель и др. (2016) сравнили стабильность покрытий PEDOT:pTS и PEDOT:PSS с помощью испытаний на ускоренное пропитывание и измерили изменение импеданса с течением времени. По их результатам, PEDOT:pTS показал лучшую стабильность, чем покрытие PEDOT:PSS, и впоследствии они использовали покрытые PEDOT:pTS CF для хронической регистрации в моторной коре крыс до 154 дней (Patel et al., 2016). Также сообщалось, что CF, функционализированные PEDOT:TFB, способны регистрировать как спонтанную, так и вызванную зрительным стимулом активность зрительной коры свободно движущихся крыс в течение 55 дней (Guitchouts and Cox, 2020).
Электроосажденная пленка оксида иридия (EIROF) — еще одно покрытие, которое использовалось на углеродных волокнах для улучшения их электрохимических свойств (Deku et al. , 2018b; Gillis et al., 2018). Покрытия электродов с EIROF или напыленными пленками оксида иридия (SIROF) были предложены для стабильных хронических нейронных интерфейсов для нервной стимуляции из-за их большой инъекционной способности и относительно высокой стабильности после повторяющейся стимуляции (Cogan et al., 2009; Deku et al., 2018b). ; Гиллис и др., 2018). Ранее было доказано, что такие покрытия являются биосовместимыми in vitro , поскольку они могут поддерживать прикрепление нервных клеток и рост нейритов (Chen et al., 2019). При электроосаждении тонкого слоя EIROF импеданс электрода CF был снижен в 10 раз, а CIC увеличился до более чем 17 мКл/см 2 при соответствующем смещении. Электроды с покрытием были способны регистрировать острую спонтанную активность SU от трахеосирингеального нерва зебровых вьюрков и вызывать ответы с помощью электрической стимуляции (Gillis et al., 2018). Однако ранее сообщалось, что покрытия из оксида иридия имеют плохую адгезию к нижележащим подложкам и могут разрушаться при хронических агрессивных воздействиях из-за его низкой структурной и химической стабильности (Mailley et al. , 2002; Cogan et al., 2004).
Мельбурнская группа продемонстрировала два типа покрытий на углеродной основе для улучшения характеристик CF-электродов для нейронных взаимодействий, а именно азотсодержащий ультрананоцирслиновый алмаз (N-UNCD) (Hejazi et al., 2020a) и углерод, легированный бором. наностенки (B-CNW) (Hejazi et al., 2020b). N-UNCD является биосовместимым благодаря своей химической и биохимической инертности и ранее использовался в качестве материала электрода для нервной стимуляции в протезе сетчатки для восстановления зрения (Garrett et al., 2012; Hadjinicolaou et al., 2012; Ganesan et al. al., 2014; Tong et al., 2016; Ahnood et al., 2017). Он химически нецитотоксичен (инертный) при контакте с нервной тканью (Garrett et al., 2016a, b; Tong et al., 2016), обладает высокой устойчивостью к поверхностному биологическому обрастанию и химическому разложению (Bennet et al., 2013 г.; Ян и др., 2019 г.). Мы показали, что после покрытия КВ N-UNCD CIC увеличился в 238 раз, а импеданс уменьшился на 25%. Также было показано, что электроды с покрытием успешно вызывают нервную активность в эксплантированной сетчатке и регистрируют активность SU в зрительной коре (Hejazi et al., 2020a). Также были разработаны покрытия B-CNW (рис. 2Ai), которые показали CIC и импеданс, аналогичные материалам с покрытием N-UNCD, благодаря большой эффективной площади поверхности. Было продемонстрировано, что покрытие B-CNW является биосовместимым, способствуя росту кортикальных нейронов in vitro . При использовании для нервной стимуляции электроды с покрытием B-CNW продемонстрировали превосходную стабильность после теста с повторяющимися импульсами (рис. 2Aii). Также было обнаружено, что они приводят к стимуляции RGC с высоким разрешением (рис. 2Aiii) и более высокому SNR при записи in vivo (рис. 2Aiv) по сравнению с электродами с покрытием N-UNCD (Hejazi et al., 2020b). Кроме того, в то время как было обнаружено, что покрытия N-UNCD расслаиваются и ломаются после изгиба волокна, покрытие B-CNW прочно прикреплялось к поверхности CF и выдержало испытание на изгиб без растрескивания, что указывает на лучшую гибкость и механическую стабильность. Следовательно, CF с покрытием B-CNW больше подходят для создания долговременных нейронных интерфейсов с обратной связью.
Волокна на основе углеродных нанотрубок (УНТ)
С момента своего появления углеродные нанотрубки привлекают большое внимание в области биоинженерии благодаря их биосовместимости и выдающимся механическим, электрическим и химическим свойствам (Zestos et al., 2014; Vitale et al. ., 2015). Сообщалось, что как первичные, так и химически функционализированные УНТ оказывают положительное влияние на рост нейронов (Smart et al., 2006). Из-за их большой эффективной площади поверхности и высокой проводимости УНТ применялись в качестве покрытий для улучшения характеристик электродов для нейронной стимуляции и записи (Keefer et al., 2008; Motlagh et al., 2016; Kim et al., 2017).
Углеродные нанотрубки можно превращать в микроволокна или пряжу путем непрерывного прядения (Lee J. et al., 2019). Волокна УНТ, изготовленные как мокрым, так и сухим прядением, применялись в качестве электродных материалов для нейронных интерфейсов (Vitale et al. , 2015). Диаметр синтезированных волокон обычно находится в диапазоне от 5 до 50 мкм в зависимости от параметров прядения. Волокна УНТ обычно обладают отличными электрохимическими свойствами для нейронной стимуляции и записи. Например, Витале и др. (2015) продемонстрировали способность волокон УНТ, изготовленных методом мокрого прядения, в течение in vivo хроническая нервная стимуляция и запись в течение 3 недель (рис. 2Bi). В этой работе они продемонстрировали успешное использование электродов из волокна УНТ диаметром 43 мкм для глубокой стимуляции мозга на модели крыс Паркинсона (рис. 2Bii). Волоконные микроэлектроды из УНТ подходят для хронической записи без признаков ухудшения качества записи, как видно из анализа временной эволюции SNR (рис. 2Biii). После 6 недель имплантации было измерено четырехкратное снижение накопления астроцитов и двукратное снижение экспрессии общей микроглии в месте расположения микроэлектрода волокна УНТ. Было обнаружено, что экспрессия активированных макрофагов ограничена примерно 50 мкм от микроэлектродов волокна УНТ и более чем в два раза меньше, чем на участке PtIr, где область активации простирается до более чем 150 мкм (рис. 2Biv). Волокна CNT также показали себя более стабильными, чем покрытия PEDOT после 97M против 43M циклов импульсных тестов, и после эксплантации на поверхности электрода не наблюдалось значительного биообрастания (Vitale et al., 2015). В другой работе Lu et al. (2019) использовали волокна CNT сухого формования диаметром от 5 до 20 мкм. Их волокна диаметром 20 мкм показали импеданс 279,96 ± 32,08 кОм, который снизился до 41,95 ± 3,62 кОм после обработки азотной кислотой. ЦИК также увеличился с 3,52 ± 0,15 до 5,04 ± 0,22 мКл/см2 после обработки азотной кислотой. Их волоконные электроды могли регистрировать спонтанную активность вентрально-заднемедиального (VPm) ядра таламуса и первичной соматосенсорной коры крыс до 5 месяцев, и было обнаружено, что тканевая реакция намного меньше, чем у контрольной группы PtIr. В этой работе они показали, что волокна УНТ совместимы с функциональной МРТ, что позволяет проводить исследования всего мозга с одновременной электрофизиологией и МРТ-визуализацией.
Волокна из углеродных нанотрубок обладают большей гибкостью, чем CF, что способствует минимальной реакции тканей при хронических применениях, но создает дополнительные проблемы во время имплантации. Несколько методов были использованы для облегчения имплантации УНТ. Витале и др. (2015) использовали полиимидный челнок и водорастворимое покрытие из поли(этиленоксида) для облегчения введения электрода. Тем не менее, придающий жесткость челнок увеличивал площадь контакта во время введения, что, как предполагалось, приводило к усиленной потере нейронов вокруг микроэлектродов волокон УНТ, наблюдаемой при гистологическом исследовании (Vitale et al., 2015). Лу и др. (2019) использовали челночное устройство с вольфрамовой проволокой для облегчения имплантации, которое имеет тот же недостаток, заключающийся в увеличенной площади введения. Затем авторы предложили использовать CF в качестве альтернативного челночного устройства для уменьшения площади введения. В более позднем исследовании, опубликованном Tang et al. (2020), авторы функционализировали волокна УНТ слоем альгината натрия, сшитого ионами кальция. Электроды из функционализированных волокон жесткие до имплантации, но после введения становятся мягче. Критическим недостатком их конструкции является то, что диаметр функционализированных волокон увеличился с ∼36 до ∼19 мм.0 мкм после имплантации. Значительное набухание волокон может ограничить применение этой технологии. Вышеупомянутые челночные методы и использование агентов, повышающих жесткость, могут временно увеличить размер и жесткость электрода, что усугубит повреждение нервов во время имплантации. Чтобы решить эту проблему, Vitale et al. (2018) вставляли волокна УНТ с помощью специально разработанного микрофлюидного устройства, которое может прикладывать силу натяжения к волокнам, что предотвращает изгибание электродов без увеличения толщины или жесткости электродов. Их метод также позволяет точно управлять положением электрода с точностью до микрометра.
Волокна на основе графена
Графен — еще один широко изучаемый материал на основе углерода. В графене атомы углерода образуют гексагональные решетки в двумерной плоскости и имеют большую эффективную площадь поверхности (Si and Song, 2018; Zeng et al., 2019). Многие исследования показали, что материалы на основе графена биосовместимы. Например, было показано, что графен, полученный химическим осаждением из паровой фазы, с наноразмерами благоприятен для нескольких типов клеток, а именно, он усиливает адгезию фибробластов и способствует дифференцировке мезенхимальных стволовых клеток человека (hMSC) в костные клетки (Kim et al., 2013 г.; Ван и др., 2019 г.). Мендонка и др. (2016) использовали здоровых самцов крыс Wistar для оценки нанотоксичности восстановленного оксида графена. В этом исследовании восстановленный оксид графена вызывал минимальные токсикологические эффекты в течение 7 дней после инъекции в хвостовую вену. В другом исследовании Раути и соавт. (2016) исследовали влияние нанолиста оксида графена на синаптическую передачу сигналов культивируемых нейронов гиппокампа с использованием патч-кламп и флуоресцентной визуализации. Они показали, что введение нанолистов из оксида графена снижает передачу сигналов нейронов, но не влияет на жизнеспособность клеток.
Материалы на основе графена могут применяться для нейронных интерфейсов в качестве покрытия. Чжао и др. (2016) разработали медный микроэлектрод, инкапсулированный в графен, методом CVD, нанеся тонкий слой графена на медные микропровода диаметром 100 мкм. Покрытие в значительной степени устраняет токсичность меди, как показано в клеточных тестах in vitro и гистологических исследованиях in vivo . Степень глиоза от покрытых графеном медных микропроволок была сопоставима с таковой от платиновых микропроволок того же диаметра с точки зрения уровня положительной регуляции и размера зоны активированной микроглии и астроцитов. Однако для микропроводов с графеновым покрытием микроглиальные и астроциты имеют тенденцию диффундировать и распределяться на большей площади вдали от имплантата, что, как предполагается, связано с необрастающей поверхностью графена. Электроды с покрытием имеют импеданс около 100 кОм на частоте 1 кГц и использовались как при острых, так и при хронических заболеваниях.0424 запись in vivo в гиппокампе крысы. Как LFP, так и пики SU можно было регистрировать с помощью электродов с графеновым покрытием в течение как минимум 4 недель, и было обнаружено, что производительность сравнима с обычными металлическими микропроводами. В этой работе они также демонстрируют совместимость этих электродов для использования вместе с функциональной МРТ.
Мельбурнская группа сообщила об изготовлении волокон из жидкокристаллического оксида графена (LCGO) для нервной стимуляции и записи (рис. 2Ci; Apollo et al., 2015). Такие волокна изготавливаются сначала мокрым формованием жидкокристаллической дисперсии оксида графена в непрерывные волокна, а затем обработкой волокон йодистоводородной кислотой. При диаметре цилиндра 50 мкм эти волоконные электроды LCGO демонстрируют CIC до 46 мКл/см2 и, как было показано, вызывают нейронную активность в эксплантированных сетчатках. В этой работе мы также продемонстрировали запись SU в остром исследовании зрительной коры кошек (Apollo et al., 2015; Figure 2Civ). Позже мы сравнили характеристики электродов, изготовленных из графеновых волокон, волокон УНТ и PtIr, для хронической регистрации на модели крыс с эпилепсией в течение 22 дней. Мы показали, что графеновые волокна превзошли все другие электродные материалы, продемонстрировав наибольшее отношение сигнал/шум при захвате и лишь скромные изменения импеданса (Apollo et al., 2018). Для дальнейшего улучшения характеристик электрода Wang et al. (2019) предложил использовать тонкое покрытие Pt в качестве токосъемника на волокнах LCGO, что снижает удельное сопротивление волокна. Было показано, что покрытие Pt улучшает как CIC, так и CSC электродов и снижает электрохимический импеданс. Максимальное значение CIC достигало 10,5 мКл/см2 для электродов из графеновых волокон с покрытием Pt диаметром 20 мкм. Авторы также продемонстрировали стабильность своих электродов после повторяющихся испытаний на пульсацию и циклирование. Используя четырехканальную электродную решетку, они смогли зарегистрировать спайки SU с высоким SNR в остром исследовании моторной коры крыс.
Чжао и др. (2020) использовали графеновые волокна, изготовленные с использованием другой технологии для нервной стимуляции. В этой работе их волокна были приготовлены с помощью одностадийного гидротермального процесса с ограниченными размерами с использованием суспензий оксида графена. Конечный диаметр их волокон составляет около 75 мкм. Электроды, изготовленные из графеновых волокон, демонстрируют CIC 10,1 ± 2,25 мКл/см2 и успешно использовались для глубокой стимуляции мозга в модели поведения крыс Паркинсона. Поскольку графеновые электроды практически не создавали артефактов МРТ, они могли изучать характер активации стимуляции с помощью функциональной МРТ-изображения.
Парк и др. (2017) разработали специальный проводящий полимерный композит, состоящий из проводящего полиэтилена (CPE) и 5 мас.% графита для хронической регистрации in vivo и оптической стимуляции областей коры и гиппокампа мозга мыши. Этот композитный материал имеет уменьшенные размеры электродов и импеданс, что позволяет интегрировать электрофизиологию высокой плотности (6 электродов), оптическую стимуляцию (волновод) и доставку жидкости (два канала) в зонды диаметром менее 200 мкм, которые сопоставимы или меньше те из кварцевых волокон, используемых для оптогенетики. Гибкость и миниатюрный размер также улучшили биосовместимость зондов, о чем свидетельствуют стабильные долгосрочные записи изолированных потенциалов действия SU, а также снижение глиального ответа и нарушение ГЭБ через 3 месяца после имплантации.
Как и волокна УНТ, волокна на основе графена обладают превосходной гибкостью (рис. 2Cii), что может создать трудности при введении электрода. Мельбурнская группа разработала метод покрытия волокон LCGO диаметром 50 мкм водорастворимыми сахарозными микроиглами для облегчения введения электрода (рис. 2Ciii). Этот метод также применим к другим гибким электродам, таким как волокна УНТ. Было обнаружено, что повреждение от сахарной иглы заживает в течение 3 недель, и не наблюдается устойчивого воспалительного ответа (Apollo et al. , 2018). Однако и Wang et al. (2019) и Чжао и соавт. (2020) обнаружили, что их электроды из микроволокна на основе графена обладают достаточной механической прочностью и остротой, чтобы их можно было вставлять без какой-либо дополнительной помощи. Необходимы дальнейшие исследования для изучения хронических характеристик электродов из микроволокна на основе графена.
Изготовление массивов электродов из микроволокна
Один микроэлектрод может связываться только с одним нейроном или небольшой группой нейронов. Однако как в нейробиологических исследованиях, так и в клинических приложениях часто требуется одновременная и точная связь с большей популяцией нейронов на большой площади (Obien et al., 2014). Следовательно, очень желательны MEA с большим количеством каналов и высокой плотностью. В этом разделе обобщены методы, которые были разработаны для интеграции отдельных электродов из углеродного волокна в МЭБ. Изготовление обычно включает две процедуры: (1) электродная изоляция стержня и обнажение наконечника и (2) выравнивание и сборка электрода. На рис. 3 обобщены методы, используемые для изоляции, обнажения наконечника и сборки волокна. В этом разделе мы также познакомим вас с методами вставки массивов.
Рис. 3. Схема изготовления матрицы электродов из углеродного микроволокна. (A) В наиболее распространенных методах изоляции электродов из углеродного волокна используется капилляр из плавленого кварца (Ai) или покрытие из парилена-C (Bii) . (B) Методы обнажения кончиков электродов включают огневую заточку (Bi) и лазерную или механическую резку (Bii) . (C) Для сборки отдельных волокон в массивы электродов использовались четыре различных метода. (Ci) Массив из 64-канального углеродного волокна, изготовленный с использованием напечатанного на 3D-принтере блока (серого цвета) для выравнивания микроволокон. Воспроизведено из Guitchounds and Cox (2020) с разрешения правообладателя. (Cii) Электродная решетка с 16 CF, по 8 с каждой стороны. CF крепятся на печатной плате с помощью серебряной эпоксидной смолы, а печатная плата припаивается к разъему Omnetics. Воспроизведено из Patel et al. (2020). (Ciii) резьбового приспособления при сборке. Подложка для выравнивания, отделенная от подложки устройства, используется для параллелизации волокон длиной 2,5 мм. Воспроизведено из Massey et al. (2019) (Civ) Волокна выравниваются с помощью арфоподобной структуры, изготовленной с помощью 3D-печати и лазерной записи. Воспроизведено из Gillis et al. (2018). (D) Три различных метода вставки массивов CF. (Di) Покрытие из поли(этиленгликоля) (PEG) может облегчить введение массивов CF за счет временного придания жесткости волокнам. ПЭГ растворяется после нанесения стерильного раствора Рингера (Patel et al., 2015). (Dii) Силиконовая опорная конструкция с хвостовиками и CF, закрепленными внутри хвостовиков (Patel et al., 2015). (Diii) Массивы электродов CF с вольфрамовыми и шелковыми опорами. Воспроизведено из Lee Y. et al. (2019).
Изоляция и экспозиция электродов
Во время изготовления микроволокна сначала изолируются, а затем обнажаются только самые кончики для регистрации нейронов и стимуляции. Это необходимо для уменьшения перекрестных помех между электродами и поддержания высокого пространственного разрешения.
Существует несколько методов изоляции электродов. Обычный метод заключается в изоляции волокон в капилляре из плавленого кварца (рис. 3Ai). Однако стержень из кремнезема обычно имеет диаметр более 9 мм.0 мкм, что ограничивает постоянное применение электродов из-за большой площади контакта с имплантатом (Schwerdt et al., 2018). Поэтому для изоляции были разработаны более тонкие полимерные покрытия, чтобы уменьшить общий диаметр электродов. Среди различных полимерных материалов наиболее часто используемой изоляцией является покрытие из парилена-С, которое можно нанести на поверхность электрода с помощью покрытия из парилена-С толщиной всего 1 мкм (рис. 3Aii; Guitchounts et al., 2013; Кокс, 2020). Парилен-С не имеет точечных отверстий и химически инертен. Он устойчив к набуханию в водных растворах и сохраняет гибкость микроволокон (Tan and Craighead, 2010). Другие полимерные покрытия, которые использовались для изоляции углеродных микроволокон, включают парилен-N, полистирол-полибутадиен, поли(оксифенилен), полиакрилонитрил и полиэтилакрилат (Jerome et al., 2001; Budai et al., 2007).
Существует несколько различных методов, используемых для раскрытия кончика волокна. Заточка огнем является одним из широко используемых методов, применяемых к волокнам с покрытием Parylene-C (рис. 3Bi). В процессе огневой заточки волокна сначала погружаются в воду, а другие концы остаются открытыми. Затем над границей раздела вода/воздух проходит горящий факел, удаляя изоляцию, в то время как заостренные волокна остаются в воде (Гитчунтс и др., 2013; Ли Ю. и др., 2019; Гитчаунтс и Кокс, 2020). Заострение приводит к тому, что кончики волокон имеют конусообразную форму, и это может привести к низкому импедансу электрода до приемлемого диапазона (около 1 МОм для CF) для внеклеточной записи (Guitchouts et al. , 2013).
Также были опробованы различные методы резания, которые сравнивались с открытыми электродами из микроволокна на основе углерода (рис. 3Bii). Например, как хирургические ножницы, так и лезвия бритвы использовались для воздействия парилена-C с покрытием CF для записи нейронов. Однако такая механическая резка приводит к электродам с различным импедансом, часто достигающим 4 МОм, что не подходит для нейронной записи (Guitchownts et al., 2013). Электроды, подвергнутые лазерной резке, имеют чистый кончик и отличное качество боковых стенок (Niino et al., 2016). Патель и др. (2020) сообщили, что массивы, изготовленные с использованием лазерной резки, могут обеспечить лучшую стабильность записи при длительном хранении, чем массивы, изготовленные с использованием резки лезвием. Было высказано предположение, что улучшенная производительность связана с лучшим контролем и более чистой открытой поверхностью наконечника при лазерной резке. Мельбурнская группа использовала лазерную резку для обнажения волоконных электродов LCGO, покрытых париленом-C (рис. 2Di; Apollo et al., 2015). Наши результаты показали, что лазерная резка привела к щеточному наконечнику с увеличенной эффективной площадью поверхности и окислением поверхности, что способствует улучшению электрохимических свойств электродов (Apollo et al., 2015). В другом методе разрезания для обнажения кончиков используется криосрез (Massey et al., 2019).). В этом методе электроды сначала помещают в блок заливочного компаунда Tissue-Tek 4583 и замораживают до -80°C. Затем электроды помещают в криотом, выдерживаемый при температуре -50°C, и постепенно срезают ломтиками по 10 мкм с помощью лезвия, покрытого TiN, до тех пор, пока не обнажатся кончики волокон. Затем компаунд для заливки оттаивают и тщательно промывают в деионизированной воде.
Выравнивание и сборка электродов
Идеальный метод выравнивания и сборки должен быть эффективным по времени и включать минимальное количество ручных операций. Этот метод должен позволять наносить изоляционные материалы на отдельные волокна и обеспечивать сборку электродов с регулируемым шагом и большим числом электродов. Кроме того, дизайн МЭА может влиять на реакцию ткани после имплантации. Следовательно, желательно собрать микроволокна на меньшем, более легком и мягком субстрате. Эти материалы субстрата также должны быть биосовместимыми и стабильными. Четыре примера изготовления показаны на рисунке 3C. Во всех примерах позиционирование и выравнивание волокон осуществляют с использованием форм, которые имеют канавки или каналы для ограничения движения отдельных волокон.
Первый пример метода сборки для изготовления матрицы CF был разработан Guitchcounts et al. (2013) и Гитчунтс и Кокс (2020), в которых они смогли изготовить массивы CF с 64 каналами для хронической электрофизиологии (рис. 3Ci). Вкратце, авторы пропустили CF через напечатанный на 3D-принтере пластиковый блок, покрыли волокна Parylene-C, обнажили их с помощью огневой заточки и, наконец, функционализировали волокна с помощью PEDOT:TFB для хронической записи in vivo (Guitchouts et al., 2013; Гитчаунтс и Кокс, 2020).
На рис. 3Cii показана другая конструкция, разработанная Patel et al. (2015, 2020, 2016). Они построили 16-канальный массив CF, который смонтирован на печатной плате с припаянным к верхней части массива разъемом. Волокна с обеих сторон массива были прикреплены с помощью серебряной эпоксидной смолы, которая затем отверждалась в печи. В этом устройстве волокна расположены с шагом 132 мкм. CF сначала нарезали до 1 мм в длину, а затем покрывали париленом-C толщиной примерно 800 нм. После нанесения покрытия CF были обрезаны до 500 мкм в длину, а кончики повторно экспонированы с помощью лазерной абляции. Они продемонстрировали хроническую нейронную запись и восприятие дофамина, имплантировав матрицы в прилежащее ядро крысы на 1 месяц. Кроме того, электроды были оставлены в ткани, разрезаны на месте во время гистологии и показали минимальное повреждение ткани (Patel et al., 2020). Точно так же Schwerdt et al. (2017, 2018) выровняли десять CF с отдельными длинами 5,5 мм на печатной плате с использованием стеклянной подложки с канавками (шаг 250 мкм). Волокна были соединены с печатной платой с помощью серебряной эпоксидной смолы, которая позже была отверждена на горячей пластине. В дальнейшем КФ (длиной 50–200 мкм) маскировали фоторезистом. Наконец, волокна были изолированы нанесением парилена-С с последующим снятием фоторезистивных масок с ацетоном, чтобы обнажить наконечники CF.
Третий пример был разработан Massey et al. (2019), в котором они изготовили 32-канальные массивы CF с использованием кремниевой микрофабрикации и микросборки (рис. 3Ciii). В этом устройстве волокна расположены с шагом 38 мкм, что является наименьшим шагом, о котором сообщалось для массивов углеродных волокон (Massey et al., 2019). Авторы предполагают, что технология изготовления масштабируется на большее количество электродов и допускает потенциальную будущую интеграцию микроэлектроники. Они продемонстрировали острую запись с использованием массивов на крысах.
На рис. 3Civ показан последний пример формы для сборки волокон, изготовленной с помощью 3D-печати и лазерной записи (Gillis et al. , 2018). Используя эту форму, CF были помещены в арфоподобную структуру для улучшения позиционирования и обработки на последующих этапах. В этой конструкции установочные зажимы расположены на расстоянии 150 мкм друг от друга, поэтому плотность электродов после сборки относительно низкая. Еще одним ограничением является количество каналов, которых всего четыре. Для подключения массивов к другой электронике был специально разработан полиимидный провод, служащий соединительным звеном между электродами и разъемом Omnetics (Gillis et al., 2018). Разъем был припаян к одному концу вывода с помощью печи оплавления, которая в основном используется для пайки оплавлением электронных компонентов поверхностного монтажа на печатной плате. Другой конец вывода был подготовлен для присоединения электрода путем промывки его изопропанолом и распыления излишков газообразным азотом (Gillis et al., 2018). В этой сборке электроды были изолированы париленом-С и экспонированы с огневой заточкой. Авторы также функционализировали CF с помощью EIROF для улучшения свойств электрода. Затем массивы были продемонстрированы как для острой стимуляции, так и для записи правого трахеосирингеального нерва у зебровых вьюрков.
Подводя итог, можно сказать, что метод сборки арфовой конструкции (рис. 3Civ) привел к получению массива электродов с низкой плотностью (Gillis et al., 2018), в то время как устройство, разработанное Patel et al. (2015, 2020) (рис. 3Cii) имеет большее количество каналов (16 каналов). Оба типа изготовления позволяют получить массивы с шагом более 132 мкм. Для сравнения, массивы, разработанные Гитчунтсом и Коксом (2020 г.) (рис. 3Ci) и (Massey et al., 2019; рис. 3Ciii), имеют большее количество электродов (32 или 64 канала), а массив Масси имеет наименьший размер шага 38 мкм. Все изготовление массивов Гитчунтсом и Коксом (2020 г.) (рис. 3Ci) и метод сборки конструкции арфы (Гиллис и др., 2018 г.) занимает около 2 часов, но (Пател и др., 2020 г.) и Мэсси и др. . (2019) не упомянул требуемое время изготовления. Однако все проекты включают ручные операции. Следует разработать методы, которые могут автоматически позиционировать и выравнивать волокна для облегчения процесса сборки.
Методы вставки
Метод вставки является важным фактором, который следует учитывать при изготовлении массивов CF высокой плотности. Было обнаружено, что использование дополнительных опор для введения CF сильно зависит от длины волокна (Patel et al., 2015; Massey et al., 2019). Чтобы определить оптимальную длину для надежного введения, Massey et al. (2019) вставили массивы CF в агаровый гель с концентрацией 0,6 мас.%, который имитирует многие механические свойства мозга. Результаты показали, что самые длинные волокна (длиной 3,5 мм) не могли вставляться, в то время как волокна короче 3,5 мм могли вставляться успешно. Эти длины могут изменяться после имплантации в естественных условиях , поскольку агар не является идеальной моделью для кортикальной ткани. Поэтому авторы предложили практическую верхнюю границу для устройств в 2,5–3 мм. Поэтому CF большей длины требуют дополнительной поддержки, которая может придать им достаточную механическую жесткость и облегчить введение в более глубокие области мозга (Patel et al. , 2015; Schwerdt et al., 2018; Lee Y. et al., 2019).).
Идеальная техника введения должна позволять вводить массивы CF с большим количеством каналов, не вызывая острой или хронической реакции тканей из-за повреждения при введении. Патель и др. (2015) и Schwerdt et al. (2018) временно придали жесткость кончикам муковисцидоза с помощью покрытия из полиэтиленгликоля (ПЭГ), которое позже растворилось стерильным раствором Рингера прямо над поверхностью мозга (рис. 3Di). Патель и др. (2015) предположили, что этот метод подходит для вставки массивов только с одним или двумя рядами волокон, но сложен для вставки массивов с тремя и более рядами (Patel et al., 2015). Патель и др. (2015) также продемонстрировали второй метод, в котором они использовали силиконовую опорную структуру, состоящую из небольших канавок для удержания отдельных волокон (рис. 3Dii). Использование кремниевой поддержки позволило вставлять массивы с тремя или более строками (Patel et al., 2015). В другой работе (Lee Y. et al., 2019), массивы CF были встроены в два различных вспомогательных материала, биоразлагаемые покрытия из фиброина шелка и неразлагаемые вольфрамовые проволоки, чтобы облегчить введение CF в более глубокие области мозга (рис. 3Diii). Шелковая поддерживающая структура растворилась примерно через 2 дня после имплантации. Их результат показал, что электроды с шелковой подложкой вызывали менее реактивные глиальные реакции, чем электроды с вольфрамовой подложкой.
Нерешенные задачи и направления развития
Электроды на основе углеродного микроволокна обеспечивают минимальную реакцию тканей и улучшенное разрешение для нервной стимуляции и регистрации по сравнению с обычными электродами, изготовленными с использованием металлических проводов или кремниевых технологий. Тем не менее, есть несколько остающихся проблем, которые необходимо решить для их будущего широкого использования как в исследованиях в области нейробиологии, так и в медицинских приложениях.
Первой неотложной задачей является создание МЭУ с использованием этих волокнистых материалов с большим количеством электродов и высокой плотностью. Производство должно быть хорошо контролируемым, с высоким выходом продукции, минимальными ручными процедурами и, следовательно, минимальным временем изготовления. Хотя оптические методы записи нейронной активности уже внесли важный вклад в изучение нейронной активности, существующие методы визуализации ограничены с точки зрения временного разрешения (Rector et al., 2009). Рассеяние света в мозге и тепловая чувствительность мозговой ткани также ограничивают применение методов визуализации, и многие из них требуют использования флуоресцентных белков, которые создают барьеры в клинической трансляции (Hillman, 2007; Park et al., 2018). По сравнению с визуализацией электрическая запись может обеспечить гораздо более высокое временное разрешение (He et al., 2011). Также можно записывать глубоко в мозг с помощью проникающих электродов, и клинический перевод относительно прост (Im and Seo, 2017). Однако для записи с больших популяций нейронов и больших областей мозга необходимо разработать массивы с большим количеством электродов и плотностью. Наибольшее количество электродов из массивов, изготовленных с использованием электродов из углеродного волокна, на данный момент составляет всего 64, что меньше, чем у многих других массивов электродов. Например, наиболее широко используемые матрицы Юта имеют 100 микроэлектродов. Одна недавно зарегистрированная система записи, Argo, состоит из 65 536 каналов записи (Obaid et al., 2020), что подходит для исследования in vivo (Sahasrabuddhe et al., 2020). Поэтому важно разработать новые технологии для увеличения производства массивов микроволокон на основе углерода. Большинство исследований, в которых изучались воспалительные реакции тканей на углеродные микроволокна, проводились с использованием одного или очень небольшого количества электродов. Также необходимо учитывать влияние количества и плотности электродов на реакцию ткани на имплантацию массива.
Во-вторых, необходимо улучшить технику введения, чтобы облегчить имплантацию этих гибких волоконных электродов. В существующих исследованиях по введению гибких углеродных микроволокон используются либо биорастворимые покрытия (Apollo et al. , 2015), либо толстые челночные устройства (Lee Y. et al., 2019).). Оба подхода увеличивают площадь введения, что может привести к неблагоприятным реакциям тканей и, таким образом, ограничить постоянное применение волокон (Weltman et al., 2016). Многие другие методы введения, которые были разработаны для других гибких имплантатов, также могут быть применимы к углеродным микроволокнам. Например, была разработана «швейная машина», которая использовалась для имплантации массивов с 64 хвостовиками для минимально инвазивной записи нейронов (Hanson et al., 2019). Конструкция этого инструмента для введения позволяет свести к минимуму общую площадь для введения, нарушение сосудистой системы и максимально увеличить количество и анатомическое распределение целевых электродов (Hanson et al., 2019).).
Наконец, будущие нейронные интерфейсы потребуют, чтобы устройства выполняли несколько функций для получения наиболее подробной и исчерпывающей информации от нервной системы, обладая при этом способностью одновременно модулировать нейронную деятельность с максимальной точностью и контролем. По сравнению с электрическими модальностями оптическая или химическая стимуляция и запись нейронов могут предоставить дополнительную информацию и гибкость (Hong and Lieber, 2019). Например, интеграция волоконно-оптических электродов, которые двунаправленно передают свет между отдельными участками (даже на расстоянии нескольких микрометров), позволит одновременно проводить электрофизиологию и оптическую визуализацию или нейронную стимуляцию с помощью оптогенетики (Miyamoto and Murayama, 2016). Использование оптогенетических манипуляций позволит контролировать нервную активность с избирательностью по типу клеток и проекции, что улучшит наше понимание активности и поведения специфических цепей (Miyamoto and Murayama, 2016). С химической точки зрения измерение и стимуляция нейротрансмиттеров могут быть еще одной полезной дополнительной функцией в нейронных интерфейсах (Sung et al., 2020). Нейротрансмиттеры играют важную роль в нейронных коммуникациях (Niyonambaza et al., 2019).). Они участвуют в психологических процессах, таких как обучение и память, и их патологии коррелируют со многими психическими или неврологическими расстройствами, такими как болезнь Паркинсона, шизофрения и болезнь Альцгеймера (Si and Song, 2018). Было продемонстрировано, что многие из этих микроволокон на основе углерода воспринимают нейротрансмиттеры, такие как дофамин, серотонин и глютамин (Fang et al., 2017). Однако многие из этих разработок все еще находятся на начальной стадии.
Несмотря на все эти проблемы, электроды из углеродного микроволокна обещают быть перспективными для нейронных интерфейсов следующего поколения. Ожидается, что углеродные микроволокна с минимальной реакцией тканей и способностью к нейронной стимуляции и записи с высоким разрешением будут служить основными технологиями в устройствах с замкнутым контуром, которые могут надежно и эффективно связываться с нейронами в течение достаточно длительного периода времени. Разработанные технологии принесут пользу как фундаментальной неврологии, так и медицинским исследованиям, углубляя наше понимание нейронных функций и продвигая разработку новых методов лечения, что в конечном итоге улучшит качество нашей жизни.
Вклад авторов
Все перечисленные авторы внесли существенный, непосредственный и интеллектуальный вклад в работу и одобрили ее для публикации.
Финансирование
Это исследование финансировалось за счет проектного гранта Национального совета по здравоохранению и медицинским исследованиям Австралии (GNT1101717) и гранта Linkage от Австралийского исследовательского совета (LP180100638). WT был поддержан грантом Мельбурнского университета для начинающих исследователей (2021ECR091). DG был поддержан Future Fellowships от Австралийского исследовательского совета (FT1
215).
Конфликт интересов
SP является акционером iBIONICS, компании, разрабатывающей имплантат сетчатки на основе алмаза. SP и DG являются акционерами и государственными служащими компании Carbon Cybernetics Pty Ltd., разрабатывающей компоненты медицинского оборудования на основе алмазов и углерода.
Остальные авторы заявляют, что исследование проводилось в отсутствие каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Каталожные номера
Агарвал К. , Джегадисан Р., Го Ю. К. и Такор Н. В. (2017). Стратегии беспроводной передачи энергии для имплантируемой биоэлектроники. IEEE Ред. Биомед. англ. 10, 136–161. doi: 10.1109/rbme.2017.2683520
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Агорелиус Дж., Цанакалис Ф., Фриберг А., Торбергссон П. Т., Петтерссон Л. М. и Шуэнборг Дж. (2015). Массив очень гибких электродов с индивидуальной конфигурацией, зафиксированных желатином во время начальной оценки имплантации в коре головного мозга бодрствующих крыс. Фронт. Неврологи. 9:331. doi: 10.3389/fnins.2015.00331
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ахнуд А., Меффин Х., Гарретт Д. Дж., Фокс К., Ганесан К., Стейси А. и др. (2017). Алмазные аппараты для протезирования зрения высокой остроты. Доп. Биосист. 1:e1600003.
Google Scholar
Алмаси А., Меффин Х., Клоэрти С. Л., Вонг Ю., Юнзаб М. и Ибботсон М. Р. (2020). Механизмы избирательности и инвариантности признаков в первичной зрительной коре. Церебр. Кора 30, 5067–5087. doi: 10.1093/cercor/bhaa102
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ангоци Г. Н., Бой Ф., Зордан С., Бонфанти А. и Вато А. (2014). Программируемая замкнутая беспроводная система записи и стимуляции поведения мелких лабораторных животных. Науч. Респ. 4:5963.
Google Scholar
Аполло, Н. В., Цзян, Дж., Чунг, В., Бакье, С., Лай, А., Миребедини, А., и др. (2018). Разработка и характеристика системы доставки нервных электродов с сахарозными микроиглами. Доп. Биосист. 2:1700187. doi: 10.1002/adbi.201700187
Полный текст CrossRef | Google Scholar
Аполлон, Н.В., Матурана, М.И., Тонг, В., Наягам, Д.а.Х., Шивдасани, М.Н., Форуги, Дж., и др. (2015). Мягкие, гибкие отдельно стоящие электроды для нервной стимуляции и записи, изготовленные из восстановленного оксида графена. Доп. Функц. Матер. 25, 3551–3559. doi: 10.1002/adfm.201500110
Полный текст CrossRef | Google Scholar
Баррезе Дж. К., Рао Н., Пару К., Трибвассер К., Варгас-Ирвин К., Франкмонт Л. и Донохью Дж. П. (2013). Анализ режима отказа внутрикортикальных массивов микроэлектродов на основе кремния у нечеловеческих приматов. J. Нейронная инженерия. 10:066014. doi: 10.1088/1741-2560/10/6/066014
CrossRef Full Text | Google Scholar
Бич С., Грундин С., Дойл А. и Теогараян Л. (2020). Изготовление и проверка гибких трехмерных столбчатых электродов для нейронной электрофизиологической записи. англ. Рез. Экспресс 2:025025. doi: 10.1088/2631-8695/ab407e
Полный текст CrossRef | Google Scholar
Bennet, K.E., Lee, K.H., Kruchowski, J.N., Chang, S.Y., Marsh, M.P., Van Orsow, A.A., et al. (2013). Разработка токопроводящего алмазного электрода, легированного бором: микроскопическое, спектроскопическое и вольтамперометрическое исследование. Материалы 6, 5726–5741. doi: 10.3390/ma6125726
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Bennet, K. E., Tomshine, J. R., Min, H. K., Manciu, F. S., Marsh, M. P., Paek, S. B., et al. (2016). Алмазный электрод для обнаружения нейрохимических веществ в человеческом мозгу. Фронт. Гум. Неврологи. 10:102. doi: 10.3389/fnhum.2016.00102
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Беннетт К., Самикканну М., Мохаммед Ф., Дитрих В. Д., Раджгуру С. М. и Прасад А. (2018). Нарушение гематоэнцефалического барьера (ГЭБ) в имплантатах внутрикортикальных кремниевых микроэлектродов. Биоматериалы 164, 1–10. doi: 10.1016/j.biomaterials.2018.02.036
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Береньи А., Беллучио М., Мао Д. и Бужаки Г. (2012). Замкнутый контроль эпилепсии с помощью транскраниальной электрической стимуляции. Наука 337, 735–737. doi: 10.1126/science.1223154
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Блэк Б. Дж., Каннеганти А., Джоши-Имре А. , Рихани Р., Чакраборти Б., Эббот Дж. и др. (2018). Хроническая запись и электрохимические характеристики массивов микроэлектродов Юты, имплантированных в моторную кору крыс. J. Нейрофизиол. 120, 2083–2090. doi: 10.1152/jn.00181.2018
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Будай Д., Хорват К. и Сабо А. (2007). Полимерная изоляция электродов из ультрамикроуглеродного волокна для электрофизиологических, электрохимических и биосенсорных применений. Акта Биол. Szegediensis 51, 81–85.
Google Scholar
Бернс С.П., Син Д. и Шепли Р.М. (2010). Сравнение динамики потенциала локального поля и сигналов многоэлементной активности в зрительной коре макака. J. Neurosci. 30, 13739–13749. doi: 10.1523/jneurosci.0743-10.2010
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Кэмерон, Дж., и Скабара, П.Дж. (2020). Повреждающее воздействие кислотности в PEDOT:PSS на производительность полупроводниковых устройств и решений на основе некислотных альтернатив. Матер. Гориз. 7, 1759–1772 гг. doi: 10.1039/c9mh01978b
Полный текст CrossRef | Google Scholar
Кэмпбелл П. К., Джонс К. Э. и Норманн Р. А. (1990). Внутрикортикальный массив из 100 электродов: структурная изменчивость. Биомед. науч. Инструм. 26, 161–165.
Google Scholar
Карнисер-Ломбарте, А., Ланкашир, Х. Т., и Ванхустенберг, А. (2017). Биосовместимость и электрическая стабильность in vitro толстопленочных электродов из сплава платины/золота, напечатанных на оксиде алюминия. Дж. Нейрал. англ. 14:036012. doi: 10.1088/1741-2552/aa6557
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Кастаньола Э., Ансальдо А., Маджолини Э., Юс Т., Скрап М., Риччи Д. и др. (2014). Меньшие, более мягкие электроды с более низким импедансом для человеческого нейропротеза: прагматичный подход. Фронт. Нейроинж. 7:8. doi: 10.3389/fneng.2014.00008
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Кастаньола Э. , Майоло Л., Маджолини Э., Минотти А., Маррани М., Майта Ф. и др. (2013). «Сверхгибкое и совместимое с мозгом микроэлектрокортикографическое устройство с микроэлектродами, покрытыми PEDOT-углеродными нанотрубками с низким импедансом», в Proceedings of the 6th Annual International IEEE EMBS Conference on Neural Engineering , Сан-Диего, Калифорния.
Google Scholar
Castagnola, E., Robbins, E.M., Woeppel, K.M., Mcguier, M., Golabchi, A., Taylor, I.M., et al. (2020). Обнаружение и количественная оценка экзогенно введенного мелатонина в головном мозге мышей методом циклической вольтамперометрии с быстрым сканированием в режиме реального времени. Фронт. биоинж. Биотехнолог. 8:602216. doi: 10.3389/fbioe.2020.602216
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Четинкая Э., Гок С. и Сахин М. (2018). Электроды из углеродного волокна для регистрации спинного мозга in vivo. Конф. проц. IEEE инж. Мед. биол. соц. 2018, 5069–5072.
Google Scholar
Чанг Ю., Ян С. Т., Лю Дж. Х., Донг Э., Ван Ю., Цао А. и др. (2011). Оценка токсичности оксида графена in vitro на клетках A549. Токсикол. лат. 200, 201–210. doi: 10.1016/j.toxlet.2010.11.016
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Чен С., Руан С., Бай С., Линь С., Се С. и Ли И. С. (2019). Узорчатая пленка оксида иридия в качестве интерфейса нейронного электрода: биосовместимость и улучшенный рост нейритов при электрической стимуляции. Матер. науч. англ. C Матер. биол. заявл. 103:109865. doi: 10.1016/j.msec.2019.109865
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Чен С., Цю Л. и Ченг Х. М. (2020). Углеродные волокна для перспективных электрохимических накопителей энергии. Хим. Ред. 120, 2811–2878. doi: 10.1021/acs.chemrev.9b00466
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Чой, Дж. Р., Ким, С. М., Рю, Р. Х., Ким, С. П., и Сон, Дж. В. (2018). Имплантируемые нейронные датчики для интерфейсов мозг-машина – текущие разработки и перспективы на будущее. Экспл. Нейробиол. 27, 453–471. doi: 10.5607/en.2018.27.6.453
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Коди, П. А., Элес, Дж. Р., Лагенаур, К. Ф., Козай, Т. Д. Ю., и Цуй, X. Т. (2018). Уникальные электрофизиологические и импедансные сигнатуры между типами инкапсуляции: анализ отказа биологического массива Юта и преимущества биомиметического покрытия в модели крысы. Биоматериалы 161, 117–128. doi: 10.1016/j.biomaterials.2018.01.025
Реферат PubMed | Полный текст перекрестной ссылки | Google Scholar
Коган, С.Ф. (2008). Нейронная стимуляция и регистрирующие электроды. Год. Преподобный Биомед. англ. 10, 275–309.
Google Scholar
Коган С. Ф., Эрлих Дж., Планте Т. Д., Смирнов А., Шайр Д. Б., Джингерих М. и др. (2009). Напыленные пленки оксида иридия для электродов нервной стимуляции. Дж. Биомед. Матер. Рез. Б заявл. Биоматер. 89, 353–361. doi: 10.1002/jbm.b.31223
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Коган, С.Ф., Гузелян, А.А., Агнью, В.Ф., Юэн, Т.Г., и Маккрири, Д.Б. (2004). Чрезмерная пульсация разрушает активированные пленки оксида иридия, используемые для внутрикортикальной нервной стимуляции. J. Neurosci. Методы 137, 141–150. doi: 10.1016/j.jneumeth.2004.02.019
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Данкоски, Э. К., и Вайтман, Р. М. (2013). Мониторинг сигналов серотонина в масштабе доли секунды. Фронт. интегр. Неврологи. 7:44. дои: 10.3389/fnint.2013.00044
Резюме PubMed | Полный текст перекрестной ссылки | Google Scholar
Деку Ф., Газави А. и Коган С. Ф. (2018a). Нейронные интерфейсы на основе массивов ультрамикроэлектродов из аморфного карбида кремния. Биоэлектрон. Мед. 1, 185–200. doi: 10.2217/bem-2018-0006
CrossRef Полный текст | Google Scholar
Деку Ф. , Джоши-Имре А., Мертири А., Гарднер Т. Дж. и Коган С. Ф. (2018b). Электроосажденный оксид иридия на ультрамикроэлектродах из углеродного волокна для регистрации и стимуляции нейронов. Дж. Электрохим. соц. 165, 375–380.
Google Scholar
Fan, B., Rusinek, C.A., Thompson, C.H., Setien, M., Guo, Y., Rechenberg, R., et al. (2020). Гибкие микроэлектроды на основе алмаза, изготовленные с использованием стороны роста алмаза для нейронного зондирования. Микросист. Наноенг. 6:42.
Google Scholar
Фанг Дж., Се З., Уоллес Г. и Ван Х. (2017). Совместное нанесение углеродных точек и нанолистов восстановленного оксида графена на поверхность микроэлектрода из углеродного волокна для селективного обнаружения дофамина. Заявл. Серф. науч. 412, 131–137. doi: 10.1016/j.apsusc.2017.03.257
CrossRef Full Text | Google Scholar
Фергюсон М., Шарма Д., Росс Д. и Чжао Ф. (2019). Критический обзор массивов микроэлектродов и стратегий улучшения нейронных интерфейсов. Доп. Здоровьеc. Матер. 8:e1
8.
Google Scholar
Флеминг Дж. Э., Данн Э. и Лоури М. М. (2020). Моделирование замкнутых схем управления глубокой стимуляцией мозга для подавления патологических бета-осцилляций при болезни Паркинсона. Фронт. Неврологи. 14:166. doi: 10.3389/fnins.2020.00166
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ганесан К., Гаррет Д. Дж., Ахнуд А., Шивдасани М. Н., Тонг В., Тернли А. М. и др. (2014). Полностью алмазная герметичная электрическая проходная матрица для протеза сетчатки. Биоматериалы 35, 908–915. doi: 10.1016/j.biomaterials.2013.10.040
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ганджи М., Танака А., Гилья В., Халгрен Э. и Дайе С. А. (2017). Влияние масштабирования на эффективность электрохимической стимуляции электрокортикографических массивов Au, Pt и PEDOT:PSS. Доп. Функц. Матер. 27:1703019. doi: 10.1002/adfm.201703019
Полный текст CrossRef | Google Scholar
Гаррет Д. Дж., Ганесан К., Стейси А., Фокс К., Меффин Х. и Правер С. (2012). Ультрананокристаллические алмазные электроды: оптимизация для приложений нервной стимуляции. J. Нейронная инженерия. 9:016002. doi: 10.1088/1741-2560/9/1/016002
CrossRef Full Text | Google Scholar
Гаррет Д. Дж., Сондерс А. Л., Макгоуэн К., Спекс Дж., Ганесан К., Меффин Х. и др. (2016а). Биосовместимость in vivo легированного бором и азотом включенного проводящего алмаза для использования в медицинских имплантатах. Ж. Биомед. Матер. Рез. Б заявл. Биоматер. 104, 19–26. doi: 10.1002/jbm.b.33331
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Гаррет Д. Дж., Тонг В., Симпсон Д. А. и Меффин Х. (2016b). Diamond для нейронных интерфейсов: обзор. Углерод 102, 437–454. doi: 10.1016/j.carbon.2016.02.059
CrossRef Полный текст | Google Scholar
Геддес, Л. А., и Родер, Р. (2003). Критерии выбора материалов для имплантируемых электродов. Энн. Биомед. англ. 31, 879–890. doi: 10.1114/1.1581292
Полный текст CrossRef | Google Scholar
Гане-Мотлах, Б., и Саван, М. (2013). «Обзор технологий массивов микроэлектродов: проблемы проектирования и внедрения», в материалах Proceedings of the 2nd International Conference on Advances in Biomedical Engineering , Tripoli, 38–41.
Google Scholar
Гиллис В. Ф., Лиссандрелло К. А., Шен Дж., Пирре Б. В., Мертири А., Деку Ф. и др. (2018). Углеродное волокно на полиимидных ультрамикроэлектродах. J. Нейронная инженерия. 15:016010.
Google Scholar
Гоши Н., Морган Р. К., Лейн П. Дж. и Секер Э. (2020). Модель культуры первичных нервных клеток для изучения взаимодействия нейронов, астроцитов и микроглии при нейровоспалении. Дж. Нейровоспаление 17:155.
Google Scholar
Гитчаунтс Г. и Кокс Д. (2020). 64-канальные массивы электродов из углеродного волокна для хронической электрофизиологии. Науч. Респ. 10:3830.
Google Scholar
Гитчаунтс, Г., Марковиц, Дж. Э., Либерти, В. А., и Гарднер, Т. Дж. (2013). Массив электродов из углеродного волокна для долговременной записи нейронов. J. Нейронная инженерия. 10:046016. doi: 10.1088/1741-2560/10/4/046016
CrossRef Full Text | Google Scholar
Гулино М., Ким Д., Пане С., Сантос С. Д. и Пего А. П. (2019). Реакция ткани на нейронные имплантаты: использование модельных систем для новых конструктивных решений имплантируемых микроэлектродов. Фронт. Неврологи. 13:689. doi: 10.3389/fnins.2019.00689
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Гюнтер К., Дельбеке Дж. и Ортис-Каталан М. (2019). Безопасность длительной электрической стимуляции периферических нервов: обзор современного уровня техники. Дж. Нейроинж. Реабилит. 16:13.
Google Scholar
Го, Ю., Дуань, В., Ма, К., Цзян, К., Се, Ю., Хао, Х., и др. (2015). Биосовместимость и характеристики магнитно-резонансной томографии нервных электродов из нити из углеродных нанотрубок в модели крысы. Биомед. англ. Онлайн 14:118.
Google Scholar
Hadjinicolaou, A.E., Leung, R.T., Garrett, D.J., Ganesan, K., Fox, K., Nayagam, D.a.X., et al. (2012). Электрическая стимуляция ганглиозных клеток сетчатки алмазом и разработка полностью алмазного протеза сетчатки. Биоматериалы 33, 5812–5820. doi: 10.1016/j.biomaterials.2012.04.063
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Хэнсон Т. Л., Диас-Ботия К. А., Харазия В., Махарбиз М. М. и Сабес П. Н. (2019 г.)). «Швейная машина» для минимально инвазивной нейронной записи. bioRxiv [Препринт].
Google Scholar
Харрис, Дж. П., и Тайлер, Д. Дж. (2013). Биологические, механические и технологические факторы, влияющие на продолжительность записи внутрикортикальных электродов. Крит. Преподобный Биомед. англ. 41, 435–456.
Google Scholar
Хе Б., Ян Л., Уилке К. и Юань Х. (2011). Электрофизиологическая визуализация мозговой активности и связи: проблемы и возможности. IEEE Trans. Биомед. англ. 58, 1918–1931. doi: 10.1109/tbme.2011.2139210
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Хеджази М. А., Тонг В., Стейси А., Сото-Бреседа А., Ибботсон М. Р., Юнзаб М. и др. (2020а). Гибридные микроэлектроды из алмаза и углеродного волокна позволяют создавать мультимодальные электрические и химические нейронные интерфейсы. Биоматериалы 230:119648. doi: 10.1016/j.biomaterials.2019.119648
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Хиджази, М. А., Тонг, В., Стейси, А., Сан, С. Х., Юнзаб, М., Алмаси, А., и др. (2020б). Двунаправленный нейронный интерфейс высокой точности с микроэлектродами из углеродного волокна, покрытыми углеродными наностенками, легированными бором: серьезное исследование. Доп. Функц. Матер. 30:2006101. doi: 10.1002/adfm.202006101
Полный текст CrossRef | Google Scholar
Эррерас, О. (2016). Потенциалы локальных полей: мифы и недоразумения. Фронт. Нейронные цепи 10:101. дои: 10.3389/fncir.2016.00101
Резюме PubMed | Полный текст перекрестной ссылки | Google Scholar
Hill, M., Rios, E., Sudhakar, S.K., Roossien, D.H., Caldwell, C., Cai, D., et al. (2018). Количественное моделирование внеклеточной единичной записи с поверхности коры. J. Нейронная инженерия. 15:056007. doi: 10.1088/1741-2552/aacdb8
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Хиллман, Э. М. (2007). Оптическая визуализация мозга in vivo: методы и приложения от животных к человеку. Ж. Биомед. Опц. 12:051402. doi: 10.1117/1.2789693
Полный текст CrossRef | Google Scholar
Хун Г., Фу Т. М., Цяо М., Виверос Р. Д., Ян X., Чжоу Т. и др. (2018). Метод хронической записи одиночных нейронов с сетчатки бодрствующих мышей. Наука 360, 1447–1451. doi: 10.1126/science.aas9160
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Хонг Г. и Либер К. М. (2019). Новые электродные технологии для нейронных записей. Нац. Преподобный Нейроски. 20, 330–345. doi: 10.1038/s41583-019-0140-6
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ху, Ю., Ма, Б., Хао, Х. и Ли, Л. (2016). Промежуточный мультимедийный узел: имплантируемый стимулятор спинного мозга. Дж. Виз. коммун. Изображение R 41, 15–20. doi: 10.1016/j.jvcir.2016.09.001
CrossRef Полный текст | Google Scholar
Хьюбел, Д. Х. (1957). Вольфрамовый микроэлектрод для записи с единичных единиц. Наука 125, 549–550. doi: 10.1126/science.125.3247.549
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Хьюбел, Д. Х., и Визель, Т. Н. (1962). Рецептивные поля, бинокулярное взаимодействие и функциональная архитектура зрительной коры кошек. J. Physiol. 160, 106–154. doi: 10.1113/jphysiol.1962.sp006837
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Хунг Х. , Фама Ю.-И. Л., Чо, С.-Х. и Банг, Ю.-Х. (2017). Гидродинамика печи низкотемпературной карбонизации для производства углеродного волокна на основе полиакрилонитрила (ПАН). Хим. англ. Рез. Дес. 128, 192–204. doi: 10.1016/j.cherd.2017.09.037
CrossRef Full Text | Google Scholar
Им, К., и Сео, Дж. (2017). Обзор электродов для регистрации электрических сигналов головного мозга. Биомед. англ. лат. 6, 104–112. doi: 10.1007/s13534-016-0235-1
CrossRef Full Text | Google Scholar
Джейкобс С. Б., Иванов И. Н., Нгуен М. Д., Зестос А. Г. и Вентон Б. Дж. (2014). Измерения дофамина с высоким временным разрешением с помощью микроэлектродов из пряжи из углеродных нанотрубок. Анал. хим. 86, 5721–5727. doi: 10.1021/ac404050t
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Джером К., Гескин В., Лаццарони Р., Бредас Дж. Л., Тибо А., Калберг К. и др. (2001). Полная электрохимическая подготовка проводящих/изолирующих бинарных полимерных пленок. Хим. Матер. 13, 1656–1664. doi: 10.1021/cm001124d
CrossRef Full Text | Google Scholar
Karumbaiah, L., Saxena, T., Carlson, D., Patil, K., Patkar, R., Gauup, E.A., et al. (2013). Взаимосвязь между дизайном внутрикортикальных электродов и функцией хронической записи. Биоматериалы 34, 8061–8074. doi: 10.1016/j.biomaterials.2013.07.016
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Кифер, Э. В., Боттерман, Б. Р., Ромеро, М. И., Росси, А. Ф., и Гросс, Г. В. (2008). Покрытие из углеродных нанотрубок улучшает запись нейронов. Нац. нанотехнологии. 3, 434–439. doi: 10.1038/nnano.2008.174
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ким Г. Х., Ким К., Нам Х., Шин К., Чой В., Шин Дж. Х. и др. (2017). Осаждение нанокомпозита CNT-Au на золотых микроэлектродах для улучшения записи нейронов. Сенсорные приводы B Chem. 252, 152–158. doi: 10.1016/j.snb.2017.04.142
CrossRef Полный текст | Google Scholar
Ким С. , Юнг У., Бэк Дж., Канг С. и Ким Дж. (2012). Одновременное измерение записей нервных импульсов и многофотонная визуализация кальция в клетках нейробластомы. Датчики 12, 15281–15291. doi: 10.3390/s121115281
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ким Т., Канг Ю. Х., Ли Т., Ли К. и Ким Д. Х. (2013). Графеновые пленки демонстрируют стабильное прикрепление клеток и биосовместимость с электрогенными первичными клетками сердца. Мол. Ячейки 36, 577–582. doi: 10.1007/s10059-013-0277-5
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ким Т., Пак С., Сео Дж., Ли К.В. и Ким Дж. (2019). Высокопроводящий PEDOT:PSS с повышенной химической стабильностью. Орг. Электрон. 74, 77–81.
Google Scholar
Кита, Дж. М., и Вайтман, Р. М. (2008). Микроэлектроды для изучения нейробиологии. Курс. мнение хим. биол. 12, 491–496. doi: 10.1016/j.cbpa.2008.06.035
Реферат PubMed | Полный текст перекрестной ссылки | Google Scholar
Конердинг В. С., Фрорип У.П., Крал А. и Баумхофф П. (2018). Новая тонкопленочная матрица поверхностных электродов позволяет картировать мозг грызунов с высокой пространственной точностью. Науч. Респ. 8:3825.
Google Scholar
Коцар Г., Фрис М., Абель П., Флейшман А., Рой С., Зорман С. и др. (2002). Оценка конструкционных материалов МЭМС для имплантируемых медицинских устройств. Биоматериалы 23, 2737–2750. doi: 10.1016/s0142-9612(02)00007-8
Полный текст CrossRef | Google Scholar
Козаи Т. Д., Кэтт К., Ли X., Гугель З. В., Олафссон В. Т., Васкес А. Л. и др. (2015). Режимы механического отказа хронически имплантированных планарных нейронных зондов на основе кремния для ламинарной записи. Биоматериалы 37, 25–39. doi: 10.1016/j.biomaterials.2014.10.040
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Kozai, T.D.Y., Catt, K., Du, Z.H., Na, K., Srivannavit, O., Haque, R.U.M., et al. (2016). Хроническая оценка in vivo PEDOT/CNT для стабильных нейронных записей. IEEE Trans. Биомед. англ. 63, 111–119. doi: 10.1109/tbme.2015.2445713
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Kozai, T.D.Y., Langhals, N.B., Patel, P.R., Deng, X.P., Zhang, H.N., Smith, K.L., et al. (2012). Сверхмалые имплантируемые композитные микроэлектроды с биоактивными поверхностями для хронических нейронных интерфейсов. Нац. Матер. 11, 1065–1073. doi: 10.1038/nmat3468
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Лебер, М., Бхандари, Р., Сольцбахер, Ф., и Неги, С. (2017). «Новый метод изготовления саморастворяющихся и свободно плавающих», в материалах 19-й Международной конференции по твердотельным датчикам, исполнительным механизмам и микросистемам (ПРЕОБРАЗОВАТЕЛИ) 2017 г. , Гаосюн, 1726–1729.
Google Scholar
Lee, J., Lee, D.M., Jung, Y., Park, J., Lee, H.S., Kim, Y.K., et al. (2019). Метод прямого формования и уплотнения высокоэффективных волокон из углеродных нанотрубок. Нац. коммун. 10:2962.
Google Scholar
Ли Ю., Конг К., Чанг Дж. В. и Джун С. Б. (2019). Массив микроэлектродов на основе углеродного волокна, встроенный в биоразлагаемую шелковую подложку для записи нейронов in vivo. J. Korean Med. науч. 34:e24.
Google Scholar
Лю, Дж. (2018). «Электроника для инъекций шприцев», в Biomimetics Through Nanoelectronics New York, NY: Springer, 65–93. doi: 10.1007/978-3-319-68609-7_5
Полнотекстовая перекрестная ссылка | Google Scholar
Lu, L., Fu, X., Liew, Y., Zhang, Y., Zhao, S., Xu, Z., et al. (2019). Мягкие и совместимые с МРТ нейронные электроды из волокон углеродных нанотрубок. Нано Летт. 19, 1577–1586. doi: 10.1021/acs.nanolett.8b04456
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Луан Л., Вэй X., Чжао З., Сигел Дж. Дж., Потнис О., Таппен С. А. и др. (2017). Сверхгибкие наноэлектронные зонды формируют надежную нейронную интеграцию без глиальных рубцов. Науч. Доп. 3:e1601966. doi: 10.1126/sciadv.1601966
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Мэйли, С. К., Хайленд, М., Мэйли, П., Маклафлин, Дж. М., и Макадамс, Э. Т. (2002). Электрохимические и структурные характеристики электроосажденных тонкопленочных электродов из оксида иридия при воздействии нейростимулирующего электрического сигнала. Матер. науч. англ. С 21, 167–175. doi: 10.1016/s0928-4931(02)00098-x
CrossRef Full Text | Академия Google
Mandal, H.S., Kastee, J.S., Mchail, D.G., Rubinson, J.F., Pancrazio, J.J., and Dumas, T.C. (2015). Улучшенный поли(3,4-этилендиокситиофен) (PEDOT) для нервной стимуляции. Нейромодуляция 18, 657–663. doi: 10.1111/ner.12285
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Марин, К., и Фернандес, Э. (2010). Биосовместимость интракортикальных микроэлектродов: современное состояние и перспективы. Фронт. Нейроинж. 3:8. дои: 10.3389/fneng.2010.00008
Резюме PubMed | Полный текст перекрестной ссылки | Google Scholar
Мэсси, Т. Л., Сантакрус, С. Р., Хоу, Дж. Ф., Пистер, К. С. Дж., Кармена, Дж. М., и Махарбиз, М. М. (2019). Технология нейронной записи из углеродного волокна высокой плотности. J. Нейронная инженерия. 16:016024. doi: 10.1088/1741-2552/aae8d9
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Маккарти П.Т., Отто К.Дж. и Рао М.П. (2011). Прочные проникающие микроэлектроды для нейронных интерфейсов, изготовленные методом микрообработки титана. Биомед. Микроустройства 13, 503–515. doi: 10.1007/s10544-011-9519-5
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Макнотон Б.Л., О’Киф Дж. и Барнс К.А. (1983). Стереотрод: новый метод одновременного выделения нескольких отдельных единиц в центральной нервной системе из записей нескольких единиц. J. Neurosci. Методы 8, 391–397. doi: 10.1016/0165-0270(83)
-3
Полный текст CrossRef | Google Scholar
Mendonca, M. C., Soares, E.S., De Jesus, M.B., Ceragioli, HJ, Irazusta, S.P., Batista, A.G., et al. (2016). Восстановленный оксид графена: нанотоксикологический профиль у крыс. Ж. Нанобиотехнологии. 14:53.
Google Scholar
Миямото Д. и Мураяма М. (2016). Волоконно-оптическая визуализация и манипулирование нервной активностью во время поведения животных. Неврологи. Рез. 103, 1–9. doi: 10.1016/j.neures.2015.09.004
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Motlagh, B.G., Choueib, M., Mesgar, A.H., Hasanuzzaman, M., and Sawan, M. (2016). Прямой рост углеродных нанотрубок на новых трехмерных массивах микроэлектродов в форме пирамиды высокой плотности для интерфейсов мозг-машина. Микромашины 7:163. doi: 10.3390/mi70
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Мулпуру С.К., Мадхаван М., Маклеод С.Дж., Ча Ю.М. и Фридман П.А. (2017). Кардиостимуляторы: функция, устранение неполадок и управление: часть 1 из серии из 2 частей. Дж. Ам. Сб. Кардиол. 69, 189–210.
Google Scholar
Неаполь, Дж. Г., и Ракенштейн, М. Дж. (2020). Кохлеарный имплант. Отоларингол. клин. Север Ам. 53, 87–102.
Google Scholar
Ник К., Джоши Р., Шнайдер Дж. Дж. и Тилеманн К. (2012). Трехмерные электроды из углеродных нанотрубок для внеклеточной регистрации сердечных миоцитов. Биоинтерфазы 7:58. doi: 10.1007/s13758-012-0058-2
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ниино Х., Харада Ю., Анзай К., Мацусита М., Фурукава К., Нишино М. и др. (2016). Лазерная резка пластиков, армированных углеродным волокном (CFRP и CFRTP), с помощью ИК-волоконного лазерного излучения. J. Laser Micro Nanoeng. 11, 104–110. doi: 10.2961/jlmn.2016.01.0020
Полный текст CrossRef | Google Scholar
Нимбалкар С., Кастаньола Э., Баласубрамани А., Скарпеллини А., Самеджима С., Хорасани А. и др. (2018). Ультраемкостный углеродный нейронный зонд позволяет одновременно проводить длительную электрическую стимуляцию и обнаруживать нейротрансмиттеры с высоким разрешением. Науч. Респ. 8:6958.
Google Scholar
Нийонамбаза С. Д., Кумар П., Син П., Мато Дж., Конинк П. Д., Буасселье Э. и др. (2019). Обзор методов обнаружения нейротрансмиттеров для нейроинженерных исследований. Заяв. науч. 9, 1–31. doi: 10.1016/j.jneumeth.2014.03.008
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Обейд А., Ханна М. Э., Ву Ю. В., Колло М., Рац Р., Энгл М. Р. и др. (2020). Массивно параллельные массивы микропроводов, интегрированные с микросхемами CMOS для нейронной записи. Науч. Доп. 6:eaay2789. doi: 10.1126/sciadv.aay2789
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Обьен, М.Е., Делигарис, К., Буллманн, Т., Баккум, Д.Дж., и Фрей, У. (2014). Выявление функции нейронов с помощью записей массива микроэлектродов. Фронт. Неврологи. 8:423. doi: 10.3389/fnins.2014.00423
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Опри Э. , Чернера С., Молина Р., Эйзингер Р. С., Кейгл Дж. Н., Алмейда Л. и др. (2020). Хроническая встроенная кортико-таламическая замкнутая глубокая стимуляция мозга для лечения эссенциального тремора. Науч. Перевод Мед. 12:eaay7680. doi: 10.1126/scitranslmed.aay7680
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Паис-Виейра М., Ядав А. П., Морейра Д., Гуггенмос Д., Сантос А., Лебедев М. и др. (2016). Замкнутый интерфейс мозг-машина для контроля над эпилепсией с помощью электрической стимуляции спинного мозга. Науч. Респ. 6:32814.
Google Scholar
Пак Г.К., Хосок С., Ким Г.С., Хван Н.С. и Чой Х.С. (2018). Оптическая спектроскопическая визуализация для клеточной терапии и тканевой инженерии. Заявл. Спектроск. Ред. 53, 360–375. doi: 10.1080/05704928.2017.1328428
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Park, LC, Zhang, H., and Gibson, GE (2001). Совместное культивирование с астроцитами или микроглией защищает нейроны с нарушенным метаболизмом. Мех. Старение Дев. 123, 21–27. doi: 10.1016/s0047-6374(01)00336-0
Полный текст CrossRef | Google Scholar
Park, S., Guo, Y., Jia, X., Choe, H.K., Grena, B., Kang, J., et al. (2017). Одноэтапная оптогенетика с многофункциональными гибкими полимерными волокнами. Нац. Неврологи. 20, 612–619. doi: 10.1038/nn.4510
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Парк С., Локе Г., Финк Ю. и Аникеева П. (2019). Гибкая оптоволоконная оптоэлектроника для нейронных интерфейсов. Хим. соц. Ред. 48, 1826–1852 гг. doi: 10.1039/c8cs00710a
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Патель П. Р., На К., Чжан Х., Козай Т. Д., Котов Н. А., Юн Э. и др. (2015). Вставка линейных 16-канальных массивов электродов из углеродного волокна диаметром 8,4 мкм для отдельных записей. Дж. Нейрал. англ. 12:046009. doi: 10.1088/1741-2560/12/4/046009
CrossRef Full Text | Google Scholar
Патель П. Р., Попов П., Колдуэлл К. М., Велле Э. Дж., Эгерт Д., Петтибоун Дж. Р. и др. (2020). Массивы углеродных волокон высокой плотности для хронической электрофизиологии, циклической вольтамперометрии с быстрым сканированием и коррелятивной анатомии. J. Нейронная инженерия. 17:056029. doi: 10.1088/1741-2552/abb1f6
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Патель П. Р., Чжан Х., Роббинс М. Т., Нофар Дж. Б., Маршалл С. П., Кобыларек М. Дж. и др. (2016). Оценка хронической стабильности in vivo массивов микроэлектродов из углеродного волокна. J. Нейронная инженерия. 13:066002.
Google Scholar
Пей В. и Чен Х. (2018). «Матрица электродов для нейронных интерфейсов», в Micro Electro Mechanical Systems , изд. QA Huang (Сингапур: Springer), 1437–1465 гг. doi: 10.1007/978-981-10-5945-2_42
Полный текст CrossRef | Google Scholar
Пейшото Н., Джексон К., Самийи Р. и Минниканти С. (2009). Хранение заряда: меры стабильности в имплантируемых электродах. Год. Междунар. конф. IEEE инж. Мед. биол. соц. 2009, 658–661.
Google Scholar
Петерсен, Р. (2016). Биосовместимость углеродного волокна для имплантатов. Волокна 4:1. doi: 10.3390/fib4010001
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Поликов В.С., Треско П.А. и Райхерт В.М. (2005). Реакция ткани головного мозга на хронически имплантированные нервные электроды. J. Neurosci. Методы 148, 1–18. doi: 10.1016/j.jneumeth.2005.08.015
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Пранти, А.С., Шандер, А., Бедекер, А., и Ланг, В. (2017). Высокостабильное покрытие PEDOT:PSS на золотых микроэлектродах с улучшенной способностью инжекции заряда для хронической нервной стимуляции. Труды 1:492. doi: 10.3390/proceedings1040492
CrossRef Full Text | Google Scholar
Раути Р., Лозано Н., Леон В., Скайни Д., Мусто М., Раго И. и др. (2016). Нанолисты оксида графена изменяют синаптическую функцию в культивируемых сетях мозга. СКД Нано 10, 4459–4471. doi: 10.1021/acsnano.6b00130
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ректор Д. М., Яо X., Харпер Р. М. и Джордж Дж. С. (2009). «Наблюдения in vivo за быстрыми изменениями рассеянного света, связанными с нейрофизиологической активностью», в In Vivo Optical Imaging of Brain Function , ed. Р. Д. Фростиг (Бока-Ратон, Флорида: CRC Press).
Google Scholar
Робинсон Д.Л., Вентон Б.Дж., Хайен М.Л. и Вайтман Р.М. (2003). Обнаружение высвобождения дофамина за доли секунды с помощью циклической вольтамперометрии с быстрым сканированием in vivo. клин. хим. 49, 1763–1773 гг. doi: 10.1373/49.10.1763
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Розер Дж., Альтинг Н. Ф. А., Перментье Х. П., Брюинз А. П. и Бишофф Р. (2013). Алмазные электроды, легированные бором, для электрохимического окисления и расщепления пептидов. Анал. хим. 85, 6626–6632. doi: 10.1021/ac303795c
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Роуз, Т. Л., и Роббли, Л. С. (1990). Электростимуляция платиновыми электродами. VIII. Пределы электрохимически безопасного ввода заряда с импульсами 0,2 мс. IEEE Trans. Биомед. англ. 37, 1118–1120. doi: 10.1109/10.61038
Полный текст CrossRef | Google Scholar
Sahasrabuddhe, K., Khan, A.A., Singh, A.P., Stern, T.M., Ng, Y., Tadić, A., et al. (2020). Арго: система записи с 65 536 каналами для записи нейронов с высокой плотностью в естественных условиях. bioRxiv [Препринт].
Google Scholar
Санкар, В., Патрик, Э., Дьеме, Р., Санчес, Дж. К., Прасад, А., и Нисида, Т. (2014). Электродный анализ импеданса нервных имплантатов из хронической вольфрамовой микропроволоки: понимание абиотического и биотического вклада. Фронт. Нейроинж. 7:13. doi: 10.3389/fneng.2014.00013
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Сантос Р. М., Лоуренко С. Ф., Пьедаде А. П., Эндрюс Р., Померло Ф., Хюттл П. и др. (2008). Сравнительное исследование микроэлектродов на основе углеродного волокна для измерения оксида азота в тканях головного мозга. Биосенс. Биоэлектрон. 24, 704–709. doi: 10.1016/j.bios.2008.06.034
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Швердт Х. Н., Ким М. Дж., Амемори С., Хомма Д., Йошида Т., Симадзу Х. и др. (2017). Субклеточные зонды для нейрохимической записи из нескольких участков мозга. Лабораторный чип 17, 1104–1115. doi: 10.1039/c6lc01398h
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Schwerdt, H.N., Zhang, E., Kim, M.J., Yoshida, T., Stanwicks, L., Amemori, S., et al. (2018). Зонды клеточного масштаба обеспечивают стабильный хронический субсекундный мониторинг нейрохимических веществ дофамина в модели грызунов. Комм. биол. 1:144.
Google Scholar
Seo, K.J., Artoni, P., Qiang, Y. , Zhong, Y., Han, X., Shi, Z., et al. (2019). Прозрачные, гибкие, проникающие массивы микроэлектродов с возможностями однокомпонентной электрофизиологии. Доп. Биосист. 3:e1800276.
Google Scholar
Шарма Г., Аннетта Н., Фриденберг Д., Бланко Т., Васконселос Д., Шайхуни А. и др. (2015). Стабильность во времени и анализ когерентности мультиэлементных, одиночных и локальных потенциалов полей нейронных сигналов в хронически имплантированных мозговых электродах. Биоэлектрон. Мед. 2, 63–71. doi: 10.15424/bioelectronmed.2015.00010
CrossRef Полный текст | Google Scholar
Шеперд Р. К., Вильялобос Дж., Бернс О. и Наягам Д. А. Х. (2018). Разработка нейростимуляторов: обзор доклинических исследований безопасности и эффективности. J. Нейронная инженерия. 15:041004. doi: 10.1088/1741-2552/aac43c
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Шуанг Ф., Дэн Х., Шафик А. Б., Марш С., Трейман Д., Цакалис К. и др. (2020). Первое исследование нанопористых вольфрамовых записывающих электродов для глубокой стимуляции мозга. Матер. лат. 260:126885. doi: 10.1016/j.matlet.2019.126885
CrossRef Full Text | Google Scholar
Си Б. и Сонг Э. (2018). Последние достижения в обнаружении нейротрансмиттеров. Хемосенсоры 6, 1–24. doi: 10.3390/chemosensors6010001
Полный текст CrossRef | Google Scholar
Sim, S.L., Szalewski, R.J., Johnson, L.J., Akah, L.E., Shoemaker, L.E., Thoreson, W.B., et al. (2014). Одновременная запись ганглиозных клеток сетчатки мыши во время эпиретинальной или субретинальной стимуляции. Видение Рез. 101, 41–50. doi: 10.1016/j.visres.2014.05.005
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Смарт С.К., Кэссиди А.И., Лу Г.К. и Мартин Д.Дж. (2006). Биосовместимость углеродных нанотрубок. Углерод 44, 1034–1047. doi: 10.1016/j.carbon.2005.10.011
CrossRef Полный текст | Google Scholar
Sommakia, S. , Lee, HC, Gaire, J., and Otto, K. J. (2014). Подходы к материалам для модулирования реакции нервной ткани на имплантированные микроэлектроды с помощью механических и биохимических средств. Курс. мнение Твердотельный материал. науч. 18, 319–328. doi: 10.1016/j.cossms.2014.07.005
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Спирман Б. С., Десаи В. Х., Мобини С., Макдермотт М. Д., Грэм Дж. Б., Отто К. Дж. и др. (2017). Тканеинженерные интерфейсы периферических нервов. Доп. Функц. Матер. 28:1701713.
Google Scholar
Шридхаран А., Раджан С. Д. и Мутхусвами Дж. (2013). Долгосрочные изменения свойств материала мозговой ткани на границе имплантат-ткань. J. Нейронная инженерия. 10:066001. doi: 10.1088/1741-2560/10/6/066001
CrossRef Full Text | Google Scholar
Стайс П., Джиллетти А., Панич А. и Мутхусвами Дж. (2007). Тонкие микроэлектроды снижают экспрессию GFAP в месте имплантации в соматосенсорной коре грызунов. J. Нейронная инженерия. 4, 42–53. doi: 10.1088/1741-2560/4/2/005
CrossRef Full Text | Google Scholar
Сун К., Чон В., Нам К. С., Ким Ю., Батт Х. и Пак С. (2020). Мультиматериальные и многофункциональные нейроинтерфейсы: от поверхностных и имплантируемых электродов до устройств на основе волокон. Дж. Матер. хим. Б 8, 6624–6666. doi: 10.1039/d0tb00872a
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Сутер, К. Дж., Смит, Б. Н., и Дудек, Ф. Е. (1999). Электрофизиологическая запись срезов головного мозга. Методы 18, 86–90. doi: 10.1006/meth.1999.0761
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Шостак К.М., Гранд Л. и Констандиноу Т.Г. (2017). Нейронные интерфейсы для интракортикальной записи: требования, методы изготовления и характеристики. Фронт. Неврологи. 11:665. doi: 10.3389/fnins.2017.00665
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Такмаков П. , Руда К., Скотт Филлипс К., Исаева И. С., Краутхамер В. и Велле К. Г. (2015). Быстрая оценка долговечности кортикальных нейронных имплантатов с использованием ускоренного старения с активными формами кислорода. J. Нейронная инженерия. 12:026003. doi: 10.1088/1741-2560/12/2/026003
CrossRef Full Text | Google Scholar
Tan, CP, and Craighead, HG (2010). Инженерия поверхности и формирование рисунка с использованием парилена для биологических применений. Материалы 3, 1803–1832 гг. doi: 10.3390/ma3031803
Полный текст CrossRef | Google Scholar
Танг К., Се С., Ван М., Фэн Дж., Хань З., Ву Х. и др. (2020). Нейронный зонд в форме волокна с изменяемыми модулями упругости для прямой имплантации и стабильных электронно-мозговых интерфейсов. Дж. Матер. хим. Б 8, 4387–4394. doi: 10.1039/d0tb00508h
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Taylor, I.M., Nesbitt, K.M., Walters, S.H., Varner, E.L., Shu, Z. , Bartlow, K.M., et al. (2015). Кинетическое разнообразие передачи дофамина в дорсальном стриатуме. Дж. Нейрохим. 133, 522–531. doi: 10.1111/jnc.13059
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Томпсон С. Х., Зоратти М. Дж., Лангалс Н. Б. и Перселл Э. К. (2016). Интерфейсы регенеративных электродов для нейронных протезов. Tissue Eng. Часть B Ред. 22, 125–135. doi: 10.1089/ten.teb.2015.0279
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Tien, L.W., Wu, F., Tang-Schomer, MD, Yoon, E., Omenetto, FG, and Kaplan, D.L. (2013). Шелк как многофункциональный субстрат из биоматериала для уменьшения глиального рубцевания вокруг электродов, проникающих в мозг. Доп. Функц. Матер. 23, 3185–3193. doi: 10.1002/adfm.201203716
Полный текст CrossRef | Google Scholar
Тонг В., Фокс К., Замани А., Тернли А. М., Ганесан К., Ахнуд А. и др. (2016). Оптимизация роста и последующей обработки алмаза для нейронных интерфейсов с высокой емкостью. Биоматериалы 104, 32–42. doi: 10.1016/j.biomaterials.2016.07.006
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Тонг В., Меффин Х., Гарретт Д. Дж. и Ибботсон М. Р. (2020). Стратегии стимуляции для улучшения разрешения протезов сетчатки. Фронт. Неврологи. 14:262. doi: 10.3389/fnins.2020.00262
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Вахиди Н.В., Рудрараджу С., Кастаньола Э., Сеа К., Нимбалкар С., Ханна Р. и др. (2020). Эпи-интранейронные зонды с микроэлектродами из стеклоуглерода помогают выявить нейронное кодирование и кодирование стимулов в трехмерном объеме ткани. J. Нейронная инженерия. 17:046005. doi: 10.1088/1741-2552/ab9b5c
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Вара, Х., и Коллазос-Кастро, Дж. Э. (2019). Усиленная микростимуляция спинного мозга с использованием проводящих углеродных микроволокон с полимерным покрытием. Акта Биоматер. 90, 71–86. doi: 10.1016/j.actbio.2019.03.037
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Венкатраман С., Хендрикс Дж., Кинг З. А., Серено А. Дж., Ричардсон-Бернс С., Мартин Д. и др. (2011). In vitro и in vivo оценка микроэлектродов PEDOT для нервной стимуляции и записи. IEEE Trans. Нейронная система. Реабилит. англ. 19, 307–316. doi: 10.1109/tnsre.2011.2109399
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Висвам В., Обьен М. Э. Дж., Франке Ф., Фрей У. и Хирлеманн А. (2019). Оптимальный размер электрода для многомасштабной записи внеклеточного потенциала нейронных ансамблей. Фронт. Неврологи. 13:385. doi: 10.3389/fnins.2019.00385
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Витале Ф., Саммерсон С. Р., Аажанг Б., Кемере К. и Паскуали М. (2015). Нейронная стимуляция и запись с помощью двунаправленных микроэлектродов из мягких углеродных нанотрубок. ACS Nano 9, 4465–4474. doi: 10.1021/acsnano.5b01060
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Витале Ф., Веркоса Д. Г., Родригес А. В., Памулапати С. С., Сейбт Ф., Льюис Э. и др. (2018). Жидкостная микроактивация гибких электродов для регистрации нейронов. Нано Летт. 18, 326–335. doi: 10.1021/acs.nanolett.7b04184
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Вомеро М., Кастаньола Э., Чиарпелла Ф., Маджолини Э., Гоши Н., Цуккини Э. и др. (2017). Высокостабильные интерфейсы из стеклоуглерода для долговременной стимуляции нейронов и малошумной записи активности мозга. Науч. Респ. 7:40332.
Google Scholar
Ван К., Фревин К. Л., Эсрафилзаде Д., Ю К., Ван К., Панкрацио Дж. Дж. и др. (2019). Высокоэффективные микроэлектроды для записи нейронов на основе графеновых волокон. Доп. Матер. 31:e1805867.
Google Scholar
Ван М., Ми Г., Ши Д., Бассус Н. , Хикки Д. и Вебстер Т. Дж. (2017). Нанотехнологии и наноматериалы для улучшения нейроинтерфейсов. Доп. Функц. Матер. 28:1700905. doi: 10.1002/adfm.201700905
CrossRef Full Text | Google Scholar
Ван Р., Ю Х. и Ли З. (2018). «Матрица микроэлектродов», в Micro Electro Mechanical Systems , изд. QA Huang (Сингапур: Springer), 1–33. doi: 10.1002/9783527678679.dg07525
CrossRef Full Text | Google Scholar
Уорд М.П., Радждев П., Эллисон К. и Иразоки П.П. (2009). К сравнению микроэлектродов для острой и хронической записи. Мозг Res. 1282, 183–200. doi: 10.1016/j.brainres.2009.05.052
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ватанабэ С., Такахаши Х. и Торимицу К. (2017). Электропроводящие электроды из шелкового волокна с полимерным покрытием для регистрации и стимуляции нейронов in vivo. Япония. Дж. Заявл. физ. Мед. биол. 56:037001. doi: 10.7567/jjap.56.037001
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Watson, P. M.D., Kavanagh, E., Allenby, G., and Vassey, M. (2017). Биоинженерные трехмерные системы культивирования глиальных клеток и приложения для нейродегенерации и нейровоспаления. Дисков SLAS. 22, 583–601. doi: 10.1177/24725552176
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Wei, W., Song, Y., Wang, L., Zhang, S., Luo, J., Xu, S., et al. (2015). Имплантируемый массив микроэлектродов для одновременной регистрации L-глутамата и электрофизиологических исследований in vivo. Микросист. Наноенг. 1:15002.
Google Scholar
Велтман А., Ю Дж. и Мэн Э. (2016). Гибкие проникающие в мозг зонды стали возможными благодаря достижениям в области микротехнологии полимеров. Микромашины 7:180. doi: 10.3390/mi7100180
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Уайз К.Д., Энджелл Дж.Б. и Старр А. (1970). Интегральный подход к внеклеточным микроэлектродам. IEEE Trans. Биомед. англ. 17, 238–247. doi: 10.1109/tbme.1970.4502738
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Woeppel, K., Yang, Q., and Cui, X. T. (2017). Последние достижения в области нейронных интерфейсов электрод-ткань. Курс. мнение Биомед. англ. 4, 21–31. doi: 10.1016/j.cobme.2017.09.003
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Се, К., Лю, Дж., Фу, Т.М., Дай, X., Чжоу, В., и Либер, К.М. (2015). Трехмерные макропористые наноэлектронные сети как минимально инвазивные зонды мозга. Нац. Матер. 14, 1286–1292. doi: 10.1038/nmat4427
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Сюй З. и Гао К. (2015). Графеновое волокно: новая тенденция в углеродных волокнах. Матер. Сегодня 18, 480–492. doi: 10.1016/j.mattod.2015.06.009
CrossRef Full Text | Google Scholar
Ян Дж. Ю., Ким Д. Х., Хендрикс Дж. Л., Лич М., Норти Р. и Мартин Д. К. (2005). Упорядоченный проводящий полимер поли(3,4-этилендиокситиофена) (PEDOT) с шаблоном поверхностно-активного вещества на микроизготовленных нервных зондах. Акта Биоматер. 1, 125–136. doi: 10.1016/j.actbio.2004.09.006
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ян Н., Ю С., Макферсон Дж. В., Эйнага Ю., Чжао Х., Чжао Г. и др. (2019). Проводящий алмаз: синтез, свойства и электрохимические применения. Хим. соц. Ред. 48, 157–204. doi: 10.1039/c7cs00757d
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Инь, Ю. К., Ван, Л. Ф., Чен, К., Гао, Т., Чжао, З. Ф., и Ли, Ч. Х. (2016). Полевые записи in vivo эффективно контролируют кору и гиппокамп мыши под анестезией изофлураном. Нейронная регенерация. Рез. 11, 1951–1955 гг. doi: 10.4103/1673-5374.197136
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Юн С., Ли Г., Пак С. Б., Чо Х., Ли Дж. и Кох Б. (2020). Свойства дифференцированного SH-SY5Y, выращенного на углеродсодержащих материалах. Р. Соц. хим. 10, 19382–19389.
Google Scholar
Zeng, J. , Xu, R., Jiao, L., Wang, Y., Chen, L., Windle, C.D., et al. (2019). Электрод из трехмерного графенового волокна с покрытием ZIF-67, обогащенным азотом и углеродом, для сверхчувствительного обнаружения адреналина. Дж. Матер. хим. Б 7, 5291–5295. дои: 10.1039/c9tb01223k
Резюме PubMed | Полный текст перекрестной ссылки | Google Scholar
Зестос А. Г., Джейкобс С. Б., Триканцопулос Э., Росс А. Э. и Вентон Б. Дж. (2014). Электроды из полиэтилениминового волокна из углеродных нанотрубок для улучшенного обнаружения нейротрансмиттеров. Анал. хим. 86, 8568–8575. doi: 10.1021/ac5003273
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Чжао С., Ли Г., Тонг С., Чен В., Ван П., Дай Дж. и др. (2020). Полное картирование паттерна активации путем одновременной глубокой стимуляции мозга и фМРТ с электродами из графенового волокна. Нац. коммун. 11:1788.
Google Scholar
Чжао С., Лю С., Сюй З., Рен Х., Дэн Б., Тан М. и др. (2016). Инкапсулированные графеном медные микропровода в качестве нейронных электродов с высокой степенью совместимости с МРТ. Нано Летт. 16, 7731–7738. doi: 10.1021/acs.nanolett.6b03829
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Чжао, З., Ли, X., Хе, Ф., Вэй, X., Линь, С., и Се, К. (2019). Параллельная малоинвазивная имплантация сверхгибких массивов нервных электродов. J. Нейронная инженерия. 16:035001. doi: 10.1088/1741-2552/ab05b6
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Чжэн, Ю. (2017). Проектирование и изготовление очень гибкого нейронного интерфейса. Кандидатская диссертация, Университет Кейс Вестерн Резерв, Кливленд, Огайо.
Google Scholar
Чжоу А., Сантакруз С. Р., Джонсон Б. К., Александров Г., Мойн А., Бургхардт Ф. Л. и др. (2019). Беспроводное и без артефактов 128-канальное нейромодуляционное устройство для стимуляции с обратной связью и записи у приматов, кроме человека. Нац. Биомед. англ. 3, 15–26. doi: 10.1038/s41551-018-0323-x
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Самонесущие твердые углеродные электроды без связующего вещества для натрий-ионных аккумуляторов: понимание их механизмов накопления натрия
Самонесущие твердые углеродные электроды без связующего вещества для натрий-ионных аккумуляторов: сведения об их механизмах накопления натрия†
Адриан Беда, ab Клэр Вильвьей, c Пьер-Луи Таберна, из Патрис Саймон де а также Камелия Матей Гимбеу * абе
Принадлежности автора
* Соответствующие авторы
и Université de Haute-Alsace, Institut de Science des Matériaux de Mulhouse (IS2M), CNRS UMR 7361, F-68100 Mulhouse, France
Электронная почта: camelia. [email protected]
б Страсбургский университет, F-67081 Страсбург, Франция
в Университет Гренобль-Альпы, Университет Савойя-Монблан, ИЯФ Гренобля, Лаборатория LEPMI, 1130 rue de la piscine, 38402 Сен-Мартен-д’Эр, Франция
д Университет Тулузы, CIRIMAT, UMR-CNRS 5085, F-31062 Тулуза, Франция
и Réseau sur le Stockage Electrochimique de l’Energie (RS2E), FR CNRS 3459, 80039 Амьен Седекс, Франция
Аннотация
Кроме того, добавление проводящего напыления на поверхность целлюлозного SSE улучшило обратимую удельную емкость (до ∼300 мА·ч·г·9).1891 −1 ) и начальной кулоновской эффективностью (ICE) (до 85%). Operando Рентгеновская дифракция (XRD) была проведена для получения дополнительной информации о механизмах накопления Na. Хотя для пика дифракции графита (002) не было замечено сдвига, в области плато наблюдались явные признаки интеркаляции натрия с появлением нового пика дифракции (∼28,0° 2 θ ), вероятно, связанного с соединением интеркаляции натрия. Следовательно, наклонная область может быть связана с Na + адсорбция на дефектах и порах твердого углерода.Углеродные электроды в перовскитной фотогальванике
1. Лой М.А., Хуммелен Дж.К. Перовскиты под солнцем. Нац. Матер. 2013;12:1087–1089. [PubMed] [Google Scholar]
2. Салиба М., Мацуи Т., Сео Дж.Ю., Доманский К., Корреа-Баэна Дж.П., Назируддин М.К., Закируддин С.М., Тресс В., Абате А., Хагфельдт А. и др. др. Перовскитные солнечные элементы с тройным катионом, содержащие цезий: повышенная стабильность, воспроизводимость и высокая эффективность. Энергетическая среда. науч. 2016;9: 1989–1997. doi: 10.1039/C5EE03874J. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
3. Wehrenfennig C., Eperon G.E., Johnston M.B., Snaith HJ, Herz LM. Высокая подвижность носителей заряда и время жизни в свинцово-тригалогенидных перовскитах. Доп. Матер. 2014; 26:1584–1589. doi: 10.1002/adma.201305172. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
4. Кодзима А., Тешима К., Шираи Ю., Миясака Т. Металлоорганические галогенидные перовскиты как сенсибилизаторы видимого света для фотогальванических элементов. Варенье. хим. соц. 2009 г.;131:6050–6051. doi: 10.1021/ja809598r. [PubMed] [CrossRef] [Google Scholar]
5. Snaith HJ Perovskites: появление новой эры недорогих высокоэффективных солнечных элементов. Дж. Физ. хим. лат. 2013;4:3623–3630. doi: 10.1021/jz4020162. [CrossRef] [Google Scholar]
6. Национальная лаборатория возобновляемых источников энергии (NREL) [(по состоянию на 31 марта 2021 г.)]; Доступно в Интернете: https://www.nrel.gov/pv/assets/pdfs/best-research-cell-efficiencies.20200104.pdf
7. Azmi R., Hwang S., Yin W., Kim T.W., Ahn Т.К., Чан С.Ю. Высокоэффективные низкотемпературные солнечные элементы из перовскита, интегрированные с электронно-транспортными слоями ZnO, легированными щелочными металлами. ACS Energy Lett. 2018;3:1241–1246. doi: 10.1021/acsenergylett.8b00493. [CrossRef] [Google Scholar]
8. Su H., Xiao J., Li Q., Peng C., Zhang X., Mao C., Yao Q., Lu Y., Ku Z., Zhong Дж. и др. Планарные солнечные элементы из перовскита размером в квадратный сантиметр на основе электродов из углеродной пленки с эффективностью более 17%. Матер. науч. Полуконд. Процесс. 2020;107:104809. doi: 10.1016/j.mssp.2019.104809. [CrossRef] [Google Scholar]
9. Бай С.Х., Ченг Н.А., Ю Ч.Х., Лю П., Ван С.Л., Чжао С.З. Кубическая: Композитная структура колонны (Nh3CH=Nh3)x(Ch4Nh4)1-xPbI3 для эффективной транспортировки отверстий без материала и изоляции. Электрохим. Акта. 2016;190: 775–779. doi: 10.1016/j.electacta.2015.12.170. [CrossRef] [Google Scholar]
10. Zhao Q., Wu R., Zhang Z., Xiong J., He Z., Fan B., Dai Z., Yang B., Xue X., Cai P. , и другие. Получение эффективных перевернутых планарных перовскитных солнечных элементов с нелегированным PTAA в качестве дырочного транспортного слоя. Орг. Электрон. 2019;71:106–112. doi: 10.1016/j.orgel.2019.05.019. [CrossRef] [Google Scholar]
11. Yang Y., Hoang M.T., Yao D., Pham N.D., Tiong V.T., Wang X., Wang H. Spiro-OMeTAD или CuSCN в качестве предпочтительного материала для транспортировки дырок для углеродных плоские перовскитные солнечные элементы. Дж. Матер. хим. А. 2020;8:12723–12734. дои: 10.1039/D0TA03951A. [CrossRef] [Google Scholar]
12. Lee D.S., Kim W., Cha B.G., Kwon J. , Kim S.J., Kim M., Kim J., Wang D.H., Park J.H. Самостоятельное положение НЧ Au в перовскитных солнечных элементах: оптический и электрический вклад. Приложение ACS Матер. Интерфейсы. 2016; 8: 449–454. doi: 10.1021/acsami.5b09365. [PubMed] [CrossRef] [Google Scholar]
13. Фраковяк Э. Углеродные материалы для применения в суперконденсаторах. физ. хим. хим. физ. 2007; 9: 1774–1785. дои: 10.1039/b618139m. [PubMed] [CrossRef] [Академия Google]
14. Калита Г., Адхикари С., Арьял Х.Р., Афре Р., Сога Т., Шарон М., Умено М. Функционализация многостенных углеродных нанотрубок (МУНТ) азотной плазмой для применения в фотоэлектрических устройствах. Курс. заявл. физ. 2009; 9: 346–351. doi: 10.1016/j.cap.2008.03.007. [CrossRef] [Google Scholar]
15. Raoof J.B., Ojani R., Baghayeri M., Amiri-Aref M. Применение стеклоуглеродного электрода, модифицированного функциональными многослойными углеродными нанотрубками, в качестве сенсорного устройства для одновременного определения ацетаминофена и тирамин. Анальный. Методы. 2012;4:1579–1587. doi: 10.1039/c2ay05494a. [CrossRef] [Google Scholar]
16. Филлипс С., Аль-Ахмади А., Поттс С.Дж., Клейпол Т., Деганелло Д. Влияние соотношения графита и сажи на характеристики проводящих чернил. Дж. Матер. науч. 2017;52:9520–9530. doi: 10.1007/s10853-017-1114-6. [Статья бесплатно PMC] [PubMed] [CrossRef] [Google Scholar]
17. Ji A., Chen Y., Wang X., Xu C. Струйная печать гибкой электроники на бумажной подложке с использованием восстановленного оксида графена/чернила сажи. Дж. Матер. науч. Матер. Электрон. 2018;29: 13032–13042. doi: 10.1007/s10854-018-9425-1. [CrossRef] [Google Scholar]
18. Чжан Т., Ран Ф. Стратегии проектирования трехмерных углеродных электродов для переноса заряда/иона в литий-ионных батареях и натрий-ионных батареях. Доп. Функц. Матер. 2021;31:2010041. doi: 10.1002/adfm.202010041. [CrossRef] [Google Scholar]
19. Zhang H., Chen N., Sun C., Luo X. Исследования физико-химических свойств и электрохимических характеристик графитового войлока и углеродного войлока для проточной железо-хромовой окислительно-восстановительной батареи. Междунар. Дж. Энерджи Рез. 2020;44:3839–3853. doi: 10.1002/er.5179. [CrossRef] [Google Scholar]
20. Tortorich R.P., Choi J.W. Струйная печать углеродных нанотрубок. Наноматериалы. 2013;3:453–468. doi: 10.3390/nano3030453. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
21. Wu Z., Liu Z., Hu Z., Hawash Z., Qiu L., Jiang Y., Ono L.K., Qi Y. Highly эффективные и стабильные солнечные элементы из перовскита за счет модификации энергетических уровней на границе раздела перовскит/углеродный электрод. Доп. Матер. 2019;31:1804284. doi: 10.1002/adma.201804284. [PubMed] [CrossRef] [Академия Google]
22. He R., Huang X., Chee M., Hao F., Dong P. Перовскитные солнечные элементы на основе углерода: от однопереходных к модулям. Углеродная энергия. 2019;1:109–123. doi: 10.1002/cey2.11. [CrossRef] [Google Scholar]
23. Chu Q.-Q., Ding B., Li Y., Gao L.-L., Qiu Q., Li C.-X., Li C.-J. , Yang G.-J., Fang B. Быстрое высыхание повышает производительность низкотемпературного окрашиваемого солнечного элемента на основе перовскита на основе углерода. ACS Sustain. хим. англ. 2017;5:9758–9765. doi: 10.1021/acssuschemeng.7b01556. [Перекрестная ссылка] [Академия Google]
24. Берчелл Т.Д., редактор. Углеродные материалы для перспективных технологий. Эльзевир Наука; Оксфорд, Великобритания: 1999. с. 540. [Google Scholar]
25. Пирсон Х.О. Справочник по углероду, графиту, алмазам и фуллеренам: обработка, свойства и применение. Уильям Эндрю; Норидж, штат Нью-Йорк, США: 2012. [Google Scholar]
26. Пандольфо А.Г., Холленкамп А.Ф. Свойства углерода и их роль в суперконденсаторах. J. Источники энергии. 2006; 157:11–27. doi: 10.1016/j.jpowsour.2006.02.065. [Перекрестная ссылка] [Академия Google]
27. Гао Л., Чжоу Ю., Мэн Ф., Ли Ю., Лю А., Ли Ю., Чжан С., Фань М., Вэй Г., Ма Т. Несколько экономичных и экологически чистых био -углеродные электроды для высокоэффективных перовскитных солнечных элементов. Углерод. 2020; 162: 267–272. doi: 10.1016/j.carbon.2020.02.049. [CrossRef] [Google Scholar]
28. Selvakumar D. , Murugadoss G., Alsalme A., Alkathiri A.M., Jayavel R. Легированная гетероатомом бумага из восстановленного оксида графена для перовскитных солнечных элементов большой площади. Сол. Энергия. 2018; 163: 564–569. doi: 10.1016/j.solener.2018.01.084. [Перекрестная ссылка] [Академия Google]
29. Wang X., Li Z., Xu W., Kulkarni S.A., Batabyal S.K., Zhang S., Cao A., Wong L.H. TiO 2 массивы нанотрубок на основе гибких перовскитных солнечных элементов с прозрачным электродом из углеродных нанотрубок. Нано Энергия. 2015; 11: 728–735. doi: 10.1016/j.nanoen.2014.11.042. [CrossRef] [Google Scholar]
30. Тивари С.К., Кумар В., Хучко А., Ораон Р., Де Адхикари А., Наяк Г.К. Магические аллотропы углерода: перспективы и приложения. крит. Преподобный твердотельный материал. науч. 2016;41:257–317. doi: 10.1080/10408436.2015.1127206. [Перекрестная ссылка] [Академия Google]
31. Хирш А. Эпоха аллотропов углерода. Нац. Матер. 2010; 9: 868–871. doi: 10.1038/nmat2885. [PubMed] [CrossRef] [Google Scholar]
32. Sun X., Xue Q., Zhu Z., Xiao Q., Jiang K., Yip HL, Yan H., Li Z. Без примесей на основе флуорантена дырочные транспортирующие материалы для эффективных перовскитных солнечных элементов. хим. науч. 2018;9:2698–2704. doi: 10.1039/C7SC05484J. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
33. Ян Л., Ян П., Ван Дж., Хао Ю., Ли Ю., Линь Х., Чжао X. Низкотемпературная подготовка кристаллизованных графитовых нановолокон для высокоэффективных перовскитных солнечных элементов. Сол. Энергия. 2019;193:205–211. doi: 10.1016/j.solener.2019.09.065. [CrossRef] [Google Scholar]
34. Хабисройтингер С.Н., Николас Р.Дж., Снейт Х.Дж. Углеродные нанотрубки в перовскитных солнечных элементах. Доп. Энергия Матер. 2017;7:1601839. doi: 10.1002/aenm.201601839. [CrossRef] [Google Scholar]
35. Parida B., Singh A., Oh M., Jeon M., Kang J.W., Kim H. Влияние компактного слоя TiO 2 на структурные, оптические и эксплуатационные характеристики солнечные элементы из мезопористого перовскита. Матер. Сегодня коммун. 2019;18:176–183. doi: 10.1016/j.mtcomm.2018.12.007. [CrossRef] [Google Scholar]
36. Чжао Ю., Нардес А.М., Чжу К. Солнечные элементы из мезопористого перовскита: состав материала, динамика носителей заряда и характеристики устройства. Фарадей Обсудить. 2015;176:301–312. doi: 10.1039/C4FD00128A. [PubMed] [CrossRef] [Google Scholar]
37. Zhang H., Xiao J., Shi J., Su H., Luo Y., Li D., Wu H., Chen Y.-B., Meng Q. Самоклеящиеся макропористые углеродные электроды для эффективных и стабильных перовскитных солнечных элементов. Доп. Функц. Матер. 2018;28:1802985. doi: 10.1002/adfm.201802985. [CrossRef] [Google Scholar]
38. Raminafshar C., Dracopoulos V., Mohammadi M.R., Lianos P. Солнечные элементы из перовскита на основе углерода, изготовленные из компонентов, напечатанных методом трафаретной печати. Электрохим. Акта. 2018; 276: 261–267. doi: 10.1016/j.electacta.2018.04.178. [CrossRef] [Google Scholar]
39. Айтола К., Домански К., Корреа-Баэна Дж. П., Свейнбьернссон К., Салиба М., Абате А., Гретцель М., Кауппинен Э., Йоханссон Э.М.Дж., Тресс В. , и другие. Устойчивый к высоким температурам перовскитный солнечный элемент на основе дырочного контакта из недорогих углеродных нанотрубок. Доп. Матер. 2017;29:1606398. doi: 10.1002/adma.201606398. [PubMed] [CrossRef] [Google Scholar]
40. Ан Н., Чон И., Юн Дж., Кауппинен Э.И., Мацуо Ю., Маруяма С., Чой М. Солнечная батарея из перовскита, состоящая из углеродных сэндвичей. Дж. Матер. хим. А. 2018; 6: 1382–1389. doi: 10.1039/C7TA09174E. [CrossRef] [Google Scholar]
41. Айтола К., Свейнбьернссон К., Корреа-Баена Дж.П., Каскела А., Абате А., Тиан Ю., Йоханссон Э.М.Ю., Гретцель М., Кауппинен Е.И., Хагфельдт А., и другие. Гибридный дырочно-транспортный материал на основе углеродных нанотрубок и селективный контакт для высокоэффективных перовскитных солнечных элементов. Энергетическая среда. науч. 2016;9: 461–466. doi: 10.1039/C5EE03394B. [CrossRef] [Google Scholar]
42. Фергюсон В., Сильва С.Р.П., Чжан В. Углеродные материалы в перовскитных солнечных элементах: перспективы и будущие проблемы. Энергетическая среда. Матер. 2019;2:107–118. doi: 10.1002/eem2.12035. [CrossRef] [Google Scholar]
43. Liu Z., You P., Xie C., Tang G., Yan F. Ультратонкие и гибкие солнечные элементы из перовскита с графеновыми прозрачными электродами. Нано Энергия. 2016;28:151–157. doi: 10.1016/j.nanoen.2016.08.038. [Перекрестная ссылка] [Академия Google]
44. Букле Дж., Херлин-Бойм Н. Преимущества графена для гибридных перовскитных солнечных элементов. Синтез. Встретились. 2016; 222:3–16. doi: 10.1016/j.synthmet.2016.03.030. [CrossRef] [Google Scholar]
45. Wei H., Xiao J., Yang Y., Lv S., Shi J., Xu X., Dong J., Luo Y., Li D., Meng Q. Отдельно стоящий гибкий углеродный электрод для высокоэффективных перовскитных солнечных элементов без дырчатого проводника. Углерод. 2015;93:861–868. doi: 10.1016/j.carbon.2015.05.042. [CrossRef] [Google Scholar]
46. Zhou H., Shi Y., Dong Q., Zhang H., Xing Y., Wang K., Du Y., Ma T. безэлектродный TiO 2 /CH 3 NH 3 PbI 3 гетеропереходные солнечные элементы на основе низкотемпературного углеродного электрода. Дж. Физ. хим. лат. 2014;5:3241–3246. doi: 10.1021/jz5017069. [PubMed] [CrossRef] [Google Scholar]
47. He S., Qiu L., Son D.Y., Liu Z., Juarez-Perez E.J., Ono L.K., Stecker C., Qi Y. Ускорители разработки углеродных электродов эффективность всех низкотемпературных перовскитных солнечных элементов. ACS Energy Lett. 2019;4:2032–2039. doi: 10.1021/acsenergylett.9б01294. [CrossRef] [Google Scholar]
48. Vijayaraghavan S.N., Wall J., Li L., Xing G., Zhang Q., Yan F. Высокоэффективные планарные перовскитовые солнечные элементы на основе низкотемпературного дырочного транспортного слоя без содержания углерода. с SnO 2 квантовая точка электрон-транспортный слой. Матер. Сегодня физ. 2020;13:100204. doi: 10.1016/j.mtphys.2020. 100204. [CrossRef] [Google Scholar]
49. Yang Y., Hoang M.T., Yao D., Pham N.D., Tiong V.T., Wang X., Sun W., Wang H. — нажимной подход. Сол. Энергия Матер. Сол. Клетки. 2020;210:110517. doi: 10.1016/j.solmat.2020.110517. [Перекрестная ссылка] [Академия Google]
50. Cheng N., Liu P., Bai S., Yu Z., Liu W., Guo S., Zhao X. Применение слоя мезопористого SiO 2 в качестве изолирующего слоя в высокопроизводительном транспорте отверстий без материала CH 3 NH 3 PbI 3 солнечные элементы на основе перовскита. J. Источники энергии. 2016; 321:71–75. doi: 10.1016/j.jpowsour.2016.04.124. [CrossRef] [Google Scholar]
51. Cao K., Zuo Z., Cui J., Shen Y., Moehl T., Zakeeruddin S.M., Grätzel M., Wang M. Эффективные перовскитные солнечные элементы с трафаретной печатью на основе мезоскопических TiO 2 /Al 2 O 3 /NiO/углеродная архитектура. Нано Энергия. 2015;17:171–179. doi: 10.1016/j.nanoen. 2015.08.009. [CrossRef] [Google Scholar]
52. Chu Q.Q., Ding B., Qiu Q., Liu Y., Li C.X., Li CJ., Yang G.-J., Fang B. Экономичные перовскитовые солнечные элементы с высокой эффективность и напряжение холостого хода на основе угольного электрода, безопасного для перовскита. Дж. Матер. хим. А. 2018;6:8271–8279. дои: 10.1039/C7TA10871K. [CrossRef] [Google Scholar]
53. Wu X., Xie L., Lin K., Lu J., Wang K., Feng W., Fan B., Yin P., Wei Z. Эффективный и стабильный углерод Солнечные элементы на основе перовскита за счет неорганического интерфейса CuSCN и углеродных нанотрубок. Дж. Матер. хим. А. 2019 г.;7:12236–12243. doi: 10.1039/C9TA02014D. [CrossRef] [Google Scholar]
54. Yang Y., Chen H., Zheng X., Meng X., Zhang T., Hu C., Bai Y., Xiao S., Yang S. Ультразвуковое напыление многостенных углеродных нанотрубок на перовскитовых слоях с внедренными наночастицами NiO для высокоэффективных перовскитных солнечных элементов на основе углерода. Нано Энергия. 2017;42:322–333. doi: 10.1016/j.nanoen.2017.11.003. [CrossRef] [Google Scholar]
55. Chen R., Feng Y., Zhang C., Wang M., Jing L., Ma C., Bian J., Shi Y. Модульный перовскит на основе углерода, не содержащий HTL солнечные элементы с улучшенным контактом на границе раздела перовскит/углерод. Дж. Матер. хим. К. 2020; 8:9262–9270. doi: 10.1039/D0TC02226H. [CrossRef] [Google Scholar]
56. Zheng X., Chen H., Li Q., Yang Y., Wei Z., Bai Y., Qiu Y., Zhou D., Wong K.S., Yang S. Boron легирование многостенных углеродных нанотрубок значительно увеличивает извлечение дырок в перовскитных солнечных элементах на основе углерода. Нано Летт. 2017;17:2496–2505. doi: 10.1021/acs.nanolett.7b00200. [PubMed] [CrossRef] [Google Scholar]
57. Чон И., Юн Дж., Ан Н., Атва М., Делаку С., Анисимов А., Кауппинен Э.И., Чой М., Маруяма С., Мацуо Y. Углеродные нанотрубки в сравнении с графеном в качестве гибких прозрачных электродов в инвертированных солнечных элементах из перовскита. Дж. Физ. хим. лат. 2017;8:5395–5401. doi: 10.1021/acs.jpclett.7b02229. [PubMed] [CrossRef] [Google Scholar]
58. Юн Дж., Ким Ю., Ю Ю., Бён Дж., Ли С.-К., Нам Дж.-С., Ким К., Чжан К. ., Кауппинен Э.И., Маруяма С. и соавт. Складные перовскитные солнечные элементы с использованием ультратонкого полиимидного проводника со встроенными углеродными нанотрубками. Доп. науч. 2021;8:2004092. doi: 10.1002/advs.202004092. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
59. Чон И., Шоуки А., Сео С., Цянь Ю., Анисимов А., Кауппинен Э.И., Мацуо Ю., Маруяма С. Карбон нанотрубки, чтобы превзойти металлические электроды в перовскитных солнечных элементах за счет разработки легирующих примесей и повышения селективности по дыркам. Дж. Матер. хим. А. 2020;8:11141–11147. дои: 10.1039/D0TA03692G. [CrossRef] [Google Scholar]
60. Lee J.W., Jeon I., Lin H.S., Seo S., Han TH, Anisimov A., Kauppinen E.I., Matsuo Y., Maruyama S., Yang Y. Легирование углеродных нанотрубок на месте для создания эффективных и стабильных перовскитных солнечных элементов. Нано Летт. 2018;19:2223–2230. doi: 10.1021/acs.nanolett.8b04190. [PubMed] [CrossRef] [Google Scholar]
61. Tian M., Woo C.Y., Choi J.W., Seo J.Y., Kim J.M., Kim S.H., Song M., Lee H.W. Готовые к печати отдельно стоящие гибридные пленки из графена и углеродных нанотрубок, полученных методом сухого прядения, в качестве многофункциональных электродов для высокостабильных перовскитных солнечных элементов. Приложение ACS Матер. Интерфейсы. 2020;12:54806–54814. doi: 10.1021/acsami.0c17141. [PubMed] [CrossRef] [Академия Google]
62. Zong B., Fu W., Guo Z.A., Wang S., Huang L., Zhang B., Bala H., Cao J., Wang X., Sun G., et al. Высокостабильные перовскитные солнечные элементы без дырочных проводников на основе хлорида аммония и угольного электрода. J. Коллоидный интерфейс Sci. 2019; 540:315–321. doi: 10.1016/j.jcis.2019.01.035. [PubMed] [CrossRef] [Google Scholar]
63. Ryu J., Lee K., Yun J., Yu H., Lee J., Jang J. Окрашиваемые солнечные элементы из перовскита на основе углерода с искусственным интерфейсом перовскит/углерод капельным методом углеродных нанотрубок. Маленький. 2017;13:1701225. doi: 10.1002/smll.201701225. [PubMed] [CrossRef] [Академия Google]
64. Дуан М., Тянь С., Ху Ю., Мэй А., Ронг Ю., Сюн Ю., Сюй М., Шэн Ю., Цзян П., Хоу С. и др. Легированный бором графит для углеродного электрода с высокой работой выхода в пригодных для печати мезоскопических перовскитовых солнечных элементах без дырчатого проводника. Приложение ACS Матер. Интерфейсы. 2017;9:31721–31727. doi: 10.1021/acsami.7b05689. [PubMed] [CrossRef] [Google Scholar]
65. Wei Z., Chen H., Yan K., Yang S. Струйная печать и мгновенное химическое преобразование CH 3 NH 3 PbI 3 /наноуглеродный электрод и интерфейс для плоских перовскитовых солнечных элементов. Ангью. хим. Междунар. Эд. 2014;53:13239–13243. doi: 10.1002/anie.201408638. [PubMed] [CrossRef] [Google Scholar]
66. Chen H., Wei Z., He H., Zheng X., Wong K.S., Yang S. Разработка растворителей повышает эффективность окрашиваемых перовскитовых солнечных элементов на основе углерода до свыше 14% Adv. Энергия Матер. 2016;6:1502087. doi: 10.1002/aenm.201502087. [CrossRef] [Google Scholar]
67. Hu Y., Si S., Mei A., Rong Y., Liu H., Li X., Han H. Стабильная большая площадь (10×10 см 2 ) пригодный для печати мезоскопический перовскитовый модуль с эффективностью более 10%. Сол. РРЛ. 2017;1:1600019. doi: 10.1002/solr.201600019. [CrossRef] [Google Scholar]
68. Cai L., Liang L., Wu J., Ding B., Gao L., Fan B. Перовскитовый модуль солнечной батареи большой площади. Дж. Полуконд. 2017;38:014006. doi: 10.1088/1674-4926/38/1/014006. [CrossRef] [Google Scholar]
69. Башир А., Шукла С., Лью Дж. Х., Шукла С., Бруно А., Гупта Д., Байки Т., Патидар Р., Ахтер З., Приядарши А., и другие. Шпинель Co 3 O 4 наноматериалы для эффективных и стабильных печатных перовскитных солнечных элементов большой площади на основе углерода. Наномасштаб. 2018;10:2341–2350. doi: 10.1039/C7NR08289D. [PubMed] [CrossRef] [Google Scholar]
70. Мали С.С. , Ким Х., Ким Х.Х., Пак Г.Р., Шим С.Е., Хонг С.К. Солнечные элементы большой площади, водонепроницаемые, стабильные на воздухе и экономически эффективные перовскитные солнечные элементы благодаря модифицированному углеродному экстрагирующему слою. Матер. Сегодня хим. 2017; 4:53–63. doi: 10.1016/j.mtchem.2016.12.003. [Перекрестная ссылка] [Академия Google]
71. Liu Z., Shi T., Tang Z., Sun B., Liao G. Использование низкотемпературного углеродного электрода для изготовления солнечных элементов с перовскитным гетеропереходом без дырочных проводников в условиях высокой относительной влажности. Наномасштаб. 2016;8:7017–7023. doi: 10.1039/C5NR07091K. [PubMed] [CrossRef] [Google Scholar]
72. Chang X., Li W., Chen H., Zhu L., Liu H., Geng H., Xiang S., Liu J., Zheng X., Ян Ю. и др. Индуцированный коллоидным прекурсором рост ультраравномерных CH 3 NH 3 PbI 3 для высокоэффективных окрашиваемых перовскитных солнечных элементов на основе углерода. Приложение ACS Матер. Интерфейсы. 2016;8:30184–30192. doi: 10.1021/acsami.6b09925. [PubMed] [CrossRef] [Google Scholar]
73. Wei Y., Li W., Xiang S., Liu J., Liu H., Zhu L., Chen H. Влияние прекурсоров на пленки Ch4Nh4PbI3, индуцированные газообразным метиламином. для стабильных перовскитных солнечных элементов на основе углерода. Сол. Энергия. 2018; 174: 139–148. doi: 10.1016/j.solener.2018.09.003. [CrossRef] [Google Scholar]
74. Бабу В., Фуэнтес Пинеда Р., Ахмад Т., Альварес А.О., Кастриотта Л.А., Ди Карло А., Фабрегат-Сантьяго Ф., Войцеховски К. Улучшенная стабильность перевернутого и гибкого перовскитные солнечные элементы с угольным электродом. Приложение ACS Энергия Матер. 2020;3:5126–5134. doi: 10.1021/acsaem.0c00702. [Перекрестная ссылка] [Академия Google]
Графитовые углеродные электроды на гибкой подложке для нейронных приложений, полностью изготовленные с использованием инфракрасной наносекундной лазерной технологии
Abstract
Нейронные интерфейсы для нейробиологических исследований в настоящее время в основном производятся с использованием стандартных технологий проектирования микросистем, которые несовместимы с интеграцией углерода в качестве материала электрода. В этой работе мы исследуем новый метод изготовления массивов графитовых углеродных электродов на гибких подложках. Устройства были изготовлены с использованием технологии инфракрасного наносекундного лазера как для формирования рисунка всех компонентов, так и для карбонизации участков электродов. Для карбонизации использовались две частоты следования лазерных импульсов с целью поиска оптимума. Прототипы устройств оценивались in vitro в 30 мМ перекиси водорода для имитации послеоперационной окислительной среды. На электроды воздействовали 10 миллионами двухфазных импульсов (39,5 мкКл/см 2 ) для измерения их стабильности при электрическом напряжении. Их биосенсорные способности оценивали при различных концентрациях дофамина в фосфатно-солевом буферном растворе. Спектроскопия комбинационного рассеяния света и анализ рентгеновской фотоэлектронной спектроскопии показывают, что атомный процент графитового углерода в изготовленных электродах достигает замечательного значения 75%. Результаты доказывают, что инфракрасный наносекундный лазер дает активированные графитовые электроды, которые являются проводящими, нецитотоксичными и электрохимически инертными. Их всесторонняя оценка показывает, что наши лазерно-индуцированные углеродные электроды подходят для будущего переноса в in vivo исследований, включая нейронные записи, стимуляцию и обнаружение нейротрансмиттеров.
Введение
В области нервных протезов большое внимание в настоящее время уделяется долговечности материалов, непосредственно взаимодействующих с нервной системой 1,2,3,4,5,6 . Нейронные интерфейсы действительно играют решающую роль в хронических приложениях, где они должны пережить очень влажную и окислительную среду тела, не подвергаясь расслаиванию или коррозии и, таким образом, теряя свою функциональность с течением времени 7,8,9,10,11,12,13 . Было доказано, что среди всех материалов углерод является материалом с наивысшим потенциалом одновременного использования в качестве биоматериала для регистрации активности нервных клеток, их электрической стимуляции и, кроме того, для селективного обнаружения присутствия нейротрансмиттеров и других электрически активных биомолекул 14,15, 16,17,18 . Тем не менее, серийное производство массивов углеродных электродов и их интеграция в технологии микрообработки гибких подложек представляют собой ключевые проблемы, которые часто ограничивают использование и исследование углерода в качестве электродного материала для нейронных интерфейсов. Осуществимость метода изготовления — с точки зрения сложности процесса и стоимости — является фактором большой важности, и его не всегда легко реализовать с помощью современной углеродной технологии. На самом деле, высокая температура (>900 °C) и длительное время процесса (от 6 до 12 часов), необходимое для обычного пиролиза, могут быть ограничивающими факторами для производства массивов угольных электродов. Такие параметры процесса также сильно усложняют стабильную интеграцию углерода в микромеханические устройства на основе полимеров. Кроме того, металлические компоненты массивов электродов, подвергнутых микрообработке, обычно очень тонкие (в диапазоне нанометров) и требуют механической и электрохимической стабильности 19,20,21 . По этим причинам лазерная технология была недавно исследована и разработана в качестве альтернативы для средних плотностей интеграции традиционным фотолитографическим методам, а не только для формирования рисунка на подложке из силиконового каучука и платино/иридиевых электродах и дорожках 22,23,24 , но и для науглероживания мест электродов 25 .
В нашем недавнем исследовании мы продемонстрировали, что с помощью лазерной технологии действительно возможно быстро и локально науглероживать полимеры на основе углерода, такие как парилен C, когда они используются в качестве покрытий для металлических компонентов (например, дорожек из платины/иридия) 25 . Таким образом, с помощью этого метода мы изготовили массивы микроэлектродов с лазерно-индуцированными угольными электродами и платино-иридиевыми дорожками на гибкой подложке из силиконового каучука и парилена C. Интересно, что в таких устройствах лазерная технология заменяет как обычные процессы микрообработки (для производства тонких и толстых пленок), так и процессы пиролиза (для производства графитовых углеродных компонентов). Упомянутый метод изготовления, несомненно, может оказать большое влияние на технологию угольных электродов в направлении клинических испытаний, поскольку он представляет собой быстрый, простой и экономичный способ изготовления электродов по запросу для пациентов с различной анатомией и для различных применений, где углерод может улучшить работу имплантированных устройств (например, электродов-манжет для стимуляции периферических нервов, имплантатов сетчатки, массивов ЭКоГ и микро-ЭКоГ для интерфейсов мозг-компьютер (BCI) и устройств глубокой стимуляции мозга (DBS) для замкнутых систем). Такие устройства имеют размеры электродной площадки, которые больше подходят для регистрации локальных потенциалов поля и массовых сигналов или стимуляции популяций волокон и клеточных тел, чем для единичного доступа. В текущем исследовании мы исследовали и оптимизировали эту лазерную технологию, используя две выбранные частоты повторения лазерных импульсов (20 кГц и 40 кГц) для карбонизации электродов с целью определения наиболее подходящей для клинических нейронных приложений. Имея это в виду, мы провели элементный анализ и серию из in vitro и in situ эксперименты, включая испытания на электрическое и электрохимическое старение и жизнеспособность клеток. Наша цель состояла в том, чтобы найти быстрый способ прототипирования надежных массивов графитовых углеродных электродов на гибких подложках, оптимизировать их характеристики и, возможно, улучшить роль углерода в качестве электродного материала в области нейронных протезов.
Результаты и обсуждение
Изучаемые здесь устройства ЭКоГ (электрокортикографии) были изготовлены с использованием лазерной технологии в качестве единственного производственного инструмента. Основы метода изготовления массивов углеродных электродов, индуцированных лазером, подробно объясняются в другом месте 9.0215 25 , но основные этапы изготовления показаны на рис. 1. В ходе синтеза слой медицинского силиконового каучука толщиной 200 мкм был накручен на керамический носитель, а затем на него была ламинирована платино-иридиевая фольга (25 мкм) перед завершением процесса. отверждение силикона. Металлическая фольга была сформирована в виде электродов и дорожек (шириной 140 мкм), а затем сверху был нанесен парилен C (10 мкм) в качестве изоляции для металлических компонентов. Затем места электродов структурировали лазером в инертной атмосфере (N 2 ) для получения лазерно-индуцированных углеродных электродов, и, наконец, устройства были освобождены от керамического носителя.
Схема процесса изготовления массивов электродов. ( A ) Нанесение силиконового каучука методом центрифугирования на керамический носитель. ( B ) Ламинирование металлического слоя. ( C ) Структурирование металла. ( D ) Удаление излишков металла. ( E ) Покрытие Parylene C. ( F ) Лазерный пиролиз активного центра и структурирование электродов (диаметром 700 мкм). ( G ) Открытие металлических накладок. ( H ) Разблокировка устройства.
Изображение в полный размер
Этот производственный процесс привел к реализации гибких массивов микро-ЭКоГ различных форм и размеров. Два примера показаны на рис. 2, где одноканальное устройство изображено слева (рис. 2А), а массив из 9 электродов — справа (рис. 2В). Для простоты одноэлектродные устройства, подобные показанному на рис. 2А, использовались для обширного исследования in vitro 9.0425 характеристика лазерно-индуцированного углеродного материала. Увеличение числа и плотности электродов, а также миниатюризация дорожек и электродов можно легко выполнить путем внесения изменений в файл проекта, используемый в качестве источника для этапа 6,26 лазерной записи. Разрешение элементов, полученных лазерным структурированием устройств, зависит от фокуса лазерного луча (около 30 мкм в случае используемого здесь инфракрасного наносекундного лазера) и обрабатываемого материала. Было продемонстрировано, например, что режим наносекундных импульсов позволяет изготавливать микроэлектродные дорожки шириной 25 мкм с зазором 60 мкм9.0215 27 . Однако при использовании для карбонизации методом «линейного письма», состоящего в написании линий для «заполнения» определенной геометрии (в нашем случае электродов в форме диска), он позволяет карбонизировать электроды диаметром 200 мкм или больше. .
Изображения ( A ) одноканального устройства — с изображением угольного электрода, полученным с помощью СЭМ (сканирующей электронной микроскопии) во вставке — и ( B ) сверхгибкой 9-электродной матрицы (закручено во вставке). Оба были изготовлены с использованием метода, описанного выше.
Изображение в полный размер
Экспериментально мы обнаружили, что параметры лазера, оказывающие большее влияние на процесс карбонизации, — это мощность лазера и частота импульсов, и что для получения наиболее проводящего углерода и наиболее чистых характеристик наилучшей комбинацией этих двух параметров является мощность мощностью 1,6 Вт и частотным диапазоном от 20 до 40 кГц. Другие комбинации приводили либо к чрезмерному сгоранию полимера (мощность >40%), либо к незначительной карбонизации или ее отсутствию (мощность <40%) (см. рис. S1 в дополнительной информации). Этот параметрический подход позволил найти компромисс между минимальной энергией, необходимой для инициирования процесса карбонизации парилена С, и максимальным нагревом, выносимым нижележащими металлическими дорожками перед началом деформирования. Фактически индуцированный лазером углерод был получен путем нагрева металлической подложки (платина/иридий) с помощью инфракрасного лазерного луча и, таким образом, передачи тепла изоляции из парилена С, которая карбонизировалась и становилась проводящей. Непосредственным нагревом полупрозрачного парилена С лазерным лучом можно пренебречь из-за низкого коэффициента поглощения полимера 28 и большой глубиной проникновения инфракрасного излучения. С другой стороны, лазерного поглощения на поверхности платины достаточно, чтобы вызвать сильное повышение температуры при пространственно-временном расширении лазерного импульса. Между импульсами поверхность снова остывает в течение нескольких микросекунд после импульса 29 , при этом тепло распространяется в объем и промежуточный слой, но не влияет на целостность силиконового каучука под ним. Некоторое количество тепла передается парилену C и сохраняется там, так как температуропроводность парилена (D = k/(c) = 0,1 мкм 2 /мкс) очень мало по сравнению с диаметром пятна лазера (30 мкм) и диапазоном частот его импульсов (10–100 кГц). Здесь, поскольку ρ = 1,29 г/м³ — массовая плотность, c = 0,71 Дж/(кг) — удельная энергия и k = 0,084 Вт/км — теплопроводность (информация предоставлена поставщиком Specialty Coating Systems-SCS), можно предположить, что при удвоении частоты следования лазерных импульсов удваивается и температура на границе раздела парилен-С. Поскольку температура является решающим фактором в каждом процессе карбонизации 14 параметры лазера должны модулироваться и оптимизироваться для получения кристаллических графитовых структур. Чтобы добиться этого и лучше понять влияние частоты лазерного импульса на структурные и поведенческие изменения наших угольных электродов, мы затем напрямую сравнили две группы устройств: группу P20, изготовленную с использованием инфракрасного наносекундного импульсного лазера с рабочей частотой 20 кГц, и группу Р40, выполненную с использованием того же лазера, но с рабочей частотой 40 кГц. Две группы устройств были изготовлены с использованием одинаковых производственных этапов, они различались только параметрами лазера, используемого для лазерно-индуцированной карбонизации активных центров. Цель этого исследования состояла в том, чтобы определить первоначальные структурные и поведенческие различия лазерно-индуцированных углеродных электродов, а также их краткосрочные и долгосрочные характеристики. Поэтому несколько 9Для изучения этих аспектов было проведено 0424 тестов in vitro.
Для оценки долговечности электродов при хронических имплантациях четыре устройства каждой группы — P20 и P40 — подвергали старению в растворе фосфатно-солевого буфера (PBS) и 30 мМ перекиси водорода (H 2 O 2 ) . Устройства оставляли в растворе на одну неделю при постоянной температуре 37 °C и защищали от УФ-излучения. Наличие H 2 O 2 предназначено для имитации in vivo среда, окружающая электроды во время острой послеоперационной реакции тканей на имплантат, когда активные формы кислорода (АФК) высвобождаются иммунными клетками головного мозга для атаки на инородное тело в течение первых 7 дней после имплантации 30 . Через одну неделю были проведены измерения спектроскопии электрохимического импеданса (EIS), чтобы определить, остаются ли устройства функциональными. На рисунке 3 показаны среднее значение и стандартное отклонение данных измерений EIS (диаграмма Боде с величиной и фазой) лазерно-индуцированных углеродных электродов до и после старения для обеих групп. Дополнительно показаны изображения электродов, полученные с помощью сканирующего электронного микроскопа (СЭМ), до и после обработки (вставки) и вольтамперограммы электродов типа Р20 и Р40 до и после погружения в 30 мМ H 2 O 2 (рис. 3C,D соответственно).
Измерения ЭИС (величина и фаза) четырех электродов в группе, P20 ( A ) и P40 ( B ), до и после погружения в 30 мМ H 2 O 2 5 для одного
4 неделя при 37 °C . Области затенения учитывают среднее значение и стандартное отклонение полученных точек данных. Циклические вольтамперограммы электрода ( C ) P20 и ( D ) P40 ( C ) до и после погружения в 30 мМ H 2 O 2 в течение одной недели при температуре 37 °C.
Изображение с полным размером
Результаты показывают, что две группы (P20 и P40) имеют очень похожее электрохимическое поведение, хотя P40, по-видимому, является группой с более высокой изменчивостью среди электродов одного типа. Электрохимическое поведение двух типов групп существенно не меняется после старения в 30 мМ H 2 O 2 , в частности, модули обеих групп выглядят почти совпадающими с модулями, измеренными до испытания на старение. Графики EIS для отдельных электродов представлены в дополнительной информации (рис. S2). Следует отметить, что фаза состаренных электродов смещается и становится более емкостной на низких частотах как для Р20, так и для Р40, хотя и сохраняет ту же форму. Такое же изменение происходит с платино-иридиевым контрольным корпусом (см. рис. S3 в дополнительной информации). Циклические вольтамперограммы показывают увеличение площади и, следовательно, емкости накопления заряда для обоих типов электродов без дополнительных катодных или анодных пиков и увеличение тока. Снимки СЭМ подтверждают, что устройства не расслаивались и не трескались во время испытаний. В целом в поведении индуцированных лазером угольных электродов не произошло значительных изменений в результате проведенного испытания на старение, что означает, что устройства могут выдерживать коррозионную среду после операции.
Отдельную партию индуцированных лазером углеродных электродов затем стимулировали двухфазными импульсами тока со сбалансированным зарядом, чтобы проверить их способность сопротивляться электрической стимуляции. Что касается тестов на старение, две группы устройств — P20 и P40 — подвергались одинаковым протоколам: применялись пролонгированные модели стимуляции и проводились измерения EIS на промежуточных этапах (до стимуляции и после 1, 5 и 10 миллионов импульсов) для мониторинга. поведение устройств и определить возможные изменения. Всего на каждый электрод подавалось 10 миллионов импульсов. Водяное окно лазерно-угольных электродов было измерено с помощью вольтамперометрии с линейной разверткой, чтобы предотвратить возможность запуска необратимых реакций во время стимуляции, и было оценено, что его ширина составляет около 2,7 В (от -1,0 В до 1,7 В, см. рис. . С4). Реакция электродов на напряжение контролировалась во время стимуляции, чтобы гарантировать, что окно безопасного напряжения никогда не приближалось и не превышалось. На рисунке 4 показаны измерения EIS в репрезентативном случае для каждой группы, выполненные до начала теста на стимуляцию, а затем после 1, 5 и 10 миллионов двухфазных импульсов вместе с соответствующими изображениями электродов с помощью СЭМ до и после теста. Поведение P20 и P40 во время теста одинаково, при этом величина остается практически идентичной той, что была измерена до стимуляции, а фазовый сдвиг на низких частотах становится более емкостным в обоих случаях. Низкочастотный фазовый сдвиг кажется пропорциональным количеству импульсов, подаваемых на электроды. Для большинства электродов типа P40 (см., например, рис. 4B) величина импеданса уменьшается пропорционально количеству приложенных импульсов. Подобное поведение сообщается в литературе для других видов пироуглеродных электродов (например, стеклообразного или стеклоуглеродного) и интерпретируется как признак их активации 9,10 . Интересно, что электрохимическое поведение обеих групп электродов, подвергнутых электрической стимуляции, сравнимо с поведением, наблюдаемым во время теста на старение, за исключением величины электродов P40. Это говорит о том, что лазерно-индуцированный углерод, полученный с частотой лазера не менее 40 кГц, возможно, подвергается фазе активации — при электрической поляризации — во время которой изменяются его импеданс и шероховатость поверхности 10,31 . Циклические вольтамперограммы электродов P20 и P40 (рис. 4C,D) подтверждают увеличение емкости накопления заряда для обоих типов электродов, которое гораздо более заметно для типа P40. СЭМ-изображения на вставках рис. 4 подтверждают, что оба типа электродов остались целыми и не расслаивались. Кроме того, их макроскопические морфологические характеристики, по-видимому, не меняются после двухфазной импульсной стимуляции, а поверхность раздела с окружающим париленом С выглядит неповрежденной даже у P40-типа, который является углеродным типом, который больше всего изменился после стимуляции (рис. 5).
Измерения EIS (величина и фаза) репрезентативного электрода каждой группы — P20 ( A ) и P40 ( B ) — до теста электростимуляции и после 1, 5 и 10 миллионов двухфазных импульсов . Циклические вольтамперограммы электродов Р20 ( С ) и Р40 ( Д ), до пробы электростимуляции и после 1, 5 и 10 млн бифазных импульсов.
Полноразмерное изображение
Рис. 5 СЭМ-изображения индуцированного лазером угольного электрода типа P40 после электрической стимуляции (10 миллионов двухфазных импульсов тока). В общей картине расслоения не наблюдается ( A ), ни в деталях ( B ), сделанных при 1000-кратном увеличении.
Изображение полного размера
Эквивалентная модель электрической цепи использовалась для интерпретации экспериментальных данных ЭИС и процесса переноса заряда, происходящего на поверхности электродов, а также поведения лазерно-индуцированных углеродных электродов после экспериментов по старению и стимуляции. Наиболее репрезентативной эквивалентной схемой для этих электродов является модель ячейки Рэндлса с сопротивлением доступа (R S ), импеданс элемента с постоянной фазой (Z CPE ), сопротивление переносу заряда (R ct ) и импеданс диффузии Варбурга (Z W ) в конфигурации, показанной на схеме в Таблице 1. Электроды сопротивление доступа, в основном зависящее от их геометрии и электролита, по-видимому, не зависит от параметров процесса или обработки. Таким образом, можно исключить отслоение или увеличение площади электродов (за счет удаления производственных остатков, отслоения углеродных частиц или электрохимического растворения с огрублением поверхности). Это предположение подтверждается оптическими характеристиками после обработки (рис. 5). То же самое верно и для элемента постоянной фазы (CPE): 9{n}}$$
(1)
чей импеданс, заданный переменными T и n, существенно не меняется до и после лечения. Здесь i — мнимое число, а ω — угловая частота. Импеданс элемента с постоянной фазой (Z CPE ) коррелирует с дисперсией энергии на границе раздела электрод-электролит и может зависеть от ряда факторов, таких как микрофрактальная шероховатость поверхности 32,33 или неравномерное распределение тока 34 .
Таблица 1. Параметры ЭИС электродов P20 и P40 до и после старения и стимуляции, полученные путем подгонки экспериментальных данных к показанной модели.Полноразмерная таблица
Дополнительно импеданс Варбурга, определяемый как:
$${Z}_{W}=\frac{1}{{Y}_{W}.\sqrt{2\omega }} (1-i)$$
(2)
необходимо добавить в схему, чтобы подогнать фазовый сдвиг на низких частотах. Этот элемент представляет собой полубесконечную линейную диффузию и имеет лишь небольшое влияние на величину, пропорциональное проводимости (Y Вт ). Наиболее значительное изменение, которое мы наблюдали, относится к сопротивлению переноса заряда (R ct ) после электрической стимуляции: параметр увеличился более чем в два раза, что свидетельствует о гораздо более емкостном поведении на границе раздела за счет уменьшения фарадеевских токов на границе раздела. Эту общую тенденцию можно наблюдать во всех проведенных измерениях (см. дополнительную информацию), хотя, по-видимому, она не зависит от двух типов углерода. Одним из способов интерпретации такого поведения может быть предположение, что после лечения уменьшается так называемая «активная площадь» электродов. Однако это отразится и на удвоении реальной емкости электродов 9{1/n}$$
(3)
Определенные значения показывают небольшие изменения после электрической и электрохимической обработки электродов, исключая какой-либо значительный вклад емкости (и, следовательно, морфологические изменения) в их поведение. Параметры EIS, экстраполированные на основе настройки, показаны в таблице 1.
Элементный анализ исходных, состаренных и электрически стимулированных лазерно-индуцированных углеродных электродов был выполнен для обеих групп с помощью рентгеновской фотоэлектронной спектроскопии (XPS). Обзорные спектры и сканирование C 1s электродов P20 и P40 показаны на рис. 6. Обзорные спектры обоих образцов (рис. 6A, C) показывают сигнал C 1s высокой интенсивности в дополнение к другим пикам более низкой интенсивности — относятся к продуктам производственного процесса. Спектры C 1s показаны на рис. 6B, D, где ясно, что энергетический уровень C 1s сосредоточен на 284 эВ, типичном значении энергии связи (BE) для графита и углеводородных соединений 9.0215 37 . Пики C 1s обоих типов углерода расположены в одном и том же диапазоне BE, и их интенсивность сопоставима. В Таблице 2 рассмотрены относительные площади пиков различных функциональных групп для каждого образца. Анализ показывает, что атомный процент графитового углерода составляет 75% и 74% для исходных электродов P20 и P40 соответственно, и подтверждает, что оба параметра лазера дают графитовый тип углерода путем пиролиза изоляционного слоя парилена C поверх платинового электрода. иридиевые дорожки. Эти проценты выше, чем процент графитового углерода, присутствующего в полированных электродах из стеклоуглерода, указанный в литературе (71,9).% 31 , при термообработке стеклоуглеродных электродов при 2500 °С, или 67,99% 37 ). Процентное содержание графитового углерода снижается (более 10 %) для обоих состаренных образцов, и то же самое происходит с стимулированными электродами, относящимися к группе П40, в то время как стимулированный электрод из группы П20 остается аналогичным исходному той же группы — с за исключением увеличения количества кислородсодержащих частиц (2–3%) и уменьшения содержания натрийсодержащих частиц (вероятно, загрязняющих веществ из-за обращения, которые случайным образом появляются на некоторых спектрограммах). Кроме того, процент углерода, связанного с другими функциональными группами (C-H, здесь), а также соотношение C ox /C gr рассчитано из спектров C 1s обеих групп, а полученные значения приведены в таблице 2. Эти результаты показывают, что поверхность лазерно-индуцированных углеродных электродов в группе P40 окисляется во время старения и – особенно – двухфазные импульсные тесты, в то время как тип электрода P20 кажется почти безразличным к процедурам. Фактически, для типа Р40 соотношение C ox /C gr увеличивается как после испытаний на старение, так и после испытаний на стимуляцию.
( A ) Широкосканированный или обзорный спектр углеродного электрода P20, индуцированного лазером, показывающий все присутствующие элементы; ( B ) XPS-спектры энергетического уровня C 1s для того же образца P20. ( C ) Обзорный спектр углеродного электрода, индуцированного лазером P40, и ( D ) XPS-спектры уровня энергии C 1s для того же образца P40.
Изображение с полным размером
Таблица 2 Относительные количества (%) различных соединений для различных лазерно-индуцированных углеродных электродов (данные значения BE являются усредненными значениями). Полноразмерная таблица
Тем не менее, процент кислородсодержащих частиц увеличивается во всех случаях по сравнению с первозданными; это явление, возможно, можно объяснить присутствием хиноновых и гидрохиноновых групп в оксидных слоях, формирующихся и растущих на краевых плоскостях во время фазы предварительной активации угольных электродов, как уже предполагалось другими 31,38,39 . Известно, что в восстановленной форме углерод в основном имеет гидрохиноноподобные группы, а в окисленной форме имеет ярко выраженную хиноидную структуру 40 . Переход от восстановленной формы к окисленной начинается при достижении температуры карбонизации 650 °С, а количество хиноноидных структур увеличивается с повышением температуры: чем выше температура, достигаемая в процессе карбонизации, тем более окисленный углерод и тем более он подвержен активации 41 . Также интересно отметить, что исследование, проведенное Dekanski et al . 31 продемонстрировал, что температура пиролиза сильно влияет на способность угольного электрода активироваться: пиролизованные углеродные электроды, термически обработанные при 2500 °C, гораздо более поляризуемы и, следовательно, склонны к активации, чем электроды, обработанные при 1000 °C. С. Затем мы можем предположить, что температура, достигаемая во время наших процессов лазерной карбонизации, выше 650 °C в обоих случаях (P20 и P40), но P40, скорее всего, подвергается более высокой температуре в процессе производства, и поэтому он более подвержен дальше активируется. Это подтверждает результаты, полученные при электрической стимуляции электродов типа Р40 (рис. 4 и дополнительная информация), где мы наблюдаем снижение величины импеданса и увеличение емкости накопления заряда после двухфазной импульсной стимуляции, оба признака активации 31 .
Затем была проведена рамановская спектроскопия для сравнения уровня кристалличности P20 и P40. Результаты показаны на рис. 7, где спектры комбинационного рассеяния двух исходных лазерно-индуцированных углеродных электродов (типа P20 и P40) разделены на первый порядок (от 900 до 1900 см -1 ) и второй порядок (от 2500–3300 см -1 ) спектры. В зоне первого порядка оба электрода имеют пик при 1360 см −1 , называемый полосой D (как беспорядок), и один при 1575 см −1 , называемая полосой G (в честь графита). В неорганизованных (иначе некристаллических) структурах зона первого порядка спектра имеет очень широкую и асимметричную полосу с максимумом при 1600 см 90 215 -1 90 216 . По мере того, как структура становится более кристаллической, две полосы (D и G) становятся различимыми, и с дальнейшим увеличением структурной упорядоченности материала интенсивность полосы D достигает той же амплитуды, что и пик G (например, высокомодульные углеродные волокна, аналогичные до графита но более упорядоченно) 42 . Для лучшей количественной оценки уровня кристалличности двух типов углерода соотношение между интенсивностью полос D и G было рассчитано как отношение I D / (I D + I G ), формула, уже используемая в литературе для с учетом процентного содержания беспорядка (или некристаллических структурных компонентов) 42,43 .
Рамановская спектроскопия исходных электродов P20 (вверху) и P40 (внизу). Для каждого образца было проведено три измерения (в трех случайных местах).
Изображение в полный размер
Результаты, представленные в Таблице 3, демонстрируют, что оба типа углерода демонстрируют уровень беспорядка — от 40 до 50% — сравнимый со структурным беспорядком, обнаруженным в поверхностно-активированном графите 42 . Вместо этого в спектрах второго порядка можно идентифицировать как минимум два других пика: один на 2700 см −1 — хорошо выраженный и обычно наблюдаемый в хорошо организованных структурах — и другой на 2950 см −1 , который имеет чрезвычайно низкую интенсивность, особенно в образце Р20, и обычно обнаруживается в спектрах активированного графита. Этот пик обычно используется для того, чтобы отличить активированный графит от обычного графита. Оба спектра комбинационного рассеяния (первого и второго порядка) двух типов углерода (P20 и P40) показывают, что исследованные образцы лазерно-индуцированного углерода аналогичны поверхностно-активированному графиту с точки зрения кристаллической структуры и уровня беспорядка.
Полноразмерная таблица
Для изучения биосовместимости углеродных электродов, индуцированных лазером, был проведен тест на цитотоксичность с использованием метода элюирования (подробности см. в Экспериментальном разделе). Для испытаний по три образца каждого типа (три для Р20 и три для Р40) помещали в клеточную среду, которую в дальнейшем использовали для выращивания клеток нейробластомы человека. Из каждого отдельного образца, а также из отрицательного и положительного контролей было создано десять технических реплик и подсчитаны клетки для количественной оценки их жизнеспособности. Таким образом, стандартное отклонение использовалось для оценки средневзвешенных значений и производных значений для двух типов углерода. На рисунке 8 представлен результат теста и показано, что для обоих типов углерода процент выживших клеток сравним с процентом выживших клеток отрицательного контроля (т. е. нетоксичного материала). Положительный контроль символизирует случай, когда большинство клеток погибает, а материал образца классифицируется как цитотоксический. Оба вида лазерно-индуцированного углерода считаются нецитотоксичными в соответствии с проведенным тестом, так как их поверхности не растворяются и не выделяют токсичные остатки в культуральную среду.
Количественный анализ жизнеспособности нервных клеток, культивируемых в течение 24 часов в среде, предварительно инкубированной с образцами лазерно-индуцированного углерода P20 и P40, а также с нормальной клеточной средой (отрицательный контроль). В положительном контроле клетки намеренно подвергали воздействию токсичной среды.
Изображение с полным размером
Одним из свойств, отличающих угольные электроды от других электродов в нейронных приложениях, является их способность обнаруживать электрически активные вещества и, следовательно, нейротрансмиттеры. Для проверки нашей технологии и проверки качества углерода, полученного с помощью нашего инфракрасного наносекундного лазера, способность углеродных электродов, индуцированных лазером, обнаруживать различные концентрации дофамина (DA) in vitro исследовали . Эксперименты по обнаружению дофамина проводились с использованием циклической вольтамперометрии с быстрым сканированием (FSCV) в качестве метода измерения и были направлены на мониторинг изменения уровней DA в фосфатно-солевом буферном растворе (PBS) путем обнаружения изменений тока при напряжении (в данном случае 0,43 В), соответствующем ожидаемое значение окисления интересующих веществ в установке, ранее использовавшейся другими 44 . Для этого эксперимента использовались исходные электроды типа P20 диаметром 200 мкм, поскольку высокий фоновый ток, генерируемый электродами большего размера (диаметром 700 мкм), не позволял идентифицировать любое возможное изменение тока. Из-за их структурного и морфологического сходства с электродами типа P20 аналогичное поведение ожидается, когда эксперименты проводились с использованием исходных электродов типа P40.
На электроды воздействовали треугольными сигналами FSCV между −0,4 В и +1,3 В с потенциалом покоя −0,4 В по сравнению с эталонным электродом из хлорированной серебряной проволоки с частотой повторения 10 кГц. Собранные циклические вольтамперограммы были изменены путем вычитания емкостных составляющих измеренного тока 45 и показывают, что амплитуда пика окисления пропорциональна количеству DA, присутствующему в растворе (рис. 9A). Фоновый ток, генерируемый испытанными исходными электродами типа Р20, находился в диапазоне от 0,8 до 2,0 мкА при напряжении 0,43 В, при котором наблюдался пик окисления ДА. Значительный фоновый ток может быть обусловлен зарядкой двойного слоя электрода и окислительно-восстановительными реакциями электрохимически активных поверхностных групп 46 . Оценка производительности электродов проводилась путем расчета их индекса чувствительности как наклона линейной аппроксимации усредненного пикового тока окисления, измеренного в зависимости от концентрации DA (рис. 9B). Полученное значение ~ 19,8 нА/мкМ находится в диапазоне значений, указанных в литературе для электродов из углеродного волокна, с учетом открытой геометрической площади поверхности (GSA) активных центров 47 . Теоретически рассчитанный предел обнаружения исходного типа P20 составляет 1,4 мкМ; однако следует отметить, что это значение может быть значительно улучшено за счет адаптации технологии к конкретному применению с соответствующей обработкой поверхности и покрытиями. 9Рисунок 9 буферный солевой раствор и ( B ) калибровочная кривая (серая линия), полученная путем построения среднего пикового тока (со стандартным отклонением) по концентрациям дофамина, обнаруженным in vitro с использованием трех угольных электродов типа P20 (диаметром 200 мкм) .
Полноразмерное изображение
Заключение
Целью этого исследования было изучение новой технологии, полностью основанной на использовании наносекундного лазера, чтобы определить, подходит ли она для краткосрочных и долгосрочных нейронных приложений. Эта технология позволила быстро изготовить прототипы угольных электродов, вызывая с помощью лазера карбонизацию парилена С, поверх прочных металлических листов (например, платино-иридиевых дорожек), встроенных в силиконовый каучук. Дорожки и контуры устройства были нанесены с помощью одного и того же лазера. Для изготовления двух типов угольных электродов и сравнения их свойств и характеристик использовались две частоты лазера: 20 и 40 кГц. Все изготовленные устройства были выдержаны в 30 мМ H 2 O 2 в течение одной недели, чтобы имитировать послеоперационную воспалительную реакцию, и электрически стимулировать — с использованием двухфазных импульсов — до 10 миллионов раз. Цель этих экспериментов состояла в том, чтобы проверить надежность устройств и, в частности, обоих типов лазерно-индуцированных углеродных электродов и интерфейсов углерод-металл. Электрохимическое поведение двух типов углерода в их нетронутых формах очень похоже и, по-видимому, не подвергается значительному влиянию старения и стимуляции. СЭМ-изображения образцов показывают, что электроды не расслаивались, не трескались и не отделялись от металлической подложки ни после электрохимической обработки, ни во время электрической стимуляции. Однако анализ XPS показывает более высокий процент кислородсодержащих элементов и более высокий C 9Соотношение 0224 ox /C gr для образцов, обработанных методом P40, по отношению к их исходному состоянию. Спектроскопия комбинационного рассеяния света помещает наши нетронутые электроды в диапазон беспорядка поверхностно-активированного графита, доказывая, что процесс лазерной карбонизации уже инициирует определенную степень активации углеродной поверхности. Благодаря такому всестороннему анализу поверхности мы смогли определить тип углерода, полученного путем лазерной обработки подложек из парилена C инфракрасным наносекундным лазером. Также было доказано, что индуцированные лазером угольные электроды нецитотоксичны и чувствительны к изменениям концентрации дофамина in vitro даже в наихудшем сценарии (т. е. типа P20, необработанный и неактивированный). Следует также отметить, что электроды могли безотказно подвергаться многим циклам циклической вольтамперометрии с быстрым сканированием (400 В/с) во время экспериментов по обнаружению дофамина, показывая высокую стабильность и при этих параметрах. Это исследование доказывает, что действительно возможно использовать инфракрасный наносекундный лазер как для карбонизации участков электродов — и, таким образом, получить преимущества наличия углерода в качестве интерфейса с тканью мозга, так и для формирования рисунка других компонентов (контуры устройств и металлические дорожки). Оба типа углерода, подвергнутые пиролизу с помощью наносекундного лазера, представляют собой графитовые формы углерода, содержащие высокий процент графита (74% для типа P20 и 75% для типа P40). Разница в частоте лазерных импульсов, вероятно, отражает разницу в температуре во время процесса: углерод типа P20, науглероженный при 20 кГц, подвергался более низкой температуре, чем тип P40 (науглероживание при 40 кГц). Следовательно, P40 с большей вероятностью подвергся электрохимической активации и окислению. Кроме того, оба типа угольных электродов образовывали стабильное соединение с нижележащими платино-иридиевыми дорожками (поверх которых они науглерожены), и, таким образом, сохранялась хорошо известная надежность устройств с лазерным рисунком. Всесторонняя оценка массивов лазерно-индуцированных углеродных электродов in vitro указывает на то, что они не являются цитотоксичными и обеспечивают адекватные и стабильные характеристики электрохимического переноса для приложений в нейронной регистрации, стимуляции и обнаружении нейротрансмиттеров. Имплантация этих зондов и их оценка in vivo является следующим шагом на пути к применению в нейробиологических исследованиях и клинической практике.
Материалы и методы
Изготовление устройств
Лазерное структурирование устройств, использованных для этого исследования, было основано на ранее опубликованных и оптимизированных методах 24,25,26,27 . Изготовление началось с ламинирования разделительного слоя (клейкая лента, № 4124, Tesa AG, Гамбург, Германия) поверх керамического носителя и нанесения методом центрифугирования слоя силиконового каучука толщиной 200 мкм (PDMS, MED- 1000, НуСил, Карпинтерия, США). Затем на него наслаивали коммерчески доступную платино-иридиевую (Pt-Ir) фольгу (толщиной 25 мкм). Следующие этапы заключались в структурировании металлической фольги с помощью импульсного наносекундного лазера (DPL Genesis Marker Nd:YAG, ACI Laser GmbH, Deutschland), удалении излишков металла и покрытии всего устройства слоем парилена C толщиной 10 мкм. (DPXC от Specialty Coating Systems, Индианаполис, США). После этого контактные площадки были вскрыты и тем же лазером вырезана внешняя линия устройства. На последнем этапе, характерном для этого процесса, были созданы активные участки массива путем лазерного пиролиза изоляционного слоя в нужных местах (активных участках) методом «линейной записи». Точнее, в конкретном случае лазера, используемого для этого исследования, этот метод «записи» состоит в написании линий с шагом 10 мкм для «заполнения» определенной геометрии (в нашем случае электроды в форме диска) и позволяет карбонизировать электроды диаметром 200 мкм и более. Наконец, устройство было удалено из слоя выпуска. Для данного исследования были изготовлены два типа угля: Р20 и Р40, которые различаются частотами лазерных импульсов, используемых в процессе карбонизации (20 и 40 кГц соответственно). Мощность лазера и скорость движущегося луча, используемые для обоих типов углерода, составляют 1,6 Вт и 15 мм/с соответственно. Контрольная группа, состоящая из электродов Pt-Ir, использовалась для проведения контрольных экспериментов. Для изготовления контрольных электродов слой парилена С на активных центрах был выборочно удален, а не зауглерожен. Конечная толщина всех изготовленных устройств составляет 235 мкм.
Электрохимическая характеристика
Все изготовленные электроды были охарактеризованы электрохимически с использованием циклической вольтамперометрии (CV) и спектроскопии электрохимического импеданса (EIS) перед экспериментами. Оба измерения проводились в фосфатно-солевом буферном растворе (PBS, pH = 7,4, Sigma Aldrich, США) с использованием трехэлектродной установки с платиновым противоэлектродом и электродом сравнения Ag/AgCl (KCl 3 моль/л). Электрохимический интерфейс обеспечивался потенциостатом и анализатором частоты (Solartron 1260 и 1287 от Solartron Analytical, Фарнборо, Хэмпшир, Великобритания) вместе с программным обеспечением Zplot (v2.8 от Scribner Associates Inc., Southern Pines, NC, USA) для управления настройки, а также сохранять и анализировать данные. Первоначально для каждого электрода было проведено два набора измерений CV (очистка и характеристика), после чего было проведено измерение EIS. В измерениях CV вершинные потенциалы устанавливались между -0,8 и 0,6 В, а потенциал рабочего электрода сначала изменялся со скоростью сканирования 200 мВ/с в течение 20 циклов, а затем со скоростью сканирования 50 мВ/с в течение дополнительных 50 циклов. циклы. Измерения ЭИС проводились в диапазоне частот от 1 Гц до 10 5 Гц с амплитудой возбуждения 5 мВ.
Испытание на старение
Для оценки устойчивости электродов во время потенциальной имплантации in vivo лазерно-индуцированные углеродные электроды подвергались старению в 30 мМ перекиси водорода (H 2 O 2 ) в течение одной недели при 37 °С. Этот тест призван имитировать острую послеоперационную воспалительную реакцию, происходящую в ткани головного мозга животного после имплантации. Таким образом, четыре угольных электрода на группу (четыре электрода типа P20 и четыре электрода типа P40) и один контрольный Pt-Ir электрод были погружены в раствор PBS, содержащий 30 мМ H 2 O 2 (H 2 O 2 30%, Carl Roth, Карлсруэ, Германия). Каждый электрод помещали в индивидуальные емкости с крышкой, содержащие 5 мл приготовленного раствора. Контейнеры изолировали от света алюминиевой фольгой и накрывали парафиновой пленкой для предотвращения испарения. После хранения в инкубаторе (Heraeus, Германия) при 37 °C в течение одной недели для всех электродов были выполнены измерения EIS и CV.
Двухфазная импульсная стимуляция током
Для изучения стабильности лазерно-индуцированного углерода при электрической стимуляции их подвергали воздействию двухфазных импульсов тока с помощью электростимулятора (Plexon, Техас, США). В общей сложности на четыре электрода каждой лазерно-индуцированной углеродной группы и на один контрольный электрод (Pt-Ir) подавали 10 миллионов импульсов. Эксперимент проводится с использованием последовательностей прямоугольных, симметричных, двухфазных, управляемых по току, сбалансированных по заряду и отрицательной фазе первых форм сигналов. Выбранная длина импульса 300 мкс и амплитуда 500 мкА соответствуют плотности заряда 390,5 мкКл/см² (одна фаза) с частотой повторения 1 кГц. Принятый заряд на фазу соответствует среднему порогу, используемому для стимуляции сетчатки 48 . Измерения проводились в PBS с использованием двухэлектродной конфигурации, включающей рабочий электрод и стандартный платиновый противоэлектрод. Измерения EIS проводились на промежуточных этапах для всех электродов, а CV выполнялись после 10 миллионов импульсов.
Характеристика поверхности
Морфологию электродов в исходном состоянии и после старения и стимуляции изучали с помощью сканирующей электронной микроскопии (Tescan Vega3 SEM — Tescan, США).
Элементный состав
Анализ состава лазерно-индуцированных углеродных электродов был выполнен с использованием рентгеновской фотоэлектронной спектроскопии (РФЭС). Измерения проводились с использованием XPS-спектрометра K-Alpha+ (Thermo Fisher Scientific, Ист-Гринстед, Великобритания). Для сбора и обработки данных использовалось программное обеспечение Thermo Avantage, описанное в другом месте 49 . Все образцы были проанализированы с использованием микрофокусированного монохроматического источника рентгеновского излучения Al Kα (размер пятна 30–400 мкм). Спектры соответствовали одному или нескольким профилям Фойгта (неопределенность энергии связи: +/-0,2 эВ). Функция передачи анализатора, коэффициенты чувствительности Скофилда 50 , а для количественной оценки применяли эффективную длину затухания (EAL) для фотоэлектронов. EAL рассчитываются с использованием стандартного формализма ТПП-2М 51 . Все спектры были отнесены к пику C1s углеводорода при энергии связи 285,0 эВ, контролируемой с помощью известных фотоэлектронных пиков металлических Cu, Ag и Au. Распылительную очистку проводили с использованием пучка кластерных ионов Ar1000+ при энергии 8 кэВ и угле падения 30°, который не повреждал электроды. Раман-спектроскопию проводили на рамановском микроскопе Bruker Senterra. Мощность лазера составляла 5 мВт при длине волны 532 нм. Время интегрирования составляло 60 с с 2 совместными добавлениями (2 × 30 с) для каждой точки измерения.
Жизнеспособность клеток
Исследование цитотоксичности проводили методом элюирования. Этот метод обеспечивал экстракт целевого материала, который затем добавляли к культуральным клеткам. Клеточная линия, используемая для этого исследования, представляет собой нейробластому человека SH-SY5Y, которая обычно используется для нейронных интерфейсов из-за ее нейроноподобного поведения. Среда для культивирования клеток состояла из 41 мл Ham’s F12: EMEM (EBSS) (1:1), 2 мМ глутамина (Sigma D8062) с 7,5 мл эмбриональной бычьей сыворотки (Sigma F0804), 500 мкл пенициллина-стрептомицина (Sigma P4333). и 500 мкл раствора заменимых аминокислот MEM (Sigma M7145). В каждой повторности клетки культивировали в течение 24 часов в стерильных условиях во влажной среде с 5% CO 9 .0224 2 атмосфер и при 37 °C в одной лунке 96-луночного планшета. Параллельно все образцы подвергались воздействию тестовой среды (клеточная среда без эмбриональной бычьей сыворотки) по отдельности и в одинаковых условиях. Среду клеток заменяли тестовой средой, контактировавшей с образцами, и снова инкубировали в течение еще 24 часов. После этого в каждую лунку добавляли 0,45 мг/мл тиазол-синего-тетразолин-бромида (Sigma M5655) и планшет инкубировали еще 2 часа. Среду удаляли, а преобразованный краситель суспендировали в 50 мкл ДМСО. После этого жизнеспособность определяли количественно, измеряя оптическую плотность при 540 нм с помощью планшет-ридера (Perkin Elmer, США). В качестве отрицательного контроля брали культивированные клетки в обычной тестовой среде, а в качестве положительного контроля брали культивированные клетки, в которых все клетки были преднамеренно убиты Тритоном-Х 100 (1:10).
Обнаружение дофамина
Циклическую вольтамперометрию с быстрым сканированием (FSCV) выполняли в химическом стакане, где для генерации сигналов и сбора полученных данных FSCV использовалась установка invilog (Invilog Ltd., Финляндия). В качестве электрода сравнения использовали хлорированную серебряную проволоку (0,5 мм в диаметре, Goodfellow). Углеродные электроды типа P20 предварительно кондиционировали с использованием треугольной формы волны, поддерживаемой при 0 В, и изменении потенциала от -0,4 В до 1,3 В со скоростью сканирования 400 В/с. Перед каждой калибровкой выполнялось базовое измерение, чтобы электрод достиг устойчивого отклика 45 . Для ускорения процесса уравновешивания использовалась форма сигнала с более высокой частотой повторения (60 кГц), чем частота сбора данных (длительность 10 мин). После этапа предварительной подготовки все образцы снова подвергались циклической обработке в течение 20 минут при частоте 10 кГц, чтобы инициировать базовый набор данных для калибровки 44 . Вычитание фона было выполнено путем вычитания зарегистрированного FSCV из усредненного набора CV (10 циклов только в PBS) перед каждой первой инъекцией 52 . Для каждого эксперимента готовили исходный раствор 10 мМ гидрохлорида дофамина (Sigma-Aldrich, Сент-Луис, Миссури) в забуференном фосфатом солевом растворе. Измерения проводились для различных концентраций дофамина, то есть 500 нМ, 1 мкМ, 2 мкМ, 3 мкМ, 5 мкМ и 10 мкМ, которые в конечном итоге добавлялись в исходный раствор 9.0215 53 .
Испытание на адгезию
Адгезию между лазерно-индуцированным углеродом и металлическим слоем тестировали в соответствии со стандартным тестом скотча для измерения адгезии структур к подложке (D3359-07 от ASTM International, США). Процедура заключалась в создании массива из 10 ×10 лазерно-индуцированных углеродных участков диаметром 700 мкм на расстоянии 1 мм друг от друга. Лента была наложена и прижата, чтобы обеспечить хороший контакт с нижним слоем. Примерно через 90 секунд лента отводилась на себя под углом 180°. Эта процедура была выполнена в соответствии со стандартной процедурой 54 .
Ссылки
Поликов В. С., Треско П. А. и Райхерт В. М. Реакция ткани головного мозга на хронически имплантированные нервные электроды. J. Neurosc. Мет. 148 , 1–18 (2005).
Артикул Google ученый
Biran, R., Martin, D.C. & Tresco, P.A. Потеря нейронных клеток сопровождает реакцию ткани головного мозга на хронически имплантированные массивы кремниевых микроэлектродов. Опыт нейрол. 195 , 115–26 (2005).
КАС Статья Google ученый
Williams, J.C., Hippensteel, J.A., Dilgen, J., Shain, W. & Kipke, D.R. Спектроскопия комплексного импеданса для мониторинга реакции тканей на вставленные нервные имплантаты. Дж. Ной.
англ. 4 , 410–423 (2007).Артикул Google ученый
Biran, R., Martin, D.C. & Tresco, P.A. Реакция ткани головного мозга на имплантированные массивы кремниевых микроэлектродов увеличивается, когда устройство привязано к черепу. Дж. Биом. Мат. Рез. 82A , 169–178 (2007).
КАС Статья Google ученый
Тернер, Дж. Н. и др. . H. Реакция церебральных астроцитов на микромеханические силиконовые имплантаты. Экспл. Нейрол. 156 , 33–49 (1999).
КАС Статья Google ученый
Henle, C. и др. . Первое долгосрочное исследование in vivo субдурально имплантированных электродов Micro-ECoG, изготовленных с использованием новой лазерной технологии. Биомед. микрод. 13 , 59–68 (2011).
КАС Статья Google ученый
Stieglitz, T. Рассмотрение поверхностной и структурной биосовместимости как предпосылки долговременной стабильности нервных протезов. Дж. Наноски и нанотехнологии. 4 , 496–503 (2004).
КАС Статья Google ученый
Хасслер, К., фон Метцен, Р.П., Рутер, П. и Штиглиц, Т. Характеристика парилена С как инкапсулирующего материала для имплантированных нервных протезов. Дж. Биомед. Матер. Рез. 93B , 266–274 (2010).
КАС Google ученый
Вомеро, М. и др. . Улучшенная долговременная стабильность тонкопленочных электродов из стеклоуглерода за счет использования карбида кремния и аморфного углерода. In 8-я Международная конференция IEEE/EMBS по нейронной инженерии (NER) 288–291 (2017).
Вомеро, М. и др. . Включение карбида кремния и алмазоподобного углерода в качестве промоторов адгезии повышает стабильность In Vitro и In Vivo электрокортикографических массивов на основе тонкопленочного стеклоуглерода. Доп. Биосис . 2 (2017).
Ордонез, Дж., Шуэттлер, М., Белер, К., Боретиус, Т. и Штиглиц, Т. Тонкие пленки и массивы микроэлектродов для нейропротезирования. Бюллетень MRS. 37 , 590–598 (2012).
КАС Статья Google ученый
Rubehn, B., Wolff, S.B., Tovote, P., Lüthi, A. & Stieglitz, T. Нервный микроимплантат на полимерной основе для оптогенетического применения: дизайн и первое исследование in vivo. Лабораторный чип. 13 , 579–88 (2013).
КАС Статья Google ученый
Кассен, С. и др. . Электрический импеданс, электрохимия, механическая жесткость и возможность настройки твердости стеклоуглеродных электродов MEMS lECoG. Микроэлектр. англ. 133 , 36–44 (2015).
КАС Статья Google ученый
Вомеро, М. и др. . In-Vivo Характеристика µ-электродов из стеклоуглерода и гистологический анализ ткани головного мозга после хронических имплантаций. ECS-транзакции. 72 , 91–96 (2016).
КАС Статья Google ученый
VanDersarl, J. J., Mercanzini, A. & Renaud, P. Интеграция массивов 2D и 3D тонких пленок стеклоуглеродных электродов для электрохимического определения дофамина в гибких нейроэлектронных имплантатах. Доп. Функц. Мат. 25 , 78–84 (2015).
КАС Статья Google ученый
Musameh, M., Wang, J., Merkoci, A. & Lin, Y. Низкопотенциальное стабильное обнаружение NADH на стеклоуглеродных электродах, модифицированных углеродными нанотрубками. Электрохим. коммун. 4 , 743–746 (2002).
КАС Статья Google ученый
Пфау Дж., Штиглиц Т. и Ордонез Дж. Механическая деформация и химическая деградация тонкопленочной платины при старении и электрическом воздействии.
В 8-я Международная конференция IEEE/EMBS по нейронной инженерии (NER) 166–169 (2017).Штиглиц, Т. и др. . О биосовместимости и стабильности поперечных внутрифасцикулярных многоканальных электродов – TIME in (Ибаньес Дж., Гонсалес-Варгас Дж., Азорин Дж., Акай М. и Понс Дж. (ред.)) Конвергентные клинические и инженерные исследования в области нейрореабилитации II . 731–735 (Спрингер, 2016).
da Silva, H.P. The Biosignal C.A.O.S.: размышления о возможности использования физиологических датчиков для взаимодействия человека с компьютером Практиками и исследователями в (Ibáñez, J., Gonzalez-Vargas, J., Azorín, J., Akay, M. и Понс, Дж. (ред.)) Объединение клинических и инженерных исследований в области нейрореабилитации II . 15 , 807–811 (Springer, 2016).
Мортимер Дж. Т. Электроды для функциональной электростимуляции. Заключительный отчет NIH-NINDS в рамках программы нейропротезирования (2000 г.
).Schuettler, M., Stiess, S., King, B.V. & Suaning, G.J. Изготовление имплантируемых микроэлектродных массивов путем лазерной резки силиконового каучука и платиновой фольги. Дж. Нейронная инженер . 2 (1) (2005).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Schuettler, M. и др. . Растягивающиеся дорожки для массивов нервных электродов, обработанных лазером. англ. в Мед и Био. Soc., EMBC/IEEE Ann. междунар. Conf , 2009 1612–1615 (2009).
Оливейра, А., Ордонез, Дж. С., Ваджари, Д. А., Эйкеншайдт, М. и Штиглиц, Т. Лазерный углеродный пиролиз электродов для систем нейронного интерфейса. Евро. Дж. Пер. Миол. 26 , 181–186 (2016).
Артикул Google ученый
Хенле, К., Шуэттлер, М., Рикерт, Дж. и Штиглиц, Т.
В к практическим интерфейсам мозг-компьютер (Эллисон, Б.З., Данн, С., Либ, Р., Миллан, Дж. ., Дел, Р. и Нейхолт, А. (ред.) 85–103 (Springer, 2012).Колер, Ф., Шуэттлер, М., Ордонез, Дж. и Штиглиц, Т. Лазерное микроизготовление массивов нервных электродов: сравнение наносекундных и пикосекундных лазерных технологий. В Proc IFESS 102 , 99–101 (2011).
Google ученый
Чон, Ю. С., Ратье, Б., Молитон, А. и Гайярд, Л. Определение характеристик поли(п-ксилиленовых) пленок в УФ-видимом и инфракрасном диапазонах для применений в волноводах и инкапсуляции OLED. Синтез. Встретились. 127 , 189–193 (2002).
КАС Статья Google ученый
Шайдук, р. и др. . Нагрев наносекундным лазерным импульсом поверхности платины, исследованной методом рентгеновской дифракции накачки-зонда.
Заяв. физ. Письмо . 109 (2016).ОБЪЯВЛЕНИЕ Статья Google ученый
Такмаков П. и др. . Быстрая оценка долговечности кортикальных нейронных имплантатов с использованием ускоренного старения с активными формами кислорода. Дж. Ной. Eng . 12 (2015).
ОБЪЯВЛЕНИЕ Статья Google ученый
Декански А., Стеванович Ю., Стеванович Р., Николич Б. Ж. и Йованович, В. М. Стеклоуглеродные электроды: I. Характеристика и электрохимическая активация. Углерод 39 , 1195–1205 (2001).
КАС Статья Google ученый
де Леви Р. Влияние шероховатости поверхности твердых электродов на электрохимические измерения. Электрохим. Акта. 10 , 113–130 (1965).
Артикул Google ученый
Jorcin, J.-B., Orazem, M.E., Pébère, N. & Tribollet, B. Анализ CPE методом спектроскопии локального электрохимического импеданса. Электрохим. Акта. 51 , 1473–1479 (2006).
КАС Статья Google ученый
Kovacs, GTA In Enabling Technologies for Cultured Neural Networks (Stenger, DA & McKenna, T. eds) 121–166 (Academic Press, 1994).
Brug, GJ, Van den Eeden, A.L.G., Sluyters-Rehbach, M. & Sluyters, JH. Анализ импедансов электродов, осложненный наличием элемента с постоянной фазой. Дж. Электроанал. хим. 176 , 275–295 (1984).
КАС Статья Google ученый
Бейлби А.Л., Сасаки Т.А. и Стерн Х.М. Предварительная электрохимическая обработка угольных электродов в зависимости от потенциала, рН и времени. Анал. хим. 67 , 976–980 (1995).
КАС Статья Google ученый
Heiduschka, P., Munz, A.W. & Göpel, W. Импедансная спектроскопия и сканирующая туннельная микроскопия полированного и электрохимически предварительно обработанного стеклоуглерода. Электрохим. Акта. 39 , 2207–2223 (1994).
КАС Статья Google ученый
Бём, Х. П. Химическая идентификация поверхностных групп. Доп. в Катализ. 16 , 179–274 (1966).
ОБЪЯВЛЕНИЕ КАС Google ученый
Куэста, А., Дхамелинкур, П., Лорейнс, Дж., Мартинес-Алонсо, А. и Таскон, Дж. Д. Микрозондовые исследования углеродных материалов с помощью комбинационного рассеяния. Углерод 32 , 1399–1548 (1994).
Артикул Google ученый
Охана, И., Дрессельхаус, М.С. и Эндо, М. Раман и рентгеновское исследование графитовых волокон AsF5/выращенных из паровой фазы. Carbon 27 , 417–421 (1989).
КАС Статья Google ученый
Родеберг, Н. Т., Сандберг, С. Г., Джонсон, Дж. А., Филлипс, П. Е. М. и Вайтман, Р. М. Автостопом по вольтамперометрии: электроды для острой и хронической чувствительности для in Vivo Циклическая вольтамперометрия с быстрым сканированием. ACS Хим. Неврологи. 8 , 221–234 (2017).
КАС Статья Google ученый
Раннелс, П.Л., Джозеф, Дж.Д., Логман, М.Дж. и Вайтман, Р.М. Влияние рН и функциональных возможностей поверхности на циклические вольтамперометрические отклики углеродно-волокнистых микроэлектродов. Аналит. хим. 71 , 2782–2789 (1999).
КАС Статья Google ученый
Вильялобос, Х. и тел. . Корковая активация после хронической пассивной имплантации супрахориоидального протеза сетчатки с широким полем зрения. Дж. Нейр. Eng . 11 (2014).
ОБЪЯВЛЕНИЕ Статья Google ученый
Парри, К. Л. и др. . ARXPS-характеристика градиентов химического состава поверхности плазменной полимеризации. Прибой. Анальный интерфейс. 38 , 1497–1504 (2006).
КАС Статья Google ученый
Скофилд, Дж. Х. Хартри-Слейтер Сечения фотоионизации подоболочки при 1254 и 1487 эВ.
Дж. Избранный. Спектр. отн. Фен. 8 , 129–137 (1976).КАС Статья Google ученый
Танума С., Пауэлл С.Дж. и Пенн Д.Р. Расчеты неупругих длин свободного пробега электронов. V. Данные для 14 органических соединений в диапазоне 50–2000 эВ. Прибой. Анальный интерфейс. 21 , 165–176 (1994).
КАС Статья Google ученый
Херманс, А., Кейтли, Р. Б., Кита, Дж. М., Сомберс, Л. А. и Вайтман, Р. М. Обнаружение дофамина с помощью циклической вольтамперометрии быстрого сканирования с использованием аналогового вычитания фона. Аналитическая хим. 80 , 4040–4048 (2008).
КАС Статья Google ученый
Беннет, К. Э. и др. . Алмазный электрод для обнаружения нейрохимических веществ в человеческом мозгу.
Фронт. Гум. Нейроски . 10 (2016).ASTM International, Стандартные методы испытаний для измерения адгезии с помощью ленты — Обозначение D 3359-09 (2010).
Фейли, Д. и др. . Гибкие органические полевые транзисторы для биомедицинских микроимплантатов с использованием полиимида и парилена С в качестве слоев подложки и изолятора. Дж. Микром. Микроэнг . 16 (2006).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Вомеро, М. и др. . Высокостабильные стеклоуглеродные интерфейсы для долговременной нейронной стимуляции и записи активности мозга с низким уровнем шума. Науч. Реп . 7 (2017).
Никос, Л. и Пайкосси, Т. Фрактальная размерность и частотно-зависимое сопротивление блокирующих электродов. Электрохим. Акта. 30 , 1533–1540 (1985).
КАС Статья Google ученый
Илангован, Г. и Чандрасекара Пиллаи, К. Электрохимическая и РФЭС-характеристика стеклоуглеродного электрода Влияние поверхности на приготовление мономерного электрода, модифицированного молибдатом (VI). Ленгмюр. 13 , 566–575 (1997).
КАС Статья Google ученый
Гартен, В. А. и Вайс, Д. Е. Хинон-гидрохиноновый характер активированного угля и сажи. австрал. J. Chem. 8 , 68–95 (1955).
КАС Google ученый
Кларк, Дж. Дж. и др. . Хронические микросенсоры для продольного, субсекундного обнаружения дофамина у животных с поведением. Природные методы 7 (2010).
Артикул Google ученый
Чадчанкар, Х. и Леонид, Ю. Характеристика электрода из углеродного волокна диаметром 32 мкм для in vivo циклической вольтамперометрии с быстрым сканированием. J. Neurosc. Мет. 211 , 218–226 (2012).
КАС Статья Google ученый
Скачать ссылки
Благодарности
Этот материал основан на исследовательской работе, проведенной при поддержке Cluster of Excellence BrainLinks-BrainTools (Deutsche Forschungsgemeinschaft, EXC1086). Авторы хотели бы поблагодарить Анику Шопф (технический персонал Фрайбургского университета, группа ElectroActive Coatings) за поддержку в исследовании цитотоксичности, Майкла Брунса и Стефана Хейсслера (оба из Технологического института Карлсруэ) за поддержку XPS и рамановской спектроскопии. Инструмент K-Alpha+ получил финансовую поддержку Федерального министерства экономики и технологий на основании решения Бундестага Германии. Часть работы финансировалась Cluster of Excellence BrainLinks-BrainTools (Deutsche Forschungsgemeinschaft, EXC1086). Плата за обработку статьи финансировалась Немецким исследовательским фондом (DFG) и Фрайбургским университетом в рамках программы финансирования Open Access Publishing.
Информация об авторе
Примечания автора
Мария Вомеро и Ана Оливейра внесли равный вклад.
Авторы и организации
Лаборатория биомедицинских микротехнологий, Институт микросистемных технологий (IMTEK), Университет Фрайбурга, Georges-Koehler-Allee 102, D-79110, Фрайбург, Германия
Maria Olive Vomero, Ana Данеш Ашури, Макс Эйкеншайдт и Томас Штиглиц
Кластер передового опыта BrainLinks-BrainTools, Фрайбургский университет, Georges-Koehler-Allee 80, 79110, Freiburg, Germany
Maria Vomero, Danesh Ashouri & Thomas Stieglitz
Bernstein Center Freiburg, University of Freiburg, Hansastrasse 9a, 79104, Freiburg, Germany
Thomas Stieglitz
Authors
- Maria Vomero
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Ana Oliveira
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Danesh Ashouri
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Max Eickenscheidt
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Thomas Stieglitz
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
Взносы
М. В. разработал эксперименты и составил рукопись, А.О. изготовил приборы, провел электрохимические эксперименты и участвовал в написании статьи, Д.А. выполнил эксперимента по обнаружению дофамина in vitro и участвовал в написании статьи, М.Э. руководил проектом, сделал электрохимическую модель и участвовал в написании статьи, Т.С. разработал проект, дал научный совет и отредактировал статью.
Авторы, переписывающиеся
Соответствие Мария Вомеро или Макс Эйкеншайдт.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя: Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Электронный дополнительный материал
Дополнительная информация
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4. 0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате при условии, что вы укажете авторство оригинальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons для статьи, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Эта статья цитируется
Многослойные CVD-графеновые электроды с использованием процесса без переноса для следующего поколения оптически прозрачных и совместимых с МРТ нейронных интерфейсов
- Насим Бахшаи Бабаруд
- Мерлин Пальмар
- Василики Джагка
Микросистемы и наноинженерия (2022)
Ковалентное эпитопное украшение угольных электродов с использованием твердофазного синтеза пептидов
- Линдси Канделария
- Калугина Петра Николаевича
- Николай Григорьевич Калугин
Научные отчеты (2019)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Съемный электрод из стеклоуглерода, прямой стержень из ПТФЭ SEM φ3 мм
Описание продукта
Электрод из стеклоуглерода является одним из наиболее широко используемых рабочих электродов, и это лучший инертный электрод. Электрод из стеклоуглерода имеет много преимуществ, таких как хорошая проводимость, высокая твердость, высокое качество обработки, высокое перенапряжение водорода и широкий диапазон поляризации. Его химические свойства очень стабильны, и его можно использовать в качестве инертного электрода для прямого тестирования анодного растворения и вольтамперометрического определения катодов и ионов переменной валентности. Используя стеклоуглеродные электроды в качестве подложки, можно также приготовить химически модифицированные электроды.
Существует четыре типа изолирующих стержней для оболочек стеклоуглеродных электродов.
Электроды из стеклоуглерода делятся на прямые, L-образные, Т-образные и разъемные. Съемный стеклоуглеродный электрод соединен наконечником электрода длиной 7 мм и электродным стержнем через резьбу. Отдельный наконечник электрода можно использовать для сканирующей электронной микроскопии и других тестов.
Примечание по применению:
Дисковый электрод погружается в ионопроводящий раствор в качестве рабочего электрода. Электрический ток проходит между рабочим электродом и противоэлектродом в течение определенного времени. После опыта электрод следует несколько раз промыть этанолом. Если дисковый электрод использовался в качестве токосъемника с другим электродным материалом или имеются видимые следы поглощения материала, после завершения эксперимента его следует отполировать до зеркальной поверхности. Храните рабочий дисковый электрод в стеклянной трубке, закрытой уплотнительным кольцом (все входит в комплект). Инструкции по техническому обслуживанию приведены на странице продукта Комплект для полировки электродов.
Спецификация:
Диаметр диска: 3 мм
Токопроводящий медный стержень: φ2*20 мм
Длина головки электрода: 7 мм
Материал корпуса: ПТФЭ
Диаметр корпуса: 6 мм
Длина корпуса: 80 мм
индивидуальная цена электрода. Если необходим комплект для полировки электродов, его необходимо приобрести и доставить отдельно.
Продукт включает: 1 * электрод из стеклоуглерода с позолоченным штифтом 1 * крышка 1 * уплотнительное кольцо из фторкаучука
НУЖНА ПОМОЩЬ? ПОЗВОНИТЕ НАМ
Звоните по бесплатному телефону +1 (918) 321-4150
- Доставка
- Стандартная доставка: 5-7 рабочих дней
- Экспресс-доставка DHL/Fedex: 2-5 рабочих дней
ОПЛАТА
PRODUCT 0SHOW0 0SHOW0
Вот несколько фотографий, на них вы можете найти детали, если вам нужна дополнительная информация, вы можете поговорить с нами, у нас много экспертов по декрезику, и мы очень рады оказать вам некоторую поддержку в ваших вещах!
Мы занимаемся поставкой лабораторного оборудования, позволяющего проводить одновременные измерения на месте ряда сигналов (электрохимических, оптических, тепловых и других) на тонкопленочных и мембранных материалах. мы уже накопили большой опыт в области электрохимической торговли, и наша конечная цель — предложить нашим клиентам различные виды лабораторного оборудования по лучшей цене. Мы постепенно становимся одним из лучших интернет-магазинов инструментов во всем мире, и мы надеемся, что сможем сделать вас выдающимися, предоставив действительно хорошие вещи, которые вы хотите. Наслаждайтесь покупками у нас и хорошего дня.
Если вам нужна помощь в настройке, пожалуйста, свяжитесь с нами по телефону: здесь
СВЯЗАННЫЕ С ПРОДУКТОМ
Q.
Как выбрать обычный гальванический элемент и герметичный гальванический элемент?
A.
Независимо от требований пользователя к герметичности для фактического испытания герметичный электрохимический элемент является первым выбором. Герметичная электролизерная ячейка оснащена полыми уплотнительными винтами и уплотнительными кольцами из фторкаучука для установки и герметизации всего устройства, а затем пропускает инертный газ в корпус ячейки, чтобы вытеснить избыток газа внутри корпуса ячейки для проведения испытания системы. в инертной среде. Если нет требований к герметичности, вентиляция не требуется. Однако, если вы выберете обычную электрохимическую ячейку, соответствующие операции герметичной электролитической ячейки не могут быть реализованы.
Q.
Какой объем электрохимической ячейки подходит для выбора?
А.
Объем электролизера следует выбирать умеренный. Если объем слишком большой, количество раствора будет слишком большим, что не нужно. При электрохимическом измерении на поверхности электрода происходят реакции окисления и восстановления, а некоторые вещества в растворе восстанавливаются, участвуя в электродной реакции. При этом некоторые продукты реакции будут растворяться в растворе. Если объем электролитической ячейки слишком мал, концентрация раствора будет значительно изменяться во время длительного стационарного измерения, что в конечном итоге повлияет на результаты эксперимента. В большинстве случаев объем 50 мл и 100 мл являются более предпочтительными.
Q.
Как выбрать рабочий электрод?
A.
Обычные рабочие электроды включают дисковые электроды и сменные электрододержатели. Дисковый электрод подходит в качестве основы модифицированного материала, и его модифицируют до площади основания дискового электрода путем смешивания мембранного раствора или подобного с порошкообразным материалом. А если исследуемый материал имеет листовую структуру или материал можно модифицировать до подходящих материалов, таких как токопроводящее стекло, копировальная бумага, углеродная ткань и т. д., практичнее выбрать сменный электродный зажим.
Q.
Как выбрать противоэлектрод?
А.
Одним из важных параметров противоэлектрода является площадь его поверхности. Противоэлектрод должен иметь достаточно большую площадь, чтобы поддерживать проводимость тока, генерируемого на рабочем электроде. Обычно площадь противоэлектрода в 3-5 раз больше площади рабочего электрода. При выборе дискового электрода в качестве рабочего электрода хорошим выбором будет электрод из платиновой проволоки. При выборе листовых материалов в качестве рабочих электродов хорошим выбором являются кольцевые электроды из платиновой проволоки и листовые платиновые электроды.
Q.
Как выбрать электрод сравнения?
A.
Обычно в нейтральной системе используется каломельный электрод или электрод сравнения Ag/AgCl. Поскольку потенциал каломельного электрода сильно зависит от температуры, когда температура превышает 70 градусов, его необходимо использовать с солевым мостиком или заменить. Используйте электрод сравнения Ag/AgCl. Электроды сравнения Hg2SO4 обычно подходят для сернокислотных или сульфатных систем. Электроды сравнения Hg/HgO, как правило, подходят для растворов щелочных электролитов, из которых система сильной щелочи также должна использоваться с солевым мостиком, а заполняющая жидкость в солевом мостике соответствует заполняющей жидкости электрода сравнения. В неводной органической системе необходимо использовать электрод сравнения Ag/Ag+. При использовании неводного электрода сравнения Ag/Ag+ пользователь должен приготовить раствор, содержащий поддерживающий электролит и ионы серебра (обычно 10 мМ), и ввести его в камеру электрода сравнения. Из соображений безопасности при транспортировке все электроды сравнения не заполнены раствором. Перед использованием пользователю необходимо приготовить внутренний раствор, чтобы залить его в электрод.
Q.
Предлагаете ли вы оптовые скидки?
A.
Да, мы регулярно проводим акции для всех наших клиентов. Мы делаем скидки для наших клиентов, которые покупают оптом. Мы признательны за ваш запрос по электронной почте. [email protected].
РУКОВОДСТВО ПО ПОКУПКАМ
Q.
Почему страница не перескакивает во время оформления заказа или добавления товара в корзину?
A.
Когда вы добавляете товар в корзину или размещаете заказ, страница не может перескакивать. Есть несколько причин такой ситуации. Возможно, скорость используемого вами браузера низкая, может быть, товара, который вы добавляете, нет в наличии, или вы забыли выбрать размер товара. Вы можете изменить другой браузер, чтобы попробовать, или проверить, выбрали ли вы размер элемента. Если у вас также есть проблемы, пожалуйста, не стесняйтесь обращаться в онлайн-службу поддержки клиентов, чтобы попросить о помощи, мы будем рады помочь вам.
Q.
У вас есть физический магазин?
A.
В целях поддержания низких цен мы в настоящее время работаем только в Интернете.
Q.
Как я могу использовать свой код купона?
A.
Обычно его можно использовать двумя способами. Один из них — заполнить его прямо в текстовом поле «Коды скидок», когда вы остаетесь на странице корзины покупок.
РУКОВОДСТВО ПО ЗАКАЗУ
Q.
Как я могу проверить информацию о своем заказе?
А.
Для вашего удобства мы настоятельно рекомендуем вам запомнить номер вашего заказа и предоставить его нам, чтобы мы могли соответствующим образом ответить на любой ваш вопрос. И номер заказа совпадает с идентификатором счета-фактуры. Спасибо за вашу поддержку.
Q.
Почему мой платеж был принят, но статус заказа показывает Ожидание?
A.